plano mestre de produÇÃo aula 04. o programa mestre de produção (pmp), plano mestre de...
TRANSCRIPT
PLANO MESTRE DE PRODUÇÃO
Aula 04
O Programa Mestre de Produção (PMP), Plano Mestre de Produção ou Planejamento Mestre da Produção (do inglês Master Production Schedule MPS – é um documento que diz quais itens serão produzidos e quando cada um será produzido, em determinado período. Geralmente este período cobre algumas poucas semanas, podendo chegar de seis meses a um ano.
O planejamento e controle da produção é a àrea resposável pela elaboração de um Plano Mestre de Produção. Algumas empresas chamam tal departamento de PPCO (Planejamento, Programação e Controle da Produção), ou apenas PCP (Programação e Controle da Produção).
Geralmente essa denominação depende do desenvolvimento estratégico do departamento, pois planejar a produção é estratégico, enquanto que programá-la é uma atividade operacional.
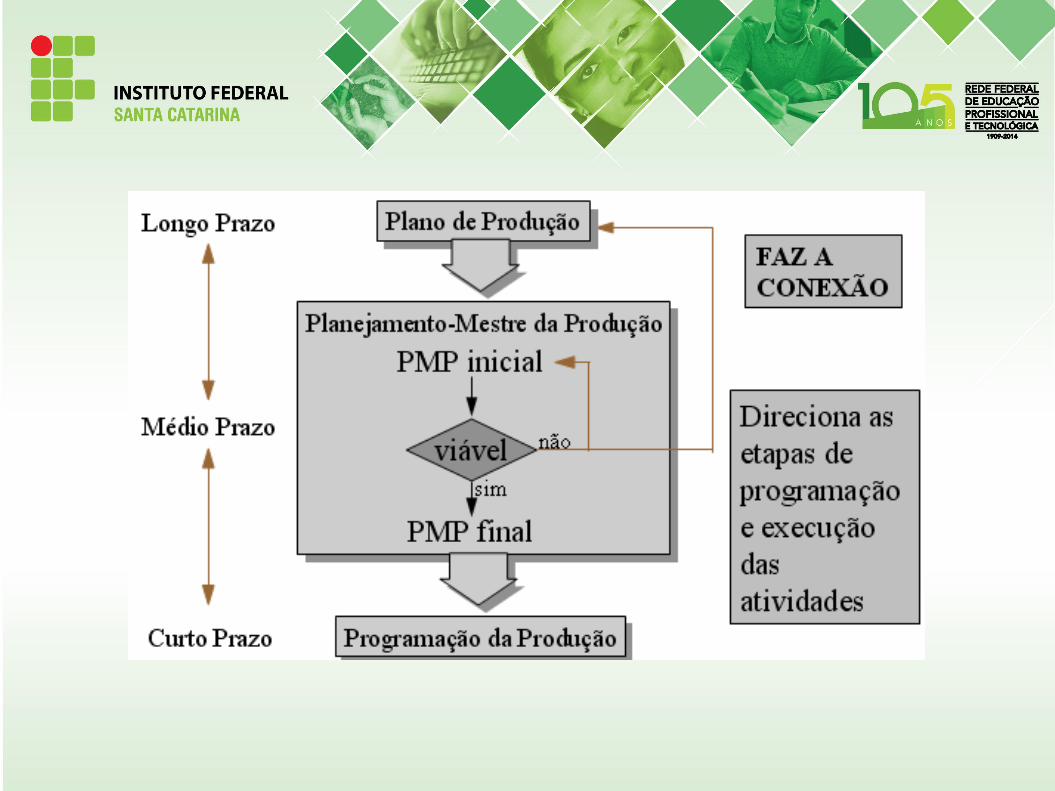
Longo prazo → é necessário a elaboração de um planejamento estratégico da produção (plano de produção) que deve avaliar questões de longo prazo a cerca da gestão da produção, por um determinado período. Este período pode ser de um ano, dois, ou as vezes até cinco anos.
O Planejamento Estratégico da Produção deve se antecipar aos imprevistos estratégicos de longo prazo que surgirão, antevendo as decisões que deverão ser tomadas. Entre tais decisões podemos citar: a aquisição de equipamentos, dobrar ou não o turno de trabalho, usar ou não horas extras, contratar ou demitir funcionários, entre outras decisões que afetam o dia a dia da organização no longo prazo.
Médio prazo → Plano Mestre de Produção lida com períodos de médio prazo, que variam de bimestres há seis meses. Atua dentro do contexto estabelecido pelas decisões tomadas a nível estratégico, no Planejamento Estratégico da Produção, de maneira a agir no nível tático. Em outras palavras, o Plano Mestre de Produção, com as informações de capacidade de produção disponível, demanda prevista, e registros de estoque, irá determinar o que será produzido, em que quantidade será produzida, e quando será produzido, no horizonte de médio prazo.
Curto prazo → a programação da produção preocupa-se em operacionalizar as determinações do Plano Mestre de Produção, tendo de lidar com a demanda já confirmada. A Programação da Produção lida com períodos de curto prazo, lidando com as rotinas diárias da organização, desde as prioridades de venda até as perdas imprevistas de capacidade de produção.
A Programação da Produção é composta pela justaposição de duas atividades: o sequenciamento e o carregamento.
O sequenciamento determina a sequencia em que as ordens de produção entram no processo, enquanto que o carregamento aloca as cargas nos centros de trabalho. A justaposição dessas duas atividades gera a Programação da Produção.
Antes de compreender como é montado um Plano Mestre de Produção, devemos conhecer suas duas variáveis:● Previsão de demanda● Gestão de estoques
PREVISÃO DE DEMANDAA previsão de demanda é a base para o planejamento estratégico de todas as organizações, no que tange não apenas a área de produção, mas também a área financeira, comercial e de recursos humanos. Através da previsão de demanda é possível montarmos planos de longo prazo para as quatro áreas da organização.
No que tange a gestão da produção, é com as informações da previsão de demanda que o Plano Mestre será elaborado. Além de ser um insumo para o Plano Mestre, através da previsão de demanda também é elaborado o Planejamento Estratégico da Produção. A elaboração de previsão de demanda não costuma ser uma função dos departamentos de PCP, sendo geralmente é uma responsabilidade do departamento de Vendas.
GESTÃO DE ESTOQUESAs organizações precisam manter estoques por vários motivos. Estoques de matérias primas, ou de componentes adquiridos, costumam ser mantidos como amortizadores de custos no momento da compra, adquirindo-se grandes quantidades para realização de economias de escala frente aos fornecedores.
Os estoques de itens componentes produzidos internamente, por sua vez, são mantidos como garantia da independência entre etapas de produção.
Já os estoques de produtos acabados geralmente são administrados como um fator de segurança, frente às imprevisibilidades de demanda.
Na realidade, os estoques são a causa, ou o efeito, de problemas do sistema de produção. Estoques não são um fator de agregação de valor ao produto, mas sim materiais adquiridos que ainda não se pagaram, o que reflete, no setor de Finanças, em um fluxo de caixa negativo.
