otimização do controle de tensão em...
TRANSCRIPT
1
Curso de Engenharia Mecânica
Otimização do Controle de Tensão e Circunferência em Processo de Urdimento de Carretéis de Elastano para a
Indústria Têxtil
Ivan Simão da Silva
Campinas – São Paulo – Brasil
Dezembro de 2008
ii
Curso de Engenharia Mecânica
Otimização do Controle de Tensão e Circunferência em Processo de Urdimento de Carretéis de Elastano para a
Indústria Têxtil
Ivan Simão da Silva
Monografia apresentada à disciplina Orientação de Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica da Universidade São Francisco, sob a orientação do Prof. Dr. Paulo R. Tardin Jr., como exigência parcial para conclusão do curso de graduação. Orientador: Prof. Dr. Paulo Roberto Tardin Junior
Campinas – São Paulo – Brasil
Dezembro de 2008
iii
Otimização do Controle de Tensão e Circunferência em Processo de Urdimento de Carretéis de Elastano para a
Indústria Têxtil
Ivan Simão da Silva
Monografia a ser defendida com expectativa de aprovação em dezembro de
2008 pela Banca Examinadora assim constituída:
Prof. Dr. Paulo Roberto Tardin Junior (Orientador)
USF – Universidade São Francisco – Campinas – SP.
Prof. Ivo Giannini (Membro Interno)
USF – Universidade São Francisco – Campinas – SP.
Engº. Ricardo Cesar Otonni Fernandes (Membro Externo)
INVISTA BRASIL IND E COM DE FIBRAS LTDA – Paulínia – SP.

iv
Dedico este estudo aos meus pais José Simão e
Maria Lúcia Cavallini, por toda a compreensão
nestes longos anos de dedicação e também aos
meus avôs, Moacyr Cavallini e Benedita Basso
Cavallini (in memorian), que tanto me
incentivaram aos estudos.
v
Agradecimentos
Ao professor Paulo Roberto Tardin Jr. e a todos os professores da USF Campinas que me
ajudaram, direta ou indiretamente, neste projeto.
A todas as pessoas da INVISTA que me ajudaram neste projeto.
Muito obrigado aos meus amigos Karel Simmelink, Henrique Gabos, César Gabos e Marcos
Gouvêa por todos esses anos de estudo e dedicação, de onde nessa jornada não sairíamos
vitoriosos sem a luta e apoio mútuo de cada um durante os momentos difíceis que passamos
em todos esses anos de graduação.
Finalmente, agradeço a todos aqueles que por tantas vezes sentiram minha ausência nesses
anos todos e que, mesmo assim, sempre me apoiaram e me deram forças para jamais pensar
em desistir da busca de realizar um sonho de infância e que hoje se torna realidade.
vi
Sumário
Resumo .................................................................................................................................... vii
Abstract .................................................................................................................................. viii
1 Introdução .......................................................................................................................... 1 1.1 Objetivo Geral ............................................................................................................. 10 1.2 Objetivos Específicos .................................................................................................. 10 1.3 Justificativa.................................................................................................................. 10
2 Breve histórico .................................................................................................................. 12 2.1 A Automação Industrial: Uma Retrospectiva Histórico-Social .................................. 12 2.2 A Importância de um Invento ...................................................................................... 13 2.3 A Revolução Industrial................................................................................................ 15 2.4 A Evolução do Controle Industrial.............................................................................. 17 2.5 A Automação e Controle dos Processos Industriais.................................................... 18
3 Aspectos Teóricos do Problema ...................................................................................... 23 2.6 Teoria sobre Encoder .................................................................................................. 23 2.6 Teoria sobre Tacogerador............................................................................................ 29 2.7 Teoria sobre Controladores Lógicos Programáveis (CLP's) ....................................... 32
4 Metodologia Experimental .............................................................................................. 37 4.1 Testes na Malha de Controle de Velocidade de Urdimento ......................................... 37 4.2 Testes de Medição de Circunferência de Carretéis........... ........................................... 40
5 Apresentação e Análise dos Resultados ......................................................................... 43 5.1 Análise dos Testes da Malha de Controle de Velocidade ........................................... 43 5.2 Análise dos Testes de Medição de Circunferência de Carretéis ................................. 45
6 Conclusões e Dificuldades Experimentais Encontradas ............................................... 47 6.1 Melhoria na Malha de Controle de Velocidade ......................................................... 47 6.2 Medição de Circunferência de Carretéis ..................................................................... 47 6.3 Dificuldades experimentais dos testes de implementação das melhorias ................... 48
7 Recomendações Finais ..................................................................................................... 49 7.1 Proposta de Melhoria para a Malha de Controle de Velocidade ................................. 49 7.2 Implementação da Medição de Circunferência de Carretéis ....................................... 50
Referências Bibliográficas ..................................................................................................... 51
vii
Resumo
Tendo como objetivo maior um produto final urdido com a qualidade requerida pelo cliente
final, uma alta confiabilidade dentro de uma malha fechada de controle de circunferência do
carretel e de velocidade do equipamento o qual processa esse produto é fator fundamental. O
trabalho desse documento visa aperfeiçoar as malhas de controle de circunferência dos
carretéis e de velocidade dos motores do equipamento, através da substituição dos tacos-
geradores, atualmente responsáveis pela re-alimentação de velocidade dos motores para o
acionamento por encoder’s e, do sensor laser de medição de circunferência de carretéis por
sistema de visão com câmeras de imagens. Tacos-geradores apresentam ruídos e variações na
tensão gerada e as mesmas afetam a malha de controle, enquanto os encoder’s são
equipamentos muito precisos e confiáveis. Sensores laser, como o próprio nome sugere, se
utilizam de um feixe de luz a laser para fazer a medição de distâncias. Contudo, o seu
manuseio exige cuidados adicionais visto que o mesmo pode ser prejudicial à visão humana.
PALAVRAS-CHAVE: malha de controle, encoder, visão

viii
Abstract
This work aiming to improve the speed and circumference control in a LIBA warping
machine when doing beam sets. The improved control strategies are driven by the tension
generator replacement for an encoder since the generator has showed some noises and high
variability; and the replacement of a laser emitter sensor for a vision system since the laser
sensors has potential to affect human eyes health.
KEY WORDS: encoder, beaming, control loop, vision
1
1 INTRODUÇÃO
A indústria de vestuário mundial seria completamente diferente se não
existissem os fios elastoméricos. O fio elastano, um filamento sintético conhecido por sua
excepcional elasticidade é composto por, no mínimo, 85% de poliuretano segmentado e foi
inventado em 1959 por Joseph Shivers, da DuPont, com a intenção de substituir a borracha
utilizada na época e foi batizado com o nome de LYCRA® , a qual é marca registrada da
INVISTA™.
O fio LYCRA® é produzido por extrusão através de um processo chamado dry-
spun. Ao polietileno-glicol, que é a matéria básica do fio, são adicionados extensores de
cadeia para atingir a extensão da cadeia polimérica ideal para o fio, além de aditivos
especiais para aumentar a durabilidade e resistência do fio à corrosão, principalmente do
cloro existente na maioria dos alvejantes utilizados atualmente e a exposição aos raios
solares. Devido à necessidade de escoamento do polímero por tubulações e também pela
fieira extrusora, é adicionado ao polímero o solvente DMAc (dimetil-acetamida) para
facilitar esse escoamento. O polímero dissolvido é então extrudado pelas fieiras, onde
posteriormente passa por um fluxo de gás inerte a alta temperatura para a completa
evaporação do solvente. Para finalizar o processo, é aplicado ao fio um óleo a base de
silicone para dar acabamento e, sem seguida, o fio é enrolado em tubos plásticos ou em
papelão.
O fio LYCRA®
Há uma ampla utilização de fio LYCRA
possui excelente alongamento, por volta de 500% a mais de seu
comprimento original e é capaz de recuperar o seu comprimento original mesmo após ciclos
seguidos de alongamento e retração. É muito leve quando comparado a borracha e possui a
mesma força de retração da borracha, apresentando título mais baixo. Ainda comparando-o a
borracha, é mais resistente a produtos químicos. Contudo possui algumas desvantagens,
como baixa resistência e perda de propriedades quando em contato com produtos oleosos e
perda da resistência em temperaturas elevadas.
® nos tecidos utilizados atualmente, indo
desde a sua aplicação mais conhecida, as lingeries, até para aplicações médico-hospitalares.
A indústria de tecelagem utiliza o fio LYCRA® em duas modalidades distintas: a partir de
uma bobina de fio ou a partir de um carretel. Tal uso é definido em função do tipo de tear

2
que o cliente possui. Há teares onde são utilizadas diversas bobinas, porém cada qual em seu
suporte e o desenrolar acontecem em conjunto, conforme a utilização no tecido. Já para
outros teares, existe a necessidade de que essas bobinas estejam todas agrupadas em um
carretel, o qual suporta, dependendo de sua configuração e da medida do fio, até 1500 fios
em um mesmo carretel. Significa dizer que temos alinhados em um carretel com 42
polegadas de largura, 1500 pontas de fios de bobina e as mesmas são enroladas ao mesmo
tempo no carretel.
Uma das máquinas que fazem o desenrolamento do fio das bobinas e o
subseqüente enrolamento dos fios no carretel é a urdideira, cujo um dos fabricantes é alemão
LIBA, subdividida em duas partes: uma, a qual tem suportes para essas bobinas, onde as
mesmas são acionadas por rolos sincronizados, alimentados por um motor elétrico DC
(Direct Current – Corrente Contínua), que desenrolam os fios em conjunto, chamada de
“esquinadeira” e, ao mesmo tempo, outra onde há um carretel que enrola todos esses fios
alinhados uns aos outros, também acionados por um motor elétrico DC, chamada de
“urdideira”. A Figura 1 ilustra a urdideira LIBA:
Figura 1. Urdideira LIBA.
Devido ao fato dos fios serem elásticos, temos que ter cuidados ao desenrolar e
enrolar os mesmos no carretel, afim de que a relação de estiramento dos fios seja a mesma
durante todo o processo de desenrolar/enrolar, chamado de urdimento, mesmo durante as
“rampas” de partida e de parada do equipamento, as quais ocorrem quando a máquina é
3
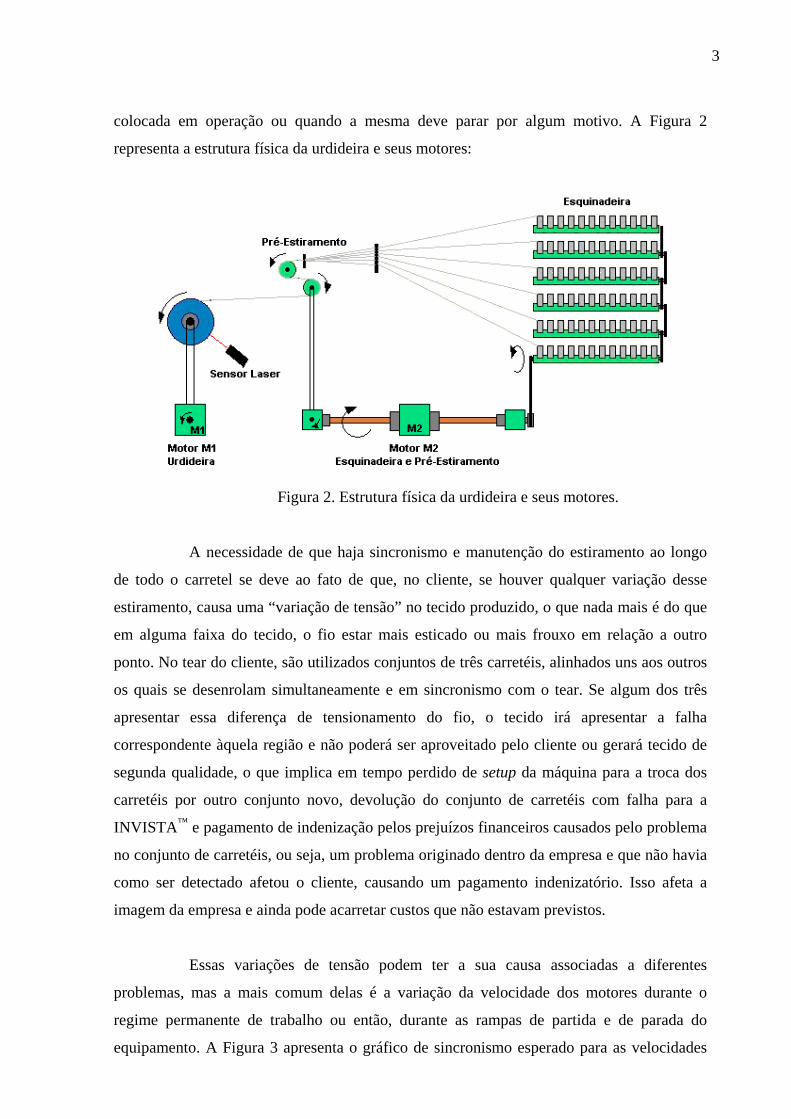
colocada em operação ou quando a mesma deve parar por algum motivo. A Figura 2
representa a estrutura física da urdideira e seus motores:
Figura 2. Estrutura física da urdideira e seus motores.
A necessidade de que haja sincronismo e manutenção do estiramento ao longo
de todo o carretel se deve ao fato de que, no cliente, se houver qualquer variação desse
estiramento, causa uma “variação de tensão” no tecido produzido, o que nada mais é do que
em alguma faixa do tecido, o fio estar mais esticado ou mais frouxo em relação a outro
ponto. No tear do cliente, são utilizados conjuntos de três carretéis, alinhados uns aos outros
os quais se desenrolam simultaneamente e em sincronismo com o tear. Se algum dos três
apresentar essa diferença de tensionamento do fio, o tecido irá apresentar a falha
correspondente àquela região e não poderá ser aproveitado pelo cliente ou gerará tecido de
segunda qualidade, o que implica em tempo perdido de setup da máquina para a troca dos
carretéis por outro conjunto novo, devolução do conjunto de carretéis com falha para a
INVISTA™
Essas variações de tensão podem ter a sua causa associadas a diferentes
problemas, mas a mais comum delas é a variação da velocidade dos motores durante o
regime permanente de trabalho ou então, durante as rampas de partida e de parada do
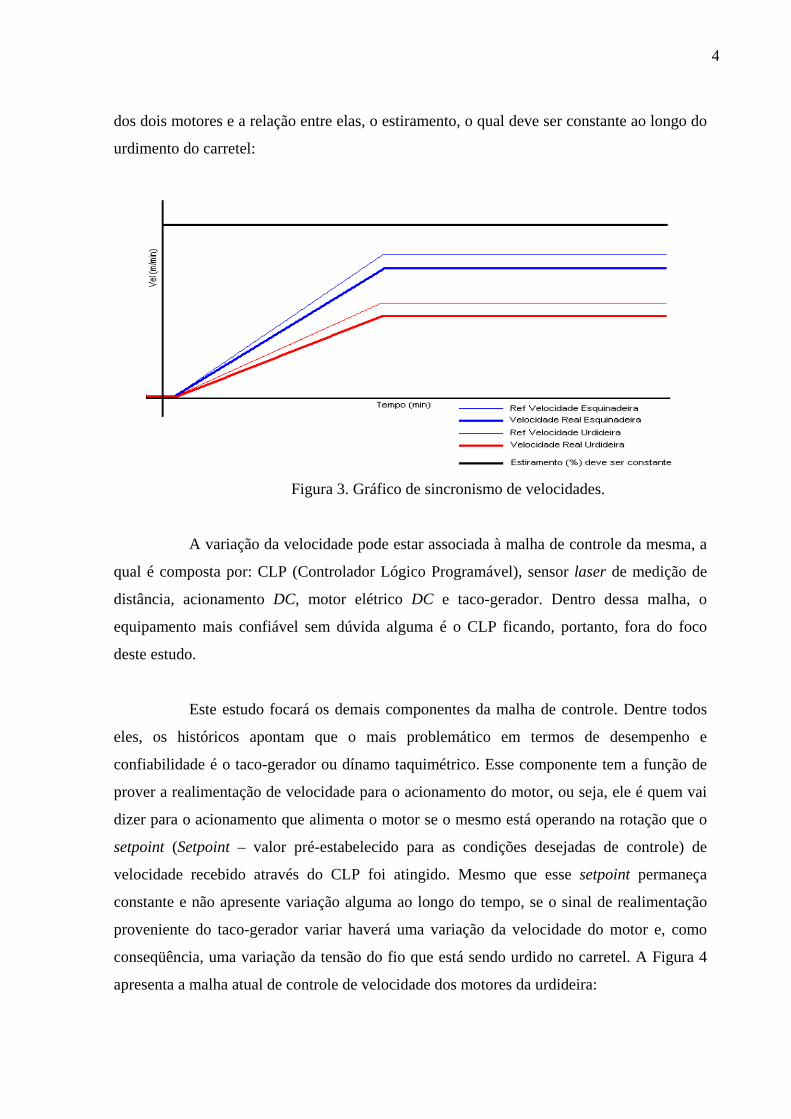
equipamento. A Figura 3 apresenta o gráfico de sincronismo esperado para as velocidades
e pagamento de indenização pelos prejuízos financeiros causados pelo problema
no conjunto de carretéis, ou seja, um problema originado dentro da empresa e que não havia
como ser detectado afetou o cliente, causando um pagamento indenizatório. Isso afeta a
imagem da empresa e ainda pode acarretar custos que não estavam previstos.
4
dos dois motores e a relação entre elas, o estiramento, o qual deve ser constante ao longo do
urdimento do carretel:
Figura 3. Gráfico de sincronismo de velocidades.
A variação da velocidade pode estar associada à malha de controle da mesma, a
qual é composta por: CLP (Controlador Lógico Programável), sensor laser de medição de
distância, acionamento DC, motor elétrico DC e taco-gerador. Dentro dessa malha, o
equipamento mais confiável sem dúvida alguma é o CLP ficando, portanto, fora do foco
deste estudo.
