oportunidades para redução de efluentes líquidos industriais
TRANSCRIPT

UNIVERSIDADE FEDERAL DA BAHIA UFBA
ESCOLA POLITÉCNICA DEPARTAMENTO DE HIDRÁULICA E SANEAMENTO
CURSO DE ESPECIALIZAÇÃO EM GERENCIAMENTO E TECNOLOGIAS AMBIENTAIS NA INDÚSTRIA
MONOGRAFIA
OPORTUNIDADES PARA REDUÇÃO DE EFLUENTES LÍQUIDOS INDUSTRIAIS
- CASO DA OPP QUÍMICA S. A. -
Autores: Samuel Gomes dos Santos Edilson Nunes Miguel
Orientador: Prof.: José Geraldo P. Filho

EDILSON NUNES MIGUEL SAMUEL GOMES DOS SANTOS
OPORTUNIDADES PARA REDUÇÃO DE EFLUENTES LÍQUIDOS INDUSTRIAIS
- CASO DA OPP QUÍMICA S. A. -
Monografia apresentada ao Curso de Especialização, da Universidade Federal da Bahia, como requisito para a obtenção do grau em Gerenciamento e Tecnologias Ambientais na Indústria.
Orientador: Prof.: José Geraldo P. Filho
Salvador 2002

“ Se tens de lidar com a água, consulta primeiro a experiência, e depois a razão.” Leonardo da Vinci
AGRADECIMENTOS
Agradecemos ao Professor José Geraldo Pacheco Filho por nos ter orientado e que
através da sua dedicação e paciência nos fez chegar ao final desta.
Agradecemos a todos os integrantes da OPP QUÍMICA S.A – Unidade de Polietileno
de Camaçari/BA que direta ou indiretamente contribuíram para a realização deste
importante projeto.
Por fim, agradecemos às nossas famílias que souberam, sabiamente nos incentivar
e nos motivar.

RESUMO
Neste trabalho foi aplicada uma metodologia para identificar oportunidades e soluções para minimização e reuso de efluentes líquidos na Unidade de Polietileno da OPP Química S.A em Camaçari/BA. São apresentados treze estudos de caso com soluções que deverão resultar numa redução na geração de efluentes líquidos da ordem de 80% com pequeno custo de modificação de processo. Esta metodologia demonstra ser possível aplicar as técnicas de produção mais limpa na indústria de produção de polietileno com benefícios econômicos e ambientais.
Palavras-chave: Minimização; Reuso; Efluentes líquidos; Meio Ambiente; Produção limpa.
ABSTRACT
In this work it was to identified opportunities and solutions for minimization and reuse of liquid effluents at the OPP Química S.A Polyethylene Plant in Camaçari-BA. It was studied thirteen cases with solutions which will result in a reduction in the liquid effluents generation of about 80 per cent with little expense in process modification. This methodology demonstrates to be possible applying the techniques of cleaner production in the industry of polyethylene production with economic and environmental benefits.
Key Words: Minimization; reuse; liquid effluents; environment; cleaner production.

SUMÁRIO
LISTA DE FIGURAS.........................................................................................7
LISTA DE TABELAS........................................................................................8
LISTA DE ABREVIATURAS E SIGLAS...........................................................9
1. INTRODUÇÃO.................................................................................................10
2. OBJETIVO.......................................................................................................12
3. REVISÃO BIBLIOGRÁFICA...........................................................................13
4. DESCRIÇÃO DO PROCESSO INDUSTRIAL.................................................17
5. METODOLOGIA DE TRABALHO...................................................................19
6. RESULTADOS................................................................................................22
6.1 DIVULGAÇÃO DO PROGRAMA NA FÁBRICA....................................22
6.2 DADOS HISTÓRICOS..........................................................................22
6.3 BALANÇO HÍDRICO.............................................................................23
6.4 ESTUDOS DE CASOS.........................................................................28
6.5 IMPLEMENTAÇÃO DAS SOLUÇÕES..................................................41
7. CONCLUSÕES................................................................................................47
8. REFERÊNCIAS BIBLIOGRÁFICAS...............................................................48

LISTA DE FIGURAS
Figura 1: Esquema simplificado de produção de PEAD da Uni-Camaçari.. 18
Figura 2: Fluxograma da rede de efluentes líquidos da OPP-PE................ 25
Figura 3: Balanço hídrico da OPP-PE......................................................... 27
Figura 4: Sistema de alimentação da torre de resfriamento....................... 29
Figura 5: Sistema de alimentação da torre de resfriamento com
alteração do layout......................................................................
29
Figura 6: Sistema de retrolavagem do filtro lateral da torre de
resfriamento................................................................................
31
Figura 7: Resfriamento externo das zonas das extrusoras........................ 32
Figura 8: Alimentação dos tanques de água de transporte de produto
acabado.......................................................................................
33
Figura 9: Alimentação dos tanques de água de transporte de produto
acabado com as mudanças propostas.......................................
34
Figura 10: Vazamento de água pelo engaxetamento de uma bomba da
unidade........................................................................................
36
Figura 11: Bacia de emergência da rede de efluentes orgânicos................ 38
Figura 12: Sistema de resfriamento das células de carga das
alimentadoras de resina..............................................................
38
Figura 13: Registro fotográfico de soluções de casos implementados........ 43
Figura 14: Geração Média Mensal de Efluentes Líquidos OPP-PE............. 44
Figura 15: Tendência da Geração de Efluentes Líquidos OPP-PE.............. 44
Figura 16: Efluente Orgânico (Carga Orgânica)........................................... 45
Figura 17: Efluente Orgânico (Concentração Orgânica).............................. 46
Figura 18: Índice de Efluentes Líquidos....................................................... 46

LISTA DE TABELAS
Tabela 1: Cronograma de Implantação....................................................... 21
Tabela 2: Dados Históricos OPP-PE........................................................... 22
Tabela 3: Status das Soluções.................................................................... 42

LISTA DE ABREVIATURAS E SIGLAS
AC – Água Clarificada
ANA –Agência Nacional de Águas
AP – Água Potável
CEPRAM – Conselho Estadual do Meio Ambiente
CETREL – Central de Efluentes Líquidos
CONAMA – Conselho Nacional do Meio Ambiente
COPENE – Companhia Petroquímica do Nordeste
CRA – Centro de Recursos Ambientais
DBO – Demanda Bioquímica de Oxigênio
DQO – Demanda Química de Oxigênio
EFI – Efluente Inorgânico
EFO – Efluente Orgânico
EFS – Efluente Sanitário
EP – Efluente Pluvial
EPC – Efluente Pluvial Contaminado
ISO – International Organization for Standardization
MS – Materiais em Suspensão
NBR – Norma Brasileira Regulamentadora
OHSAS – Occupational Health and Safety Management Systems
PEAD – Polietileno de Alta Densidade
PLC – Programmable Logic Controllers
1. INTRODUÇÃO
A questão ambiental é hoje um dos assuntos que preocupa toda a humanidade,
estando também cada vez mais integrada ao conceito de modernidade
empresarial. O aumento populacional, a industrialização e o incremento nas

atividades humanas foram os principais motivos da multiplicação dos efluentes
líquidos orgânico, inorgânico e sanitário. A questão destes efluentes nos obriga a
refletir sobre os meios atuais de produção e hábitos de consumo, fazendo-se
necessária a adoção de novos valores e a reflexão sobre o nosso modo de vida.
A dimensão ambiental vem sendo incorporada ao processo produtivo das
indústrias e à gestão empresarial, inclusive como base para conseguir reduções
de custos e aumentos de lucratividade, onde são incorporados cada vez mais
nas organizações, a adoção de medidas para minimização, reuso e reciclo dos
efluentes líquidos gerados pelos diversos processos industriais.
Por outro lado, o tratamento não adequado destes efluentes pode representar
um aumento na degradação ambiental em detrimento da qualidade de vida, além
de requerer normalmente médios investimentos nos processos de tratamento.
Como se sabe, a variável econômica exerce grande influência quando se quer
definir a melhor tecnologia disponível para tratamento dos efluentes líquidos
gerados, que até certo ponto é influenciada por fatores relativamente
independentes das necessidades de controle da poluição.
Neste sentido, além de planejamento e ações voltadas para a minimização,
reuso e reciclo destes efluentes, há necessidade de adoção de procedimentos e
formas de tratamento e destinação destes gerados em consonância com os
conceitos de Desenvolvimento Sustentável.
No Pólo Petroquímico de Camaçari-BA, as empresas químicas e petroquímicas
instaladas operam com seus efluentes líquidos gerados sendo coletados e
enviados para a central de tratamento de efluentes líquidos, empresa
denominada CETREL S.A. Sendo as empresas, como a própria CETREL,
licenciadas ambientalmente para operarem pelo Conselho Estadual do Meio
Ambiente através da resolução CEPRAM n° 2.113 e com fiscalização do Centro
de Recursos Ambientais – CRA.
A OPP Química S.A., sendo uma das empresas instaladas no Pólo e com
licença de operação (Portaria CRA n° 1845/02), através do seu sistema de
gerenciamento integrado da qualidade, meio ambiente, saúde e segurança tem
entre os seus objetivos, a melhoria contínua do desempenho ambiental e o
reconhecimento da sociedade. Afim de alcançá-los, compromete-se, através de
sua política da qualidade, meio ambiente, saúde e segurança, a aprimorar

