norma técnica sabesp nts 185 10 da sspc-vis 1-89. 2) vis wj-3 (hidrojateamento minucioso): a...
TRANSCRIPT
Norma Técnica SABESPNTS 185
Preparo de superfícies metálicas – Métodosalternativos ao jato de areia seca
Procedimento
São PauloOutubro - 2002
NTS 185 : 2002 Norma Técnica SABESP
31/10/2002
S U M Á R I O
1 OBJETIVO.................................................................................................................1
2 GENERALIDADES....................................................................................................1
3 NORMAS E DOCUMENTOS COMPLEMENTARES...............................................1
4 DEFINIÇÕES.............................................................................................................2
4.1 Jateamento abrasivo...............................................................................................2
4.2 Hidrojateamento a alta pressão (HP WJ)..............................................................2
4.3 Hidrojateamento a ultra-alta pressão (UHP WJ) ..................................................2
4.4 Alta e baixa pressão de limpeza.............................................................................2
4.5 Flash rusting.............................................................................................................3
5 GRAUS DE INTEMPERISMO E PREPARO DE SUPERFÍCIE DO AÇO ...............3
5.1 Graus de intemperismo de superfícies de aço sem pintura conforme NTS 085“Preparo de superfícies metálicas para pintura” ............................................................3
5.2 Graus de intemperismo de superfícies pintadas.................................................3
5.3 Graus de preparo da superfície do aço com jato abrasivo ................................3
5.4 Graus de preparo da superfície do aço por jateamento abrasivo úmido.........4
5.5 Graus de preparo da superfície do aço por hidrojateamento............................4
5.6 Outras observações importantes quanto ao hidrojateamento..........................5
6 CONDIÇÕES GERAIS ..............................................................................................6
7 INSPEÇÃO................................................................................................................8
7.1 Antes do jateamento ...............................................................................................8
7.2 Após o jateamento...................................................................................................9
8 ACEITAÇÃO E REJEIÇÃO ......................................................................................9
8.1 Antes do jateamento ...............................................................................................9
8.2 Após o jateamento.................................................................................................10
9 SEGURANÇA..........................................................................................................10
9.1 Equipamentos de segurança................................................................................10
9.2 Compressores de ar ..............................................................................................11
9.3 Condições específicas ..........................................................................................11
Anexo A Determinação do teor de cloreto no abrasivo ...........................................12
Anexo B Alturas de perfil de rugosidade obtidas em função do abrasivo ............13
Anexo C Padrões visuais de hidrojateamento...........................................................14
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 1
Preparo de superfícies metálicas – Métodos alternativos ao jatode areia seca
1 OBJETIVORecomendar métodos de preparo de superfície alternativos ao método de jateamentocom areia seca.Observação: o jateamento de superfícies metálicas que utiliza a areia seca comoabrasivo está sendo gradativamente proibido em todo o estado de São Paulo, devido àexposição ao pó da sílica, que pode ocasionar sérios problemas de saúde. Desta forma,esta norma visa apresentar opções a serem utilizadas para o preparo de superfícies aserem revestidas.
2 GENERALIDADES
Esta norma descreve os seguintes procedimentos:- limpeza com granalha;- limpeza com jato de areia úmida;- limpeza com jato de água a alta pressão (hidrojateamento).Nesta norma são discutidos apenas métodos de preparo de superfície por jateamento deabrasivos, umedecidos ou não, ou de água a alta pressão (hidrojateamento). Osmétodos de preparo por meio de ferramentas (manuais ou mecânicas) não foramapresentados pois não possibilitam a obtenção de um grau de limpeza comparável aosapresentados nesta norma.Toda especificação de um esquema de pintura deve conter a seqüência de tratamento desuperfície a ser adotada.
3 NORMAS E DOCUMENTOS COMPLEMENTARESAs normas e/ou documentos relacionados a seguir contém informações complementaresa esta norma:ASTM D 610:2001 “Standard test method for evaluating degree of rusting on
painted steel surfaces”ISO 8501-1:1988 Preparo de superfícies de aço antes da aplicação de tintas e
produtos similares – Avaliação visual da limpeza desuperfícies – Parte 1: Graus de enferrujamento e graus depreparo de superfícies de aço sem revestimento e desuperfícies de aço após remoção total de camadas derevestimentos preexistentes
ISO 8501-2:1994 Preparo de superfícies de aço antes da aplicação de tintas eprodutos similares – Avaliação visual da limpeza desuperfícies – Parte 2: Graus de preparo de superfícies deaço previamente revestidas após remoção localizada derevestimentos preexistentes
ISO 8504-1:1992 “Preparation of steel substrates before application of paintsand related products – Part 1: Surface preparation methods– General principles”
ISO 8504-2:1992 “Preparation of steel substrates before application of paintsand related products – Part 2: Surface preparation methods– Abrasive blast cleaning”

NTS 185 : 2002 Norma Técnica SABESP
2 31/10/2002
NACE-TM-01-70 “Visual standard for surfaces of new steel air blast cleanedwith sand abrasive”
NBR NM 3310-1:1997 Peneiras de ensaio - Requisitos técnicos e verificação -Parte 1: Peneiras de ensaio com tela de tecido metálico
NTS 085:2000 Preparo de superfícies metálicas para pintura –Procedimento
SAE RP J-444a “Cast shot and grit size especifications for peening andcleaning”
SIS 05 5900:1998 “Pictorial surfaces preparation standards for paintingsteel surfaces”
SSPC-SP 5 “White metal blast cleaning”SSPC-SP 6 “Commercial blast cleaning”SSPC-SP 7 “Brush-off blast cleaning”SSPC-SP 10 “Near-white blast cleaning”SSPC-SP 12 “Surface preparation and cleaning of steel and other hard
materials by high-and-ultrahigh pressure water jetting prior torecoating”
SSPC-VIS 4:1998 “Guide and reference photographs for steel surfacesprepared by waterjetting”
STG 2222 “Definition of preparation grades for high pressure waterjetting:- without addition of solid abrasive;- of corroded and coated steel surfaces;- at different initial conditions”
4 DEFINIÇÕES
4.1 Jateamento abrasivoMétodo de preparo de superfície de aço pelo emprego de areia molhada (com ou seminibidor de corrosão), areia seca, granalha de aço, óxido de alumínio sinterizado ououtros abrasivos, impelidos por um sopro de ar comprimido através de bicos aplicadores.Para o jato abrasivo úmido, os tipos de equipamentos disponíveis são:- equipamento onde a areia é molhada no interior do mesmo; e- equipamento onde a areia é molhada no bico do jato.
