modelagem de cenÁrio para avaliaÇÃo do ciclo de vida … · avaliaÇÃo do ciclo de vida do...
TRANSCRIPT

MODELAGEM DE CENÁRIO PARA
AVALIAÇÃO DO CICLO DE VIDA DO
PAINEL DE MADEIRA MDF
UTILIZANDO O SOFTWARE
UMBERTO®
Cassiano Moro Piekarski (UTFPR-PG)
Leila Mendes da Luz (UFSC)
Antonio Carlos de Francisco (UTFPR-PG)
Joao Luiz Kovaleski (UTFPR-PG)
Lidiana Zocche (UTFPR-PG)
Este trabalho objetivou implementar o cenário do sistema produtivo do
painel de madeira tipo MDF, utilizando o software Umberto® para
realizar a modelagem. O trabalho possibilita e é facilitador de estudos
subsequentes do ciclo de vida dos painéis MDF. O artigo aborda um
referencial teórico da ACV, do software Umberto® e de painéis MDF.
Os dados foram coletados através de questionários e entrevistas com
gestores e supervisores em uma indústria fabricante do painel MDF,
localizada na região sul do Brasil, que destaca-se pela sua
representatividade nacional. No desenvolvimento do trabalho foram
mapeadas e descritas cada etapa do sistema produtivo do MDF,
realizou-se a tabulação dos materiais de entradas e saídas para cada
processo elementar e criou-se a modelagem de cenário do sistema
produtivo no software Umberto® com vista à estudos do ciclo de vida
do produto. Concluiu-se que a aplicação deste estudo contribui em
caráter científico e prático, gerando benefícios nas três esferas do
desenvolvimento sustentável: resultados ambientais, sociais e
econômicos.
Palavras-chaves: ACV, MDF, sotware Umberto, sustentabilidade
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
Estudos sobre desempenho ambiental e ciclos de vida de produtos revelam que as empresas
estão, cada vez mais, tratando e valorizando informações ambientais em suas operações
através do uso de metodologias orientadas à sustentabilidade, em especial a Avaliação do
Ciclo de Vida (ACV).
ACV é, de maneira geral, uma ferramenta inovadora para as indústrias. Segundo Rozenfeld e
Forcellini (2009) e Damasceno et al (2011), a operacionalização do sistema produtivo aliado
as inovações que visem atender as dimensões da sustentabilidade são consideradas tendências
iminentes para organizações que pretendem manterem-se competitivas e consolidando bons
resultados. Sobre este aspecto, Luz (2011) afirma que a utilização da ACV pode resultar em
inovações na indústria e consequentemente na melhoria da competitividade.
Especificamente no setor interno de painéis de madeira para móveis e arquitetura de
interiores, não existem relatos e estudo científicos sobre a ACV do painel MDF (Medium
Density Fiberboard). A ACV mostra-se como uma prática ainda inexiste ou incipiente no
setor de fabricação de MDF no Brasil. As estratégias de sustentabilidade do setor incidem
principalmente na garantia da manutenção da integridade do ecossistema e no compromisso
com as comunidades onde atuam (ABIPA, 2012).
Neste contexto, este trabalho tem como objetivo implementar o cenário do sistema produtivo
do painel de madeira tipo MDF, utilizando o software Umberto® para realizar a modelagem.
Este trabalho possibilita e é facilitador de estudos subsequentes do ciclo de vida dos painéis
MDF. O artigo aborda um referencial teórico da ACV, do software Umberto®, e de painéis
MDF, descreve as etapas do sistema produtivo do MDF, realiza a tabulação dos materiais de
entradas e saídas para cada processo elementar e cria a modelagem de cenário do sistema
produtivo no software Umberto® com vista à estudos do ciclo de vida do MDF.
2. Referencial Teórico
2.1. Avaliação do Ciclo de Vida
Os primeiros estudos envolvendo o ciclo de vida de produtos surgiram entre 1960 e 1970,
com abordagens relacionadas aos impactos ambientais de produtos. O período entre as
décadas de 1970 e 1990 foi marcado pela concepção da ACV, com amplas divergências no
uso de metodologias, terminologias e resultados. A década entre 1990 a 2000 foi apontada
como a década da normatização, onde estudos mundiais possibilitaram a criação da norma
ISO da metodologia ACV, com consequente incremento de estudos publicações, conferências
e congressos. A partir do ano 2000, a ACV é marcada pelo período de elaboração, com
aumento da atenção na ACV em diversos programas e projetos globais (GUINÉE et al, 2011).