continuamente os seus processos buscando superar padrões internacionais de
desempenho e a agir preventivamente minimizando riscos ao meio ambiente,
através da prevenção da poluição, entre outros compromissos. Em atendimento
a esta política foi identificada a oportunidade de promover um programa de
redução da geração de efluentes líquidos, o que, além de contribuir para a
minimização da degradação ambiental decorrente das suas atividades, promove
uma melhoria da sua imagem perante a sociedade.

2. OBJETIVO
O objetivo deste trabalho foi apresentar uma proposta de oportunidades para
redução de efluentes líquidos na Unidade de Polietileno da OPP Química S.A.
de Camaçari-BA; com a identificação, quantificação e caracterização de todas as
correntes geradas para eliminar/reduzir ou reusar as mesmas em outros pontos
do processo, minimizando o impacto ambiental e tornando o processo mais
limpo.

3. REVISÃO BIBLIOGRÁFICA
A metodologia utilizada nesta revisão foi de pesquisas em livros, acessos a sites
de busca e pesquisa na internet, além de leitura de artigos de jornais e revistas.
Do ponto de vista de PEREIRA (2000), a grande diversidade das atividades
industriais ocasiona durante o processo produtivo a geração de resíduos
líquidos, os quais podem poluir/contaminar o solo e a água, sendo preciso
observar que nem todas as indústrias geram resíduos com poder impactante
nesses ambientes. Em um primeiro momento, é possível imaginar serem simples
os procedimentos e atividades de controle destes resíduos líquidos na indústria.
Todavia, as diferentes composições físicas, químicas e biológicas, as variações
de volumes gerados em relação ao tempo de duração do processo produtivo, a
potencialidade de toxidade e os diversos pontos de geração na mesma unidade
de processamento recomendam que os mesmos sejam caracterizados,
quantificados e tratados adequadamente, antes da disposição final no meio
ambiente.
De acordo com a Norma Brasileira NBR-9800/1987, efluente líquido industrial é
o líquido proveniente do estabelecimento industrial, compreendendo emanações
de processo industrial, águas de refrigeração poluídas, águas pluviais poluídas e
esgoto doméstico.
Ainda, segundo PEREIRA (2000), por muito tempo não existiu a preocupação de
caracterizar a geração de efluentes líquidos industriais e de avaliar seus
impactos no meio ambiente. No entanto, a legislação vigente e a
conscientização ambiental fazem com que algumas indústrias desenvolvam
atividades para quantificar a vazão e determinar a composição dos resíduos
líquidos industriais. A vazão dos efluentes líquidos industriais é relacionada com
o tempo de funcionamento de cada linha de produção e com as características
do processo, da matéria-prima e dos equipamentos, podendo ser constante ou
variada.
De acordo com AZEVEDO NETTO et al. (1998), a quantificação da vazão do
resíduo líquido industrial pode ser realizada em equipamentos eletro-mecânicos
ou em medidores hidráulicos (Parshall e vertedouros), sendo importante para
verificar se:

a) a vazão é contínua ou intermitente no processo produtivo;
b) é grande a diferença entre os valores mínimo, médio e máximo;
c) existe contribuição indevida, como águas pluviais e esgoto sanitário;
d) há pico localizado de contribuição, especialmente de determinada fase do
processamento;
e) os índices de controle são adequados, como os que relacionam o volume
efluente líquido industrial (m³) com o consumo e custo, de água e de matéria-
prima ou mesmo da quantidade de produto final da empresa.
VON SPERLING (1995) comenta que a vazão de esgotos advinda dos despejos
industriais é função precípua do tipo e porte da indústria, processo, grau de
reciclagem, existência de pré-tratamento, etc. Desta forma, mesmo no caso de
duas indústrias que fabriquem essencialmente o mesmo produto, as vazões de
despejos podem ser bastante diferentes entre si.
As características físicas, químicas e biológicas do efluente líquido industrial são
variáveis com o tipo de indústria, com o período de operação, com a matéria-
prima utilizada, com a reutilização de água, etc. Com isso, o efluente líquido
pode ser solúvel ou com sólidos em suspensão, com ou sem coloração, orgânico
ou inorgânico.
Entre as determinações mais comuns para caracterizar a massa líquida estão as
determinações físicas (temperatura, cor, turbidez, sólidos, etc), as químicas (pH,
alcalinidade, teor de matéria orgânica, metais, etc) e as biológicas (bactérias,
protozoários, vírus, etc).
Uma das determinações mais realizadas é a da matéria orgânica total, que pode
ser biodegradável ou não. Para quantificar as concentrações de matéria
orgânica total e de matéria orgânica biodegradável são realizadas as
determinações da Demanda Química de Oxigênio – DQO e da Demanda
Bioquímica de Oxigênio – DBO5, respectivamente.
Segundo VILLIERS (2000), a água é a força da vida e seu nutriente. No entanto,
os recursos hídricos do planeta a cada dia se tornam mais escassos. Somente
um terço das águas que fluem para o mar é acessível aos homens. Desta
quantidade, a maior parte já foi usada, apropriada e finalmente degradada.

Segundo VALENZUELA (1999), hoje, nossos rios e lagos são o destino final dos
efluentes industriais e do esgoto doméstico, estando seriamente contaminados
com metais pesados e esgotos, que dizimam muitos tipos de vida aquática
benéfica ao homem e também geram um ambiente propício a outras espécies
aquáticas não desejáveis. Esse autor complementa citando que os aqüíferos
freáticos também vêm sendo poluídos através de infiltração, de fossas sépticas,
sumidouros ou reservatórios de águas residuárias industriais, disso resultando
contaminação de pessoas e animais que usam águas subterrâneas.
SCHIANETZ (1999) observa que o problema dos passivos ambientais é uma das
características das sociedades industriais modernas, sendo o resultado de
muitas décadas de produção industrial despreocupada da eliminação dos seus
produtos.
Por outro lado, a consolidação das leis ambientais e a participação da sociedade
aumentam a atuação e o rigor dos órgãos ambientais federal, estadual e
municipal, obrigando que as indústrias modifiquem as interações com o meio
ambiente ou, então, ampliem seu quadro jurídico para enfrentar possíveis
demandas no campo do direito ambiental. Para evitar esse tipo de situação, um
expressivo número de indústrias já implantou, ou está implantando, treinamentos
e auditorias internas para adequar suas atividades às exigências das normas
internacionais da série ISO 14.000.
Na maioria das indústrias é preciso diminuir a carga poluente/contaminantes
(vazão x concentração) lançada nos corpos d’água para atender as
recomendações do CONAMA nº 20/1986. Para isso, uma das medidas é a
redução da vazão do efluente líquido, o que pode ser conseguido alterando o
consumo de água, eliminando as perdas e desperdícios e implementando
medidas para o reuso da água.
AZEVEDO NETTO et al. (1998) comentam que o uso industrial da água pode ser
dividido em 4 (quatro) grandes categorias, que são: água utilizada como matéria-
prima, água usada no processo industrial, água empregada para resfriamento e
água necessária para as instalações sanitárias, refeitórios, etc. O consumo de
água é variável com o tipo de indústria, as técnicas, processos e equipamentos
utilizados nas etapas de processamento, os sistemas de tratamento e com as
recomendações e reaproveitamentos internos.

