nr13 - treinamento de segurança na operação de unidades de ... · ... tanques e recipientes para...
TRANSCRIPT

3
NR13 - Treinamento de Segurança
na Operação de Unidades de
Processo

NR13 - Treinamento de Segurança na
Operação de Unidades de Processo
Macaé, RJ
ÍNDICE
ANEXOS .................................................................................................... 10
NOÇÕES DE GRANDEZAS E UNIDADES ................................................... 55
PRESSÃO....................................................................................... 58
PRESSÃO ATMOSFÉRICA ............................................................ 58
PRESSÃO INTERNA DE UM VASO ................................................. 61
PRESSÃO MANOMÉTRICA, PRESSÃO RELATIVA E PRESSÃO
ABSOLUTA..... ............................................................................................... 61
UNIDADES DE PRESSÃO ............................................................. 63
CALOR E TEMPERATURA .................................................................. 64
NOÇÕES GERAIS: O QUE É CALOR, O QUE É TEMPERATURA ........... 64
MODOS DE TRANSFERÊNCIA DE CALOR ....................................... 66
CALOR ESPECÍFICO E CALOR SENSÍVEL ....................................... 70
TRANSFERÊNCIA DE CALOR À TEMPERATURA CONSTANTE ............. 74
VAPOR SATURADO E VAPOR SUPERAQUECIDO .............................. 75
EQUIPAMENTOS DE PROCESSOS ............................................................ 77
TROCADORES DE CALOR ................................................................. 77
TUBULAÇÃO, VÁLVULAS E ACESSÓRIOS............................................ 81
BOMBAS ........................................................................................ 94
TURBINAS E EJETORES ................................................................. 100
COMPRESSORES .......................................................................... 104
TORRES, VASOS, TANQUES E REATORES ........................................ 108
FORNOS ...................................................................................... 117
CALDEIRAS .................................................................................. 117
ELETRICIDADE ................................................................................... 123
INTRODUÇÃO À ELETRICIDADE: CONSTITUIÇÃO DA MATÉRIA ........... 123
RISCOS ELÉTRICOS ...................................................................... 139
INSTRUMENTAÇÃO ............................................................................. 148
CONTROLE AUTOMÁTICO .............................................................. 149
CONCEITOS ................................................................................. 151
INSTRUMENTOS ........................................................................... 154
TIPOS DE CONTROLE: ................................................................... 157
OPERAÇÃO DA UNIDADE ..................................................................... 165
DESCRIÇÃO DO PROCESSO ........................................................... 165
A INDÚSTRIA DE PETRÓLEO .......................................................... 168
TROCADORES DE CALOR ............................................................... 175

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
PROCEDIMENTOS DE EMERGÊNCIA ................................................ 180
DESCARTE DE PRODUTOS QUÍMICOS E PRESERVAÇÃO DO MEIO
AMBIENTE..... .................................................................................. ..............184
AVALIAÇÃO E CONTROLE DE RISCOS INERENTES AO PROCESSO ....... 188
PREVENÇÃO CONTRA DETERIORAÇÃO, EXPLOSÃO E OUTROS RISCOS 189
LEGISLAÇÃO E NORMALIZAÇÃO ........................................................... 205
NORMAS TÉCNICAS BRASILEIRAS .................................................. 205
REGULAMENTAÇÕES DO MINISTÉRIO DO TRABALHO ........................ 206
RESUMO DAS NRS ........................................................................ 208
A NORMA NR-13 – VASOS DE PRESSÃO .......................................... 219
PRIMEIROS SOCORROS ....................................................................... 245
CONCEITOS APLICADOS ................................................................ 245
PRIMEIROS SOCORROS ................................................................. 246
ANATOMIA E FISIOLOGIA .............................................................. 248
SISTEMA DIGESTIVO OU DIGESTÓRIO: .......................................... 249
SISTEMA EXCRETOR: .................................................................... 249
SISTEMA REPRODUTOR: ............................................................... 250
SISTEMA ENDÓCRINO: ................................................................. 250
SISTEMA ESQUELÉTICO: ............................................................... 250
SISTEMA TEGUMENTAR (TECIDO EPITELIAL) ................................... 251
SISTEMA CIRCULATÓRIO .............................................................. 251
SISTEMA RESPIRATÓRIO ............................................................... 254
SISTEMA NEUROLÓGICO ............................................................... 254
AVALIAÇÃO DA CENA (CINEMÁTICA DO TRAUMA) ............................ 255
ABORDAGEM NOS PRIMEIROS SOCORROS ...................................... 257
AÇÕES DE PRIMEIROS SOCORROS ................................................. 259
UTILIZAÇÃO DO DEA/EAD/EAD (DESFIBRILADOR EXTERNO AUTOMÁTICO) ................................................................................................ 265
ESTABILIZAÇÃO DA COLUNA CERVICAL .......................................... 267
CONTENÇÃO DE HEMORRAGIAS ..................................................... 269
INTOXICAÇÃO / ASFIXIA ............................................................... 281
TRANSPORTE E RESGATE DE VÍTIMAS ............................................ 284
PERGUNTAS E RESPOSTAS COMENTADAS ............................................. 290
REFERÊNCIA BIBLIOGRPAFICA ................................................................... 295

Nome do Curso LSP319 - NR13 - UNI PROCESSO - 32HS
Nome do Arquivo 20180511_AP_NR13_Unid_de_Processo_32h_PT_REV02

REGRAS
REGRAS FALCK
Respeite todos os sinais de advertência, avisos de segurança e instruções;
Roupas soltas, jóias, piercings etc. não devem ser usados durante os
exercícios práticos;
Não é permitido o uso de camiseta sem manga, “shorts” ou mini-saias,
sendo obrigatório o uso de calças compridas e de calçados fechados;
Terão prioridade de acessar o refeitório instrutores e assistentes;
Não transite pelas áreas de treinamento sem prévia autorização. Use o EPI
nas áreas recomendadas;
Os treinandos são responsáveis por seus valores. Armários com cadeado e
chaves estão disponíveis e será avisado quando devem ser usados. A Falck
Safety Services não se responsabiliza por quaisquer perdas ou danos;
O fumo é prejudicial a saúde. Só é permitido fumar em áreas previamente
demarcadas;
Indivíduos considerados sob efeito do consumo de álcool ou drogas ilícitas
serão desligados do treinamento e reencaminhados ao seu empregador;
Durante as instruções telefones celulares devem ser desligados;
Aconselha-se que as mulheres não façam o uso de sapato de salto fino;
Não são permitidas brincadeiras inconvenientes, empurrões, discussões e
discriminação de qualquer natureza;
Os treinandos devem seguir instruções dos funcionários da Falck durante
todo o tempo;
É responsabilidade de todo treinando assegurar a segurança do
treinamento dentro das melhores condições possíveis. Condições ou atos
inseguros devem ser informados imediatamente aos instrutores;
Fotografias, filmagens ou qualquer imagem de propriedade da empresa,
somente poderá ser obtida com prévia autorização;

Gestantes não poderão realizar os treinamentos devido aos exercícios
práticos;
Se, por motivo de força maior, for necessário ausentar-se durante o
período de treinamento, solicite o formulário específico para autorização de saída.
Seu período de ausência será informado ao seu empregador e se extrapolar o
limite de 10% da carga horária da Disciplina, será motivo para desligamento;
A Falck Safety Services garante a segurança do transporte dos treinandos
durante a permanência na Empresa em veículos por ela designados, não podendo
ser responsabilizada em caso de transporte em veículo particular;
Os Certificados/Carteiras serão entregues à Empresa contratante. A
entrega ao portador somente mediante prévia autorização da Empresa
contratante. Alunos particulares deverão aguardar o resultado das Avaliações e,
quando aprovados, receber a Carteira do Treinamento;
Pessoas que agirem em desacordo com essas regras ou que
intencionalmente subtraírem ou danificarem equipamentos serão
responsabilizadas e tomadas as providências que o caso venha a exigir.
DIRETRIZES GERAIS DO CURSO
• Quanto à estruturação do curso
O candidato, no ato da matrícula, deverá apresentar à instituição que vai
ministrar o curso, cópia e o original (para verificação) ou cópia autenticada dos
seguintes comprovantes:
✓ Ter mais de dezoito (18) anos, no dia da matrícula;
✓ Ter concluído o ensino fundamental;
✓ Atestado de boas condições de saúde física e mental;
• Quanto à Frequência às Aulas
O aluno deverá obter o mínimo de 90% de freqüência no total das aulas
ministradas no curso.

Para efeito das alíneas descritas acima, será considerada falta: o não
comparecimento às aulas, o atraso superior a 10 minutos em relação ao início de
qualquer atividade programada ou a saída não autorizada durante o seu
desenvolvimento.
• Quanto à Aprovação no Curso
Será considerado aprovado o aluno que:
✓ Obtiver nota igual ou superior a 6,0 (seis) em uma escala de 0 a
10 (zero a dez) na avaliação teórica e alcançar o conceito
satisfatório nas atividades práticas.
✓ Tiver a freqüência mínima exigida (90%).
Caso o aluno não cumpra as condições descritas nas alíneas acima, será
considerado reprovado.
CERTIFICAÇÃO
A certificação deste curso esta em acordo com a NR -13 pela Portaria MTE
n.º 594, de 28 de abril de 2014 D.O. U 02/05/14. Que estabelece requisitos
mínimos para gestão da integridade estrutural de caldeiras a vapor e vasos de
pressão relacionados à instalação, inspeção, operação e manutenção, visando à
segurança e saúde dos trabalhadores.
RESOLUÇÕES DA NR-13
✓ Operações de unidades que possuam vasos de pressão, item 13.5.3.3
e B 1.1
✓ Pré-requisitos mínimos para treinamento, item B1. 3
✓ Obrigatoriedade do "Treinamento de Segurança na Operação de
Unidades de Processo", item B1. 2
✓ Cumprimento de estágio prático supervisionado, item B 1.6

OBJETIVO
Fornecer conhecimentos ao aluno a fim de permitir que ele/ela identifique e
siga as instruções da regulamentação de segurança NR-13, para obter
conhecimentos sobre os requisitos da norma visando à adequação ao
"Treinamento de Segurança na Operação de Unidades de Processo”, bem como,
das suas últimas atualizações.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 10
ANEXOS
NR-13 CALDEIRAS, VASOS DE PRESSÃO E TUBULAÇÕES.
Publicação D.O.U.
Portaria GM n.º 3.214, de 08 de junho de 1978 06/07/78
Alterações/Atualizações D.O.U.
Portaria SSMT n.º 12, de 06 de junho de 1983 14/06/83
Portaria SSMT n.º 02, de 08 de maio de 1984 07/06/84
Portaria SSST n.º 23, de 27 de dezembro de 1994 Rep.: 26/04/95
Portaria SIT n.º 57, de 19 de junho de 2008 24/06/08
Portaria MTE n.º 594, de 28 de abril de 2014 30/04/14
(Redação dada pela Portaria MTE n.º 594, de 28 de abril de 2014).
SUMÁRIO:
13.1. Introdução
13.2. Abrangência
13.3. Disposições Gerais
13.4. Caldeiras
13.5. Vasos de Pressão
13.6. Tubulações
13.7. Glossário
Anexo I - Capacitação de Pessoal.
Anexo II - Requisitos para Certificação de Serviço Próprio de Inspeção de
Equipamentos.
13.1 Introdução
13.1.1 Esta Norma Regulamentadora - NR estabelece requisitos mínimos
para gestão da integridade estrutural de caldeiras a vapor, vasos de pressão e
suas tubulações de interligação nos aspectos relacionados à instalação, inspeção,
operação e manutenção, visando à segurança e à saúde dos trabalhadores.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 11
13.1.2 O empregador é o responsável pela adoção das medidas
determinadas nesta NR.
13.2 Abrangência
13.2.1 Esta NR deve ser aplicada aos seguintes equipamentos:
a) todos os equipamentos enquadrados como caldeiras conforme item
13.4.1.1;
b) vasos de pressão cujo produto P.V seja superior a 8 (oito), onde P é a
pressão máxima de operação em kPa e V o seu volume interno em
m3;
c) vasos de pressão que contenham fluido da classe A, especificados no
item 13.5.1.2, alínea “a)”, independente das dimensões e do produto
P.V;
d) recipientes móveis com P.V superior a 8 (oito) ou com fluido da
classe A, especificados no item 13.5.1.2, alínea “a)”;
e) tubulações ou sistemas de tubulação interligados a caldeiras ou vasos
de pressão, que contenham fluidos de classe A ou B conforme item
13.5.1.2, alínea “a)” desta NR.
13.2.2 Os equipamentos abaixo referenciados devem ser submetidos às
inspeções previstas em códigos e normas nacionais ou internacionais a eles
relacionados, ficando dispensados do cumprimento dos demais requisitos desta
NR:
a) recipientes transportáveis, vasos de pressão destinados ao transporte
de produtos, reservatórios portáteis de fluido comprimido e extintores
de incêndio;
b) vasos de pressão destinados à ocupação humana;
c) vasos de pressão que façam parte integrante de pacote de máquinas
de fluido rotativas ou alternativas;
d) dutos;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 12
e) fornos e serpentinas para troca térmica;
f) tanques e recipientes para armazenamento e estocagem de fluidos
não enquadrados em normas e códigos de projeto relativos a vasos
de pressão;
g) vasos de pressão com diâmetro interno inferior a 150 mm (cento e
cinquenta milímetros) para fluidos das classes B, C e D, conforme
especificado no item 13.5.1.2, alínea “a)”;
h) trocadores de calor por placas corrugadas gaxetadas;
i) geradores de vapor não enquadrados em códigos de vasos de
pressão;
j) tubos de sistemas de instrumentação com diâmetro nominal ≤ 12,7
mm (doze milímetros e sete décimos);
k) tubulações de redes públicas de tratamento e distribuição de água e
gás e de coleta de esgoto.
13.3 Disposições Gerais
13.3.1 Constitui condição de risco grave e iminente - RGI o não
cumprimento de qualquer item previsto nesta NR que possa causar acidente ou
doença relacionada ao trabalho, com lesão grave à integridade física do
trabalhador, especialmente:
a) operação de equipamentos abrangidos por esta NR sem dispositivos
de segurança ajustados com pressão de abertura igual ou inferior a
pressão máxima de trabalho admissível - PMTA, instalado
diretamente no vaso ou no sistema que o inclui, considerados os
requisitos do código de projeto relativos a aberturas escalonadas e
tolerâncias de calibração;
b) atraso na inspeção de segurança periódica de caldeiras;
c) bloqueio inadvertido de dispositivos de segurança de caldeiras e
vasos de pressão, ou seu bloqueio intencional sem a devida

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 13
justificativa técnica baseada em códigos, normas ou procedimentos
formais de operação do equipamento;
d) ausência de dispositivo operacional de controle do nível de água de
caldeira;
e) operação de equipamento enquadrado nesta NR com deterioração
atestada por meio de recomendação de sua retirada de operação
constante de parecer conclusivo em relatório de inspeção de
segurança, de acordo com seu respectivo código de projeto ou de
adequação ao uso;
f) operação de caldeira por trabalhador que não atenda aos requisitos
estabelecidos no Anexo I desta NR, ou que não esteja sob supervisão,
acompanhamento ou assistência específica de operador qualificado.
13.3.1.1 Por motivo de força maior e com justificativa formal do
empregador, acompanhada por análise técnica e respectivas medidas de
contingência para mitigação dos riscos, elaborada por Profissional Habilitado - PH
ou por grupo multidisciplinar por ele coordenado, pode ocorrer postergação de
até 6 (seis) meses do prazo previsto para a inspeção de segurança periódica da
caldeira.
13.3.1.1.1 O empregador deve comunicar ao sindicato dos trabalhadores
da categoria predominante no estabelecimento a justificativa formal para
postergação da inspeção de segurança periódica da caldeira.
13.3.2 Para efeito desta NR, considera-se Profissional Habilitado - PH
aquele que tem competência legal para o exercício da profissão de engenheiro
nas atividades referentes a projeto de construção, acompanhamento da operação
e da manutenção, inspeção e supervisão de inspeção de caldeiras, vasos de
pressão e tubulações, em conformidade com a regulamentação profissional
vigente no País.
13.3.3 Todos os reparos ou alterações em equipamentos abrangidos por
esta NR devem respeitar os respectivos códigos de projeto e pós-construção e as
prescrições do fabricante no que se refere a:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 14
a) materiais;
b) procedimentos de execução;
c) procedimentos de controle de qualidade;
d) qualificação e certificação de pessoal.
13.3.4 Quando não for conhecido o código de projeto, deve ser respeitada
a concepção original do vaso de pressão, caldeira ou tubulação, empregando-se
os procedimentos de controle prescritos pelos códigos pertinentes.
13.3.5 A critério do PH podem ser utilizadas tecnologias de cálculo ou
procedimentos mais avançados, em substituição aos previstos pelos códigos de
projeto.
13.3.6 Projetos de alteração ou reparo - PAR devem ser concebidos
previamente nas seguintes situações:
a) sempre que as condições de projeto forem modificadas;
b) sempre que forem realizados reparos que possam comprometer a
segurança.
13.3.7 O PAR deve:
a) ser concebido ou aprovado por PH;
b) determinar materiais, procedimentos de execução, controle de
qualidade e qualificação de pessoal;
c) ser divulgado para os empregados do estabelecimento que estão
envolvidos com o equipamento.
13.3.8 Todas as intervenções que exijam mandrilamento ou soldagem em
partes que operem sob pressão devem ser objeto de exames ou testes para
controle da qualidade com parâmetros definidos pelo PH, de acordo com normas
ou códigos aplicáveis.
13.3.9 Os sistemas de controle e segurança das caldeiras e dos vasos de
pressão devem ser submetidos à manutenção preventiva ou preditiva.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 15
13.3.10 O empregador deve garantir que os exames e testes em caldeiras,
vasos de pressão e tubulações sejam executados em condições de segurança
para seus executantes e demais trabalhadores envolvidos.
13.3.11 O empregador deve comunicar ao órgão regional do Ministério do
Trabalho e Emprego e ao sindicato da categoria profissional predominante no
estabelecimento a ocorrência de vazamento, incêndio ou explosão envolvendo
equipamentos abrangidos nesta NR que tenha como consequência uma das
situações a seguir:
a) morte de trabalhador (es);
b) acidentes que implicaram em necessidade de internação hospitalar de
trabalhador (es);
c) eventos de grande proporção.
13.3.11.1 A comunicação deve ser encaminhada até o segundo dia útil
após a ocorrência e deve conter:
a) razão social do empregador, endereço, local, data e hora da
ocorrência;
b) descrição da ocorrência;
c) nome e função da (s) vítima(s);
d) procedimentos de investigação adotados;
e) cópia do último relatório de inspeção de segurança do equipamento
envolvido;
f) cópia da comunicação de acidente de trabalho (CAT).
13.3.11.2 Na ocorrência de acidentes previstos no item 13.3.11, o
empregador deve comunicar a representação sindical dos trabalhadores
predominante do estabelecimento para compor uma comissão de investigação.
13.3.11.3 Os trabalhadores, com base em sua capacitação e experiência,
devem interromper suas tarefas, exercendo o direito de recusa, sempre que
constatarem evidências de riscos graves e iminentes para sua segurança e saúde

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 16
ou de outras pessoas, comunicando imediatamente o fato a seu superior
hierárquico.
13.3.11.3.1 É dever do empregador:
a) assegurar aos trabalhadores o direito de interromper suas atividades,
exercendo o direito de recusa nas situações previstas no item
13.3.11.3, e em consonância com o item 9.6.3 da Norma
Regulamentadora 9;
b) diligenciar de imediato as medidas cabíveis para o controle dos
riscos.
13.3.11.4 O empregador deverá apresentar, quando exigida pela
autoridade competente do órgão regional do Ministério do Trabalho e Emprego, a
documentação mencionada nos itens 13.4.1.6, 13.5.1.6 e 13.6.1.4.
13.4 Caldeiras
13.4.1 Caldeiras a vapor - disposições gerais
13.4.1.1 Caldeiras a vapor são equipamentos destinados a produzir e
acumular vapor sob pressão superior à atmosférica, utilizando qualquer fonte de
energia, projetados conforme códigos pertinentes, excetuando-se refervedores e
similares.
13.4.1.2 Para os propósitos desta NR, as caldeiras são classificadas em 3
(três) categorias, conforme segue:
a) caldeiras da categoria A são aquelas cuja pressão de operação é igual
ou superior a 1960 kPa (19,98 kgf/cm2);
b) caldeiras da categoria C são aquelas cuja pressão de operação é igual
ou inferior a 588 kPa (5,99 kgf/cm2) e o volume interno é igual ou
inferior a 100 l (cem litros);
c) caldeiras da categoria B são todas as caldeiras que não se enquadram
nas categorias anteriores.
13.4.1.3 As caldeiras devem ser dotadas dos seguintes itens:
a) válvula de segurança com pressão de abertura ajustada em valor

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 17
igual ou inferior a PMTA, considerados os requisitos do código de
projeto relativos a aberturas escalonadas e tolerâncias de calibração;
b) instrumento que indique a pressão do vapor acumulado;
c) injetor ou sistema de alimentação de água independente do principal
que evite o superaquecimento por alimentação deficiente, acima das
temperaturas de projeto, de caldeiras de combustível sólido não
atomizado ou com queima em suspensão;
d) sistema dedicado de drenagem rápida de água em caldeiras de
recuperação de álcalis, com ações automáticas após acionamento
pelo operador;
e) sistema automático de controle do nível de água com
intertravamento que evite o superaquecimento por alimentação
deficiente.
13.4.1.4 Toda caldeira deve ter afixada em seu corpo, em local de fácil
acesso e bem visível, placa de identificação indelével com, no mínimo, as
seguintes informações:
a) nome do fabricante;
b) número de ordem dado pelo fabricante da caldeira;
c) ano de fabricação;
d) pressão máxima de trabalho admissível;
e) pressão de teste hidrostático de fabricação;
f) capacidade de produção de vapor;
g) área de superfície de aquecimento;
h) código de projeto e ano de edição.
13.4.1.5 Além da placa de identificação, deve constar, em local visível, a
categoria da caldeira, conforme definida no item 13.4.1.2 desta NR, e seu
número ou código de identificação.
13.4.1.6 Toda caldeira deve possuir, no estabelecimento onde estiver
instalada, a seguinte documentação devidamente atualizada:
a) Prontuário da caldeira, fornecido por seu fabricante, contendo as

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 18
seguintes informações:
Código de projeto e ano de edição;
Especificação dos materiais;
Procedimentos utilizados na fabricação, montagem e inspeção final;
Metodologia para estabelecimento da PMTA;
Registros da execução do teste hidrostático de fabricação;
Conjunto de desenhos e demais dados necessários para o
monitoramento da vida útil da caldeira;
Características funcionais;
Dados dos dispositivos de segurança;
Ano de fabricação;
Categoria da caldeira;
b) Registro de Segurança, em conformidade com o item 13.4.1.9;
c) Projeto de Instalação, em conformidade com o item 13.4.2.1;
d) PAR, em conformidade com os itens 13.3.6 e 13.3.7;
e) Relatórios de inspeção, em conformidade com o item 13.4.4.14;
f) Certificados de calibração dos dispositivos de segurança.
13.4.1.7 Quando inexistente ou extraviado, o prontuário da caldeira deve
ser reconstituído pelo empregador, com responsabilidade técnica do fabricante ou
de PH, sendo imprescindível a reconstituição das características funcionais, dos
dados dos dispositivos de segurança e memória de cálculo da PMTA.
13.4.1.8 Quando a caldeira for vendida ou transferida de estabelecimento,
os documentos mencionados nas alíneas “a” “a”, “d”, e “e” do item 13.4.1.6
devem acompanhá-la.
13.4.1.9 O Registro de Segurança deve ser constituído por livro de páginas
numeradas, pastas ou sistema informatizado com confiabilidade equivalente onde
serão registradas:
a) todas as ocorrências importantes capazes de influir nas condições de
segurança da caldeira;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 19
b) as ocorrências de inspeções de segurança inicial, periódica e
extraordinária, devendo constar a condição operacional da caldeira, o
nome legível e assinatura de PH e do operador de caldeira presente
na ocasião da inspeção.
13.4.1.10 Caso a caldeira venha a ser considerado inadequado para uso, o
Registro de Segurança deve conter tal informação e receber encerramento
formal.
13.4.1.11 A documentação referida no item 13.4.1.6 deve estar sempre à
disposição para consulta dos operadores, do pessoal de manutenção, de inspeção
e das representações dos trabalhadores e do empregador na Comissão Interna de
Prevenção de Acidentes - CIPA, devendo o empregador assegurar pleno acesso a
essa documentação.
13.4.2 Instalação de caldeiras a vapor
13.4.2.1 A autoria do projeto de instalação de caldeiras a vapor, no que
concerne ao atendimento desta NR, é de responsabilidade de PH, e deve
obedecer aos aspectos de segurança, saúde e meio ambiente previstos nas
Normas Regulamentadoras, convenções e disposições legais aplicáveis.
13.4.2.2 As caldeiras de qualquer estabelecimento devem ser instaladas
em casa de caldeiras ou em local específico para tal fim, denominado área de
caldeiras.
13.4.2.3 Quando a caldeira for instalada em ambiente aberto, a área de
caldeiras deve satisfazer aos seguintes requisitos:
a) estar afastada de, no mínimo, 3,0 m (três metros) de:
Outras instalações do estabelecimento;
De depósitos de combustíveis, excetuando-se reservatórios para
partida com até 2000 l (dois mil litros) de capacidade;
Do limite de propriedade de terceiros;
Do limite com as vias públicas;
a) dispor de pelo menos 2 (duas) saídas amplas, permanentemente
desobstruídas, sinalizadas e dispostas em direções distintas;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 20
b) dispor de acesso fácil e seguro, necessário à operação e à
manutenção da caldeira, sendo que, para guarda-corpos vazados, os
vãos devem ter dimensões que impeçam a queda de pessoas;
c) ter sistema de captação e lançamento dos gases e material
particulado, provenientes da combustão, para fora da área de
operação atendendo às normas ambientais vigentes;
d) dispor de iluminação conforme normas oficiais vigentes;
e) ter sistema de iluminação de emergência caso opere à noite.
13.4.2.4 Quando a caldeira estiver instalada em ambiente fechado, a casa
de caldeiras deve satisfazer os seguintes requisitos:
a) constituir prédio separado, construído de material resistente ao fogo,
podendo ter apenas uma parede adjacente a outras instalações do
estabelecimento, porém com as outras paredes afastadas de, no
mínimo, 3,0 m (três metros) de outras instalações, do limite de
propriedade de terceiros, do limite com as vias públicas e de
depósitos de combustíveis, excetuando-se reservatórios para partida
com até 2000 l (dois mil litros) de capacidade;
b) dispor de pelo menos 2 (duas) saídas amplas, permanentemente
desobstruídas, sinalizadas e dispostas em direções distintas;
c) dispor de ventilação permanente com entradas de ar que não possam
ser bloqueadas;
d) dispor de sensor para detecção de vazamento de gás quando se
tratar de caldeira a combustível gasoso;
e) não ser utilizada para qualquer outra finalidade;
f) dispor de acesso fácil e seguro, necessário à operação e à
manutenção da caldeira, sendo que, para guarda-corpos vazados, os
vãos devem ter dimensões que impeçam a queda de pessoas;
g) ter sistema de captação e lançamento dos gases e material
particulado, provenientes da combustão, para fora da área de
operação, atendendo às normas ambientais vigentes;
h) dispor de iluminação conforme normas oficiais vigentes e ter sistema

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 21
de iluminação de emergência.
13.4.2.5 Quando o estabelecimento não puder atender ao disposto nos
itens 13.4.2.3 e 13.4.2.4, deve ser elaborado projeto alternativo de instalação,
com medidas complementares de segurança, que permitam a atenuação dos
riscos, comunicando previamente a representação sindical dos trabalhadores
predominante no estabelecimento.
13.4.2.6 As caldeiras classificadas na categoria A devem possuir painel de
instrumentos instalados em sala de controle, construída segundo o que
estabelecem as Normas Regulamentadoras aplicáveis.
13.4.3 Segurança na operação de caldeiras
13.4.3.1 Toda caldeira deve possuir manual de operação atualizado, em
língua portuguesa, em local de fácil acesso aos operadores, contendo no mínimo:
a) procedimentos de partidas e paradas;
b) procedimentos e parâmetros operacionais de rotina;
c) procedimentos para situações de emergência;
d) procedimentos gerais de segurança, saúde e de preservação do meio
ambiente.
13.4.3.2 Os instrumentos e controles de caldeiras devem ser mantidos
calibrados e em boas condições operacionais.
13.4.3.2.1 Poderá ocorrer a neutralização provisória nos instrumentos e
controles, desde que não seja reduzida a segurança operacional, e que esteja
prevista nos procedimentos formais de operação e manutenção, ou com
justificativa formalmente documentada, com prévia análise técnica e respectivas
medidas de contingência para mitigação dos riscos elaborada pelo responsável
técnico do processo, com anuência do PH.
13.4.3.3 A qualidade da água deve ser controlada e tratamentos devem
ser implementados, quando necessários, para compatibilizar suas propriedades
físico-químicas com os parâmetros de operação da caldeira, sendo estes
tratamentos obrigatórios em caldeiras classificadas como categoria A, conforme
item 13.4.1.2 desta NR.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 22
13.4.3.4 Toda caldeira a vapor deve estar obrigatoriamente sob operação
e controle de operador de caldeira.
13.4.3.5 Será considerado operador de caldeira aquele que satisfizer o
disposto no item A do Anexo I desta NR.
13.4.4 Inspeção de segurança de caldeiras.
13.4.4.1 As caldeiras devem ser submetidas a inspeções de segurança
inicial, periódica e extraordinária.
13.4.4.2 A inspeção de segurança inicial deve ser feita em caldeiras novas,
antes da entrada em funcionamento, no local de operação, devendo compreender
exame interno, seguido de teste de estanqueidade e exame externo.
13.4.4.3 As caldeiras devem obrigatoriamente ser submetidas a Teste
Hidrostático - TH em sua fase de fabricação, com comprovação por meio de laudo
assinado por PH, e ter o valor da pressão de teste afixado em sua placa de
identificação.
13.4.4.3.1 Na falta de comprovação documental de que o Teste
Hidrostático - TH tenha sido realizado na fase de fabricação, se aplicará o
disposto a seguir:
a) para equipamentos fabricados ou importados a partir da vigência
desta NR, o TH deve ser feito durante a inspeção de segurança
inicial;
b) para equipamentos em operação antes da vigência desta NR, a
critério do PH, o TH deve ser realizado na próxima inspeção de
segurança periódica.
13.4.4.4 A inspeção de segurança periódica, constituída por exames
interno e externo, deve ser executada nos seguintes prazos máximos:
a) 12 (doze) meses para caldeiras das categorias A, B e C;
b) 15 (quinze) meses para caldeiras de recuperação de álcalis de
qualquer categoria;
c) 24 (vinte e quatro) meses para caldeiras da categoria A, desde que
aos 12 (doze) meses sejam testadas as pressões de abertura das
válvulas de segurança.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 23
13.4.4.5 Estabelecimentos que possuam Serviço Próprio de Inspeção de
Equipamentos - SPIE, conforme estabelecido no Anexo II, podem estender seus
períodos entre inspeções de segurança, respeitando os seguintes prazos
máximos:
a) 24 (vinte e quatro) meses para as caldeiras de recuperação de
álcalis;
b) 24 (vinte e quatro) meses para as caldeiras das categorias B e C;
c) 30 (trinta) meses para caldeiras da categoria A;
d) 40 (quarenta) meses para caldeiras especiais conforme, definição no
item 13.4.4.6.
13.4.4.6 As caldeiras que operam de forma contínua e que utilizam gases
ou resíduos das unidades de processo como combustível principal para
aproveitamento de calor ou para fins de controle ambiental podem ser
consideradas especiais quando todas as condições seguintes forem satisfeitas:
a) estiverem instaladas em estabelecimentos que possuam SPIE citado
no Anexo II;
b) tenham testados a cada 12 (doze) meses o sistema de
intertravamento e a pressão de abertura de cada válvula de
segurança;
c) não apresentem variações inesperadas na temperatura de saída dos
gases e do vapor durante a operação;
d) existam análise e controle periódico da qualidade da água;
e) exista controle de deterioração dos materiais que compõem as
principais partes da caldeira;
f) exista parecer técnico de PH fundamentando a decisão.
13.4.4.6.1 O empregador deve comunicar ao Órgão Regional do Ministério
do Trabalho e Emprego e ao sindicato dos trabalhadores da categoria
predominante no estabelecimento, previamente, o enquadramento da caldeira
como especial.
13.4.4.7 No máximo, ao completar 25 (vinte e cinco) anos de uso, na sua
inspeção subsequente, as caldeiras devem ser submetidas a uma avaliação de
integridade com maior abrangência para determinar a sua vida remanescente e

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 24
novos prazos máximos para inspeção, caso ainda estejam em condições de uso.
13.4.4.8 As válvulas de segurança instaladas em caldeiras devem ser
inspecionadas periodicamente conforme segue:
a) pelo menos 1 (uma) vez por mês, mediante acionamento manual da
alavanca, em operação, para caldeiras das categorias B e C, excluídas as
caldeiras que vaporizem fluido térmico e as que trabalhem com água tratada
conforme previsto no item 13.4.3.3;
b) as válvulas flangeadas ou roscadas devem ser desmontadas,
inspecionadas e testadas em bancada, e, no caso de válvulas soldadas, feito o
mesmo no campo, com uma frequência compatível com o histórico operacional
das mesmas, sendo estabelecidos como limites máximos para essas atividades os
períodos de inspeção estabelecidos nos itens 13.4.4.4 e 13.4.4.5, se aplicável,
para caldeiras de categorias A e B.
13.4.4.9 Adicionalmente aos testes prescritos no item 13.4.4.8, as
válvulas de segurança instaladas em caldeiras podem ser submetidas a testes de
acumulação, a critério do PH.
13.4.4.10 A inspeção de segurança extraordinária deve ser feita nas
seguintes oportunidades:
a) sempre que a caldeira for danificada por acidente ou outra ocorrência
capaz de comprometer sua segurança;
b) quando a caldeira for submetida à alteração ou reparo importante
capaz de alterar suas condições de segurança;
c) antes de a caldeira ser recolocada em funcionamento, quando
permanecer inativa por mais de 6 (seis) meses;
d) quando houver mudança de local de instalação da caldeira.
13.4.4.11 A inspeção de segurança deve ser realizada sob a
responsabilidade técnica de PH.
13.4.4.12 Imediatamente após a inspeção da caldeira, deve ser anotada
no seu Registro de Segurança a sua condição operacional, e, em até 60
(sessenta) dias, deve ser emitido o relatório, que passa a fazer parte da sua
documentação, podendo este prazo ser estendido para 90 (noventa) dias em
caso de parada geral de manutenção.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 25
13.4.4.13 O empregador deve informar à representação sindical da
categoria profissional predominante no estabelecimento, num prazo máximo de
30 (trinta) dias após o término da inspeção de segurança, a condição operacional
da caldeira.
13.4.4.13.1 Mediante o recebimento de requisição formal, o empregador
deve encaminhar à representação sindical predominante no estabelecimento, no
prazo máximo de 10 (dez) dias após a sua elaboração, a cópia do relatório de
inspeção.
13.4.4.13.2 A representação sindical da categoria profissional
predominante no estabelecimento poderá solicitar ao empregador que seja
enviada de maneira regular cópia do relatório de inspeção de segurança da
caldeira em prazo de 30 (trinta) dias após a sua elaboração, ficando o
empregador desobrigado a atender os itens 13.4.4.13 e 13.4.4.13.1.
13.4.4.14 O relatório de inspeção, mencionado no item 13.4.1.6, alínea
“e”, deve ser elaborado em páginas numeradas contendo no mínimo:
a) dados constantes na placa de identificação da caldeira;
b) categoria da caldeira;
c) tipo da caldeira;
d) tipo de inspeção executada;
e) data de início e término da inspeção;
f) descrição das inspeções, exames e testes executados;
g) registros fotográficos do exame interno da caldeira;
h) resultado das inspeções e providências;
i) relação dos itens desta NR que não estão sendo atendidos;
j) recomendações e providências necessárias;
k) parecer conclusivo quanto à integridade da caldeira até a próxima
inspeção;
l) data prevista para a nova inspeção de segurança da caldeira;
m) nome legível, assinatura e número do registro no conselho
profissional do PH e nome legível e assinatura de técnicos que
participaram da inspeção.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 26
13.4.4.15 As recomendações decorrentes da inspeção devem ser
registradas e implementadas pelo empregador, com a determinação de prazos e
responsáveis pela execução.
13.4.4.16 Sempre que os resultados da inspeção determinarem alterações
dos dados de projeto, a placa de identificação e a documentação do prontuário
devem ser atualizados.
13.5 Vasos de Pressão
13.5.1 Vasos de pressão - disposições gerais.
13.5.1.1 Vasos de pressão são equipamentos que contêm fluidos sob
pressão interna ou externa, diferente da atmosférica.
13.5.1.2 Para efeito desta NR, os vasos de pressão são classificados em
categorias segundo a classe de fluido e o potencial de risco.
a) Os fluidos contidos nos vasos de pressão são classificados conforme
descrito a seguir:
Classe A:
Fluidos
Inflamáveis;
Fluidos combustíveis com temperatura superior ou igual a 200 ºC
(duzentos graus Celsius);
Fluidos tóxicos com limite de tolerância igual ou inferior a 20 (vinte)
partes por milhão (ppm);
Hidrogênio;
Acetileno.
Classe B:
Fluidos combustíveis com temperatura inferior a 200 ºC (duzentos
graus Celsius);

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 27
Fluidos tóxicos com limite de tolerância superior a 20 (vinte) partes
por milhão (ppm).
Classe C:
Vapor de água, gases asfixiantes simples ou ar comprimido.
Classe D:
Outro fluido não enquadrado acima.
b) Quando se tratar de mistura deverá ser considerado para fins de
classificação o fluido que apresentar maior risco aos trabalhadores e
instalações, considerando-se sua toxicidade, inflamabilidade e
concentração.
c) Os vasos de pressão são classificados em grupos de potencial de risco
em função do produto P.V, onde P é a pressão máxima de operação
em MPa e V o seu volume em m3, conforme segue:
Grupo 1 - P.V ≥ 100
Grupo 2 - P.V < 100 e P.V ≥ 30
Grupo 3 - P.V < 30 e P.V ≥ 2,5
Grupo 4 - P.V < 2,5 e P.V ≥ 1
Grupo 5 - P.V < 1
d) Vasos de pressão que operem sob a condição de vácuo devem se
enquadrar nas seguintes categorias:
Categoria I: para fluidos inflamáveis ou combustíveis;
Categoria V: para outros fluidos.
e) A tabela a seguir classifica os vasos de pressão em categorias de
acordo com os grupos de potencial de risco e a classe de fluido
contido.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 28
CATEGORIAS DE VASOS DE PRESSÃO
Notas:
a) Considerar volume em m³ e pressão em MPa;
b) Considerar 1 MPa correspondente a 10,197 kgf/cm².
13.5.1.3 Os vasos de pressão devem ser dotados dos seguintes itens:
a) válvula ou outro dispositivo de segurança com pressão de abertura
ajustada em valor igual ou inferior à PMTA, instalado diretamente no
vaso ou no sistema que o inclui, considerados os requisitos do código
de projeto relativos a aberturas escalonadas e tolerâncias de
calibração;
b) meios utilizados contra o bloqueio inadvertido de dispositivo de
segurança quando este não estiver instalado diretamente no vaso;
Classe de Fluido
Grupo de Potencial de Risco
1 2 3 4 5
P.V ≥ 100 P.V < 100 e
P.V ≥ 30
P.V < 30 e
P.V ≥ 2.5
P.V < 2.5 e
P.V ≥ 1 P.V < 1
CATEGORIAS
CLASSE A
- Fluidos inflamáveis, e
fluidos combustíveis com
temperatura igual ou superior a 200°C
- Tóxico com limite de
tolerância ≤ 20 ppm
- Hidrogênio
- Acetileno.
I I II III III
CLASSE B
- Fluidos combustíveis com temperatura menor
que 200°C
- Fluidos tóxicos com limite de tolerância > 20
ppm
I II III IV IV
CLASSE C
- Vapor de água
- Gases asfixiantes simples
- Ar comprimido
I II III IV V
CLASSE C
- Outro fluido II III IV V V

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 29
c) instrumento que indique a pressão de operação, instalado
diretamente no vaso ou no sistema que o contenha.
13.5.1.4 Todo vaso de pressão deve ter afixado em seu corpo, em local de
fácil acesso e bem visível, placa de identificação indelével com, no mínimo, as
seguintes informações:
a) fabricante;
b) número de identificação;
c) ano de fabricação;
d) pressão máxima de trabalho admissível;
e) pressão de teste hidrostático de fabricação;
f) código de projeto e ano de edição.
13.5.1.5 Além da placa de identificação, deve constar, em local visível, a
categoria do vaso, conforme item 13.5.1.2, e seu número ou código de
identificação.
13.5.1.6 Todo vaso de pressão deve possuir, no estabelecimento onde
estiver instalado, a seguinte documentação devidamente atualizada:
a) Prontuário do vaso de pressão a ser fornecido pelo fabricante,
contendo as seguintes informações:
Código de projeto e ano de edição;
Especificação dos materiais;
Procedimentos utilizados na fabricação, montagem e inspeção final;
Metodologia para estabelecimento da PMTA;
Conjunto de desenhos e demais dados necessários para o
monitoramento da sua vida útil;
Pressão máxima de operação;
Registros documentais do teste hidrostático;
Características funcionais, atualizadas pelo empregador sempre que
alteradas as originais;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 30
Dados dos dispositivos de segurança, atualizados pelo empregador
sempre que alterados os originais;
Ano de fabricação;
Categoria do vaso, atualizada pelo empregador sempre que alterada
a original;
b) Registro de Segurança em conformidade com o item 13.5.1.8;
c) Projeto de Instalação em conformidade com os itens 13.5.2.4 e
13.5.2.5;
d) Projeto de alteração ou reparo em conformidade com os itens 13.3.6
e 13.3.7;
e) Relatórios de inspeção em conformidade com o item 13.5.4.13;
f) Certificados de calibração dos dispositivos de segurança, onde
aplicável.
13.5.1.7 Quando inexistente ou extraviado, o prontuário do vaso de
pressão deve ser reconstituído pelo empregador, com responsabilidade técnica do
fabricante ou de PH, sendo imprescindível a reconstituição das premissas de
projeto, dos dados dos dispositivos de segurança e da memória de cálculo da
PMTA.
13.5.1.8 O Registro de Segurança deve ser constituído por livro de páginas
numeradas, pastas ou sistema informatizado com confiabilidade equivalente onde
serão registradas:
a) todas as ocorrências importantes capazes de influir nas condições de
segurança dos vasos de pressão;
b) as ocorrências de inspeções de segurança periódicas e
extraordinárias, devendo constar a condição operacional do vaso.
13.5.1.9 A documentação referida no item 13.5.1.6 deve estar sempre à
disposição para consulta dos operadores, do pessoal de manutenção, de inspeção
e das representações dos trabalhadores e do empregador na Comissão Interna de
Prevenção de Acidentes - CIPA, devendo o empregador assegurar pleno acesso a

