ministÉrio da defesa exÉrcito brasileiro departamento de...
TRANSCRIPT

MINISTÉRIO DA DEFESA
EXÉRCITO BRASILEIRO
DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA
INSTITUTO MILITAR DE ENGENHARIA
CURSO DE MESTRADO EM ENGENHARIA DE TRANSPORTES
ROSSANA GONÇALVES DE VALADARES
COMPORTAMENTO MECÂNICO DE AREIA-ASFALTO CONTENDO
RESÍDUO DO BENEFICIAMENTO DO MINÉRIO DE FERRO
Rio de Janeiro
2016

2
INSTITUTO MILITAR DE ENGENHARIA
ROSSANA GONÇALVES DE VALADARES
COMPORTAMENTO MECÂNICO DE AREIA-ASFALTO CONTENDO
RESÍDUO DO BENEFICIAMENTO DO MINÉRIO DE FERRO
Dissertação de Mestrado apresentada ao Curso de Mestrado em
Engenharia de Transportes do Instituto Militar de Engenharia,
como requisito parcial para a obtenção do título de Mestre em
Ciências em Engenharia de Transportes.
Orientador: Prof. Antônio Carlos Rodrigues Guimarães – D.Sc.
Rio de Janeiro
2016

3
c 2016
INSTITUTO MILITAR DE ENGENHARIA
Praça General Tibúrcio, 80 – Praia Vermelha
Rio de Janeiro – RJ CEP: 22.290-270
Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá incluí-lo em
base de dados, armazenar em computador, microfilmar ou adotar qualquer forma de
arquivamento.
É permitida a menção, reprodução parcial ou integral e a transmissão entre bibliotecas deste
trabalho, sem modificação de seu texto, em qualquer meio que esteja ou venha a ser fixado,
para pesquisa acadêmica, comentários e citações, desde que sem finalidade comercial e que
seja feita a referência bibliográfica completa.
Os conceitos expressos neste trabalho são de responsabilidade do(s) autor(es) e do(s)
orientador(es).
629.04 Valadares, Rossana Gonçalves de
V136c Comportamento mecânico de areia-asfalto contendo resíduo do
beneficiamento do minério de ferro/ Rossana Gonçalves de Valadares;
orientada por Antônio Carlos Rodrigues Guimarães. – Rio de Janeiro:
Instituto Militar de Engenharia, 2016.
113 p.: il.
Dissertação (Mestrado). – Instituto Militar de Engenharia, Rio de
Janeiro, 2016.
1. Curso de Engenharia de Transportes – teses e dissertações. 2. Minério
de ferro. 3. Pavimento rodoviário. I. Guimarães, Antonio Carlos
Rodrigues. II. Título. III. Instituto Militar de Engenharia.
4
INSTITUTO MILITAR DE ENGENHARIA
ROSSANA GONÇALVES DE VALADARES
COMPORTAMENTO MECÂNICO DE AREIA-ASFALTO CONTENDO
RESÍDUO DO BENEFICIAMENTO DO MINÉRIO DE FERRO
Dissertação de Mestrado apresentada ao Curso de Mestrado em Engenharia de
Transportes do Instituto Militar de Engenharia, como requisito parcial para a obtenção do
título de Mestre em Ciências em Engenharia de Transportes.
Orientador: Prof. Antônio Carlos Rodrigues Guimarães – D.Sc.
Aprovada em 11 de Março de 2016 pela seguinte Banca Examinadora:
Maj. Antônio Carlos Rodrigues Guimarães – D.Sc. do IME – Presidente
Prof. Maj. Ben-Hur de Albuquerque e Silva – D.Sc. do IME
Prof. Michéle Dal Toé Casagrande – D.Sc. da PUC/RJ
Rio de Janeiro
2016

5
Á Deus pelo seu infinito amor e graça, e por ser
crucial em minha vida. Aos meus pais e minha
irmã.

6
AGRADECIMENTOS
Expresso aqui os meus mais sinceros agradecimentos.
Agradecimento primordial não poderia deixar de ser a Deus, pelo teu infinito amor e que
me permitiu sonhar de uma forma que alargasse meus horizontes, vem dEle tudo o que sou, o
que tenho e o que espero. Sou grata por tudo meu Pai! Tudo posso naquele que me fortalece!
À minha amada família! Obrigada aos meus pais, pois de vocês recebi o dom mais
preciso: a vida. Pelo apoio imensurável, pelos conselhos, compreensão, pelo amor sem
medidas. Eu amo muito vocês! À minha irmã que tanto amo e ao meu cunhado, muito
obrigada pelo apoio a carinho. Sem esquecer meus familiares e amigos, que sempre me
apoiaram e incentivaram. Vocês foram muito importantes nessa jornada!
À Primeira Igreja Batista de Botafogo, em especial: Pr. Márcio, Salete e Abner, pelo
acolhimento maravilhoso, pelos conselhos essenciais, pelo suporte e amor do Senhor. Aos
jovens da PIBB, destacando Ludimilla, Irene, Rose, Késia, Marli e Geremy, agradeço pela
companhia, pelos momentos de comunhão e de gratidão ao Senhor.
Ao meu orientador, Major Guimarães, pelos conhecimentos transmitidos e pela paciência.
Aos professores, pelo ensinamento e dedicação.
À minha amiga Virlene, pela companhia agradabilíssima em todos os momentos, sendo
bons ou ruins, pela sabedoria e alegria mantida pra enfrentar as adversidades e pelo apoio
constante. Á minha amiga Clau, pelos conselhos, por estar sempre alegre e de bem com a vida
e pela sua experiência. Ao meu amigo Rodrigo, que iniciou comigo essa aventura, agradeço
pelo seu companheirismo, gentileza e modernidade. Obrigada por se tornarem amigos
especiais que eu sei que posso contar. A Fátima, pelas boas risadas, pelos bombons e comidas
deliciosas. XEPA!!!
Aos amigos do Programa de Pós Graduação em Engenharia de Transportes, pelas
experiências, conselhos e parceria. Gostaria de destacar: Luana, Gabriela, Priscila, Jefferson,
Izabel, Wagna, Major Arêdes, Capitão Iran. Aos alunos novos da PGT, em especial a Mayssa.
Obrigada pelo apoio constante na reta final deste trabalho.
Aos técnicos do laboratório de ligantes do IME, André, Felipe e Fátima, e do de Solos,
Sgt Melo, Sgt Gonçalves, Sgt Dias e os soldados Ryan, Castro e Fonseca por serem sempre
sorridentes, atenciosos, prestativos e de prontidão para contribuir com a realização dos
7
ensaios e no auxilio. Aos funcionários do IME, em especial ao Joel, Carmem Dias, Carmem e
Sargento Oazem, pelo apoio e compreensão. Á Ipê Engenharia, em especial Sr. Jorge.
“A persistência é o caminho do êxito”.
CHARLES CHAPLIN

8
SUMÁRIO
LISTA DE ILUSTRAÇÕES .................................................................................................... 11
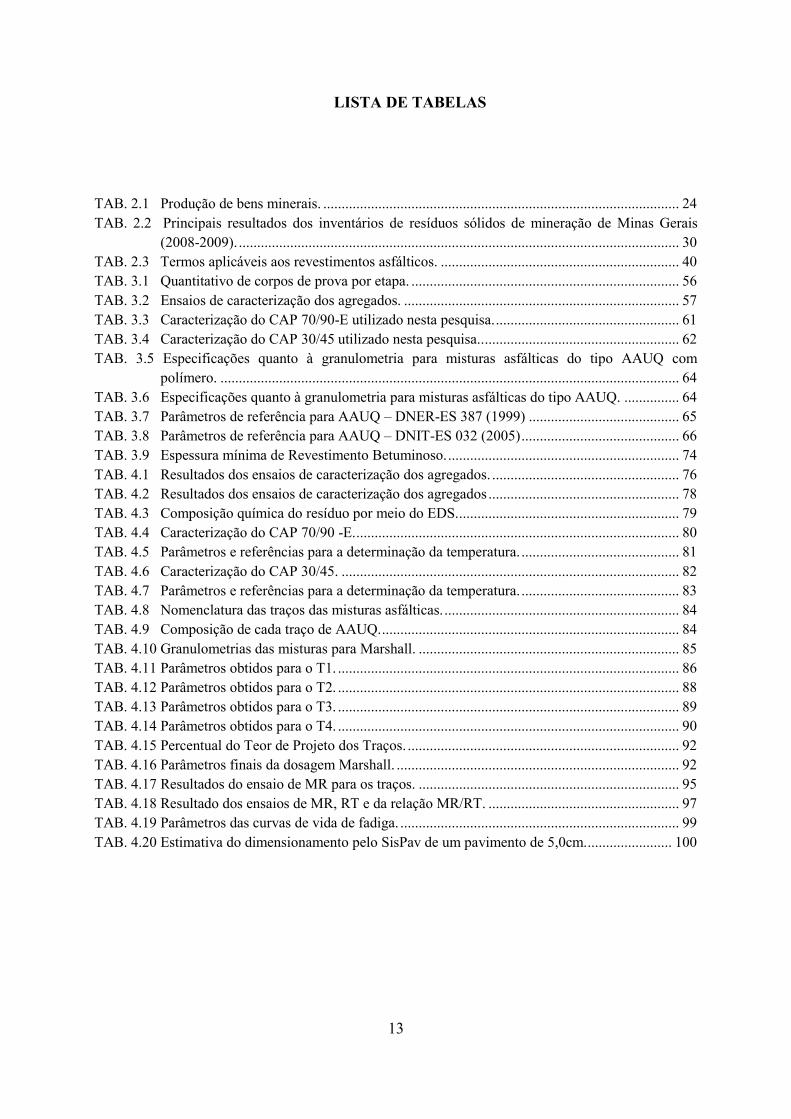
LISTA DE TABELAS ............................................................................................................. 13
LISTA DE SIGLAS ................................................................................................................. 14
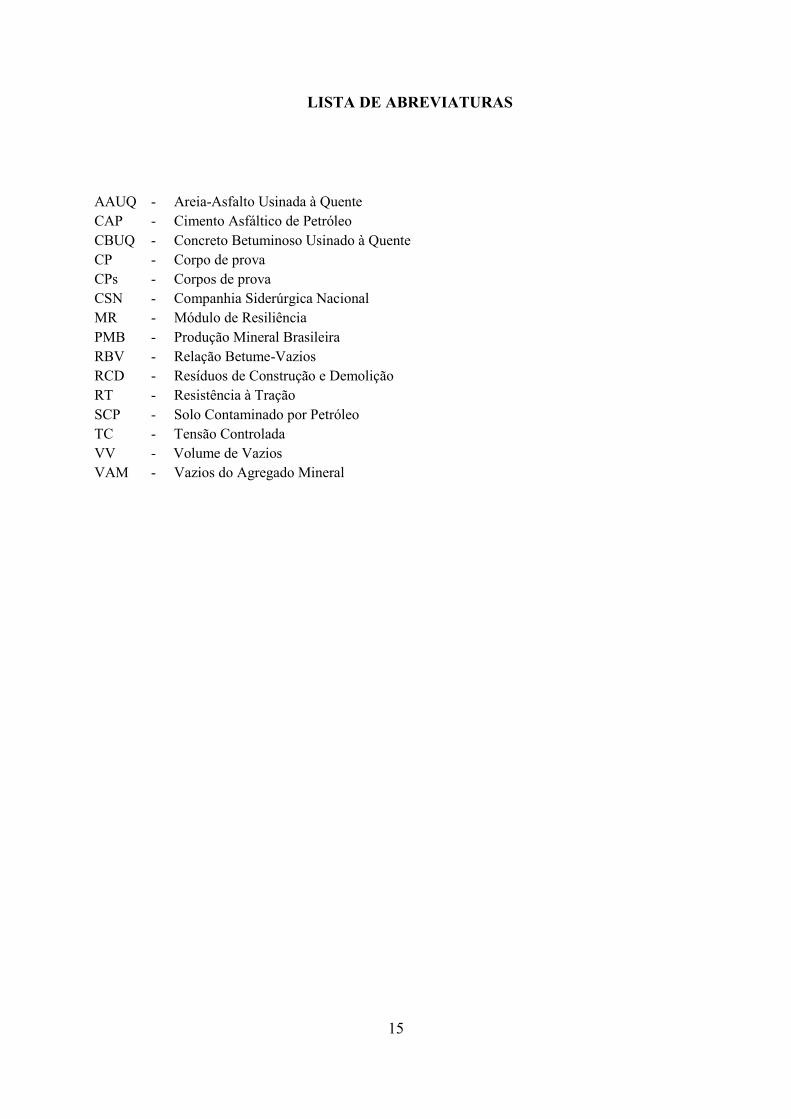
LISTA DE ABREVIATURAS ................................................................................................ 15
1 INTRODUÇÃO...................................................................................................... 18
1.1 Considerações iniciais ......................................................................................................... 18
1.2 Objetivo ............................................................................................................................... 19
1.3 Justificativa e relevância ..................................................................................................... 20
1.4 Estrutura do trabalho ........................................................................................................... 21
2 REVISÃO DA LITERATURA ............................................................................. 22
2.1 A mineração no Brasil ......................................................................................................... 22
2.2 O minério de ferro ............................................................................................................... 25
2.3 Beneficiamento do minério de ferro .................................................................................... 27
2.3.1 Geração de resíduos na mineração ...................................................................................... 29
2.3.2 Caracterização dos resíduos de minério de ferro ................................................................. 31
2.3.3 Características químicas e mineralógicas ............................................................................ 32
2.3.4 Características ambientais ................................................................................................... 33
2.3.5 O emprego em pavimentação .............................................................................................. 34
2.4 Pavimentos rodoviários ....................................................................................................... 38
2.5 Revestimento asfáltico ........................................................................................................ 39
2.6 Cimentos asfálticos de petróleo (cap).................................................................................. 40
2.6.1 Cimentos asfálticos modificados por polímero ................................................................... 41
2.7 Misturas asfálticas ............................................................................................................... 42
2.7.1 Areia asfalto usinada a quente ............................................................................................. 43
2.8 Dosagens de misturas asfálticas .......................................................................................... 46
2.8.1 Método Marshall ................................................................................................................. 47
2.8.2 Determinação do teor ótimo ................................................................................................ 50
3 MATERIAIS E MÉTODOS ................................................................................. 52
3.1 Materiais .............................................................................................................................. 52
3.1.1 Resíduo arenoso da mineração de ferro............................................................................... 52
9
3.1.2 Pó de pedra .......................................................................................................................... 53
3.1.3 Cimento asfáltico de petróleo (cap) ..................................................................................... 54
3.2 Métodos ............................................................................................................................... 55
3.2.1 Caracterização dos agregados ............................................................................................. 57
3.2.1.1 Granulometria ...................................................................................................................... 57
3.2.1.2 Densidade real ..................................................................................................................... 57
3.2.1.3 Equivalente de areia ............................................................................................................ 58
3.2.1.4 Durabilidade ........................................................................................................................ 59
3.2.1.5 Adesividade ......................................................................................................................... 59
3.2.1.6 Microscopia Eletrônica de Varredura (MEV) ..................................................................... 60
3.2.2 Caracterização dos cimentos aslfálticos de petróleo ........................................................... 61
3.2.2.1 Penetração ........................................................................................................................... 62
3.2.2.2 Viscosidade Brookfield ....................................................................................................... 62
3.2.2.3 Ponto de amolecimento ....................................................................................................... 63
3.2.2.4 Ductilidade .......................................................................................................................... 63
3.2.3 Dosagem das misturas asfálticas – aauq .............................................................................. 64
3.2.4 Compactação Marshall ........................................................................................................ 65
3.2.5 Ensaios mecânicos ............................................................................................................... 66
3.2.5.1 Ensaio de resistência a tração .............................................................................................. 66
3.2.5.2 Ensaio de módulo de resiliência .......................................................................................... 67
3.2.5.3 Ensaio de vida de fadiga ...................................................................................................... 69
3.2.6 Dimensionamento do pavimento ......................................................................................... 71
3.2.7 Análise de custo .................................................................................................................. 75
4 RESULTADOS E DISCUSSÕES ......................................................................... 76
4.1 Caracterização dos agregados ............................................................................................. 76
4.1.1 Granulometria ...................................................................................................................... 76
4.1.2 MEV e EDS ......................................................................................................................... 78
4.1.3 Caracterização dos cimentos asfalticos de petróleo ............................................................ 80
4.1.4 Dosagem dos traços de aauq ............................................................................................... 83
4.1.5 Compactação Marshall ........................................................................................................ 86
4.1.5.1 Traço 1 ................................................................................................................................. 86
4.1.5.2 Traço 2 ................................................................................................................................. 87
4.1.5.3 Traço 3 ................................................................................................................................. 89
4.1.5.4 Traço 4 ................................................................................................................................. 90

10
4.1.5.5 Comparação entre os traços ................................................................................................. 91
4.1.6 Ensaios mecânicos ............................................................................................................... 93
4.1.6.1 Resistência a tração ............................................................................................................. 93
4.1.6.2 Módulo de resiliência .......................................................................................................... 95
4.1.6.3 Vida de fadiga ..................................................................................................................... 98
4.2 Dimensionamento do pavimento ....................................................................................... 100
4.3 Análise de custo ................................................................................................................ 101
5 CONCLUSÕES .................................................................................................... 105
5.1 Sugestões para trabalhos futuros ....................................................................................... 107
6 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................. 108

11
LISTA DE ILUSTRAÇÕES
FIG. 2.1 Companhias mineradoras no Brasil (DNPM, 2014). .......................................................... 23
FIG. 2.2 Produção Mineral Brasileira - PMB (IBRAM, 2015). ........................................................ 25
FIG. 2.3 Produção do minério de Ferro (DNPM, 2014).................................................................... 26
FIG. 2.4 Distribuição da produção de alguns bens minerais em Minas Gerais (IBRAM, 2014). ..... 27
FIG. 2.5 Fluxograma típico do beneficiamento de minério de Ferro (CORDEIRO, 2014). ............. 28
FIG. 2.6 Contribuição percentual média de cada substância na geração de resíduos da atividade de
mineração no Decênio 1996-2005 (IPEA, 2012). ............................................................... 30
FIG. 2.7 Contribuição percentual média de cada substância na geração de resíduos da atividade de
mineração no período 2010-2030 (IPEA, 2012). ................................................................ 31
FIG. 2.8 Ensaio de MEV e EDS do resíduo arenoso (GALHARDO, 2015). .................................... 32
FIG. 2.9 Estrutura de um Pavimento. ................................................................................................ 39
FIG. 2.10 Moldagem de corpos-de-prova tipo Marshall. .................................................................... 48
FIG. 2.11 Equipamento para o ensaio de estabilidade Marshall. ........................................................ 49
FIG. 2.12 Exemplo de curvas dos parâmetros na dosagem Marshall (BERNUCCI, 2008). ............... 49
FIG. 2.13 Representação esquemática dos grupos de corpos-de-prova (BERNUCCI, 2008)............. 50
FIG. 2.14 Teor de asfalto versus Vv e RBV (BERNUCCI, 2008). ..................................................... 51
FIG. 3.1 Barragem de Germano. ....................................................................................................... 52
FIG. 3.2 Armazenamento das amostras em tambores. ...................................................................... 53
FIG. 3.3 Agregado miúdo.................................................................................................................. 54
FIG. 3.4 Fluxograma das etapas do estudo experimental .................................................................. 55
FIG. 3.5 Picnômetro com amostra de pó de pedra e resíduo durante a realização do ensaio. ........... 58
FIG. 3.6 Equipamentos para o ensaio de equivalente de areia. ......................................................... 59
FIG. 3.7 Equipamentos para o ensaio de MEV e EDS. ..................................................................... 60
FIG. 3.8 Viscosímetro Brookfield. .................................................................................................... 63
FIG. 3.9 Passo a passo para confecção das misturas. ........................................................................ 65
FIG. 3.10 Esquema do ensaio de RT por compressão diametral. ........................................................ 67
FIG. 3.11 Equipamento para ensaio de RT. ........................................................................................ 67
FIG. 3.12 Equipamento para ensaio de MR. ....................................................................................... 69
FIG. 3.13 Equipamento para ensaio de Vida de Fadiga. ..................................................................... 71
FIG. 3.14 Fluxograma do SisPav. ....................................................................................................... 72
FIG. 3.15 Estrutura do pavimento típico adotado. .............................................................................. 73
FIG. 4.1 Representação das Curvas granulométricas dos agregados. ............................................... 77
FIG. 4.2 Imagem obtida pelo MEV com aumento de 250x (A) e 1000 (B). ..................................... 78
FIG. 4.3 Imagem obtida pelo EDS das duas frações da amostra. ...................................................... 79
FIG. 4.4 Curva viscosidade x temperatura do CAP. ......................................................................... 81
FIG. 4.5 Curva viscosidade x temperatura do CAP. ......................................................................... 83
FIG. 4.6 Representação das curvas granulométricas das misturas. ................................................... 85
FIG. 4.7 Teor de asfalto versus Vv e RBV do T1. ............................................................................ 87
FIG. 4.8 Teor de asfalto versus Vv e RBV do T2. ............................................................................ 88
FIG. 4.9 Teor de asfalto versus Vv e RBV do T3. ............................................................................ 89
12
FIG. 4.10 Teor de asfalto versus Vv e RBV do T4. ............................................................................ 91
FIG. 4.11 RT dos traços avaliados. ..................................................................................................... 93
FIG. 4.12 Resultados médios de MR para cada traço. ........................................................................ 96
FIG. 4.13 Curva de Δσ x N. ............................................................................................................... 98
FIG. 4.14 Curva de εr x N. ................................................................................................................. 99
FIG. 4.15 Ficha de composição de custo do Resíduo. (DNIT, 2015) .............................................. 101
FIG. 4.16 Ficha de composição de custo de AAUQ para o T1. ....................................................... 102
FIG. 4.17 Ficha de composição de custo de AAUQ para T3. .......................................................... 102
FIG. 4.18 Ficha de composição de custo de AAUQ para T3 com 50 km. ....................................... 103
13
LISTA DE TABELAS
TAB. 2.1 Produção de bens minerais. ................................................................................................. 24
TAB. 2.2 Principais resultados dos inventários de resíduos sólidos de mineração de Minas Gerais
(2008-2009). ........................................................................................................................ 30
TAB. 2.3 Termos aplicáveis aos revestimentos asfálticos. ................................................................. 40
TAB. 3.1 Quantitativo de corpos de prova por etapa. ......................................................................... 56
TAB. 3.2 Ensaios de caracterização dos agregados. ........................................................................... 57
TAB. 3.3 Caracterização do CAP 70/90-E utilizado nesta pesquisa. .................................................. 61
TAB. 3.4 Caracterização do CAP 30/45 utilizado nesta pesquisa.. ..................................................... 62
TAB. 3.5 Especificações quanto à granulometria para misturas asfálticas do tipo AAUQ com
polímero. ............................................................................................................................. 64
TAB. 3.6 Especificações quanto à granulometria para misturas asfálticas do tipo AAUQ. ............... 64
TAB. 3.7 Parâmetros de referência para AAUQ – DNER-ES 387 (1999) ......................................... 65
TAB. 3.8 Parâmetros de referência para AAUQ – DNIT-ES 032 (2005) ........................................... 66
TAB. 3.9 Espessura mínima de Revestimento Betuminoso. ............................................................... 74
TAB. 4.1 Resultados dos ensaios de caracterização dos agregados. ................................................... 76
TAB. 4.2 Resultados dos ensaios de caracterização dos agregados .................................................... 78
TAB. 4.3 Composição química do resíduo por meio do EDS. ............................................................ 79
TAB. 4.4 Caracterização do CAP 70/90 -E. ........................................................................................ 80
TAB. 4.5 Parâmetros e referências para a determinação da temperatura. ........................................... 81
TAB. 4.6 Caracterização do CAP 30/45. ............................................................................................ 82
TAB. 4.7 Parâmetros e referências para a determinação da temperatura. ........................................... 83
TAB. 4.8 Nomenclatura das traços das misturas asfálticas. ................................................................ 84
TAB. 4.9 Composição de cada traço de AAUQ. ................................................................................. 84
TAB. 4.10 Granulometrias das misturas para Marshall. ....................................................................... 85
TAB. 4.11 Parâmetros obtidos para o T1. ............................................................................................. 86
TAB. 4.12 Parâmetros obtidos para o T2. ............................................................................................. 88
TAB. 4.13 Parâmetros obtidos para o T3. ............................................................................................. 89
TAB. 4.14 Parâmetros obtidos para o T4. ............................................................................................. 90
TAB. 4.15 Percentual do Teor de Projeto dos Traços. .......................................................................... 92
TAB. 4.16 Parâmetros finais da dosagem Marshall. ............................................................................. 92
TAB. 4.17 Resultados do ensaio de MR para os traços. ....................................................................... 95
TAB. 4.18 Resultado dos ensaios de MR, RT e da relação MR/RT. .................................................... 97
TAB. 4.19 Parâmetros das curvas de vida de fadiga. ............................................................................ 99
TAB. 4.20 Estimativa do dimensionamento pelo SisPav de um pavimento de 5,0cm. ....................... 100

14
LISTA DE SIGLAS
ABCP Associação Brasileira de Cimento Portland
ABNT Associação Brasileira de Normas Técnicas
ANP Agência Nacional de Petróleo
ASTM American Society for Testing and Materials
CVRD Companhia Vale do Rio Doce
CSN Companhia Siderúrgica Nacional
DERBA Departamento de Infraestrutura da Bahia
DEGEO Departamento de Geologia da Universidade Federal de Ouro Preto
DNER Departamento Nacional de Estradas e Rodagem
DNIT Departamento Nacional de Infraestrutura de Transportes
DNPM Departamento Nacional de Produção Mineral
EDS Espectrospia de Energia Dispersiva
EFVM Estrada de Ferro Vitória a Minas
EVA Etileno Acetato de Vinila
FEAM Fundação Estadual de Meio Ambiente
GMM Densidade Efetiva da mistura
GMB Densidade Teórica da mistura
IBRAM Instituto Brasileiro de Mineração
IPEA Instituto de Pesquisa Econômica Aplicada
IPM Índice de Produção Mineral
IPR Instituto de Pesquisas Rodoviárias
ISC Índice de Suporte Califórnia
LVDT Linear Variable Differential Transformer
MCT Miniatura, compactado, tropical
MEV Microscopia Eletrônica de Varredura
MPa MegaPascal
NBR Norma Brasileira Regulamentadora
PROBITEC Produtos Betuminosos
RTFOT Rotating Thim Film Oven Test
SBR Borracha de Butadieno Estireno
SBS Estireno-butadieno-estireno
SGC Compactador Giratório Superpave
SICRO 2 Sistema de Custo Rodoviário 2
SisPav Sistema de Dimensionamento de Pavimentos
15
LISTA DE ABREVIATURAS
AAUQ - Areia-Asfalto Usinada à Quente
CAP - Cimento Asfáltico de Petróleo
CBUQ - Concreto Betuminoso Usinado à Quente
CP - Corpo de prova
CPs - Corpos de prova
CSN - Companhia Siderúrgica Nacional
MR - Módulo de Resiliência
PMB - Produção Mineral Brasileira
RBV - Relação Betume-Vazios
RCD - Resíduos de Construção e Demolição
RT - Resistência à Tração
SCP - Solo Contaminado por Petróleo
TC - Tensão Controlada
VV - Volume de Vazios
VAM - Vazios do Agregado Mineral

16
RESUMO
O excessivo volume de resíduos da mineração e o grande apelo ambiental inserido no
cenário atual vêm promovendo a gestão deste material, tanto pelo setor estatal quanto pelo
privado. O Estado instaurou políticas de fiscalização, enquanto que as empresas têm buscado
métodos mais eficazes de estocagem e reciclagem desses resíduos. O aproveitamento desses
materiais em aplicações de engenharia representa, além de uma medida sustentável, uma
redução nos custos, uma vez que podem ser utilizados em substituição a materiais já
consagrados. Não obstante, várias aplicações já foram estudadas e este ramo tem evoluído
bastante nos últimos anos. O resíduo arenoso estudado foi coletado no município de Mariana -
MG, fruto do beneficiamento do minério de ferro da empresa Samarco S.A. Esta pesquisa tem
como objetivo principal a avaliação do comportamento mecânico de misturas asfálticas
utilizando resíduo do beneficiamento do minério de ferro em substituição ao agregado miúdo
nas misturas asfálticas do tipo Areia Asfalto Usinado à Quente, visando seu emprego na
camada de revestimento de um pavimento rodoviário. Para isso, realizou-se a caracterização
dos materiais, a determinação do traço e o teor ótimo de ligante, por meio da volumetria e dos
ensaios de fluência e estabilidade, incluídos no Método Marshall e especificados em norma.
Para a avaliação mecânica foram realizados os ensaios de resistência à tração, módulo
resiliente e vida de fadiga. Também pelo programa SisPav foi realizada uma simulação de um
pavimento contendo os traços estudados e uma análise de custo foi apresentada no intuito de
evidenciar a viabilidade do emprego do resíduo neste tipo de mistura asfáltica. Conclui-se que
os traços com resíduo são compatíveis a todas às normas vigentes para a utilização em
misturas asfálticas, podendo ser utilizado como camada de revestimento em vias de baixo
tráfego. Destaca-se o traço com 50% de resíduo em sua composição, que apresentou
características mecânicas satisfatórias e viáveis economicamente, proporcionando uma
minimização dos problemas ambientais gerados por estes resíduos na atividade mineradora.