Para montagem do Plano Mestre de Produção se fazem necessárias às informações das quantidades em estoque tanto de materiais brutos, quanto de produtos componentes e produtos acabados. Enquanto a análise de demanda mostra o que, em quais quantidades, e quando, os produtos serão requeridos pelo mercado, os registros de estoques são bancos de dados que alimentam o Plano Mestre indicando as quantidades já disponíveis.
Os dados sobre estoques são utilizados para calcular as necessidades líquidas de produção, ou seja, aquelas que, complementadas pela quantidade em estoque, compõem as necessidades brutas. Necessidade líquida de produção = necessidade bruta – estoque
Os dados de estoques devem estar sempre atualizados!
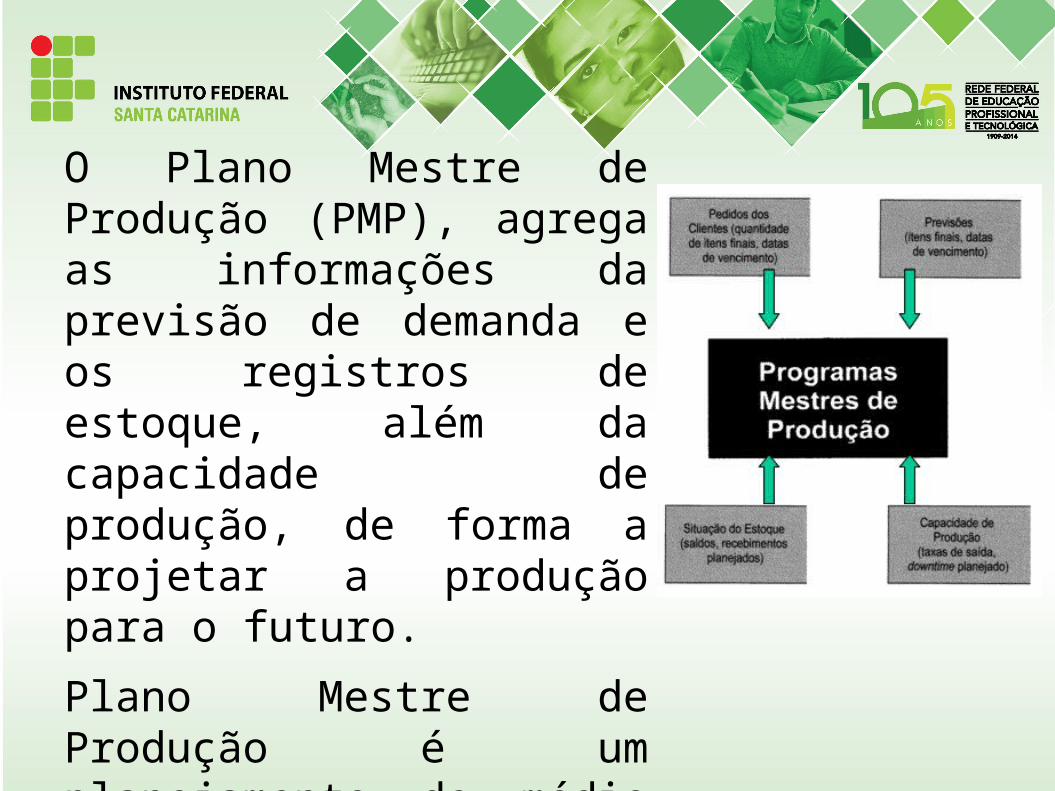
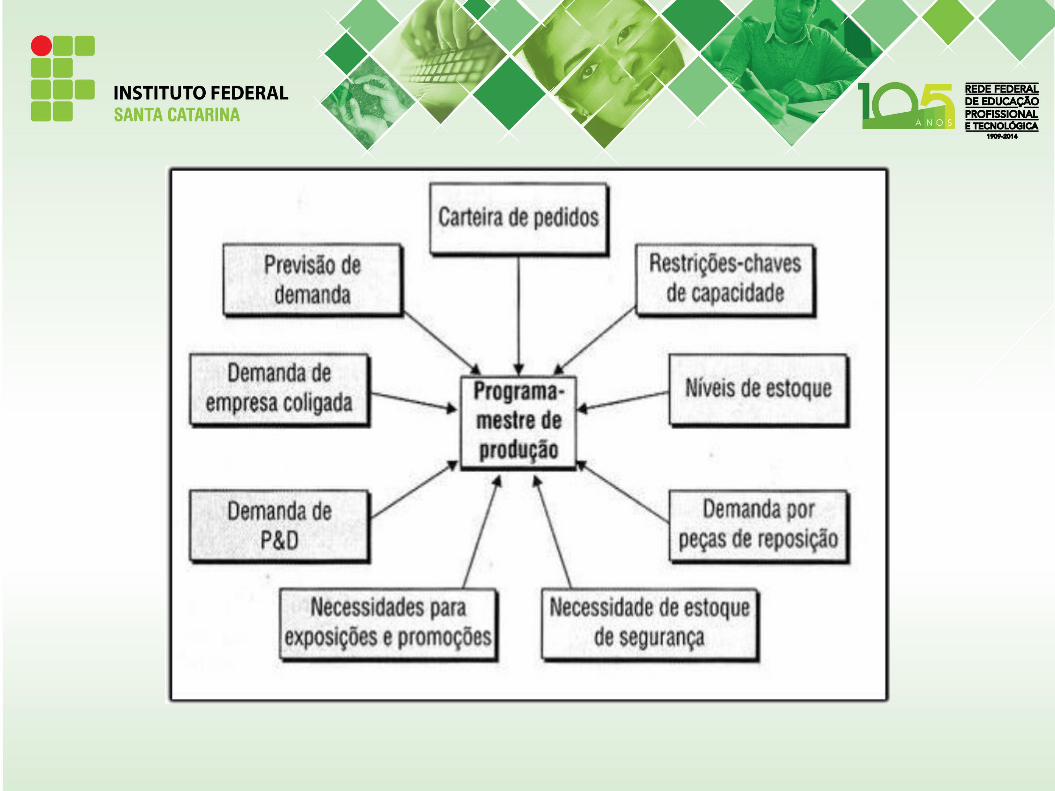
O Plano Mestre de Produção (PMP), agrega as informações da previsão de demanda e os registros de estoque, além da capacidade de produção, de forma a projetar a produção para o futuro.
Plano Mestre de Produção é um planejamento de médio prazo da produção e lida com decisões no nível tático
As organizações, no que tange o PMP, costumam trabalhar com três táticas básicas de produção:
“produzir para estocar”“produzir apenas sob encomenda”“montar sob encomenda”
Quando a tática é “produzir para estocar”, o PMP trabalha com estoques de segurança, baseados nas previsões de demanda.
Na tática “produzir apenas sob encomenda” o PMP determina que as ordens de produção trabalhem apenas com as quantidades necessárias para suprir a demanda, evitando a estocagem.
E a tática “montar sob encomenda”, é uma estratégia mista entre as táticas anteriores: “produzir para estocar” e “produzir apenas sob encomenda”
Ou seja, a ordem de produção para os itens componentes é fazer estoques, entretanto as ordens de montagem dos produtos acabados são estabelecidas visando apenas o necessário para atender a demanda.