De acordo com HESPANHOL (2000), os custos elevados da água industrial,
associados às demandas crescentes, têm levado as indústrias a avaliar as
possibilidades internas de reuso e a considerar ofertas das companhias de
saneamento para a compra de efluentes tratados (água de utilidade). O autor
comenta que em algumas áreas da região metropolitana de São Paulo o custo
da água potável e da água de utilidades estão em torno de R$8,00/m3 e
R$2,00/m3, respectivamente.
O reuso de efluentes líquidos na própria indústria pode reduzir o consumo de
água em torres de resfriamento, caldeiras, lavagem de instalações e outros
processos. MOURA (1993) salienta que, em uma indústria farmacêutica, a água
usada para lavagem dos frascos novos (antes da embalagem de remédios) pode
ser aproveitada depois para a lavagem de pisos, descargas de sanitários,
irrigação do gramado e assim por diante. Além das vantagens internas, o reuso
de água também é uma forma de reduzir sua captação de mananciais e diminuir
o volume de efluentes líquidos destinado ao meio ambiente.
Independente do tipo de fornecimento, é preciso incentivar a utilização racional
da água na unidade de processamento, pois a redução no consumo de água
resulta em menor geração de efluentes líquidos industriais, sendo essa uma das
formas de reduzir os custos operacionais e minimizar ou eliminar a
produção/contaminação ambiental.
O reuso de água representa, assim, um instrumento excelente de promoção da
imagem da empresa junto à comunidades e consumidores, de atendimento da
legislação ambiental e uso racional das nascentes, bem como de adaptação
para as mudanças na gestão dos recursos hídricos decorrentes da recém-criada
Agência Nacional de Águas (ANA).

4. DESCRIÇÃO DO PROCESSO INDUSTRIAL
A OPP Química S.A. – Unidade de polietileno de alta densidade, inserida no
Pólo Petroquímico de Camaçari, possui 115 integrantes no seu quadro funcional.
Tendo o eteno como sua principal matéria-prima para produção de polietileno,
consome ainda buteno, ambos fornecidos pela COPENE e hexeno importado da
África do Sul. A água clarificada (AC), água potável (AP), vapor (V42) e energia
elétrica (EE) também são fornecidos pela COPENE. O nitrogênio é fornecido
pela White Martins.
Os efluentes líquidos gerados no processo são enviados para a CETREL para
tratamento e disposição final, e é coletado e escoado na planta através das
redes de efluente orgânico (EFO), efluente inorgânico (EFI), efluente sanitário
(EFS), efluente pluvial (EFP) e efluente pluvial contaminado (EPC).
Esta Unidade de Polietileno possui capacidade de produção de 200.000 t/ano e
utiliza no seu processo produtivo a tecnologia UNIPOL®, desenvolvida pela
Union Carbide (UC), que se caracteriza por ser uma tecnologia flexível,
econômica e, sobretudo, limpa, já que dispensa o uso de solventes orgânicos, o
que eleva os níveis de emanações gasosas para o meio ambiente e geração de
efluentes, comuns a outras tecnologias de produção de polietilenos.
O esquema do processo é mostrado na Figura 1. O processo de polimerização
em fase gasosa tem como principal característica o uso de reator de leito
fluidizado. O reator comporta em seu interior partículas sólidas de polietileno em
crescimento ao redor de partículas de diferentes tipos de catalisador de altíssima
produtividade, fluidificados por uma corrente gasosa contendo eteno,
comonômero (buteno ou hexeno), agente de transferência de cadeia (hidrogênio
ou oxigênio) e inerte (nitrogênio). A mistura gasosa entra no reator pela sua base
impulsionada por um compressor de recirculação, passando por um prato de
distribuição e promovendo a agitação do leito de partículas sólidas comportando-
se no interior do reator como um líquido em ebulição.

Produção de polietileno de alta densidade (PEAD)
M Catalisador
EtilenoHidrogênioNitrogênio
ButenoHexeno
CWR CWSM
SilagemEnsaque
Saco: 25 kgBig Bag: 1,25 t
M
M
Extrusora
Aditivos
PEAD ( Pó )
(Clientes)
PEAD (Pellet)
Figura 1 – Esquema simplificado de produção PEAD da OPP Química S.A. de Camaçari-BA
Certificada pela norma de qualidade ISO 9001, a OPP Química S.A foi a primeira
produtora de resinas do Brasil a ter suas instalações certificadas com base na
norma ISO 14001, pois considera sua relação com o meio ambiente parte
integrante de seus negócios. A empresa está se preparando para obter a
certificação OHSAS 18001, a partir do Sistema de Gerenciamento Integrado
(SGI) de Saúde e Segurança, Meio Ambiente e Qualidade.

5. METODOLOGIA DE TRABALHO
Baseado em estudo de casos, para realização do trabalho de minimização de
efluentes líquidos da OPP Química S.A., Unidade de Polietileno de
Camaçari/BA, através de análise documental, observação de campo e aplicação
de técnicas de produção limpa, foi adotado um programa de ações composto
das seguintes etapas:
- Planejamento para implantação do programa com a elaboração de um
cronograma de implantação, conforme Tabela 1, definido por uma equipe de
trabalho visando cumprimento das metas e seus responsáveis;
- Divulgação do programa na fábrica com o objetivo de conscientizar os
funcionários para contribuírem com idéias que visassem a minimização da
geração de efluentes líquidos;
- Levantamento de dados históricos referentes a consumo de água e geração
de efluentes líquidos gerados;
- Identificação das áreas e equipamentos do processo que recebem
alimentação de água e que geram efluentes líquidos;
- Realização de balanço hídrico atualizado, cujas medições de vazão, nos
pontos onde não existiam sistemas de medição, foram efetuadas da seguinte
forma:
- Por volumetria, com utilização de provetas de 1000 mL e tolerância de ± 10
mL para vazões até 50 L/hora, sendo efetuadas três tomadas de 1 minuto
em dias e horários diferentes;
- Por volumetria, com utilização de provetas de 2000 mL e tolerância de ± 20
mL para vazões entre 50 L/hora e 115 L/hora, sendo efetuadas três
tomadas de 1 minuto em dias e horários diferentes;
- Por gravimetria, com utilização de balde plástico, tarado, e balança
mecânica com precisão de ±1,0%, sendo efetuadas três tomadas de 1
minuto em dias e horários diferentes para vazões superiores a 115 L/hora.
- Estudo de oportunidades de redução, reuso ou reciclo dos efluentes gerados
através da análise de viabilidade das sugestões coletadas junto ao grupo de
operação da planta;
- Apresentação de soluções de casos com estudo de viabilidade técnico -
econômica, que consiste na avaliação dos possíveis impactos ao processo e
cálculo dos custos para a sua implementação;
- Implantação progressiva de todas as propostas aprovadas na análise de
viabilidade técnico – econômica.

dez jan fev mar abr mai jun jul ago set out nov dez
1 PLANEJAMENTO
1.1 Aprovação Gerencial do Programa X Samuel / Edilson
1.2 Definição do Cronograma de Trabalho X Samuel / Edilson
1.3 Divulgação do Programa na Fábrica X X X X Samuel / Edilson
2 LEVANTAMENTO DE DADOS
2.1 Histórico de Consumo de Água Clarificada X Sidney / Edna
2.2 Histórico de Geração de Efluentes Líquidos X Sidney / Edna
2.3 Balanço Hídrico - Revisão X X Samuel/Operadores
2.4 Auditoria Hídrica X X Samuel/Operadores
2.5 Coleta e Análise de Sugestões X X X X X Samuel / Edilson
3 APRESENTAÇÃO DAS SOLUÇÕES X X X X X X X X X Operação/Processo
DE CASOS
4 IMPLEMENTAÇÃO DAS SOLUÇÕES X X X X X X X X X Todos
LEGENDA :
X PREVISTO
REALIZADO
nov
Tabela 1 - Cronogram
a de Implantação O
PP QU
ÍMIC
A
PeríodoEtapas
CRONOGRAMA DE IMPLANTAÇÂOEmpresa : OPP QUÍMICA S.A. - Projeto : MINIMIZAÇÃO DE GERAÇÃO DE EFLUENTES LÍQUIDOS
2000 2001 Responsáveljul ago set out
21

