Órgão oficial da associação brasileira de químicos e ... · de nosso organismo (digestão). a...
TRANSCRIPT

www.abqct.com.br 1QUÍMICA TÊXTIL
chapéu
XXXIX Setembro 2015 Nº120ISSN 0102-8235
Órgão Oficial da Associação Brasileirade Químicos e Coloristas Têxteis
www.abqct.com.brCorporate Member Membro Titular
QUÍMICA TÊXTIL
2 www.abqct.com.brQUÍMICA TÊXTIL
www.abqct.com.br 3QUÍMICA TÊXTIL
sumário
XXXIX Setembro 2015 Nº120ISSN 0102-8235
18
06
44
56
62tingimentoEfEito dE variávEis no tingimEnto
têxtil com corantE natural dE
Eucalipto
acabamentoEfEitos supErfÍciais soBrE o Índigo
partE iii - procEdimEntos BioQuÍmicos
tratamento de efluentesinvEstigaÇÃo da água saturada com ar
produZida com adiÇÃo dE surfactantE
para o procEsso dE flotaÇÃo por ar
dissolvido aplicado no tratamEnto dE
EfluEntE dE lavandEria têxtil
acabamentoEstudo comparativo do Ângulo
dE contato Em tEcidos dE malHa
tratados com plasma
tratamento de efluentesdEgradaÇÃo fotoQuimica com H2o2/
uv como altErnativa dE tratamEnto dE
EfluEntEs tExtEis tintos com corantE
rEativo amarElo drimarEn cl-2r E rEsuo
da água nos procEsso dE tingimEnto

Diretoria NacionalPresidente: Evaldo Turchet
Vice-Presidente: Lourival Santos Flor1º Secretário: Ricardo Vital de Abreu
2º Secretário: Reginaldo Rogério Segura1º Tesoureiro: Agostinho de Souza Pacheco
2º Tesoureiro: Adir GrahlDiretor Técnico: Humberto Sabino
Núcleo AmericanaCoordenador: Durval B. F. Costa
Vice-coordenador: João José GloboSecretário: Izaias Ezipati
Tesoureiro: Eduardo JungerSuplente: José Antonio M. Lima
Suplente: Irani Monteiro
Núcleo NordesteCoordenador: Clélia Elioni Ferreira de CarvalhoVice-coordenador: Silvagner Adolpho Veríssimo
Tesoureiro: Francisco Paiva CostaSecretário: Milton Glavina
Suplente: Manuel Augusto Vieira
Núcleo Santa CatarinaCoordenador Geral: João Vergilio Dias
Vice-coordenador: Walter Alvaro da Silva JuniorSecretário: Vitor Alexandre dos Santos
Tesoureiro: Sérgio da Costa VieiraSuplente: André Luiz Klein da SilvaSuplente: Luiz Alexandre Schneider
Corpo RevisorEsta edição da Revista Química Têxtil contou com uma equipe técnica
para revisar os artigos aqui publicados.A equipe é formada pelos seguintes profissionais
Bárbara Leonardi, Humberto Sabino,Reinaldo Ferreira, Samuel Araújo
Os autores devem enviar seus artigos para publicaçãocom pelo menos 3 meses de antecedência.
ExpedienteQuímica Têxtil é uma publicação da Associação Brasileira de
Químicos e Coloristas Têxteis. Os artigos publicados aqui são de inteiraresponsabilidade dos seus autores. ISSN 0102-8235
Periodicidade: trimestral (março/ junho/ setembro/ dezembro)Distribuição: mala direta para os associados da ABQCT: indústrias têxteis,
tinturarias e entidades filiadas à FLAQT e AATCC.Circulação: São Paulo, Santa Catarina, Rio de Janeiro e Minas Gerais.
Produção Gráfica: Raphael Inácio(11) 9 9804.0962
Impressão: Gráfica Referência
Administração e Departamento ComercialPraça Flor de Linho, 44, Alphaville, 06453-000, Barueri, SP11- 4195 4931 / Fax 11- 4191 9774 / [email protected]

editorial
Buscando aprimorar a nossa revista, a ABQCT tem grande interesse em melhorar a sua classificação junto ao CAPES e, com isso, abrir espaço para a publicação de artigos científicos de autores brasileiros que obteriam melhor pontuação com a inserção de seus artigos em nossas edições.
Trata-se de um processo longo e complicado, mas como primeiro passo temos que criar um CORPO EDITORIAL que cuidará da escolha dos artigos científicos e os encaminhará para as devidas revisões e eventuais correções.
Desta forma, vamos incrementar a credibilidade da nossa publicação e despertar o interesse dos auto-res no sentido de submeter suas matérias à publicação, trazendo melhor qualidade no conteúdo da revista.
Convidamos vários professores das principais Universidades brasileiras, para fazerem parte deste Cor-po Editorial e, para nossa satisfação, todos responderam afirmativamente, que demonstra o carinho que o meio acadêmico brasileiro tem por nossa revista, por isso nenhum esforço será poupado para conseguir aquele objetivo.
Relacionamos a seguir os Professores que aceitaram fazer parte do nosso projeto, bem como identifi-camos as Universidade às quais pertencem.
• FURB: Jurgen Andreaus e Ivonete Oliveira Barcelos.
• USP: Silgia A. da Costa e Maurício de Campos Araújo.
• FEI: Camila Borelli.
• UEM: Lúcio Cardozo Filho, José Celso Oliveira dos Santos, Alessandra Brandani Biggi, Maria Renata Moraes e Maria Caroline Apoloni Cionek.
• UNICAMP: Daives Arakem Bergamasco.
• UFSC: Antonio Augusto Ulson de Souza.
• PUCRS: Luciano Peske Ceron.
• UTFPR: Valquíria Ap. dos Santos Ribeiro, Daiane Cristina Lenhard, Fabrício Maestá Bezerra e Taís Larissa Silva.
• UFG: Núbia Natália de Brito.
• UNIV. SÃO FRANCISCO: José Pedro Thompson Júnior.
A ABQCT e a Revista Química Têxtil sentem-se honradas com a com o apoio de tão ilustres professores e apresenta aqui o mais sincero agradecimento pelo seu apreço.
Evaldo Turchet Presidente
APRIMORANDO A NOSSA REVISTA

6 www.abqct.com.brQUÍMICA TÊXTIL
QUÍMICA TÊXTIL
OS PROCEDIMENTOS bIOQUÍMICOSDE DESgASTE
As incontáveis máquinas lavadoras caseiras marca “Hoover” que foram destruídas ao serem introduzidas as pedras pomes ao banho de lavagem com a finalida-de de acelerar o desgaste da recém-adquirida calça de vaqueiro nos anos 1960, motivou o uso de lavadoras in-dustriais; sem dúvida, a utilização dos fios mais débeis fabricados pelas técnicas de cabo aberto, primeiro na trama e depois no urdume, motivou que a quantidade de calças com furos não intencionais ocasionados pela fricção com a pedra aumentasse escandalosamente.
A solução desta cara deficiência despertou a criati-vidade dos biólogos que encontraram uma saída com
EFEITOS SUPERFICIAIS SOBRE O ÍNDIGO
PARTE III - PROCEDIMENTOS BIOQUÍMICOS
Tradução: Agostinho S. Pacheco – ABQCT Revisão: Reinaldo Ferreira
MIRKo R. CoSTAInstituto Químico de Lima, Peru
o uso das enzimas de “celulasas”, cujo comportamento, reações e modo de operação trataremos de explicar a seguir com a finalidade de entender melhor seu proce-dimento de aplicação.
AS ENzIMASAs enzimas são compostos orgânicos agregados a
organismos vivos e capazes de modificar a velocidade de reação; em mais detalhes, as enzimas são proteínas constituídas por aminoácidos ligados em uma certa sequencia, que atuam como catalizadores. Cada enzi-ma é capaz de tomar parte em uma reação específica e somente sobre orgânicos; não se conhece nenhuma capaz de atuar sobre compostos inorgânicos, como

www.abqct.com.br 7QUÍMICA TÊXTIL
acabamento
metais ou vidros. Por esta razão, elas também são co-nhecidas com o nome de catalizadores bioquímicos, catalizadores biológicos ou biocatalizadores porque controlam os processos orgânicos, principalmente os de nosso organismo (digestão).
A estrutura básica das proteínas foi determinada pelo químico alemão Emil Fischer em 1910; ele deter-minou que a molécula de proteína consistia de longas cadeias de a-amino ácidos unidos por enlaces amídi-cos conhecidos como péptidos. Foi demonstrado que algumas proteínas adotam a forma de uma lamina dobrada, enquanto outras (a maioria), de uma elipse enroscada para orientar a parte hidrofóbica em direção ao seu interior, longe da água a fim de que lhe permita um máximo enlace intramolecular.
A velocidade catalítica da enzima, isto é a veloci-dade na qual a reação demandada toma lugar, muda na medida em que a acidez do meio de reação tam-bém o faz. Ao graficar a velocidade de hidrólise do produto que se deseja solubilizar versus o pH da so-lução, se obtém uma curva em forma de sino. Confor-me o pH do meio aumenta, a velocidade de hidrolise também aumenta até alcançar o máximo e depois diminui novamente.
A análise dos dados obtidos nos experimentos fei-tos com enzimas mostra, frequentemente, o seguinte: a hidrólise requer a presença de uma base livre de um Kb de aproximadamente 10-7 e uma base protonada (prótons) de um Kb de aproximadamente 3x10-5. Em pH muito baixo (soluções ácidas) ambas as bases se protonam; em pH alto (soluções alcalinas) ambas as bases estão livres. A hidrólise é mais rápida quando o produto intermediário tem um pH entre a base mais débil, usualmente livre, e a base mais forte, normal-mente protonada. Isto é o pH das reações fisiológicas, a
velocidade é maior em pH ao redor de 7.4 e é mais len-ta quando o meio se torna mais ácido ou mais básico.
A destruição de qualquer proteína, e consequen-temente das enzimas, acontece por aquecimento, ou por interação com um ácido ou com uma base (mo-dificação do pH), para hidrolisar os enlaces péptidos e converte-la nos mais simples compostos aminoácidos que lhe deram origem.
A aplicação da enzimaExistem três etapas básicas na aplicação prática
das enzimas, ou seja, no processo enzimático:
1.- A aplicação da enzima.2.- A digestão do substrato.3.- A eliminação dos produtos hidrolisados no pro-
cesso.
Como foi descrito, existe uma enzima para cada reação, Emil Fischer, em 1894, comparou a ação espe-cífica das enzimas com a chave usada para abrir um cadeado. Assim como existe somente uma chave para abrir um cadeado, também existe somente uma enzi-ma para catalisar uma reação.
A primeira etapa é a seleção da enzima apropriada para o processo. No caso dos tecidos de algodão temos a oportunidade de demonstrar o grau específico de ação com o emprego de duas enzimas para a hidrólise de dois materiais de constituição química muito similar sem afetar ao outro substrato e, por conseguinte, com o devido controle do processo. Assim, nós fazemos uso de duas enzimas, uma para a hidrólise de a-glucosa, amido, e outra para a hidrólise de b-glucosa, algodão. A similaridade dos dois compostos pode ser apreciada nas duas fórmulas abaixo:
H O
O
.
OH
O
O O
OO O
O
H H
H
.
OH
OH
OH
OH
OH
O.
α glucosa (almidón) β glucosa (algodón)
OHOH
HH
HH
CH2OH CH2OH CH2OH
CH2OH

QUÍMICA TÊXTIL
8 www.abqct.com.brQUÍMICA TÊXTIL
Em ambos os casos, os passos genéricos pelos quais ambas as enzimas têm que passar durante o pro-cedimento são os mesmos e, por isso, os trataremos de forma conjunta. A terminologia usada internacional-mente é retirada da biologia.
Enzimas para a a-glucosa (amido)Os fios de algodão do urdume são recobertos por
uma capa de amido para protegê-los da abrasão me-cânica que sofrem durante a tecelagem. Esta capa im-pede a absorção posterior de água, pelo que deve ser removida por uma enzima.
De maneira genérica, as enzimas usadas para a remoção do amido na desengomagem possuem dois tipos gerais em sua constituição:
1.- Dextrina gênica ou alfa amilasas e2.- Sacarina gênica ou beta amilasas.
Ambas as enzimas, a e b amilasas, estão presentes em todas as enzimas de desengomagens comerciais e são similares em sua ação: a hidrólise dos enlaces gluco-sódicos presentes no amido, mas os pontos nos quais a reação toma lugar são diferentes. As a-amilasas são de ataque desordenado pelo que o peso molecular (am-bos, o peso médio e o número médio) é rapidamente reduzido e o peso dos produtos resultantes da desengo-magem é variado, motivo pelo qual a prova de iodo para avalia-lo não é significativa. As a-amilasas são dextrinas gênicas e liquofílicas; isto é, a formação das dextrinas é acompanhada por uma rápida caída na viscosidade. As dextrinas formadas são solúveis em água e, portanto, são fáceis de eliminar do tecido. As b-amilasas hidroli-sam sucessivamente as unidades de glucose deixando como resultado um terminal redutor; a cadeia do polí-mero de amido se encolhe gradualmente. A presença de unidades de maltose (duas unidades de glucose) di-minui significativamente o número médio do grau de polimerização. O peso médio do polímero de amido sofre muito pouca alteração, dado que as moléculas do polímero remanescente são, ainda, de tamanho gran-de. A fração ramificada da pectina no algodão diminui a ação da b-amilasa nos pontos de ramificação pelo que uma considerável quantidade do polímero origi-nal permanece. A dextrina remanescente, logo após a adição da b-amilasa, possui um peso molecular relati-vamente alto e é, praticamente, não redutora.
acabamento
www.abqct.com.br 9QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
10 www.abqct.com.brQUÍMICA TÊXTIL
A única ação da amilasa é romper o enlace a-1,4 glucosódico no amido; para conseguir, necessita de uma molécula de água e por isso o amido deve estar suficientemente hidratado. Deve haver suficiente quan-tidade de água no processo. O pH ótimo para este tipo de enzima se encontra entre 6.5 e 7.5 e a temperatura do tratamento dever ser controlada ao redor de 75ºC.
Enzimas para a b-glucosa (algodão)A investigação com enzimas hidrolíticas conhe-
cidas como celulasas data de 1940 quando o exérci-to norte-americano buscava proteger seus uniformes e equipamentos confeccionados com algodão em climas tropicais; mas o conhecimento do assunto so-mente se tornou acessível ao uso civil no final dos anos 1960. As preparações de celulasas eram constituídas por vários micro-organismos, especialmente Tricoder-mia, Aspergillus e Fusarium; estas enzimas desperta-ram um enorme interesse, não só devido à sua com-plexa e específica ação sobre a celulose, mas, também, graças a sua capacidade de degradar a lignocelulose a glucose, um dos compostos de desejo mais abundan-te no mundo.
Atualmente são conhecidas três classes princi-pais de celulasas: as endogluconasas (EC. 3.2.1.4.), as celobiosahidroplasas (EC .3.2.1.910) 3 as celobiasas ou b-glucosidasas (EC. 3.2.1.21); todas elas atuam sinergé-ticamente na eficiente descristalização e hidrólise da celulose nativa. As celulasas são produzidas por uma série de fungos e bactérias como, por exemplo, T re-esei, Homicola insolens, Chrysosporium lucknowense, Aspergillius niger, Cellumonas fimi e Bacillus Subtilus e por isso, as enzimas resultantes são estáveis em meios ligeiramente alcalinos, ácidos e neutros.
Esta ação específica das celulasas ofereceu várias
aplicações na indústria têxtil:• A eliminação das casquinhas e das bolinhas for-
madas pelo embaraçamento de algodão imaturo nos algodões de qualidade inferior.
• A eliminação do “velo” superficial da fibra de algo-dão, ação denominada bio polimento ou bio cha-muscagem.
• O envelhecimento prematuro de alguns tingi-mentos, também chamado de bio desgastado ou bio pedra pomes.
Aproximadamente 95% da fibra de algodão é constituída de celulose; uma fibra madura, como sa-bido, se compõe de uma cutícula e duas paredes ou capas. A cutícula é constituída de pectinas, graxas e ce-ras; a delgada parede primária exterior é formada por celulose e vestígios de pectinas; e a parede secundária, mais grossa, é composta unicamente de celulose em dois estados de ordenamento: um cristalino e o outro amorfo.
As fibras de algodão imaturas e as mortas pos-suem uma parede secundária interior mais delgada e com tendência a enrolar-se sobre si mesma para for-mar bolinhas que são conhecidas com o anglicismo de “neps”. Estas bolinhas não são mais do que um emara-nhado das fibras das paredes mais delgadas, fáceis de romperem, que possuem outra estrutura morfológica e, consequentemente, um comportamento tintorial diferente, mais fraco.
Além disso, o velo superficial de um fio confec-cionado com algodão maduro, devido aos terminais soltos de fibras que não foram incorporadas dentro da massa integral do mesmo durante sua fabricação ou liberado pela ação mecânica durante seu uso, origina bolinhas maiores que envelhecem prematuramente a prenda. Estas bolinhas, conhecidas com o anglicismo de “pilling” por terem sido características na lã e no po-liéster, podem também, se originar durante o proces-samento do tecido por abrasão contra uma superfície metálica (paredes das máquinas) e até mesmo durante o uso e lavagem da prenda.
A formação das bolinhas foi estudada por Cooke, que entendeu que elas são originadas seguindo os se-guintes passos:
• Liberação setorial das fibras formando um setor de alta densidade de fibras superficiais soltas.
• Entrelaçamento das fibras soltas nesse setor.• Conversão das fibras entrelaçadas em um aglome-
rado esférico.• Desgarramento progressivo de algumas fibras da
sua ancoragem ao fio e que acabam formando as bolinhas.
• Desgarramento contínuo das fibras adjacentes para dar mobilidade à bolinha.
• Movimento a bolinha que ajuda a assumir sua si-lhueta redonda.

www.abqct.com.br 11QUÍMICA TÊXTIL
acabamento
Os fatores que afetam a formação de bolinhas por parte da fibra são: sua resistência à tração, seu alonga-mento, sua flexibilidade, sua grossura, o seu compri-mento e a silhueta do seu corte transversal.
A presença de fibras sintéticas na mistura do fio aumenta a permanência das bolinhas devido à alta re-sistência à tração e flexibilidade da fibra sintética que impede seu desprendimento. O comprimento da fibra de algodão exerce influência significativa na quantida-de de velo no fio; fios confeccionados com algodão de fibra curta possuem maior densidade de terminais de fibras emergindo na sua superfície.
A técnica empregada na fiação também influi; fios de anéis possuem menor tendência à formação de bolinhas do que os de cabo aberto. A maior tendên-cia a formar bolinhas nos fios de cabo aberto parece ser devida à maior torção necessária para alcançar os níveis de tenacidade adequados. Isto, somado a que a superfície destes fios não é tão regular como a do fio de anéis, o torna mais áspero e pronto a produzir bolinhas. A estrutura do ligamento do tecido possui, também, influência na formação de bolinhas; uma es-trutura solta tende a formação de velo superficial que, eventualmente, se embaraça enquanto que uma es-trutura firme não libera tanto velo superficial.
A digestão do substratoPara que a digestão, o segundo passo na ação da
enzima, prossiga sem ser afetado, deve ser mantido um controle cuidadoso dos parâmetros que afetam o desempenho das enzimas, assim:
• Efeito dos sais: alguns deles são capazes de ativa--las e conferir estabilidade térmica, ao ponto que muitos fabricantes os incorporam ao produto co-mercial. Com as versões concentradas é aconse-lhável a incorporação de sal comum aos banhos de impregnação.
• Efeito da temperatura: como é o caso da maio-ria das reações químicas, a velocidade de reação
se acelera conforme aumenta a temperatura do meio; todavia, como se trata de uma reação bioló-gica, ao exceder sua temperatura de ação, as enzi-mas são afetadas e destruídas.
• Efeito do pH: a atividade da enzima depende de seu pH ótimo de ação ao afetar o balanço entre a base livre e a protonada; valores de pH meno-res dos recomendados deixa as enzimas comple-tamente inativas, enquanto que maiores valores, desde que não em excesso, somente prolonga o tempo de reação.
• Efeito dos agentes complexantes: de forma ge-nérica qualquer produto que inative o cálcio é pre-judicial para as enzimas. O cálcio é muito importan-te nas estruturas proteínicas, base das enzimas.
• Efeito dos tenso ativos: as enzimas são com-patíveis com todos os tenso ativos não iônicos e também com alguns dos aniônicos, como os do tipo fosfórico. Todavia, alguns não iônicos, usados como umectantes em baixa temperatura, perdem sua solubilidade conforme a temperatura aumen-ta, reduzindo sua atividade até se converter em inoperantes e precipitar, se o seu ponto de turva-ção for alcançado.
• Envenenamento das enzimas: na gigantesca mo-lécula da enzima, existem áreas claramente defini-das que são responsáveis pela sua ação enzimática. Visualizando o modelo da chave ou o do domínio, a silhueta chave equivale à posição que adote a molécula para se aderir ao composto que vai catali-sar. Algumas substâncias alheias à reação desejada podem interagir com ela prevenindo que adote estas posições ou facilitando que assuma algumas diferentes que diminuem sua ação enzimática. Es-tas substâncias que as desativam são chamadas de venenos e são, principalmente, metais pesados como o cádmio, o zinco e o mercúrio. Os fungici-das, usados como preservadores dos pacotes de engomagem e os umectantes sulfônicos, também têm efeitos adversos sobre as enzimas.

