optimização do processo de fabrico em linha de produção ...ee01099/files/relatorioap14.pdf ·...
TRANSCRIPT

Faculdade de Engenharia da Universidade do Porto Departamento de Engenharia Electrotécnica e de Computadores
Optimização do Processo de Fabrico em Linha de Produção Flexível
Relatório de Projecto Ano Curricular 2006/07
Hélder M. M. Leal Orientado por: Prof. Adriano da Silva Carvalho
Julho 2007

Optimização do Processo de Fabrico em Linha de Produção Flexível 2
Resumo
Este documento é o relatório de um projecto realizado como Trabalho de Final de Curso da Licenciatura em Engenharia Electrotécnica e de Computadores da Faculdade de Engenharia da Universidade do Porto. O objectivo deste projecto consistiu no estudo das potencialidades da adopção de Redes de Petri para modelar sistemas de produção e o seu uso como sistema de apoio à decisão do escalonamento de ordens de fabrico. Foi assim desenvolvido o modelo em Redes de Petri correspondente a um centro de trabalho de um sistema distribuído de produção. Este modelo foi implementado numa ferramenta de simulação de Redes de Petri denominada de CPN Tools. Este software permite a captura de medidas de desempenho que permitem o estudo da eficiência do escalonamento. A conclusão deste projecto é que as Redes de Petri são um método bastante interessante como sistema de apoio para decisões de escalonamento, dado que permitem a modelação de praticamente todos os processos de fabrico que possam existir num sistema produtivo. Se aliarmos a esta flexibilidade, ferramentas de simulação como o CPN Tools, obtemos um modo bastante prático e rápido de avaliação de escalonamentos. Esta poderá ser a única solução válida para sistemas produtivos complexos, devido ao facto dos outros métodos como programação inteira se tornarem cada vez mais lentos com o aumento da complexidade dos sistemas.

Optimização do Processo de Fabrico em Linha de Produção Flexível 3
Agradecimentos
Gostaria de agradecer ao professor Adriano Carvalho pela disponibilidade em procurar um projecto do meu agrado e por me ter acompanhado ao longo deste trabalho.
Um obrigado aos colaboradores da Riopele, nomeadamente ao Eng.º Joaquim Vieira, pelos dados disponibilizados para este projecto. Gostava de agradecer também ao centro de apoio do CPN Tools e a toda a comunidade que sempre se mostrou disponível para esclarecer as minhas dúvidas, que não foram poucas. Por último, gostaria de agradecer à minha família e amigos por todo o apoio que me deram não só ao longo deste projecto como de todo o meu percurso académico.

Optimização do Processo de Fabrico em Linha de Produção Flexível 4
Prefácio
A economia mundial tem sofrido profundas alterações ao longo dos anos. A crescente exigência do mercado ao nível de diversidade dos produtos e qualidade de serviço e a globalização da economia têm forçado as empresas a adoptar novos paradigmas de produção de modo a corresponder às novas exigências. Estes paradigmas de produção assentam em quatro princípios básicos:
� Modularidade de produtos e componentes. � Aumento dos índices de qualidade dos produtos. � Flexibilidade das rotas operatórias e dos equipamentos. � Optimização da utilização dos recursos.
A modularidade de produtos e componentes procura corresponder à necessidade de variedade de produtos atrasando a diferenciação destes para as etapas mais avançadas de produção e permitindo assim uma produção mais homogénea nas fases iniciais (aumentando a eficiência do sistema). O aumento dos índices de qualidade dos produtos assegura uma maior confiança da empresa quanto ao nível de satisfação do cliente no que diz respeito ao produto e ao serviço (evita atrasos provocados por falhas de qualidade dos produtos). A flexibilidade das rotas de processamento surge com o intuito de dar resposta à diminuição do tamanho das ordens de fabrico e aumento da sua diversidade que inviabiliza a existência de gamas operatórias dedicadas a determinados produtos. A optimização da utilização dos recursos procura fazer o melhor aproveitamento de equipamentos, mão-de-obra e matéria-prima de modo a diminuir os custos de produção. O escalonamento incide sobre a optimização de recursos procurando ordenar o processamento das ordens de fabrico de modo a aumentar a eficiência geral do sistema.

Optimização do Processo de Fabrico em Linha de Produção Flexível 5
Índice
Resumo ........................................................................................................................................................2
Agradecimentos ..........................................................................................................................................3
Prefácio........................................................................................................................................................4
Índice ...........................................................................................................................................................5
Índice de Figuras ........................................................................................................................................7
Índice de Tabelas ........................................................................................................................................8
1 Introdução .........................................................................................................................................9
1.1 Contexto ......................................................................................................................................10
1.2 Objectivos ...................................................................................................................................13
1.3 Sistema de Produção da Riopele ...............................................................................................14
1.4 Análise do Sistema de Produção ...............................................................................................15
1.4.1 Análise dos Centros de Trabalho..............................................................................................16
1.4.2 Pad-Steam e Râmula..................................................................................................................19
1.5 Redes de Petri .............................................................................................................................20
1.6 CPN Tools ...................................................................................................................................22
2 Desenvolvimento .............................................................................................................................26
2.1 Medidas de Desempenho ...........................................................................................................27
2.2 Modelação do Processo ..............................................................................................................30
2.2.1 Horário ........................................................................................................................................32
2.2.2 Sistema ........................................................................................................................................34
2.2.3 Esquema Individual das Máquinas ..........................................................................................35
2.2.4 Máquina Desligada.....................................................................................................................36
2.2.5 Manutenção ................................................................................................................................37
2.2.6 Produção .....................................................................................................................................38
2.3 Monitorização.............................................................................................................................40
2.4 Apresentação dos Resultados ....................................................................................................44
2.5 Exemplo de Análise ....................................................................................................................47

Optimização do Processo de Fabrico em Linha de Produção Flexível 6
3 Conclusão.........................................................................................................................................49
3.1 Redes de Petri e CPN Tools.......................................................................................................50
3.2 Desenvolvimento Futuro............................................................................................................51
Bibliografia ...............................................................................................................................................52
Anexo A .....................................................................................................................................................53

Optimização do Processo de Fabrico em Linha de Produção Flexível 7
Índice de Figuras
Ilustração 1: Estrutura geral de planeamento .......................................................................................10 Ilustração 2: Principio de funcionamento dos centros de trabalho......................................................18 Ilustração 3:Evolução Temporal do Sistema de Produção ...................................................................19 Ilustração 4: Rede de Petri ......................................................................................................................20 Ilustração 5: Interface do CPN Tools .....................................................................................................22 Ilustração 6: Palete de Análise de Espaço de Estados ...........................................................................24 Ilustração 7: Palete de Simulação ...........................................................................................................24 Ilustração 8: Palete de Monitorização ....................................................................................................24 Ilustração 9 Estrutura do modelo ...........................................................................................................30 Ilustração 10: Rede de Petri do subsistema “HORARIO” ...................................................................32 Ilustração 11: Função manutenção .........................................................................................................33 Ilustração 12: Rede de Petri de “SISTEMA”.........................................................................................34 Ilustração 13: Rede de Petri do subsistema “PADSTEAM” ................................................................35 Ilustração 14: Rede de Petri do subsistema “DESLIGADA” ...............................................................36 Ilustração 15: Rede de Petri do subsistema “MANUTENCAO” .........................................................37 Ilustração 16: Rede de Petri do subsistema “PRODUÇÃO”................................................................39 Ilustração 17: Monitor NoOfs (Sem OF para processar)......................................................................40 Ilustração 18: Monitor FimTurnosTrabalho .........................................................................................40 Ilustração 19: Código de programação dos monitores para cálculo de TOP e TUE..........................41 Ilustração 20: Monitorização do Lead Time ..........................................................................................42 Ilustração 21: Monitor OFA....................................................................................................................42 Ilustração 22: Log File de TManutenção................................................................................................44 Ilustração 23: Relatório de Performance Simples .................................................................................45 Ilustração 24: Excerto de um relatório de Performance Composto.....................................................46 Ilustração 25: Função de escolha de ordem de fabrico a processar .....................................................48