22
6. RESULTADOS
6.1 DIVULGAÇÃO DO PROGRAMA NA FÁBRICA O programa de minimização de efluentes foi apresentado em palestras,
seminários, debates e reuniões específicas para 115 funcionários da OPP
e 62 funcionários terceirizados, sempre adotando como premissa básica o
slogan “GERAÇÃO CONTÍNUA DE EFLUENTE ZERO”.
O objetivo da divulgação foi conscientizar os funcionários para contribuir
com idéias e teve como resultado a apresentação de 22 sugestões de
melhoria.
6.2 DADOS HISTÓRICOS
Nesta etapa foram levantados dados históricos de consumo de água e
vapor, geração de efluentes líquidos e seus contaminantes, necessários
para servir de referência do estudo. Na Tabela 2 é apresentado um resumo
de dados médios relativos ao ano de 1999 e ao primeiro semestre de 2000.
Tabela 2 – Dados históricos de consumo de água e geração de efluentes
Média Mensal Dados 1999 2000*
Efluente Orgânico (EFO) (m³/mês) 8.216 8.042 11,17 m³/h
Efluente Inorgânico (EFI) (m³/mês) 2.396 2.192 3,04 m³/h
Efluente Sanitário (EFS) (m³/mês) 1.908 1.592 2,21 m³/h
Eflu
ente
s
Total de Efluentes (m³/mês) 12.520 11.826 16,42 m³/h
Índi
ce d
e de
sem
penh
o
Volume de efluentes gerado por unidade de massa de polietileno produzido (m³/t)
0,67 0,69 --------
Água Clarificada (AC) (m³/mês) 33.636 31.471 43,71 m³/h
Água Potável (AP) (m³/mês) 1.947 1.591 2,21 m³/h
Con
sum
o
Vapor de 42Kgf/cm³ (t/mês) 1.902 1.886 2,62 t/h *Dados de jan a jun
Observa-se uma diferença entre o consumo total de água / vapor e a
quantidade total de efluentes gerados, que é devido à evaporação da água
em torres de resfriamento e na seção dos secadores de pellets e emissão
de vapor para a atmosfera nas estações de redução de pressão. Observa-
se também uma redução de consumo de água potável, em conjunto com a
geração de efluente sanitário no ano de 1999 em relação ao ano de 2000,
em função da desmobilização de uma parte do pessoal da fábrica.
A pequena diferença entre os dados médios dos anos 1999 e 2000 em
estudo revela a estabilidade das variáveis pesquisadas, conferindo
consistência para comparação da situação atual com a situação proposta
após as implementações, conforme apresentado posteriormente.
6.3 BALANÇO HÍDRICO Foi efetuado por uma equipe multidisciplinar uma auditoria hídrica sob a
forma de visitas a todas as áreas da planta com o intuito de identificar,
quantificar e caracterizar os pontos de consumo de água e geração de
efluentes para comparação com os dados de projeto, mapeamento da rede
de efluentes e balanço hídrico até então existentes, e para verificar se não
existia algum tipo de infiltração para o solo. Foram efetuadas medições
para quantificação do consumo de água e da geração de efluentes líquidos
em todos os pontos do processo onde foram identificadas possibilidade de
redução da geração.
Essa auditoria identificou a necessidade de um remapeamento da rede,
bem como da realização de um novo balanço hídrico a fim de adequá-los
às atuais condições de operação da planta e a constatação da integridade
das redes coletoras e direcionadoras dos efluentes orgânico, inorgânico,
sanitário e pluvial contaminado quanto à existência de algum ponto de
vazamento.
Foi efetuado um remapeamento da rede de efluentes líquidos gerados na
OPP, conforme Figura 2, onde podemos observar 16 áreas que geram
efluentes líquidos, cada uma com a lista dos equipamentos que contribuem
para a formação dos efluentes. A rede de efluentes da OPP-PE possui 5

tipos de linhas coletoras: orgânico, inorgânico, pluvial, pluvial contaminado
e sanitário.
Os efluentes orgânicos são representados pela linha preta cheia e são
gerados em quase todas as áreas, exceto na torre de resfriamento,
subestações e ADRI (Área de Disposição de Resíduos Industriais), num
total de 62 pontos, que são direcionados para a bacia de emergência da
estação de tratamento de efluentes, passa por um separador de óleo, é
monitorado através de amostragem e análises, passa por uma estação de
medição e é enviado para a CETREL.
Os efluentes inorgânicos, representados pela linha pontilhada, são gerados
apenas na torre de resfriamento, na área de utilidades, passam pela
estação de medição e são enviados para o riacho Bandeira (riacho
monitorado pelo CETREL).
Os efluentes pluviais, representados pela linha traço-pontilhada, são
gerados por água de chuva (coletada de telhados dos prédios e de áreas
isentas de contato eventual com produtos utilizados no processo industrial)
e direcionados para o riacho Bandeira (riacho monitorado pela CETREL).
Os efluentes pluviais contaminados, representados pela linha laranja, são
gerados por água de chuva coletada nas canaletas perimetrais de 10
áreas, são recolhidos em uma caixa de passagem e daí direcionados para
a bacia de emergência, sendo integrado à rede de efluente orgânico. Após
30 minutos de chuva (tempo necessário para garantir a limpeza da rede de
qualquer material orgânico) é efetuado um alinhamento manual dessa
caixa de passagem para a rede de efluente pluvial.
O efluente sanitário, representado pela linha tracejada, é gerado nos
prédios, sanitários e refeitório da fábrica e é enviado para a CETREL.

Efluente Pluvial Efluente Sanitário Efluente Orgânico Efluente Inorgânico Efl. Pluvial Contaminado
L e g e n d a
Figura 2 - Fluxograma da rede de efluentes líquidos da O
PP Quím
ica S.A
. de Cam
açari-BA
-Caixa da moega-Telhado sudoeste do Armazém
Armazém
Armazém-Carregamento de prod. ensacado
-Almoxarifado a céu aberto-Laboratório-Central de ar condicionado
Oficinas / Laboratório
-Oficina-Sala de baterias (No-break)- Laje da sala de baterias (pátio do transformador)
Separador de grãnulos
Gerador a diesel
Gerador
-Cobertura do Secador centrífugo-Sistema de lubrificação da Gear-pump-Sistema hidráulico da diverter / troca de filtro-Poço do elevador-Canaleta de contorno da área-Drenagem da capela-Sistema de aditivo líquido- " de lubrif. da extrusora-1- " hidráulico do Slot-S-6211 (alimentador de pó))-Árvore de aliment. de CW /SM p/ as zonas da extrusora- D-6202 (silo de produto)-G-7012 / 7013 (bombas)-K-7019 (soprador)-D-7008 (tanque de água)
Granulação - 1-Cobertura do Secador centrífugo-Drenagem da capela-Drenagem da laje e pisos.
-Canaleta de contorno da área-C-6001 (vaso coletor de condensado)-Sistema de lubrif. da extrusora-2- " hidráulico do Slot- " " da diverter / troca de filtro- S-6511 (alimentador de pó)-Árvore de aliment. de CW /SM p/ as zonas-D-6202 (silo de produto)-G-7312 / 7313 (bombas)-K-7319 (soprador)-D-7308 (tanque de água)-Purgador do header de SM-15
Granulação - 2
-Drenagem do pátio dos transformadores
Sub-estação
-Canaleta no fundo da casa dos sopradores
-Sopradores-Canaletas dos silos de recebimento, silos grandes e canaleta central-C-8572 (tanque de água de lav. dos silos)-K-8539 (soprador)
Silagem-Canaletas laterais da área
-Sistemas de lubrificação / selagem do K-4X03 (compressor)-Dreno da árvore de alimentação de C2
-G-4X04 (bomba)-E-4X02 (trocador)
Reação
-UCAT-J-Purgador do header de SM-3
Caixa decontenção
-Drenos do vaso de selagem hidráulica
Flare-Canaletas dos equi pamentos e contorno da área
Aliment. de T2
Baciade queima
-Compressores de ar-Tq. pulmão
Ar comprimido
-Drenagem da área de descarga de carretas-Dique dos tanques de MP-Bombas de transferência
Estocagem de mat. primas
-Canaletas-Casa de óleo de lubrificação
A D R I
Caixa deóleo
Cx. de contenção
C X C - 0 9
B a c i a
d e
Emergência
Separadorde
Óleo
Tanquede
Óleo
Medição
Medição
C e t r e l
Riacho Bandeira
Efluente Sanitário
Efluente Pluvial
-G-6107/6108/6109-G-6110-G-6103/6104-G-6105/6113-G-6301/6302/6303 (bombas)
Utilidades-TR-6304 (torre de resfriamento)- Drenagem da casa de produtos de tratamento de água de resfriamento
-Drenagem do pátio dos transformadores
Sub-estação
-Canaleta de contorno das áreas-Purgadores dos header´s de SM-42/15/8.- " " 4 trocadores da área-K-1102 / 1122 (compressores)-Purgador do E-1108 (trocador)-Purgador de Sm-15 para o Vent-stack-G-1002/1014 (bombas)-Dreno do Vent-stack-Sistema de refrigeração de gases (Sabroe)-K-5206/5506 (compressores)-G-5X13/5X15 (bombas)-G-5221 (bomba)-C-2111 (coluna de purificação)-PSV's de CW S dos E-5X08 (trocador)
Purificação / Recuperação de gases
Separador de grãnulos Separador
de grãnulos
Separador de
grãnulos
25