A atual metodologia regente para a ACV é normatizada pela ISO 14040 (ABNT, 2009). A
metodologia engloba quatro diferentes fases, são elas: definição de objetivo e escopo, análise
de inventário, avaliação de impacto e interpretação.
A fase de definição de objetivo e escopo define o propósito do estudo, as dimensões do estudo
e decisões sobre a unidade funcional e os limites do sistema. A Análise de Inventário envolve

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
todo o levantamento, a coleta e a análise dos dados necessários para a ACV. Na fase de
avaliação de impacto, os dados gerados na fase anterior são associados a impactos ambientais
específicos, examinados e simplificados de forma que estes impactos possam ser analisados.
Por fim, a última fase da estrutura da avaliação do ciclo de vida, compreende a interpretação
dos resultados de acordo com os objetivos traçados na primeira fase do estudo (LUZ, 2011).
A ACV é uma metodologia que permite avaliar os aspectos ambientais e os impactos
potenciais existentes durante todo o ciclo de vida de um produto ou de um serviço. A
avaliação dá-se por meio do levantamento e da compilação de entradas e saídas significativas
de um sistema, da avaliação dos impactos potenciais associados a essas entradas e saídas e de
interpretação dos resultados das fases de levantamento e avaliação, em relação aos objetivos
traçados em um estudo (ABNT, 2009).
Os dados provindos da utilização da ferramenta podem ser usados para mensurar o
desempenho ambiental do produto; auxiliar na obtenção e retenção de normas, diretrizes e
políticas “verdes”; envolver e auxiliar as organizações com assuntos como sustentabilidade,
aquecimento global, mudanças climáticas, sequestro de carbono, mercado e impostos de
carbono, uso de biocombustíveis, construções “verdes”; e ainda comparar produtos através
dos indicadores de impactos na saúde humana, ambiental e na utilização de recursos
(GUINÉE, et al. 2001; WILSON, 2010).
2.2. O Software Umberto®
Muitos são os softwares existentes no mercado que auxiliam e são utilizados como ferramenta
para a ACV. Zoldan (2008) afirma que uma dificuldade nos estudos de ACV é a grande
quantidade de dados envolvidos no processamento da análise. A utilização de um software
para o estudo ACV garante maior confiabilidade e facilidade ao decorrer do estudo.
Uma pesquisa realizada por Andrade (2005) envolvendo cinco softwares de ACV –
Umberto®, SimaPro, GaBi, TEAM e Gemis - revelou o Umberto® com a melhor avaliação
geral. Os critérios envolvidos no estudo foram: facilidades e funcionalidade de interface;
abrangência e qualidade do banco de dados; segurança; licenças; importação/exportação de
dados; suporte; hardware mínimo necessário; flexibilidade da plataforma; apresentação dos
resultados e interconectividade.
Além do software Umberto® apresentar-se com melhor avaliação nos critérios da pesquisa,
ele possui em sua criação um caráter científico, já que foi desenvolvido pelo IfEU (Instituto
de Pesquisa Ambiental e Energética de Heidelberg) e pelo IfU (Instituto de Informática
Ambiental da Universidade de Hamburgo), da Alemanha (SARAIVA et al, 2007).
A operacionalização do Umberto® é baseada na elaboração de redes de fluxo com base em
redes de Petri, possuindo como princípios básicos três tipos de componentes: transições,
lugares e setas/fluxos (Figura 1) (NUNES et al, 2010).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
Figura 1: Representação de componentes de rede do Umberto®
Os lugares (places) são representados por um círculo, eles podem ser categorizados em
lugares de entradas (inputs), lugares de saída (outputs), lugares de entrada e saída
(inputs/outputs) e lugares de conexões (connection). Nos locais não ocorrem transformações
de materiais, são apenas locais onde são alocados os insumos e rejeitos do processo analisado.
Nos lugares de conexões a quantidade de material que chega é igual à quantidade que sai, não
podendo realizar nenhum tipo de armazenamento. Os processos de transformação ocorrem
nas chamadas “transições”, locais representadas por um quadrado. As setas formam a rede e
definem fluxos através da conexão entre os “lugares” e as “transições” (NUNES et al, 2010;
MONDARDO e FRANK, 2000).
A proposta do software Umberto é beneficiar os usuários, especialmente empresas, através de
eficiência, economia e sucesso. A eficiência promove o sucesso, com o software é possível
descobrir o potencial de retenção de gastos da empresa, otimizar as receitas, os recursos e o
equilíbrio ecológico (IFU HAMBURG GMBH, 2012). Complementando, Saraiva et al (2007)
afirmam que o Umberto® possui uma grande flexibilidade, possibilitando o desenvolvimento
de qualquer tipo de sistema.