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 31
essa documentação inclusive à representação sindical da categoria profissional
predominante no estabelecimento, quando formalmente solicitado.
13.5.2 Instalação de vasos de pressão
13.5.2.1 Todo vaso de pressão deve ser instalado de modo que todos os
drenos, respiros, bocas de visita e indicadores de nível, pressão e temperatura,
quando existentes, sejam facilmente acessíveis.
13.5.2.2 Quando os vasos de pressão forem instalados em ambientes
fechados, a instalação deve satisfazer os seguintes requisitos:
a) dispor de pelo menos 2 (duas) saídas amplas, permanentemente
desobstruídas, sinalizadas e dispostas em direções distintas;
b) dispor de acesso fácil e seguro para as atividades de manutenção,
operação e inspeção, sendo que, para guardacorpos vazados, os vãos
devem ter dimensões que impeçam a queda de pessoas;
c) dispor de ventilação permanente com entradas de ar que não possam
ser bloqueadas;
d) dispor de iluminação conforme normas oficiais vigentes;
e) possuir sistema de iluminação de emergência.
13.5.2.3 Quando o vaso de pressão for instalado em ambiente aberto, a
instalação deve satisfazer as alíneas “a”, “b”, “d” e “e” do item 13.5.2.2.
13.5.2.4 A autoria do projeto de instalação de vasos de pressão
enquadrados nas categorias I, II e III, conforme item 13.5.1.2, no que concerne
ao atendimento desta NR, é de responsabilidade de PH e deve obedecer aos
aspectos de segurança, saúde e meio ambiente previstos nas Normas
Regulamentadoras, convenções e disposições legais aplicáveis.
13.5.2.5 O projeto de instalação deve conter pelo menos a planta baixa do
estabelecimento, com o posicionamento e a categoria de cada vaso e das
instalações de segurança.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 32
13.5.2.6 Quando o estabelecimento não puder atender ao disposto no item
13.5.2.2, deve ser elaborado projeto alternativo de instalação com medidas
complementares de segurança que permitam a atenuação dos riscos.
13.5.3 Segurança na operação de vasos de pressão
13.5.3.1 Todo vaso de pressão enquadrado nas categorias I ou II deve
possuir manual de operação próprio ou instruções de operação contidas no
manual de operação de unidade onde estiver instalado, em língua portuguesa,
em local de fácil acesso aos operadores, contendo no mínimo:
a) procedimentos de partidas e paradas;
b) procedimentos e parâmetros operacionais de rotina;
c) procedimentos para situações de emergência;
d) procedimentos gerais de segurança, saúde e de preservação do meio
ambiente.
13.5.3.2 Os instrumentos e controles de vasos de pressão devem ser
mantidos calibrados e em boas condições operacionais.
13.5.3.2.1 Poderá ocorrer à neutralização provisória nos instrumentos e
controles, desde que não seja reduzida a segurança operacional, e que esteja
prevista nos procedimentos formais de operação e manutenção, ou com
justificativa formalmente documentada, com prévia análise técnica e respectivas
medidas de contingência para mitigação dos riscos, elaborada por PH.
13.5.3.3 A operação de unidades que possuam vasos de pressão de
categorias I ou II deve ser efetuada por profissional capacitado conforme item
“B” do Anexo I desta NR.
13.5.4 Inspeção de segurança de vasos de pressão
13.5.4.1 Os vasos de pressão devem ser submetidos a inspeções de
segurança inicial, periódica e extraordinária.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 33
13.5.4.2 A inspeção de segurança inicial deve ser feita em vasos de
pressão novos, antes de sua entrada em funcionamento, no local definitivo de
instalação, devendo compreender exames externo e interno.
13.5.4.3 Os vasos de pressão devem obrigatoriamente ser submetidos a
Teste Hidrostático - TH em sua fase de fabricação, com comprovação por meio de
laudo assinado por PH, e ter o valor da pressão de teste afixado em sua placa de
identificação.
13.5.4.3.1 Na falta de comprovação documental de que o Teste
Hidrostático-TH tenha sido realizado na fase de fabricação, se aplicará o disposto
a seguir:
a) para equipamentos fabricados ou importados a partir da vigência
desta NR, o TH deve ser feito durante a inspeção de segurança
inicial;
b) para equipamentos em operação antes da vigência desta NR, a
critério do PH, o TH deve ser realizado na próxima inspeção de
segurança periódica.
13.5.4.4 Os vasos de pressão categorias IV ou V de fabricação em série,
certificados pelo Instituto Nacional de Metrologia, Qualidade e Tecnologia -
INMETRO, que possuam válvula de segurança calibrada de fábrica ficam
dispensados da inspeção inicial e da documentação referida no item 13.5.1.6,
alínea “c), desde que instalados de acordo com as recomendações do fabricante.
13.5.4.4.1 Deve ser anotada no Registro de Segurança a data da
instalação do vaso de pressão a partir da qual se inicia a contagem do prazo para
a inspeção de segurança periódica.
13.5.4.5 A inspeção de segurança periódica, constituída por exames
externo e interno, deve obedecer aos seguintes prazos máximos estabelecidos a
seguir:
a) Para estabelecimentos que não possuam SPIE, conforme citado no
Anexo II:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 34
Categoria do Vaso Exame Externo Exame Interno
I 1 ano 3 anos
II 2 anos 4 anos
III 3 anos 6 anos
IV 4 anos 8 anos
V 5 anos 10 anos
b) para estabelecimentos que possuam SPIE, conforme citado no Anexo
II, consideradas as tolerâncias nele previstas:
Categoria do Vaso Exame Externo Exame Interno
I 3 ano 6 anos
II 4 anos 8 anos
III 5 anos 10 anos
IV 6 anos 12 anos
V 7 anos A critério
13.5.4.6 Vasos de pressão que não permitam acesso visual para o exame
interno ou externo por impossibilidade física devem ser submetidos
alternativamente a outros exames não destrutivos e metodologias de avaliação
da integridade, a critério do PH, baseados em normas e códigos aplicáveis à
identificação de mecanismos de deterioração.
13.5.4.7 Vasos de pressão com enchimento interno ou com catalisador
podem ter a periodicidade de exame interno ampliada, de forma a coincidir com a
época da substituição de enchimentos ou de catalisador, desde que esta
ampliação seja precedida de estudos conduzidos por PH ou por grupo
multidisciplinar por ele coordenado, baseados em normas e códigos aplicáveis,
onde sejam implementadas tecnologias alternativas para a avaliação da sua
integridade estrutural.
13.5.4.8 Vasos de pressão com temperatura de operação inferior a 0 ºC
(zero grau Celsius) e que operem em condições nas quais a experiência mostre
que não ocorre deterioração devem ser submetidos a exame interno a cada 20
(vinte) anos e exame externo a cada 2 (dois) anos.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 35
13.5.4.9 As válvulas de segurança dos vasos de pressão devem ser
desmontadas, inspecionadas e calibradas com prazo adequado à sua
manutenção, porém, não superior ao previsto para a inspeção de segurança
periódica interna dos vasos de pressão por elas protegidos.
13.5.4.10 A inspeção de segurança extraordinária deve ser feita nas
seguintes oportunidades:
a) sempre que o vaso de pressão for danificado por acidente ou outra
ocorrência que comprometa sua segurança;
b) quando o vaso de pressão for submetido a reparo ou alterações
importantes, capazes de alterar sua condição de segurança;
c) antes do vaso de pressão ser recolocado em funcionamento, quando
permanecer inativo por mais de 12 (doze) meses;
d) quando houver alteração do local de instalação do vaso de pressão,
exceto para vasos móveis.
13.5.4.11 A inspeção de segurança deve ser realizada sob a
responsabilidade técnica de PH.
13.5.4.12 Imediatamente após a inspeção do vaso de pressão, deve ser
anotada no Registro de Segurança a sua condição operacional, e, em até 60
(sessenta) dias, deve ser emitido o relatório, que passa a fazer parte da sua
documentação, podendo este prazo ser estendido para 90 (noventa) dias em
caso de parada geral de manutenção.
13.5.4.13 O relatório de inspeção, mencionado no item 13.5.1.6, alínea
“e”, deve ser elaborado em páginas numeradas, contendo no mínimo:
a) identificação do vaso de pressão;
b) fluidos de serviço e categoria do vaso de pressão;
c) tipo do vaso de pressão;
d) data de início e término da inspeção;
e) tipo de inspeção executada;
f) descrição dos exames e testes executados;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 36
g) resultado das inspeções e intervenções executadas;
h) parecer conclusivo quanto à integridade do vaso de pressão até a
próxima inspeção;
i) recomendações e providências necessárias;
j) data prevista para a próxima inspeção;
k) nome legível, assinatura e número do registro no conselho
profissional do PH e nome legível e assinatura de técnicos que
participaram da inspeção.
13.5.4.14 Sempre que os resultados da inspeção determinarem alterações
das condições de projeto, a placa de identificação e a documentação do
prontuário devem ser atualizados.
13.5.4.15 As recomendações decorrentes da inspeção devem ser
implementadas pelo empregador, com a determinação de prazos e responsáveis
pela sua execução.
13.6 Tubulações
13.6.1 Tubulações - Disposições Gerais
13.6.1.1 As empresas que possuem tubulações e sistemas de tubulações
enquadradas nesta NR devem possuir um programa e um plano de inspeção que
considere, no mínimo, as variáveis, condições e premissas descritas abaixo:
a) os fluidos transportados;
b) a pressão de trabalho;
c) a temperatura de trabalho;
d) os mecanismos de danos previsíveis;
e) as consequências para os trabalhadores, instalações e meio ambiente
trazidas por possíveis falhas das tubulações.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 37
13.6.1.2 As tubulações ou sistemas de tubulação devem possuir
dispositivos de segurança conforme os critérios do código de projeto utilizado, ou
em atendimento às recomendações de estudo de análises de cenários de falhas.
13.6.1.3 As tubulações ou sistemas de tubulação devem possuir indicador
de pressão de operação, conforme definido no projeto de processo e
instrumentação.
13.6.1.4 Todo estabelecimento que possua tubulações, sistemas de
tubulação ou linhas deve ter a seguinte documentação devidamente atualizada:
a) especificações aplicáveis às tubulações ou sistemas, necessárias ao
planejamento e execução da sua inspeção;
b) fluxograma de engenharia com a identificação da linha e seus
acessórios;
c) PAR em conformidade com os itens 13.3.6 e 13.3.7;
d) relatórios de inspeção em conformidade com o item 13.6.3.9.
13.6.1.5 Os documentos referidos no item 13.6.1.4, quando inexistentes
ou extraviados, devem ser reconstituídos pelo empregador, sob a
responsabilidade técnica de um PH.
13.6.1.6 A documentação referida no item 13.6.1.4 deve estar sempre à
disposição para fiscalização pela autoridade competente do Órgão Regional do
Ministério do Trabalho e Emprego, e para consulta pelos operadores, pessoal de
manutenção, de inspeção e das representações dos trabalhadores e do
empregador na Comissão Interna de Prevenção de Acidentes - CIPA, devendo,
ainda, o empregador assegurar o acesso a essa documentação à representação
sindical da categoria profissional predominante no estabelecimento, quando
formalmente solicitado.
13.6.2 Segurança na operação de tubulações
13.6.2.1 Os dispositivos de indicação de pressão da tubulação devem ser
mantidos em boas condições operacionais.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 38
13.6.2.2 As tubulações de vapor e seus acessórios devem ser mantidos em
boas condições operacionais, de acordo com um plano de manutenção elaborado
pelo estabelecimento.
13.6.2.3 As tubulações e sistemas de tubulação devem ser identificáveis
segundo padronização formalmente instituída pelo estabelecimento, e sinalizadas
conforme a NR-26.
13.6.3 Inspeção periódica de tubulações
13.6.3.1 Deve ser realizada inspeção de segurança inicial nas tubulações.
13.6.3.2 As tubulações devem ser submetidas à inspeção de segurança
periódica.
13.6.3.3 Os intervalos de inspeção das tubulações devem atender aos
prazos máximos da inspeção interna do vaso ou caldeira mais crítica a elas
interligadas, podendo ser ampliados pelo programa de inspeção elaborado por
PH, fundamentado tecnicamente com base em mecanismo de danos e na
criticidade do sistema, contendo os intervalos entre estas inspeções e os exames
que as compõem, desde que essa ampliação não ultrapasse o intervalo máximo
de 100% (cem por cento) sobre o prazo da inspeção interna, limitada a 10 (dez)
anos.
13.6.3.4 Os intervalos de inspeção periódica da tubulação não podem
exceder os prazos estabelecidos em seu programa de inspeção, consideradas as
tolerâncias permitidas para as empresas com SPIE.
13.6.3.5 O programa de inspeção pode ser elaborado por tubulação, linha
ou por sistema, a critério de PH, e, no caso de programação por sistema, o
intervalo a ser adotado deve ser correspondente ao da sua linha mais crítica.
13.6.3.6 As inspeções periódicas das tubulações devem ser constituídas de
exames e análises definidas por PH, que permitam uma avaliação da sua
integridade estrutural de acordo com normas e códigos aplicáveis.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 39
13.6.3.6.1 No caso de risco à saúde e à integridade física dos
trabalhadores envolvidos na execução da inspeção, a linha deve ser retirada de
operação.
13.6.3.7 Deve ser realizada inspeção extraordinária nas seguintes
situações:
a) sempre que a tubulação for danificada por acidente ou outra
ocorrência que comprometa a segurança dos trabalhadores;
b) quando a tubulação for submetida a reparo provisório ou alterações
significativas, capazes de alterar sua capacidade de contenção de
fluído;
c) antes da tubulação ser recolocada em funcionamento, quando
permanecer inativa por mais de 24 (vinte e quatro) meses.
13.6.3.8 A inspeção periódica de tubulações deve ser executada sob a
responsabilidade técnica de PH.
13.6.3.9 Após a inspeção de cada tubulação, sistema de tubulação ou
linha, deve ser emitido um relatório de inspeção, com páginas numeradas, que
passa a fazer parte da sua documentação, e deve conter no mínimo:
a) identificação da (s) linha (s) ou sistema de tubulação;
b) fluidos de serviço da tubulação, e respectivas temperatura e pressão
de operação;
c) data de início e término da inspeção;
d) tipo de inspeção executada;
e) descrição dos exames executados;
f) resultado das inspeções;
g) parecer conclusivo quanto à integridade da tubulação, do sistema de
tubulação ou da linha até a próxima inspeção;
h) recomendações e providências necessárias;
i) data prevista para a próxima inspeção;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 40
j) nome legível, assinatura e número do registro no conselho
profissional do PH e nome legível e assinatura de técnicos que
participaram da inspeção.
13.6.3.9.1 O prazo para emissão desse relatório é de até 30 (trinta) dias
para linhas individuais e de até 90 (noventa) dias para sistemas de tubulação.
13.6.3.10 As recomendações decorrentes da inspeção devem ser
implementadas pelo empregador, com a determinação de prazos e responsáveis
pela sua execução.
Glossário
Abertura escalonada de válvulas de segurança - condição de
calibração diferenciada da pressão de abertura de múltiplas válvulas de
segurança, prevista no código de projeto do equipamento por elas protegido,
onde podem ser estabelecidos valores de abertura acima da PMTA, consideradas
as vazões necessárias para o alívio da sob-repressão em cenários distintos.
Adequação ao uso - estudo conceitual multidisciplinar de engenharia,
baseado em códigos ou normas, como o API 579- 1/ASME FFS-1 - Fitness - for -
Service, usado para determinar se um equipamento com desgaste conhecido
estará apto a operar com segurança por determinado tempo.
Alteração - mudança no projeto original do fabricante que promova
alteração estrutural ou de parâmetros operacionais significativos definidos por
PH, ou afete a capacidade de reter pressão ou possa comprometer a segurança
de caldeiras, vasos de pressão e tubulações.
Avaliação ou inspeção de integridade - conjunto de estratégias e
técnicas utilizadas na avaliação detalhada da condição física de um equipamento.
Caldeira de fluido térmico - caldeira utilizada para aquecimento de um
fluido no estado líquido, chamado de fluido térmico, sem vaporizá-lo.
Caldeiras de recuperação de álcalis - caldeiras a vapor que utilizam
como combustível principal o licor negro oriundo do processo de fabricação de
celulose, realizando a recuperação de químicos e geração de energia.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 41
Código de projeto - conjunto de normas e regras que estabelece os
requisitos para o projeto, construção, montagem, controle de qualidade da
fabricação e inspeção de equipamentos.
Códigos de pós-construção - compõe-se de normas ou recomendações
práticas de avaliação da integridade estrutural de equipamentos durante a sua
vida útil.
Construção - processo que inclui projeto, especificação de material,
fabricação, inspeção, exame, teste e avaliação de conformidade de caldeiras,
vasos de pressão e tubulações.
Controle da qualidade - conjunto de ações destinadas a verificar e
atestar a conformidade de caldeiras, vasos de pressão e suas tubulações de
interligação nas etapas de fabricação, montagem ou manutenção. As ações
abrangem o acompanhamento da execução da soldagem, materiais utilizados e
realização de exames e testes tais como: líquido penetrante, partículas
magnéticas, ultrassom, visual, testes de pressão, radiografia, emissão acústica e
correntes parasitas.
Dispositivo Contra Bloqueio Inadvertido - DCBI - meio utilizado para
evitar que bloqueios inadvertidos impeçam a atuação de dispositivos de
segurança.
Dispositivos de segurança - dispositivos ou componentes que protegem
um equipamento contra sob-repressão manométrica, independente da ação do
operador e de acionamento por fonte externa de energia.
Duto - tubulação projetada por códigos específicos, destinada à
transferência de fluidos entre unidades industriais de estabelecimentos industriais
distintos ou não, ocupando áreas de terceiros.
Empregador - empresa individual ou coletiva, que, assumindo os riscos da
atividade econômica, admite, assalaria e dirige a prestação pessoal de serviços;
equiparam-se ao empregador os profissionais liberais, as instituições de
beneficência, as associações recreativas ou outras instituições sem fins
lucrativos, que admitem trabalhadores como empregados.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 42
Enchimento interno - materiais inseridos no interior dos vasos de pressão
com finalidades específicas e período de vida útil determinado, tipo catalisador,
recheio, peneira molecular, e carvão ativado. Bandejas e acessórios internos não
configuram enchimento interno.
Especificação da tubulação - código alfanumérico que define a classe de
pressão e os materiais dos tubos e acessórios das tubulações.
Exame - atividade conduzida por PH ou técnicos qualificados ou
certificados, quando exigido por códigos ou normas, para avaliar se determinados
produtos, processos ou serviços estão em conformidade com critérios
especificados.
Exame externo - exame da superfície e de componentes externos de um
equipamento, podendo ser realizado em operação, visando avaliar a sua
integridade estrutural.
Exame interno - exame da superfície interna e de componentes internos
de um equipamento, executado visualmente, com o emprego de ensaios e testes
apropriados para avaliar sua integridade estrutural.
Fabricante - empresa responsável pela construção de caldeiras, vasos de
pressão ou tubulações.
Fluxograma de engenharia (P&ID) - diagrama mostrando o fluxo do
processo com os equipamentos, as tubulações e seus acessórios, e as malhas de
controle de instrumentação.
Fluxograma de processo - diagrama de representação esquemática do
processo de plantas industriais mostrando o percurso ou caminho percorrido
pelos fluidos.
Força maior - todo acontecimento inevitável, em relação à vontade do
empregador, e para a realização do qual este não concorreu, direta ou
indiretamente. A imprevidência do empregador exclui a razão de força maior.
Gerador de vapor - equipamentos destinados a produzir vapor sob
pressão superior à atmosférica, sem acumulação e não enquadrados em códigos
de vasos de pressão.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 43
Inspeção de segurança extraordinária - inspeção realizada devido a
ocorrências que possam afetar a condição física do equipamento, tais como
hibernação prolongada, mudança de locação, surgimento de deformações
inesperadas, choques mecânicos de grande impacto ou vazamentos, entre
outros, envolvendo caldeiras, vasos de pressão e tubulações, com abrangência
definida por PH.
Inspeção de segurança inicial - inspeção realizada no equipamento
novo, montado no local definitivo de instalação e antes de sua entrada em
operação.
Inspeção de segurança periódica - inspeções realizadas durante a vida
útil de um equipamento, com critérios e periodicidades determinados por PH,
respeitados os intervalos máximos estabelecidos nesta Norma.
Instrumentos de monitoração ou de controle - dispositivos destinados
à monitoração ou controle das variáveis operacionais dos equipamentos a partir
da sala de controle ou do próprio equipamento.
Integridade estrutural - conjunto de propriedades e características
físicas necessárias para que um equipamento ou item desempenhe com
segurança e eficiência as funções para as quais foi projetado.
Linha - trecho de tubulação individualizado entre dois pontos definidos e
que obedece a uma única especificação de materiais, produtos transportados,
pressão e temperatura de projeto.
Manutenção preditiva - manutenção com ênfase na predição da falha e
em ações baseadas na condição do equipamento para prevenir a falha ou
degradação do mesmo.
Manutenção preventiva - manutenção realizada a intervalos
predeterminados ou de acordo com critérios prescritos, e destinada a reduzir a
probabilidade de falha ou a degradação do funcionamento de um componente.
Máquinas de fluido - aquela que tem como função principal intercambiar
energia com um fluido que as atravessa.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 44
Mecanismos de danos - conjunto de fatores que causam degradação nos
equipamentos e componentes.
Pacote de máquina - conjunto de equipamentos e dispositivos integrantes
de sistemas auxiliares de máquinas de fluido para fins de arrefecimento,
lubrificação ou selagem.
Pessoal qualificado - profissional com conhecimentos e habilidades que
permitam exercer determinadas tarefas, e certificado quando exigível por código
ou norma.
Placa de identificação - placa contendo dados do equipamento de acordo
com os requisitos estabelecidos nesta NR, fixada em local visível.
Plano de inspeção - descrição das atividades, incluindo os exames e
testes a serem realizados, necessárias para avaliar as condições físicas de
caldeiras, vasos de pressão e tubulações, considerando o histórico dos
equipamentos e os mecanismos de danos previsíveis.
Pressão máxima de trabalho admissível (PMTA) - é o maior valor de
pressão a que um equipamento pode ser submetido continuamente, de acordo
com o código de projeto, a resistência dos materiais utilizados, as dimensões do
equipamento e seus parâmetros operacionais.
Programa de inspeção - cronograma contendo, entre outros dados, as
datas das inspeções de segurança periódicas a serem realizadas.
Projetos de alteração ou reparo - PAR - projeto realizado por ocasião
de reparo ou alteração que implica em intervenção estrutural ou mudança de
processo significativa em caldeiras, vasos de pressão e tubulações.
Projeto alternativo de instalação - projeto concebido para minimizar os
impactos de segurança para o trabalhador quando as instalações não estiverem
atendendo a determinado item desta NR.
Projeto de instalação - projeto contendo o posicionamento dos
equipamentos e sistemas de segurança dentro das instalações e, quando
aplicável, os acessos aos acessórios dos mesmos (vents, drenos, instrumentos).

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 45
Integra o projeto de instalação o inventário de válvulas de segurança com os
respectivos DCBI e equipamentos protegidos.
Prontuário - conjunto de documentos e registros do projeto de
construção, fabricação, montagem, inspeção e manutenção dos equipamentos.
Recipientes móveis - vasos de pressão que podem ser movidos dentro de
uma instalação ou entre instalações e que não podem ser enquadrados como
transportáveis.
Recipientes transportáveis - recipientes projetados e construídos para
serem transportados pressurizados.
Registro de Segurança - registro da ocorrência de inspeções ou de
anormalidades durante a operação de caldeiras e vasos de pressão, executado
por PH ou por pessoal de operação, inspeção ou manutenção diretamente
envolvido com o fato gerador da anotação.
Relatórios de inspeção - registro formal dos resultados das inspeções
realizadas nos equipamentos com laudo conclusivo.
Reparo - intervenção realizada para correção de danos, defeitos ou avarias
em equipamentos e seus componentes, visando restaurar a condição do projeto
de construção.
Sistema de iluminação de emergência - sistema destinado a prover a
iluminação necessária ao acesso seguro a um equipamento ou instalação na
inoperância dos sistemas principais destinados a tal fim.
Sistema de intertravamento de caldeira - sistema de gerenciamento
das atividades de dois ou mais dispositivos ou instrumentos de proteção,
monitorado por interface de segurança.
Sistema de tubulação - conjunto integrado de linhas e tubulações que
exerce uma função de processo, ou que foram agrupadas para fins de inspeção,
com características técnicas e de processo semelhantes.
SPIE - Serviço Próprio de Inspeção de Equipamentos.
Teste de estanqueidade - tipo de teste de pressão realizado com a
finalidade de atestar a capacidade de retenção de fluido, sem vazamentos, em

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 46
equipamentos, tubulações e suas conexões, antes de sua entrada ou reentrada
em operação.
Teste hidrostático - TH - tipo de teste de pressão com fluido
incompressível, executado com o objetivo de avaliar a integridade estrutural dos
equipamentos e o rearranjo de possíveis tensões residuais, de acordo com o
código de projeto.
Tubulações - conjunto de linhas, incluindo seus acessórios, projetadas por
códigos específicos, destinadas ao transporte de fluidos entre equipamentos de
uma mesma unidade de uma empresa dotada de caldeiras ou vasos de pressão.
Unidades de processo - conjunto de equipamentos e interligações de
uma unidade fabril destinada a transformar matérias primas em produtos.
Vasos de pressão - são reservatórios projetados para resistir com
segurança a pressões internas diferentes da pressão atmosférica, ou submetidos
à pressão externa, cumprindo assim a sua função básica no processo no qual
estão inseridos; para efeitos desta NR, estão incluídos:
a) permutadores de calor, evaporadores e similares;
b) vasos de pressão ou partes sujeitas à chama direta que não estejam
dentro do escopo de outras NR, nem dos itens 13.2.2 e 13.2.1, alínea
“a)” desta NR;
c) vasos de pressão encamisados, incluindo refervedores e reatores;
d) autoclaves e caldeiras de fluido térmico.
Vida remanescente - estimativa do tempo restante de vida de um
equipamento ou acessório, executada durante avaliações de sua integridade, em
períodos pré-determinados.
Vida útil - tempo de vida estimado na fase de projeto para um
equipamento ou acessório.
Volume - volume interno útil do vaso de pressão, excluindo o volume dos
acessórios internos, de enchimentos ou de catalisadores.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 47
ANEXO I
CAPACITAÇÃO PESSOAL
A. Caldeiras
A1. Condições Gerais
A1.1. Para efeito desta NR, será considerado operador de caldeira aquele
que satisfizer uma das seguintes condições:
a) possuir certificado de Treinamento de Segurança na Operação de
Caldeiras e comprovação de estágio prático conforme item A1. 5
deste Anexo;
b) possuir certificado de Treinamento de Segurança na Operação de
Caldeiras previsto na NR 13 aprovada pela Portaria SSMT n.º 02, de
08 de maio de 1984 ou na Portaria SSST n.º 23, de 27 de dezembro
de 1994.
A1.2. O pré-requisito mínimo para participação como aluno, no
Treinamento de Segurança na Operação de Caldeiras é o atestado de conclusão
do ensino fundamental.
A1.3. O Treinamento de Segurança na Operação de Caldeiras deve,
obrigatoriamente:
a) ser supervisionado tecnicamente por PH;
b) ser ministrado por profissionais capacitados para esse fim;
c) obedecer, no mínimo, ao currículo proposto no item A2 deste Anexo.
A1.4. Os responsáveis pela promoção do Treinamento de Segurança na
Operação de Caldeiras estarão sujeitos ao impedimento de ministrar novos
cursos, bem como a outras sanções legais cabíveis, no caso de inobservância do
disposto no item A1.3 deste Anexo.
A1.5. Todo operador de caldeira deve cumprir um estágio prático, na
operação da própria caldeira que irá operar, o qual deverá ser supervisionado,
documentado e ter duração mínima de:
a) caldeiras da categoria A: 80 (oitenta) horas;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 48
b) caldeiras da categoria B: 60 (sessenta) horas;
c) caldeiras da categoria C: 40 (quarenta) horas.
A1.6. O estabelecimento onde for realizado estágio prático supervisionado
previsto nesta NR deve informar, quando requerido pela representação sindical
da categoria profissional predominante no estabelecimento:
a) período de realização do estágio;
b) entidade, empregador ou profissional responsável pelo Treinamento
de Segurança na Operação de Caldeira ou Unidade de Processo;
c) relação dos participantes do estágio.
A1.7. Deve ser realizada capacitação para reciclagem dos trabalhadores
envolvidos direta ou indiretamente com a operação das instalações sempre que
nelas ocorrerem modificações significativas na operação de equipamentos
pressurizados ou troca de métodos, processos e organização do trabalho.
A2. Currículo Mínimo para Treinamento de Segurança na Operação de
Caldeiras.
1. Noções de grandezas físicas e unidades. Carga horária: 4 (quatro) horas
1.1. Pressão
1.1.1. Pressão atmosférica
1.1.2. Pressão interna de um vaso
1.1.3. Pressão manométrica, pressão relativa e pressão absoluta
1.1.4. Unidades de pressão
1.2. Calor e temperatura
1.2.1. Noções gerais: o que é calor, o que é temperatura
1.2.2. Modos de transferência de calor
1.2.3. Calor específico e calor sensível
1.2.4. Transferência de calor a temperatura constante
1.2.5. Vapor saturado e vapor superaquecido

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 49
1.2.6. Tabela de vapor saturado
2. Caldeiras - considerações gerais. Carga horária: 8 (oito) horas
2.1. Tipos de caldeiras e suas utilizações
2.2. Partes de uma caldeira
2.2.1. Caldeiras flamotubulares
2.2.2. Caldeiras aquatubulares
2.2.3. Caldeiras elétricas
2.2.4. Caldeiras a combustíveis sólidos
2.2.5. Caldeiras a combustíveis líquidos
2.2.6. Caldeiras a gás
2.2.7. Queimadores
2.3. Instrumentos e dispositivos de controle de caldeiras
2.3.1. Dispositivo de alimentação
2.3.2. Visor de nível
2.3.3. Sistema de controle de nível
2.3.4. Indicadores de pressão
2.3.5. Dispositivos de segurança
2.3.6. Dispositivos auxiliares
2.3.7. Válvulas e tubulações
2.3.8. Tiragem de fumaça
3. Operação de caldeiras. Carga horária: 12 (doze) horas
3.1. Partida e parada
3.2. Regulagem e controle
3.2.1. de temperatura
3.2.2. de pressão

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 50
3.2.3. de fornecimento de energia
3.2.4. do nível de água
3.2.5. de poluentes
3.3. Falhas de operação, causas e providências
3.4. Roteiro de vistoria diária
3.5. Operação de um sistema de várias caldeiras
3.6. Procedimentos em situações de emergência
4. Tratamento de água e manutenção de caldeiras. Carga horária: 8 (oito) horas
4.1. Impurezas da água e suas consequências
4.2. Tratamento de água
4.3. Manutenção de caldeiras
5. Prevenção contra explosões e outros riscos. Carga horária: 4 (quatro) horas
5.1. Riscos gerais de acidentes e riscos à saúde
5.2. Riscos de explosão
6. Legislação e normalização. Carga horária: 4 (quatro) horas
6.1. Normas Regulamentadoras
6.2. Norma Regulamentadora 13 - NR-13
B. Vasos de Pressão
B1. Condições Gerais
B1.1. A operação de unidades de processo que possuam vasos de pressão
de categorias I ou II deve ser efetuada por profissional com Treinamento de
Segurança na Operação de Unidades de Processos.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 51
B1.2. Para efeito desta NR será considerado profissional com Treinamento
de Segurança na Operação de Unidades de Processo aquele que satisfizer uma
das seguintes condições:
a) possuir certificado de Treinamento de Segurança na Operação de
Unidades de Processo expedido por instituição competente para o
treinamento;
b) possuir experiência comprovada na operação de vasos de pressão das
categorias I ou II de pelo menos 2 (dois) anos antes da vigência da
NR13 aprovada pela Portaria SSST nº 23, de 27 de dezembro de
1994.
B1.3. O pré-requisito mínimo para participação, como aluno, no
Treinamento de Segurança na Operação de Unidades de Processo é o atestado de
conclusão do ensino fundamental.
B1.4. O Treinamento de Segurança na Operação de Unidades de Processo
deve obrigatoriamente:
a) ser supervisionado tecnicamente por PH;
b) ser ministrado por profissionais capacitados para esse fim;
c) obedecer, no mínimo, ao currículo proposto no item B2 deste Anexo.
B1.5. Os responsáveis pela promoção do Treinamento de Segurança na
Operação de Unidades de Processo estarão sujeitos ao impedimento de ministrar
novos cursos, bem como a outras sanções legais cabíveis, no caso de
inobservância do disposto no item B1. 4.
B1.6. Todo profissional com Treinamento de Segurança na Operação de
Unidades de Processo deve cumprir estágio prático, supervisionado, na operação
de vasos de pressão de 300 (trezentas) horas para o conjunto de todos os vasos
de pressão de categorias I ou II.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 52
B2. Currículo Mínimo para Treinamento de Segurança na Operação de
Unidades de Processo.
1. Noções de grandezas físicas e unidades. Carga horária: 4 (quatro) horas
1.1. Pressão
1.1.1. Pressão atmosférica
1.1.2. Pressão interna de um vaso
1.1.3. Pressão manométrica, pressão relativa e pressão absoluta
1.1.4. Unidades de pressão
1.2. Calor e temperatura
1.2.1. Noções gerais: o que é calor, o que é temperatura
1.2.2. Modos de transferência de calor
1.2.3. Calor específico e calor sensível
1.2.4. Transferência de calor a temperatura constante
1.2.5. Vapor saturado e vapor superaquecido
2. Equipamentos de processo. Carga horária estabelecida de acordo com a
complexidade da unidade, mantendo um mínimo de 4 (quatro) horas por item,
onde aplicável
2.1. Trocadores de calor
2.2. Tubulação, válvulas e acessórios
2.3. Bombas
2.4. Turbinas e ejetores
2.5. Compressores
2.6. Torres, vasos, tanques e reatores
2.7. Fornos
2.8. Caldeiras

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 53
3. Eletricidade. Carga horária: 4 (quatro) horas
4. Instrumentação. Carga horária: 8 (oito) horas
5. Operação da unidade. Carga horária: estabelecida de acordo com a
complexidade da unidade
5.1. Descrição do processo
5.2. Partida e parada
5.3. Procedimentos de emergência
5.4. Descarte de produtos químicos e preservação do meio ambiente
5.5. Avaliação e controle de riscos inerentes ao processo
5.6. Prevenção contra deterioração, explosão e outros riscos
6. Primeiros socorros. Carga horária: 8 (oito) horas
7. Legislação e normalização. Carga horária: 4 (quatro) horas
ANEXO II
REQUISITOS PARA CERTIFICAÇÃO DE SERVIÇO PRÓPRIO DE
INSPEÇÃO DE EQUIPAMENTOS – SPIE
Antes de colocar em prática os períodos especiais entre inspeções,
estabelecidos nos itens 13.4.4.5 e 13.5.4.5, alínea “b)” desta NR, os "Serviços
Próprios de Inspeção de Equipamentos" da empresa, organizados na forma de
setor, seção,
departamento, divisão, ou equivalente, devem ser certificados por
Organismos de Certificação de Produto - OCP acreditados pelo INMETRO, que
verificarão por meio de auditorias programadas o atendimento aos seguintes
requisitos mínimos expressos nas alíneas “a” a “h”.
a) existência de pessoal próprio da empresa onde estão instalados
caldeiras ou vasos de pressão, com dedicação exclusiva a atividades
de inspeção, avaliação de integridade e vida residual, com formação,

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 54
qualificação e treinamento compatíveis com a atividade proposta de
preservação da segurança;
b) mão de obra contratada para ensaios não destrutivos certificada
segundo regulamentação vigente e, para outros serviços de caráter
eventual, selecionada e avaliada segundo critérios semelhantes ao
utilizado para a mão de obra própria;
c) serviço de inspeção de equipamentos proposto com um responsável
pelo seu gerenciamento formalmente designado para esta função;
d) existência de pelo menos 1 (um) PH;
e) existência de condições para manutenção de arquivo técnico
atualizado, necessário ao atendimento desta NR, assim como
mecanismos para distribuição de informações quando requeridas;
f) existência de procedimentos escritos para as principais atividades
executadas;
g) existência de aparelhagem condizente com a execução das atividades
propostas;
h) cumprimento mínimo da programação de inspeção.
A certificação de SPIE e a sua manutenção estão sujeitas a Regulamento
específico do INMETRO.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 55
NOÇÕES DE GRANDEZAS E UNIDADES
A física é responsável por estudar todos os acontecimentos que existem na
natureza, os chamados fenômenos físicos. Para facilitar o estudo desses
fenômenos, os físicos optaram por criar regras gerais que fossem capazes de
serem identificadas em todo o mundo, uma forma universal de se estudar os
fenômenos físicos, tornando-os padrão.
As grandezas físicas se resumem em unidades de medidas criadas através
do Sistema Internacional de Unidades (SI), responsável por tal padronização. O
Sistema Internacional de Unidades, abreviado por SI (do francês Le Système
International d’ Unités). Surgiu da necessidade de acabar com os inconvenientes
causados pela utilização arbitrária de várias unidades de medidas. Nesse sistema
são definidas duas classes de unidades, as unidades base e as unidades
derivadas, que são unidades formadas pela combinação de unidades bases. A
tabela 5.1 mostra as unidades bases do SI, as grandezas físicas que
correspondentes e os símbolos utilizados. Na tabela 5.2 você pode ver alguns
exemplos de unidades derivadas.
Grandezas Unidades Base do SI
Nome Símbolo
Comprimento Metro m
Massa Quilograma kg
Tempo Segundo s
Corrente Elétrica Ampère A
Temperatura Kelvin k
Quantidade de Matéria Mole mol
Intencidade Luminosa Candela Cd
Tabela 1.1 Unidades Base do SI
Grandezas Unidades Derivadas do SI
Nome Símbolo
Velocidade Metro por segundo M/s
Aceleração Metro por segundo ao quadrado
m/s²
Massa específica Quilograma por metro cúbico
kg/m³
Frequência Hertz s -¹
Força Newton m.kg.s -²
Carga elétrica Coulomb s.A
Força eletromotiz Voltz m².kg.s-³.A-¹
Tabela 1.2 - Unidades Derivadas do SI

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 56
As grandezas Físicas podem ser classificadas:
• Grandezas escalares: são aquelas que ficam perfeitamente
definidas quando são especificadas em módulo, por exemplo, 10
segundos. Seu módulo será (10) e sua unidade de medida
(segundos). Estas grandezas físicas que são completamente definidas
quando são especificados o seu módulo e sua unidade de medida soa
denominadas grandezas escalares.
Exemplos: Tempo, área, densidade, pressão, potência, energia,
temperatura, comprimento, resistência, massa, etc.
• Grandezas vetoriais: são aquelas que necessitam de um número e
unidade (valor algébrico), direção e sentido.
Exemplos: Força, aceleração, velocidade, torque, quantidade de
movimento, quantidade de deslocamento, distância percorrida, indutância, campo
elétrico, campo magnético, etc.
• Grandezas fundamentais: são aquelas ditas primitivas de que não
dependem de outras para serem definidas. Somente são 7:
comprimento, massa, tempo, intensidade de corrente elétrica,
intensidade luminosa, temperatura termodinâmica e quantidade de
matéria.
• Grandezas derivadas: são definidas por relação entre as grandezas
fundamentais.
Exemplo: velocidade, força e potência.
Notação física
É denominada por padrão ou notação em forma exponencial, é uma forma
de escrever números que acomoda valores demasiado grandes (100000000000)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 57
ou pequenos (0,00000000001) para serem
convenientemente escritos em forma convencional.
Na prática, escrevemos o valor de uma grandeza
como um número compreendido entre um e dez,
multiplicado pela potência de dez. Os valores citados
a cima, em notação científica ficariam 1x1011 e 1x10-11, respectivamente.
Temos os dois casos:
1º caso: O número é muito maior que um.
136 000 = 1,36x105
5 casas
Exemplos: 2 000 000 = 2x106
33 000 000 000 = 3,3x1010
547 800 000 = 5,478x108
2º caso: O número é muito menor que um.
0,000 000 412 = 4,12x10-7
7 casas
Exemplos: 0,0034 = 3,4x10-3
0,0000008 = 8x10-7
0,0000000000 517 = 5,17x10-11
Na tabela 1.3 temos a indicação dos prefixos adotados pelo SI.
Prefixos Padrões em unidades do SI
Múltiplo Prefixo Símbolo Múltiplo Prefixo Símbolo
1 000 000 000 000 000 1012 tera T 0,1 10-1 deci d
1 000 000 000 109 giga M 0,01 10-2 centi c
1 000 000 106 mega M 0,001 10-3 mili m
1 000 103 kilo k 0,000 001 10-6 micro µ
100 102 hecto h 0,000 000 001 10-9 nano n
10 101 deca da 0,000 000 000 001 10-12 pico p
Tabela 1.3 - Prefixo Padrão do SI
O expoente do dez indica
o número de vezes que devemos
deslocar a vírgula para a direita.
Quando o expoente do
dez for negativo, a vírgula é
deslocada o mesmo numero de
casas para a esquerda.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 58
F
Área
PRESSÃO
A pressão é definida como sendo a relação entre a força exercida por
unidade de área e que atua perpendicularmente sobre uma superfície. Só falamos
de pressão quando lidamos com um gás ou um líquido. Deve-se designar a
pressão como a força exercida por um fluído nas paredes de um recipiente.
𝑝 =𝐹
𝐴
Como a pressão é definida como força por unidade de área, ela tem
unidade de newtons por metro quadrado (N/m²), denominado de pascal (Pa).
Ou seja, no SI (Sistema Internacional) para pressão é:
1 Pa = 1 N/m²
A unidade de pressão pascal é muito pequena para quantificar as pressões
encontradas na prática. Assim normalmente são usados seus múltiplos
quilopascal (1kPa = 10³ Pa) e megapascal (1MPa = 106 Pa).Outras três unidades
de pressão muito usadas na prática, são psi ,bar, quilograma-força por
centímetro quadrado e atmosfera.
1psi = 6894,8 Pa
1 bar = 105 = 100 000 Pa
1 atm = 101,325 k Pa
1 kgf/cm² = 9,807 x 104 Pa
Pressão também é usada para sólidos como sinônimo de tensão normal,
que é a força agindo perpendicularmente à superfície por unidade de área.
PRESSÃO ATMOSFÉRICA
A atmosfera terrestre é composta por vários gases, que exercem uma
pressão sobre a superfície da Terra. Essa pressão, denominada pressão

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 59
atmosférica, depende da altitude do local, pois à medida que nos afastamos da
superfície do planeta, o ar se torna cada vez mais rarefeito, e, portanto,
exercendo uma pressão cada vez menor. Pressão atmosférica é a pressão
exercida pela atmosfera em um determinado ponto. É a força por unidade de
área, exercida pelo ar contra uma superfície.
O italiano Evangelista Torricelli (1608 –
1647) foi o primeiro a prova, de forma
conclusiva, que a pressão atmosférica pode ser
medida pela inversão de um tubo cheio de
mercúrio em um recipiente aberto para a
atmosfera, como mostra a figura 5.1. A
pressão no ponto B é igual à pressão
atmosférica, e a pressão em C pode ser
considerada zero, uma vez que só existe vapor
de mercúrio no ponto C, cuja pressão é muito
baixa com relação à pressão atmosférica, podendo
assim ser desprezada com uma excelente aproximação. Um equilíbrio de forças
na direção vertical resulta em
𝑷𝒎 = 𝝆𝒈𝒉
Onde ρ é a densidade do mercúrio, g é a aceleração gravitacional local e h
é a altura da coluna de mercúrio acima da superfície livre.
Uma unidade de pressão utilizada com frequência é a pressão
atmosférica, definida como a pressão produzida por uma coluna de mercúrio com
760 mm de altura. A pressão atmosférica padrão, por exemplo, é de 760 mm Hg
a 0ºC. A unidade mmHg também é chamada de torr em homenagem a Torricelli.
Assim, 1 atm = 760 torr e 1 torr = 133,3 Pa.
A pressão atmosférica padrão Pm que no nível do mar é de 101,325 kPa
muda para 89,88 / 79,50 / 54,05 / 26,5 e 5,53 kPa às altitudes de 1000, 2000,
5000,10 000 e 20 000 metros, respectivamente. Lembre-se de que a pressão
atmosférica em uma localização é apenas o peso do ar por unidade de área de
Figura 1.1 Experimento de Torricelli
C
B

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 60
superfície. Ela não apenas muda com a altitude, como também com as condições
meteorológicas.
A pressão atmosférica é medida por um dispositivo chamado barômetro.
Dessa forma a pressão atmosférica é chamada com frequência de pressão
barométrica.
Podemos notar a diferença de pressão atmosférica quando descemos uma
serra, por exemplo, notamos uma diferença através de nossos ouvidos. O
aumento de pressão atmosférica ocorre à medida que diminuímos a altitude, ou
seja, baixa altitude é igual à alta pressão e alta altitude é igual à baixa pressão.
Figura 1.2 - Pressão Atmosférica em relação à altitude
A pressão atmosférica em um determinado local depende, portanto, da
massa total da atmosfera. Como o ar é uma mistura muito compressível, esta
massa pode variar significativamente com a altitude; consequentemente, a
principal causa de variação da pressão atmosférica é a altitude.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 61
PRESSÃO INTERNA DE UM VASO
Vasos de pressão estão sempre submetidos simultaneamente à pressão
interna e à pressão externa. Mesmo vasos que operam com vácuo estão
submetidos a essas pressões, pois não existe vácuo absoluto. O que usualmente
denomina-se vácuo é qualquer pressão inferior à atmosférica. O vaso
dimensionado considerando-se a pressão diferencial resultante, atuando sobre as
paredes, poderá ser maior internamente ou externamente.
PRESSÃO MANOMÉTRICA, PRESSÃO RELATIVA E PRESSÃO
ABSOLUTA
Pressão manométrica é a pressão medida em
relação à pressão atmosférica existente no local. Os
manômetros (medidores de pressão) utilizam a
pressão atmosférica como referência, medindo a
diferença entre a pressão do sistema e a pressão
atmosférica. Tais pressões chamam-se pressões
manométricas.
A pressão manométrica de um sistema pode ser
positiva ou negativa.
𝑃𝑚 = 𝑝𝑖𝑛𝑡 − 𝑝𝑒𝑥𝑡
Um dispositivo mecânico de medição de pressão muito
usado é o manômetro metálico tipo Bourdon pode ser
utilizado em postos de gasolina para calibração de pneus. A
pressão medida pelo manômetro metálico tipo Bourdon é
também denominada de pressão manométrica e indica a
Figura 1.3 - Pressões
Figura 1.4 - Manômetro de Bourdon

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 62
diferença entre a pressão interna e a pressão externa.
Ele consiste em um tubo de metal oco torcido como um
gancho, cuja extremidade é fechada e conectada a uma
agulha indicadora. Quando o tubo está aberto para a
atmosfera, ele não se deforma e a agulha do mostrador,
neste estado, está calibrada para a leitura zero (pressão
manométrica). Quando o fluido dentro do tubo está
pressurizado, o tubo se estica e move a agulha
proporcionalmente á pressão aplicada.
Quando o manômetro mede uma pressão manométrica negativa, ele é
chamado de manômetro de vácuo (ou vacuômetro).
Para encontrar a pressão manométrica precisamos levar em consideração
à pressão interna que também pode ser descrita como pressão real ou ainda
absoluta.
A pressão absoluta pode ser definida como a pressão real existente dentro
de um recipiente. (Comparar com pressão manométrica.) É a escala de pressão
que adota como zero o vácuo absoluto, o que justifica a afirmação que nesta
escala só existe pressões positivas; teoricamente poderíamos ter a pressão igual
a zero, que representaria a pressão do vácuo absoluto.
A pressão relativa define-se como a diferença entre a pressão absoluta e a
pressão atmosférica. Os aparelhos destinados a medir a pressão relativa são o
manômetro e também o piezômetro. É a escala de pressão que adota como zero
a pressão atmosférica local, o que justifica a afirmação que nesta escala existe:
pressões negativas (depressões ou vácuos técnicos), nulas e positivas.
Piezômetro é definido como um aparelho para avaliar a compressibilidade ou a
tensão dos líquidos. É constituída de um tubo simples de vidro graduado vertical,
aberto nos dois lados, conectado a massa de água.
Na Figura 5.6 ilustramos a relação entre as pressões atmosférica
(barométrica), absoluta, manométrica e de vácuo. Temos vácuo quando a
pressão é inferior à atmosférica, ou seja, pressões efetivas negativas.
Figura 1.5 – Vacuômetro
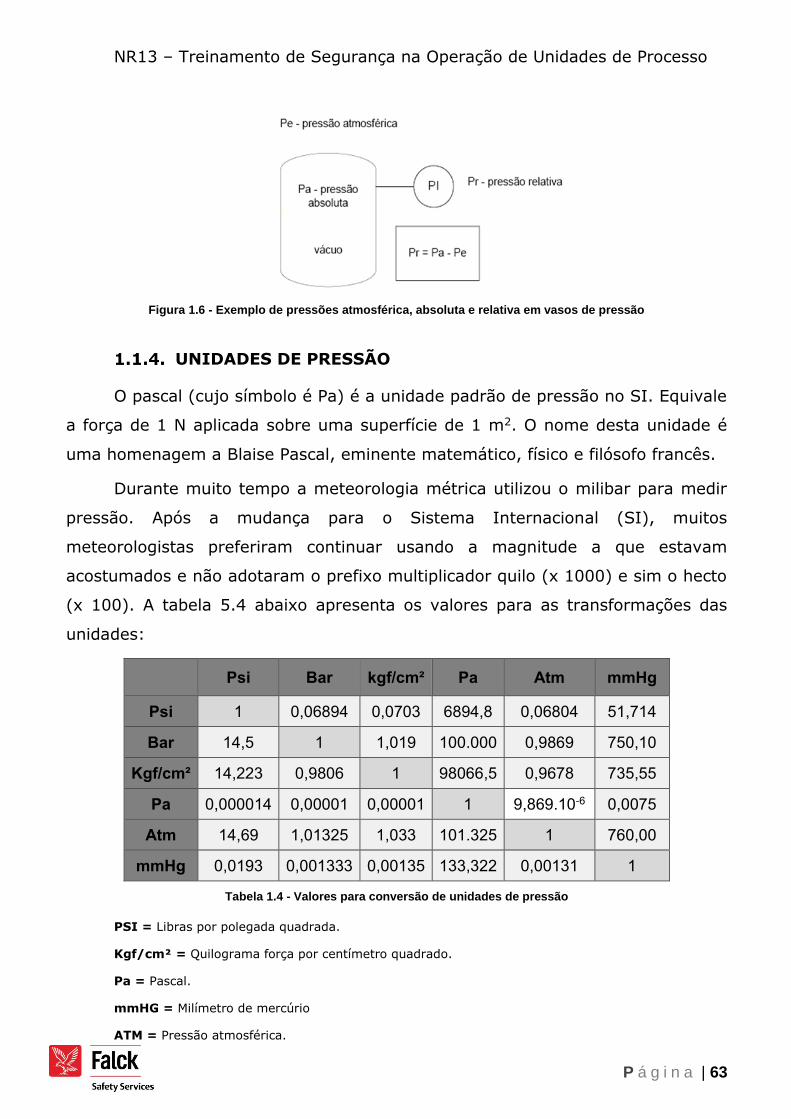
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 63
Figura 1.6 - Exemplo de pressões atmosférica, absoluta e relativa em vasos de pressão
UNIDADES DE PRESSÃO
O pascal (cujo símbolo é Pa) é a unidade padrão de pressão no SI. Equivale
a força de 1 N aplicada sobre uma superfície de 1 m2. O nome desta unidade é
uma homenagem a Blaise Pascal, eminente matemático, físico e filósofo francês.
Durante muito tempo a meteorologia métrica utilizou o milibar para medir
pressão. Após a mudança para o Sistema Internacional (SI), muitos
meteorologistas preferiram continuar usando a magnitude a que estavam
acostumados e não adotaram o prefixo multiplicador quilo (x 1000) e sim o hecto
(x 100). A tabela 5.4 abaixo apresenta os valores para as transformações das
unidades:
Psi Bar kgf/cm² Pa Atm mmHg
Psi 1 0,06894 0,0703 6894,8 0,06804 51,714
Bar 14,5 1 1,019 100.000 0,9869 750,10
Kgf/cm² 14,223 0,9806 1 98066,5 0,9678 735,55
Pa 0,000014 0,00001 0,00001 1 9,869.10-6 0,0075
Atm 14,69 1,01325 1,033 101.325 1 760,00
mmHg 0,0193 0,001333 0,00135 133,322 0,00131 1
Tabela 1.4 - Valores para conversão de unidades de pressão
PSI = Libras por polegada quadrada.
Kgf/cm² = Quilograma força por centímetro quadrado.
Pa = Pascal.
mmHG = Milímetro de mercúrio
ATM = Pressão atmosférica.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 64
Figura 1.7 - Equilíbrio Térmico em dois corpos
CALOR E TEMPERATURA
NOÇÕES GERAIS: O QUE É CALOR, O QUE É TEMPERATURA
O calor (abreviado por Q) é a energia térmica em trânsito de um corpo
para outro, motivada por uma diferença de temperatura. A energia de agitação
das partículas de um corpo é chamada de energia térmica do corpo. A quantidade
de energia térmica de um corpo depende de uma série de fatores, como a sua
massa, a substância de que é constituída, a temperatura. Logo não há sentido
em dizer que um corpo tem mais calor que outro. O calor é uma energia que se
transfere de um sistema para outro, sem transporte de massa, e que não
corresponde à execução de um trabalho mecânico. A unidade do Sistema
Internacional (SI) para o calor é o Joule (J).
A Temperatura é um parâmetro físico (uma função de estado) descritivo de
um sistema que vulgarmente se associa às noções de frio e calor, bem como às
transferências de energia térmica, mas que se poderia definir, mais exatamente,
sob um ponto de vista microscópico, como a medida da energia cinética
associada ao movimento (vibração) aleatório das partículas que compõem o um
dado sistema físico. Calor e temperatura. Você deve distinguir cuidadosamente
calor de temperatura. Quantidade de calor é a energia cinética total das
moléculas de um corpo, devida a seus movimentos irregulares.
O calor flui dos corpos de
maior temperatura para os de
menor temperatura, a
diferença de temperaturas faz
o calor fluir. Quando dois
corpos em temperaturas
diferentes são postos em
contato, espontaneamente há transferência de energia térmica do corpo mais
quente para o corpo mais frio. Sendo assim, a temperatura do mais quente
diminui e a do mais frio aumenta até que as duas se igualem. Nesse ponto, cessa
a troca de calor e os corpos atingiram o equilíbrio térmico e a correspondente
temperatura é chamada de temperatura final ou de equilíbrio.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 65
Como medir quantidades de calor?
Algumas expressões podem até apresentar as palavras com seus conceitos
trocados, como no caso da expressão "como está calor hoje!" onde se usa a
palavra calor para expressar a temperatura do ambiente. A partir disso se deduz
que as sensações de quente e frio que temos também não são sensações de calor
e sim de temperatura. Na verdade, temperatura de um objeto ou meio é a
medida de o quanto estão agitados seus átomos e moléculas, enquanto que
calor, ou energia térmica, é a quantidade de energia envolvida nessa agitação
molecular.
Para entender melhor, façamos uma analogia com duas piscinas, onde
relacionamos o volume de água com calor e os níveis da água nas piscinas
relacionaram à temperatura. Duas piscinas de mesma profundidade e de
tamanho diferentes podem ter o mesmo nível de água. Porém, obrigatoriamente,
terão volumes diferentes de água. Podemos concluir que dois objetos com a
mesma temperatura podem possuir quantidades diferentes de calor. A distinção
fica mais clara pelo seguinte exemplo. A temperatura de um copo de água
fervente é a mesma que a da água fervente de um balde. Contudo, o balde de
água fervente tem uma maior quantidade de energia que o copo de água
fervente. Portanto, a quantidade de calor depende da massa do material, a
temperatura não. Embora os conceitos de calor e temperatura sejam distintos,
eles são relacionados. A temperatura de uma parcela de ar pode mudar quando o
ar ganha ou perde calor, mas isto não é sempre necessário, pois pode haver
também mudança de fase da água contida no ar ou mudança de volume da
parcela de ar, associada com o ganho ou perda de calor. Quando calor entra em
um corpo, ele aquece, e quando sai do corpo ele esfria. Para relacionar entre si
calor e temperatura, lembra-se o que segue:
Quanto maior a quantidade de calor, mais aquecemos o corpo, e, portanto,
maior será a variação de temperatura. Uma mesma quantidade de calor aquece
muito um corpo pequeno e pouco um corpo grande, ou a variação da
temperatura é proporcional à quantidade de calor.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 66
❖ Escalas de Temperaturas
Vamos mencionar três escalas: a Celsius, a Fahrenheit e a Kelvin (ou
absoluta). A escala Fahrenheit é muito usada em países de língua inglesa,
principalmente Estados Unidos e Inglaterra. A escala Kelvin também é usada para
fins científicos. O ponto de fusão do gelo corresponde a 0 ºC na escala Celsius,
32 ºF na escala Fahrenheit e 273 K na escala Kelvin. O ponto de ebulição da água
corresponde, respectivamente, a 100 ºC 212 ºF e 373 K. O ponto zero da escala
Kelvin (zero absoluto) corresponde, ao menos teoricamente, à temperatura na
qual cessa o movimento molecular e o objeto não emite radiação
eletromagnética. Não há temperaturas abaixo dessa. A seguir, relações entre as
diversas escalas:
Figura 1.8 - Relação entre as escalas termométricas
Existe uma equação que pode ser usada para fazer estas conversões. Com
ela pode-se transformar ºF em ºC, K em ºC e ºF em K, e outras transformações
mais que sejam necessárias. Veja a equação abaixo:
𝑐
5=
𝐹 − 32
9=
𝐾 − 273
5
MODOS DE TRANSFERÊNCIA DE CALOR
Transferência de calor é a passagem de energia térmica (que durante a
transferência recebe o nome de calor) de um corpo para outro de uma parte para

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 67
Figura 1.9 - Condução de calor em uma barra metálica
outra de um mesmo corpo. Os processos pelos quais ocorre transferência de
calor são condução, convecção e radiação.
Condução é um dos meios de
transferência de calor que geralmente
ocorre em materiais sólidos é a
propagação do calor por meio do
contato de moléculas de duas ou mais
substâncias com temperaturas
diferentes (metais, madeiras,
cerâmicas, etc). Condução é a
transferência de calor através de um corpo, de molécula a molécula e ela ocorre
dentro de uma substância ou entre substâncias que estão em contato físico
direto. Na condução a energia cinética dos átomos e moléculas (isto é, o calor) é
transferida por colisões entre átomos e moléculas vizinhas. O calor flui das
temperaturas mais altas (moléculas com maior energia cinética) para as
temperaturas mais baixas (moléculas com menor energia cinética).
A capacidade das substâncias para conduzir calor (condutividade) varia
consideravelmente. Via de regra, sólidos são melhores condutores que líquidos e
líquidos são melhores condutores que gases. Num extremo, metais são
excelentes condutores de calor e no outro extremo, o ar é um péssimo condutor
de calor. Consequentemente, a condução só é importante entre a superfície da
Terra e o ar diretamente em contato com a superfície. Como meio de
transferência de calor para a atmosfera como um todo a condução é o menos
significativo e pode ser omitido na maioria dos fenômenos meteorológicos.
Quando a transferência de energia ocorrer em um meio estacionário, que pode
ser um sólido ou um fluido, em virtude de um gradiente de temperatura, usamos
o termo transferência de calor por condução.
Convecção somente ocorre em líquidos e gases. Consiste na transferência
de calor dentro de um fluído através de movimentos do próprio fluído, ou seja,
um material aquecido é transportado de tal maneira a deslocar outro material