QUÍMICA TÊXTIL
12 www.abqct.com.brQUÍMICA TÊXTIL
acabamento
• Ativadores das enzimas: diferentemente dos metais pesados que envenenam as enzimas, ou-tros metais, como o cálcio e o sódio, possuem efei-tos positivos sobre as enzimas; o cálcio as estabili-za e o sódio melhora sua solubilidade em água.
Uma vez que as condições de reação (digestão) foram convenientemente alcançadas e os parâme-tros anteriores observados, a reação por parte da enzima fica em função do tempo e da temperatura. Como regra geral, toda reação duplica sua velocida-de a cada dez graus de aumento da temperatura do meio, sempre e quando, não se exceda a temperatu-ra de ativação.
MODO DE AçãO DAS CELULASASAs celulasas são enzimas proteínicas de ação cata-
lítica específica sobre os enlaces etéricos 1,4 dos anéis glucosódicos do polímero de celulose. Devido a que o algodão é uma das formas de celulose mais cristalina que se conhece na natureza e que o peso molecular das celulasas é consideravelmente maior (várias cen-tenas de milhares de vezes o peso molecular da água), não lhe é permitido penetrar no interior da fibra, o efei-to buscado se limita a somente os enlaces glucosódi-cos superficiais, sem chegar a causar uma degradação à fibra. Além disso, como o processo de degradação enzimática do algodão pelas celulasas é muito lento, seu controle por tempo de reação é possível, sem che-gar a danificar a massa total de celulose no fio.
A eliminação das fibrilas superficiais do algodão oferece vários benefícios à prenda:
• Lisura superficial.• Toque mais suave.• Menor tendência a embaraçar-se (não existe for-
mação de “pilling”.).• Maior nitidez da estrutura do tecido.• Obtenção de efeitos de moda como o aspecto
“stone wash” em artigos de denim.
A ação das celulasas é específica sobre a celulose, motivo pelo qual o mesmo efeito é alcançado sobre todas as fibras desta constituição: o rayon, viscose, li-nho e qualquer outra fibra celulósica.
A reação das enzimas de celulasa deu origem aos seguintes enobrecimentos comerciais:
www.abqct.com.br 13QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
14 www.abqct.com.brQUÍMICA TÊXTIL
• Bio chamuscado ou depilação enzimática: Tam-bém chamado de bio-tato ou bio-polimento, pelo toque que confere aos artigos submetidos a este tratamento. Esta hidrólise seletiva superficial dos fios de algodão, que o glossário comercial batizou pela primeira vez no Japão em 1988 com o termo “Polimento Biológico” (Bio Polishing), foi emprega-da no início para tecidos de lançadeira. Asferg e Videbaek o estenderam aos tecidos de malha cir-cular no inicio dos anos 90, conseguindo um efeito adicional, o desaparecimento dos nós de embara-çamento do velo superficial que se formavam du-rante o uso como resultado da menor torção usada nos fios destinados ao tecido de malha.
• Envelhecimento prematuro dos tingimentos: Em 1990 as enzimas de celulasa foram aplicadas na lavagem de prendas confeccionadas com te-cidos de denim para substituir a tradicional pedra pomes. A remoção desigual do pigmento de ín-digo preso dentro do fio é obtida por uma ação combinada de hidrólise enzimática e abrasão me-cânica durante o tratamento; aquelas zonas das prendas onde o tecido tem seu movimento limita-do por causa das costuras, são afetadas em maior número de fibras superficiais e por isso o aspecto é desigual. Esta ação facilita o desprendimento do corante índigo devido a que a fricção dilacera as fibras superficiais do fio de menor tenacidade que, ao se romperem, possibilitam a saída do pigmen-to preso entre elas. A ação mecânica que provoca a dilaceração é necessária, mas em menor grau graças ao enfraquecimento das fibras; o desgas-te cessa logo após o desprendimento das fibras superficiais atacadas pela celulasa. Durante o pro-cesso, o corante liberado se deposita novamente manchando o tecido diminuindo o desejado efei-
to de contraste entre o urdume colorido e a trama branca. Investigadores do tema propuseram três mecanismos explicando este efeito indesejado; um deles responsabiliza as proteínas da celulasa presentes na enzima as quais possuem afinidade pelo índigo e pela celulose. Outro propõe que a interação entre as proteínas da celulose e o índi-go causa uma redução no tamanho de sua par-tícula; as proteínas de celulasa atuam como um agente dispersante que as transporta sobre todo o tecido e a redução em seu tamanho impede sua remoção. Por outro lado, e contrariamente, outro grupo acredita que as proteínas da celulasa for-mam aglomerados com o índigo cujo tamanho maior favorece a afinidade pela fibra. Esta teoria é avalizada pelas muitas proteínas presentes nas celulasas ácidas convencionais que promovem a redeposição do corante índigo. Ao adicionar pro-toasas com a finalidade de hidrolisar as proteínas, o emprego de dispersantes fosfonados durante a lavagem com celulasas ou nos enxagues poste-riores, reduzem o manchamentos e oferecem um visível contraste ao impedir que as proteínas nas celulasas atuem como ligantes para as partículas coloridas de pigmento.
Outra mistura de enzimas de celulasa estudada, que contém três ingredientes ativos que são exo celula-sa, endo celulasa e b d-glucosideasa, os quais atuam so-bre a celulose da seguinte maneira: as exo celulasas cau-sam uma hidrólise nos grupos redutores da cadeia de celulose, decompondo a celulose a celubiose; as endo celulasas causam uma hidrólise aleatória nas partes não cristalinas decompondo a celulose a glucose, celubiose e celutriose e as b d-glucosideasas de compõe ativa-mente a celubiosa e as celulosacáridas a glucose.
acabamento
CoMPoSIÇÃo DE ENZIMAS DE CELULASACELULASA CoMPoSIÇÃo DESCRIÇÃo ATIVIDADE ECU/gr
A Mono componente Endoglucanasa ácida 171B Multi componente Endo enriquecida celulasa ácida 1,967C Multi componente Celulasa tradicional ácida 5,000
Foram estudadas várias misturas para melhorar o aspecto de manchamentos, entre elas: mono componentes de endoclucanasas (A), multi componentes de celulasa enriquecida com a forma endo (B) e o multi componente tradicional de celulasa ácida (C), mostradas na tabela abaixo.

www.abqct.com.br 15QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
16 www.abqct.com.brQUÍMICA TÊXTIL
A pesar de que as celulasas estáveis ao meio áci-do são as mais usadas por sua economia e eficiência, a aparência final que proporcionam estas enzimas áci-das se caracteriza por uma aparência opaca e muito pouco contraste devido às manchas.
glucosideasas β Glucosa
Enzima C1
Enzima C1
C1 C2Enzima
Região AmorfaRegião Cristalina
Por isso e de maneira geral, as celulasas ou suas misturas foram classificadas tomando em considera-ção o pH no qual sua ação é ótima na prática; assim, as celulasas ácidas atuam em pHs entre 4 e 5, na tempera-tura de 45 a 55ºC e são mais rápidas em sua ação, mas mancham; enquanto que as celulasas neutras atuam em pHs entre 6 e 8, na temperatura de 50 a 60ºC e são mais lentas, mas mancham menos.
A hidrólise da celulose não é instantânea; além do pH e da temperatura correta, requer um tempo de re-ação (digestão) determinado pelo substrato celulósico e pela concentração de enzima; obviamente em maio-res concentrações são necessários menores tempos de digestão. Transcorrido o tempo de digestão, a enzima é desativada mediante o ajuste do pH para a faixa de decomposição dos amino ácidos (superior a 10) ou su-bindo a temperatura para destruir a enzima (70 a 80ºC).
Ao submeter prendas ao processo de bio poli-mento, devemos levar em consideração que a relação
de banho deve ser, por um lado, o suficientemente alta para permitir o livre movimento da prenda e, por outro, o menor possível para gerar a ação mecânica abrasiva necessária. Por esta razão, é recomendado um trata-mento industrial em máquinas onde o efeito mecânico possa ser real. O tratamento pode ser feito em qualquer etapa do enobrecimento úmido, mas é recomendado quando a maioria das fibras já tenha sido liberada.
Como as enzimas são específicas em sua função, o bio polimento pode ser combinado com outros pro-cessos; sempre e quando as condições do outro pro-cesso sejam as apropriadas para ambos. A dosificação da enzima deverá ser efetuada apropriadamente para compensar as condições de não conformidade do ou-tro processo, caso isso ocorra.
Os resultados do tratamento enzimático de bio polimento podem ser avaliados pela perda em peso do material; entre 3 a 5% de perda de peso o resultado é considerado suficiente para um bom efeito e visual-mente apresenta bom resultado após ser tratado no Martindale Pilling Tester, aparelho que usa caixas rota-tivas desenvolvido pela Imperial Chemical Industries para avaliar a formação de nós no poliéster.
A eliminação dos produtos hidrolisados resultantes da reação
É necessário reconhecer a natureza química dos produtos resultantes da digestão para assegurar uma eliminação apropriada. A ação da enzima é, funda-mentalmente, de liquefação; o primeiro ataque é a ruptura do longo polímero do amido ou do algodão em pedaços menores, porém sendo ainda polímeros longos. Na medida em que o ataque continua, o ob-jetivo do ataque se torna os segmentos do polímero de cadeia maior. Estes segmentos oferecem melhores pontos de ancoragem para a enzima. Ao final da rea-ção, os produtos da digestão presentes são dextrinas e sacarídeos de cadeia curta. Estes produtos finais são completamente solúveis em água fria; para eliminar os polímeros de baixo peso molecular ainda presentes, é necessário o uso de água quente e álcali.
O inconveniente mais comum nesta etapa é a pouca solubilidade dos produtos resultantes da transformação e o limitado volume de água durante o enxague.
acabamento

www.abqct.com.br 17QUÍMICA TÊXTIL

18 www.abqct.com.brQUÍMICA TÊXTIL
QUÍMICA TÊXTIL
RESUMOO efeito de variáveis no tingimento com corantes
sintéticos é bem conhecido, porém pouco avaliado nos corantes naturais. A natureza química complexa e difícil de ser determinada completamente dos corantes naturais, faz necessária uma avaliação de variáveis no tingimento têxtil visando conhecer o comportamento do corante natural nesse processo. Para tanto, o corante natural de eucalipto, obtido a partir do resíduo do trata-mento da madeira de eucalipto por vapor, foi avaliado. As variáveis selecionadas para o estudo foram a concen-tração do corante no tecido, a forma de aplicação, em pó e “in natura”, o tempo na temperatura constante, a temperatura máxima de tingimento, o pH do banho de
EFEITO DE vARIávEIS NO TINGIMENTO TêxTIl COM CORANTE NATURAl DE EUCAlIPTO
tingimento, a adição de sais metálicos, sulfato de ferro e sulfato de alumínio e potássio. Os resultados de cor dos tingimentos foram avaliados estatisticamente. Uma vez definida a condição ótima do tingimento com o corante natural em algodão, foram também tingidos os tecidos de lã e malhas depoliamida. Os tecidos tingidos com o corante natural de eucalipto apresentaram boa solidez de cor à lavagem e fricção,enquantoa solidez à luz foi-típica dos corantes naturais. O estudo de variáveis no tingimento permitiu o conhecimento do efeito destas na cor dos tecidos tingidos com o corante natural, bem como da definição de um método sistemático de ava-liação das propriedades dos corantes naturais nos tingi-mentos de têxteis.
1 Escola de Arte, Ciências e Humanidades/Universidade de São Paulo, São Paulo, Brasil
2 Escola Superior de Agricultura “Luiz de Queiroz”/Universidade de São Paulo, Piracicaba, Brasil
3 College of Textiles, North Carolina State University, Raleigh, North Carolina, USA* Autor para correspondência: [email protected]
Revisão: Samuel Araújo
AUToRES: TICIANE RoSSI*¹, MAURíCIo DE CAMPoS ARAúJo¹, JoSé oTáVIo BRITo², LUIZ FERNANDo DE MoURA²,HARoLD FREEMAN³

www.abqct.com.br 19QUÍMICA TÊXTIL
tingimento
INTRODUçãOO efeito de variáveis no tingimento com corantes
sintéticos é bem conhecido, porém pouco avaliado nos tingimentoscom corantes naturais. Isso se deve ao contexto histórico do uso dos corantes naturais e a transmissão da sua tecnologia nos dias de hoje.
Com a descoberta dos corantes sintéticos, os co-rantes naturais foram rapidamente substituídos no início do século XIX. Destacam-se como os principais fatores: o baixo custo decorrente das economias de escala na produção; a flexibilidade de localização pró-ximo aos centros consumidores; a homogeneidade da composição; a garantia da qualidade; a ampla gama de cores com boas propriedades de solidez e a padroniza-ção de técnicas de aplicação (BECHTOLD; MAHAMUD--ALI; MUSSAK, 2007; BECHTOLD et al., 2006; PUNTENER; SCHLESINGER, 2000). Atualmente os corantes naturais no Brasil estão em geral restritos a escala artesanal.
Devido a produção em larga escala e extensiva aplicação, os corantes sintéticos causam considerável-poluição ambiental e sérios fatores de risco para a saú-de humana (FORGACS; CSERHATI; OROS, 2004).
O estudo do uso de corantes naturais voltou a ter importância em meados da década de 90. Esse inte-resse está relacionado ao fato desses corantes serem produtos naturais, ambientalmente corretos, harmoni-zados com as cores da natureza e por serem conside-radosum tipo de inovação nos dias de hoje. Os teci-dos tingidos com corantes naturais parecem ser mais impulsionados pelo valor intrínseco, pelo entusiasmo do desafio de obter corantes e pigmentos de fontes naturais e pela determinação empreendedora de ma-rketing desses corantes (HILL, 1997). Assim, a demanda por produtos sustentáveis e ecologicamente corretos têm apontado novamente para os corantes naturais como uma alternativa aos sintéticos em nichos de mercado consumidor específicos que visam estas ca-racterísticas de produto.
Devido a natureza química complexa e difícil de ser completamentedeterminada dos corantes naturais, é necessário uma avaliação do efeito de variáveis no tingimento têxtil,visando conhecer o comportamento do corante natural nesse processo.
Isso corrobora com a necessidade da indústria têxtil de inovação e novos processos, devido a com-petição com produtos têxteis asiáticos nos mercados mundiais, em especial da China. Segundo Costa e Ro-
cha (2009), a estratégia competitiva das empresas no Brasil é seguir as tendências de moda internacionais, encontrar nichos de mercado e oferecer produtos di-ferenciados, com marca e estilistas reconhecidos que, em especial, buscam fortalecer a marca “Brasil” como característica de estilo próprio, qualidade do produto e respeito socioambiental.
Um conceito promissor para produção de coran-tes naturais com baixo custo específico envolve o uso de diferentes fontes para extração de corantes naturais como o uso de subprodutos baratos, de outras ativida-des agrícolas e silviculturais ou de corantes contidos em resíduos, isto é, liberados da indústria sem custos (BECHTOLD et al., 2006).
Nesse contexto, um corante natural se destaca como fonte potencial para tingimento têxtil por ser pro-veniente de uma fonte renovável, a madeira de euca-lipto e, além disso, é um aproveitamento direto de um resíduo gerado do tratamento da madeira por vapor.
O Brasil é o maior produtor mundial de Eucalyptus, devido ao seu potencial edafo-climático. Os principais produtores brasileiros são os estados de Minas Gerais, São Paulo e Bahia (ALVES, 2005). A área plantada atual-mente é de aproximadamente 5,1 milhões de hectares. Estima-se que existam aproximadamente 600 serrarias destinadas ao desdobro de madeira de plantios flores-tais, que juntas produziram 9,2 milhões de m3 de ma-deira serrada por ano e reflete uma taxa de crescimen-to média anual de 1 % (ABRAF, 2011, 2013).
No processo de tratamento por vapor, a madeira serrada de Eucalyptus grandis Hill ex. Maiden é subme-tida a uma vaporização em câmara fechada, que tem por finalidade fazer que a madeira tenha sua cor uni-formizada. Porém neste processo é gerado um resíduo líquido de coloração enegrecida e um lodo que são descartados no solo depois do tratamento da madeira. Por possuir cor, foi avaliado como corante têxtil no es-tudo de ROSSI (2014) e descobriu-se ser uma fonte po-tencial de corante natural para o tingimento de tecidos de algodão, poliamida e lã, sem o uso de sais metálicos tradicionais.
Ao avaliar o efeito de variáveis no tingimento com corante natural de eucalipto, foram definidas as condi-ções ótimas de tingimento para posterior avaliação da solidez da cor dos tecidos tingidos, uma característica fundamental, que pode limitar ou promover o uso do tingimento com corante natural na indústria têxtil.

QUÍMICA TÊXTIL
20 www.abqct.com.brQUÍMICA TÊXTIL
Este estudo é uma oportunidade para estabelecer um método de referência para estudos sistemáticos de tingimentos com base nos corantes naturais.
MATERIAIS DE MéTODOSO processo de tingimento realizado com o coran-
te natural foi dirigido ao uso mínimo de substancias químicasnecessárias a atribuição da cor aos tecidos e fixação do corante no produto final, de acordo com as demandas atuais da indústriatêxtil que se aplicam no conceito de “Produção mais Limpa” definido por Bas-tian e Rocco (2009) como eliminação da utilização de matérias-primas tóxicas, redução de energia no trata-mento de águas residuais, aumento da eficiência da utilização da água e promoção de tecnologias ambien-talmente amigáveis.
O resíduo utilizado como corante possui as se-guintes características físico-químicas, segundo a ta-bela 1. “In natura” é o estado do resíduo sem nenhum processamento. O resíduo em pó foi seco em estufa a 103ºC ± 2 até a completa evaporação da água.
Nos tingimentos para avaliar o efeito de variáveis no tingimento, o algodão foi o substrato têxtil escolhi-do. Foi usada meia-malha de 98 % de algodão e 2 % de elastano, purgada e alvejada, pronta para tingir. O método de tingimento utilizado foi baseado em Ros-si (2014) na qual pressupõe-se que o resíduo seja um corante direto e não necessita de mordente para sua montagem, com base nos estudos de Rossi (2010) e (2014) e Rossi et al. (2012), pela presença de taninos na composição do corante.
O efeito da concentração do corante na malha de algodão foi avaliada nas seguintes concentrações do co-
rante (cr): 0,1; 0,2; 0,5; 1; 5; 10; 15; 20 e 22 %. As variáveis de tempo e temperatura no patamar foram fixadas em 50 minutos e 98ºC. Para cada tratamento foi realizado dois tingimentos. Avaliou-se o corante em pó e “in natura”.
A massa de corante adicionada para se atingir as concentrações desejadas para realização dos tingimen-tos foi baseada em Rossi et al. (2012), segundo a eq. 1:
mr= cr x mt
TST (1) em que:
mr = massa do resíduo líquido a ser aplicado no tecido (g);cr = concentração do resíduo líquido a ser aplicada no tecido (%);mt = massa do tecido (g);TST = teor de sólidos totais do corante natural (%).
Para aplicação do resíduo na forma de pó, sua massa no banho de tingimento foi determinado pela eq. 2.
mr= cr x mt
100 (2) em que:
mr = massa do resíduo em pó a ser aplicado no tecido (g);cr = concentração do resíduo em pó definida a ser apli-cada no tecido (%);mt = massa do tecido (g);
Para preparar a solução de tingimento, o resíduo na forma de pó foi levado ao aquecimento, na temperatura de ebulição por 10 minutos em manta aquecedora para
Tabela 1. Análise físico-química do resíduo, in natura e em pó,a partir do tratamento por vapor de madeira de eucalipto.
(Fonte: ROSSI, 2014)
AnáliseResíduo in natura
Resíduo em pó*Setembro outubro
pH 5,6 5,9 6,1Teor de sólidos totais (%) 2,2 2,2 0,9Teor de taninos condensados (%) 0,90 0,96 0,34Cor L* 24,3 24,5 24,5 a* 0,4 0,4 0,2 b* 0,2 0,2 0,4

www.abqct.com.br 21QUÍMICA TÊXTIL
tornar-se solúvel. Entretanto, a solubilidade total do resí-duo não foi completa. Conforme ROSSI (2014) 19,8% do resíduo são insolúveis no banho de tingimento.
Em relação a variável do tempode tingimento, fo-ram fixadas as variáveis de temperatura a 98ºC e “cr” de 10%. A forma de aplicação do corante foi “in natura”. Os tempos avaliados no patamar foram 0, 15, 30, 50 e 70 minutos. Para cada variável de tempo, foram realizadas duas repetições.
A variável de tingimento de temperatura máxima de tingimento foi avaliada tingindo-se as malhas de algodão nas temperaturas de 40, 60, 80 e 98ºC, reali-zando-se duas repetições a cada tratamento. Foram fi-xadas as variáveis de tempo, a 50 minutos e “cr” de 10%, com corante aplicado na forma “in natura”.
Para verificar o efeito do pH no banho de tingi-mento, ajustou-se o banho para 3, 5, 7, 8 e 12 usando-se ácidocítrico, para pH ácido, e hidróxido de sódio, para pH básico. Foram realizadas duas repetições para cada variação de pH. As variáveis de tingimento foram fixadas
em temperatura de 98ºC, tempo de 50 minutos e “cr” de 10% com corante aplicado na forma “in natura”.
O efeito da adição de sais metálicos nos tingimen-tos foi realizada adicionando-se sulfato de alumínio e potássio (alúmen) num banho e o sulfato de ferro em outro. A quantidade de 5 g.L-1 de sal metálico no ba-nho foi definida de acordo com Rossi (2014). Foram realizados dois tingimentos para cada sal metálico uti-lizado, além do tingimento sem uso de sal metálico. As variáveis fixadas foram de temperatura de 98ºC, tempo de 50 minutos e “cr” de 10 % com corante aplicado na forma “in natura”.
Depois de secos, as propriedades de cor dos tecidos tingidos L*, a* e b* foram mensuradas em espectrofotô-metro, pelo método CIELAB, varredura de 400 a 700nm, iluminante CIE (D65) e ângulo do observador de 10º.
Visando avaliar o efeito de todos os tratamentos de tingimentos realizados com o resíduo nas variáveis acima descritas, foi realizada estatística. As diferenças entre as médias dos resultados das medições espec-
tingimento