17
ABSTRACT
The excessive volume of mining waste and the great environmental appeal inserted in
the current scenario have been promoting the management of these materials, both the state
sector and the private sector. The State established supervisory policies, while companies
have been sesarching for more effective methods of storage and recycling of such waste. The
use of these materials in engineering applications represents, in addition to a sustainable
measure, a reduction in costs, since it can be used in replacing the materials have already
consecrated. Nevertheless, several applications have already been studied and this field has
evolved greatly in recent years. The sandy residue studied was collected in the municipality of
Mariana - MG, due to the improvement of the company's iron ore Samarco SA This research
has as objective the evaluation of the mechanical behavior of asphalt mixtures using
residue on the beneficiation of iron ore in replacement of the aggregate in the asphalt mixtures
type Sand Asphalt Machined to Hot, aiming its use in the employment in the coating layer of
a road surface. For this reason, was carried out the characterization of the materials, the
determination of trace and the optimum content of binder, through the volumetry, fluency and
stability tests, included in the Marshall method and specified in standard. For mechanical
evaluation were carried out the tensile test, resilient modulus and fatigue life. Also by SisPav
program it was carried out a simulation of a paving containing the mixtures studied s and a
cost analysis was presented in order to demonstrate the feasibility of the employment of the
residue in this type of asphalt mix. It is concluded that the traces with residue are compatible
with all the current regulations for use in asphalt mixtures and can be used as a coating layer
on low traffic routes. Noteworthy is the T3 line that, with 50% of waste in its composition,
presented satisfactory and viable economically mechanical characteristics, thereby providing
a minimization of environmental problems caused by these wastes in mining activity.
18
1 INTRODUÇÃO
1.1 CONSIDERAÇÕES INICIAIS
O conceito de “Desenvolvimento Sustentável”, criado em março de 1991 pela European
Commission Directive 91/156/EEC, aborda como itens chaves a proteção do solo e água, a
limitação de geração de resíduos e a sua reutilização. Para alcançá-lo, uma alternativa
plausível é a aplicação de ações de sustentabilidade tais como: melhor aproveitamento das
matérias-primas, reaproveitamento e a disposição adequada dos resíduos que estão impróprios
para o uso, visando garantir a médio e longo prazo um planeta em boas condições para o
desenvolvimento das diversas formas de vida, inclusive a humana.
A reutilização dos resíduos contribui para a minimização dos impactos ambientais e para
a redução da extração de matérias-primas, preservando assim os recursos naturais e zelando
pela qualidade ambiental. É uma forma mais desejável que a disposição em aterros, área esta
que pode ser empregada para outros fins mais nobres.
Em parceria com empresas privadas, diversas instituições de ensino vêm desenvolvendo
projetos de pesquisas inovadores com vistas ao reaproveitamento dos resíduos, como por
exemplo, a aplicação dos mesmos como agregados alternativos para a pavimentação asfáltica,
a qual é largamente utilizada na malha de transportes brasileira.
Os agregados utilizados para a pavimentação podem ser classificados como naturais,
artificiais ou reciclados. O natural inclui todas as fontes de ocorrência natural e são obtidos
por processos convencionais de desmonte, escavação e dragagem em depósitos continentais e
podem ser utilizados na forma e tamanho que são encontrados na natureza ou passam por
processos de britagem. Os agregados artificiais são oriundos de processos industriais.
(BERNUCCI et. al, 2008).
A mineração é um dos setores básicos da economia do país, contribuindo de forma
decisiva para o bem estar e a melhoria da qualidade de vida, tanto para a geração presente
quanto para a que está por vir. É fundamental para o desenvolvimento de uma sociedade
equânime que os processos minerários sejam operados com responsabilidade social, estando
sempre atuantes os preceitos do desenvolvimento sustentável, sendo importante reconhecer e
19
manter sob controle os impactos que esta atividade provoca no meio ambiente (SILVA,
1981).
De acordo com o Instituto Brasileiro de Mineração (IBRAM), tem-se observado um
crescimento da produção mineral nos últimos anos, em 2014 a produção mineral brasileira
resultou em torno de US$ 43 bilhões.
Na atividade de mineração são gerados dois tipos principais de resíduos, sendo eles, os
estéreis, produzidos pela lavra ou retirada do minério da jazida, e os resíduos, produzidos pelo
seu beneficiamento.
Neste contexto, a utilização do resíduo oriundo do beneficiamento do minério de ferro se
apresenta bastante atrativa, como uma forma alternativa de dispor adequadamente de parte da
produção gerada, contribuindo assim para a redução dos impactos ambientais e possibilitando
o seu emprego como material de construção para fins rodoviários.
1.2 OBJETIVO
O objetivo principal deste trabalho é estudar o comportamento mecânico de misturas
asfálticas tipo areia-asfalto, considerando dois teores do resíduo do beneficiamento do
minério de ferro, para dois tipos de ligantes asfálticos, a partir dos ensaios fundamentais da
mecânica dos pavimentos.
Dentre os objetivos específicos estão:
Realizar ensaios de caracterização física e química dos materiais estudados;
Realizar dosagens de misturas asfálticas tipo areia-asfalto para dois teores do resíduo
arenoso do beneficiamento do minério de ferro, considerando dois tipos distintos de
ligantes asfálticos;
Realizar ensaios tradicionais de avaliação do comportamento mecânico
complementados por ensaios de Módulo de Resiliência e Fadiga, ambos por
compressão diametral.
Simular o dimensionamento do pavimento asfáltico, com inserção do resíduo, pelo
programa SisPav.
Realizar uma avaliação econômica e ambiental do emprego do resíduo em pavimentos
asfálticos.

20
1.3 JUSTIFICATIVA E RELEVÂNCIA
No segmento de minerais industriais, o minério de ferro constitui uma das matérias-
primas mais presentes no dia-a-dia das pessoas, sendo utilizado em uma variedade de
produtos e processos essenciais para a vida cotidiana, tais como: veículos de transporte, linhas
de transmissão de energia elétrica, elemento estrutural para a construção de edifícios e casas,
entre outras infinidades de aplicações.
Com o alto e crescente volume de resíduos que são gerados pela produção de minério de
ferro, muitas mineradoras estão pesquisando maneiras mais sustentáveis para sua disposição,
como por exemplo, a utilização dos mesmos na construção civil e em estradas, resultando
assim tanto na diminuição da disposição destes resíduos na natureza, como na redução da
exploração de minerais naturais.
Cabe ressaltar que, a atividade mineradora provoca impactos ao meio ambiente podendo
ser irreversíveis, sendo que os principais problemas oriundos da mineração são: poluição da
água, do ar e sonora, resíduos radioativos, subsidência do terreno, entre outros.
Vislumbrando o emprego em obras de pavimentação, a mineradora SAMARCO S/A está
desenvolvendo em parceria com o Instituto Militar de Engenharia (IME) um projeto que
estuda a possibilidade de utilização de resíduos da mineração do Fe como material de
construção, tanto do ponto de vista técnico quanto ambiental. No ano de 2014, a geração de
resíduos, entre arenosos e lamas, atingiu 21,978 milhões de toneladas (SAMARCO, 2014).
Ao longo do projeto, já foi evidenciado por FRIBER (2015), a viabilidade do uso do
resíduo argiloso para a fabricação de agregado sintético calcinado. No mesmo ano
GALHARDO, estudou o emprego do mesmo em camadas de base e sub-base de pavimentos.
Em fase final mais dois estudos estão sendo realizados com enfoque em misturas asfálticas,
sendo eles, microrrevestimento e lama asfáltica e concreto asfáltico usinado a quente.
Contudo, o presente estudo visa desenvolver diferentes traços de misturas asfálticas, do
tipo areia asfalto, utilizando a fração arenosa do resíduo do beneficiamento do minério de
ferro, em substituição do agregado miúdo na composição granulométrica das misturas, o que
é bastante válido, pois o emprego do mesmo para fins rodoviários torna-se uma alternativa
tecnologicamente viável e ambientalmente correta.

21
1.4 ESTRUTURA DO TRABALHO
Esta dissertação está estruturada em 5 capítulos, assim distribuídos:
Capítulo 1 – Apresentação
São descritos os aspectos gerais que nortearam os estudos, a justificativa, os objetivos
geral e específico da pesquisa e, também, apresenta como a pesquisa está exposta e
organizada.
Capítulo 2 – Revisão Bibliográfica
É apresentada uma revisão de literatura sobre os assuntos abordados no decorrer do
trabalho como os tipos de misturas asfálticas, os tipos de dosagens e caracterização mecânica.
Como também o uso do resíduo de minério de ferro na pavimentação considerando as
experiências internacionais e nacionais, e as interações entre o resíduo em estudo e o meio
ambiente.
Capítulo 3 – Programa Experimental
É feita a apresentação do procedimento experimental adotado na pesquisa, além do
detalhamento e descrição dos materiais utilizados, métodos e ensaios adotados de acordo com
as normas vigentes.
Capítulo 4 – Resultados Obtidos
São mostrados os resultados laboratoriais dos ensaios realizados, divididos em cinco
tópicos:
a) Caracterização dos materiais
b) Dosagens das misturas asfálticas
c) Compactação Marshall
d) Análise do comportamento mecânico das misturas estudadas
e) Dimensionamento do pavimento
Capítulo 5 – Conclusões e Recomendações
São apresentadas as conclusões obtidas em relação ao objetivo proposto pela pesquisa,
evidenciando a melhor condição que viabiliza a aplicação do resíduo do beneficiamento do
minério de ferro em misturas asfálticas.
Capítulo 6 – Referências Bibliográficas
São apresentadas as referências bibliográficas utilizadas nesta pesquisa.

22
2 REVISÃO DA LITERATURA
Atualmente, a geração de resíduos em grande escala, é um fator preocupante para o setor
industrial em todo o mundo A reutilização desses resíduos industriais tem se tornado um
diferencial para as grandes indústrias que, cada vez mais, se dispõe a desenvolver novas
técnicas de aproveitamento dos mesmos.
Neste sentido, apresenta-se uma abordagem sobre os aspectos característicos do minério
de ferro, seu beneficiamento e a destinação dos resíduos, além de suas principais aplicações
no Brasil e no mundo como matéria-prima para a construção civil, principalmente na
pavimentação.
2.1 A MINERAÇÃO NO BRASIL
No Brasil a mineração iniciou durante a época colonial, quase dois séculos após a
chegada dos portugueses em território sul-americano, mais precisamente no século
XVII. A demora em se descobrir jazidas foi devido ao fato de que os
portugueses tinham interesses mais voltados para outros recursos, como pau-brasil,
tabaco, açúcar e mão-de-obra escrava. A primeira grande descoberta mineral no Brasil foi no
século XVII, a do ouro, dando início ao surgimento das bases para a constituição do setor
mineral e colocando o país como o primeiro produtor mundial de ouro (CORDEIRO, 2014).
Após um século da descoberta do ouro, ocorreu o primeiro ciclo de declínio. Chegou-se a
acreditar que as jazidas superficiais tinham esgotado,
direcionando os esforços para a criação de condições para a instalação das grandes
empresas estrangeiras, que na época eram inglesas (BARRETO, 2001).
Segundo BARRETO (2001 apud CORDEIRO 2014), iniciou-se o segundo ciclo mineral
no século XX, após o fim da Segunda Guerra Mundial, concretizando-se efetivamente no
final da década de 1960. Pôde-se afirmar que grande parte do atual parque
mineral foi construído recentemente, durante as décadas de 1970 e 1980. As
descobertas mais marcantes do século XX foram: o manganês da Serra do Navio
(anos 40); o petróleo, que culminou com a criação da Petrobrás (anos 50); as jazidas
ferríferas do vale do Paraopeba (anos 50); as minas do Quadrilátero Ferrífero de

23
Minas Gerais (meados dos anos 50); o carvão no Rio Grande do Sul e no Paraná
(anos 50), com grande incremento a partir dos anos 60; as minas de cobre do Rio
Grande do Sul (anos 60), Pará e Goiás, nas décadas posteriores; as minas de chumbo
na Bahia (anos 60), e em Minas Gerais (anos 60); o caulim na Amazônia; fosfato e
zinco em Minas Gerais; Carajás no Pará; o amianto na mina Cana Bravo, em Goiás, a
bauxita em Minas Gerais e Pará; assim como a descoberta da província estanífera de
Rondônia, todos na década de 1970.
Desta forma, com a descoberta das jazidas de minerais no século XX, iniciaram-se as
atividades de produção mineral no Brasil. De acordo com a 7ª edição do Sistema de
Informações e Análises da Economia Mineral Brasileira, foram registradas 8.870
mineradoras, conforme demonstrado na FIG 2.1. Este número foi obtido baseado na
consolidação dos Relatórios Anuais de Lavra, entregues pelas empresas de mineração e
relativos ao ano-base de 2011 (IBRAM, 2012).
FIG. 2.1 Companhias mineradoras no Brasil (DNPM, 2014).
Devido às grandes mudanças socioeconômicas e de infraestrutura que o País tem
vivenciado, a indústria Mineral Brasileira obteve na última década um grande
crescimento. Esse comportamento positivo ocorreu principalmente em função da produção de
minério de ferro, que consiste na substância de maior representatividade dentro da gama de
produtos do IPM.
Conforme a 7ª edição do Sistema de Informações e Análises da Economia Mineral
Brasileira (2012), as reservas medidas e indicadas de minério de ferro no Brasil
já alcançavam 29 bilhões de toneladas, situando o país em segundo lugar em relação às
reservas mundiais, de 180 bilhões de toneladas.
24
Contudo, considerando as reservas em termos de ferro contido no minério, o Brasil
assumiu lugar de destaque no cenário internacional. Isso ocorreu devido ao alto teor
encontrado nos minérios hematíticos (média de 60% de ferro), predominantes no Pará, e
itabiríticos (média de 50% de ferro), predominantes em Minas Gerais (IBRAM 2012).
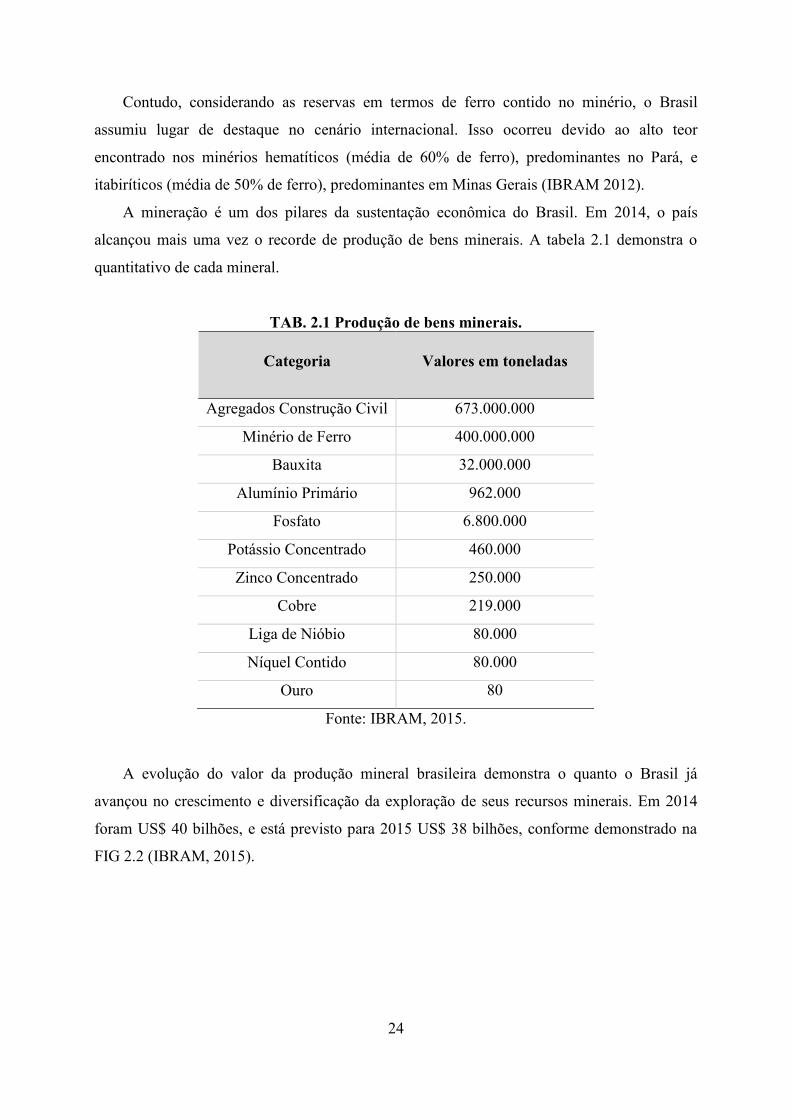
A mineração é um dos pilares da sustentação econômica do Brasil. Em 2014, o país
alcançou mais uma vez o recorde de produção de bens minerais. A tabela 2.1 demonstra o
quantitativo de cada mineral.
TAB. 2.1 Produção de bens minerais.
Categoria Valores em toneladas
Agregados Construção Civil 673.000.000
Minério de Ferro 400.000.000
Bauxita 32.000.000
Alumínio Primário 962.000
Fosfato 6.800.000
Potássio Concentrado 460.000
Zinco Concentrado 250.000
Cobre 219.000
Liga de Nióbio 80.000
Níquel Contido 80.000
Ouro 80
Fonte: IBRAM, 2015.
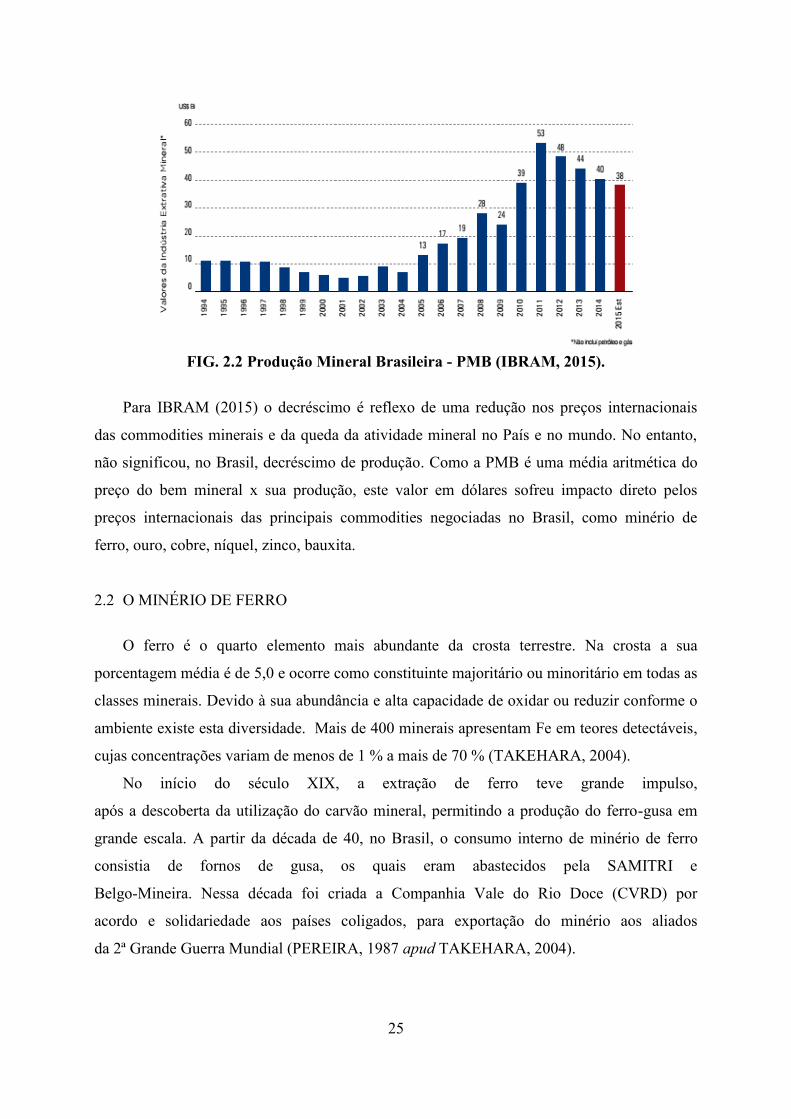
A evolução do valor da produção mineral brasileira demonstra o quanto o Brasil já
avançou no crescimento e diversificação da exploração de seus recursos minerais. Em 2014
foram US$ 40 bilhões, e está previsto para 2015 US$ 38 bilhões, conforme demonstrado na
FIG 2.2 (IBRAM, 2015).
25
FIG. 2.2 Produção Mineral Brasileira - PMB (IBRAM, 2015).
Para IBRAM (2015) o decréscimo é reflexo de uma redução nos preços internacionais
das commodities minerais e da queda da atividade mineral no País e no mundo. No entanto,
não significou, no Brasil, decréscimo de produção. Como a PMB é uma média aritmética do
preço do bem mineral x sua produção, este valor em dólares sofreu impacto direto pelos
preços internacionais das principais commodities negociadas no Brasil, como minério de
ferro, ouro, cobre, níquel, zinco, bauxita.
2.2 O MINÉRIO DE FERRO
O ferro é o quarto elemento mais abundante da crosta terrestre. Na crosta a sua
porcentagem média é de 5,0 e ocorre como constituinte majoritário ou minoritário em todas as
classes minerais. Devido à sua abundância e alta capacidade de oxidar ou reduzir conforme o
ambiente existe esta diversidade. Mais de 400 minerais apresentam Fe em teores detectáveis,
cujas concentrações variam de menos de 1 % a mais de 70 % (TAKEHARA, 2004).
No início do século XIX, a extração de ferro teve grande impulso,
após a descoberta da utilização do carvão mineral, permitindo a produção do ferro-gusa em
grande escala. A partir da década de 40, no Brasil, o consumo interno de minério de ferro
consistia de fornos de gusa, os quais eram abastecidos pela SAMITRI e
Belgo-Mineira. Nessa década foi criada a Companhia Vale do Rio Doce (CVRD) por
acordo e solidariedade aos países coligados, para exportação do minério aos aliados
da 2ª Grande Guerra Mundial (PEREIRA, 1987 apud TAKEHARA, 2004).

26
Logo, a partir da década de 50, o Brasil desenvolveu o perfil de país exportador de
minério de ferro, após a consolidação da CVRD como grande
empresa de mineração, com remodelamento da estrada de ferro Vitória-Minas (EFVM),
mecanização das minas e o aparelhamento dos cais de embarque do
minério em Vitória/ES (FERREIRA, 2001).
Conforme FERREIRA, em 2001 ocorreu também um aumento no consumo interno do
minério, nas décadas de 50 e 60, devido à construção das grandes usinas siderúrgicas, como
MANESMANN (1954); USIMINAS (1962), COSIPA (1965) e CSN (1960). As
exportações foram intensificadas com a associação da SAMITRI e FERTECO à
CVRD para utilização da estrada de ferro Vitória-Minas.
Com isso, a partir da década de 70, o Brasil consolidou-se no contexto mundial como
grande produtor e exportador de minério de ferro. O perfil exportador de minério de ferro
brasileiro deve-se à alta qualidade do minério e também pelo sistema de escoamento da
produção, por ser um produto essencial para a indústria moderna. (TAKEHARA, 2004).
De acordo com DNPM (2014) a produção mundial de minério de
ferro em 2013 foi estimada em 3,0 bilhões de toneladas. A FIG 2.3 apresenta a evolução
desta, tendo o Brasil como terceiro maior produtor mundial (13,1%).
FIG. 2.3 Produção do minério de Ferro (DNPM, 2014).
A principal exploradora de minério de ferro no país é a empresa VALE S/A, que possui
minas para extração de minério de ferro nos três principais estados de ocorrência deste
mineral, Minas Gerais, Mato Grosso do Sul e Pará. Além disso, foi responsável por 81% da
produção do país, incluindo as empresas em que a VALE S/A possui participação,
Minerações Brasileiras Reunidas S/A-MBR e Samarco Mineração S/A, ambas em Minas

27
Gerais. O restante da produção está distribuído entre 34 empresas com destaque para
Companhia Siderúrgica Nacional-CSN, USIMINAS, Nacional de Minérios S/A-NAMISA e
Companhia de Mineração Serra da Farofa no estado de Minas Gerais e Anglo Ferrous Amapá
Mineração no estado do Amapá. (FRIBER, 2014)
No entanto, Minas Gerais é o estado minerador mais importante do país, com uma
extração de mais de 160 milhões de toneladas por ano de minério de ferro, sendo ainda
responsável por aproximadamente 53% da produção brasileira de minerais metálicos e 29%
de minérios em geral. Dos dez maiores municípios mineradores do país, sete estão em Minas,
sendo Itabira o maior do país. (IBRAM, 2014). A FIG 2.4, apresenta a distribuição de alguns
bens minerais no estado.
FIG. 2.4 Distribuição da produção de alguns bens minerais em Minas Gerais (IBRAM,
2014).
2.3 BENEFICIAMENTO DO MINÉRIO DE FERRO
Segundo MACHADO (2007), o beneficiamento pode ser considerado o processo
segundo o qual o minério passa por uma preparação para o subsequente estágio no
processamento. A concentração é uma das etapas mais importantes neste processo. A
obtenção do concentrado e do resíduo é resultante de operações

28
que envolvem cominuição (britagem e moagem), classificação (peneiramento e
separação por tamanhos), concentração (gravítica, magnética, flotação, etc.) e
desaguamento (sedimentação, filtragem, centrifugação e secagem). A FIG. 2.5 representa um
fluxograma ilustrativo do beneficiamento de minério de ferro.
FIG. 2.5 Fluxograma típico do beneficiamento de minério de Ferro (CORDEIRO,
2014).
Na fase de lavra, o acesso ao corpo do minério bruto implica em trabalhos de
decapeamento e remoção de materiais sem valor comercial, que são chamados genericamente
de estéreis, comumente estocados sob a forma de pilhas. O minério é, então, submetido a
processos de tratamento ou beneficiamento, caracterizados pelas operações físicas e/ou
químicas destinadas a modificar os bens minerais em termos de forma e/ou composição,
visando adequá-la às aplicações industriais pertinentes. Os resíduos correspondentes ao
processo descrito são denominados resíduos (COELHO, 2008).
Água de
processo
29
Após a etapa de filtragem do concentrado ou pelotização o material estocado está pronto
para comercialização. Em todo esse processo, geralmente, há uma área reservada para os
depósitos de materiais grossos, já os materiais mais finos são destinados em áreas designadas
para disposição dos mesmos.
2.3.1 GERAÇÃO DE RESÍDUOS NA MINERAÇÃO
Os resíduos sólidos gerados das atividades de mineração podem ser de dois tipos
principais: os estéreis e os resíduos. Os estéreis são os materiais escavados, gerados no
decapeamento da mina, geralmente não possuem valor econômico e ficam dispostos em
pilhas. Os resíduos são resultantes do processo de beneficiamento das substâncias minerais.
(CAVALCANTE et. al, 2011).
A geração de grandes volumes e massas desses resíduos é um fator preocupante.
MACHADO (2007), afirma que para um modelo ideal do processo de beneficiamento, o
produto gerado deveria ser totalmente aproveitado, ou seja, em que todos os minerais contidos
no minério lavrado seriam aproveitados economicamente. Entretanto isto não ocorre,
acarretando em grandes depósitos de resíduo, que são destinados frequentemente a céu aberto,
de forma subterrânea ou subaquática e em áreas confinadas (barragens ou bacias) dotadas de
estrutura de contenção.
De acordo com BOSCOV (2008), para cada tonelada de minério de ferro é produzida em
média 0,5 toneladas de resíduos, sendo a razão gravimétrica entre o produto final e os
resíduos produzidos de 2:1.
Para WOLFF (2009), no beneficiamento a baixa recuperação, além de significar perdas
financeiras, leva ao aumento de volume de resíduos dispostos no meio ambiente, aumentando
o impacto ambiental. Sendo assim, pode-se considerar que o beneficiamento de minérios, uma
vez efetuado de forma eficiente, minimiza o volume de resíduos e os impactos ambientais.
De acordo o Instituto de Pesquisa Econômica Aplicada (IPEA, 2012), a quantificação do
volume de resíduos sólidos gerados pela atividade de mineração é difícil, devido à
complexidade e a diversidade das operações e das tecnologias utilizadas nos processos de
extração e beneficiamento das substâncias minerais. Não existe, por exemplo, um controle
sistemático e em escala nacional sobre a quantidade de estéreis gerados pela atividade de
mineração.
30
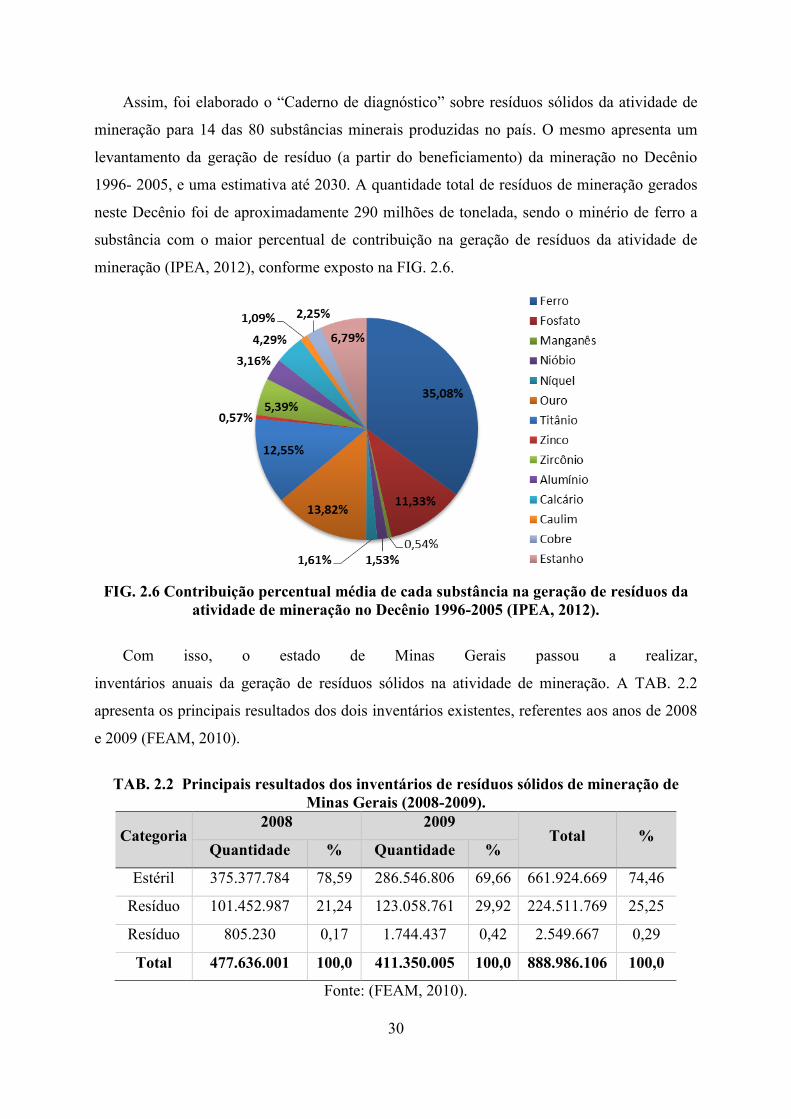
Assim, foi elaborado o “Caderno de diagnóstico” sobre resíduos sólidos da atividade de
mineração para 14 das 80 substâncias minerais produzidas no país. O mesmo apresenta um
levantamento da geração de resíduo (a partir do beneficiamento) da mineração no Decênio
1996- 2005, e uma estimativa até 2030. A quantidade total de resíduos de mineração gerados
neste Decênio foi de aproximadamente 290 milhões de tonelada, sendo o minério de ferro a
substância com o maior percentual de contribuição na geração de resíduos da atividade de
mineração (IPEA, 2012), conforme exposto na FIG. 2.6.
FIG. 2.6 Contribuição percentual média de cada substância na geração de resíduos da
atividade de mineração no Decênio 1996-2005 (IPEA, 2012).
Com isso, o estado de Minas Gerais passou a realizar,
inventários anuais da geração de resíduos sólidos na atividade de mineração. A TAB. 2.2
apresenta os principais resultados dos dois inventários existentes, referentes aos anos de 2008
e 2009 (FEAM, 2010).
TAB. 2.2 Principais resultados dos inventários de resíduos sólidos de mineração de
Minas Gerais (2008-2009).
Categoria 2008 2009
Total % Quantidade % Quantidade %
Estéril 375.377.784 78,59 286.546.806 69,66 661.924.669 74,46
Resíduo 101.452.987 21,24 123.058.761 29,92 224.511.769 25,25
Resíduo 805.230 0,17 1.744.437 0,42 2.549.667 0,29
Total 477.636.001 100,0 411.350.005 100,0 888.986.106 100,0
Fonte: (FEAM, 2010).