Este estudo focará os demais componentes da malha de controle. Dentre todos
eles, os históricos apontam que o mais problemático em termos de desempenho e
confiabilidade é o taco-gerador ou dínamo taquimétrico. Esse componente tem a função de
prover a realimentação de velocidade para o acionamento do motor, ou seja, ele é quem vai
dizer para o acionamento que alimenta o motor se o mesmo está operando na rotação que o
setpoint (Setpoint – valor pré-estabelecido para as condições desejadas de controle) de
velocidade recebido através do CLP foi atingido. Mesmo que esse setpoint permaneça
constante e não apresente variação alguma ao longo do tempo, se o sinal de realimentação
proveniente do taco-gerador variar haverá uma variação da velocidade do motor e, como
conseqüência, uma variação da tensão do fio que está sendo urdido no carretel. A Figura 4
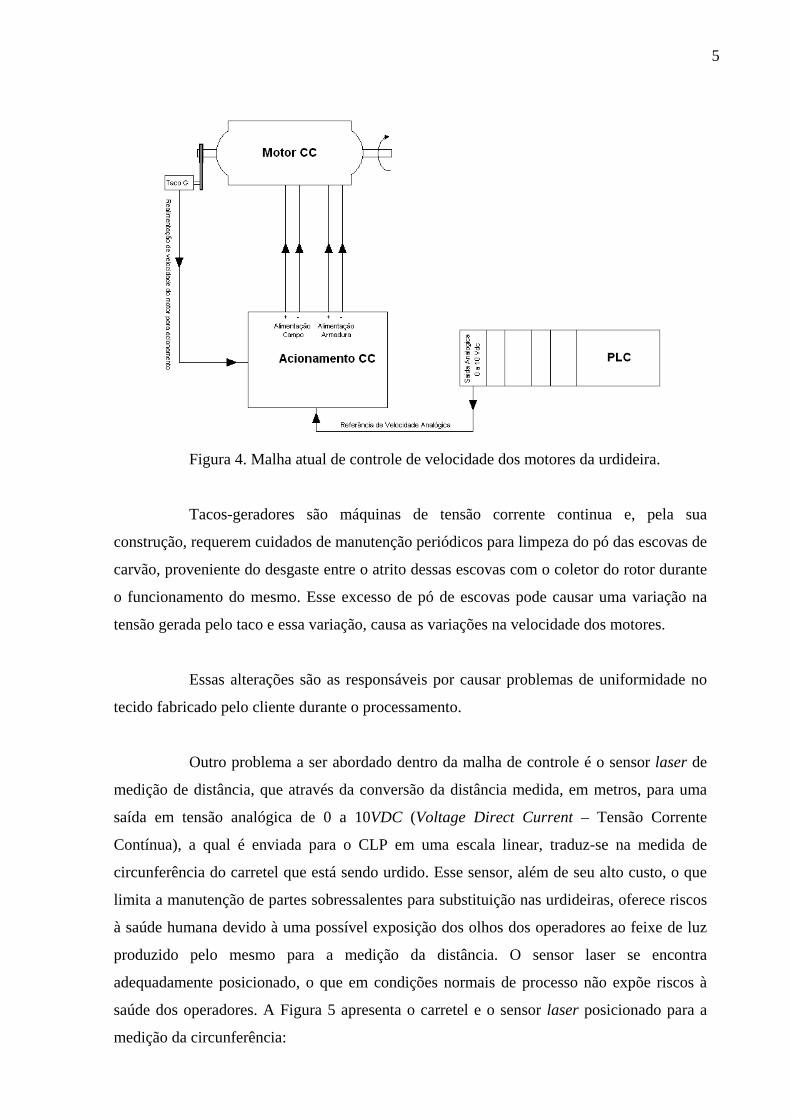
apresenta a malha atual de controle de velocidade dos motores da urdideira:
5
Figura 4. Malha atual de controle de velocidade dos motores da urdideira.
Tacos-geradores são máquinas de tensão corrente continua e, pela sua
construção, requerem cuidados de manutenção periódicos para limpeza do pó das escovas de
carvão, proveniente do desgaste entre o atrito dessas escovas com o coletor do rotor durante
o funcionamento do mesmo. Esse excesso de pó de escovas pode causar uma variação na
tensão gerada pelo taco e essa variação, causa as variações na velocidade dos motores.
Essas alterações são as responsáveis por causar problemas de uniformidade no
tecido fabricado pelo cliente durante o processamento.
Outro problema a ser abordado dentro da malha de controle é o sensor laser de
medição de distância, que através da conversão da distância medida, em metros, para uma
saída em tensão analógica de 0 a 10VDC (Voltage Direct Current – Tensão Corrente
Contínua), a qual é enviada para o CLP em uma escala linear, traduz-se na medida de
circunferência do carretel que está sendo urdido. Esse sensor, além de seu alto custo, o que
limita a manutenção de partes sobressalentes para substituição nas urdideiras, oferece riscos
à saúde humana devido à uma possível exposição dos olhos dos operadores ao feixe de luz
produzido pelo mesmo para a medição da distância. O sensor laser se encontra
adequadamente posicionado, o que em condições normais de processo não expõe riscos à
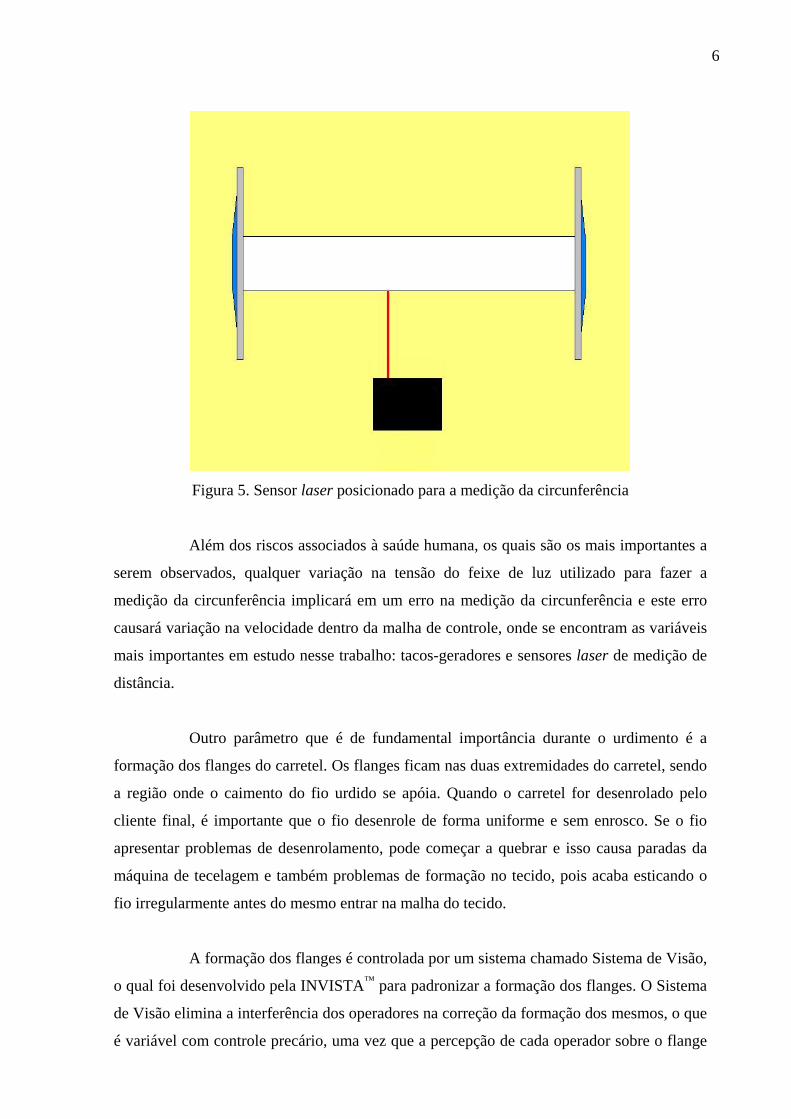
saúde dos operadores. A Figura 5 apresenta o carretel e o sensor laser posicionado para a
medição da circunferência:
6
Figura 5. Sensor laser posicionado para a medição da circunferência
Além dos riscos associados à saúde humana, os quais são os mais importantes a
serem observados, qualquer variação na tensão do feixe de luz utilizado para fazer a
medição da circunferência implicará em um erro na medição da circunferência e este erro
causará variação na velocidade dentro da malha de controle, onde se encontram as variáveis
mais importantes em estudo nesse trabalho: tacos-geradores e sensores laser de medição de
distância.
Outro parâmetro que é de fundamental importância durante o urdimento é a
formação dos flanges do carretel. Os flanges ficam nas duas extremidades do carretel, sendo
a região onde o caimento do fio urdido se apóia. Quando o carretel for desenrolado pelo
cliente final, é importante que o fio desenrole de forma uniforme e sem enrosco. Se o fio
apresentar problemas de desenrolamento, pode começar a quebrar e isso causa paradas da
máquina de tecelagem e também problemas de formação no tecido, pois acaba esticando o
fio irregularmente antes do mesmo entrar na malha do tecido.
A formação dos flanges é controlada por um sistema chamado Sistema de Visão,
o qual foi desenvolvido pela INVISTA™ para padronizar a formação dos flanges. O Sistema
de Visão elimina a interferência dos operadores na correção da formação dos mesmos, o que
é variável com controle precário, uma vez que a percepção de cada operador sobre o flange
7
que está sendo formado é singular e a atuação no sistema para a correção do flange termina
por não ser padronizada.
Esse sistema consiste de duas câmeras, cada uma posicionada sobre cada flange
do carretel, capturando imagens durante o urdimento. De posse dessas imagens, o
computador dedicado da urdideira processa as imagens e, por meio de software, decide
quais são as ações a tomar para a correção do flange e envia as informações ao CLP para
que o mesmo atue no dispositivo final de controle, que nesse caso é o pente distribuidor dos
fios, direcionando a mesmo para a direita, esquerda, acima, abaixo ou até mesmo a
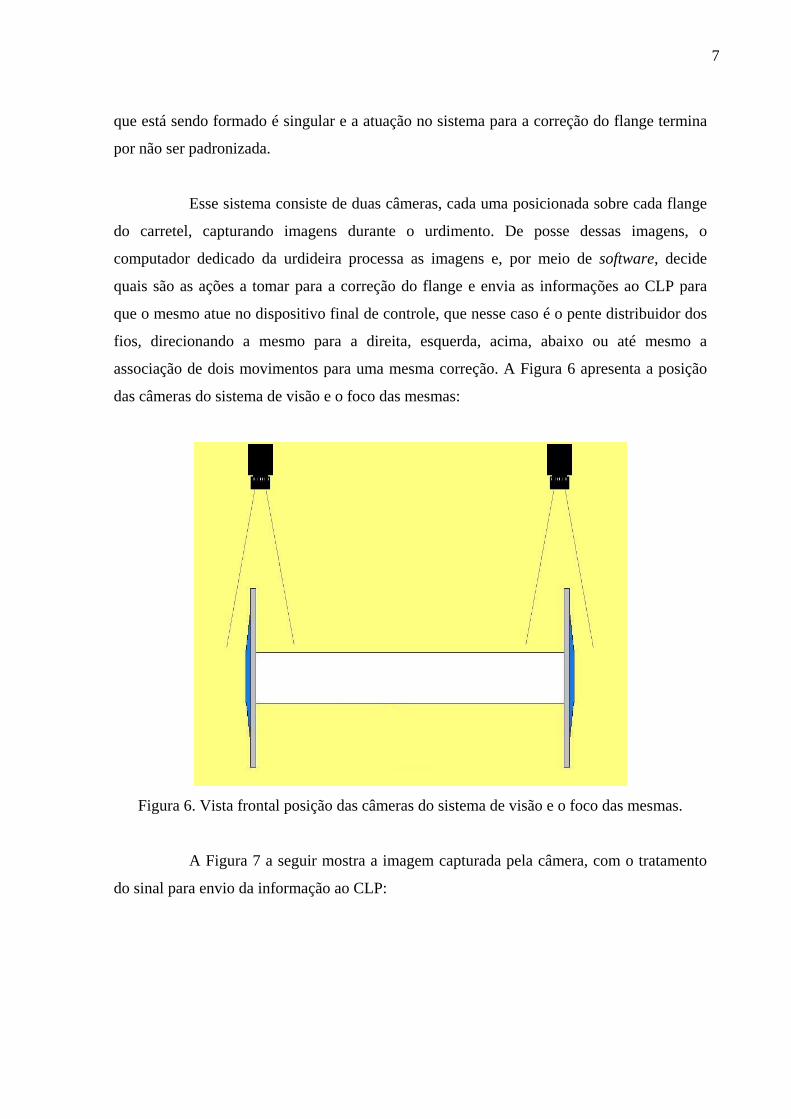
associação de dois movimentos para uma mesma correção. A Figura 6 apresenta a posição
das câmeras do sistema de visão e o foco das mesmas:
Figura 6. Vista frontal posição das câmeras do sistema de visão e o foco das mesmas.
A Figura 7 a seguir mostra a imagem capturada pela câmera, com o tratamento
do sinal para envio da informação ao CLP:

8
Figura 7. Processamento das imagens pelo sistema de visão para controle dos flanges, lado
direito e esquerdo.
Uma vez que o sinal é processado e as informações são enviadas para o CLP, o
mesmo atua na correção da posição do pente distribuidor dos fios, para que o padrão de
imagem de flange seja obtido. A Figura 8 apresenta o pente distribuidor e os fios de
LYCRA®
Figura 8. Distribuição dos fios ao longo da superfície do carretel, controlada pelo sistema de
visão dos flanges.
ao longo da extensão da superfície do carretel.
9
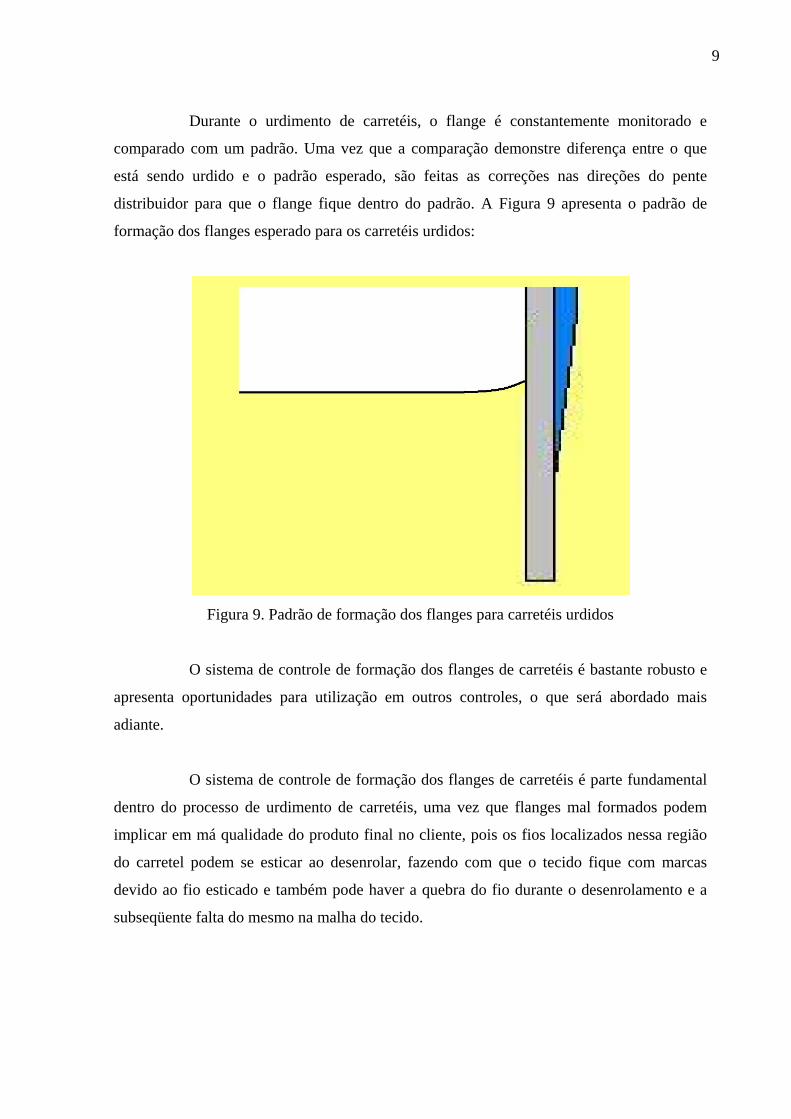
Durante o urdimento de carretéis, o flange é constantemente monitorado e
comparado com um padrão. Uma vez que a comparação demonstre diferença entre o que
está sendo urdido e o padrão esperado, são feitas as correções nas direções do pente
distribuidor para que o flange fique dentro do padrão. A Figura 9 apresenta o padrão de
formação dos flanges esperado para os carretéis urdidos:
Figura 9. Padrão de formação dos flanges para carretéis urdidos
O sistema de controle de formação dos flanges de carretéis é bastante robusto e
apresenta oportunidades para utilização em outros controles, o que será abordado mais
adiante.
O sistema de controle de formação dos flanges de carretéis é parte fundamental
dentro do processo de urdimento de carretéis, uma vez que flanges mal formados podem
implicar em má qualidade do produto final no cliente, pois os fios localizados nessa região
do carretel podem se esticar ao desenrolar, fazendo com que o tecido fique com marcas
devido ao fio esticado e também pode haver a quebra do fio durante o desenrolamento e a
subseqüente falta do mesmo na malha do tecido.

10
1.1 Objetivo Geral
O presente trabalho tem por objetivo, substituir a re-alimentação de velocidade
dos motores DC (Direct Current – Corrente Contínua) da Urdideira LIBA (esquinadeira e
carretel) por encoder’s (Pulsos, Hz), para o acionamento dos mesmos, atualmente feita por
tacos-geradores (tensão DC) e a medição da circunferência de carretéis por um sistema de
visão com câmeras de imagens, atualmente feita por um sensor laser de medição de
distância.
1.2 Objetivos Específicos
Os objetivos específicos deste trabalho são:
• Substituição da malha de controle de velocidade, de tacos-geradores para encoder’s
na urdideira;
• Substituição da malha de controle de medição de circunferência, de sensor laser para
sistema de visão na urdideira;
• Configurações lógicas, elétricas e mecânicas das modificações no equipamento para
o novo modo de controle;
• Justificação da eficiência do novo modo de operação para implementação futura nas
demais urdideiras.
1.3 Justificativa
Com a grande competitividade estabelecida no mercado têxtil, é de fundamental
importância a busca de soluções para diminuir custos de manufatura aliado a qualidade
requerida, evitando-se assim prejuízos com possíveis indenizações por reclamações de
clientes.
Este projeto destina-se principalmente a melhoria da confiabilidade da malha de
controle de velocidade do equipamento, evitando variações na velocidade proporcionadas
por tacos-geradores e sensores laser de medição de distância. Tacos-geradores, pela sua
11
própria construção apresentam ruídos indesejáveis à malha de controle e ainda requerem
manutenção preventiva extensiva. Sensores laser de medição de distância, além do alto custo
pela sua construção, oferecem perigos à saúde humana pela exposição das pessoas,
acidentalmente ou não, dos olhos ao seu feixe de luz.