QUÍMICA TÊXTIL
22 www.abqct.com.brQUÍMICA TÊXTIL
trofotométricas dos tecidos tingidos, L*, a* e b*, foram determinadas por Análise de Variância (ANOVA) com intervalo de confiança de 95 %, seguido de compara-ções múltiplas das médias (teste de Tukey).
A condição ótima de tingimento foi definida com base nas correlações entre as variáveis e a cor do co-rante natural obtida após o tingimento.
Para as avaliações subsequentes do corante natu-ral em outros substratos têxteis, foram tingidas malhas de poliamida 6.6 e tecidos 100 % lã com o resíduo “in natura”. O método de tingimento foi idêntico ao usado em algodão. Fixou-se as variáveis de tempo no pata-mar em 50 minutos, temperatura máxima de 98ºC e concentrações do resíduo de 1, 10 e 20%. Os resulta-dos encontrados pela medição das cores em espectro-fotômetroforam analisados estatisticamente e encami-nhados para as avaliações de solidez de cor à lavagem doméstica, à luz de arco xenônio e à fricção.
As análises de solidez de cor à lavagem foi reali-zada pelo método AIS de solidez à lavagem domésti-ca da norma ABNT/NBR ISO 105-C06 (ABNT, 2010) na empresa Golden Tecnologia, em São José dos Cam-pos, São Paulo. As notas de solidez de cor a alteração e manchamento do tecido multifibra foram obtidas nas amostras por meio do software “OnColor” do es-pectrofotômetro localizado no Laboratório Têxtil da Escola de Artes, Ciências e Humanidades da Univer-sidade de São Paulo (EACH/USP) nas condições do espectrofotômetro já descritas.
Figura 1. Tingimentos das amostras de malhas tingidas com corante em póe “in natura” em diferentes concentrações
Forma de AplicaçãoConcentração de resíduo aplicado (%)
0,1 0,2 0,5 1 5 10 15 20 22
In natura
Pó
tingimento
As avaliações de solidez de cor à luz foram reali-zadas pela norma da AATCC Método de Teste 16-2004 (Opção 3) (HOOKER, HINKS, FREEMAN, 2009 apud DING, 2013), usando padrões de condições de Miami, Flórida. no College of Textiles, na North Carolina State University (NCSU), em Raleigh, Carolina do Norte, Estados Unidos. As condições de exposição em “wheaterometer” arco de lâmpada de xenônio e filtro de boro silicato foram: irra-diação de 55 W/m2, umidade relativa de 50 %, tempera-tura do corpo negro de 63ºC e temperatura na câmara de 30 °C. A avaliação da alteração de cor dos corpos de prova foi avaliada em comparação com a escala cinza, por meio de medições do espectrofotômetro X-Rite, pelo espaço CIELAB nas mesmas condições já descritas.
As avaliações de solidez de cor à fricção seguiram a norma da ABNT/NBR 105-X12 (ABNT, 2007) e foram realizadas no College of Textiles, na North Carolina Sta-te University (NCSU), em Raleigh, Carolina do Norte, Estados Unidos. Foi usado “crockmeter” e as avaliações dos resultados foram realizadas seguindo a norma ABNT 2006, da escala cinza de manchamento.
RESULTADOS E DISCUSSãOAs figuras 1 a 4 correlacionam as variáveis de tingi-
mento, concentração do resíduo (cr) e forma de aplica-ção, em pó e “in natura”, com a cor das malhas tingidas de algodão.
Tanto as figuras 1 como 2 indicam que quanto maior a concentração do resíduo aplicado, maior é

www.abqct.com.br 23QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
24 www.abqct.com.brQUÍMICA TÊXTIL
Figura 3. Correlação entre concentração do resíduo aplicado nas malhas de algodão, na forma de pó e “in natura”, sobre a propriedade de cor a*
Pó
9
8
7
6
4
20 5 10 20
A aA a
A bA b
y = 1,0901In(x) + 5,3881R² = 0,9853
y = 1,0332In(x) + 4,5425R² = 0,96922
B a
15
5
3In natura
Concentração do corante (%)
a*
A c
A d
A fA f
A e
B a
B b
B c
B d
B e
B f
B f
B ab
tingimento
Figura 2. Correlação entre concentração do resíduo aplicado nas malhas de algodão, na forma de pó e “in natura”, sobre a propriedade de cor L*
Pó
90
85
80
75
65
550 5 10 20
A fA f
A eA e
A d
A c
A b
A a
B a
B a
B b
B c
B d
B e
y = -4,745In(x) + 77,231R² = 0,98368
y = -4,942In(x) + 73,527R² = 0,9894
B fe
B fg B g
15
70
60
In natura
Concentração do corante (%)
L*
A a

www.abqct.com.br 25QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
26 www.abqct.com.brQUÍMICA TÊXTIL
a intensidade de cor. As propriedades da cor a* e b* apresentam valores maiores em concentrações mais elevadas do resíduo. É possível notar que o resíduo “in natura” apresentou melhores respostas nos resultados das propriedades de cor L*, a* e b* em relação ao pó, definido estatisticamente pela letra maiúscula.
Em termos de aplicação prática na indústria têxtil, os resultados das figuras 2 a 4 apontam uma alternativa para economizar o resíduo aplicado nos tingimentos e reduzir o desperdício do banho de tingimento nos efluentes da indústria têxtil. Por exemplo, para os tingimentos que re-sultaram em cores estatisticamente iguais, sugere-se uti-
lizar o tratamento cuja concentração de resíduo (cr) apli-cado foi menor. Os tratamentos que utilizam “cr” de 0,2 % e 22 % podem ser substituídos pelos de “cr” de 0,1 e 20 %, respectivamente, posto que se utiliza menores quantida-des de resíduo para obter a mesma cor.
Quanto a diferença dos tingimentos com o co-rante “in natura” e em pó, o primeiro mostrou-se mais vantajoso. Uma das possíveis explicações é que, como indicado por Rossi (2014), o corante em pó possui 20% da sua composição insolúvel no banho de tingimento. Isso implica em desperdício e além disso, em possível interferência no movimento das partículas dos coran-
Figura 4. Correlação entre concentração do resíduo aplicado nas malhas de algodão, na forma de pó e “in natura”, sobre a propriedade de cor b*
Pó
16
14
12
10
6
40 5 10 20 25
A ay = 1,6558In(x) + 9,8253R² = 0,96953
y = 1,5056In(x) + 9,151R² = 0,96323
B aB a
15
8
In natura
Concentração do corante (%)
b*
A a
A bA bA c
A d
A e
A fA f
B b
B c
B d
B e
B f
B g
B h

www.abqct.com.br 27QUÍMICA TÊXTIL
tes até a fibra. Além disso, o processo de secagem do corante, segundo a autora, poderia ter causado alte-rações na sua composição química em relação ao re-síduo “in natura”. “Hemiceluloses e saponinas são facil-mente extraíveis em água e, uma vez que o extrato foi oxidado com o aquecimento, perdem-se as ligações com os grupos hidroxílicos (-OH) e, mesmo com a re--condensação, estas substâncias deixam de ser hidroli-sáveis. A soma destas alterações pode ser um fator que contribuiu para a diferença entre a cor das malhas de algodão tingidas com o resíduo “in natura” e o pó.”
Dando continuidade ao estudo do efeito das va-riáveis de tingimento no tingimento de malhas de al-godão com o corante natural, selecionou-se o resíduo na forma “in natura” para as avaliações seguintes, por
tingimento
Figura 5. Amostras de malhas de algodão tingidas com o resíduo “in natura” na concentração de 10% e temperatura máxima de 98oC, sem alteração do pH nem adições de sal metálico
Tempo (min)0 15 30 50 75
Figura 6. Correlação entre o tempo na fase termodinâmica e a propriedade de cor L* das malhas tingidas
71
69
59
67
65
63
61
0 10 20 30 40 50 60 70 80
y = 0,0011x² - 0,1962x + 69,53R² = 0,97254
a
bc
d
e
Tempo (min)
L*
possuir maior intensidade de cor, bem como valores superiores de a* e b*, em relação à cor das malhas tin-gidas com o resíduo na forma de pó. Selecionou-se a concentração do corante “cr” de 10 %.
As figuras 5 a 8 apresentam o efeito do tempo nos tingimentos. O aumento do tempo de tingimento na fase termodinâmica apresentou crescente intensida-de de cor (L*) dos tecidos tingidos (Figura 6). O tempo mostrou-se uma variável que permite alterações signi-ficativas nos componentes da cor dos tecidos tingidos. O tempo de 50 minutos foi o limite para incremento dos valores das propriedades de cor a* e b* das malhas de algodão tingidas com o resíduo.
Em termos gerais as figuras 6 a 8 possuem resul-tados que são úteis para ajustar a cor do tingimento

QUÍMICA TÊXTIL
28 www.abqct.com.brQUÍMICA TÊXTIL
na indústria têxtil. Conforme a intensidade da cor desejada, pode-se ajustar o tempo de tingimento, com base na possibilidade de controle da matiz da cor observada.
Nas figuras 9 a 12 estão apresentadas as correlações da variável temperatura na cor das malhas de algodão tingidas com o resíduo “in natura” usando “cr” de 10 %.
O efeito da temperatura no tingimento com o resíduO efeito da temperatura no tingimento com o resíduo mostrou evidente a eficiência da montagem do corante na malha de algodão somente a temperatura de 98ºC (Figura 9). Bechtold et al. (2003 e 2006) e Bechtold, Mahamud-Ali e Mussak (2007) utilizaram temperaturas de
tingimento
Figura 7. Correlação entre o tempo na fase termodinâmica e a propriedade de cor a* das malhas tingidas
8
7
6
5
0 10 20 30 40 50 60 70 80
y = 0,0003x² + 0,0518x + 5,749R² = 0,99042
a
a
bb
c
Tempo (min)
a*
Figura 8. Correlação entre o tempo na fase termodinâmica e a propriedade de cor b* das malhas tingidas
14
11
13
12
0 10 20 30 40 50 60 70 80
y = -0,0006x² + 0,07x + 11,439R² = 0,97868
aab
bc
c
d
Tempo (min)
b*

www.abqct.com.br 29QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
30 www.abqct.com.brQUÍMICA TÊXTIL
Figura 11. Correlação entre a temperatura de tingimento e a propriedade de cor a* das malhas tingidas
9
8
7
6
5
4
30 40 50 60 70 80 90 100
y = -0,0017x² - 0,1914x + 9,9023R² = 0,77187 a
b
c c
Temperatura (ºC)
a*
Figura 9. Amostras de malhas de algodão tingidas com o resíduo “in natura” na concentração de 10% e tempo de 50 minutos, sem alteração do pH nem adições de sal metálico
Temperatura (ºC)40 60 80 98
Figura 10. Correlação entre a temperatura de tingimento e a propriedade de cor L* das malhas tingidas
80
75
70
65
60
55
30 40 50 60 70 80 90 100
y = -0,0065x² + 0,6605x + 59,394R² = 0,94088
a
bc
d
Temperatura (ºC)
L*

www.abqct.com.br 31QUÍMICA TÊXTIL
ebulição, 95ºC, para tingir tecidos com corantes natu-rais em tingimento por esgotamento. As propriedades de cor L* e b* apresentam uma clara correlação entre a temperatura e a cor das malhas tingidas, o que não ocorre com a* (Figuras 10-12). Entretanto podemos en-tender que, conforme a intensidade da cor que deseja--se, pode-se ajustar esse parâmetro para obter o efeito almejado no produto final. Com isso é possível gastar menor energia térmica no processo, o que reforça o caráter sustentável da proposta do processo de tingi-mento com corantes naturais.
tingimento
Figura 12. Correlação entre a temperatura de tingimento e a propriedade de cor b* das malhas tingidas
9
8
7
6
5
4
30 40 50 60 70 80 90 100
y = 0,0007x² - 0,0499x + 11,722R² = 0,93797
a
b
c
Temperatura (ºC)
b*
b
As figuras 13 a 16 apresentam os resultados do efeito do pH no banho de tingimento nas malhas de algodão tingidas com o resíduo in natura usando “cr” de 10 %. De acordo com os resultados, o pH no banho do tingimento tende a reduzir a intensidade de cor nas malhas de algodão tingidas do pH neutro ao básico. Confirmando que podemos fazer o controle da cor por meio do ajuste do pH do banho de tingimento.
A propriedade de cor a* (Figura 15) apresentou aumento significativo do componente vermelho até pH 8, com queda no pH 12, o que pode indicar uma
Figura 13. Amostras de malhas de algodão tingidas com o resíduo “in natura” na concentração de 10% e tempo de 50 minutos, sem alteração do pH nem adições de sal metálico
pH 3 5 7 8 12

QUÍMICA TÊXTIL
32 www.abqct.com.brQUÍMICA TÊXTIL
tingimento
Figura 14. Correlação entre o pH do banho de tingimento e a propriedade de cor L* das malhas tingidas
85
75
65
55
2 4 6 8 10 12
y = 0,2352x² - 1,6644x + 65,623R² = 0,99109 a
cd
e
pH
L* b
Figura 15. Correlação entre o pH do banho de tingimento e a propriedade de cor a* das malhas tingidas
9
8
7
6
5
4
2 4 6 8 10 12
y = 0,0921x² + 1,1485x + 4,7616R² = 0,93827
a
b
c
pH
a*
b
d

www.abqct.com.br 33QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
34 www.abqct.com.brQUÍMICA TÊXTIL
possível reação do hidróxido de sódio com a molécula responsável pela cor. Esta reação refletiu na luz visível, com a consequente redução do componente a* da cor. Num estudo que vise conhecer mais detalhada-mente a composição do resíduo, este poderia ser um indicativo para ajudar a compreendê-la.
Além disso, as figuras 13-16 mostram que o resí-duo comporta-se como um corante ácido, indicado para tingimento de lã e poliamida.
Figura 16. Correlação entre o pH do banho de tingimento e a propriedade de cor b* das malhas tingidas
19
15
11
7
2 4 6 8 10 12
y = 0,0213x² - 0,4686x + 17,7402R² = 0,9833
a
bc
pH
b* d
e
Figura 17. Amostras de malhas de algodão tingidas com o resíduo “in natura” na concentração de 10%, tempo de 50 minutos, temperatura de 98oC, sem alteração do pH e adição dos sais metálicos, sulfato de alumínio e potássio (alúmen) e sulfato de ferro
MordenteAusente Alúmen Sulfato de ferro
As figuras 17 e 18 apresentam os resultados das avaliações das malhas tingidas com e sem mordentes, empregando-se sulfato de alumínio e potássio (alú-men) e sulfato de ferro, no banho de tingimento com o resíduo “in natura” usando “cr” de 10 %.
A adição de sal metálico tem um efeito de alterar a nuance dos tecidos tingidos, principalmente o sul-fato de ferro que produz uma cor cinza, a qual difere das cores anteriormente obtidas com o resíduo sem
www.abqct.com.br 35QUÍMICA TÊXTIL
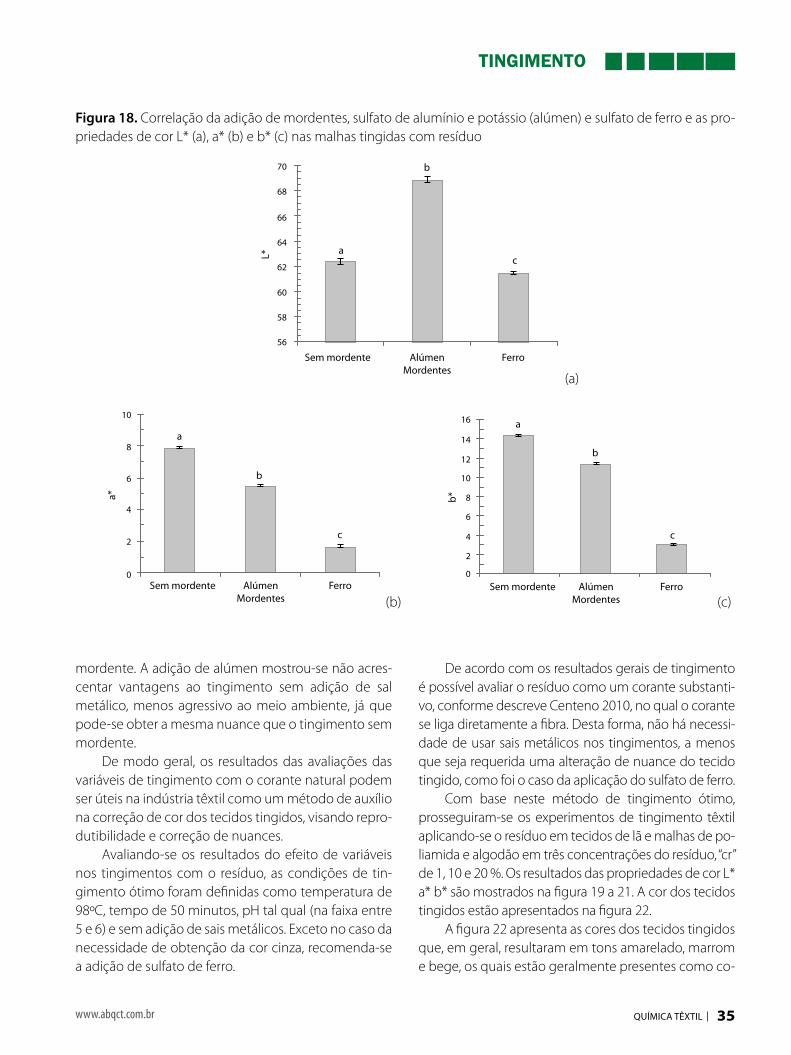
Figura 18. Correlação da adição de mordentes, sulfato de alumínio e potássio (alúmen) e sulfato de ferro e as pro-priedades de cor L* (a), a* (b) e b* (c) nas malhas tingidas com resíduo
Sem mordente
Sem mordente FerroFerro
Ferro
AlúmenMordentes
AlúmenMordentes
AlúmenMordentes
Sem mordente0
2
4
6
8
10
0
2
4
6
8
10
12
14
16
56
58
60
62
64
66
68
70
aa
a
b
b
b
cc
c
b*a*
L*
(a)Sem mordente
Sem mordente FerroFerro
Ferro
AlúmenMordentes
AlúmenMordentes
AlúmenMordentes
Sem mordente0
2
4
6
8
10
0
2
4
6
8
10
12
14
16
56
58
60
62
64
66
68
70
aa
a
b
b
b
cc
c
b*a*
L*
(b)
Sem mordente
Sem mordente FerroFerro
Ferro
AlúmenMordentes
AlúmenMordentes
AlúmenMordentes
Sem mordente0
2
4
6
8
10
0
2
4
6
8
10
12
14
16
56
58
60
62
64
66
68
70
aa
a
b
b
b
cc
c
b*a*
L*
(c)
mordente. A adição de alúmen mostrou-se não acres-centar vantagens ao tingimento sem adição de sal metálico, menos agressivo ao meio ambiente, já que pode-se obter a mesma nuance que o tingimento sem mordente.
De modo geral, os resultados das avaliações das variáveis de tingimento com o corante natural podem ser úteis na indústria têxtil como um método de auxílio na correção de cor dos tecidos tingidos, visando repro-dutibilidade e correção de nuances.
Avaliando-se os resultados do efeito de variáveis nos tingimentos com o resíduo, as condições de tin-gimento ótimo foram definidas como temperatura de 98ºC, tempo de 50 minutos, pH tal qual (na faixa entre 5 e 6) e sem adição de sais metálicos. Exceto no caso da necessidade de obtenção da cor cinza, recomenda-se a adição de sulfato de ferro.
De acordo com os resultados gerais de tingimento é possível avaliar o resíduo como um corante substanti-vo, conforme descreve Centeno 2010, no qual o corante se liga diretamente a fibra. Desta forma, não há necessi-dade de usar sais metálicos nos tingimentos, a menos que seja requerida uma alteração de nuance do tecido tingido, como foi o caso da aplicação do sulfato de ferro.
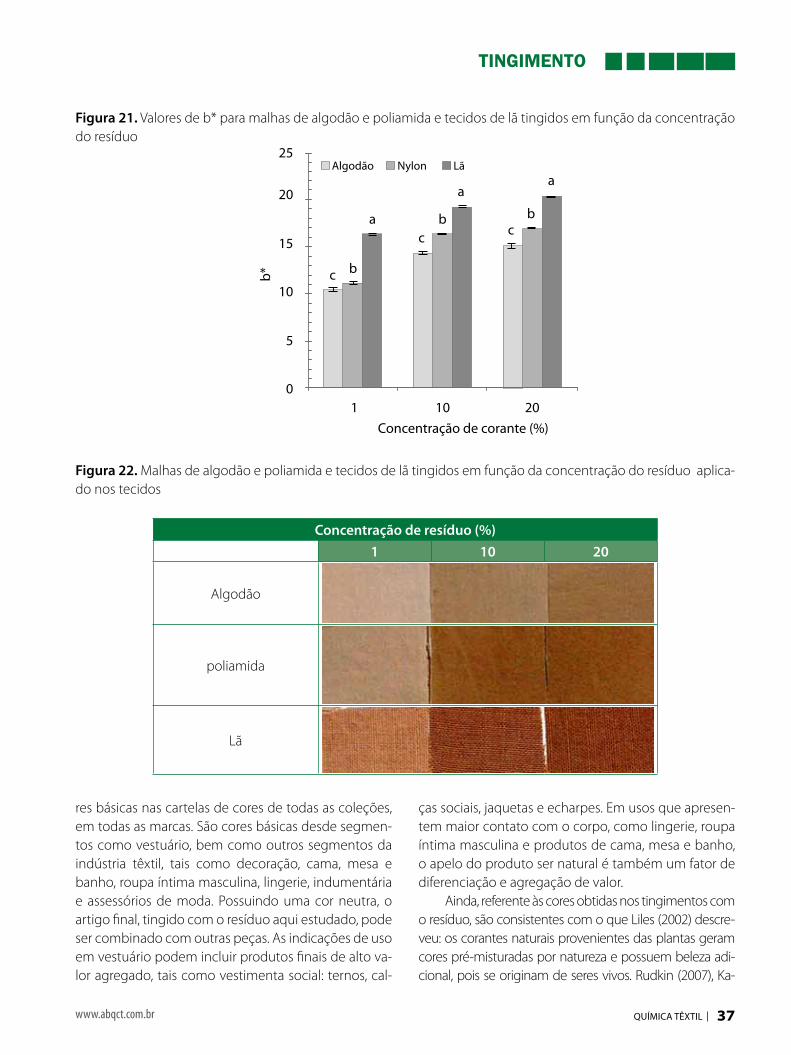
Com base neste método de tingimento ótimo, prosseguiram-se os experimentos de tingimento têxtil aplicando-se o resíduo em tecidos de lã e malhas de po-liamida e algodão em três concentrações do resíduo, “cr” de 1, 10 e 20 %. Os resultados das propriedades de cor L* a* b* são mostrados na figura 19 a 21. A cor dos tecidos tingidos estão apresentados na figura 22.
A figura 22 apresenta as cores dos tecidos tingidos que, em geral, resultaram em tons amarelado, marrom e bege, os quais estão geralmente presentes como co-
tingimento
QUÍMICA TÊXTIL
36 www.abqct.com.brQUÍMICA TÊXTIL
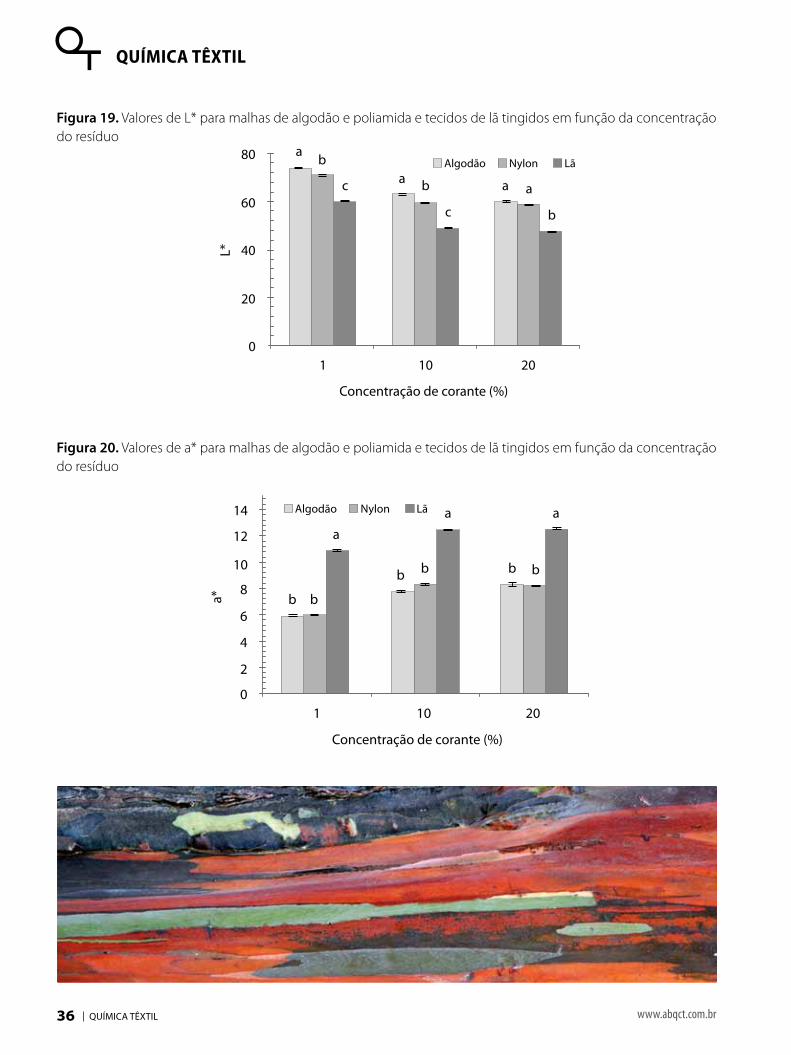
Figura 19. Valores de L* para malhas de algodão e poliamida e tecidos de lã tingidos em função da concentração do resíduo
1 10 200
20
40
60
80 a
a a a
b
b
b
c
c
Concentração de corante (%)
L*
Algodão Nylon Lã
Figura 20. Valores de a* para malhas de algodão e poliamida e tecidos de lã tingidos em função da concentração do resíduo
1 10 200
2
4
6
8
10
12
14 aaa
bbbb
bb
Concentração de corante (%)
a*
Algodão Nylon Lã
www.abqct.com.br 37QUÍMICA TÊXTIL
res básicas nas cartelas de cores de todas as coleções, em todas as marcas. São cores básicas desde segmen-tos como vestuário, bem como outros segmentos da indústria têxtil, tais como decoração, cama, mesa e banho, roupa íntima masculina, lingerie, indumentária e assessórios de moda. Possuindo uma cor neutra, o artigo final, tingido com o resíduo aqui estudado, pode ser combinado com outras peças. As indicações de uso em vestuário podem incluir produtos finais de alto va-lor agregado, tais como vestimenta social: ternos, cal-
Figura 21. Valores de b* para malhas de algodão e poliamida e tecidos de lã tingidos em função da concentração do resíduo
1 10 200
5
10
15
20
25
aa
a bb
b
cc
c
Concentração de corante (%)
b*
Algodão Nylon Lã
Figura 22. Malhas de algodão e poliamida e tecidos de lã tingidos em função da concentração do resíduo aplica-do nos tecidos
Concentração de resíduo (%)1 10 20
Algodão
poliamida
Lã
ças sociais, jaquetas e echarpes. Em usos que apresen-tem maior contato com o corpo, como lingerie, roupa íntima masculina e produtos de cama, mesa e banho, o apelo do produto ser natural é também um fator de diferenciação e agregação de valor.
Ainda, referente às cores obtidas nos tingimentos com o resíduo, são consistentes com o que Liles (2002) descre-veu: os corantes naturais provenientes das plantas geram cores pré-misturadas por natureza e possuem beleza adi-cional, pois se originam de seres vivos. Rudkin (2007), Ka-
tingimento