31
Com relação ao cenário futuro da geração de resíduos, estima-se que no período de 2010-
2030, será de aproximadamente 11,410 bilhões de toneladas, ressaltando o minério de ferro
como substância de maior percentual de contribuição, conforme FIG. 2.7 (IPEA, 2012).
FIG. 2.7 Contribuição percentual média de cada substância na geração de resíduos da
atividade de mineração no período 2010-2030 (IPEA, 2012).
2.3.2 CARACTERIZAÇÃO DOS RESÍDUOS DE MINÉRIO DE FERRO
Os resíduos apresentam características mineralógicas, físico-químicas e geotécnicas
bastante variáveis, em função da natureza do minério bruto e das etapas do processo de
beneficiamento industrial (COELHO, 2008).
No entanto, a maioria dos resíduos é considerada granular, com boas condições de
drenagem e resistência e baixo potencial poluidor, cujo comportamento geotécnico é
determinado por essas características e pela forma de deposição.
Em uma avaliação critica dos resíduos normalmente oriundos de processos de mineração
de ferro na região do Quadrilátero Ferrífero do estado de Minas Gerais, revela que geralmente
cerca de 60% a 70% destes resíduos apresentam uma granulometria tendendo às areias finas e
médias siltosas CAMPANHA (2011).
Porém, PRESOTTI (2002), relata que apesar dos resíduos granulares apresentarem
comportamento e características de areias, não devem ser considerados como tal, pois a forma
e o tipo de processamento do minério influenciam as características mineralógicas, físico-
químicas e geotécnicas, atribuindo características específicas para cada resíduo.

32
2.3.3 CARACTERÍSTICAS QUÍMICAS E MINERALÓGICAS
Para se ter um entendimento mais eficaz do comportamento do resíduo arenoso se faz
necessário o conhecimento de determinadas características químicas e mineralógicas. Em
alguns estudos já realizados com esse mesmo material foi possível obter estas características
através dos ensaios de MEV (Miscroscópio Eletrônico por Varredura), EDS (Eletron
Diffraction Spectroscopy) e difração Raio-X que determina a presença do mineral e dos
argilos-minerais presentes na amostra.
Na pesquisa de GALHARDO (2015), pelos ensaios de MEV e EDS, foram constatados a
presença dos elementos sílica e ferro, sendo o ferro com a maior concentração, e no ensaio de
difração de Raio-X pode-se observar que o quartzo é o mineral principal, sendo a hematita e
goetita os minerais subordinados, a presença do elemento ferro na amostra como hematita
(Fe2O3), goetita (FeO(OH)) e o quartzo (SiO2) designam o caráter não expansivo do resíduo
arenoso. A FIG 2.8 apresenta a composição química do resíduo.
FIG. 2.8 Ensaio de MEV e EDS do resíduo arenoso (GALHARDO, 2015).
33
2.3.4 CARACTERÍSTICAS AMBIENTAIS
Assim como toda exploração de recurso natural, a atividade de mineração provoca
impactos no meio ambiente seja no que diz respeito à exploração dos recursos naturais e
minerais, biodiversidade e florestas, mudanças climáticas, gestão de resíduos e de segurança
de barragens de resíduos e emissões atmosféricas, além das típicas questões de saúde e
segurança ocupacional.
Em atendimento a políticas corporativas, ou por determinação legal, as empresas de
mineração que possuem estrutura de gestão ambiental implantada, têm aplicado tecnologias
de disposição de resíduos e no tratamento de efluentes, bem como prevenção e tratamento de
drenagem ácida de minas, para recuperação de áreas degradadas e recomposição vegetal, e
conduzido estimativas relacionadas a passivo ambiental para contingenciamento de plano de
fechamento de minas, requisito legal no caso do estado de Minas Gerais (SANCHEZ, 2006).
Na mineração o risco ambiental de maior relevância está associado à probabilidade de
acidentes nas barragens de resíduos e suas consequências para os recursos hídricos e à
segurança da população lindeira. (IBRAM, 2014).
Com o intuito de reduzir a ocorrência deste risco, a reutilização dos resíduos se tornou
uma alternativa muito interessante no quesito ambiental e econômico. Porém para o emprego
deste material em obras civis deve-se antes consultar a norma que define e classifica os
resíduos sólidos – ABNT NBR 10004 (2004), para se obter uma segurança e não gerar outros
problemas.
Esta norma define resíduos sólidos como os resíduos nos estados sólido e semi-sólido
resultantes de atividades da comunidade de origem industrial, doméstica, de serviços de
saúde, comercial, agrícola e de varrição, além de lodos provenientes de sistemas de
tratamento de água, lodos gerados em equipamentos e instalações de controle de poluição e
determinados líquidos cujas particularidades tornem inviável seu lançamento na rede pública
de esgotos ou corpo d’água, ou exijam para isso soluções técnicas e economicamente
inviáveis em face da melhor tecnologia disponível (SILVEIRA, 2015).
A ABNT NBR 10004 (2004) classifica os resíduos desta forma:
a) Resíduos Classe I – (Perigosos): São os que apresentam periculosidade ou uma
das seguintes características: Inflamabilidade, Corrosividade, Reatividade,
Toxicidade e/ou Patogenicidade.
b) Resíduos Classe II – (Não Perigosos): São divididos em duas subcategorias:
34
– Resíduos Classe II A – (Não Inertes): São aqueles que não se enquadram na
classificação de Resíduos Classe I - Perigosos ou de Resíduos Classe II B -
Inertes. Estes resíduos têm características, tais como: biodegradabilidade,
combustibilidade ou solubilidade em água.
– Resíduos Classe II B – (Inertes): Quaisquer resíduos quando colocados em
contato dinâmico e estático com água destilada ou deionizada, à temperatura
ambiente, conforme NBR 10.006, não tiveram seus constituintes solubilizados a
concentrações superiores aos padrões de potabilidade de água, excetuando-se
aspecto, cor, turbidez, dureza e sabor.
No estudo de GALHARDO (2015), foram realizados os ensaios de lixiviação e
solubilização pelo laboratório da ABCP para a amostra do resíduo arenoso. Constatou-se, pelo
referente estudo que, para os ensaios de lixiviação de metais (inorgânicos) quanto para os de
solubilização (inorgânicos), os resultados apresentaram valores abaixo dos limites máximos
prescritos pela NBR 10004/04. Nos ensaios de lixiviação e solubilização de orgânicos, os
resultados se apresentaram abaixo dos limites de detecção da técnica adotada e abaixo dos
limites máximos prescritos pela NRB 10004/04. A TAB 2.3 demonstra os resultados
encontrados.
Então, conclui-se que a amostra do resíduo arenoso, proveniente do beneficiamento do
minério de ferro, pode ser classificada como Classe II B - Não perigoso e Inerte de acordo a
NRB 10004/04.
2.3.5 O EMPREGO EM PAVIMENTAÇÃO
Com o alto volume de resíduos, que são gerados pela produção de minério de ferro,
muitas mineradoras estão pesquisando maneiras mais sustentáveis para sua disposição, como
por exemplo, a utilização dos mesmos na construção civil e em estradas, resultando assim
tanto na diminuição da disposição destes resíduos na natureza, como na redução da
exploração de minerais naturais.
FERNANDES (2005) estudou o comportamento mecânico das misturas contendo
resíduos de minério de ferro associados à geossintéticos na construção de um trecho
experimental de ferrovia. O mesmo foi instrumentado com sensores elétricos tipo KM-120
para medições e análises das deformações verticais e horizontais sofridas pelas camadas
35
estruturais do pavimento, comprovando, desta forma, a qualidade técnica dessas misturas
compatível com a de materiais normalmente utilizados em pavimentos ferroviários. Os
resultados obtidos demonstraram que os resíduos de minério de ferro tenderam a apresentar
boa capacidade de suporte, valores elevados de densidade e de ISC (Índice de Suporte
Califórnia), baixa expansão e elevados módulos de resiliência, propriedades estas fortemente
afetadas pela presença do ferro. Entretanto, o autor recomenda que sejam executados
dispositivos de drenagem adequados para evitar a grande variação do teor de umidade do
material de subleito e sublastro ao longo do tempo.
Na mesma linha de pesquisa, SARAIVA (2006), utilizou resíduos de mineração de ferro
como materiais alternativos na construção de um trecho experimental rodoviário na cidade de
Itabira, Minas Gerais, e analisou o comportamento geotécnico dos resíduos de minério de
ferro misturados a solos argilosos, como materiais da camada de base, combinando-se com
geossintéticos. O trecho foi monitorado através de extensômetros elétricos-resistivos e
sensores de temperatura e umidade para que os dados coletados, correspondentes as
solicitações dinâmicas experimentadas pelo pavimento, fossem comparados diretamente com
as deformações medidas no local. Os resultados demonstraram que a utilização deste resíduo
na composição de misturas para pavimentos rodoviários e ferroviários é tecnicamente viável.
Posteriormente, FERREIRA (2007), estudou o comportamento geotécnico e mecânico de
cinco tipos de estéreis de minério de ferro (canga laterita, canga contaminada com minério de
ferro, areia laterítica, itabirito pobre amarelo e itabirito cinza) aplicados com materiais de
infra e superestrutura em um pavimento rodoviário experimental para tráfego de caminhões
fora-de-estrada. Foram realizados ensaios laboratoriais para caracterização geotécnica dos
materiais, tais como, cisalhamento direto, triaxial de carga repetida e Índice de Suporte
Califórnia (ISC). O controle tecnológico de campo envolveu medições de deflexões e rigidez
das camadas estruturais. O trecho experimental foi monitorado, continuamente por um
período de dois meses, através da instrumentação do pavimento por meio de sensores de
deformação, pressão, umidade de temperatura. Os resultados demonstraram que o pavimento
executado com estéreis apresentou desempenho mecânico satisfatório quanto à capacidade de
suporte e de durabilidade ante a ação dos caminhões fora-de-estrada e das intempéries. Tal
afirmação é sustentada pelo bom estado de conservação da pista após dois meses de
monitoramento, tempo superior aos serviços de manutenção das vias empregados na mina.
Pesquisas em outros países, como por exemplo, na Espanha, destacou o emprego de
matérias primas como lodo de esgoto, lodo industrial, cinzas volantes, resíduos de mineração,

36
resíduos industriais, com frequência para fabricação de agregados artificiais leves.
(GONZÁLEZ-CORROCHANO et al, 2009).
Abordando a linha de pesquisa com misturas asfálticas, SILVA (2010), analisou o
comportamento mecânico de misturas betuminosas convencionais e modificadas e verificou a
viabilidade técnica do uso de resíduo de minério de ferro e escória de aciaria em pavimentos
rodoviários. Foram analisados laboratorialmente aspectos físicos e de comportamento
mecânico de agregados convencionais e alternativos para uso em revestimento asfáltico. As
misturas do tipo concreto betuminoso usinado a quente (CBUQ) foram dosadas segundo a
metodologia Marshall sendo adotada a mesma granulometria, Faixa C do DNIT, com a
utilização de brita graduada e escória de aciaria, em diferentes proporções, como agregados
graúdos e miúdos e o resíduo de minério de ferro como material de enchimento alternativo
(fíler). A caracterização mecânica foi realizada por meio dos ensaios de resistência à tração
estática por compressão diametral (RT), módulo de resiliência (MR), fadiga por compressão
diametral a tensão controlada e deformação permanente por compressão axial (creep estático).
Todas as misturas alternativas analisadas apresentaram desempenho mecânico satisfatório,
comprovando assim a qualidade destes resíduos para uso em camadas de rolamento.
Contudo, a utilização abrangente de resíduos / resíduos é importante na economia de
recursos, melhorando o ambiente para o desenvolvimento sustentável. Em 2012,
MANGALPADY, estudou a viabilidade do uso de resíduo de minério de ferro para fabricação
de blocos para pavimentação na Índia. Foram feitas tentativas em cinco amostras de três
misturas para investigar a adequação e confiabilidade de resíduos de minério de ferro, que foi
usado em substituição dos agregados finos. Foram realizados ensaios de absorção e
resistência à compressão das amostras, onde se constatou que o resíduo de minério de ferro
tem potencialidade para ser utilizado como agregado em concreto para blocos para
pavimentação, pois uma das amostras apresentou 3,11% de absorção e 36 MPa de resistência
à compressão de 28 dias.
Em 2015, a pesquisa realizada por FRIBER, verificou a viabilidade do agregado
calcinado contendo resíduo de mineração para utilização em camadas de pavimento como
base, sub-base e capa de rolamento. Na pesquisa citada, foram realizados ensaios de
caracterização física do resíduo de mineração, proveniente da mineradora Samarco Mineração
S.A, localizada em Mariana/MG, e da argila, proveniente da cerâmica Marajó, localizada em
Tanguá/RJ. Os resultados de caracterização física da argila indicaram granulometria e
plasticidade típicas para a fabricação de agregados de argila calcinada, por causa do valor
37
mínimo de 10% para o Índice de Plasticidade. A partir da mistura destes materiais foi possível
à confecção dos agregados calcinados, realizada em extrusora elétrica e, a calcinação
executada em forno tipo mufla em temperaturas que variaram de 800ºC à 1100ºC. Os ensaios
de perda de massa por fervura e massa unitária apresentaram valores dentro dos limites
estabelecidos por norma específica para agregados calcinados, sendo menores que 10% e
maiores que 0,88, respectivamente. Já no ensaio de abrasão Los Angeles, o melhor resultado
ocorreu na amostra M1100 (mistura com 15% de resíduo, em peso, calcinado a temperatura
de 1100ºC), que apresentou um desgaste de 41,63%, abaixo do máximo estabelecido em
norma. Portanto a mistura M1100 apresentou o melhor resultado para viabilidade do agregado
calcinado com resíduo de mineração. Como os agregados de argila pura não obtiveram
resultados satisfatórios para o desgaste por abrasão Los Angeles, o resíduo de mineração
tornou viável uma jazida de argila não apta para a fabricação de argila calcinada.
No entanto, GALHARDO (2015) avaliou a possibilidade de reaproveitar o resíduo de
minério de ferro na construção de camadas estruturais de pavimentos com baixo volume de
tráfego, em associação com dois solos: residual de filito e argiloso laterítico. As misturas
analisadas com o solo residual de filito foram preparadas com adições de 20, 40 e 50% do
resíduo, em massa, enquanto o solo argiloso laterítico com adições de 20 e 40% do material.
O programa experimental envolveu estudos de caracterização física, química e mineralógica
do resíduo e dos solos naturais. Adicionalmente, foram realizados ensaios de qualidade
ambiental do resíduo, o qual foi classificado como Classe II B (inerte e não perigoso), assim
como investigações geotécnicas por meio da metodologia MCT tradicional e expedita com os
solos puros e misturas, respectivamente. A etapa de avaliação do comportamento mecânico
envolveu os ensaios de compactação, índice de suporte Califórnia e módulo de resiliência.
Com base nos resultados obtidos com os ensaios supracitados, pôde-se concluir, em linhas
gerais, que a utilização do resíduo arenoso em camadas inferiores de pavimentos asfálticos é
viável, pois as misturas contendo este resíduo apresentaram propriedades mecânicas de
interesse à pavimentação, proporcionando a minimização dos problemas ambientais das
atividades de mineração.
Em suma, percebe-se que apesar de existir uma carência em relação a pesquisas e
trabalhos publicados abordando o uso do resíduo de minério de ferro em comparação aos
resíduos industriais, os estudos que foram citados são satisfatórios e relevantes para a
utilização dos resíduos em pavimentação, contribuindo assim para a redução de custos nas
obras e na exploração de jazidas. Além de colaborar positivamente, sendo uma alternativa

38
ambientalmente correta para reaproveitamento e destinação dos resíduos que são considerados
inservíveis.
2.4 PAVIMENTOS RODOVIÁRIOS
O objetivo principal deste trabalho é verificar a empregabilidade do resíduo do
beneficiamento do minério de ferro em pavimentos asfálticos, mais especificamente em
misturas asfálticas do tipo areia-asfalto usinada a quente (AAUQ). Para tal, é indispensável
inteirar sobre a estrutura dos pavimentos, suas camadas constituintes e os materiais
normalmente utilizados para sua composição.
MEDINA e MOTTA (2005) definem pavimento de forma geral, como sendo uma faixa
de terreno de cerca de 10 metros de largura, 50 cm de espessura, por vários quilômetros de
extensão, com investimento relativamente pequeno por metro quadrado e uma vida útil entre
10 a 20 anos.
Por sua vez, pavimento, de acordo com a norma NBR 7.207/82 é definido como uma
estrutura de múltiplas camadas, construída após a terraplanagem, e que visa atender os
seguintes requisitos:
Estrutural: resistir e distribuir ao subleito os esforços verticais produzidos pelo tráfego;
Funcional: resistir aos esforços horizontais que nela atuam, tornando mais durável a
superfície de rolamento;
Segurança: melhorar as condições de rolamento quanto ao conforto e segurança.
O pavimento pode ser classificado em dois grupos: pavimento rígido e pavimento
flexível. Pavimento rígido é aquele em que o revestimento é uma placa de concreto de
cimento Portland sobre o solo de fundação ou sub-base. Pavimento flexível, aquele em que o
revestimento é composto por uma mistura de agregados e ligantes asfálticos sobre uma base
granular ou de solo que sofreu o processo de estabilização granulométrica. A FIG 2.9
representa a estrutura de um pavimento.
REVESTIMENTO
BASE
39
FIG. 2.9 Estrutura de um Pavimento.
Tal estrutura é dividida, geralmente, em quatro camadas: revestimento, base, sub-base e
subleito. Sendo a primeira camada impermeável, destinada a melhorar as condições de
rolamento, à comodidade e segurança, e a resistir aos esforços horizontais. Logo abaixo,
encontra-se a base, uma camada destinada a resistir e distribuir os esforços verticais devido ao
tráfego. Em seguida, é a camada corretiva do subleito ou complementar à base. Por fim, a
última camada representa o terreno de fundação do pavimento ou do revestimento.
O pavimento é sensível às propriedades dos materiais utilizados como base e sub-base,
sendo a qualidade do projeto de superestrutura uma função direta da maneira como os
materiais são avaliados. Uma caracterização precisa dos materiais utilizados leva a uma
estrutura capaz de suportar as cargas de projeto. Especialmente se durante essa fase,
simulações mecânicas dos esforços, ao qual a estrutura será submetida, forem realizadas
(SOUSA et al., 2009).
Contudo, para a utilização de novos materiais em pavimentação faz-se necessário,
primeiramente, a correta caracterização dos mesmos, com o intuito de solucionar possíveis
problemas futuros que possam surgir a partir da utilização dos mesmos. Percebe-se ainda que,
pesquisas relacionadas ao emprego de agregados alternativos em obras civis contribuem de
forma favorável para o atual cenário brasileiro e mundial. Apresentar uma solução prática
para a destinação adequada destes materiais, antes não explorados, se tornou o foco da
sociedade moderna, que a cada dia se preocupa mais com a preservação do meio ambiente.
2.5 REVESTIMENTO ASFÁLTICO
40
O revestimento deverá, entre outras funções, receber as cargas, estáticas ou dinâmicas,
sem sofrer grandes deformações elásticas ou plásticas, desagregação de componentes ou,
ainda, perda de compactação. Necessita, portanto, ser composto de materiais bem aglutinados
ou dispostos de maneira a evitar sua movimentação horizontal. Tais materiais, como placas de
concreto, tratamentos superficiais betuminosos e misturas asfálticas em geral, permitem
manter estas condições. (BALBO, 2007).
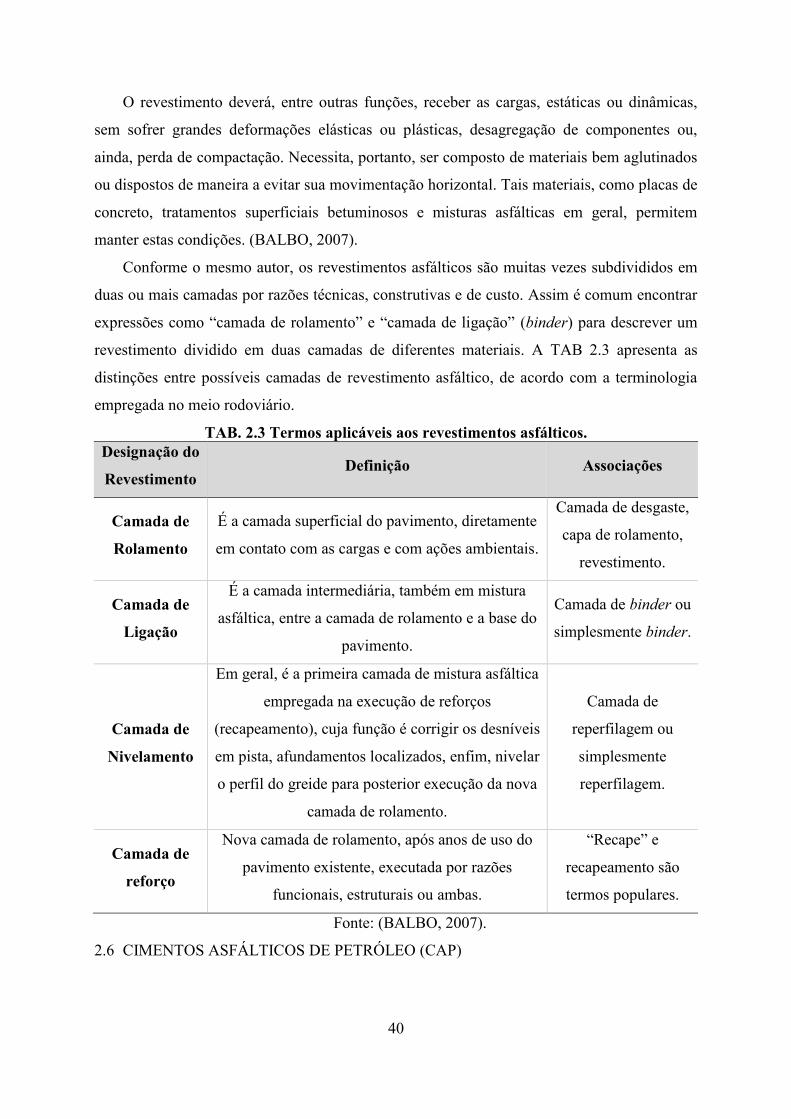
Conforme o mesmo autor, os revestimentos asfálticos são muitas vezes subdivididos em
duas ou mais camadas por razões técnicas, construtivas e de custo. Assim é comum encontrar
expressões como “camada de rolamento” e “camada de ligação” (binder) para descrever um
revestimento dividido em duas camadas de diferentes materiais. A TAB 2.3 apresenta as
distinções entre possíveis camadas de revestimento asfáltico, de acordo com a terminologia
empregada no meio rodoviário.
TAB. 2.3 Termos aplicáveis aos revestimentos asfálticos.
Designação do
Revestimento Definição Associações
Camada de
Rolamento
É a camada superficial do pavimento, diretamente
em contato com as cargas e com ações ambientais.
Camada de desgaste,
capa de rolamento,
revestimento.
Camada de
Ligação
É a camada intermediária, também em mistura
asfáltica, entre a camada de rolamento e a base do
pavimento.
Camada de binder ou
simplesmente binder.
Camada de
Nivelamento
Em geral, é a primeira camada de mistura asfáltica
empregada na execução de reforços
(recapeamento), cuja função é corrigir os desníveis
em pista, afundamentos localizados, enfim, nivelar
o perfil do greide para posterior execução da nova
camada de rolamento.
Camada de
reperfilagem ou
simplesmente
reperfilagem.
Camada de
reforço
Nova camada de rolamento, após anos de uso do
pavimento existente, executada por razões
funcionais, estruturais ou ambas.
“Recape” e
recapeamento são
termos populares.
Fonte: (BALBO, 2007).
2.6 CIMENTOS ASFÁLTICOS DE PETRÓLEO (CAP)
41
Segundo (SOUZA et. al., 1995) o Cimento Asfáltico de Petróleo-CAP é obtido para
apresentar as qualidades e consistências adequadas para o uso direto em obras de
pavimentação. O mesmo é oriundo do processo de refino do petróleo cru, através da
destilação das frações mais leves, e do processamento das frações pesadas. São semissólidos à
temperatura ambiente, e necessitam de altas temperaturas para terem consistência apropriada
ao envolvimento de agregados.
De acordo com CASTRO (2003), o CAP é um material complexo e que apresenta um
comportamento viscoso, caracterizado pela redução da rigidez para longos períodos de
aplicação de carga, e susceptibilidade térmica, caracterizada pela alteração de propriedades
em função da temperatura.
Comercialmente, os cimentos asfálticos de petróleo são classificados em várias faixas de
consistência padronizadas com base na penetração ou na viscosidade. A Agência Nacional do
Petróleo-ANP estabeleceu, em 2005, as novas especificações sendo baseadas exclusivamente
pela penetração, sendo os convencionais CAP 30/45; CAP 50/70; CAP 85/100; e CAP
150/200. Os valores numéricos contidos nessa nomenclatura se referem aos limites inferiores
e superiores de penetração. (DE CESARO JUNIOR, 2008).
2.6.1 CIMENTOS ASFÁLTICOS MODIFICADOS POR POLÍMERO
Embora os ligantes convencionais apresentem desempenho satisfatório na maioria das
condições de tráfego e clima no Brasil, o aumento da capacidade de carga, do número de
veículos em circulação e as extremas condições climáticas encontradas em algumas regiões
do país, impõe à engenharia de pavimentos a busca por materiais que atendam de forma mais
eficaz as necessidades de nossas rodovias.
Neste contexto, insere a utilização de asfaltos modificados com polímeros, que dão à
mistura alta flexibilidade, coesão e durabilidade incrementando a resistência dos agregados ao
arranque, sob a ação dos esforços tangenciais gerados pelas cargas oriundas do tráfego ao
longo da sua vida útil, visando melhorar o desempenho dos pavimentos flexíveis. (ODA E
FERNANDES JÚNIOR, 2001).
Os produtos que podem ser adicionados como modificadores são os asfaltos naturais
(gilsonilta ou asfaltita), fíleres (cal, cimento, sílica), fibras (vidro, asbestos, fibras de celulose
e fibras poliméricas) ou por enxofre elementar. Entretanto, a modificação mais empregada
atualmente é através do uso de polímeros. (GUSMÃO, 2009).
42
Segundo, DE CESARO JUNIOR (2008), o aumento da vida de serviço do pavimento
devido a prevenção de defeitos prematuros, é a razão para se fazer a combinação entre o
asfalto e os determinados polímeros. A redução da suscetibilidade térmica se mostra como um
benefício muito importante, aumentando assim a resistência à deformação permanente em
altas temperaturas e evitando o trincamento térmico em baixas temperaturas. Todavia esta
modificação também confere maior elasticidade ao asfalto contribuindo para o aumento da
resistência à fadiga. Os polímeros podem melhorar a adesão agregado-asfalto, diminuir a
abrasão e aumentar a resistência ao envelhecimento.
O Departamento Nacional de Estradas e Rodagem – DNER, em 1998, classifica os
polímeros, direcionados ao meio rodoviário, em quatros grupos:
a) Termorrígidos, que são aqueles que depois de formados não se fundem pela ação do
calor, ou seja, quando aquecidos a uma determinada temperatura não amolecem,
impossibilitando que sejam remoldados.
b) Termoplásticos, aqueles que quando aquecidos modificam o seu comportamento,
adquirindo características plásticas, permitindo que sejam remoldados.
c) Elastômeros, aqueles que possuem um comportamento puramente elástico, quando
aquecidos se decompõem antes de amolecer.
d) Elastômeros-termoplásticos são aqueles que quando aquecidos apresentam um
comportamento termoplástico, e quando em temperaturas médias apresentam
comportamento elástico. O seu comportamento quanto à temperatura é semelhante ao
dos termoplásticos, já as mudanças são reversíveis.
O copolímero de etileno e acetato de vinila, EVA, possui uma composição que pode
variar, de 3% até 50% de acetato de vinila, tal variação acarreta mudanças no comportamento,
passando de plastômeros até semelhantes a elastômero. Este é o que apresenta melhor
comportamento quando misturado ao asfalto, pois apresenta uma grande resistência inicial,
devido a sua estrutura tridimensional rígida, aumentando assim a resistência às deformações
dos ligantes modificados (DE CESARO JUNIOR, 2008).
2.7 MISTURAS ASFÁLTICAS