4.2 Hidrojateamento a alta pressão (HP WJ)Método de preparo de superfície pelo emprego de água sob alta pressão [de 70 a170MPa (10.000 a 25.000 psi)].
4.3 Hidrojateamento a ultra-alta pressão (UHP WJ)Método de preparo de superfície pelo emprego de água sob alta pressão, acima de170MPa (25.000 psi).
4.4 Alta e baixa pressão de limpezaEm adição aos procedimentos de limpeza com água a alta pressão e ultra-alta pressão,denominados aqui de hidrojateamento, existem ainda dois métodos adicionais de limpezautilizando o jato d’água, a saber:limpeza com água a baixa pressão (LP WC) é o método de limpeza de superfícieutilizando pressões abaixo de 34 MPa (5.000 psi);
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 3
- limpeza com água a alta pressão (HP WC) é o método de limpeza de superfícieutilizando pressões entre 34 e 70 MPa (5.000 a 10.000 psi).
4.5 Flash rustingLigeira oxidação do aço, que ocorre à medida que a superfície hidrojateada seca,mudando rapidamente a aparência inicial da superfície hidrojateada.
5 GRAUS DE INTEMPERISMO E PREPARO DE SUPERFÍCIE DO AÇOOs graus de intemperismo e de preparo de superfícies, referidos nesta norma, estãoreproduzidos na NTS 085 – “Preparo de superfícies metálicas para pintura –Procedimento”, por meio de uma série de padrões fotográficos. Para o caso dohidrojateamento, os graus de intemperismo e os padrões fotográficos são reproduzidosda norma SSPC-VIS 4 “Guide and reference photographs for steel surfaces prepared bywaterjetting” e estão apresentados no Anexo C.
5.1 Graus de intemperismo de superfícies de aço sem pintura conforme NTS 085“Preparo de superfícies metálicas para pintura”
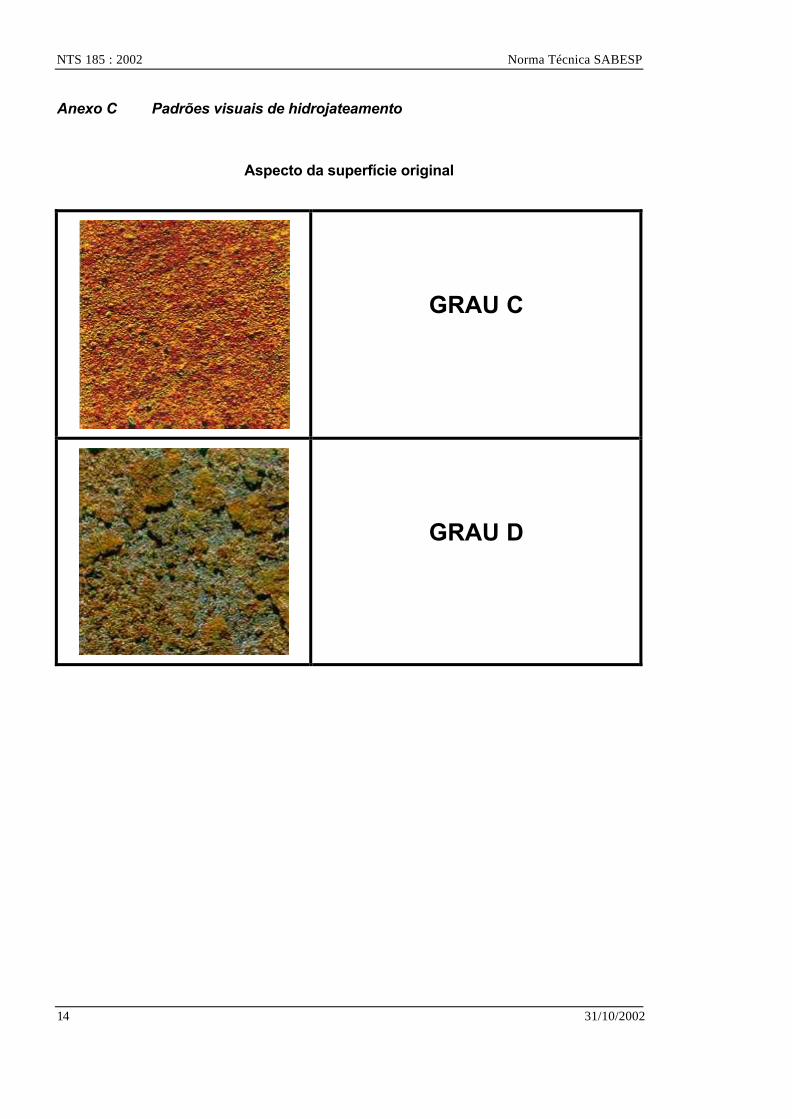
Grau A: superfície do aço completamente coberta de carepa de laminação e com poucoou nenhum produto de corrosão (ferrugem);Grau B: superfície do aço coberta de carepa de laminação e com início deenferrujamento;Grau C: superfície do aço completamente coberta por produto de corrosão (ferrugem),com poucos ou nenhum pite visível a olho desarmado;Grau D: superfície do aço completamente coberta por produto de corrosão (ferrugem),sendo possível observar pites a olho desarmado.
5.2 Graus de intemperismo de superfícies pintadasConforme a norma ASTM D 610:Grau 8 – pintura existente quase intacta.Grau 6 – pintura de acabamento empoada, podendo apresentar tinta de fundo exposta. Éadmissível leve manchamento ou empolamento após o tratamento das manchas. Menosde 1% da área deve se encontrar afetada pela corrosão, esfoliação ou tinta solta.Grau 4 – pintura totalmente empoada, empolada ou com manchas de oxidação, tendo até33% de sua superfície com corrosão, bolhas de oxidação, tinta solta e pequenaincidência de pites.Grau 2 – pintura totalmente empoada, empolada ou com manchas de oxidação, tendo até10% de sua superfície com corrosão, bolhas de oxidação, tinta solta e pequenaincidência de pites.Grau 0 – intensa presença de corrosão, tinta sem aderência e formação severa decorrosão por pites e alvéolos.
5.3 Graus de preparo da superfície do aço com jato abrasivoSa1: limpeza por jateamento abrasivo ligeiro (brush off). A aparência final da superfíciedeve corresponder aos padrões visuais com designação Sa1. Esta limpeza não se aplicaa superfícies que apresentem um aspecto da superfície original A. Para as demais, osgraus de preparo são: BSa1, CSa1 e DSa1.