Optimização do Processo de Fabrico em Linha de Produção Flexível 8
Índice de Tabelas
Tabela 1: Diagrama de Tempos ..............................................................................................................16 Tabela 2: Medidas de desempenho para RiopeleEscalonamento.........................................................47 Tabela 3: Medidas de desempenho para MinSetupEscalonamento.....................................................48

Optimização do Processo de Fabrico em Linha de Produção Flexível 9
1 Introdução
Neste capítulo, pretende-se fazer a contextualização do projecto e a descrição do problema.
Para isto, iremos enquadrar o problema de escalonamento ao nível do planeamento, avaliando as entradas e as saídas do sistema.
Posteriormente, iremos analisar o sistema de produção da Riopele que servirá de caso de estudo com destaque para as duas máquinas analisadas: a Padsteam e a Râmula.
Por último, será apresentada a técnica de modelação (Redes de Petri) utilizada, assim como a sua ferramenta, CPN Tools.

Optimização do Processo de Fabrico em Linha de Produção Flexível 10
1.1 Contexto
O planeamento industrial de produção é um processo complexo que se encontra dividido em várias etapas, consoante o horizonte temporal abrangido e o nível de detalhe disponível.
Planeamento de
Capacidades
Planeamento
Agregado
Planeamento de
Recursos
Escalonamento
Ilustração 1: Estrutura geral de planeamento
Assim, o planeamento da capacidade de produção corresponde a
decisões a nível estratégico e que afectarão o planeamento durante um tempo correspondente a vários anos ou mesmo décadas. Tipicamente, consiste na escolha da infra-estrutura de apoio à produção (edifício e equipamentos).
O planeamento agregado apresenta um horizonte temporal de influência correspondente a várias semanas ou meses e avalia a existência de capacidade para o cumprimento da procura.
O planeamento de recursos consiste na atribuição das matérias-primas, dos componentes e dos equipamentos para produção e tem a duração de vários dias ou semanas.
O escalonamento consiste no sequenciamento das tarefas provenientes do planeamento superior e na gestão da carga dos centros de trabalho para produção.
A problemática do escalonamento tem evoluído juntamente com os
sistemas de produção. Com sistemas de produção em massa e reduzida

Optimização do Processo de Fabrico em Linha de Produção Flexível 11
variedade de ordens de fabrico, o escalonamento era bastante simples uma vez todo o sistema já estava optimizado para a produção de determinado produto. No entanto, com adopção de sistemas flexíveis e com o aumento da variedade de produtos, cada centro de trabalho necessita de processar vários produtos, e apesar da evolução dos equipamentos no sentido de reduzir os tempos de reconfiguração, a grande quantidade de setups origina uma elevada perda de eficiência.
Torna-se assim necessária a optimização do escalonamento das tarefas de modo a rentabilizar o uso dos recursos disponíveis.
Os métodos tipicamente utilizados para esta optimização podem-se
dividir em três grupos: � Programação matemática inteira. � Programação matemática combinatória. � Modelação e simulação.
A programação matemática inteira procura uma solução óptima
recorrendo a métodos de investigação operacional, como a pesquisa branch-and-bound que consiste no cálculo de uma solução linear mas não inteira e iterativamente vai contraindo o espaço de soluções até obter uma solução inteira. Este método apesar de apresentar uma solução óptima, é extremamente moroso (tornando-se na maioria dos casos impraticável).
A programação combinatória faz uso de heurísticas de modo a procurar soluções. Não apresentam garantias de solução óptima, mas algumas destas heurísticas apresentam soluções bastante próximas desta (Pesquisa Tabu, Arrefecimento Simulado, etc.). Apresenta uma rapidez de execução bastante superior à programação inteira.
O método de modelação e simulação rege-se por um princípio diferente dos anteriores na medida em que transfere a capacidade de decisão para terceiros (métodos anteriores e/ou operador/planeador) fornecendo a estes uma ferramenta capaz de calcular os resultados da sua decisão rapidamente e permitir a sua alteração durante a simulação. Apesar de ser uma ferramenta empírica e sem capacidade de optimização é bastante interessante em sistemas de produção bastante irregulares, como é o caso em estudo neste projecto.

Optimização do Processo de Fabrico em Linha de Produção Flexível 12
A modelação e a simulação apresentam ainda uma vantagem relativamente aos métodos anteriores, que é o facto de empiricamente permitir a análise de vários objectivos, enquanto os métodos anteriores apenas podem optimizar o sistema em função de um único objectivo.
Entre as ferramentas mais utilizadas para modelação e simulação encontram-se as Redes de Petri.

Optimização do Processo de Fabrico em Linha de Produção Flexível 13
1.2 Objectivos
O objectivo principal deste projecto consiste no estudo da viabilidade do uso de Redes de Petri como ferramenta de apoio ao escalonamento de sistemas de produção.
De modo a atingir este objectivo, tiveram que ser delineados outros
objectivos intermédios que garantissem o enquadramento e utilidade do modelo com os sistemas de fabrico existentes.
Assim, a primeira etapa deste projecto consistia no estudo de um sistema de produção de uma empresa. A empresa escolhida foi a Riopele, uma empresa de destaque no ramo da indústria têxtil.
Paralelamente ao estudo anterior, seria obrigatório o estudo de uma ferramenta que simulasse o funcionamento das Redes de Petri e que permitisse a sua simulação. O programa escolhido acabou por ser o CPN Tools, uma ferramenta freeware e extremamente poderosa desenvolvida pela universidade dinamarquesa de Aarhus que concilia a sintaxe das Redes de Petri com uma linguagem funcional denominada “Standard ML”.
A etapa seguinte consistiu na modelação de um modelo de centros de trabalho do sistema de produção. Para além da modelação, tornou-se também necessária a definição de mecanismos de monitorização capazes de recolher informação sobre o estado do sistema.
O último passo do projecto consistiu na avaliação do funcionamento do modelo para vários modos de funcionamento, permitindo tirar conclusões sobre o sistema de produção.