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 68
mais frio. O calor ganho na camada mais baixa da atmosfera através de radiação
ou condução é mais frequentemente transferido por convecção.
A convecção ocorre como consequência de diferenças na densidade do ar.
Quando o calor é conduzido da superfície relativamente quente para o ar
sobrejacente, este ar torna-se mais quente que o ar vizinho. Ar quente é menos
denso que o ar frio de modo que o ar frio e denso desce e força o ar mais quente
e menos denso a subir. O ar mais frio é então aquecido pela superfície e o
processo é repetido. Desta forma, a circulação convectiva do ar transporta calor
verticalmente da superfície da Terra para a troposfera, sendo responsável pela
redistribuição de calor das regiões equatoriais para os pólos. O calor é também
transportado horizontalmente na atmosfera, por movimentos convectivos
horizontais. O termo convecção é usualmente restrito à transferência vertical de
calor na atmosfera.
Neste exemplo, o ar quente por ser menos denso que o ar frio sobe,
fazendo assim que o ar frio desça até que haja o equilíbrio térmico, fazendo
assim a troca de calor por convecção.
O mesmo acontece na geladeira residencial – o ar frio, mais denso, tende a
descer, empurrando o ar quente, menos denso, assim havendo troca térmica até
o sistema entrar em equilíbrio térmico.
Um exemplo bastante conhecido de convecção natural é o aquecimento de
água em uma panela doméstica. Para este caso, o movimento das moléculas de
água pode ser observado claramente.
Figura 1.11 - Convecção de calor através de uma geladeira
Figura 1.10 - Convecção de calor através de um ar condicionado

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 69
Radiação consiste em um fenômeno de ondas eletromagnéticas viajando
com a velocidade da luz, é o modo de transporte de energia calorífica no espaço
vazio ou vácuo. Como a radiação é a única que pode ocorrer no espaço vazio,
esta é a principal forma pela qual o sistema Terra-Atmosfera recebe energia do
Sol e libera energia para o espaço. Um corpo negro é aquele que toda a energia
radiante que incide sobre ele é absorvida. Em equilíbrio térmico, um corpo negro
emite tanta energia quanto ele absorve. Portanto, um bom absorvedor de
radiação é também um bom emissor de radiação.
Figura 1.13 - Radiação de calor do sol através do espaço
❖ Radiação ultravioleta
Queima a pele (10 minutos de solda = 1 dia de
praia); Exposição contínua leva a cegueira; Ponto branco
que se observa na abertura do arco.
Figura 1.12 - Convecção de calor através de uma panela com água em ebulição
Figura 1.14- Radiação de calor através de soldagem

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 70
Figura 1.16 - Processos de transferência de calor em uma garrafa térmica
Figura 1.15 - Transferência de calor no aquecimento de um bule e uma frigideira
❖ Radiação infravermelha
Queima a pele e cauteriza a retina.
Processos de transferência de calor ocorrendo em um mesmo evento
O fogo transfere calor através de radiação para o local de aquecimento do
bule e da frigideira; a água aquece-se através de convecção e o calor da
frigideira chega até a mão através de condução do calor.
CALOR ESPECÍFICO E CALOR SENSÍVEL
Um corpo tem a capacidade de receber ou ceder calor e pode sofrer com
dois efeitos diferentes: a variação de temperatura e a mudança de fase.
Exemplo:
Variação de temperatura, se uma peça metálica for colocada na chama de
um fogareiro ele sofre um aquecimento, isto é variação de temperatura.
Mudança de fase, se um pedaço de gelo a 0º C, contido num recipiente é
colocado sobre o fogareiro, absorve calor e sem aumentar a temperatura, até
derreter completamente, quando então a água de fusão se aquece.
A quantidade de calor recebida ou cedida por um corpo, ao sofrer uma
variação de temperatura sem que haja mudança de fase, é denominado calor
sensível.
Se o corpo sofre apenas mudança de fase sem haver variação de
temperatura (permanece constante), o calor é chamado latente. Nos exemplos, o

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 71
calor recebido pela peça metálica é o calor sensível e o calor recebido pelo gelo é
o calor latente.
❖ Calor específico
É importante observar que cada substância necessita de uma quantidade
de calor diferente para que um grama dessa substância sofra variação de
temperatura de 1ºC.
Essa quantidade é característica de cada substância e é denominado calor
específico, representado pela letra c.
Exemplo: O calor específico do ferro é aproximadamente 0,11 cal /g ºC,
isto é um grama de ferro necessita de 0,11 cal para elevar 1ºC a sua
temperatura.
Da mesma forma, o calor específico da água é 1 cal / g ºC, isto é, um
grama de água necessita de uma caloria para que sua temperatura mude 1ºC.
Calor específico pode ser representado pela seguinte fórmula matemática:
𝑐 =𝐶
𝑚
Onde c é o calor específico, C é a capacidade térmica e m é a massa.
A tabela 5 apresenta o calor específico médio de algumas substâncias,
válido entre as temperaturas de 0ºC a 100ºC. O calor específico de uma
substância varia com a temperatura, aumentando quando esta aumenta.
Entretanto, consideramos, em curso, que o calor específico não varia com a
temperatura.
Substância Calor específico (cal/g ºC)
Mercúrio 0,033
Alumínio 0,217
Cobre 0,092
Chumbo 0,030
Prata 0,056
Ferro 0,0114
Latão 0,094
Gelo 0,550
Água 1,000
Ar 0,240
Tabela 1.5 – Calores específicos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 72
Capacidade térmica (C): é o quociente entre a quantidade de calor Q
recebido ou cedido por um corpo e a correspondente variação de temperatura
Δt.
𝐶 =𝑄
∆𝑡
A unidade de capacidade térmica é cal/ºC. A capacidade térmica de um
corpo representa a quantidade de calor necessária para que a temperatura do
corpo varie 1ºC.
A quantidade de calor sensível (Q) que um corpo de massa m recebe é
diretamente proporcional ao seu aumento de temperatura. Logo, podemos
calcular a quantidade de calor sensível usando a seguinte fórmula:
𝑄 = 𝐶. ∆𝑡
Sabemos que calor latente (L) é a quantidade de calor que a substância
troca por grama de massa durante a mudança de estado físico. É representado
pela letra L. É medido em caloria por grama (cal/g).
Para calcular o calor latente é necessário utilizar a seguinte expressão:
𝑄 = 𝑚. 𝐿
Onde Q é a quantidade de calor recebida ou cedida pelo corpo, m é a
massa do corpo e L é o calor latente.
No gráfico a seguir podemos observar a curva de aquecimento:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 73
Considermos um bloco de gelo,à temperatura de – 40ºC sob pressão
normal.Fornecendo calor ao bloco de gelo e,por um processo qualquer,mantendo
a pressão constante,verificamos:
A temperatuta do bloco de gelo começa a aumentar e atingir o ponto
de fusão a 0ºC,isto porque já passa de – 40ºC a 0ºC.
A partir desse instante,começa o processo de transformação do sólido
em líquido,isto é a fusão do gelo. Durante um determidado tempo,a
temperatura permanece constante, embora continue o fornecimento
de calor, até que o bloco de gelo se transforme totalmente em
líquido.
Com o término da fusão, o fornecimento de calor volta a produzir
aumento de temperatura do corpo,agora no estado líquido, até atingir
sua temperatura de ebulição, isto é, 100ºC sob pressão normal.
A partir desse instante, inicia-se o processo de ebulição do líquido,
com transformação deste em vapor. Nesse momento a temperatura
torna a permanecer constante, a 100ºC, até que toda a massa do
líquido se transforme em vapor.
Daí ,então, o calor fornecido servirá para um maior aquecimento do
vapor de água que existe no recipiente.
Sólido
Sólido + Líquido
Líquido
Líquido + vapor
Vapor
Calor Sensível
Calor Latente
Calor Sensível
Calor sensível
-60
-40
-20
0
20
40
60
80
100
120
140
TE
MP
ER
AT
UR
A(º
C)
QUANTIDADE DE CALOR (cal/g)
Agua

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 74
TRANSFERÊNCIA DE CALOR À TEMPERATURA CONSTANTE
Modificando a temperatura de um corpo - À TEMPERATURA CONSTANTE
Se você molhar uma de suas mãos e agitá-la vigorosamente no ar, terá
uma sensação de frescor devida ao fato de que ao vaporizar-se a água absorveu
calor de sua mão. Se a vaporização ocorrer mais rapidamente, a sensação de
frescor é mais intensa. É o que acontece quando agitamos a mão molhada com
álcool, mais volátil que a água. As evidências desse simples experimento
conduzem a uma afirmação importante:
Para vaporizar-se, uma substância precisa absorver energia.
A passagem do estado líquido para o estado gasoso é chamado de
vaporização. Ela pode ocorrer por evaporação ou ebulição.
A ebulição ocorre apenas quando a temperatura do líquido atinge certo
valor. No caso da água, por exemplo, quando ela atinge 100ºC, ao nível do mar.
Durante a ebulição, a temperatura do líquido permanece constante.
A evaporação pode ocorrer a qualquer temperatura. Á medida que um
liquido evapora, sua temperatura diminui. Isto porque são as moléculas de maior
energia que abandonam o liquido no processo de evaporação.
A condensação de vapor d’água sobre uma superfície que se encontra a
uma temperatura mais baixa que a do ambiente ilustra o processo inverso. Uma
substância no estado gasoso libera energia ao passar para o estado líquido.
As transferências de energia, necessárias às mudanças de fase (sólido →
líquido → vapor), pode se dar sob a forma de calor.
A vantagem das trocas de calor durante as mudanças de fase é que elas
ocorrem a taxas muito mais altas que as de aquecimento de uma substância
numa mesma fase. Por isso os refrigeradores são projetados de forma que as
trocas de calor que ocorrem no congelador e no radiador aconteçam,
principalmente, durante as mudanças de fase do fluido frigorífico. Assim pode-se
aumentar a eficiência dos processos. No congelador, o fluido frigorífico passa do
estado líquido para o de vapor, absorvendo calor e resfriando o interior da

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 75
geladeira. No radiador o fluido passa do estado de vapor para o estado líquido,
transferindo calor para o ambiente.
Na mudança de estado físico, a transferência de calor ocorre à temperatura
constante. A energia transferida é utilizada para mudar o estado físico do
sistema.
Quando aquecemos água dentro de uma panela por meio da chama de um
fogão, é possível observar que inicialmente a temperatura do líquido aumenta até
a água entrar em ebulição. Ocorre, então, uma mudança do estado físico da água
de líquido para vapor. Durante a ebulição, a temperatura da água mantém-se
constante até que toda a água se transforme em vapor.
Para que ocorra a vaporização da água, é necessária a transferência de
energia, e, por isso, a chama do fogão deve continuar acesa. A quantidade de
calor transferida para mudar o estado de cada grama de material é conhecida
como calor latente. Durante a condensação, esse calor deve ser liberado pela
substância.
As mudanças de fase possíveis são: fusão e solidificação na mudança entre
sólido e líquido; ebulição ou vaporização e condensação, na mudança entre
líquido e vapor; e sublimação na mudança entre sólido e vapor.
Figura 1.17 – Mudanças de fase
VAPOR SATURADO E VAPOR SUPERAQUECIDO
A partir de uma determinada temperatura, característica de cada
substância, denominada temperatura crítica, não pode ocorrer vaporização e a
condensação.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 76
Isto é, para uma temperatura maior que a
temperatura crítica, a substância encontra-se na
fase gasosa, qualquer que seja o valor de pressão.
Através da temperatura crítica podemos
estabelecer a diferença entre gás e vapor.
Gás: é a substância, que na fase gasosa, se
encontra em temperatura superior a sua
temperatura crítica e que não pode ser liquefeita
por compressão isotérmica.
Vapor: É o nome dado à matéria no estado gasoso, sendo capaz de estar
em equilíbrio com o líquido ou o sólido do qual se fez, pela redução de
temperatura ou pelo aumento de pressão. É um conceito mais estrito do que gás
porque, nas condições habituais do meio ambiente, pode encontrar-se no estado
líquido ou sólido.
Vamos levar em consideração um reservatório com água, a temperatura
ambiente e pressão igual a 1 atm, recebendo calor. Após o início da ebulição, a
temperatura para de subir até que o líquido se converta inteiramente em vapor.
Ou seja, a temperatura permanecerá constante durante todo o processo de
mudança de fase se a pressão for mantida constante. Isso pode ser verificado
facilmente colocado um termômetro na água pura em ebulição em uma panela no
fogo. No nível do mar (P = 1 atm), o termômetro sempre terá 100ºC se a panela
estiver destampada ou ligeiramente tampada. Durante o processo de ebulição, a
única alteração que observaremos é um grande aumento de volume e um
declínio contínuo no nível do líquido como resultado do líquido que continuamente
se transforma em vapor.
Tendo passado metade do processo de vaporização o cilindro irá conter
partes iguais de líquido e vapor. À medida que o calor é transferido, o processo
de vaporização continua até que a ultima gota de líquido seja convertida em
vapor. Nesse ponto, todo o reservatório está cheio de vapor no limite com a fase
liquida, ou seja, qualquer perda de calor por parte do sistema ira fazer com que
ele condense voltando ao estado liquido. Um vapor que esta pronto para
Figura 1.18 – Pontos críticos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 77
condensar é chamado vapor saturado. É a fase É a camada mais próxima da
superfície líquida, encontra-se no limiar do estado líquido e gasoso, podendo
apresentar-se seca ou úmida.
Se o vapor continua a receber calor ele tomará
temperaturas mais elevadas e sua umidade deixará de existir.
Ele resultado do aquecimento contínuo de vapor saturado
a uma pressão constante. No ponto em que sai do permutador
de calor, a umidade já evaporou a partir do vapor, produzindo
um gás seco de 100%.
EQUIPAMENTOS DE PROCESSOS
TROCADORES DE CALOR
O processo de troca de calor entre dois fluidos que estão em diferentes
temperaturas e separados por uma parede sólida ocorre em muitas aplicações da
engenharia. Os equipamentos usados para programar esta troca são
denominados trocadores de calor, e aplicações específicas podem ser
encontrados em aquecimento e condicionamento de ambiente, recuperação de
calor, processos químicos, etc. Como aplicações mais comuns deste tipo de
equipamento têm: Aquecedores, resfriadores, condensadores, evaporadores,
torres de refrigeração, caldeiras, etc. O projeto completo de trocadores de calor
pode ser subdividido em três fases principais: pela análise técnica, pelo projeto
mecânico preliminar e pelo projeto de fabricação. A análise térmica, que consiste
na determinação da área de troca de calor requerida, dadas as condições de
escoamento e temperaturas dos fluidos. O projeto mecânico envolve
considerações sobre pressões e temperaturas de operação, características de
corrosão, etc. Finalmente, o projeto de fabricação requer a tradução das
características e dimensões físicas em uma unidade que possa ser construída a
um baixo custo.
Figura 1.19 – vapor saturado

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 78
❖ Tipos de Trocadores
Existem trocadores de calor que empregam a mistura direta dos fluidos,
como por exemplo, torres de refrigeração e aquecedores de água de alimentação,
porém são mais comuns os trocadores nos quais os fluidos são separados por
uma parede ou partição através da qual passa o calor. Alguns dos tipos mais
importantes destes trocadores são vistos a seguir:
Casco e tubo ou multitubular - são formados por um feixe de tubos
paralelos contidos em um tubulão cilíndrico denominado de casco. Um dos fluidos
(fluidos dos tubos) escoa pelo interior dos tubos, enquanto que o outro (fluido do
casco) escoa por fora dos tubos e dentro do casco. São os mais usados na
indústria porque oferecem uma grande área de troca de calor. Se um dos fluidos
do trocador condensa ou evapora, o
trocador é também denominado
condensador ou evaporador,
respectivamente.
Este tipo de trocador de calor é
formado por um conjunto de tubos presos
por suas extremidades a duas placas
denominadas “espelhos”. Este feixe atravessa chapas metálicas chamadas de
chicanas ou defletores colocadas espaçadamente entre os espelhos e fixados por
tirantes. Essas chicanas ou defletores têm como objetivo evitar a flexão dos
tubos e melhorar a troca térmica, aumentando o tempo de residência e a
turbulência do fluido que passa no casco.
Figura 2.2 - Chicanas Segmentadas
Figura 2.1 - Trocador de Calor do tipo Casco e tubo

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 79
O Casco é fechado nas extremidades pelos cabeçotes, os quais formam
com espelhos câmaras de entrada e saída do fluido do lado dos tubos. Os
cabeçotes são denominados “estacionários” e de “retorno”
Quando os dois fluidos percorrem o trocador na mesma direção, diz-se que
estão em paralelo, e quando em direções opostas, diz-se que estão em
contracorrente. Esse último é o fluxo normalmente utilizado.
Figura 2.4 - Fluxo paralelo e fluxo em contra corrente
A disposição dos tubos no feixe pode ser:
• Passo triangular – melhora a troca, mas só é usado para fluidos limpos;
• Passo quadrado – usado em refinarias devido à facilidade de limpeza
externa.
1 2 3
Figura 2.3 - Diferentes configurações de trocadores do tipo casco e tubo
Figura 2.5 - passo triangular e passo quadrado

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 80
Figura 2.6 - Trocador de calor do tipo tubo duplo – Vista em corte
Duplo Tubo ou Bitubular - São formados por dois tubos concêntricos e
pelo interior do tubo do primeiro (mais interno) passa um fluido e, no espaço
entre as superfícies externa do primeiro e interna do segundo, passa o outro
fluido. A área de troca de calor é a área do primeiro tubo.
Tem a vantagem de ser simples, ter custo reduzido e de ter facilidade de
desmontagem para limpeza e manutenção. O grande inconveniente é a pequena
área de troca de calor.
Serpentina - são formados por um tubo
enrolado na forma de espiral, formando a
serpentina, a qual é colocada em uma carcaça ou
recipiente. A área de troca de calor é área da
serpentina. Permite maior área de troca de calor que
o anterior e tem grande flexibilidade de aplicação e é
usado principalmente quando se querem aquecer ou
resfriar líquidos.
Resfriador a Ar - Consistem em
serpentinas de tubos com aletas transversais e
coletores nas duas extremidades dos tubos. O
ar de refrigeração é suprido por um ou mais
ventiladores (soprado) ou exaustores (induzido)
na ascendente, passando pelo feixe montado na
horizontal. O conjunto é instalado em uma estrutura ou sobre uma ponte de
tubulação (pipe – rack).
Figura 2.7 - Esquema de um trocador de calor do tipo tubo duplo
Figura 2.8 - Tipo de Serpentinas
Figura 2.9 - Resfriador a Ar

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 81
Figura 2.11 - Trocador de Calor do tipo espiral
Trocador de placas - Consiste em um conjunto de placas corrugadas
montadas em série com gaxetas. Os fluidos trocam
calor, passando em contracorrente, alternadamente,
pela seqüência de placas. Têm grande eficiência na
troca térmica.
O seu uso é extensivo nas indústrias químicas,
devido à grande superfície de troca térmica e ao
pouco espaço ocupado na planta industrial, bem como
a facilidade de ajuste tanto no que se refere a capacidade de troca de calor,
como pela perda de pressão pelo aumento da quantidade de placas.
Trocador Espiral - Consiste em duas longas chapas lisas enroladas em
torno de canais centrais, criando dois canais espirais concêntricos.O fluido quente
entra por um canal central, percorrendo um dos canais até a saída na periferia do
casco. O fluido frio entra na periferia do casco, em contracorrente. Muito usados
para fluidos viscosos como asfalto.
TUBULAÇÃO, VÁLVULAS E ACESSÓRIOS
❖ Tubulações Industriais
As tubulações são usadas como meio de condução de fluidos e são
conjuntos de tubos e diversos acessórios, como válvulas, conexões, purgadores
de vapor, filtros, etc.
A condução de fluido através de tubulações se deve pelo fato de que o
ponto onde este é armazenado, ou produzido, se encontra distante do ponto é
utilizado.
Figura 2.10 - Trocador de Calor do tipo placas paralelas

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 82
A seleção adequada é um problema difícil porque, na maioria dos casos, os
fatores determinantes podem ser conflitantes entre si. Caso típico é corrosão
versus custo.
Os principais fatores que influenciam são:
Fluido conduzido – Natureza e concentração do fluido; impurezas ou
contaminantes; pH; Velocidade; Toxidez; Resistência à corrosão; Possibilidade de
contaminação.
Condições de serviço – Temperatura e pressão de trabalho.
(Consideradas as condições extremas, mesmo que sejam condições
transitórias ou eventuais.)
Nível de tensões do material – O material deve ter resistência mecânica
compatível com a ordem de grandeza dos esforços presentes. (pressão do fluido,
pesos, ação do vento, reações de dilatações térmicas, sobrecargas, esforços de
montagem etc.
Natureza dos esforços mecânicos – Tração; Compressão; Flexão;
Esforços estáticos ou dinâmicos; Choques; Vibrações; Esforços cíclicos etc.
Disponibilidade dos materiais – Com exceção do aço-carbono os materiais
têm limitações de disponibilidade.
Sistema de ligações – Adequado ao tipo de material e ao tipo de montagem.
Custo dos materiais – Fator freqüentemente decisivo. Deve-se considerar o
custo direto e também os custos indiretos representados pelo tempo de vida, e os
conseqüentes custos de reposição e de paralisação do sistema.
Segurança – Do maior ou menor grau de segurança exigido dependerão a
resistência mecânica e o tempo de vida.
Facilidade de fabricação e montagem – Entre as limitações incluem-se a
soldabilidade, usinabilidade, facilidade de conformação, etc.
Experiência prévia - É arriscado decidir por um material que não se
conheça nenhuma experiência anterior em serviço semelhante.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 83
Tempo de vida previsto - O tempo de vida depende da natureza e
importância da tubulação e do tempo de amortização do revestimento. Tempo de
vida para efeito de projeto é de aproximadamente 15 anos.
FLUÍDO MATERIAL DOS TUBOS VELOCIDADE (m/s)
Água doce -rede em cidades -rede em instalaçãoes industriais -alimentação de caldeiras -sucção de bombas
Aço-carbono
Idem Idem idem
1 a 2 2 a 3 4 a 8
1 a 1,5
Água Salgada Idem Idem Idem Idem Amônia(gás) Amônia(líquido)
Aço com revestimento
Latão Cobre-níquel 90-10
Metal Monel,cobre-níquel 70-30 Aço-Carbono Aço-Carbono
1,5 a 2,5
1,5 (máximo) 3 (máximo) 4 (máximo)
25 a 35 2
Ar comprimido Ácido Sulfúrico Idem, concentrado
Aço-Carbono Chumbo
Aço-Carbono
15 a 20 1 a 1,2 1 a 1,2
Acetileno Cloro (líquido) Cloro (gás) Cloreto de cálcio Cloreto de sódio Tetra-cloreto de carbono
Aço-Carbono Idem Idem Idem Idem Idem
20 a 25 1,5 a 2 15 a 20
1,5 1,5 a 2,5 25 a 30
Hidrocarbonetos líquidos em instalações industrais - linhas de sucção -linhas de recalque Hidrocarbonetos gasosos em instalações industrais
Aço (qualquer tipo) Aço (qualquer tipo) Aço (qualquer tipo)
1 a 2 1,5 a 2,5 25 a 30
Hidrogênio Soda cáustica 0 a 30% Idem, 30 a 50 % Idem, 50 a 75%
Aço (qualquer tipo) Idem
Aço-C ou Metal Monel idem
20 2
1,5 1,2
Vapor - até 2 kg/cm² (196 kPa) saturado - 20 a 10 kg/cm² (196 a 981 KPa) - mais de 10 kg/cm² (981 kPa)
Aço-Carbono
Aço (qualquer tipo)
Aço (qualquer tipo)
20 a 40
40 a 80
60 a 100
Nota: Essas velocidades são valores sugeridos na tabelas devem servir
apenas como primeira aproximação.
Tabela 2.1 – Velocidade recomenda para tubulações

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 84
Figura 2.12 - Código de cores para tubulação
Nota: Os tubos que fazem parte das máquinas e equipamentos (caldeira,
fornos, trocadores de calor, bombas e compressores, distribuidores e serpentinas
em vasos, etc.) são considerados partes deste e não da tubulação.
Classificação das tubulações
Tubulações dentro de instalações industriais
Tubulações de
processo
Tubulações de
utilidades
Tubulações de
instrumentação
Tubulações de
drenagem
Tubulações fora de instalações industriais
Tubulações de
transporte
Tubulações de
distribuição

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 85
❖ Válvulas
São dispositivos destinados a estabelecer ou interromper o fluxo em uma
tubulação e também a controlá-lo, se desejada. São os acessórios de tubulação,
portanto, merecem o maior cuidado na sua seleção, especificação e localização.
Em qualquer instalação deve haver sempre o menor número possível de
válvulas, compatível com o funcionamento da mesma, pois são peças caras, onde
há sempre possibilidade de vazamentos e que introduzem perdas de carga, às
vezes de grande valor.
As vávulas podem representar, em média, cerca de 8% do custo total de
uma instalação de processo.
Sua localização deve ser estudada com cuidado, para que a manobra e a
manutenção das mesmas sejam fáceis, e para que as válvulas possam ser
realmente úteis.
Classificação quanto à finalidade ao tipo:
Válvula de bloqueio – É utilizada para estabelecer ou interromper o fluxo,
funcionando completamente aberta ou completamente fechadas. Principais tipos
de válvulas de bloqueio são:
• Válvula gaveta;
• Válvula macho;
• Válvula esfera;
• Válvula de comporta.
Figura 2.13 -Válvulas de Bloqueio ( Macho , Comporta, Gaveta e Esfera, respectivamente).

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 86
Válvula de controle ou regulagem– São utilizadas com o objetivo de controlar
o fluxo que passa pelo trecho da tubulação onde estão instaladas, podendo
trabalhar em qualquer posição de abertura parcial. Principais tipos de válvulas de
bloqueio são:
• Válvula de globo;
• Válvula agulha;
• Válvula borboleta;
• Válvula diafragma; e
• Válvula de 3 ou 4 via
Válvulas de retenção ou unidirecionais – São utilizados com o objetivo de
permitir o fluxo em um único sentido. Os principais tipos de válvulas
unidirecionais são: válvula de Check valve,válvula de pé,válvula de retenção tipo
portinhola, válvula de retenção tipo disco, etc.
Válvulas que controlam a pressão a montante - Controlam a pressão a
montante abrindo-se automaticamente, quando essa pressão ultrapassar um
determinado valor para o qual a válvula foi ajustada (pressão de abertura). A
válvula fecha-se em seguida, também automaticamente, quando a pressão cair
abaixo da pressão de abertura.
Os principais tipos de válvulas que controlam a pressão a montante são:
• Válvula de segurança e alívio;
• Válvula de excesso de vazão;
• Válvula de contrapressão.
Figura 2.14- Válvulas de Controle (Globo, Agulha, Borboleta, Diafragma, 3 Vias e 4 Vias,
(respectivamente).

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 87
As válvulas de alívio são recomendadas para baixas vazões de descarga e,
preferencialmente, para fluídos não compressíveis, como por exemplo a água,
onde pequenas descargas resultam sempre em grande redução de pressão.
As válvulas de segurança são recomendadas para uso com vapor e gases,
quando se deseja um dispositivo capaz de aliviar a pressão de forma automático
e instantânea.
Válvulas que controlam a pressão a jusante – • Funcionam automaticamente
com a atuação do escoamento do fluido. Tem por obrigação regular a pressão a
jusante da própria válvula.Para atuarem necessitam de molas cuja tensão é
ajustável.Utilização: água, vapor, ar comprimido, óleos,etc.
Os principais tipos de válvulas que controlam a pressão a jusante são:
• Válvula de redutoras e reguladoras de pressão;
• Válvula de quebra vácuo.
Os meios de operação são os seguintes:
I. Operação manual: por meio de volante, alavanca, engrenagens,
parafusos sem-fim,etc.
II. Operação motorizada: pneumática, hidráulica e elétrica.
III. Operação automática: dispensa ação externa.
❖ Operação da Válvula
Antes de especificar e dimensionar uma válvula de controle deve-se avaliar
se a válvula é realmente necessária ou se existe um meio mais simples e mais
econômico de executar o que se deseja. Por exemplo, pode-se usar uma válvula
Figura 2.15 - Válvulas de Retenção (disco e válvula de pé para uso industrial e doméstico, respectivamente); Válvulas controladoras de pressão a montante; Válvulas controladoras de
pressão à jusante.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 88
autocontrolada em vez da válvula de controle, quando se aceita um controle
menos rigoroso, se quer um sistema alimentação disponível. Em outra aplicação,
é possível e conveniente substituir toda a malha de controle de vazão por uma
bomba de medição a deslocamento positivo ou por uma bomba centrífuga com
velocidade variável. O custo benefício destas alternativas é usualmente obtido
pelo custo muito menor do bombeamento, pois não se irá produzir energia para
ser queimada na queda de pressão através da válvula de controle. Quando se
decide usar a válvula de controle, deve-se selecionar o tipo correto e dimensiona-
se adequadamente. Para a seleção da válvula certa deve-se entender
completamente o processo que a válvula controla. Conhecer completamente
significa conhecer as condições normais de operação e as exigências que a
válvula deve satisfazer durante as condições de partida, desligamento do
processo e emergência. Todos os dados do processo devem ser conhecidos
antecipadamente, como os valores das vazões (mínima, normal e máxima),
pressão estática do processo, pressão de vapor do líquido, densidade,
temperatura, viscosidade. É desejável identificar as fontes e natureza dos
distúrbios potenciais e variações de carga do processo. Deve-se determinar ou
conhecer as exigências de qualidade do processo, de modo a identificar as
tolerâncias e erros aceitáveis no controle. Os dados do processo devem também
estabelecer se a válvula necessita fornecer vedação total, quando fechada, qual
deve ser o nível aceitável de ruído, se há possibilidade de martelo hidráulico e a
vazão é pulsante.
Falhas em válvulas de segurança: levantamento durante paradas de
manutenção
De acordo com a NR-13, as válvulas de segurança devem ser inspecionadas
e recalibradas pelo menos, simultaneamente com os vasos de pressão e caldeiras
por ocasião da sua inspeção interna. Entretanto, há um importante fato que deve
ser considerado: o aumento dos prazos de campanha até os limites máximos
estabelecidos pela NR-13 poderá proporcionar uma redução da confiabilidade das
válvulas de segurança e alívio, com conseqüentes reflexos na segurança dos
equipamentos e instalações. Análise estatística dos resultados da inspeção

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 89
Figura 2.16 - Válvulas com problemas de corrosão interna
efetuada em válvulas de segurança durante paradas gerais de manutenção, ao
final de campanha operacional de unidades de processo e utilidades; mostram
que pode ser significativo o percentual de válvulas que abrem fora da pressão de
calibração, que não abrem, que se apresentam obstruídas, que vazam antes ou
após abertura, e que apresentam falhas em seus componentes.
A confiabilidade de válvulas de segurança não deve ser aferida
exclusivamente em função do seu desempenho durante a campanha operacional.
Isto porque muitas válvulas não falham ou não apresentam problemas de mau
funcionamento, simplesmente
porque não são solicitadas quando
estão em operação, gerando a falsa
impressão de que estão cumprindo
eficazmente a sua importante função
de segurança. Quando se constata
que é alto o número de válvulas reprovadas no Teste de Recepção (TR), é
necessário que aprofunde a investigação sobre as causas dessas ocorrências e
que se analise as conseqüências em termos de risco operacional que a falha de
cada uma dessas válvulas causaria. Se necessário, a válvula deve ser substituída,
podendo ainda, ser instalada uma válvula redundante para tornar possível uma
redução da campanha, até que se elimine a causa que levou à falha.
❖ Acessórios de tubulações
Os acessórios desempenham diversas funções num sistema de tubulação,
incluindo:
• Alterar a direção da tubulação;
• Fazer derivações nestas;
• Alterar as condições do fluxo do fluido;
• Retirar impurezas e etc.;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 90
❖ Conexões
As conexões podem ser classificadas, conforme sua finalidade, da seguinte
forma:
Fazer mudanças de direção
• Curvas de raio longo;
• Curvas de raio curto;
• Curvas de redução;
• Joelhos;
• Joelhos de redução.
Fazer derivações em tubulações:
• Tês de 90º (normais);
• Tês de 45º;
• Tês de redução (mudam também o diâmetro);
• Peças em “Y”
• Cruzetas
• Cruzetas de redução
• Selas;
• Colares;
• Luvas;
Fazer mudanças de diâmetros:
• Reduções concêntricas;
• Reduções excêntricas; e
• Reduções de bucha.
Figura 2.17 - Acessórios diversos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 91
Fazer o fechamento da extremidade de um tubo:
• Tampões;
• Bujões;
• Flanges;
Fazer fechamento de trechos de tubulações
• Raquete e Figura 8.
❖ Purgadores
São utilizados para separar e eliminar o condensado, ar, e outros gases não
condensáveis que possam existir na linha.
Os principais motivos da remoção do condensado existente nas linhas de
vapor são:
• Conservar a energia do vapor;
• Evitar vibrações de aríete nas tubulações, martelo hidráulico;
• Reduzir os efeitos de corrosão e erosão; e
• Evitar a entrada do condensado em turbinas .
Os purgadores operam com as diferenças de propriedades físicas e
termodinâmicas do fluido.
Os Purgadores podem ser mecânicos, termostáticos ou especiais.
Figura 2.18 – “Figura 8” Figura 2.19 - Raquete

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 92
Figura 2.21 - Purgador de panela invertida
Figura 2.24 - Purgador Termostático
Mecânicos – operam com a diferença de densidade da água para o vapor.
Podem ser: purgadores de boia e purgadores de panela invertida
Termostáticos – operam com a diferença de temperatura dos fluidos.
Podem ser: purgadores de expansão metálica, purgadores de pressão balanceada
e purgadores de expansão líquida.
Especiais – Podem ser: purgadores de impulso e purgadores
termodinâmicos.
Figura 2.20 - Purgador de boia
Figura 2.22 - Purgador de pressão balanceada
Figura 2.25 - Purgador de impulso
Figura 2.23 - Purgador de expansão metálica

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 93
❖ Filtros
Têm como função retirar, separar, elementos indesejáveis que podem estar
associados ao fluido conduzido através da tubulação. Elementos como partículas
sólidas, por exemplo, podem causar grandes danos ao equipamento.
Os filtros são também aparelhos separadores destinados a reter corpos
estranhos, poeiras e sólidos em
suspensão em correntes de líquidos ou
gases.
Duas classes de filtro são de uso
comum em tubulações industriais e são
tratados a seguir: Filtros provisórios e
permanentes.
Filtros provisórios: são montados entre dois flanges de uma peça, próximo ao
bocal do equipamento, para evitar que sujeiras e corpos estranhos, deixados
durante a montagem dos mesmos penetrem nesses equipamentos quando o
sistema for posto em funcionamento.
Depois que as tubulações já estiverem em funcionamento normal por
algum tempo e, portanto, tiverem sido completamente lavadas pelo próprio fluido
circulante, os fluidos provisórios devem ser removidos.
Figura 2.28 - Filtros Provisórios (“Chapéu de Bruxa”) Figura 2.29 - Filtro tipo cesto
Figura 2.26 - Purgador Termodinâmico
Figura 2.27 - Montagem de Filtro Provisório

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 94
Os tipos mais comuns de elementos filtrantes aplicados para diferentes
finalidades são:
Filtragem grosseira de líquidos: grades metálicas, telas metálicas e chapas
perfuradas;
Filtragem fina de líquidos: telas finas, feltro, náilon, porcelana, papel, etc.
Filtragem de gases: palhas metálicas, feltro, camurça, etc.
Os principais casos de emprego de filtros permanentes envolvem:
• Tubulações com fluidos sujos que sempre
possam apresentar corpos estranhos;
• Tubulações de entrada de instrumentos e
equipamentos muito sensíveis a corpos
estranhos.
• Casos em que se deseje uma purificação
rigorosa e controlada do liquido circulante.
BOMBAS
Bomba é uma máquina hidráulica cuja função é aumentar a energia
(pressão e/ou velocidade) de um fluido de forma a que seja possível movimentá-
lo de um ponto mais baixo para outro mais alto. Existem diversos tipos de
bombas, por exemplo: as bombas tipo Parafuso de Arquimedes, as bombas
centrífugas e as bombas de deslocamento positivo. As bombas podem ser
acionadas por motor elétrico, motor de explosão ou turbina a vapor, por energia
eólica como no moinho de vento ou mesmo manualmente. As bombas hidráulicas
possuem função inversa das turbinas, pois através de um motor, (manual ou
elétrico, ou eólico, etc.) transformam a energia mecânica em energia potencial,
enquanto as turbinas hidráulicas transformam a energia potencial de uma queda
hidráulica em energia mecânica, a qual pode ser convertida posteriormente em
energia elétrica através de um gerador.
Em resumo, bombas são dispositivos mecânicos cuja função é fazer circular
um fluído de forma que seja possível movimentá-lo de um ponto mais baixo para
Figura 2.30 – Filtro tipo “Y”

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 95
outro mais alto, ou ainda, de um ponto com menor pressão para um ponto de
maior pressão.A energia adicionada compensa as perdas de atrito e contribui
para o aumento da velocidade,pressão ou altura do fluído.
❖ Classificação
As bombas podem ser classificadas pela sua aplicação ou pela forma com
que a energia é cedida ao fluído. Normalmente, existe uma relação estreita entre
a aplicação e a característica da bomba que, por sua vez, está intimamente
ligada à forma de cessão de energia ao fluido.
Conforme a forma com que a energia é transferida ao fluido, se classificam
como turbo bombas e bombas de deslocamento positivo.
Turbo bombas: As turbo bombas são caracterizadas por possuírem um
componente rotativo denominado rotor, dotado de pás que, devido a sua
aceleração, exerce forças sobre o líquido. Essa aceleração não possui a mesma
direção e o mesmo sentido do movimento do líquido em contato com as pás. A
descarga gerada depende das características da bomba, do número de rotações e
das características do sistema de encanamentos ao qual estiver ligada.
A finalidade do rotor, também chamado impulsor ou impelidor, é comunicar
à massa líquida aceleração, para que adquira energia cinética e se realize
assim a transformação da energia mecânica de que está dotado. É, em
essência, um disco ou uma peça de formato cônico dotada de pás.
Características:
a) descarga praticamente livre de pulsações
Figura 2.31 – Bombas Radial, Axial, Diagonal e de Pistões, respectivamente.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 96
b) permite grandes vazões
a) ampla faixa de pressões e vazões
b) pressão de descarga é função da densidade do fluido.
Tipos Principais de turbobombas:
a) Bombas radiais ou centrífugas – sua característica
básica é trabalhar com pequenas vazões a grandes
alturas, com predominância de força centrífuga; são
as mais utilizadas atualmente;
É o tipo mais simples e mais empregado de turbo bombas. Nelas, a energia
fornecida ao líquido é primordialmente do tipo cinética, sendo posteriormente
convertida em grande parte em energia de pressão. A energia cinética pode ter
origem puramente centrífuga ou de arrasto, ou mesmo uma combinação das
duas, dependendo da forma do impelidor. A conversão de grande parte da
energia cinética em energia de pressão é
realizada fazendo com que o fluido que sai do
impelidor passe em um conduto de área
crescente.
As bombas deste tipo possuem pás
cilíndricas (simples curvatura), com geratrizes
paralelas ao eixo de rotação, sendo estas pás
fixadas a um disco e a uma coroa circular (rotor fechado) ou a um disco apenas
(rotor aberto, para bombas de água suja, na indústria de papel, etc.).
Aplicações Gerais:
Alimentação de caldeiras transporte de água a longa distância, sistemas de
prevenção e combate contra incêndio, abastecimento predial e Industrial.
b) Bombas axiais – As bombas axiais possuem um
rotor com aspecto de hélice de propulsão, dotada
de reduzido número de pás (2 a 8)e possuem
velocidade específica elevada. Sob uma forma

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 97
simples, diz-se que as bombas axiais ou de hélice se destinam a
elevar grandes descargas a pequenas alturas.
As pás podem ser fixas, fundidas com o núcleo de fixação ou a ele
soldadas, ou podem variar o passo, graças a um mecanismo localizado no interior
da ogiva onde as pás são adaptadas. Um sistema de
comando automático comunica as pás a inclinação
adequada à descarga, com a qual a bomba deve
funcionar. Evita-se assim, com a bomba de passo
regulável, que o rendimento sofra acentuadas
variações quando a descarga se afasta do valor
normal (de máximo rendimento), pois, no caso das pás fixas, variando a
descarga, o ângulo de incidência se altera e os filetes líquidos tendem ou a
descolar-se ou a chocar-se com as pás, o que reduz o rendimento das bombas.
As bombas axiais com pás de passo variável são conhecidas como bombas
Kaplan, por serem análogas às turbinas hidráulicas as quais levam o nome de seu
inventor, o engenheiro Vitor Kaplan. Em bombas menos aperfeiçoadas, as pás
podem ser apenas ajustadas num ângulo adequado ao funcionamento para as
condições desejadas.
O rotor é colocado no interior de um tubo com formato troncônico, e o
motor que aciona fica acima do tubo
Aplicações Gerais:
Empregada em sistemas de tratamento de água e esgoto de cidades e
grandes plantas industriais, que necessitam de vazão muito alta e baixa pressão.
c) Bombas diagonais ou de fluxo misto – caracterizam-se pelo recalque de
médias vazões a médias alturas, sendo
um tipo combinado das duas anteriores.
Aplicações Gerais:
Empregada em sistemas de alimentação de
combustível em motores de combustão interna.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 98
Bombas de deslocamento positivo: As Bombas de deslocamento positivo
impelem uma quantidade definida de fluido em cada golpe ou volta do positivo,
deslocando um volume de fluido proporcional a velocidade deste.
❖ Tipos Principais de Bombas de deslocamento positivo
a) Bombas Alternativas – Possui uma
câmara em cujo interior o movimento de
um órgão propulsor comunica energia
de pressão ao líquido, provocando o seu
escoamento. Proporciona,
então,condições para que se realize o
escoamento na tubulação de aspiração até a bomba, e na tubulação
de recalque até o ponto de utilização. A vazão é proporcional à
geometria da mesma e à sua velocidade.
Envolvem um movimento de vai-e-vem de um pistão num cilindro. Resulta
num escoamento intermitente. Para cada golpe do pistão, um volume fixo do
líquido é descarregado na bomba.
A taxa de fornecimento do líquido é função do volume varrido pelo pistão
no cilindro e o número de golpes do pistão por unidade do tempo. Imprimem as
pressões mais elevadas dentre as bombas.
Ex: Bombas pistão e êmbolo (alta pressão).
Aplicações Gerais:
Bombeamento de água de alimentação de caldeiras, óleos e de lamas;
b) Bombas Rotativas - dependem de um movimento de rotação e
proporcionam um escoamento contínuo.
O rotor da bomba provoca uma pressão reduzida no lado da entrada, o que
possibilita admissão do líquido à bomba, pelo efeito da pressão externa. À
medida que o elemento gira, o líquido fica retido entre os componentes do rotor e
a carcaça da bomba.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 99
Figura 2.32 Bomba de Engrenagens, Parafusos, Lóbulos, Palhetas e Peristáltica, respectivamente.
Características:
Provocam uma pressão reduzida na entrada (efeito da pressão
atmosférica), e com a rotação, o fluido escoa pela saída;
Como exemplo apresentamos a bomba de engrenagens. O líquido
bombeado é empurrado pelos dentes das engrenagens. Utilizada somente em
líquidos lubrificantes. A vazão é proporcional ao volume entre os dentes e à
velocidade das engrenagens. Uma das engrenagens é movimentada por um
motor.
Vazão do fluido:
• Função do tamanho da bomba e velocidade de rotação, ligeiramente
dependente da pressão de descarga;
• Fornecem vazões quase constantes;
• Eficientes para fluidos viscosos, graxas, melados e tintas;
• Operam em faixas moderadas de pressão;
• Capacidade pequena e média;
• Utilizadas para medir "volumes líquidos".