Sa2: limpeza por jateamento abrasivo comercial. A superfície deve apresentar entãocoloração acinzentada e corresponder em aparência aos padrões visuais comdesignação Sa2. Esta limpeza não se aplica a superfícies que apresentem um aspecto dasuperfície original A. Para as demais, os graus de preparo são: BSa2, CSa2 e DSa2.
NTS 185 : 2002 Norma Técnica SABESP
4 31/10/2002
Sa2½: limpeza por jateamento abrasivo ao metal quase branco. A superfície deveapresentar então aspecto correspondente aos padrões visuais com designação Sa2½.Os graus de preparo são: ASa2½, BSa2½, CSa2½ e DSa2½.
Sa3: limpeza por jateamento abrasivo ao metal branco. A superfície deve apresentarentão coloração metálica uniforme, correspondente em aparência aos padrões visuaiscom designação Sa3. Os graus de preparo são: ASa3, BSa3, CSa3 e DSa3.
5.4 Graus de preparo da superfície do aço por jateamento abrasivo úmidoNo caso do jateamento úmido, sem inibidor de corrosão, aplicam-se os graus de preparoSa1, Sa2 e Sa2½, admitindo-se uma oxidação superficial muito leve e aderida (flashrusting). Neste caso, a superfície deve ter uma coloração ligeiramente mais amarelada doque o padrão para jateamento seco.
5.5 Graus de preparo da superfície do aço por hidrojateamentoEsta norma descreve o procedimento para a determinação do grau de limpeza desuperfície por hidrojateamento, de acordo com a norma SSPC-Vis 4. Também é descritoo procedimento para determinação do grau de flash rusting.O responsável pela especificação de limpeza deve designar o padrão de limpeza dasuperfície a ser atingido segundo o grau de limpeza WJ-3 (hidrojateamento minucioso) ouWJ-2 (hidrojateamento muito minucioso).O responsável pela especificação de limpeza deve designar, também, o grau de flashrusting admissível, como:- nenhum (condição original);- leve (L);- moderado (M);- acentuado (H).São apresentados os padrões visuais para superfícies com os graus de intemperismo Cou D, imediatamente após a limpeza por hidrojateamento. A superfície do aço pode variarem textura, cor, tom, etc, o que deve ser levado em conta ao comparar a superfíciehidrojateada com o padrão visual especificado.
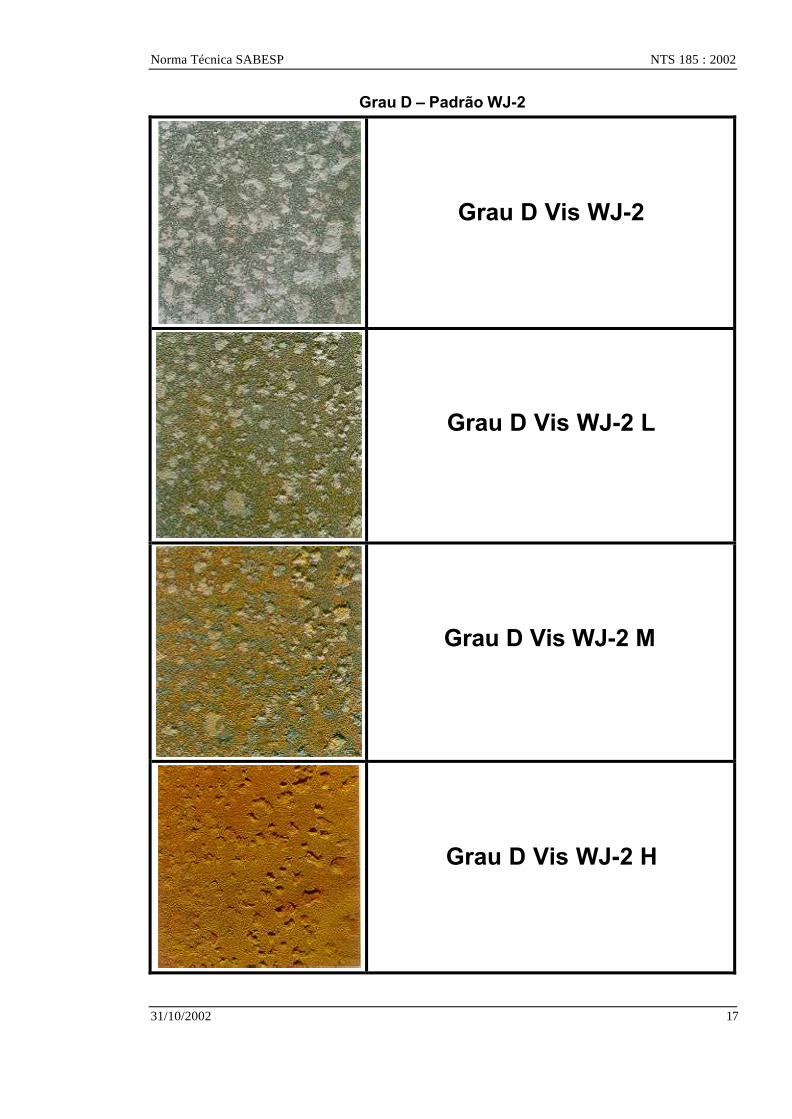
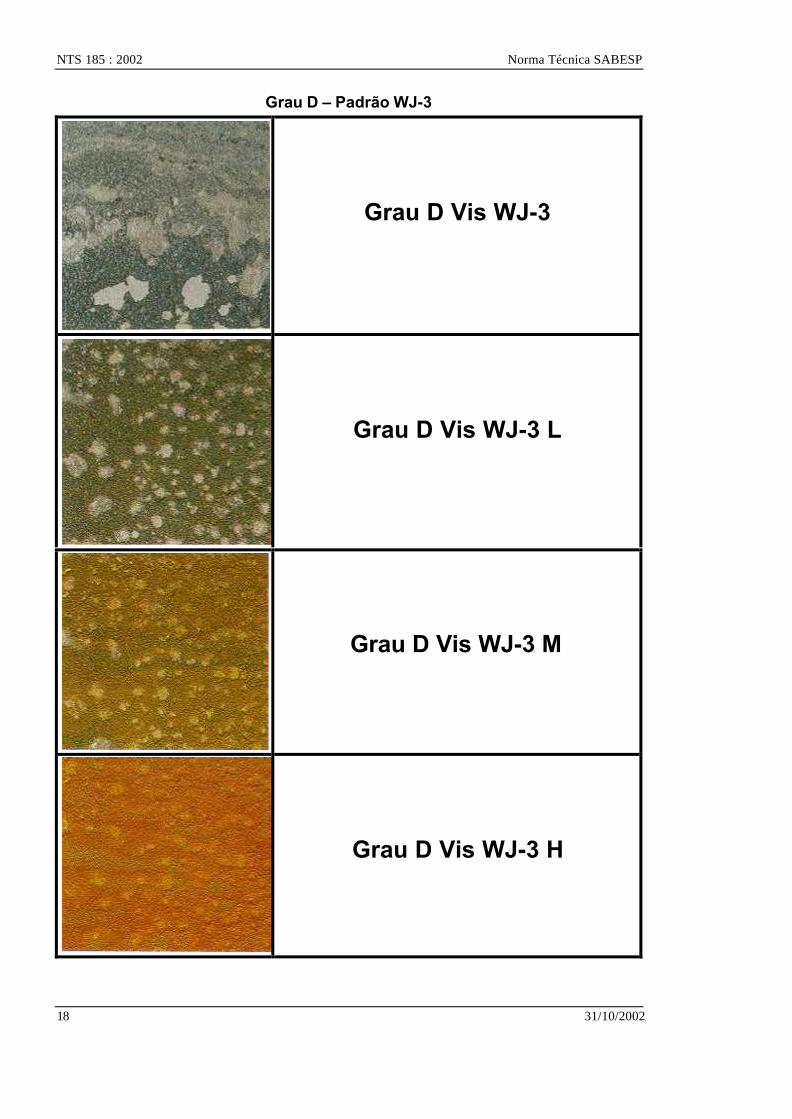
5.5.1 Graus de limpeza de superfície por hidrojateamento (padrões visuais):1) Vis WJ-2 (hidrojateamento muito minucioso): a superfície assim preparada, quandoobservada a olho desarmado, deve apresentar um aspecto fosco e livre de todo óleovisível, graxa, tinta ou ferrugem, com exceção de manchas de ferrugem, tinta ou outromaterial estranho disperso aleatoriamente. Este manchamento é limitado a, no máximo,5% da superfície.Nota 1: as referências fotográficas para a Vis WJ-2 são comparáveis, em grau deenferrujamento, ao admissível aos graus CSa2½ e DSa2½ da ISO 8501-1 e C-SP 10 eD-SP 10 da SSPC-Vis 1-89.2) Vis WJ-3 (hidrojateamento minucioso): a superfície assim preparada, quandoobservada a olho desarmado, deve apresentar um aspecto fosco e livre de todo óleovisível, graxa, tinta ou ferrugem, com exceção de manchas ou pequenos resíduos deferrugem, tinta