Optimização do Processo de Fabrico em Linha de Produção Flexível 14
1.3 Sistema de Produção da Riopele
A Riopele é uma indústria têxtil sedeada em Famalicão. Especializada no fabrico de tecidos, nasceu à 85 anos altura em que a sua produção estava limitada a uma pequena diversidade de produtos. Actualmente, é um dos maiores grupos têxteis portugueses, tendo uma gama de produtos de dezenas de qualidades diferentes, com dezenas de cores.
A Riopele apresenta ainda a particularidade de, tratando-se de uma empresa têxtil, ter que seguir as tendências de moda vigentes o que leva a uma alteração de produtos a cada seis meses. Isto exige do planeamento uma elevada flexibilidade.
O chão de fábrica da empresa é constituído por 25 centros de trabalho
(ver Anexo A), sendo que cada centro de trabalho pode ser constituído por uma ou mais máquinas.
Observando a quantidade de centros de trabalho, assim como o fluxo de materiais entre estes, tornou-se óbvio que este é um sistema demasiado complexo para ser estudado em três meses. Assim, seguindo as indicações dos engenheiros da empresa concentramo-nos em dois destes centros de trabalho, que correspondem aos “gargalos” da produção: a Padsteam 2 e a Râmula Monfort.
Ambas as máquinas apresentam o mesmo principio de funcionamento, logo o modelo que terá que ser desenvolvido servirá para os dois centros de trabalho.

Optimização do Processo de Fabrico em Linha de Produção Flexível 15
1.4 Análise do Sistema de Produção
A Riopele apresenta um sistema distribuído de produção designado por sistema de produção holónico (“holonic”).
Este novo paradigma de sistemas de produção baseia o seu funcionamento na divisão do sistema geral de produção em unidades mais simples que por sua vez ainda se podem dividir em outras unidades. Estas unidades são independentes umas das outras no entanto cooperam entre si de modo a atingir um objectivo comum, neste caso a produção das ordens de fabrico.
Assim, o nível superior consiste no planeamento geral de produção baseado em estatísticas de produção para cada centro de trabalho e na procura registada. No entanto, o escalonamento das ordens de fabrico e o seu controlo é feito individualmente em cada centro de trabalho por pessoal especializado.
Assim, a independência de cada centro de trabalho relativamente ao
restantes é bastante maior que em sistemas tradicionais, dado que o escalonamento das ordens de fabrico é feito dinamicamente na altura em que chegam ao centro de trabalho.
A adopção deste sistema distribuído permite: � Simplificar o processo de escalonamento, substituindo um
escalonamento complexo por vários escalonamentos mais simples (numa perspectiva de dividir para conquistar).
� Aumentar a capacidade de reconfiguração do sistema de modo e responder a encomendas urgentes (por exemplo, encomendas para colecção).
� Dar resposta à necessidade de reprocessamento de ordens de fabrico com defeito que podem necessitar voltar atrás várias máquinas, dado que o controlo de qualidade não é feito em cada centro de trabalho.
Tendo adoptado uma solução de programação inteira que no entanto não servia os interesses da empresa dado que cada escalonamento exigia um período de cerca de doze horas para ser concretizado e cada alteração posterior obrigava a mais dez horas de optimização (sendo que a empresa

Optimização do Processo de Fabrico em Linha de Produção Flexível 16
pode ter várias alterações ao plano estabelecido por dia), a Riopele procura uma nova ferramenta de apoio ao escalonamento. 1.4.1 Análise dos Centros de Trabalho
Os centros de trabalho do chão de fábrica da Riopele obedecem à mesma matriz de funcionamento.
Este funcionamento poderá ser dividido em várias etapas consoante o estado da máquina.
Assim, de seguida é apresentado um diagrama representativo dos vários tempos tomados em consideração pela empresa e por mim na elaboração do modelo.
TT TA TNA
TPR TPL TRL TPA TLZ TMP
TPP TPI TPC TRP TCL TEE
TAV TRT TFE TFR Tabela 1: Diagrama de Tempos
TT (Tempo Total): Corresponde ao período total em consideração (oito horas por turno, três turnos por dia, sete dias por semana,...). TA (Tempo Abertura): Tempo de disponibilização das máquinas, produtos e meios humanos para operação. TNA (Tempo Não Abertura): Tempo programado durante o qual não se prevê produção (3º turno, fim-de-semana, etc.). TPR (Tempo de Produção): Tempo de funcionamento do equipamento com a finalidade de produzir.

Optimização do Processo de Fabrico em Linha de Produção Flexível 17
TPL (Tempo de Paragens Planeadas): Tempo de paragem dos equipamentos para manutenção (TLZ- Tempo Limpeza e Arranque) e para setup (TMP- Tempo de Mudança de Produto). TRL (Tempo Rolagem): Tempo exclusivamente dedicado a produção que se pode dividir em tempo de Processamento (TPC), Tempo de Reprocessamento) (TRP), Tempo de Colecções (TCL) e Tempo de Estudos e Ensaios (TEE). TPA (Tempo de Paragens Aleatórias): Tempo de paragens não programadas que interrompem a produção e que são originadas por causas ligadas aos seus meios (TPP- Tempo Paragens Próprias) ou causas ligadas a factores externos (TPI- Tempo de Paragens Induzidas). Os tempos de paragens próprias são causados por avarias na máquina (TAV) ou rebentamento de tecido (TRT) enquanto que os tempos de paragens induzidas se devem à falta de energia e fluidos (TFE) ou à falta de Recursos (TFR). Seguindo a representação apresentada, o funcionamento dos centros de trabalho obedece ao seguinte esquema:

Optimização do Processo de Fabrico em Linha de Produção Flexível 18
TNA
Inicio de Turno
de Produção?
Existe
Manutenção
Agendada para
este turno?
TLZ
Máquina Parada
Existe
Necessidade
de Setup?
Existem
Ordens de
Fabrico
Pendentes?
Não
Sim
Sim
Não
Não
TMP
Processamento
Sim
Sim
Não
Fim de Turno
de Produção?
Não
Sim
Fim de Turno
de Produção?
Sim
Não
Ilustração 2: Principio de funcionamento dos centros de trabalho
Existem dois pontos a ter em atenção na análise do funcionamento do centro de trabalho: O primeiro ponto é que caso seja iniciada uma operação, quer seja de produção ou manutenção, ela deverá ser obrigatoriamente terminada. O segundo ponto é que em determinadas alturas, o tempo de execução das tarefas de manutenção ultrapassa um turno de trabalho. Isto obriga a uma transição directa para o turno seguinte.

Optimização do Processo de Fabrico em Linha de Produção Flexível 19
Assim, um esquema temporal de produção poderá ser o seguinte:
Ilustração 3:Evolução Temporal do Sistema de Produção
1.4.2 Padsteam e Râmula A Padsteam é o centro de trabalho encarregue da coloração dos
tecidos. Esta coloração é feita a partir de programas definidos para cada tipo de tecido. O programa definido será o maior condicionante dos tempos de processamento. Os setups da máquina consistem tipicamente na lavagem, fervura da máquina e mudança de programa.
A Râmula procede ao acabamento e secagem dos tecidos sendo que o único setup necessário ao seu funcionamento é a mudança de programa.
Ambas as máquinas apresentam necessidades de manutenção ao nível de pichelaria, mecânica e sistema eléctrico.