43
Segundo MONTANARI (2007) as misturas asfálticas resultam de uma combinação de
um agregado mineral e o ligante betuminoso em proporções adequadas e definidas em
laboratório. Os agregados constituem com mais de 90% em peso da mistura e o restante é
composto pelo ligante betuminoso. Estas misturas podem ser realizadas a quente ou a frio,
sendo empregadas no revestimento de pavimentos flexíveis e semi-rígidos. Como recebem
diretamente a ação do tráfego e do clima, devem, portanto, ser resistentes para que a via
cumpra bem o seu papel.
A mistura asfáltica a quente consiste na combinação de material asfáltico, agregados e
materiais afins. Eventualmente com adição de aditivos ou produtos especiais, misturados de
maneira uniforme, de modo a formar uma massa homogênea, o componente asfáltico age
como um aglutinado que mantém os agregados unidos em uma massa coesa, além de dar
características impermeáveis à mistura, enquanto que o agregado, independentemente de seu
processo de produção, dá sustentação para resistir à aplicação de cargas repetidas
(NOGUEIRA, 2008).
Já a mistura asfáltica a frio, em que se empregam a emulsões asfáltica como ligante para
envolver os agregados, também é proporcionada de forma conveniente para atender certos
requisitos da estrutura mineral. As características volumétricas e de resistência mecânica
especificadas, são nesse caso realizadas sem aquecimento dos agregados. O ligante
eventualmente pode sofrer um pequeno aquecimento, mas em geral é também usado na
temperatura ambiente. (BERNUCCI et al, 2008).
2.7.1 AREIA ASFALTO USINADA A QUENTE
Citando o grupo das misturas asfálticas a quente, o emprego do tipo areia-asfalto usinada
a quente, se tornou uma prática em pavimentos asfálticos. Tal tipo se define como um
revestimento flexível resultante da mistura a quente de agregado miúdo, material de
enchimento (fíler) quando necessário e ligante asfáltico. A principal diferença em relação à
mistura do tipo concreto asfáltico convencional, é no consumo de ligante, que tende a ser
mais elevado devido à predominância de agregados de pequenas dimensões. Outras diferenças
se dão pelo custo, resistência e durabilidade. (BERNUCCI et al, 2008).
Ainda em relação às misturas convencionais, o desempenho da AAUQ é considerado
inferior, pois apresentam baixo valor de resistência à tração, acentuado desgaste devido á
passagem de pneus e à ação de intempéries, falta de aderência pneu/pavimento em pista

44
molhada e baixa resistência à deformação permanente. Para melhorar o desempenho, várias
tentativas foram realizadas, como o uso da técnica de asfalto-espuma, adição de enxofre ao
ligante asfáltico, o uso de ligantes modificados por asfaltita e outros (ALDIGUERI &
BERNUCCI, 2002).
Contudo, a utilização da AAUQ viabiliza economicamente a pavimentação em regiões
com escassez de materiais graúdos pétreos de boa qualidade, porém são descritas como
misturas menos duráveis, pois a falta de agregados graúdos e o alto volume de vazios
resultam em um revestimento menos resistente às exigências do tráfego e clima. No entanto,
apresenta comportamento satisfatório quando aplicada em pavimentos de baixo volume de
tráfego, inferior a 100 veículos por faixa por dia. (KLINSKY, 2013).
EXPERIÊNCIAS NACIONAIS
No Brasil, o emprego de misturas areia asfalto vem acontecendo desde a década de 1960,
no estado do Rio Grande do Sul (planície costeira) e em diversas áreas das regiões Norte e
Nordeste do país, esse material é utilizado não só como revestimento, mas também como
camada de regularização (ALDIGUERI, 2001).
Em 1997, BOTTIN FILHO estudou misturas de areia-asfalto a quente utilizando areias
de origem eólica da planície costeira do Rio Grande do Sul, uma região rica em areias finas e
pobre em rochas duras. Foram realizados ensaios de módulo de resiliência, deformação
permanente e desgaste, chegando-se a conclusão de que o uso de areia-asfalto a quente em
pavimentos com baixo volume de tráfego nesta região é viável.
Além disso, o mesmo autor observou que o revestimento deve possuir teores de ligante
mais elevado por apresentar desgaste relativo ao rolamento, e proporcionar menor
permeabilidade, pois estão sujeitos às mudanças climáticas e todo o tipo de esforço. Tais
esforços transmitidos à base são menores que os recebidos pelo revestimento. A base
apresenta maiores espessuras proporcionando uma melhor distribuição de carga e teores mais
baixos de ligante são suficientes.
Nos últimos anos, pesquisas estão sendo desenvolvidas visando o aproveitamento de
resíduos sólidos industriais, em substituição ao agregado miúdo que contêm nas misturas do
tipo areia-asfalto. BARDINI et. al (2008) testou a hipótese de utilizar o resíduo de cinzas, da
queima das cascas de pinus, como fíler em misturas asfálticas. Foram realizados os ensaios
mecânicos das misturas com o resíduo de cinzas e misturas contendo fíler mineral de basalto,
45
para comparações posteriores. As dosagens Marshall, para as misturas possuindo resíduo,
resultaram em um teor ótimo de ligante praticamente constante, independentemente do teor
utilizado. Quanto às propriedades mecânicas, os maiores valores de resistência à tração foram
obtidos com as misturas contendo 3,5% de fíler mineral, enquanto as misturas contendo
resíduo de cinzas apresentaram os menores valores. Os resultados encontrados neste trabalho
não inviabilizaram o uso do resíduo de cinzas como agregado fino de misturas asfálticas
densas, mas indicaram a necessidade de estudos adicionais antes de sua utilização em escala
industrial.
Logo depois, ONOFRE et. al (2008) estudou a incorporação do solo contaminado por
petróleo (SCP) à mistura de areia-asfalto a quente. Como objetivo principal, o
desenvolvimento de uma mistura que pode receber o resíduo SCP sem o comprometimento de
propriedades físicas mínimas necessárias para sua aplicação em pavimentos. A metodologia
de dosagem utilizada foi a do Superpave. Foi feita a caracterização de misturas contendo
diferentes teores de SCP. A análise dos resultados foi realizada por meio da comparação das
misturas contendo diferentes teores de SCP: 10, 20 e 30%. Quanto ao comportamento
mecânico das misturas, pode-se verificar que para maiores teores de SCP, foram obtidos
menores valores de módulo de resiliência, resistência à tração e vida de fadiga. No entanto, os
resultados puderam ser considerados satisfatórios, provando o potencial de utilização do
material como componente de camadas de revestimento asfáltico em pavimentos de baixo
volume de tráfego e possibilitando uma destinação mais nobre para o SCP do ponto de vista
ambiental e econômico.
Na região Norte do Brasil, VALENÇA, et. al (2011) realizaram a pesquisa, utilizando
fibras do açaí em compósitos asfálticos. Neste contexto, o trabalho analisou o
comportamento mecânico de misturas areia-asfalto (AAUQ) com inserção da fibra do açaí,
uso de asfalto-polímero e emprego de duas areias, uma residual (Areia Manaus) e outra
oriunda de Resíduos sólidos de Construção e Demolição (areia RCD). Objetivou viabilizar o
uso de materiais da região como alternativa técnica às vias urbanas. A partir dos resultados
concluiu-se que a fibra do açaí atuou preenchendo vazios, o polímero EVA elevou o valor de
módulo de resiliência, o polímero SBS aumentou a resistência à tração e a areia RCD
proporcionou altos valores de resistência à tração e módulo de resiliência.
Posteriormente, com o aumento da produção de areia de fundição residual (AFR),
KLINSKY, et. al (2012) analisou o reaproveitamento da mesma em AAUQ para emprego em
bases de pavimentos. Misturas com diferentes distribuições granulométricas, tipos e teores de
46
ligantes asfálticos foram avaliadas através de ensaios de módulo de resiliência, resistência à
tração e fluência por compressão uniaxial estática (creep). Os resultados foram analisados
estatisticamente para determinar a influência dos fatores nos parâmetros estudados. O
emprego de ligante asfáltico mais consistente produziu misturas com melhor desempenho. A
adição de 10% de agregado fino britado e 3% de cal hidratada, utilizados para modificar a
distribuição granulométrica das misturas, também melhorou as propriedades estudadas. De
modo geral, conclui-se que as misturas de AAUQ são uma boa solução para reaproveitar
grandes quantidades do resíduo.
Portanto, com os diversos estudos já realizados e seus respectivos resultados satisfatórios,
pode-se afirmar que a utilização de resíduos sólidos industriais em misturas asfálticas, do tipo
AAUQ, se tornou uma alternativa viável tanto economicamente como ambientalmente, pois
contribui na redução de custos das obras rodoviárias como também na exploração de
agregados naturais e destinação dos mesmos.
2.8 DOSAGENS DE MISTURAS ASFÁLTICAS
A dosagem de misturas asfálticas tem como principal objetivo, produzir uma mistura que
possua trabalhabilidade satisfatória e a melhor interação das seguintes características.
(ASPHALT INSTITUTE, 1997).
Estabilidade: Resistência à ação do tráfego sem sofrer distorções ou
deslocamentos;
Durabilidade: Resistência à desagregação pela ação do tráfego e/ou intemperismo;
Flexibilidade: Resistência à flexão sob ação de carga repetida, sem ocorrência de
fissuras;
Impermeabilidade: Resistência à penetração e à percolação de água; e
Resistência ao atrito.
Para se garantir o sucesso do revestimento asfáltico é imprescindível um bom projeto de
dosagem em laboratório de misturas (ALBUQUERQUE, 2005).
Dentre os métodos de dosagem, destacam-se (SILVA, 2010):
Hubbard-Fiel: Foi o primeiro procedimento documentado e determina a carga
máxima suportada por um CP, designada estabilidade Hubbard-Field;

47
Hveeem: Realiza análises de parâmetros volumétricos e de resistência de amostras
confeccionadas por compactação pulsante;
Marshall: Utiliza a compactação por impacto e estabelece o teor ótimo baseado
em propriedades volumétricas e medidas de Estabilidade e Fluência;
Superpave: Uma metodologia que estima o teor de projeto baseado no volume de
vazios e no conhecimento da granulometria de agregados, com utilização de um
dispositivo mecânico, denominado compactador giratório Superpave (SGC), para
a modelagem dos corpos-de-prova.
2.8.1 MÉTODO MARSHALL
Na década de 40, foi desenvolvida por Bruce Marshall, do Departamento de Transporte
do Estado do Mississipi (EUA), a metodologia Marshall. Baseado em um experimento
laboratorial, este método faz a dosagem de uma mistura asfáltica de forma a atender a
especificações tais como: estabilidade, fluência e parâmetros volumétricos (NASCIMENTO,
2011).
BERNUCCI et al., (2008) relata que a norma DNER-ME 43/95 fixa o modelo pelo qual
se determina a estabilidade e a fluência de misturas betuminosas usinadas a quente, utilizando
o aparelho Marshall. Para a compactação da mistura, recomenda-se o esforço de compactação
de 50 golpes para a pressão de pneu até 7 Kgf/cm², e de 75 golpes para a pressão de
7Kgf/cm², a 14 Kgf/cm², sendo esse esforço para cada lado do corpo de prova. A altura de
queda livre do soquete é de 45,72 cm.
Os procedimentos para o ensaio Marshall consistem basicamente nos seguintes passos
(ROHDE, 2007).
1. Preparação dos corpos-de-prova: A temperatura que o ligante deve ser aquecido,
para ser misturado aos agregados, sendo aquela na qual apresenta uma
viscosidade de (170±10) cSt. A de compactação da mistura é aquela na qual o
ligante apresenta uma viscosidade de (140±10) cSt.
2. Preparação da mistura: No mínimo três corpos-de-prova devem ser moldados para
cada dosagem de mistura betuminosa. Conhecidas estas porcentagens, em massa,
calcula-se a quantidade de cada um deles capaz de produzir um corpo de prova.
3. Método de ensaio: É executado com amostras cilíndricas de aproximadamente
102 mm de diâmetro e 63,5 mm de altura. Os corpos-de-prova são deixados em

48
repouso, ao ar livre, durante 12 horas, e extraídos dos moldes. São então pesados
(ao ar e imersos em água) para a obtenção dos elementos necessários ao cálculo
de suas características físicas. As amostras são imersas em água a 60º C, por um
período de 30 a 40 minutos, e em seguida são submetidas ao ensaio para a
determinação de suas características mecânicas (estabilidade e fluência).
4. Curvas típicas: Assim, com os dados calculados, são traçados as curvas de
variação da densidade, a estabilidade, a fluência, o volume de vazios (Vv), o
volume de vazios nos agregados minerais (VAM) e a relação betume vazios
(RBV), em função das porcentagens de ligantes analisadas.
A FIG 2.10 demonstra o procedimento do ensaio e a FIG 2.11 apresenta a curva de
estabilidade e fluência.
FIG. 2.10 Moldagem de corpos-de-prova tipo Marshall.
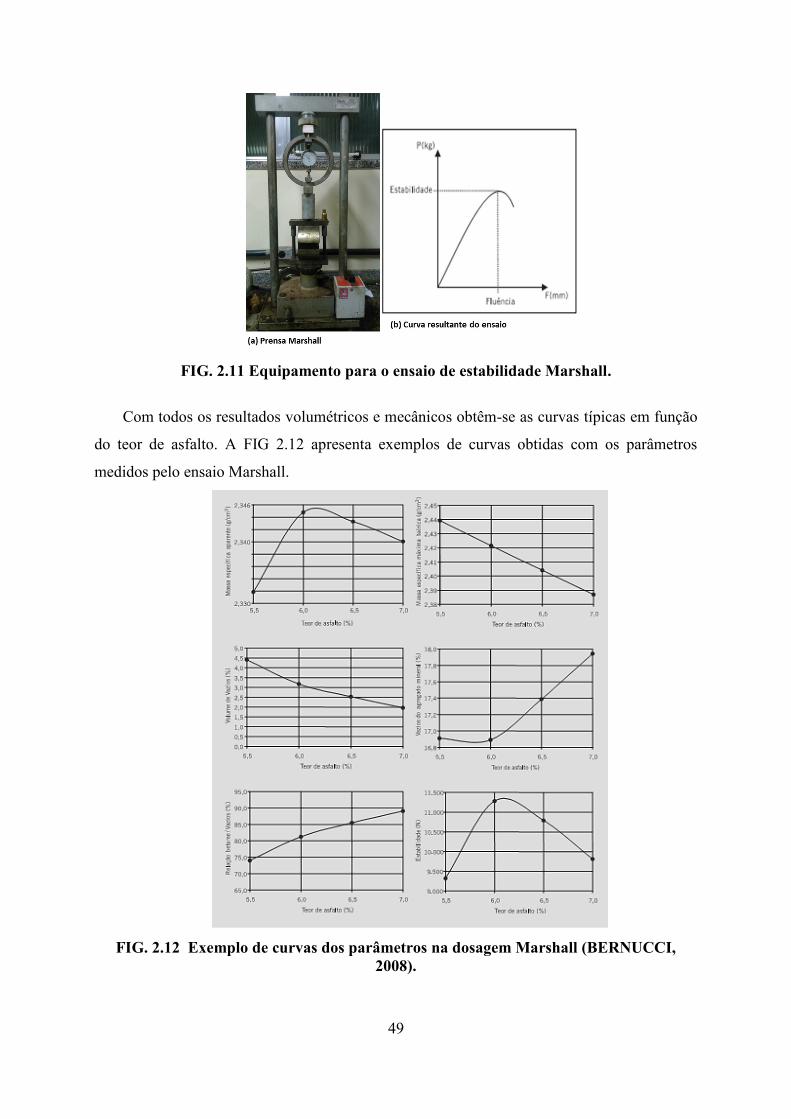
49
FIG. 2.11 Equipamento para o ensaio de estabilidade Marshall.
Com todos os resultados volumétricos e mecânicos obtêm-se as curvas típicas em função
do teor de asfalto. A FIG 2.12 apresenta exemplos de curvas obtidas com os parâmetros
medidos pelo ensaio Marshall.
FIG. 2.12 Exemplo de curvas dos parâmetros na dosagem Marshall (BERNUCCI,
2008).
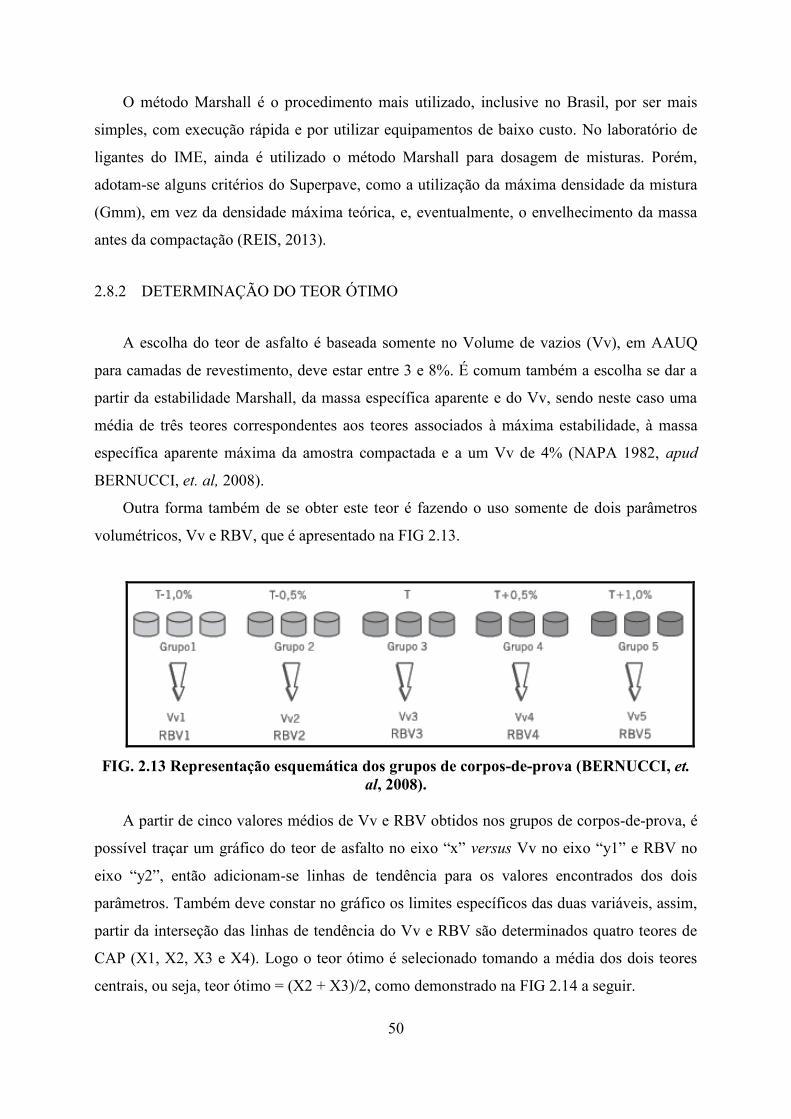
50
O método Marshall é o procedimento mais utilizado, inclusive no Brasil, por ser mais
simples, com execução rápida e por utilizar equipamentos de baixo custo. No laboratório de
ligantes do IME, ainda é utilizado o método Marshall para dosagem de misturas. Porém,
adotam-se alguns critérios do Superpave, como a utilização da máxima densidade da mistura
(Gmm), em vez da densidade máxima teórica, e, eventualmente, o envelhecimento da massa
antes da compactação (REIS, 2013).
2.8.2 DETERMINAÇÃO DO TEOR ÓTIMO
A escolha do teor de asfalto é baseada somente no Volume de vazios (Vv), em AAUQ
para camadas de revestimento, deve estar entre 3 e 8%. É comum também a escolha se dar a
partir da estabilidade Marshall, da massa específica aparente e do Vv, sendo neste caso uma
média de três teores correspondentes aos teores associados à máxima estabilidade, à massa
específica aparente máxima da amostra compactada e a um Vv de 4% (NAPA 1982, apud
BERNUCCI, et. al, 2008).
Outra forma também de se obter este teor é fazendo o uso somente de dois parâmetros
volumétricos, Vv e RBV, que é apresentado na FIG 2.13.
FIG. 2.13 Representação esquemática dos grupos de corpos-de-prova (BERNUCCI, et.
al, 2008).
A partir de cinco valores médios de Vv e RBV obtidos nos grupos de corpos-de-prova, é
possível traçar um gráfico do teor de asfalto no eixo “x” versus Vv no eixo “y1” e RBV no
eixo “y2”, então adicionam-se linhas de tendência para os valores encontrados dos dois
parâmetros. Também deve constar no gráfico os limites específicos das duas variáveis, assim,
partir da interseção das linhas de tendência do Vv e RBV são determinados quatro teores de
CAP (X1, X2, X3 e X4). Logo o teor ótimo é selecionado tomando a média dos dois teores
centrais, ou seja, teor ótimo = (X2 + X3)/2, como demonstrado na FIG 2.14 a seguir.
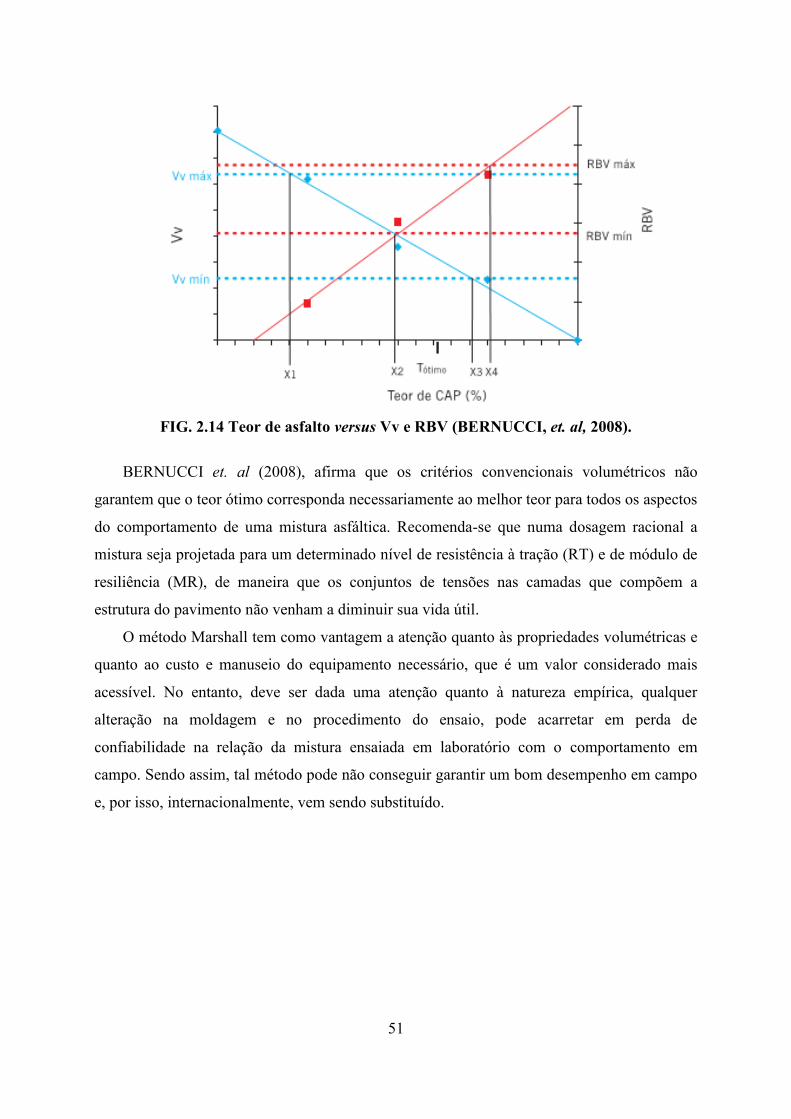
51
FIG. 2.14 Teor de asfalto versus Vv e RBV (BERNUCCI, et. al, 2008).
BERNUCCI et. al (2008), afirma que os critérios convencionais volumétricos não
garantem que o teor ótimo corresponda necessariamente ao melhor teor para todos os aspectos
do comportamento de uma mistura asfáltica. Recomenda-se que numa dosagem racional a
mistura seja projetada para um determinado nível de resistência à tração (RT) e de módulo de
resiliência (MR), de maneira que os conjuntos de tensões nas camadas que compõem a
estrutura do pavimento não venham a diminuir sua vida útil.
O método Marshall tem como vantagem a atenção quanto às propriedades volumétricas e
quanto ao custo e manuseio do equipamento necessário, que é um valor considerado mais
acessível. No entanto, deve ser dada uma atenção quanto à natureza empírica, qualquer
alteração na moldagem e no procedimento do ensaio, pode acarretar em perda de
confiabilidade na relação da mistura ensaiada em laboratório com o comportamento em
campo. Sendo assim, tal método pode não conseguir garantir um bom desempenho em campo
e, por isso, internacionalmente, vem sendo substituído.
52
3 MATERIAIS E MÉTODOS
Neste capítulo apresentam-se os materiais utilizados para o desenvolvimento desta
pesquisa, bem como a metodologia empregada para a realização da mesma além dos detalhes
de execução dos ensaios e os equipamentos utilizados em laboratório. Os ensaios foram
realizados no Laboratório de Ligantes e Misturas Asfálticas do Instituto Militar de Engenharia
– IME.
3.1 MATERIAIS
Neste estudo trabalhou-se com três materiais diferentes: Pó de pedra, resíduo do
beneficiamento do minério de ferro e o cimento asfáltico de petróleo (CAP).
3.1.1 RESÍDUO ARENOSO DA MINERAÇÃO DE FERRO
O resíduo do beneficiamento do minério de ferro empregado nesta pesquisa foi fornecido
pela empresa SAMARCO S/A, a qual possui um projeto de pesquisa em parceria com o
Instituto Militar de Engenharia - IME. Tal material tem sua origem na etapa de flotação do
beneficiamento da Mina Germano, apresentando característica de uma matriz arenosa. A FIG.
3.1 ilustra o registro fotográfico da barragem e dos pontos de coleta das amostras.
FIG. 3.1 Barragem de Germano.
53
As amostras foram transportadas para o Laboratório de Solos do IME e acondicionadas
em tambores, contendo o total de 400 kg de resíduo. A FIG. 3.2 demonstra o armazenamento
dos mesmos.
FIG. 3.2 Armazenamento das amostras em tambores.
3.1.2 PÓ DE PEDRA
O agregado miúdo pode ser areia, pó de pedra ou mistura de ambos, sendo que suas
partículas individuais devem ser resistentes, livres de torrões de argila e de substâncias
nocivas (DERBA ES-P-17/01). Neste estudo para compor a produção de misturas dos traços,
foi utilizado o pó de pedra, proveniente da empresa IPÊ Engenharia-RJ. A FIG. 3.3 apresenta
o agregado como foi recebido.
54
FIG. 3.3 Agregado miúdo.
3.1.3 CIMENTO ASFÁLTICO DE PETRÓLEO (CAP)
Nesta pesquisa, para o estudo com ligantes asfálticos, foi utilizado o CAP TECPOL
70/90-E, asfalto modificado por polímero, oriundo da PROBITEC (Produtos Betuminosos) e
o CAP 30/45, considerado como convencional.
Há uma classe especial de ligantes, denominada “asfalto modificado”. São chamados
assim, por receberem em sua composição um ou mais compostos que alteram as suas
propriedades reológicas. Tais modificadores podem ser minerais, compostos químicos, pó de
borracha ou ainda polímeros elastoméricos, tais como o SBS, SBR, EVA etc.
O principal objetivo da aplicação desses modificadores é conferir aos asfaltos melhores
propriedades em relação ao asfalto convencional, tais como: diminuição das deformações
plásticas a alta temperatura, aumento da resistência ao envelhecimento, aumento da vida de
fadiga, aumento da flexibilidade e elasticidade, maior resistência a trincamentos coesão e
durabilidade incrementando a resistência dos agregados ao arranque, sob a ação dos esforços
tangenciais gerados pelas cargas oriundas do tráfego, ao longo da sua vida útil (ROSA et. al,
2012).
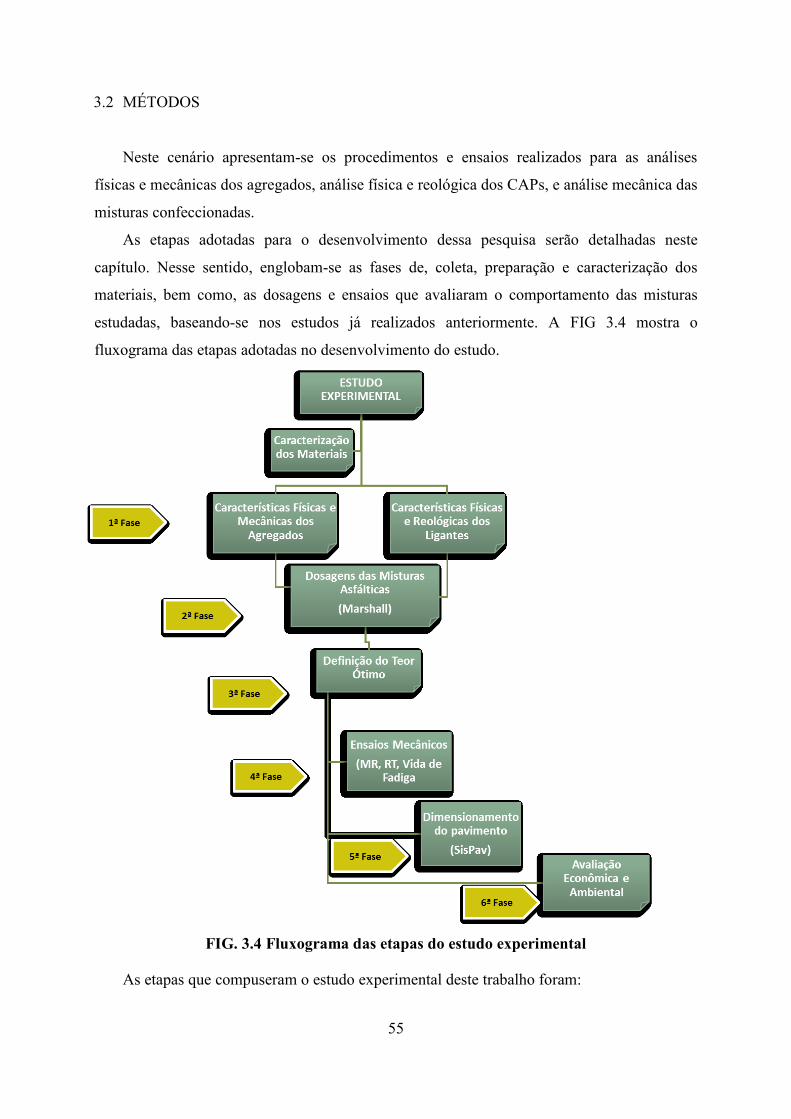
55
3.2 MÉTODOS
Neste cenário apresentam-se os procedimentos e ensaios realizados para as análises
físicas e mecânicas dos agregados, análise física e reológica dos CAPs, e análise mecânica das
misturas confeccionadas.
As etapas adotadas para o desenvolvimento dessa pesquisa serão detalhadas neste
capítulo. Nesse sentido, englobam-se as fases de, coleta, preparação e caracterização dos
materiais, bem como, as dosagens e ensaios que avaliaram o comportamento das misturas
estudadas, baseando-se nos estudos já realizados anteriormente. A FIG 3.4 mostra o
fluxograma das etapas adotadas no desenvolvimento do estudo.
FIG. 3.4 Fluxograma das etapas do estudo experimental
As etapas que compuseram o estudo experimental deste trabalho foram:

56
1ª fase: Realização dos ensaios para caracterização dos agregados, através da análise
granulométrica, densidade real e aparente, equivalente de areia, adesividade ao ligante
e durabilidade. Caracterização dos ligantes asfálticos, através dos ensaios de
penetração, viscosidade Brookfield, ponto de amolecimento, ponto de fulgor,
ductilidade, separação de fase e RTFOT.
2ª fase: Realização da dosagem Marshall de misturas tipo areia asfalto usinada a
quente (A.A.U.Q.)
o Traço 1: com o uso de 100% de pó de pedra como agregado;
o Traço 2: com o uso de 75% de pó de pedra, 25% de resíduo;
o Traço 3: com o uso de 50% de pó de pedra e 50% de resíduo.
Todos os traços foram enquadrados na faixa C da DNER-ES 387/99.
o Traço 4: com o uso de 75% de pó de pedra e 25% de resíduo.
Este traço foi enquadrado na faixa B da DNIT-ES 032/06.
3ª fase: Definição do Teor Ótimo de cada traço
4ª fase: Ensaios para a caracterização mecânica das misturas confeccionadas:
Resistência a Tração por Compressão Diametral, Módulo de Resiliência e Vida de
Fadiga.
5ª fase: Dimensionamento do pavimento pelo programa SisPav
6ª fase: Avaliação Econômica e Ambiental.
Para a realização de todas as etapas descritas acima foram confeccionados 148 corpos de
prova, a TAB 3.1 apresenta o quantitativo de corpos de prova, distribuídos em relação aos
ensaios realizados.
TAB. 3.1 Quantitativo de corpos de prova por etapa.
ENSAIOS DIMENSÕES DO
CP (CM)
DOSAGEM MARSHALL:
QUANT. DE CP’S
1) Definição do Teor Ótimo 10 x 6 92
2) Estabilidade 10 x 6 12
3) RT (25ºC) 10 x 6 12
4) MR (25 ºC) e Vida de Fadiga (TC) 10 x 6 32
TOTAL 148

57
3.2.1 CARACTERIZAÇÃO DOS AGREGADOS
Os ensaios realizados estão apresentados na TAB. 3.2 e descritos detalhadamente a seguir.
TAB. 3.2 Ensaios de caracterização dos agregados.
PROPRIEDADES METODOLOGIA
Análise Granulométrica DNER-ME 083/98
Densidade real e aparente do agregado miúdo DNER-ME 084/95
Equivalente areia DNER-ME 054/97
Durabilidade DNER-ME 089/94
Adesividade DNER-ME 079/94
MEV - EDS -
Para o ensaio de caracterização, a preparação das amostras do resíduo e do pó de pedra
envolveram procedimentos de secagem ao ar, peneiramento segundo a DNER-ME 041/94 e, a
determinação da granulometria pela DNER-ME 083/98.
Os ensaios com o resíduo e o pó de pedra, que são necessários para AAUQ, foram
executados de acordo com a Norma DNIT-ES 032/2005 e DNER-ES 387/99.
3.2.1.1 GRANULOMETRIA
A distribuição granulométrica dos agregados é uma das suas principais características
e efetivamente influencia no comportamento dos revestimentos asfálticos. Para os agregados
miúdos utilizados nesta pesquisa, foi realizada a granulometria de acordo com a metodologia
DNER-ME 083/98, com a utilização de um peneirador mecânico convencional.
3.2.1.2 DENSIDADE REAL
A densidade real dos agregados miúdos foi determinada segundo a norma DNER-ME
084/95, que a define como sendo a relação da massa de determinado volume de amostra para
a massa de igual volume de água destilada ou deionizada à mesma temperatura. Iniciou-se o
ensaio com a separação do material retido nas peneiras de 4,8 mm e 0,075 mm e secagem em
estufa. Desta porção 500 g foi retirada e inserida em um picnômetro previamente pesado (P1).
Após, pesou-se o mesmo com a amostra em seu interior (P2). Foi inserido água até que

58
cobrisse toda amostra e aqueceu-se o picnômetro até a fervura para expulsão das bolhas de ar.
Logo após o seu resfriamento foi adicionada água destilada, e definiu o terceiro peso (P3). O
último peso (P4) foi dado pelo peso do picnômetro completamente cheio de água destilada. A
FIG 3.5 apresenta os materiais utilizados no ensaio.
FIG. 3.5 Picnômetro com amostra de pó de pedra e resíduo durante a realização do
ensaio.
Com os pesos encontrados foi possível determinar a densidade real dos grãos, pela EQ.
3.1:
, (3.1)
3.2.1.3 EQUIVALENTE DE AREIA
Descrito na norma DNER-ME 054/97, é a relação volumétrica que corresponde à razão
entre a altura do nível superior de areia e a altura do nível superior da suspensão argilosa de
uma determinada quantidade de material. Este ensaio determina a proporção relativa de
materiais do tipo argila ou pó em amostras de agregados miúdos. Para execução do ensaio, foi
inserida uma amostra do agregado em uma proveta contendo solução floculante. Logo após,
agitou-se horizontalmente por 30 segundos e completou-se a proveta com a solução até um
nível predeterminado, e deixado em repouso por 20 minutos. Posteriormente, foi realizada a
leitura da altura do nível superior da argila em suspensão e da altura do nível superior da
areia. Assim foi possível calcular o equivalente de areia pela EQ 3.2:

59
, (3.2)
Onde:
EA: equivalente de areia;
L1: altura do nível superior da argila em suspensão;
L2: altura do nível superior da areia.
A FIG 3.6 apresenta os materiais utilizados no ensaio.
FIG. 3.6 Equipamentos para o ensaio de equivalente de areia.
3.2.1.4 DURABILIDADE
De acordo com a DNER-ME 089/94, alguns agregados que inicialmente apresentam boas
características de resistência podem sofrer processos de desintegração química quando
expostos às condições ambientais no pavimento. Então, esse ensaio consiste em atacar o
agregado com solução saturada de sulfato de sódio ou de magnésio, a fim de verificar a sua
resistência à desintegração.
3.2.1.5 ADESIVIDADE
De acordo com a DNER-ME 079/94, a adesividade é a propriedade que tem o agregado
de ser aderido por material betuminoso. É avaliado pelo não deslocamento da película que
recobre o agregado, quando a mistura agregado e ligante é submetida à ação de água destilada
fervente e à soluções molares de carbonato de sódio ferventes.
60
3.2.1.6 MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV)
É uma ferramenta de investigação mais recente e extremamente útil para caracterização
de materiais. A superfície de uma amostra a ser examinada é rastreada com um feixe de
elétrons, e o feixe de elétrons refletido é coletado e então mostrado em uma tela, semelhante à
tela de uma TV. A imagem gerada na tela, representa as características da superfície da
amostra (CALLISTER JR, 2002).
O EDS (energy dispersive x-ray detector, EDX ou EDS) é um acessório essencial no
estudo de caracterização microscópica de materiais. Quando o feixe de elétrons incide sobre
um mineral, os elétrons mais externos dos átomos e os íons constituintes são excitados,
mudando de níveis energéticos. Ao retornarem para sua posição inicial, liberam a energia
adquirida a qual é emitida em comprimento de onda no espectro de raio-X. Um detector
instalado na câmara de vácuo do Microscópio Eletrônico por Varredura (MEV) mede a
energia associada a esse elétron. Como os elétrons de um determinado átomo possuem
energias distintas, é possível, no ponto de incidência do feixe, determinar quais os elementos
químicos estão presentes naquele local e assim identificar em instantes que mineral está sendo
observado (DEGEO, 2015).
O uso em conjunto do EDS com o MEV é de grande importância na caracterização
petrográfica e estudo petrológico nas geociências. Enquanto o MEV proporciona nítidas
imagens, o EDS permite sua imediata identificação (SANTOS, 2013).
FIG. 3.7 Equipamentos para o ensaio de MEV e EDS.

61
3.2.2 CARACTERIZAÇÃO DOS CIMENTOS ASLFÁLTICOS DE PETRÓLEO
Para essa pesquisa foi utilizado o CAP 70/90-E modificado por polímero, que como já
mencionado, aprimora as propriedades mecânicas da mistura em relação ao convencional, e o
CAP 30/45, considerado como convencional. A TAB 3.3 descreve os limites para este CAP
com polímero de acordo com o DNIT-EM 129 (2011).
TAB. 3.3 Caracterização do CAP 70/90-E utilizado nesta pesquisa.
AMOSTRA VIRGEM
ENSAIOS LIMITES NORMAS
Penetração @100g, 5s, 25ºC (0,1mm) 40 a 70 DNER-ME 003/99
Ponto de amolecimento (ºC) mín 70 NBR 6560
Viscosidade Brookfield (cP)
a 135ºC, SP 21, 20 rpm máx 3000 ASTM D 4402
Viscosidade Brookfield (cP)
a 150ºC, SP 21, 50 rpm máx 2000 ASTM D 4402
Viscosidade Brookfield (cP)
a 177ºC, SP 21, 100 rpm máx 1000 ASTM D 4402
Ponto de fulgor (ºC) mín 235 DNER-ME 149/94
Ensaio de Separação de Fase, máx 5 NBR-15166
Recuperação Elástica 25ºC, 20 cm. mín 90 NBR 15086
Massa específica e densidade relativa, 25ºC ---- NBR 6296
DNER-ME 193/96
APÓS RTFOT @163ºC, 85min
Variação em massa máx 1,0% ASTM D 2872
Variação do PA -5 a + 7 NBR 6560
Percentagem de Penetração Original min 80 DNER-ME 003/99
Percentagem de Rec. Elástica Original a 25ºC mín 80 NBR 15086
A TAB 3.4 descreve os limites para este CAP convencional de acordo com o DNIT-
EM 095/2006. Os ensaios realizados são descritos detalhadamente a seguir.
62
TAB. 3.4 Caracterização do CAP 30/45 utilizado nesta pesquisa.
AMOSTRA VIRGEM
ENSAIOS LIMITES NORMAS
Penetração @100g, 5s, 25ºC (0,1mm) 30 a 45 DNER-ME 003/99
Ponto de amolecimento (ºC) mín 52 NBR 6560
Viscosidade Brookfield (cP)
a 135ºC, SP 21, 20 rpm mín 374 ASTM D 4402
Viscosidade Brookfield (cP)
a 150ºC, SP 21, 50 rpm mín 203 ASTM D 4402
Viscosidade Brookfield (cP)
a 177ºC, SP 21, 100 rpm 76-285 ASTM D 4402
Ponto de fulgor (ºC) mín 235 DNER-ME 149/94
Índice de susceptibilidade térmica (1,5) a
(+0,7) NBR-15166
Solubilidade em tricloroetileno, mín 99,5% NBR 15086
Ductilidade a 25 ºC, mín 60 NBR 6293
Massa específica e densidade relativa, 25ºC ---- DNER-ME 193/96
APÓS RTFOT @163ºC, 85min
Variação em massa máx 0,5% ASTM D 2872
Variação do PA 8 NBR 6560
Percentagem de Penetração Original min 60 DNER-ME 003/99
Ductilidade mín 10 NBR 6293
3.2.2.1 PENETRAÇÃO
A norma DNER-ME 003/99 define penetração como a distância em décimos de
milímetro que uma agulha padrão penetra verticalmente na amostra de material sob condições
prefixadas de carga, tempo e temperatura.
3.2.2.2 VISCOSIDADE BROOKFIELD
Conforme BERNUCCI et. al (2008), a viscosidade é uma medida da consistência do
cimento asfáltico, por resistência ao escoamento.. O viscosímetro Brookfield permite medir as
propriedades de consistência relacionadas ao bombeamento e à estocagem, dele se obtém o
gráfico de temperatura-viscosidade para projeto de mistura asfáltica. É necessário para se
63
conhecer as temperaturas de mistura e compactação das misturas de areia-asfalto. De acordo
com a norma DNER-ME 043/95, ensaio Marshall, o ligante deve ser aquecido para ser
misturado aos agregados à temperatura que apresente uma viscosidade de (170±20) cSt ou
(85±10) sSF. A FIG 3.8 apresenta o viscosímetro utilizado para o ensaio.
FIG. 3.8 Viscosímetro Brookfield.
3.2.2.3 PONTO DE AMOLECIMENTO
O ponto de amolecimento foi realizado de acordo com a norma ABNT NBR 6560:2008
que prescreve o modo pelo qual deve ser determinado o Ponto de Amolecimento dos
materiais asfálticos na faixa de 30ºC a 157ºC, utilizando a aparelhagem Anel e Bola. É uma
medida empírica que correlaciona à temperatura na qual o asfalto amolece quando aquecido
sob certas condições particulares.
3.2.2.4 DUCTILIDADE
A norma DNER-ME 163/98, define ductilidade como a resistência do corpo de prova de
material betuminoso, em condições padronizadas, submetido a uma tração em condições
especificadas, ou seja, a ductilidade é dada pelo alongamento obtido antes da ruptura.

64
3.2.3 DOSAGEM DAS MISTURAS ASFÁLTICAS – AAUQ
O procedimento de dosagem é tipicamente experimental. Consiste na seleção das
composições granulométricas das misturas a serem empregadas, formulando-se as
porcentagens relativas de cada componente mineral, seguido de análise volumétrica para
definição do teor de ligante, atendendo as especificações vigentes ou aos desígnios do
projetista. Tal procedimento deve propiciar ao revestimento um comportamento mecânico
capaz de resistir às solicitações de carregamento pelo tráfego. Para compor esta pesquisa, as
exigências para areia asfalto com polímero e para areia asfalto convencional, encontram-se
na TAB. 3.5 e TAB. 3.6 respectivamente, referentes à compactação Marshall com 75 golpes,
de acordo com a norma DNER-ES 387 (1999) e DNIT-ES 032 (2005).
TAB. 3.5 Especificações quanto à granulometria para misturas asfálticas do tipo AAUQ
com polímero.
Designação e Tamanho Nominal dos Agregados
DESIGNAÇÃO A B C TOLERÂNCIAS
Peneiras Porcentagem total passando (por peso)
Nome Abertura mm
(no 4) 4,75 mm 100 100 100 -
(no 10) 2,00 mm 90 – 100 90 – 100 85 – 100 ± 5%
(no 40) 0,42 mm 40 – 90 30 – 95 25 – 100 ± 5%
(no 80) 0,18 mm 10 – 47 5 – 60 0 – 62 ± 3 %
(no 200) 0,075 mm 0 - 7 0 - 10 0 - 12 ± 2%
Ligante polimerizado
solúvel tricloroetileno, % 5 – 8 5 – 8,5 5 – 9 ± 0,3%
TAB. 3.6 Especificações quanto à granulometria para misturas asfálticas do tipo
AAUQ.
Designação e Tamanho Nominal dos Agregados
DESIGNAÇÃO A B TOLERÂNCIAS
Peneiras Porcentagem total passando (por peso)
Nome Abertura mm
(3/8 pol.) 9,5 mm 100 - -
(no 4) 4,75 mm 80 – 100 100 ± 5%
(no 10) 2,00 mm 60 – 95 90 – 100 ± 4%
(no 40) 0,42 mm 16 – 52 40 – 90 ± 4%
(no 80) 0,18 mm 4 – 15 10 – 47 ± 3 %
(no 200) 0,075 mm 2 - 10 0 - 7 ± 2%
Emprego Revestimento Revestimento -
Cimento asfáltico %
sobre o total da mistura 6 – 12 7 – 12 ± 0,3%

65
3.2.4 COMPACTAÇÃO MARSHALL
Com as curvas granulométricas das misturas anteriormente obtidas e, com os ligantes já
definidos, o próximo passo consistiu no método Marshall de dosagem de misturas asfálticas.
A FIG 3.9 apresenta o passo a passo para confecção das misturas asfálticas, pelo método
Marshall.
FIG. 3.9 Passo a passo para confecção das misturas.
Os parâmetros adotados para a definição do teor ótimo de ligante para AAUQ com
polímero, estão indicados na TAB. 3.7 e para AAUQ convencional estão indicados na TAB
3.8.
TAB. 3.7 Parâmetros de referência para AAUQ com Polímero – DNER-ES 387 (1999)
DISCRIMINAÇÃO
ENSAIO
MARSHALL
DNER-ME 043
Porcentagem de vazios 3 a 8
Relação betume/vazios 65 - 82
Estabilidade, mínima 250 kgf (75 golpes)
Fluência, mm 2,4 – 4,5
66
TAB. 3.8 Parâmetros de referência para AAUQ – DNIT-ES 032 (2005)
DISCRIMINAÇÃO
ENSAIO
MARSHALL
DNER-ME 043
Porcentagem de vazios 3 a 8
Relação betume/vazios 65 - 82
Estabilidade, mínima 300 kgf (75 golpes)
Fluência, mm 2,4 – 4,5
3.2.5 ENSAIOS MECÂNICOS
Nesta fase, foram realizados os ensaios de resistência à tração, módulo de resiliência e
vida de fadiga, por compressão diametral, para avaliar o desempenho mecânico das misturas
confeccionadas.
3.2.5.1 ENSAIO DE RESISTÊNCIA A TRAÇÃO
No Brasil, o ensaio por resistência à tração (RT) por compressão diametral foi
desenvolvido pelo professor Fernando Luiz Lobo Carneiro (1953). Em seu método,
originalmente utilizado para concreto, considera a aplicação de duas forças concentradas e
diametralmente opostas de compressão em um cilindro que ao longo do diâmetro solicitado,
geram tensões de tração uniformes perpendiculares a esse diâmetro. Desde 1972, tem sido
adotado para a caracterização de misturas asfálticas, porém com a aplicação das forças através
de frisos de carga no corpo de prova cilíndrico Marshall convencional, pois apresenta
superfície lateral irregular e são bem mais deformáveis. (BERNUCCI et. al, 2008). A RT é
dada, normalmente expressa em MPa, é calculada através da EQ 3.4:
(3.4),
Onde:
F: Força aplicada de ruptura;
D: diâmetro do corpo de prova
H: altura do corpo de prova
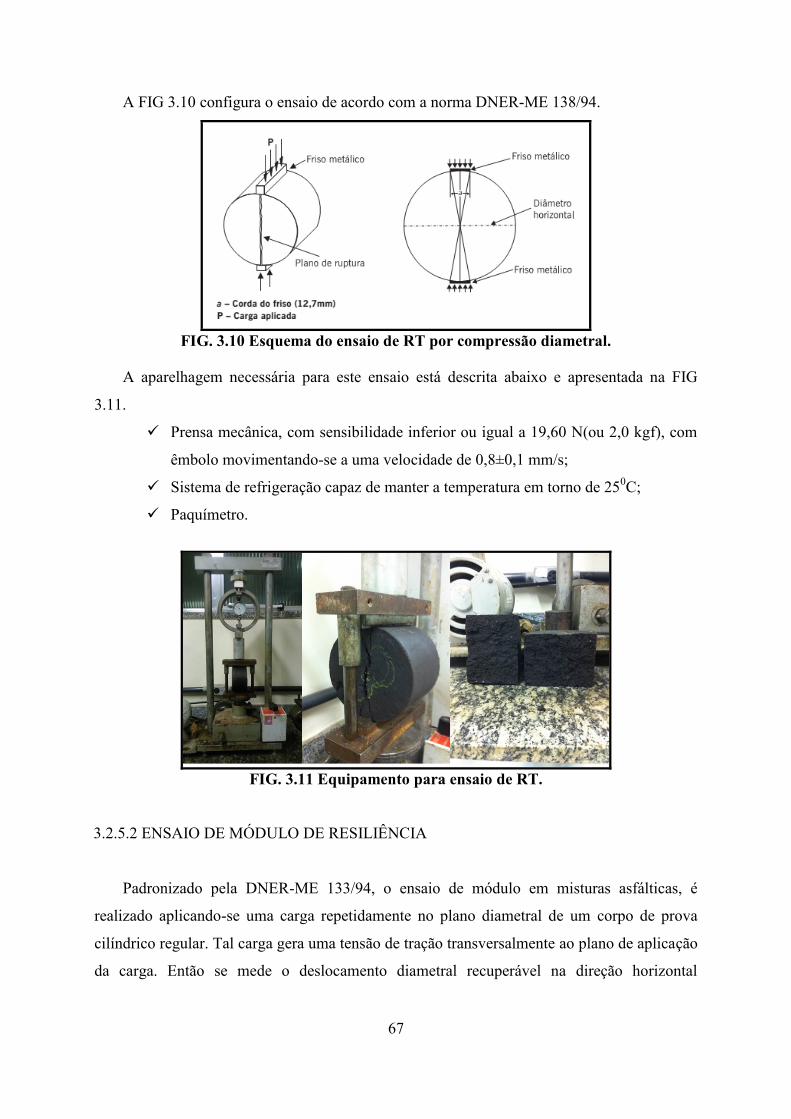
67
A FIG 3.10 configura o ensaio de acordo com a norma DNER-ME 138/94.
FIG. 3.10 Esquema do ensaio de RT por compressão diametral.
A aparelhagem necessária para este ensaio está descrita abaixo e apresentada na FIG
3.11.
Prensa mecânica, com sensibilidade inferior ou igual a 19,60 N(ou 2,0 kgf), com
êmbolo movimentando-se a uma velocidade de 0,8±0,1 mm/s;
Sistema de refrigeração capaz de manter a temperatura em torno de 250C;
Paquímetro.
FIG. 3.11 Equipamento para ensaio de RT.
3.2.5.2 ENSAIO DE MÓDULO DE RESILIÊNCIA
Padronizado pela DNER-ME 133/94, o ensaio de módulo em misturas asfálticas, é
realizado aplicando-se uma carga repetidamente no plano diametral de um corpo de prova
cilíndrico regular. Tal carga gera uma tensão de tração transversalmente ao plano de aplicação
da carga. Então se mede o deslocamento diametral recuperável na direção horizontal

68
correspondente à tensão gerada numa dada temperatura. O módulo de resiliência (MR) é
calculado através da EQ 3.5:
𝑴𝑹 = (𝝈𝒕
𝜺𝒕)
𝑻
(3. 𝟓),
Onde:
σt: Tensão de tração;
εt: Deformação específica recuperável
T: Temperatura
Para este ensaio a aparelhagem necessária está descrita abaixo e apresentada na FIG 3.12.
Sistema Pneumático de carregamento, composto de:
o Regulador de pressão para aplicação da carga vertical repetida (F);
o Válvula de transmissão da carga vertical;
o Cilindro de pressão e pistão de carga;
o Dispositivo mecânico digital “timer” para controle do tempo de abertura
da válvula e frequência de aplicação da carga vertical.
Sistema de medição de deformação da amostra constituído de:
o Dois transdutores mecânico-eletromagnéticos LVDT (Linear variable
differential transformer);
o Suporte para fixação dos LVDT na amostra;
o Oscilógrafo e amplificador com características apropriadas para uso com
os transdutores;
Para esta pesquisa, foram realizados os ensaios em 32 corpos de prova, compactados pelo
método Marshall, sendo 8 para cada traço. Como resultado do ensaio, obtêm-se uma média de
03 valores de módulo para cada CP amostrado que corresponde ao MR da mistura. Então,
optou-se por utilizar os resultados de módulo de cada corpo de prova agrupados, que após um
tratamento estatístico, geraram um valor médio.
Na realização dos ensaios os corpos-de-prova foram submetidos à aplicação de uma carga
vertical repetida (F) diametralmente com vários níveis, de modo que deveria ser obtida uma
tensão menor ou igual a 30% da resistência à tração determinada no ensaio de compressão
diametral estático. A temperatura adotada foi de 25°C, com condicionamento prévio dos CPs