ou outro material estranho disperso aleatoriamente. Estas manchas eresíduos são limitados a, no máximo, 33% da superfície.Nota 2: os padrões visuais presentes nesta norma, referentes ao padrão Vis WJ-3,apresentam uma superfície que apresenta menos que os 33% de manchamentoadmissível. As referências fotográficas para a Vis WJ-3 são comparáveis, em grau deenferrujamento, ao admissível aos graus CSa2 e DSa2 da ISO 8501-1 e C-SP 10 e D-SP10 da SSPC-Vis 1-89.
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 5
Após hidrojateada, a superfície do aço sofre um processo de oxidação (flash rusting) àmedida que a água seca. São apresentados, nesta norma, padrões visuais para trêsdiferentes graus de oxidação, a saber:1) Oxidação leve (Light flash rust): a superfície assim preparada, quando observada aolho desarmado, apresentará uma camada com oxidação de tom bege ou marrom sobrea superfície metálica original. Esta oxidação pode se apresentar na forma de manchas ouestar uniformemente distribuída na superfície, tendo boa aderência ao substrato.2) Oxidação moderada (Moderate flash rust): a superfície assim preparada, quandoobservada a olho desarmado, apresentará uma camada oxidada de tons bege escuro oumarrom, escurecendo parcialmente a superfície metálica original. Esta camada pode seapresentar na forma de manchas ou estar uniformemente distribuída na superfície, tendomoderada aderência ao substrato.3) Oxidação acentuada (Heavy flash rust): a superfície assim preparada, quandoobservada a olho desarmado, apresentará uma camada oxidada de tons bege escuro oumarrom, de forma mais intensa que na oxidação moderada e escurecendo totalmente asuperfície metálica original. Esta camada pode se apresentar na forma de manchas ouestar uniformemente distribuída na superfície, tendo pobre aderência ao substrato.As fotografias apresentadas nesta norma são representativas de algumas variações nacor, textura e aparência geral da superfície metálica original, após uma limpeza porhidrojateamento. No hidrojateamento, uma descoloração da superfície metálica, nos tonspreto ou marrom, pode permanecer na superfície metálica, assim como uma camada finae firmemente aderida, em superfícies originalmente corroídas e/ou com pites (ver item5.6.2 desta norma). A superfície de aço obtida por hidrojateamento NÃO terá a mesmaaparência que aquela obtida por jateamento abrasivo seco ou por jateamento abrasivoúmido. A explicação para isto está no fato de que a água não consegue cortar oudeformar o aço como os abrasivos. Outras informações pertinentes à superfície apóshidrojateamento são:- o método de preparo de superfície por hidrojateamento não é capaz de produzir operfil de rugosidade na superfície metálica normalmente exigido pelas especificações depintura; antes, o hidrojateamento deixa à mostra a superfície originalmente jateada comabrasivos;- superfícies hidrojateadas apresentam um aspecto opaco, mesmo antes da ocorrênciado flash rusting. Além disto, a superfície do aço com grau D, no qual há corrosão por pite,apresenta uma aparência manchada após hidrojateada.