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 100
Variedades:
• Engrenagens: para óleos;
• Parafusos helicoidais: maiores pressões;
• Rotores lobulares: bastante usada para alimentos;
• Palhetas: fluidos pouco viscosos e lubrificantes;
• Peristáltica: para pequenas vazões, permite transporte asséptico.
TURBINAS E EJETORES
❖ Turbinas
As turbinas têm a finalidade de transformar um tipo de energia que a
natureza nos oferece em trabalho mecânico. Ela é, portanto, uma máquina de
fluxo motriz. Existem vários tipos de turbina, relacionadas com os tipos de fontes
de energia oferecidas pela natureza (vento, água, calor, etc).
Podem ser usadas para movimentar outro equipamento mecânico rotativo,
como uma bomba, compressor ou ventilador, ou podem ser usadas para a
geração de eletricidade, nesse caso são ligadas a um gerador. Também têm
aplicação na propulsão naval e aeronáutica.
Como as fontes oferecidas pela natureza são de tipos muito variados,
existem vários tipos de turbinas. A energia potencial da água, a energia
hidráulica, é transformada em trabalho mecânico pelas turbinas hidráulicas (ex.:
Francis, Propeller, Kaplan, Pelton....). A energia cinética do vento pode ser
transformada em trabalho mecânico por turbinas eólicas. A energia térmica, ou
seja, a energia dos combustíveis e a energia nuclear, pode ser utilizada através
das turbinas a vapor e dasturbinas a gás. Cada uma delas está explicada
separadamente abaixo.
Os principais tipos encontrados são:
a) Turbinas a Vapor
b) Turbinas a Gás
c) Turbinas Hidráulicas

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 101
Figura 2.33 - Turbinas a Vapor
d) Turbinas Aeronáuticas
e) Turbinas Eólicas
❖ Turbina a vapor
A turbina a vapor é o mais usado entre os diversos
tipos de acionadores primários existentes, com exceção do
motor elétrico. Uma turbina a vapor tem como objetivo
transformar a energia contida no fluxo contínuo de um
vapor que recebe em trabalho mecânico. O rendimento do
ciclo térmico a vapor, bastante satisfatório, melhora a
medida que aumentam a potência das máquinas e as
pressões e temperaturas de geração de vapor. É uma
máquina rotativa pura, isto é, a força acionadora é aplicada diretamente no
elemento rotativo da máquina. Os impulsos aplicados pelo vapor nas palhetas da
turbina são regulares, fazendo com que o torque aplicado no acoplamento da
turbina seja uniforme.
Entre as características mais importantes das turbinas a vapor, podemos
citar: facilidade de controle e a possibilidade de variação de velocidade, grande
confiabilidade operacional, facilidade de operação, manutenção simples e
econômica e vida útil longa. Os principais usos de uma turbina a vapor são:
acionamento de geradores elétricos em centrais termelétricas convencionais ou
nucleares e acionamento mecânico de outros equipamentos rotativos (bombas,
compressores, ventiladores).
Com relação ao seu funcionamento, a
transformação de energia do vapor em
trabalho é feita em duas etapas.
Inicialmente, a energia do vapor é
transformada em energia cinética. Isso
ocorre quando o vapor escoa através de
pequenos orifícios (Expansores), adquirindo

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 102
Figura 2.34 - Turbinas a Gás
grande velocidade. Na segunda etapa, essa energia cinética é transformada em
trabalho mecânico, o que pode ocorrer de duas maneiras: segundo o princípio da
ação ou segundo o princípio da reação. No princípio da ação (figura ao lado), o
vapor é completamente expandido em uma ou mais boquilhas fixas, antes de
atingir as pás do rotor; as velocidades de escoamento do vapor são muito altas.
No princípio da reação, o vapor realiza um trabalho de distensão durante sua
ação sobre as palhetas; nas turbinas de reação, a queda de pressão através de
cada conjunto de boquilhas é relativamente pequena e as velocidades
correspondentes são moderadas.
❖ Turbina a Gás
O termo turbina a gás é mais comumente
empregado em referência a um conjunto de três
equipamentos: compressor, câmara de combustão
e turbina propriamente dita.
Este conjunto opera em um ciclo aberto; o
fluido de trabalho (ar) é admitido na pressão
atmosférica e os gases de escape, após passarem pela turbina, são
descarregados de volta na atmosfera sem que retornem à admissão. A
denominação turbina a gás pode ser erroneamente associada ao combustível
utilizado. A palavra gás não se refere à queima de gases combustíveis, mas sim
ao fluido de trabalho da turbina, que é neste caso a mistura de gases resultante
da combustão. O combustível em si pode ser gasoso ou líquido.
❖ Turbinas hidráulicas
As turbinas hidráulicas são projetadas para
transformar a energia hidráulica de um fluxo de
água, em energia mecânica. Atualmente são mais
encontradas em usinas hidrelétricas, onde são
acopladas a um gerador elétrico, o qual é Figura 2.35 - Turbinas Hidráulicas
(Pelton)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 103
conectado à rede de energia.Também podem ser usadas para geração de energia
em pequena escala, para as comunidades isoladas.
❖ Turbinas aeronáuticas
São turbinas que têm como objetivo gerar
empuxo suficiente para acelerar um avião a uma
velocidade suficiente que a força de levantamento
sobre as asas, iguale ou supere o peso dele.
❖ Turbinas eólicas
São equipamentos que utilizam a energia eólica
para mover aero-geradores - grandes turbinas colocadas
em lugares de muito vento. Essas turbinas têm a forma
de um cata-vento ou um moinho. Esse movimento,
através de um gerador, produz energia elétrica. Precisam
agrupar-se em parques eólicos, necessários para que a
produção de energia se torne rentável, mas podem ser
usados isoladamente, para alimentar localidades remotas
e distantes da rede de transmissão.
❖ Evolução eólica
As turbinas eólicas vêm evoluindo dramaticamente ao longo das últimas
décadas, não apenas em tamanho, mas também em aerodinâmica, nos materiais
utilizados em sua construção e nas técnicas de fabricação.
Há 30 anos, uma turbina eólica típica tinha um rotor de 10 metros (cada pá
media 5 metros de comprimento) e eram capazes de gerar 30 kW.
A maior turbina do mundo terá um rotor de 154 metros (cada pá com 75
metros de comprimento) e deverá produzir 6 MW, uma capacidade 200 vezes
maior.
Figura 2.36 - Turbina Aeronáutica
Figura 2.37 - Turbinas Eólicas Flutuantes

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 104
❖ Ejetores
São equipamentos que operam a custa de um fluído
motriz, com o objetivo de succionar um outro fluído. São
utilizados em diversas operações, designando-se conforme a
combinação de fluídos.
Ejetores de jato de vapor - É utilizado vapor de água
como fluído motriz na aspiração de gases ou vapores.
Operam gerando vácuo, efetuando exaustão ou termo
compressão de vapor de água.
Designando-se por:
• Ejetores para vácuo: Efetuam vácuo individualmente ou em grupos
de até 7 estágios, caso em que se alcançam altos vácuos.
• Exustor: Tem capacidade para efetuar a exaustão de grandes
quantidades de gases com ligeiros vácuos ou simplesmente
depressão.
• Termocompressor: Ejetor cujo fluído succionado é um vapor de baixa
pressão. Através do vapor motriz de alta pressão, é comprimido por
termocompressão, resultando numa mistura a pressão intermediária,
realizando-se assim a termocompressão.
COMPRESSORES
Compressores são definidos como estruturas mecânicas industriais
destinadas, essencialmente, a elevar a pressão do ar (energia utilizável de gases)
de admissão acima da pressão atmosférica. A compressão de um gás pode ser
feita adiabaticamente ou com transferência de calor, dependendo da finalidade
para a qual o gás está sendo comprimido; se o mesmo vai ser usado em um
motor ou em um processo de combustão, a compressão adiabática é desejável a
fim de se obter a maior energia disponível no gás após o processo de
compressão. Em muitas aplicações, no entanto, o gás é armazenado em um
tanque para ser empregado posteriormente. Durante o processo de
Figura 2.38 - Ejetor a Vapor

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 105
armazenagem há perda de calor para a atmosfera e quando o gás for usado
estará praticamente à temperatura ambiente. Neste caso, a compressão com
transmissão de calor é mais vantajosa.
Aplicações Gerais:
Nas indústrias farmacêuticas, de alimentos e de petróleo.
Gases comprimidos armazenados à temperatura ambiente são empregados
para diversas finalidades.
Os exemplos mais comuns são o uso de ar comprimido em ferramentas
pneumáticas, para controle pneumático de máquinas ou processos, como veículo
de transporte de partículas sólidas (transporte pneumático), como propelente
para aplicação de tintas e vernizes, para limpeza industrial (puro ou em emulsão
com água e detergentes), etc.
Equipamento industrial concebido para aumentar a pressão de um fluido
em estado gasoso (ar, vapor de água, hidrogênio, etc.). Normalmente, conforme
a equação de Clapeyron (P.V=nRT) a compressão de um gás também provoca o
aumento de sua temperatura.
Os compressores podem ser classificados em dois tipos principais,
conforme seu princípio de operação: Compressores de deslocamento positivo (ou
Estáticos) e Compressores Dinâmicos (ou Turbo Compressores).
❖ Compressores de deslocamento positivo (ou Estáticos)
Estes são subdivididos ainda em Alternativos ou Rotativos.
a) Compressores alternativos a compressão do gás é feita em uma
câmara de volume variável por um pistão, ligado a um mecanismo
biela-manivela similar ao de um motor alternativo. Quando o pistão
no movimento ascendente comprime o gás a um valor determinado,
uma válvula se abre deixando o gás escapar, praticamente com
pressão constante. Ao final do movimento de ascensão, a válvula de

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 106
exaustão se fecha, e a de admissão se abre, preenchendo a câmara à
medida que o pistão se move.
Exemplo de Funcionamento: Compressor de Pistão
ou Alternativo,o compressor de pistões desloca um pistão
no interior de um cilindro através de uma biela e uma
cambota. Se apenas um lado do pistão é utilizado para a
compressão, é descrito como de ação simples. Se ambos
os lados do pistão, o superior e o inferior, são utilizados, é
de ação dupla. Produz ar comprimido por redução de
volume do volume.
A configuração de um compressor de pistões pode ir de um único cilindro
de baixa pressão/baixo volume a uma configuração de fases múltiplas com
capacidade de comprimir a uma pressão muito alta. Nestes compressores, a ar é
comprimido por fases, aumentando a pressão antes de passar para a fase
seguinte, para comprimir o ar a uma pressão ainda mais alta.
b) Compressores rotativos, um rotor é montado dentro de uma carcaça
com uma excentricidade (desnivelamento entre o centro do eixo do
rotor e da carcaça). No rotor são montadas palhetas móveis, de
modo que a rotação faz as palhetas se moverem para dentro e para
fora de suas ranhuras. O gás contido entre duas palhetas sucessivas
é comprimido à medida o volume entre elas diminui devido à rotação
e à excentricidade do rotor.
Exemplo de funcionamento: Compressor de
Parafuso,produz ar pelo deslocamento do ar, ou seja,
transforma energia de velocidade em pressão.
Compressores de rotativos Nos compressores rotativos,
os gases são comprimidos por elementos giratórios.
Outras das particularidades destes tipos de
compressores são, por exemplo, as menores perdas
mecânicas por atrito, pois dispensam um maior número de peças móveis, a
Figura 2.39 – Compressor Alternativo (Pistão)
Figura 2.40 - Compressores de Parafuso

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 107
menor contaminação de ar com óleo lubrificante, a ausência de reações variáveis
sobre as fundações que provocam vibrações, o fato de a compressão ser feita de
um modo continuo e não intermitente, como sucede nos alternativos e a ausência
de válvulas de admissão e de descarga que diminui as perdas melhorando o
rendimento volumétrico. Outro aspecto muito importante, para os diferentes
tipos, prende-se com a economia de energia, com os rendimentos volumétricos,
associados a fugas, e mecânico, associado a movimentos relativos entre as peças
que constituem a máquina, e com a manutenção dos mesmos. Compressores de
parafusos dois rotores em forma de parafusos que giram em sentido contrario,
mantendo entre si uma condição de engrenamento, conforme mostra a figura. A
conexão do compressor com o sistema se faz através das aberturas de sucção e
descarga, diametralmente opostas:
O gás penetra pela abertura de sucção e ocupa os intervalos entre os filetes
dos rotores. A partir do momento em que há o engrenamento de um
determinado filete, o gás nele contido fica encerrado entre o rotor e as paredes
da carcaça. A rotação faz então com que o ponto de engrenamento vá se
deslocando para frente, reduzindo o espaço disponível para o gás e provocando a
sua compressão. Finalmente, é alcançada a abertura de descarga, e o gás é
liberado. De acordo com o tipo de acesso ao seu interior, os compressores podem
ser classificados em herméticos, semi-herméticos ou abertos. A categoria dos
compressores de parafuso pode também ser subdividida em compressores de
parafuso duplo e simples. ( Os compressores de parafuso podem também ser
classificados de acordo com o número de estágios de compressão, com um ou
dois estágios de compressão). Compressor de parafuso simples consiste num
elemento cilíndrico com ranhuras helicoidais, acompanhado por duas rodas
planas dispostas lateralmente e girando em sentidos opostos. O parafuso gira
com uma certa folga dentro de uma carcaça composta de uma cavidade
cilíndrica. Esta contém duas cavidades laterais onde se alojam as rodas
planetárias. O parafuso é acionado pelo motor, e está encarregado de acionar as
duas rodas. O processo de compressão ocorre tanto na parte superior como na
inferior do compressor. Com isto consegue-se aliviar a carga radial sobre os
mancais, de modo a que a única carga que atua sobre os mesmos, além daquela

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 108
resultante do próprio peso, é atuante sobre os eixos das rodas planetárias,
resultante da pressão do gás nos dentes das mesmas durante o engrenamento.
❖ Compressores Dinâmicos ou Turbo Compressores
Estes são subdivididos ainda em centrífugos ou axiais.
Os compressores dinâmicos ou turbo compressores possuem dois órgãos
principais: impelidor e difusor. O impelidor é um órgão rotativo munido de pás
que transfere ao gás a energia recebida de um acionador. Essa transferência de
energia se faz em parte na forma cinética e em outra parte na forma de entalpia.
Posteriormente, o escoamento estabelecido no impelidor é recebido por um órgão
fixo denominado difusor, cuja função é promover a transformação da energia
cinética do gás em entalpia, com conseqüente ganho de pressão. Os
compressores dinâmicos efetuam o processo de compressão de maneira
contínua, e, portanto correspondem exatamente ao que se denomina, em
termodinâmica, um volume de controle.
a) Compressor Axial – a compressão é feita pela aceleração do ar
aspirado, ele se baseia na energia de movimento que é transformada
em energia de pressão. Os turbo compressores são destinados para o
funcionamento onde existe grande vazão.
b) Compressor Radial – o ar é impelido para as paredes da câmara e
posteriormente em direção ao eixo e daí no sentido radial para outra
câmara sucessivamente em direção à saída.
TORRES, VASOS, TANQUES E REATORES
❖ Torres
Também denominadas “colunas”, servem para realizar destilação, absorção
e retificação, extração, reações, etc.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 109
➢ Construção:
São formadas por um vaso de pressão vertical e por seus diversos
acessórios, denominados “internos”.
A altura e o diâmetro da torre são determinados em função do volume dos
líquidos e dos vapores.
As torres podem ser divididas em três seções distintas:
• Seção de topo;
• Seção intermediária
• Seção de fundo.
Seção de topo – Por onde saem os produtos leves (vapores e gases);
Seção intermediária – Por onde entra a carga e, conforme o caso onde são
retirados os produtos intermediários e os refluxos;
Seção de fundo – Por onde saem os produtos pesados.
Figura 2.41- Esquema de uma coluna de destilação

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 110
➢ Classificação quanto ao tipo e a descrição
Os tipos de torres são classificados pelos diferentes internos. Existem três
classes principais: torres recheadas e torres mistas ou combinadas.
Figura 2.45 - Torre de Pratos ou Bandejas
❖ Vasos de pressão
Vasos de pressão segundo a NR-13 são reservatórios projetados para
resistir com segurança a pressões internas diferentes da pressão atmosférica,ou
submetidos à pressão externa,cumprindo a função básica no processo no qual
estão inseridos;para efeitos desta NR,estão incluídos:
a) Permutadores de calor,evaporadores e similares;
Figura 2 .42 - Torre Recheada Figura 2.43 - Arranjos de Recheios
Figura 2.44 - Torre de Destilação

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 111
b) Vasos de pressão ou partes sujeitas a chama direta que não estejam
dentro do escopo de outras NR, nem dos itens 13.2.2 e 13.2.1, alínea
“a)” desta NR;
c) Vasos de pressão encamisados,incluindo refervedores e reatores;
d) Autoclaves e cladeiras de fluído térmico.
Os vasos de pressão podem conter líquidos, gases ou misturas destes.
Algumas aplicações são: armazenamento final ou intermediário, amortecimento
de pulsação, troca de calor, contenção de reações, filtração, destilação,
separação de fluidos, criogenia, etc.
A NR-13 aplica-se a vasos de pressão instalados em unidades industriais, e
outros estabelecimentos públicos ou privados, tais como: hotéis, hospitais,
restaurantes, etc.
O projeto e a construção de vasos de pressão envolvem uma série de
cuidados especiais e exige o conhecimento de normas e materiais adequados
para cada tipo de aplicação, pois as falhas em vasos de pressão podem acarretar
conseqüências catastróficas até mesmo com perda de vidas, sendo considerados
os Vasos de Pressão equipamentos de grande periculosidade. Os vasos de
pressão são também chamados de unidades de processo.
Denominam-se unidades de processo os equipamentos industriais nas quais
materiais sólidos,líquidos ou gasosos sofrem transformações físicas ou químicas,
ou as que se dedicam à armazenagem, manuseio ou distribuição de fluidos.
Dentre essas indústrias podemos citar as refinarias de petróleo, as
indústrias químicas e petroquímicas os vasos de pressão constituem um conjunto
importante de equipamentos que abrangem os mais variados usos. Grande parte
das indústrias alimentícias e farmacêuticas, aparte térmica das centrais
termelétricas, os terminais de armazenagem e de distribuição de produtos de
petróleo, bem como as instalações de processamento de petróleo e/ou de gás
natural, em terra ou no mar. Nas indústrias de processo existem três condições
específicas característica que tornam necessário um maior grau de confiabilidade
para os equipamentos, em comparação com o que é normalmente exigido para
as demais indústrias em geral.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 112
As indústrias de processo trabalham em
regime contínuo, dia e noite, durante muitos
meses a fio. Os equipamentos ficam, portanto,
submetidos a um regime severo de operação,
porque não há parada para manutenção e
inspeção. Os diversos equipamentos formam uma
cadeia contínua, através da qual circulam os
fluidos de processo, deste modo, a falha ou
paralisação de um único equipamento, por
qualquer motivo, obriga geralmente à paralisação de toda instalação. É evidente
que toda paralisação não programada de uma indústria resulta sempre em
vultuosos prejuízos e perda de produção e de lucros cessantes, vindo daí a
necessidade do máximo de segurança e confiabilidade de funcionamento desses
equipamentos. Nessas indústrias existem muitas vezes condições de grande
risco, devido ao manuseio de fluidos inflamáveis, tóxicos, explosivos, ou em
elevadas pressões ou temperaturas, condições para as quais qualquer falha pode
resultar em um acidente grave ou mesmo em um desastre de grandes
proporções. Os vasos de pressão constituem não só os equipamentos mais
importantes da maioria das indústrias de processo, como também são
geralmente os itens de maior tamanho, peso e custo unitário nessas indústrias,
representando em média 60% do custo total dos materiais e equipamentos de
uma unidade de processo. Esses mesmos equipamentos estão igualmente
presentes, como itens de maior importância, em muitas outras indústrias de
outros ramos. Manter esses equipamentos em precárias condições de
funcionamento ou em desconformidade com a legislação pode trazer inúmeros
problemas para a empresa e demais pessoas envolvidas. Os vasos podem ter
diferentes finalidaddes :
• Armazenamento final ou intermediário;
• Amortecimento de pulsação;
• Troca de calor;
• Contenção de reações;
Figura 2.46 - Acidente com vasos de pressão

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 113
Figura 2.47- Vaso de pressão horizontal Figura 2.48- Vaso de pressão vertical
• Filtração;
• Destilação;
• Separação de fluidos;
• Criogenia.
Podendo ser construidos de formas diferentes:
Horizontais – São usados como vasos de topo de torres em que temos
separação vapor - líquidos e vapor - líquido- líquido, como vasos de acumulação,
separadores líquido – líquido, vasos de carga e etc.
Verticais – São usados para separação vapor – líquidos na sucção de
compressores, vasos de coleta, vasos de condensado, etc.
Tanques
São utilizados para armazenar diversos tipos de produtos envolvidos na
produção em uma unidade de processo da pressão atmosférica até baixas
pressões.
Segundo á NR-13 será reconhecido como tanque todo aquele reservatório
que não se adequar a norma.
Os tanques podem ser separados de acodo com sua função.Os principais
tipos de tanques existentes são:
• Tanques de armazenamento - Estoque de matérias primas e produtos
acabados à pressão atmosférica.
• Tanque de recebimento – estoque de produtos intermediários.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 114
• Tanque de resíduo – armazena produtos fora de especificações ou
provenientes de operações indevidas, aguardando reprocessamento.
• Tanques de mistura – usados para obtenção de misturas de produtos,
ou produtos e aditivos, visando ao acerto de especificação.
Sua instalação também pode receber classificação diferenciada.Classificação quanto
à instalação:
Tanques Aéreos e Subterrâneos - fabricados em chapa de aço carbono
laminado a quente, sem revestimento interno para evitar impurezas, visor para
controle de nível do combustível, para instalação subterrânea o revestimento é
feito com alcatrão de ulha (impermeabilizante).
Os tanques podem ser classificados quanto ao fundo, ao costado e ao teto.
Classificação quanto ao tipo de fundo:
• Plano
• Curvo;
• Esferoidal;
• Cônico;
• Cônico invertido;
• Inclinado.
Classificação quanto ao tipo de costado:
• Cilíndrico
• Esferoidal
Classificação quanto ao tipo de teto:
Figura 2.49- Tanques Aéreos e Subterrâneos, respectivamente

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 115
Teto Fixo - Normalmente possuem uma estrutura de sustentação do teto
que varia em função do seu tamanho. Tipos: cônico, curvo, esferoidal e semi-
esferoidal.
Teto Flutuante - O teto flutua sobre o produto armazenado, evitando a
formação de espaços de vapor, normalmente de produtos com frações leves
(naftas, gasolina, etc.).
Principais acessórios:
• Respiro;
• Válvula de pressão e vácuo;
• Agitador;
• Sistema de aquecimento;
• Isolamento térmico;
• Sistema de medição;
• Diques.
❖ Reatores
Um reator é um dispositivo utilizado para conter reações químicas e mantê-
las controladas. As reações ocorrem no interior do reator, em condições que
podem ser monitoradas e controladas para a máxima segurança e eficiência do
equipamento. Estes tipos de reatores são utilizados na produção de produtos
químicos, tais como componentes de compostos farmacêuticos, e podem operar
em vários modos diferentes. Uma série de empresas da do setor
Figura 2.50- Tanque com Teto Flutuante Externo
Figura 2.51 - Tanque com Teto Flutuante Interno

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 116
científico produzem diversos modelos de reatores químicos e acessórios, tais
como componentes de reposição para equipamentos danificados.
Os reatores químicos podem ser concebidos tanto como tanques ou
tubulações, dependendo das necessidades, sendo projetados em variados
tamanhos e capacidades de operação. Os projetos de reatores químicos de
bancada de pequeno porte são destinados ao uso em laboratórios, por exemplo,
enquanto os tanques grandes podem ser aproveitados para fabricação de
substâncias químicas em escala industrial. O projeto também inclui uma
variedade de características que servem para controlar as condições no interior
do reator.
Com um reator químico de lote, os componentes da reação são adicionados
ao reator, onde é permitido gerar uma reação controlada. Quando a reação
terminar, o lote pode ser retirado do reator com o intuito de que ele possa
continuar o processamento em outro lote. Este tipo de reator funciona melhor
quando ele é destinado à produção de produtos químicos em pequena escala,
como, por exemplo, no caso de compostos para a pesquisa farmacêutica.
Os reatores químicos contínuos, como o nome já diz, operam
continuamente, enquanto os materiais necessários para a reação são fornecidos e
alimentam o reator. Estes tipos de reatores industriais são empregados na
criação de uma fonte constante de um produto químico necessário. Os modelos
de reatores contínuos servem na fabricação de produtos químicos industriais,
quando há a necessidade de um produto químico muito consistente. Estes
reatores são periodicamente desligados para manutenção, contudo, quando é
necessário seu desligamento temporário por algum outro motivo,
o equipamento deve ser reiniciado com cuidado para que sua funcionalidade não
seja prejudicada.
Estes dispositivos são projetados por engenheiros químicos, muitas vezes
com a ajuda de engenheiros mecânicos, que estão familiarizados com as
necessidades dos reatores químicos e com as diversas maneiras pelas quais eles
podem ser usados. Para aplicações especiais, um engenheiro pode projetar um
reator de modo personalizado, construído especificamente para alguma tarefa.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 117
Nesse caso, o engenheiro também precisa estar envolvido na concepção do
espaço onde o reator será utilizado, para garantir a sua conformidade com as
diretrizes de segurança e confirmar se o espaço foi adequadamente projetado
para acomodar o reator químico.
FORNOS
Equipamentos que podem fechar-se e
conservar calor em altas temperaturas, para
assar, secar materiais como barro ou vidro, ou
para a transformação de minérios ou metais em
alto-fornos de indústrias e manufaturas.
A função principal do forno qualquer que
seja o trabalho executado, é transferir ao material
o calor gerado pela combustão, com a máxima eficiência, uniformidade e
segurança.
O intercâmbio térmico no forno deve-se produzir mediante procedimentos
como transferência de calor, empregado isoladamente ou em combinação com
outros. Independentemente de como a transmissão de calor seja feita, os fornos
se classificam segundo a função que desempenham. Dada a enorme diferença de
potência térmica entre os altos-fornos e os pequenos fornos domésticos, são
determinantes as distinções entre suas especificações térmicas.
CALDEIRAS
Caldeira é um recipiente metálico cuja função é, entre muitas, a produção
de vapor através do aquecimento da água. As caldeiras em geral são empregadas
para alimentar máquinas térmicas, autoclaves para esterilização de materiais
diversos, cozimento de alimentos através do vapor, ou calefação ambiental.
Segundo a NR 13 as caldeiras a vapor são equipamentos destinados a
produzir e acumular vapor sob pressão superior à atmosférica, utilizando
Figura 2.52 - Exemplo de Fornos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 118
qualquer fonte de energia, projetados conforme códigos pertinentes, excetuando-
se refervedores e similares.
Segundo industria de fabricação poderemos ter vários tipos de contrução as
mais conhecidas são as seguintes:
Caldeiras Flamotubulares - As caldeiras de tubos de fogo ou tubos de
fumaça, flamotubulares ou ainda gás-tubulares são aquelas em que os gases
provenientes da combustão (gases quentes e/ou gases de exaustão) atravessam
a caldeira pelo interior de tubos que se encontram circundado por água, cedendo
calor para a mesma.
Caldeiras Aquatubulares - As caldeiras de tubos de água, são aquelas em
que a água atravessa a caldeira pelo interior de tubos que se encontram
circundado por gases provenientes da combustão (gases quentes), recebendo
calor para dos gases.
Caldeiras Verticais - Os tubos são colocados verticalmente num corpo
cilíndrico, fechado nas extremidades por placas chamadas espelhos. A fornalha
interna fica no corpo cilíndrico, logo abaixo do espelho inferior. Os gases de
combustão sobem através de tubos, aquecendo e vaporizando a água que se
encontra externamente aos mesmos. As fornalhas externas são utilizadas
principalmente para combustíveis de baixo teor calorífico. Podem ser de fornalha
interna ou externa.
Caldeiras Horizontais - Esse tipo de caldeira abrange várias modalidades,
desde as caldeiras cornuálias e lancaster, de grande volume de água, até as
modernas unidades compactas. As principais caldeiras horizontais apresentam
tubulações internas, por onde passam os gases quentes. Podem ter de 1 a 4
tubos de fornalha. As de 3 e 4 fornalhas são usadas na marinha (caldeiras
escocesas).
Caldeiras Cornuálias - Fundamentalmente consiste de 2 cilindros
horizontais unidos por placas planas. Seu funcionamento é bastante simples,
apresentando, porém, baixo rendimento. Para uma superfície de aquecimento de
100 m² já apresenta grandes dimensões, o que provoca limitação quanto à
pressão; via de regra, a pressão não deve ir além de 10 kg/cm².

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 119
Caldeiras Lancaster - É constituída por duas (às vezes 3 ou 4) tubulações
internas, alcançando superfície de aquecimento de 120 a 140 metros quadrados.
Atingem até 18 kg de vapor por metro quadrado de superfície de aquecimento.
Este tipo de caldeira está sendo substituída gradativamente pelas mais
atualizadas.
Caldeiras multitubulares de fornalha interna - Como o próprio nome indica
possui vários tubos de fumaça. Podem ser de três tipos: Tubos de fogo diretos,
os gases percorrem o corpo da caldeira uma única vez, tubos de fogo diretos e de
retorno, os gases quentes circulam pelos tubos diretos e voltam pelos de retorno
e como o próprio nome indica possui vários tubos de fumaça.
Caldeiras a vapor - A água passa por um recipiente (caldeira) que é
esquentado, transformando-se em vapor. Foi projetada em 1708 (sec. XVIII), por
Thomas Newcomen, a fim de retirar a água depositada no interior das minas de
carvão, permitindo a mineração do carvão. Foi projetada no período da Revolução
Industrial.
❖ Acidente com caldeira
Motivos: Falha na supervisão, não seguir procedimentos padrões, operador
sem treinamento, falta de manutenção e inspeção, etc.
❖ Principais tipos de caldeira
• Caldeiras flamotubulares ou fogotubulares
• Caldeiras aquatubulares.
➢ Caldeiras Flamotubulares ou Fogotubulares
Constituída de um corpo cilíndrico contendo em seu interior um tubo central
de fogo e tubos de menor diâmetro de gases, dispostos em duas ou mais
passagens.
Figura 2.53 - Acidente devido à explosão de Caldeira

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 120
Figura 2.54 – Fabricação do corpo da caldeira, Espelho, Fornalha e Feixes Tubular, respectivamente.
Vantagens:
• Construção mais simples;
• Baixo custo de aquisição;
• Atendem bem a aumentos instantâneos de demanda.
Desvantagens:
• Baixo rendimento térmico;
• Limitação de pressão de operação (max 20 kgf/cm²);
• Capacidade de produção limitada.
Partes Principais:
• Corpo;
• Espelhos;
• Fornalha;
• Feixe tubular;
• Caixa de fumaça.
Corpo:
Construído a partir de chapas de aço carbono calandradas e soldadas.
Define a capacidade de produção de vapor e a pressão de trabalho da
caldeira.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 121
Espelhos:
Constituem em duas chapas planas soldadas nas extremidades do corpo.
Possui furações para passagem dos tubos, que são fixados por solda.
Fornalha:
Volume que mantém a chama numa temperatura elevada com duração
suficiente para que o combustível queime totalmente antes de alcançar os feixes
tubulares.
Feixe Tubular:
Tubos que ligam o espelho frontal com o posterior. É responsável por
transferir o calor dos gases quentes para a água.
Caixa de fumaça:
É a saída da fornalha. Pode ser revestida de refratários (“dry back”) ou
constituída de paredes metálicas (“wet back”). É o local onde os gases da
combustão fazem a reversão do trajeto, passando pelo feixe tubular.
➢ Caldeiras Aquatubulares
São caldeiras em que a água circula por dentro de uma tubulação,
enquanto os gases quentes circulam por fora desta tubulação.
Vantagens:
• Maior rendimento térmico;
• Maior capacidade de geração de vapor;
• Possibilidade de trabalhar com pressões mais elevadas.
Desvantagens:
• Maior custo;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 122
• Dificuldade de manutenção.
Partes Principais:
• Tubulão superior;
• Tubulão Inferior;
• Feixe tubular.
Tubulão Superior:
É o elemento da caldeira onde é injetada a água de alimentação e de onde
é retirado o vapor.
O tubulão de vapor é construído com chapa de aço carbono de alta
qualidade.
Tubulão Inferior:
O tubulão inferior, ou tambor de lama, também é construído em chapas de
aço carbono.
No tubulão inferior estão instaladas tomadas para purga ou descarga de
fundo, utilizadas para remover lama e resíduos sólidos.
Feixe tubular:
É um conjunto de tubos que faz a ligação entre os tubulões da caldeira.
Pelo interior destes tubos circulam água e vapor. Os tubos podem ser retos ou
curvos.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 123
ELETRICIDADE
INTRODUÇÃO À ELETRICIDADE: CONSTITUIÇÃO DA MATÉRIA
Matéria é tudo aquilo que possui massa e ocupa lugar no espaço. A matéria
é constituida de moléculas que, por sua vez, são formadas de átomos.O átomo é
constituido de um núcleo e eletrosfera,onde encontramos os:
• Elétrons ( - )
• Prótons ( + )
• Nêutros
Portanto, o átomo é formado por:
Elétrons: é a menor particula encontrada na natureza, com carga
negativa.Os elétrons estão sempre em movimento em suas órbitas ao redor do
núcleo.
Proton: é a menor partícula encontrada na natureza, com carga
positiva.Situa-se no nucleo do átomo.
Nêutron: são partículas eletricamente neutras,ficando tambem situadas no
núcleo do atomo, juntamente com os prótons.
Eletricidade é o fluxo de elétrons de átomo para átomo em um condutor.
Para entende-la podemos.Falar de um elemento simples como o hidrogênio,onde
podemos ver na figura 7.2 que ele tem um único elétron em órbita ao redor do
núcleo,com um próton.
- Figur 3.3 - Estrutura de um átomo de cobre
Figura 3.2 - Átomo
Figur 3.2 - Estrutura de um átomo simples

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 124
Cada elemento tem sua própria estrutura atômica, porem cada átomo de
um mesmo elemento tem igual numero de prótrons e elétrons.
Em exemplo o elemento cobre é muito empregado em sistemas elétricos,
porque é um bom condutor de eletricida. Podemos chegar nessa conclusão se
verificarmos sua estrutura molecular,observamos que o átomo de cobre contém
29 prótons e 29 elétrons. E estão distribuídos em quatro camadas ou anéis.
Deve-se notar,porém, que existe apenas um elétron na última camada.
Esse é o segredo de um bom condutor de eletricidade.
Elementos cujos átomos tem menos de quatro elétrons em seus respectivas
camadas exteriores são geralmente denominados “bons condutores”.
Elementos cujos átomos tem mais de quatro elétrons em seus respectivas
camadas exteriores são geralmente denominados “maus condutores”. São, por
isso, chamados de isolantes.
Poucos elétrons na camada exterior de condutores são mais facilmente
desalojados de suas órbitas por uma baixa voltagem,para criar um fluxo de
corrente de átomo para átomo.
Concluindo podemos dizer que eletricidade é o fenômeno físico associado a
cargas elétricas estáticas ou em movimento. Onde o átomo é eletricamente
neutro, o número de prótons é igual ao número de elétrons, porém, os elétrons
têm grande poder de se libertar dos átomos e eletrizar outras substâncias.
❖ Corrente elétrica
Como citado anteriormente sabemos que num átomo existe várias órbitas
ou camadas. Os elétrons mais próximos do núcleo tem maior dificuldade de se
despreder de sua órbita,devido a atração exercida pelo núcleo,assim os
chamados elétrons presos.
Os elétrons mais distantes do núcleo ( os da última camada) tem maior
facilidade de se despredenrem de suas órbitas porque a atração exercida pelo
núcleo é pequena,assim recebem o nome de elétrons livres.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 125
Portanto, os elétrons livres se deslocam de um átomo para outro de forma
desordenada,nos materias condutores.
Considerando-se que nos terminais do material abaixo ilustrado temos de
um lado o pólo positivo e do outro o pólo negativo,o movimento dos elétrons
toma um determinado sentido,da seguinte maneira:
Os elétrons (-) são atrídos pelo pólo positivo e repelidos pelo
negativo.Assim os elétrons livres passam a ter um movimento ordenado (todos
para a mesma direção). A este movimento ordenado de elétrons damos o nome
de CORRENTE ELÉTRICA.
Esse fluxo ou corrente de elétrons continuará, enquanto as cargas positivas
e negativas forem mantidas nos extremos do fio (carga de sinal contrário
atraindo-se). Isso é o fenômeno da eletricidade atuando, de onde se conclui:
eletricidade é o fluxo de elétrons de átomo para átomo em um condutor.
A corrente elétrica fornecida a um circuto pode ser contínua (C.C) ou
alternada (C.A.),sendo que neste último caso ela ainda poderá ser monofásica (1
fase) ou trifásica (3 fases).
Corrente contínua (CC ou DC do inglês direct current) é o fluxo ordenado
de elétrons sempre numa direção. Esse tipo de corrente é gerado por baterias de
automóveis ou de motos (6, 12 ou 24V), pequenas baterias (geralmente de 9V),
pilhas (1,2V e 1,5V), dínamos, células solares e fontes de alimentação de várias
tecnologias, que retificam a corrente alternada para produzir corrente contínua.
Normalmente é utilizada para alimentar aparelhos eletrônicos (entre 1,2V e 24V)
e os circuitos digitais de equipamento de informática (computadores, modems,
hubs, etc.).
Este tipo de circuito possui um pólo negativo e outro positivo, cuja
intensidade é mantida. Mais corretamente, a intensidade cresce no início até um

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 126
ponto máximo, mantendo-se contínua, ou seja, sem se alterar. Quando
desligada, diminui até zero e extingue-se.
Figura 3.4 - Gráfico da Corrente Contínua
Corrente alternada (CA ou AC - do inglês alternating current), é uma
corrente elétrica cujo sentido varia no tempo, ao contrário da corrente contínua
cujo sentido permanece constante ao longo do tempo. A forma de onda usual em
um circuito de potência CA é senoidal por ser a forma de transmissão de energia
mais eficiente. Entretanto, em certas aplicações, diferentes formas de ondas são
utilizadas, tais como triangular ou ondas quadradas. Enquanto a fonte de
corrente contínua é constituída pelos pólos positivo e negativo, a de corrente
alternada é composta por fases (e, muitas vezes, pelo fio neutro).
Figur 3.5 - Gráfico da Corrente Alternada

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 127
❖ Tensão
Vimos anteriormente que a corrente elétrica é o
movimento ordenado de elétrons num fio condutor.
Entretando para que haja este movimento é
necessário que alguma força,ou pressão, apareça nos
terminais deste condutor. De um lado, o terminal do condutor está ligado ao
potencial positivo e do outro lado ao potencial negativo.Dessa forma é possível
existir uma diferença de potencial aplicada aos terminais do fio, um fluxo de
elétrons se movimentará pelo mesmo.A força que empurra os elétrons chamamos
de tensão elétrica ou diferença de potencial.
Lembrando:
Tensão elétrica é a força exercida sobre os elétrons para que estes
movimentem. O movimento dos elétrons através de um condutor é o que
chamamos de corrente elétrica. Para que exista corrente elétrica é necessário
que haja diferença de potencial elético. Os elétrons são “empurrados” do
potencial negativo para o potencial positivo. A tensão é também chamada de
diferença de potencial (d.d.p.) ou voltagem.
Sua unidade de medida é o volt - em homenagem ao físico italiano
Alessandro Volta - ou em joules por Coulomb. A diferença de potencial é igual ao
trabalho que deve ser feito, por unidade de carga contra um campo elétrico para
se movimentar uma carga qualquer. Uma diferença de potencial pode representar
tanto uma fonte de energia (força eletromotriz), quanto pode representar energia
"perdida" ou armazenada (queda de tensão).
Um voltímetro pode ser utilizado para se medir a DDP entre dois pontos em
um sistema, sendo que usualmente um ponto referencial comum é a terra. A
tensão elétrica pode ser causada por campos elétricos estáticos, por uma
corrente elétrica sob a ação de um campo magnético, por campo magnético
variante ou uma combinação de todos os três.
Por analogia, a tensão elétrica seria a "força" responsável pela
movimentação de elétrons. O potencial elétrico mede a força que uma carga
elétrica experimenta no seio de um campo elétrico, expressa pela lei de Coulomb.
Figura 3.6 - Tensão definida como “força” que empurra os elétrons
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 128
Portanto a tensão é a tendência que uma carga tem de ir de um ponto para o
outro. Normalmente, toma-se um ponto que se considera de tensão igual a zero
e mede-se a tensão do resto dos pontos relativamente a este.
❖ Curto-circuito
Curto-circuito é a passagem de corrente elétrica acima do normal em um
circuito devido à redução abrupta da impedância do mesmo. Normalmente o
curto-circuito provoca danos tanto no circuito elétrico em que ocorre como no
elemento que causou a redução de impedância.
Um exemplo de curto-circuito, que acidentalmente é comum em
residências, ocorre quando se coloca as extremidades de um fio metálico nos
orifícios de uma tomada.
Figura 3.8 - Consequências do curto-circuito
Geralmente os curto-circuitos provocam reações violentas devido à
dissipação instantânea de energia, tais como: explosões, calor e faíscas. É uma
das principais causas de incêndios em instalações elétricas mal conservadas ou
com erros de dimensionamento.
Figura 3.7 - Exemplo de curto-circuito

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 129
❖ Arco Elétrico
Um arco elétrico é resultante de uma ruptura dielétrica de um gás a qual
produz uma descarga de plasma, similar a uma fagulha instantânea, resultante
de um fluxo de corrente em meio normalmente isolante tal como o ar. Um termo
arcaico para ele é arco voltaico como usado na expressão lâmpada de arco
voltaico.
O arco ocorre em um espaço preenchido de gás entre dois eletrodos
condutivos (freqüentemente feitos de carbono) e isto resulta em uma
temperatura muito alta, capaz de fundir ou vaporizar virtualmente qualquer
coisa.
Em uma visão comercial, arcos elétricos são usados para soldagem, corte a
plasma, e como uma lâmpada de arco voltaico em projetores de filme e
holofotes. Fornos a arco elétrico são usados para produzir aço e outras
substâncias. O Carbureto de cálcio é feito desta forma por requerer um grande
aporte de energia para promover uma reação endotérmica (a uma temperatura
de 2500 °C).
Arcos elétricos de baixa pressão são usados para iluminação, por exemplo,
na forma de lâmpadas fluorescente, lâmpadas de vapor mercúrio e sódio,
lâmpadas de câmera de flash, monitores de plasma e letreiros de néon.
Arcos elétricos indesejáveis podem levar a deterioração de sistemas
transmissão de energia elétrica e equipamentos eletrônicos.
Exemplos:
• O raio é um arco elétrico de grandes dimensões que permite a
liberação de cargas elétricas entre as nuvens ou entre as nuvens e a
terra;
Figura 3.9 - Exemplos de curto circuito em redes de distribuição

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 130
• A soldagem a arco elétrico produz uma
grande quantidade de calor bem localizada,
o que provoca a fusão dos materiais;
• O forno a arco utilizado na metalurgia para a
fusão de metais;
• Arco elétrico provocado por curto-circuito em
equipamentos elétricos devido a acúmulo de sujeira, cavacos, água,
presença de insetos ou outros animais;
A norma IEC 61641 regulamenta painéis de baixa tensão à prova de arco
interno e contempla critérios para segurança pessoal e estrutural com os
comportamentos adequados quando da ocorrência de arcos elétricos.
❖ Resistência
Resistência elétrica é a capacidade de um corpo qualquer se opor à
passagem de corrente elétrica mesmo quando existe uma diferença de potencial
aplicada. Seu cálculo é dado pela Primeira Lei de Ohm, e, segundo o Sistema
Internacional de Unidades (SI), é medida em ohms.
Figura 3.12 - Filamento de Tungstênio atuando como resistência
Figura 3.10 - Raios
Figura 3.11 - Arco elétrico produzido no processo de soldagem, forno a arco elétrico e arco produzido por curto-circuito, respectivamente.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 131
Quando uma corrente elétrica é estabelecida em um condutor metálico, um
número muito elevado de elétrons livres passa a se deslocar nesse condutor.
Nesse movimento, os elétrons colidem entre si e também contra os átomos que
constituem o metal. Portanto, os elétrons encontram uma certa dificuldade para
se deslocar, isto é, existe uma resistência à passagem da corrente no condutor.
Para medir essa resistência, os cientistas definiram uma grandeza que
denominaram resistividade elétrica.
Figura 3.13 - Circuito elétrico. (Detalhe da resistência)
Os fatores que influenciam na resistividade de um material são:
• A resistividade de um condutor é tanto maior quanto maior for seu
comprimento.
• A resistividade de um condutor é tanto maior quanto menor for a
área de sua seção transversal, isto é, quanto mais fino for o
condutor.
• A resistividade de um condutor depende do material de que ele é
feito.
• A resistividade de um condutor depende da temperatura na qual ele
se encontra.
❖ Efeito Joule
Um condutor metálico, ao ser percorrido por uma corrente elétrica, se
aquece. Num ferro de passar roupa, num secador de cabelos ou numa estufa
elétrica, o calor é produzido pela corrente que atravessa um fio metálico. Esse
fenômeno, chamado efeito Joule, deve-se aos choques dos elétrons contra os

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 132
átomos do condutor. Em decorrência
desses choques dos elétrons contra os
átomos do retículo cristalino, a energia
cinética média de oscilação de todos os
átomos aumenta. Isso se manifesta
como um aumento da temperatura do
condutor. O efeito Joule é a
transformação de energia elétrica em
energia térmica.
Pode-se fazer uma simples demonstração do Efeito Joule utilizando para
isto, três pilhas grandes, um pouco de palha de aço e dois fios flexíveis.
Coloque as três pilhas em série e conecte uma extremidade de cada fio nas
extremidades da série de pilhas. Coloque a palha de aço em um local onde não
possa ocorrer a propagação de chamas (em algum piso não inflamável). Encoste
as duas extremidades dos fios na palha de aço, fechando o circuito e
estabelecendo a passagem da corrente elétrica. Esta corrente elétrica aquece os
fios de palha por Efeito Joule e, por serem muito finos, tornam-se incandescentes
e pegam fogo.
❖ Potência elétrica
Quando ligamos um aparelho em uma máquina elétrica a uma fonte de
eletricidade,produz-se certa quantidade de “trabalho”, às custas da energia
elétrica que se transforma.
Em exemplo, o motor de um ventilador transforma energia elétrica em
energia mecânica,provocando um giro da hélice e conseguentemente forçada do
ar. O aquecimento da resistência de um equipamento de aquecimento,verifica-se
a transformação de energia elétrica em energia térmica(calor).
Potência elétrica é a rapidez com que se faz trabalho. Podemos
considerar,para facilitar o entendimento,como capacidade de produzir trabalho
que uma carga possui.
Figura 3.14 - O Efeito Joule pode ser visualizado na palha de aço

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 133
A potência de uma carga depende de outras grandezas,que são R(
resistência) e V (tensão aplicada). Uma vez aplicada uma tensão à resistência,
teremos a corrente I.
Assim podemos dizer que a potência também depende da corrente.Temos:
𝑃 = 𝑅. 𝐼2 e 𝑃 = 𝑉. 𝐼
Nos prenderemos mais à segunda equação P = V.I
Onde a unidade de medida de tensão é volts e a unidade de medida de
corrente ampères.
Com isso temos a unidade de da potência elétrica o Watts.
❖ Lei de Ohm
A Lei de Ohm, assim designada em homenagem ao seu formulador Georg
Simon Ohm, indica que a diferença de potencial (V) entre dois pontos de um
condutor é proporcional à corrente elétrica (I).
Quando essa lei é verdadeira num determinado resistor, este denomina-se
resistor ôhmico ou linear. A resistência de um dispositivo condutor é dada pela
fórmula:
𝑅 =𝑉
𝐼
Onde:
• V é a diferença de potencial elétrico (ou tensão, ou ddp) medida em
Volts;
• R é a resistência elétrica do circuito medida em Ohms;
• I é a intensidade da corrente elétrica medida em Ámperes.
V não depende da natureza de tal: ela é válida para todos os resistores.
Entretanto, quando um dispositivo condutor obedece à Lei de Ohm, a diferença
de potencial é proporcional à corrente elétrica aplicada, isto é, a resistência é
independente da diferença de potencial ou da corrente selecionada.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 134
Diz-se, em nível atômico, que um material (que constitui os dispositivos
condutores) obedece à Lei de Ohm quando sua resistividade é independente do
campo elétrico aplicado ou da densidade de corrente escolhida.
Um exemplo de componente eletrônico que não possui uma resistência
linear é o diodo, que, portanto não obedece à Lei de Ohm.
Conhecendo-se duas das grandezas envolvidas na Lei de Ohm, é fácil
calcular a terceira:
𝐼 =𝑉
𝑅
A potência P, em Watts, dissipada num resistor, na presunção de que os
sentidos da corrente e da tensão são aqueles assinalados na figura, é dada por:
𝑃 = 𝑉𝐼
Logo, a tensão ou a corrente podem ser calculadas a partir de uma
potência conhecida:
𝐼 =𝑃
𝑉 𝑉 =
𝑃
𝐼
Outras relações, envolvendo resistência e potência, são obtidas por
substituição algébrica:
𝑃 = 𝐼2 𝑅 𝑃 =𝑉2
𝑅
𝑉 = √𝑃𝑅 𝐼 = √𝑃
𝑅
Resumindo...

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 135
Figura 3.15 - Lei de Ohm
❖ Eletromagnetismo
No estudo da Física, o eletromagnetismo é o nome da teoria unificada
desenvolvida por James Maxwell para explicar a relação entre a eletricidade e o
magnetismo. Esta teoria baseia-se no conceito de campo eletromagnético.
O campo magnético é resultado do movimento de cargas elétricas, ou seja,
é resultado de corrente elétrica. O campo magnético pode resultar em uma força
eletromagnética quando associada a ímãs.
A variação do fluxo magnético resulta em um campo elétrico (fenômeno
conhecido por indução eletromagnética, mecanismo utilizado em geradores
elétricos, motores e transformadores de tensão). Semelhantemente, a variação
de um campo elétrico gera um campo magnético. Devido a essa interdependência
entre campo elétrico e campo magnético, faz sentido falar em uma única
entidade chamada campo eletromagnético.
Figura 3.16 - Linhas de Campo em um condutor
❖ A força eletromagnética
A força que um campo eletromagnético exerce sobre cargas elétricas,
chamada força eletromagnética, é uma das quatro forças fundamentais. As

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 136
outras são: a força nuclear forte (que mantém o núcleo atômico coeso), a força
nuclear fraca (que causa certas formas de decaimento radioativo), e a força
gravitacional. Quaisquer outras forças provêm necessariamente dessas quatro
forças fundamentais.
A força eletromagnética tem a ver com praticamente todos os fenômenos
físicos que se encontram no cotidiano, com exceção da gravidade. Isso porque as
interações entre os átomos são regidas pelo eletromagnetismo, já que são
compostos por prótons e elétrons, ou seja, por cargas elétricas. Do mesmo modo
as forças eletromagnéticas interferem nas relações intermoleculares, ou seja,
entre nós e quaisquer outros objetos. Assim podem-se incluir fenômenos
químicos e biológicos como consequência do eletromagnetismo.
❖ Eletroímã
O eletroímã é um dispositivo que utiliza corrente elétrica para gerar um
campo magnético, semelhantes àqueles encontrados nos ímãs naturais. É
geralmente construído aplicando-se um fio elétrico espiralado ao redor de um
núcleo de ferro, aço, níquel ou cobalto ou algum material ferromagnético.
Figura 3.17 - Funcionamento de um eletroímã
Quando o fio é submetido a uma tensão, o mesmo é percorrido por uma
corrente elétrica, o que gerará um campo magnético na área a este aspecto,
espira através da Lei de Biot-Savart. A intensidade do campo e a distância que
ele atingirá a partir do eletroímã dependerão da intensidade da corrente aplicada
e do número de voltas da espira.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 137
A passagem de corrente elétrica por um condutor produz campos
magnéticos nas suas imediações e estabelece um fluxo magnético no material
ferromagnético envolto pelas espiras do condutor. A razão entre a intensidade do
fluxo magnético concatenado pelas espiras e a corrente que produziu esse fluxo é
a indutância.
O pedaço de ferro apresenta as características de um ímã permanente,
enquanto a corrente for mantida circulando, e o campo magnético pode ser
constante ou variável no tempo dependendo da corrente utilizada (contínua ou
alternada). Ao se interromper a passagem da corrente o envolto pelas espiras
pode tanto manter as características magnéticas ou não, dependendo das
propriedades do mesmo.
❖ Válvulas solenóides
A válvula solenóide é uma válvula operada eletromecanicamente. A válvula
é controlada por uma corrente elétrica através de uma solenóide: no caso de
uma válvula de duas vias o fluxo é estabelecido ou bloqueado; no caso de uma
válvula de três vias, a saída é comutada entre as duas vias de saída. Múltiplas
válvulas solenóides podem ser colocadas juntas em uma tubulação.
Figura 3.18 - Exemplos de válvulas solenóides
As válvulas solenóides são os elementos de controle mais utilizados para
fluidos. Suas atribuições envolvem bloqueio, dosagem, liberação de fluxo,
distribuição ou mistura de líquidos. Elas são encontradas em muitas áreas de
aplicação. Válvulas solenóides oferecem comutação rápida e segura, de alta

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 138
confiabilidade, longa vida útil, boa compatibilidade de materiais utilizados e
design compacto.
Funcionamento da válvula solenóide:
A válvula solenóide possui uma bobina que é formada por um fio enrolado
através de um cilindro. Quando uma corrente elétrica passa por este fio, ela gera
uma força no centro da bobina solenóide, fazendo com que o êmbolo da válvula
seja acionado, criando assim o sistema de abertura e fechamento.
Figura 3.19 - Atuação de válvula solenóide, através do campo eletromagnético
Outra parte que compõe a válvula é o corpo. Este, por sua vez, possui um
dispositivo que permite a passagem de um fluído ou não, quando sua haste é
acionada pela força da bobina. Esta força é que faz o pino ser puxado para o
centro da bobina, permitindo a passagem do fluído.
O processo de fechamento da válvula solenóide ocorre quando a bobina
perde energia, pois o pino exerce uma força através de seu peso e da mola
instalada.
Tipos de Válvula Solenóide quanto à Ação:
As válvulas solenóides podem ser classificadas quanto ao seu tipo de ação,
que podem ser ação direta ou indireta, sendo determinadas pelo tipo de
operação. Para baixas capacidades e pequenos orifícios de passagem de fluído,
devem ser usadas as válvulas de ação direta. Já a válvula solenóide de ação
indireta, que é controlada por piloto, é utilizada em sistemas de grande porte.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 139
RISCOS ELÉTRICOS
Mesmo em baixas tensões ela representa perigo à integridade física e
saúde do trabalhador.
Apresenta risco devido à possibilidade de ocorrências de curtos-circuitos ou
mau funcionamento do sistema elétrico originando grandes incêndios, explosões
ou acidentes ampliados.
Sua ação mais nociva é a ocorrência do choque elétrico com consequências
diretas e indiretas.
❖ Choque elétrico
É causado por uma corrente elétrica que passa através do corpo humano.
Risco de choque elétrico está presente em praticamente todas as atividades
executadas nos setores elétricos e telefônicos (ex. construção, montagem,
manutenção, reparo, inspeção, etc.).
A gravidade do choque elétrico depende de:
• Percurso da corrente no corpo humano
• Intensidade da corrente elétrica
• Tempo de duração do choque elétrico
• Área de contado (ponta dos dedos, palma da mão)
• Freqüência da corrente
• Características físicas do acidentado

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 140
LOCAL DE
ENTRADA
TRAJETO PORCENTAGEM DA
CORRENTE
Figura A Da cabeça para pé direito 9,7 %
Figura B Da mão direita para o pé esquerdo 7,9 %
Figura C Da mão direita para a mão
esquerda
1,8 %
Figura D Da cabeça para a mão esquerda 1,8 %
Figura E Do é esuqerdo para o pé direito 1%
Figura 3.20 - Percentual de corrente que passa pelo coração em função do trajeto
EFEITOS DOS COQUES ELÉTRICOS DEPENDENTES DA INTENSIDADE DE CORRENTE
FAIXA DE CORRENTE
REAÇÕES FISIOLÓGICAS HABITUAIS
0,1 a 0,5 mA Leve percepção superficial;habitualmente nenhum efeito.
0,5 a 10 mA Ligueira paralisia nos músculos do braço, com início de tetanização;habitualmente nenhum efeuto perigoso.
10 a 30 mA Nenhum efeito perigoso se houver interruoção em no máximo 200 ms.
30 a 500 mA Paralisia estendida aos músculos do tórax, com sensação de falta de ar e tontura;possibilidade de fibrilação ventricular se a descarga elétrica manifestar na fase crítica do ciclo cardíaco e por tempo superior a 200 ms.
Acima de 500 mA
Traumas cardíacos persistentes;nesse casso o efeito é letal,salvo intevenção imediata de pessoal especializado com equipamento adequado.
Figura 3.21 –Efeitos do choque
❖ Duração do choque
O tempo de duração do choque é de grande efeito nas conseqüências
geradas, as correntes de curta duração tem sido inócuas, razão pela qual não se

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 141
considerou a eletricidade estática, por outro lado quanto maior a duração mais
danosa, são os efeitos.
CHANCES DE SALVAMENTO
Tempo após o choque para iniciar respiração artificial
Chance de reanimação da vítima
1 minuto 95%
2 minutos 90%
3 minutos 75%
4 minutos 50%
5 minutos 25%
6 minutos 1%
8 minutos 0,50% Figura 3.22 - Chances de salvamento, em função do tempo após choque para iniciar resgate
Existem dois tipos de choque elétrico:
❖ Choque Estático
É o efeito capacitivo presente nos mais diferentes materiais e
equipamentos. Pode ocorrer por indução, contato e posterior separação entre
dois materiais, atrito ou ainda ser criada em laboratório (Gerador de Van de
Graaff).
Figura 3.23 - Exemplos de cargas estáticas