69
de duas horas. O recomendado pela norma é aplicação de uma carga menor (F), e com a
frequência de aplicação de 60 ciclos por minuto, duração de 0,10 segundo.
Os valores dos módulos foram obtidos através da EQ. 3.6.
𝑴𝑹 =𝑭
𝟏𝟎𝟎∆𝑯(𝟎, 𝟗𝟗𝟕𝝁 + 𝟎, 𝟐𝟔𝟗𝟐𝟎) (3. 𝟔),
Onde:
MR: módulo de resiliência, MPa;
F: carga vertical repetida aplicada diametralmente no corpo de prova, N;
Δ: deformação elástica ou resiliente registrada para 300,400 e 500 aplicações de carga
(F);
H: altura do corpo de prova (cm);
µ: coeficiente de Poisson
FIG. 3.12 Equipamento para ensaio de MR.
3.2.5.3 ENSAIO DE VIDA DE FADIGA
Fadiga é definida como o processo da mudança estrutural permanente, progressiva e
localizada que ocorre em um ponto do material sujeito a tensões de amplitudes variáveis que
produzem as fissuras que conduzem para totalizar a falha após um determinado número de
ciclos (ASTM, 1979 apud BERNUCCI et.al 2008).
A vida de fadiga de uma mistura asfáltica é definida em termos de vida de fratura (Nf) ou
vida de serviço (Ns), sendo que a primeira se refere ao número total de aplicações de certa
carga necessária à fratura completa da amostra e a segunda ao número total de aplicações
dessa mesma carga. Este ensaio, tradicionalmente utilizado no Brasil, é feito por compressão
diametral à tensão controlada (TC), sendo a carga aplicada numa frequência de 1 Hz através
de equipamento pneumático, gerando um estado biaxial de tensão no corpo de prova
70
convencional. No andamento do ensaio, a deformação de tração aumenta até o rompimento
completo. Para a realização deste, pode ser utilizado o mesmo equipamento de determinação
de módulo de resiliência (BERNUCCI et.al 2008).
Portanto, a vida de fadiga (N) do material pode ser definida como sendo o número total
de aplicações de carga suficiente para levar a amostra a um colapso estrutural, podendo ser
expressa pelas EQ. 3.7 e 3.8 (SILVA, 2010).
𝑵 = 𝒌𝟏 (𝟏
𝝈𝒕)
𝒏𝟏
(3. 𝟕),
𝑵 = 𝒌 (𝟏
∆𝝈)
𝒏
(3. 𝟖),
Onde:
N: vida de fadiga (número de aplicações de carga);
Δσ: diferença de tensões no centro do corpo de prova;
σt: tensão de tração;
K1, k, n e n1: constantes determinadas experimentalmente.
A FIG 3.13 demonstra o equipamento que utilizado para este ensaio. O procedimento
para a realização do ensaio se apresenta desta forma (SILVA, 2010).
Posicionar o corpo de prova sobre a base da prensa colocando-o entre os frisos
curvos metálicos;
Assentar o pistão de carga com o friso superior diametralmente oposto ao friso
inferior;
Aplicar uma carga (F) que induza tensões de tração horizontais com valores entre
10% a 50% da RT pré-determinada até a fratura completa do corpo de prova, dada
pela EQ. 3.9;
𝑭 =𝝅𝒙𝑫𝒙𝑯
𝟐 𝒙 (%𝑹𝑻) (3. 𝟗),
Frequência de aplicação das cargas sendo de 1 Hz (0,1 s de carregamento e 0,9 s
de descarregamento);
Então, plota-se um gráfico do tipo log-log entre o número de aplicações de carga
(N) e a diferença entre a tensão máxima horizontal e vertical no centro do corpo
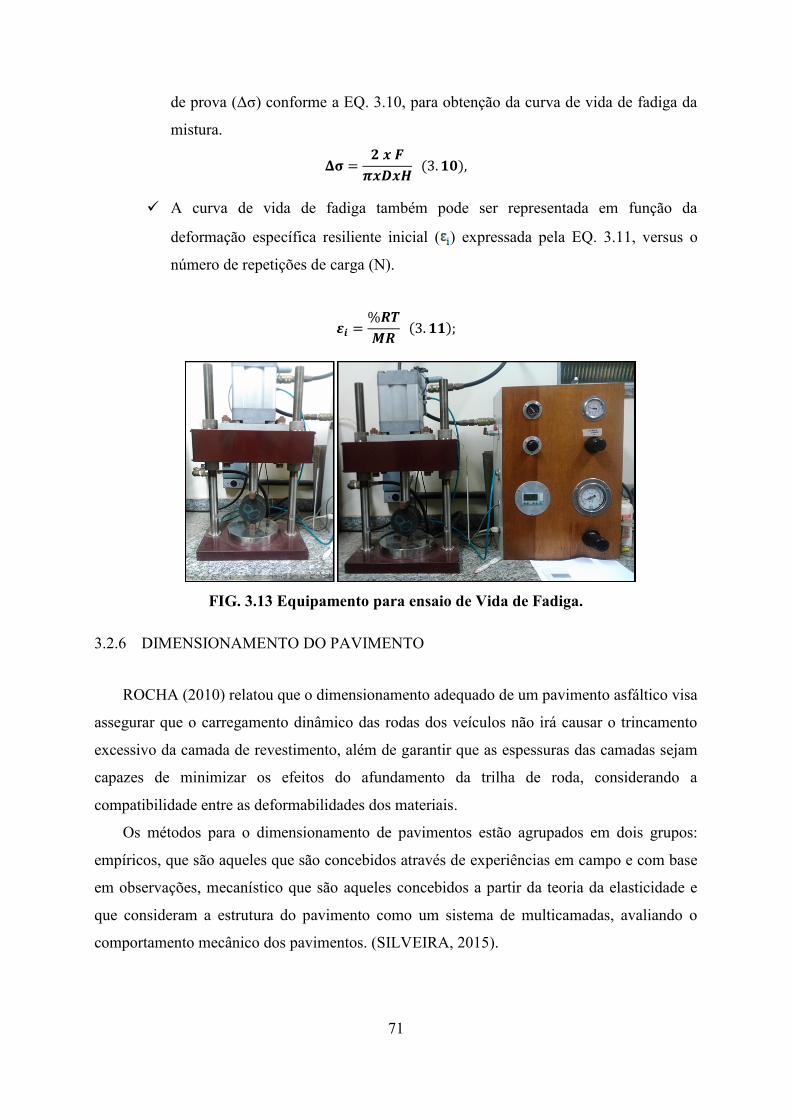
71
de prova (Δσ) conforme a EQ. 3.10, para obtenção da curva de vida de fadiga da
mistura.
𝚫𝛔 =𝟐 𝒙 𝑭
𝝅𝒙𝑫𝒙𝑯 (3. 𝟏𝟎),
A curva de vida de fadiga também pode ser representada em função da
deformação específica resiliente inicial ( ) expressada pela EQ. 3.11, versus o
número de repetições de carga (N).
𝜺𝒊 =%𝑹𝑻
𝑴𝑹 (3. 𝟏𝟏);
FIG. 3.13 Equipamento para ensaio de Vida de Fadiga.
3.2.6 DIMENSIONAMENTO DO PAVIMENTO
ROCHA (2010) relatou que o dimensionamento adequado de um pavimento asfáltico visa
assegurar que o carregamento dinâmico das rodas dos veículos não irá causar o trincamento
excessivo da camada de revestimento, além de garantir que as espessuras das camadas sejam
capazes de minimizar os efeitos do afundamento da trilha de roda, considerando a
compatibilidade entre as deformabilidades dos materiais.
Os métodos para o dimensionamento de pavimentos estão agrupados em dois grupos:
empíricos, que são aqueles que são concebidos através de experiências em campo e com base
em observações, mecanístico que são aqueles concebidos a partir da teoria da elasticidade e
que consideram a estrutura do pavimento como um sistema de multicamadas, avaliando o
comportamento mecânico dos pavimentos. (SILVEIRA, 2015).

72
Sendo assim, o método utilizado para dimensionamento do pavimento neste trabalho
baseou-se em uma abordagem mecanística-empírica, proposta por FRANCO (2007), através
do programa SisPav. Os principais elementos de influência no dimensionamento através deste
programa são o tráfego, o ambiente (clima) e os materiais envolvidos (estrutura).
Para a realização da comparação do comportamento das misturas levando-se em
consideração a estrutura do pavimento, a rigidez das camadas, o tipo de carregamento, o
tráfego e as variações climáticas ao longo do ano, optou-se pela utilização das equações
características de cada mistura oriundas do ensaio de vida de fadiga. Esta relação é inserida
no programa para uma simulação da deformação e, com isso, estimar a vida de serviço do
pavimento.
O fluxograma básico utilizado para o desenvolvimento deste programa é apresentado na
Figura 3.14, com os detalhamentos para análise da influência do clima, da combinação dos
diversos tipos de eixos e da variação lateral do tráfego.
FIG. 3.14 Fluxograma do SisPav.

73
Com o intuito de verificar a empregabilidade dos traços executados com o resíduo do
beneficiamento do minério de ferro, fez-se uma simulação no SisPav, que tem como os
principais elementos de influência no dimensionamento o tráfego, o clima e a estrutura. Os
mesmos são detalhados a seguir:
Estrutura
Por definição e para aplicação no programa, a estrutura de um pavimento pode ser
resumida nas propriedades relativas ao tipo de material utilizado, à espessura das camadas, ao
módulo de resiliência, ao coeficiente de Poisson e à condição de aderência das camadas.
Neste estudo considerou uma estrutura composta por quatro camadas: revestimento, base,
sub-base e subleito.
A composição das camadas foi baseada na pesquisa de GALHARDO (2015), que utilizou
uma mistura de 80% de solo residual de filito com 20% de resíduo arenoso, o mesmo
utilizado nesta pesquisa, ressaltando o uso de materiais alternativos em pavimentação. Foi
considerado também os mesmos valores de MR e coeficiente de Poisson para as camadas de
base, sub-base e subleito. Para a camada de revestimento foram aplicados os traços estudados.
Abaixo na FIG 3.15 segue a composição de cada camada do pavimento.
FIG. 3.15 Estrutura do pavimento típico adotado.
No entanto, para determinação da espessura das camadas, tomou-se como base o Manual
de Pavimentação (DNIT, 2006), que estabelece as espessuras recomendadas de acordo com o
tráfego, conforme apresentado na TAB. 3.9.
REVESTIMENTO
BASE
SUB-BASE
SUBLEITO
σ = 0,337 e = 5 cm
MR = k1, k2 = variável
σ = 0,350 e = 25 cm
MR = 500 MPa
σ = 0,350 e = 25 cm
MR = 500 MPa
σ = 0,400 e = semi-infinita
MR = 52 MPa

74
TAB. 3.9 Espessura mínima de Revestimento Betuminoso.
N ESPESSURA MÍNIMA DE REVESTIMENTO
N ≤106 Tratamentos superficiais betuminosos
106<N ≤ 5 x 10
6 Revestimentos betuminosos com 5,0 cm de espessura
5 x 106<N ≤ 10
7 Concreto betuminoso com 7,5cm de espessura
107
<N ≤ 5 x 107 Concreto betuminoso com 10,0 cm de espessura
N >5 x 107 Concreto betuminoso com 12,5cm de espessura
Por sua vez, a camada de revestimento foi composta pelos materiais e traços
desenvolvidos nesta pesquisa. Então, foram utilizados os parâmetros k1, k2 encontrados a
partir de resultado do ensaio de vida de fadiga. Adotou-se uma espessura de revestimento de
5,0 cm, que seria o menor valor de pavimento previsto. O valor da espessura da camada de
subleito foi considerado também de acordo com os critérios do programa, uma vez que a
espessura desta não tem influência no dimensionamento das outras camadas.
Tráfego
Quanto a este quesito, para dimensionamento de um pavimento flexível de uma rodovia,
é necessário o número ‘N’. Segundo DNIT (2006) o número ‘N’ é definido pelo número de
repetições de um eixo-padrão de 8,2 toneladas durante o período de vida útil do projeto, que
teria o mesmo efeito que o tráfego previsto sobre a estrutura do pavimento. Foi adotado neste
estudo o dimensionamento de um trafego médio a alto, considerando 5 x 106<N ≤ 10
7.
Clima
Analisando que a geração do resíduo se encontra na região de Mariana-MG, foi escolhida
para este parâmetro a cidade de Belo Horizonte-MG, para facilitar e diminuir a distância do
transporte do resíduo até o local da sua possível aplicação.
Nível de confiabilidade
Sabe-se que os parâmetros envolvidos no projeto de uma rodovia são de natureza
probabilística. FRANCO (2007) define confiabilidade como a medida da probabilidade da
serventia do pavimento de permanecer em um nível adequado através da vida de serviço, ou
seja, é a probabilidade de um sucesso no projeto do pavimento. Tendo em vista esta definição,
admitiu-se um nível de confiabilidade de 90%.

75
3.2.7 ANÁLISE DE CUSTO
Para esta pesquisa foi realizada uma análise de custo utilizando como base a composição
de AAUQ, apresentada pelo DNIT no seu Sistema de Custo Rodoviário (SICRO 2) no mês de
referência Julho de 2015, sendo que, uma composição utilizando o traço T1 e outra com o T3
que contém o resíduo do beneficiamento do minério de ferro, ambas para a região de Minas
Gerais. O uso do T3 foi considerado nesta fase pois possui em sua composição 50% de
resíduo e 50% de agregado, ou seja, este traço é o contém uma quantidade maior de resíduo,
contribuindo para o objetivo da pesquisa.
Neste sentido, para análise de custo do emprego do resíduo em pavimentação asfáltica,
considerou-se o valor da areia comercial (AC) de R$ 83,67 m3 e o custo unitário de referência
do resíduo de R$ 1,39 m3km. Em relação ao preço do Cimento Asfáltico de Petróleo tomou-se
apenas o custo da aquisição, apresentado pela ANP, não sendo computado o custo do
transporte deste da refinaria até a usina. Então adotaram-se os seguintes cenários:
1° Cenário: Calculou-se um raio máximo, na qual o valor do custo do resíduo fosse
igual ao custo de aquisição da Areia Comprada;
2° Cenário: Em posse das composições de usinagem de AAUQ, considerando os
traços T1 e T3, calculou-se a distância, onde a instalação da usina de asfalto fosse
satisfatória.
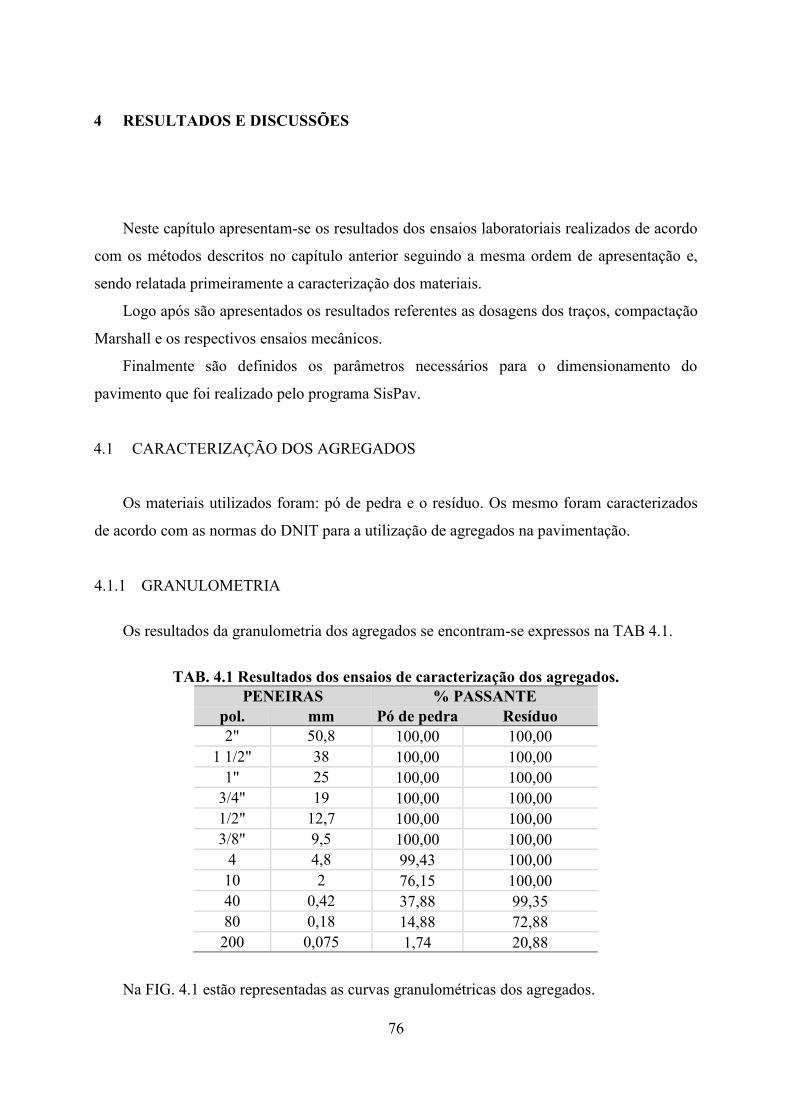
76
4 RESULTADOS E DISCUSSÕES
Neste capítulo apresentam-se os resultados dos ensaios laboratoriais realizados de acordo
com os métodos descritos no capítulo anterior seguindo a mesma ordem de apresentação e,
sendo relatada primeiramente a caracterização dos materiais.
Logo após são apresentados os resultados referentes as dosagens dos traços, compactação
Marshall e os respectivos ensaios mecânicos.
Finalmente são definidos os parâmetros necessários para o dimensionamento do
pavimento que foi realizado pelo programa SisPav.
4.1 CARACTERIZAÇÃO DOS AGREGADOS
Os materiais utilizados foram: pó de pedra e o resíduo. Os mesmo foram caracterizados
de acordo com as normas do DNIT para a utilização de agregados na pavimentação.
4.1.1 GRANULOMETRIA
Os resultados da granulometria dos agregados se encontram-se expressos na TAB 4.1.
TAB. 4.1 Resultados dos ensaios de caracterização dos agregados.
PENEIRAS % PASSANTE
pol. mm Pó de pedra Resíduo
2" 50,8 100,00 100,00
1 1/2" 38 100,00 100,00
1" 25 100,00 100,00
3/4" 19 100,00 100,00
1/2" 12,7 100,00 100,00
3/8" 9,5 100,00 100,00
4 4,8 99,43 100,00
10 2 76,15 100,00
40 0,42 37,88 99,35
80 0,18 14,88 72,88
200 0,075 1,74 20,88
Na FIG. 4.1 estão representadas as curvas granulométricas dos agregados.

77
FIG. 4.1 Representação das Curvas granulométricas dos agregados.
Pela análise da FIG 4.1, pode-se observar que o resíduo possui 25% do seu material
passante na peneira de nº 200 (0,075mm), o que corresponde a um alto percentual de finos, se
caracterizando como uma areia fina. E pó de pedra tem seu material passante entre as peneiras
nº 200 e nº 10.
Além disso, percebe-se que tanto o resíduo quanto pó de pedra apresentam uma
graduação uniforme, ou seja, possuem a maioria de suas partículas com tamanhos em uma
faixa estreita, caracterizando uma curva granulométrica bastante íngreme.
Quanto ao tamanho os agregados para o uso em misturas asfálticas podem ser
classificados como graúdos, miúdos ou materiais de enchimento. Os materiais analisados são
considerados, segundo DNIT/ES 031 (2004), como agregados miúdos, pois ficaram retidos na
peneira de nº 200 e passantes na de abertura nº 10, são as areias, pó de pedra, etc.
Os resultados obtidos para os demais ensaios de caracterização dos agregados são
apresentados na TAB. 4.2.

78
TAB. 4.2 Resultados dos ensaios de caracterização dos agregados
ENSAIOS RESULTADOS LIMITE
DNER PÓ-DE-PEDRA RESÍDUO
Densidade real 2,74 3,01 -
Densidade aparente 1,44 1,58 -
Equivalente de areia 63,02% 79,53% mín 55%
Durabilidade
(sulfato de magnésio – 5 ciclos) 2,58% 5,56% máx 12%
Adesividade ao ligante asfáltico Ótima Ótima
De acordo com a TAB. 4.2, se tratando do ensaio de Equivalente de areia e Durabilidade,
os resultados dos ensaios realizados se encontram dentro do limite estabelecido por norma. Os
demais não dispõem de limites pré-estabelecidos. Logo para os CAPs, a utilização de um
melhorador de adesividade foi favorável.
Contudo, de forma preliminar, pode-se dizer que os materiais apresentam boa qualidade
para o emprego em misturas asfálticas, corroborando com a possibilidade de uso do resíduo
como agregado miúdo em AAUQ.
4.1.2 MEV E EDS
A caracterização química do resíduo do beneficiamento do minério de ferro foi realizada
no Laboratório de Ciências dos Materiais do IME. Na FIG. 4.2 tem-se a imagem da fração do
resíduo, obtida pelo MEV, de forma que é possível observar suas características.
FIG. 4.2 Imagem obtida pelo MEV com aumento de 250x (A) e 1000 (B).
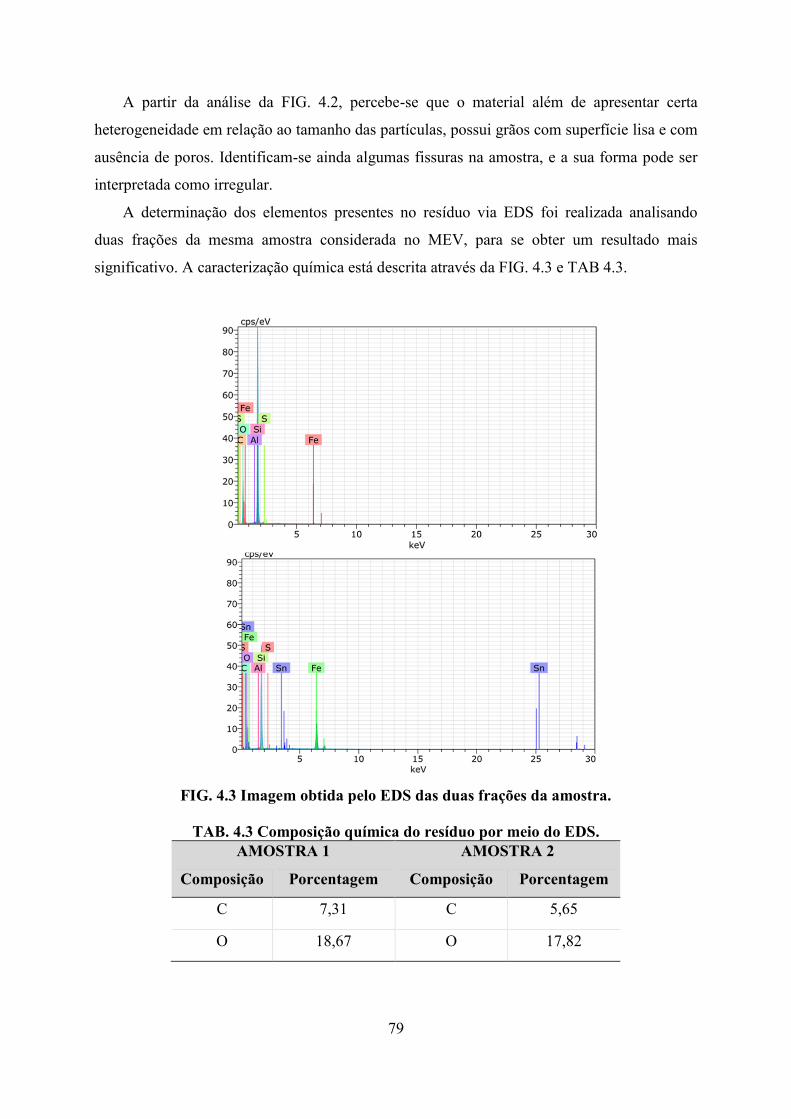
79
A partir da análise da FIG. 4.2, percebe-se que o material além de apresentar certa
heterogeneidade em relação ao tamanho das partículas, possui grãos com superfície lisa e com
ausência de poros. Identificam-se ainda algumas fissuras na amostra, e a sua forma pode ser
interpretada como irregular.
A determinação dos elementos presentes no resíduo via EDS foi realizada analisando
duas frações da mesma amostra considerada no MEV, para se obter um resultado mais
significativo. A caracterização química está descrita através da FIG. 4.3 e TAB 4.3.
FIG. 4.3 Imagem obtida pelo EDS das duas frações da amostra.
TAB. 4.3 Composição química do resíduo por meio do EDS.
AMOSTRA 1 AMOSTRA 2
Composição Porcentagem Composição Porcentagem
C 7,31 C 5,65
O 18,67 O 17,82

80
TAB. 4.3 Composição química do resíduo por meio do EDS (Continuação).
AMOSTRA 1 AMOSTRA 2
Composição Porcentagem Composição Porcentagem
Al 0,05 Al -
Si 17,15 Si 17,52
S - S 0,01
Fe 6,71 Fe 6,56
A partir da avaliação realizada na amostra através do ensaio de EDS, verifica-se alta
concentração de silício, seguido de ferro, o que é coerente, uma vez que todas as amostras são
produto do beneficiamento de minério de ferro. Embora essas análises não tenham um grau de
acurácia elevado, percebe-se que as partículas de sílica são em maior quantidade que as de
ferro.
4.1.3 CARACTERIZAÇÃO DOS CIMENTOS ASFALTICOS DE PETRÓLEO
Os ligantes utilizados foram o 70/90-E e o 30-45, os resultados do CAP com polímero
seguem na TAB. 4.4.
TAB. 4.4 Caracterização do CAP 70/90 -E.
AMOSTRA VIRGEM
ENSAIOS RESULTADOS LIMITES
Penetração @100g, 5s, 25ºC (0,1mm) 45 40 a 70
Ponto de amolecimento (ºC) 73,9 mín 70
Viscosidade Brookfield (cP) a 135ºC, SP 21,
20 rpm 707,5 máx 3000
Viscosidade Brookfield (cP) a 150ºC, SP 21,
50 rpm 489 máx 2000
Viscosidade Brookfield (cP) a 177ºC, SP 21,
100 rpm 109 máx 1000
Ponto de fulgor (ºC) 290 mín 235
Ensaio de Separação de Fase, máx 2 5
Recuperação Elástica 25ºC, 20 cm. 98 mín 90
Massa específica e densidade relativa, 25ºC 1,051 ----
APÓS RTFOT @163ºC, 85min
Variação em massa (%) 0,27 máx 1,0

81
TAB. 4.4 Caracterização do CAP 70/90–E (Continuação).
Variação do PA 6,1 -5 a + 7
APÓS RTFOT @163ºC, 85min
ENSAIOS RESULTADOS LIMITES
Percentagem de Penetração Original 88 min 80
Percentagem de Rec. Elástica Original a 25ºC 84,5 mín 80
As faixas de temperatura de mistura e de compactação dos corpos de prova para o CAP
70/90-E, utilizando a metodologia Marshall, foram encontradas a partir da curva viscosidade-
temperatura apresentada na FIG. 4.4.
FIG. 4.4 Curva viscosidade x temperatura do CAP.
A TAB 4.5 indica as referências e os parâmetros adotados nas temperaturas encontradas
para a confecção dos corpos de prova.
TAB. 4.5 Parâmetros e referências para a determinação da temperatura do CAP 70/90-
E.
PROCEDIMENTO RESULTADO (ºC) LIMITES (poise) Utilizado
Mistura 167º a 171º 0,17 ± 0,02 169º
Compactação 159º a 163º 0,28 ± 0,03 161º

82
Partindo para a caracterização do CAP convencional, segue os resultados na TAB. 4.6.
TAB. 4.6 Caracterização do CAP 30/45.
AMOSTRA VIRGEM
ENSAIOS RESULTADOS LIMITES
Penetração @100g, 5s, 25ºC (0,1mm) 38 30 a 45
Ponto de amolecimento (ºC) 53,0 mín 52
Viscosidade Brookfield (cP)
a 135ºC, SP 21, 20 rpm 580,0 mín 374
Viscosidade Brookfield (cP)
a 150ºC, SP 21, 50 rpm 278,0 mín 203
Viscosidade Brookfield (cP)
a 177ºC, SP 21, 100 rpm 95,6 76-285
Ponto de fulgor (ºC) 235 mín 235
Solubilidade em tricloroetileno, mín. 99,5% 99,5%
Massa específica e densidade relativa, 25ºC 1,060
Ductilidade a 25°C, cm >100 mín 60
APÓS RTFOT @163ºC, 85min
Variação em massa 0,06% máx 0,5%
Variação do PA 6,8 máx 8
Penetração retida, % 68,4 mín 60
Ductilidade a 25ºC, cm 14,5 mín 10
As faixas de temperatura de mistura e de compactação dos corpos de prova para o CAP
30/45 utilizando a metodologia Marshall foram encontradas a partir da curva viscosidade-
temperatura apresentada na FIG. 4.5.