Optimização do Processo de Fabrico em Linha de Produção Flexível 20
1.5 Redes de Petri
As Redes de Petri são uma linguagem matemática de representação de sistemas discretos.
Na sua forma mais simples é composta pela combinação de quatro elementos: lugares (representado por circunferências ou elipses), transições (representadas por rectângulos), arcos que ligam lugares e transições e tokens que representam o conteúdo dos lugares.
Ilustração 4: Rede de Petri
A dinâmica da rede é criada pelo disparo das transições. O disparo de
uma transição só se encontra habilitado quando a quantidade de tokens em cada lugar de entrada for igual ou superior ao peso do arco correspondente. Quando se dá o disparo da transição, os tokens dos lugares de entrada são consumidos na quantidade do peso de cada arco enquanto que são criados tokens nos lugares de destino dependendo também do peso dos respectivos arcos. Caso existam duas transições que partilham um ou vários lugares de entrada, o seu disparo é sequencial e aleatório, ou seja, o disparo de uma transição poderá inviabilizar o disparo de outra.
A esta lógica base foram sendo acrescentadas extensões com o intuito
de simplificar as redes ou de adicionar funcionalidades que estas não possuíam seguindo a sintaxe base.
Entre estas extensões destacam-se as seguintes: Redes de Petri Coloridas: Os tokens passam a ser diferenciados uns
dos outros, ou seja, no disparo de transições, os arcos passam a ter que identificar os tokens a que se referem. Isto permite uma diferenciação do comportamento da rede mediante o token em causa.

Optimização do Processo de Fabrico em Linha de Produção Flexível 21
Redes de Petri Temporizadas: É acrescentada a funcionalidade de os tokens, arcos e transições possuírem informação temporal de disparo. Isto permite modelar processos reais, com intervalo de realização específico.
Redes de Petri Hierárquicas: Esta extensão permite encadear várias redes umas nas outras. As transições passam a poder ser designadas a outras redes. Assim, o disparo de uma transição corresponde à execução de uma outra rede. Isto torna possível a generalização ou especialização de comportamentos na rede. Por exemplo, de um ponto de vista de gestão, a modelação das redes ao pormenor acrescenta informação dispensável. Se esse comportamento for substituído por uma transição, torna-se bastante mais simples a análise geral da rede.
Estas extensões foram compiladas na norma ISO-IEC 15909 sob a
designação de Redes de Petri de Alto-Nível (“High-Level Petri Nets”).

Optimização do Processo de Fabrico em Linha de Produção Flexível 22
1.6 CPN Tools
O CPN Tools é uma ferramenta desenvolvida pela Universidade de Aarhus, primeiro sob a designação de Design/CPN e posteriormente sob a designação actual.
Ilustração 5: Interface do CPN Tools
Esta ferramenta utiliza o motor de funcionamento das Redes de Petri conjugado com “Standard ML”, uma linguagem de programação funcional, ao nível das inscrições (declarações, variáveis e funções).
As linguagens de programação funcional distinguem-se das restantes pela inexistência de estruturas de ciclo (for ou while). Isto impede o bloqueio do programa em “run-time” na execução dessas estruturas.
As inscrições de Standard ML utilizadas podem ser divididas em quatro grupos:
Declarações: Que definem os tipos de dados existentes e as cores dos tokens.
Constantes: Valores predefinidos.

Optimização do Processo de Fabrico em Linha de Produção Flexível 23
Variáveis: objectos obtidos a partir das declarações e que permitem a manipulação dos dados da rede.
Funções: Código que permite a execução de determinadas tarefas.
A representação dos elementos básicos das Redes de Petri em CPN Tools é a seguinte:
Lugares:
Apresentam três tipos de inscrições: o nome no interior do diagrama gráfico, a cor dos tokens que aceita no canto inferior direito e a marcação inicial no canto superior direito. As marcações são indicadas na forma
quantidadecor sendo que diferentes cores devem ser separadas pela string “++”. Transições:
A transição só é disparável se para além das condições base das Redes de Petri serem cumpridas, a “guarda” do canto superior esquerdo também for cumprida. As transições apresentam também a possibilidade de serem temporizadas
através do parâmetro “delay”. Por último, existe ainda a possibilidade de executar acções através do segmento de código do canto inferior direito. Arcos:
Os arcos são obrigados a apresentar inscrições de peso (excepto em quando se tratam de arcos dirigidos para/de transições hierárquicas). Estas condições podem ser variáveis, valores absolutos ou funções. Caso o arco seja
dirigido de lugares para transições não poderá ter funções na sua inscrição.

Optimização do Processo de Fabrico em Linha de Produção Flexível 24
O CPN Tools possui também três pacotes de ferramentas que permitem a análise do comportamento da rede.
Análise de espaço de estados
Ilustração 6: Palete de Análise de Espaço de Estados
A análise de espaço de estados faz o estudo da dinâmica da rede
através do cálculo de todas as transições possíveis, permitindo assim a detecção de estados de bloqueio ou a alcançabilidade de determinados estados.
Simulação
Ilustração 7: Palete de Simulação
A simulação diferencia-se do espaço de estados dado que apresenta apenas uma sequência possível de disparo de transições. Isto permite como o próprio nome indica, simular o funcionamento da rede.
Monitorização
Ilustração 8: Palete de Monitorização
A monitorização é uma ferramenta que actua sobre a simulação com o intuito de a controlar ou de recolher dados para posterior análise. O

Optimização do Processo de Fabrico em Linha de Produção Flexível 25
controlo é feito a partir da definição de pontos de paragem mediante o cumprimento de determinados critérios.

Optimização do Processo de Fabrico em Linha de Produção Flexível 26
2 Desenvolvimento
Neste capítulo será apresentado o desenvolvimento do modelo do sistema de produção. Procurarei explicar o raciocínio e as decisões assumidas de modo a atingir os objectivos propostos.
Assim, o primeiro passo consiste na definição das variáveis de desempenho que se pretende estudar.
De seguida, irei definir a estrutura do modelo. Posteriormente, iremos proceder à análise de cada um dos subsistemas
definidos a partir da estrutura. Por último, iremos definir a monitorização do modelo.