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 142
Dependendo do acúmulo das cargas, poderá haver o perigo de faísca ou de
choque elétrico.
❖ Choque Dinâmico
É o que ocorre quando se faz contato com um elemento energizado:
Toque acidental na parte viva do condutor
Toque em partes condutoras próxima aos equipamentos e instalações, que
ficaram energizadas acidentalmente por defeito, fissura ou rachadura na isolação.
Consequências do Choque Dinâmico:
• Elevação da temperatura dos órgãos devido ao aquecimento
produzido pela corrente de choque;
• Tetanização (rigidez) dos músculos;
• Superposição da corrente do choque com a corrente
neurotransmissora que comanda o organismo humano, criando uma
pane geral.
• Comprometimento do coração, quanto ao ritmo de batimento
cardíaco e à possibilidade de fibrilação ventricular;
• Efeito de eletrólise, mudando a qualidade do sangue;
• Comprometimento da respiração;
• Proloapso, isto é, deslocamento dos músculos e órgãos internos da
sua devida posição;
Figura 3.24 - Gerador de Van de Graaff

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 143
• Comprometimento de outros órgãos, como rins, cérebro, órgãos
genitais e reprodutores.
❖ Aterramento
Sistema de proteção coletiva obrigatório
nos invólucros, carcaças de equipamentos,
barreiras e obstáculos aplicados às instalações
elétricas, fazendo parte integrante e definitiva
delas.
O aterramento visa assegurar rápida e
efetiva proteção elétrica, assegurando o
escoamento da energia para potenciais
inferiores (terra), evitando a passagem da
corrente elétrica pelo corpo do trabalhador ou
usuário, caso ocorra mau funcionamento (ruptura
no isolamento, contato acidental de partes).
A existência de um adequado sistema de aterramento também pode
minimizar os danos em equipamentos, em casos de curto-circuito.
Todo circuito elétrico bem projetado e executado deve ter um sistema de
aterramento. Um sistema de aterramento adequadamente projetado e instalado
minimiza os efeitos destrutivos de descargas elétricas (e eletrostáticas) em
equipamentos elétricos, além de proteger os usuários de choques elétricos.
➢ NR10 - SEGURANÇA EM INSTALAÇÕES E SERVIÇOS EM
ELETRICIDADE
10.1.1 Esta Norma Regulamentadora – NR estabelece os requisitos e
condições mínimas objetivando a implementação de medidas de controle e
sistemas preventivos, de forma a garantir a segurança e a saúde dos
Figura 3.25 - Sistema de aterramento

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 144
trabalhadores que, direta ou indiretamente, interajam em instalações elétricas e
serviços com eletricidade.
10.2.1 Em todas as intervenções em instalações elétricas devem ser
adotadas medidas preventivas de controle do risco elétrico e de outros riscos
adicionais, mediante técnicas de análise de risco, de forma a garantir a segurança
e a saúde no trabalho.
❖ Equipamentos de Proteção Coletiva
Serão citados a seguir itens e subitens da NR10:
10.2.8.1: Em todos os serviços executados em instalações elétricas devem
ser previstas e adotadas, prioritariamente, medidas de proteção coletiva
aplicáveis, mediante procedimentos, às atividades a serem desenvolvidas, de
forma a garantir a segurança e a saúde dos trabalhadores.
10.2.8.2: As medidas de proteção coletiva compreendem, prioritariamente,
a desenergização elétrica conforme estabelece esta NR e, na sua impossibilidade,
o emprego de tensão de segurança.
Figura 3.26 - Detalhe do uso dos EPCs e EPIs

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 145
❖ Equipamentos de Proteção Individual
10.2.9.1: Nos trabalhos em instalações elétricas, quando as medidas de
proteção coletiva forem tecnicamente inviáveis ou insuficientes para controlar os
riscos, devem ser adotados EPIs específicos e adequados às atividades
desenvolvidas, em atendimento ao disposto na NR 6.
Figura 3.28 - Classes de luvas isolantes
➢ Macacões
Figura 3.29 - Macacão Condutivo e Macacão Resistente a Fogo (RF)
CLASSE COR TENSÃO DE
USO (V) TENSÃO DE ENSAIO (V)
TENSÃO DE PERFURAÇÃO (V)
00 BERGE 500 2.500 5.000
0 VERMELHA 1.000 5.000 6.000
1 BRANCA 7.500 10.000 20.000
2 AMARELA 17.500 20.000 30.000
3 VERDE 26.500 30.000 40.000
4 LARANJA 36.000 40.000 50.000
Figura 3.27 - Calçado de Proteção com Solado Isolante ou Condutivo e Luvas para serviços envolvendo eletricidade, respectivamente.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 146
❖ Procedimentos para Desenergização
10.5.1: Somente serão consideradas desenergizadas as instalações
elétricas liberadas para trabalho, mediante os procedimentos apropriados,
obedecida a seqüência abaixo:
1. Seccionamento;
2. Impedimento de reenergização;
3. Constatação da ausência de tensão;
4. Instalação de aterramento temporário com equi-potencialização dos
condutores dos circuitos;
5. Proteção dos elementos energizados existentes na zona controlada;
6. Instalação da sinalização de impedimento de reenergização.
❖ Procedimentos para Reenergização
10.5.2: O estado de instalação desenergizada deve ser mantido até a
autorização para reenergização, devendo ser reenergizada respeitando a
seqüência de procedimentos abaixo:
1. Retirada das ferramentas, utensílios e equipamentos;
2. Retirada da zona controlada de todos os trabalhadores não
envolvidos no processo de reenergização;
3. Remoção do aterramento temporário, da equipotencialização e das
proteções adicionais;
4. Remoção da sinalização de impedimento de reenergização;
5. Destravamento se houver, e religação dos dispositivos de
seccionamento.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 147
Sequência de execução para serviços de manutenção:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 148
INSTRUMENTAÇÃO
É o ramo da engenharia que trata de instrumentos industriais.
O termo instrumentação pode ser utilizado para fazer menção à área de
trabalho dos técnicos e engenheiros de processo (técnicos e engenheiros de
instrumentação), que lidam com os aparelhos do processo produtivo, mas
também pode referir-se aos vários métodos e utilizações possíveis para os
instrumentos.
Para se controlar um Processo Industrial se faz necessário a medição de
uma serie de parâmetros físicos/químico. Para a área da engenharia que
desenvolve, projeta e especifica os equipamentos que realizam estas medições é
que chamamos de Engenharia de Instrumentação.
No início, a humanidade não conhecia os meios para se obter a energia a
partir da matéria.
Desse modo, a energia era fornecida pelo próprio trabalho humano ou
pelos trabalhos de animais domésticos. Somente no século XVIII, com o advento
das máquinas a vapor, conseguiu-se transformar a energia da matéria em
trabalho. Porém, o homem apenas teve a sua condição de trabalho mudada,
passando do trabalho puramente braçal ao trabalho mental.
Nesse momento, cabia ao homem o esforço de tentar “controlar” esta nova
fonte de energia, exigindo dele então muita intuição e experiência, além de expô-
lo constantemente ao perigo devido à falta de segurança. No princípio, isso foi
possível devido à baixa demanda. Entretanto, com o aumento acentuado da
Figura 3.30 - Programa para Controle de Energias Perigosas (PCEP)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 149
demanda, o homem viu-se obrigado a desenvolver técnicas e equipamentos
capazes de substituí-lo nesta nova tarefa, libertando-o de grande parte deste
esforço braçal e mental. Daí então surgiu o controle automático.
CONTROLE AUTOMÁTICO
O controle tem como finalidade a manutenção de certa variável ou condição
num certo valor (fixo ou variante).
Para atingir esta finalidade o sistema de controle opera do seguinte modo:
• Medida do valor atual da variável;
• Comparação do valor atual com o valor desejado;
• Utilização do desvio ou erro para gerar um sinal de correção;
• Aplicação do sinal de correção ao sistema.
Diferentes instrumentos são usados para realizar a automação.
Historicamente, o primeiro termo usado foi o de controle automático de processo.
Foram usados instrumentos com as funções de medir, transmitir, comparar e
atuar no processo, para se conseguir um produto desejado com pequena ou
nenhuma ajuda humana. Isto é controle automático.
Entende-se por controle automático um conjunto de operações que
consistem em:
• Medir uma variável;
• Comparar esta medida com o valor desejado;
NECESSIDADE DO CONTROLE
AUTOMÁTICO
- Poque o homem não é mais capaz de manter o controle
- Elevação da produtividade
- produção elevada do sistema
- ritmo acelerado de produção
-precisão requerida na produção
- confiabilidade
- aumento do nível de perigo
- redução de mão-de-obra
- aumento da eficiência operacinal das instalações
- redução de custo operacional do equpamento

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 150
• Corrigir o desvio observado.
❖ Evolução Histórica do Controle Automático
O primeiro controlador automático industrial de que há notícia é o
regulador centrífugo inventado em 1775, por James Watts, para o controle de
velocidade das máquinas a vapor.
Esta invenção foi puramente empírica. Nada mais aconteceu no campo de
controle até 1868, quando Clerk Maxwell, utilizando o cálculo diferencial,
Figura 4.3 - Regulador Centrífugo de James Watts
Comparação
Correção
Processo
Medição

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 151
estabeleceu a primeira análise matemática do comportamento de um sistema
máquina-reguladora.
Por volta de 1900 aparecem outros reguladores e servomecanismos
aplicados à máquina a vapor, a turbinas e a alguns processos.
Durante a primeira guerra mundial, N. Minorsky cria o servocontrole,
também baseado na realimentação, para a manutenção automática da rota dos
navios e escreve um artigo intitulado “Directional Stability of Automatically
Steered Bodies”.
O trabalho pioneiro de Norbert Wiener (1948) sobre fenômenos
neurológicos e os sistemas de controle no corpo humano abreviou o caminho
para o desenvolvimento de sistemas complexos de automação.
Nas indústrias, o termo processo tem um significado amplo. Uma operação
unitária, como por exemplo, destilação, filtração ou aquecimento, é considerado
um processo.
Quando se trata de controle, uma tubulação por onde escoa um fluído, um
reservatório contendo água, um aquecedor ou um equipamento qualquer é
denominado de processo.
CONCEITOS
Processo é uma operação ou uma série de operações realizada em um
determinado equipamento, onde varia pelo menos uma característica física ou
química de um material. Também pode ser descrito como
qualquer operação ou sequência de operações,
envolvendo uma mudança de estado, de composição, de
dimensão ou outras propriedades que possam ser
definidas relativamente a um padrão.
Figura 4.4 - Exemplo de um Processo Industrial

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 152
Variáveis de Processo - São condições internas ou externas que afetam o
desempenho de um processo, em todos os processos industriais é absolutamente
necessário controlar e manter constantes algumas variáveis de processo, tais
como pressão, nível, vazão, temperatura, pH, condutividade, velocidade,
umidade, etc.
Variável Controlada de um processo - É aquela que mais diretamente indica
a forma ou o estado desejado do produto.
Variável manipulada do processo - É aquela sobre a qual o controlador
automático atua, no sentido de se manter a variável controlada no valor
desejado.
Na malha aberta, a informação sobre a variável controlada não é utilizada
para ajustar qualquer entrada do sistema para compensar alterações nas
variáveis do processo.
Na malha fechada, a informação sobre a variável controlada, é comparada
com o valor pré-estabelecido (chamado set point), é utilizada para manipular
uma ou mais variáveis do processo.
No exemplo a seguir, a informação da temperatura do fluido da água
aquecida (fluido de saída), acarreta uma mudança no valor da variável do
processo, no caso, a entrada de vapor.
Figura 4.5 - Controle em Malha Aberta

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 153
Figura 4.6 - Controle em Malha Fechada
Se a temperatura da água aquecida estiver com o valor abaixo do valor do
set point, a válvula abre, aumentando a vazão de vapor para aquecer a água. Se
a temperatura da água estiver com um valor acima do set point, a válvula fecha,
diminuindo a vazão de vapor para esfriar a água.
Planta - Uma planta é um conjunto de equipamentos, cuja finalidade é
desenvolver uma dada operação.
Sistemas - É uma combinação de componentes que atuam conjuntamente
e realizam um certo objetivo.
Distúrbio (Ruído) - É um sinal que tende a afetar adversamente o valor da
variável controlada.
Erro - Representa o valor resultante da diferença entre o valor desejado e o
valor da variável controlada, ou seja, é a diferença entre o valor lido ou
transmitido pelo instrumento, em relação ao valor real da variável medida.
Se tivermos o processo em regime permanente, chamaremos de erro
estático, que poderá ser positivo ou negativo, dependendo da indicação do
instrumento, o qual poderá estar indicando a mais ou a menos.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 154
Figura 4.7 - Erro estático
Quando tivermos o processo em regime transiente, teremos um atraso na
transferência de energia do meio para o medidor. O valor medido estará
geralmente atrasado em relação ao valor real da variável. Esta diferença entre o
valor real e o valor medido é chamada de erro dinâmico.
Se tivermos o processo em regime permanente, teremos somente o erro
estático.
Quando tivermos o processo em regime transiente, teremos o erro
dinâmico e o erro estático.
INSTRUMENTOS
Escala - Conjunto ordenado de marcas, associado a qualquer numeração,
que faz parte de um dispositivo indicador.
Calibração (de um instrumento) - Conjunto de operações que estabelece,
sob condições especificadas, a relação entre os valores indicados por um
instrumento de medição e os valores correspondentes das grandezas
estabelecidos por padrões. O resultado de uma calibração permite tanto o
estabelecimento dos valores do mensurando para as indicações, como a
determinação das correções a serem aplicadas. Quando registrada em um
documento, temos um certificado de calibração ou relatório de calibração.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 155
Segundo a NR-13 os instrumentos de controle e
segurança dos vasos,caldeiras e suas tubulações devem
mantidos calibrados e em boas condições.
Faixa Nominal (faixa de medida, RANGE) - Conjunto de
valores da grandeza medida que podem ser fornecidas por
um “instrumento de medir”, consideradas todas as suas
faixas nominais de escala. A faixa nominal é expressa em
unidades da grandeza a medir, qualquer que seja a unidade marcada sobre a
escala e é normalmente especificada por seus limites inferior e superior, como
por exemplo, 0 bar a 10 bar, no instrumento de medição de pressão.
Amplitude da Faixa Nominal (alcance, SPAN) - Módulo da diferença entre os
dois limites de uma faixa nominal de um “instrumento de medir”. Em
exemplo,faixa nominal do instrumento de medição de pressão, |10 bar – 0 bar|
SPAN ou faixa nominal igual a 10 bar.
URL (Upper Range Limit) - Limite superior da faixa nominal - máximo valor
de medida que pode ser ajustado para a indicação de um instrumento de medir.
URV (Upper Range Value) - Valor superior da faixa nominal - máximo valor
que pode ser indicado por um instrumento de medir. O URV ajustado num
instrumento é sempre menor ou igual ao URL do instrumento.
LRL (Lower Range Limit) - Limite inferior da faixa nominal - mínimo valor
de medida que pode ser ajustado para a indicação de um instrumento de medir.
LRV (Lower Range Value) - Valor inferior da faixa nominal - mínimo valor
que pode ser indicado por um instrumento de medir. O LRV ajustado num
instrumento é sempre maior ou igual ao LRL do instrumento.
Sensibilidade - Quociente da variação da resposta de um instrumento de
medir pela variação correspondente do estímulo. A sensibilidade pode depender
do estímulo.
Resolução - Expressão quantitativa da aptidão de um instrumento de medir
e distinguir valores muito próximos da grandeza a medir sem necessidade de
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 156
interpolação, ou seja, é a menor diferença entre indicações de um dispositivo
mostrador que pode ser significativamente percebida.
É a razão entre a variação do valor indicado ou transmitido por um
instrumento e a variação da variável que o acionou, após ter alcançado o estado
de repouso. Pode ser expressa em unidades de medida de saída e entrada.
Exatidão - Podemos definir como sendo o maior valor de erro estático que
um instrumento possa ter ao longo de sua faixa de trabalho. Ou ainda podemos
definir como o grau de concordância entre o resultado de uma medição e um
valor verdadeiro do mensurando.
Zona morta - É a máxima variação que a valor medido pode ter, sem
provocar variações na indicação ou sinal de saída de um instrumento ou em
valores absolutos do range do mesmo.
Histerese - É a diferença máxima apresentada por um instrumento, para
um mesmo valor, em qualquer ponto da faixa de trabalho, quando a variável
percorre toda a escala no sentido ascendente e descendente. Podemos observar
que o termo zona morta está incluído na histerese. É expresso em porcentagem
do span.
Repetibilidade - É a máxima diferença entre diversas medidas de um
mesmo valor da variável, adotando sempre o mesmo sentido de variação. Se
expressa em porcentagem do span.
Ganho - Representa o valor resultante do quociente entre a taxa de
mudança na saída e a taxa de mudança na entrada que a causou. Ambas, a
entrada e a saída devem ser expressas na mesma unidade.
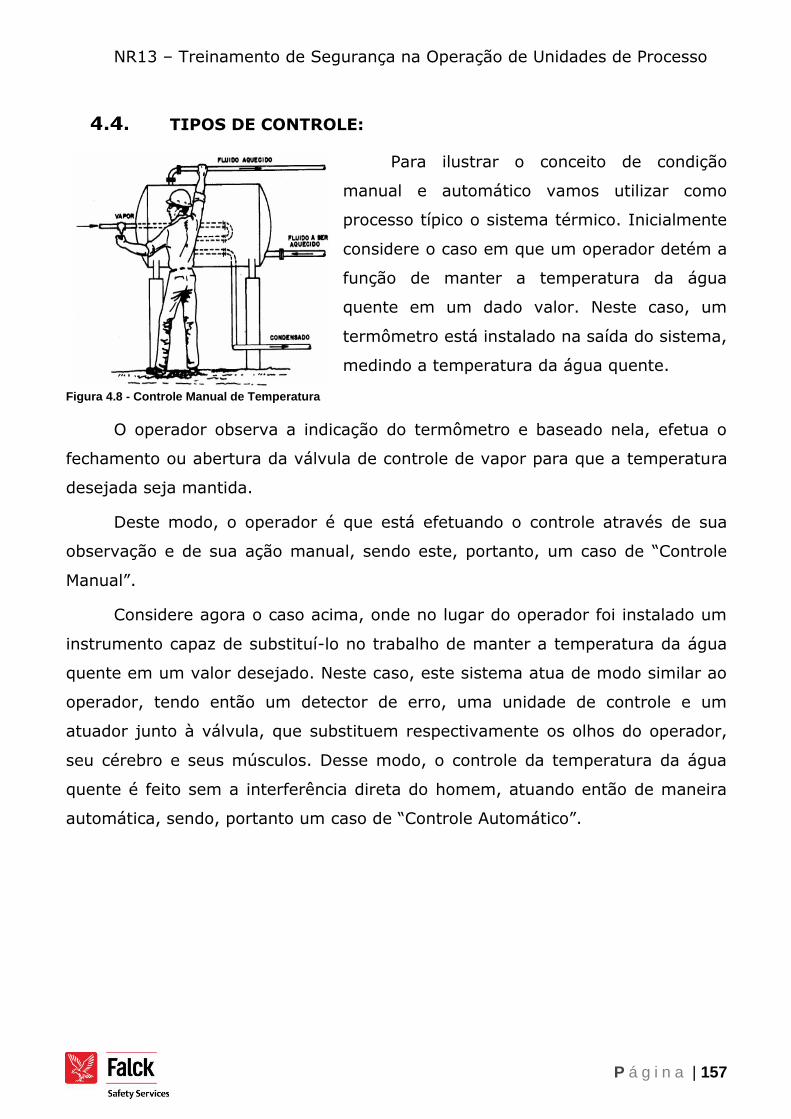
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 157
TIPOS DE CONTROLE:
Para ilustrar o conceito de condição
manual e automático vamos utilizar como
processo típico o sistema térmico. Inicialmente
considere o caso em que um operador detém a
função de manter a temperatura da água
quente em um dado valor. Neste caso, um
termômetro está instalado na saída do sistema,
medindo a temperatura da água quente.
Figura 4.8 - Controle Manual de Temperatura
O operador observa a indicação do termômetro e baseado nela, efetua o
fechamento ou abertura da válvula de controle de vapor para que a temperatura
desejada seja mantida.
Deste modo, o operador é que está efetuando o controle através de sua
observação e de sua ação manual, sendo este, portanto, um caso de “Controle
Manual”.
Considere agora o caso acima, onde no lugar do operador foi instalado um
instrumento capaz de substituí-lo no trabalho de manter a temperatura da água
quente em um valor desejado. Neste caso, este sistema atua de modo similar ao
operador, tendo então um detector de erro, uma unidade de controle e um
atuador junto à válvula, que substituem respectivamente os olhos do operador,
seu cérebro e seus músculos. Desse modo, o controle da temperatura da água
quente é feito sem a interferência direta do homem, atuando então de maneira
automática, sendo, portanto um caso de “Controle Automático”.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 158
Figura 4.9 - Controle Automático de Temperatura
❖ Controle Auto-operado
Controle em que a energia necessária para movimentar a parte operacional
pode ser obtida diretamente, através da região detecção, do sistema controlado.
Este controle é largamente utilizado em aplicações de controle de pressão e
menos comumente no controle de temperatura, nível, etc. A figura abaixo mostra
um exemplo típico de sistema de controle de pressão, utilizando uma válvula
auto-operada.
Figura 4.10 - Controle Auto-operado de vazão

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 159
❖ Classificação de instrumentos
Figura 4.11 - Instrumentos básicos de um sistema de controle
Detector (elemento primário) - Dispositivos com os quais conseguimos
detectar alterações na variável do processo. Pode ser ou não parte do
transmissor.
Figura 4.12 - Elementos Primários
Transmissor - Tem a função de converter sinais do detector em outra
forma capaz de ser enviada à distância para um instrumento receptor,
normalmente localizado no painel. Os transmissores determinam o valor de uma
variável no processo através de um elemento primário, tendo o mesmo sinal de
saída (pneumático ou eletrônico) cujo valor varia apenas em função da variável
do processo.
Indicador - Instrumento que dispõe de um ponteiro e de uma escala
graduada na qual podemos ler o valor da variável. Existem também indicadores
digitais que indicam a variável em forma numérica com dígitos ou barras gráficas.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 160
Registrador - Instrumento que registra a(s) variável(s) através de um traço
contínuo ou pontos em um gráfico.
Controlador - Instrumento que compara a variável controlada com um valor
desejado e fornece um sinal de saída a fim de manter a variável controlada em
um valor específico ou entre valores determinados. A variável pode ser medida,
diretamente pelo controlador ou indiretamente através do sinal de um
transmissor ou transdutor.
Conversor - São instrumentos que recebem sinais correspondentes as
variáveis de processos e fornecem um sinal de saída. No caso dos conversores,
recebe informações na forma de uma ou mais quantidades físicas, modifica caso
necessário as informações e fornece um sinal de saída resultante.
Elemento final de controle (válvula) - Instrumento que modifica
diretamente o valor da variável manipulada de uma malha de controle.
Figura 4.13 - Transmissor, Indicador Digital, Registrador Gráfico, Controlador Automático e, respectivamente
Figura 4.14 - Conversor de Sinal, Válvula de Controle Controlador do tipo “single-loop”, Controlador do tipo “multi-loop”, Controlador do tipo CLP (Controlador Lógico Programável)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 161
❖ Tipos de controladores
Controlador “single-loop” - O controlador “single-loop” controla somente
uma malha de uma determinada variável (pressão, nível, temperatura, vazão,
pH, etc.).
Controlador “multi-loop” - O controlador “multi-loop” controla mais do que
uma malha de determinadas variáveis, simultaneamente. Possuí diversos blocos
de controle que são interligados internamente através de uma programação
(configuração), conforme as necessidades do usuário.
Controlador lógico programável (clp) - Possui uma memória programável
para armazenamento interno de instruções específicas, tais como lógica,
seqüenciamento, temporização, contagem e aritmética, para controlar, através
de módulos de entradas e saídas, vários tipos de máquinas e processos.
Sistema Digital de Controle Distribuído (SDCD) - É um sistema que possui
ligações de estações de controle local a um computador com monitores de vídeo,
teclado, impressora e traçador de gráficos, permitindo a visualização e
monitoração de todas as informações do processo.
Figura 4.13 - Controlador do tipo SDCD (Sistema Digital de Controle Distribuído)
Figura 4.14 - Controlador do tipo Supervisório

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 162
Sistema Supervisório - É um sistema que recebe informações de diversos
“devices” (instrumentos), com possibilidade de monitorar, controlar, manter e
operar uma planta industrial. Incorporam funções de controle supervisório, tais
como: comando de atuadores de campo, monitoração de dados de processo,
controle contínuo, controle em bateladas e controle estatístico, além de alarmes
de condições e estado de variáveis de processo, emissão de relatórios e aquisição
de dados.
Figura 4.15 - Simbologia de Instrumentos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 163
Figura 4.16 - Elementos do Diagrama Funcional
Figura 4.17- Simbologia de Válvulas

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 164
Figura 4.18 Simbologia de linhas e sinais de transmissão
Tabela 6 - Indicadores de função para conversor ou relé

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 165
Exemplos:
Figura 4.19 Aplicação de simbologias de instrumentação
OPERAÇÃO DA UNIDADE
DESCRIÇÃO DO PROCESSO
❖ Introdução
A palavra petróleo vem do latim, petrus, “pedra” e oleum, “óleo, extraído
das rochas denominadas de Rocha Reservatório. O petróleo apresenta-se em
várias cores, variando entre o negro e o castanho escuro, tendo caráter oleoso,
inflamável, menos denso que a água, com cheiro característico e composto
basicamente por milhares de compostos orgânicos, com predominância exclusiva
dos hidrocarbonetos”. Quando a mistura contém uma maior porcentagem de
moléculas pequenas seu estado físico é gasoso e quando a mistura contém
moléculas maiores seu estado físico é líquido, nas condições normais de
temperatura e pressão.
O petróleo formou-se a milhares de anos, quando pequenos animais e
vegetais marinhos foram soterrados e submetidos à ação de microorganismos, do
calor e de pressões elevadas, ao longo do tempo.
O petróleo quando extraído no campo de produção é chamado Óleo Cru e
por depender da Rocha Reservatório de onde o mesmo foi extraído pode

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 166
apresentar diversos aspectos visuais e características diferentes. Por isso existem
petróleos de várias cores: amarelo, marrom, preto e verde.
O petróleo no seu estado natural é sempre uma mistura complexa de
diversos tipos de hidrocarbonetos contendo também proporções menores de
contaminantes (enxofre, nitrogênio, oxigênio e metais). Os contaminantes são
considerados como impurezas e podem aparecer em toda a faixa de ebulição
(destilação) do petróleo, mas tendem a se concentrar nas frações mais pesadas.
Óleo Cru (petróleo) = Hidrocarbonetos + Contaminantes
❖ O que são hidrocarbonetos?
São substâncias compostas somente por átomos de carbono (C) e de
hidrogênio (H), formando diversos tipos de moléculas. A classificação do petróleo
depende basicamente das características da rocha reservatório e do processo de
formação. O petróleo ou óleo cru classifica-se em:
• Parafínicos (ou Alcanos): formado por hidrocarbonetos de cadeias
carbônicas retilíneas, ramificadas ou não, apresentando ligações
simples entre os átomos de carbono. O petróleo parafínico apresenta
até 90% de alcanos;
• Naftênicos (ou Ciclo-alcanos): formado por hidrocarbonetos de
cadeias carbônicas fechadas, com ligações simples entre os átomos
de carbono;
• Aromáticos: formado por hidrocarbonetos que contém o chamado
Núcleo Benzênico. O Núcleo Benzênico ou Anel Benzênico é composto
por uma cadeia fechada de 6 átomos de carbono, com ligações
simples e duplas, alternadas.
No óleo cru pode aparecer também a combinação dos três tipos de
hidrocarbonetos acima mencionados, onde dessa maneira a classificação do óleo
será determinado pela predominância do tipo de hidrocarboneto. Além dessa
mistura de hidrocarbonetos, o óleo cru também contém, em proporções bem
menores, outras substâncias conhecidas como Contaminantes.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 167
Os heteroátomos (contaminantes) mais comuns são os átomos de enxofre
(S), nitrogênio (N), oxigênio (O), e de metais como níquel (Ni), ferro (Fe), cobre
(Cu), sódio (Na) e vanádio (V), podendo inclusive estar combinados de muitas
formas.
O enxofre (S) é o contaminante de maior predominância e presente em
vários tipos de petróleo. Os contaminantes sulfurados (contém enxofre) causam
problemas no manuseio, transporte e uso dos derivados que estão presentes.
• Manuseio - redução de eficiência dos catalisadores nas refinarias;
• Transporte - corrosão em oleodutos e gasodutos;
• Derivados - causam poluição ambiental se presentes em combustíveis
derivados do petróleo.
Abaixo uma tabela que exemplifica a composição elementar do óleo cru (%
em peso):
Hidrogênio 11-14 %
Carbono 83-87 %
Nitrogênio 0,11-1,7 %
Oxigênio 0,1-2 %
Metais até 0,3 %
Tabela 7 - Composição elementar do óleo cru (% em peso)
Dessa maneira podemos observar que o petróleo é composto basicamente
de carbono e hidrogênio. Entre os contaminantes o enxofre é aquele que
apresenta o maior percentual de presença.
De acordo com o teor de enxofre o óleo é classificado ainda em:
• Óleo doce - apresenta baixo conteúdo de enxofre (menos de 0,5 %
de sua massa);
• Óleo ácido - apresenta teor elevado de enxofre (bem acima de 0,5 %
de sua massa).

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 168
No reservatório o óleo normalmente é encontrado juntamente com água,
gás e outros compostos orgânicos. Essas substâncias, incluindo o óleo, estão no
reservatório de acordo com suas densidades.
Na zona superior do reservatório, geralmente há uma “capa” de gás rico
em metano (CH4), conhecido como Gás Associado. Esse gás é composto também
por outros hidrocarbonetos (no estado gasoso) e por gases corrosivos, como o
gás sulfídrico (H2S) e o dióxido de carbono (CO2);
Na zona intermediária, está o óleo propriamente dito, contendo água
emulsionada e também os mesmos componentes presentes no gás associado.
Na zona inferior, encontramos água livre (não misturada com óleo), com
Sais Inorgânicos dissolvidos e Sedimentos.
A INDÚSTRIA DE PETRÓLEO
A localização, produção, transporte, processamento e distribuição dos
hidrocarbonetos existentes nos poros e canais de uma rocha reservatório, que
pertence a um determinado campo petrolífero, estabelecem os cinco segmentos
básicos da indústria do petróleo.
❖ Exploração
A reconstrução da história geológica de uma área, através da observação
de rochas e formações rochosas. A exploração é compreendida pela equipe de
sísmica, geofísica, geólogos. Compreendem os vários métodos e técnicas para a
descoberta e comprovação da possibilidade da existência de petróleo. Vale
salientar que não basta descobrir o reservatório, é necessário verificar se há
viabilidade econômica de produção do campo descoberto.
Explotação (Perfuração + Produção)
A fase explotatória do campo petrolífero engloba as técnicas de
desenvolvimento e produção da reserva comprovada de hidrocarbonetos de um
campo petrolífero. A explotação corresponde à perfuração e posterior produção
do reservatório a partir do poço perfurado.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 169
A fase de produção em poços terrestres (on-shore) pode ocorrer de três
formas:
• Bombeamento Mecânico;
• Injeção de Gás;
• Injeção de Água.
A seguir a produção em mar através de plataformas, também denominada
de off-shore:
Figura 5.15 - Conexões entre diversos poços
Figura 5.16 - Tipos de Plataforma
Pelo fato dos campos petrolíferos não serem localizados, necessariamente,
próximos dos terminais e refinarias de óleo e gás, é necessário o transporte da

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 170
produção através de embarcações, caminhões, vagões, ou tubulações (oleodutos
e gasodutos).
❖ Refino
Consiste na etapa de processamento da mistura de hidrocarbonetos (óleo e
gás), água e contaminantes proveniente da rocha reservatório a partir da
perfuração do poço e sua posterior explotação.
O processo de refino é importante porque é a partir dele que ocorrerá a
obtenção dos mais diversos produtos utilizados nas mais variadas aplicações. São
os chamados produtos derivados do petróleo (gasolina, GLP, querosene, etc.).
O processo de refino poderá ocorrer de duas maneiras:
• UPGN (Unidade de Processamento do Gás Natural): processo de
refino cuja matéria prima é o gás úmido ou gás não associado.
• Refinaria: as refinarias de petróleo constituem o mais importante
exemplo de plantas contínuas de multiprodutos. Uma refinaria, em
geral, processa um ou mais tipos de petróleo, produzindo uma série
de produtos derivados, como o GLP (gás liquefeito de petróleo), a
nafta, o querosene e o óleo diesel.
❖ Distribuição
Comercialização dos produtos finais com as distribuidoras que se
incumbirão de oferecê-los na sua forma original ou aditivada ao consumidor final.
❖ Processamento Primário
Acima de determinados níveis, a presença no óleo do gás associado e da
salmoura (como é chamada a mistura de água, sais e sedimentos) causaria
alguns problemas relacionados ao transporte em dutos ou petroleiros, ao
armazenamento em tanques nos terminais e na refinaria ou em equipamentos
das refinarias.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 171
O gás associado, contendo substâncias corrosivas e sendo altamente
inflamável, deve ser removido por problemas de segurança (corrosão ou
explosão).
Água, sais e sedimentos também
devem ser retirados, para reduzirem-se
os gastos com bombeamento e
transporte, bem como para evitar-se
corrosão ou acumulação de sólidos nas
tubulações e equipamentos por onde o
óleo passa.
Por isso, antes de ser enviado à
refinaria, o petróleo passa pelo chamado
Processamento Primário, realizado em equipamentos de superfície, nos próprios
campos de produção (campos de petróleo).
Ao final desse processamento, teremos fluxos separados de óleo e gás,
além de salmoura descartável.
O óleo final conterá teores menores daqueles hidrocarbonetos mais
facilmente vaporizáveis; ficando, então, menos inflamável que o óleo cru. Por
isso, esse óleo “processado” é também chamado Óleo Estabilizado.
O Processamento Primário ocorre através de duas etapas:
• 1ª Etapa: separação gás-óleo-água livre
A separação gás-óleo-água livre é realizada em equipamentos conhecidos
como separadores trifásicos, onde essas três substâncias, com diferentes
densidades são separadas por ação da gravidade. A esse tipo de separação
denominamos de Decantação.
• 2ª Etapa: desidratação do óleo
A segunda etapa do Processamento Primário é a desidratação do óleo que
sai da separação trifásica.
Durante o processo de produção, parte da água do reservatório se mistura
com o óleo na forma de gotículas dispersas, gerando uma emulsão água-óleo.
Figura 5.17 - Separador Trifásico (Gás – Óleo – Água)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 172
Durante o processo de produção, parte da água do reservatório se mistura com o
óleo na forma de gotículas dispersas, gerando a chamada emulsão água-óleo.
O objetivo da desidratação é remover ao máximo essa água emulsionada
do óleo para romper a emulsão água-óleo, são injetadas substâncias químicas
chamadas desemulsificantes. Devido à ação dos desemulsificantes, as gotículas
de água se juntam (ou se “coalescem”) e agora, em gotas com diâmetros
maiores, boa parte dessa água emulsionada se separa do óleo.
O Processamento Primário permite então que o óleo atenda as
especificações exigidas pelo refino:
• Um mínimo de componentes mais leves (os gases);
• Quantidade de sais abaixo de 300 miligramas por litro (300 mg/l) de
óleo;
• Quantidade de água e sedimentos abaixo de 1% (do volume do óleo).
Essa quantidade é conhecida como BS&W (Basic Sediments and
Water - Água e Sedimentos Básicos)
❖ Partida e Parada
Comissionamento é o processo de assegurar que os sistemas e
componentes de uma edificação ou unidade industrial sejam projetados,
instalados, testados, operados e mantidos de acordo com as necessidades e
requisitos operacionais do proprietário. O comissionamento pode ser aplicado
tanto a novos empreendimentos quanto a unidades e sistemas existentes em
processo de expansão, modernização ou ajuste.
Os comissionamentos são conjuntos de técnicas e procedimentos de
engenharia aplicados de forma integrada a uma unidade (ou planta) industrial,
visando torná-la operacional, dentro dos requisitos estabelecidos pelos clientes
finais.
O objetivo é assegurar a transferência da unidade industrial do construtor
para o operador de forma ordenada e segura, garantindo sua operabilidade em
termos de desempenho confiabilidade e rastreabilidade de informações.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 173
Na prática, o processo de comissionamento consiste na aplicação integrada
de um conjunto de técnicas e procedimentos de engenharia para verificar,
inspecionar e testar cada componente físico do empreendimento, desde os
individuais, como peças, instrumentos e equipamentos, até os mais complexos,
como módulos, subsistemas e sistemas.
As atividades de comissionamento, no seu sentido mais amplo, são aplicáveis a
todas as fases do empreendimento, desde o projeto básico e detalhado, o
suprimento e o diligenciamento, a construção e a montagem, até a entrega da
unidade ao cliente final, passando, muitas vezes, por uma fase de operação
assistida.
Os procedimentos de testes e partidas para operação das plantas
industriais são divididas em Pré-Comissionamento e de comissionamento.
Encerradas as atividades como instalação mecânica, testes hidrostáticos,
entre outros, dá-se início a uma seqüência de etapas que constituem o chamado
Pré-Comissionamento.
O Pré-Comissionamento engloba a calibração dos instrumentos, os
procedimentos de limpeza e verificação, a energização de painéis, os testes de
malha e de instrumentos, entre outras atividades primordiais para se iniciar o
comissionamento propriamente dito.
❖ Disciplina independente
O comissionamento de grandes empreendimentos industriais (tais como
plataformas de óleo e gás, plantas químicas e petroquímicas, oleodutos,
gasodutos e estações de compressão, centrais e subestações elétricas, usinas
siderúrgicas, plantas de papel e celulose, usinas termelétricas e hidrelétricas,
grandes edifícios, pontes, rodovias e ferrovias) é uma especialidade técnica
complexa e sofisticada, que tende modernamente a ser encarada como uma
disciplina específica e independente, tão importante quanto às especialidades
tradicionais de engenharia (civil, naval, química, mecânica, elétrica, eletrônica,
instrumentação, automação e telecomunicações).

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 174
❖ Objetivo e impacto
O objetivo central do comissionamento é assegurar a transferência da
unidade de construção civil ou industrial do construtor para o proprietário de
forma ordenada e segura, garantindo sua operabilidade em termos de
desempenho, confiabilidade e rastreabilidade de informações. Adicionalmente,
quando executado de forma planejada, estruturada e eficaz, o comissionamento
tende a se configurar como um elemento essencial para o atendimento aos
requisitos de prazos, custos, segurança e qualidade do empreendimento.
❖ A Complexidade
• Variedade e quantidade de “objetos comissionáveis”: milhares de
equipamentos, instrumentos, circuitos, malhas, trechos de tubulação,
skids, módulos, sistemas e subsistemas.
• Planejamento, execução e controle de milhares de atividades de
inspeção e teste exercidas sobre os “objetos comissionáveis”.
• Períodos extensos e grandes mobilizações de pessoal, chegando a
atingir centenas de milhares de homens-hora.
❖ Gestão do Comissionamento
Em projetos de grande porte, o grande volume e complexidade dos dados
de comissionamento, aliado à necessidade de garantir a eficiente rastreabilidade
e disponibilidade de todas as informações envolvidas, demandam a utilização de
sistemas de gestão do comissionamento cada vez mais poderosos e sofisticados,
capazes de otimizar o planejamento e acompanhamento de todas as atividades
dessa importante fase do ciclo de vida do ativo industrial.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 175
TROCADORES DE CALOR
❖ Cuidados na Operação
Na partida, entra primeiro o fluido mais frio. Se o fluido mais frio está
ligeiramente quente, deixa-se o mesmo então entrar de forma lenta. Quando
mais quente o fluido, mais lenta deve ser a sua penetração no trocador de calor.
Na parada, bloqueia-se primeiramente a entrada do fluido mais quente. Se isso
não for observado, podem ocorrer vazamentos nos tubos.
Tanto na partida como na parada, os trocadores de calor devem ser
aquecidos ou resfriados lentamente. Isso é particularmente importante quando as
operações são elevadas. A rápida entrada de um líquido à alta temperatura pode
provocar desigualdades de expansão nos tubos, causando vazamentos nos
mesmos e deformação no feixe.
Falhas no suprimento de água para um resfriador podem trazer sérias
consequências. Quando o fluido a resfriar é muito quente, a interrupção da água
provoca um grande aquecimento do equipamento. Se a água voltar então a
circular, haverá um resfriamento brusco do trocador. Essa mudança rápida de
temperatura afrouxa os parafusos e abre as juntas.
Deve–se sempre drenar a água de refervedor ou aquecedor para evitar o
fenômeno chamado “martelo hidráulico” que ocorre conforme descrito a seguir.
Suponha que haja água acumulada nos tubos do refervedor. Abrindo-se a
válvula do vapor d’ água, este vai conduzir a água, a uma grande velocidade, até
encontrar um obstáculo, onde provoca um violento choque. Esse impacto severo,
o martelo hidráulico, pode causar ruptura do material.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 176
Figura 5.18 - Martelo Hidráulico em tubulação de vapor
A eficiência do trocador de calor depende da limpeza dos tubos. Durante a
operação são acumulados, dentro e fora dos tubos, depósitos de sais, oxidação,
coque, areia, pó de coque, folhas, fibras vegetais, camadas de graxa, corpo de
microorganismos, etc., prejudicando grandemente a troca de calor e a perda de
carga do fluido.
Figura 5.19 - Incrustação Interna em tubo de caldeira aquatubular
O trocador de calor, que durante a operação diminui sua eficiência, deve
ser inspecionado e limpo durante a parada da unidade, ou mesmo
imediatamente, caso seja possível.
Os principais processos de limpeza são:
• Limpeza por água contra corrente;
• Limpeza por vapor;
• Limpeza química;
• Limpeza mecânica.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 177
❖ Limpeza por Água em Contra Corrente
Para condesadores e resfriadores que utilizam água salgada não tratada
como fluido refrigerante. O processo consiste em inverter o fluxo d’ água nos
tubos com o equipamento em operação, possibilitando a remoção dos detritos
presos aos tubos, através de dreno apropriado.
Figura 5.20 - Válvula de Backflushing
Figura 5.21 - Aplicação de válvula de backflushing

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 178
❖ Limpeza por Vapor
O trocador de calor é retirado de operação sem ser desmontado. Alinha-se
vapor pelo casco e pelos tubos de forma a entrar por um respiro e carregar a
sujeira por um dreno. Esse método é eficiente para remover camadas de graxa
ou depósitos nos tubos e no casco trocador.
Figura 5.22 - LIMPEZA POR VAPOR
❖ Limpeza Química
Consiste na circulação, em circuito fechado, de uma solução ácida
adicionada de um inibidor de corrosão. A solução desagrega os resíduos, e o
inibidor impede o ataque do metal pala solução. Após a limpeza, é feita a
neutralização mediante a tratamento com uma solução alcalina fraca seguido de
abundante circulação de água
Figura 5.23 - Limpeza química em trocador de calor

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 179
❖ Limpeza mecânica
O pessoal de manutenção desmonta os carretéis. Camadas de graxa, lama
e sedimentos podem ser removidos dos tubos por meio de arames, escovas, ou
jatos d’ água. Se os tubos são entupidos por sedimentos muito agregados, então
são usadas máquinas perfuratrizes. Estas constam, essencialmente, de um eixo
metálico que, girando dentro dos tubos, expulsa os detritos.
Figura 5.24 - Limpeza Mecânica
Após parada para inspeção e manutenção dos trocadores de calor, há
necessidade de submetê-los a testes de pressão a fim de verificar a resistência
mecânica das juntas soldadas, da mandrilagem dos tubos nos espelhos e a
estanqueidade dos dispositivos de vedação.
Os testes de pressão podem ser efetuados com água (hidrostático).
Quando isso não for possível, poderá ser feito o teste pneumático. As pressões de
teste são definidas pelo código ASME. O casco e o feixe deverão ser testados
separadamente.
Figura 5.25 - Vazamento em casco de trocador de calor e vazamento em tubulação de trocador de calor, respectivamente.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 180
PROCEDIMENTOS DE EMERGÊNCIA
Neste item serão mencionados alguns dos procedimentos que o operador
de caldeiras e de vasos de pressão deverá executar em situações de emergência.
Os mesmos estão baseados em recomendações de vários fabricantes e também
em observações práticas.
Os seguintes procedimentos de emergência serão abordados:
• Vazamento de água ou vapor;
• Nível de água abaixo do limite mínimo(caldeiras);
• Nível de água acima do limite máximo(caldeiras);
• A pressão do vapor sobe, mas a PSV não abre (>P.M.T.A.);
• A PSV abre, mas a pressão do vapor continua a subir;
❖ Vazamento de água ou vapor
Como proceder:
✓ Se o vazamento for nos tubos ou espelhos, fazer procedimento de
parada da caldeira.
✓ Se for em válvulas, flange ou tampa, avaliar a intensidade e decidir
por uma parada imediata ou parada programada.
Possíveis Causas:
✓ Sede das válvulas danificadas ou emperradas;
✓ Junta de tampa ou de flanges mal colocada;
✓ Tubo furado ou rachado;
✓ Superaquecimento seguido de resfriamento rápido, soltando os tubos
dos espelhos.
Como evitar:
✓ Inspecionar periodicamente as válvulas e fazer manutenção;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 181
✓ Jamais deixar faltar água na caldeira;
✓ Manter um tratamento de água adequado na caldeira;
✓ Medir periodicamente a espessura dos tubos.
❖ Nível de Água Abaixo do Limite Mínimo(caldeiras)
Como proceder (óleo):
✓ Desligar o queimador;
✓ Se a água é visível no visor de nível, acionar o controle manual da
bomba; se a mesma não funcionar, utilizar a bomba reserva ou
injetor;
✓ Se a água não é visível no visor, aliviar pressão e esfriar a caldeira;
✓ Após resfriamento, realizar inspeção para identificar danos causados;
os mesmos devem ser corrigidos antes de completar o nível da água;
✓ Verificar o sistema de instrumentação elétrica.
✓ Como proceder (lenha, carvão)
✓ Interromper imediatamente a alimentação do combustível;
✓ Abafar o fogo, impedindo a entrada de ar;
✓ Não tente apagar o fogo da fornalha com água;
✓ Se a água é visível no visor de nível, acionar o controle manual da
bomba; se a mesma não funcionar, utilizar a bomba reserva ou
injetor;
✓ Se a água não é visível no visor, aliviar pressão e esfriar a caldeira;
✓ Após resfriamento, realizar inspeção para identificar danos causados;
os mesmos devem ser corrigidos antes de completar o nível da água;
✓ Verificar o sistema de instrumentação elétrica.
Possíveis Causas:
✓ Defeito controle automático de nível;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 182
✓ Válvula de retenção do sistema de alimentação de água com defeito;
✓ Falta de água no reservatório;
✓ Descuido do operador (caldeiras manuais);
✓ Defeito elétrico e/ou mecânico na bomba de alimentação;
✓ Filtro da linha de sucção da bomba entupido;
✓ Aquecimento excessivo da água de alimentação, prejudicando a
bomba.
Como evitar:
✓ Drenar o visor de nível pelo menos uma vez por dia;
✓ Verificar constantemente o reservatório de água;
✓ Maior atenção do operador (caldeiras manuais);
✓ Realizar manutenção preventiva do sistema de alimentação de água;
✓ Nas descargas de fundo, não deixar a água desaparecer do visor de
nível;
✓ Manutenção preventiva do sistema elétrico.
❖ Nível de Água Acima do Limite Máximo(caldeiras)
Como proceder:
✓ Interromper imediatamente a alimentação de água;
✓ Certificar-se de que o nível realmente está alto;
✓ Efetuar a descarga de fundo até que o nível normal seja
restabelecido;
✓ Informar imediatamente ao departamento de manutenção o fato
ocorrido.
Causas:
✓ Defeito no controle automático de nível;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 183
✓ Descuido do operador (caldeiras manuais);
✓ Defeito elétrico na bomba de alimentação.
Como evitar:
✓ Drenar o sistema de controle de nível pelo menos uma vez por dia;
✓ Maior atenção do operador (caldeiras manuais);
✓ Manutenção preventiva do sistema elétrico da bomba.
❖ A pressão do vapor sobe, mas a PSV não abre (>PMTA)
Como proceder:
✓ Neste caso deve avaliar o aumento de pressão e decidir por uma
parada imediata ou parada programada.
✓ Providenciar a abertura da válvula imediatamente.
Causas:
✓ Sede da válvula de segurança emperrada;
✓ Válvula de segurança incorretamente regulada.
Como evitar:
✓ Nunca mexa na regulagem da válvula, sem prévia autorização do
responsável por está área;
✓ Calibrar a válvula segundo recomendações do fabricante.
❖ A PSV abre, mas a pressão do vapor continua a subir
Como proceder:
✓ Neste caso deve avaliar o aumento de pressão e decidir por uma
parada imediata ou parada programada.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 184
✓ Providenciar a abertura da válvula imediatamente.
Causas:
✓ Sede da válvula de segurança semi-emperrada;
✓ Válvula de segurança é insuficiente. (erro de projeto).
Como evitar:
✓ Nunca mexa na regulagem da válvula, sem prévia autorização do
responsável por está área;
✓ Calibrar a válvula segundo recomendações do fabricante.
DESCARTE DE PRODUTOS QUÍMICOS E PRESERVAÇÃO DO
MEIO AMBIENTE
Têm razão os que apelidaram o petróleo de "ouro negro". Suas
propriedades físico-químicas viabilizaram o transporte individual em altas
velocidades. Conseqüentemente viabilizaram duas das indústrias mundiais mais
rentáveis do século: a indústria do petróleo e a indústria automobilística.
Figura 5.26 - : indústria mundial mais rentável do século
Consumir petróleo e seus derivados significa devolver para a atmosfera
uma massa enorme de carbono e outros elementos como enxofre e nitrogênio.
Estima-se hoje que o planeta esteja consumindo cerca de 100 milhões de barris

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 185
equivalentes de petróleo por dia. Essa massa de petróleo e gás é quase toda
queimada, transformando-se basicamente em gás carbônico.
Mas essa massa de gás jogada na atmosfera é apenas um dos fatores de
agressão à natureza promovida pela indústria do Petróleo. As agressões ocorrem
em todas as etapas dessa indústria:
• Na exploração de possíveis campos de petróleo são utilizadas
explosões com dinamites;
• No processo de perfuração de poços são descartadas lamas oleosas;
• Nas instalações de produção há riscos de derramamentos, incêndios
e, normalmente são descartados rejeitos com enormes potenciais de
agressão à natureza;
• No transporte de óleo dos campos de produção até as unidades de
refino há enormes riscos envolvidos como derramamentos e incêndios
sejam em transporte por água, dutos, ferrovias ou rodovias.
Lei de Crimes Ambientais ou Lei da Natureza – Lei n° 9.605/98
Art. 54. Causar poluição de qualquer natureza em níveis tais que resultem
ou possam resultar em danos à saúde humana, ou que provoquem a mortandade
de animais ou a destruição significativa da flora:
Pena: reclusão, de um a quatro anos, e multa.
Figura 5.27 - Emissão de gás carbônico na atmosfera