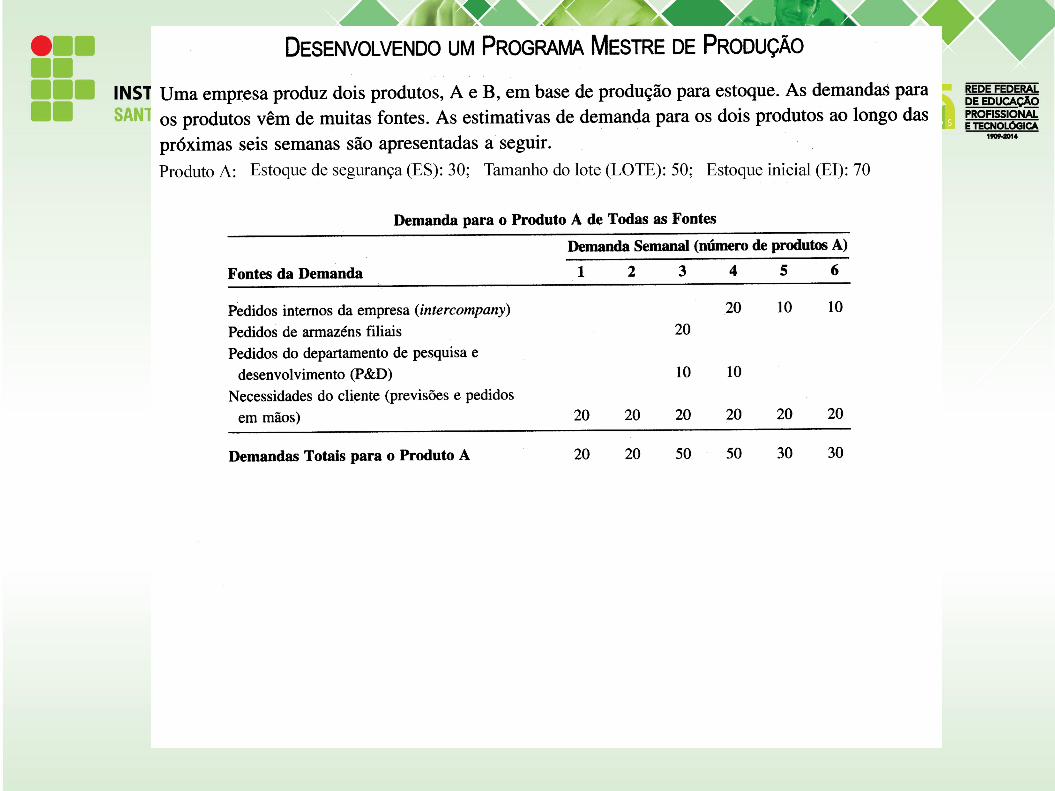
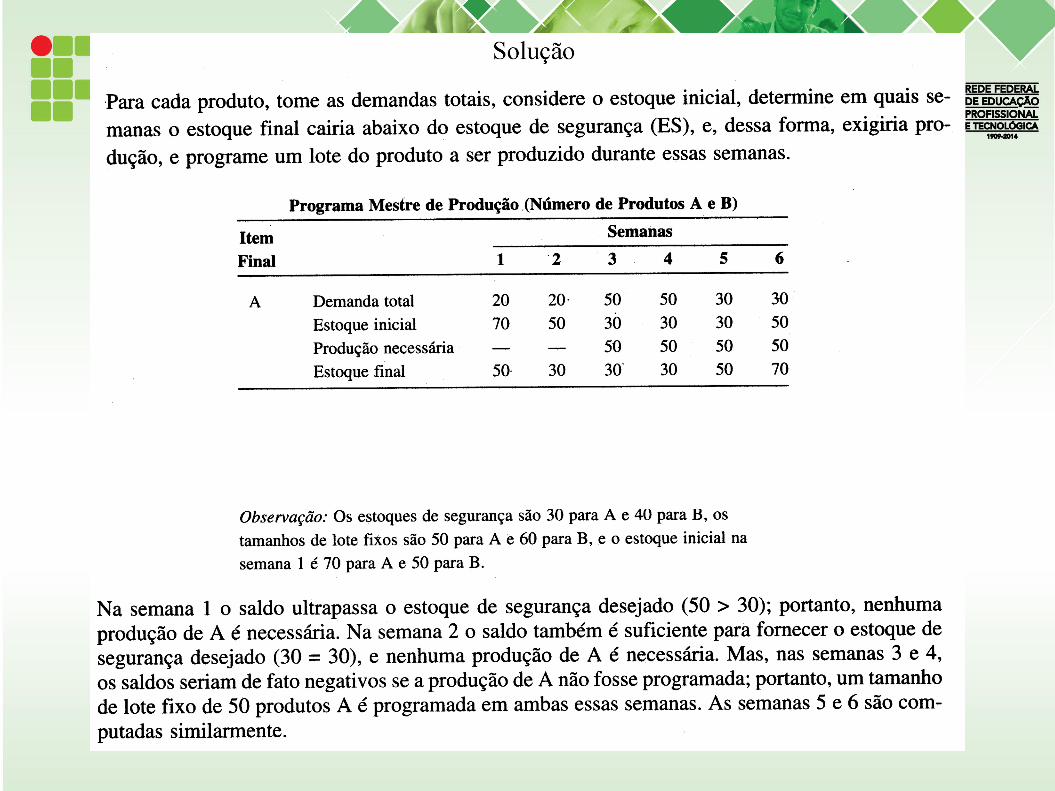
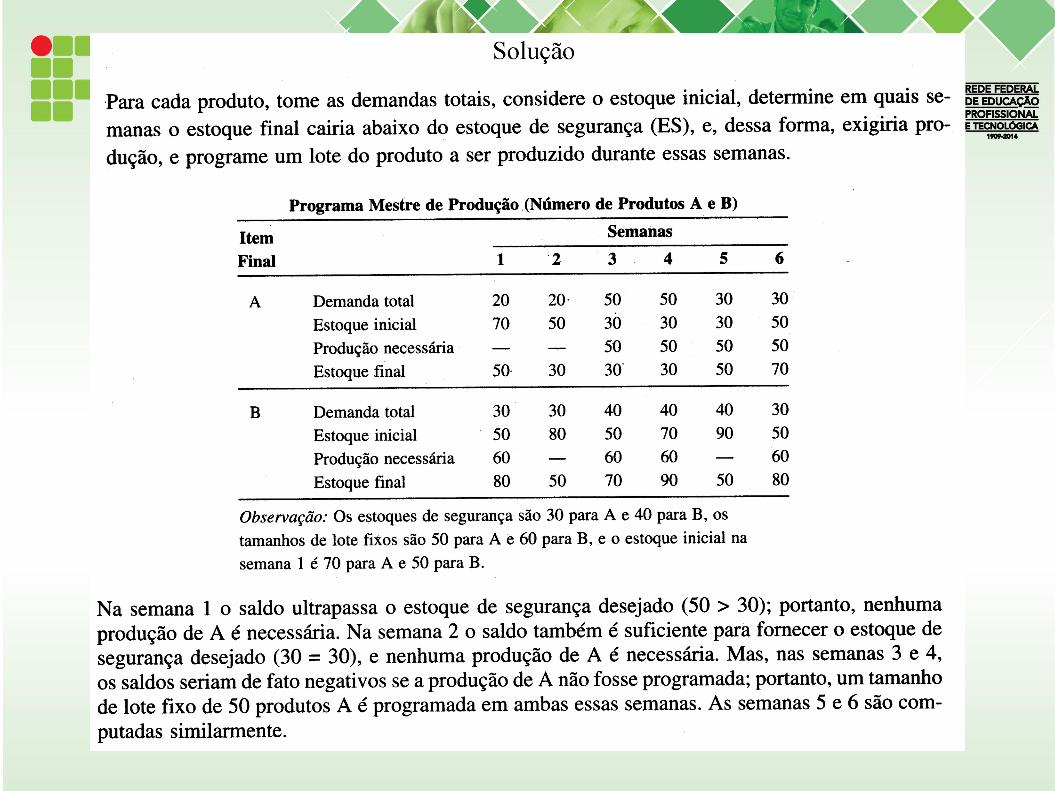
O PMP é constituído de registros com escala de tempo que contém, para cada produto final, as informações de demanda e estoque disponível atual. Usando esta informação, o estoque disponível é projetado à frente no tempo. Quando não há estoque suficiente para satisfazer à demanda futura, quantidades de pedido são inseridas na linha do PMP
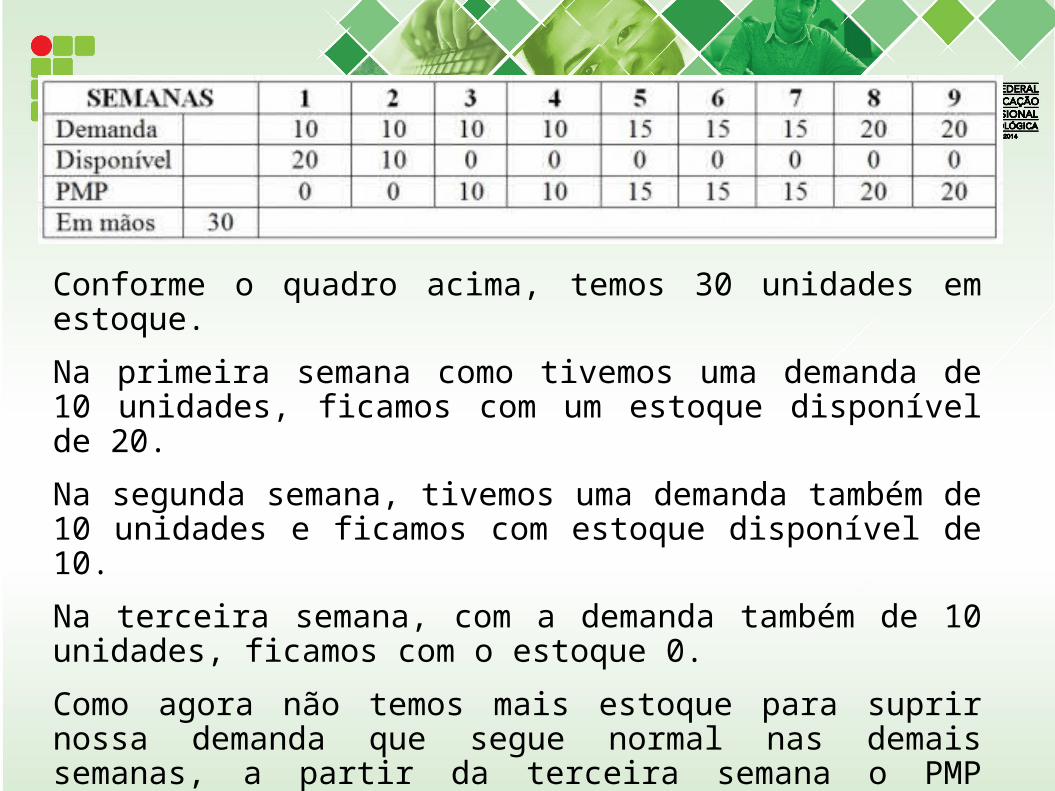
Conforme o quadro acima, temos 30 unidades em estoque.
Na primeira semana como tivemos uma demanda de 10 unidades, ficamos com um estoque disponível de 20.
Na segunda semana, tivemos uma demanda também de 10 unidades e ficamos com estoque disponível de 10.