Optimização do Processo de Fabrico em Linha de Produção Flexível 27
2.1 Medidas de Desempenho
Apesar de poderem ser definidas medidas de desempenho rigorosas na sua lógica, a avaliação do desempenho de um sistema de produção costuma ser empírica e variável de pessoa para pessoa. De facto, dependendo do avaliador, determinadas medidas poderão ser mais relevantes que outras. Por exemplo, a diminuição da quantidade de ordens de fabrico atrasadas poderá ser bastante mais relevante que o rendimento geral do sistema para determinado planeador enquanto que outro planeador poderá preferir sacrificar a qualidade de serviço de modo a obter uma maior margem de lucro. Torna-se assim importante que esta ferramenta disponibilize um bom número de medidas de desempenho, fornecendo assim uma melhor base para a tomada de decisão. As medidas que se definiu como sendo mais importantes para o responsável pelo escalonamento são as seguintes: Rendimento Operacional (RO): define o aproveitamento da máquina.
100*(%)TAberturaTRolagem
RO ==
Num sistema tradicional com um escalonamento único, este índice seria suficiente para avaliar a eficiência do processo. Contudo, num sistema de produção holónico, este factor é influenciado por dois agentes:
� A nível local, pelo escalonamento das ordens de fabrico na máquina que originará mais ou menos setups.
� A nível global, pelo escalonamento das ordens de fabrico pelas máquinas que poderá provocar falta de ordens para processar em determinadas máquinas.
Assim, o rendimento operacional será substituído por duas grandezas: Taxa de Ocupação da Produção:
100*(%)TParadaTRolagemTSetup
TRolagemTSetupTOP
+++=
Taxa Utilização Efectiva:
100*(%)TSetupTRolagem
TRolagemTUE
+=

Optimização do Processo de Fabrico em Linha de Produção Flexível 28
Lead Time (LT): Período de tempo desde que uma ordem de fabrico entra para ser processada até que sai. Isto permite avaliar a capacidade de resposta do sistema a alterações do planeamento. É interessante saber uma estimativa do período esperado (médio), assim como do pior caso. Este parâmetro pode ser calculado quer para os centros de trabalho, quer para o sistema na sua globalidade. No entanto, ao nível dos centros de trabalho, este parâmetro só é interessante se estivermos perante um planeamento dinâmico, dado que para um escalonamento estático, este índice descreve apenas o rendimento da máquina (por exemplo, o lead time máximo corresponderá ao período decorrente entre o processamento da primeira ordem de fabrico e da última, que será tanto menor quanto maior for o rendimento operacional). Lead Time Médio
n
LTLTm
n
i∑
= =1
Lead Time Extremo
)(max LTn
LTe=
“Work in Process” (WIP): Permite avaliar o volume de encomendas no chão de fábrica. Deste parâmetro convém analisar o valor médio e o valor máximo. Este parâmetro não poderá ser estudado uma vez que só vamos analisar o funcionamento individual de cada centro de trabalho, no entanto é aqui indicado como um parâmetro a ter em atenção. WIP médio:
T
QOFWIP
t
m
∫ ∑= 0
WIP Extremo: )(max ∑= QOF
mWIP t

Optimização do Processo de Fabrico em Linha de Produção Flexível 29
Ordens de Fabrico Atrasadas: É um parâmetro da qualidade de serviço da empresa. Iremos analisar a quantidade de ordens de fabrico atrasadas, assim como o máximo atraso. Quantidade de ordens de fabrico atrasadas )()()( previstadentregadq OFcountOFA >= Atraso Máximo das Ordens de Fabrico
))()((max previstadentregadOFA nm −=

Optimização do Processo de Fabrico em Linha de Produção Flexível 30
2.2 Modelação do Processo
Tanto a Râmula como a Padsteam são membros da classe de centros de trabalho apresentada em “Ilustração 2: Principio de funcionamento dos centros de trabalho”.
Esta classe de centros de trabalho apresenta quatro estados disponíveis: máquina desligada, em manutenção, parada ou em produção.
A permanência em determinado estado ou a transição entre estados é influenciada pelos seguintes factores:
� Horário de trabalho � Horário de Manutenção � Existência (ou não) de ordens de fabrico para processamento.
Deste modo, procurei modelar o comportamento dos centros de trabalho durante a permanência em cada estado, assim como os factores paralelos que originam as transições entre estados.
Fazendo uso do suporte do CPN Tools a Redes de Petri hierárquicas, procurei definir o modelo da forma mais modular possível, permitindo assim uma fácil expansibilidade.
Ilustração 9 Estrutura do modelo
A rede HORARIO terá como função simular o horário de trabalho da
fábrica, definindo os turnos em que está prevista a produção e a manutenção.

Optimização do Processo de Fabrico em Linha de Produção Flexível 31
A rede SISTEMA representa a visão mais geral do sistema de produção, apresentando o fluxo das ordens de fabrico ao longo dos vários centros de trabalho.
A rede PADSTEAM ou RAMULA (ou outro centro qualquer) simula o funcionamento da máquina correspondente ao longo dos vários estados.
MANUTENÇÂO, DESLIGADA e PRODUÇÂO simulam os vários estados.
Esta estrutura permite a inserção de qualquer outra máquina que
apresente um funcionamento semelhante com o mínimo de alterações possíveis no programa.

Optimização do Processo de Fabrico em Linha de Produção Flexível 32
2.2.1 HORÁRIO A rede HORÁRIO simula um relógio do sistema que vai invocar as
actividades agendadas dos centros de trabalho. Estas actividades são o desligar/ligar a máquina e as várias tarefas de
manutenção a que a máquina está sujeita., sendo que o (des)ligar da máquina só ocorre na transição entre turnos e que as tarefas de manutenção são executadas no início de turno. Isto obriga a que a rede seja capaz de diferenciar os vários turnos e de os comunicar com as restantes redes.
Ilustração 10: Rede de Petri do subsistema “HORARIO”
O elemento central desta rede é o lugar “Tempo” que guarda a informação sobre o turno actual da simulação sobre a forma de um token do tipo inteiro temporizado (TURNO).
Sempre que existe uma mudança de turno (que consiste numa aumento do tempo de simulação em “turnoTempo” unidades), a marcação do lugar

Optimização do Processo de Fabrico em Linha de Produção Flexível 33
“Tempo” é incrementada e é verificado se o novo turno corresponde a um turno de trabalho e/ou de manutenção.
A identificação dos turnos de trabalho é guardada numa lista denominada “turnosTrabalho”. Aquando da execução da transição, é verificado se o novo turno se encontra nessa lista, marcando o lugar como TA (Tempo de Abertura) ou TNA (Tempo Não Abertura).
Ao mesmo tempo é verificada a existência de tarefas de manutenção agendadas para o novo turno. Estas tarefas são agrupadas por máquinas através da função “manutenção”, dado que podem existir tarefas de manutenção do mesmo tipo (mecânica, pichelaria, etc.) para máquinas diferentes.
Ilustração 11: Função manutenção
Esta função tem que ser actualizada à medida que se vão inserindo
máquinas no sistema. Estes dados são disponibilizados às restantes redes através do uso de
lugares de fusão, que são lugares que podem ser distribuídos por várias redes mas que na lógica do CPN Tools são o mesmo.
O “Bloco Inicialização” permite verificar o tipo de turno em que a
simulação começa assim como definir as tarefas de manutenção agendadas logo para o primeiro turno simulado.

Optimização do Processo de Fabrico em Linha de Produção Flexível 34
2.2.2 SISTEMA Esta rede procura apresentar o panorama geral do sistema de
produção. Será constituída pelos centros de trabalho representados por transições
hierárquicas e pelos buffers ao longo da gama operatória.
Ilustração 12: Rede de Petri de “SISTEMA”
Como só estamos a analisar o comportamento individual de cada centro de trabalho, definimos um buffer de entrada e saída para cada centro de trabalho. No entanto, se este sistema for expandido para a fábrica inteira, teremos que encadear os centros de trabalho de modo que os buffers de saída de um centro de trabalho correspondam ao buffer de entrada de outro.