QUÍMICA TÊXTIL
38 www.abqct.com.brQUÍMICA TÊXTIL
tingimento
mel, Abdelghaffar e El-Zawahry (2011) citam que as cores suaves dos corantes naturais são bastante coerentes com a moda de hoje, o que também está em consonância com as cores obtidas nos tingimentos com o resíduo.
Os resultados L*, a* e b* (Figuras 19 - 21) mostra-ram que o resíduo de eucalipto possui mais afinidade à lã do que a poliamida e ao algodão, provavelmente, devido ao caráter iônico inerente da lã. O resíduo de eucalipto apresenta taninos em sua composição. Os autores Monteiro, Albuquerque e Araújo (2005) afir-
Tabela 2. Solidez de cor à lavagem doméstica baseada na ABNT NBR ISO 105-C06 AIS (2007)
TecidoConcentração de
resíduo aplicado (%)Alteração
de cor*Manchamento das fibras adjacentes**
Acetato Algodão Poliamida Poliéster Acrílico Lã
Algodão 1 4 5 5 5 5 5 4-5
10 3 5 4-5 4-5 5 5 520 3 5 4-5 5 5 5 4-5
Lã1 3 5 5 5 5 5 5
10 4-5 5 4-5 5 5 5 520 4-5 5 4-5 5 5 5 5
poliamida1 5 5 5 5 5 5 5
10 4-5 5 4-5 5 5 5 4-520 4-5 5 5 5 5 5 4-5
* Escala cinza de alteração: 1 = grande alteração solidez e 5 = cor inalterada.** Escala cinza de manchamento: 1 = grande transferência e 5 = não houve transferência.
Tabela 3. Solidez de cor à luz com base no método da AATCC 16-2004 (Opção C)
TecidoConcentração de
resíduo aplicado (%)
Alteração de cor*Exposição (horas)
5 10 20ΔE* Nota ΔE* Nota ΔE* Nota
Algodão1 6,8 2-3 9,6 2 4,3 1-2
10 3,8 3 5,6 2 6,5 1-220 3,2 3 3,6 3 9,4 2
Lã1 4,8 3 6,2 2-3 8,9 1-2
10 2,5 4 3,7 3 6,0 220 1,9 4 2,2 3-4 3,2 2-3
poliamida1 5,7 2-3 10,1 2 11,6 1-2
10 2,0 4 4,5 2-3 7,9 1-220 1,0 4-5 1,8 4 5,1 2-3
* Escala cinza de alteração: 1 = grande alteração solidez e 5 = cor inalterada.
mam que um mol de taninos pode-se ligar a 12 mols de proteínas, o que pode indicar a razão de sua afini-dade com a fibra proteica, a lã. Em geral, os tecidos tingidos de lã apresentaram cores mais intensas, com valores de L* menores e valores de a* e b* maiores do que os observados nas malhas de algodão e poliamida, o que pode novamente reforçar a indicação de que o resíduo comporta-se como um corante ácido, normal-mente usados para tingimento de lã e poliamida.
Os resultados da solidez de cor dos tecidos tingi-

www.abqct.com.br 39QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
40 www.abqct.com.brQUÍMICA TÊXTIL
tingimento
dos de lã e as malhas de algodão e poliamida tingidas nas “cr” de 1, 10 e 20 % estão apresentados nas tabelas 2 a 4.
Tabela 5. Solidez de cor à fricção com base na ABNT NBR ISO 105-X12 (2007)
Tecido Concentração de resíduo aplicado (%)Manchamento*
Seco úmido
Algodão 1 5 4-5
10 5 3-420 5 2-3
Lã1 4-5 3
10 4 220 3 1-2
poliamida1 4-5 4-5
10 4 420 3 4
* Escala cinza de manchamento: 1 = grande transferência e 5 = não houve transferência.A alteração de cor dos tecidos tingidos após a lavagem doméstica revelou nota excelente para poliamida,
entre 4,5 e 5. Na lã, os índices ficaram entre 4-5 e 3. No algodão as alterações de cor variaram entre 3 e 4. Para as malhas de algodão, a maior concentração de resíduo resultou em redução da resistência à lavagem. No caso da lã e poliamida, o oposto ocorreu. Isto pode ser explicado pela influência do substrato nas proprie-dades de cor à lavagem. Isso pode ser um indicativode que na lã houve ligação química dos taninos com as proteínas. A poliamida teve a mesma nota de solidez a lavagem que a lã, embora não se conheça a ligação que se ocorre nesse processo.
O manchamento do tecido multifibra resultou em notas superiores a 4,5 para todos os tecidos tingidos, indicando excelente solidez de cor das amostras tingi-dasao manchamento.
Os resultados de solidez de cor à luz foram, em ge-ral, típicas dos corantes naturais para todos os tecidos tingidos na exposição de 20 horas. Cristea e Vilarem (2006) indicam que corantes que desbotam principal-mente por radiação visível são denominados fugitivos. Pode-se considerar que o resíduo avaliado pode ser classificado como tal. Em termos práticos, a caracterís-tica de baixa solidez de cor do tingimento com o resí-duo não impede que o mesmo seja um corante para finalidades em que a solidez à luz não seja fundamen-tal, tal como roupas íntimas, cama, mesa e banho, com
as devidas especificações e instruções de secagem a sombra indicadas nas etiquetas ao consumidor.
No sentido das orientações para os consumidores, recomenda-se também incluir a interdição do uso de alvejantes e cloro. Embora estes resultados não foram avaliados, não é possível garantir a solidez a estes agen-tes.Experiências práticas anteriores demonstram que é muito provável que os tingimentos com o resíduo não possuam tais solidezes, a alvejantes e a cloro, o que im-plicou em manchamento do artigo tingido final.
As avaliações de solidez de cor à fricção revelaram notas de fricção a seco dos tecidos tingidos maiores que os índices de abrasão à úmido para os tecidos de lã e malhas de algodão. Os tingimentos no algodão apresentaram solidez a fricção a seco excelente, com índice 5 em todas as concentrações do resíduo.
A fricção a úmido apresentou índices de man-chamento mais baixos nas maiores concentrações de resíduo em todos os tingimentos. É provável que isso se deva a baixa difusão das moléculas de corante den-tro da fibra, por possuírem grande tamanho, conforme apontam Burkinshaw e Kumar (2008). Assim, o depósi-to do resíduo no substrato têxtil ocorre na periferia da fibra e as moléculas do resíduo se ligam umas às outras ao invés de se ligarem à fibra, resultando em menor so-lidez à fricção em concentrações de corante maiores.

www.abqct.com.br 41QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
42 www.abqct.com.brQUÍMICA TÊXTIL
CONCLUSãO Em geral, o estudo de variáveis no tingimento com
corante natural revelou uma possibilidade de ampla va-riação das nuances dos tecidos tingidos. Isso possibilitou o conhecimento do comportamento dos tingimentos com o resíduo, o que permite correções e ajustes no processo de tingimento industrial. Além disso, a avalia-ção do efeito das variáveis no tingimento nas cores dos tecidos tingidos permitiu definir uma condição ótima para o tingimento com o resíduo de eucalipto.
Destaca-se que a forma de aplicação do resíduo “in natura” apresentou melhores resultados nas avalia-ções colorimétricas do que os tingimentos em que foi aplicado o resíduo na forma de pó. Além disso, o tingi-mento com o resíduo “in natura” mostrou-se mais van-tajoso do que a forma em pó por não ser necessário secar o resíduo para aplicá-lo na indústria têxtil.
Em relação a variável do tempo de tingimento, 50 minutos foi o limite para incremento dos valores das propriedades de cor a* e b* das malhas de algodão tin-gidas com o resíduo.
A temperatura máxima de tingimento de 98ºC foi a mais eficiente no tingimento das malhas de algodão com o corante natural.
O pH do banho de tingimento, de ácido a básico, influenciou na queda de intensidade da cor dos ma-lhas tingidas e das propriedades de cor a* e b* nas ma-lhas de algodão tingidas com o resíduo. O estudo da variação do pH nos banhos de tingimento indicou que o resíduo se comporta como um corante ácido.
A partir da adição de sais metálicos, ou mordentes, pode-se concluir que o sulfato de ferro é um agente que permite a obtenção da nuance cinza, que difere completamente das cores obtidas pelo uso do resíduo em malhas de algodão sem mordentes ou com adição de sulfato de alumínio e potássio (alúmen). O uso de alúmen não apresentou vantagens na variação de nu-ance dos tingimentos com o resíduo, visto que as mes-mas cores podem ser obtidas com o tingimento com o resíduo sem a necessidade da adição de mordentes.
Embora as cores obtidas no tingimento com o re-síduo tenham sido tons de bege, marrom e cinza, elas são básicas em qualquer cartela de cores e podem ser aplicadas em vários segmentos da indústria têxtil, tais como roupas íntimas, decoração indumentária e aces-sórios da moda. Isso a torna uma fonte de corante na-tural viável a aplicação na indústria têxtil.

www.abqct.com.br 43QUÍMICA TÊXTIL
tingimento
O método avaliado pode ser uma referência siste-mática da avaliação do potencial de um corante natu-ral para tingimento têxtil.
Em relação às avaliações de solidez de cor, foi encontrada muito boa solidez de cor à lavagem do-méstica nos tecidos de lã e nas malhas de poliamida e algodão, tingidas com o resíduo. As malhas de po-liamida tingidas na concentração de resíduo a 1 % se destacaram por apresentarem excelente solidez de cor à lavagem, tanto na alteração de cor da malha tingida como no manchamento do tecido multifibra. A solidez de cor à luz encontrada em todos os tingimentos foi típica dos corantes naturais, com as características de recomendações usualmente implicadas em seus usos.
A solidez à fricção dos tecidos tingidos com o resíduo mostrou-se posicionada na escala de muito boa a exce-lente, notadamente para as malhas de algodão, as quais apresentaram os melhores resultados. A fricção a úmido dos tecidos tingidos de lã apresentaram menores índices de solidez de cor que as malhas de poliamida e de algodão.
Portanto o estudo mostra, que conforme a necessi-
dade do produto final, podemos usar esses parâmetros para ajustar o processo de tingimento, com intenção de um uso menos intenso de recursos naturais. Os dados apresentados indicam que podemos tingir com baixas concentrações de resíduos, em temperatura intermediá-ria, em pH do banho tal qual, isto é, de valores próximos a 5 e 6, e sem a adição de sais metálicos. Temos atualmente uma demanda muita diversificada e com isso as necessi-dades do cotidiano das indústrias são muito variadas, pelo dinamismo do setor. Neste artigo demonstramos que po-demos trabalhar com somente um corante natural que supri algumas necessidades das indústrias, principalmen-te esse mercado recente de produtos sustentáveis, tão presente na nossa sociedade contemporânea.
AgRADECIMENTOSOs autores reconhecem a CAPES, pelo apoio por meio
do Programa Ciências sem Fronteiras (projeto nº 2124/13-0), a empresas Rosset por fornecer os tecidos para o estudo, a Dona Cor pela preparação dos tecidos e a Golden Tecno-logia pelos experimentos de solidez a lavagem

44 www.abqct.com.brQUÍMICA TÊXTIL
QUÍMICA TÊXTIL
INvESTIGAÇÃO DA áGUA SATURADA COM AR PRODUZIDA COM ADIÇÃO DE SURFACTANTE PARA O PROCESSO DE FlOTAÇÃO POR AR DISSOlvIDO APlICADO NO TRATAMENTO DE EFlUENTE DE lAvANDERIA TêxTIl
RESUMOO presente trabalho consiste de um modo geral na
investigação complementar da técnica adotada para produção de água saturada, componente do sistema de Flotação por Ar Dissolvido (FAD), empregado no tratamento físico-químico da água residuária gerada em processo de lavanderia industrial-segmento têxtil. Inicialmente foram efetuados ensaios de jar-test para a adequação e padronização do tratamento químico empregado. Neste passo, as dosagens do coagulante a base de tanino catiônico e polieletrólito utilizado, fo-
LAETE – Laboratório de Armazenamento de Energia e Tratamento de EfluentesAv. João Naves de Avila, 2121. Uberlândia-MG, CEP: 38408-100Universidade Federal de Uberlândia- Instituto de Química – Uberlândia - MG*email: [email protected]
Revisão: Bárbara Leonardi
AUToRES: FáBIo AUGUSTo Do AMARAL*, CAMILLE NUNES LEITE,JoSé PEDRo THoMPSoN JúNIoR, MARIA TERESA RIBEIRo,MARIANA ALVES PEREIRA ZóIA E SHEILA CRISTINA CANoBRE
ram ajustados buscando sempre à obtenção da estabi-lidade na formação dos coágulos e flocos, para a ade-quação e posterior etapa de separação (sólido-líquido) via FAD. O efluente então previamente coagulado e floculado foi submetido a FAD com diferentes concen-trações de surfactante aplicados na câmara de satura-ção em uma alternativa a aprimorar a metodologia já desenvolvida acerca do tratamento da mesma classe de efluente, têxtil e de lavanderia. As águas residuá-rias oriundas de processos de Lavanderias Industriais representam uma classe de efluente de elevado grau
Palavras-chave: Efluente de lavanderia têxtil, flotação por ar dissolvido, FAD, coagulante de fonte renovável.
www.abqct.com.br 45QUÍMICA TÊXTIL
tratamento de efluentes
de dificuldade em seu tratamento, pois apresentam acentuada concentração de sólidos suspensos e partí-culas coloidais, sendo necessário o estudo e tratamen-to específico para o descarte de forma adequada nos corpos receptores. Neste contexto, a FAD surge como uma alternativa viável para a substituição do método de separação sólido-líquido comumente empregado, a decantação. Além disso, como proposta sustentável, um tratamento físico químico empregando um coagu-lante vegetal a base de tanino foi utilizado.
Para a avaliação do auxiliar de flotação empregado (agente surfactante) neste processo, os seguintes pa-râmetros foram analisados: remoção de turbidez (%), volume de lodo flotado (mL de lodo flotado/ L de efluente tratado) e tempo de flotação (min). De modo geral, foi verificada uma elevada remoção de turbidez (75-90%), porém a dosagem de surfactante pode ter desfavorecido a aderência bolha-partícula e, conse-quentemente, o carregamento (arraste de agregados), ocasionando o decaimento da eficiência deste parâ-metro. Já os volumes de lodo flotado foram mais com-pactos (50mL/L) que o registrado por Thompson (2013) (140 mL de lodo flotado/L de efluente tratado), ou seja, a FAD com a adição de surfactante na água saturada favoreceu diretamente a compactação e estabilidade do lodo no carregamento do aglomerado para a zona superficial. O tempo de flotação foi inferior ao da sedi-mentação (20 minutos) , indicando redução do tempo de separação sólido-líquido. Neste caso, a formação de microbolhas com surfactante levou a um maior empa-cotamento ou arranjo da massa flotada com as bolhas de ar. Tais resultados enquadram o emprego da FAD como método viável na separação sólido-líquido de efluente têxteis e de Lavanderia Industrial. No entan-to, a estabilidade do lodo flotado ainda necessita de melhorias, para que este seja um método ainda mais eficaz para este tipo de efluente.
INTRODUçãOAs alterações significativas ocorridas ao meio am-
biente, apoiadas no estilo de vida e desenvolvimento econômico atual, têm relação direta nas atividades humanas, influenciando e alterando a disponibilidade de uma série de recursos, principalmente os hídricos. Em países em desenvolvimento como o Brasil, a fal-ta de políticas públicas e fiscalização regular acarreta no comprometimento da qualidade e quantidade de
abastecimento de água em serviço a população, resul-tando em um quadro de barbárie que só poderá ser re-primida com auxílio de novos métodos de tratamento que visem à utilização de componentes que não agri-dam o meio ambiente e que apresentem um custo e espaço físico menor.
Os efluentes gerados por indústrias têxteis e lavan-derias industriais representam uma classe de efluente que não atendem aos padrões de descarte e são de difí-cil tratamento, por apresentarem elevada concentração de sólidos e contaminantes agressivos incorporados à água no decorrer das etapas de lavagem. Por esse mo-tivo, atenção especial tem sido dada para desenvolvi-mento de rotas de tratamento mais eficientes. A vasta quantidade de operações que estão vinculadas ao pro-cesso de lavagem justifica a dificuldade de se tratar tal efluente, pelo fato de uniformes de empresas, cujo te-cido é mais resistente e possuem contaminantes mais agressivos, os reagentes empregados muitas vezes são diversificados, apresentando um efluente final diferente ao encerramento de cada lavagem. Esses efluentes ge-rados por lavanderias industriais apresentam acentuada concentração de sólidos suspensos, o que comumente resulta no emprego da sedimentação como método de separação sólido-líquido. No entanto, o emprego des-sa metodologia exige grandes tanques de decantação e confere um elevado tempo para ocorrência do trata-mento, representando uma desvantagem ao seu em-prego. Tendo essa questão em pauta, a investigação da viabilidade da Flotação por Ar Dissolvido (FAD) em subs-tituição a sedimentação vem sendo estudada.
A flotação por ar dissolvido (FAD) é um processo de separação sólido-líquido (e/ou líquido-líquido) no qual bolhas de ar, produzidas pela pressurização de uma corrente aquosa saturada com ar em uma pressão acima da pressão atmosférica, capturam partículas sóli-das (e/ou líquidas) dispersas em meio aquoso. Diversos trabalhos empregam o uso da FAD para separação de sólidos de origem mineral, incluindo metais pesados, corantes têxteis, alimentos, indústria de papel, efluen-tes oleosos, efluentes de lavanderia, lama, etc. Nestes trabalhos há o emprego da FAD como processo de se-paração, sólido-líquido, no tratamento físico-químico.
O emprego da FAD vem ganhando espaço no tra-tamento de efluentes industriais, primeiramente por oferecer vantagens no quesito “espaço físico” mínimo necessário para um projeto de instalação (dispensa o

