norma técnica interna sabesp · nm 133: aços inoxidáveis - classificação, ... deve ser...
TRANSCRIPT

Norma Técnica SABESP NTS 175
Tê de serviço integrado para ramais prediais de polietileno de DE 20 mm, DE 25 mm e DE 32 mm derivados de tubulações da rede de distribuição de água de PVC até DN 100 ou PE até DE 110 mm. Especificação
São Paulo Novembro: 2016 - revisão 9

NTS 175: 2016 Rev. 09 Norma Técnica Sabesp
30/11/15
S U M Á R I O 1 OBJETIVO ..................................................................................................................... 1
2 REFERÊNCIAS NORMATIVAS ..................................................................................... 1
3 DEFINIÇÕES ................................................................................................................. 2
4 REQUISITOS GERAIS ................................................................................................... 4
4.1 Equivalência de diâmetros ....................................................................................... 4
4.2 Configuração básica do tê de serviço integrado .................................................... 4
4.3 Materiais plásticos .................................................................................................... 6
4.4 Componentes metálicos ........................................................................................... 7
4.5 Componentes de vedação ........................................................................................ 8
4.6 Reprocessamento de matérias-primas .................................................................... 8
4.7 Roscas ....................................................................................................................... 8
5 REQUISITOS ESPECÍFICOS ........................................................................................ 8
5.1 Corpo do tê de serviço integrado ............................................................................. 8
5.2 Derivação do acoplamento ....................................................................................... 9
5.3 Tê de serviço integrado .......................................................................................... 12
5.4 Ferramenta de corte ................................................................................................ 13
5.5 Chave de operação para o te de serviço integrado .............................................. 15
5.6 Requisitos aplicáveis ao tê de serviço integrado montado .................................. 15
5.7 Resistência ao impacto e estanqueidade .............................................................. 18
5.8 Características químicas ........................................................................................ 19
5.9 Aspecto visual e de embalagem ............................................................................. 21
5.10 Informações sobre o produto e instruções de montagem ................................. 21
5.11 Marcação ................................................................................................................ 21
6 QUALIFICAÇÃO DO FABRICANTE ............................................................................ 22
6.1 Qualificação ............................................................................................................. 22
6.2 Requisitos de qualidade durante a fabricação ...................................................... 22
7 INSPEÇÃO E RECEBIMENTO .................................................................................... 24
7.1 Tamanho do lote de inspeção ................................................................................ 25
7.2 Amostragem para exame dimensional e visual ..................................................... 25
7.3 Amostragem para ensaios destrutivos .................................................................. 25
7.4 Aceitação ou rejeição .............................................................................................. 25
7.5 Liberação do lote ..................................................................................................... 26
8 RELATÓRIO DE INSPEÇÃO ....................................................................................... 26
9 OBSERVAÇÕES FINAIS ............................................................................................. 26
ANEXO A: IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS ................ 27

Norma Técnica Sabesp NTS 175: 2016 - Rev. 10
30/11/16 1
Tê de serviço integrado para ramais prediais de polietileno de DE 20 mm, DE 25 mm e DE 32 mm derivados de tubulações da rede de distribuição de água de PVC até DN 100 ou PE até DE 110 mm
1 OBJETIVO
Esta norma fixa os requisitos gerais e específicos exigíveis para o tê de serviço integrado, para execução de ramais prediais de polietileno, DE 20, DE 25 e DE 32, derivados de tubulações da rede de distribuição de água em PVC até DN 100 ou PE até DE 110 mm, operando com pressão máxima de 1,6 MPa e temperatura máxima da água de 40oC.
O tê de serviço integrado deve manter bom desempenho ao longo de uma vida útil mínima de 50 anos quando submetido às condições de operação da rede de distribuição de água ao qual está instalado, a uma temperatura de 25ºC. O atendimento pleno aos requisitos estabelecidos nesta norma é condição mínima necessária para que o produto seja considerado de bom desempenho.
2 REFERÊNCIAS NORMATIVAS
Os documentos relacionados a seguir são indispensáveis à aplicação deste documento. Para referências datadas, aplicam-se somente as edições citadas. Para referências não datadas, aplicam-se as edições mais recentes do referido documento (incluindo emendas):
NTS 048: Tubos de polietileno para ramais prediais de água
NTS 053: Tubos de polietileno - Verificação da resistência à pressão hidrostática
NTS 057: Composto de polietileno – Verificação da dispersão de pigmentos
NTS 058: Composto de polietileno – Determinação do teor de negro-de-fumo
NTS 164: Ramal predial de água - Diâmetro externo nominal de 20 e 32 mm em PE.
NM 133: Aços inoxidáveis - Classificação, designação e composição química
ABNT NBR 5426: Plano de amostragem e procedimento na inspeção por atributos
ABNT NBR 5647-Parte 1: Sistemas para adução e distribuição de água - Tubos e conexões de PVC 6,3 com junta elástica e com diâmetro nominais ate DN 100 Parte 1: Requisitos gerais
ABNT NBR 5647-Parte 2: Sistemas para adução e distribuição de água - Tubos e conexões de PVC 6,3 com junta elástica e com diâmetro nominais ate DN 100 Parte 2: Requisitos específicos para tubos com pressão nominal PN 1,0 MPa
ABNT NBR 5898: Dimensões dos anéis de vedação à base de elastômeros "o-rings"
ABNT NBR 7423 Anel de borracha para tubulação de PVC rígido – Determinação da dureza
ABNT NBR 7425 Anel de borracha do tipo toroidal para tubulação de PVC rígido -
Verificação do diâmetro externo e espessura
ABNT NBR 8219 Tubos e conexões de PVC rígido – Verificação do efeito sobre a água
ABNT NBR 9056 Tubo de polietileno PE5 para ligações prediais de água – Verificação da estanqueidade de juntas mecânicas com tubos curvados a frio
ABNT NBR 9057: Tubo de polietileno PE5 para ligações prediais de água – Verificação da resistência de junta mecânica a esforço axial
ABNT NBR 9058: Sistemas de ramais prediais de água - Tubo de polietileno PE -Determinação do teor de negro-de-fumo
ABNT NBR 9798: Conexão de polipropileno (PP) para junta mecânica para tubos de

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
2
Polietileno PE5 para ligações prediais de água
ABNT NBR 9799: Conexão de polipropileno – Verificação da estabilidade térmica
ABNT NBR 10931: Colar de tomada para tubos de PVC rígido – Verificação do desempenho
ABNT NBR 10932: Colar de tomada para tubos de PVC rígido - Verificação da estanqueidade
ABNT NBR 12184: Emprego de anéis “O” de vedação à base de elastômeros
ABNT NBR 14470: Conexões de polietileno PE 80 e PE 100 - Verificação da resistência ao impacto em tês de serviço
ABNT NBR 15803: Sistemas enterrados para distribuição e adução de água e transporte de esgoto sob pressão – Requisitos para conexões de compressão para junta mecânica, tê de serviço e tê de ligação para tubulação de polietileno de diâmetro externo nominal entre 20 mm e 160 mm – Anexos B e C
NM ISO 7-1: Rosca para tubos onde a junta de vedação sob pressão é feita pela rosca - parte 1 - Dimensões, tolerâncias e designação
ISO 228-1: Pipe threads where pressure-tight joints are not made on the threads – Part 1: Dimensions, tolerances and designation
ISO 3501: Assembled joints between fittings and polyethylene (PE) pressure pipes – Test of resistance to pull-out
ISO 4427: Polyethylene (PE) pipes for water supply – Specifications
ISO 4607: Plastics – Method of exposure to natural weathering
ISO 6259-1: Thermoplastics pipes – Determination of tensile properties Part 1: General test method
ISO 1133-1: Plastics – Determination of the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) of thermoplastics – Part 1: Standard Method
ISO 1183-1: Plastics – Methods for determining the density of non-cellular plastics – Part 1: Immersion method, liquid pycnometer method and titration method
ISO 12162: Thermoplastics materials for pipes and fittings for pressure applications - Classification and designation - Overall service (design) coefficient
ISO 15853: Thermoplastics materials - Preparation of tubular test pieces for the determination of the hydrostatic strength of materials used for injection moulding
ISO 17885: Plastics piping systems – Mechanical fittings for pressure piping systems - Specifications
ISO 9080: Method of extrapolation of hydrostatic stress rupture data to determine the long term hydrostatic strength of thermoplastic pipe materials
Portaria MS 2914 de 12 de Novembro de 2011 do Ministério da Saúde - Norma
de Qualidade de água para Consumo Humano
3 DEFINIÇÕES
Para os efeitos da presente norma, aplicam-se as seguintes definições:
CHAVE DE OPERAÇÃO