5.6 Outras observações importantes quanto ao hidrojateamento
5.6.1 Remoção de óleo e graxa: o hidrojateamento consegue emulsificar e remover oóleo e graxa da superfície a ser preparada. Entretanto, isto não dispensa a etapa delimpeza de superfície de óleos e graxas, prevista na NTS 085 “Preparo de superfíciesmetálicas para pintura”.5.6.2 Descoloração do aço corroído e com pites: descolorações em tons tais comocinza, marrom ou preto observadas em aços corroídos e/ou com pites após ohidrojateamento não podem ser removidas através de um hidrojateamento adicional. Deacordo com a norma SSPC-VIS 4, análises já realizadas mostram que este filme fino ebem aderido consiste principalmente de óxido férrico, que é um material inerte. Comoeste filme é muito aderente, ele não representa um problema sério de contaminação.5.6.3 Inspeção de áreas hidrojateadas antes da ocorrência de flash rusting: quandograndes áreas são hidrojateadas, a ocorrência de flash rusting pode levar a umescurecimento no aspecto visual da superfície preparada, antes que a inspeção visualpossa ser realizada. Uma maneira de estabelecer-se um padrão de limpeza aceitávelpode ser o hidrojateamento de uma pequena área no padrão desejado, de maneira a
NTS 185 : 2002 Norma Técnica SABESP
6 31/10/2002
servir de base para comparação com as superfícies a serem preparadas. Métodos paragarantir que o restante do trabalho atinja o padrão inicialmente especificado irão variar deprojeto para projeto.5.6.4 Temperatura do substrato (aço) durante o hidrojateamento: a temperatura dasuperfície metálica pode subir durante o processo de hidrojateamento. Este aumento detemperatura pode ser considerável, chegando a contribuir para que a superfície sequemais rapidamente reduzindo, conseqüentemente, o grau de flash rusting. Secar asuperfície com auxílio de secadores também é uma possibilidade, no sentido de reduzir ograu de flash rusting.5.6.5 Remoção do flash rusting: quando o flash rusting é muito acentuado,prejudicando a aplicação do revestimento, é possível reduzi-lo ou removê-lo porescovamento manual, lavagem com água pressurizada (7 MPa) ou outro métodoadequado. A limpeza com água pressurizada causa a ocorrência de flash rustingnovamente, porém, torna possível passar uma superfície com um grau de oxidaçãoacentuado (Heavy flash rust) para um grau de oxidação leve (Light flash rust). A limpezado flash rusting com ferramentas manuais é aceitável para pequenas áreas. Paragrandes áreas, é recomendável a realização de uma limpeza com ferramentasmecânicas. Estes dois procedimentos estão apresentados nos itens 9 e 10 da NTS 085“Preparo de superfícies metálicas para pintura”.5.6.6 Inspeção de áreas de difícil acesso: atenção especial deve ser dada a áreas dedifícil acesso, pois a água pode não ricochetear nestes locais da mesma maneira que osabrasivos. Assim, bicos com ângulos especialmente projetados para este fim devem serutilizados. Tais áreas devem ser inspecionadas cuidadosamente.5.6.7 Inibidores de corrosão: pode se prevenir da ocorrência de flash rusting pelo usode inibidores de corrosão solúveis na água. Estes inibidores podem deixar uma camadacristalina na superfície metálica, o que ocasionará problemas de adesão e empolamentona pintura a ser aplicada. Se a água com inibidor for utilizada no hidrojateamento, asuperfície deve ser lavada imediatamente com água limpa.5.6.8 Remoção de contaminantes solúveis: os padrões visuais contidos nesta normanão fazem referência ou definem níveis de contaminação da superfície metálica comcontaminantes solúveis (sais), que porventura permaneçam na superfície após a limpezapor hidrojateamento, ou a graus de flash rusting em função da presença destescontaminantes. No entanto, a capacidade de remover os contaminantes solúveis,especialmente em superfícies corroídas e com pites, é uma das maiores vantagens doprocesso de hidrojateamento.
6 CONDIÇÕES GERAISO jateamento com areia seca fica abolido apenas nos estados ou municípios daFederação que possuam leis que proíbam este processo. Sempre que possível, evitar ouso de inibidor de corrosão.Os procedimentos de execução do jateamento abrasivo e do hidrojateamento devemconter, ao menos, as seguintes informações:- grau de preparo da superfície do aço;- indicação dos produtos químicos e materiais utilizados na execução da limpeza prévia,segundo a NTS 085 – “Preparo de superfícies metálicas para pintura – Procedimento”;- tipo de equipamento a ser utilizado no jateamento, incluindo citação dos filtrosseparadores e bicos;tipo e granulometria do material abrasivo, em função dos perfis de rugosidade a seremobtidos;
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 7
- qualidade da água a ser utilizada. Se for utilizado algum tipo de inibidor de corrosão,especificar o tipo e concentração adequados, com uma descrição sucinta do mecanismode proteção anticorrosiva proporcionado pelo mesmo;- procedência do material abrasivo utilizado no jateamento;- verificação da salinidade (ver procedimento no Anexo A), no caso de utilização deareia;- procedimentos de limpeza final após o jateamento, antes de ser aplicado o esquemade pintura recomendado;- descrição dos equipamentos de segurança a serem utilizados nos processos, bemcomo os equipamentos de proteção individual dos operadores de jateamento.
As etapas a serem seguidas na execução do preparo da superfície são as seguintes:- a) remover todo óleo e graxa, pelo emprego de água com detergente ou de solventes,conforme descrito nos itens “Limpeza com água” e “Limpeza com solvente” da NTS 085“Preparo de superfícies metálicas para pintura”. Esta limpeza tem por objetivo eliminar assujidades que podem interferir no preparo da superfície.
Nota 3: “quando excepcionalmente existir corrosão em placas ou ferrugemestratificada, é conveniente remover com o emprego de ferramentas manuais oumecânicas, conforme o procedimento descrito na NTS 085. O objetivo desta remoçãoprévia é facilitar a ação dos solventes nos contaminantes, tais como sais, óleos egraxas que possam estar retidos entre as placas ou ferrugem estratificada”.