QUÍMICA TÊXTIL
46 www.abqct.com.brQUÍMICA TÊXTIL
tratamento de efluentes
uso de volumosos tanques de decantação) e também, pela maneira peculiar de remoção dos sólidos flotados (raspadores mecânicos) e qualidade final do lodo ge-rado (rico em sólidos). A eficiência desse processo esta diretamente relacionada à formação e dispersão das bo-lhas de ar produzidas durante a etapa de saturação da água, por este motivo, estudos focados na obtenção de condições adequadas para a formação dessas microbo-lhas tem sido desenvolvidos. Alguns desses estudos têm apresentado a proposta de adição de auxiliares na água de saturação, como polímeros e tensoativos.
O emprego da FAD em substituição a sedimenta-ção apresenta algumas vantagens, que justificam uma alternativa de ser aplicada ao efluente de lavanderia industrial e têxtil, algumas delas apresentadas a seguir:• Possibilidade de arraste de parcela de substâncias
voláteis presentes no efluente;• Possibilidade de oxidação de íons metálicos dis-
solvidos na água (Ex.: Ferro);• Produção de lodo com elevada concentração de
sólidos na superfície do flotador, atingindo até 6% (m/m), conforme o tipo de dispositivo de coleta utilizado e das características da dispersão;
• Constitui processo de alta taxa, resultando em unidades compactas e versáteis, que facilitam o controle operacional através do monitoramento da quantidade de ar fornecido ao processo;
• Redução nas dosagens de coagulante compara-das às empregadas na sedimentação, com seme-lhantes resultados quanto a remoção de sólidos suspensos.
Vantagens ainda maiores podem ser obtidas quando associado ao tratamento do efluente indus-trial, reagentes que resultem em um lodo adequado (livre de contaminantes agressivos e íons de me-tais como Fe3+ e Al3+). O uso de sais de alumínio, por exemplo, tem sido apontado como potencialmente prejudicial aos organismos vivos, entre eles o ser hu-mano, uma vez que esse elemento apresenta ele-vada toxicidade ao organismo e muitas vezes não é removido prontamente após a passagem por uma estação de tratamento, persistindo na água tratada.
Visando o desenvolvimento desta questão, o estudo de biopolímeros de origem vegetal vem ganhando espaço na área de tratamento de efluentes industriais, entre eles os Taninos.
Os taninos são moléculas com propriedades coa-gulantes, desestabilizando colóides com a eliminação da camada de solvatação, diminuindo o potencial zeta durante o processo de coagulação e assim permitindo a formação de flocos. A capacidade de coagulação, esta diretamente relacionada aos grupos fenólicos em sua estrutura complexa, quanto maior é a disponibilidade desses grupos na estrutura da molécula de tanino, maior será a efetividade e a capacidade de coagulação. Como o efluente industrial geralmente possui partículas dos mais variados tamanhos e, apresentam carga (positiva ou negativa) ou não, a presença de regiões positivas na molécula de tanino interage prontamente com as partí-culas carregadas formando um aglomerado estável.
Embora a flotação seja amplamente emprega-da para efluentes constituídos de dispersões coloi-dais, o estudo da viabilidade do emprego na FAD no tratamento de efluente de lavanderia industrial (que geralmente remetem à utilização do tratamento con-vencional, devido a elevada concentração de sólidos suspensos) poderá incorporar vantagens em torno de custo, espaço físico, vazão e praticidade operacional. Desta forma, este trabalho teve como objetivo prin-cipal o aprimoramento da técnica de Flotação por Ar Dissolvido (FAD) iniciado por Thompson et al. (2013) aplicada ao efluente de Lavanderia Industrial, no qual obteve resultados consideráveis quanto a remoções de turbidez, na ordem de até 99,7%; volume de sólidos separados em torno de 160 mL de lodo formado/ L de efluente tratado, e tempo de separação registrado na ordem de apenas 45 segundos, sendo agora investiga-do, o comportamento da adição de diferentes concen-trações de um surfactante (dodecil sulfato de sódio) à água de injeção da flotação. Além disso, como propos-ta ambiental, o tratamento físico químico empregando um coagulante vegetal a base de tanino, provenien-te de fonte renovável (em substituição ao coagulante inorgânico sulfato de alumínio comumente utilizado nos processos convencionais) foi realizado.

www.abqct.com.br 47QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
48 www.abqct.com.brQUÍMICA TÊXTIL
MATERIAIS E MéTODOSCom base na geração e lançamento de efluentes
e detritos industriais, este trabalho apresenta uma pro-posta de tratamento físico-químico baseado em uma etapa preliminar empregando o coagulante tanino Tanfloc classe SL e a separação sólido-líquido via Flo-tação por Ar Dissolvido (FAD) com emprego de auxiliar (surfactante) para o efluente gerado por uma lavanderia industrial com unidades localizadas na cidade de Aru-já, interior de São Paulo e Belo Horizonte, Minas Gerais. Além da prestação de serviço à empresas, esta lavande-ria também efetua lavagens de EPI’s, roupas de hospitais, hotéis e gestão de uniformes profissionais, o qual há a necessidade do emprego de várias etapas de lavagem, tais como: amaciamentos, desbotamentos, lavagens, es-tonagens e desengomagens. As operações empregadas pelas duas unidades de lavanderia industrial em estu-do baseiam-se nas “águas de lavagem”, nesse processo ocorre à adição de detergentes e outras substâncias dentro do cilindro de lavagem que, após essa etapa em-prega volumes fracionados de água para a remoção dos componentes de limpeza utilizados (enxague).
Amostragem do EfluenteAs coletas do efluente foram efetuadas diretamen-
te do tanque de equalização da estação de tratamento de efluente, a partir de volumes de 0,9 litros a cada 3 horas, totalizando aproximadamente 50 litros de amos-tra composta no intervalo de 7 dias.
Tratamento Físico-químicoOs ensaios foram conduzidos em testes de jarro
(Jar Test) segundo o fluxograma descrito na Figura 1. Inicialmente foi realizado um tratamento químico (pre-liminar): 1ª alcalinização (para adequação do pH para melhor atuação do coagulante), Coagulação (adição do tanino até a obtenção de coágulos estáveis), 2ª al-calinização (para adequação do pH para melhor atua-ção do floculante) e floculação (adição do floculante), de acordo com as dosagens de reagentes previamente estabelecidas e condições de aplicações investigadas anteriormente.
Com o efluente previamente coagulado e flocu-lado foram injetadas águas saturadas com diferentes concentrações de surfactante dodecil sulfato de sódio,
Figura 1. Fluxograma das etapas do tratamento conduzida em Jar Test com água residuária oriunda de uma lavanderia industrial.
Efluente Bruto1a Alcalinização (até pH 9,5)
NaOH 10% (m/V)250 s-1
2a Alcalinização (até pH 7,0)Ca(OH)2 10% (m/V)
47 s-1
1mL 8175-NalclearPoliacrilamida aniônica
18 s-1
Coagulação (até pH 4,0)Tanino SL10% (v/V)
47 s-1
Injeção de 17,5%de água saturada
ao efluentepreviamente
coagulado
Saturação da água à 4,0 Kgf cm-2
0 ppm de surfactante
10 ppm de surfactante
15 ppm de surfactante
20 ppm de surfactante
Figura 2. Etapa de saturação e injeção de água saturada ao efluente.
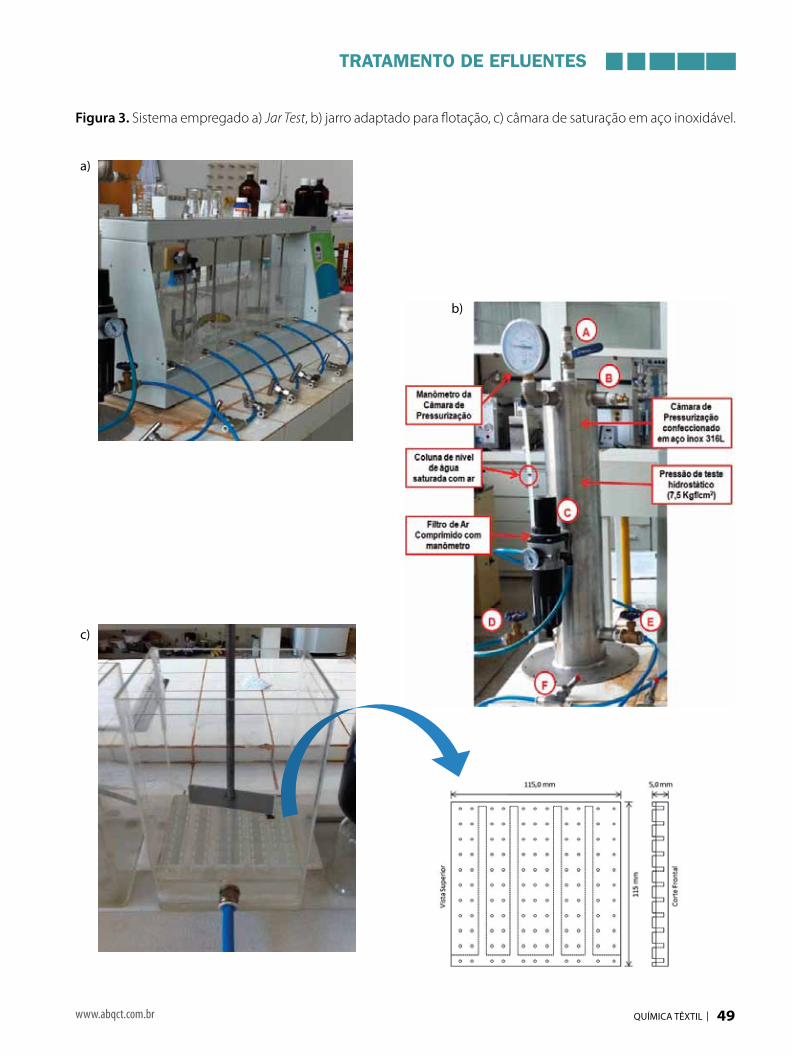
www.abqct.com.br 49QUÍMICA TÊXTIL
tratamento de efluentes
Figura 3. Sistema empregado a) Jar Test, b) jarro adaptado para flotação, c) câmara de saturação em aço inoxidável.
a)
b)
c)

QUÍMICA TÊXTIL
50 www.abqct.com.brQUÍMICA TÊXTIL
sendo 0, 10, 15 ou 20 ppm, previamente saturadas na pressão ajustada em 4,0 Kgf.cm-2 e aplicados ao efluen-te na proporção de 17,5 % (Figura 2). Para a realização da FAD foi empregado o sistema desenvolvidos pelo grupo LAETE, representado na Figura 3, consistindo em um Jar Test (Nova Ética modelo 218), jarros adaptados para flotação construídos em acrílico e câmara de satu-ração em aço inoxidável.
As características físico-químicas gerais desse efluente foram: elevada concentração de sólidos sus-pensos (50-100 mL por litro de efluente), cor: rósea opaca, pH (faixa de 1,75-3,50), turbidez acentuada (828-1001 NTU).
RESULTADOS E DISCUSSãOAs etapas de coagulação e floculação foram res-
ponsáveis por adequar o efluente para a aplicação da flotação por ar dissolvido, gerando flocos expansivos e estáveis para a separação via flotação por ar dissolvido. Remoção de Turbidez (%), Volume de Lodo flotado (mL de lodo flotado/L efluente tratado) e Tempo de Flota-ção (min.) foram parâmetros analíticos adotados para avaliação do tratamento efetuado.
Remoção de TurbidezA fim de conhecer a eficiência da separação sólido-
-líquido via flotação por ar dissolvido (FAD) com uso de auxiliar (surfactante) para remoção das partículas inde-sejadas e que constituem o lodo, tendo conhecimento do valor de turbidez do efluente bruto (828-1001 NTU), foi investigada a adição de diferentes concentrações de surfactante (0, 10, 15 e 20 ppm) saturados juntamente com a água de injeção na pressão de 4,0 Kgf cm-2 e inje-tados ao efluente na proporção de 17,5%. A eficiência da remoção de turbidez foi adotada como parâmetro des-ta etapa investigativa. Na Figura 4 são apresentados os valores de remoção de turbidez do efluente em função da variação da concentração de surfactante aplicado na água saturada com ar, para a flotação, de forma compa-rativa a obtida anteriormente.
De modo geral para todas as concentrações de surfactante analisadas ocorreu remoções significativas de turbidez (acima de 75%), indicando que a forma-ção de microbolhas nas condições testadas foi eficien-te para promover o arraste dos flocos para a camada superior do jarro, diante da característica do efluente com acentuada concentração de sólidos suspensos. No entanto, com o aumento da concentração de sur-factante verificou-se um ligeiro decréscimo da remo-ção de turbidez, sugerindo que a adição de surfactante desfavoreceu a remoção de turbidez.
A dosagem de surfactante pode ter desfavorecido a aderência bolha-partícula e, consequentemente, o carregamento (arraste de agregados), ocasionando o decaimento da eficiência deste parâmetro. Isto sugere um efeito inversamente proporcional entre o aumento da concentração do surfactante na câmara de satura-ção sobre o efeito na captura bolha-partícula, no senti-do de variação da tensão superficial na interface da mi-crobolha. É perceptível também que para concentra-ções menores de surfactante, as remoções foram mais eficientes supondo que em concentrações maiores a adesão bolha partícula não foi favorecida pela adição do surfactante.
Como descrito na literatura, nas pressões de satu-ração de água com ar, quando superiores à atmosféri-ca (na ordem de 3 - 6 atm/ equivalentes às 3,10 - 6,20 Kgf cm-2, respectivamente) e sob condições adequadas de pressurização, ocorre a formação de bolhas com diâmetros variados entre 20-100 μm1. Desta forma, a pressão ajustada em 4,0 Kgf cm-2, proporcionou a for-
Figura 4. Variação da concentração de surfactante na água de injeção em função da variação da remoção de turbidez na FAD aplicada ao efluente na proporção de 17,5 % de água saturada em relação ao efluente, refe-renciado com Thompson (2013), neste caso, a FAD apli-cada sem uso do surfactante na câmara de saturação.
0 5 10 15 200
20
40
60
80
100
Concentração de surfactante na água saturada/ppm
Thompson, 2013
Rem
oção
de
Turb
idez
/%tratamento de efluentes

www.abqct.com.br 51QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
52 www.abqct.com.brQUÍMICA TÊXTIL
mação de bolhas com características adequadas para a captura do floco, resultando no carregamento deste aglomerado para a superfície.
A causa de formação destes agregados (os ae-roflocs) ainda não são completamente conhecidos ou descritos na literatura; embora existam algumas hipóteses de mecanismos envolvidos como, por exemplo, precipitação do polímero na interface lí-quido/ar, efeito salting out das cadeias poliméricas, fenômeno de nucleação, crescimento e coalescên-cia de bolhas de ar (aderidas e/ou aprisionadas) nas estruturas dos flocos e/ou interações entre políme-ros e bolhas de ar. Dentro desse contexto, conside-rou-se que estes mecanismos podem ter ocorrido nas condições de turbulência do tratamento e com a utilização do coagulante tanino e a formação de coágulos de cadeia aberta e menos densos, pro-porcionando a mistura completa das bolhas de ar, polímeros, tensoativo e partículas em suspensão. Neste caso, a injeção de água saturada na etapa de flotação ocasionou uma turbulência suficiente para a formação destes agregados.
A adição de surfactantes a sistemas conten-do bolhas de ar promove a diminuição do efeito de coalescência (união de bolhas já formadas que ocorrem por proximidade ou tendência natural) até atingir uma concentração crítica de coalescência (CCC), no qual a partir desse valor esse fenômeno é completamente evitado. Além disso, o aumento da concentração do surfactante acima da CCC não afe-ta mais o tamanho de bolha3. Logo, o aumento de surfactante pode ter afetado a coalescência, e por-tanto a CCC, necessária para impedir tal fenômeno. Essa não ocorrência de união de bolhas pode ter resultado em um maior acúmulo de tensoativo na interface da bolha, desfavorecendo o acoplamento bolha-partícula, o que remete a dizer que a coales-cência realmente influência na flotação sendo dese-jada em alguns casos.
De um modo geral, apesar dos valores inferiores obtidos quanto o parâmetro eficiência de remoção de turbidez, o emprego da FAD com a adição de surfac-tante na água saturada favoreceu diretamente a com-pactação e estabilidade do lodo no carregamento do aglomerado para a zona superficial, além da observada redução do tempo de separação sólido-líquido, apre-sentados nas Figuras 5 e 6.
- Volume de Iodo FlotadoCom a finalidade de estudar o comportamento
do surfactante no lodo flotado, foi investigada a adição de diferentes concentrações de surfactante (0, 10, 15 e 20 ppm) saturados juntamente com a água de injeção na pressão de 4,0 Kgf cm-2 e injetados ao efluente na proporção de 17,5%. A análise foi realizada em torno do volume de lodo flotado por litro de efluente tratado (mL lodo flotado/ L efluente tratado) comparado com o volume obtido por Thompson (2013).
A Figura 5 apresenta a variação da concentração de surfactante na água de injeção da flotação em fun-ção do volume de lodo formado na superfície do jarro de flotação (volume de lodo flotado).
A adição de surfactante promoveu um decrésci-mo linear do volume de lodo, no qual todos os valores obtidos de lodo foram inferiores ao obtido por Thomp-son (2013) (140 mL.L-1). A adição de surfactante promo-veu portanto uma formação mais compacta de lodo em todas as concentrações de dodecil sulfato de sódio testadas justificando os volumes menores de lodo ob-servados, sugerindo que o processo de formação de microbolhas levou a um maior empacotamento ou arranjo da massa flotada com as bolhas de ar. Essa ca-racterística é extremamente favorável nas estações de
Figura 5. Variação da concentração de surfactante sa-turado na água de injeção em função da variação do volume de lodo flotado / litro de efluente tratado, re-sultante da aplicação da FAD quando injetado 17,5 % de água saturada ao efluente, comparando com o va-lor obtido por Thompson (2013).
0 5 10 15 200
40
80
120
160
Concentração de surfactante na água saturada/ppm
Thompson, 2013
mL
de Io
do �
otad
o/L
de e
�uen
te tr
atad
o
tratamento de efluentes

www.abqct.com.br 53QUÍMICA TÊXTIL
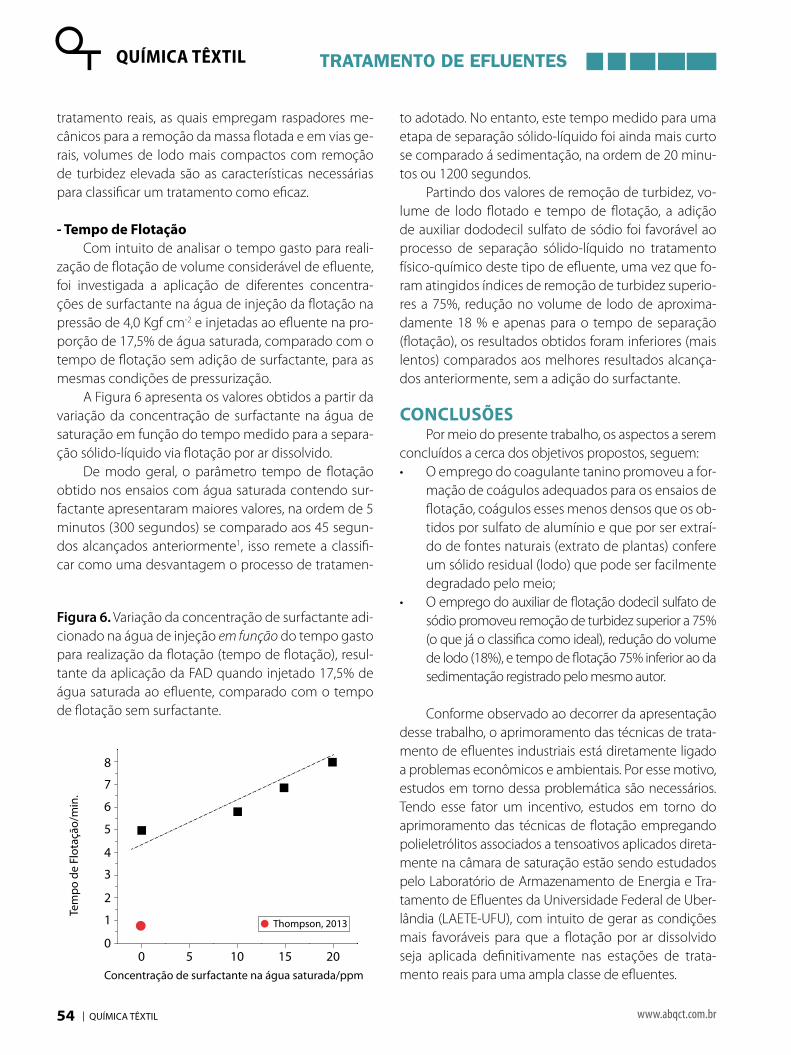
QUÍMICA TÊXTIL
54 www.abqct.com.brQUÍMICA TÊXTIL
to adotado. No entanto, este tempo medido para uma etapa de separação sólido-líquido foi ainda mais curto se comparado á sedimentação, na ordem de 20 minu-tos ou 1200 segundos.
Partindo dos valores de remoção de turbidez, vo-lume de lodo flotado e tempo de flotação, a adição de auxiliar dododecil sulfato de sódio foi favorável ao processo de separação sólido-líquido no tratamento físico-químico deste tipo de efluente, uma vez que fo-ram atingidos índices de remoção de turbidez superio-res a 75%, redução no volume de lodo de aproxima-damente 18 % e apenas para o tempo de separação (flotação), os resultados obtidos foram inferiores (mais lentos) comparados aos melhores resultados alcança-dos anteriormente, sem a adição do surfactante.
COnClusõESPor meio do presente trabalho, os aspectos a serem
concluídos a cerca dos objetivos propostos, seguem:• O emprego do coagulante tanino promoveu a for-
mação de coágulos adequados para os ensaios de flotação, coágulos esses menos densos que os ob-tidos por sulfato de alumínio e que por ser extraí-do de fontes naturais (extrato de plantas) confere um sólido residual (lodo) que pode ser facilmente degradado pelo meio;
• O emprego do auxiliar de flotação dodecil sulfato de sódio promoveu remoção de turbidez superior a 75% (o que já o classifica como ideal), redução do volume de lodo (18%), e tempo de flotação 75% inferior ao da sedimentação registrado pelo mesmo autor.
Conforme observado ao decorrer da apresentação desse trabalho, o aprimoramento das técnicas de trata-mento de efluentes industriais está diretamente ligado a problemas econômicos e ambientais. Por esse motivo, estudos em torno dessa problemática são necessários. Tendo esse fator um incentivo, estudos em torno do aprimoramento das técnicas de flotação empregando polieletrólitos associados a tensoativos aplicados direta-mente na câmara de saturação estão sendo estudados pelo Laboratório de Armazenamento de Energia e Tra-tamento de Efluentes da Universidade Federal de Uber-lândia (LAETE-UFU), com intuito de gerar as condições mais favoráveis para que a flotação por ar dissolvido seja aplicada definitivamente nas estações de trata-mento reais para uma ampla classe de efluentes.
tratamento de efluentes
tratamento reais, as quais empregam raspadores me-cânicos para a remoção da massa flotada e em vias ge-rais, volumes de lodo mais compactos com remoção de turbidez elevada são as características necessárias para classificar um tratamento como eficaz.
- Tempo de FlotaçãoCom intuito de analisar o tempo gasto para reali-
zação de flotação de volume considerável de efluente, foi investigada a aplicação de diferentes concentra-ções de surfactante na água de injeção da flotação na pressão de 4,0 Kgf cm-2 e injetadas ao efluente na pro-porção de 17,5% de água saturada, comparado com o tempo de flotação sem adição de surfactante, para as mesmas condições de pressurização.
A Figura 6 apresenta os valores obtidos a partir da variação da concentração de surfactante na água de saturação em função do tempo medido para a separa-ção sólido-líquido via flotação por ar dissolvido.
De modo geral, o parâmetro tempo de flotação obtido nos ensaios com água saturada contendo sur-factante apresentaram maiores valores, na ordem de 5 minutos (300 segundos) se comparado aos 45 segun-dos alcançados anteriormente1, isso remete a classifi-car como uma desvantagem o processo de tratamen-
0 5 10 15 200
1
2
3
4
5
6
7
8
Concentração de surfactante na água saturada/ppm
Thompson, 2013
Tem
po d
e Fl
otaç
ão/m
in.
Figura 6. Variação da concentração de surfactante adi-cionado na água de injeção em função do tempo gasto para realização da flotação (tempo de flotação), resul-tante da aplicação da FAD quando injetado 17,5% de água saturada ao efluente, comparado com o tempo de flotação sem surfactante.