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
3
ferramenta padronizada que permite o aperto dos parafusos para a instalação do Tê na rede de distribuição, o aperto da tampa do corpo principal do tê de serviço, além da movimentação da ferramenta de corte.
DERIVAÇÃO DE ACOPLAMENTO
componente do tê de serviço integrado que permite o seu acoplamento ao tubo de polietileno (PE) utilizado no ramal predial.
DIÂMETRO EXTERNO MÉDIO DO TUBO (Dem)
razão entre o perímetro externo do tubo, expressa em mm, e o número 3,142 arredondada para o 0,1 mm mais próximo.
DIÂMETRO EXTERNO NOMINAL (DE)
simples número que serve para classificar, em dimensões, os elementos de tubulação (tubos, juntas, conexões e acessórios) e que corresponde aproximadamente ao diâmetro externo do tubo em milímetros, não sendo objeto de medição nem utilizado para fins de cálculo.
DIÂMETRO INTERNO MÉDIO (DIm)
média aritmética de, no mínimo, duas medições do diâmetro interno, realizadas perpendicularmente em uma mesma seção transversal do Tê de serviço.
DIÂMETRO NOMINAL (DN)
simples número que serve como designação para projeto e para classificar, em dimensões, os elementos de tubulação (tubos, conexões, anéis de borracha e acessórios) e que corresponde aproximadamente ao diâmetro interno dos tubos em milímetros.
ESPESSURA MÍNIMA DA PAREDE (e)
menor valor da espessura da parede, medida em milímetros, no perímetro de uma seção qualquer da peça.
FERRAMENTA DE CORTE (Broca)
componente incorporado ao Tê de serviço, através do qual é feito o corte da tubulação da rede de distribuição, diretamente no local da obra, estando a tubulação em carga ou não. A ferramenta de corte deve permanecer no interior do seu alojamento após a instalação do Tê de serviço, sem obstruir a passagem da água.
OVALIZAÇÃO DO FURO DE PASSAGEM
diferença entre os valores máximo e mínimo do diâmetro interno da bolsa ou do diâmetro interno do canal de alojamento do anel de vedação no corpo do Tê.
PRESSÃO NOMINAL (PN)
valor da pressão hidrostática máxima a que o ramal predial pode ser submetido em serviço contínuo.
RAMAL PREDIAL
trecho de ligação de água, compreendido entre o colar de tomada ou te de serviço integrado, inclusive, situado na rede de abastecimento de água, e o adaptador localizado na entrada da unidade de medição de água ou adaptador do cavalete.
RELAÇÃO DIÂMETRO / ESPESSURA (SDR - Standard Dimension Ratio)
razão entre o diâmetro externo nominal (DE) do tubo e a sua espessura mínima de parede (e). SDR = DE/e.
RUPTURA FRÁGIL
aquela que ocorre sem que haja escoamento do material.
TÊ DE SERVIÇO INTEGRADO

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
4
componente do sistema do ramal predial onde numa mesma peça estão integrados o colar de tomada, ferramenta de corte, derivação e adaptador, para interligar o tubo de PE do ramal predial à tubulação da rede de abastecimento.
TUBO DE POLIETILENO
tubo fabricado com composto de PE azul, conforme Norma Sabesp NTS 048, destinado à execução do ramal predial.
TUBO DE PVC
Tubo fabricado com composto de PVC, conforme Norma ABNT NBR 5647.
4 REQUISITOS GERAIS
4.1 Equivalência de diâmetros
Deve ser considerada a tabela 1 para a equivalência de diâmetros externos (mm) entre os tubos de PVC e PE.
Tabela 1- Equivalência de DE
DN DE (PVC)
mm
DE (PE)
mm
50 60 63
75 85 90
100 110 110
A equivalência de diâmetro deve ser observada na aquisição do tê de serviço integrado, de acordo com o material da rede (PVC ou PE), onde o mesmo será instalado.
4.2 Configuração básica do tê de serviço integrado
O tê de serviço integrado deve apresentar uma configuração conforme ilustram as figuras 1 (a e b) e ser composto das seguintes partes, a saber:
corpo principal do tê: constituído de uma peça monolítica, na qual se encontram a braçadeira superior, a derivação de acoplamento e a ferramenta de corte;
braçadeira inferior: peça monolítica unida ao corpo através de dispositivos de fixação, e que permite a instalação do tê de serviço integrado na rede de distribuição;
elementos de fixação: constituídos de porcas, arruelas e parafusos, ou sistema articulado e parafusos.
A identificação das partes e respectivas denominações estão na tabela 2.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
5
3
1.71.7
2
3
3
1.10
1.9
1.8
1
1.3 1.21.11.4
1.51.6
Figura 1 a – Desenho esquemático de um tê de serviço integrado (fixação por parafusos)
1.10
1.9
1.8
1
1.4
1.3 1.2 1.1
3
3
3
2
1.51.6
3
Figura 1 b – Desenho esquemático de um tê de serviço integrado articulado (fixação por parafusos)