- b) remover carepa de laminação, ferrugem, tinta antiga e outras matérias estranhasaté alcançar o grau de preparo especificado no esquema de pintura, segundo um dosseguintes processos:
• jateamento com granalhas(4) (partículas angulosas ou esféricas) de aço, impelidas pormeio de ar comprimido através de bicos aplicadores;
• jateamento com areia molhada, com ou sem inibidor de corrosão, impelida por meiode ar comprimido através de bicos injetores;
• jateamento com óxido de alumínio sinterizado ou outros tipos de abrasivosadequados para a execução do preparo de superfície;
• hidrojateamento a alta pressão.Nota 4: ver especificação no Anexo B
- c) após o jateamento, a superfície deve ser limpa por meio de escova, aspirador de póou jato de ar seco, de maneira a remover os grãos abrasivos e a poeira.No caso da utilização do jateamento úmido ou do hidrojateamento, a superfície obtidapode se apresentar seca, com umidade residual ou molhada. Em todos os casos podeapresentar ou não oxidação superficial (flash rusting). De qualquer forma, a tinta a seraplicada diretamente sobre a superfície deve ser tolerante ao seu estado após ojateamento.A areia utilizada no jateamento úmido, a granalha e o óxido de alumínio sinterizadodevem apresentar uma granulometria que confira à superfície jateada um perfil derugosidade compatível com a espessura da película seca total das tintas a seremaplicadas.Antes da aplicação da primeira demão de tinta, a superfície jateada deve ser examinadaquanto à presença de óleo, graxa ou sujeira, que devem ser removidos de acordo com asexigências da NTS 085 “Preparo de superfícies metálicas para pintura”.O ar comprimido utilizado no jateamento seco deve estar isento de água e óleo. Oequipamento deve ser provido de filtros e separadores adequados (sílica gel, carvãoativado, bronze sinterizado) para a retirada da água e do óleo.

NTS 185 : 2002 Norma Técnica SABESP
8 31/10/2002
Os trabalhos de preparo de superfície com jateamento abrasivo e hidrojateamento devemser feitos de maneira a não causar danos às partes do trabalho já executado. As tintas jáaplicadas nas proximidades devem estar secas ao toque.Não devem ser executados trabalhos de jateamento a seco em superfícies sujeitas a umatemperatura muito acima ou abaixo da temperatura ambiente (25oC), com chuva ou comumidade acima de 85%.Se utilizado o jateamento seco, aplicação da tinta de fundo deve ser feita enquanto asuperfície jateada atender ao padrão especificado. Com o passar do tempo, a superfícietende a oxidar, havendo a necessidade de um novo jateamento, dependendo do padrãoespecificado.Se for utilizado o jateamento úmido ou o hidrojateamento, a tinta de fundo a ser aplicadadeverá ser adequada ao grau de preparo de superfície obtido neste processo, conformeas recomendações do fabricante da tinta. O intervalo de tempo decorrido entre a lavagemda superfície com água doce e a aplicação da tinta de fundo deve ser o menor possívelnas condições de trabalho. Este procedimento visa diminuir, principalmente emambientes agressivos (marinho e industrial), a concentração de cloretos e outrassubstâncias indesejáveis na superfície e, também, a intensidade de oxidação superficial(flash rusting). Havendo formação de oxidação superficial, a superfície pode receber umtratamento manual com escova de aço e lavagem com água doce antes de receber atinta de fundo.
7 INSPEÇÃO
7.1 Antes do jateamento7.1.1 Inspeção visual
- executar uma inspeção visual, de maneira a verificar a existência de óleos, graxas ououtros tipos de oleosidade, sais, tinta ou argamassa em toda a superfície a serjateada;
- verificar o estado inicial de oxidação da chapa (A, B, C ou D), de acordo com a NTS085 “Preparo de superfícies metálicas para pintura”.
7.1.2 Abrasivos
Em relação à areia a ser utilizada:- granulometria: a areia deve passar pela peneira de número 12 e ficar retida na peneira
de número 40, segundo a NBR NM-ISO 3310-1;- fornecedores de areia normalmente utilizam peneiras “Tyler” e tem a seguinte
correspondência: ABNT 12 = “Tyler” 10, ABNT 40 = “Tyler” 35;- para o fornecedor de areia, a especificação é 10/35, que significa que a areia passa
pela peneira 10 e fica retida na peneira 35;- deve-se verificar o teor de cloretos (salinidade) para cada lote de areia posto no
canteiro, de acordo com o Anexo A desta norma;- deve-se verificar, visualmente, se a areia está contaminada com argila, mica, sal, pó e
outras sujidades.Em relação à granalha de aço utilizada:- a granulometria da granalha de aço pode ser obtida com a mistura de granalhas
esféricas e angulares (“mix”) e deve atender ao perfil de rugosidade exigido peloesquema de pintura;
- verificar se a granalha está oxidada;- verificar a presença de contaminantes no abrasivo.
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 9
Em relação a outros abrasivos utilizados:- a granulometria do abrasivo deve estar de acordo com o perfil de rugosidade exigido
pelo esquema de pintura;- verificar a presença de contaminantes no abrasivo.
7.1.3 Água
- verificar se a água é limpa, doce, isenta de contaminantes e com pH variando de 6,5 a7,5.
7.2 Após o jateamento7.2.1 Inspeção visual
- executar uma inspeção visual de toda a superfície imediatamente antes da aplicaçãoda tinta de fundo, de maneira a verificar se o padrão final de limpeza está conformeespecificado no esquema de pintura. Para tal, deve-se utilizar os padrões visuais daNTS 085 “Preparo de superfícies metálicas para pintura” (jateamento com granalha eúmido) e da norma STG 2222 (hidrojateamento);
- no caso de jateamento úmido e hidrojateamento, verificar o aspecto final da superfície,sendo admissível no máximo uma oxidação superficial muito leve e bem aderida (flashrusting).
7.2.2 Perfil de rugosidade
- efetuar a medição do perfil de rugosidade no primeiro m2 da área jateada ou noprimeiro metro linear, no caso de tubulações; prosseguir com as medições para cada30 m2 ou 30 metros lineares, respectivamente;- a altura do perfil de rugosidade deve ser determinada mediante o uso de umrugosímetro com precisão de 5 µm ou com o auxílio de um padrão visual da normaNACE-TM-01-70.
8 ACEITAÇÃO E REJEIÇÃO
8.1 Antes do jateamento8.1.1 Inspeção visual
A superfície, quando examinada segundo o item 7.1.1, deve estar isenta de vestígios dosmateriais citados.8.1.2 Abrasivos
Em relação ao item 7.1.2, a areia a ser utilizada:- deve apresentar pelo menos 80% em peso retida na peneira de número 40;- percentual menor leva à rejeição do lote testado;- teor máximo de cloreto admissível na areia é de 40 ppm;- a areia deve estar isenta de argila, mica, sal, pó e outras sujidades.Em relação à granalha de aço utilizada:- a granalha de aço, quando examinada, deve apresentar um percentual menor que
80% retido na peneira de número 40, deve ser adicionada granalha nova paramelhorar a mistura do abrasivo durante a reciclagem;
- constatada a ocorrência de oxidação na granalha, deve-se fazer o seguinte teste:1. jatear uma área de 1 m2 com abrasivo oxidado;2. passar uma vassoura de pêlo, aspirador de pó ou ar comprimido para remoção da
poeira;3. aplicar uma fita adesiva, similar à utilizada em testes de aderência, sobre a
superfície jateada;
NTS 185 : 2002 Norma Técnica SABESP
10 31/10/2002
4. se for constatada a presença de poeira de oxidação aderida à fita, a granalha deveser rejeitada;
- a granalha recebida na obra com presença de umidade deve ser rejeitada;- a granalha deve ser utilizada em ambiente confinado e seco, com umidade controlada,
de preferência com a presença de um desumidificador;- a granalha não deve apresentar nenhum sinal visível de contaminação.Em relação a outros abrasivos utilizados:- quando examinados, devem possuir um tamanho máximo onde 80% em peso da
amostra peneirada deve ficar retido na peneira mais fina;- percentual menor rejeita o lote, que pode ser reaproveitado com a mistura de novos
abrasivos;- os abrasivos não devem apresentar nenhum sinal visível de contaminação.