www.abqct.com.br 55QUÍMICA TÊXTIL

56 www.abqct.com.brQUÍMICA TÊXTIL
RESUMODentre as técnicas de modificação de proprieda-
des das superfícies aplicadas na indústria, o tratamento por plasma é amplamente utilizado. Diversos estudos têm sido realizados, sobretudo na última década, anali-sando artigos têxteis de diferentes fibras quanto a me-lhoria das funcionalidades.
Este trabalho avaliou o efeito do tratamento de plasma (descarga corona), em tecidos de malha de poliamida 6.6 com elastano, estabelecendo um comparativo do ângulo de contato entre amostras tratadas e não tratadas. Observou-se uma redução significativa no valor do ângulo de contato das amostras tratadas, aumentando a capacidade de ab-sorção do tecido de malha.
1. INTRODUçãOEstudar as características das fibras (propriedades
físicas e químicas) é fundamental para se estabele-cer uma relação com as propriedades de conforto do produto acabado. A modificação das propriedades de superfícies cria possibilidades ilimitadas para o desen-volvimento de novos produtos para industria têxtil, melhorando o conforto e a funcionalidade do tecido..
Na física e na química, o plasma é considerado um gás parcialmente ionizado contendo elétrons, íons positivos e negativos, radicais, átomos e moléculas. A ionização dá-se pela introdução de energia em todo o gás através da corrente elétrica direta, rádio frequên-cia ou fontes de energia de microondas (INAGAKI et al., 1997; INAGAKI et al., 1999).
QUÍMICA TÊXTIL
ESTUDO COMPARATIvO DO ÂNGUlO DE CONTATO EM TECIDOS DE MAlHA TRATADOS COM PlASMA
¹ Escola de Artes, Ciências e Humanidades - EACH.² Universidade Federal do ABC³ Universidade Federal do ABC4 Escola de Artes, Ciências e Humanidades - EACH
Revisão: Humberto Sabino
AUToRES: MAURíCIo LoPES GoNDIM¹, PRoF. DR. FERNANDo GASI², PRoF. DR SéRGIo RICARDo LoURENÇo³, PRoFª DRª REGINA APARECIDA SANCHES4

www.abqct.com.br 57QUÍMICA TÊXTIL
Com relação ao estado térmico do gás, existem dois tipos de plasma: o quente e o frio. Plasmas quen-tes, caracterizados por uma temperatura média entre 1500 a 3500ºC, são usados no tratamento superficial de materiais metálicos para aumentar a dureza das li-gas metálicas. Os plasmas frios com temperatura infe-rior a 100ºC são mais frequentemente utilizados no tra-tamento de materiais com baixo ponto de fusão. Nos materiais poliméricos, o plasma frio é empregado para melhorar as propriedades de superfície, como molha-bilidade e adesão, através da interação das espécies reativas com a superfície (CAIAZZO, 1996). O efeito do tratamento por plasma sobre um determinado mate-rial é caracterizado pelo tipo de reação química entre a sua superfície e os gases presentes no plasma e as mudanças que ocorrem na superfície dependem da composição química do polímero e dos gases usados (D’AGOSTINO, 1999).
Em geral, o tratamento de um polímero com plas-ma produz mudanças significativas na molhabilidade e adesão, devido às alterações na composição química, ângulo de contato, peso molecular e morfologia da ca-mada superficial. Os efeitos do tratamento com plas-ma, mesmo que a intensidade da atividade das espé-cies reativas na superfície seja alta, afetam apenas uma camada superficial (aproximadamente entre 50 Å e 10 μm de espessura) (COOPES et. al, 1982).
Há dois processos de interesse no estudo do plas-ma, à baixa pressão (aproximadamente de 1 torr) e à pressão atmosférica. Plasma à pressão atmosférica tem como exemplo típico, o tratamento por Descarga Co-rona (COOPES et. al, 1982). A Descarga Corona em Ar Atmosférico consiste de íons carregados positivamen-te, elétrons, espécies excitados ou metaestáveis de oxi-gênio e nitrogênio. As energias das partículas (1-20 eV) são suficientes para quebrar ligações C-C e C-H (2,54 eV e 3,79 eV, respectivamente) e gerar radicais livres na superfície do polímero, os quais podem reagir com átomos de oxigênio e formar grupos polares, princi-palmente, CO, C=0, C-O (FRALEY e MEKA , 1994). No presente trabalho as amostras foram tratadas com a Descarga Corona em Ar Atmosférico.
O ângulo de contato representa um fator impor-tante no processo de absorção, estudar o seu compor-tamento nos tecidos de malha após o tratamento com descarga plásmatica, possiblita um melhor entendi-mento das mudanças das propriedades de superfície.
2. MATERIAIS
2.1 Dados do tecido de malhaA tabela 1 apresenta os dados do tecido de malha.
Tabela 1. Dados da amostra de tecido de malha
TECIDo MEIA MALHA
COMPOSIÇÃO (%) 92 PA/8 ELASTANO
DADOS MAQUINARIO(agulhas/polegada)
38
GRAMATURA - PROCESSO PT(g/m²)
180
2.2 Preparação da amostraO tecido de malha foi preparado num banho com
1,0 g/l de detergente e 1,0 g/l de barilha, permanecen-do durante 20 minutos a 60°C. Este processo é usual-mente denominado “Pronto para Tingimento” (PT). A amostra foi ramada para que fosse estabilizada.
3. MéTODOS3.1 Equipamento para medição do ângulo de contato dinâmico
O aparelho utilizado para medição do ângulo de contato dinâmico foi o modelo FTA 1000 (figura 1). Foi utilizado o método de gota e água destilada como um solvente de teste.
Figura 1. Equipamento para medição do ângulo de contato dinâmico
acabamento

QUÍMICA TÊXTIL
58 www.abqct.com.brQUÍMICA TÊXTIL
3.2 Equipamento de plasmaO equipamento utilizado para tratamento dos
tecidos de malha, foi o Plasma Labo, do fabricante de máquinas têxteis Arioli (figura 2).
Figura 2. Equipamento de plasma para laboratório
A máquina pode trabalhar com todos os gases co-mumente usados para tratamentos de plasma:• quimicamente inerte (por exemplo, hélio e árgon).• reativo e não polimerizável (por exemplo,
amoníaco, ar e azoto).• reativo polimerizável e (por exemplo,
tetrafluoroetileno, hexametildissiloxano ...)
A tabela 2 mostra as especificações gerais do equipamento:
Tabela 2. Especificações do equipamento
Velocidade de trabalho (m/min) 5 a 30Gerador de potência (Kw) 1,5
Ciclo de tempo (m s) 50 a 2000Frequência de trabalho (Khz) 30 a 80
Massa (Kg) 250Medidas (mm) 1460x780x1650
A amostra de tecido de malha foi tratada com duas potências; 1,5 kw e 1,2 kw. A área do tecido tra-tado foi de 25x60 cm². A tabela 3 mostra os dados do tratamento por descarga corona em ar Atmosférico.
frenteAr
Ar
1,5
1,2 frenteB
Condição do tratamento de plasma
lado tratadoGás do processoAMOSTRA
Potência (Kw)
A
Tabela 3. Dados do tratamento

www.abqct.com.br 59QUÍMICA TÊXTIL
4. RESULTADOS E DISCUSSõESOs gráficos seguintes mostram os valores do ân-
gulo de contato (o) da gota depositada sobre a super-fície têxtil em função do tempo (ângulo de contato dinâmico). O valor do quadro (to) da gota depositada, representa o valor inicial do ângulo de contato.
4.1 Ângulo de contato da amostra não tratada
Figura 3. Ângulo de contato dinâmico da amostra não tratada
Time(s)
0 2 4 6 80
50
100
150
Cont
act A
ngle
(deg
) [o’
s]
4.2 Ângulo do contato da amostra “A” - Potência de 1,5 Kw.
4.2.1 Ângulo do contato da amostra “A” medido logo após o tratamento
Figura 4. Ângulo de contato dinâmico medido logo após o tratamento (1,5Kw)
Time(s)
Cont
act A
ngle
(deg
) [o’
s]
0.0 1.00.5 1.5
50
40
30
20
10
0
4.2.2 Ângulo do contato da amostra “A” medido duas horas após o tratamento.
Figura 5. Ângulo de contato dinâmico medido duas horas após o tratamento (1,5Kw)
Time(s)Co
ntac
t Ang
le (d
eg) [
o’s]
0 5 10 150
100
80
60
40
20
4.2.3 Ângulo do contato da amostra “A” medido vinte e quatro horas após o tratamento.
Figura 6. Ângulo de contato dinâmico medido vinte e quatro horas após o tratamento (1,5Kw)
Time(s)
Cont
act A
ngle
(deg
) [o’
s]
0 50 100 1500
50
100
150
acabamento
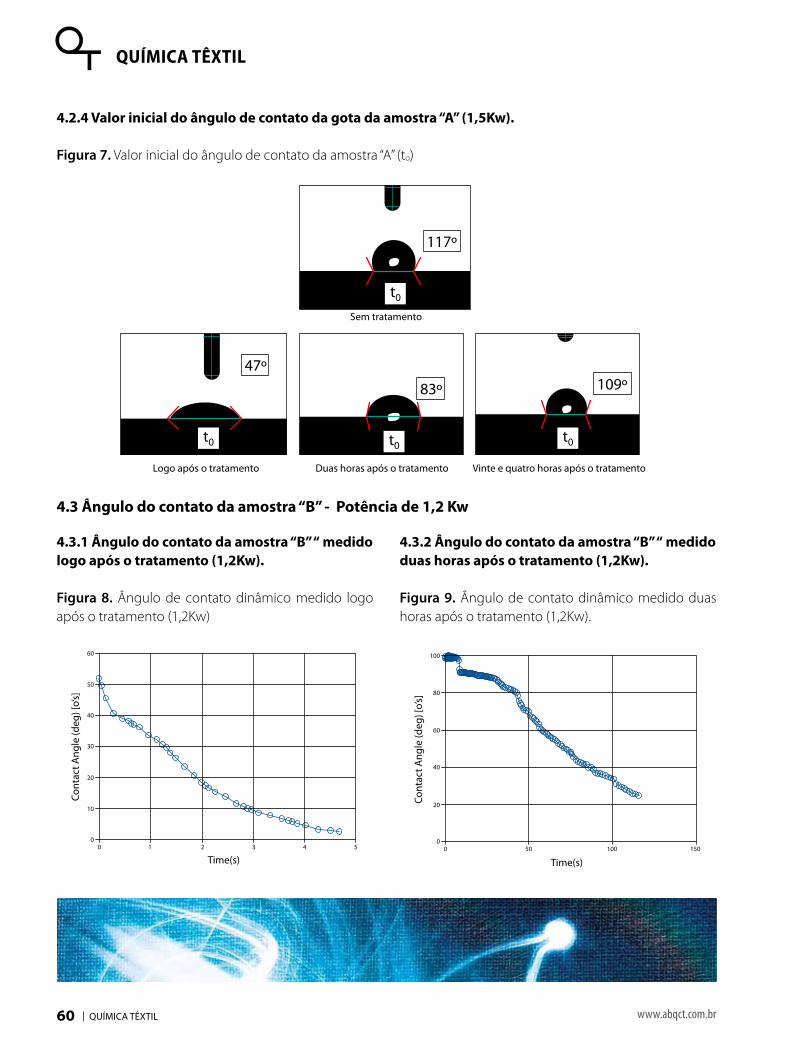
QUÍMICA TÊXTIL
60 www.abqct.com.brQUÍMICA TÊXTIL
4.2.4 Valor inicial do ângulo de contato da gota da amostra “A” (1,5Kw).
Figura 7. Valor inicial do ângulo de contato da amostra “A” (to)
Logo após o tratamento Duas horas após o tratamento Vinte e quatro horas após o tratamento
Sem tratamento
t0
t0 t0
117º
109º47º
83º
t0
4.3.1 Ângulo do contato da amostra “B” “ medido logo após o tratamento (1,2Kw).
Figura 8. Ângulo de contato dinâmico medido logo após o tratamento (1,2Kw)
Time(s)
Cont
act A
ngle
(deg
) [o’
s]
0 1 2 50
60
50
40
20
10
30
3 4
4.3.2 Ângulo do contato da amostra “B” “ medido duas horas após o tratamento (1,2Kw).
Figura 9. Ângulo de contato dinâmico medido duas horas após o tratamento (1,2Kw).
Time(s)
Cont
act A
ngle
(deg
) [o’
s]
0 50 100 1500
100
80
60
40
20
4.3 Ângulo do contato da amostra “B” - Potência de 1,2 Kw

www.abqct.com.br 61QUÍMICA TÊXTIL
4.3.3 Ângulo do contato da amostra “B” “ medido vinte e quatro horas após o tratamento (1,2Kw).
Figura 10. Ângulo de contato dinâmico medido vinte e quatro horas após o tratamento (1,2Kw).
Time(s)
Cont
act A
ngle
(deg
) [o’
s]
0 50 100 1500
50
100
150
5. CONCLUSãOAs amostras tratadas com plasma apresentam
uma redução significativa no ângulo de contato; na amostra “A” , uma redução de 117° (amostra não tra-tada) para 47 °. Na amostra “B” uma redução de 117° (amostra não tratada) para a 52°, valores medidos logo após a aplicação do tratamento. Observou-se tam-bém uma redução do ângulo de contato para ambas as amostras (“A” e “B”) após um período de duas horas após o tratamento. Depois de vinte e quatro horas, não há diferença no valor do ângulo de contato inicial (to) entre as amostras tratadas e não tratadas.
Figura 11. Valor inicial do ângulo de contato da amostra “B” (to).
Logo após o tratamento Duas horas após o tratamento Vinte e quatro horas após o tratamento
t0 t0
118º52º 99º
t0
Sem tratamento
t0
117º
4.3.4 Valor inicial do ângulo de contato da gota da amostra “B” (1,2Kw)
acabamento
62 www.abqct.com.brQUÍMICA TÊXTIL
RESUMOEste trabalho teve por objetivo o estudo de um
método alternativo para o tratamento de águas residu-árias de indústrias têxteis utilizando peróxido de hidro-gênio (H2O2) catalisado por radiação ultravioleta. Foram produzidos efluentes por meio do tingimento com o corante reativo amarelo drimaren Cl-2R. Os efluentes foram submetidos à adição de peróxido de hidrogênio e foram colocados em um reator de fotodegradação com radiação UV a um comprimento de onda de 250 a 320 nm. As amostras foram coletadas e analisadas em intervalos de 20, 40, 60, 90,120 e 150 minutos de irradiação. Esta água de reuso foi utilizada para novos tingimentos, apresentando ∆E inferiores a 0,62.
1. INTRODUçãOA indústria têxtil é considerada uma das mais
antigas atividades industriais e pode ser considerada uma das principais percussoras da revolução industrial e atualmente desempenha um papel importante na economia mundial (ALVES, 2010).
No Brasil, o setor têxtil representa quase 5% do Pro-duto Interno Bruto (PIB) da indústria de transformação do país, sendo um dos setores industriais que emprega uma grande quantidade de mão de obra (ABIT, 2014).
A cadeia produtiva têxtil – reunindo fiação, tece-lagem, malharia, acabamento/beneficiamento e con-fecção – vem passando por muitas transformações. Mas, a indústria têxtil ainda utiliza em seus processos
QUÍMICA TÊXTIL
DEGRADAÇÃO FOTOQUIMICA COM H2O2/Uv COMO AlTERNATIvA DE TRATAMENTO DE EFlUENTES TExTEIS TINTOS COM CORANTE REATIvO AMARElO DRIMAREN Cl-2R E RESUO DA áGUA NOS PROCESSO DE TINGIMENTO
¹ Departamento de Têxtil e Moda, Universidade de São Paulo - Escola de Artes Ciências e Humanidades, 03828-000 São Paulo-SP, Brasil.
² Centro de pós-graduação em Química Têxtil, Faculdade de Tecnologia Antoine Skaf, 03008-020 São Paulo-SP, Brasil.
* e-mail: [email protected]
Revisão: Humberto Sabino
AUToRES: KATIA C. H. BEZERRA*¹ ², SIRLENE M. CoSTA¹, SILGIA A. CoSTA ¹
Palavras-chave: Descoloração de corantes; águas residuárias têxteis; H2O2/UV

www.abqct.com.br 63QUÍMICA TÊXTIL
de beneficiamento grandes quantidades de eletrici-dade, combustível e água, com as correspondentes emissões de gases de estufa e efluente contaminado resultantes de processamento molhado de materiais (HASANBEIGI, PRICE, 2015).
A indústria têxtil consome uma quantidade con-siderável de água durante o tingimento, estampagem e as operações de acabamento (ALEBOYEH, MOUSSA, ALEBOYEH, 2005, EREN, 2012). Os corantes da indús-tria têxtil são uma importante fonte de contaminação ambiental. Mesmo em baixas concentrações, corantes reativos, que têm grupos azo, antraquinona e ftalocia-nina como sistemas de cromóforos definidos, para dar cor à água (YILDIRIM et al., 2011). Atualmente, mais de 100 mil tipos de corantes sintéticos são usados comer-cialmente e 700.000 toneladas de corantes são fabrica-dos no mundo anualmente. Estima-se que 1-15% do corante é perdido durante o processo e é liberado em águas residuais (DANESHVAR, et al., 2008). Estas corren-tes de efluentes podem ser altamente coloridas e difícil de descolorir (ALEBOYEH, MOUSSA, ALEBOYEH, 2005; BASTURK, KARATAS 2015).
Os corantes reativos constituem uma das clas-ses de corantes mais utilizadas pela indústria têxtil, e tendo um foco significativo dentro da indústria de confecção, uma vez que apresenta bons índi-ces de solidez a lavagem e uma gama de cores vi-vas. Porém possui sensibilidade ao cloro e agride o meio ambiente, segundo Ciba (2001 apud MORA-ES, 2010), a utilização desta classe de corantes no Brasil corresponde a 57% do mercado.
Eles são utilizados para fibras celulósicas, sua molécula pode ser definida pelos seguintes siste-mas estruturais: sistema cromóforo, que é respon-sável pela coloração, um grupo sulfonado, que será responsável pela solubilidade e caráter aniô-nico do corante e por ultimo, um grupo reativo, que deve ser responsável pela formação da liga-ção fibra e corante por meio de ligação covalente, formando reações de adição ou substituição nu-cleofílica Ciba (2001 apud MORAES, 2010).
Esta classe de corante é dividida em função do seu grupo químico reativo, a reatividade de um corante é medida pela velocidade da reação em função da con-centração de álcali e da temperatura e a sua reativida-de (BELTRAME, 2006). Existem vários tipos, entretanto, segundo Silva et al.(2011), os mais usados no mercado
geralmente são o Monoclorotriazina, o vinilsulfônico (VS) e os bifuncionais que possuem dois grupos reati-vos na mesma molécula de corante.
A introdução de mais de um grupo reativo au-menta significativamente a fixação do corante no substrato têxtil, uma vez que mesmo que um deste sofra hidrólise, o outro tende a reagir com a celulose, estes são denominados corantes reativos bifuncionais (BELTRAME, 2006).
A conservação da água e diminuição da polui-ção também faz parte das estratégias das indústrias para tornar seus processos de produção mais respei-tadores do meio ambiente, particularmente em par-tes do mundo onde a água é escassa (HASANBEIGI, PRICE, 2015).
O principal objetivo deste trabalho foi à reutiliza-ção de efluentes têxteis tintos com o corante amarelo drimaren CL- 2R, que é um corante reativo bifuncional e tratados via processo H2O2/UV para novos tingimentos têxteis. Esta metodologia busca uma alternativa viável para substituição da água potável utilizada atualmente dentro dos processos de beneficiamentos têxteis.
Segundo Hassemer (2006), os POAs são caracteri-zados por formar radicais hidroxilas, HO●, um agente com elevado poder oxidante (E° = 2,3 V), extremamen-te reativo e de reduzida seletividade, capaz de atuar so-bre uma grande diversidade de poluentes orgânicos. Estes radicais são formados pela estimulação de oxi-dantes fortes tais como, por exemplo, peróxido de hi-drogênio (H2O2), ozônio (O3) ou semicondutores como óxido de titânio (TiO2), óxido férrico (Fe2O3), óxido de zinco (ZnO) e óxido de alumínio (Al2O3), dentre outros (AZEVEDO et al., 2010).
Um método direto para geração de HO● é a foto-clivagem do peróxido de hidrogênio por meio de radia-ção UV. O processo de H2O2/UV pode levar a degradação completa e a conversão a dióxido de carbono (CO2) e água (H2O) e sais inorgânicos da maioria dos contami-nantes orgânicos (ARAUJO e YOKOYAMA, 2006).
Por meio da catálise, este é transformado em radi-cal hidroxila (. OH). Segundo Mattos et al.(2003), além de ser considerado um agente oxidante, como de-monstrado na reação (1), este pode também ser um redutor como demonstrado na reação (2).
H2O2 + 2H+ + 2e- 2H2O 1,77 V (1)H2O2 + 2OH O2 + H2O + 2e- -0,15V (2)
tratamento de efluentes