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
6
Tabela 2 – Identificação das partes que constituem o tê de serviço integrado
Conjunto Número Partes
Corpo 1 Corpo principal do tê
1.4 Bolsa
Sistema de acoplamento da
derivação
1.1* Porca de acoplamento
1.2* Garra de travamento
1.3 Elemento de vedação da derivação
Elemento de vedação 1.5 Alojamento do anel
1.6* Elemento de vedação do corpo
Dispositivo de fixação
1.7 Guia de encaixe das braçadeiras
2 Braçadeira inferior
3 Parafusos, arruelas e porcas, ou sistema articulado e parafusos.
Dispositivo de corte 1.8* Ferramenta de corte
Dispositivo de vedação da ferramenta de corte
1.9* Elemento de vedação da tampa
1.10* Tampa da ferramenta de corte
* O corpo deve ser monolítico, sendo que, apenas os itens 1.1, 1.2, 1.6, 1.8, 1.9 e 1.10 podem ser dissociáveis. A braçadeira inferior também deve ser monolítica, incluindo um dispositivo adequado de travamento com o corpo.
Obs: O Tê de serviço pode apresentar configuração com derivação dupla, ambas com eixo
perpendicular ao eixo da ferramenta de corte instalada, desde que, atenda todos os requisitos desta norma e seja aprovado pela unidade de qualificação da Sabesp
4.3 Materiais plásticos e elastômeros
Os materiais plásticos e elastômeros (resinas base, compostos e aditivos), empregados na fabricação dos componentes do tê de serviço integrado, devem corresponder às exigências definidas nesta norma. Esses materiais devem apresentar inocuidade em relação à qualidade de água para consumo humano conforme prescrito na Portaria MS 2914 de 12/12/2011, Seção IV, artigo 13 - III c, do Ministério da Saúde.
O fabricante deve apresentar certificados atualizados (com validade máxima de um ano), fornecidos por laboratórios especializados, de reconhecida competência e idoneidade, atestando a conformidade do Tê de serviço, para uso em contato com água potável, atendendo à legislação.
Para garantir a continuidade do atendimento ao estabelecido na Portaria MS 2914, o ensaio, que atesta a inocuidade do material quando em contato com a água, deve ser efetuado anualmente ou toda vez em que houver mudança do composto polimérico, de seu fabricante ou do processo de fabricação.
Entretanto, a qualquer momento, a critério da Sabesp, pode ser solicitado que esse ensaio seja refeito.
4.3.1 Polímero base
O corpo do Tê, a braçadeira inferior, a tampa de vedação do canal de passagem da ferramenta de corte, a porca de acoplamento da derivação e a garra de travamento, devem ser fabricados com os polímeros definidos na tabela 3. O polímero escolhido para o corpo principal do tê deve estar conforme a ISO 12162 que estabelece o valor da resistência mínima requerida (MRS - Minimum Required Strength) e cujo valor deve ser certificado de acordo com a norma ISO 9080.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
7
Tabela 3 – Propriedades dos componentes plásticos
Material MRS(
1)
(MPa) a (
2)
(MPa)
Densidade(3)
Kg/m3
MFI (4)
g/10 min
OIT (5)
min
PP H Homopolímero
tipo 1 10,0 6,3 ≥ 0,900 ≤ 0,5 25
PP B Copolímero tipo
2 8,0 6,3 ≥ 0,900 ≤ 0,5 25
PP R Copolímero randômico
8,0 6,3 ≥ 0,900 ≤ 0,5 25
POM 10,0 6,3 -- - --
(1) MRS (Minimum Required Strength) = Resistência Mínima Requerida, definida conforme norma ISO 12162 e certificada conforme norma ISO 9080.
(2) a = tensão de dimensionamento.
(3) Densidade = medido na resina base ou no composto, conforme norma ISO 1183.
(4) MFI (Melt Flow Index) = Indice de fluidez a 230 °C; 2,16 Kg, medido na resina base ou no composto, conforme norma ABNT NBR 9023.
(5) OIT (Oxidation Induction Time) – medido na resina base ou no composto, conforme a norma ABNT NBR 14300.
A Petroquímica fabricante da resina ou do composto selecionado deve entregar ao fabricante do Tê, o certificado que ateste o atendimento às especificações acima. Os valores da Densidade, MFI e OIT da resina base ou do composto selecionado devem ser ensaiados e os valores comprovados através dos ensaios citados acima.
O composto utilizado na fabricação do corpo principal do tê deve ser avaliado quanto ao seu comportamento no ensaio de longa duração de 1000 horas, conforme previsto no item 5.1.2 desta Norma.
Não é permitido o uso de material reprocessado ou reciclado na fabricação das peças.
4.3.2 Aditivos
A aditivação dos polímeros base e dos elastômeros, tais como: absorvedores de raios ultravioleta, estabilizantes, pigmentos e outros, devem atender ao estabelecido na Portaria MS no 2914, do Ministério da Saúde.
4.4 Componentes metálicos
Os elementos metálicos do sistema de fixação, tais como o pino da articulação, parafusos, porcas e arruelas devem ser de aço inoxidável AISI 304 L, conforme NM 133.
A ferramenta de corte deve ser monolítica, fabricada a partir de um único material, latão ou aço inoxidável e por estar em contato direto com o fluxo de água do ramal domiciliar, também deve atender ao disposto na Portaria MS 2914.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
8
4.5 Componentes de vedação
Os componentes de vedação do tê de serviço devem ser fabricados conforme o Anexo C da ABNT NBR 15803, apresentando dureza entre 50 e 70 Shore A.
4.6 Roscas
As roscas dos componentes do tê de serviço devem obedecer às seguintes especificações:
a) Rosca metálica externa da ferramenta de corte – conforme norma NM ISO 7-1 (figura 1 - item 1.8);
b) Rosca interna do alojamento da ferramenta de corte no corpo principal – conforme norma NM ISO 7-1 (figura 1 - item 1.8);
Estas roscas devem ser avaliadas quanto à sua capacidade de resistir aos esforços gerados durante a furação de tubos de PVC Classe 20 e de tubos de PE PN 16 com pressão interna de 1 MPa e retornar à posição de repouso.
Rosca externa do corpo principal, para a tampa da ferramenta de corte – conforme norma NM ISO 7-1 (figura 1 - item 1.10);
c) Rosca interna da tampa de plástico – conforme norma NM ISO 7-1 (figura 1 - item 1.10);
Estas roscas devem ser avaliadas quanto à sua capacidade de resistir aos esforços gerados durante o ensaio de tração radial, sem apresentar exsudação ou vazamentos.
d) Rosca do acoplamento da derivação para o ramal – conforme norma ISO 228-1 (figura 1 - item 1.1).
Esta rosca deve resistir aos esforços do ensaio de tração axial, mantendo preso o tubo do ramal sem permitir exsudação ou vazamentos.
5 REQUISITOS ESPECÍFICOS
Os tês de serviço, fabricados de acordo com esta Norma, devem resistir aos esforços aos quais, normalmente, estão sujeitas as tubulações dos ramais e das redes de distribuição de água nas quais se aplicam, significando que não podem se soltar, deslocar no sentido axial ou radial, nem apresentar vazamentos, atendendo a todos os requisitos estabelecidos nos itens subseqüentes.
5.1 Corpo do tê de serviço integrado
5.1.1 Dimensões
A largura das braçadeiras superior e inferior do tê de serviço integrado deve ser conforme a tabela 4:
Tabela 4 – Largura mínima das braçadeiras superior e inferior
DN da rede
DE da rede (PVC)
(mm)
DE da rede (PE)
(mm)
Largura mínima da braçadeira
superior e inferior (mm)
50 60 63 80
75 85 90 80
100 110 110 105
5.1.2 Resistência do(s) composto(s) ao desempenho de longo prazo
Tendo por referência apenas os compostos informados na Tabela 3, o fabricante do tê de serviço tem a liberdade de escolher o mesmo composto para fabricar todos os componentes

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
9
plásticos do tê de serviço ou então qualquer outra combinação desde que sejam utilizados os compostos informados na Tabela 3. Sejam utilizados os mesmos compostos ou não, cada um deles deve demonstrar resistência mecânica de longo prazo, através de um ensaio de longa duração, com valores de pressão hidrostática e temperatura da água definidos na tabela 5.
Uma amostra de tubo produzida pelo processo de injeção ou de extrusão, com o(s) mesmo(s) lote(s) do(s) composto(s) a ser(em) utilizado(s) na fabricação do Tê, deve(m) ser submetido(s) a ensaio conforme a metodologia da NTS 053.
A amostra a ser utilizada nesse ensaio consiste em três corpos-de-prova tubulares, para cada um do(s) composto(s), com as seguintes características:
diâmetro externo não inferior a 32 mm;
SDR = 11;
comprimento tubular de valor adequado para garantir que o comprimento livre para o ensaio seja igual ao triplo do diâmetro externo.
Quando ensaiados nessas condições, nenhum segmento de tubo da amostra pode apresentar ruptura frágil ou outras falhas durante o ensaio.
Tabela 5 – Condições para o ensaio de longa duração
Material Temperatura
de ensaio (ºC)
Duração do ensaio
(h)
Pressão de ensaio
(MPa)
PPH Homopolímero tipo 1 95 1000 0,70
PP B Copolímero tipo 2 95 1000 0,52
PP R Copolímero randômico tipo 3
95 1000 0,70
POM Homopolímero 60 1000 2,00
POM Copolímero 95 400 1,20
5.1.3 Resistência do Tê de serviço à pressão hidrostática de longo prazo
Aprovados os compostos conforme 5.1.2, três corpos de prova do Tê de serviço, devem ser tamponados em sua derivação e submetidos ao ensaio de pressão hidrostática conforme tabela 5, com os parâmetros correspondentes ao composto utilizado no corpo principal do tê de serviço.
5.2 Derivação do acoplamento
Para a derivação de acoplamento existente no corpo do tê de serviço aplicam-se os requisitos apresentados nas seções subsequentes.
5.2.1 Elemento de vedação
O material do elemento de vedação deve a atender todos os requisitos do Anexo C da norma ABNT NBR 15803.
O elemento de vedação pode ser, ou não, um toróide de seção circular conforme figura 2, isento de rebarbas e defeitos superficiais e instalado no canal situado na derivação.
Essas características devem ser verificadas por inspeção visual. A espessura (ea) deve apresentar valores conforme estabelecido na tabela 6, com base nas normas ABNT NBR 5898 e 12184.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
10
O anel deve ter dureza nominal entre 50 e 70 Shore A, devendo ser verificada conforme a norma ABNT NBR 7423.
DIa
Figura 2 - Elemento de vedação
Tabela 6 - Dimensões do anel de vedação da derivação de acoplamento
Diâmetro externo nominal do tubo do ramal (DE) mm
Espessura mínima e máxima do anel (ea) ou espessura equivalente (eq) (mm)
20 2,5 – 4,5
25 4,0 – 6,0
32 4,0 – 6,0
Quando o anel de vedação não apresentar seção circular, sua seção transversal deverá ter
espessura equivalente (eq) dada pela expressão:
A4qe , onde A é a área da seção
transversal do anel.
5.2.2 Alojamento do elemento de vedação
O elemento de vedação deve ser alojado na bolsa, de forma a não apresentar qualquer deslocamento nem sofrer transmissão de esforços nas operações de montagem ou desmontagem da peça e na instalação do tubo de polietileno do ramal.
A verificação dos requisitos apresentados neste item deve ser feita por inspeção visual.
5.2.3 Profundidade de penetração do tubo na bolsa de derivação de acoplamento
A profundidade mínima de penetração (L) do tubo de polietileno na bolsa de derivação de acoplamento deve ser medida a partir do alojamento do anel de vedação e estar conforme os valores estabelecidos na tabela 7 e desenho esquemático da figura 3.
Tabela 7 – Valor da profundidade mínima de penetração do tubo na derivação de de acoplamento
Diâmetro externo nominal do tubo do ramal (DE) mm
Profundidade (L) mínima de penetração do tubo na derivação (mm)
20 20
25 25
32 25
ea