Encoder’s são equipamentos muito precisos e confiáveis, além de não
requererem intensa manutenção preventiva. Câmeras de imagens são, assim como
encoder’s, precisas e confiáveis e, além de não requererem manutenções preventivas, não
expõem riscos à saúde humana.

12
2 BREVE HISTÓRICO
2.1 A AUTOMAÇÃO INDUSTRIAL: UMA RETROSPECTIVA HISTÓRICO-SOCIAL1
A palavra controle, de origem francesa (contrôler), denota o ato ou poder de
exercer domínio, fiscalizar, supervisionar, manter o equilíbrio. Esta compreensão é milenar
e sempre foi alvo da consecução de objetivos comuns de uma nação, região ou comunidade
como um todo. Variavelmente encontrada como um trunfo na mente do indivíduo: controlar
para não ser controlado.
O controle, na escala tecnológica, assume papel primordial e decisivo dentre os
modelos e processos existentes, sejam eles simples, modestos, robustos ou de extrema
complexidade no plano das ações. O controle discreto que se está preconizando é finito, de
valores absolutos, coerentes com tecnologias citadas neste livro, entretanto, vale estender
este conceito, buscando as origens e as necessidades de seu emprego, caracterizando assim
sua real importância.
A necessidade de controlar processos dá origem às técnicas de controle, que
também não se constituem novidades nos tempos modernos. Como exemplo, podemos citar
o controle de nível de uma barragem, o qual era feito de forma rudimentar.
A arte de controlar é tão antiga quanto às necessidades humanas de desenvolver
seus próprios sentidos. Mesmo não dispondo de grandes tecnologias, o homem mantinha a
qualidade em seus artefatos e desenvolvia projetos eficazes direcionados ao controle de suas
exigências.
Para que se possa entender a evolução desse processo, é preciso compreender
seu contexto histórico e econômico.
1 Conforme referências bibliográficas extraídas: Automação e Controle Discreto
13
Faz-se necessário citar quais foram às principais transformações que
modificaram brutalmente a divisão social do trabalho, decorrentes de inventos que
marcaram profundamente os dois últimos séculos, bem como o estabelecimento de
paradigmas que se construíram em torno do “emprego”, principalmente após a primeira
grande revolução industrial.
A fim de que se possam tirar conclusões factuais da verdadeira revolução
industrial a qual se passa nesta virada de século, e se consiga definir um novo perfil para o
trabalho e emprego de sua mão-de-obra, diante das opções de controle de um sistema
automático que evoluiu para o conceito do que se conhece hoje como automação, um breve
histórico de como o mundo resistiu a tais transformações tecnológicas torna-se fundamental.
2.2 A IMPORTÂNCIA DE UM INVENTO2
Os inventos produzidos pela humanidade sempre trouxeram, além da grande dúvida de suas
conseqüências e impacto social, um estilo de vida decorrente de novos hábitos assumidos
diante de novos desafios e necessidades. O homem sempre buscou simplificar seu trabalho
de forma a substituir o esforço braçal por outros meios e mecanismos, sendo que o seu
tempo disponível para outros afazeres fosse mais bem-empregado e valorizado nas
atividades do intelecto, das artes, lazer, pesquisa ou simplesmente no gozo de novas formas
de entretenimento.
Desde a primeira utilização da roda de que há conhecimento, ocorrida na Ásia
entre 3500 e 3200 a.C., o mundo vem procurando “controlar e aperfeiçoar” o tempo.
Aprendeu, com o decorrer da história, que criar novos modelos ou mesmo novas máquinas
dar-lhe-ia a chave para o sucesso, a consecução de objetivos de forma muito mais rápida.
Porém, suas descobertas também puderam significar certo atraso quando suas conquistas na
ciência foram usadas de forma incorreta e inconseqüente, como é o caso do emprego da
tecnologia no advento dos dispositivos de estado sólido3, fortalecendo a parafernália
eletrônica utilizada para fins bélicos.
2 Conforme referências bibliográficas extraídas: Automação e Controle Discreto 3 Cristais reguladores de fluxo de corrente por meio da técnica de dopagem de materiais semicondutores.
14
Com a promessa pautada na esperança da melhoria da qualidade de vida de seus
descendentes, outro tipo de retrocesso que pode trazer conseqüências sociais desastrosas é
verificado por meio do desemprego imediato, mesmo sendo este um efeito gerado de forma
temporária.
As grandes descobertas trouxeram riquezas e marcaram época, como, por
exemplo: os moinhos de água em 1086, na Inglaterra ao sul do rio Trent, que somavam um
total de 5624 postos para produzir energia de forma revolucionária e barata. Sendo uma
época em que a população era de aproximadamente um quinto da atual, seu crescimento
demográfico só pode ser verificado, entre outros fatores, pela geração de empregos
decorrentes do desenvolvimento de novas tecnologias.
Os moinhos foram criados, inicialmente, para moer cereais, contudo conduziram
à mecanização de muitos outros processos, tais como: trabalho com metais, elevação de
água para irrigar os campos e abastecer grandes povoados, serrarias e britagem de minério.
A invenção do estribo, criado na China, veio para fortalecer a montaria de um
guerreiro na busca de suas conquistas. Ofereceu ao sistema feudal a importância de uma
cavalaria no domínio do poder político.
O arado foi, sem dúvida, a maior invenção para as atividades primárias
desenvolvidas no século VII. Permitia uma economia de tempo no corte do solo para a
fixação das raízes mais fortes, além de ser responsável pela formação de sociedades entre
famílias para o melhor aproveitamento dos animais (que sempre foram utilizados, desde a
Grécia antiga, para mover máquinas simples, permitindo ao homem executar tarefas mais
especializadas e difíceis), que puxavam o arado, de forma a sustentarem um novo sistema
senhorial baseado em conselhos de aldeias necessárias para gerenciar a ação de distribuição
de terras. Lembrando que a cultura agrícola mediterrânea era do tipo individualista.
A descoberta da agulha magnética tornou viável a navegação de longo curso,
sendo possível viagens de exploração que iriam ampliar novos horizontes e trazer outras
fontes de riqueza em terras desconhecidas.
A agricultura é a responsável pelo crescimento de pequenos povoados e oficinas
de atividades artesanais. Bens industriais são fabricados em pequenas oficinas comandadas
15
por artesãos e seus familiares. A estrutura agrícola, com a utilização da enxada, da gardanha
e do mangual4, caracteriza-se como uma atividade artesanal.
Já a invenção da máquina a vapor, pelo físico e engenheiro escocês James Watt,
em 1781, foi sem duvida a principal responsável pelo êxodo rural, dando origem a grandes
aglomerações urbanas, as quais são conhecidas, hoje, como grandes metrópoles. Lembrando
que em meados do século XVIII a sociedade ainda era essencialmente agrícola.
Até se chegar ao nível de automação5 que se verifica hoje na indústria moderna,
com seus diferentes níveis hierárquicos e diferentes técnicas de controle, preconizando a
terceira revolução industrial do fim do século, é preciso entender um pouco das implicações
que as outras duas revoluções industriais tiveram no impacto social produzido a partir de
inúmeros inventos e descobertas que a humanidade fez ou produziu em sua existência. A
cada invenção o homem desencadeava um processo de desenvolvimento, descobria novos
papéis na sociedade e redefinia suas novas necessidades, e é por este motivo que a maior
dessas necessidades talvez tenha sido: a primeira Revolução Industrial, também conhecida
como a “revolução das maquinas”.
2.3 A REVOLUÇÃO INDUSTRIAL6
A Revolução Industrial estabeleceu um marco histórico de uma sociedade,
predominantemente, agrícola e organizada na produção de bens de consumo de forma
artesanal, para uma sociedade, industrialmente, mais produtiva, voltada ao consumo e
organizada dentro de um novo modelo econômico de sucesso financeiro, associados às
novas técnicas contábeis e ao mercado de capitais. Uma sociedade comprometida com os
avanços tecnológicos, pautados no aumento de qualidade de vida e o surgimento de novas
frentes de trabalho juntamente com as diferenças sociais cada vez mais acentuadas. A
Revolução Industrial teve inicio na Inglaterra, em meados do século XVIII. Caracterizou-se,
basicamente, pela introdução de maquinas simples que surgiram para a substituição da força
4 Mangual é um instrumento que serve para malhar cereais, composto de dois paus (o mango e o pertigo)
ligados por uma correia. 5 Conceito introduzido nos Estados Unidos em 1946. 6 Conforme referências bibliográficas extraídas: Automação e Controle Discreto
16
muscular pela mecânica e tarefas repetitivas executadas pelo homem.
A Revolução Industrial teve inicio na Inglaterra, em meados do século XVIII.
Caracterizou-se, basicamente, pela introdução de máquinas simples que surgiram para a
substituição da força muscular pela mecânica e tarefas repetitivas executadas pelo homem.
Com efeito, essas atividades produtivas passaram por uma evolução mais rápida, dando
origem, na Inglaterra, à era industrial.
Segundo Jean Fourastié os setores de atividades podem ser classificados em três
grandes categorias: primárias – atividades do tipo agrícola; secundárias – atividades
industriais; terciárias – prestação de serviços, como ensino, as artes, consultorias, corte e
costura, entre outros. A distribuição da mão-de-obra antes da revolução industrial era
basicamente centrada nas atividades primárias, sendo que a atividade produtiva ainda era
lenta, sem muita técnica e, conseqüentemente, o controle na produção era feito de forma
singular. Não havia preocupação com a produtividade, termo que iria surgir posteriormente,
com era industrial em franca expansão.
Importante observar que a atividade terciária passou a crescer a partir de 1800
efetivamente, juntamente com a queda na agricultura, sendo que a tendência atual é o
constante crescimento para as atividades relacionadas às prestações de serviços. Com a
separação dos fatores de produção em “capital” e “trabalho”, as novas técnicas contábeis e o
novo conceito de mercado de capitais originaram as bases da teoria econômica, que
moldaram o mundo no século XX. É importante ressaltar que no final deste século, uma
nova relação socioeconômica de trabalho é estabelecida por meio da tecnologia da
informação7.
Existem, basicamente, dois tipos de indústria: a extrativista, quando o agente se
limita a extrair da natureza substâncias úteis, sem alterar sua estrutura; e aquela
compreendida como um conjunto de operações realizadas pelo homem para transformar
matérias-primas em bens de produção e consumo, a conhecida indústria da transformação,
7 A sociedade vivencia um momento de mudança de paradigma tecnológico e histórico, período caracterizado
pela ocorrência de mudanças capazes de afetar as técnicas e os processos de produção, como também alterar
as relações de mercado, além de modificar radicalmente as formas de organização social e de provocar uma
descontinuidade no status político, econômico e cultural de parte significativa da humanidade.
17
que nasceu e se desenvolveu graças à divisão social do trabalho como conseqüência dessa
primeira revolução das máquinas, que separou as atividades industriais das agrícolas. O
termo “mão-de-obra” se constitui um marco histórico na denominação do elemento humano
como força de trabalho dentro do modelo industrial vigente.
2.4 A EVOLUÇÃO DO CONTROLE INDUSTRIAL8
Aos primeiros reguladores mecânicos do tipo desenvolvido por James Watt,
1788, seguiram-se a instrumentação e reguladores do tipo pneumático9 e hidráulico10 e, após
as guerras mundiais, do tipo eletrônico com tecnologia analógica.
Desde a construção de maquinas simples e da conseqüente mecanização, a partir
de 1770, somente no século XIX é que surgiram os mecanismos automáticos fixos e as
linhas de montagem para a produção em massa.
Com o decorrer das necessidades da própria evolução, foram desenvolvidas
maquinas-ferramentas11 com controle automático simples para executarem uma seqüência
simples de operação. Em 1950, tais máquinas são comandadas por circuitos transistorizados
e, em 1960, por computadores, passando a trabalhar segundo instruções codificadas que lhes
são transmitidas por fita perfurada ou fitas magnéticas.
Umas das primeiras máquinas-ferramentas que se tem notícia é o torno de abrir
roscas, inventado em 1568, pelo engenheiro francês Jacques Besson. Mesmo sendo
primitivo, o torno abria roscas de parafusos com razoável precisão.
Umas das primeiras máquinas-ferramentas que se tem notícia é o torno de
abrir roscas, inventado em 1568, pelo engenheiro francês Jacques Besson. Mesmo sendo
8 Conforme referências bibliográficas extraídas: Automação e Controle Discreto 9 Tipo de acionamento que se utiliza da energia do ar comprimido. A partir de 1950, foi utilizado pela
primeira vez industrialmente, e hoje é largamente empregado. Possui baixa controlabilidade de eventos, uma
vez que possui elevado tempo de resposta. Não são poluentes. 10 Tipo de acionamento que se utiliza da energia do escoamento dos fluidos. Sua principal característica é
possuir elevado torque de saída, porém possui baixa velocidade e baixa controlabilidade. 11 Máquinas-ferramentas, ou máquinas operatrizes, constituem-se artefatos que dão forma aos materiais por
corte, esmerilamento, martelagem, furação, torneamento, polimento, fresagem, soldagem, entre outros.
18
primitivo, o torno abria roscas de parafusos com razoável precisão.
O motor a vapor não teria tido tanto sucesso em sua época, se não fosse o
projeto do técnico de siderurgia inglês, John Wilkinson, em 1775, para aperfeiçoar uma
máquina de mandrilar cilindros, de tal modo que os cilindros mandrilados e furados com
precisão faziam com que as máquinas a vapor desenvolvessem maior potência associada a
uma economia de combustível.
O desenvolvimento de todos os equipamentos dos quais depende a civilização
moderna não aconteceria caso as máquinas-ferramentas de precisão não fossem empregadas
nas inúmeras fábricas dos mais diferentes ramos de atividades conhecidos atualmente. A
aplicação de tais ferramentas na indústria iniciou-se nos Estados Unidos pelo inventor Eli
Whitney, desenvolvendo o conceito e a necessidade de produzir peças de reposição para a
fabricação de mosquetes. Peças permutáveis e intercambiáveis eram geradas de forma
idêntica por meio de uma máquina-ferramenta, possibilitando um aumento na produção de
mosquetes, uma vez que tais espingardas poderiam ser fabricadas sem a necessidade de um
artesão, além de sua fácil manutenção dada a possibilidade de troca rápida de peça
defeituosa.
2.5 A AUTOMAÇÃO E CONTROLE DOS PROCESSOS INDUSTRIAIS12
A automação industrial verifica-se sempre que novas técnicas de controle são
introduzidas num processo. Associado ao aumento de produtividade, como fator
preponderante do aumento da qualidade de vida por meio de poder de compra adquirido pela
sociedade, torna-se o maior poder gerador de riquezas que jamais existiu. Segundo alguns
autores, “as técnicas de produção e a produtividade do trabalho são fatores preponderantes
do poder de compra”.
12 Conforme referências bibliográficas extraídas: Automação e Controle Discreto
19
Pode-se dizer que automação industrial é oferecer e gerenciar soluções, pois ela
sai do nível de chão de fábrica para voltar seu foco para o gerenciamento da informação.
Apesar da diferença sutil entre os termos, é importante salientar a existência de dois termos
muito difundidos popularmente: automatização e automação.
O termo automatização se difundiu desde a construção das primeiras máquinas e
se consolidou com a revolução Industrial; portanto, automatização está indissoluvelmente
ligada à sugestão de movimento automático, repetitivo, mecânico e é sinônimo de
mecanização, então produz ação. Caso se entenda que tal mecanização implica somente em
uma ação cega, sem correção, não existe uma relação entre o valor desejado para um sistema
e o valor recebido por este, por meio da variável responsável por sua atuação. Diz-se que
esse tipo de controle se dá por malha aberta. Nesse caso, o sistema terá sempre o mesmo
comportamento esperado, pois ele é determinado por leis físicas indissoluvelmente
associadas ao hardware utilizado. Hardware que pode ser de natureza mecânica, elétrica,
térmica, hidráulica, eletrônica ou outra.
A automação é um conceito e um conjunto de técnicas por meio das quais se
constroem sistemas ativos capazes de atuar com uma eficiência ótima pelo uso de
informações recebidas do meio sobre o qual atuam. Com base nas informações, o sistema
calcula a ação corretiva mais apropriada para a execução da ação e esta é uma característica
de sistemas de malha fechada, conhecidos como sistemas de realimentação, ou seja: aquele
que mantém uma relação expressa entre o valor de saída em relação ao da entrada de
referência do processo. Essa relação entrada/saída serve para corrigir eventuais valores da
saída que estejam fora dos valores desejados. Para tanto, são utilizados controladores que,
por meio da execução algorítmica de um programa ou circuito eletrônico, comparam o valor
atual com o valor desejado, efetuando o cálculo para ajuste e correção. O valor desejado
também é conhecido da literatura inglesa como setpoint.
Na automação, prevê-se o uso extensivo dos mesmos conceitos associados à
automatização. Entretanto, o nível de flexibilidade imputado ao sistema é bem mais elevado
pelo fato de estar indissoluvelmente associado ao conceito de software. Tal recurso provê, a
um sistema dotado de automação, a possibilidade de ser alterado radicalmente todo o
comportamento automatizado a fim de, intencionalmente, produzir-se uma gama
diferenciada de resultados.
20
Embora se esteja associando o conceito de um controle de malha aberta ao de
malha fechada por meio dos termos automatização e automação, respectivamente, o termo
automatização também é empregado para situações em que a saída depende da entrada por
meio de uma realimentação em sua malha de controle, uma vez que máquinas antecessoras
da época da Revolução Industrial, já apresentavam, mesmo de forma primária, um controle
em malha fechada, revelando ser possuidoras de um sistema de controle “inteligente”.