2.3. Painel de Madeira Reconstituída tipo MDF
O MDF (Medium Density Fiberboard) é um painel de fibras de madeira combinado com
resina e parafina mediante aplicação de alta temperatura e pressão. É um material direcionado
a confecção de móveis e arquitetura de interiores. O MDF possui em geral uma densidade
entre 600 a 800 kg/m³ e os processos de fabricação são similares em todas as fábricas de MDF
em todo o mundo (WORLD PANEL INDUSTRY, 2012).
O MDF começou a ser produzido no Brasil em 1997 e ganhou mercado rapidamente. De
acordo com o panorama brasileiro de painéis de madeira, publicado pelo BNDES (2010), o
mercado brasileiro de painéis de madeira ainda está em processo de consolidação e mostra
grande dinamismo, especialmente no segmento de MDF, que o consumo tem crescido acima
da média da indústria nos últimos 12 anos. Quando comparado esse crescimento com a
evolução do PIB (Produto Interno Bruto) nacional, a diferença é ainda maior: para cada
incremento de 1% do PIB entre 1997 e 2008, o MDF veio crescendo em média 11,8%. Uma
perspectiva do setor mostra ainda que a demanda por painéis de madeira cresce em média
14,1% por ano até 2013, enquanto o MDF crescerá cerca de 15,7% (BNDES, 2010).
As atuais indústrias de MDF ao redor do mundo possuem basicamente as mesmas sequencias
de atividades e processos de produção para o painel. A figura 1 ilustra o processo de produção
do painel MDF de acordo com o BNDES (2010).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Fonte: BNDES (2010)
Figura 2: Fluxograma do Sistema Produtivo do MDF
O processo produtivo do MDF é altamente automatizado, com processo controlado e bastante
linear. O processo é dependente da qualidade da matéria prima provinda desde a floresta
(madeira) até a última etapa do processo, que é a expedição do material. As características
específicas de cada etapa do processo produtivo ilustradas na figura 2 serão abordadas
detalhadamente no desenvolvimento do trabalho.
3. Metodologia
O objetivo principal do estudo foi desenvolver a modelagem de cenário do sistema produtivo
do painel de madeira tipo MDF, utilizando o software Umberto®, a fim de possibilitar
estudos subsequentes de avaliação do ciclo de vida do painel.
O estudo envolveu as operações “on-site” de fabricação, ou seja, da entrada da matéria prima
na empresa até a saída do produto final MDF. O limite do sistema estudado retrata a
metodologia de fronteira de sistema de produção sugerida por Wilson (2009). A fronteira “on-
site” considera apenas o processo produtivo da planta industrial. Os dados para a produção do
MDF são para a unidade fabril, não envolvendo transportes de materiais, manejos florestais e
outros aspectos situados fora dos limites do estudo.
A definição de fronteira levou em consideração o alto número de fornecedores de insumos e
matérias-primas do processo de fabricação e a dificuldade de rastreamento da destinação e uso
final do MDF. Neste âmbito, a fronteira adotada baseou-se em três estudos de ACV em MDF:
Athena Sustainable Materials Institute (2009), WRAP (2009) e Wilson (2009).
Para o desenvolvimento do trabalho, houve a participação e aceitação de uma “indústria X” da
região sul do Brasil fabricante de painéis MDF, com um processo já estabelecido e com
resultados operativos significantes e representativos no cenário nacional para a qualidade de
dados e para a consolidação dos fluxos dos processos.
O instrumento de coleta de dados baseou-se na adaptação de dois modelos:

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
a) Questionário elaborado pelo Athena Sustainable Materials Institute (2009) para a ACV
do MDF canadense, o qual segue a metodologia proposta pela série de normas 14040;
b) Dos exemplos de folhas de coleta de dados sugeridos pela versão 2009 da ISO 14044.
(ABNT, 2009b).
A coleta de dados na unidade industrial aconteceu através do preenchimento do questionário
desenvolvido e através das respostas dos gestores do processo MDF e de supervisores das
áreas envolvidas no estudo, com base no histórico do processo produtivo.
Neste contexto, foram identificados e descritos todos os processos elementares - “transições” -
do sistema de produção do painel MDF. Posteriormente, foram identificados os insumos e
rejeitos de cada processo elementar para a alocação de materiais específicos nos “lugares” de
entrada e saída, definindo assim os fluxos para o sistema produtivo. Com o conhecimento da
rede de fluxos do Sistema Produtivo do MDF, foi desenvolvida a modelagem de cenário para
o sistema produtivo do MDF através do software Umberto®.