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
11
Figura 3 - Profundidade (L) de penetração do tubo na bolsa
5.2.4 Porca de acoplamento
A parte externa da porca de acoplamento deve ter aletas, ressaltos ou reentrâncias no sentido vertical, sem arestas ou cantos vivos, de tal forma que seja possível o seu aperto e garantida a estanqueidade do ramal apenas com esforço manual.
A montagem da derivação de acoplamento deve ser feita com a introdução do tubo de PE após o afrouxamento da porca, sem retirá-la, sem a remoção do elemento de vedação e sem o auxílio de qualquer material lubrificante.
5.2.5 Garra de travamento
O material empregado na fabricação da garra de travamento do tubo de polietileno do ramal deve ser de plástico com dureza maior que a do tubo de polietileno.
Recomenda-se o emprego de poliacetal (POM) cuja identificação deve ser feita segundo a ASTM D 3677.
A garra de travamento tem a função de impedir o deslocamento axial do tubo do ramal e:
- não pode transmitir esforços ao anel de vedação no processo de instalação;
- não pode ser removível com facilidade, sendo fixada no interior da bolsa de derivação por pressão.
- em nenhuma hipótese pode ser utilizado qualquer tipo de lubrificante para a operação de inserção da ponta do tubo do ramal na bolsa da derivação.
5.2.6 Passagem mínima na derivação de acoplamento para escoamento da água
A passagem mínima para o escoamento da água no interior da derivação de acoplamento deve ser aquela indicada na tabela 8. A passagem mínima de água do tê de serviço é determinada pela medição do menor diâmetro interno (Di) verificado no interior do Tê por todo trajeto por onde escoará a água conforme figura 4.
Tabela 8 – Passagem mínima para escoamento de água
Diâmetro externo nominal do tubo do ramal (DE) mm
Passagem mínima Di (mm)
20 15
25 19
32 19

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
12
Di
Figura 4 - Diâmetro Di, menor diâmetro para o fluxo através do Tê
5.2.7 Ovalização da bolsa de derivação e do furo de passagem
O diâmetro interno da bolsa de derivação e o diâmetro interno do furo de passagem não podem apresentar ovalização numericamente superior a 1,5 % do diâmetro externo nominal (DE) do tubo inserido na derivação de acoplamento.
A medida dessas dimensões deve ser efetuada em dois pontos defasados de 90º um do outro.
A diferença percentual entre esses dois valores é a ovalização da bolsa ou do canal de alojamento.
5.3 Elemento de vedação da braçadeira superior
Para garantir sua estanqueidade depois de instalado, o tê de serviço integrado deve possuir um elemento de vedação posicionado junto ao local da entrada de água, instalado na braçadeira superior. Esse elemento de vedação deve ser alojado de forma adequada, garantindo que não se solte ou se desloque do alojamento quando do manuseio e instalação do tê de serviço. Essas características devem ser verificadas por inspeção visual.
O elemento de vedação da braçadeira superior deve ser um toróide (anel), de seção circular ou não, isento de rebarbas e defeitos superficiais. Essas características devem ser verificadas por inspeção visual.
A responsabilidade do projeto e do dimensionamento desse elemento de vedação é exclusiva do fabricante do Tê de serviço, devendo ser constatado o atendimento ao projeto através da medição conforme ABNT NBR ISO 3126 e o material deve estar conforme o Anexo C da ABNT NBR 15803.
5.4 Métodos de fixação do tê de serviço no tubo
5.4.1 Fixação por meio de parafusos metálicos (figura 1 a)
O sistema de fixação do tê de serviço integrado no tubo da rede de distribuição de água deve ser executado por um número par de parafusos, sendo 4 o número mínimo e deve atender aos seguintes requisitos:
a) Os parafusos devem ter cabeças sextavadas, estar situados no corpo do Tê em locais que facilitem suas montagem e desmontagem. A colocação dos parafusos deve ser efetuada pela parte superior do corpo do Tê, e seu aperto deve ser efetuado com a chave padronizada, conforme figura 5, também utilizada para acionamento da ferramenta de corte.
b) As arruelas devem ser colocadas juntamente com os parafusos, no corpo do Tê, e as porcas devem estar fixadas em alojamento sextavado localizado na braçadeira inferior.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
13
c) O alinhamento dos eixos dos parafusos deve guardar uma distância da projeção do adaptador ou de qualquer outra parte do Tê, de modo que permita o livre acesso da ferramenta utilizada no aperto dos parafusos com a peça montada.
d) O corpo e a braçadeira inferior devem ser providos de guias para permitir o alinhamento das partes durante sua instalação.
Estes requisitos devem ser verificados por inspeção visual.
5.4.1.1 Fixação e ajuste do Tê ao tubo da rede
a) O projeto do corpo do Tê e das braçadeiras deve prever que a sua montagem no tubo da rede não seja forçado e que o aperto dos parafusos seja suficiente para comprimir o elemento de vedação sem provocar quaisquer deformações à peça e garantir a estanqueidade.
b) O projeto das braçadeiras inferiores, onde são inseridos os parafusos, porcas e arruelas de fixação, devem ser resistentes a ponto de impedir o seu esmagamento ou trespasse durante o aperto para fixação do Tê no tubo da rede.
Estes requisitos devem ser verificados durante a fixação do Tê para os ensaios destrutivos.
5.4.2 Fixação por meio de articulação / parafusos (figura 1 b)
O Tê com articulação em um dos lados deve atender aos requisitos a), b) e c) do item 5.4.1 e os descritos a seguir:
a) conter no mínimo dois parafusos.
b) O sistema articulado não pode permitir a remoção do pino de articulação.
c) A articulação deve permitir um ângulo de abertura tal que possibilite a montagem e retirada do Tê de forma rápida e simples, sem que haja interferência com o tubo da rede.
Estes requisitos devem ser verificados por inspeção visual.
5.4.2.1 Fixação e ajuste do Tê ao tubo da rede
a) O projeto do corpo do Tê e das braçadeiras deve prever que a sua montagem no tubo da rede não seja forçado e que o aperto dos parafusos seja suficiente para comprimir o elemento de vedação sem provocar quaisquer deformações à peça e garantir a estanqueidade da montagem.
b) O projeto das braçadeiras inferiores, onde são inseridos os parafusos, porcas e arruelas de fixação, devem ser resistentes a ponto de impedir o seu esmagamento ou trespasse durante o aperto para fixação do Tê no tubo da rede, o que, se ocorrer, inutilizará a peça.
Estes requisitos devem ser verificados durante a fixação do Tê para os ensaios destrutivos.
5.5 Ferramenta de corte
A ferramenta de corte deve ser fabricada com materiais conforme item 4.4 e deve atender aos seguintes requisitos:
a) a fim de evitar que a ferramenta de corte caia dentro do tubo, a mesma deve ser projetada com um limitador de fim de curso.
b) quando a ferramenta de corte estiver em situação de repouso, na parte superior do corpo do Tê, o limite inferior da ferramenta de corte não pode bloquear a passagem de água da rede para o ramal, permitindo passagem livre.
Essas duas características devem ser verificadas por inspeção visual.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
14
c) o dimensionamento da ferramenta de corte deve levar em consideração os esforços atuantes na região da broca, de tal forma que esta não sofra amassamento durante a execução do furo no tubo da rede;
d) a ferramenta de corte não pode provocar esforços de flexão na parede do tubo ou no sentido longitudinal do corpo do Tê de serviço durante a execução do furo no tubo.
e) a ferramenta de corte deve possuir rosca interna de tal forma que a calota removida do tubo da rede fique presa dentro da ferramenta de corte.
Essas características devem ser verificadas durante a montagem dos tês de serviço para os ensaios destrutivos.
5.5.1 Diâmetro externo da ferramenta de corte
O diâmetro externo mínimo da ferramenta de corte, ao longo do trecho que penetra no tubo, deve ser constante e atender os valores apresentados na tabela 9 e também evitar o estrangulamento da passagem de água para valores inferiores aos previstos no item 5.2.6.
Tabela 9 - Valor mínimo do diâmetro externo da ferramenta de corte
Diâmetro externo nominal do tubo inserido na derivação de acoplamento (DE) mm
Diâmetro externo da ferramenta de corte (mm)
20 15
25 19
32 19
Essas dimensões devem ser determinadas durante a inspeção dimensional.
5.5.2 Local de inserção da chave de operação
O local de inserção da chave de operação na ferramenta de furação deve ter formato sextavado adequado para a chave hexagonal de 10 mm, no caso de te de serviço integrado DE 60/63/85 mm e 12,7 mm para o Tê de serviço integrado DE 90/110 mm, conforme figura 5.
Deve ter formato, profundidade e resistência suficientes para que durante a execução do furo do tubo da rede, não sofra deformações e nem sofra arredondamento no encaixe, provocando a sua inutilização.
Esta avaliação deve ser feita durante a instalação dos Tês de serviço para a execução dos ensaios destrutivos.
5.5.3 Alinhamento do furo do tê de serviço integrado com o furo do tubo da rede pública
O tê de serviço integrado deve possuir um dispositivo de travamento que garanta o alinhamento do seu furo de entrada de água com o furo executado no tubo da rede de distribuição de água onde está instalado, impedindo dessa forma, a ocorrência de deslocamentos axial ou radial em relação ao tubo, ao longo de sua vida útil.
Esta avaliação deve ser feita durante a instalação dos Tês de serviço para a execução dos ensaios destrutivos.
5.5.4 Estabilidade da ferramenta de corte
A ferramenta de corte deve garantir a estanqueidade da peça tanto na operação de corte quanto na situação de repouso e não pode se soltar e nem cair no interior da tubulação da rede de distribuição.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
15
Esta avaliação deve ser feita durante a instalação dos Tês de serviço para a execução dos ensaios destrutivos.
5.6 Chave de operação para o Tê de serviço integrado
O fabricante deve disponibilizar a chave única para acionamento da ferramenta de corte e aperto dos parafusos para instalação do tê de serviço integrado, conforme figura 5, quando solicitada pelo comprador.
Sua resistência e desempenho devem ser avaliados durante seu manuseio na instalação dos Tês de serviço para os ensaios destrutivos.
sextavado 10mm
CHAVE OPCIONAL
para aperto da tampa
Soquete sextavado 10mm
(p/parafuso M6)
tê de serviço DE 60/63/85mm
solda
solda
solda
solda
Sextavado 12,7mm
sextavado 10mm
Soquete sextavado 13mm
(p/parafuso M8)
tê de serviço DE 110/160mm
Ø 6
7
15
Ø12,7
35 (mínimo)
1x45°
106
±1,0
106
±1,0
50
±1,0
1x45
°
2,5
286 ± 6,0
62
±1,0
Figura 5 – Chave para te de serviço integrado
5.7 Requisitos aplicáveis ao tê de serviço integrado montado
Para realização dos ensaios prescritos em 5.7.1 a 5.7.4 e 5.7.5 a é necessária a montagem de três Tês de serviço em um segmento de tubo de PVC de 1,0 MPa ou de PE PN 16, dependendo da aplicação a que se destina o tê de serviço, conforme figura 6, correspondente ao diâmetro interno do tê de serviço, e na derivação de acoplamento deve ser instalado um segmento de tubo de polietileno conforme NTS 048, prevendo um dispositivo que permita a purga do sistema.
A pressurização do conjunto (tubo de PVC ou PE com DE equivalente ao tubo da rede, tê de serviço e o tubo do ramal) deve ser efetuada com água.
Caso durante qualquer um dos ensaios a seguir seja verificada a ocorrência de qualquer tipo de vazamento, trinca, quebra ou o Tê de serviço apresente qualquer tipo de irregularidade, tais como rotacionar, deslocar axialmente, soltar o tubo do ramal, não furar o tubo da rede, deve ser considerado reprovado.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
16
Figura 6 – Esquema de montagem orientativo: Ensaio de estanqueidade
Os ensaios descritos nos itens 5.7.1 ao 5.7.5.a, 5.7.6 e 5.8 devem ser realizados nos mesmos tês de serviço, observando a sequência a seguir:
5.7.1 Estanqueidade do Tê de serviço montado
- montar os três Tês de serviço juntamente com os tubos do ramal devidamente capeados em um segmento de tubo de PVC 1,0 MPa ou de PE PN 16 devidamente tamponados;
- durante essa montagem deve-se verificar os requisitos especificados em 5.4; deixar os conjuntos sem a tampa do alojamento da ferramenta;
- pressurizar o sistema com pressão de 1,0 Mpa;
- executar os furos no tubo com as ferramentas de corte incorporadas a cada um dos Tês de serviço e retornar a ferramenta para sua posição de repouso;
- manter a pressão por um período de quinze minutos, durante os quais não pode haver vazamento entre o tê e o tubo;
- manter a pressurização e retornar a ferramenta para sua posição de repouso inferior;
- retirar cada um dos caps nas extremidades dos tubos do ramal para verificar se há estanqueidade.
Durante todo o período de ensaio, o sistema deve permanecer estanque, não podendo ocorrer falhas de quaisquer espécies e a ferramenta de corte deve atender a todos os requisitos estabelecidos no item 5.5.
5.7.2 Estanqueidade da junta da derivação de acoplamento ao tubo PE do ramal
Para verificação da estanqueidade da junta de derivação de acoplamento devem ser realizados os ensaios a seguir, utilizando-se a mesma montagem efetuada no item 5.7.1.
Em nenhuma dos dois ensaios pode haver qualquer tipo de vazamento, o tubo do ramal não pode se soltar e nem podem haver quebras ou rompimentos de quaisquer espécies.
a) Estanqueidade da junta mecânica com tubo curvado a frio
Ensaio da bolsa da junta mecânica da derivação do tê de serviço para o ramal predial conforme ABNT NBR 9056 a (23 ± 2)°C:
- apoiar/fixar o conjunto e curvar os tubos do ramal conforme figura da norma ABNT NBR 9056;
- submeter o conjunto por uma hora, à pressão negativa de (0,08 ± 0,005) MPa, não podendo apresentar variação da sub-pressão;