Apesar da sutil “diferença” entre os termos, em ambos os casos o sistema deverá
seguir as leis básicas da cibernética (ciência que estuda e estabelece a teoria geral de
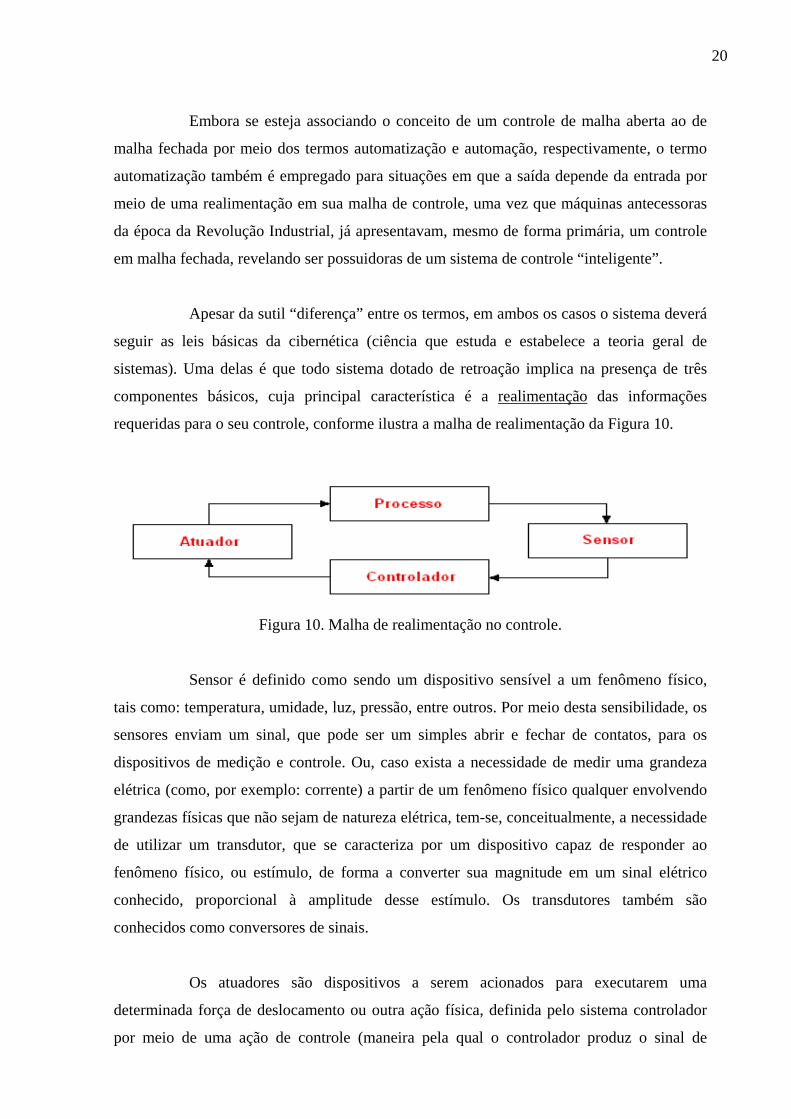
sistemas). Uma delas é que todo sistema dotado de retroação implica na presença de três
componentes básicos, cuja principal característica é a realimentação das informações
requeridas para o seu controle, conforme ilustra a malha de realimentação da Figura 10.
Figura 10. Malha de realimentação no controle.
Sensor é definido como sendo um dispositivo sensível a um fenômeno físico,
tais como: temperatura, umidade, luz, pressão, entre outros. Por meio desta sensibilidade, os
sensores enviam um sinal, que pode ser um simples abrir e fechar de contatos, para os
dispositivos de medição e controle. Ou, caso exista a necessidade de medir uma grandeza
elétrica (como, por exemplo: corrente) a partir de um fenômeno físico qualquer envolvendo
grandezas físicas que não sejam de natureza elétrica, tem-se, conceitualmente, a necessidade
de utilizar um transdutor, que se caracteriza por um dispositivo capaz de responder ao
fenômeno físico, ou estímulo, de forma a converter sua magnitude em um sinal elétrico
conhecido, proporcional à amplitude desse estímulo. Os transdutores também são
conhecidos como conversores de sinais.
Os atuadores são dispositivos a serem acionados para executarem uma
determinada força de deslocamento ou outra ação física, definida pelo sistema controlador
por meio de uma ação de controle (maneira pela qual o controlador produz o sinal de

21
controle). Podem ser magnéticos, hidráulicos, pneumáticos, elétricos ou de acionamento
misto. Como exemplo, temos: válvulas e cilindros pneumáticos, válvulas proporcionais,
motores, aquecedores, entre outros.
Num sistema automatizado, para que se possa calcular e implementar um
controlador dedicado, é preciso modelar matematicamente todo o processo através de sua
planta. Por meio de critérios de estabilidade conhecida da teoria “clássica de controle”,
obtêm-se os parâmetros necessários ao projeto, de forma a obter uma efetiva ação de
controle. Outras técnicas utilizadas em controle estão baseadas em conhecimento
experimental oriundo das habilidades práticas e atalhos consagrados por especialistas em um
determinado domínio e que são conhecidas como controle heurístico. Nesse trabalho, porém,
o controle será do tipo discreto e o controlador que está preconizando é o controlador lógico
programável.
Para melhor ilustrar o conceito de atuadores, sensores e controladores, observe a
ilustração da Figura 11.
Figura 11. O conceito de controle é intuitivo.
Importante observar quais as partes do corpo humano estão envolvidas com o
conceito de sensoriamento, atuação e controle, representadas por uma atividade comum do
dia-a-dia. O controle da temperatura está sendo feito por meio do controle da vazão da água.

22
Muitas das aplicações existentes destinadas ao controle de processos se mostram
insatisfatórias, pois dentro de um curto período de tempo, existe a necessidade de amostrar o
sinal a ser controlado e de obter uma alta velocidade de resposta. Basta um atraso na
realimentação do sistema e os novos dados irão gerar uma solução de controle baseada em
valores passados. O problema será tão maior quanto maior for o seu atraso. Seu estudo e
determinação são feitos pela análise dinâmica do processo. Tais problemas existem e são
geralmente encontrados em sistemas de controle em tempo real.
Além da automação programada13, existem basicamente outras duas maneiras
características de fazer automação. Ela pode se dar por meio da automação fixa, que se
constitui em estações de trabalho especialistas que processam o produto de forma a se
especializarem em uma determinada tarefa, específica para um determinado tipo de produto.
Tal processo é utilizado quando o volume de produção é muito elevado, porém, quando a
vida útil de um produto é comprometida, a máquina especializada torna-se rapidamente
ultrapassada.
Outro tipo é o da automação flexível, que combina características da automação
programada e da fixa, constituindo-se em um tipo intermediário, em que a flexibilidade se
constitui no fato de vários tipos de produtos poderem ser fabricados ao mesmo tempo dentro
do mesmo sistema de fabricação. É utilizada para uma quantidade média de produção.
Numa automação programável, quando um lote é completado, o equipamento é
reprogramado para o processo do próximo lote.
13 Automação que possui características de adaptabilidade ao produto, ou seja, torna o processo capaz de ser
reprogramado quando as especificações técnicas de fabricação de um artefato sofrem qualquer tipo de
alteração.
23
3 ASPECTOS TEÓRICOS DO PROBLEMA
3.1 TEORIA SOBRE ENCODER14
O deslocamento é uma das poucas grandezas físicas que podem ser
compreendidas como um valor digital sem o uso de um conversor analógico-digital.
Encoder’s são dispositivos que convertem um deslocamento linear ou angular em um trem
de pulsos, e ainda podem ser interpretados como um byte.
Há dois tipos de encoder: o incremental e o absoluto. Os encoder’s incrementais
indicam o deslocamento somente em relação a um ponto inicial de referência. Já os
encoder’s absolutos medem o deslocamento em relação a um ponto de referência interno do
dispositivo. Esse tipo de sensor representa o deslocamento em incrementos codificados
discretamente.
Há três tipos de sensores incrementais: de contato, ópticos e magnéticos, que
podem ser lineares ou angulares.
Os sensores incrementais angulares podem ser fabricados com base em dois
princípios diferentes: com condução elétrica ou por transmissão de luz.
Os encoder’s baseados na condução elétrica apresentam estrias condutoras
depositadas sobre a superfície de um disco isolante acoplado ao equipamento que está sendo
monitorado. As estrias são eletricamente conectadas ao verso do disco, sobre o qual é
mantido um potencial elétrico. O contato dos pinos nas estrias faz com que o circuito seja
ligado, tornando a saída igual a 0VDC e quando o pino está nas estrias, a saída fica alta
(nível alto de tensão). A Figura 12 representa a estrutura típica de um encoder de contato:
14 Conforme referências bibliográficas extraídas: Sensores Industriais – Fundamentos e Aplicações

24
Figura 12. Representação de uma típica estrutura de encoder de contato.
Os encoder’s baseados no princípio da transmissão de luz funcionam
basicamente da mesma forma que os sensores de condução elétrica. Neste caso, furos no
disco representam o elemento condutor. Quando o emissor e o receptor de luz se encontram
alinhados com os furos do disco, há a mudança do estado do sinal elétrico na saída. A figura
13 representa um encoder angular incremental:
Figura 13. Típico encoder angular incremental
Para flexibilizar ao máximo o uso, os discos de encoder’s são construídos de tal
forma que as saídas A e B estejam defasadas de 90º. A trilha de zero gera um pulso por
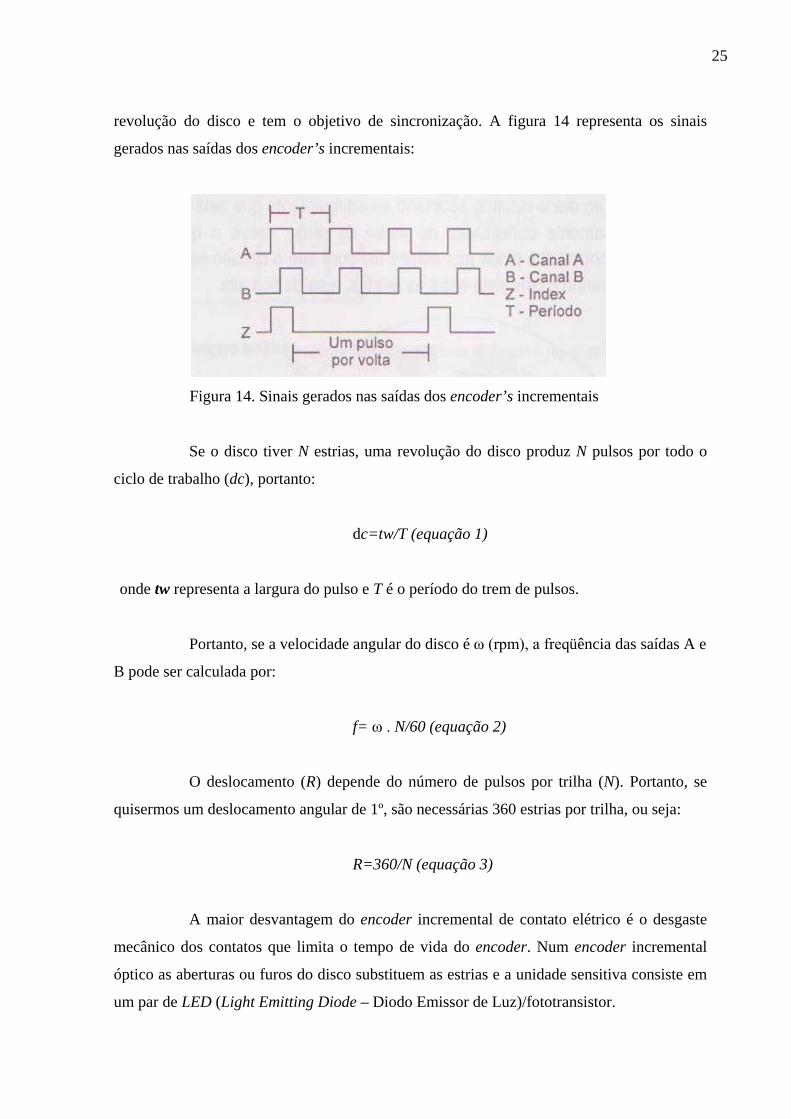
25
revolução do disco e tem o objetivo de sincronização. A figura 14 representa os sinais
gerados nas saídas dos encoder’s incrementais:
Figura 14. Sinais gerados nas saídas dos encoder’s incrementais
Se o disco tiver N estrias, uma revolução do disco produz N pulsos por todo o
ciclo de trabalho (dc), portanto:
dc=tw/T (equação 1)
onde tw representa a largura do pulso e T é o período do trem de pulsos.
Portanto, se a velocidade angular do disco é ω (rpm), a freqüência das saídas A e
B pode ser calculada por:
f= ω . N/60 (equação 2)
O deslocamento (R) depende do número de pulsos por trilha (N). Portanto, se
quisermos um deslocamento angular de 1º, são necessárias 360 estrias por trilha, ou seja:
R=360/N (equação 3)
A maior desvantagem do encoder incremental de contato elétrico é o desgaste
mecânico dos contatos que limita o tempo de vida do encoder. Num encoder incremental
óptico as aberturas ou furos do disco substituem as estrias e a unidade sensitiva consiste em
um par de LED (Light Emitting Diode – Diodo Emissor de Luz)/fototransistor.
26
Para podermos distinguir o sentido de rotação a partir dos pulsos fornecidos pelo
sensor, é fundamental que o mesmo tenha duas pistas de marca. Com apenas uma pista de
marca é impossível distinguir o sentido de rotação. Sensores ópticos são mais confiáveis que
os de contato, pois não possuem contato mecânico. No entanto, um problema inerente aos
dois tipos é quanto a sua alimentação, a qual se for interrompida, é perdida a informação.
O encoder incremental linear sente e digitaliza mudança de posição linear para
medida de posição e realimentação do sistema de controle. Tecnologias de encoder incluem
encoder’s ópticos usados em escalas lineares, sensor magnetoescritivo, tecnologia indutiva
que mede o campo de elementos ferromagnéticos como bolas de aço, e conversão de
movimento linear, para movimento rotativo por coroa e pinhão, para encoder’s rotativos de
vários tipos.
Encoder’s lineares absolutos criam um único sinal de posição que está
disponível em qualquer lugar ao longo da peça. A posição exata será lida depois do ciclo de
tarefas do controle. Encoder’s incrementais não geram um único sinal. O encoder é zerado
depois do desligamento e confia em outro interruptor ou encoder para referência inicial.
Especificações de desempenho importantes para encoder’s lineares incluem
alcance de medida linear, contas por distância e linhas por distância. O alcance de medida
linear é simplesmente a distância de viagem que pode ser codificada. Contagem por
distância determina o incremento mínimo de posição linear que pode ser determinado.
Linhas por distância se referem às marcas atuais ou outros elementos físicos do elemento
linear móvel que é codificado. Podem ser especificadas contas ou linhas, mas elas não são as
mesmas. Por exemplo, em sistemas de quadratura, uma linha é associada com quatro
contagens ou pulsações.
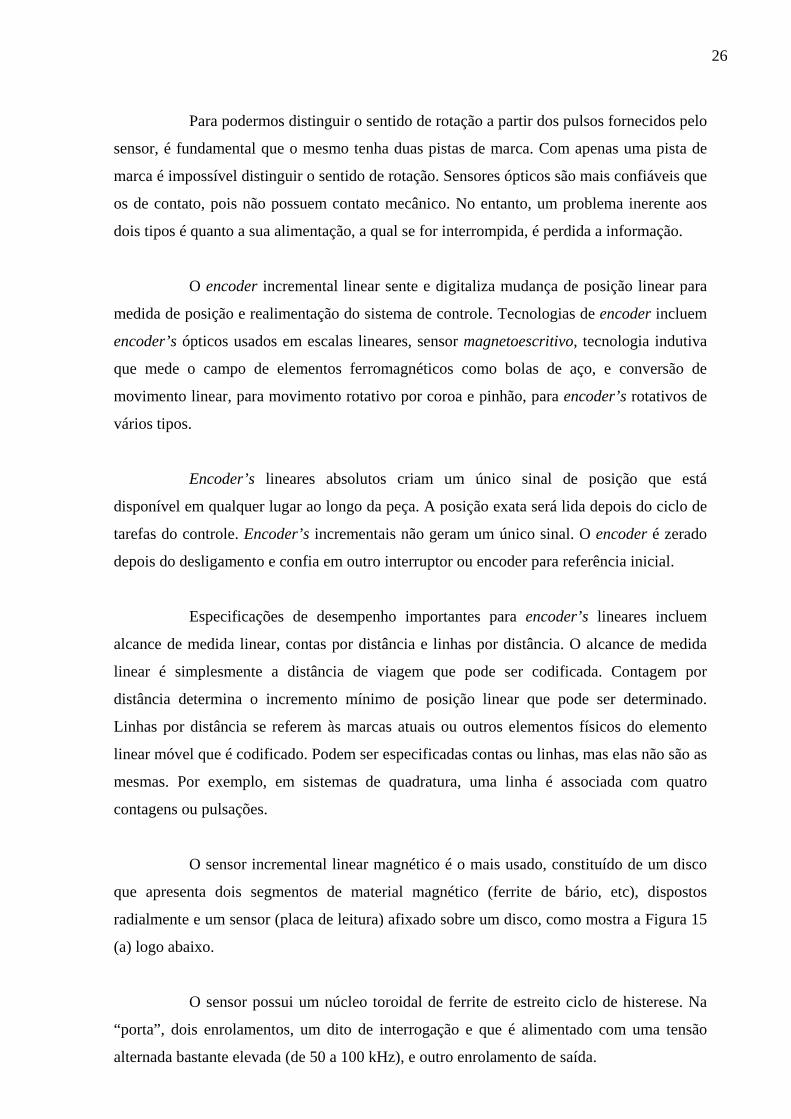
O sensor incremental linear magnético é o mais usado, constituído de um disco
que apresenta dois segmentos de material magnético (ferrite de bário, etc), dispostos
radialmente e um sensor (placa de leitura) afixado sobre um disco, como mostra a Figura 15
(a) logo abaixo.
O sensor possui um núcleo toroidal de ferrite de estreito ciclo de histerese. Na
“porta”, dois enrolamentos, um dito de interrogação e que é alimentado com uma tensão
alternada bastante elevada (de 50 a 100 kHz), e outro enrolamento de saída.
27
Se sobre o núcleo não se apresenta um segmento magnético, ele funciona como
um pequeno transformador e a tensão de interrogação se encontra sobre o enrolamento de
saída. Se no núcleo for afixado um segmento magnético, há um elevado campo magnético
que leva a porta de material magnético à saturação, cujo efeito é a tensão do enrolamento de
saída descer a um valor desprezível, visto que não pode haver tensão sem variação de fluxo.
A tensão de saída, representada na Figura 15 (b) logo abaixo, vem transformada
em impulsos que correspondem à passagem sobre o núcleo de semelhante segmento
magnético.
Pode haver, normalmente, valores de velocidade de rotação de 10.000 com 200 a
500 impulsos por revolução.