26
Também, como resultado da auditoria hídrica, foi realizado um novo
balanço hídrico da unidade, apresentado na Figura 3, a partir dos dados de
projeto existentes e medições de vazões de alimentação e de consumo de
água clarificada, água potável e vapor e medições de vazões de efluentes
gerados.
Pode-se observar na Figura 3 que o balanço hídrico foi desenvolvido com
bastante detalhamento, apresentando dados de vazões dos principais
pontos de consumo de água clarificada (indicado pelas linhas verde -
claro), água potável (indicado pelas linhas azul – escuro) e vapor (indicado
pelas linhas cinza), bem como de geração dos efluentes orgânicos
(indicado pela linha vermelha), efluentes inorgânicos (indicado pela linha
verde – escuro), efluentes pluviais contaminados (indicado pelas linhas
laranja), efluentes pluviais (indicado pela linha azul – claro) e efluentes
sanitários (indicado pela linha marrom).
Este balanço hídrico foi útil para fechar o balanço de massa de entradas de
água e saídas de efluentes aquosos, líquidos e gasosos. Os dados
contidos no balanço hídrico juntamente com os dados históricos do 1º
semestre de 2000 foram utilizados como referência para o estudo de
oportunidades de redução e reuso dos efluentes.

F ig u ra 3 - B a la n ç o H íd r ic o d a O P P Q u ím ic a S .A . d e C a m a ç a ri-B A V a lo re s e x p re s s o s e m m ³/h
E v a p o ra ç ã o P ro c e s s o A rra s te2 2 ,3 3 2 0 3 1 ,0 0 1 ,1 0
A g u a C la rif. C O P E N E T o rre d e re s fr ia m e n to4 3 ,6 0 2 6 ,5 2 3 ,0 9
R e g a d u ra0 ,6 7
T o rre s a lp in a / e v a p o ra ç ã o3 ,9 0
1 ,6 0
T e s te d e h id ra n te s A tm o s fe rae o u tro s 0 ,1 0 1 2 ,4 1 1 0 ,8 1 0 ,2 0
V a p o r 4 2 C O P E N E C o n d e n s a d o2 ,6 0 2 ,4 0 0 ,2 5
P ro c e s s o2 ,1 5
E flu e n te p lu v ia l c o n t. 0 ,0 5 E flu e n te o rg â n ic o1 1 ,1 1
A g u a P o ta v é l C O P E N E E flu e n te s a n itá r io2 ,2 0 2 ,2 0 2 ,2 0
Á g u a d e c h u v a sE flu e n te p lu v ia l
S a n itá r io s , c h u v e iro s , re fe itó r io
E flu e n te In o rg â n ic o
R ia c h o B a n d e ira
A p ó s 3 0 m in . d e c h u va
C E T R E L E s ta ç õ e s d e s e rv iç o /
P ro c e s s o
E v a p o ra ç ã o / S e c a d o re s d e p e lle ts
A q u e c im e n to d e e q u ip a m e n to s
(M o n ito ra d o p e la C E T R E L )
27

28
6.4 ESTUDOS DE CASOS As idéias apresentadas na fase de coleta de sugestões, conforme
mencionado no cronograma de implantação, tiveram como colaboradores
os operadores de processos e supervisores de produção cuja maioria com
vasta experiência em plantas químicas e petroquímicas. Para todas as
sugestões acolhidas, num total de vinte e duas, foi efetuado estudo de
viabilidade técnico-operacional-econômica pelo corpo técnico da empresa
(engenharia de processo, manutenção e projetos e técnico operacional). As
idéias aprovadas para serem implantadas estão descritas a seguir na forma
de treze estudos de casos.
Para cálculo da taxa de retorno de investimento das modificações de
processo em cada estudo de caso foi tomado como base os seguintes
valores cobrados pela CETREL para tratamento dos efluentes líquidos
enviados e pela COPENE para o fornecimento de água:
- Efluente orgânico (EFO) = R$ 0,20 / m³;
- Efluente inorgânico (EFI) = R$ 1,75 / m³.
- Água clarificada (AC) = R$ 0,57 / m³
- Água potável (AP) = R$ 1,44 / m³.
A taxa de retorno de investimento para cada caso foi obtida através da
seguinte equação: T = C ÷ (P × V), onde:
- T é a taxa de retorno de investimento;
- C é o custo das modificações / implementações;
- P é o preço de tratamento dos efluentes ou de fornecimento de água;
- V é o volume mensal de redução da geração de efluente ou de redução
do consumo de água.
Caso 1 – Alimentação da torre de resfriamento
Problema: Elevada perda de água para o efluente inorgânico (EFI) em
função da transferência de água com elevados teores de sólidos
suspensos para a torre de resfriamento, resultantes do projeto original do

sistema, mostrado na Figura 4. Este projeto prevê a alimentação para a
torre de resfriamento a partir do tanque de água de processo / incêndio,
alimentado com água clarificada (AC) da COPENE, que por sua
concepção, acumula muitos sólidos suspensos. A partida das bombas de
combate a incêndio suspende os sólidos depositados no fundo do tanque.
Como esta água é transferida para a torre, torna-se necessário o aumento
da purga do sistema “blow down” para manter os padrões de qualidade da
água.
Figura 4 – Sistema de alimentação da torre de resfriamento
Solução: Alteração do layout de alimentação da torre de resfriamento,
passando a ser diretamente da COPENE, suprimindo a alimentação a partir
do tanque de água de processo / incêndio, conforme Figura 5.
Água clarificada (processo e incêndio)
AC COPENE
Sólidos decantados
AC COPENE
Água clarificada (processo e incêndio)
Vol. total = 5000 m³
Torre de resfriamento Água clarificada
(processo)
Água clarificada (incêndio)
Alteração
Sólidos decantados
Vol. total = 5000 m³
Torre de resfriamento
Água clarificada (incêndio)
Água clarificada (processo)
Figura 5 – Sistema de alimentação da torre de resfriamento com alteração do layout

A partir do alinhamento proposto, a água de alimentação da torre será de
melhor qualidade, o que reduzirá o custo com o tratamento da mesma
devido à elevação do ciclo de concentração propiciado pela redução da
purga, que culminará em redução significativa da geração de efluente
inorgânico (EFI).
Investimento / resultado
Custo : R$ 13.000,00
Retorno : 3,5 meses
Ganho : Redução da geração do efluente inorgânico (EFI) de 1.548
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).
Caso 2 – Retrolavagem do filtro lateral da torre de resfriamento
Problema: Elevada geração de efluente inorgânico (EFI) em função do
procedimento de retrolavagem (acionamento de válvulas de atuação
manual) para limpeza do filtro lateral da torre (filtro para remoção de sólidos
em suspensão e cloretos insolúveis), necessitando da presença do
operador durante toda a manobra.
Solução: Modificação do sistema com instalação de válvulas automáticas
em substituição às manuais (indicadas pelas setas na figura 6), acionadas
por PLC.
Com a modificação proposta, ocorrerá uma redução na geração de efluente
inorgânico (EFI), pois a operação automática conferirá eficiência máxima
ao procedimento de retrolavagem.