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
17
- encher com água o conjunto montado, fazer a purga do sistema e submeter o conjunto à pressão interna de 2,4 MPa, durante 1 hora.
não pode haver qualquer tipo de falha, vazamento, ou o tubo do ramal se soltar.
b) Tração axial
- apoiar/fixar o conjunto montado no item 5.7.1, conforme figura B.6 do Anexo B da norma ABNT NBR 15803;
- submeter o tubo do ramal a um esforço de tração conforme tabela B.2 do Anexo B da norma ABNT NBR 15803 no sentido axial, sem que o sistema esteja pressurizado, durante
uma hora na temperatura de (23 2)ºC.
- manter o esforço de tração e pressurizar o sistema com pressão interna de 1,0 MPa,
durante uma hora na temperatura de (23 2)ºC.
Não podem haver quebras ou trincas visíveis a olho nu, sob iluminação intensa; nem apresentar vazamento entre o corpo principal e o tubo da rede de distribuição; o tubo do ramal não pode se soltar/deslocar da derivação do ramal.
5.7.3 Resistência à tração radial e estanqueidade
- apoiar o conjunto conforme figura B.7, do Anexo B da norma ABNT NBR 15803;
- fixar o dispositivo responsável pela aplicação da força na tampa da ferramenta de furação;
- pressurizar o sistema com uma pressão hidrostática interna de 2,4 MPa, na temperatura de (23 ± 2) °C;
- aplicar o esforço de tração radial, no local indicado na figura B.7, conforme tabela B.3 da norma ABNT NBR 15803, durante 15 minutos;
Não podem haver quebras ou trincas visíveis a olho nu, sob iluminação intensa; nem apresentar vazamento entre o corpo e o tubo da rede de distribuição.
5.7.4 Resistência à torção
- rotacionar o conjunto montado no sistema de fixação, de forma que a derivação do ramal fique na posição horizontal;
- instalar um tubo rígido (aço ou ferro galvanizado) de diâmetro externo correspondente ao tubo do ramal predial, na derivação do Tê de serviço ou outro dispositivo que possibilite a aplicação do esforço de torção no conjunto, conforme figura B.8 do Anexo B, da norma ABNT NBR 15803;
- pressurizar todo o sistema com uma pressão hidrostática interna de 2,4 MPa, na
temperatura de (232) ºC e aplicar um esforço de torção de 44 Nm, considerando a distância "d" entre o eixo da força aplicada e o eixo vertical do tê de serviço;
- manter a pressurização e o esforço de torção durante 15 minutos.
Não podem haver vazamentos, quebras ou trincas visíveis a olho nu sob iluminação intensa, deslocamento radial, tendo como referência o método de ensaio preconizado na ABNT NBR 10931.
5.7.5 Verificação da resistência à pressão hidrostática
a) Resistência à pressão hidrostática por 100 horas a 20ºC
Para a execução deste ensaio deve-se utilizar o mesmo conjunto já utilizado para
os ensaios anteriores.
- o conjunto deve resistir, no mínimo, a 100 horas, quando submetido à pressão hi- drostática apresentada na tabela 10, na temperatura de (20 ± 1) ºC, tendo como refe- rência o método prescrito na NTS 053.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
18
Tabela 10 – Valor da pressão hidrostática para o ensaio de 100 horas a 200C
Diâmetro externo nominal do tubo inserido no tê de serviço (DE) mm
Pressão (MPa)
20 2,40
25 2,15
32 1,90
- durante todo o período de ensaio não pode ocorrer qualquer queda da pressão, o
que deve ser considerado como falha e o tê de serviço reprovado.
- caso seja constatado que o vazamento tem origem no tubo no qual os tês de serviço estão montados, o tubo pode ser substituído por outro, mantendo-se os mesmos tês de serviço e o ensaio refeito com o cronometro zerado.
b) Resistência à pressão hidrostática por 1000 horas a 40ºC
Para realização desse ensaio devem ser utilizados outros três tês de serviço e outro(s) segmento(s) de tubo, devido ao seu tempo de duração, montados da mesma forma ou de forma similar à montagem orientativa da figura 6 e capeados na derivação do ramal.
Os tês de serviço devem resistir, no mínimo a 1000 horas, na temperatura de (40±1) ºC, quando submetido(s) à pressão apresentada na tabela 11, tendo como referência o método prescrito na NTS 053.
Tabela 11 – Valor de pressão hidrostática para o ensaio durante 1000 horas a 40ºC
Material do corpo principal do tê de serviço
Diâmetro externo nominal do tubo inserido na derivação do
te de serviço DE)
Pressão
(MPa)
POM, PP-H
20
1.8 25
32
PP-B, PP-R
20
1,4 25
32
Durante todo o período de ensaio não pode ocorrer qualquer queda da pressão, o que deve ser considerado como falha e o tê de serviço reprovado, a menos que se constate que o vazamento teve origem no tubo no qual os tês de serviço estão montados.
O tubo pode ser substituído por outro, mantendo-se os mesmos tês de serviço e o ensaio refeito com o cronometro zerado.
Observação: Este ensaio pode ser iniciado antes das demais verificações devido ao tempo de execução.
5.7.6 Resistência ao impacto e estanqueidade
Para a realização deste ensaio, o conjunto utilizado no ensaio do item 5.7.5.a deve ser cortado de tal forma que os segmentos de tubo nos quais os tês de serviço estão montados, possam ser fixados no dispositivo onde é executado o ensaio de impacto.
Antes do ensaio, verificar o peso do percussor, que deve ser de 5,0 Kg.
Cada um dos tês de serviço deve ser submetido ao impacto com energia de 100 J, a partir da queda de um percussor com peso de 50 N de uma altura de 2m, na temperatura de