QUÍMICA TÊXTIL
64 www.abqct.com.brQUÍMICA TÊXTIL
Oxidação fotoquímicaEntende-se por qualquer reação química pro-
vocada pela absorção de radiação ultravioleta, quer seja no visível ou no infravermelho (HASSE-MER, 2006, HASSEMER, 2012). A oxidação fotoquí-mica do peróxido de hidrogênio pela radiação UV gera dois radicais hidroxila reação (3), que agem degradando a matéria orgânica e formando com-postos mais simples reação (4). Quando o peróxi-do de hidrogênio esta em excesso pode ocorrer uma reação paralela, que diminui a reação de de-gradação da matéria orgânica reação (5), isto se dá porque este age capturando os radicais hidroxilas (ARAUJO, YOKOYAMA, 2006).
H2O2 hⱱ 2 HO● (3)
R – H + HO● Produtos finais (CO2, H2O, NO3-, Cl-) (4)
HO● + H2O2 HO2● + H2O (5)
Segundo, Slokar e Le Marechal, (1998), os princi-pais fatores que influenciam o processo H2O2/UV em águas residuais têxteis são a concentração do peróxido de hidrogênio, a intensidade da radiação ultravioleta, o pH, a estrutura do corante e a composição do efluen-te. A análise de remoção de cor pode ser avaliada por meio de técnicas espectrofotométricas conforme a literatura tem definido (ARAUJO, YOKOYAMA, 2006) (GUARATINI, ZANONI, 1999), estas permitem que sejam feitas analises comparativas entre os efluentes brutos e os efluentes (GUARATINI, ZANONI, 1999).
Os produtos têxteis tornam-se cada vez mais atra-tivos aos olhos dos consumidores por vários motivos como: design, cor, aparência, toque e conforto, mas atu-almente as questões ambientais devem ser consideradas.
2. MATERIAIS E MéTODOS2.1 Tecidos
Foi utilizado tecido plano de composição 100 % algodão e alvejado, com gramatura 180 g/m2.
2.2 CoranteO corante utilizado foi amarelo drimaren CL-2R for-
necidos pela Clariant. Todos reagentes utilizados foram de grau analítico.
2.3 Reator fotoquímicoPara os ensaios de degradação fotoquímica, foi uti-
lizado um reator fotoquímico, com capacidade de trata-mento de até 2000 mL, atuando por batelada (Figura 1). Esse sistema dispõe de uma fonte de radiação poli-cromática UV/Visível, assegurada por 3 lâmpadas de 1,7 UV/ Watts de potência. Segundo especificações do fabricante (SANKYO-DENDKI) essas lâmpadas apresen-tam máximos de emissão entre 253,1 nm e 320,0 nm, suas dimensões são de 210,5 mm de comprimento e 15,5 mm de diâmetro. O reator consiste em uma cai-xa de madeira com uma porta para abertura frontal, projetada para a manipulação dos experimentos, aco-plada ao fundo deste reator foi colocado um agitador magnético para que haja agitação continua durante o
tratamento de efluentes
30 cm
30 cm
Amostra
Lâmpadas 15W
Agitador Magnético
10 c
m
50 c
m
Vidro de cobalto
Figura 1. Reator utilizado nos tratamentos das amostras de efluente
www.abqct.com.br 65QUÍMICA TÊXTIL

QUÍMICA TÊXTIL
66 www.abqct.com.brQUÍMICA TÊXTIL
ensaio. As paredes do reator foram forradas com pa-pel alumínio para assegurar que toda a radiação fosse reflita sobre a amostra. As três lâmpadas UV foram ins-taladas na parte superior do reator. Foram feitos dois orifícios, um na lateral em que foi colocada uma man-gueira com uma seringa, para a coleta das amostras do efluente degradado, nos intervalos de tempos deter-minados e outro na parede superior, onde foi instalado um termômetro de mercúrio para o controle da tem-peratura. Na parede de trás do reator foi instalado um cooler para diminuir a temperatura no interior.
Para facilitar o entendimento do procedimento experimental, o trabalho foi dividido em três etapas distintas:• Processo de tingimento;• Tratamento do efluente;• Tingimento utilizando efluente tratado.
2.4 Processos de tingimentos Os processos de tingimentos foram feitos realiza-
dos utilizando uma concentração de 1,1% do corante reativo bifuncional amarelo drimaren CL-2R, 5 g de te-cido plano de composição 100 % de algodão e alveja-do, com relação de banho de 1:10, totalizando assim um volume de banho de 50 mL por caneca. Foram re-alizados dez ensaios.
Para realizar os tingmentos foi utilizada uma ma-quina HT marca Mathis e foi utilizada a receita (1 g.L-
1 Ladiquest, 1,1 % de Amarelo Drimaren Cl – 2R, 65,0 g.L-1e Cloreto de sódio, 5 g.L-1 de Carbonato de sódio, 1,5 ml. L-1 de Hidróxido de sódio a 38°βé, 40 minutos de fixação) fornecida no catalogo técnico da empresa fabricante do corante reativo bifuncional.
Os reagentes foram pesados conforme foi des-crito na Tabela 1, no caso do sequestrante, corante e carbonato de sódio, as quantidades que deveriam ser
pesadas eram valores muito baixos e se fosse feita a medição de massa poderia favorecer o erro, em função disto foram preparadas soluções conforme Tabela 1.·.
O processo de tingimento foi iniciado a tempera-tura ambiente com a adição de 42,75 mL de água pro-veniente da rede de abastecimento e dos reagentes: sequestrante, corante e o cloreto de sódio, conforme quantidades indicadas Tabela 1 e seguindo a curva de montagem do corante representado na Figura 2. A Fi-gura 2 mostra que a temperatura foi elevada a 60°C, subindo 1°C por minuto. A temperatura de 60°C foi mantida por 20 minutos para iniciar a dosagem dos ál-calis (carbonato de sódio e hidróxido de sódio) que foi executada em três vezes durante trinta minutos. Em seguida o processo de fixação ocorreu em quarenta minutos, mantendo a mesma temperatura (Figura 2).
Figura 2. Curva de montagem do corante.100
Tem
pera
tura
ºC
3020
20
40
40
60
80
ºC
Tempo em minutos
Fixação
A
B
(CLARIANT, 2005 adaptado pela autora).
Após o tingimento, estes tecidos foram submeti-dos ao processo de lavagem, em que se utilizou uma relação de banho de 1:20, ou seja, um volume de ba-nho de 100 mL por caneca, no mesmo equipamento utilizado para o tingimento. Foi realizada uma lavagem
Tabela 1. Reagentes utilizados no processo de tingimento executado com o corante amarelo drimaren CL- 2R.
Item Receita fornecida pelofabricante do corante
Quantidadesrequeridas
Soluções utilizadas Pipetagens
A) 1 g.L-1 Ladiquest 0,05 g 1:10 0,5 mL
A) 1,10 % Corantes 0,055 g 1:100 5,5 mL
A) 65,0 g.L-1e Cloreto de sódio 3,25 g Não se utilizou solução --
B) 5 g.L-1 de Carbonato de sódio 0,25 g 1:5 1,25 mL
B) 1,5 ml. L-1 de Hidróxido de sódio a 38°βé 0,08 mL Não se utilizou solução --

www.abqct.com.br 67QUÍMICA TÊXTIL
a frio com ácido acético (A) por cinco minutos para neutralização dos álcalis requeridos durante o proces-so de tingimento, seguindo de duas lavagens à fervura de quinze minutos cada com um detergente disper-sante (B) para remoção de todo o corante hidrolisado e por último uma lavagem a temperatura ambiente para remover qualquer residual de produto por mais cinco minutos, conforme descrito na Tabela 2 e representa-dos na Figura 3.
Figura 3. Gráfico do proceso de lavagem
100
Tem
pera
tura
ºC
20
40
55 15
60
80
ºC
Tempo em minutos
Neutralização
A B
(CLARIANT, 2005 adaptado pela autora).
2.5 Tratamento dos efluentes gerados por meio de fotocatálise com H2O2/uV
Os efluentes provenientes do processo de tingi-mento foram coletados e retirados três alíquotas de 500 mL cada, a seguir foi realizada a adição de 14,71 mmol.L-1 de peróxido de Hidrogênio à 200 Volumes, posteriormente foi realizado a correção dos pHs para as faixas 4,0 , 7,0 e 11,0, utilizando soluções de ácido acético e hidróxido de sódio nas concentrações de 4,0 mol, conforme a necessidade.
Durante o processo de tratamento foram coleta-das amostras de 10 mL aproximadamente em interva-los de 0, 20, 40, 60, 90, 120 e 150 minutos de irradiação
e foram analisadas por meios dos parametros de medi-çao de pH, condutividade e espectrofotometria.
Para as medições realizadas por espectrofotome-tria foi utilizado o método colorimétrico por meio de medidas de absorbâncias. As cores foram medidas no comprimento de onda de maior absorção do corante na faixa do visível. As leituras de absorbâncias foram realizadas em um espectrofotômetro UV visível Beck-man Du 640. A eficiência de remoção (que foi tratada durante todo este estudo, em %) foi calculada pela equação 1:
Eficiência de remoção =(A inicial) – (A final) / (A inicial) ] X 100
(Equação 1)
Em que: A = absorbância
2.6 Tingimento com efluente tratado Os novos tingimentos foram realizados conforme
o procedimento item 2.5, apenas foi substituído os 42,67 mL de água potável por água de reuso.
As quantidades de reagentes foram às mesmas, com exceção do cloreto de sódio que em função da condutividade existente na água de reuso foi realizado o ajuste das concentrações em função da curva de ca-libração conforme Figura 4. Esta curva foi feita prepa-rando uma solução de cloreto de sódio com concen-tração padrão de 1,2 g.L-1 e fazendo diluiões de 0,2 g.L-1. As condutividades das soluções foram medidas e com o auxílio do Excel foi desenvolvida uma curva padrão na qual os eixos foram utilizados a concentração versus condutividade, e por meio desta foi obtida a equação da reta e o valor de r2.
Após o processo de tingimento, as amostras tintas com efluente tratado foram avalidas com o tecido tinto padrao por método colorimétrico.
Item Receita fornecida pelofabricante do corante
Quantidadesrequeridas
Soluçõesutilizadas
Pipetagens
A) 2 mL.L-1 ácido acético 0,2 mLNão se utilizou
solução--
B) 1 g.L-1 detergente para lavagem de corante reativo 0,1 g 1:10 1,0 mL
Tabela 2. Condições dos procedimentos de lavagem para corantes reativos heterofucionais e as quantidades dos reagentes utilizados (CLARIANT, 2005).
tratamento de efluentes

QUÍMICA TÊXTIL
68 www.abqct.com.brQUÍMICA TÊXTIL
2.7 Avaliação ColorimétricaPara análise do tecido tingido com a água de reu-
so em relação ao padrão foi utilizado o valor de ∆E, que é a diferença de cor no espaço Color Measurement Committee CMC. Foi utilizado o iluminante D65 e um espectrofotômetro de bancada da marca Kônica Mi-nolta CM-3600.
3. RESULTADOS E DISCUSSãOO perfil de degradação do efluente produzido
com corante Amarelo Drimaren CL-2R após o trata-mento por processo de fotocatálise com H2O2/UV foi apresentado na Figura 5 e nas Tabelas 3 Tabela 4.
Os resultados do processo de degradação do co-rante nas faixas de pH 4,0, 7,0 e 11,0 (Figura 5 e Tabela 4) demonstram que as absorbâncias foram lidas nas fai-xas UV (200 nm a 400 nm) e visível (400 nm a 700 nm), foram executadas diversas leituras em comprimentos de ondas distintos com a finalidade de descobrir qual o comprimento de onda de maior absorção para os co-rantes estudados.
Pode-se observar na Figura 5 que houve uma re-dução significativa nos valores de absorbância, quan-do comparados as características dos efluentes brutos à dos efluentes tratados comH2O2/UV, também se ob-servou que as faixas de valores de pH também gera
Figura 4. Curva de calibração para ajuste da concentração de cloreto de sódio (Y= 1718.X ou seja Concentração = Condutividade/ 1718 e o valor R2 = 0,996)
0 10,2 1,20,4 0,6 0,8
2000
1800
1600
1400
1200
1000
800
600
400
200
0
Cond
utiv
idad
e (µ
s/Cm
)
Concentração (g/L)
Figura 5. Absorbâncias nas faixas UV e visível em função do comprimento de onda em nm no tempo de 150 mi-nutos de tratamento para o efluente com corante amarelo Drimaren CL-2R.
200
1,2
0,8
0,6
0,4
0,2
0,0
300 400 500 600 700 800
Abs
orbâ
ncia
Comprimentos de onde em mm
E�uente brutopH 4pH 7pH 11

www.abqct.com.br 69QUÍMICA TÊXTIL
influencia neste processo de degradação, estes resulta-dos sao semelhantes ao encontrados na literatura por Hassemer (2006); Clausen e Takashima (2007); Elmorsi et al. (2010); Kalsoom et al. (2012).
No entanto, foi possível observar que para valores de pH 4,0 a degradação foi mais eficiente, mostrando uma redução nos valores de absorbância de 97,11% (Figura e Tabela 4).
Tabela 3. Parâmetros iniciais e finais após tratamento fotocatalítico em pH 4,0 do efluente produzido com corante amarelo Drimaren CL-2R.
Parâmetros Físicos QuímicosValores
Amarelo DrimarenCL-2R
EfluenteInicial
EfluenteFinal
pH 5,45 3,60
Condutividade 1,8300 1,8300
Absorbâncias
250 λ 1,0791 0,1997
350 λ 0,7168 0,1057
450 λ 0,1006 0,0029
550 λ 0,0937 0,0001
650 λ 0,0820 0,0003
750 λ 0,0560 0,0001
Tabela 4. Porcentagens de remoção de cor nos efluen-tes produzidos.
Corantes Amarelo Drimaren CL-2RpH % Remoção4,0 97,11 %7,0 44,44%
11,0 14,12 %
Segundo Cavalcante et al. (2005) e Brito e Silva (2012) em valores de pH ácido o efeito dos capturado-res de radicais, principalmente íons tais como bicarbo-natos e carbonatos são anulados.
Nos corantes reativos, uma comprovação deste fe-nômeno seria o desaparecimento da banda de absor-ção a 487 a 505 nm, ocasionada pela quebra da ligação azo (-N=N-), que também esta sendo evidenciado pela diminuição da intensidade da cor do efluente (BRITO, SILVA, 2012; RIBEIRO et al., 2013).
A determinação do valor de condutividade da água de reuso foi um parâmetro que permitiu o apro-veitamento do eletrólito presente nesta água tratada. O cálculo das quantidades necessárias de cloreto sódio foi realizado por meio da equação da reta (Figura 4), reduzindo desta forma o consumo deste reagente du-rante os processos de tingimento posteriores. A Tabela 5 mostra as leituras de condutividade inicial e final para os efluentes gerados com o corante estudado. Os resul-tados demonstram que as variações de condutividade para os primeiros tratamentos são muito pequenas, pode-se observar que essas diferenças são geradas em
tratamento de efluentes

QUÍMICA TÊXTIL
70 www.abqct.com.brQUÍMICA TÊXTIL
função do ácido ou álcali utilizado para correção de pH. Contudo para os segundos tratamentos esta condutivi-dade altera e desta forma torna-se possível identificar a quantidade de eletrólito residual no banho (Tabela 5).
Os novos tingimentos com a água de reuso permi-tiu uma economia de eletrólito de até 3,22 g.L-1
3.1 Avaliação da cor dos tingimentos exe-cutados com água de reuso produzida pelo processo de oxidação avançada H2O2/uV.
A Figura 6 mostra os tecidos tingidos com com co-rante amarelo Drimaren CL-2R (a) Padrão, (b) 1º Reuso e (c) 2º Reuso. E foi realizada uma avaliação colorimetrica entre padrão e amostas de reuso.
Para análise do tingimento com a água de reuso produ-zida pelo processo de oxidação avançada H2O2/UV, foi utili-zado o valor de ∆E, que é a diferença de cor no espaço CMC.
Considerando a iluminante D65, os valores obti-dos de ∆E para o corante amarelo Drimaren CL-2R no primeiro e segundo tingimento com as águas de reuso geradas pelo processo fotocatalítico foram 0,62, e 0,58 respectivamente (Tabela 6).
Analisando a Tabela 6, as amostras tintas com a pri-meira e segunda água de reuso do respectivo corante foi possível perceber que estas estão mais escuras, uma vez que houve um decréscimo da luminosidade (∆L*) em ambas, de - 0,21 e -0,39, a amostra tinta com o 1º reuso se mostrou menos avermelhada (∆a* = -0,12) e mais amarelada (∆b* = 1,43), já a amostra tinta com o 2º reuso se apresentou mais vermelhada (∆a* = 1,31) e um pouco mais amarelada (∆b* = 0,16). Considerando que os valores de ∆E comentados até o momento são inferiores a 0,62 (Tabela 6), mediante a isto, esses valo-res podem ser aceitos para indústria de confecção.
Tabela 5. Correção do cloreto de sódio em função da curva de calibração da condutividade da água de reuso proveniente do tingimento com corante amarelo Drimaren CL-2R.
Efluente ProduzidoCondutividade Inicial (ms/cm)
Condutividade Final (ms/cm)
Quantidade de cloreto de sódio corrigida (g.L-1)
% Redução
Amarelo Drimaren CL-2R em pH 4,0 – 1º tratamento
1,8600 1,8330 63,29 2,63
Amarelo Drimaren CL-2R em pH 7,0 – 1º tratamento
1,8600 1,6250 64,05 1,46
Amarelo Drimaren CL-2R em pH 11,0 – 1º tratamento
1,8600 1,4620 64,15 1,31
Amarelo Drimaren CL-2R em pH 4,0 – 2º tratamento
3,6120 3,5860 62,91 3,22
Obs: Concentração inicial de cloreto de sódio foi de 65 g.L-1.
Figura 6. Tingimentos executados com corante amarelo drimaren CL-2R.
Padrão (b)1º Reuso (c) 2º Reuso

www.abqct.com.br 71QUÍMICA TÊXTIL
tratamento de efluentes
4. CONCLUSãO Em função dos resultados demonstrados neste tra-
balho, o tratamento realizado pelo método H2O2/UV mos-trou-se eficiente para a remoção da cor presente no efluen-te produzido com o corante Amarelo Drimaren CL-2R.
Para a remoção da cor e reutilização da água, os resultados mostraram que houve uma redução das absorbâncias nas faixas de maior absorção dos efluen-tes produzidos com o corante estudado na ordem de 97,11%, caracterizando assim, a possibilidade de reuso em um novo tingimento.
Foi verificado também que o pH é uma variável que influência no processo de degradação dos coran-tes, sendo que a melhor degradação da cor ocorreu na faixa de pH 4,0.
A reutilização dos efluentes tratados provou ser possível em novos tingimentos durante mais de um tratamento, uma vez que os resultados apresentaram diferenças de cor (ΔE) máxima de 0,62, com isto per-mitindo a reutilização em até duas vezes desta água proveniente do processo fotoquímico.
Foi possível concluir que o elevado valor da con-dutividade nos banhos de tingimentos não é um fator
restritivo para o reuso destes efluentes, visto que o clo-reto de sódio pode ser reutilizado para o tingimento seguinte, fator este que se torna mais um ponto po-sitivo, uma vez que representa economia de insumos durante o processo de tingimento. No segundo tingi-mento com a água de reuso, foi possível a economia de 3,22 g.L-1. Aparentemente em uma amostra de 5 g, como foi à realização dos ensaios laboratoriais, parece uma economia ínfima, até porque o cloreto de sódio ou sulfato de sódio é um insumo relativamente bara-to, entretanto se a análise for executada considerando uma máquina de produção de capacidade de 500 Kg, utilizando a mesma relação de banho praticada neste trabalho, teremos 5000L, ou seja, levando a uma eco-nomia de 16,1 Kg de sal por tingimento, considerando que cada maquina produza 2 tingimentos por dia e trabalhe 22 dias por mês, esta economia será de 708,40 Kg por mês, ou então 8500,8 Kg por ano.
AgRADECIMENTOSOs autores agradecem à FAPESP, CNPq, Faculdade
SENAI Antoine Skaf e à Escola SENAI Francisco Matara-zzo pelo suporte tecnologico e financeiro.
Tabela 6. Resultados da leitura da cor dos tingimentos executados com as águas de reuso com o corante amarelo Drimaren CL-2R.
Amarelo Drimaren CL-2R
Padrão Amostra Tinta com 1º reuso. Padrão Amostra Tinta com 2º reuso.
L* 74,71 74,50 74,71 74,32
a* 26,91 26,79 26,91 28,22
b* 71,84 73,27 71,84 72,01
C* 76,72 78,01 76,72 76,63
h* 69,47 69,91 69,47 69,99
∆L* - 0,21 - 0,39
∆a* - 0,12 1,31
∆b* 1,43 0,16
∆E* 0,62 0,58
Sendo que L corresponde à luminosidade; eixo “a” as diferenças entre o verde e o vermelho; “b” as diferenças entre o amarelo e o azul e “h” corresponde à tonalidade da cor.