4. Resultados e Discussões
De acordo com as características específicas do sistema produtivo do MDF na indústria em
pesquisa, avaliaram-se as fronteiras do sistema inicialmente definidas, adequando-as a
realidade do sistema produtivo em estudo. De acordo com o World Panel Industry (2012), as
tecnologias e os processos de fabricação do painel MDF são bastante similares ao redor do
mundo por se tratarem de uma tecnologia recente. A figura 3 ilustra o fluxograma do sistema
produtivo do MDF na indústria pesquisada
Fonte: Adaptado de Rivela, Moreira and Feijoo (2007)
Figura 3: Diagrama de Fluxos do Sistema Produtivo do MDF.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
O sistema produtivo do painel MDF consiste das seguintes etapas:
- Alimentação: Os cavacos de madeira são entregues à fábrica através do transporte
rodoviário. Os cavacos são provindos de pinus e eucalipto e são armazenados em um pátio
de cavacos, expostos ao tempo. A umidade média dos cavacos pode variar entre 40 a 70%,
em base seca;
- Peneira: Pequenas partículas (finos) e grandes partículas/cascas de madeira (oversizes)
são removidas dos cavacos durante o processo de peneiramento. Os finos retornam a
produção em outro processo, enquanto os oversizes são vendidos como biomassa para
outra indústria. Apenas os cavacos com a granulometria desejada seguem no processo;
- Lavador de Cavacos: Os cavacos são lavados para remover as impurezas. Os resíduos
e extrativos são tratados juntamente com efluentes em uma centrífuga na fábrica;
- Desfibrador: Os cavacos limpos são amolecidos em um digestor com vapor
pressurizado e depois transportados para dentro de um desfibrador. Os cavacos de madeira
aquecidos são então desfibrados – o processo consiste em reduzir mecanicamente a
madeira através do cisalhamento até transformá-la em fibras. O cisalhamento da madeira
acontece através de dois discos de metal rotativos, juntamente com a ação de alta
temperatura e pressão, caracterizando um processo termomecânico;
- Blowline: Neste processo a resina, parafina e outros aditivos químicos são
incorporados às fibras. A fricção e o contato entre as fibres ajudam a distribuir os
químicos. A resina utilizada é composta de Uréia-Formaldeído (UF);
- Secador: A secagem das fibres acontece no tube secador de ar quente, onde o ar quente
é também responsável pelo transporte das fibras. O ar quente evapora a umidade e conduz
a fibra até o filtro à vento. O ar quente é gerado em uma caldeira, que usualmente utiliza
como combustível o pó de madeira gerado na fábrica e eventualmente utiliza o gás natural;
- Filtro à vento: Após a secagem, as fibres (com 7 a 9% de umidade) passam em um
filtro à vento (Sifter). O sifter é utilizado para remover grumos de fibras compactados ou
outros materiais que possam causar danos ao processo (borracha, metal) e ao produto final.
As fibras secas são selecionadas e conduzidas à formação;
- Formação: As fibras secas e selecionadas seguem para um silo alimentador que faz
uma distribuição uniforme de fibras em uma manta formadora através da ação de um
pendulo dosador de fibras. As fibras são uniformemente distribuídas e formam uma manta
de fibras uniformes;
- Pré-Compressor: A manta de fibras passa por um desaerador (para remover o ar
contido entre as fibras) e, finalmente, a manta é pré-comprimida. A manta de fibras é
umedecida em sua superfície superior e inferior para entrar na prensa contínua;
- Prensa Contínua: A prensa opera em função de temperatura e pressão. A temperatura
de operação acontece em torno de 170 a 230ᵒC em tempo suficiente para curar a resina e
com pressão específica para consolidar a manta em uma densidade desejada, controlando
as propriedades físicas do painel. A prensa contínua é aquecida através do óleo térmico
gerado pela planta térmica;
- Serras: A serra diagonal corta o painel contínuo que sai da prensa, na direção
transversal;
- Resfriador: O MDF vai primeiramente para um resfriador onde fica cerca de 40
minutos. Posteriormente, os painéis produzidos repousam por 48 horas para que suas
propriedades físicas e mecânicas se estabilizem, antes de seguir para as lixadeiras;

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
- Lixadeiras: Os painéis são lixados em suas duas superfícies para alcançarem a
espessura e suavidade requeridas. O pó gerado pelas lixadeiras retorna ao processo como
combustível para caldeira;
- Serras Longitudinais e Transversais: Os painéis são cortados na sua largura e
comprimento específico para ser comercializado. Os rejeitos gerados pela ação das serras
retornam ao processo de produção, na caldeira;
- Plantas de Energia: Existem duas plantas de energia. A primeira é a planta térmica,
responsável pelo aquecimento do óleo térmico utilizado na prensa contínua e seu
combustível é o gás natural. A segunda é a caldeira, fornece vapor e ar quente para o
processo produtivo. Seu principal combustível é a queima da biomassa (pó de madeira
gerado na fábrica e comprado de outras indústrias) e ocasionalmente a queima do gás
natural.