Figura 15. (a) Transdutor incremental do tipo eletromagnético
(b) Forma onda saída do elemento sensitivo e do circuito enquadrador
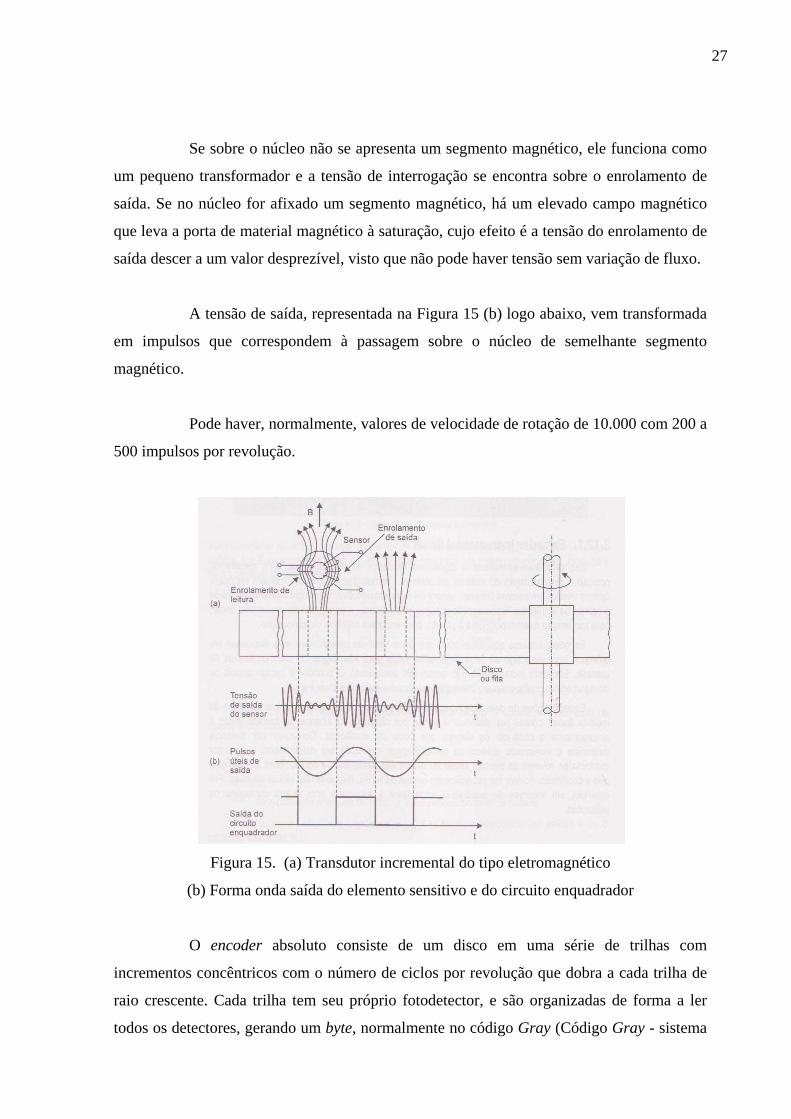
O encoder absoluto consiste de um disco em uma série de trilhas com
incrementos concêntricos com o número de ciclos por revolução que dobra a cada trilha de
raio crescente. Cada trilha tem seu próprio fotodetector, e são organizadas de forma a ler
todos os detectores, gerando um byte, normalmente no código Gray (Código Gray - sistema
28
de código binário em que apenas um bit varia de um número para outro). Por exemplo, um
encoder com 12 trilhas gera 4062 bytes por revolução.
Com incrementais existem técnicas para aumentar a resolução além do número
de trilhas, mas ainda são requeridas muitas trilhas para alta resolução de codificação. A
Figura 16 ilustra um encoder absoluto binário:
Figura 16. Detalhe de um encoder óptico angular absoluto.
A detecção de uma trilha em um encoder absoluto é significativamente mais
complexa e cara que um encoder incremental, e todos os canais da trilha devem funcionar
em conjunto para evitar falsa informação da posição. Porém, tem a vantagem de fornecer a
informação de posição imediatamente em início de processo, sem um procedimento de
inicialização.
Esse tipo de encoder armazena seus dados de posição no disco com o padrão do
código. É facilmente conectado aos controladores baseados em microprocessador e em
displays, entretanto uma conversão Gray-binária é necessária em alguns sistemas de
controle.
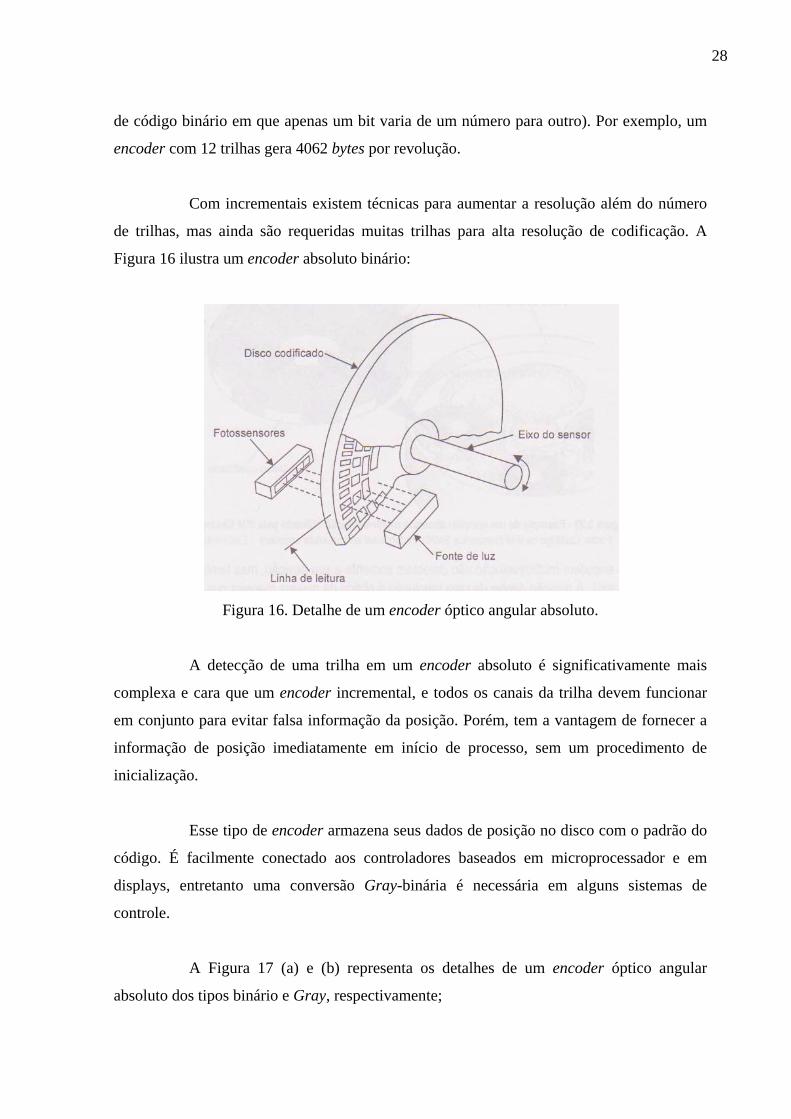
A Figura 17 (a) e (b) representa os detalhes de um encoder óptico angular
absoluto dos tipos binário e Gray, respectivamente;
29
Figura 17. (a) Detalhe de um encoder óptico angular absoluto binário
(b) Detalhe de um encoder óptico angular absoluto Gray
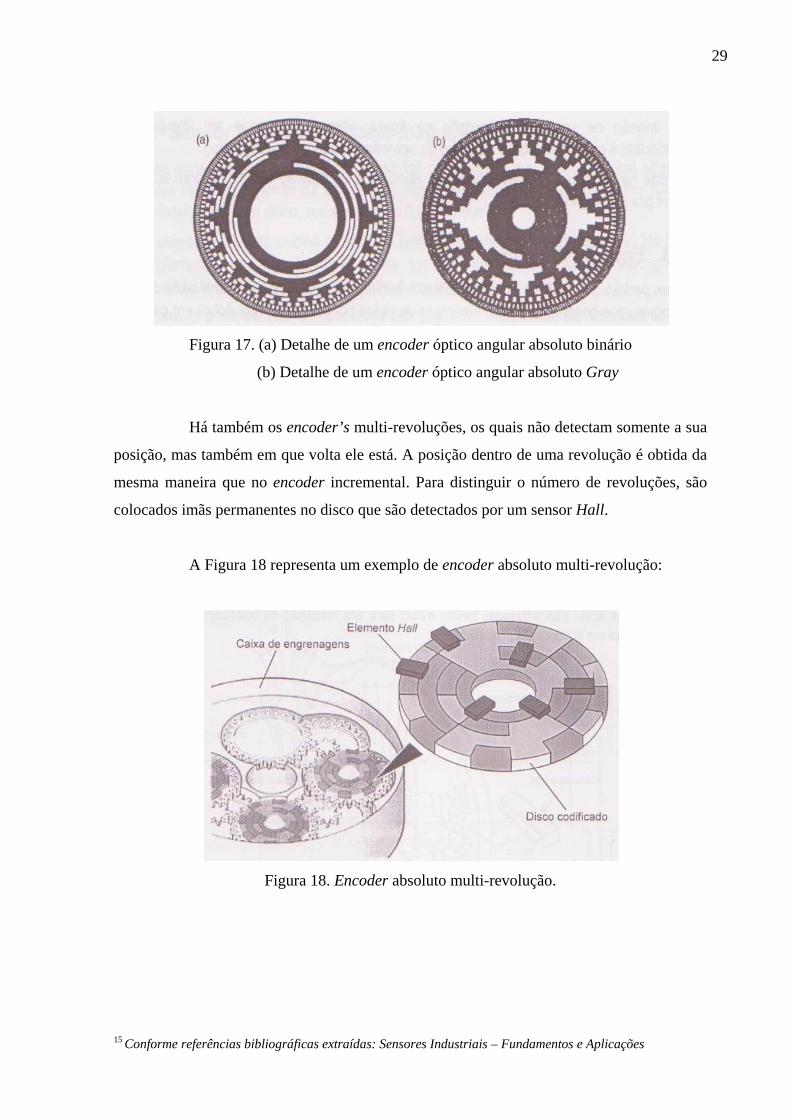
Há também os encoder’s multi-revoluções, os quais não detectam somente a sua
posição, mas também em que volta ele está. A posição dentro de uma revolução é obtida da
mesma maneira que no encoder incremental. Para distinguir o número de revoluções, são
colocados imãs permanentes no disco que são detectados por um sensor Hall.
A Figura 18 representa um exemplo de encoder absoluto multi-revolução:
Figura 18. Encoder absoluto multi-revolução.
15 Conforme referências bibliográficas extraídas: Sensores Industriais – Fundamentos e Aplicações
30
3.1 TEORIA SOBRE TACOGERADOR15
O taco-gerador ou dínamo taquimétrico é baseado no princípio do motor de
corrente contínua com escovas que funcionam como gerador. O campo magnético é obtido
por meio de um imã permanente cujos pólos encontram-se dispostos nas faces.
Considere uma única espira girando a uma velocidade angular ω. Essa espira é
influenciada por um fluxo variável de acordo com a relação:
Φ= Φ0 . cos(ωt) (equação 4)
Logo, a tensão nos terminais da espira é:
e= - dΦ/dt= Φ0 sen(ωt) (equação 5)
Cujo valor máximo é proporcional à velocidade angular. O tacogerador é um
estator constituído de um magneto permanente e de um rotor no qual são enroladas N espiras
espaçadas entre elas a um ângulo de 2π/N. As N espiras são conectadas a um coletor a
lâminas (lâminas comutadoras) e através de duas escovas se tem disponível a tensão
reduzida. A tensão de saída do dínamo depende da temperatura, pois ela é afetada pela
resistência do induzido e o campo magnético produzido pelo imã.
A constante taquimétrica (kt) também chamada de gradiente taquimétrico ou
sensibilidade, exprime a relação entre a tensão de saída nos seus terminais e a velocidade de
rotação. O parâmetro fundamentalmente que caracteriza um tacogerador é expresso pela
relação:
kt=E/ω (equação 6)
Um valor típico para kt em dínamo taquimétrico comercial é de 0,06VDC/rpm -
rpm – rotações por minuto, para uma corrente máxima de 250 mA e resistência de carga
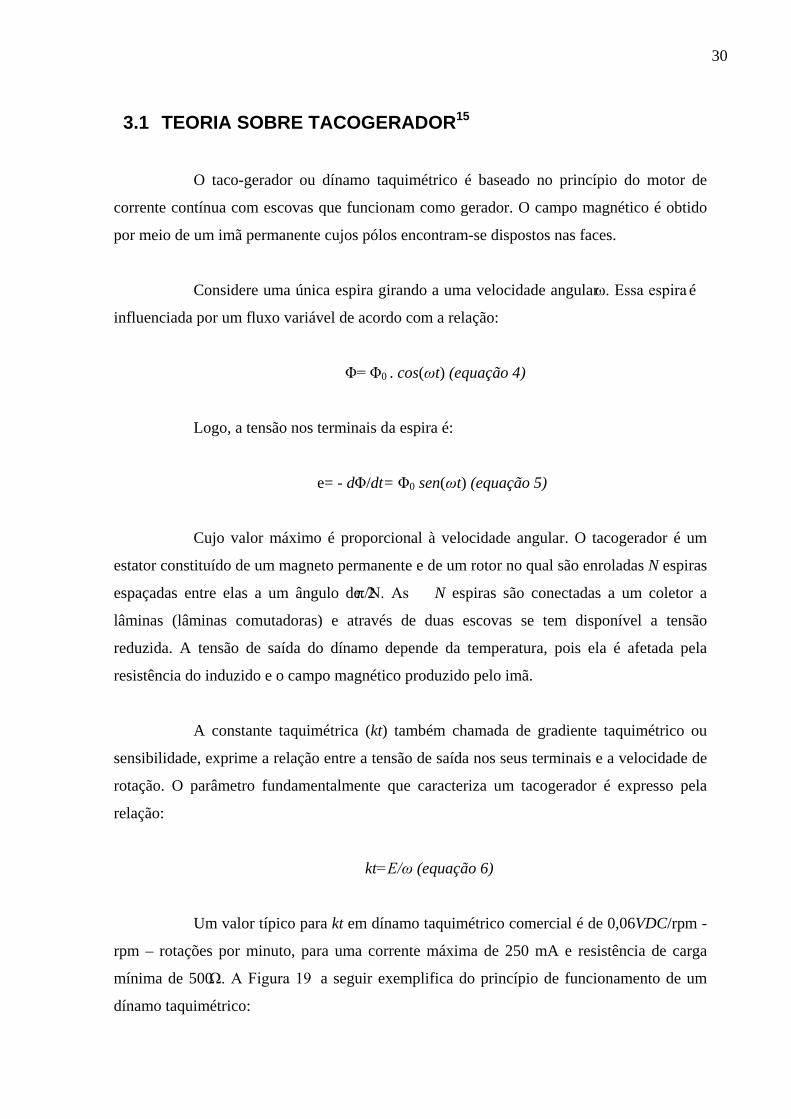
mínima de 500Ω. A Figura 19 a seguir exemplifica do princípio de funcionamento de um
dínamo taquimétrico:
31
Figura 19: Princípio de funcionamento de um dínamo taquimétrico.
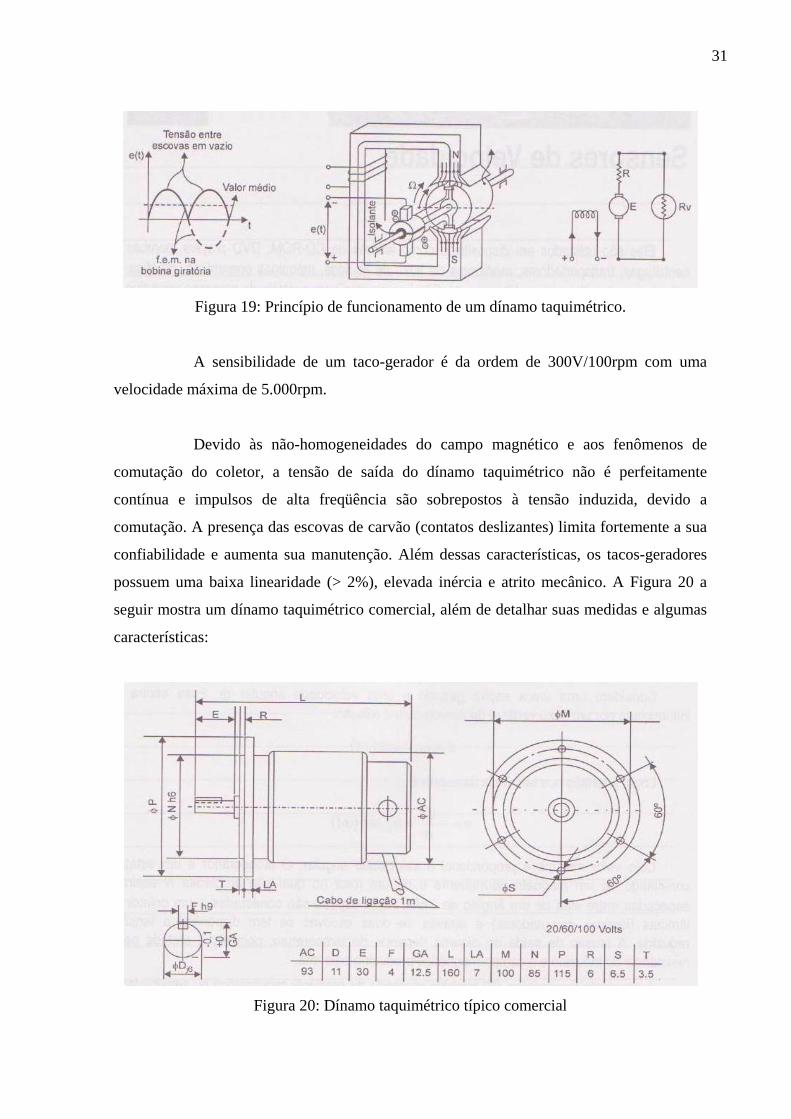
A sensibilidade de um taco-gerador é da ordem de 300V/100rpm com uma
velocidade máxima de 5.000rpm.
Devido às não-homogeneidades do campo magnético e aos fenômenos de
comutação do coletor, a tensão de saída do dínamo taquimétrico não é perfeitamente
contínua e impulsos de alta freqüência são sobrepostos à tensão induzida, devido a
comutação. A presença das escovas de carvão (contatos deslizantes) limita fortemente a sua
confiabilidade e aumenta sua manutenção. Além dessas características, os tacos-geradores
possuem uma baixa linearidade (> 2%), elevada inércia e atrito mecânico. A Figura 20 a
seguir mostra um dínamo taquimétrico comercial, além de detalhar suas medidas e algumas
características:
Figura 20: Dínamo taquimétrico típico comercial

32
As aplicações dos dínamos taquimétricos são basicamente: transdutor de medida de
velocidade em elevadores prediais, elemento de compensação e estabilização em sistemas de
regulação de posição, controle de máquinas operatrizes de controle numérico, em máquinas
rotativas convencionais, bem como máquinas têxteis, e em várias outras aplicações que
exigem controle de velocidade.