Figura 6 – Sistema de retrolavagem do filtro lateral da torre de resfriamento
Investimento / resultado
Custo : R$ 24.000,00
Retorno : 26 meses
Ganho : Redução da geração de efluente inorgânico (EFI) de 401,10
m³/mês, com igual valor correspondente na redução do consumo de AC.
Caso 3 – Resfriamento das zonas das extrusoras
Problema: Freqüente obstrução dos canais de circulação de água de
resfriamento nas camisas das zonas das extrusoras, provocado por
incrustação em função da concentração de sais na água de resfriamento,
associada a baixas vazões e altas temperaturas de operação. A baixa
eficiência de troca térmica leva à necessidade de resfriamento adicional
externo (uso de mangueiras), o que leva à geração de uma quantidade
elevada de efluente para a rede de efluente orgânico (EFO), conforme
observado na Figura 7.

Figura 7 – Resfriamento externo das zonas das extrusoras
Solução: Instalação de um sistema de resfriamento fechado para as
camisas das zonas das extrusoras com utilização de um inventário inicial
com água desmineralizada e make-up com excesso de condensado
proveniente do vaso coletor de condensado de vapor.
A implementação deste sistema representará, além da solução definitiva
para a deficiência de troca térmica, uma enorme redução do volume de
efluente lançado na rede de efluente orgânico (EFO), por se tratar da
eliminação de uma fonte potencial e contribuindo igualmente na redução do
consumo de água clarificada (AC).
Investimento / resultado
Custo : R$ 200.000,00
Retorno : 28 anos
Ganho : Redução da geração de efluente orgânico (EFO) de 768,00
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).
Caso 4 – Nível dos tanques de água de transporte de produto acabado
Problema: O transporte de produto acabado das extrusoras para os
secadores de pellets é feito com água de transporte hidráulico proveniente
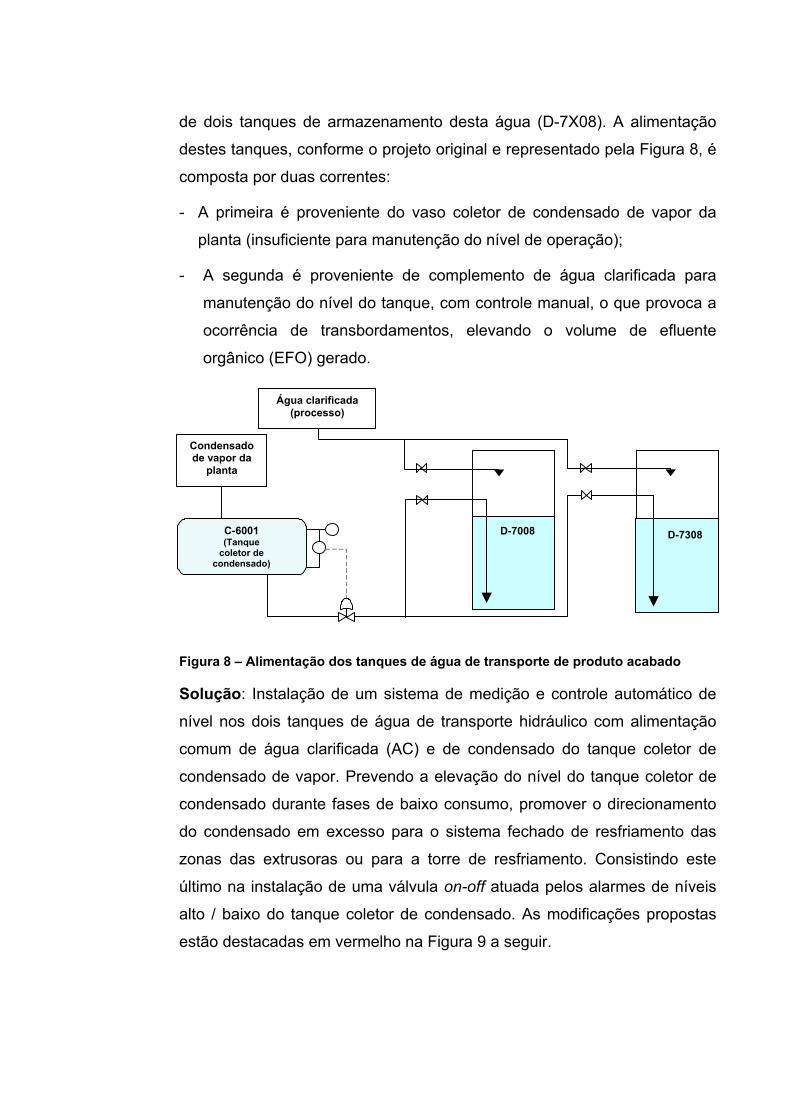
de dois tanques de armazenamento desta água (D-7X08). A alimentação
destes tanques, conforme o projeto original e representado pela Figura 8, é
composta por duas correntes:
- A primeira é proveniente do vaso coletor de condensado de vapor da
planta (insuficiente para manutenção do nível de operação);
- A segunda é proveniente de complemento de água clarificada para
manutenção do nível do tanque, com controle manual, o que provoca a
ocorrência de transbordamentos, elevando o volume de efluente
orgânico (EFO) gerado.
D-7308 D-7008 C-6001 (Tanque
coletor de condensado)
Condensado de vapor da
planta
Água clarificada (processo)
Figura 8 – Alimentação dos tanques de água de transporte de produto acabado
Solução: Instalação de um sistema de medição e controle automático de
nível nos dois tanques de água de transporte hidráulico com alimentação
comum de água clarificada (AC) e de condensado do tanque coletor de
condensado de vapor. Prevendo a elevação do nível do tanque coletor de
condensado durante fases de baixo consumo, promover o direcionamento
do condensado em excesso para o sistema fechado de resfriamento das
zonas das extrusoras ou para a torre de resfriamento. Consistindo este
último na instalação de uma válvula on-off atuada pelos alarmes de níveis
alto / baixo do tanque coletor de condensado. As modificações propostas
estão destacadas em vermelho na Figura 9 a seguir.

Válvula on-off
Condensado de vapor da planta
Água clarificada (processo)
D-7308 D-7008
C-6001 (Tanque coletor de condensado)
Válvula bóia
Torre de resfriamento ou sistema fechado de resfriamento das extrusoras
Figura 9 – Alimentação dos tanques de água de transporte de produto acabado com as mudanças propostas
Situações de controle:
- Complemento do nível do tanque de água de transporte hidráulico;
- Controle do nível do tanque coletor de condensado. Quando o nível
estiver alto, direcionamento para a torre de resfriamento.
Como resultados das alterações sugeridas, os tanques de água de
transporte hidráulico não mais transbordarão e consequentemente ocorrerá
eliminação da geração de efluente orgânico (EFO) neste sistema e redução
do consumo de água clarificada (AC).
Investimento / resultado
Custo : R$ 2.000,00
Retorno : 1,8 meses
Ganho : Redução da geração de efluente orgânico (EFO) de 1.440,00
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).

Caso 5 – Aquecedores das colunas degaseificadoras de comonômero
Problema: Atualmente o condensado gerado nos refervedores das colunas
degaseificadoras de comonômero, é direcionado para a rede de efluente
orgânico (EFO) em função da deficiência operacional das bombas de
condensado.
Solução: Transferir este condensado para o vaso coletor de condensado
de vapor. Para efetivar este projeto, será necessário elevar a pressão de
alimentação de vapor para os aquecedores de 8 kgf/cm2 para 15 kgf/cm2 a
fim de garantir a operacionalidade das bombas.
Isto representará a redução do volume de efluente orgânico (EFO) pela
eliminação de mais uma fonte de geração, e, redução do consumo de água
clarificada (AC), visto que o vaso de condensado supre os tanques de água
de transporte hidráulico das extrusoras.
Investimento / resultado
Custo : R$ 2.500,00
Retorno : 15 meses
Ganho: Redução da geração de efluente orgânico (EFO) de 216,00
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).
Caso 6 – Engaxetamento das bombas de água
Problema: As bombas necessitam de selagem para evitar vazamento do
fluido bombeado pela conexão entre o eixo de acionamento e o seu corpo.
No sistema de selagem por engaxetamento, as gaxetas tanto isolam o
fluido do ambiente, como também evitam o contato entre o eixo de
acionamento e o corpo da bomba. A fim de evitar o superaquecimento da
gaxeta e das partes fixa e rotativa faz-se necessária a adoção de um
sistema de lubrificação e resfriamento, que nas bombas de água é feito
com a própria água através de um pequeno gotejamento pela gaxeta. Com
o tempo ocorrem o desgaste e o ressecamento do material transformando
o pequeno gotejamento em um vazamento. Como por exemplo, o