Na terceira semana, com a demanda também de 10 unidades, ficamos com o estoque 0.
Como agora não temos mais estoque para suprir nossa demanda que segue normal nas demais semanas, a partir da terceira semana o PMP começa ser operacionalizado.
O PMP tem como atividade gestão de pedidos, que através da uma verificação da capacidade durante o processo de entrada de pedido e da disponibilidade de materiais, possibilita saber se a empresa é capaz ou não de cumprir o prazo estipulado pelo cliente, visando garantir o atendimento do pedido desde o processo de vendas.
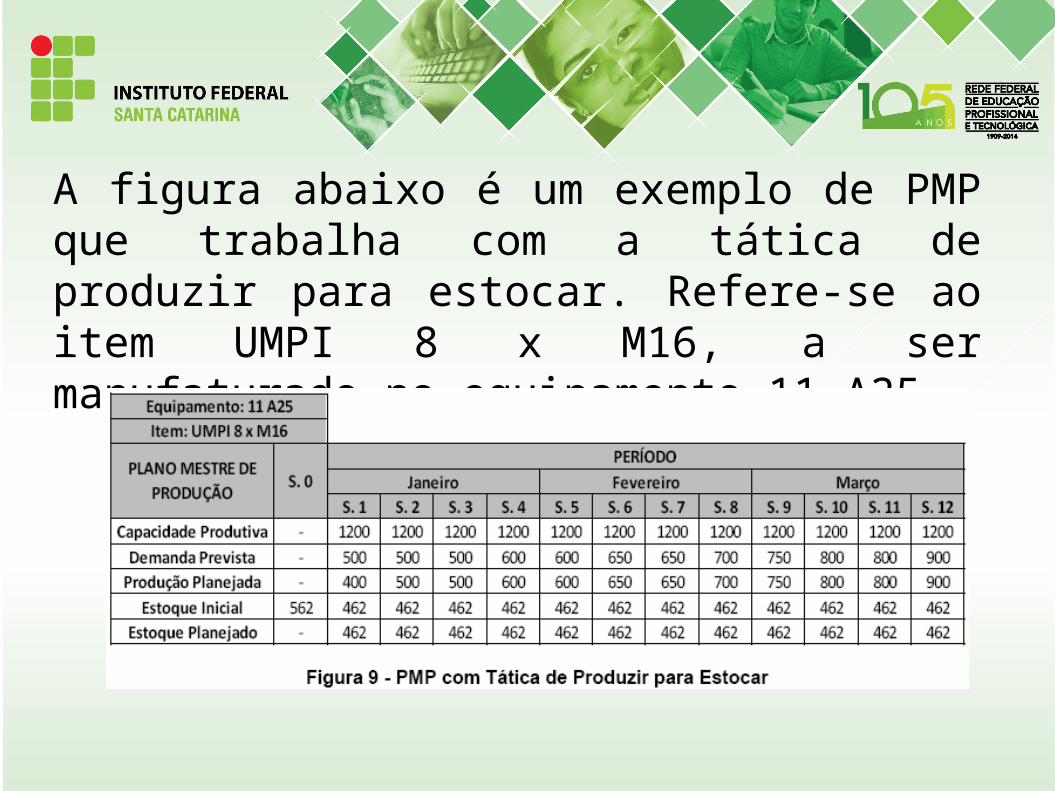
A figura abaixo é um exemplo de PMP que trabalha com a tática de produzir para estocar. Refere-se ao item UMPI 8 x M16, a ser manufaturado no equipamento 11 A25.