QUÍMICA TÊXTIL
72 www.abqct.com.brQUÍMICA TÊXTIL
TINgIMENTO1. ALVES, H.S. Sequenciamento e análise do genoma cloroplastidial de euca-
lipto (Eucalyptusgrandis). 2005. 64p. Dissertação (Mestrado em Fisiologia e Bioquímica de Plantas) - Escola Superior de Agricultura “Luiz de Queiroz”, Uni-versidade de São Paulo, Piracicaba, 2005.
2. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 105-X12 – Ensaios de solidez da cor: Parte X-12: Solidez de cor à fricção, do Comitê Brasileiro de Têxteis e do Vestuário. Rio de janeiro, 2007. 19p.
3. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 105 C06 – Ensaios de solidez da cor: Parte C-06: Solidez de cor à lavagem doméstica e comer-cial. Rio de Janeiro, 2010. 9p.
4. ASSOCIAÇÃO BRASILEIRA DE PRODUTORES DE FLORESTAS PLANTADAS. Anu-ário estatístico da ABRAF 2011: Ano base 2010. Brasília, 2011. 130p.
5. ASSOCIAÇÃO BRASILEIRA DE PRODUTORES DE FLORESTAS PLANTADAS. Anu-ário estatístico da ABRAF 2013: Ano base 2012. Brasília: 2013. 148p.
6. BASTIAN, E.Y.O.; ROCCO, J.L.S. Guia técnico ambiental da indústria têxtil. São Paulo: Cetesb, Sinditêxtil, 2009. 85p.
7. BECHTOLD, T.; MAHAMUD-ALI, A.; MUSSAK, R. Anthocyanindyesextracte-dfromgrapepomace for thepurpose of textiledyeing. Journal of the Science of FoodandAgriculture, Dornbirn, n. 87, p.2589–2595, 2007b.
8. BECHTOLD, T.; MUSSAK, R; MAHAMUD-ALI, A.; GANGLBERGER, E; GEISSE-LER, S. Extraction of natural dyes for textiledyeingfromcoloredplantwas-tesreleasedfromthefoodandbeverageindustry. Journal of the Science of FoodandAgriculture,Vienna, n. 86, p. 233–242, 2006.
9. BURKINSHAW, S.M.; KUMAR, N. A tannicacid/ferrous sulfate aftertreatment for dyed poliamida 6,6. DyesandPigments, Leeds, v.1, n.79, p. 48-53, 2008.
10. CENTENO, S.A.; ROPRET, P.; del FEDERICO; SHAMIR, J.; JERSCHOW, A. Characte-rization of Al (III) complexes withhematein in artisticalumlogwoodinks. Jour-nal of Raman Spectroscopy, New York, v.41, p. 445-451, 2010.
11. COSTA, A.C.R; ROCHA, E.R.P. Panorama da cadeia produtiva têxtil e de confecções e a questão da inovação. BNDES Setorial, Rio de Janeiro, n. 29, p. 159-202, 2009.
12. CRISTEA, D.; VILAREM, G. Improving light fastness of natural dyesoncot-tonyarn. DyesandPigments, Toulouse, v. 70, n. 3, p. 239-245, 2006.
13. DING, Y. A Comparison of Mordantand Natural Dyes in DyeingCottonFabrics. 2013.129p. Thesis (Mestrado em Ciência) – Faculty of North Carolina State University, North Carolina State University, Raleigh, 2013.
14. FORGACS, E.; CSERHATI, T.; OROS, G. Removal of syntheticdyesfromwastewa-ters: a review. EnvironmentInternational, Budapeste, v.30, p. 953-971, 2004.
15. HILL, DJ. Isthere a future for natural dyes? Review of Progress in Colorationan-dRelatedTopics, Bristol, v.27, p.18–25, 1997.
16. KAMEL, M.M.; ABDELGHAFFAR AFIFY, F.; EL-ZAWAHRY, M.M. Eco-friendlydyeing of woolwith a mixture of natural dyes. Journal of Natural Fibers, Cairo, v.8, n.4, p. 289-307, 2011.
17. LILES, J.N. The artandcraft of natural dyeing:traditionalrecipes for modern use. Knoxville: The University of Tennesee Press, 1990. 222p.
18. MONTEIRO, J.M; ALBUQUERQUE, U.P; ARAÚJO, E.L. Taninos: uma abordagem da química à ecologia. Química Nova, São Paulo, v. 28, n. 5, p. 892-896, 2005.
19. RUDKIN, L. Natural dyes. London: A&C Black, 2007. 128p.20. ROSSI, T. Estudo do potencial de uso do resíduo efluente gerado da destila-
ção do óleo de folhas de eucalipto (Corymbiacitriodora (Hook) Pryor e Jo-hnson 1976), como corante natural para tingimento têxtil de algodão. 2009. 107p. Dissertação (Mestrado em Ciências Florestais) - Escola Superior de Agricultura “Luiz de Queiroz”, Universidade de São Paulo, Piracicaba, 2010.
21. ROSSI, T.; BRITO, J.S.; BITTENCOURT, E.B.; ALMEIDA, R.S.R.; FARIA, P.N.; DIAS, C.T.S. Resíduo efluente de eucalipto como extrato corante para o tingimento têxtil de algodão. Redige, Rio de Janeiro, v.3, p.1-17, 2012.
22. ROSSI, T. Resíduo líquido do tratamento com vapor da madeira de Eucalyptus grandis Hill ex. Maiden, aplicado como corante têxtil natural. 2013. 102 p. (Doutorado em Ciências) - Escola Superior de Agricultura “Luiz de Queiroz”, Universidade de São Paulo, Piracicaba, 2014.
23. PUNTENER, A.G.; SCHLESINGER, U. Natural dyes. In: FREEMAN, H.S.; PETERS, A.T. Colorants for non-textilesapplications. Amsterdam: Elsevier Science, 2000. chap. 9, p. 382-455.
TRATAMENTO DE EfLUENTES24. THOMPSON JR. J. P. Investigação da Flotação por Ar Dissolvido no Tratamento
de Efluente de Lavanderia Industrial Utilizando Coagulante de Fonte Renová-vel Tanino. Dissertação (Mestrado) - Universidade Federal de Uberlândia, 2013.
25. CRUZ, J. G. H. Alternativa para aplicação de coagulante vegetal à base de tani-no no tratamento do efluente de lavanderia textil. Dissertação de mestrado--Universidade Federal do Rio Grande do Sul, 2004.
26. MELO, G. Caracterização e Tratamento de Efluente de uma Lavanderia Indus-trial. Trabalho de Conclusão de Curso de Engenharia Civil. Universidade de Passo Fundo, 2000. 20 p.
27. GREGORY, R; ZABEL, T.F; EDZWALD, J.K. Sedimentation and flotation. Water Quality and treatment: A handbook of Community Water Supplies, McGraw--Hill, New York, 1999. pp 7.
28. MATIS, K. A. & PELEKA, E. N. Alternative Flotation Techniques for Wastewater Treatment: Focus on Eletroflotation. Elsevier Science BV, 2010.
29. LOCATELLI, A. L. Estudo para aplicação de flotação por ar dissolvido (FAD) na remoção de enxofre e cinzas contido em rejeitos carbonosos. Trabalho de Conclusão de Curso-Universidade do Extremo Sul Catarinense, 2006.
30. SILVA, F. A. N. G.; FRANÇA, S. C. A. Utilização da flotação por ar dissolvido na recuperação de águas da indústria mineral, 2003.
31. NUNES, D. G.; FRANÇA, S. C. A.; COUTO, H. J. B. Estudo da distribuição de tama-nho de bolhas do processo de flotação por ar dissolvido visando a recuperação de finos da indústria da mineração. XV Jornada de Iniciação Científica, 2011.
32. REALI, M. A. P.; MORUZZI, R. B.; PATRIZZI, L. J. Flotação por ar dissolvido aplica-da na clarificação de águas que apresentam picos de turbidez. 22°Congresso Brasileiro de Engenharia Sanitária e Ambiental - ABES, 2003.
33. OLIVEIRA, C; RODRIGUES, J. R; RUBIO, J. Processo de floculação-flotação: de-senvolvimento de técnicas de flocos aerados e sistemas multifásicos (CFA). Anais do XXIV ENTMME, Salvador/Bahia.pp 4, 2011.
34. REALI, M. A. P. Concepção e Avaliação de um Sistema Compacto para Trata-mento de Aguas de abastecimento Utilizando o Processo de Flotação por Ar Dissolvido e filtração com Taxa Declinante. Tese (Doutorado)- Escola de Engenharia de São Carlos, Universidade de São Paulo, 1991.
35. COSTA, A. F. S. Aplicação de Tratamento Biológico e físico-químico em efluen-tes de lavanderia e tinturaria Industrial do Município de Toritama no Estado de Pernambuco. Dissertação (Mestrado em Desenvolvimento de Processo Ambiental)- Universidade Católica de Pernambuco, 2008.
36. ÖZACAR, M.; SENGIL, I. A. Evaluation of tannin biopolymer as a coagulant aid for coagulation of colloidal particles.Colloids and Surfaces A: Physicochem. Eng. Aspects, v.229, 2003. p. 85–96.
37. SILVA, S. S. T. Estudo de tratabilidade físico-química com uso de taninos vege-tais em água de abastecimento e de esgoto. Dissertação (Mestrado), Escola Nacional de Saúde Pública – Fundação Oswaldo Cruz, São Paulo, 1999.
38. THOMPSON JR. J. P. Investigação da Flotação por Ar Dissolvido no Tratamento de Efluente de Lavanderia Industrial Utilizando Coagulante de Fonte Renová-vel Tanino. Dissertação (Mestrado) - Universidade Federal de Uberlândia, 2013.
39. THOMPSON, J. P.; COSTA, T. F. L.; CANOBRE, S. C.; AMARAL, F. A. Investigação do Processo de Flotação por Ar Dissolvido (FAD) para o Tratamento de Efluente de Lavanderias Têxteis e Industriais. Química Textil, n 110,2013. p 58-70.
40. BRATBY, J.; MARAIS, G. A guide for the design of dissolved-air (pressure) flota-tion systems for activated sludge processes. Water AS, v.2, n. 2, 1976. P. 87-100.
41. OLIVEIRA, C; RODRIGUES, J. R; RUBIO, J. Processo de floculação-flotação: de-senvolvimento de técnicas de flocos aerados e sistemas multifásicos (CFA). Anais do XXIV ENTMME, Salvador/Bahia.pp 4, 2011.
42. GRAU, R. A.; LASKOWSKI, J. S.; HEISKANEN, K. Effect of fhothers on bubble size. International Journalof Mineral Processing, 76, 2005.p 225-233.
43. BRATBY, J.; MARAIS, G. A guide for the design of dissolved-air (pressure) flota-tion systems for activated sludge processes. Water AS, v.2, n. 2, 1976. P. 87-100.
44. OLIVEIRA, C; RODRIGUES, J. R; RUBIO, J. Processo de floculação-flotação: de-senvolvimento de técnicas de flocos aerados e sistemas multifásicos (CFA). Anais do XXIV ENTMME, Salvador/Bahia.pp 4, 2011.
45. GRAU, R. A.; LASKOWSKI, J. S.; HEISKANEN, K. Effect of fhothers on bubble size. International Journalof Mineral Processing, 76, 2005.p 225-233.
QUÍMICA TÊXTIL bibliografia

www.abqct.com.br 73QUÍMICA TÊXTIL
QUÍMICA TÊXTIL bibliografia
ACAbAMENTO46. CANAL, C.; MOLINA, R.; BERTRAN, E.; ERRA, P. Wettability, ageing and reco-
very process of plasma-treated polyamide 6. J. Adhesion Sci. Technol., v. 18, p. 1077-1089, 2004.
47. CAIAZZO, F., CANONICO, P., NIGRO, R., TAGLIAFERRI, V. Electrode Discharge for Plasma Surface Treatment of Polymeric Materials. Journal of Materials Proces-sing Technology, v.58, p.96-99. 1996.
48. COOPES, I. H., GIFKINS, K.J. Gas Plasma Treatment of Polymer Surfaces. J. Ma-cromolecules Science Chem., v.A17(2), p.217-226. 1982.
49. D’AGOSTINHO, R. Plasma deposition, treatment, and etching of polymers. London: Ed. Academic Press, INC. 1990.
50. FARLEY, J.M.; MEKA P., Heat Sealing of Semicrystalline Polymer Films. II Effectos the Corona Discharge Treatment of LLDPE. Journal Applied Polymer Science, v. 51, p. 121-131, 1994.
51. FOERCH R.; KILL, G.; E WALZAK, M. Plasma Surface Modification of Polypro-pylene: Short-Term vs. Long-Term Plasma Treatment. Journal of Adhesion Science and Technology, v. 7, p. 1077-1089, 1993.
52. INAGAKI, N.; TASAKA, S.; UMEHARA, T. Effects of surface modification by re-mote hydrogen plasma on adhesion in poly(tetrafluoroethylene)/copper composites. J. Appl. Polym. Sci., v. 71, n. 13, p. 2191-2200, 1999.
53. INAGAKI, N.; TASAKA, S.; INOUE, T. Surface modification of aromatic polyami-de film by plasma graft copolymerization of glycidylmethacrylate for epoxy adhesion. Laboratory of Polymer Chemistry, Faculty of Engineering, Shizuoka University, 3-5 Johoku, Hamamatsu, 432 Japan, Nov., 1997.
54. POLL, H. U.; SCHLADITZ, U.; SCHREITER, S. Penetration of plasma effects into textile structures. Surface & Coatings Technology. v. 142-144, p. 489-493, 2001.
55. VAN DER MAI, H.C.; STOKROOS, I.; SCHAKENRAAD, J.M.; BUSSCHER, H.J. Aging effects of repeatedly glow-discharged polyethylene: influence on contact angle, infrared absorption, elemental surface composition and surface topo-graphy. J. Adhesion Sci. Technol. v. 5, n. 9, p. 757–769, 1991.
56. WONG, K. K., ET AL. Wicking properties of Linen Treated with Low Temperatu-re Plasma. Textile Research Journal. v. 71, p. 49-56, 2001.’
TRATAMENTO DE EfLUENTES57. ALEBOYEH, A.; MOUSSA, Y.,; ALEBOYEH, H. The effect of operational para-
meters on UV/H2O2 decolourisation of Acid Blue 74. Dyes Pigments, 66, p. 129–131, 2005.
58. ALVES, P. A. Tratamento eletroquímico e eletroquímico foto-assistido na de-gradação de efluentes da indústria têxtil. 2010. 103 f. Dissertação (Mestrado em Ciências) - Instituto de Química de São Carlos, Universidade de São Paulo, São Paulo, 2010.
59. ARAUJO, F. V. F.; YOKOYAMA, L. Remoção de cor em soluções de corantes re-ativos por oxidação com H2O2/UV. Revista Química Nova, São Paulo, v. 29, n.1, p. 11-14, 2006.
60. ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE CONFECÇÃO - ABIT. Disponível em: http://www.abit.org.br. Acesso em: 15 maio 2014.
61. AZEVEDO, J. A. H.; LIMA, M. R. P.; SALGADO, B. C. B.; PESSOA, K. A. R.; ARAUJO, R. S. Estudo comparativo da degradação avançada de corante índigo via processos fotoassistidos e de catalise heterogênea. In: CONNEPI Congresso Norte-Nordeste de Pesquisa e Inovação, 2010, Maceió. Resumos V CONNEPI Maceió, 2010.
62. BASTURK, E.; KARATAS, M. Decolorization of antraquinone dye Reactive Blue 181 solution by UV/H2O2 process. Journal of Photochemistry and Photobio-logy A: Chemistry, v. 299 n. 15, 67–72, 2015.
63. BELTRAME, L. T. C. Caracterização de efluente têxtil e proposta de tratamento. 2000. 179 f. Dissertação (Mestrado em Engenharia Química) - Universidade Federal do Rio Grande do Norte, Natal - RN, 2000.
64. BRITO, N. N., SILVA V. B. M. Processo oxidativo avançado e sua aplicação am-biental. Revista Eletrônica de Engenharia Civil, Goiânia – GO, v.1, n.3, p. 36-47, 2012. Disponível em: http://www.revistas.ufg.br/index.php/reec/article/view/17000/10840 - acesso 18/07/2014.
65. CAVALCANTE, A.M.; DEZOTTI, M.W.C.; SANT’ANNA JR, G.L. Técnicas oxidativas para a remoção de matéria orgânica de uma corrente de soda exausta de refinaria de petróleo. 2005. 145 p. Dissertação (Mestrado em Ciências em En-genharia Química) - Universidade Federal do Rio de Janeiro, 2005.
66. CLAUSEN, D. N.; TAKASHIMA, K. Efeitos dos parâmetros operacionais na fo-todegradação do azo corante direct red 23 na interface dióxido de titânio/água. Revista Química Nova, Londrina . v. 30, n.8, p. 1896-1899, 2007.
67. CLARIANT. Cartela de Cores Tendências Outono/inverno. 2005. Sao Paulo, Brasil.
68. CIBA Brasil. Tendências Industriais, 2001. Sao Paulo, Brasil.69. FERREIRA, D. D. M.; KELLER, J.; SILVA, L. E. A utilização da água pela indústria
têxtil: uma pesquisa no município de Brusque, SC. Inter Sciense Place, Santa Catarina, v. 8, n. 2, p. 1-19, 2009.
70. DANESHVAR, N.; BEHNAJADY, M.A.; MOHAMMADI, M.K.A.; DORRAJI, M.S.S. UV/H2O2 treatment of Rhodamine B in aqueous solution: influence of opera-tional parameters and kinetic modeling. Desalination, 230, p. 16–26, 2008.
71. ELMORSI, T. M.; RIYAD, Y. M.; MOHAMED Z. H.; EL BARY, H. M. H. Decoloration of mordant red 73 azo dye in water using H2O2 / UV and photo-Fenton treat-ment. Journal of Hazardous Materials, Cairo, v. 174, p. 352-358, 2010.
72. EREN, Z. Degradation of an azo dye with homogeneous and heterogeneous ca-talysts by sonophotolysis CLEAN – Soil Air Water, v. 40 n. 11, p. 1284–1289, 2012.
73. GUARANTINI, C. C. I. E ZANONI, M. V. B. CORANTES TÊXTEIS. Revista Química Nova, São Paulo, v.23, n.1, p. 71-78, 1999.
74. Hasanbeigi, A., Price, L. A technical review of emerging technologies for ener-gy and water efficiency and pollution reduction in the textile industry. Jour-nal of Cleaner Production, In Press, 2015.
75. HASSEMER, M. E. N.; CORAL, L. A.; LAPOLLI, F. R.; AMORIM, M. T. S. P. Processo UV/H2O2 como pós-tratamento para remoção de cor e polimento final em efluen-tes têxteis. Revista Química Nova, Florianopolis. v. 35, n.5, p. 900-904, 2012.
76. HASSEMER, M. E. N. Oxidação fotoquímica – UV/ H2O2 para degradação de poluentes em efluentes da indústria têxtil. 2006. 175 f. Tese (Doutorado em Engenharia Ambiental) - Universidade Federal de Santa Catarina, Florianó-polis, 2006.
77. KALSOOM, U.; ASHRAF, S. S.; MEETANI, M. A.; RAUF, M. A.; BHATTI, H. N. Degra-dation and kinetics of H2O2 assisted photochemical oxidation of Remazol Turquoise Blue. Chemical Engineering Journal, Paquistão, v. 200 -202 n. 15, p. 373-379, 2012.
78. MATTOS, I. L.; SHIRAISHI, K. A.; BRAZ, A. D.; FERNANDES, J. R. Peróxido de hi-drogênio: importância e determinação. Revista Química Nova, Minas Gerais, v.26, n.3, p. 373-380, 2003
79. MORAES, C. M. Estudo da difusão de corantes reativos em tecido de algodão. 2010. 105 f. Dissertação (Mestrado em Engenharia Química) Universidade Es-tadual de Campinas, Campinas - SP, 2010.
80. RIBEIRO, J. P.; OLIVEIRA, J.T.; OLIVEIRA, A. G.; ABDALA NETO, E. F.; SANTOS, A. B.; NASCIMENTO, R. F. Degradação do corante Remazol vermelho RB por H2O2/UV. Revista AIDIS de Ingenieria y Ciencias Ambientales: Investigación, desar-rollo y práctica, México, v.6, nº3, p 76–86, 2013.
81. SILVA, B. B.; CUSTÓDIO, V.; PESSOA, E.; COIMBRA, J. L.; NEUMAN, V.; JACUBAVI-CIUS, C.; FADINI, R.; SILVA, S. S.; RODRIGUES, V. B.; ROSA, J. M. Processos Produ-tivos Têxteis II. 4. ed. São Paulo: Escola SENAI Francisco Matarazzo - Apostila do Curso Técnico Têxtil, 2011. 298 p.
82. SILVA, B. B.; CUSTÓDIO, V.; PESSOA, E.; COIMBRA, J. L.; NEUMAN, V.; JACUBAVI-CIUS, C.; FADINI, R.; SILVA, S. S.; RODRIGUES, V. B.; ROSA, J. M. Processos Produ-tivos Têxteis III. 4. ed. São Paulo: Escola SENAI Francisco Matarazzo - Apostila do Curso Técnico Têxtil, 2011. Apostila do Curso Técnico Têxtil. 313 p.
83. SLOKAR, Y. M.; LE MARECHAL, A. M. Methods of decoloration of textile was-tewaters. Dyes and Pigments, Eslovenia, v.37, n.4, p. 335-356, 1998.
84. YILDIRIM, A.Ö.; GÜL, Ş.;, EREN, O, KUŞVURAN, E. A comporative study of ozo-nation, homogeneous catalytic ozonation, and photocatalytic ozonation for C.I Reactive Red 194 azo dye degradation. CLEAN – Soil Air Water, v. 39, 8, p. 79–805, 2011.
74 www.abqct.com.brQUÍMICA TÊXTIL
QUÍMICA TÊXTIL
Como distribuidora BASF na região Sul, a Additiva passa a fornecer a linha completa de monôme-ros acrílicos BASF – produzida no novo Comple-
xo Acrílico de Camaçari/BA. A unidade, inaugurada no final de junho, e que envolveu mais de 500 milhões de euros em investimentos, compõe três plantas para a produção de Acido Acrílico, Acrilato de Butila e Po-límeros Superabsorventes (SAP). Essa produção aten-derá a importantes cadeias produtivas, oferecendo lo-calmente matérias-primas de elevada qualidade para os setores de fraldas descartáveis e absorventes; tintas imobiliárias; detergentes; tintas UV(móveis); óleo e gás; mineração entre outros.
Com o novo Complexo , será garantido o abas-tecimento local destes materiais , com um impacto
positivo à balança comercial do país de cerca de US$ 300 milhões por an . A Additiva está inserida nesta ini-ciativa inovadora e sustentável cumprindo com todos os quesitos que trazem eficiência logística, orientação técnica e total segurança em todo o processo de for-necimento, disponibilizando ao mercado os seguintes itens: Acido Acrílico Glacial - Acrilato de Butila - Acrilato de Etila - Acrilato de 2 Etil Hexila - Metil Acrilato e Mo-nômeros Especiais. “Sem dúvida esta é uma operação de importância estratégica para toda a cadeia produti-va do setor químico nacional, destaca Marcos Bresolin, diretor da Additiva, e estamos preparados para aten-der, com a máxima agilidade e segurança no manuseio destes materiais , a todas as necessidades dos nossos clientes”, finaliza o empresário.
ADDITIVA DISTRIbUI PARA A REgIãO SUL A LINhA DE MONôMEROS ACRÍLICOS bASf DA NOVA UNIDADE DE CAMAçARI
produtos e serviços
A empresa Global Química e Moda, informa a contratação da executiva Iara Valentim a partir de Julho de 2015. Com mais de 19
anos de experiência na área comercial, estrutura-ção e liderança de canais de vendas direta e indi-reta, Iara vem acrescentar com sua experiência e efetivar a ampliação do nosso canal de distribuição em todo país. Além disso, a contratação da profis-sional vem para solidificar a presença da Global no mercado de sublimação.
CONTRATAçãOAtualmente a Global
Química e Moda é líder em market-share no mercado brasileiro no fornecimento de tintas para impressão dire-ta Têxtil, em especial com co-rantes reativos, e agora trará esta experiência para ampliar seus negócios na área de su-blimação, afirma Felipe Sanchez, CEO da empresa.

www.abqct.com.br 75QUÍMICA TÊXTIL
chapéu

QUÍMICA TÊXTIL
76 www.abqct.com.brQUÍMICA TÊXTIL
Esta edição da revista Química têxtil está chegando às suasmãos graças à colaboração dos seguintes anunciantes:
sua empresa também pode contribuir com o aperfeiçoamento dos profissionais da indústria têxtil. anuncie aqui.
telefone: 11 4195.4931