8.1.3 Água
A água, quando inspecionada segundo o item 7.1.3, deve estar limpa, doce, isenta decontaminantes e com pH variando de 6,5 a 7,5.
8.2 Após o jateamento8.2.1 Inspeção visual segundo o item 7.2.1
- a superfície, quando examinada, deve apresentar aspecto idêntico ao padrãofotográfico da NTS 085 “Preparo de superfícies metálicas para pintura” ou da normaSTG 2222 de acordo com o que foi especificado no esquema de pintura. A superfícienão deve apresentar vestígios de óleos, graxas ou sais;
- no caso de jateamento úmido, quando examinada, a superfície deve estarcompletamente seca se a tinta de fundo não for tolerante a umidade residual ousuperfície molhada, apresentando no máximo uma oxidação superficial muito leve ebem aderida (flash rusting). Ocorrência de intensa oxidação superficial deve sertratada com escova de aço manual antes da aplicação da tinta de fundo.
8.2.2 Perfil de rugosidade
A altura média do perfil de rugosidade deve se situar de 1/4 a 1/3 da espessura total doesquema de pintura ou no máximo até 2/3 da espessura da tinta de fundo.
9 SEGURANÇA
9.1 Equipamentos de segurança9.1.1 Para o jatista
- equipamento autônomo de respiração (ar mandado), óculos de segurança e/ouprotetores faciais;
- roupa de jatista insuflada, totalmente vedada, impermeável ou de resistênciacomprovada ao impacto abrasivo;
- protetor auricular adequado à atividade e com fator de atenuação para reduzir aexposição ao ruído a níveis aceitáveis.
Nota 5: para o jato úmido e o hidrojateamento em área aberta não é necessária autilização de equipamentos autônomos de respiração e roupas insufladas.9.1.2 Para o operador de máquina de jato e ajudante- em locais confinados, o ajudante deve fazer uso dos mesmos equipamentos de
proteção recomendados para o jatista, caso tenha que trabalhar próximo a ele;- utilizar máscara com filtro mecânico (contra poeira) e protetor auricular adequados,
para locais não-confinados.
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 11
9.2 Compressores de arOs compressores que fornecem o ar comprimido às máquinas de jateamento devemestar a uma distância mínima de 10 metros da mesmas, além de atenderem a normaregulamentadora NR 13 (Portaria do Ministério do Trabalho no 3.214) quanto à inspeção eteste hidrostático.
9.3 Condições específicas9.3.1 Jateamento úmido- sempre que for necessária a utilização de inibidor de corrosão, cuidados adicionais
devem ser tomados para não exceder a concentração recomendada pelo fornecedor,assim como para diminuir a exposição dos trabalhadores a névoas do produto;
- inibidor de corrosão é uma ferramenta de auxílio para a obtenção da superfíciedesejada, sendo utilizado para retardar o processo de oxidação superficial (flashrusting);
- todo resíduo do inibidor de corrosão deve ser removido mediante a lavagem dasuperfície jateada com água doce;
- as mangueiras utilizadas no jateamento devem ser dimensionadas de maneira asuportar pressões de até 1,5 vez a pressão de trabalho;
- os resíduos devem ser descartados segundo orientação do órgão ambiental local.9.3.2 Jateamento com granalha
- deve ser realizado em local confinado, com sistema de exaustão e captação domaterial particulado com filtragem e decantação do pó, que deve ser recolhido eadequadamente descartado;
- os resíduos devem ser descartados segundo orientação do órgão ambiental local;- quando realizado em ambiente aberto, todos os cuidados devem ser tomados para
que o material particulado proveniente do processo de retirada dos produtos decorrosão, tintas ou outros materiais aderidos não sejam respirados por pessoas queestejam trabalhando nas adjacências.
NTS 185 : 2002 Norma Técnica SABESP
12 31/10/2002
Anexo A Determinação do teor de cloreto no abrasivo
Procedimento para a determinação do teor de cloreto em areia para jateamentoabrasivo
1 ObjetivoDescrever o procedimento para a determinação do teor de cloreto em areia utilizada emjateamento abrasivo, em termos de maior ou menor que 40 ppm.2 Aparelhagem necessária- dois erlenmeyers de 250 mL;- uma balança semi-analítica;- duas pipetas volumétricas de 1 mL;- um funil; e- papel de filtro rápido.3 Soluções- solução indicadora de cromato de potássio (5g/100mL);- solução de nitrato de prata 0,11 N (18,7 g AgNO3/litro);- água destilada.4 Procedimento- Pesar 100 g de areia no erlenmeyer;- Lavar com duas porções de água destilada fervente e agitar bem. Filtrar através de
papel de filtro rápido para outro erlenmeyer de 250 mL;- Adicionar 1,0 mL de cromato de potássio e 1,0 mL de nitrato de prata, com agitaçãomoderada (se a solução de AgNO3 não for exatamente 0,11 N;- Usar o volume calculado pela seguinte fórmula:
V = 0,11/Aonde: V = volume da solução de AgNO3 a adicionar, em mL; e
A = normalidade da solução de AgNO3, diferente de 0,11 N.5 Resultado
Se a solução, após receber o nitrato de prata, mudar sua cor de amarela para corde telha, a quantidade de cloretos é inferior a 40 ppm. Se a solução, após recebero nitrato de prata, permanecer amarela, o teor de cloretos é superior a 40 ppm.