Semelhante a inúmeros processos produtivos existentes, cada etapa do sistema produtivo do
MDF possui, de maneira abrangente, a função de transformar (insumos, energia, produtos,
resíduos, subprodutos). Para cada etapa de transformação do sistema de produção tem-se, na
linguagem da ACV, um processo elementar, uma transição.
A transição possui materiais e energias de entradas e saídas. O quadro 1, fornece a tabulação
das entradas e saídas para cada processo elementar disposto no sistema produtivo do painel
MDF.
Para a modelagem do cenário do sistema produtivo do MDF, foram considerados 11
processos elementares. Sendo os 10 primeiros processos lineares do fluxo de produção e o
último (Planta Térmica) representa um processo alimentador de energia térmica do fluxo
linear do processo produtivo.
Observa-se no Quadro 1 que cada entrada e saída possui um lugar definido pela simbologia
“Pn”, onde “n” representa o número do local em que a entrada ou saída do processo elementar
está alocada. Esse lugar pode ser de entrada ou saída (Figura 1).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
PROCESSOS
ELEMENTARES
(TRANSIÇÕES)
ENTRADAS SAÍDAS
Material
Lu
ga
res
(Pla
ces)
Un
ida
de
de
Ref
erên
cia
Material
Lu
ga
res
(Pla
ces)
Un
ida
de
de
Ref
erên
cia
Alimentação (T1)
Cavaco de Pinus P1 Kg Mix de Cavaco (Pinus +
Eucalipto) P2 Kg
Cavaco de Eucalipto P1 Kg
Óleo Diesel P7 KJ Emissões Atmosféricas P27 Kg
Energia Elétrica P16 KJ
Peneira e Lavador de
Cavacos (T2)
Mix de Cavaco (Pinus +
Eucalipto) P2 Kg
Cavacos Selecionados P3 Kg
Oversizes (biomassa) P4 Kg
Energia Elétrica P16 KJ Finos P5 Kg
Desfibrador (T3)
Cavacos Selecionados P3 Kg
Fibra de madeira P8 Kg Finos P5 Kg
Químicos (Parafina) P6 Kg
Energia Térmica (Vapor) P18 KJ Resíduos/Extrativos de
madeira P29 Kg
Energia Elétrica P16 KJ
Blowline (T4)
Fibra de madeira P8 Kg
Fibra preparada P9 Kg Químicos (Resina UF) P6 Kg
Químicos (Uréia) P6 Kg
Químicos (Sulfato de
Amônio) P6 Kg Fibra descartada
(biomassa vendida) P10 Kg
Energia Elétrica P16 KJ
Secador e Filtro a Ar
(T5)
Fibra preparada P9 Kg
Fibra Seca e Preparada P11 Kg Energia Térmica (Ar
Quente) P18 KJ
Energia Elétrica P16 KJ Emissões Atmosféricas P27 Kg
Formação (T6) Fibra Seca e Preparada P11 Kg Manta de Fibras
Compactada P13 Kg
Energia Elétrica P16 KJ
Pré-Compressor e
Prensa Contínua
(T7)
Manta de Fibras
Compactada P13 Kg Painel MDF grande P15 Kg
Energia Térmica (Óleo
Térmico) P18 KJ
Rechaço de painéis P12 Kg
Pó de madeira gerado no
processo (serra) P21 Kg
Energia Elétrica P16 KJ Emissões Atmosféricas P27 Kg
Resfriador e
Climatização (T8)
Painel MDF grande P15 Kg Painel MDF grande P14 Kg
Energia Elétrica P16 KJ
Lixadeiras (T9)
Painel MDF grande P14 Kg Painel MDF grande
Lixado P19 Kg
Energia Elétrica P16 KJ Pó de madeira gerado no
processo (lixadeiras) P21 Kg
Serras Longitudinais
e Transversais (T10)
Painel MDF grande
Lixado P19 Kg
MDF acabado (Medium
Density Fiberboard) P20
U.F.*
(1 m³)
Energia Elétrica P16 KJ Pó de madeira gerado no
processo (corte) P21 Kg
Planta Térmica (T11)
Gás Natural P30 KJ
Energia Térmica P18 KJ Pó de madeira gerado no
processo P21 KJ
Energia Elétrica P16 KJ Emissões Atmosféricas P27 Kg

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
* Unidade Funcional: 1 m³ de MDF em base seca.