3.2 TEORIA SOBRE CONTROLADORES LÓGICOS PROGRAMÁVEIS (CLP’s)16
O Controlador Lógico Programável ou CLP foi desenvolvido inicialmente a
partir de necessidades da indústria automobilística, com o objetivo de substituir os Painéis
de Controle a relés. Uma saída possível e imaginada pela General Motors, foi implementar
um sistema baseado no computador.
Assim, em 1968, a Divisão Hydramatic da GM determinou os critérios para
projeto do CLP, sendo que o primeiro dispositivo a atender às especificações foi
desenvolvido pela Gould Modicon em 1969.
As principais características desejadas nos novos equipamentos de estado
sólido, com a flexibilidade dos computadores, eram:
• preço competitivo com os sistemas a relés;
• dispositivos de entrada e de saída facilmente substituíveis;
• funcionamento em ambiente industrial (vibração, calor, poeira, ruídos);
• facilidade de programação e manutenção por técnicos e engenheiros;
• repetibilidade de operação e uso;
Inicialmente, os CLPs eram chamados PCs – Programmable Controllers, mas
com o advento dos Computadores Pessoais (PCs – Personal Computers), convencionou-se
CLPs para evitar conflitos de nomenclatura.
16 Conforme referências bibliográficas extraídas: Automação Aplicada e Implementação de Sistemas
Seqüenciais com CLPs
33
Originalmente, CLPs foram usados em aplicações de controle discreto (on/off -
liga/desliga), como os sistemas a relés, porém eram facilmente instalados, economizando
espaço e energia, além de possuírem indicadores de diagnósticos que facilitavam a
manutenção. Uma eventual necessidade de alteração na lógica de controle da máquina era
realizada em pouco tempo, apenas com mudanças no programa, sem necessidade de
alteração nas ligações elétricas.
A década de 70 marca uma fase de grande aprimoramento dos CLPs. Com as
inovações tecnológicas dos microprocessadores, maior flexibilidade e um grau também
maior de inteligência, os Controladores Lógicos Programáveis incorporaram:
1972 – Funções de temporização e contagem;
1973 – Operações aritméticas, manipulação de dados e comunicação com
computadores;
1974 – Comunicação com Interfaces Homem-Máquina (IHM);
1975 – Maior capacidade de memória, controles analógicos e controle PID;
1979/80 – Módulos de I/O (Input/Output – Entrada/Saída) remotos, módulos
inteligentes e controle de posicionamento;
Nos anos 80, aperfeiçoamentos foram atingidos, fazendo do CLP um dos
equipamentos mais atraentes na Automação Industrial. A possibilidade de comunicação em
rede (1981) é hoje uma característica indispensável na indústria. Além dessa evolução
tecnológica, foi atingido um alto grau de integração, tanto no número de pontos como no
tamanho físico, que possibilitou o fornecimento de mini e micro CLPs (a partir de 1982).
O Controlador Lógico Programável, ou simplesmente CLP, pode ser definido
como um dispositivo de estado sólido – um Computador Industrial, capaz de armazenar
instruções para implementação de funções de controle (seqüência lógica, temporização e
contagem, por exemplo), além de realizar operações lógicas e aritméticas, manipulação de
dados e comunicação em rede, sendo utilizado no controle de Sistemas Automatizados. A
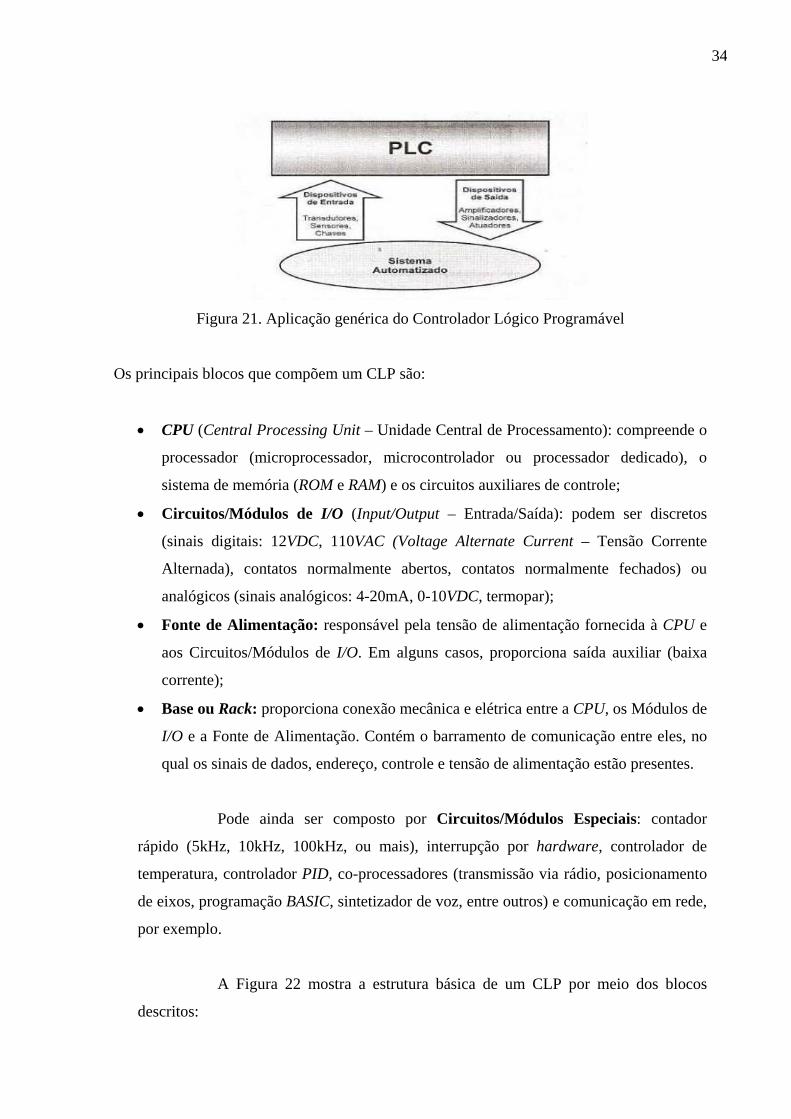
Figura 21 a seguir apresenta uma aplicação genérica do CLP:
34
Figura 21. Aplicação genérica do Controlador Lógico Programável
Os principais blocos que compõem um CLP são:
• CPU (Central Processing Unit – Unidade Central de Processamento): compreende o
processador (microprocessador, microcontrolador ou processador dedicado), o
sistema de memória (ROM e RAM) e os circuitos auxiliares de controle;
• Circuitos/Módulos de I/O (Input/Output – Entrada/Saída): podem ser discretos
(sinais digitais: 12VDC, 110VAC (Voltage Alternate Current – Tensão Corrente
Alternada), contatos normalmente abertos, contatos normalmente fechados) ou
analógicos (sinais analógicos: 4-20mA, 0-10VDC, termopar);
• Fonte de Alimentação: responsável pela tensão de alimentação fornecida à CPU e
aos Circuitos/Módulos de I/O. Em alguns casos, proporciona saída auxiliar (baixa
corrente);
• Base ou Rack: proporciona conexão mecânica e elétrica entre a CPU, os Módulos de
I/O e a Fonte de Alimentação. Contém o barramento de comunicação entre eles, no
qual os sinais de dados, endereço, controle e tensão de alimentação estão presentes.
Pode ainda ser composto por Circuitos/Módulos Especiais: contador
rápido (5kHz, 10kHz, 100kHz, ou mais), interrupção por hardware, controlador de
temperatura, controlador PID, co-processadores (transmissão via rádio, posicionamento
de eixos, programação BASIC, sintetizador de voz, entre outros) e comunicação em rede,
por exemplo.
A Figura 22 mostra a estrutura básica de um CLP por meio dos blocos
descritos:
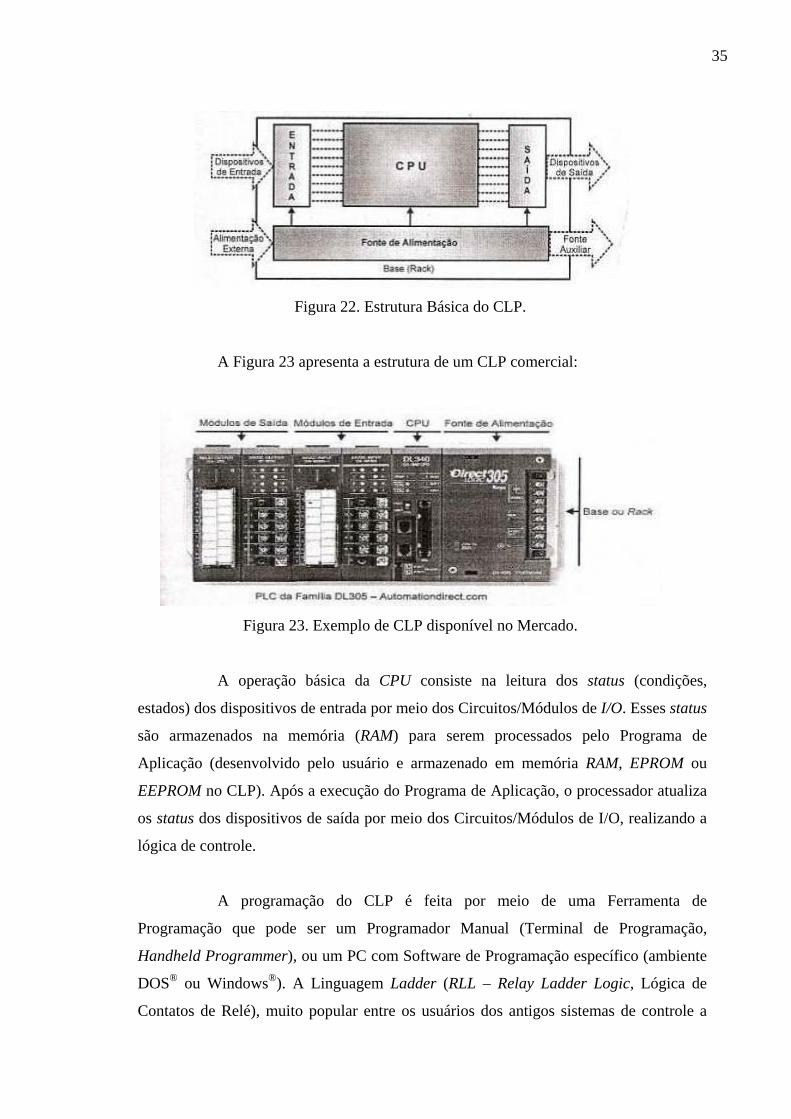
35
Figura 22. Estrutura Básica do CLP.
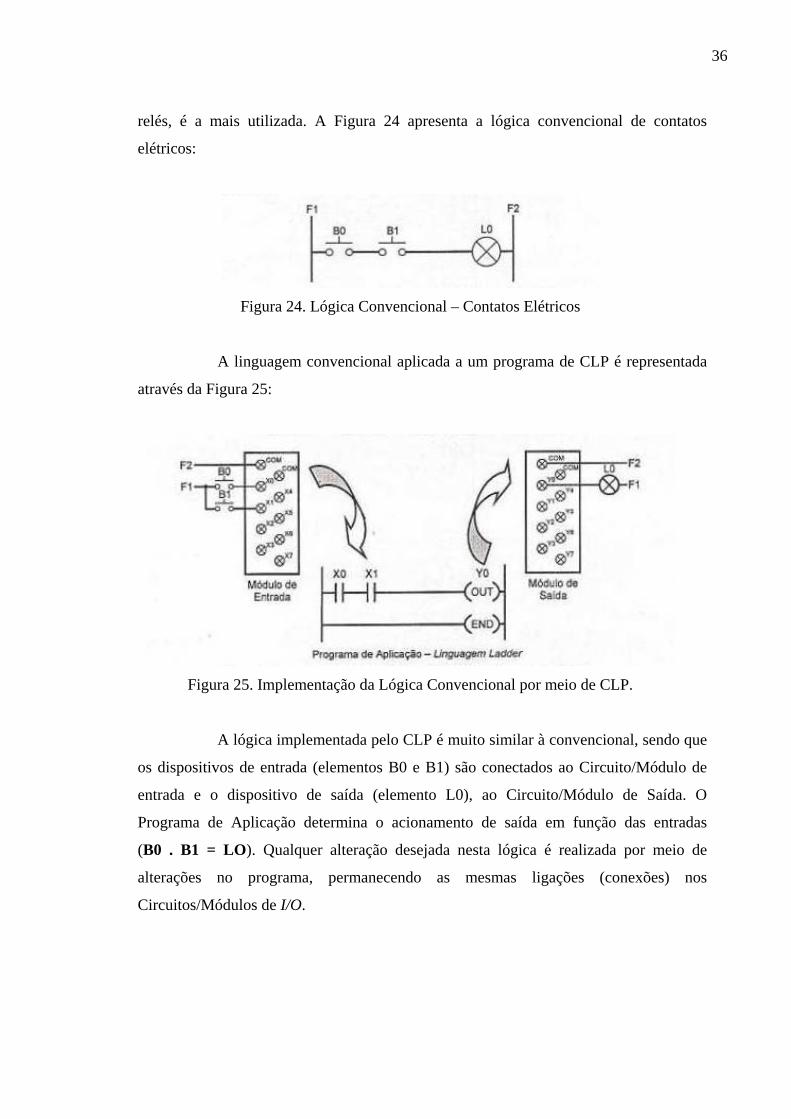
A Figura 23 apresenta a estrutura de um CLP comercial:
Figura 23. Exemplo de CLP disponível no Mercado.
A operação básica da CPU consiste na leitura dos status (condições,
estados) dos dispositivos de entrada por meio dos Circuitos/Módulos de I/O. Esses status
são armazenados na memória (RAM) para serem processados pelo Programa de
Aplicação (desenvolvido pelo usuário e armazenado em memória RAM, EPROM ou
EEPROM no CLP). Após a execução do Programa de Aplicação, o processador atualiza
os status dos dispositivos de saída por meio dos Circuitos/Módulos de I/O, realizando a
lógica de controle.
A programação do CLP é feita por meio de uma Ferramenta de
Programação que pode ser um Programador Manual (Terminal de Programação,
Handheld Programmer), ou um PC com Software de Programação específico (ambiente
DOS® ou Windows®). A Linguagem Ladder (RLL – Relay Ladder Logic, Lógica de
Contatos de Relé), muito popular entre os usuários dos antigos sistemas de controle a
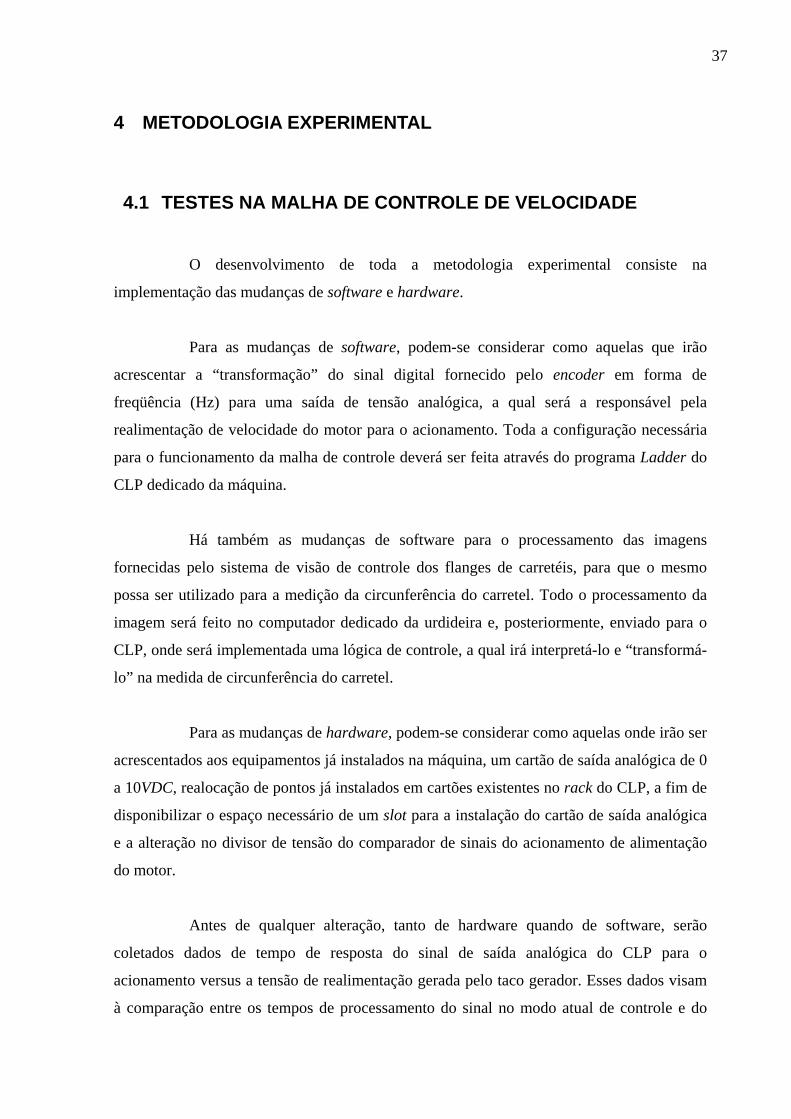
36
relés, é a mais utilizada. A Figura 24 apresenta a lógica convencional de contatos
elétricos:
Figura 24. Lógica Convencional – Contatos Elétricos
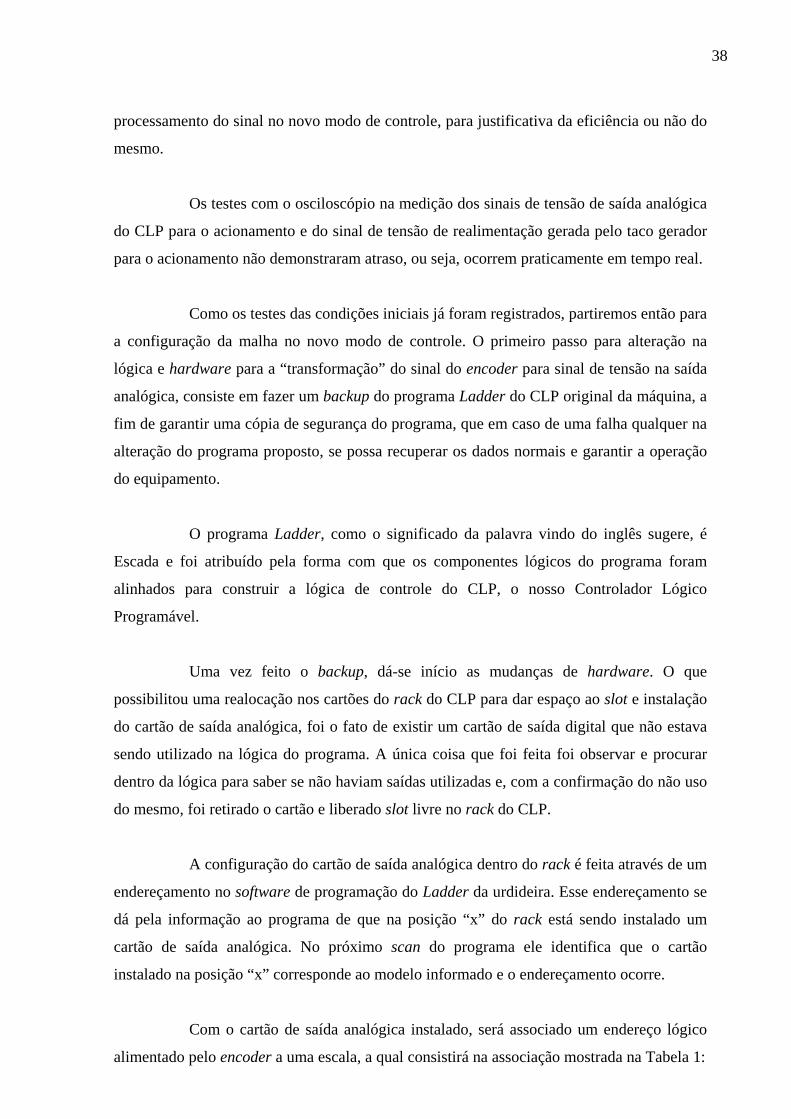
A linguagem convencional aplicada a um programa de CLP é representada
através da Figura 25:
Figura 25. Implementação da Lógica Convencional por meio de CLP.