83
FIG. 4.5 Curva viscosidade x temperatura do CAP.
A TAB 4.7 indica as referências e os parâmetros adotados nas temperaturas encontradas
para a confecção dos corpos de prova.
TAB. 4.7 Parâmetros e referências para a determinação da temperatura do CAP 30/45.
PROCEDIMENTO RESULTADO (ºC) LIMITES (poise) Utilizado
Mistura 159º a 166º 0,17 ± 0,02 163º
Compactação 148º a 153º 0,28 ± 0,03 150º
Os dados das referidas tabelas indicam que os cimentos asfálticos estudados atendem as
especificações brasileiras regulamentadas pela Agência Nacional de Petróleo (ANP). Nota-se
que o CAP com polímero proporcionou um aumento das temperaturas de viscosidade,
considerando um CAP mais consistente.
4.1.4 DOSAGEM DOS TRAÇOS DE AAUQ
Após o processo de caracterização dos materiais e, com a finalidade de dosar e realizar
ensaios mecânicos, foram confeccionados três traços com CAP polímero e um traço com CAP
84
convencional para aplicação do método Marshall. As nomenclaturas adotadas para os traços e
as faixas de enquadramento que foram adotadas estão descritos na TAB. 4.8.
TAB. 4.8 Nomenclatura das traços das misturas asfálticas.
DESCRIÇÃO COMPOSIÇÃO
FAIXAS DE ENQUADRAMENTO
AAUQ/DNER-ES 387
(1999)
AAUQ/DNIT-ES 032
(2005)
T1 Pó de Pedra FAIXA C -
T2 Pó de Pedra e Resíduo FAIXA C -
T3 Pó de Pedra e Resíduo FAIXA C -
T4 Pó de Pedra e Resíduo - FAIXA B
Foram dosados quatro traços com agregados diferentes para comparação. As curvas
granulométricas foram ajustadas, onde se pode obter um melhor enquadramento na faixa C de
AAUQ com polímero de especificação da norma DNER-ES 387 (1999) e faixa B de AAUQ
de especificação da norma DNIT 032 (2005). O Traço 1 (T1) foi considerado como matriz de
comparação utilizando somente o pó de pedra e, o Traço 2 (T2) foi realizado considerando o
pó de pedra, e o resíduo em proporções menores. Já para o Traço 3 (T3), foi realizado
considerando o máximo de resíduo possível, observando os limites granulométricos para este
tipo de mistura asfáltica. Finalmente o Traço 4 (T4) seguiu o mesmo percentual do T2, porém
diferenciando o CAP utilizado.
Cabe ressaltar, que em todos os traços foi preciso realizar um peneiramento do pó de
pedra para que não houvesse elevação do teor de finos quando este fosse substituído em peso
seco pelo resíduo.
Os percentuais dos agregados em cada traço estão apresentados na TAB 4.9.
TAB. 4.9 Composição de cada traço de AAUQ.
DESCRIÇÃO COMPOSIÇÃO
Pó de pedra Resíduo CAP
T1 100% - 70/90-E
T2 75% 25% 70/90-E
T3 50% 50% 70/90-E
T4 75% 25% 30/45
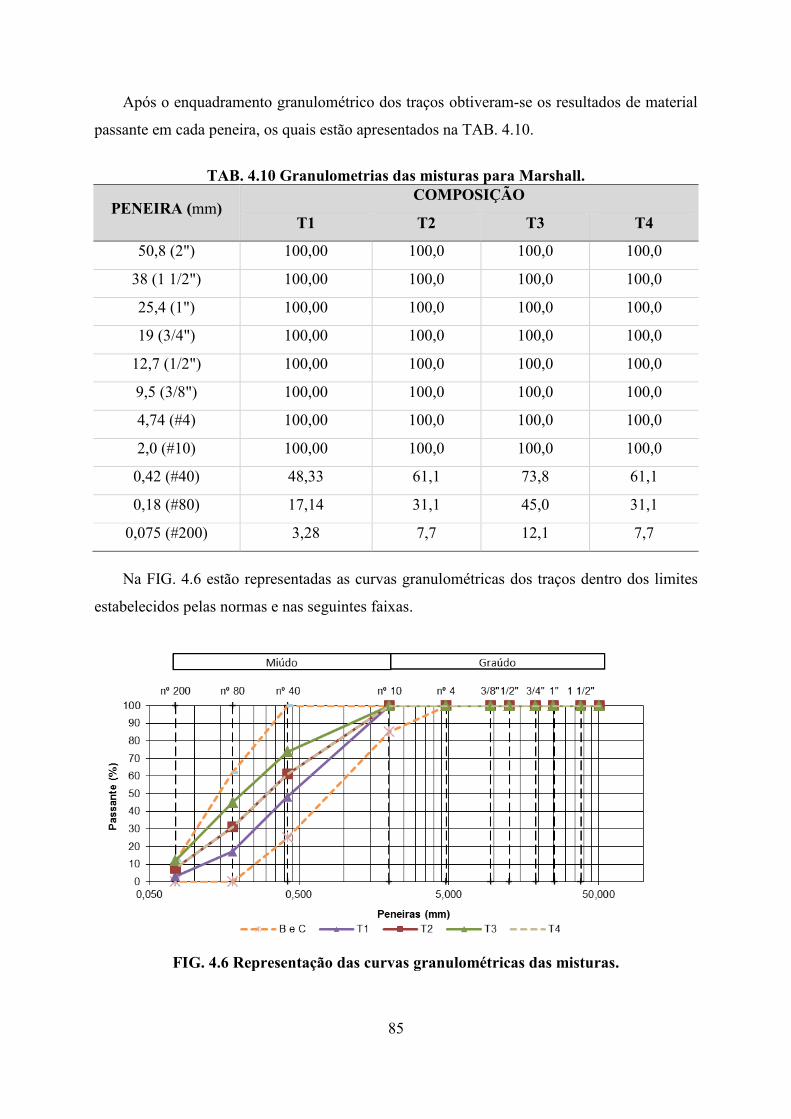
85
Após o enquadramento granulométrico dos traços obtiveram-se os resultados de material
passante em cada peneira, os quais estão apresentados na TAB. 4.10.
TAB. 4.10 Granulometrias das misturas para Marshall.
PENEIRA (mm) COMPOSIÇÃO
T1 T2 T3 T4
50,8 (2") 100,00 100,0 100,0 100,0
38 (1 1/2") 100,00 100,0 100,0 100,0
25,4 (1") 100,00 100,0 100,0 100,0
19 (3/4") 100,00 100,0 100,0 100,0
12,7 (1/2") 100,00 100,0 100,0 100,0
9,5 (3/8") 100,00 100,0 100,0 100,0
4,74 (#4) 100,00 100,0 100,0 100,0
2,0 (#10) 100,00 100,0 100,0 100,0
0,42 (#40) 48,33 61,1 73,8 61,1
0,18 (#80) 17,14 31,1 45,0 31,1
0,075 (#200) 3,28 7,7 12,1 7,7
Na FIG. 4.6 estão representadas as curvas granulométricas dos traços dentro dos limites
estabelecidos pelas normas e nas seguintes faixas.
FIG. 4.6 Representação das curvas granulométricas das misturas.
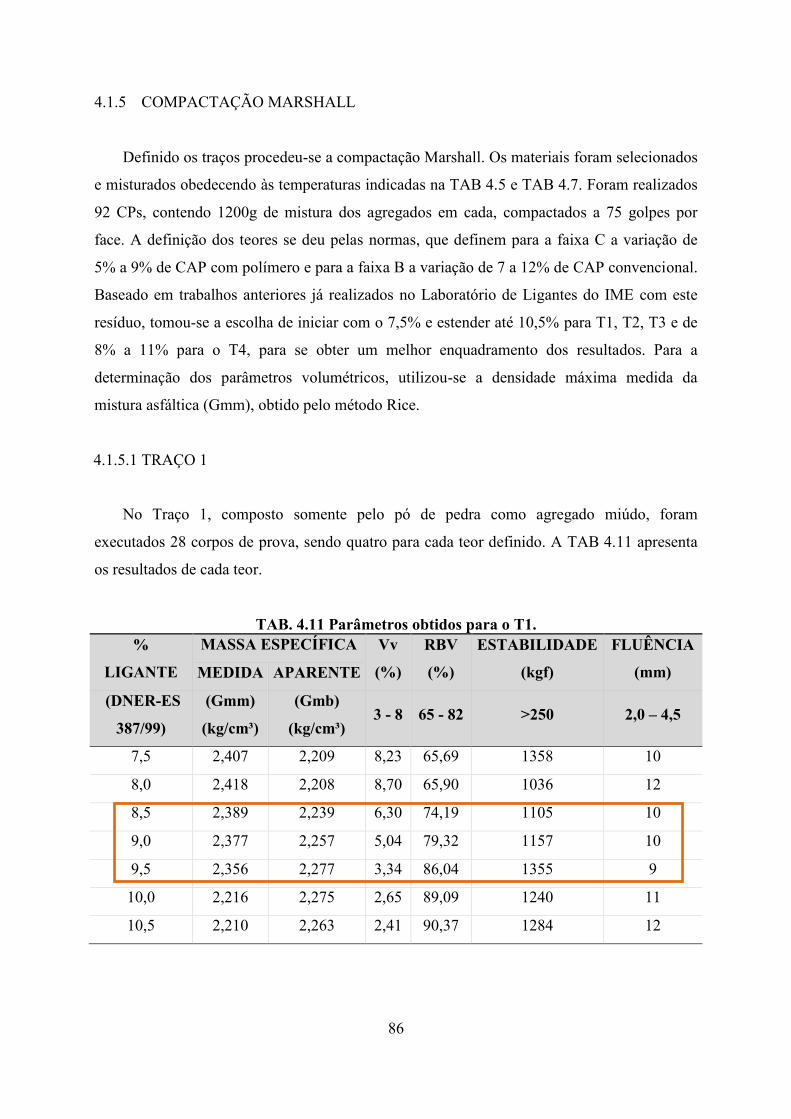
86
4.1.5 COMPACTAÇÃO MARSHALL
Definido os traços procedeu-se a compactação Marshall. Os materiais foram selecionados
e misturados obedecendo às temperaturas indicadas na TAB 4.5 e TAB 4.7. Foram realizados
92 CPs, contendo 1200g de mistura dos agregados em cada, compactados a 75 golpes por
face. A definição dos teores se deu pelas normas, que definem para a faixa C a variação de
5% a 9% de CAP com polímero e para a faixa B a variação de 7 a 12% de CAP convencional.
Baseado em trabalhos anteriores já realizados no Laboratório de Ligantes do IME com este
resíduo, tomou-se a escolha de iniciar com o 7,5% e estender até 10,5% para T1, T2, T3 e de
8% a 11% para o T4, para se obter um melhor enquadramento dos resultados. Para a
determinação dos parâmetros volumétricos, utilizou-se a densidade máxima medida da
mistura asfáltica (Gmm), obtido pelo método Rice.
4.1.5.1 TRAÇO 1
No Traço 1, composto somente pelo pó de pedra como agregado miúdo, foram
executados 28 corpos de prova, sendo quatro para cada teor definido. A TAB 4.11 apresenta
os resultados de cada teor.
TAB. 4.11 Parâmetros obtidos para o T1.
%
LIGANTE
MASSA ESPECÍFICA Vv
(%)
RBV
(%)
ESTABILIDADE
(kgf)
FLUÊNCIA
(mm) MEDIDA APARENTE
(DNER-ES
387/99)
(Gmm)
(kg/cm³)
(Gmb)
(kg/cm³) 3 - 8 65 - 82 >250 2,0 – 4,5
7,5 2,407 2,209 8,23 65,69 1358 10
8,0 2,418 2,208 8,70 65,90 1036 12
8,5 2,389 2,239 6,30 74,19 1105 10
9,0 2,377 2,257 5,04 79,32 1157 10
9,5 2,356 2,277 3,34 86,04 1355 9
10,0 2,216 2,275 2,65 89,09 1240 11
10,5 2,210 2,263 2,41 90,37 1284 12

87
A princípio pode-se perceber que os parâmetros dos teores de 8,5% a 9,5% se enquadram
melhor à norma. A partir disso pode-se então selecionar o teor de projeto com os parâmetros
de VV e RBV. Com estes valores obtidos foi possível traçar o gráfico da FIG.4.7 onde é
relacionado o teor de asfalto (no eixo “x”) versus Vv (no eixo “y1”) e RBV (no eixo “y2”).
Adicionam-se então linhas de tendência para os valores encontrados dos dois parâmetros.
FIG. 4.7 Teor de asfalto versus Vv e RBV do T1.
A partir do gráfico, tomando a média dos dois teores centrais, pode-se determinar o teor
ótimo do T1, que foi de 8,6 ± 0,3.
4.1.5.2 TRAÇO 2
Tomando conhecimento do teor ótimo do T1, para o T2 foi utilizado os teores partindo de
8% até 10%, pois verificou-se que, os valores menores que 8% e maiores que 9,5%, não se
enquadraram na norma. Como se tem a mistura do pó de pedra e do resíduo entende-se que
com a maior concentração de finos uma maior quantidade de ligante será preciso para a
mistura. Então foram executados 20 corpos de prova, sendo 4 para cada teor definido. A TAB
4.12 apresenta os resultados de cada teor.

88
TAB. 4.12 Parâmetros obtidos para o T2.
%
LIGANTE
MASSA ESPECÍFICA Vv
(%)
RBV
(%)
ESTABILIDADE
(kgf)
FLUÊNCIA
(mm) MEDIDA APARENTE
(DNER-ES
387/99)
(Gmm)
(kg/cm³)
(Gmb)
(kg/cm³) 3 - 8 65 - 82 >250 2,0 – 4,5
8,0 2,436 2,203 9,55 63,72 1175 7
8,5 2,423 2,252 7,06 72,06 1287 8
9,0 2,397 2,270 5,29 78,61 1359 8
9,5 2,375 2,295 3,39 85,95 1599 8
10,0 2,358 2,302 2,66 89,14 1513 8
Para T2 os parâmetros se enquadraram nos mesmos teores do T1, sendo de 8,5% a 9,5%.
Logo então determinou o teor de projeto traçando o gráfico da FIG 4.8.
FIG. 4.8 Teor de asfalto versus Vv e RBV do T2.
A partir do gráfico, tomando a média dos dois teores centrais, pode-se determinar o teor
ótimo do T2, que foi de 8,9 ± 0,3.
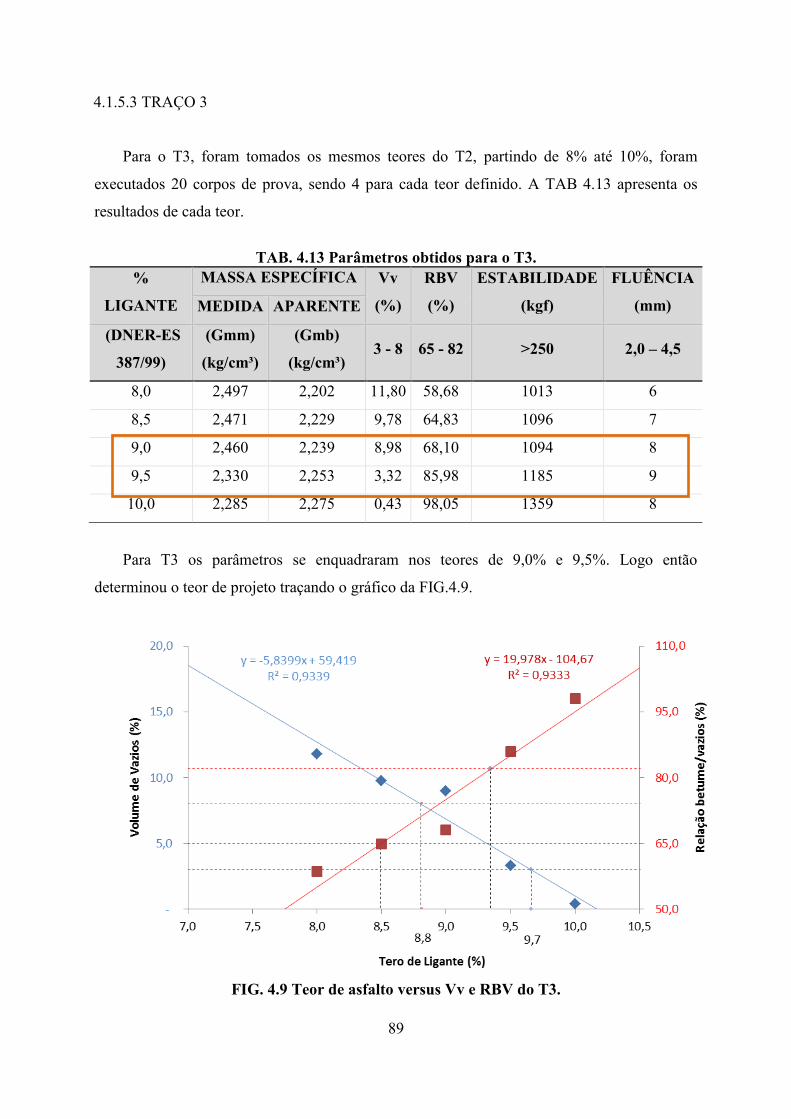
89
4.1.5.3 TRAÇO 3
Para o T3, foram tomados os mesmos teores do T2, partindo de 8% até 10%, foram
executados 20 corpos de prova, sendo 4 para cada teor definido. A TAB 4.13 apresenta os
resultados de cada teor.
TAB. 4.13 Parâmetros obtidos para o T3.
%
LIGANTE
MASSA ESPECÍFICA Vv
(%)
RBV
(%)
ESTABILIDADE
(kgf)
FLUÊNCIA
(mm) MEDIDA APARENTE
(DNER-ES
387/99)
(Gmm)
(kg/cm³)
(Gmb)
(kg/cm³) 3 - 8 65 - 82 >250 2,0 – 4,5
8,0 2,497 2,202 11,80 58,68 1013 6
8,5 2,471 2,229 9,78 64,83 1096 7
9,0 2,460 2,239 8,98 68,10 1094 8
9,5 2,330 2,253 3,32 85,98 1185 9
10,0 2,285 2,275 0,43 98,05 1359 8
Para T3 os parâmetros se enquadraram nos teores de 9,0% e 9,5%. Logo então
determinou o teor de projeto traçando o gráfico da FIG.4.9.
FIG. 4.9 Teor de asfalto versus Vv e RBV do T3.

90
A partir do gráfico, tomando a média dos dois teores centrais, pode-se determinar o teor
ótimo do T3, que foi de 9,1 ± 0,3.
4.1.5.4 TRAÇO 4
Para o T4, foram tomados os mesmos teores do T2, variando o CAP, partindo de 8% até
11%, foram executados 24 corpos de prova, sendo 4 para cada teor definido. A TAB 4.14
apresenta os resultados de cada teor.
TAB. 4.14 Parâmetros obtidos para o T4.
%
LIGANTE
MASSA ESPECÍFICA Vv
(%)
RBV
(%)
ESTABILIDADE
(kgf)
FLUÊNCIA
(mm) MEDIDA APARENTE
(DNIT-ES
032/05)
(Gmm)
(kg/cm³)
(Gmb)
(kg/cm³) 3 - 8 65 - 82 >300 2,0 – 4,0
8,0 2,463 2,219 9,92 62,80 792 8
8,5 2,458 2,238 8,95 66,73 707 7
9,0 2,413 2,252 6,65 74,19 591 9
9,5 2,370 2,272 4,14 83,10 637 6
10,0 2,366 2,288 3,31 86,70 701 7
11,0 2,286 2,280 0,28 98,83 648 6
Para T4 os parâmetros se enquadraram entre os teores de 9,0% e 10,0%. Logo então
determinou o teor de projeto traçando o gráfico da FIG. 4.10.

91
FIG. 4.10 Teor de asfalto versus Vv e RBV do T4.
A partir do gráfico, tomando a média dos dois teores centrais, pode-se determinar o teor
ótimo do T4, que foi de 9,1 ± 0,3.
De forma geral, nota-se que teores maiores de ligantes levam a diminuição do volume de
vazios nos traços e em todos os traços esse parâmetro se manteve dentro dos limites
estabelecidos por norma. Quanto à relação betume-vazios, a relação estabelecida foi contrária,
uma vez que com o aumento do teor de ligante os valores de RBV também aumentaram. Os
valores de fluência não atenderam a norma em nenhum dos traços, porém percebe-se que com
a adição do resíduo houve uma tendência a diminuição do seu valor. Os valores de
estabilidade atenderam a norma de forma satisfatória apresentando valores bem superiores ao
mínimo previsto.
4.1.5.5 COMPARAÇÃO ENTRE OS TRAÇOS
A partir dos teores ótimos de cada traço foram executados 12 corpos de prova, sendo 3
para cada, onde foram realizados os ensaios de Estabilidade e Fluência. O percentual dos
materiais em cada traço de teor ótimo são apresentados na TAB 4.15.

92
TAB. 4.15 Percentual do Teor de Projeto dos Traços.
Traço Teor de Ligante
(%) Pó de Pedra (%) Resíduo (%) (Gmm) (kg/cm³)
T1 8,6 ± 0,3 91,40 - 2,390
T2 8,9 ± 0,3 68,33 22,78 2,403
T3 9,1 ± 0,3 45,45 45,45 2,394
T4 9,1 ± 0,3 68,18 22,73 2,359
É apresentada uma tabela resumo para a comparação dos teores ótimos de cada traço na
TAB. 4.16.
TAB. 4.16 Parâmetros finais da dosagem Marshall.
TRAÇO
PARÂMETROS
ÓTIMO
%
Vv
%
RBV
%
ESTABILIDADE
kgf
FLUÊNCIA
Mm
(DNER-ES 387/99) 5 - 9 3 - 8 65 - 82 >250 2,4 – 4,5
T1 8,6 ± 0,3 5,15 81,00 1270 9,2
T2 8,9 ± 0,3 5,65 77,50 1380 7,7
T3 9,1 ± 0,3 6,50 73,50 1100 7,6
(DNIT-ES 032/05) 7 - 12 3 - 8 65 - 82 >300 2,0 – 4,5
T4 9,1 ± 0,3 5,34 78,21 975 7,0
Seguindo o procedimento padrão da volumetria, todos os traços atenderam aos critérios
de percentual de volume de vazios (Vv), da relação betume/vazios (RBV) e da estabilidade.
Os teores de CAPs se mantiveram próximos e respeitando a tolerância de ±0,3% dentro
da norma, sendo que houve um aumento no Vv nos traços com adição do resíduo. Sobre a
estabilidade, pode-se verificar que o T2 quando comparado ao T1 teve um acréscimo, o
mesmo também foi maior em relação ao T3, por ter um percentual menor de resíduo em sua
composição e pela adição do CAP com polímero que proporciona uma melhor coesão entre os
grãos, um aumento da flexibilidade e estabilidade. Quanto ao T4, este com o ligante mais
duro, não apresentou melhora na estabilidade quando analisado em iguais teores de resíduo,
como o T2.

93
No entanto o parâmetro de fluência não foi atendido em nenhum dos traços, mas houve
uma redução para os mesmos com a adição do resíduo. Percebe-se que com o maior
percentual de resíduo a fluência é menor e alterando o ligante também houve redução do valor
deste parâmetro.
Portanto, mesmo não obtendo a fluência estabelecida pela norma, é importante ressaltar
que os ensaios mecânicos devem ser realizados para se afirmar a viabilidade destas misturas,
visando entender o comportamento da mesma e estimar sua vida útil.
4.1.6 ENSAIOS MECÂNICOS
A seguir, são apresentados os resultados dos ensaios de Resistência a Tração (RT),
Módulo de Resiliência (MR) e Vida de Fadiga, na respectiva ordem.
4.1.6.1 RESISTÊNCIA A TRAÇÃO
A execução dos ensaios seguiu os procedimentos do DNER-ME 138/94 sendo realizados
a temperatura de 25°C. Para este parâmetro foram moldados 12 corpos de prova, 3 de cada
traço. Os resultados médios dos ensaios de resistência à tração são apresentados na FIG. 4.11.
FIG. 4.11 RT dos traços avaliados.
Observou-se uma tendência de diminuição do valor de RT com um aumento do teor de

94
Resíduo. As três primeiras misturas mantiveram o mesmo ligante, porém variando o teor de
resíduo e o teor de asfalto (teor de projeto), somente o ultimo traço houve variação do tipo de
ligante.
Os valores de RT foram menores para os traços que contém o resíduo, porém esse
decréscimo foi de 5% comparando o T1 e T2, e 13% em relação T1 e T3.
Com relação aos traços com CAP polímero nota-se que o T1 comparado ao T2 houve
uma queda de 5% nos valores de RT, adicionando 25% de resíduo e adicionando 50% de
resíduo houve uma queda de 13% nos valores dos mesmos.
Variando o tipo de ligante, partindo para um ligante mais duro e mantendo 25% de
resíduo notou-se a persistência da queda dos valores de RT com adição do resíduo.
Embora tenha havido uma redução nos valores de RT, essa queda foi pequena e os
valores encontrados, mesmo com adição de grande porcentagem de resíduo, podem ser
considerados satisfatórios comparados a resultados de outras pesquisas que também
utilizaram outros resíduos em misturas asfálticas.
MAZUMDAR e RAO (1993) encontraram valores para RT entre 0,4 e 0,8 MPa, para
misturas de AAUQ confeccionadas com um ligante asfáltico de penetração igual a 80
(1/10mm) e ALDIGUERI (2001) concluiu que os valores de RT de misturas do tipo AAUQ
com CAP 30/45 oscilam entre 1,0 e 1,4 MPa, valores que o autor considera satisfatórios e
compatíveis também para o emprego da mistura em substituição do concreto asfáltico
convencional.
Os valores de resistência à tração (RT) de 1,39 e 1,34 foram encontrados no estudo de
ALDIGUERI & BERNUCCI (2002) com utilização do CAP 30/45 e 50/60 e entorno de 0,96
e 1,24 para CAP modificado por asfaltita, respectivamente.
OLIVEIRA et. al (2010), realizaram traços de AAUQ com RCD (Resíduo de construção
e demolição) com o CAP 50/70, o resultado encontrado para RT foi de 0,935. Já com CAP
50/70-SBS, modificado por polímero, a RT foi de 1,036.
Concluindo, KLINSKY (2013), encontrou RT de 0,40 MPa até 0,80 MPa, sendo que a
norma DNIT 031/2004-ES recomenda que as camadas de rolamento e de ligação (binder)
devem apresentar RT de no mínimo 0,65 MPa, sendo assim os traços T2 e T3, com adição do
resíduo, apresentam valores superiores a essa exigência.

95
4.1.6.2 MÓDULO DE RESILIÊNCIA
Os ensaios para a determinação do MR foram realizados com a moldagem de 8 corpos de
prova por traço, utilizando o ensaio de compressão diametral com cargas repetidas a uma
temperatura de 25ºC.
Os resultados dos ensaios de módulo de resiliência e seus respectivos parâmetros
estatísticos estão contidos na TAB.4.17. O MR médio foi tomado como a média aritmética de
todos os resultados obtidos nos ensaios, após a aplicação do Teste de Grubbs, o qual verifica a
existência de valores aberrantes dentro de um espaço amostral.
TAB. 4.17 Resultados do ensaio de MR para os traços.
Identificação dos
CP's
MR (MPa)
T1 (8,6 ± 0,3)
MR (MPa)
T2 (8,9 ± 0,3)
MR (MPa)
T3 (9,1 ± 0,3)
MR (MPa)
T4 (9,1 ± 0,3)
7
2218 1833 2126 2936
2124 1975 2002 3080
2164 1980 2019 2707
8
1107 1539 1295 2710
1004 1625 1277 2699
1034 1579 1285 2625
9
2185 2953 2615 3056
1823 2975 2612 3082
1868 2707 2517 2975
10
2154 1608 1288 3223
1963 1607 1278 3101
1932 1636 1295 3045
11
2151 1601 1974 3373
2162 1628 1933 3266
2108 1644 1888 3293
12
2815 1948 1613 3373
2545 2214 1777 3397
2414 2262 1628 3287
13
2109 1413 1862 3639
2241 1504 1784 3738
2231 1478 1898 3557
14
2318 1567 1360 3149
2209 1575 1308 3063
2209 1560 1323 3016

96
TAB. 4.18 Resultados do ensaio de MR para os traços.(Continuação)
Identificação MR (MPa)
T1 (8,6 ± 0,3)
MR (MPa)
T2 (8,9 ± 0,3)
MR (MPa)
T3 (9,1 ± 0,3)
MR (MPa)
T4 (9,1 ± 0,3)
MR Médio 2045 1850 1748 3141
Desvio Padrão 436,44 456,27 434,86 292,78
Coeficiente de
Variação 21,34% 24,66% 24,88% 9,32%
Intervalo de
Confiança 1861 a 2230 1658 a 2043 1565 a 1932 3018 a 3265
Como pode ser observado pela TAB. 4.17 foram feitas 3 determinações para cada corpo
de prova. No total, foram realizados 24 ensaios para cada traço e a média destes é apresentada
na FIG. 4.12.
FIG. 4.12 Resultados médios de MR para cada traço.
Pela análise do gráfico é possível verificar que os resultados de MR dos três primeiros
traços apresentaram valores médios decrescentes com o acréscimo da quantidade de resíduo
adicionado. Com exceção do T4 que embora tenha adição de 25% de resíduo, apresentou
valor de MR superior ao T1 composto somente por pó de pedra. Isto se deu pela variação do
ligante nos traços, que resultou em um aumento da rigidez.
Os ensaios de MR apresentaram uma maior variação nos valores médios nos traços com
maior quantidade de resíduo, exceção feita ao T4 onde ocorreu a menor dispersão, assim
como a maior média dos valores de MR. O traço 4 apresentou a menor dispersão nos
resultados, seguida dos traços 1, 2 e 3.