Fonte: Dados da pesquisa
Quadro 1 – Especificações de entradas e saídas para os processos definidos no Sistema Produtivo do MDF
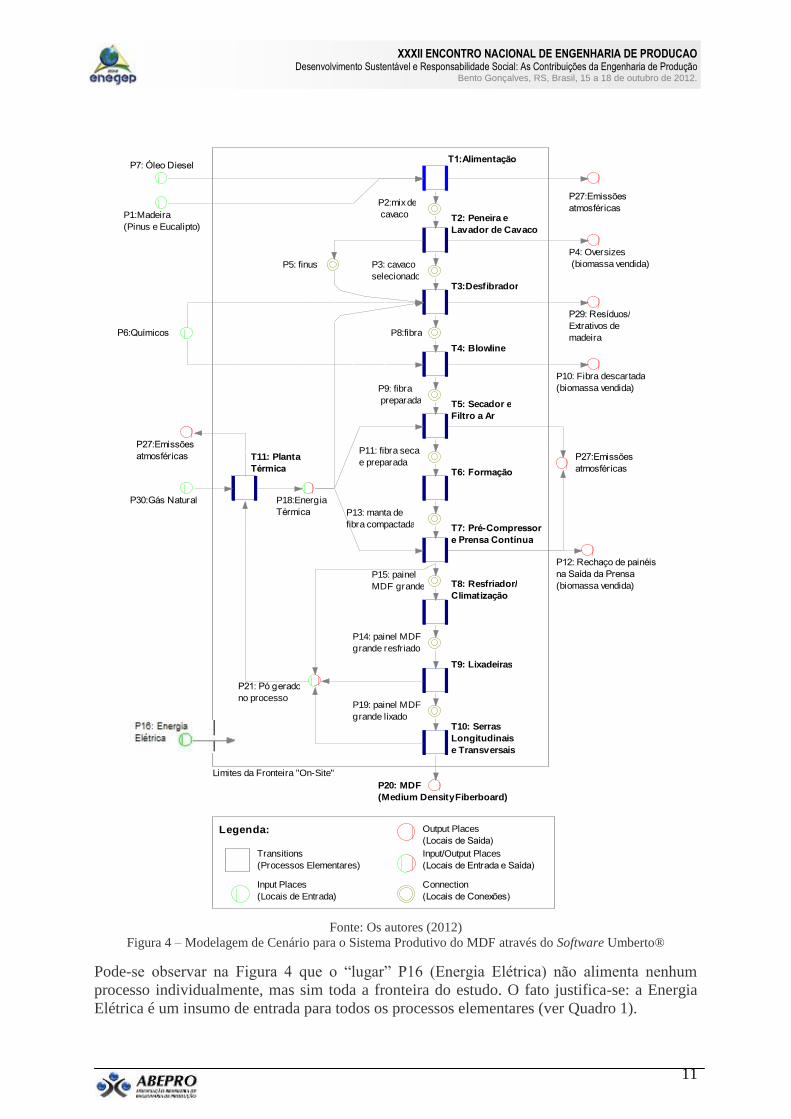
Na modelagem do cenário do sistema produtivo realizada no software Umberto® (Figura 4)
todas as entradas e saídas de cada processo elementar são identificadas, facilitando identificar
quais são mais significativas para a modelagem de dados. Uma das precauções tomadas foi a
construção dos fluxogramas específicos que mostram todas as unidades do sistema produtivo
do MDF, incluindo as inter-relações entre elas.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
T1:Alimentação
P1:Madeira
(Pinus e Eucalipto)
P2:mix de
cavaco T2: Peneira e
Lavador de Cavaco
P3: cavaco
selecionado
P4: Oversizes
(biomassa vendida)P5: finus
T3:Desfibrador
P6:Químicos P8:fibra
T4: Blowline
P9: fibra
preparada
P10: Fibra descartada
(biomassa vendida)
T5: Secador e
Filtro a Ar
P11: fibra seca
e preparadaT6: Formação
P13: manta de
fibra compactada T7: Pré-Compressor
e Prensa Contínua
P15: painel
MDF grande
P14: painel MDF
grande resfriado
T9: Lixadeiras
P19: painel MDF
grande lixadoT10: Serras
Longitudinais
e Transversais
P20: MDF
(Medium Density Fiberboard)
T8: Resfriador/
Climatização
P7: Óleo Diesel
P27:Emissões
atmosféricas
P27:Emissões
atmosféricas
T11: Planta
Térmica
P12: Rechaço de painéis
na Saída da Prensa
(biomassa vendida)
P27:Emissões
atmosféricas
P18:Energia
Térmica
P21: Pó gerado
no processo
Sistema Produtivo MDF - Modelagem de Fluxos (Umberto)
Legenda:
Transitions
(Processos Elementares)
Input Places
(Locais de Entrada)
Output Places
(Locais de Saída)
Connection
(Locais de Conexões)
Input/Output Places
(Locais de Entrada e Saída)
P29: Resíduos/
Extrativos de
madeira
P30:Gás Natural
Limites da Fronteira "On-Site"
Fonte: Os autores (2012)
Figura 4 – Modelagem de Cenário para o Sistema Produtivo do MDF através do Software Umberto®
Pode-se observar na Figura 4 que o “lugar” P16 (Energia Elétrica) não alimenta nenhum
processo individualmente, mas sim toda a fronteira do estudo. O fato justifica-se: a Energia
Elétrica é um insumo de entrada para todos os processos elementares (ver Quadro 1).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
O cenário exposto na figura 4 pode ser usado como suporte e facilitador para a próxima fase
da ACV, o desenvolvimento do Inventário do Ciclo de Vida do painel de madeira MDF.