Optimização do Processo de Fabrico em Linha de Produção Flexível 35
2.2.3 Esquema Individual das Máquinas Esta rede apresenta os vários estados da máquina (neste caso a
Padsteam). O lugar “Espera” indica que a máquina está parada. A mudança de estado da máquina é feita a partir da passagem do token (variável do tipo TOKEN), existindo só e sempre um token no subsistema de cada máquina. A centralização do estado “Espera” tem em vista a simplificação da rede, diminuindo a quantidade de arcos que seria necessário ter se ligássemos todos os estados uns aos outros. No entanto, este facto não tem qualquer influência no cálculo dos índices de avaliação porque todos eles se baseiam no tempo e estas passagens entre estados são instantâneas.
Ilustração 13: Rede de Petri do subsistema “PADSTEAM”

Optimização do Processo de Fabrico em Linha de Produção Flexível 36
2.2.4 Máquina Desligada O estado de máquina desligada é simulado nesta rede. A máquina só será desligada caso o turno actual seja de não abertura e
a máquina não esteja a executar qualquer actividade (manutenção ou produção).
Depois de desligada e caso se entre num turno de abertura, a máquina irá proceder a uma limpeza do registo de “OFAnterior”, que é o registo responsável pela execução de setups na mudança de ordens de fabrico.
Ilustração 14: Rede de Petri do subsistema “DESLIGADA”

Optimização do Processo de Fabrico em Linha de Produção Flexível 37
2.2.5 Manutenção
Caso existam tarefas de manutenção para executar na máquina, estas são retiradas ao lugar “Estado Manutenção” e através da função “tarmanToTarefas(tarMans)” são definidos os parâmetros de execução (duração média e desvio padrão). Estes parâmetros são utilizados para simular cada tarefa de manutenção. Quando as tarefas de manutenção terminarem, o token de funcionamento da máquina é libertado.
Ilustração 15: Rede de Petri do subsistema “MANUTENCAO”
Optimização do Processo de Fabrico em Linha de Produção Flexível 38
2.2.6 PRODUÇÃO O processamento das ordens de fabrico é simulado a partir desta rede. A execução deste estado será a execução de menor prioridade, ou seja, primeiro serão executadas as tarefas de manutenção e só depois serão executadas as tarefas de processamento. Deste modo, garante-se a execução das actividades de manutenção logo no início de cada turno. As ordens de fabrico são representadas por um conjunto de parâmetros: Estes parâmetros são o “ID” que irá permitir a identificação da ordem, o tipo de material (tecido) em causa que irá afectar o programa utilizado para processamento nas máquinas, o tipo de cor do tecido (clara, média, escura e neutra), a quantidade da ordem de fabrico (em metros) e o turno em que deverá estar pronta. A representação das ordens de fabrico será a seguinte:
(ID, Material, Tipo Cor, Quantidade, Turno Entrega) Na transição “Controlador” é definido o escalonamento a utilizar para a produção que poderá depender da ordem de fabrico anterior guardada em “OFAnterior”. Apesar de todas as ordens de fabrico passarem pelo estado de setup, isto não significa que elas o executem, uma vez que se não necessitarem, passam por este estado “instantaneamente”. Os lugares “AuxRolagem” e “AuxEsp” existem para colmatar uma limitação do CPN Tools ao nível de monitorização. Em transições temporizadas (que neste caso representam a duração de uma estado) só é possível a monitorização quando o token chama a transição e não quando sai da transição, não medindo assim a duração do estado.

Optimização do Processo de Fabrico em Linha de Produção Flexível 39
Ilustração 16: Rede de Petri do subsistema “PRODUÇÃO”
A transição “Controlador” será a transição que permite definir o tipo
de escalonamento que será feito. Tratando-se de uma linguagem funcional, o “Standard ML” não é
particularmente eficiente para o cálculo de escalonamento, uma vez que este cálculo é feito recorrendo a ciclos de melhoramento e esta linguagem não apresenta estruturas de ciclo.
Assim, o melhor será recorrer a outros métodos para fazer o escalonamento e utilizar o CPN Tools para verificação.
Apesar destas limitações, foi possível definir duas estruturas de escalonamento. A primeira executa as ordens de fabrico na ordem em que as recebe (como se o escalonamento tivesse sido definido por terceiros). A segunda ordena as ordens de fabrico de modo as obter o menor tempo de setup possível (não levando em atenção as datas de entrega).
Estas duas estruturas serão utilizadas para mostrar como a modelação por Redes de Petri pode servir para avaliar escalonamentos.

Optimização do Processo de Fabrico em Linha de Produção Flexível 40
2.3 Monitorização
A monitorização é um conjunto de ferramentas que permitem a actuação no modelo durante a simulação e a recolha de dados estatísticos deste.
A actuação do modelo permite a definição de “breakpoints” para parar a simulação. Estas paragens podem ser temporárias, tipicamente para fazer alterações manuais a determinados parâmetros do modelo ou definitivas no final do período que pretendemos simular.
Os monitores de actuação utilizados fazem com que a simulação termine caso não existam mais ordens de fabrico para processar ou caso não sejam definido turnos de trabalho posteriores ao turno actual.
Ilustração 17: Monitor NoOfs (Sem OF para processar)
No monitor Ofs, sempre que é disparada a transição Fim_Rolagem, o monitor verifica em todos os lugares por onde as ordens de fabrico passam se estão ocupados. Se não houver estados com ordens de fabrico, a simulação pára.
Ilustração 18: Monitor FimTurnosTrabalho

Optimização do Processo de Fabrico em Linha de Produção Flexível 41
Por sua vez, o monitor “FimTurnosTrabalho” pára a simulação se for atingido o último turno programado para produção. Este monitor evita que a simulação continue indefinidamente em turnos de não abertura. Para ser possível a avaliação do escalonamento definido é necessário recolher dados da rede que permitam o cálculo das medidas de desempenho. Esta recolha é feita a partir de um tipo de monitores denominados “Data Collectors”. Assim, para calcularmos os índices de rendimento TOP (Taxa de Ocupação para Produção) e TUE (Taxa de Utilização Efectiva), necessitamos de recolher informação sobre o tempo passado pela máquina nos vários estados. Este cálculo apresenta duas dificuldades, a primeira consiste no facto de nativamente não ser possível calcular tempos de permanência de marcações em lugares, apenas taxas de ocupação relativamente ao tempo de simulação. Esta dificuldade é ultrapassada pelo facto de os índices de rendimento serem obtidos através de quocientes resultando que é igual dividir as taxas de ocupação e os tempos reais. A segunda dificuldade, prende-se com o facto de no CPN Tools, os monitores não medirem os atrasos de transições temporizadas. Por isto, foram acrescentados dois novos lugares ao subsistema PRODUÇÃO como pode ser visto em 2.2.6.
Ilustração 19: Código de programação dos monitores para cálculo de TOP e TUE

Optimização do Processo de Fabrico em Linha de Produção Flexível 42
Os monitores TDesligada, TManutenção, TEspera, TRolagem e TSetup são monitores predefinidos que calculam as taxas de ocupação dos lugares. O Lead Time é medido recorrendo a dois monitores, um que regista o início de processamento da ordem de fabrico e outro que regista o a diferença entre o fim de processamento e o início.
Ilustração 20: Monitorização do Lead Time
As duas medidas de atraso das ordens de fabrico consideradas vão ser calculadas com base no monitor OFA
Ilustração 21: Monitor OFA

Optimização do Processo de Fabrico em Linha de Produção Flexível 43
Este monitor verifica para cada ordem de fabrico se o seu prazo de entrega foi cumprido e caso não tenha sido, regista a duração do atraso. Estes dados serão depois compilados num relatório que irá apresentar as medidas pretendidas.