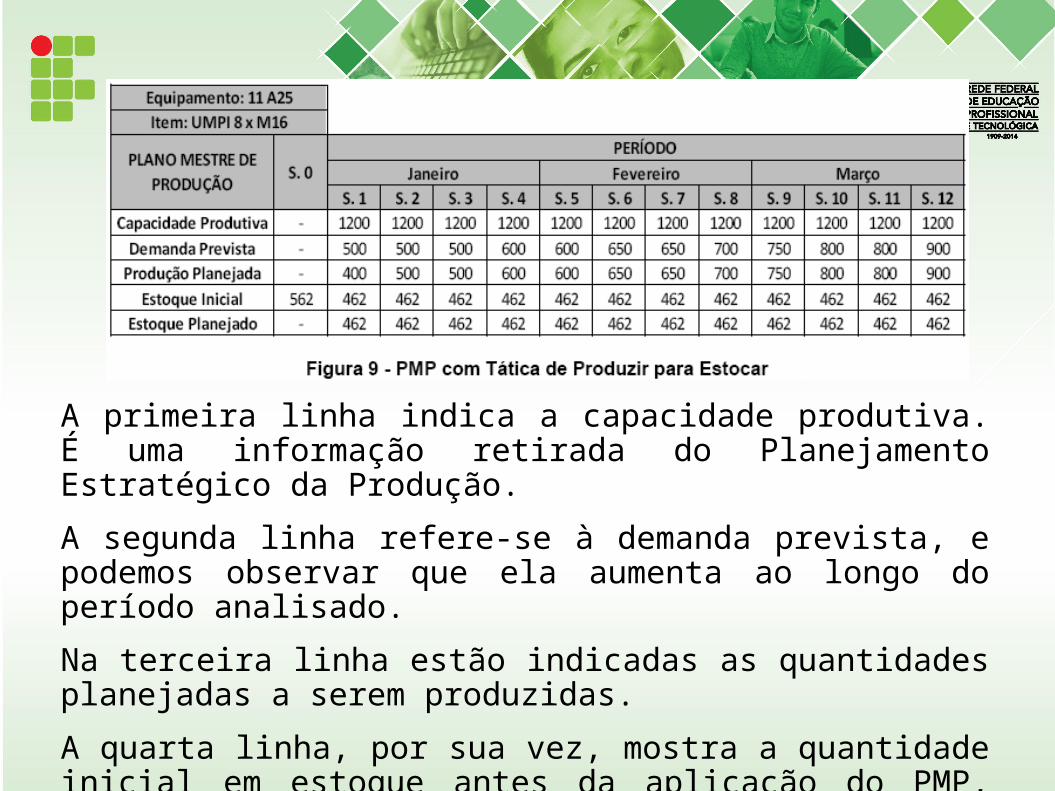
A primeira linha indica a capacidade produtiva. É uma informação retirada do Planejamento Estratégico da Produção.
A segunda linha refere-se à demanda prevista, e podemos observar que ela aumenta ao longo do período analisado.
Na terceira linha estão indicadas as quantidades planejadas a serem produzidas.
A quarta linha, por sua vez, mostra a quantidade inicial em estoque antes da aplicação do PMP, bem como durante o PMP.
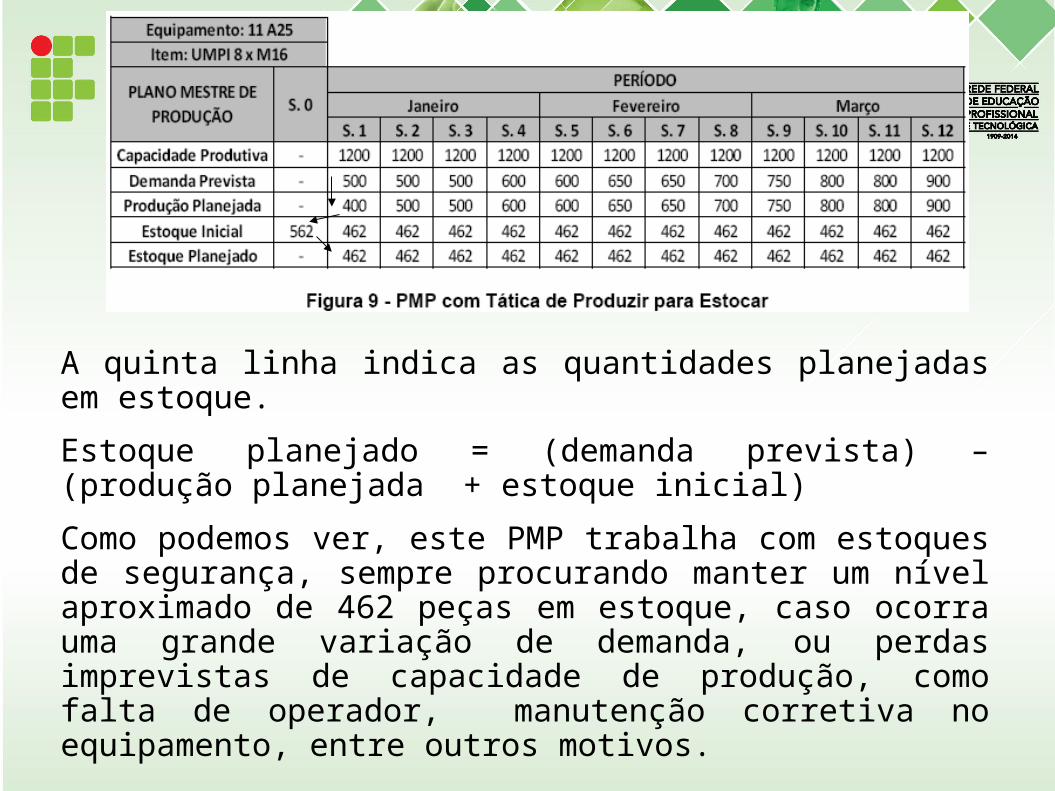
A quinta linha indica as quantidades planejadas em estoque.
Estoque planejado = (demanda prevista) – (produção planejada + estoque inicial)
Como podemos ver, este PMP trabalha com estoques de segurança, sempre procurando manter um nível aproximado de 462 peças em estoque, caso ocorra uma grande variação de demanda, ou perdas imprevistas de capacidade de produção, como falta de operador, manutenção corretiva no equipamento, entre outros motivos.