Utilizando as relações de entradas e saídas expostas no Quadro 1, pode-se utilizar um modelo
para coleta de dados para cada processo elementar quantificando todas as entradas e saídas.
Um modelo para a coleta de dados, sugerido por Prado (2007), encontra-se em anexo.
5. Considerações Finais
A aplicabilidade da ACV em processos produtivos está entre os maiores desafios da
metodologia. A tabulação de entradas e saídas dos processos elementares e a modelagem do
cenário do sistema produtivo do painel de madeira MDF realizadas neste trabalho permitem e
facilitam o desenvolvimento subsequente da ACV para este produto.
O MDF é um painel de madeira que é matéria prima de uma parcela significativa na
arquitetura de interiores e nos móveis fabricados nos últimos 10 anos no Brasil. Em caráter
científico, a aplicação deste estudo possibilita o desenvolvimento e a alimentação de um
banco de dados do Inventário do Ciclo de Vida do MDF brasileiro.
No panorama mundial de fabricação de painéis de madeira, o uso da ACV cresce junto a
temas inovadores relacionados a sistemas de construções verdes (LEED, Green Globes),
desempenho ambiental industrial e a economia verde. O inventário do ciclo de vida do MDF
permite, então, realizar a ACV em outros produtos que utilizam o MDF como matéria prima.
Além da contribuição científica com a geração de um inventário, indústrias e pesquisadores
podem utilizar-se deste trabalho como base para um estudo do ciclo de vida do MDF. Deste
modo, os benefícios da ACV podem envolver âmbitos que vão além dos aspectos e impactos
ambientais, possibilitando englobar as três esferas do desenvolvimento sustentável: resultados
ambientais, sociais e econômicos.
Referências
ABIPA. Associação Brasileira da Indústria de Painéis de Madeira. Disponível em:
<http://www.abipa.org.br>. Acesso em: 12 mar. 2012.
ANDRADE, Jeime. N.; NETO, José. A. A.; PIRES, Monica. M. Avaliação de ferramentas computacionais
para análise de ciclo de vida. In: Seminário de iniciação científica, 11., 2005, Santa Catarina. Anais... Santa
Catarina: UESC, 2005. IN: RODRIGUES, S. C. Análise do processo de fabricação do compósito ecowood:
estudo de caso de reciclagem. 2009. 111f. Dissertação. (Mestrado em Tecnologia) - Centro Federal de Educação
Tecnológica CEFET/RJ - Programa de Pós-Graduação em Tecnologia, Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR ISO 14040: Gestão Ambiental -
Avaliação do ciclo de vida - Princípios e estrutura. Brasil, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR ISO 14044: Gestão Ambiental -
Avaliação do ciclo de vida – Requisitos e Orientações. Brasil, 2009b.
ATHENA SUSTAINABLE MATERIALS INSTITUTE. A Cradle-to-Gate Life Cycle Assessment of
Canadian Medium Density Fiberboard (MDF). Ottawa, On, 2009.
BNDES. Panorama de mercado: painéis de madeira. 32. ed. Rio de Janeiro, 2010. p. 49-90. Disponível em:
<http://www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/Arquivos/conhecimento/bnset/set3
2102.pdf>. Acesso em: 15 abr. 2012.
DAMASCENO, S. M. B. et al. Sustentabilidade no Foco da Inovação. Revista Gestão Industrial, Ponta Grossa,
v. 8, n. 1, p.120-134, 25 set. 2011.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
GUINÉE, J. B; GORÉE, M; HUPPES, R, H. G.; KLEIJN. R.; KONING, A.; SLEESWIJK, L. O. A. W.;
SUH, S.; HAES, H. A. U. Handbookon Life Cycle Assessment Operational Guide to the ISO Standards.