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
19
(23 ± 2) oC aplicado conforme figura B.9, do Anexo B da norma ABNT NBR 15803. Os tês de serviço devem resistir ao ensaio sem apresentar quebras ou trincas visíveis a olho nu com iluminação intensa, nem se deslocar no sentido longitudinal ou radial em relação ao tubo no qual esteja instalado.
Recomenda-se que seja utilizado um marcador industrial, com cor contrastante à cor do tubo na região da braçadeira, para melhor visualizar um eventual deslocamento do tê de serviço.
Figura 7- Sugestão de marcação em corpo de prova.
Para a execução do ensaio é proibida a inserção de qualquer tipo de material no interior da bolsa da derivação.
Após os ensaios, caso aprovados cada um dos conjuntos devem ser submetidos a uma pressão hidrostática interna de 2,4 MPa durante quinze minutos, sem apresentar quaisquer vazamentos entre o tê e o tubo da rede de distribuição, na região da derivação para o ramal predial, na bolsa da derivação para o ramal ou na região da rosca da ferramenta de corte. 5.8 Características químicas
5.8.1 Comportamento de materiais plásticos em estufa
Caso aprovados no ensaio de estanqueidade pós impacto, os tês de serviço devem ser desmontados e submetidos ao ensaio de comportamento em estufa.
Todos os materiais plásticos dos tês de serviço devem ser ensaiados de acordo com a norma ABNT NBR 9799 nas temperaturas indicadas na tabela 12 durante 4 horas e não podem apresentar rachaduras, bolhas ou escamas.
No local dos pontos de injeção pode, eventualmente, surgir um rechupe, cuja profundidade não pode exceder a 20% da espessura do componente no ponto de injeção.
O ensaio deve ser feito com os tês de serviço desmontados e retiradas as partes metálicas.
Tabela 12- Comportamento em estufa
Material do componente Temperatura
°C
PP H Tipo 1 (150 ± 2)
PP-B copolímero Tipo 2 (150 ± 2)
PP R copolímero Tipo 3 (135 ± 2)
POM copolímero (140 ± 2)
POM homopolímero (150 ± 2)
5.8.2 Compostos plásticos com negro-de-fumo
Caso os tês de serviço sejam aprovados no ensaio de comportamento em estufa, devem ser retiradas amostras dos mesmos para a realização dos ensaios a seguir:
a) índice de fluidez – medido de acordo com a norma ABNT NBR 9023, deve estar conforme tabela 3;