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 186
Art. 225 da Constituição Federal. “Todos têm direito ao meio ambiente
ecologicamente equilibrado, bem de uso comum do povo e essencial à sadia
qualidade de vida, impondo-se ao Poder Público e à coletividade o dever de
defendê-lo e preservá-lo para as presentes e futuras gerações.”
❖ Resíduos químicos referentes ao Petróleo
A seguir serão apontados os principais resíduos provenientes de operações
inerentes à exploração e refino de petróleo:
Petroquímica e Química – Lodos de ETE, catalisadores exaustos, carvão
ativado, subprodutos de reatores, fundo de tanques e colunas.
Refinarias e Distribuidoras de Petróleo – Catalisadores e isolantes
exaustos, fundo de tanque, solos contaminados, embalagens com
hidrocarbonetos.
Figura 5.14 - Ambiente ecologicamente equilibrado
Figura 5.15 - Mortandade provocada pela poluição da água

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 187
❖ Classificação dos Resíduos Químicos
A destinação, tratamento e disposição final de resíduos devem seguir a
Norma 10.004 da ABNT que classifica os resíduos conforme as reações que
produzem quando são colocados no solo:
• Perigosos (Classe 1 – contaminantes e tóxicos);
• Não-inertes (Classe 2 – possivelmente contaminantes);
• Inertes (Classe 3 – não contaminantes).
Os resíduos das classes 1 e 2 devem ser tratados e destinados em
instalações apropriadas para tal fim. Por exemplo, os aterros industriais precisam
de mantas impermeáveis e diversas camadas de proteção para evitar a
contaminação do solo e das águas, além de instalações preparadas para receber
o lixo industrial e hospitalar, normalmente operados por empresas privadas.
As indústrias tradicionalmente responsáveis pela maior produção de
resíduos perigosos são as metalúrgicas, equipamentos eletro-eletrônicos,
fundições, indústria química e indústria de couro e borracha. Predomina em
muitas áreas urbanas a disposição final inadequada de resíduos industriais, por
Figura 5.16 - Resíduos provenientes de operações inerentes ao refino de petróleo
Figura 5.17 - Preparação de aterro industrial para recebimento de resíduos industriais

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 188
exemplo, o lançamento dos resíduos industriais perigosos em lixões, nas margens
das estradas ou em terrenos baldios, o que compromete a qualidade ambiental e
de vida da população.
A soma das ações de controle, envolvendo a geração, manipulação,
transporte, tratamento e disposição final, traduz-se nos seguintes benefícios
principais:
• Minimização dos riscos de acidentes pela manipulação de resíduos
perigosos;
• Disposição de resíduos em sistemas apropriados;
• Promoção de controle eficiente do sistema de transporte de resíduos
perigosos;
• Proteção à saúde da população em relação aos riscos potenciais
oriundos da manipulação, tratamento e disposição final inadequada;
• Intensificação do reaproveitamento de resíduos industriais;
• Proteção dos recursos não renováveis, bem como o adiamento do
esgotamento de matérias-primas;
Figura 5.18 - Derramamento de resíduos químicos
AVALIAÇÃO E CONTROLE DE RISCOS INERENTES AO
PROCESSO
Os processos de identificação de perigos e de avaliação e controle de riscos
variam grandemente de uma indústria para outra, indo de simples avaliações a
complexas análises quantitativas que se utilizam de extensa documentação. Cabe

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 189
à organização planejar e implementar processos apropriados de identificação de
perigos e de avaliação e controle de riscos, que se ajustem às suas necessidades
e às situações de seus ambientes de trabalho.
❖ Recomendações
É recomendado que as medidas para a gestão de riscos reflitam o princípio
da eliminação de perigos, seguida pela redução de riscos (seja pela redução da
probabilidade de ocorrência ou da gravidade potencial de lesões ou danos),
deixando-se a utilização do EPI como último recurso. A identificação de perigos e
a avaliação e o controle de riscos são ferramentas-chave para a gestão de riscos.
É recomendado que os processos de identificação de perigos e de avaliação
e controle de riscos não sejam apenas aplicados a operações e procedimentos
"normais" da planta, mas também a operações/procedimentos periódicos ou
ocasionais, tais como limpeza e manutenção da planta, ou durante
inicializações/interrupções de atividades da planta (start-ups e shut-downs).
PREVENÇÃO CONTRA DETERIORAÇÃO, EXPLOSÃO E OUTROS
RISCOS
❖ Introdução
O uso de caldeiras e vasos de pressão implica na presença de riscos
diversos: explosões, incêndios, choques elétricos, intoxicações, quedas,
ferimentos diversos, etc.
Figura 5.19 - Vítima de acidente com caldeira, apresentando queimaduras pelo corpo

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 190
Entretanto, os riscos de explosões são os mais importantes, pois:
• Está presente durante todo o tempo de funcionamento;
Figura 5.20 - Acidente com Caldeira flamotubular
• Em razão da violência com que as explosões acontecem;
Figura 5.21 - Explosão de Caldeira. (Detalhes da destruição causada pela explosão)
• Por envolver não só os operadores, como também as pessoas que
trabalham nas redondezas;
Figura 5.22 - Explosão, atingindo comunidades vizinhas

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 191
• Porque sua prevenção deve ser considerada em todas as fases:
projeto, fabricação, operação, manutenção, inspeção e outras.
O risco de explosão do lado da água está presente em todas as caldeiras,
pois a pressão nesse lado é sempre superior à pressão atmosférica. Para evitar a
explosão deve-se utilizar espessuras adequadas em função da resistência do
material e das características de operação.
Outro fator importante é a quantidade de calor envolvida no processo. Os
danos provocados pela explosão de uma caldeira serão muito maiores que um
reservatório de ar, com mesmo volume e pressão, pois parte da energia será
liberada na forma de calor.
Expressão aplicável a equipamentos submetidos a pressões internas, onde
são eliminados os termos que exercem pequena influência.
Figura 5.23 - Projeto e Fabricação de Caldeira flamotubular, respectivamente
Figura 5.24 Corte transversal de uma caldeira. (Detalhe da espessura da
chapa do corpo)
Figura 5.25 - Incêndio provocado por falha em caldeira

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 192
e – espessura
p – pressão de projeto
R – raio interno
σadm – tensão admissível
O risco de explosão pode ser originado pela combinação de 3 causas:
• Diminuição da resistência, que pode ser decorrente do
superaquecimento ou da modificação da estrutura do material;
Figura 5.26 - Rompimento de Vaso de Pressão, devido à fragilidade do material; Corrosão em tubulação. (Detalhe da espessura do tubo)
• Diminuição de espessura, que pode ser originada da corrosão ou da
erosão;
• Aumento de pressão, decorrente de falhas diversas, que podem ser
operacionais ou não.
Figura 5.27 - Alívio de Pressão em locomotiva, evitando problemas de sobrepressão
❖ Superaquecimento como causas de explosões
Quando o metal da caldeira é submetido às temperaturas maiores que as
admissíveis, ocorre redução da resistência do aço, aumentando o risco de
explosão.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 193
Figura 5.28 - Superaquecimento em tubulações
As principais causas do superaquecimento são:
Seleção inadequada do metal no projeto da caldeira – Em caldeiras
aquatubulares, alguns tubos da fornalha estão submetidos a mais radiação que
outros. Deve-se considerar as temperaturas das áreas de aquecimento, para
evitar o risco de fluência e/ou ruptura, devido ao uso de aços com pouca
resistência às condições de operação.
Figura 5.29- Metais diversos utilizados para fabricação de equipamentos
Uso de metais com defeito – O processo de laminação, utilizado para obter
chapas e tubos, é aquele que mais pode determinar a inclusão de defeitos. Com
esses defeitos, as chapas podem não resistir às cargas térmicas e/ou mecânicas
previstas no projeto.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 194
Figura 5.30- Materiais defeituosos
Prolongamento excessivo dos tubos – Ocorre em caldeiras flamotubulares,
em que tubos expandidos nos espelhos são deixados com comprimento excessivo
para dentro das câmaras de reversão, prejudicando a reversão de fluxo dos
gases quentes.
Figura 5.31 - Prolongamento de tubos no espelho
Queimadores mal posicionados – Podem causar incidência direta de chama
sobre o metal, propiciando superaquecimento e fluência do metal. Torna-se mais
complicado quando são do tipo tangenciais, produzindo turbilhonamento de gases
no centro da fornalha.
Incrustações – Comportam-se como isolantes térmicos, não permitindo que
a água mantenha refrigeradas as superfícies de aquecimento. Assim, podem
ocorrer as seguintes consequências com relação à segurança do equipamento:
• Formação de zonas propícias à corrosão, em virtude da porosidade da
camada incrustante e possibilidade da migração de agentes
corrosivos para sua interface com o metal;
• O metal, com limites de temperaturas da ordem de 300 °C, fica
exposto a temperaturas de 500 °C, acima dos limites de resistência;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 195
• A camada incrustante pode soltar-se, fazendo a água entrar em
contato direto com as paredes do tubo em alta temperatura,
provocando expansão repentina da água.
Operação em marcha forçada – Ocorre quando a caldeira possui potência
insuficiente para atender as necessidades do usuário, aumentando o
fornecimento de energia e superaquecendo partes da caldeira, causando
deformação das mesmas ou até ruptura.
Falta de água nas áreas de transmissão de calor – O contato da água com o
metal é fundamental para mantê-lo refrigerado. Por isso, é essencial que o calor
seja transferido para água. Caso falte água em alguma parte da caldeira, o
processo a temperatura constante cessará, provocando o superaquecimento e,
como consequência, perda de resistência.
Figura 5.33 - Corrosão em tubulação do trocador de calor
Figura 5.32 - Chama produzida no interior da caldeira
Figura 5.34-Detalhes da camada incrustante, causando expansão da água
Figura 5.35 - Ruptura de tubulação, causada por operação em marcha forçada

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 196
A maior causa de explosões em caldeiras é devido à falta de água nas regiões de transferência de calor.
Os principais motivos para a falta de água são:
• Má circulação de água (corrosão, incrustação, etc.);
• Falha operacional (operação automática ou manual).
Choques térmicos – Quando ocorrem com muita frequência, podem
ocasionar fadiga no material.
Figura 5.36 - Tubos com rupturas causadas por fadiga do material
As principais causas de choques térmicos em caldeiras são:
• Frequentes paradas e recolocação em marcha de queimadores;
• Incrustações de superfície;
• Caldeira alimentada com água fria (< 80 °C);
• Falha operacional.
Defeito de mandrilagem – A mandrilagem tem a finalidade de fixar o feixe
tubular nos espelhos (caldeiras flamotubulares) ou nos tubulões (caldeiras
aquatubulares), com a devida estanqueidade.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 197
Figura 5.40 - Soldagem de Espelho Figura 5.39 - Trinca em Juntas de Solda
Figura 5.37 - Processos de mandrilagem de tubulação
A estanqueidade do processo de mandrilagem pode ficar comprometida, se
houver objetos estranhos na superfície externa da extremidade dos tubos ou nas
paredes dos furos. Problemas podem também ocorrer se o processo não for bem
controlado, causando trincas nos espelhos e/ou nos tubos.
Figura 5.38 - Espelhos trincados, devido a procedimentos incorretos de mandrilagem
Falhas em juntas soldadas – O processo de soldagem é muito usado na
fabricação de caldeiras. Logo, falhas em juntas soldadas aumentam riscos de
acidentes nas caldeiras, pois dentre os processos automatizados de soldagem, o
arco submerso é o que tem apresentado melhores resultados, especialmente em
chapas de grande espessura.
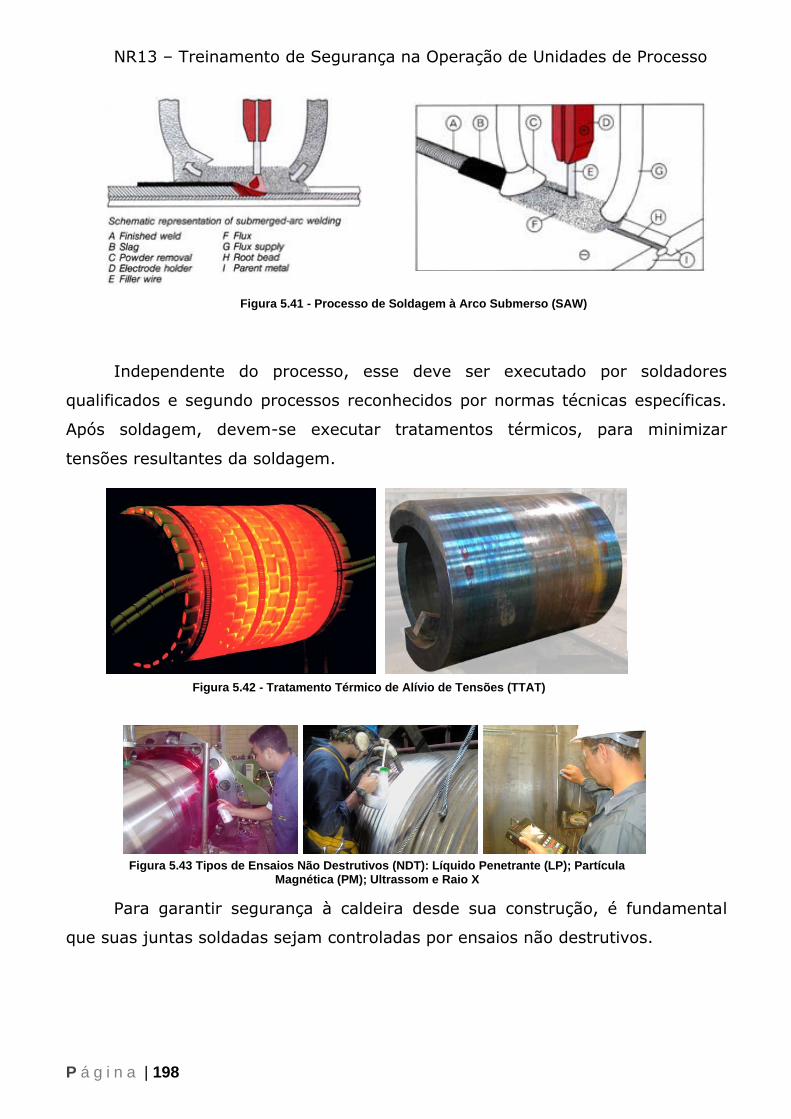
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 198
Figura 5.42 - Tratamento Térmico de Alívio de Tensões (TTAT)
Independente do processo, esse deve ser executado por soldadores
qualificados e segundo processos reconhecidos por normas técnicas específicas.
Após soldagem, devem-se executar tratamentos térmicos, para minimizar
tensões resultantes da soldagem.
Para garantir segurança à caldeira desde sua construção, é fundamental
que suas juntas soldadas sejam controladas por ensaios não destrutivos.
Figura 5.43 Tipos de Ensaios Não Destrutivos (NDT): Líquido Penetrante (LP); Partícula Magnética (PM); Ultrassom e Raio X
Figura 5.41 - Processo de Soldagem à Arco Submerso (SAW)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 199
Alterações na estrutura metalográfica do metal – Nas caldeiras que operam
a pressões elevadas, há decomposição da água, liberando oxigênio e hidrogênio.
O H2, difundindo-se na estrutura do aço, atua sobre a cementita, reduzindo a
resistência do aço.
Figura 5.44 - Trincas devido à inclusão de H2 na estrutura do metal
Corrosão – Responsável pela degradação das caldeiras. Não é detectada
por instrumentos da caldeira, pois não é acompanhada por elevação de pressão.
Figura 5.45 - Corrosão generalizada na Casa de Caldeiras
A corrosão nas caldeiras pode ocorrer tanto nas partes em contato com a
água (corrosão interna), como nas partes em contato com os gases (corrosão
externa).
A corrosão interna se processa de maneiras diferentes, entretanto, é
sempre consequência direta da presença de água, quando em contato com o
ferro, nas diversas faixas de temperaturas.
• Oxidação generalizada do ferro;
• Corrosão galvânica;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 200
Figura 5.46- Corrosão interna e externa aos tubos; Corrosão Galvânica
Figura Erro! Nenhum texto com o estilo especificado foi encontrado no documento..47- Rompimento de Vaso de Pressão devido à sobrepressão; Acidente na Casa de Caldeira devido a problemas de sobrepressão
• Corrosão por aeração diferencial;
• Corrosão salina;
• Fragilidade cáustica;
• Corrosão por gases dissolvidos.
A corrosão externa acontece nas superfícies expostas aos gases de
combustão, em função do combustível e das temperaturas.
• Superaquecedor e reaquecedor (altas temperaturas);
• Enxofre no combustível (baixas temperaturas);
• Caldeiras operando com cinzas fundidas;
• Condensação de ácido sulfúrico;
• Ar atmosférico.
Explosões causadas por aumento da pressão – A pressão de vapor é função
da quantidade de energia disponível na fornalha que é transmitida à água. Assim,
a pressão interna depende da atuação do queimador.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 201
Entretanto, o queimador não é o único responsável pelo aumento de
pressão, pois a bomba de alimentação injeta água com pressão superior àquela
de trabalho. Se a vazão da bomba for maior que a saída do vapor, o nível de
água sobe, aumentando a pressão de trabalho.
Durante a operação normal da caldeira, a pressão é mantida dentro de seus
limites pelos seguintes sistemas:
Falha em pressostatos – Natureza mecânica (deterioração do diafragma) ou
elétrica (colagem de contatos);
Falha em válvulas solenóides – Não há bloqueio de combustível (falha
mecânica ou instalação incorreta);
Falha em válvulas de segurança – Não fechar após alívio ou não abrir
quando necessário (concentricidade de elementos de vedação);
Falha no sistema manual – Defeito em manômetro, indicador de nível, ou
procedimentos inadequados do operador.
Explosões no lado dos gases – São originadas por uma reação química
(processo de combustão). Esse processo acontece em um tempo muito pequeno,
cuja consequência é o aumento rápido e violento da pressão em um espaço
restrito.
Figura 5.48- Incêndio provocado por explosão de Caldeira
Explosões dessa natureza acontecem com frequência em caldeiras com
combustíveis líquidos e gasosos. Névoas de líquidos inflamáveis apresentam
comportamento similar às dispersões gasosas inflamáveis. Ao entrar em contato
com o ar formam uma mistura, podendo entrar em combustão instantânea.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 202
Figura 5.50- Triângulo do Fogo Figura 5.49 - Líquido atomizado
Outras causas de explosões no lado dos gases:
• Recolocação manual em marcha;
• Falta de limpeza dos queimadores;
• Presença de água no combustível;
• Carbonização do óleo no queimador.
Figura 5.51 - Combustível aderido às paredes da fornalha
Algumas caldeiras flamotubulares possuem válvulas de segurança
instaladas nos espelhos dianteiros, que atuam caso a pressão na fornalha supere
a pressão exercida pelas molas, ou seja, no momento da explosão.
Porém, o alívio da pressão nem sempre é obtido, dada a violência que as
explosões acontecem, lançando os espelhos, em casos extremos. Pode haver
também pequenas explosões em que essas válvulas são lançadas, causando
riscos adicionais.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 203
Figura 5.52- Explosão de Caldeira (Detalhe dos espelhos, lançados pela explosão)
Outras condições determinam situações de risco, em particular, para
operadores de caldeira. Uma delas é o risco de queimaduras na sala de caldeiras
por água quente, vapor, óleo, tubulações, além de queimaduras por produtos
químicos, como soda cáustica ou outros produtos.
Figura 5.53 - Queimadura por soda cáustica
Na casa de caldeira há riscos consideráveis de quedas de mesmo nível
(óleo no piso). Quedas de níveis diferentes representam maiores perigos, pois
existem caldeiras de tamanhos diferentes.
Figura 5.54 - Caldeira do tipo aquatubular. (Detalhe da altura do equipamento)

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 204
Figura 5.55 - Condições ergonômicas incorretas: fechamento / abertura de válvulas;Atuação de botoeiras; Olhos expostos à radiação infravermelha em operações de regulagem de chama e em observações
prolongadas de superfícies incandescentes; Chama da caldeira, exigindo uso de EPIs para verificação da mesma.
Em termos ergonômicos, o corpo de um operador de caldeira é solicitado
muitas vezes por movimentos desordenados e excessivos, como visores mal
posicionados, manômetros instalados em ângulos inadequados, válvulas
emperradas, etc.
A presença de ruído de baixa frequência dos queimadores e de alta
frequência causada por vazamentos de vapor (acidentais ou intencionalmente
provocados pelas válvulas de segurança).
Desconforto térmico na operação de caldeiras é muito frequente e de fácil
constatação, porém exige análise de cada caso em particular, requerendo não só
avaliações com termômetros, como também exames médicos e acompanhamento
individual.
Fumaças, gases e vapores expelidos pela chaminé apresentam riscos não
somente aos operadores, como também à comunidade, pelo risco de intoxicação
por monóxido de carbono.
Caldeiras operantes com carvão, lenha, bagaço de cana, biomassa e outras
oferecem ainda, riscos inerentes ao manuseio, armazenagem e processamento
do combustível.
Figura 5.56 - Chaminé de Caldeira a combustível sólido e Operação de Caldeira a combustível sólido.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 205
LEGISLAÇÃO E NORMALIZAÇÃO
NORMAS TÉCNICAS BRASILEIRAS
Norma Técnica é um documento aprovado por uma instituição reconhecida,
que prevê, para um uso comum e repetitivo, regras, diretrizes ou características
para os produtos ou processos e métodos de produção conexos, e cuja
observância não é obrigatória. Também pode incluir prescrições em matéria de
terminologia, símbolos, embalagem, marcação ou etiquetagem aplicável a um
produto, processo ou método de produção, ou tratar exclusivamente delas.
A ABNT - Associação Brasileira de Normas Técnicas foi fundada em 1940,
sendo uma entidade sem fins lucrativos, tendo como finalidade fornecer a base
necessária ao desenvolvimento tecnológico brasileiro. É a representante brasileira
no sistema internacional de normalização, composto de entidades nacionais,
regionais e internacionais. No Brasil, as normas técnicas oficiais são aquelas
desenvolvidas pela ABNT e registradas no INMETRO - Instituto Nacional de
Metrologia e Qualidade Industrial.
Figura 5.57 - Alimentação de caldeira: manual e automática, Atuação de Válvula de Segurança (PSV), provocando grandes ruídos respectivamente

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 206
Figura Erro! Nenhum texto com o estilo especificado foi encontrado no documento..28 - Logotipos da ABNT e do INMETRO, respectivamente
Para atividades com eletricidade, há diversas normas, abrangendo quase
todos os tipos de instalações e produtos. Essas normas são o resultado de uma
ampla discussão de profissionais e instituições, organizados em grupos de
estudos, comissões e comitês. O conteúdo das NBR - Normas Brasileiras
Registradas, é de responsabilidade dos CB - Comitês Brasileiros, dos ONS -
Organismos de Normalização Setorial e ainda das CET - Comissões de Estudos
Especiais Temporários, são elaborados por CE - Comissões de Estudos, formadas
por representantes dos setores envolvidos, delas fazendo parte: produtores,
consumidores e neutros (universidades, laboratórios e outros),
Sendo a ABNT o Fórum Nacional de Normalização. O Organismo de
Normalização Setorial (ABNT/ONS) é um organismo público, privado ou misto,
sem fins lucrativos, que, entre outras, tem atividades reconhecidas no campo da
Normalização em um dado domínio setorial, credenciado pela ABNT segundo
critérios aprovados pelo CONMETRO. Todo o trabalho, dos Comitês Brasileiros e
Organismos de Normalização Setorial, são orientados para atender ao
desenvolvimento da tecnologia e participação efetiva na normalização
internacional e regional. Existe ainda a Comissão de Estudo Especial Temporária
(CEET), que é uma Comissão de Estudo vinculada à Gerência do Processo de
Normalização da ABNT, com objetivo e prazo determinado, para tratar do assunto
não coberto pelo âmbito de atuação dos Comitês Técnicos.
A ABNT possui atualmente 55 Comitês e 4 Organismos de Normalização
Setorial nas mais diversas áreas do conhecimento.
REGULAMENTAÇÕES DO MINISTÉRIO DO TRABALHO
Os instrumentos jurídicos de proteção ao trabalhador têm sua origem na
Constituição Federal que, ao relacionar os direitos dos trabalhadores, incluiu
entre eles a proteção sua saúde e segurança por meio de normas específicas.
Coube ao Ministério do Trabalho estabelecer essas regulamentações Normas
Regulamentadoras – NR por intermédio da Portaria nº 3.214/78. A partir de

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 207
então, uma série de outras portarias foi editada pelo Ministério do Trabalho com
o propósito de modificar ou acrescentar normas regulamentadoras de proteção
ao trabalhador, conhecidas pelas suas iniciais: NR.
A CLT - Consolidação das Leis do Trabalho foi promulgada em 1º de maio
de 1943 reunindo leis, à época que tratavam dos direitos individuais e coletivos
do trabalho e etc., sendo que a fundamentação legal, que dá o embasamento
jurídico à existência das Normas Regulamentadoras, está nos artigos 179 a 181
da Consolidação das Leis do Trabalho – CLT. As Normas Regulamentadoras são
Normas complementares às existentes na CLT, tendo em vista as peculiaridades
e características específicas de cada atividade ou setor de trabalho. O campo de
aplicação das Normas Regulamentadoras editadas pelo MTE é de observância em
todas as empresas públicas.
Regulamento Técnico é um documento aprovado por órgãos
governamentais em que se estabelecem as características de um produto ou dos
processos e métodos de produção com eles relacionados, com inclusão das
disposições administrativas aplicáveis e cuja observância é obrigatória. Também
pode incluir prescrições em matéria de terminologia, símbolos, embalagem,
marcação ou etiquetagem aplicáveis a um produto, processo ou método de
produção, ou tratar exclusivamente delas.
As Normas Regulamentadoras, relativas à segurança e à medicina do
trabalho, foram instituídas pelo MTE - Ministério do Trabalho e Emprego, visando
o bem-estar da classe trabalhadora, condição primordial para qualquer segmento
produtivo. São de observância obrigatória pelas empresas privadas e órgãos
públicos de administração direta e indireta, bem como pelos órgãos dos Poderes
Legislativo e Judiciário, que possuam empregados regidos pela CLT e o seu não
cumprimento acarretará ao empregador a aplicação das penalidades previstas na
legislação pertinente.
No Brasil os princípios básicos da Segurança do Trabalho são ditados e
orientados pelas Normas Regulamentadoras – NRs.
As Normas Regulamentadoras – NRs por sua vez apoiam-se e se
relacionam com as Normas Técnicas oficiais, estabelecidas pelos órgãos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 208
competentes, como as da ABNT – Associação Brasileira de Normas Técnicas e das
demais Normas Técnicas existentes no mundo, tais como ISO, ASTM, API, ASME,
DIN, BS, NF e todas as demais. É muito importante também que sejam seguidas
as recomendações técnicas relativas à Segurança da Instalação e a Segurança do
Trabalhador encontrada nos livros técnicos que regem o assunto, nos manuais
técnicos das instalações e de seus componentes, nos treinamentos específicos,
etc.
As Normas Regulamentadoras – NRs são fundamentais e obrigatórias para
o exercício da Higiene e Segurança do Trabalho e com a aplicação das Normas
Técnicas correspondentes servem para nortear as principais ações preventivas e
de fiscalização indicadas nos assuntos da Higiene e Segurança do Trabalho nas
Empresas.
RESUMO DAS NRS
A seguir, de uma forma introdutória, colocamos um resumo geral das NRs.
Posteriormente, algumas das principais NRs serão estudadas mais
detalhadamente, principalmente aquelas de aplicação mais generalizada.
Observações: Outro ponto a salientar é de que estas normas são revisadas
periodicamente. Nestas ocasiões as mesmas são colocadas para consulta pública
antes de serem recolocadas. A fiscalização dos estabelecimentos pelos órgãos
competentes é feita com base nas Normas Regulamentadoras – NRs.
As Normas Regulamentadoras – NRs em seus textos fazem sempre
referência às Normas Técnicas da ABNT vigentes, ou na possível falta destas, às
Normas Técnicas Internacionais; Deste fato concluímos que ao utilizá-las e
empregá-las necessitamos sempre dispor também das normas técnicas
correspondentes.
❖ NR 1 - Disposições Gerais
Determina que as Normas Regulamentadoras, relativas à Segurança e
Medicina do Trabalho, obrigatoriamente, deverão ser cumpridas por todas as

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 209
empresas privadas e públicas, desde que possuam empregados celetistas.
Determina, também, que o Departamento de Segurança e Saúde no Trabalho –
DSST é o órgão competente para coordenar, orientar, controlar e supervisionar
todas as atividades inerentes. Dá competência às DRT´s regionais, determina as
responsabilidades do empregador e a responsabilidade dos empregados.
❖ NR 2 - Inspeção Prévia
Determina que todo estabelecimento novo deverá solicitar aprovação de
suas instalações ao órgão regional do Ministério do Trabalho e Emprego, que
emitirá o CAI -Certificado de Aprovação de Instalações, por meio de modelo pré-
estabelecido.
❖ NR 3 - Embargo ou Interdição
A DRT poderá interditar/embargar o estabelecimento, as máquinas, setor
de serviços se os mesmos demonstrarem grave e iminente risco para o
trabalhador, mediante laudo técnico, e/ou exigir providências a serem adotadas
para prevenção de acidentes do trabalho e doenças profissionais.
Caso haja interdição ou embargo em um determinado setor, os
empregados receberão os salários como se estivessem trabalhando.
❖ NR 4 - Serviços Especializados em Engenharia de Segurança e
em Medicina do Trabalho – SESMT
A implantação do SESMT depende da gradação do risco da atividade
principal da empresa conforme os dados da Classificação Nacional de Atividades
Econômicas - CNAE e do número total de empregados do estabelecimento.
Dependendo desses elementos o SESMT deverá ser composto por um Engenheiro
de Segurança do Trabalho, um Médico do Trabalho, Enfermeiro do Trabalho,
Auxiliar de Enfermagem do Trabalho, Técnico de Segurança do Trabalho, todos
empregados da empresa.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 210
❖ NR 5 - Comissão Interna de Prevenção de Acidentes - CIPA
A Comissão Interna de Prevenção de Acidentes – CIPA tem como objetivo a
prevenção de acidentes e doenças decorrentes do trabalho, de modo a tornar
compatível permanentemente o trabalho com a preservação da vida e a
promoção da saúde do trabalhador. Todas as empresas privadas, públicas,
sociedades de economia mista, instituições beneficentes, cooperativas, clubes,
desde que possuam empregados celetistas, dependendo do grau de risco da
empresa e do número mínimo de 20 empregados, são obrigadas a constituir a
CIPA e a manter em regular funcionamento.
❖ NR 6 - Equipamentos de Proteção Individual – EPI´s
Os EPIs, Equipamentos de Proteção Individual são empregados na proteção
da saúde e integridade física do trabalhador. As Empresas são obrigadas a
fornecer aos seus empregados, gratuitamente, Equipamentos de Proteção
Individual – EPI adequados aos riscos e em perfeito estado de conservação e
funcionamento, nas seguintes circunstâncias:
a) Sempre que as medidas de proteção coletiva forem tecnicamente
inviáveis ou não oferecerem completa proteção contra os riscos de
acidentes do trabalho e/ou de doenças profissionais e do trabalho;
b) Enquanto as medidas de proteção coletivas estivem sendo
implantadas;
c) Para atender as situações de emergência.
Todo equipamento deve ter o CA - Certificado de Aprovação do Ministério
do Trabalho e Emprego e a Empresa que importa EPI´s também deverá ser
registrada junto ao Departamento de Segurança e Saúde do Trabalho, existindo
para esse fim todo um processo administrativo.
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 211
❖ NR 7 - Programa de Controle Médico de Saúde Ocupacional -
PCMSO
Este programa trata dos exames médicos obrigatórios para as empresas.
São eles:
• Exame admissional;
• Exame periódico;
• Exame de retorno ao trabalho;
• Exame de mudança de função;
• Exame demissional;
• Exames complementares.
Dependendo do grau de risco da empresa, ou empresas que trabalhem com
agentes químicos, ruídos, radiações ionizantes, benzeno etc., a critério do médico
do trabalho e dependendo dos quadros na própria NR7, bem como, na NR15,
existirão exames específicos para cada risco que o trabalho possa gerar.
❖ NR 8 - Edificações
Esta norma define os parâmetros para as edificações, observando-se a
proteção contra a chuva, insolação excessiva ou falta de insolação. Deve-se
observar também as legislações pertinentes nos níveis federal, estadual e
municipal.
❖ NR 9 - Programa de Prevenção de Riscos Ambientais – PPRA
Esta norma objetiva a preservação da saúde e integridade do trabalhador,
através da antecipação, avaliação e controle dos riscos ambientais existentes, ou
que venham a existir no ambiente de trabalho, tendo em vista a proteção ao
Meio Ambiente e aos Recursos Naturais. Leva-se em conta os Agentes:
• Físicos;
• Químicos;
• Biológicos;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 212
Além desses agentes, destacamos também:
• Riscos ergonômicos;
• Riscos de acidentes.
É importante manter esses dados no PPRA, a fim de as empresas não
sofrerem ações de natureza civil por danos causados ao trabalhador, mantendo-
se atualizados os Laudos Técnicos e o Perfil Profissiográfico Previdenciário.
O objetivo visado pela mesma é o da preservação da saúde e da
integridade dos trabalhadores, através da antecipação, reconhecimento,
avaliação e conseqüente controle da ocorrência de riscos ambientais existentes
ou que venham a existir no ambiente do trabalho, tendo em consideração a
proteção do meio ambiente e dos recursos naturais.
❖ NR 10 - Segurança em Instalações e Serviços de Eletricidade
Trata das condições mínimas para garantir a segurança daqueles que
trabalham em instalações elétricas, em suas diversas etapas, incluindo projeto,
execução, operação, manutenção, reforma e ampliação, incluindo terceiros e
usuários. A NR 10 foi recentemente atualizada e modificada após um período de
consulta pública, sendo então alterada conforme a Portaria 598 de 07/12/2004.
❖ NR 11 - Transporte, Movimentação, Armazenagem e Manuseio
de Materiais
Destina-se a Operação de Elevadores, Guindastes, Transportadores
Industriais e Máquinas Transportadoras.
❖ NR 12 - Máquinas e Equipamentos
Determina as instalações e áreas de trabalho; distâncias mínimas entre as
máquinas e os equipamentos; dispositivos de acionamento, partida e parada das
máquinas e equipamentos.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 213
❖ NR-13 – Caldeiras, Vasos de Pressão e tubulações.
É de competência do Engenheiro especializado nas atividades referentes ao
projeto de construção, acompanhamento de operação e manutenção, inspeção e
supervisão de inspeção periódica das caldeiras, vasos de pressão e tubulações.
A Norma exige treinamento específico para os seus operadores, contendo
várias classificações e categorias, nas especialidades, devido, principalmente, ao
seu elevado grau de risco. Saliente-se também que as Caldeiras, Vasos de
Pressão, tubulações e suas instalações demandam bastante cuidado tendo em
vista os riscos de Incêndios e de Explosões.
❖ NR 14 - Fornos
Define os parâmetros para a instalação de fornos, devendo-se observar as
legislações pertinentes nos níveis federal, estadual e municipal. Além disto,
considerar que as fontes de aquecimento dos fornos podem ser obtidas pela
queima de combustíveis, pela eletricidade ou pela recuperação de gases quentes
e que, portanto devem ser tomados todos os cuidados seguidos as recomendados
a respeito das mesmas.
❖ NR 15 - Atividades e Operações Insalubres
Considerada atividade insalubre, a exemplo da NR 16 - Atividades
Perigosas, quando ocorre além dos limites de tolerância, isto é intensidade,
natureza e tempo de exposição ao agente, que não causará dano à saúde do
trabalhador, durante a sua vida laboral. As atividades insalubres estão contidas
nos anexos da Norma e são considerados os agentes: Ruído contínuo ou
permanente; Ruído de Impacto; Tolerância para Exposição ao Calor; Radiações
Ionizantes; Agentes Químicos e Poeiras Minerais. Tanto a NR 15 quanto a NR 16
dependem de perícia, a cargo do médico ou do engenheiro do trabalho,
devidamente credenciado junto ao Ministério do Trabalho e Emprego.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 214
❖ NR 16 - Atividades e Operações Perigosas
Também considerada quando ocorre além dos limites de tolerância, sendo
consideradas atividades perigosas aquelas ligadas a Explosivos, Inflamáveis e
Energia Elétrica.
❖ NR 17 - Ergonomia
Esta norma estabelece os parâmetros que permitam a adaptação das
condições de trabalho às características psicofisiológicas, máquinas, ambiente,
comunicações dos elementos do sistema, informações, processamento, tomada
de decisões, organização e conseqüências do trabalho. Observe-se que as LER -
Lesões por Esforços Repetitivos, hoje denominados DORT - Doença
Osteomuscular, relacionada ao trabalho constituem o principal grupo de
problemas à saúde, reconhecidos pela sua relação laboral. O termo DORT é muito
mais abrangente que o termo LER, constante hoje das relações de doenças
profissionais da Previdência.
A NR 17 contempla ainda, de forma mais especifica os Anexos I - Trabalho
dos Operadores de Checkouts e II - Trabalho em Tele atendimento /
Telemarketing.
❖ NR 18 - Condições e Meio Ambiente de Trabalho na Indústria
da Construção
O Programa de Condições e Meio Ambiente de Trabalho na Indústria da
Construção PCMAT equivale ao “PPRA” da Construção Civil. Resume-se no elenco
de providências a serem executadas, em função do cronograma de uma obra,
levando-se em conta os riscos de acidentes e doenças do trabalho e as suas
respectivas medidas de segurança.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 215
❖ NR 19 - Explosivos
Determina os parâmetros para depósito, manuseio e armazenagem de
explosivos, sendo que seu Anexo-I refere-se à Segurança e Saúde na Indústria
de Fogos de Artifício e outros Artefatos Pirotécnicos.
❖ NR 20 - Líquidos Combustíveis e Inflamáveis
Define os parâmetros para o armazenamento de combustíveis e
inflamáveis.
❖ NR 21 – Trabalho a céu aberto
Define o tipo de proteção aos trabalhadores que trabalham sem abrigo,
contra intempéries (insolação, condições sanitárias, água etc.).
❖ NR 22 - Segurança e Saúde Ocupacional na Mineração
Destina-se aos trabalhos em minerações subterrâneas ou a céu aberto,
garimpos, beneficiamento de minerais e pesquisa mineral. Nesses trabalhos é
necessário ter um médico especialista em condições hiperbáricas. Esta atividade
possui várias outras legislações complementares.
❖ NR 23 - Proteção contra Incêndios
Todas as empresas devem possuir proteção contra incêndio; saídas para
retirada de pessoal em serviço e/ou público; pessoal treinado e equipamentos. As
empresas devem observar as normas do Corpo de Bombeiros sobre o assunto.
❖ NR 24 - Condições Sanitárias e de Conforto nos Locais do
Trabalho
Todo estabelecimento deve atender as denominações desta norma, que o
próprio nome contempla. Cabe a CIPA e/ou ao SESMT, se houver, a observância

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 216
desta norma. Deve-se observar, também, nas Convenções Coletivas de Trabalho
de sua categoria se existe algum item sobre o assunto.
❖ NR 25 - Resíduos Industriais
Trata da eliminação dos resíduos gasosos, sólidos, líquidos de alta toxidade,
periculosidade, risco biológico, radioativo, remetendo ainda às disposições
contidas na NR15 e legislações pertinentes nos níveis federal, estadual e
municipal.
❖ NR 26 - Sinalização de Segurança
Determina as cores na segurança do trabalho como forma de prevenção
evitando a distração, confusão e fadiga do trabalhador, bem como cuidados
especiais quanto a produtos e locais perigosos.
❖ NR 27 - Registro Profissional do Técnico de Segurança no
Ministério do Trabalho e Emprego
Todo técnico de segurança deve ser portador de certificado de conclusão do
2º grau de Técnico de Segurança e Saúde no Trabalho, com currículo do
Ministério do Trabalho e Emprego, devidamente registrado através das DRT´s
regionais.
❖ NR 28 - Fiscalização e Penalidades
Toda norma regulamentadora possui uma gradação de multas, para cada
item das normas. Estas gradações são divididas por número de empregados,
risco na segurança e risco em medicina do trabalho. O agente da fiscalização,
baseado em critérios técnicos, autua o estabelecimento, faz a notificação,
concede prazo para a regularização e/ou defesa. Quando constatar situações
graves e/ou iminentes ao risco à saúde e à integridade física do trabalhador
propõe à autoridade regional a imediata interdição do estabelecimento.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 217
❖ NR 29 - Norma Regulamentadora de Segurança e Saúde no
Trabalho Portuário
Tem por objetivo Regular a proteção obrigatória contra acidentes e doenças
profissionais, facilitar os primeiro socorros a acidentados e alcançar as melhores
condições possíveis de segurança e saúde aos trabalhadores portuários. As
disposições contidas nesta NR aplicam-se aos trabalhadores portuários em
operações tanto a bordo como em terra, assim como aos demais trabalhadores
que exerçam atividades nos portos organizados e instalações portuárias de uso
privativo e retro-portuárias, situadas dentro ou fora da área do porto organizado.
❖ NR 30 - Norma Regulamentadora de Segurança e Saúde no
Trabalho Aquaviário
Aplica-se aos trabalhadores de toda embarcação comercial utilizada no
transporte de mercadorias ou de passageiros, na navegação marítima de longo
curso, na cabotagem, na navegação interior, no serviço de reboque em alto-mar,
bem como em plataformas marítimas e fluviais, quando em deslocamento, e
embarcações de apoio marítimo e portuário. A observância desta Norma
Regulamentadora não desobriga as empresas do cumprimento de outras
disposições legais com relação à matéria e outras oriundas de convenções,
acordos e contratos coletivos de trabalho.
❖ NR 31 – Norma Regulamentadora de Segurança e Saúde no
Trabalho na Agricultura, Pecuária Silvicultura, Exploração
Florestal e Aquicultura
Esta Norma Regulamentadora tem por objetivo estabelecer os preceitos a
serem observadas na organização e no ambiente de trabalho, de forma a tornar
compatível o planejamento e o desenvolvimento das atividades da agricultura,
pecuária, silvicultura, exploração florestal e aqüicultura com a segurança e saúde
e meio ambiente do trabalho.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 218
❖ NR 32 - Norma Regulamentadora de Segurança e Saúde no
Trabalho em Estabelecimentos de Assistência à Saúde.
Tem por finalidade estabelecer as diretrizes básicas para implementação de
medidas de proteção à segurança e à saúde dos trabalhadores em
estabelecimentos de assistência à saúde, bem como daqueles que exerçam
atividades de promoção e assistência à saúde em geral.
❖ NR 33 - Segurança e Saúde no Trabalho em Espaços
Confinados
Esta Norma tem como objetivo estabelecer os requisitos mínimos para
identificação de espaços confinados e o reconhecimento, avaliação,
monitoramento e controle dos riscos existentes, de forma a garantir
permanentemente a segurança e saúde dos trabalhadores que interagem direta
ou indiretamente nestes espaços.
❖ NR 34 - Condições e Meio Ambiente de Trabalho na Indústria
da Construção e Reparação Naval
Esta Norma tem como objetivo regular a proteção obrigatória contra
acidentes e doenças profissionais, facilitar os primeiros socorros a acidentados e
alcançar as melhores condições possíveis de segurança e saúde aos
trabalhadores envolvidos nessas atividades e operações.
❖ NR 35 - Trabalho em altura
Esta Norma estabelece os requisitos mínimos e as medidas de proteção
para o trabalho em altura, envolvendo o planejamento, a organização e a
execução, de forma a garantir a segurança e a saúde dos trabalhadores
envolvidos direta ou indiretamente com esta atividade.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 219
❖ NR-36 - Segurança e saúde no trabalho em empresas de abate
e processamento de carnes e derivados
O objetivo desta Norma é estabelecer os requisitos mínimos para a
avaliação, controle e monitoramento dos riscos existentes nas atividades
desenvolvidas na indústria de abate e processamento de carnes e derivados
destinados ao consumo humano, de forma a garantir permanentemente a
segurança, a saúde e a qualidade de vida no trabalho, sem prejuízo da
observância do disposto nas demais Normas Regulamentadoras - NR do
Ministério do Trabalho e Emprego.
A NORMA NR-13 – VASOS DE PRESSÃO
13.5 Vasos de Pressão
13.5.1 Vasos de pressão - disposições gerais.
13.5.1.1 Vasos de pressão são equipamentos que contêm fluidos sob
pressão interna ou externa, diferente da atmosférica.
13.5.1.2 Para efeito desta NR, os vasos de pressão são classificados em
categorias segundo a classe de fluido e o potencial de risco.
a) Os fluidos contidos nos vasos de pressão são classificados conforme
descrito a seguir:
Classe A:
Fluidos
Inflamáveis;
Fluidos combustíveis com temperatura superior ou igual a 200 ºC
(duzentos graus Celsius);
Fluidos tóxicos com limite de tolerância igual ou inferior a 20 (vinte)
partes por milhão (ppm);
Hidrogênio;
Acetileno.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 220
Classe B:
Fluidos combustíveis com temperatura inferior a 200 ºC (duzentos
graus Celsius);
Fluidos tóxicos com limite de tolerância superior a 20 (vinte) partes
por milhão (ppm).
Classe C:
Vapor de água, gases asfixiantes simples ou ar comprimido.
Classe D:
Outro fluido não enquadrado acima.
b) Quando se tratar de mistura deverá ser considerado para fins de
classificação o fluido que apresentar maior risco aos trabalhadores e
instalações, considerando-se sua toxicidade, inflamabilidade e
concentração.
c) Os vasos de pressão são classificados em grupos de potencial de risco
em função do produto P.V, onde P é a pressão máxima de operação
em MPa e V o seu volume em m3, conforme segue:
Grupo 1 - P.V ≥ 100
Grupo 2 - P.V < 100 e P.V ≥ 30
Grupo 3 - P.V < 30 e P.V ≥ 2,5
Grupo 4 - P.V < 2,5 e P.V ≥ 1
Grupo 5 - P.V < 1
d) Vasos de pressão que operem sob a condição de vácuo devem se
enquadrar nas seguintes categorias:
Categoria I: para fluidos inflamáveis ou combustíveis;
Categoria V: para outros fluidos.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 221
e) A tabela a seguir classifica os vasos de pressão em categorias de
acordo com os grupos de potencial de risco e a classe de fluido
contido.
CATEGORIAS DE VASOS DE PRESSÃO
Notas:
a) Considerar volume em m³ e pressão em MPa;
b) Considerar 1 MPa correspondente a 10,197 kgf/cm².
13.5.1.3 Os vasos de pressão devem ser dotados dos seguintes itens:
a) válvula ou outro dispositivo de segurança com pressão de abertura
ajustada em valor igual ou inferior à PMTA, instalado diretamente no vaso ou no
sistema que o inclui, considerados os requisitos do código de projeto relativos a
aberturas escalonadas e tolerâncias de calibração;
Classe de Fluido
Grupo de Potencial de Risco
1 2 3 4 5
P.V ≥ 100 P.V < 100 e
P.V ≥ 30
P.V < 30 e
P.V ≥ 2.5
P.V < 2.5 e
P.V ≥ 1 P.V < 1
CATEGORIAS
CLASSE A
- Fluidos inflamáveis, e
fluidos combustíveis com
temperatura igual ou superior a 200°C
- Tóxico com limite de
tolerância ≤ 20 ppm
- Hidrogênio
- Acetileno.
I I II III III
CLASSE B
- Fluidos combustíveis com temperatura menor
que 200°C
- Fluidos tóxicos com limite de tolerância > 20
ppm
I II III IV IV
CLASSE C
- Vapor de água
- Gases asfixiantes simples
- Ar comprimido
I II III IV V
CLASSE C
- Outro fluido II III IV V V