Optimização do Processo de Fabrico em Linha de Produção Flexível 44
2.4 Apresentação dos Resultados
Os resultados dos monitores são apresentados na forma de log files e relatórios.
Os logfiles guardam a informação na forma mais simples, sem qualquer tratamento estatístico. No entanto, estes ficheiros estão preparados para serem importados por outras ferramentas como o MS Excel para tratamento posterior.
Ilustração 22: Log File de TManutenção
Os relatórios por sua vez já apresentam um tratamento estatístico da informação recolhida.
Estes relatórios podem ser relatórios de performance simples, analisando uma ocorrência da rede e calculando a informação definida nos monitores ou relatórios de performance compostos, que executam várias vezes a simulação e apresentam entre outras informações, os intervalos de confiança dos valores.
Como se pode observar em “Ilustração 23: Relatório de Performance
Simples”, as medidas de desempenho são apresentadas de um modo extremamente claro e simples. A coluna “count” indica as vezes que esse parâmetro foi actualizado ao longo da simulação, a coluna “Sum” apresenta o somatório de todos os valores registados. As colunas ”Avrg”, “Min” e “Max”, apresentam respectivamente os valores médio, mínimo e máximo registados para a grandeza em questão.

Optimização do Processo de Fabrico em Linha de Produção Flexível 45
Ilustração 23: Relatório de Performance Simples
O relatório de Performance Composto permite a avaliação das várias
medidas através de intervalos de confiança. Isto é interessante principalmente para sistemas que necessitem de um elevado rigor nas medições (por exemplo, em sistemas just-in-time em que não podem haver atrasos na entrega).

Optimização do Processo de Fabrico em Linha de Produção Flexível 46
Ilustração 24: Excerto de um relatório de Performance Composto

Optimização do Processo de Fabrico em Linha de Produção Flexível 47
2.5 Exemplo de Análise
De seguida vamos analisar dois casos particulares de escalonamento. Perante o mesmo conjunto de ordens de fabrico, foi proposto dois tipos de escalonamento. Este conjunto de ordens de fabrico foi proposto pela Riopele, no entanto não são apresentados por motivos de confidencialidade. O primeiro tipo de escalonamento define a sequência de produção pela data de entrega e perante ordens com a mesma data de entrega, escolhe a que necessita de menor tempo de setup. Será denominado RiopeleEscalonamento. O segundo tipo de escalonamento procura reduzir o tempo de setup, desconsiderando a data de entrega (corresponderá ao maior rendimento operacional possível). Será denominado MinSetupEscalonamento.
Para testar o RiopeleEscalonamento, teve-se que definir a transição
Controlador para escolher as ordens de fabrico pela ordem em que estas já estão definidas.
Tabela 2: Medidas de desempenho para RiopeleEscalonamento
Para testar o MinSetupEscalonamento, teve-se que definir a transição
Controlador para ordenar as ordens de fabrico segundo menor tempo de setup.
Para isto, tive que implementar uma função em Standard ML de escolha de ordem de fabrico:
Esta função calcula os tempos de setup para cada ordem de fabrico (a partir da ordem de fabrico anterior), em seguida ordena-as por setup de modo ascendente e depois escolhe a que apresenta menor setup.

Optimização do Processo de Fabrico em Linha de Produção Flexível 48
Ilustração 25: Função de escolha de ordem de fabrico a processar
A tabela de medidas de desempenho obtida foi a seguinte:
Tabela 3: Medidas de desempenho para MinSetupEscalonamento
Como seria de esperar, a taxa de ocupação da máquina para produção em ambos os casos é de 100% uma vez que se trata de um escalonamento estático e individual da máquina. A taxa de utilização efectiva é superior para o MinSetupEscalonamento, no entanto este apresenta várias ordens de fabrico atrasadas, uma delas com um atraso superior a 32 horas para um tempo de processamento de todas as ordens de fabrico de 72 horas. A decisão será portanto dependente do responsável pelo escalonamento dado que não existem soluções melhores em todos os critérios de desempenho

Optimização do Processo de Fabrico em Linha de Produção Flexível 49
3 Conclusão
Neste capítulo, vou apresentar as ideias finais do projecto. Em primeira instância, compilarei as conclusões principais sobre as
redes de Petri, o CPN Tools e o seu valor como sistema de apoio à decisão do escalonamento de tarefas.
Em “Desenvolvimento Futuro”, procurarei apresentar algumas ideias de aperfeiçoamento do projecto assim como de novos passos que poderão ser dados a partir daqui.

Optimização do Processo de Fabrico em Linha de Produção Flexível 50
3.1 Redes de Petri e CPN Tools
A primeira conclusão a tirar sobre as Redes de Petri e o seu uso como método de modelação e simulação é que realmente é uma ferramenta bastante flexível e poderosa.
A simplicidade da sua lógica torna-a bastante acessível a principiantes, ao mesmo tempo que permite construções bastante complexas por parte de especialistas.
O CPN Tools apresenta potencialidades mas também algumas deficiências.
As potencialidades resultam do facto de se apoiar no motor das redes de Petri. Este motor torna-o uma ferramenta bastante completa ao nível de representação. As ferramentas disponíveis de monitorização demonstram ser bastante eficazes.
As deficiências desta ferramenta resultam da linguagem de inscrição. O Standard ML resulta numa linguagem extremamente confusa e sem grande elasticidade.
As conclusões sobre as potencialidades do uso das Redes de Petri e do
CPN Tools como ferramenta de apoio ao escalonamento são bastante positivas. A maior vantagem ainda resulta da rapidez de execução que se mantém mesmo com o aumento da complexidade da rede. Isto poderá tornar esta ferramenta na melhor alternativa para sistemas bastante complexos, dado que os restantes métodos tendem a ficar muito lentos com o aumento da complexidade do problema.

Optimização do Processo de Fabrico em Linha de Produção Flexível 51
3.2 Desenvolvimento Futuro
Apesar de principal objectivo deste projecto ter sido atingido, ou seja, ter-se concluído sobre a viabilidade do uso das Redes de Petri como sistema de apoio à decisão no escalonamento de ordens de fabrico, eu propunha a continuação do projecto, principalmente nos seguintes pontos: � Modelação de Avarias e falhas de qualidade � Modelação de todo o sistema de produção. Isto permitiria o estudo do
modo como o escalonamento de nível superior pode-se relacionar como os escalonamentos de nível inferior em sistemas holónicos.
� Desenvolvimento de uma interface gráfica mais amiga do utilizador. Já existem bibliotecas que permitem o desenvolvimento de interfaces gráficas (em Java) para simular o funcionamento das redes em CPN Tools.
� Integração do CPN Tools com outros sistemas. Também aqui existem bibliotecas que permitem a comunicação com outros sistema por TCP/IP mas ainda não estão na sua versão final.
� Desenvolvimento de novas técnicas de escalonamento em “Standard ML”, apesar de ser uma linguagem que não me agradou muito.