vazamento em uma das bombas de água da unidade indicado na Figura 10
a seguir.
Figura 10 – Vazamento de água pelo engaxetamento de uma bomba da unidade
Solução: Substituição das gaxetas de teflon por gaxetas pastosas
injetáveis identificadas em pesquisas por novas tecnologias. Estas gaxetas,
pela constituição do seu material, além de garantir a selagem, não
necessitam de gotejamento para lubrificação.
A adoção desta nova tecnologia de engaxetamento promoverá a
eliminação de vazamentos em gaxetas nas 18 (dezoito) bombas de água
instaladas na unidade. Isto representará um impacto significativo na
redução da geração de efluentes orgânicos (EFO), e consequente redução
do consumo de água clarificada (AC).
Investimento / resultado
Custo : R$ 16.000,00
Retorno : 20,5 meses
Ganho : Redução da geração de efluente orgânico (EFO) de 960 m³/mês, e
redução respectivamente de 50,00 m³/mês e 910,00 m³/mês, nos
consumos de água potável (AP) e água clarificada (AC).
Caso 7 – Caixa de passagem da rede de efluente pluvial contaminado
Problema: A rede de efluente pluvial contaminado (EPC) é composta pelas
canaletas perimetrais das áreas industriais e uma caixa de passagem com
válvula de acionamento manual possibilitando o seu alinhamento para a
rede de efluente orgânico (EFO), que é o alinhamento normal, ou para a
rede de efluente pluvial (EFP), após 30 minutos de chuva, executado por
um operador. Como a válvula tem acionamento manual, podem ocorrer
alinhamentos indevidos ocasionados por falha humana.
Solução: Acionamento automático da válvula pelo painel de controle com
indicação de posição da válvula (para a rede de efluente orgânico (EFO) ou
para a rede de efluente pluvial (EFP)).
Com esta modificação tanto se garante o alinhamento padrão para a rede
de efluente orgânico (EFO), como também se evita a elevação indevida do
volume deste durante as chuvas.
Investimento / resultado
Custo : R$ 6.000,00
Retorno : Não existe
Ganho : Garantia de atendimento à legislação e redução da geração de
efluente orgânico (EFO) de 14,40 m³/mês.
Caso 8 – Bacia de emergência
Problema: A bacia de emergência da rede de efluentes orgânicos (EFO),
pela sua localização no ponto mais baixo da fábrica e não ter isolamento,
recebe indevidamente efluente pluvial de água das chuvas possibilitado
pela topografia do terreno circunvizinho.
A bacia encontra-se retratada na Figura 11 a seguir.

Figura 11 – Bacia de emergência da rede de efluentes orgânicos
Solução: Construção de uma mureta isolando a bacia de efluentes
orgânicos do terreno circunvizinho evitando a entrada de água das chuvas.
Investimento / resultado
Custo : R$ 600,00
Retorno : 3,2 anos
Ganho : Redução da geração de efluente orgânico (EFO) de 80,00 m³/mês.
Caso 9 – Refrigeração das células de carga (S-6X11)
Problema: A água utilizada no resfriamento das células de carga das
alimentadoras de resina (S-6X11) para as extrusoras é direcionada para a
rede de efluente orgânico (EFO). Sistema de uma das células mostrado na
Figura 12 a seguir.
Figura 12 – Sistema de resfriamento das células de carga das alimentadoras de resina

Solução: Substituição da água de resfriamento utilizada atualmente (da
torre de resfriamento) por água desmineralizada do sistema fechado de
resfriamento das zonas das extrusoras.
Isto representará a eliminação de mais um ponto de geração de efluente
com conseqüente redução do volume de efluente orgânico (EFO) e
redução do consumo de água clarificada (AC).
Investimento / resultado
Custo : R$ 1.200,00
Retorno : 28 meses
Ganho: Redução da geração de efluente orgânico (EFO) de 56,00 m³/mês,
com igual valor correspondente na redução do consumo de água clarificada
(AC).
Caso 10 – Lavagem dos silos de produto acabado
Problema: O procedimento operacional de lavagem dos silos de produto
acabado ocorre quando há necessidade de acondicionar um produto
diferente, sem considerar as implicações decorrentes das diferenças entre
as propriedades.
Solução: Modificação do procedimento substituindo as lavagens dos silos
por sopragem com ar seguida da coleta dos resíduos (finos e pellets de
polietileno) e prescrição de lavagem apenas nas alternâncias entre
produtos cujas diferenças de propriedades impliquem em geração de
produto não conforme, o que ocorre apenas eventualmente.
Isto cessará quase que totalmente a geração de efluente orgânico (EFO)
na área de silagem e redução no consumo de água clarificada (AC).
Investimento / resultado
Custo : Zero
Retorno : Economia mensal e imediata de R$ 1.757,45.
Ganho : Redução da geração de efluente orgânico (EFO) de 2.282,40
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).
Caso 11 –Nível da selagem do flare
Problema: Controle do nível da água de selagem do sistema de tocha
muito instável implicando na necessidade de transbordamento contínuo a
fim de garantir a operacionalidade do equipamento.
Solução: Modificação da malha do transmissor de nível e promoção de
sintonia para ajuste do sistema de controle automático.
O sucesso desta ação resultará em redução da geração de efluente
orgânico (EFO) por eliminação de mais uma fonte, bem como redução do
consumo de água clarificada (AC).
Investimento / resultado
Custo : R$ 1.700,00
Retorno :3 meses
Ganho : Redução da geração de efluente orgânico (EFO) de 720,00
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).
Caso 12 – Lavagem do piso da área industrial
Problema: A lavagem diária dos pisos da área industrial é feita com água
clarificada (AC), a qual apresenta baixa pressão e volume excessivo.
Condições estas, que desfavorecem este tipo de aplicação, que necessita
de altas pressões e baixo volume para deslocar os resíduos.
Solução: Aquisição de máquina de água pressurizada tipo lava-jato para o
serviço e alteração da freqüência das lavagens para duas vezes por
semana.
Investimento / resultado
Custo : R$ 5.500,00
Retorno : 8,0 meses
Ganho: Redução da geração de efluente orgânico (EFO) de 813,60
m³/mês, com igual valor correspondente na redução do consumo de água
clarificada (AC).

Caso 13 – Torneiras dos sanitários
Problema: Geração excessiva de efluentes nos sanitários pelo tipo de
torneira utilizada (acionadas manualmente para abertura e fechamento).
Solução: Substituição das válvulas dos lavatórios e mictórios por válvulas
automáticas com fechamento temporizado para todos os sanitários da
fábrica.
Isto resultará numa redução do consumo de água potável (AP), com
consequente redução na geração de efluente sanitário (EFS).
Investimento / resultado
Custo : R$ 14.000,00
Retorno :24,5 meses
Ganho: Redução da geração de efluente sanitário (EFS) de 348,00 m³/mês,
com igual valor correspondente na redução do consumo de água potável
(AP).
6.5 IMPLEMENTAÇÃO DAS SOLUÇÕES O programa de implantação das propostas é apresentado na Tabela 3.
Inicialmente foram implementadas, as soluções que demonstravam
simplicidade e baixo nível de investimento.