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
20
b) estabilidade térmica (OIT) – medido de acordo com a norma ABNT NBR 14300, deve estar conforme tabela 3; c) teor e dispersão do negro de fumo.
A pigmentação dos componentes plásticos pretos do tê de serviço deve ser feita com negro de fumo, de qualidade certificada e em conformidade com a Portaria MS 2914. O fornecedor do pigmento deve entregar cópia dos certificados referentes às exigências normativas da Portaria.
O tamanho médio das partículas deve ser ≤ 25 m; O teor em massa deve ser de (2,0 a 2,5) %, medido de acordo com a norma ABNT NBR 9058. A avaliação do grau de dispersão do negro-de-fumo no composto deve ser feita conforme a norma ABNT NBR ISO 18553 e deve ser ≤ 3. Pode ser feita uma avaliação visual conforme item 4.2.2 daquela norma, através da análise comparativa da dispersão apresentada nas lâminas dos corpos de prova com as imagens do Anexo A desta norma, sendo consideradas aprovadas as dispersões apresentadas nas imagens A1, A2 e A3, imagens essas reproduzidas da norma ABNT NBR ISO 18553. No caso de dúvida quanto à avaliação da dispersão pelo método comparativo, deve ser utilizado na integra o método apresentado na norma ABNT NBR ISO 18553.
5.8.3 Compostos plásticos com outros pigmentos
Caso os tês de serviço sejam aprovados no ensaio de comportamento em estufa, devem ser retiradas amostras dos mesmos para a realização dos ensaios a seguir:
a) índice de fluidez – medido de acordo com a ABNT NBR 9023, deve estar conforme tabela 3;
b) estabilidade térmica (OIT) – medido de acordo com a norma ABNT NBR 14300, deve estar conforme tabela 3;
c) dispersão de pigmentos.
Os compostos para o tê de serviço integrado e seus componentes podem ser pigmentados com qualquer cor, exceto a amarela, devendo ser aditivados com proteção anti UV.
O fornecedor do composto deve apresentar cópia do certificado de qualidade de que o seu composto atende às exigências da Portaria MS 2914.
A avaliação do grau de dispersão dos pigmentos no composto deve ser feita conforme a norma ABNT NBR ISO 18553 e deve ser ≤ 3. Pode ser feita a avaliação visual conforme item 4.2.2 daquela norma, através da análise comparativa da dispersão apresentada nas lâminas dos corpos de prova com as imagens do Anexo A desta norma, sendo consideradas aprovadas as dispersões apresentadas nas imagens A1, A2 e A3, imagens essas reproduzidas da norma ABNT NBR ISO 18553.
No caso de dúvida quanto à avaliação da dispersão pelo método comparativo, deve ser utilizado na integra o método apresentado na norma ABNT NBR ISO 18553.
5.9 Ensaio de verificação da consistência entre matérias primas A fim de se estabelecer a consistência entre o(s) composto(s) recebido(s) da indústria petroquímica para a fabricação dos tês de serviço e o(s) composto(s) final(is), a Sabesp poderá realizar às suas expensas e sem aviso prévio ao fabricante do tê de serviço, o ensaio FTIR (Fourier Transform Infrared Spectroscopy).
Esses ensaios serão realizados num Laboratório acreditado junto ao INMETRO.
Duas amostras (corpos de prova) do tê de serviço, deve(m) ser coletada(s) durante o período da qualificação técnica, com acompanhamento, identificação e posterior colocação de lacre, tanto por parte do fabricante quanto do inspetor da SABESP.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
21
Posteriormente, caso o fabricante seja qualificado, no início da inspeção de recebimento, devem ser coletadas duas novas amostras (corpos de prova), com a identificação completa prevista no item 5.12 desta Norma.
As duas amostras (corpos de prova) identificadas serão encaminhadas pela SABESP ao Laboratório.
No caso de discrepância entre o(s) composto(s) original(is) e o(s) composto(s) do produto final, novas amostras devem ser coletadas e novo ensaio realizado na presença da SABESP, do responsável indicado pelo Fabricante e pelo representante da Petroquímica.
Confirmada a discrepância, a Sabesp pode adotar as medidas legais pertinentes.
5.10 Embalagem e Instruções de montagem
5.10.1 Embalagem
Os Tês de serviço devem ser fornecidos em caixas de papelão reforçado, de forma a proteger os conjuntos durante o transporte, manuseio e estocagem.
A caixa, em sua face externa, deve ter a impressão de no mínimo o seguinte: razão social do fabricante e a marca de fantasia, se houver, informando ainda o nome do produto e sua quantidade.
Para evitar a perda de componentes, os Tês de serviço devem ser obrigatoriamente fornecidos montados, em embalagens plásticas individuais lacradas.
5.10.2 Informações sobre o produto e instruções de montagem
Toda embalagem plástica individual deve conter a razão social do fabricante, incluir informações sobre o produto com desenhos ilustrativos, instruções detalhadas de montagem do Tê de serviço e acionamento da ferramenta de furação.
5.11 Aspecto visual
O tê de serviço integrado deve apresentar superfície com cor e aspecto uniformes, isenta de corpos estranhos, bolhas, fraturas, rachaduras, rebarbas ou outros defeitos que indiquem descontinuidade do material ou do processo de produção, e que possam comprometer sua aparência, desempenho e durabilidade.
5.12 Marcação
O corpo principal do tê de serviço deve conter marcações indeléveis, com, no mínimo, os seguintes dados:
- nome ou marca de identificação do fabricante;
- material do corpo e da braçadeira;
- tipo e diâmetro da tubulação na qual deve ser instalado (PE ou PVC);
- diâmetro externo nominal do tubo do ramal da derivação de acoplamento;
- pressão nominal (1,6 MPa);
- código que permita rastrear a sua produção, tal que contemple um indicador relativo ao mês e ano da produção;
- número desta norma.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
22
6 QUALIFICAÇÃO DO FABRICANTE
6.1 Qualificação
O tê de serviço integrado deve ser qualificado de acordo com os requisitos especificados nesta Norma.
A qualificação deve ser refeita perdendo a anterior sua validade, sempre que ocorrer qualquer mudança de característica da peça, seja de projeto, de especificação ou de origem da matéria-prima, por alterações dimensionais, ou quando a Sabesp julgar necessário para assegurar a constância da sua qualidade.
O fabricante obriga-se a comunicar à Sabesp qualquer alteração no produto, sujeitando-se a nova qualificação.
O fabricante deve manter em arquivo e fornecer à Sabesp os certificados de origem dos materiais, bem como dos ensaios dos materiais do tê de serviço integrado e de seus componentes, inclusive dos metálicos e elastoméricos, com sua composição e características.
Para a qualificação dos Tês de serviço, devem ser aplicados os ensaios e os requisitos indicados na tabela 13, obedecendo-se a sequência apresentada, em três tês de serviço para cada diâmetro do tubo da rede e para cada diâmetro do ramal.
Todos os corpos de prova devem passar por todos os ensaios previstos.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
23
(*) Ver observação no item 5.7.5.b
Tabela 13 – Verificações e Ensaios para qualificação do tê de serviço integrado
Verificação / Ensaio Requisito
1 Material do corpo do tê de serviço, braçadeira, broca, anéis de vedação, parafusos, porcas e arruelas.
Certificados de origem / Qualidade das matérias primas e de potabilidade
Itens 4.3 / 4.4
2 Ensaio do(s) polímero(s) Itens 4.3.1 / 5.2.5
3 Verificação do composto Item 5.8.2 ou Item 5.8.3
4 Resistência do(s) composto(s) ao
desempenho de longo prazo Item 5.1.2
5 Resistência do tê de serviço à pressão
hidrostática de longo prazo Item 5.1.3
6 Embalagem / Instruções de Montagem Itens 5.10.1 / 5.10.2
7 Aspectos Visuais / Configurações /
Marcação
Itens 4.2 / 5.2.4/5.2.5/ 5.5 / 5.6 / 5.11 / 5.12
8 Dimensões Itens 4.6 / 5.1.1 / 5.2.1 / 5.2.2 / 5.2.3 / /
5.2.6 / 5.2.7 / 5.3 / 5.5 / 5.6
9 Métodos de fixação do Tê no tubo Itens 5.4.1 / 5.4.2
10 Estanqueidade do Tê de serviço montado Item 5.7.1
11 Estanqueidade da junta de derivação Item 5.7.2 a
Item 5.7.2 b
12 Resistência à tração radial e estanqueidade Item 5.7.3
13 Resistência à torção Item 5.7.4
14 Resistência à pressão hidrostática de curta
duração Item 5.7.5.a
15 Resistência à pressão hidrostática de longa
duração Item 5.7.5.b (*)
16 Resistência ao impacto e estanqueidade Item 5.7.6
17 Comportamento de materiais plásticos em
estufa Item 5.8.1
18 Compostos plásticos com negro de fumo Item 5.8.2
19 Compostos plásticos com outros pigmentos Item 5.8.3