A lógica implementada pelo CLP é muito similar à convencional, sendo que
os dispositivos de entrada (elementos B0 e B1) são conectados ao Circuito/Módulo de
entrada e o dispositivo de saída (elemento L0), ao Circuito/Módulo de Saída. O
Programa de Aplicação determina o acionamento de saída em função das entradas
(B0 . B1 = LO). Qualquer alteração desejada nesta lógica é realizada por meio de
alterações no programa, permanecendo as mesmas ligações (conexões) nos
Circuitos/Módulos de I/O.
37
4 METODOLOGIA EXPERIMENTAL
4.1 TESTES NA MALHA DE CONTROLE DE VELOCIDADE
O desenvolvimento de toda a metodologia experimental consiste na
implementação das mudanças de software e hardware.
Para as mudanças de software, podem-se considerar como aquelas que irão
acrescentar a “transformação” do sinal digital fornecido pelo encoder em forma de
freqüência (Hz) para uma saída de tensão analógica, a qual será a responsável pela
realimentação de velocidade do motor para o acionamento. Toda a configuração necessária
para o funcionamento da malha de controle deverá ser feita através do programa Ladder do
CLP dedicado da máquina.
Há também as mudanças de software para o processamento das imagens
fornecidas pelo sistema de visão de controle dos flanges de carretéis, para que o mesmo
possa ser utilizado para a medição da circunferência do carretel. Todo o processamento da
imagem será feito no computador dedicado da urdideira e, posteriormente, enviado para o
CLP, onde será implementada uma lógica de controle, a qual irá interpretá-lo e “transformá-
lo” na medida de circunferência do carretel.
Para as mudanças de hardware, podem-se considerar como aquelas onde irão ser
acrescentados aos equipamentos já instalados na máquina, um cartão de saída analógica de 0
a 10VDC, realocação de pontos já instalados em cartões existentes no rack do CLP, a fim de
disponibilizar o espaço necessário de um slot para a instalação do cartão de saída analógica
e a alteração no divisor de tensão do comparador de sinais do acionamento de alimentação
do motor.
Antes de qualquer alteração, tanto de hardware quando de software, serão
coletados dados de tempo de resposta do sinal de saída analógica do CLP para o
acionamento versus a tensão de realimentação gerada pelo taco gerador. Esses dados visam
à comparação entre os tempos de processamento do sinal no modo atual de controle e do
38
processamento do sinal no novo modo de controle, para justificativa da eficiência ou não do
mesmo.
Os testes com o osciloscópio na medição dos sinais de tensão de saída analógica
do CLP para o acionamento e do sinal de tensão de realimentação gerada pelo taco gerador
para o acionamento não demonstraram atraso, ou seja, ocorrem praticamente em tempo real.
Como os testes das condições iniciais já foram registrados, partiremos então para
a configuração da malha no novo modo de controle. O primeiro passo para alteração na
lógica e hardware para a “transformação” do sinal do encoder para sinal de tensão na saída
analógica, consiste em fazer um backup do programa Ladder do CLP original da máquina, a
fim de garantir uma cópia de segurança do programa, que em caso de uma falha qualquer na
alteração do programa proposto, se possa recuperar os dados normais e garantir a operação
do equipamento.
O programa Ladder, como o significado da palavra vindo do inglês sugere, é
Escada e foi atribuído pela forma com que os componentes lógicos do programa foram
alinhados para construir a lógica de controle do CLP, o nosso Controlador Lógico
Programável.
Uma vez feito o backup, dá-se início as mudanças de hardware. O que
possibilitou uma realocação nos cartões do rack do CLP para dar espaço ao slot e instalação
do cartão de saída analógica, foi o fato de existir um cartão de saída digital que não estava
sendo utilizado na lógica do programa. A única coisa que foi feita foi observar e procurar
dentro da lógica para saber se não haviam saídas utilizadas e, com a confirmação do não uso
do mesmo, foi retirado o cartão e liberado slot livre no rack do CLP.
A configuração do cartão de saída analógica dentro do rack é feita através de um
endereçamento no software de programação do Ladder da urdideira. Esse endereçamento se
dá pela informação ao programa de que na posição “x” do rack está sendo instalado um
cartão de saída analógica. No próximo scan do programa ele identifica que o cartão
instalado na posição “x” corresponde ao modelo informado e o endereçamento ocorre.
Com o cartão de saída analógica instalado, será associado um endereço lógico
alimentado pelo encoder a uma escala, a qual consistirá na associação mostrada na Tabela 1:

39
Tabela 1. Correlação entre pulsos do encoder e tensão de saída do cartão analógico.
Sinal do encoder (digitalizado pelo CLP) Saída Analógica (gerada pelo CLP)
0 pulsos 0VDC
32000 pulsos 10VDC
Uma vez que as saídas analógicas foram configuradas, começa a alteração no
divisor de tensão do comparador de sinais do acionamento de alimentação do motor. A
alteração no divisor será feita de acordo com a faixa de tensão de realimentação do
acionamento que será agora de 0 a 10VDC.
De posse do manual do acionamento de alimentação do motor, verificamos a
possibilidade da entrada de tensão de realimentação analógica ser configurável, o que é
confirmado. As faixas de utilização de tensão podem ser configuradas entre 0 e 10VDC, 0 e
90VDC e entre 0 e 140VDC.
Como o nosso sinal de realimentação do cartão de saída analógica de tensão é de
0 a 10VDC, optamos para utilizar a entrada do divisor de tensão na escala de 0 a 10VDC.
Será instalado um cabo de sinal para conectar a saída analógica de realimentação de
velocidade à entrada do acionamento.
Nesse momento, estamos com a configuração de software e hardware
implementados. A configuração da nova instalação para testes pode ser observada a seguir
na Figura 26:
40
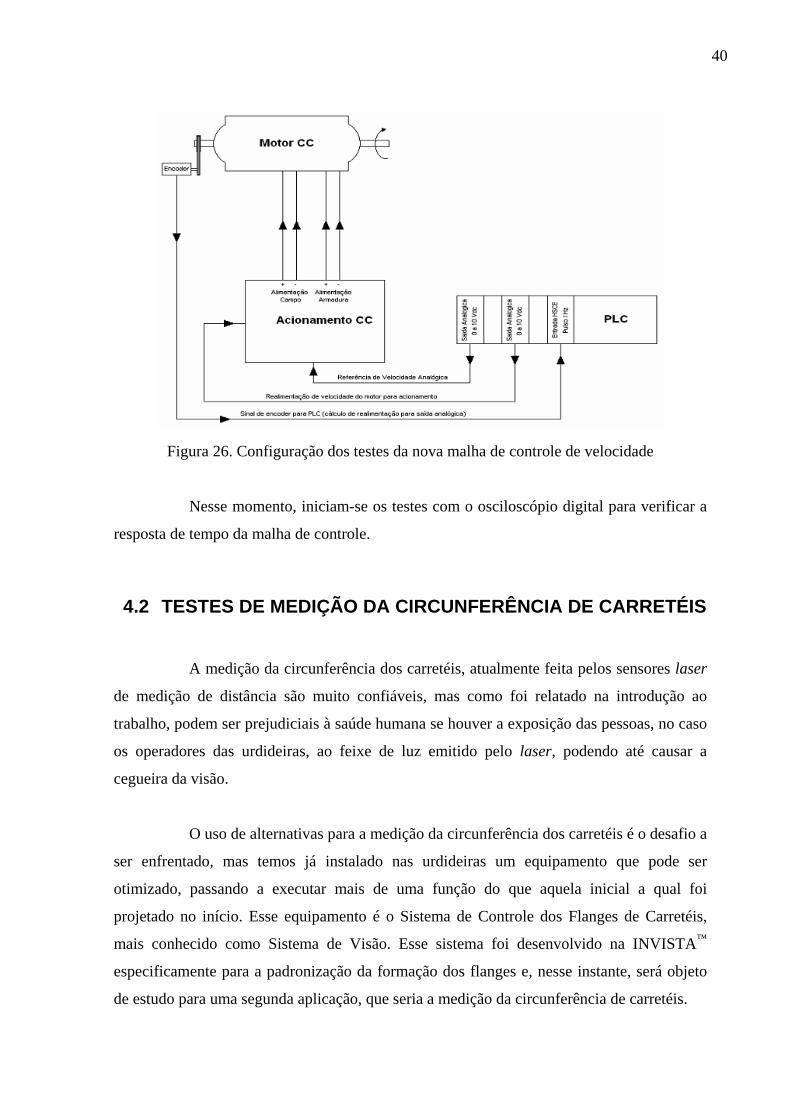
Figura 26. Configuração dos testes da nova malha de controle de velocidade
Nesse momento, iniciam-se os testes com o osciloscópio digital para verificar a
resposta de tempo da malha de controle.
4.2 TESTES DE MEDIÇÃO DA CIRCUNFERÊNCIA DE CARRETÉIS
A medição da circunferência dos carretéis, atualmente feita pelos sensores laser
de medição de distância são muito confiáveis, mas como foi relatado na introdução ao
trabalho, podem ser prejudiciais à saúde humana se houver a exposição das pessoas, no caso
os operadores das urdideiras, ao feixe de luz emitido pelo laser, podendo até causar a
cegueira da visão.
O uso de alternativas para a medição da circunferência dos carretéis é o desafio a
ser enfrentado, mas temos já instalado nas urdideiras um equipamento que pode ser
otimizado, passando a executar mais de uma função do que aquela inicial a qual foi
projetado no início. Esse equipamento é o Sistema de Controle dos Flanges de Carretéis,
mais conhecido como Sistema de Visão. Esse sistema foi desenvolvido na INVISTA™
especificamente para a padronização da formação dos flanges e, nesse instante, será objeto
de estudo para uma segunda aplicação, que seria a medição da circunferência de carretéis.
41
O processamento dos sinais pelo computador dedicado da liba, compreende na
conversão da imagem capturada em Pixels, unidade de medida que compreende a menor
divisão de uma imagem num dispositivo de exibição como um monitor, por exemplo, assim
como temos o metro e suas subdivisões, em centímetro, milímetro, e assim por diante.
Podemos ainda atribuir cores a um Pixel. A palavra Pixel vem de uma aglutinação de
Picture Element, do inglês, elemento de imagem, sendo Pix a abreviação em inglês para a
palavra Picture. De uma maneira simples, um pixel é o menor ponto que forma uma imagem
digital, sendo que o conjunto de milhares de pixels forma uma imagem inteira e, quanto
maior for a quantidade de pixels de uma imagem, maior será a sua resolução.
Como as imagens capturadas são digitalizadas, podemos fazer com que uma
linha de referência acompanhe a divisão entre as cores dentro da imagem, referenciando a
mesma a partir de uma extremidade da imagem. Conforme essa linha se afasta da referência,
a variação da distância convertida em pixels nos dá uma escala, a qual podemos associar a
uma escala de medida em milímetros e suas subdivisões. Dessa forma, podemos medir a
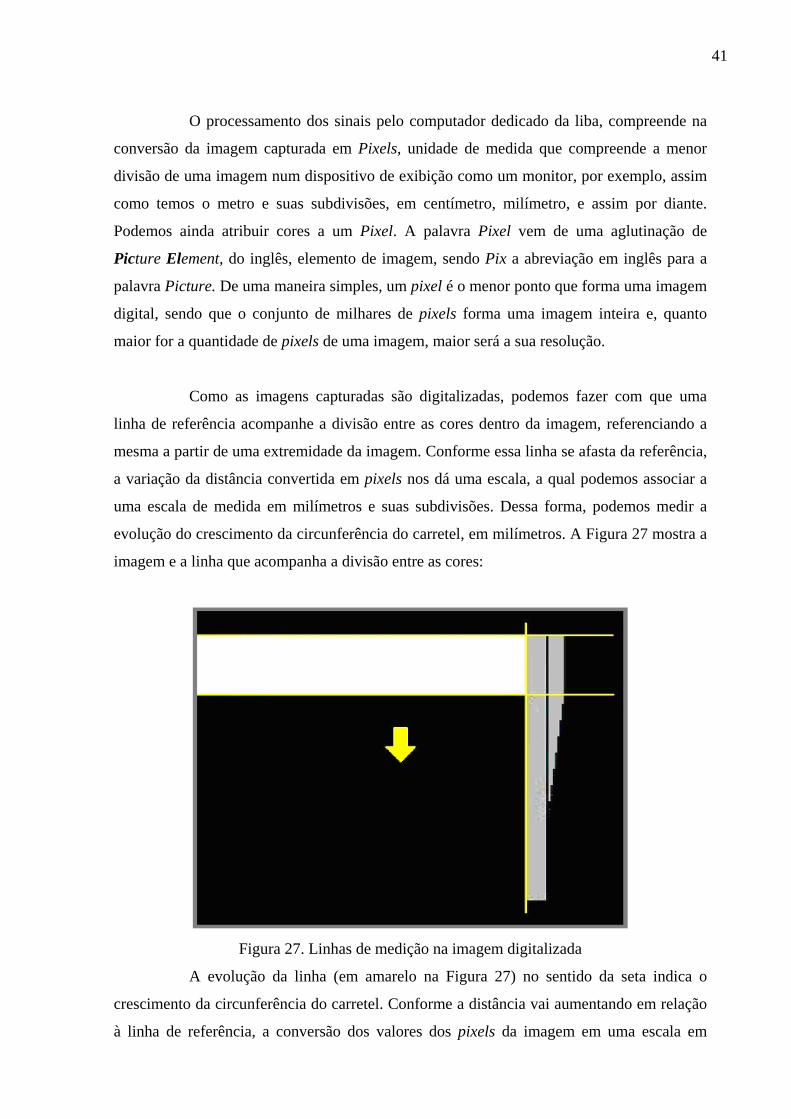
evolução do crescimento da circunferência do carretel, em milímetros. A Figura 27 mostra a
imagem e a linha que acompanha a divisão entre as cores:
Figura 27. Linhas de medição na imagem digitalizada
A evolução da linha (em amarelo na Figura 27) no sentido da seta indica o
crescimento da circunferência do carretel. Conforme a distância vai aumentando em relação
à linha de referência, a conversão dos valores dos pixels da imagem em uma escala em
42
milímetros possibilita a medição da distância percorrida pelo preenchimento da fibra do
carretel.
A interface entre o computador dedicado da urdideira com o CLP acontece via
comunicação serial, onde o valor interpretado pelo CLP é convertido em uma escala digital
de 0 a 32767, o que corresponde a 215 bits.
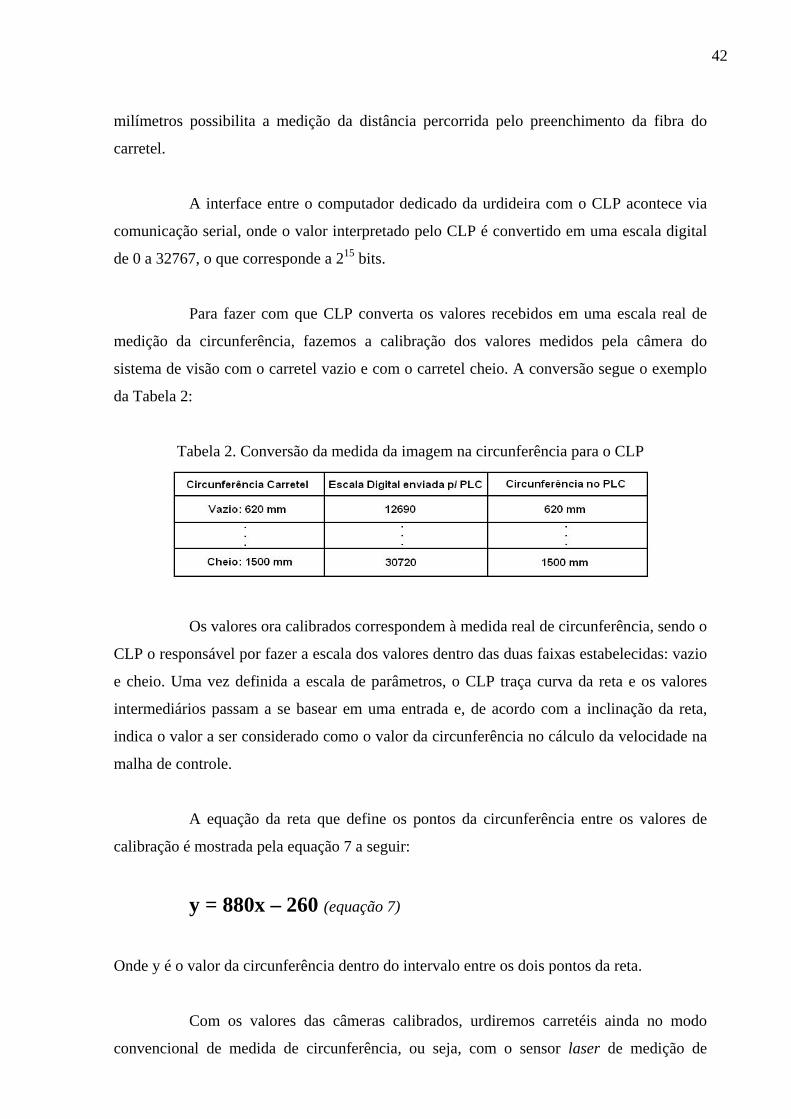
Para fazer com que CLP converta os valores recebidos em uma escala real de
medição da circunferência, fazemos a calibração dos valores medidos pela câmera do
sistema de visão com o carretel vazio e com o carretel cheio. A conversão segue o exemplo
da Tabela 2:
Tabela 2. Conversão da medida da imagem na circunferência para o CLP
Os valores ora calibrados correspondem à medida real de circunferência, sendo o
CLP o responsável por fazer a escala dos valores dentro das duas faixas estabelecidas: vazio
e cheio. Uma vez definida a escala de parâmetros, o CLP traça curva da reta e os valores
intermediários passam a se basear em uma entrada e, de acordo com a inclinação da reta,
indica o valor a ser considerado como o valor da circunferência no cálculo da velocidade na
malha de controle.