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 222
b) meios utilizados contra o bloqueio inadvertido de dispositivo de
segurança quando este não estiver instalado diretamente no vaso;
c) instrumento que indique a pressão de operação, instalado diretamente
no vaso ou no sistema que o contenha.
13.5.1.4 Todo vaso de pressão deve ter afixado em seu corpo, em local de
fácil acesso e bem visível, placa de identificação indelével com, no mínimo, as
seguintes informações:
a) fabricante;
b) número de identificação;
c) ano de fabricação;
d) pressão máxima de trabalho admissível;
e) pressão de teste hidrostático de fabricação;
f) código de projeto e ano de edição.
13.5.1.5 Além da placa de identificação, deve constar, em local visível, a
categoria do vaso, conforme item 13.5.1.2, e seu número ou código de
identificação.
13.5.1.6 Todo vaso de pressão deve possuir, no estabelecimento onde
estiver instalado, a seguinte documentação devidamente atualizada:
a) Prontuário do vaso de pressão a ser fornecido pelo fabricante, contendo
as seguintes informações:
Código de projeto e ano de edição;
Especificação dos materiais;
Procedimentos utilizados na fabricação, montagem e inspeção final;
Metodologia para estabelecimento da PMTA;
Conjunto de desenhos e demais dados necessários para o
monitoramento da sua vida útil;
Pressão máxima de operação;
Registros documentais do teste hidrostático;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 223
Características funcionais, atualizadas pelo empregador sempre que
alteradas as originais;
Dados dos dispositivos de segurança, atualizados pelo empregador
sempre que alterados os originais;
Ano de fabricação;
Categoria do vaso, atualizada pelo empregador sempre que alterada
a original;
b) Registro de Segurança em conformidade com o item 13.5.1.8;
c) Projeto de Instalação em conformidade com os itens 13.5.2.4 e
13.5.2.5;
d) Projeto de alteração ou reparo em conformidade com os itens 13.3.6 e
13.3.7;
e) Relatórios de inspeção em conformidade com o item 13.5.4.13;
f) Certificados de calibração dos dispositivos de segurança, onde aplicável.
13.5.1.7 Quando inexistente ou extraviado, o prontuário do vaso de
pressão deve ser reconstituído pelo empregador, com responsabilidade técnica do
fabricante ou de PH, sendo imprescindível a reconstituição das premissas de
projeto, dos dados dos dispositivos de segurança e da memória de cálculo da
PMTA.
13.5.1.8 O Registro de Segurança deve ser constituído por livro de páginas
numeradas, pastas ou sistema informatizado com confiabilidade equivalente onde
serão registradas:
a) todas as ocorrências importantes capazes de influir nas condições de
segurança dos vasos de pressão;
b) as ocorrências de inspeções de segurança periódicas e extraordinárias,
devendo constar a condição operacional do vaso.
13.5.1.9 A documentação referida no item 13.5.1.6 deve estar sempre à
disposição para consulta dos operadores, do pessoal de manutenção, de inspeção
e das representações dos trabalhadores e do empregador na Comissão Interna de
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 224
Prevenção de Acidentes - CIPA, devendo o empregador assegurar pleno acesso a
essa documentação inclusive à representação sindical da categoria profissional
predominante no estabelecimento, quando formalmente solicitado.
13.5.2 Instalação de vasos de pressão.
13.5.2.1 Todo vaso de pressão deve ser instalado de modo que todos os
drenos, respiros, bocas de visita e indicadores de nível, pressão e temperatura,
quando existentes, sejam facilmente acessíveis.
13.5.2.2 Quando os vasos de pressão forem instalados em ambientes
fechados, a instalação deve satisfazer os seguintes requisitos:
a) dispor de pelo menos 2 (duas) saídas amplas, permanentemente
desobstruídas, sinalizadas e dispostas em direções distintas;
b) dispor de acesso fácil e seguro para as atividades de manutenção,
operação e inspeção, sendo que, para guardacorpos vazados, os vãos devem ter
dimensões que impeçam a queda de pessoas;
c) dispor de ventilação permanente com entradas de ar que não possam
ser bloqueadas;
d) dispor de iluminação conforme normas oficiais vigentes;
e) possuir sistema de iluminação de emergência.
13.5.2.3 Quando o vaso de pressão for instalado em ambiente aberto, a
instalação deve satisfazer as alíneas “a”, “b”, “d” e “e” do item 13.5.2.2.
13.5.2.4 A autoria do projeto de instalação de vasos de pressão
enquadrados nas categorias I, II e III, conforme item 13.5.1.2, no que concerne
ao atendimento desta NR, é de responsabilidade de PH e deve obedecer aos
aspectos de segurança, saúde e meio ambiente previstos nas Normas
Regulamentadoras, convenções e disposições legais aplicáveis.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 225
13.5.2.5 O projeto de instalação deve conter pelo menos a planta baixa do
estabelecimento, com o posicionamento e a categoria de cada vaso e das
instalações de segurança.
13.5.2.6 Quando o estabelecimento não puder atender ao disposto no item
13.5.2.2, deve ser elaborado projeto alternativo de instalação com medidas
complementares de segurança que permitam a atenuação dos riscos.
13.5.3 Segurança na operação de vasos de pressão.
13.5.3.1 Todo vaso de pressão enquadrado nas categorias I ou II deve
possuir manual de operação próprio ou instruções de operação contidas no
manual de operação de unidade onde estiver instalado, em língua portuguesa,
em local de fácil acesso aos operadores, contendo no mínimo:
a) procedimentos de partidas e paradas;
b) procedimentos e parâmetros operacionais de rotina;
c) procedimentos para situações de emergência;
d) procedimentos gerais de segurança, saúde e de preservação do meio
ambiente.
13.5.3.2 Os instrumentos e controles de vasos de pressão devem ser
mantidos calibrados e em boas condições operacionais.
13.5.3.2.1 Poderá ocorrer à neutralização provisória nos instrumentos e
controles, desde que não seja reduzida a segurança operacional, e que esteja
prevista nos procedimentos formais de operação e manutenção, ou com
justificativa formalmente documentada, com prévia análise técnica e respectivas
medidas de contingência para mitigação dos riscos, elaborada por PH.
13.5.3.3 A operação de unidades que possuam vasos de pressão de
categorias I ou II deve ser efetuada por profissional capacitado conforme item
“B” do Anexo I desta NR.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 226
13.5.4 Inspeção de segurança de vasos de pressão.
13.5.4.1 Os vasos de pressão devem ser submetidos a inspeções de
segurança inicial, periódica e extraordinária.
13.5.4.2 A inspeção de segurança inicial deve ser feita em vasos de
pressão novos, antes de sua entrada em funcionamento, no local definitivo de
instalação, devendo compreender exames externo e interno.
13.5.4.3 Os vasos de pressão devem obrigatoriamente ser submetidos a
Teste Hidrostático - TH em sua fase de fabricação, com comprovação por meio de
laudo assinado por PH, e ter o valor da pressão de teste afixado em sua placa de
identificação.
13.5.4.3.1 Na falta de comprovação documental de que o Teste
Hidrostático-TH tenha sido realizado na fase de fabricação, se aplicará o disposto
a seguir:
a) para equipamentos fabricados ou importados a partir da vigência desta
NR, o TH deve ser feito durante a inspeção de segurança inicial;
b) para equipamentos em operação antes da vigência desta NR, a critério
do PH, o TH deve ser realizado na próxima inspeção de segurança periódica.
13.5.4.4 Os vasos de pressão categorias IV ou V de fabricação em série,
certificados pelo Instituto Nacional de Metrologia, Qualidade e Tecnologia -
INMETRO, que possuam válvula de segurança calibrada de fábrica ficam
dispensados da inspeção inicial e da documentação referida no item 13.5.1.6,
alínea “c), desde que instalados de acordo com as recomendações do fabricante.
13.5.4.4.1 Deve ser anotada no Registro de Segurança a data da
instalação do vaso de pressão a partir da qual se inicia a contagem do prazo para
a inspeção de segurança periódica.
13.5.4.5 A inspeção de segurança periódica, constituída por exames
externo e interno, deve obedecer aos seguintes prazos máximos estabelecidos a
seguir:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 227
a) Para estabelecimentos que não possuam SPIE, conforme citado no
Anexo II:
Categoria do Vaso Exame Externo Exame Interno
I 1 ano 3 anos
II 2 anos 4 anos
III 3 anos 6 anos
IV 4 anos 8 anos
V 5 anos 10 anos
b) para estabelecimentos que possuam SPIE, conforme citado no Anexo
II, consideradas as tolerâncias nele previstas:
Categoria do Vaso Exame Externo Exame Interno
I 3 ano 6 anos
II 4 anos 8 anos
III 5 anos 10 anos
IV 6 anos 12 anos
V 7 anos A critério
13.5.4.6 Vasos de pressão que não permitam acesso visual para o exame
interno ou externo por impossibilidade física devem ser submetidos
alternativamente a outros exames não destrutivos e metodologias de avaliação
da integridade, a critério do PH, baseados em normas e códigos aplicáveis à
identificação de mecanismos de deterioração.
13.5.4.7 Vasos de pressão com enchimento interno ou com catalisador
podem ter a periodicidade de exame interno ampliada, de forma a coincidir com a
época da substituição de enchimentos ou de catalisador, desde que esta
ampliação seja precedida de estudos conduzidos por PH ou por grupo
multidisciplinar por ele coordenado, baseados em normas e códigos aplicáveis,
onde sejam implementadas tecnologias alternativas para a avaliação da sua
integridade estrutural.
13.5.4.8 Vasos de pressão com temperatura de operação inferior a 0 ºC
(zero grau Celsius) e que operem em condições nas quais a experiência mostre

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 228
que não ocorre deterioração devem ser submetidos a exame interno a cada 20
(vinte) anos e exame externo a cada 2 (dois) anos.
13.5.4.9 As válvulas de segurança dos vasos de pressão devem ser
desmontadas, inspecionadas e calibradas com prazo adequado à sua
manutenção, porém, não superior ao previsto para a inspeção de segurança
periódica interna dos vasos de pressão por elas protegidos.
13.5.4.10 A inspeção de segurança extraordinária deve ser feita nas
seguintes oportunidades:
a) sempre que o vaso de pressão for danificado por acidente ou outra
ocorrência que comprometa sua segurança;
b) quando o vaso de pressão for submetido a reparo ou alterações
importantes, capazes de alterar sua condição de segurança;
c) antes do vaso de pressão ser recolocado em funcionamento, quando
permanecer inativo por mais de 12 (doze) meses;
d) quando houver alteração do local de instalação do vaso de pressão,
exceto para vasos móveis.
13.5.4.11 A inspeção de segurança deve ser realizada sob a
responsabilidade técnica de PH.
13.5.4.12 Imediatamente após a inspeção do vaso de pressão, deve ser
anotada no Registro de Segurança a sua condição operacional, e, em até 60
(sessenta) dias, deve ser emitido o relatório, que passa a fazer parte da sua
documentação, podendo este prazo ser estendido para 90 (noventa) dias em
caso de parada geral de manutenção.
13.5.4.13 O relatório de inspeção, mencionado no item 13.5.1.6, alínea
“e”, deve ser elaborado em páginas numeradas, contendo no mínimo:
a) identificação do vaso de pressão;
b) fluidos de serviço e categoria do vaso de pressão;
c) tipo do vaso de pressão;
d) data de início e término da inspeção;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 229
e) tipo de inspeção executada;
f) descrição dos exames e testes executados;
g) resultado das inspeções e intervenções executadas;
h) parecer conclusivo quanto à integridade do vaso de pressão até a
próxima inspeção;
i) recomendações e providências necessárias;
j) data prevista para a próxima inspeção;
k) nome legível, assinatura e número do registro no conselho profissional
do PH e nome legível e assinatura de técnicos que participaram da inspeção.
13.5.4.14 Sempre que os resultados da inspeção determinarem alterações
das condições de projeto, a placa de identificação e a documentação do
prontuário devem ser atualizados.
13.5.4.15 As recomendações decorrentes da inspeção devem ser
implementadas pelo empregador, com a determinação de prazos e responsáveis
pela sua execução.
13.6 Tubulações
13.6.1 Tubulações - Disposições Gerais
13.6.1.1 As empresas que possuem tubulações e sistemas de tubulações
enquadradas nesta NR devem possuir um programa e um plano de inspeção que
considere, no mínimo, as variáveis, condições e premissas descritas abaixo:
a) os fluidos transportados;
b) a pressão de trabalho;
c) a temperatura de trabalho;
d) os mecanismos de danos previsíveis;
e) as consequências para os trabalhadores, instalações e meio ambiente
trazidas por possíveis falhas das tubulações.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 230
13.6.1.2 As tubulações ou sistemas de tubulação devem possuir
dispositivos de segurança conforme os critérios do código de projeto utilizado, ou
em atendimento às recomendações de estudo de análises de cenários de falhas.
13.6.1.3 As tubulações ou sistemas de tubulação devem possuir indicador
de pressão de operação, conforme definido no projeto de processo e
instrumentação.
13.6.1.4 Todo estabelecimento que possua tubulações, sistemas de
tubulação ou linhas deve ter a seguinte documentação devidamente atualizada:
a) especificações aplicáveis às tubulações ou sistemas, necessárias ao
planejamento e execução da sua inspeção;
b) fluxograma de engenharia com a identificação da linha e seus
acessórios;
c) PAR em conformidade com os itens 13.3.6 e 13.3.7;
d) relatórios de inspeção em conformidade com o item 13.6.3.9.
13.6.1.5 Os documentos referidos no item 13.6.1.4, quando inexistentes
ou extraviados, devem ser reconstituídos pelo empregador, sob a
responsabilidade técnica de um PH.
13.6.1.6 A documentação referida no item 13.6.1.4 deve estar sempre à
disposição para fiscalização pela autoridade competente do Órgão Regional do
Ministério do Trabalho e Emprego, e para consulta pelos operadores, pessoal de
manutenção, de inspeção e das representações dos trabalhadores e do
empregador na Comissão Interna de Prevenção de Acidentes - CIPA, devendo,
ainda, o empregador assegurar o acesso a essa documentação à representação
sindical da categoria profissional predominante no estabelecimento, quando
formalmente solicitado.
13.6.2 Segurança na operação de tubulações
13.6.2.1 Os dispositivos de indicação de pressão da tubulação devem ser
mantidos em boas condições operacionais.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 231
13.6.2.2 As tubulações de vapor e seus acessórios devem ser mantidos em
boas condições operacionais, de acordo com um plano de manutenção elaborado
pelo estabelecimento.
13.6.2.3 As tubulações e sistemas de tubulação devem ser identificáveis
segundo padronização formalmente instituída pelo estabelecimento, e sinalizadas
conforme a NR-26.
13.6.3 Inspeção periódica de tubulações
13.6.3.1 Deve ser realizada inspeção de segurança inicial nas tubulações.
13.6.3.2 As tubulações devem ser submetidas à inspeção de segurança
periódica.
13.6.3.3 Os intervalos de inspeção das tubulações devem atender aos
prazos máximos da inspeção interna do vaso ou caldeira mais crítica a elas
interligadas, podendo ser ampliados pelo programa de inspeção elaborado por
PH, fundamentado tecnicamente com base em mecanismo de danos e na
criticidade do sistema, contendo os intervalos entre estas inspeções e os exames
que as compõem, desde que essa ampliação não ultrapasse o intervalo máximo
de 100% (cem por cento) sobre o prazo da inspeção interna, limitada a 10 (dez)
anos.
13.6.3.4 Os intervalos de inspeção periódica da tubulação não podem
exceder os prazos estabelecidos em seu programa de inspeção, consideradas as
tolerâncias permitidas para as empresas com SPIE.
13.6.3.5 O programa de inspeção pode ser elaborado por tubulação, linha
ou por sistema, a critério de PH, e, no caso de programação por sistema, o
intervalo a ser adotado deve ser correspondente ao da sua linha mais crítica.
13.6.3.6 As inspeções periódicas das tubulações devem ser constituídas de
exames e análises definidas por PH, que permitam uma avaliação da sua
integridade estrutural de acordo com normas e códigos aplicáveis.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 232
13.6.3.6.1 No caso de risco à saúde e à integridade física dos
trabalhadores envolvidos na execução da inspeção, a linha deve ser retirada de
operação.
13.6.3.7 Deve ser realizada inspeção extraordinária nas seguintes
situações:
a) sempre que a tubulação for danificada por acidente ou outra ocorrência
que comprometa a segurança dos trabalhadores;
b) quando a tubulação for submetida a reparo provisório ou alterações
significativas, capazes de alterar sua capacidade de contenção de fluído;
c) antes da tubulação ser recolocada em funcionamento, quando
permanecer inativa por mais de 24 (vinte e quatro) meses.
13.6.3.8 A inspeção periódica de tubulações deve ser executada sob a
responsabilidade técnica de PH.
13.6.3.9 Após a inspeção de cada tubulação, sistema de tubulação ou
linha, deve ser emitido um relatório de inspeção, com páginas numeradas, que
passa a fazer parte da sua documentação, e deve conter no mínimo:
a) identificação da (s) linha (s) ou sistema de tubulação;
b) fluidos de serviço da tubulação, e respectivas temperatura e pressão de
operação;
c) data de início e término da inspeção;
d) tipo de inspeção executada;
e) descrição dos exames executados;
f) resultado das inspeções;
g) parecer conclusivo quanto à integridade da tubulação, do sistema de
tubulação ou da linha até a próxima inspeção;
h) recomendações e providências necessárias;
i) data prevista para a próxima inspeção;
j) nome legível, assinatura e número do registro no conselho profissional do
PH e nome legível e assinatura de técnicos que participaram da inspeção.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 233
13.6.3.9.1 O prazo para emissão desse relatório é de até 30 (trinta) dias
para linhas individuais e de até 90 (noventa) dias para sistemas de tubulação.
13.6.3.10 As recomendações decorrentes da inspeção devem ser
implementadas pelo empregador, com a determinação de prazos e responsáveis
pela sua execução.
Check List para verificação de Vasos de Pressão
Check list de fácil compreensão para a inspeção de unidades de processo
que apresentam vasos de pressão e outros equipamentos sob a pressão que são
enquadrados nesta NR:
DADOS DA INSPEÇÃO
Local Data
Inspetor(es) Acompanhantes
Responsável pelo local Ramal
Referências técnicas (Além desta
NR)
Nº de funcionários por turno
DESCRIÇÃO SIM NÃO COMENTÁRIO
DADOS GERAIS
1. O vaso possui válvula de segurança
com pressão de abertura ajustada na
PMTA, instalada diretamente no
vaso?
2. O vaso possui dispositivo de
segurança contra bloqueio
inadvertido da válvula caso esta não
esteja instalada diretamente no
vaso?
3. O vaso possui instrumento que
indique a pressão de operação?
4. O vaso possui afixado em seu

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 234
corpo, em local de fácil acesso e
bem visível, placa de identificação
indelével?
5. Além da placa de identificação,
consta em local visível, a categoria
do vaso, conforme O item 13.5.1.2, e
seu número ou código de
identificação?
6. O vaso possui “Prontuário do
Vaso de Pressão”?
7. Caso de inexistente ou
extraviado, o “Prontuário do Vaso
de Pressão” foi reconstituído pelo
proprietário?
8. O proprietário do Vaso tem
condições de apresentar, quando
exigido pela autoridade do MTE,
a documentação do vaso?
9. O “Registro de Segurança” está
constituído por livros de páginas
numeradas, pastas ou sistema
informatizado?
10. A documentação está sempre à
disposição para consulta do
pessoal de operação,
manutenção e inspeção, quando
solicitado?
INSTALAÇÃO
11. Todos os drenos, respiros, bocas
de visita e indicadores de nível,
pressão e temperatura, estão
facilmente acessíveis?
12. Se instalado em ambiente

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 235
fechado, há pelo menos duas
saídas amplas, permanentemente
desobstruídas e em direções
distintas?
13. A instalação dispõe de acesso
fácil e seguro às atividades de
manutenção, operação e
inspeção?
14. A instalação dispõe ventilação
permanente com entradas de ar
que não possam ser bloqueadas?
15. A instalação dispõe de iluminação
conforme normas oficiais
vigentes?
16. A instalação possui sistema de
iluminação de emergência?
17. O “Projeto de Instalação” contém
a planta baixa do
estabelecimento com o
posicionamento e a categoria de
cada vaso e das instalações de
segurança?
OPERAÇÃO
18. Os vasos de categorias “I” ou “II”
possuem manual de operação
próprio na unidade onde estiver
instalado, em língua portuguesa?
19. No manual há procedimentos de
partidas e paradas?
20. No manual há procedimentos e
parâmetros operacionais de
rotina?
21. No manual há procedimentos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 236
para situações de emergência?
22. No manual há procedimentos
gerais de segurança, saúde e de
preservação do meio ambiente?
23. Os instrumentos e controles de
vasos são mantidos calibrados e
em boas condições operacionais?
24. A operação de vasos de
categorias “I” ou “II” é efetuada
por profissional com
“Treinamento de Segurança na
Operação de Unidades de
Processo”?
25. O operador do vaso cumpriu
estágio prático, supervisionado?
MANUTENÇÃO
26. Todos os reparos ou alterações
em vasos respeitam o respectivo
código de projeto de construção e
prescrições do fabricante?
27. “Projetos de Alteração ou
Reparo” são concebidos
previamente sempre que as
condições de projeto forem
modificadas?
28. “Projetos de Alteração ou
Reparo” são concebidos
previamente sempre que for
realizado reparos que
comprometam a segurança?
29. Todas as intervenções que
exijam soldagem ou
madrilamento sofrem testes?

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 237
30. Os sistemas de controle e
segurança dos vasos são
submetidos à manutenção
preventiva ou preditiva?
INSPEÇÃO
31. Os vasos são submetidos às
inspeções de segurança inicial,
periódica e extraordinária?
32. A inspeção inicial de vasos é
feita, antes de entrar em
funcionamento, no local definitivo
da instalação?
33. O vasos pode ser considerado
novo ou usado?
34. O vasos vez testes hidrostaticos
na sua fase de fabricacao,caso
negativo foi feito teste
hisdrostatico posterior ao de
fabricação?
35. As válvulas de segurança dos
vasos são inspecionadas e
calibradas ?
36. A inspeção extraordinária é feita
caso o vaso for submetido a
reparos importantes, que
comprometam sua condição de
segurança?
37. A inspeção extraordinária é feita
caso o vaso seja recolocado em
funcionamento, caso permaneça
inativo por mais de 12 meses?
38. A inspeção extraordinária é feita
caso houver alteração de local de

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 238
instalação do vaso?
39. A inspeção de segurança é
realizada por “Profissional
Habilitado”?
40. Após a inspeção do vaso é
emitido “Relatório de Inspeção”?
41. Sempre que os resultados da
inspeção determinar alterações
dos dados da placa de
identificação, a mesma é
atualizada?
42. O sistema de arquivamento de
dados em meio eletrônico e papel
permite a rápida rastreabilidade?
Tabela 8 - Check List para Vasos de Pressão
❖ Habilitação segundo a NR-13:
“Para efeito desta NR, considera-se ”Profissional Habilitado" aquele que tem
competência legal para o exercício da profissão de engenheiro nas atividades
referentes a projeto de construção, acompanhamento operação e manutenção,
inspeção e supervisão de inspeção de caldeiras e vasos de pressão, em
conformidade com a regulamentação profissional vigente no País”.
A NR-13 prevê “Treinamento de Segurança na Operação de Caldeiras”
(Anexo I - A) e ainda “Treinamento de Segurança na Operação de Unidades de
Processo” (Anexo I - B) para todos os profissionais que direta ou indiretamente
interajam com caldeiras ou equipamentos submetidos à alta pressão e ainda
treinamentos de reciclagem.
A reciclagem de operadores deve ser permanente, por meio de constantes
informações das condições físicas e operacionais dos equipamentos, atualização
técnica, informações de segurança, participação em cursos, palestras e eventos
pertinentes.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 239
❖ Técnicas de Análise de Risco:
É um instrumento de grande utilidade no gerenciamento e controle de
riscos. Deve ser selecionada e aplicada uma metodologia de “análise de riscos”
na fase do projeto, planejamento das atividades de construção, ampliação,
modificação, manutenção e operação de sistemas, de forma a antecipar e
identificar todos os possíveis eventos indesejáveis acidentes, de forma a
possibilitar à adoção de medidas provenientes a segurança e saúde do
trabalhador, do usuário e de terceiros, do meio ambiente e até mesmo evitar
danos aos equipamentos e interrupção dos processos produtivos. A análise de
risco é uma ferramenta para tratar dos riscos e seus impactos no homem, na
propriedade e no meio ambiente. Estes riscos podem ser materializados sob a
forma de:
• Acidente de trabalho;
• Incêndio;
• Queimaduras;
• Explosão;
• Dispersão tóxica;
• Vazamento.
A análise de risco tem por objetivo responder às seguintes perguntas:
• O que aconteceu de errado?
• Com que freqüência isto pode acontecer?
• Quais as suas conseqüências?
• Precisam-se reduzir os riscos e de que forma isto pode ser feito?
A análise de risco utiliza métodos sistemáticos para identificar e analisar
riscos e desvios de uma atividade, estimando sua probabilidade de ocorrer e suas
conseqüências.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 240
❖ Conceitos:
Risco – É uma condição com potencial para causar danos.
Perigo – Caracteriza uma relativa exposição a um risco. É a exposição que
favorece a “materialização” de um risco.
Perda – É o custo/gasto não planejado que pode ou não ser recuperado;
Dano – É a severidade de lesar ou perda física, funcional ou econômica,
que pode resultar da “materialização” de um risco;
Análise – É um procedimento técnico, segundo um padrão estabelecido,
objetivando decompor um todo em suas partes componentes;
Conseqüência – É o impacto físico resultante de um evento ou de uma
seqüência de eventos indesejáveis, que podem causar danos a pessoas, ao meio
ambiente e/ou a propriedade;
Vulnerabilidade – Através de cálculos probabilísticos estimam-se os danos
causados as pessoas e a propriedade;
Confiabilidade – É a probabilidade de um equipamento ou sistema
desempenhar satisfatoriamente suas funções, por um período de tempo e sob um
dado conjunto de condições de operação;
Controle de perdas – Qualquer ação dirigida para eliminação ou redução a
um mínimo as perdas resultantes dos riscos puros de uma atividade;
Gerência de Riscos – Conjunto de métodos que permite identificar e
analisar os riscos a que está submetida uma empresa, quantificar perdas
derivadas de sua ocorrência, determinar as medidas ou meios precisos para
eliminação e/ou redução dos mesmos, otimizando-as em termos econômicos;
Plano de Ações Emergenciais – Procedimentos que definem as ações
desejadas das pessoas em vários cenários de uma emergência.
Técnicas de análise de riscos – São métodos sistemáticos que auxiliam na
identificação e análise dos riscos de uma atividade e estimam a probabilidade da
ocorrência de um evento indesejável;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 241
❖ Técnicas Qualitativas e Quantitativas de Análise de Riscos
Análise Histórica de Acidentes:
Através de consulta em arquivos da empresa e banco de dados externos,
identificamos todos os acidentes em atividades similares.
“Check list” :
Utilizada na identificação e revisão de riscos de uma atividade, abrangendo um
grande número de itens.
Neste treinamento, tratar-se-á somente da Análise Preliminar de Risco (APR) ou
Análise Preliminar de Perigo (APP), pois se considera esta técnica a mais aplicada às tarefas
executadas pelos profissionais em instalações elétricas.
Análise Preliminar de Risco:
Aplicável na fase de concepção ou desenvolvimento de um novo sistema.
Trata-se de uma técnica que possui especial importância nos casos em que o
sistema a ser analisado possui pouca similaridade com quaisquer outros
existentes, seja pela sua característica de inovação ou pioneirismo e, portanto
possui poucos detalhes operacionais.
Utilizada na identificação inicial de riscos, revisando os aspectos de
segurança, levando em consideração as causas e efeitos de cada risco, medidas
de prevenção ou correção, categorizando os riscos e priorizando as ações.
Sua aplicação é na fase de projeto ou desenvolvimento de qualquer
processo novo, produto, sistema ou tarefa, determinando assim seus riscos e
medidas preventivas.
A APR deve ser aplicada em grupo, e os resultados devem ser registrados
num formulário padrão. É uma técnica qualitativa que busca identificar os riscos
potenciais decorrentes de novas instalações ou de operações ou manutenção das
existentes.
Para cada risco ou perigo identificado, um conjunto de causas e efeitos são
levantados, possibilitando a classificação qualitativa do risco, de acordo com
categorias pré-estabelecidas. A APR permite uma ordenação qualitativa dos riscos

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 242
e facilita a proposição de medidas para redução do risco, além da avaliação da
necessidade de aplicação de técnicas complementares de análise.
Categoria de Risco:
Definido pelo critério estabelecido na tabela a seguir:
AT. NOME CARACTERÍSTICAS
I Desprezível
• Não degrada o sistema, nem o seu
funcionamento;
• Não ameaça os recursos humanos.
I
I
Marginal/
Limítrofe
• Degradação moderada / Danos menores;
• Não causa lesões;
• Compensável ou controlável.
I
II Crítica
• Degradação crítica;
• Lesões;
• Dano substancial;
• Coloca o sistema em risco e necessita
ações corretivas imediatas para sua
continuidade.
I
V Catastrófica
• Séria degradação do sistema;
• Perda do sistema;
• Mortes e lesões graves.
Tabela 9 - Categorias de Risco
A realização da análise deve ser feita, por um grupo de pessoas envolvidas
com a instalação ou tarefa, orientadas por alguém que conheça a técnica. Uma
pessoa do grupo deve fazer o preenchimento da planilha, seguindo as orientações
abaixo:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 243
ANÁLISE PRELIMINAR DE RISCO (APR)
Nº Risco Causa Efeito Categoria do
Risco
Medida
Preventiva
1
2
Tabela 10 - Modelo de Análise Preliminar de Risco
Coluna “№” – sequência numérica;
Coluna “Risco” – Colocar o risco identificado que se encaixe na definição de
risco acima;
Coluna “Causa” – O que pode causar a materialização do risco. Aqui se pode
ter mais de uma causa;
Coluna “Efeito” – São as conseqüências que a materialização do risco pode
causar ao ser humano, meio ambiente e propriedades;
Coluna “Medida Preventiva” – São as medidas corretivas ou mitigatórias a
serem tomadas antes do início dos trabalhos.
Análise de Modos de Falhas e Efeitos – FMEA (AMFE):
Permite analisar os componentes de um equipamento ou sistema.
Os principais objetivos de uma FMEA são:
• Revisão sistemática dos modos de falha de um componente, para
garantir danos mínimos ao sistema;
• Determinação dos efeitos que tais falhas terão em outros
componentes do sistema;
• Determinação dos componentes cujas falhas teriam efeito crítico na
operação do sistema (Falhas de Efeito Crítico);
• Cálculo de probabilidade de falhas de montagem, subsistemas e
sistemas, a partir das probabilidades individuais de falhas de seus
componentes;

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 244
• Determinação de como podem ser reduzidas as probabilidades de
falha de componentes, montagens e subsistemas, através do uso de
elementos com alta confiabilidade, redundâncias no projeto ou
ambos.
❖ Hazard and Operability Studies – HAZOP (Risco e
Operabilidade)
O estudo sobre o risco e a operabilidade chamado de HAZOP é o que tem
sido preferencialmente utilizado nas indústrias químicas. Esta técnica foi
desenvolvida pela empresa Imperial Chemical Industries – ICI. O HAZOP é uma
técnica que deve ser aplicada por uma equipe multidisciplinar com objetivo de
identificar riscos e problemas operacionais. Fornece aos participantes a
oportunidade de se liberar a imaginação, no sentido de identificar os riscos e
problemas operacionais, que possam surgir. A técnica prevê uma descrição
completa de um processo, sendo questionado, sistematicamente, toda e qualquer
parte deste, para identificar os possíveis desvios e decidir quando estes podem
gerar riscos e/ou problemas operacionais. O questionamento é feito sobre os
parâmetros dos processos/projetos, em pontos específicos determinados pelo
grupo, denominados “nodos de estudo” utilizando-se de “palavras–guias”. Como
resultado terá certo número de desvios que são analisados para se determinar
como ocorrem e quais as suas consequências.
Palavras–guias e significados:
Não: negação da intenção projetada.
Mais: acréscimo quantitativo.
Menos: decréscimo quantitativo
Também: acréscimo qualitativo.
Em parte: decréscimo qualitativo
Inverso: oposto da intenção projetada
Diferente de: substituição completa

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 245
A técnica HAZOP, recomendada para identificar perigos e prevenir
problemas operacionais em uma instalação de processo, oferece às pessoas a
oportunidade de liberarem sua imaginação, pensando em todos os modos pelos
quais um evento indesejado possa ocorrer ou um problema operacional possa
surgir. A reflexão é executada de maneira sistemática, de forma a analisar
individualmente os sistemas, linha a linha, circuito a circuito para cada desvio
possível de ocorrer. São usadas palavras guia e os desvios que elas representam,
devendo ser usadas para todas as linhas ou circuitos de uma instalação.
❖ ART – Análise de Risco de Tarefa
Trata-se de um método de análise de riscos que possibilita a previsão
antecipada da ocorrência danosa. Seu desenvolvimento é realizado através do
estudo, do questionamento, do levantamento, do detalhamento, da criatividade,
da crítica e autocrítica, com conseqüente estabelecimento de precauções técnicas
necessárias para a execução das tarefas, de forma que o trabalhador tenha
sempre o pleno domínio das circunstâncias, por maiores que forem os riscos. É
um método aplicável a todas as operações, mas é principalmente recomendada
para situações novas ou operações revisadas com alterações, especialmente
aquelas que possuam elevado potencial de risco. Não é um método burocrático,
mas necessita de um registro mínimo realizado através de formulário. Parte mais
importante do método “ART”, ou seja, a discussão e a crítica do seu conteúdo,
que proporciona além da apresentação de sugestões pela equipe, da
conscientização profissional de todos, do enriquecimento da análise e, sobretudo
o compromisso coletivo.
PRIMEIROS SOCORROS
CONCEITOS APLICADOS
A prestação dos Primeiros Socorros depende de conhecimentos básicos,
teóricos e práticos por parte de quem os está aplicando.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 246
O restabelecimento da vítima de um acidente, seja qual for sua natureza,
dependerá muito do preparo psicológico e técnico da pessoa que prestar o
atendimento.
O socorrista deve agir com bom senso, tolerância, calma e ter grande
capacidade de improvisação.
O primeiro atendimento mal sucedido pode levar vítimas de acidentes a
seqüelas irreversíveis.
Para ser um socorrista é necessário ser um bom samaritano, isto é, aquele
que presta socorro voluntariamente, por amor ao seu semelhante. Para tanto é
necessário três coisas básicas, mãos para manipular a vítima, boca para
acalmála, animá-la e solicitar socorro, e finalmente coração para prestar socorro
sem querer receber nada em troca.
PRIMEIROS SOCORROS
São os cuidados imediatos prestados a uma pessoa cujo estado físico
coloca em perigo a sua vida ou a sua saúde, com o fim de manter as suas
funções vitais e evitar o agravamento de suas condições, até que receba
assistência médica especializada.
Os Primeiros Socorros ou socorro básico de urgência são executadas por
qualquer pessoa, treinada, para garantir a vida, proporcionar bem-estar.
❖ Socorrista
Pessoa treinada para prestar o primeiro atendimento, o socorrista possui
um treinamento mais amplo e detalhado. Possui mais conhecimento da área de
saúde, mais do que uma pessoa preparada para apenas dar o atendimento básico
inicial, enfim, o socorrista possui uma qualificação para tal fim.
É uma atividade regulamentada pelo Ministério da Saúde, segundo a
portaria n° 824 de 24 de junho de 1999.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 247
❖ Emergência
É toda circunstância que exige uma cirurgia ou intervenção médica de
imediato. Um estado que necessita de encaminhamento rápido ao hospital. O
tempo gasto entre o momento em que a vítima é encontrada e o seu
encaminhamento deve ser o mais curto possível.
❖ Urgência
As ocorrências de caráter urgente necessitam de tratamento médico e
muitas vezes de cirurgia, mas possuem um caráter menos imediatista. Também é
considerado estado grave. Necessita de atendimento médico embora não seja
necessariamente iminente.
❖ Acidente
É todo evento não desejado que tenha por resultado uma lesão ou
enfermidade de um trabalhador ou um dano a propriedade.
Fato do qual resultam pessoas feridas e/ou mortas que necessitam de
atendimento.
❖ Incidente
Pode ser definido como sendo um acontecimento não desejado ou não
programado que venha a deteriorar ou diminuir a eficiência operacional da
empresa.
Fato ou evento desastroso do qual não resulta pessoas mortas ou feridas,
mas que pode oferecer risco futuro.
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 248
ANATOMIA E FISIOLOGIA
Para se perceber melhor este tema é importante separar os dois conceitos
e entender as suas definições.
❖ Anatomia
É a ciência que estuda macro e microscopicamente a constituição e o
desenvolvimento dos seres organizados. A área da medicina que se dedica ao
estudo da forma e relacionamento dos diversos componentes do corpo humano.
❖ Fisiologia
É a ciência que trata do estudo das funções dos órgãos. A área da medicina
que se dedica ao estudo do funcionamento dos diversos componentes do corpo
humano.
Para o conhecimento do corpo humano na sua anatomia e fisiologia,
devemos entender alguns parâmetros da suas posições em relação a um eixo
central, interligados aos termos e condições médicas associadas.
❖ Posição ortostática
A posição anatômica ou posição ortostática é
uma posição de referência, que dá significado aos
termos direcionais utilizados na descrição das partes e
regiões do corpo. O modo como o corpo de
movimenta, sua postura ou a relação entre uma e
outra área, caracteriza-se como posição anatômica,
uma posição específica para o repouso do corpo.
O corpo está numa postura ereta (em pé,
posição ortostática ou bípede) com os membros
superiores estendidos ao lado do tronco e as palmas
das mãos voltadas para frente. A cabeça e pés Figura 7.29 - Sistema digestivo

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 249
também estão apontados para frente e o olhar para o horizonte.
SISTEMA DIGESTIVO OU DIGESTÓRIO:
Os órgãos do sistema digestivo / digestório
propiciam a ingestão e nutrição do que ingerimos
em forma de alimento, permitindo com que seja
feita a absorção de nutrientes, além da eliminação
de partículas não utilizadas pelo nosso organismo,
como a celulose.
Para que haja a digestão, o alimento deve
passar por modificações físicas e químicas ao longo
deste processo que se inicia na boca.
É formado por um longo tubo musculoso, ao qual estão associados órgãos e
glândulas que participam da digestão.
Apresenta as seguintes regiões; boca, faringe, esôfago, estômago, intestino
delgado, intestino grosso e ânus. Digere e absorve alimentos, remove certos
resíduos.
SISTEMA EXCRETOR:
O sistema excretor é formado por um conjunto de órgãos que filtram o
sangue, produzem e excretam a urina - o principal líquido de excreção do
organismo. É constituído por um par de rins, um par de ureteres, pela bexiga
urinária e pela uretra.
Remove os resíduos químicos do sangue e contribui para o balanço hídrico
e o controle dos níveis de sal no sangue.
Figura 7.30 - Sistema excretor

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 250
SISTEMA REPRODUTOR:
Dispõe das estruturas e hormônios necessários para a reprodução sexual.
Algumas vezes, é classificado dentro do sistema urinário ou ainda do sistema
genitorinário (sistema que inclui todos os órgãos relacionados com a reprodução
da espécie e na formação e eliminação da urina).
O sistema reprodutor masculino é formado por:
• Testículos ou gônadas
• Vias espermáticas: epidídimo, canal deferente, uretra.
• Pênis
• Escroto
• Glândulas anexas: próstata, vesículas seminais, glândulas
bulbouretrais.
SISTEMA ENDÓCRINO:
Dá-se o nome de sistema endócrino ao
conjunto de órgãos que apresentam como
atividade característica a produção de secreções
denominadas hormônios, que são lançados na
corrente sangüínea e irão atuar em outra parte do
organismo, controlando ou auxiliando o controle
de sua função. Os órgãos que têm sua função
controlada e/ou regulada pelos hormônios são
denominados órgãos-alvo.
SISTEMA ESQUELÉTICO:
Protege e dá suporte para o corpo e órgãos
internos, permitindo os movimentos do corpo
(Adução, abdução, flexão, extensão e Figura 7.3 - Sistema Esquelético

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 251
rotação).
Constitui-se de peças ósseas (ao todo 208 ossos no indivíduo adulto) e
cartilaginosas articuladas, que formam um sistema de alavancas movimentadas
pelos músculos.
O esqueleto humano pode ser dividido em duas partes:
Esqueleto axial: formado pela caixa craniana, coluna vertebral caixa
torácica.
Esqueleto apendicular: compreende a cintura escapular, formada pelas
escápulas e clavículas; cintura pélvica, formada pelos ossos ilíacos (da bacia) e o
esqueleto dos membros (superiores ou anteriores e inferiores ou posteriores).
SISTEMA TEGUMENTAR (TECIDO EPITELIAL)
Túnica que reveste toda a superfície do corpo, é considerado o maior órgão
do corpo humano, compreende a pele e seus anexos e o tecido subcutâneo. Pesa
cerca de 4 quilos e tem aproximadamente 2 metros quadrados. Possui múltiplas
funções, das quais lembramos as principais: protege o corpo e regula sua
temperatura; constitui barreira contra
infecções; sintetiza a vitamina D pela
absorção aos raios solares ultravioletas;
elimina e absorve substâncias; e possui
terminações nervosas para tato,
temperatura e pressão.
SISTEMA CIRCULATÓRIO
É um circuito fechado de vasos, cujo centro, o coração órgão muscular oco,
contrátil, expele em ondas rítmicas o sangue através das artérias e recebe de
volta através das veias.
Figura 7.31 - Sistema Tegumentar

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 252
As artérias levam na sua maioria, sangue
oxigenado para todo o corpo, são os vasos
sanguíneos que levam o sangue do coração par os
diferentes órgãos do nosso corpo. São vasos cujas
paredes elásticas e resistentes são revestidas
internamente por uma camada de músculo
liso. Esse revestimento muscular permite
que as artérias pulsem, completando o
trabalho do coração e facilitando, assim o
transporte do sangue pelo nosso
organismo.
As veias transportam para o coração
sangue pobres em O2 e nutrientes, suas
paredes são mais finas e elas possuem um
sistema de válvulas para garantir que o
sangue siga num único sentido, facilitando
seu retorno ao coração sem refluxo. No
átrio esquerdo do coração chegam às veias
pulmonares, provenientes dos pulmões e
no átrio direito chegam às veias cava
inferior e superior. As veias podem ser
observadas na pele, pois são mais
superficiais que as artérias.
❖ Composição do sangue
O sangue funciona como um eficiente sistema de transporte de centenas de
substâncias que são essenciais ao funcionamento do organismo humano. É
através da circulação sanguínea que as inúmeras células do organismo, em todos
os tecidos, recebem sua alimentação, representada por componentes de
Figura 7.5 - Sistema Circulatório
Figura 7.32 - Anatomia topográfica do coração

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 253
proteínas, açúcar, gordura, água e sais minerais. Também é o sangue que,
retornando dos tecidos, conduz o gás carbônico e os resíduos das células do
corpo, eliminando-as através da respiração, do suor, da urina e das fezes.
O coração é um órgão muscular localizado abaixo do osso anterior do tórax
(chamado de esterno) num espaço chamado mediastino, entre os pulmões e num
saco chamado pericárdio.
Tem aproximadamente o tamanho de um punho de um adulto, fechado.
Ele se compõe de dois sistemas de bombeamento independentes, um do lado
direito e outro do lado esquerdo. Cada um destes sistemas tem duas câmaras –
um átrio e um ventrículo. Os ventrículos são as principais “bombas” do coração.
Como qualquer outro músculo do corpo, necessita de receber oxigênio para
que funcione adequadamente. A musculatura do coração é nutrida através de um
sistema de artérias, as artérias coronárias, que se originam da aorta. As duas
artérias coronárias mais importantes são a coronária direita e a coronária
esquerda - esta última se divide (mais freqüentemente) em artéria coronária
descendente anterior e artéria circunflexa.
❖ Anatomia topográfica
1. Veia Cava Superior
2. Veia Cava Inferior
3. Átrio Direito
4. Ventrículo Direito
5. Ventrículo Esquerdo
6. Artéria Pulmonar7. Aorta
7. Artéria Coronária Direita
8. Artéria Coronária Descendente Anterior
9. Átrio esquerdo
10. Veias pulmonares
Figura 7.33 - Principais Artérias e veias do corpo humano

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 254
Figura 7.34 - Cavidade nasal e oral
Figura 7.10 - Pulmões e alvéolos
SISTEMA RESPIRATÓRIO
É um conjunto de órgãos tubulares e alveolares responsáveis pela
respiração (a troca gasosa – hematose) que é efetuada entre o organismo e o
meio ambiente.
A composição do ar, para termos de explicação (de forma arredondada),
está distribuída em: 78 % de nitrogênio, 21 % de oxigênio, e 1% de outros
gases.
O sistema é dividido nas seguintes regiões: cavidade nasal, faringe, laringe,
traquéia, brônquios, bronquíolos e alvéolos pulmonares – onde é feita a
hematose.
SISTEMA NEUROLÓGICO
É a unidade fisiológica formada por um
conjunto de células especializadas
denominadas neurônios, que se encarrega das
funções de coordenação do organismo e de sua
relação com o meio externo e com todos os
elementos anatômicos que o integram.
Está dividido em central (cérebro e
medula espinhal) e periférico (nervos cranianos
Figura 7.9 - Hematose alveolar

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 255
Figura 7.12 – Membranas de proteção
e raquidianos, além do sistema nervoso autônomo ou vegetativo).
O sistema nervoso autônomo é uma unidade funcional complementar,
constituída pelos sistemas simpático e parassimpático, dos quais depende o
equilíbrio da vida orgânica.
A função do sistema nervoso nos animais superiores é complementada pela
ação do sistema endócrino, encarregado de regular a secreção hormonal.
A massa encefálica é recoberta por três membranas de proteção, as
meninges, que separam o córtex dos ossos cranianos. São elas a dura-máter
(mais externa), aracnóide (intermediária) e pia-máter (mais interna)
AVALIAÇÃO DA CENA (CINEMÁTICA DO TRAUMA)
Uma vítima, acometida de trauma ou problemas decorrentes de patologias
clínicas, deve ser avaliada segundo um critério geral.
A Cinemática do Trauma (Avaliação da Cena) é um estudo realizado antes
mesmo da abordagem (visualização) da vítima. Na avaliação da cena, a
observação das circunstâncias nas quais ocorreu o evento, como o tipo de queda,
a forma de colisão dos corpos, as estruturas presentes no ambiente, dentre
outros fatores que possam ser julgados relevantes para a cena, permite nos
estabelecer uma relação entre estes fatos com as possíveis lesões apresentadas
pela vítima.
Figura 7.11 - Subdivisões do sistemas neurológico

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 256
O relato de testemunhas e o histórico de como a cena estava até o
momento da ocorrência também fazem parte da cinemática do trauma. Isso
ajuda a esclarecer ou descobrir novas lesões.
A primeira atitude a ser tomada no local do acidente é avaliar os riscos que
possam colocar em perigo a pessoa prestadora dos primeiros socorros.
Se houver algum perigo em potencial, deve-se aguardar a chegada do
socorro especializado. Nesta fase, verifica-se também a provável causa do
acidente, o número de vítimas e a gravidade das mesmas e todas as outras
informações que possam ser úteis para a notificação do acidente.
A pessoa prestadora de primeiros socorros deverá proceder da seguinte
forma:
❖ Solicite o auxílio
Passe para o socorro especializado o máximo de informações possíveis com
clareza e certeza. Alguns fatores primordiais estão listados abaixo:
A. Local exato da ocorrência;
B. Tipo de ocorrência;
C. Riscos potenciais;
D. Número de vítimas;
E. Gravidade das vítimas;
Qualquer pessoa sendo orientada pode também auxiliar na prestação do
socorro, coordene esta ação!
❖ Utilize Equipamentos de Proteção Individual (EPI)
Os EPI`s são equipamentos destinados à proteção da integridade física do
socorrista durante a realização de atividades onde possam existir riscos
potenciais à sua pessoa. Os EPI`s básicos são:
• Luvas de látex descartáveis;
• Máscaras de proteção facial;
• Óculos de Proteção.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 257
ABORDAGEM NOS PRIMEIROS SOCORROS
Após a avaliação da cena, onde caracterizamos toda a cinemática do
trauma, e da garantia da segurança do ambiente/local, a pessoa prestadora de
primeiros socorros, sob orientação e/ou o socorrista estará prontos para prestar o
primeiro atendimento.
Esses primeiros atendimentos, ou atendimento de primeiros socorros ou
atendimento pré-hospitalar, são caracterizados pelas condutas/ações que estarão
sendo aplicadas na vítima, de forma a garantir sua sobrevivência. Para isso,
devemos seguir alguns passos que irão nos
nortear para uma boa assistência.
Inicialmente trabalhamos com a Avaliação
Inicial, que visa checar os sinais vitais da vitima
e tratar as condições que o colocam em risco
iminente de morte. Para melhor avaliação
adota-se o processo mnemônico da sequência alfabética (A-B-C-D-E).
As letras desse mnemônico representam algumas das condições vitais da
vítima e nos permite descobrir alguma lesão oculta na vítima. A letra “A” faz
referência às Vias aéreas (Airways) e controle da coluna cervical, a letra “B” faz
referência à Respiração da vítima (Breathing), a letras “C” faz referência a
circulação da vítima, com controle da hemorragia (Circulation), enquanto a letra
“D” faz referência ao estado neurológico (Disabled), já a letra “E” faz referência a
exposição do corpo da vítima (Exposure), esta última busca descobrir ou supor
lesões ocultas.
A abordagem da vítima consiste em analisar o nível de consciência e
possíveis prioridades a serem adotadas.
Durante essa abordagem utilizamos com parâmetro uma escala para a
observação do estado de criticidade da vítima. A essa escala damos o nome de
Escala CIPE, onde as letras representam o grau de estado. São elas:
• Critico (ex: Parada respiratória ou cardio-respiratória);
Figura 7.13- Abordagem da vítima

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 258
• Instável (ex: choque descompensado, dificuldade respiratória severa,
com lesão grave de cabeça e/ou tórax);
• Potencialmente Instável (ex: choque compensado, portador de lesões
isoladas importantes;
• Estável (ex: portador de lesões menores e sinais vitais normais).
Fator primordial na priorização do atendimento é saber sobre o estado
neurológico da vítima. A avaliação do nível de consciência é de suma importância
e de rápida aplicabilidade nas vítimas que se encontram desacordadas. Para isso,
aplicamos outro mnemônico conhecido como AVDI, nesta sequência estamos
oferecendo estímulos gradativos numa escala de intensidade esperando por uma
resposta da vítima.
O rebaixamento do nível de consciência pode representar diminuição na
oxigenação e/ou na perfusão cerebral ou resultado de um trauma direto ao
cérebro. A alteração do nível de consciência implica em necessidade imediata de
reavaliação da ventilação, da oxigenação e da perfusão. Por isso, é de suma
importância.
Lembrando que toda vítima inconsciente apresenta relaxamento muscular.
Esta condição leva a obstrução da Via aérea superior através da queda de língua.
Toda avaliação da assistência a saúde deve ser completa, e para isso,
devemos incluir a história dos mecanismos do trauma. Em muitas ocasiões, no
entanto, não se consegue obter uma história do próprio doente. Nestes casos,
devemos consultar a família, populares, “atendentes” e o pessoal de atendimento
pré-hospitalar, com o intuito de se obter informação que possam esclarecer
melhor o estado fisiológico do doente.
Para completar o atendimento inicial de socorro a vítima, trabalhamos com
uma Avaliação Secundária, ou também chamada de Exame Detalhado, que é
realizada após a estabilização dos sinais vitais da vitima. Consiste em uma
avaliação minuciosa, a qual se inicia na cabeça e vai ate os pés, na parte anterior
(frente) e posterior (costas), identificando lesões que apesar de sua gravidade
não colocam a vitima em risco iminente de morte. Esta avaliação é dividida em
Subjetiva e Objetiva.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 259
A utilização do código “AMPLA” é a parte subjetiva, é um rol de perguntas
direcionadas a complementação da avaliação da vitima é uma formula
mnemônica útil para alcançar esta finalidade.
A letra “A” representa o Ambiente em que a vítima está ou estava antes do
ocorrido, a letra “M” representa os Medicamentos de uso habitual da vítima, a
letra “P” representa o Passado médico e/ou gravidez da vítima, a letra “L”
representa Líquidos e/ou alimentos ingeridos recentemente, já a última letra “A”
que aprece no mnemônico representa a Alergia a algum medicamento ou
substância que a vítima possa ter.
Já a avaliação objetiva se refere ao exame físico realizado da cabeça aos
pés da vítima com foco nos detalhes da avaliação, da reavaliação da respiração,
circulação e temperatura de forma mais detalhada, e por fim, a aferição da
pressão arterial.
Podemos utilizar uma triagem em casos graves ou catastróficos. A triagem
é a classificação dos doentes com o tipo de tratamento necessário e os recursos
disponíveis. O tratamento prestado deve ser baseado nas prioridades do ABCD da
vida.
AÇÕES DE PRIMEIROS SOCORROS
❖ Inconsciência
A consciência é a conscientização do que esta ao nosso redor. A
inconsciência é um estado de espírito que não permite mais ser consciente do
alcance de certos atos. É o resultado da interrupção da atividade normal do
cérebro. A função mais importante do socorrista é garantir que a função vital de
uma vítima seja suficiente.
Uma inconsciência sempre será uma situação no qual colocará a vida da
vítima em risco.
Ao se deparar com uma pessoa caída e sem apresentar resposta ou
interação com o ambiente, pense sempre na possibilidade da vítima estar
inconsciente, principalmente nos casos de trauma.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 260
Para que possamos identificar a inconsciência da vítima, devemos aplicar o
mnemônico que foi mencionado anteriormente denominado de AVDI. Tais
estímulos estão descritos na tabela abaixo com seu respectivo estado.
Estímulo Resposta Estado
A – Alerta Ao toque (saber se está alerta) Normal
V – Voz Ao comando verbal Reduzido
D – Dor Ao estímulo doloroso Grave
I – Inconsciente Sem resposta a estímulos Gravíssimo
Tabela 11 - AVDI
Ao constatar a inconsciência da vítima, a mesma poderá receber assistência
em dois momentos, num primeiro momento podemos suspeitar de parada
cardiorrespiratória, o que vamos descrever em seguida, num segundo momento
essa vítima poderá estar inconsciente, porém apresentando sinais vitais. Para
este segundo momento os cuidados iniciais serão aplicados através da PLS
(Posição Lateral de Segurança), o que veremos logo após o assunto de parada
cardiorrespiratória.
❖ Parada Cardiorrespiratória (PCR)
Define-se como parada cardiorrespiratória (PCR) a interrupção súbita e
brusca da circulação sanguínea sistêmica e dos movimentos respiratórios. A PCR
é situação dramática e crítica, responsável pela morbimortalidade elevada
(impacto de uma doença relacionada à morte), mesmo em situações com o
atendimento ideal. Na PCR, o tempo é variavelmente importante, estimando-se
que o tempo é inversamente proporcional a resposta da vítima. Estima-se que a
cada minuto que o indivíduo permanece em PCR, obtêm 10% menos de chances
de sobrevivência, ou seja, chances essas que tenham sido perdidas.
Uma parada cardiorrespiratória pode ser identificada através de seus sinais
clínicos, ou seja, por um diagnóstico clínico, são eles:
• Inconsciência;
• Respiração agônica ou apnéia;
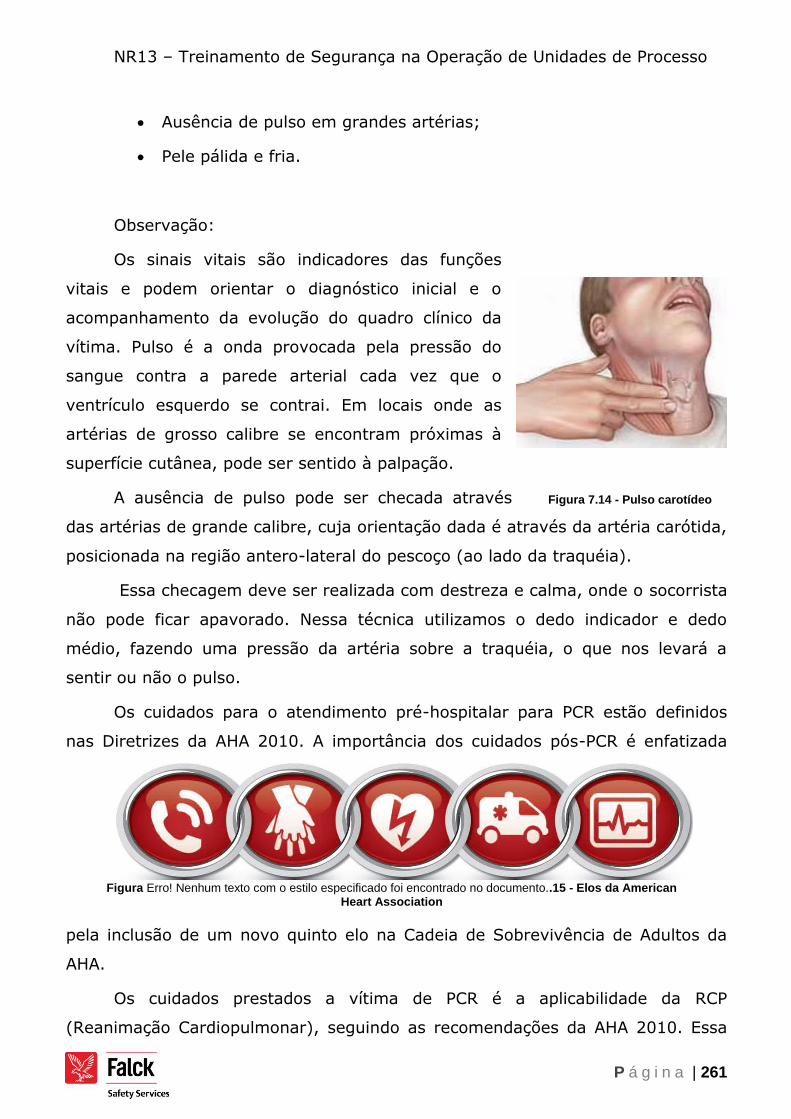
NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 261
• Ausência de pulso em grandes artérias;
• Pele pálida e fria.
Observação:
Os sinais vitais são indicadores das funções
vitais e podem orientar o diagnóstico inicial e o
acompanhamento da evolução do quadro clínico da
vítima. Pulso é a onda provocada pela pressão do
sangue contra a parede arterial cada vez que o
ventrículo esquerdo se contrai. Em locais onde as
artérias de grosso calibre se encontram próximas à
superfície cutânea, pode ser sentido à palpação.
A ausência de pulso pode ser checada através
das artérias de grande calibre, cuja orientação dada é através da artéria carótida,
posicionada na região antero-lateral do pescoço (ao lado da traquéia).
Essa checagem deve ser realizada com destreza e calma, onde o socorrista
não pode ficar apavorado. Nessa técnica utilizamos o dedo indicador e dedo
médio, fazendo uma pressão da artéria sobre a traquéia, o que nos levará a
sentir ou não o pulso.
Os cuidados para o atendimento pré-hospitalar para PCR estão definidos
nas Diretrizes da AHA 2010. A importância dos cuidados pós-PCR é enfatizada
pela inclusão de um novo quinto elo na Cadeia de Sobrevivência de Adultos da
AHA.
Os cuidados prestados a vítima de PCR é a aplicabilidade da RCP
(Reanimação Cardiopulmonar), seguindo as recomendações da AHA 2010. Essa
Figura 7.14 - Pulso carotídeo
Figura Erro! Nenhum texto com o estilo especificado foi encontrado no documento..15 - Elos da American Heart Association