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
24
6.2 Requisitos de qualidade durante a fabricação
O fabricante deve manter em arquivo os certificados de origem e de potabilidade de cada lote de matéria-prima ou dos componentes utilizados na fabricação do tê de serviço, recomendando-se a execução dos ensaios indicados na tabela 14.
A quantidade de peças a serem ensaiadas ou a periodicidade dos ensaios, são de responsabilidade única e exclusiva do fabricante do tê de serviço.
7 INSPEÇÃO E RECEBIMENTO
Nos ensaios de recebimento do tê de serviço devem ser seguidos os critérios de 7.1 a 7.3, tendo como referência a ABNT NBR 5426, e a aprovação ou rejeição do(s) lote(s) deve
Os relatórios de inspeção devem apresentar de forma discriminada todos os resultados efetivamente obtidos nos ensaios realizados. A aprovação ou reprovação do produto no exame visual deve ser justificada por escrito.
estabelecido em 7.4.
Tabela 14 – Verificações e Ensaios durante a inspeção de recebimento do tê de serviço integrado
Verificação / Ensaio Requisito
1 Material do corpo do tê de serviço, braçadeira, broca, anéis de vedação, parafusos, porcas e arruelas.
Certificados de origem / Qualidade das matérias primas e de potabilidade
Itens 4.3 / 4.4
2 Embalagem / Instruções de Montagem Itens 5.10.1 / 5.10.2
3 Aspectos Visuais / Configurações /
Marcação
Itens 4.2 / 5.2.4/5.2.5 / 5.5 / 5.6 / 5.11 / 5.12
4 Dimensões Itens 4.6 / 5.1.1 / 5.2.1 / 5.2.2 / 5.2.3 / /
5.2.6 / 5.2.7 / 5.3 / 5.5 / 5.6
5 Métodos de fixação do Tê no tubo Itens 5.4.1 / 5.4.2
6 Estanqueidade do Tê de serviço montado Item 5.7.1
7 Estanqueidade da junta de derivação Item 5.7.2 a
Item 5.7.2 b
8 Resistência à tração radial e estanqueidade Item 5.7.3
9 Resistência à torção Item 5.7.4
10 Resistência à pressão hidrostática de curta duração
Item 5.7.5.a
11 Resistência ao impacto e estanqueidade Item 5.7.6
12 Comportamento de materiais plásticos em estufa
Item 5.8.1
13 Compostos plásticos com negro de fumo Item 5.8.2
14 Compostos plásticos com outros pigmentos Item 5.8.3
Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
25
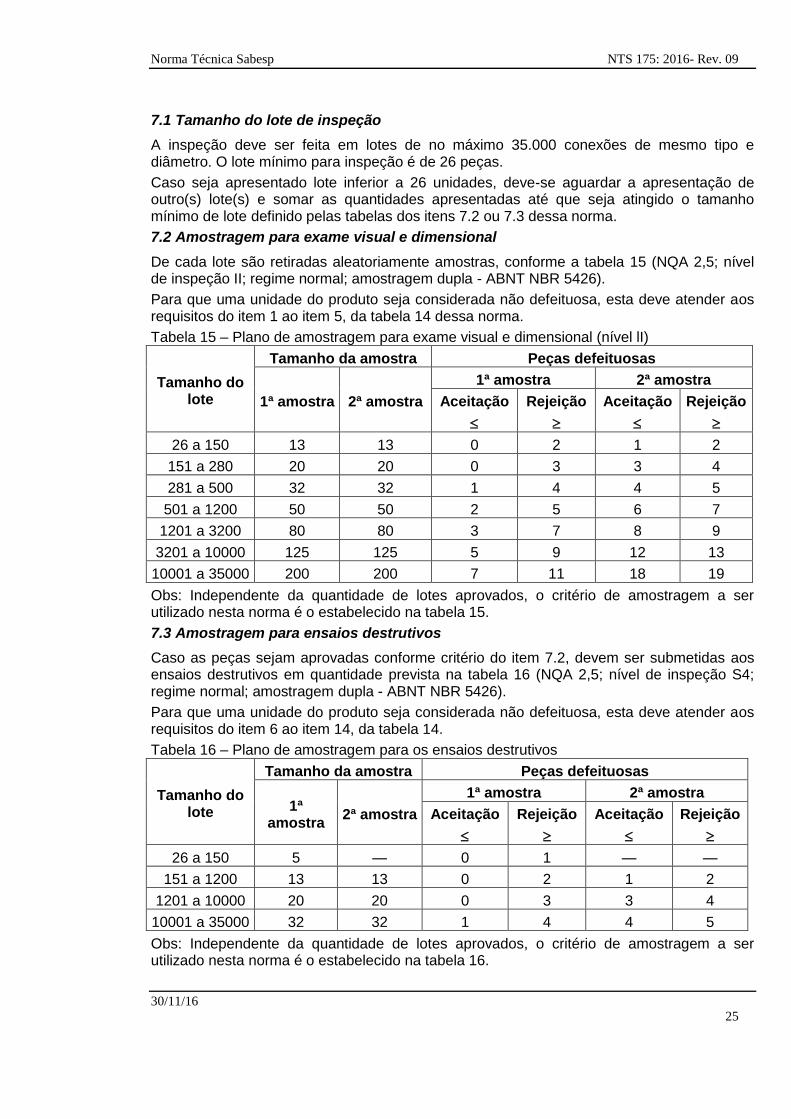
7.1 Tamanho do lote de inspeção
A inspeção deve ser feita em lotes de no máximo 35.000 conexões de mesmo tipo e diâmetro. O lote mínimo para inspeção é de 26 peças.
Caso seja apresentado lote inferior a 26 unidades, deve-se aguardar a apresentação de outro(s) lote(s) e somar as quantidades apresentadas até que seja atingido o tamanho mínimo de lote definido pelas tabelas dos itens 7.2 ou 7.3 dessa norma.
7.2 Amostragem para exame visual e dimensional
De cada lote são retiradas aleatoriamente amostras, conforme a tabela 15 (NQA 2,5; nível de inspeção II; regime normal; amostragem dupla - ABNT NBR 5426).
Para que uma unidade do produto seja considerada não defeituosa, esta deve atender aos requisitos do item 1 ao item 5, da tabela 14 dessa norma.
Tabela 15 – Plano de amostragem para exame visual e dimensional (nível lI)
Tamanho do lote
Tamanho da amostra Peças defeituosas
1ª amostra 2ª amostra
1ª amostra 2ª amostra
Aceitação
Rejeição
Aceitação
Rejeição
26 a 150 13 13 0 2 1 2
151 a 280 20 20 0 3 3 4
281 a 500 32 32 1 4 4 5
501 a 1200 50 50 2 5 6 7
1201 a 3200 80 80 3 7 8 9
3201 a 10000 125 125 5 9 12 13
10001 a 35000 200 200 7 11 18 19
Obs: Independente da quantidade de lotes aprovados, o critério de amostragem a ser utilizado nesta norma é o estabelecido na tabela 15.
7.3 Amostragem para ensaios destrutivos
Caso as peças sejam aprovadas conforme critério do item 7.2, devem ser submetidas aos ensaios destrutivos em quantidade prevista na tabela 16 (NQA 2,5; nível de inspeção S4; regime normal; amostragem dupla - ABNT NBR 5426).
Para que uma unidade do produto seja considerada não defeituosa, esta deve atender aos requisitos do item 6 ao item 14, da tabela 14.
Tabela 16 – Plano de amostragem para os ensaios destrutivos
Tamanho do lote
Tamanho da amostra Peças defeituosas
1ª amostra
2ª amostra
1ª amostra 2ª amostra
Aceitação
Rejeição
Aceitação
Rejeição
26 a 150 5 — 0 1 — —
151 a 1200 13 13 0 2 1 2
1201 a 10000 20 20 0 3 3 4
10001 a 35000 32 32 1 4 4 5
Obs: Independente da quantidade de lotes aprovados, o critério de amostragem a ser utilizado nesta norma é o estabelecido na tabela 16.

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
26
7.4 Aceitação ou rejeição
Os lotes devem ser aceitos ou rejeitados de acordo com 7.4.1 e 7.4.2.
7.4.1 Primeira amostragem
Os lotes são aceitos quando o número de amostras defeituosas for igual ou menor do que o número de aceitação.
Os lotes devem ser rejeitados quando o número de amostras defeituosas for igual ou maior do que o número de rejeição.
7.4.2 Segunda amostragem
Os lotes cujo número de amostras defeituosas for maior do que o 1º número de aceitação e menor do que o 1º número de rejeição devem ser submetidos a uma segunda amostragem.
Os lotes devem ser aceitos quando o número de amostras defeituosas da 1a amostra somados ao número de peças defeituosas da 2ª amostra, for igual ou menor do que o 2º número de aceitação.
Os lotes devem ser rejeitados quando o número de amostras defeituosas da 1ª amostra somados ao número de peças defeituosas da 2ª amostra for igual ou maior do que o 2º número de rejeição.
7.5 Liberação do lote
Caso o lote seja aprovado, este deve ser acondicionado em embalagens, conforme item 5.10 e cada embalagem devidamente lacrada, deve receber um selo de inspeção Sabesp.
8 RELATÓRIO DE INSPEÇÃO
O relatório de inspeção deve apresentar de forma discriminada todos os resultados efetivamente obtidos nos ensaios de cada um dos corpos-de-prova.
A aprovação ou reprovação do produto no exame visual deve ser justificada por escrito.
Quando houver necessidade de arredondamento, este somente poderá ser efetuado no resultado final.
Em caso de ocorrência de falhas futuras, o Relatório mencionado neste item será utilizado como parâmetro de referência para verificação da qualidade do material.
9 OBSERVAÇÕES FINAIS
A Sabesp se reserva no direito de a qualquer momento retirar amostras no fornecedor ou em materiais já entregues e armazenados em seus Almoxarifados ou canteiros de obras, para realização de todos os ensaios previstos nesta norma, principalmente para checagem da origem da matéria prima identificada nas peças.
Os ensaios serão realizados em laboratórios independentes escolhidos pela Sabesp.
A Sabesp não aceitará nenhuma justificativa para não conformidades encontradas em materiais já entregues e inspecionados, principalmente com relação à adulteração da matéria-prima utilizada na fabricação das peças. Caso seja encontrada qualquer não conformidade a empresa fornecedora pode ter todos os materiais em poder da Sabesp devolvidos, responsabilizada por todos os custos decorrentes e sujeita à perda do Atestado de Conformidade Técnica e penalidades cabíveis.

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
27
ANEXO A
IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
28
ANEXO A
IMAGENS COMPARATIVAS DE DISPERSÃO DE PIGMENTOS (Continuação)

Norma Técnica Sabesp NTS 175: 2016- Rev. 09
30/11/16
29
Tê de serviço integrado para ramais prediais de polietileno de DE 20, DE 25 e DE 32 derivados de tubulações da rede de distribuição de água de PVC até DN 100 ou polietileno até DE 110
Considerações finais:
1) Esta norma técnica, como qualquer outra, é um documento dinâmico, podendo ser
alterada ou ampliada sempre que for necessário. Sugestões e comentários devem ser enviados ao Departamento de Acervo e Normalização Técnica - TXA, no e - mail: [email protected]
2) Tomaram parte dessa 9ª revisão de Norma:
DIRETORIA UNIDADE NOME
T TXA Dorival Correa Vallilo (revisão 9)
C CSQ Walter Pellizon Junior (revisão 9)
T TXA Pedro Jorge Chama Neto (revisão 9)
T TXA Marco Aurélio Lima Barbosa (revisão 9)
T TXA Reinaldo Putvinskis

NTS 175: 2016 - Rev. 09 Norma Técnica Sabesp
30/11/16
Sabesp - Companhia de Saneamento Básico do Estado de São Paulo
Diretoria de Tecnologia, Empreendimentos e Meio Ambiente - T
Superintendência de Pesquisa, Desenvolvimento Tecnológico e Inovação - TX
Departamento de Acervo e Normalização Técnica - TXA
Rua Nicolau Gagliardi, 313 - CEP 05429-010
São Paulo - SP - Brasil
Telefone: FAX: (011) 3388-8695
Palavras-chave: Ramal predial de água, Ligação predial de água, Tê de serviço.
28 páginas