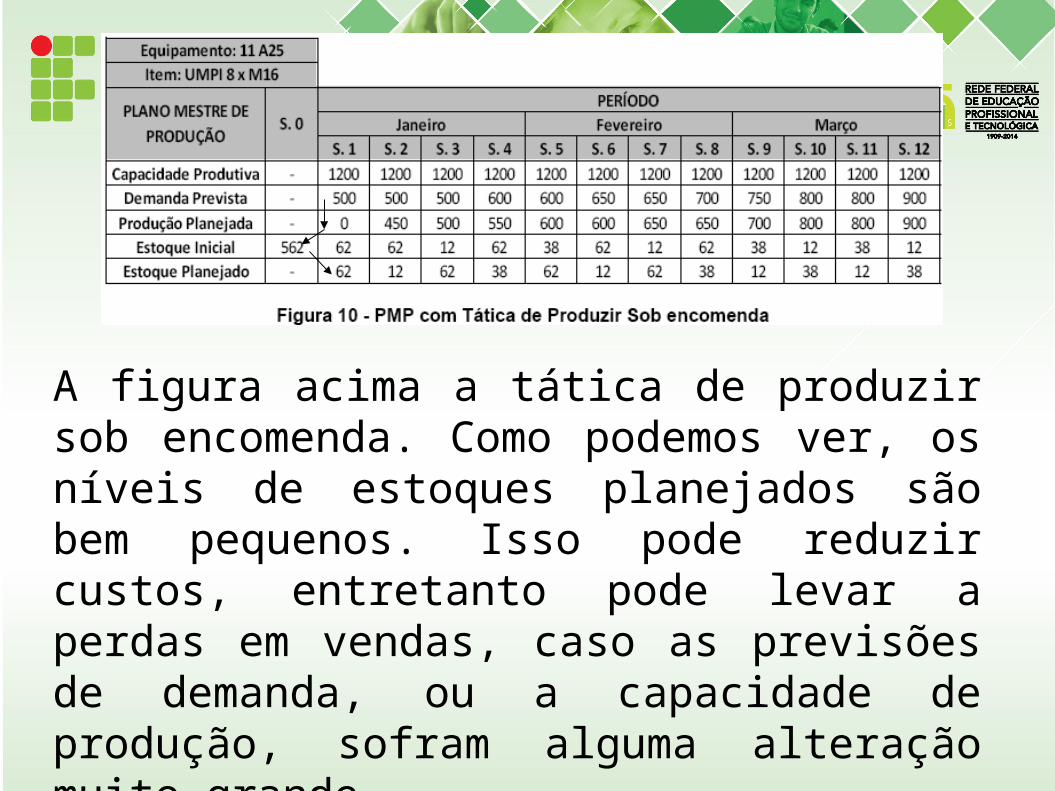
A figura acima a tática de produzir sob encomenda. Como podemos ver, os níveis de estoques planejados são bem pequenos. Isso pode reduzir custos, entretanto pode levar a perdas em vendas, caso as previsões de demanda, ou a capacidade de produção, sofram alguma alteração muito grande.
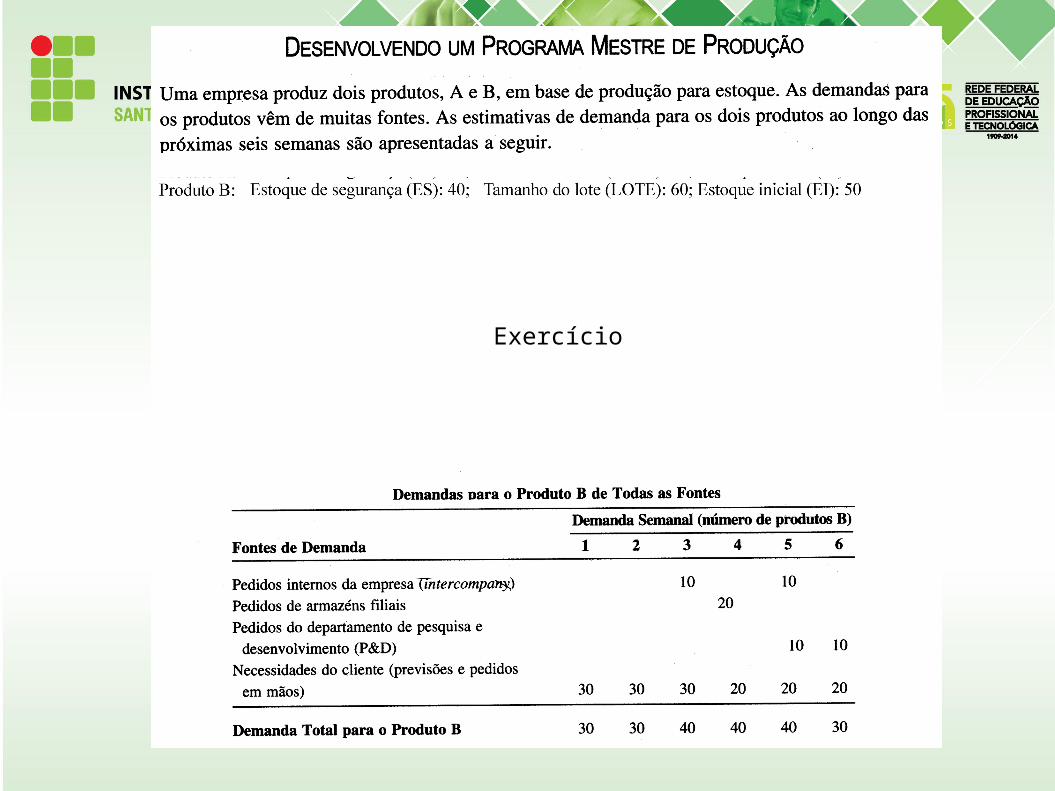
Exercício
1.1. Programação para Sistemas de Volume Intermediário
Consideremos o caso onde diversos produtos são feitos na mesma linha de produção, tal como acontece com bebidas cigarros, refrigeradores, aparelhos de som etc. A cada vez que um novo produto é programado, são necessárias mudanças nas linhas (ajuste e preparação de máquinas). Desta forma, existem duas perguntas que devem ser respondidas:
a) quanto produzir de cada produto?
b) em que ordem devem ser produzidos os produtos?
A resposta à pergunta quanto produzir pode ser dada de muitas maneiras, onde não faltam os critérios específicos de cada empresa, baseados no bom senso ou em razões de ordem histórica.
A teoria elementar dos custos associados aos estoques, fornece uma quantidade a fabricar que leva em conta, de um lado, os custos de preparar as máquinas para uma rodada de produção e, de outro, os custos de manter o produto em estoque.
Essa quantidade é chamada de Lote Econômico de Fabricação (LEF) e se constitui numa possível resposta à pergunta de quanto produzir de cada produto que utiliza a linha.
A outra questão, em que ordem produzir, é a questão do seqüenciamento. Uma técnica usada para o seqüenciamento é o chamado Tempo de Esgotamento (TE). Dado um produto candidato ao seqüenciamento, o seu Tempo de Esgotamento é definido por:
Onde a taxa de consumo é a quantidade média consumida no intervalo de tempo (dia, semana, mês).
consumodetaxadisponívelestoque
TE
Se tivermos 3.000 unidades de um produto em estoque, por exemplo, e a sua taxa de consumo for de 800 unidades por semana, seu Tempo de Esgotamento será de:
O Tempo de Esgotamento é a medida de urgência com que o produto deve ser fabricado: quanto menor o TE, mais cedo o produto estará em falta.