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 262
RCP, que é denominada Reanimação Cardiopulmonar, é ditada por uma série de
eventos padronizados e seqüenciais definidos pelas letras C, A e B. Esta ação
requer certa destreza, pois a AHA menciona o termo RCP de alta qualidade.
Vale lembrar que a RCP tem limitações, como por exemplo:
• Não é capaz de evitar a lesão cerebral por períodos prolongados;
• As paradas por fibrilação ventricular só podem ser revistas pela
desfibrilação;
• Não é capaz de manter a vida por períodos prolongados sem
desfibrilador.
Cada letra, acima mencionada, tem sua respectiva
função. A letra “C” faz referência à circulação, do termo
em inglês circulation por isso, a necessidade de
realização das compressões torácicas. Essas
compressões são realizadas através de uma técnica
onde:
Um socorrista se posiciona lateralmente a vítima
posicionando o “calcanhar” da mão no centro do
esterno – na linha mamilar – da vítima com as mãos
entrelaçadas, deixando os braços retos, rígidos e esticados. Na posição
adequada, o socorrista realizará a compressão na seguinte sequência:
• Frequência de compressão mínima de 100/minuto;
• Profundidade de compressão mínima de 2 polegadas (5 cm) em
adultos;
• Retorno total do tórax após cada compressão
• Minimização das interrupções nas compressões torácicas.
A letra “A” representa a Via Aérea da vítima, que vem do termo em inglês
airway, onde afirmamos que a via aera de uma vítima deve ficar sempre pérvea,
ou seja, desobstruída, fazendo com que o ar entre sem dificuldade.
Figura 7.16 - Procedimento de RCP

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 263
Esta conduta é realizada por um único
socorrista que deverá se posicionar lateralmente a
vítima e com uma das mãos, em forma de C com o
dedo indicador e o dedo polegar, posicionar sobre a
testa da vítima, de forma firme e segura. Além de
posicionar a segunda mão no queixo da vítima,
realizando uma elevação do queixo, ou seja, empurrando o queixo da vítima para
cima.
Para garantir que a via aérea da vítima está livre, devemos realizar a
varredura da cavidade oral em busca de objetos que ali possam estar presente.
Essa varredura é feita após a elevação do queixo onde o socorrista irá abrir a
boca da vítima e checar, olhando dentro da boca, se o socorrista observar algum
objeto, posicionará o dedo indicador em forma de gancho em direção a cavidade
da boca da vítima e irá introduzir o dedo de forma que o objeto poça ser pinçado
e removido.
A letra “B” representa a Respiração da vítima,
que vem do termo breathing em inglês. É essencial
aplicar ventilações numa vítima em PCR, essa vítima
deve ser oxigenada através da utilização de
equipamentos como o AMBU (bolsa-válvula-máscara)
ou Pocket Mask.
Devemos nos atentar para o excesso de ventilação, uma vítima deve
receber 2 (duas) ventilações, evitar o excesso de ventilação é de
responsabilidade do socorrista. Vale ressaltar que o tempo adequado para cada
ventilação é de 1 segundo aproximadamente.
❖ Pontos Importantes para uma RCP
Observada as informações anteriores, a RCP é aplicada da seguinte forma:
• com um socorrista e ausência de equipamentos: esse socorrista irá
realizar as compressões torácicas ininterruptas até a chegada do
socorro profissional;
Figura 7.17 - Abertura de vias aéreas
Figura 7.18 - Ventilação

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 264
• com um socorrista e presença de equipamento: o socorrista fica
encarregado de realizar as compressões e as ventilações na ordem de
30 para 2, ou seja, realizará 30 compressões torácicas e 2
ventilações;
• com dois socorristas e equipamento: este é o preferencial, no qual
um socorrista estará realizando 30 (trinta) compressões torácicas e o
outro realizando a abertura da via aérea e a ventilação.
❖ Posição Lateral de Segurança (PLS)
A posição lateral de segurança é uma técnica utilizada em várias situações
de emergência, nas quais a vítima esteja inconsciente, mas ainda a respirar e
com pulsação regular, e visa obter um posicionamento ideal de maneira que o
indivíduo vitimado não sofra agravamentos do quadro em decorrência de
movimentos bruscos realizados de forma indevida ou até mesmo involuntária no
caso de pós-convulsões.
Se uma vítima se encontra inconsciente, porém mantêm a ventilação
espontânea normalmente, coloque-a na posição lateral de segurança.
Em seguida, peça a alguém que acione o Serviço de
Emergência ou, você mesmo pode fazê-lo caso esteja
sozinho. Enquanto espera pela chegada da equipe
especializada, verifique regularmente a ventilação da vítima.
Para colocar a vítima em PLS devemos abordá-la pela
seguinte técnica.
✓ Certifique-se que a cabeça da vítima se
encontra em extensão;
✓ Ajoelhe-se ao lado da vítima. Assegure-se que
ambas as suas pernas estão esticadas;
✓ Coloque o membro superior da vítima (do seu
lado) em ângulo reto (90º), em relação ao
corpo da mesma. Dobre o antebraço para
Figura 7.19 - PLS passo 3
Figura 7.20 - PLS Passo 4

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 265
cima com a palma da mão virada para cima;
✓ Coloque o outro braço da vítima atravessado
sobre o tórax da mesma. Segure as costas
da mão da vítima contra a bochecha (do seu
lado). Mantenha a mão da vítima no lugar;
✓ Com a sua mão livre, agarre pelo joelho, a
perna da vítima que fica oposta a si. Eleve a perna da vítima, mas
deixe o pé no chão;
✓ Puxe a perna elevada na sua
direção. Entretanto, continue a
pressionar as costas da mão da
vítima contra a bochecha. Vire a
vítima na sua direção para colocá-la de lado;
✓ Posicione a perna que está por cima de tal forma que o quadril e o
joelho estejam em ângulo reto;
✓ Incline novamente a cabeça para trás para manter as vias aéreas
desobstruídas;
✓ Ajuste a mão da vítima sob a bochecha, se necessário, para
manter a cabeça inclinada;
✓ Verifique regularmente a ventilação da vítima.
UTILIZAÇÃO DO DEA/EAD/EAD (DESFIBRILADOR EXTERNO
AUTOMÁTICO)
O DEA/EAD é um aparelho eletrônico portátil, de
fundamental importância a sua utilização em PCR, que
diagnostica automaticamente as arritmias cardíacas
potencialmente letais como fibrilação ventricular e
taquicardia ventricular sem pulso em um paciente.
Além de diagnosticar, ele é capaz de tratá-las,
Figura 7.21 - PLS Passo 6
Figura 7.22 - PLS Final
Figura 7.23 - Desfibrilador Externo Automático

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 266
através da desfibrilação, uma aplicação de corrente elétrica que para a arritmia,
fazendo com que o coração retome ao ciclo cardíaco normal.
Com a chegada do socorro especializado, o DEA/EAD/EAD estará presente
no local do sinistro e, precocemente o DEA/EAD/EAD deverá ser instalado na
vítima. Ao utilizar o DEA/EAD, todos os socorristas devem seguir as orientações
do aparelho para aplicar ou não o choque. Todos os socorristas devem permitir
que o DEA/EAD verifique o ritmo cardíaco da vitima novamente, após
aproximadamente 5 ciclos (cerca de 2 minutos) de RCP.
❖ ECG normal
Figura 7.24 - Ritmo Sinusal

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 267
❖ ECG com Fibrilação Ventricular e Taquicardia Ventricular Sem
Pulso
ESTABILIZAÇÃO DA COLUNA CERVICAL
Esta estabilidade é dada por um imenso conjunto de ligamentos, que
permitem a limitação dos movimentos. A coluna cervical permite movimentos em
três eixos e três planos de movimentos. São eles: flexão/extensão, inclinações e
rotações. A coluna cervical possui 7 vértebras, constituindo as 2 primeiras – atlas
e áxis – (C1 e C2, respectivamente) a coluna cervical superior e as 5 restantes
(C3 a C7) a coluna cervical inferior.
Toda vítima que recebeu uma alta
descarga de energia é suspeita de lesão na
coluna cervical, o que poderá agravar ou
gerar dano na estrutura acima mencionada
que é responsável pela estabilidade. Para
que isso não ocorra, o socorrista deve
proceder com a realização da estabilização
da coluna cervical com a utilização das
amãos, uma das primeiras ações realizadas
pelo socorrista.
Figura 7.25 - Fibrilação Ventricular Figura 7.26 - Taquicardia Ventricular sem Pulso
Figura 7.27 - Vítima com Colar Cervical

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 268
Um socorrista estabiliza a coluna cervical com as mãos, sem fazer
hiperextensão do pescoço, promovendo apenas o alinhamento na posição
ortostática, com leve tração, enquanto um segundo socorrista providencia a
colocação do colar cervical.
O colar cervical é encontrado em tamanho diferentes, cada uma para cada
tipo (tamanho) de pescoço, seus tamanhos são: PP, P, M e G. Ainda encontramos
um colar cervical que possui todos os tamanhos, bastando apenas fazer a
rgulagem, esse colar é conhecido como colar cervial regulável 4x1.
O velcro do colar possui cor que ajuda na identificação do tamanho, essas são: Lilás,
Azul Royal, Laranja e Verde, respectivamente para a ordem acima mencionada. Também
encontramos outros tamanhos e cores diferenciadas porém, em nosso meio de trabalho não
o encontraremos, é o caso dos colares tamanho BB(Neo) e Pediátrico que são
representados pelas cores Rosa e Azul Claro.
A passagem do colar está descrita na sequencia abaixo.
1) Posicionando o Colar: Se o paciente estiver deitado, comece
colocando a posição posterior do colar atrás do pescoço do paciente.
Certifique se a fivela de velcro não está dobrada, evitando assim
problemas ao prender a fivela.
2) Fechamento do Velcro: Revise novamente a posição da cabeça do
paciente e o colar, certificando que o alinhamento está adequado.
Tenha certeza de que o queixo do paciente cobre a fixação central no
suporte mentoniano. O colar que possue regulagem em trilhos com
botões de um lado e do outro com velcro, até que a abertura
apropriada seja obtida. Se necessário, use um colar menor se o
aperto estiver difícil, pois poderá levar a uma hiperextensão.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 269
CONTENÇÃO DE HEMORRAGIAS
Hemorragia é o extravasamento de sangue para fora dos vasos ou do
coração podendo ser traumático e ou patológico, exceto durante a menstruação.
As hemorragias podem ser internas ou externas, espontâneas ou provocadas
(nos ferimentos), suas causas podem encontrar-se tanto em lesões da parede
vascular de natureza inflamatória, traumática ou tumoral.
O volume circulante em um adulto varia em torno de 5 a 6 litros, levados
em conta a relação de 70ml por Kg de peso corporal, o que corresponde, por
exemplo, a 4.900ml de sangue em uma pessoa de 70Kg.
As hemorragias externas têm suas ocorrências devido a ferimentos abertos
e são mais fáceis de identificação. Enquanto que a hemorragia interna, que
geralmente não é visível, pode ser ocasionada por lesões tumorais, traumáticas
ou inflamatórias. Essa última é bastante grave e pode provocar o choque e levar
a vítima à morte.
Os sinais e sintomas identificados em hemorragia externa são: Agitação,
Palidez, Sudorese intensa, Pele fria, Pulso acelerado (acima de 100 bpm),
Hipotensão, Sede e Fraqueza.
A classificação anatômica da hemorragia está dividida em Arterial, Venosa e
Capilar.
Na hemorragia arterial o sangue se faz jorrar de forma pulsátil (devido à
pressão do sangue) e na cor vermelho vivo, enquanto que na hemorragia venosa
o sangue sai lento e contínuo, com a coloração vermelho escuro, já na
hemorragia capilar o sangue sai bem lentamente dos vasos menores, na cor
similar ao sangue venoso.
Figura 7.28 - Colocação do Colar Cervical

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 270
Uma hemorragia pode ter sua classificação quanto à localização dividida em
interna, aquela que nem sempre é de fácil reconhecimento. Este tipo de
hemorragia por sua vez, estas divididas em interna invisível (quando não existe
perda de sangue para o exterior, o sangue fica retido no interior do organismo) e
interna visível (o sangue sai por um orifício natural do corpo: boca, nariz,
ouvidos, ânus, uretra ou vagina) e externa, aquela que é facilmente reconhecida,
pois o sangue sai por uma ferida existente na pele, sendo assim visível.
Uma grande hemorragia não tratada pode conduzir a vítima a um estado de
choque e consequentemente à morte. Já sangramentos lentos e crônicos podem
causar anemia (baixa quantidade de glóbulos vermelhos).
Para conter uma hemorragia aplicamos técnicas de hemostasia, para
auxiliar na coagulação sanguínea e assim conter o sangramento. As técnicas que
auxiliam são: pressão direta sobre o ferimento, elevação do membro,
compressão dos pontos arteriais e torniquete.
Em casos onde houver de amputação traumática, esmagamento de
membro e hemorragia em vaso arterial de grande calibre devemos empregar a
combinação das técnicas de hemostasia para melhorar a eficácia na contenção.
❖ Compressão direta sobre o ferimento
Na maioria das vezes, são controladas por uma compressão diretamente
sobre o ferimento com o uso de um curativo estéril ou pano limpo. Esta
compressão não deve ser interrompida até a coagulação, o que pode ocorrer de 6
a 8 minutos nas hemorragias mais intensas.
Caso seja interrompida precocemente, poderá ocorrer a remoção do
coágulo semi formado iniciando a hemorragia novamente.
Observações:
Ao realizar uma compressão direta, fazer o uso de luvas de procedimentos,
evitando assim o contato direto com o sangue da vítima. Atente para o pulso
distal para que a compressão não venha comprometer a circulação dos tecidos
vizinhos. Caso isto ocorra, a compressão exercida deverá ser diminuída.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 271
❖ Elevação do Membro
Pode ser combinada com a compressão direta em
hemorragias em membros, desde que não haja suspeita
de fraturas.
Os efeitos da gravidade diminuem a pressão
sangüínea na parte afetada reduzindo assim a
intensidade do sangramento.
O ferimento deve ficar acima do nível do coração
para que os efeitos desejados sejam alcançados.
❖ Compressão dos Pontos Arteriais
Esta técnica consiste em comprimir uma artéria
que irriga uma determinada área que sangra. É feita
usando uma pressão da mão do socorrista para
comprimir uma artéria acima do ferimento. Este
procedimento é executado freqüentemente na artéria
braquial e femoral.
O corpo humano possui vários pontos para
compressão de artérias que podem ser usados para controlar um sangramento,
basicamente os mais usados são: radial e ulnar, braquial, femoral e tibial.
❖ Torniquete
Só será utilizado nos em que
houver hemorragias incontroláveis ou em
casos de amputações e que o tempo
resposta para o atendimento hospitalar
seja superior a 15 minutos.
A real necessidade do uso deste método deve ser considerada por se tratar
de um procedimento extremo de último recurso para controlar uma hemorragia
Figura 7.29 - Elevação do Membro
Figura 7.30 - Compressão em Pontos Arteriais
Figura 7.31 - Torniquete

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 272
grave, pelos riscos que o cercam. Muitas vezes um curativo compressivo é a
melhor opção.
Em uma situação onde ocorra uma amputação traumática, o sangramento
pode ser pequeno, ao contrário do que se espera, pois a artéria envolvida entra
em constricção pela ação reflexa dos nervos simpáticos. Tal fato justifica o uso da
compressão direta ao invés de um torniquete. Sendo inevitável o uso deste
procedimento, ou seja, após todos os métodos citados anteriormente falharem, o
socorrista deverá estar atento aos cuidados que envolvem.
Observações:
Depois de aplicar a técnica ou as técnicas para a contenção de hemorragia,
devemos seguir com outros cuidados do tratamento pré-hospitalar:
• Avalie nível de consciência;
• Abra as VA (via aérea) estabilizando a coluna cervical;
• Monitore a respiração e a circulação;
• Exponha o local do ferimento;
• Afrouxe roupas;
• Aqueça o paciente;
• Não dar nada de comer ou beber;
• Ministre oxigênio suplementar (quando possível);
• Transporte o paciente imediatamente para o hospital;
❖ Estado de Choque
É o quadro clínico que resulta da incapacidade do sistema cardiovascular de
prover circulação sangüínea suficiente para os órgãos. O fluxo sangüíneo que
chega aos tecidos periféricos é inadequado para manter a vida tissular. Quando
temos uma bomba cardíaca normal, estando os vasos sangüíneos íntegros e o
sangue na sua quantidade e viscosidade normal, dizemos que o organismo
encontra-se num estado de equilíbrio e boa vitalidade orgânica.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 273
O choque pode ser secundário à insuficiência do volume intravascular, à
função cardíaca inadequada, ao tônus vasomotor inadequado, ou à combinação
destes.
Tipos de Estado de Choque:
a) Choque Hipovolêmico – causado principalmente por hemorragias ou
outras causas que levem à uma grande perda de líquido.
b) Choque Cardiogênico – causado por uma incapacidade miocárdica e
caracterizado pela diminuição do débito cardíaco.
c) Choque Neurogênico – é considerado por alguns como Choque
Hipovolêmico Relativo, uma vez que o volume sangüíneo é normal,
porém insuficiente para o enchimento cardíaco adequado. Várias
condições podem determinar dilatação vascular generalizada, entre
elas, traumas cerebrais severos, ingestão de certas drogas ou
venenos, ou ainda, a associação com uma infecção bacteriana.
Sinais e sintomas do Estado de Choque:
• Alteração do nível de consciência;
• Palidez cutânea;
• Pulsação acelerado;
• Respiração acelerada;
• Sudorese intensa (principalmente mãos e testa);
• Sede;
• Pressão arterial baixa.
❖ Primeiros socorros prestados ao paciente chocado
Os cuidados de emergência prestados a um paciente em estado de choque
é controvertido. A princípio resume-se em controlar a hemorragia (se possível),
administrar oxigênio e transportá-lo imediatamente. Outros cuidados podem ser
tomados enquanto se aguarda o transporte ou durante este:

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 274
• Mantenha a vitima deitada e aquecida, sua cabeça deve ficar mais
baixa do que o tronco. Isso deve ser feito somente se a mesma não
estiver apresentando nenhuma fratura;
• Afrouxe a roupa;
• Remova da boca, com cuidado, qualquer tipo de objetos: dentaduras,
pontes, aparelhos dentais, etc.;
• Se a vítima estiver tendo vômitos, vire a cabeça para o lado, atenção
para os casos onde houver a probabilidade de fratura;
• Mantenha as pernas elevadas para concentrar o maior volume
sangüíneo nos órgãos vitais;
• Fique atento para as condições da via aérea e monitorize
constantemente a função respiratória e circulatória.
❖ Queimaduras
A pele é o maior órgão do corpo. Ela se compõe de 2 camadas. A mais
externa se chama epiderme. Ela serve como barreira entre o ambiente e o nosso
corpo. Abaixo da fina camada de epiderme, há uma camada mais grossa de
tecido conectivo colágenos, a derme. Nesta camada há importantes nervos
sensoriais e também estruturas de suporte tais como: folículos pilosos, glândulas
sudoríparas e sebáceas.
Queimadura é uma lesão produzida no tecido de revestimento do
organismo por agentes térmicos, produtos químicos, radiação ionizante, etc. A
gravidade de uma queimadura não se mede somente pelo grau da lesão
(superficial ou profunda), mas também pela extensão da área atingida.
A maior parte das queimaduras que ocorre nas residências é de pequena
gravidade. Somente 3% a 5% dos casos são graves. As queimaduras têm o
potencial de desfigurar, causar incapacitação temporária ou permanente ou
mesmo a morte.
As queimaduras podem ter origens térmicas, elétricas, químicas ou
radioativas.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 275
• Térmicas: causada pela condução de calor através de líquidos,
sólidos, gases quentes e do calor de chamas.
• Radiação: resultante da exposição solar ou a fontes nucleares.
• Elétricas: produzidas pelo contato com a eletricidade de alta ou baixa
voltagem. Na realidade o dano e ocasionado pela produção de calor
que ocorre à medida que a corrente elétrica atravessa o tecido.
• Químicas: provocadas pelo contato de substâncias corrosivas, liquidas
ou sólidas com a pele.
Uma queimadura pode ser classificada quanto a
sua profundidade de acordo com o grau, que estão
divididos em 1º grau – queimadura superficial, 2º grau
– queimadura intermediária com deslocamento dermo-
epidérmico e 3º grau – queimadura mais profunda e
grave com aparecimento de zonas de morte
tecidual.
Apresenta as seguintes características:
• 1º grau: pele vermelha, inchaço, dor discreta;
• 2º grau: bolhas sobre pele vermelha, dor mais
intensa;
• 3º grau: pele branca ou carbonizada, com pouca
ou nenhuma dor local.
De acordo com a extensão da queimadura, usamos
percentagens através da regra dos nove que permitem
estimar a superfície corporal total queimada (SCTQ). Neste
caso, analisamos somente o percentual da área corpórea
atingida pela lesão, sem considerar sua profundidade (seus
graus).
A regra dos nove divide o corpo humano em doze
regiões; onze delas equivalem a 9% cada uma, e a última
Figura 7.32 - Queimadura de 1º grau
Figura 7.33 - Queimadura de 2º grau
Figura 7.34 - Queimadura de 3º grau

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 276
(região genital) equivalem a 1%, conforme segue: cabeça (9%), tórax (frente e
atrás – 18%), abdomem (frente e atrás – 18%), braços (9% cada um), perna
(18% cada uma) e genitália (1%).
O atendimento inicial de queimados segue a mesma sequência do
atendimento a vítima de outras formas de trauma. Considerar o grande queimado
como um politraumatizado, inclusive porque, freqüentemente, existem outras
lesões associadas.
O segundo passo no atendimento à vítima é a interrupção do processo de
queimadura, na seguinte seqüência:
I. Extinguir as chamas sobre a vítima ou suas roupas;
II. Remover a vítima do ambiente hostil;
III. Remover roupas que não estejam aderidas a seu corpo;
IV. Promover o resfriamento da lesão e de fragmentos de roupas ou
substâncias, como asfalto, aderidos ao corpo do queimado. Após
interromper o processo de queimadura, proceder ao atendimento
segundo o A-B-C-D-E.
O grande queimado perde fluidos através das áreas queimadas, devido à
formação de edema. lsso pode levar a choque hipovolêmico (não-hemorrágico),
que se desenvolve gradualmente. O quadro de choque precoce, logo após a
queimadura, normalmente se deve a outras lesões associadas com hemorragia,
levando à hipovolemia. Não esquecer o princípio de que o queimado é um
politraumatizado e, portanto, pode ter outras lesões além da queimadura,
considerando sempre o mecanismo do trauma.
Os queimados graves necessitam de reposição de fluidos intravenosos, feita
de acordo com o cálculo da extensão da queimadura. Um detalhe importante é
retirar anéis, pulseiras, relógios ou quaisquer outros objetos da região atingida,
porque o desenvolvimento do edema traz risco de estrangulamento do membro e
conseqüente isquemia.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 277
As queimaduras químicas ocorrem por contato da pele com substâncias
cáusticas. Normalmente, as queimaduras por álcalis são mais graves que as
causadas por ácidos, porque aqueles penetram mais profundamente nos tecidos.
O princípio básico do tratamento consiste em irrigar a área queimada para
retirada de toda substância cáustica, que continua a reagir enquanto permanecer
em contato com os tecidos.
Iniciar a irrigação copiosa imediatamente, somente com água corrente ou
soro fisiológico; não usar substâncias neutralizantes. A simples utilização de
compressas úmidas pode agravar a lesão, porque a água em pequena quantidade
reage com certas substâncias e produz calor, o que aumenta a severidade da
lesão. Retirar roupas e sapatos da vítima enquanto proceder à irrigação, porque
pode haver acúmulo de líquido com uma concentração de substância cáustica
suficiente para produzir queimaduras. Sempre que possível, evitar que o líquido
da irrigação escorra por áreas não-queimadas. Proteja-se também durante o
procedimento.
As substâncias cáusticas na forma de pó, como soda cáustica, por exemplo,
devem ser retiradas por escovação. Só irrigar as queimaduras produzidas por pó
se as lesões já estiverem úmidas.
Queimadura elétrica é aquela provocada por contato com uma fonte de
energia elétrica, é quando essa energia é transformada em calorífera, de acordo
coma resistência do corpo, ocasionando a lesão. Este tipo de queimadura é
especial, pois dependendo da corrente elétrica pode atingir órgãos internos na
passagem da corrente, "cozinhando-os" como se estivesse num microondas,
pode ainda causar parada cardíaca ou arritimia cardíaca uma vez que o coração
funciona através de estímulos elétricos.
O que fazer:
• monitore os sinais vitais, se preciso aplique RCP.
• procure os locais de "entrada" e "saída" da corrente elétrica. O ponto
de entrada é a queimadura no local de contato com a fonte de
energia elétrica. O de saída situa-se na região do corpo descarregou a
energia na "terra". Ambos estarão lesados.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 278
• se a lesão for maior que 5 cm, não coloque agua fria
• cubra o local com pano úmido e limpo
• procure ajuda médica
❖ Luxação – Entorse – Fratura
Todas as lesões acima mencionadas são fundamentadas pela parte que
trata de lesões osteomusculares.
Luxação: É o desalinhamento das extremidades ósseas de uma articulação
fazendo com que as superfícies articulares percam o contato entre si. Seus sinais
e sintomas são:
• Deformidade: mais acentuada na articulação luxada;
• Edema (inchaço);
• Eritema (vermelhidão);
• Dor – aumenta se a vítima tenta movimentar a articulação;
• Impotência funcional – perda completa
ou quase total dos movimentos
articulares.
Nesse caso o socorrista deverá proceder com
as seguintes ações:
• Mantenha a vítima em repouso e evite
movimentar a região lesada.
• Imobilize o local usando tábua, papelão, jornal ou revistas dobradas,
travesseiro, manta e tiras de pano. Proteja a região lesada usando
algodão ou pano, afim de evitar danos à pele.
• Faça a imobilização de modo que o aparelho atinja as duas
articulações próximas à lesão
Importante: Não tente colocar o osso no lugar.
Figura 7.35- Luxação

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 279
Entorse: É a torção ou distensão brusca de uma
articulação, além de seu grau normal de amplitude, ou
seja, é uma torção de uma articulação, com lesão dos
ligamentos (estrutura que sustenta as articulações).
Seus sinais e sintomas apresentam da seguinte forma:
São similares à das fraturas e luxações. Sendo
que nas entorses os ligamentos geralmente sofrem
ruptura ou estiramento, provocados pelo movimento
brusco.
As condutas nas ações de primeiros
socorros são as mesmas aplicadas para os
casos de luxação, podendo ainda colocar
compressas frias no local nas primeiras
horas após a lesão.
Fratura: É a perda da continuidade do
osso. Uma ruptura parcial ou total do osso.
Pode ser classificada como: Exposta/Aberta
ou Simples/Fechada.
Na fratura simples a pele não foi perfurada pelas extremidades ósseas,
enquanto na fratura exposta o osso se quebra, atravessando a pele, ou existe
uma ferida associada que se estende desde o osso fraturado até a pele.
Os sinais e sintomas mais comuns nesse tipo de lesão são:
• Deformidade: a fratura produz uma posição anormal ou angulação
num local que não possui articulações.
• Sensibilidade: geralmente o local da fratura está muito sensível à
dor;
• Crepitação: se a vítima se move podemos escutar um som áspero,
produzido pelo atrito das extremidades fraturadas. Não pesquisar
este sinal intencionalmente, porque aumenta a dor e pode provocar
lesões;
Figura 7.37- Exemplo de Fraturas
Figura 7.36 - Entorse

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 280
• Edema e alteração de coloração: quase sempre a fratura é
acompanhada de certo inchaço provocado pelo líquido entre os
tecidos e as hemorragias. A alteração de cor poderá demorar várias
horas para aparecer;
• Impotência funcional: perda total ou parcial dos movimentos das
extremidades. A vítima geralmente protege o local fraturado, não
pode mover-se ou o faz com dificuldade e dor intensa;
• Fragmentos expostos: numa fratura aberta, os fragmentos ósseos
podem se projetar através da pele ou se for vistos no fundo do
ferimento.
Importante: Toda a vítima com traumatismo de crânio necessita de
assistência médica imediata. não perca tempo.
Promover condições de conforto para a vítima nas quais o alivio e/ou evitar
a dor são ações básicas que o socorrista deve ter em mente na hora de abordar
uma vítima com fratura. Prevenir ou minimizar as lesões musculares futuras,
bem como a de nervos e vasos sangüíneos é outra preocupação do socorrista.
Também devemos manter a perfusão tecidual
no membro lesionada e, para os casos de fratura
aberta, a preocupação é com o controle da
hemostasia.
Durante a abordagem devemos seguir um
planejamento, trabalhar em cima do tratamento pré-
hospitalar (ações de primeiros socorros), esse
planejamento consiste em:
I. Informar a vítima o que planeja fazer;
II. Expor o local realizando o corte e remoção de roupas / tecidos
sempre que houver suspeita de fratura, entorse ou luxação;
III. Controlar hemorragias e cobrir todo o ferimento. Não empurrar
fragmentos ósseos para dentro do ferimento, nem tentar removê-los.
Usar curativos estéreis;
Figura 7.38- Membro Imobilizado

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 281
IV. Observar o pulso distal, a mobilidade, a sensibilidade e a perfusão;
V. Reunir e preparar todo o material de imobilização (usar se possível,
talas acolchoadas);
VI. Imobilizar. Usar tensão suave para que o local fraturado possa ser
colocado na tala. Movimentar o mínimo possível. Imobilizar todo o
osso fraturado, uma articulação acima e abaixo. Advertir que em
alguns casos, a extremidade deve ser imobilizada na posição
encontrada;
VII. Revisar a presença de pulso e a função nervosa. Assegurar-se que a
imobilização está adequada e não restringe a circulação;
VIII. Prevenir ou tratar o choque.
INTOXICAÇÃO / ASFIXIA
Uma pessoa que parou de respirar não está necessariamente morta, mas
está em perigo imediato. O coração pode continuar batendo ainda por algum
tempo após a parada respiratória. O cérebro pode suportar alguns minutos sem
receber oxigenação, período de tempo que varia de acordo com as
circunstâncias. Portanto, por um prazo de alguns minutos, há chances de salvar a
vida da vítima. A importância desta situação justifica sua inclusão, com papel de
destaque, na avaliação primária de trauma. Quando a vítima deixa de receber um
suprimento mínimo necessário de oxigênio (O2), ocorre uma asfixia.
A insuficiência de O2 no ar é uma situação que ocorre nos casos em que as
pessoas são submetidas a grandes altitudes, ou a compartimentos não ventilados
(como em certas dependências de bordo) onde o teor de oxigênio é menor e nos
incêndios em compartimentos fechados, onde a formação de gases tóxicos reduz
o oxigênio do ambiente, causando a asfixia.
Os primeiros socorros para casos de intoxicação / asfixia devem ser
tomados até que seja possível o atendimento especializado:
• Evitar entrar em contato com o produto intoxicante.
• Remover a vítima para local arejado.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 282
• Afrouxar as roupas e, caso estejam contaminadas, removê-las.
• Nunca deixar a vítima sozinha.
• Deixar a vitima falar, deixando-a o mais confortável possível.
• Transportar a vítima em posição lateral, a fim de evitar aspiração de
vômito, se ocorrer.
• Levar restos da substância, recipientes, aplicadores para ajudar os
médicos na identificação do intoxicante.
O princípio básico do atendimento visa manter as vias aéreas permeáveis e,
posteriormente, iniciar a respiração artificial, se necessário.
Quando executada a abertura das vias aéreas, o paciente ainda não
apresentar respiração, será necessário instituir uma ventilação sob pressão
positiva. Ventilar é insuflar ar nos pulmões.
A ventilação é feita com o ar exalado pelo socorrista, que contém
aproximadamente 16% de oxigênio, quando se utiliza a pocket mask, que é uma
concentração menor que a do ar atmosférico, que possui 21%, que nesse caso
utilizamos o AMBU.
As manobras de ventilação, sempre que possível, devem ser realizadas
obedecendo aos critérios de proteção individual, devido aos riscos a que se expõe
o socorrista.
Sinais e sintomas mais comuns de acordo com o tipo de intoxicação:
❖ Intoxicação por ingestão
Queimaduras, lesões ou manchas ao redor da boca.
Odores incomuns da respiração, no corpo, nas roupas da vítima ou do
ambiente.
Hálito com odor estranho.
Transpiração abundante.
Queixa de dor ao engolir e dor abdominal.
Náuseas, vômito, diarréia.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 283
Alterações no nível de consciência, sonolência chegando a
convulsões.
Aumento ou diminuição do diâmetro das pupilas.
Alterações no pulso, respiração e temperatura.
❖ O que fazer nos casos de intoxicação por ingestão
• Não provocar vômito.
• Não oferecer água, leite ou qualquer outro líquido.
❖ Intoxicação por contato
• Manchas na pele.
• Coceira.
• Irritação nos olhos.
• Dor de cabeça.
• Temperatura da pele aumentada.
❖ O que fazer nos casos de intoxicação por contato (pele)
• Lavar abundantemente o local afetado com água corrente.
• Se os olhos forem afetados: lavar com água corrente durante 15
minutos e cobri-los, sem pressão, com pano limpo ou gaze.
❖ Intoxicação por inalação
Dependem do tipo de veneno inalado. Geralmente ocorre:
Respiração rápida.
Tosse.
Frequentemente os olhos da vítima aparecerão irritados.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 284
❖ O que fazer nos casos de intoxicação por inalação
• Remover a vítima para local arejado.
• Checar nível de consciência.
• Proceder com a ventilação artificial.
TRANSPORTE E RESGATE DE VÍTIMAS
Vários são os tipos de transporte
que podem ser utilizados em um
atendimento a vítimas de trauma ou de
mal súbito. Somente é justificado o
transporte ou a movimentação das
vítimas, cujo estado real se
desconhece, quando é evidente que a
permanência das vítimas por maior
tempo, no local em que se encontra,
acarretará sua morte. Assim, a decisão
de transportar uma vítima deve ser
sempre tomada com o risco calculado.
Há situações que, indiscutivelmente, a imediata remoção da vítima é
prioritária, observando e avaliando os recursos necessários para efetuar essa
remoção com a maior segurança.
Pode acontecer de, em algumas situações, o socorrista está sozinho na
prestação do auxílio à vítima, e necessitar removê-la, especialmente em casos de
perigo iminente. Para que este transporte seja possível, o conhecimento de
algumas técnicas será importante.
❖ Transporte nas costas com um socorrista
Esta técnica costuma ser utilizada quando necessitamos carregar uma
vítima de um determinado compartimento apoiado em nosso corpo. Vale
ressaltar que esta técnica esta mais apropriada para o uso em vítima consciente
Figura 7.39 - Técnicas de Trasnporte

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 285
ou que apresenta alguma alteração em sua percepção, devido ao ambiente
quente e com contaminantes.
A vítima deverá ser removida para um local seguro próximo ao sinistro,
devemos evitar este tipo de transporte para longos percursos devido ao risco de
acidente para o socorrista.
O socorrista se posiciona na frente e de costas para a vítima segurando em
seus braços. Irá curvar os joelhos
abaixando seu corpo utilizando os
joelhos e o quadril. Apoiará o tórax da
vítima em suas costas posicionando o
ombro embaixo da axila da vítima.
Realizará uma alavanca com o quadril e
apoiando o corpo da vítima sobre o seu,
iniciando o transporte para o local
seguro.
❖ Levantamento de bombeiro
É um método difícil de ser realizado, principalmente
quando o socorrista encontra-se sozinho, por exigir força e
coordenação.
Quando uma vítima não consegue se levantar o
socorrista pode colocar em prática essa técnica de
transporte.
Esta técnica pode ser aplicada em vítimas consciente
ou inconsciente, ressaltando que vítima inconsciente gera
mais dificuldade para o socorrista realizar a técnica.
Quando temos uma vítima consciente o socorrista se posiciona a sua frente
e coloca um dos braços da vítima sobre a nuca do socorrista, enquanto o braço
do socorrista passa por debaixo das pernas da vítima apoiando o ombro no
quadril da vítima, realizará uma alavanca posicionando a vítima sobre seus
Figura 7.41 - Levantamento de Bombeiro
Figura 7.40 - Remoção da Vítima

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 286
ombros deixando uma de suas mão, do socorrista, livre para o auxiliá-lo em
aberturas de portas durante o transporte.
❖ Transporte de apoio
Este tipo de transporte pode ser utilizado para auxílio a
uma vítima que não consiga caminhar sozinha e que não
necessite de maca. Tenha muita cautela com esta técnica, pois
se a vítima apresentar alguma lesão que inicialmente não está
sendo observada, esta técnica poderá agravar a lesão da vítima.
Essa técnica é aplicada na vítima que está consciente e
com pequenos ferimentos, o socorrista deverá se posicionar ao
lado da vítima, passando o braço da vítima por sobre a sua
nuca e segurando-a com o outro braço.
Utilize o seu corpo para dar apoio a vítima mantendo o equilíbrio evitando
tropeços.
❖ Transporte pelo arrasto
Utilizada para curtas distâncias. Existem vários meios para se adaptar a
essa técnica, no arrasto podemos usar um lençol, uma corda, uma fita ou pelos
braços, esta última é a mais usual.
O socorrista se aproxima da vítima de
várias formas (engatinhando, andando, se
arrastando, etc), e se posiciona sobre a vítima
que deverá estar na posição de decúbito dorsal
(barriga para cima), as mãos da vítima deve ficar
amarrada formando um círculo com os braços,
passe a sua cabeça por dentro do círculo e apóie
a mão da vítima em sua nuca elevando a vítima
do chão e realizando o arrasto da vítima.
Figura 7.42 - Técnica de Apoio
Figura 7.43 - Transporte pelo Arrasto

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 287
❖ Transporte de cadeirinha com dois socorristas
Dois socorristas formam uma cadeira improvisada utilizando seus braços ou
realizando um apoio para a vítima.
Ao utilizar os braços apenas, os socorristas deixarão os braços estendidos,
um de frente para o outro, colocando uma das mãos segurando o seu cotovelo.
Aproximarão um do outro e com a mão livre apoiará no cotovelo livre do outro
socorrista formando uma base como se fosse um assento para a vítima.
A vítima irá sentar nos braços dos socorristas e irá se apoiar com suas
mãos nas costas dos socorritas, dando início ao transporte. Lembrando que esta
técnica está indicada para vítimas conscientes.
A segunda técnica de cadeirinha (também chamada de transporte
recostado) é mais utilizada nos casos em que a vítima apresente inconsciência.
Nesse momento os socorristas irão se posicionar um de cada lado da vítima
colocando um dos joelhos no chão, trabalhando com ponto de apoio.
O braço do socorrista que estiver voltado para o lado das pernas da vítima
ficará dando apoio na articulação joelho para a coxa da vítima.
O outro braço do socorrista passará nas costas da vítima, cuja a mão do
socorrista ficará segurando a lateral do quadril da vítima do lado oposto ao seu.
Os braços dos socorristas devem ficar cruzados nas costas da vítima.
Ao realizar a contagem 1,2,3 ergam a vítima mantendo o equilíbrio e
iniciem o transporte.
Figura 7.44 - Transporte de Cadeirinha

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 288
❖ Transporte com seis socorristas
Nos casos de suspeita de
fratura, principalmente na região da
coluna, a remoção da vítima deve
ser mais cuidadosa possível, para
evitar agravamento das fraturas,
com possibilidade de lesão.
Três ou mais socorristas
posicionam-se em fileira, estas
fileiras devem ficar uma na frente
da outra, abaixam-se ao mesmo tempo, trazendo a vítima até a altura de seu
tronco.
❖ Transporte com prancha rígida
O transporte da vítima politraumatizada deve ser efetuado em imobilizador,
quando as condições forem favoráveis a este resgate, que mantêm a estabilidade
de toda a coluna vertebral. O decúbito dorsal é a posição preferida, pois permite
estabilização da coluna e início das medidas de suporte de vida. A vítima deve
permanecer estabilizada manualmente até estar fixada no imobilizador. Os equi-
pamentos utilizados para essa fixação é prancha longa, colar cervical e imobiliza-
dor lateral.
Figura 7.45 - Transporte Recostado
Figura 7.46 - Transporte com 6 Socorristas

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 289
A técnica de cavalgada deverá ser feita em vítimas politraumatizadas, ou
de fraturas de membros opostos, como por exemplo, braço direito e perna
esquerda, onde o rolamento de 90 graus não é indicado.
❖ Transporte em maca: Rolamento 90º
Figura 7.47 - Colocação da Vítima na Maca com Rolamento 90º

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 290
PERGUNTAS E RESPOSTAS COMENTADAS
P: O que e profissional habilitado para fins de aplicação da NR-13?
R: Aquele que tem competência legal para o exercício da profissão de
engenheiro nas atividades referentes a projeto de construção, acompanhamento
de operação e manutenção, inspeção e supervisão de inspeção de caldeiras e
vasos de pressão, em conformidade com a regulamentação profissional vigente
no País. Devem ser observados os seguintes aspectos:
Conselhos federais, tais como o Conselho Federal de Engenharia,
Arquitetura e Agronomia (CONFEA) e o Conselho Federal de Química (CFQ) são
responsáveis pela definição, nas suas respectivas áreas, da competência e es-
clarecimento de dúvidas referentes à regulamentação profissional.
A Resolução nº 218, de 29 de junho de 1973, do CONFEA, a decisão
Normativa nº 29/88 do CONFEA e a decisão Normativa nº 45/92 do CONFEA
estabelecem como habilitados os profissionais da área de Engenharia Mecânica e
de Engenharia Naval bem como os engenheiros civis com atribuições do art. 28
do Decreto Federal nº 23.569/33 que tenham cursado as disciplinas de
“Termodinâmica e suas Aplicações” e “Transferência de Calor” ou equivalentes
com denominações distintas, independentemente do número de anos
transcorridos desde sua formatura.
O registro nos conselhos regionais de profissionais é a única comprovação
necessária a ser exigida do PH.
Os comprovantes de inscrição emitidos anteriormente para esse fim pelas
DRT/MTE, não possuem mais validade.
Engenheiros de outras modalidades não citadas anteriormente devem
requerer ao respectivo conselho regional, caso haja interesse pessoal, que estude
suas habilidades para inspeção de caldeiras e vasos de pressão, em função de
seu currículo escolar.
Laudos, relatórios e pareceres somente terão valor legal quando assinados
por PH.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 291
Conforme estabelecido pelo CONFEA/CREA, às empresas prestadoras de
serviço que se propõem a executar as atividades prescritas neste subitem são
obrigadas a se registrar no respectivo conselho regional, indicando responsável
técnico legalmente habilitado.
O PH pode ser consultor autônomo, empregado de empresa prestadora de
serviço ou empregado da empresa proprietária do equipamento.
P: O que e Pressão Máxima de Trabalho Permitida (PMTP) ou Pressão
Máxima de Trabalho Admissível (PMTA)?
R: Pressão Máxima de Trabalho Permitida (PMTP) ou Pressão Máxima de
Trabalho Admissível (PMTA) é o maior valor de pressão compatível com o código
de projeto, a resistência dos materiais utilizados, as dimensões do equipamento e
seus parâmetros operacionais.
P: O que é pressão de projeto?
R: De acordo como código da Sociedade Americana de Engenheiros
Mecânicos (ASME – American Society of Mechanical Engineers), é a pressão
correspondente as condições normais mais severas de pressão e temperatura
coincidentes que possam ser previstas em serviço normal.
P: O que é um prontuário?
R: É um conjunto de documentos composto, no mínimo, por desenhos com
especificações técnicas, código de projeto e ano de edição, especificações de
materiais, memorial de calculo com a PMTA, procedimentos de fabricação e
montagem, ano de fabricação, categoria do vaso, relatório de inspeção e testes
realizados durante a fabricação, montagem e operação, e laudos de ocorrências
diversas.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 292
P: O que é inspeção de segurança inicial?
R: É a inspeção realizada antes da entrada em funcionamento, no local
definitivo da instalação, compreendendo o exame externo, interno e teste
hidrostático.
P: O que é inspeção de segurança final?
R: É a inspeção realizada após a entrada em operação do vaso,
compreendendo o exame interno, externo e teste hidrostático e em períodos
definidos no corpo desta norma, em função do tipo e classificação do
equipamento.
P: O que é inspeção de segurança extraordinária?
R: É uma inspeção de segurança que deve ser realizada nos seguintes
casos: dano mecânico por acidente ou outro evento que possa comprometer sua
segurança, quando o vaso for submetido a reparo ou alterações importantes,
antes do vaso ser recolocado em funcionamento, após permanecer inativo por
mais de 12 meses e quando houver alteração do local da instalação do vaso.
P: O que é exame visual externo?
R: Consiste na verificação da integridade externa do equipamento, com
relação a pontos de corrosão, trincas, dispositivos de segurança, indicadores de
pressão e temperatura, placa de identificação, placa de categoria, incrustações
e/ou depósitos, entre outros.
P: O que é exame visual interno?
R: Consiste na verificação da integridade interna do equipamento com
relação a pontos de corrosão, trincas, incrustações e depósitos ou qualquer
descontinuidade visual nas regiões das soldas.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 293
P: O que é teste hidrostático?
R: Consiste no preenchimento completo do vaso com líquido apropriado, no
qual se exerça uma determinada pressão (pressão de teste hidrostático). Tem
por finalidade a verificação de possíveis falhas ou vazamentos em soldas, roscas,
partes mandriladas e outras ligações no próprio vaso (acessórios externos ou
internos).
P: O que são exames complementares?
R: Consiste na verificação da integridade externa e/ou interna do
equipamento com técnicas de ensaios não-destrutivos (medição de espessura,
raio X, ensaio por ultrasom, líquido penetrante, partícula magnética, teste
hidrostático e emissão acústica).
P: O que é válvula de segurança?
R: Dispositivo projetado para limitar a pressão de operação de um sistema
sob pressão, abrindo e reduzindo a pressão e retomando, automaticamente, sua
posição normal de operação.
P: O que é disco de ruptura?
R: Dispositivo projetado para limitar a pressão de operação de um sistema
sob pressão, liberando definitivamente o fluído sem retornar à pressão de
operação
P: O que é indicador de pressão?
R: Instrumento utilizado para indicar a pressão de operação do
equipamento.

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 294
P: O que é placa de identificação?
R: Chapa de material resistente à corrosão, de formato retangular, fixada
em lugar visível e de fácil acesso, fixada no casco ou como parte integrante
desse. Nela, são gravados de forma indelével: fabricante, número de
identificação, ano de fabricação, pressão máxima de trabalho admissível, pressão
de teste hidrostático, código de projeto e ano de edição

NR13 – Treinamento de Segurança na Operação de Unidades de Processo
P á g i n a | 295
REFERÊNCIA BIBLIOGRPAFICA
- Norma Regulamentadora nº 13;