Publisher: Kluwer Academic Publishers, Dordrecht, 2001.
GUINÉE, J.B.; HEIJUNGS, R.; HUPPES, G.; ZAMAGNI, A.; MASONI, P.; BUONAMICI, R.;
EKVALL, T.; RYDBERG, T. Life Cycle Assessment: past, present, and future. Environmental Science and
Technology Vol. 45, p. 90-96, 2011.
IFU HAMBURG GMBH (Germany). Funktionen und Features von Umberto. Disponível em:
<http://www.umberto.de/de/functions/>. Acesso em: 02 jan. 2012.
LUZ, Leila Mendes da. Proposta de modelo para avaliar a contribuição dos indicadores obtidos na análise do
ciclo de vida sobre a geração de inovação na indústria. 2011. 165 f. Dissertação (Mestrado em Engenharia de
Produção) Programa de Pós-Graduação em Engenharia de Produção, Universidade Tecnológica Federal do
Paraná. Ponta Grossa, 2011.
MONDARDO, M. & FRANK, B. Balanço ambiental de processos como ferramenta de gestão ambiental. In:
XX Encontro Nacional de Engenharia de Produção, 2000, São Paulo. XX Encontro Nacional de Engenharia da
Produção. Livro de Resumos. São Paulo: USP, p. 111-112, 2000.
NUNES, Ilana de Souza et al. Estudo do fluxo de materiais e energia na produção de creme base utilizando o
software Umberto: Os potenciais impactos ambientais da produção farmacêutica magistral. In: XXX
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 30., 2010, São Carlos. Anais... . São Carlos:
Abepro, 2010. p. 1 - 13.
PRADO, M. R. Análise do inventário do ciclo de vida de embalagens de vidro, alumínio e pet utilizadas em
uma indústria de refrigerantes no Brasil. 2007. 188f. Tese (Doutorado em Tecnologia de Alimentos) -
Universidade Federal do Paraná, Curitiba, 2007.
RIVELA B, MOREIRA M.T., FEIJOO G. Life Cycle Inventory of Medium Density Fibreboard. International
Journal of Life Cycle Assessment. Vol. 12 (3) p. 143–150. Espanha: 2007.
ROZENFELD, H.; FORCELLINI, F. Gestão do ciclo de vida de produtos inovadores e sustentáveis.
Disponível em: <http://www.abepro.org.br/arquivos/websites/27/SD04_Gestão_do_Ciclo.pdf>. Acesso em: 24
mar 2012.
SARAIVA, G. D. I.; LIMA JUNIOR, J. A. T. de; XAVIER, L. S.; PEIXOTO, J. A. A. A metodologia da
análise do ciclo de vida, apoiada pelo software Umberto, como ferramenta de gestão na perspectiva da
sustentabilidade: um estudo de caso. In: SIMPÓSIO DE EXCELÊNCIA EM GESTÃO E TECNOLOGIA. 4.,
Resende. Anais... Resende: AEDB, 2007.
WILSON, James B. Life-cycle inventory of medium density fiberboard in terms of resources, emissions, energy
and carbon. Wood And Fiber Science (CORRIM SPECIAL ISSUE), USA, p. 107-124, 2010.
WORLD PANEL INDUSTRY. Products: MDF. Disponível em: <http://www.worldpanelindustry.com/mdf>.
Acesso em: 20 jan 2012.
WRAP (WASTE & RESOURCES ACTION PROGRAMME). Life Cycle Assessment of Closed Loop MDF
Recycling: Microrelease Trial. Glunz, Meppen, Germany, 2009.
ZOLDAN, Marcos Aurelio. Análise dos requisitos organizacionais para a avaliação do ciclo de vida (acv) de
produtos madeireiros. 2008. 125 f. Dissertação (Mestrado) - Universidade Tecnológica Federal Do Paraná,
Ponta Grossa, 2008.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
ANEXO
Local:
Processo/Atividade:
Produto: Quantidade: Data:
ENTRADAS
(matérias-primas, recursos naturais)
SAÍDAS
(emissões atmosféricas, águas
residuárias, resíduos sólidos)
Material Quantidade Material Quantidade
BALANÇO DE ENERGIA (consumo):
Tipo de transporte utilizado:
Distancia percorrida até a próxima etapa do processo:
Comentários:
Fonte: Prado (2007)
Tabela 1 – Exemplo de Formulário para coleta de dados