Portanto, dado vários produtos aguardando processamento na mesma linha, programa-se primeiro o produto com menor TE.
semanasTE 75,3800000.3
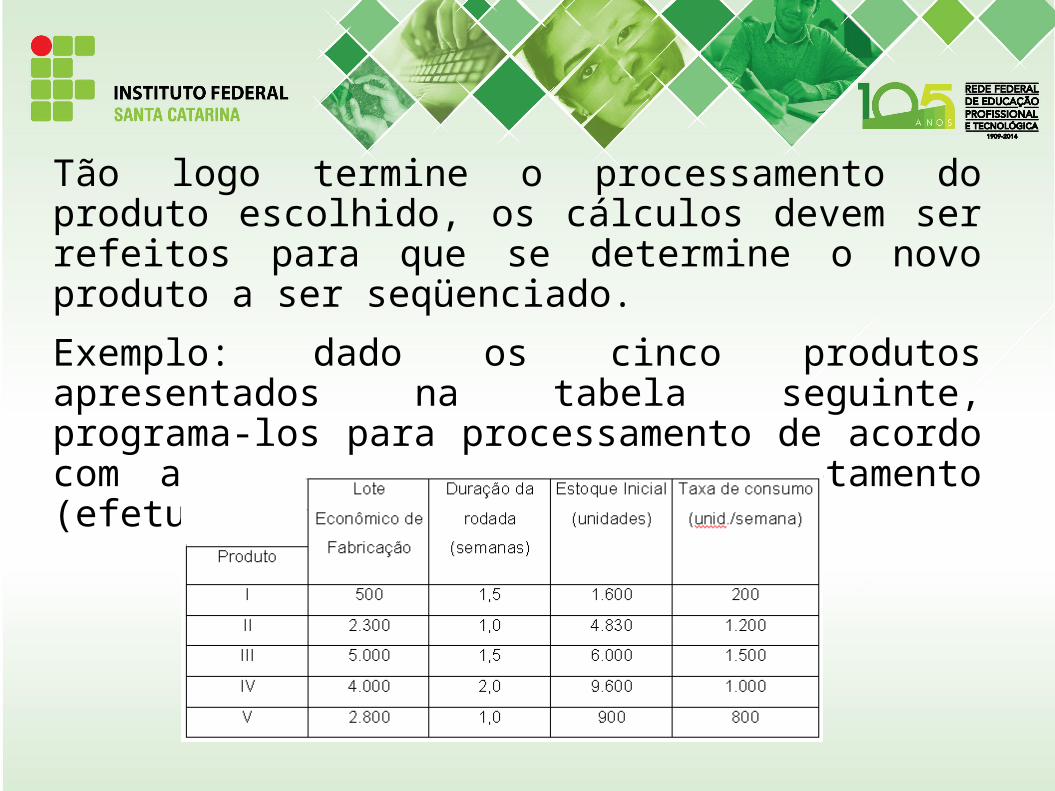
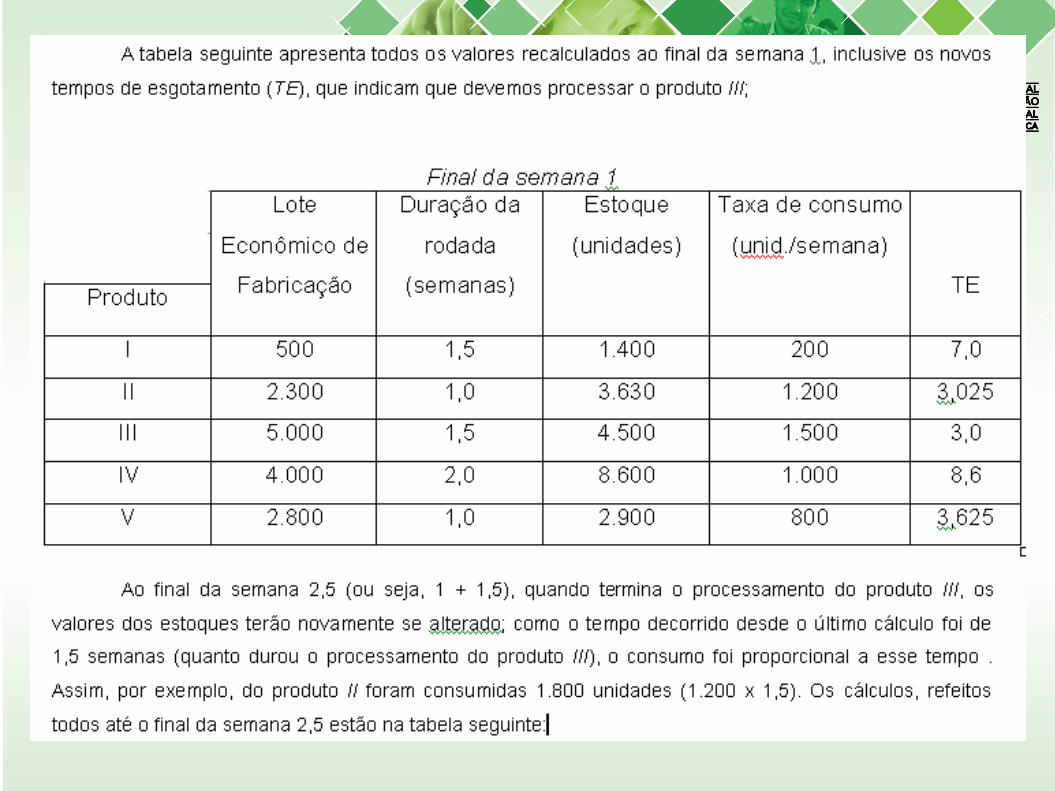
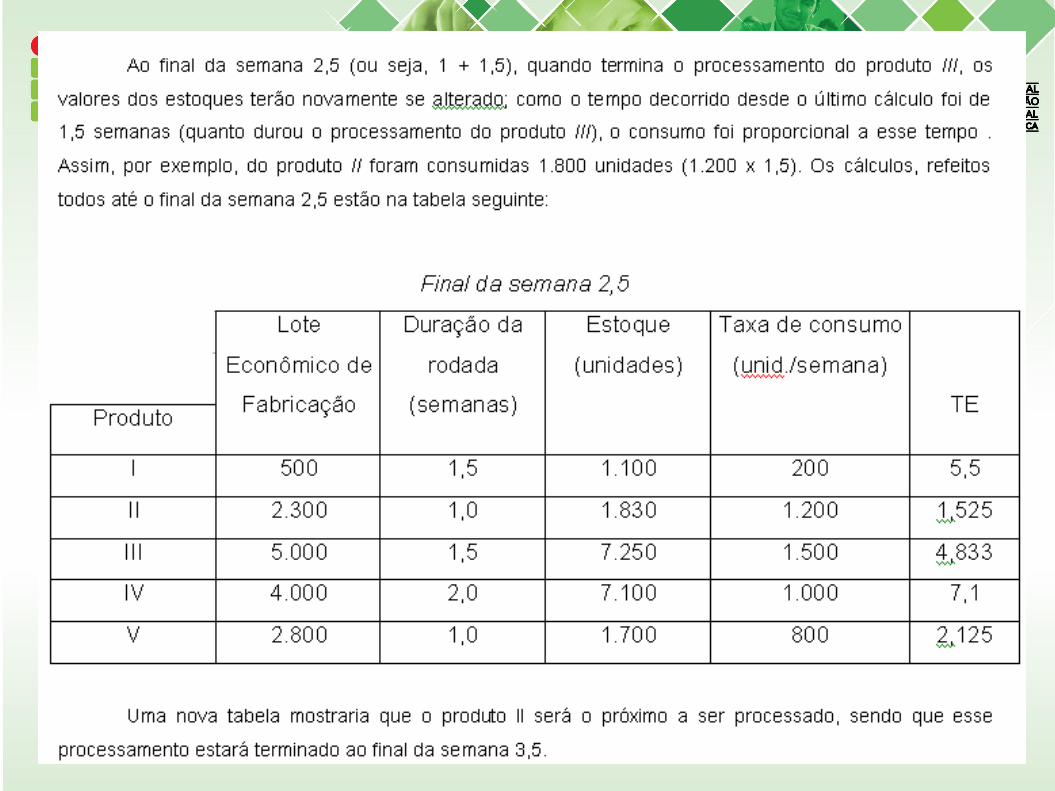
Tão logo termine o processamento do produto escolhido, os cálculos devem ser refeitos para que se determine o novo produto a ser seqüenciado.Exemplo: dado os cinco produtos apresentados na tabela seguinte, programa-los para processamento de acordo com a técnica do Tempo de Esgotamento (efetuar as 2 primeiras rodadas).