A equação da reta que define os pontos da circunferência entre os valores de
calibração é mostrada pela equação 7 a seguir:
y = 880x – 260 (equação 7)
Onde y é o valor da circunferência dentro do intervalo entre os dois pontos da reta.
Com os valores das câmeras calibrados, urdiremos carretéis ainda no modo
convencional de medida de circunferência, ou seja, com o sensor laser de medição de

43
circunferência atuando na malha de controle de velocidade. Os testes de validação da
medida da circunferência pelas câmeras do sistema de visão serão feitos através da
comparação gráfica dos valores medidos pelo sensor laser e dos valores medidos pelas
câmeras do sistema de visão. Os valores são armazenados no banco de dados do
supervisório (Supervisório – software dedicado da urdideira que faz a interface de controle
entre o CLP e o operador da máquina) da urdideira, o qual grava os dados das variáveis de
processo durante o urdimento dos carretéis, como velocidade dos motores, profundidade dos
flanges do sistema de visão, circunferência do sensor laser, revoluções do carretel, etc, no
servidor exclusivo para a armazenagem dos dados de processo das urdideiras.
5 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS
5.1 ANÁLISE DOS RESULTADOS DOS TESTES DA MALHA DE CONTROLE DE VELOCIDADE
Para que não sejamos surpreendidos com qualquer falha no controle e a
velocidade do motor dispare por falta de realimentação, optamos por um setpoint de
velocidade baixo, da ordem de 10% da velocidade normal de regime de operação da
urdideira. Ao dar partida na urdideira, constatou-se que a velocidade do motor tendeu a
disparar, dando a impressão de que não havia tensão de realimentação de velocidade, porém,
logo em seguida tendeu a diminuir como se estivesse buscando seu setpoint. No entanto, em
seguida o disparo da velocidade voltou a ocorrer e assim, sucessivamente, buscava o
setpoint e disparava novamente, sem convergir para uma atenuação do erro e finalmente
entrar em regime constante de velocidade.
Observando-se a lógica de controle, pôde-se constatar que o sinal do encoder
dentro da escala de conversão para a saída de tensão analógica não estava apresentando uma
evolução linear, tendo saltos não-lineares entre os valores. Esses saltos são os responsáveis
pelo sistema não apresentar controle entre o setpoint solicitado e a velocidade real esperada,
uma vez que a realimentação da velocidade, a qual provém da saída analógica configurada
no novo modo de controle é resultado da conversão da escala dos sinais obtido do encoder e,
44
essa conversão não está atendendo a rapidez de processamento que o sistema requer para
uma malha de controle fechada de velocidade de motores.
Como o objetivo principal do teste era comprovar a eficiência no controle da
velocidade através da conversão do sinal obtido pelo encoder e isso não foi possível, um
entendimento do motivo pelo qual o controle não foi possível se faz necessário.
Verificando os componentes da nova malha de controle, puderam-se identificar
os possíveis gargalos para a instabilidade do sistema.
O primeiro problema encontrado foi quanto ao processamento do sinal do
encoder, o qual ocorre dentro do cartão de entrada dos pulsos no rack do CLP. O cartão para
essa finalidade é de um modelo chamado HSCE, sigla que significa “High Speed Counter
Encoder”, que em português nada mais é do que “Contador de Alta Velocidade para
Encoder”, pois para utilização em aplicações de controle há a necessidade de um
processamento rápido do sinal que está sendo coletado. O problema é que, apesar do cartão
ser de processamento rápido, a comunicação com a CPU do CLP é feita através do
barramento de dados do rack, o que atrasa a chegada do sinal até a CPU do CLP. Além
desse atraso na chegada dos dados do cartão do encoder, o processamento da lógica de
conversão do sinal do encoder para a alimentação da saída analógica é feito dentro da CPU.
Portanto, temos um atraso muito grande entre o processamento do sinal no cartão e o
processamento final do mesmo na CPU para a alimentação da saída analógica de
realimentação da velocidade do motor.
O atraso na resposta do sistema compromete a estabilidade da correção da
velocidade. Para a nossa aplicação, tudo o que não queremos é um tempo de resposta lento,
uma vez que a velocidade de urdimento é atualizada constantemente com a evolução do
crescimento da circunferência do carretel.
Esse problema encontrado praticamente exclui a possibilidade de uma melhora
na malha de controle de velocidade dos motores, pois o cartão de entrada do encoder não
apresenta possibilidades de configuração via software em sua velocidade de processamento.
Como a proposta do estudo é a implementação da melhoria da confiabilidade da
malha de controle de velocidade a custo zero, o que significa que nos utilizaríamos de
tecnologias já existentes dentro da empresa e dos equipamentos já instalados, apenas
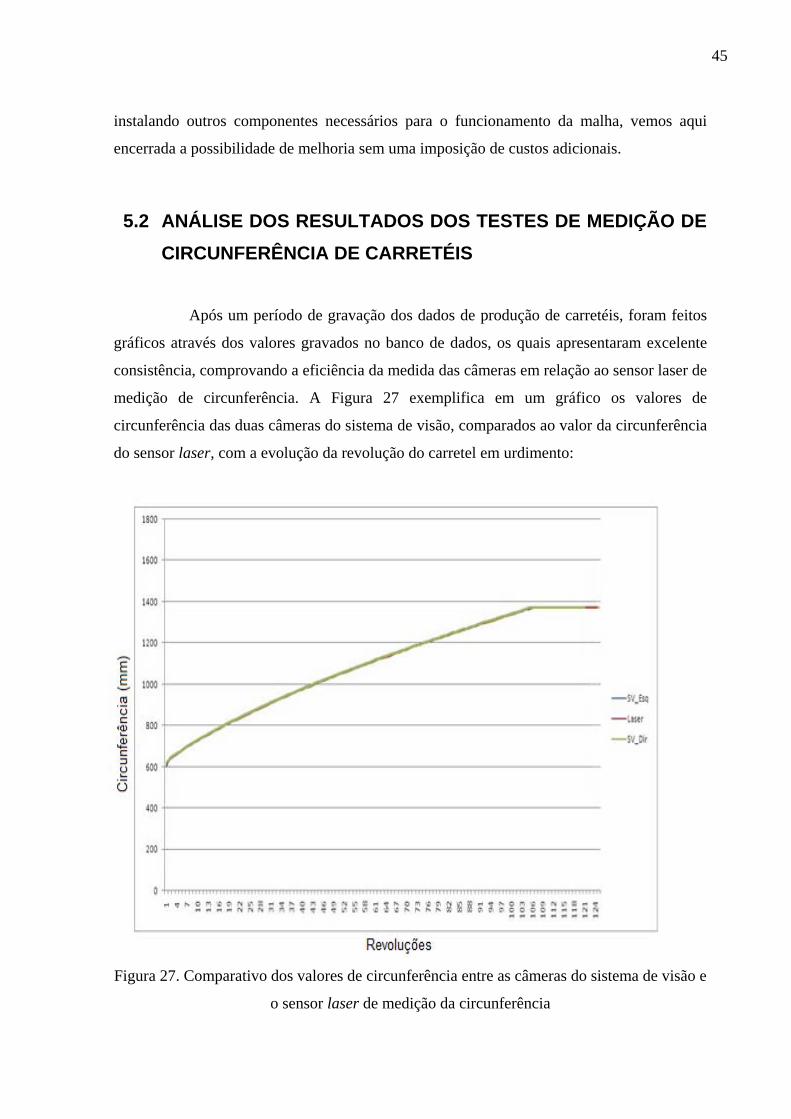
45
instalando outros componentes necessários para o funcionamento da malha, vemos aqui
encerrada a possibilidade de melhoria sem uma imposição de custos adicionais.
5.2 ANÁLISE DOS RESULTADOS DOS TESTES DE MEDIÇÃO DE CIRCUNFERÊNCIA DE CARRETÉIS
Após um período de gravação dos dados de produção de carretéis, foram feitos
gráficos através dos valores gravados no banco de dados, os quais apresentaram excelente
consistência, comprovando a eficiência da medida das câmeras em relação ao sensor laser de
medição de circunferência. A Figura 27 exemplifica em um gráfico os valores de
circunferência das duas câmeras do sistema de visão, comparados ao valor da circunferência
do sensor laser, com a evolução da revolução do carretel em urdimento:
Figura 27. Comparativo dos valores de circunferência entre as câmeras do sistema de visão e
o sensor laser de medição da circunferência
46
Para que os testes em urdimento normal de carretéis sejam validados, se faz
necessário instalar guardas na lógica do Ladder do CLP, a fim de garantir que não tenhamos
variações na velocidade dentro da malha de controle se uma variação no valor da medida da
circunferência a partir do sistema de visão ocorrer. Como os testes são feitos em uma
urdideira que ainda possui o sensor laser instalado, iremos fazer uma tripla redundância de
proteção, colocando uma câmera do sistema de visão como titular, medindo a circunferência
e deixaremos a outra câmera e o laser comparando os valores de circunferência. Qualquer
variação que ocorrer em qualquer dos três sensores de medição, a lógica irá entrar em uma
contagem de tempo, aguardando a convergência dos valores para um valor entre uma escala
mínima e máxima de diferença. Se os valores não convergirem dentro do tempo
estabelecido, a lógica pára a urdideira e o CLP envia uma informação para o supervisório do
computador dedicado da urdideira, o que irá informar ao operador que o valor da
circunferência variou entre os sensores de medição.
Isso garante a qualidade do produto que estiver sendo urdido, uma vez que se o
valor da circunferência medida pela câmera titular se situar fora do valor real de
circunferência do carretel, o urdimento irá parar e não teremos uma compensação errada da
velocidade da urdideira durante o urdimento do carretel. Enquanto estiver parada a
urdideira, a lógica deverá continuar comparando os valores dos três sensores de medição e,
se eles continuarem fora, a lógica não dará condição de partida para a urdideira, exibindo
uma mensagem para o operador de que o valor da circunferência entre os sensores de
medição continuam fora dos limites estabelecidos como normais para a operação da
urdideira.
Porém, se a verificação constatar que os valores convergiram e estão dentro dos
limites mínimos e máximos estabelecidos para boa operação da urdideira, uma mensagem
será exibida na tela do supervisório da urdideira e o operador poderá colocar mesma
novamente em operação.
Essa medição comparativa com o sensor laser se faz necessário apenas para
garantir a redundância e segurança da operação, não deixando que produto sem qualidade
seja produzido e seja enviado para o cliente, caso não haja a percepção dos operadores da
urdideira de que houve uma variação na malha de controle de velocidade em função da
variação da medição da circunferência do carretel.
47
Paralelo aos testes de processo, documentos de testes de consumo no cliente
serão utilizados e o produto urdido será enviado para um cliente que tenha alta taxa de
consumo de LYCRA® urdida em carretéis, afim de que seja certificado que não houve
qualquer tipo de variação na tensão do fio urdido e isso prejudique o tecido no tear do
cliente.
6 CONCLUSÕES E DIFICULDADES EXPERIMENTAIS ENCONTRADAS
6.1 MELHORIA NA MALHA DE CONTROLE DE VELOCIDADE
De posse dos resultados dos testes na malha de controle de velocidade, pôde-se
concluir que a proposta da utilização do encoder para fazer a re-alimentação da velocidade
do motor para o acionamento não é possível, devido à alta instabilidade do sistema
ocasionada pelo longo tempo de resposta da malha de controle de velocidade.
Para malhas de controle de velocidade com realimentação, a velocidade de
resposta do sistema é fator fundamental e implica diretamente na resposta do sistema, ou
seja, quanto mais alto for o atraso no tempo de resposta para o controlador, maior será o erro
na saída do controlador para a variável controlada.
Sendo assim, a proposta inicial de melhoria na malha de controle de velocidade
a custo zero, através do uso do encoder disponível no equipamento não é factível.
6.2 MEDIÇÃO DA CIRCUNFERÊNCIA DE CARRETÉIS
Os testes de medição de circunferência de carretéis através do sistema de visão
de controle dos flanges mostraram-se altamente eficientes. Tal eficiência pôde ser
comprovada através dos parâmetros de produção e consistência internos da INVISTA™ e,
posteriormente, pelo cliente final quando do uso dos carretéis na confecção de seu tecido.

48
Dessa forma, conclui-se que é sim possível o uso do sistema de visão de controle
dos flanges para carretéis para a medição de circunferência durante o processo de urdimento
de carretéis.
6.3 DIFICULDADES EXPERIMENTAIS DOS TESTES DE IMPLEMENTAÇÃO DAS MELHORIAS
A simulação dos testes no equipamento foi impactada por problemas na
liberação do equipamento para testes, devido à alta demanda de produção da área, bem
como a disponibilização do tempo dentro da jornada de trabalho para a execução dos testes.
7 RECOMENDAÇÕES FINAIS
7.1 PROPOSTA DE MELHORIA PARA A MALHA DE CONTROLE DE VELOCIDADE
A proposta inicial desse estudo é a melhoria na confiabilidade da malha de
controle de velocidade de motores a custo zero. No entanto, os resultados dos testes
comprovaram não ser possível com os equipamentos disponíveis. Apresenta-se agora como
sugestão para implementação de uma melhoria na confiabilidade da malha de controle de
velocidade, a substituição dos atuais acionamentos analógicos de alimentação e controle de
velocidade dos motores, por acionamentos digitais de alimentação e controle da velocidade
dos motores. Esses acionamentos utilizam a tecnologia de alimentação corrente continua
(DC), a mesma utilizada pelos acionamentos atuais. Porém, o processamento digital dos
sinais possibilita a interface com encoder’s, os quais podem ser diretamente ligados a
entradas específicas dentro do acionamento e, configurados de acordo com o número de
pulsos necessários para o controle da velocidade.
Essa implementação requer, além do custo da compra dos acionamentos, os
custos com todas as alterações elétricas para a alimentação de energia dos mesmos, além das
configurações na lógica do CLP para a interface com o novo modo de controle.
49
O valor estimado para a implementação de uma mudança como essas fica em
torno de R$ 50.000,00. Resta saber em quanto tempo de uso do equipamento recupera-se o
investimento, uma vez que o número de falhas dos equipamentos por problemas nos
encoder’s ao longo do ano não seriam suficientes para justificar o investimento. Uma
melhoria na confiabilidade da malha, sem a necessidade de gastos em equipamentos é
facilmente justificado e é o que se espera, porém o estudo comprova que um melhor
resultado e qualidade na confiabilidade do equipamento não são possíveis sem a utilização
de recursos financeiros adicionais.
7.2 IMPLEMENTAÇÃO DA MEDIÇÃO DE CIRCUNFERÊNCIA DE CARRETÉIS
Os carretéis produzidos com a medição da circunferência através do sistema de
visão de controle dos flanges de carretéis se mostraram muito consistentes, tanto nos
parâmetros de produção internos da INVISTA™ quanto na utilização para sua finalidade no
cliente final.
O uso da tecnologia do sistema de visão de controle dos flanges de carretéis é
utilizado em todas as urdideiras que existem na INVISTA™, o que permitiria a expansão
dessa aplicação para as demais urdideiras, eliminando o uso dos sensores laser atualmente
instalados.
O não uso dos sensores laser elimina a possibilidade de qualquer exposição dos
operadores das urdideiras ao feixe do laser, o que mitiga o risco de uma lesão provocada à
visão dos operadores. Além disso, possibilitaria a redução de custos por não haver
necessidade de peças de reposição para o mesmo dentro da fábrica.
Existe ainda o ganho na confiabilidade do equipamento com relação ao controle
redundante, onde temos o sensor laser e duas câmeras medindo a circunferência do carretel.
Dessa forma, o sistema nos possibilita fazer uma comparação em tempo real de processo
entre os valores medidos por pelo menos dois sensores diferentes, o que possibilita a
instalação de uma guarda de proteção na lógica de controle do PLC para que, em havendo

50
quaisquer diferenças entre as medições dos sensores redundantes, a máquina possa parar
instantaneamente para uma verificação do sistema, não produzindo carretéis com qualidade
suspeita em função de quaisquer variações que possam ocorrer ao longo do urdimento dos
carretéis.
51
REFERÊNCIAS BIBLIOGRÁFICAS
SILVEIRA, Paulo Rogério da; SANTOS, Winderson E. dos. Automação e controle
discreto. 7. ed. São Paulo: Érica, 2006. 229 p.
GEORGINI, Marcelo. Automação aplicada: descrição e implementação de sistemas
sequenciais com PLCs. 6. ed. São Paulo: Érica, 2005. 236 p.
DEL TORO, Vicent. Fundamentos de máquinas elétricas. Rio de Janeiro: Livros
Técnicos e Científicos, 1999. 550 p.
THOMAZINI, Daniel; ALBUQUERQUE, Pedro U. B. de. Sensores industriais:
fundamentos e aplicações. 4. ed., rev. São Paulo: Érica, 2007 220 p.
NATALE, Ferdinando. Automação industrial. 7. ed. São Paulo: Érica, 2005. 234 p. (Serie
brasileira de tecnologia)
FIALHO, Arivelto Bustamante. Instrumentação industrial: conceitos, aplicações e
análises. 3. ed. São Paulo: Érica, 2005. 276 p.
Figura Urdideira Liba (disponível) http://www.liba.de/warper/e23_24_detail.htm (2008,
junho, 17).
Elastano (disponível) http://pt.wikipedia.org/wiki/Elastano (2008, junho, 17).
Pixel (disponível) http://pt.wikipedia.org/wiki/Pixel (2008, setembro, 21).
Código Gray (disponível) http://pt.wikipedia.org/wiki/C%C3%B3digo_Gray (2008,
novembro, 27)