TABELA 3 – Status das Soluções implementadas até dez/01. REDUÇÃO NA
GERAÇÃO TOTAL
C A
S O
S O L U Ç Ã O
GER
AÇÃO
N
O P
ON
TO
(m³/h
)
(m³/h) %
T I P
O REDUÇÃO
NO CONSUMO
(m³/h) T I P
O
CONDIÇÃO ATUAL
1 Alteração de layout para tanque de água 2,15 2,15 69,5 EFI 2,15 AC Implementado
2 Automatização de válvulas acionadas por PLC p/filtro 0,94 0,56 18,0 EFI 0,56 AC Aguardando liberação de investimento
3 Sistema fechado de resfriamento para as extrusoras 1,07 1,07 9,6 EFO 1,07 AC Aguardando liberação de investimento
4 Instalação de sistema de controle automático p/ D-7x08 2,00 2,00 18,0 EFO 2,00 AC Implementado
5 Alteração de pressão para bombas de condensado. 0,30 0,30 2,7 EFO 0,30 AC Aguardando novo estudo de dimensionamento
0,07 AP6 Nova tecnologia de engaxetamento para bombas. 1,33 1,33 12,0 EFO
1,26 ACImplementado
7 Automatização de válvula de desvio da caixa 9 0,05 0,02 0,2 EFO - - Implementado
8 Construção de mureta de isolamento para a bacia. 0,11 0,11 1,0 EFO - - Implementado
9 Substituição da água das células. 0,08 0,08 0,7 EFO 0,08 AC Aguardando solução do caso 3
10 Modificação de procedimento de lavagem dos silos. 3,43 3,17 28,5 EFO 3,17 AC Implementado
11 Modificação e sintonia de controle do nível do flare. 1,00 1,00 9,0 EFO 1,00 AC Implementado
12 Modificação de procedimento de lavagem dos pisos. 1,19 1,13 10,2 EFO 1,13 AC Implementado
13 Aquisição e substituição de válvulas sanitárias automáticas 0,69 0,48 22,0 EFS 0,48 AC Aguardando liberação de investimento
42

43
A seguir, registros fotográficos de alguns pontos de soluções de casos
implementados, conforme Figura 13.
Mureta da baciade emergência
Engaxetamento
injetado
Caso 8 Caso 6
Automatização doalinhamento do efluente
pluvial contaminado
Transmissor de nível dotanque de água de transportede produto acabado
Caso 7 Caso 4
Figura 13 – Registro fotográfico de alguns casos ( casos 4, 6, 7 e 8) já implementados

Os resultados obtidos até o final de 2001 com as soluções parcialmente
implementadas refletem os objetivos inicialmente previstos para a redução da
geração de efluentes líquidos, os quais podem ser observados nas Figuras 14 e 15.
12.520 11.660
3.978 2001 4021
Figura 14 - Geração Média Mensal de Efluentes Líquidos OPP-
[Fonte: Lima e Santos, 2001]
0
2000
4000
6000
8000
10000
12000
14000
1999 2000 2001
Média Mensal de Efluentes Líquidos (m³/mês)
Figura 15 - Tendência da Geração de Efluentes Líquidos(Inorgânico e Orgânico) da OPP-PE
[Fonte: Lima e Santos, 2001]
0
2.000
4.000
6.000
8.000
10.000
12.000
jan/00 abr/00 jul/00 out/00 jan/01 abr/01 jul/01 out/01Inorgânico Orgânico
Vazão de Efluentes Líquidos (m³) - 2000-2001

Em paralelo à redução da geração de efluentes líquidos, observou-se um outro
impacto positivo quanto à qualidade da composição do efluente orgânico (EFO),
conforme visto na Figura 16. Pode-se observar uma redução de 71% na carga
mássica (kg) de demanda bioquímica de oxigênio e 86% de redução na carga
mássica (kg) de materiais em suspensão, em decorrência de maior cuidado dos
operadores e técnicos de manutenção com a questão da geração de volume dos
efluentes líquidos, comprovando uma mudança de cultura com relação à
minimização de resíduos líquidos.
[Fonte: Lima e Santos, 2001]
Figura 16 - Qualidade da demanda bioquímica de oxigênio e materiais emsuspensão no Efluente Orgânico (EFO) OPP-PE
Carga Orgânica (kg)
0
50
100
150
200
250
300
350
2000 2001
(Kg)
D B OM S
Além da redução da carga orgânica, decorrente da redução do volume dos efluentes
gerados, outro impacto positivo relacionado à qualidade da composição do efluente
orgânico (EFO), foi a redução das concentrações orgânicas (mg/l) conforme visto na
Figura 17, onde observa-se uma redução de 13% na concentração da demanda
bioquímica de oxigênio e 60% de redução na concentração de materiais em
suspensão, atestando a extensão do programa à toda área da fábrica, com foco no
processo produtivo.

#
Figura 17 – Concentrações da demanda bioquímica de oxigênio et i imateriais em suspensão no Efluente Orgânico (EFO) OPP-PE
Concentração Orgânica (mg/l)
0
5
10
15
20
25
30
2000 2001
(mg/l)DBOMS
Foi avaliado também o índice de efluente gerado por unidade de produto final produzido (m3 de efluente / tonelada de polietileno) conforme apresentado na Figura 18. Neste caso, observa-se uma redução neste índice de 68%.
Figura 18 - Índice dd
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
m³/t
19
Índice de Efluentes Líquidos
0,743
e Efluentes Líquide efluente / tonela
99 20
0,752
[Fonte:
os por unidade dda de polietileno)
00 20
0,244
Lima e Santos, 2001]
e produto final (m³
01

7. CONCLUSÕES
No programa de minimização de efluentes líquidos proposto na OPP Química
S.A. - Unidade de Polietileno de Camaçari-BA foram propostos13 estudos de
casos com suas respectivas soluções, 8 das quais já implementadas e que
culminaram numa redução de 66% da geração de efluentes líquidos até o final
de 2001 com relação ao primeiro semestre de 2000. Foi constatado ser possível
a obtenção de 80% de redução da geração de efluentes líquidos industriais com
a implementação de todas as propostas.
A divulgação do programa para todos os operadores levou à participação na
geração de idéias simples para minimização de efluentes e também apresentou
como benefício o aumento da consciência e elevação da difusão da cultura
ambiental entre os funcionários da empresa com relação à minimização da
geração não apenas de efluentes líquidos como também de resíduos sólidos e
gasosos, sendo o trabalho considerado pelos mesmos como algo inovador e
gratificante pela oportunidade dada a todos de contribuir na empresa para a
melhoria do meio ambiente.
Tendo em vista a escassez de água como insumo e as crescentes exigências
em relação à quantidade dos efluentes líquidos gerados e dos altos custos
aplicados no seu tratamento, a metodologia aplicada, associada às técnicas de
produção limpa, demonstra ser viável para utilização na indústria de produção de
polietilenos com benefícios econômicos e ambientais.

8. REFERÊNCIAS BIBLIOGRÁFICAS
Agência Nacional de Águas. Disponível em: http://www.ana.gov.br, acesso em 23 de abril 2002.
AZEVEDO NETTO, Martiniano de et al. Manual de Hidráulica, 8ª edição. Editora Edgard Blucher, São Paulo, 1998.
AZEVEDO, V. N. Apostila da Disciplina Gerenciamento de Emissões – Efluentes Líquidos – Curso de Especialização em Gerenciamento e Tecnologias Ambientais na Indústria, Universidade Federal da Bahia, 2001.
SCHIANETZ, Bosan. Passivos Ambientais: Levantamento Histórico, Avaliação de Periculosidade e Ações de Recuperação. SENAI. Curitiba. 1999.
HESPANHOL, Ivanildo. Reuso de Água: Uma alternativa Viável. Revista Brasileira de Saneamento e Meio Ambiente. Volume 11, nº 18, Rio de Janeiro, 2001.
MOURA, L. A . Abdala de. Qualidade e Gestão Ambiental. Editora J. Oliveira. São Paulo, 1993.
MUSTAFA, G. S, Reutilização de Efluentes Líquidos em Indústria Petroquímica. Dissertação da Tese de Mestrado, Universidade Federal da Bahia, 1998.
NBR 9800 – ABNT. Critérios para lançamento de efluentes industriais no sistema coletor público de esgoto sanitário. Rio de Janeiro, 1997.
NBR 9896 – ABNT, Glossário de Poluição das Águas, agosto de 1993.
PEREIRA, J. A. R. Geração de Resíduos Ambientais e Controle Ambiental. UFPA, 2000.
Resolução nº 20/CONAMA de 18 de junho de 1986, DOU de 30/07/1986.
VALENZUELA, Júlio. Tratamento de Efluentes em Indústrias Galvanotécnicas. Editora Páginas & Letras. Guarulhos, 1999.
VILLIERS, Marq de, Água. Editora Ediouro Publicações S.A, Rio de Janeiro, 2000.
VON SPERLING, Marcos. Introdução à Qualidade das Águas e ao Tratamento de Esgotos. DESA/UFMG, Belo Horizonte, 1995.

Wastewater Treatment. Chose Appropriate Wastewater Treatment Tecnologies. Chemical Engineering Progress, pág. 32-51, August 1995.