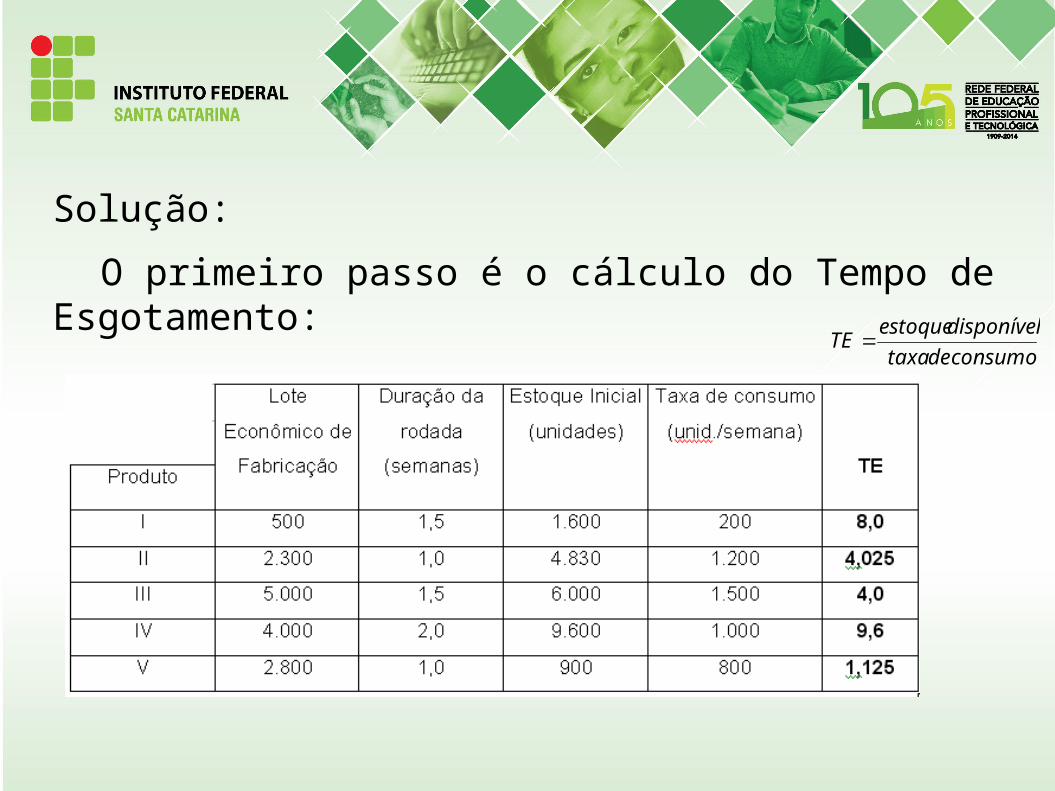
Solução:
O primeiro passo é o cálculo do Tempo de Esgotamento:
consumodetaxadisponívelestoque
TE
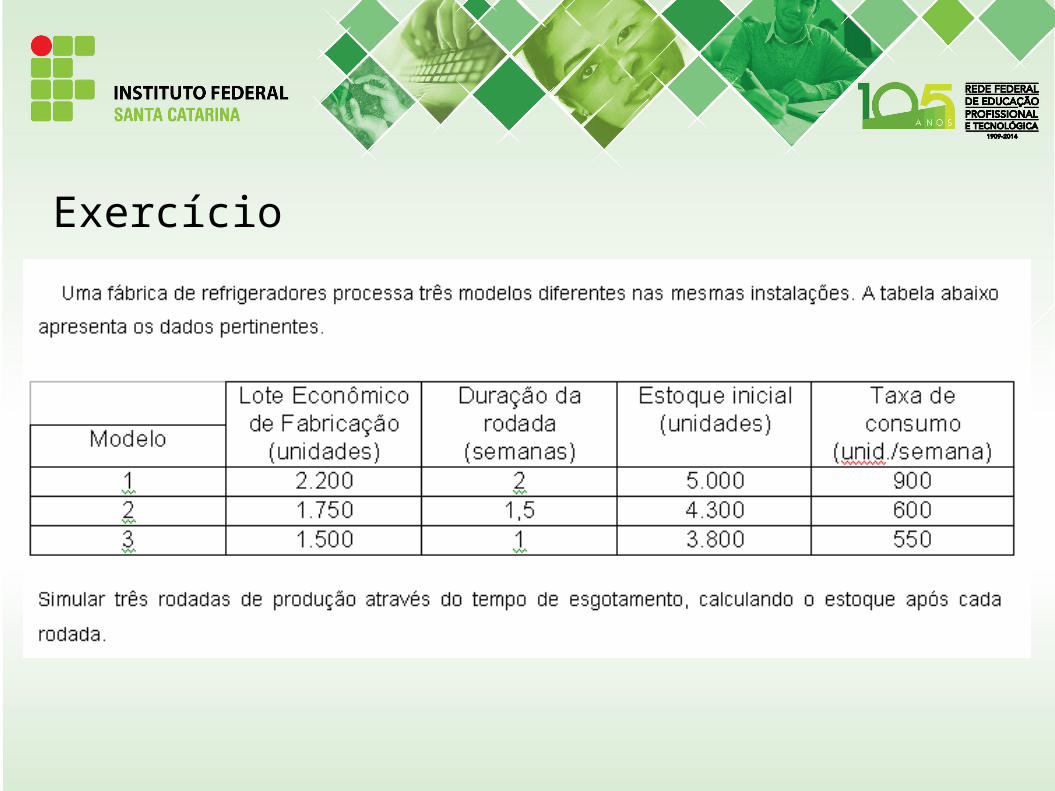
Exercício