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 13
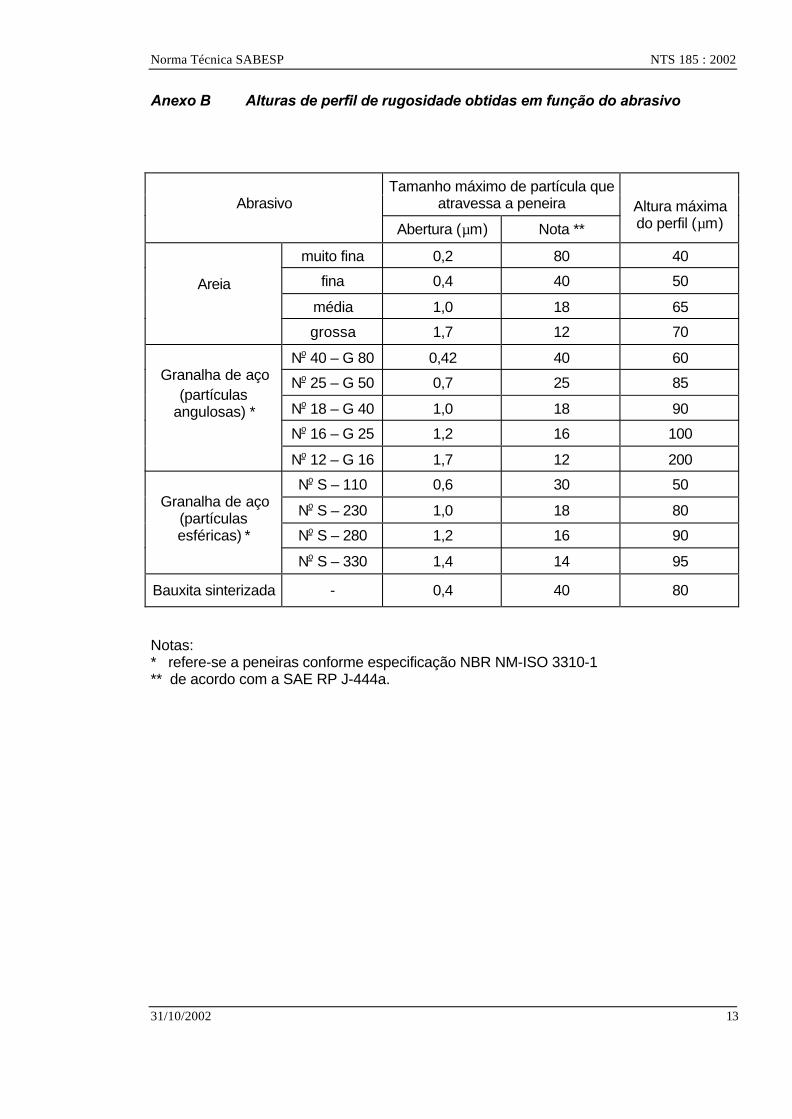
Anexo B Alturas de perfil de rugosidade obtidas em função do abrasivo
Tamanho máximo de partícula queatravessa a peneiraAbrasivo
Abertura (µm) Nota **
Altura máximado perfil (µm)
muito fina 0,2 80 40
fina 0,4 40 50
média 1,0 18 65
Areia
grossa 1,7 12 70
No 40 – G 80 0,42 40 60
No 25 – G 50 0,7 25 85
No 18 – G 40 1,0 18 90
No 16 – G 25 1,2 16 100
Granalha de aço(partículas
angulosas) *
No 12 – G 16 1,7 12 200
No S – 110 0,6 30 50
No S – 230 1,0 18 80
No S – 280 1,2 16 90
Granalha de aço(partículasesféricas) *
No S – 330 1,4 14 95
Bauxita sinterizada - 0,4 40 80
Notas:* refere-se a peneiras conforme especificação NBR NM-ISO 3310-1** de acordo com a SAE RP J-444a.
NTS 185 : 2002 Norma Técnica SABESP
14 31/10/2002
Anexo C Padrões visuais de hidrojateamento
Aspecto da superfície original
GRAU C
GRAU D

Norma Técnica SABESP NTS 185 : 2002
31/10/2002 15
Grau C – Padrão WJ-2
Grau C Vis WJ-2
Grau C Vis WJ-2 L
Grau C Vis WJ-2 M
Grau C Vis WJ-2 H

NTS 185 : 2002 Norma Técnica SABESP
16 31/10/2002
Grau C – Padrão WJ-3
Grau C Vis WJ-3
Grau C Vis WJ-3 L
Grau C Vis WJ-3 M
Grau C Vis WJ-3 H
Norma Técnica SABESP NTS 185 : 2002
31/10/2002 17
Grau D – Padrão WJ-2
Grau D Vis WJ-2
Grau D Vis WJ-2 L
Grau D Vis WJ-2 M
Grau D Vis WJ-2 H
NTS 185 : 2002 Norma Técnica SABESP
18 31/10/2002
Grau D – Padrão WJ-3
Grau D Vis WJ-3
Grau D Vis WJ-3 L
Grau D Vis WJ-3 M
Grau D Vis WJ-3 H
Norma Técnica SABESP NTS 185 : 2002
31/10/2002
Preparo de superfícies metálicas – Métodos alternativos ao jatode areia seca
Considerações finais:
1) Esta norma técnica, como qualquer outra, é um documento dinâmico, podendo seralterada ou ampliada sempre que for necessário. Sugestões e comentários devem serenviados à Divisão de Normas Técnicas – CDGN.
2) Tomaram parte na elaboração desta Norma:
ÁREA UNIDADE DETRABALHO
NOME
C CDDP Airton Checoni DavidC CDGN Marco Aurélio Lima BarbosaC CDGN Maria Célia GoulartC CDGP Pedro Jorge Chama Neto
IPT Consultor Sidney Oswaldo Pagotto JúniorIPT Consultora Zehbour Panossian
NTS 185 : 2002 Norma Técnica SABESP
31/10/2002
Sabesp - Companhia de Saneamento Básico do Estado de São PauloDiretoria de Gestão de Assuntos Corporativos - CSuperintendência de Pesquisa e Desenvolvimento Tecnológico - CDDivisão de Normas Técnicas - CDGN
Rua Costa Carvalho, 300 - CEP 05429-900São Paulo - SP - BrasilTelefone: (0xx11) 3388-8839 / FAX: (0xx11) 3814-6323E-MAIL : [email protected]
- Palavras-chave: revestimento, tratamento de superfície, limpeza de superfície,remoção de revestimento
- __18__ páginas