Optimização do Processo de Fabrico em Linha de Produção Flexível 52
Bibliografia
� Mize, J. (1971). Operations planning and control, Prentice-Hall. � Matta, A. (2005). Design of advanced manufacturing systems, Springer. � Kulkarni, G. (1995). Modeling and analysis of stochastic systems,
Chapman & Hall/CRC. � Taylor, H. (1998). An introduction to stochastic modelling, Academic
Press. � Lobo, B. (2005). Planeamento e escalonamento da produção
(Dissertação). � Wikström, A. (1987). Functional programming using standard ML,
Prentice-Hall. � Carravilla, M. (1996). Modelos e algoritmos para o planeamento
hierárquico da produção (Dissertação). � Zhou, M. (1999). Modeling, simulation, and control of flexible
manufacturing systems : a petri net approach, World Scientific. � French, S. (1982).Sequencing and scheduling : an introducting to the
mathematics of the job-shop, Ellis Horwood. � T'kindt, V. (2002). Multicriteria scheduling : theory, models and
algorithms, Springer. � Lock, D. (1971).Industrial scheduling techniques, Gower Press.

Optimização do Processo de Fabrico em Linha de Produção Flexível 53
Anexo A
Sistema de Produção da Riopele
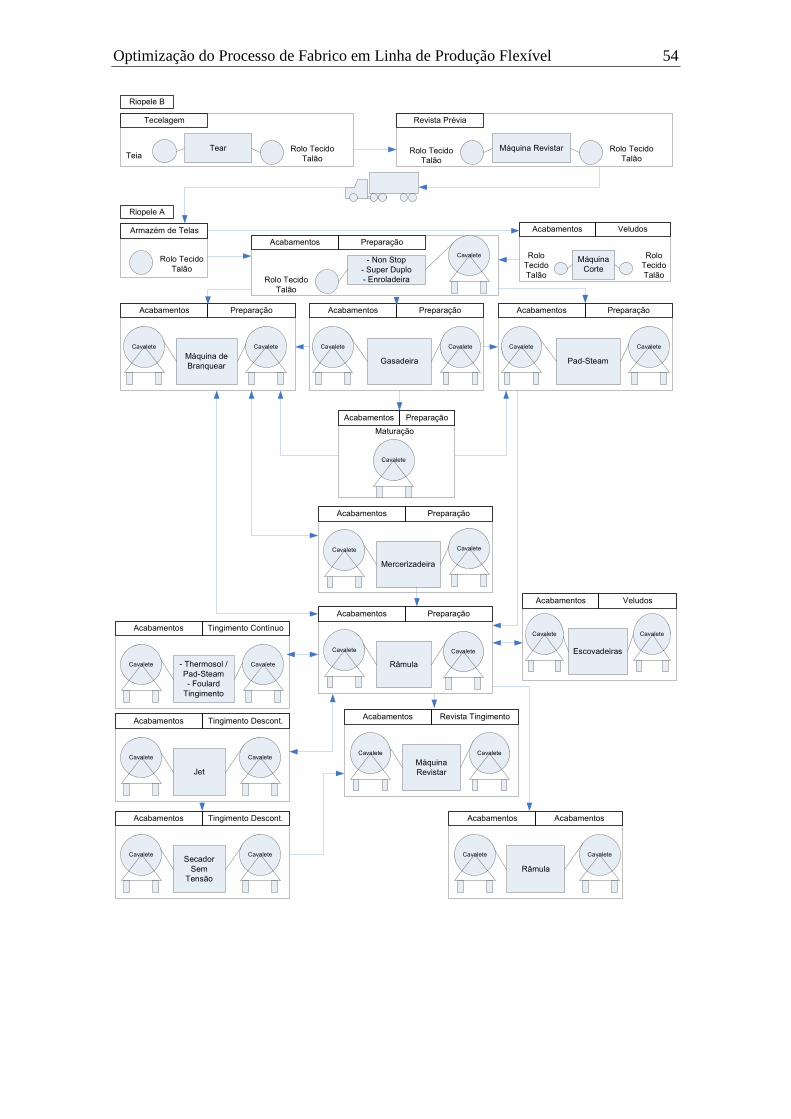
Optimização do Processo de Fabrico em Linha de Produção Flexível 54
TearTeia
Rolo Tecido
Talão
Tecelagem
Máquina Revistar Rolo Tecido
Talão
Revista Prévia
Rolo Tecido
Talão
Riopele B
Rolo Tecido
Talão
Armazém de Telas
- Non Stop
- Super Duplo
- Enroladeira
Acabamentos
Rolo Tecido
Talão
Riopele A
Máquina de
Branquear
Acabamentos
Cavalete
Cavalete
Cavalete
Pad-Steam
Acabamentos
Cavalete
- Thermosol /
Pad-Steam
- Foulard
Tingimento
Acabamentos
Cavalete
Preparação
Tingimento Contínuo
Mercerizadeira
Acabamentos
Cavalete
Preparação
Preparação
Cavalete
Cavalete
Râmula
Acabamentos
Cavalete
Preparação
Cavalete
Râmula
Acabamentos
Cavalete
Acabamentos
Cavalete
Jet
Acabamentos
Cavalete
Tingimento Descont.
CavaleteMáquina
Revistar
Acabamentos
Cavalete
Revista Tingimento
Cavalete
Cavalete
Acabamentos Preparação
Cavalete
Maturação
Gasadeira
Acabamentos
Cavalete
Preparação
Cavalete
Preparação
Máquina
Corte
Rolo
Tecido
Talão
Rolo
Tecido
Talão
Acabamentos Veludos
Escovadeiras
Acabamentos
Cavalete
Veludos
Cavalete
Secador
Sem
Tensão
Acabamentos
Cavalete
Tingimento Descont.
Cavalete

Optimização do Processo de Fabrico em Linha de Produção Flexível 55
Râmula
Acabamentos
Cavalete
Acabamentos
Cavalete
Sanfor
Acabamentos
Cavalete
Acabamentos
Cavalete
- Carda /
Tesoura
- Esmeril
- Calandra
Acabamentos
Cavalete
Acabamentos
Cavalete
Tumbler
Acabamentos
Cavalete
Acabamentos
Cavalete
Decatissadeira
Acabamentos
Cavalete
Acabamentos
Cavalete
KD
Acabamentos
Cavalete
Acabamentos
Cavalete
Máquina
Revistar
Revista
Cavalete
Revista Final
Cavalete
Máquina de Corte
Revista
Rolos
Tecido
Cavalete
Corte
Máquina de
Embalar Rolo Tecido
Revista Prévia
Rolo Tecido