97
Os traços apresentaram valores compatíveis com outros já encontrados para misturas do
tipo AAUQ que variam em média de 2400 MPa a 3000 MPa (CAP 30/45) e 2050 MPa a
2200 MPa para um CAP modificado por asfaltita (ALDIGUERI & BERNUCCI, 2002). Outro
estudo envolvendo areia asfalto com agregado miúdo de RCD, fibra de açaí e com ligantes
asfálticos modificados por polímeros EVA ou SBS encontraram valores de MR entre 368
MPa a 1650 MPa (VALENÇA et al, 2011).
Era esperado que os valores de MR dos traços confeccionados com o ligante modificado
por polímero fossem superiores que os valores de MR com CAP convencional. Entretanto o
traço com ligante convencional apresentou os maiores valores de MR. A elevada rigidez desse
material pode ser atribuída à perda de voláteis e ao envelhecimento em curto prazo durante o
processo de confecção dos corpos de prova.
Com os valores de RT e MR pode-se estabelecer a relação MR/ RT que é apresentada na
TAB. 4. 18. Tal razão vem sendo usada como um indicador da vida de fadiga de misturas
asfálticas, uma vez que agrega informações de rigidez e resistência.
TAB. 4.19 Resultado dos ensaios de MR, RT e da relação MR/RT.
TRAÇO
MR
(MPa, 25°C)
RT
(MPa, 25°C) MR/RT
T1 2045 1,05 1948
T2 1850 1,00 1850
T3 1748 0,92 1900
T4 3141 0,85 3695
As relações MR/RT também apresentaram valores decrescentes com o aumento no teor
de resíduo, exceção para o traço T4 que apresentou uma relação superior as demais,
As misturas asfálticas com módulos de resiliência elevados, muito rígidos, necessitam de
valores elevados de resistência à tração, devido à concentração de esforços no seu interior.
É desejável um valor pequeno da razão, dado que com frequência busca-se baixa rigidez
para evitar elevada absorção de tensões que levem ao trincamento prematuro do revestimento,
e alta resistência à tração, uma vez que em geral uma maior resistência na ruptura é também
associada a uma maior resistência na fadiga. De forma geral, os valores da razão MR/RT
seguiram essa tendência, o valor de MR diminuiu com o valor de RT, levando a uma razão
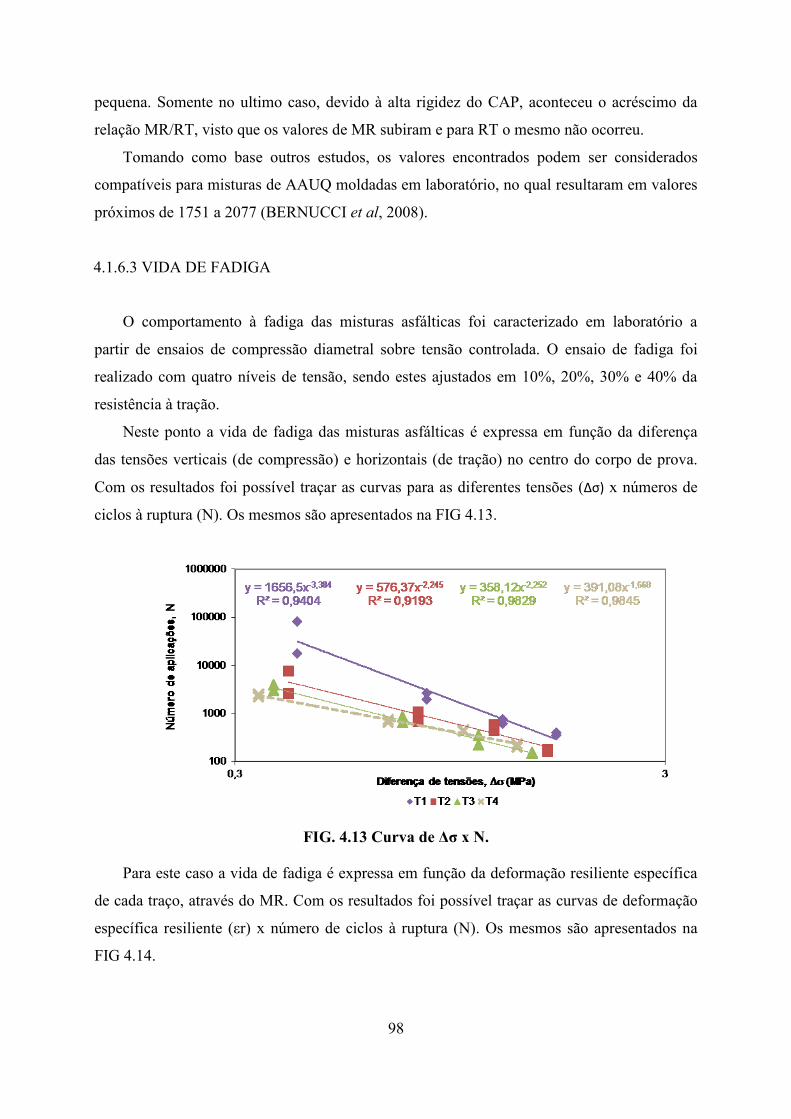
98
pequena. Somente no ultimo caso, devido à alta rigidez do CAP, aconteceu o acréscimo da
relação MR/RT, visto que os valores de MR subiram e para RT o mesmo não ocorreu.
Tomando como base outros estudos, os valores encontrados podem ser considerados
compatíveis para misturas de AAUQ moldadas em laboratório, no qual resultaram em valores
próximos de 1751 a 2077 (BERNUCCI et al, 2008).
4.1.6.3 VIDA DE FADIGA
O comportamento à fadiga das misturas asfálticas foi caracterizado em laboratório a
partir de ensaios de compressão diametral sobre tensão controlada. O ensaio de fadiga foi
realizado com quatro níveis de tensão, sendo estes ajustados em 10%, 20%, 30% e 40% da
resistência à tração.
Neste ponto a vida de fadiga das misturas asfálticas é expressa em função da diferença
das tensões verticais (de compressão) e horizontais (de tração) no centro do corpo de prova.
Com os resultados foi possível traçar as curvas para as diferentes tensões (Δσ) x números de
ciclos à ruptura (N). Os mesmos são apresentados na FIG 4.13.
FIG. 4.13 Curva de Δσ x N.
Para este caso a vida de fadiga é expressa em função da deformação resiliente específica
de cada traço, através do MR. Com os resultados foi possível traçar as curvas de deformação
específica resiliente (εr) x número de ciclos à ruptura (N). Os mesmos são apresentados na
FIG 4.14.
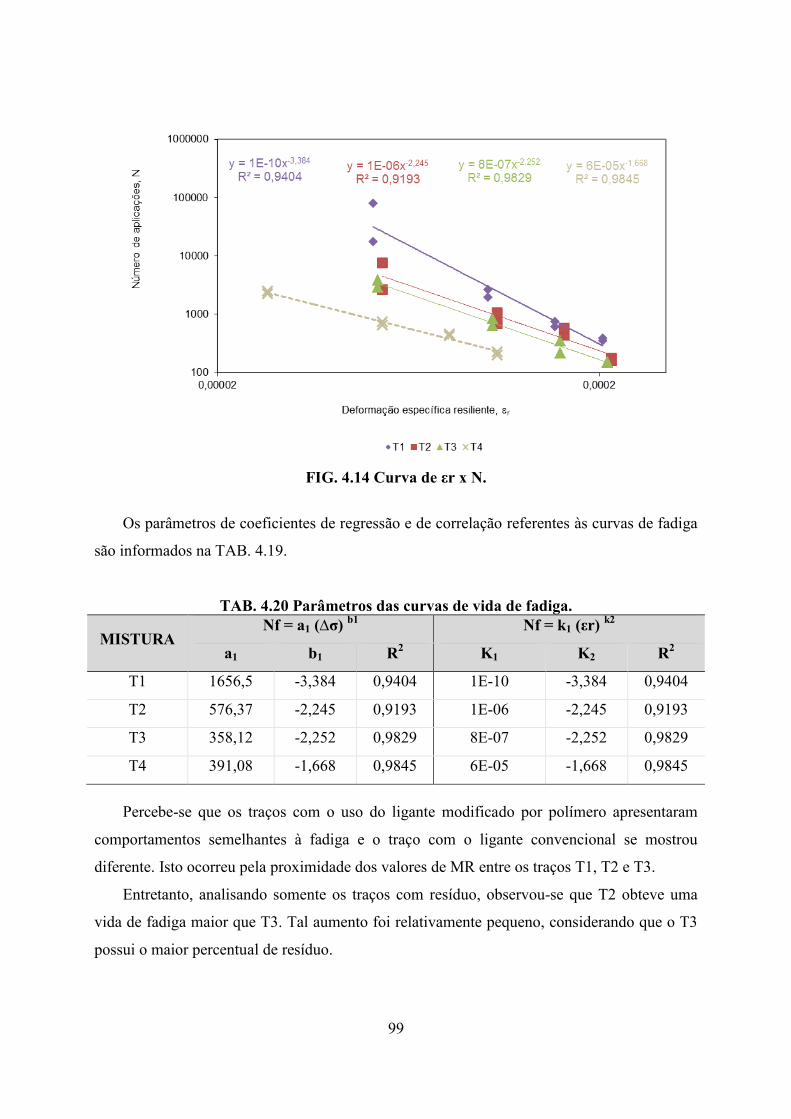
99
FIG. 4.14 Curva de εr x N.
Os parâmetros de coeficientes de regressão e de correlação referentes às curvas de fadiga
são informados na TAB. 4.19.
TAB. 4.20 Parâmetros das curvas de vida de fadiga.
MISTURA Nf = a1 (∆σ)
b1 Nf = k1 (εr)
k2
a1 b1 R2 K1 K2 R
2
T1 1656,5 -3,384 0,9404 1E-10 -3,384 0,9404
T2 576,37 -2,245 0,9193 1E-06 -2,245 0,9193
T3 358,12 -2,252 0,9829 8E-07 -2,252 0,9829
T4 391,08 -1,668 0,9845 6E-05 -1,668 0,9845
Percebe-se que os traços com o uso do ligante modificado por polímero apresentaram
comportamentos semelhantes à fadiga e o traço com o ligante convencional se mostrou
diferente. Isto ocorreu pela proximidade dos valores de MR entre os traços T1, T2 e T3.
Entretanto, analisando somente os traços com resíduo, observou-se que T2 obteve uma
vida de fadiga maior que T3. Tal aumento foi relativamente pequeno, considerando que o T3
possui o maior percentual de resíduo.

100
Segundo SPECHT (2004) a análise direta das curvas de fadiga pode levar a conclusões
divergentes, visto que elas distribuem tensões de maneiras diferentes. Então uma avaliação
mais conclusiva, a partir de uma análise de uma estrutura de pavimento tratará de forma
combinada a rigidez das misturas, os modelos de fadiga e o nível de tensão-deformação
atuante na camada de revestimento.
4.2 DIMENSIONAMENTO DO PAVIMENTO
Para critério de dimensionamento e para análise da melhor situação utilizando o resíduo
do beneficiamento do minério de ferro em camadas de pavimentos, foram considerados os
traços desta pesquisa, T1, T2, T3 e T4 para camada de revestimento. Para camada de base e
sub-base, foram utilizadas as composições da pesquisa de GALHARDO (2015), como
mencionado anteriormente. Foram avaliadas as seguintes definições:
o Fixou-se a espessura do revestimento em 5 cm e determinou-se a vida útil do
pavimento, alterando os traços em estudo para o revestimento, e considerou-se a
mistura de solo com resíduo de GALHARDO (2015).
Com o tráfego de N = 5,987x106 considerando a mistura de solo com resíduo e espessura
de 0,05m foram encontrados os seguintes resultados da TAB 4.20.
TAB. 4.21 Estimativa do dimensionamento pelo SisPav de um pavimento de 5,0cm.
TRAÇO
VIDA ÚTIL DE PROJETO (ANOS)
TRÁFEGO
(N = 5,987x106)
T1 21,3
T2 12,3
T3 10,5
T4 4,7
Considerado um tráfego médio objetivou-se mostrar a influencia do resíduo na vida útil
nas camadas de pavimentos. Diante disso, é notório que os traços T1, T2 e T3, com o CAP
polímero, apresentaram vida útil significativa para projetos de pavimentos, considerando que
o mínimo é de 10 anos, até mesmo com a elevação do teor do resíduo.
Cabe ressaltar que, de acordo com o (DNIT, 2006), para um tráfego de 5 x 106<N ≤ 10
7,
o revestimento que recomendado é um CBUQ com uma espessura de 7,5cm. Todavia, o traço
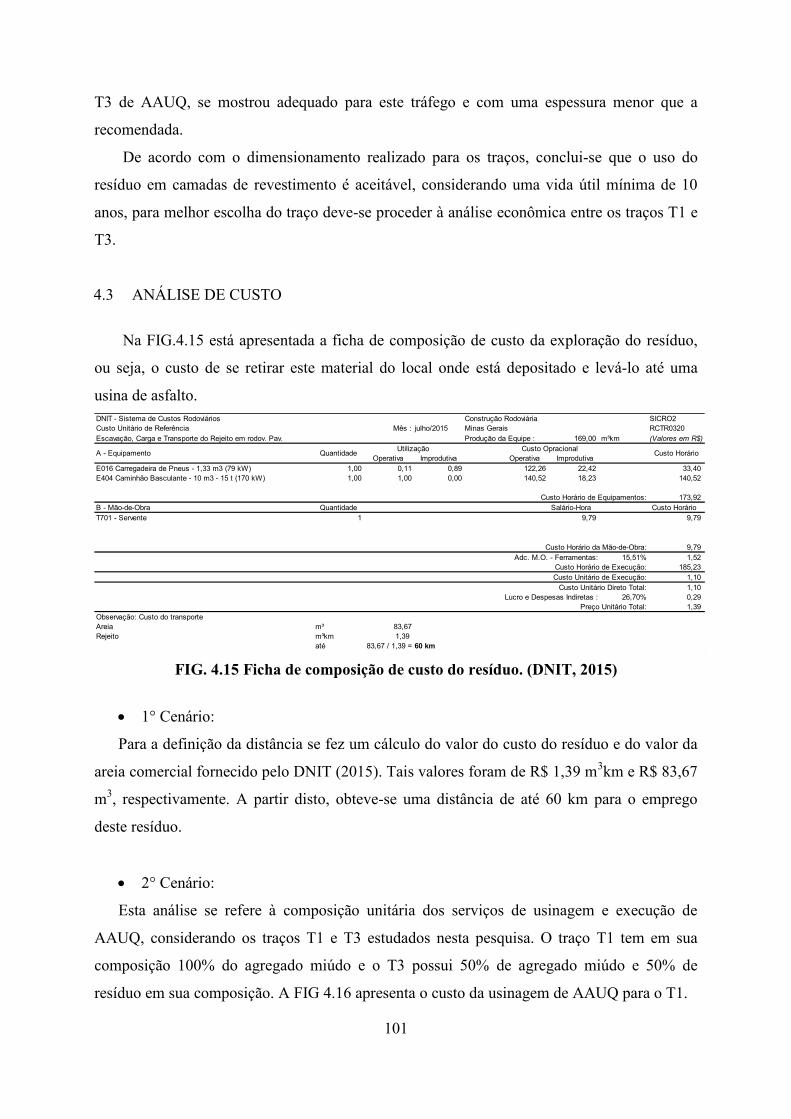
101
T3 de AAUQ, se mostrou adequado para este tráfego e com uma espessura menor que a
recomendada.
De acordo com o dimensionamento realizado para os traços, conclui-se que o uso do
resíduo em camadas de revestimento é aceitável, considerando uma vida útil mínima de 10
anos, para melhor escolha do traço deve-se proceder à análise econômica entre os traços T1 e
T3.
4.3 ANÁLISE DE CUSTO
Na FIG.4.15 está apresentada a ficha de composição de custo da exploração do resíduo,
ou seja, o custo de se retirar este material do local onde está depositado e levá-lo até uma
usina de asfalto.
DNIT - Sistema de Custos Rodoviários Construção Rodoviária SICRO2
Custo Unitário de Referência Mês : julho/2015 Minas Gerais RCTR0320
Escavação, Carga e Transporte do Rejeito em rodov. Pav. Produção da Equipe : 169,00 m³km (Valores em R$)
Operativa Improdutiva Operativa Improdutiva
E016 Carregadeira de Pneus - 1,33 m3 (79 kW) 1,00 0,11 0,89 122,26 22,42 33,40
E404 Caminhão Basculante - 10 m3 - 15 t (170 kW) 1,00 1,00 0,00 140,52 18,23 140,52
Custo Horário de Equipamentos: 173,92
B - Mão-de-Obra Quantidade Salário-Hora Custo Horário
T701 - Servente 1 9,79 9,79
Custo Horário da Mão-de-Obra: 9,79
Adc. M.O. - Ferramentas: 15,51% 1,52
Custo Horário de Execução: 185,23
Custo Unitário de Execução: 1,10
Custo Unitário Direto Total: 1,10
Lucro e Despesas Indiretas : 26,70% 0,29
Preço Unitário Total: 1,39
Observação: Custo do transporte
Areia m³ 83,67
Rejeito m³km 1,39
até 83,67 / 1,39 = 60 km
A - Equipamento QuantidadeUtilização Custo Opracional
Custo Horário
FIG. 4.15 Ficha de composição de custo do resíduo. (DNIT, 2015)
1° Cenário:
Para a definição da distância se fez um cálculo do valor do custo do resíduo e do valor da
areia comercial fornecido pelo DNIT (2015). Tais valores foram de R$ 1,39 m3km e R$ 83,67
m3, respectivamente. A partir disto, obteve-se uma distância de até 60 km para o emprego
deste resíduo.
2° Cenário:
Esta análise se refere à composição unitária dos serviços de usinagem e execução de
AAUQ, considerando os traços T1 e T3 estudados nesta pesquisa. O traço T1 tem em sua
composição 100% do agregado miúdo e o T3 possui 50% de agregado miúdo e 50% de
resíduo em sua composição. A FIG 4.16 apresenta o custo da usinagem de AAUQ para o T1.

102
DNIT - Sistema de Custos Rodoviários Construção Rodoviária SICRO2
Custo Unitário de Referência Mês : julho/2015 Minas Gerais RCTR0320
1 A 01 391 52 - Usinagem de areia-asfalto AC - CAP 85/100 Produção da Equipe : 75,00 t (Valores em R$)
Operativa Improdutiva Operativa Improdutiva
E010 - Carregadeira de Pneus - 3,3 m3 (147 kW) 1,00 0,31 0,69 216,45 22,42 82,57
E110 - Tanque de Estocagem de Asfalto - 30.000 l 2,00 1,00 - 17,89 - 35,78
E112 - Aquecedor de Fluido Térmico - (12 kW) 1,00 1,00 - 102,72 - 102,72
E147 - Usina de Asfalto a Quente - 90/120 t/h com filtro de manga 1,00 1,00 - 204,47 22,50 204,47
(188 kW)
E501 - Grupo Gerador - 36/40 KVA (32 kW) 1,00 1,00 - 21,47 - 21,47
E503 - Grupo Gerador - 164 / 180 KVA (144 kW) 1,00 1,00 - 89,44 - 89,44
Custo Horário de Equipamentos: 536,45
B - Mão-de-Obra Quantidade Salário-Hora Custo Horário
T501 - Encarregado de turma 1,00 29,13 29,13
T701 - Servente 8,00 9,79 78,30
Custo Horário da Mão-de-Obra: 107,43
Adc. M.O. - Ferramentas: 15,51% 16,66
Custo Horário de Execução: 660,54
Custo Unitário de Execução: 8,81
C - Material/Atividade Auxiliar Distância Quantidade Unidade Preço Unitário Custo Unitário
Óleo combustível 1A Traço 15,000 l 2,10 31,50
Cimento asfáltico CAP 85/100 8,60% 0,086 t 1.344,60 115,64
Areia Comercial 91,40% 0,635 m³ 83,67 53,11
Custo Total do Material: 200,24
Custo Unitário Direto Total: 209,05
Observação:
a) Os preços unitários dos agregados apresentados são entregues na Usina de asfalto.
c) Utilizou-se a Metodologia do Sistema de Custo Rodoviário do DNIT.
A - Equipamento QuantidadeUtilização Custo Opracional
Custo Horário
b) O preço do CAP 85/100 contempla somente a aquisição do material e o preço é referente ao valor da Região Sudeste, conforme a pesquisa da Agência Nacional de Petróleo, Gás
Natural e Biocombustíveis.
FIG. 4.16 Ficha de composição de custo de AAUQ para o T1.
O custo da usinagem de AAUQ para o T3 está representado na FIG. 4.17.
DNIT - Sistema de Custos Rodoviários Construção Rodoviária SICRO2
Custo Unitário de Referência Mês : julho/2015 Minas Gerais RCTR0320
1 A 01 391 52 - Usinagem de areia-asfalto AC e Resíduo - CAP 85/100 Produção da Equipe : 75,00 t (Valores em R$)
Operativa Improdutiva Operativa Improdutiva
E010 - Carregadeira de Pneus - 3,3 m3 (147 kW) 1,00 0,31 0,69 216,45 22,42 82,57
E110 - Tanque de Estocagem de Asfalto - 30.000 l 2,00 1,00 - 17,89 - 35,78
E112 - Aquecedor de Fluido Térmico - (12 kW) 1,00 1,00 - 102,72 - 102,72
E147 - Usina de Asfalto a Quente - 90/120 t/h com filtro de manga 1,00 1,00 - 204,47 22,50 204,47
(188 kW)
E501 - Grupo Gerador - 36/40 KVA (32 kW) 1,00 1,00 - 21,47 - 21,47
E503 - Grupo Gerador - 164 / 180 KVA (144 kW) 1,00 1,00 - 89,44 - 89,44
Custo Horário de Equipamentos: 536,45
B - Mão-de-Obra Quantidade Salário-Hora Custo Horário
T501 - Encarregado de turma 1,00 29,13 29,13
T701 - Servente 8,00 9,79 78,30
Custo Horário da Mão-de-Obra: 107,43
Adc. M.O. - Ferramentas: 15,51% 16,66
Custo Horário de Execução: 660,54
Custo Unitário de Execução: 8,81
C - Material/Atividade Auxiliar Distância Quantidade Unidade Preço Unitário Custo Unitário
Óleo combustível 1A Traço 15,000 l 2,10 31,50
Cimento asfáltico CAP 85/100 9,10% - 0,091 t 1.344,60 122,36
Areia 45,45% - 0,316 m³ 83,67 26,41
Rejeito 45,45% - 0,288 m³km 1,39 -
Custo Total do Material: 180,27
Custo Unitário Direto Total: 189,07
Observação:
a) Os preços unitários dos agregados apresentados são entregues na Usina de asfalto.
c) Utilizou-se a Metodologia do Sistema de Custo Rodoviário do DNIT.
d) Densidades ton/m³: Areia = 1,440 / Rejeito = 1,580
b) O preço do CAP 85/100 contempla somente a aquisição do material e o preço é referente ao valor da Região Sudeste, conforme a pesquisa da Agência Nacional de Petróleo, Gás
Natural e Biocombustíveis.
A - Equipamento QuantidadeUtilização Custo Opracional
Custo Horário
FIG. 4.17 Ficha de composição de custo de AAUQ para T3.
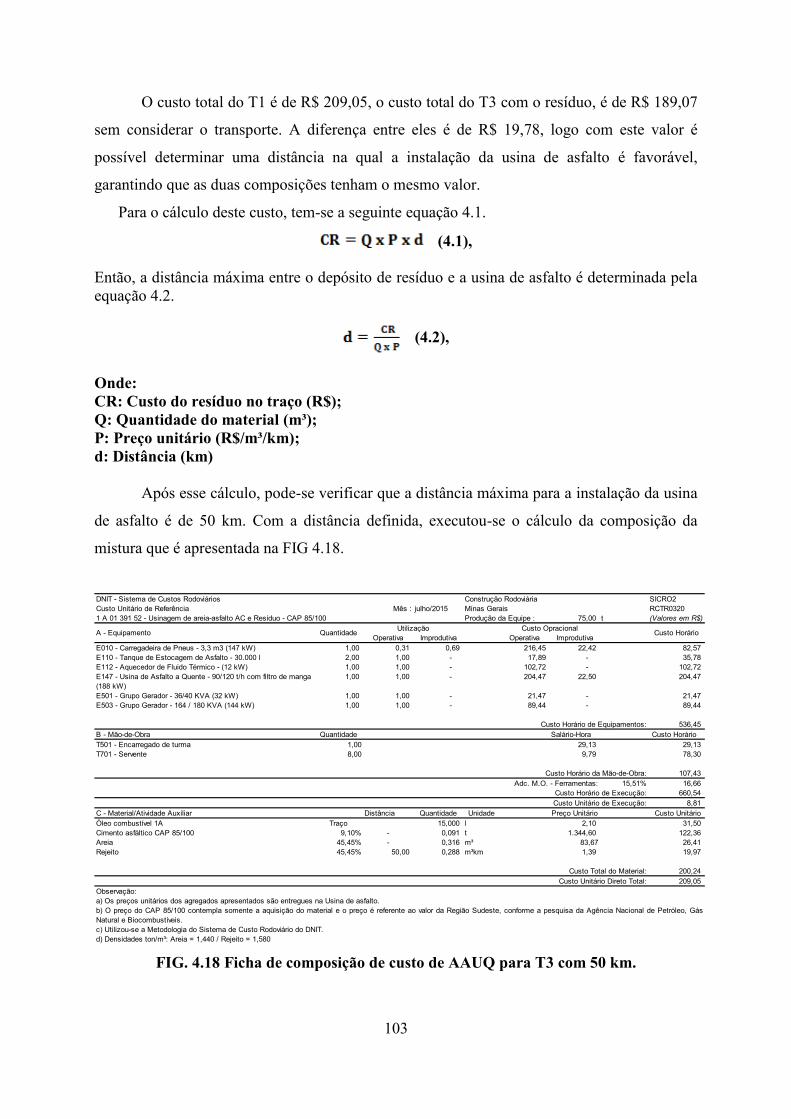
103
O custo total do T1 é de R$ 209,05, o custo total do T3 com o resíduo, é de R$ 189,07
sem considerar o transporte. A diferença entre eles é de R$ 19,78, logo com este valor é
possível determinar uma distância na qual a instalação da usina de asfalto é favorável,
garantindo que as duas composições tenham o mesmo valor.
Para o cálculo deste custo, tem-se a seguinte equação 4.1.
(4.1),
Então, a distância máxima entre o depósito de resíduo e a usina de asfalto é determinada pela
equação 4.2.
(4.2),
Onde:
CR: Custo do resíduo no traço (R$);
Q: Quantidade do material (m³);
P: Preço unitário (R$/m³/km);
d: Distância (km)
Após esse cálculo, pode-se verificar que a distância máxima para a instalação da usina
de asfalto é de 50 km. Com a distância definida, executou-se o cálculo da composição da
mistura que é apresentada na FIG 4.18.
DNIT - Sistema de Custos Rodoviários Construção Rodoviária SICRO2
Custo Unitário de Referência Mês : julho/2015 Minas Gerais RCTR0320
1 A 01 391 52 - Usinagem de areia-asfalto AC e Resíduo - CAP 85/100 Produção da Equipe : 75,00 t (Valores em R$)
Operativa Improdutiva Operativa Improdutiva
E010 - Carregadeira de Pneus - 3,3 m3 (147 kW) 1,00 0,31 0,69 216,45 22,42 82,57
E110 - Tanque de Estocagem de Asfalto - 30.000 l 2,00 1,00 - 17,89 - 35,78
E112 - Aquecedor de Fluido Térmico - (12 kW) 1,00 1,00 - 102,72 - 102,72
E147 - Usina de Asfalto a Quente - 90/120 t/h com filtro de manga 1,00 1,00 - 204,47 22,50 204,47
(188 kW)
E501 - Grupo Gerador - 36/40 KVA (32 kW) 1,00 1,00 - 21,47 - 21,47
E503 - Grupo Gerador - 164 / 180 KVA (144 kW) 1,00 1,00 - 89,44 - 89,44
Custo Horário de Equipamentos: 536,45
B - Mão-de-Obra Quantidade Salário-Hora Custo Horário
T501 - Encarregado de turma 1,00 29,13 29,13
T701 - Servente 8,00 9,79 78,30
Custo Horário da Mão-de-Obra: 107,43
Adc. M.O. - Ferramentas: 15,51% 16,66
Custo Horário de Execução: 660,54
Custo Unitário de Execução: 8,81
C - Material/Atividade Auxiliar Distância Quantidade Unidade Preço Unitário Custo Unitário
Óleo combustível 1A Traço 15,000 l 2,10 31,50
Cimento asfáltico CAP 85/100 9,10% - 0,091 t 1.344,60 122,36
Areia 45,45% - 0,316 m³ 83,67 26,41
Rejeito 45,45% 50,00 0,288 m³km 1,39 19,97
Custo Total do Material: 200,24
Custo Unitário Direto Total: 209,05
Observação:
a) Os preços unitários dos agregados apresentados são entregues na Usina de asfalto.
c) Utilizou-se a Metodologia do Sistema de Custo Rodoviário do DNIT.
d) Densidades ton/m³: Areia = 1,440 / Rejeito = 1,580
b) O preço do CAP 85/100 contempla somente a aquisição do material e o preço é referente ao valor da Região Sudeste, conforme a pesquisa da Agência Nacional de Petróleo, Gás
Natural e Biocombustíveis.
A - Equipamento QuantidadeUtilização Custo Opracional
Custo Horário
FIG. 4.18 Ficha de composição de custo de AAUQ para T3 com 50 km.
104
Verificou-se que os custos totais para os dois traços foram de R$ 209,05, ou seja, o a
instalação da usina de asfalto pode ser considerado até a distância de 50 km, pois o valor do
da usinagem de AAUQ com resíduo se igualou ao valor da AAUQ com a areia comercial.
Considerando o emprego deste traço de AAUQ, têm-se a cidade de Mariana que está a
25 km da barragem de Germano. Também tem a possiblidade de utilizá-lo na BR-040 que
possui as características de tráfego estudadas, e que está aproximadamente a 60 km da
barragem.

105
5 CONCLUSÕES
A presente pesquisa objetivou avaliar o uso do resíduo do beneficiamento do minério de
ferro em misturas asfálticas do tipo AAUQ.
Após a revisão bibliográfica dos conceitos envolvidos na pesquisa foi montado, com base
nos recursos disponíveis um programa experimental, neste optou pela utilização da
metodologia Marshall, por ser atualmente prevista em norma pelo DNIT, para verificar a
possibilidade de substituição do agregado miúdo, no caso o pó de pedra, pelo resíduo em
questão.
A partir dos resultados mecânicos e do dimensionamento, conclui-se que para um tráfego
médio o uso do resíduo é viável e trás resultados satisfatórios, pois indicou no T3 uma vida
útil compatível com a desejada e uma vantagem econômica na construção do pavimento. Este
fato contribui para utilização do resíduo do beneficiamento do minério ferro como integrante
da camada do revestimento em projetos futuros.
Deste modo, as seguintes observações foram apontadas:
Quanto às características granulométricas o resíduo do beneficiamento do minério
de ferro se caracterizou como agregado miúdo, caracterizando-se com uma areia
fina, no qual a sua substituição ao agregado convencional foi satisfatória;
Quanto ao cimento asfáltico modificado pelo polímero EVA e o cimento asfáltico
convencional o acréscimo de um melhorador de adesividade foi favorável e
proporcionou uma melhor coesão dos agregados ao ligante.
Para o melhor enquadramento na Faixa C do DNER-ES 387 (1999) e na Faixa B
do DNIT-ES 032 (2005) foi necessário um peneiramento do pó de pedra, para que
quando fosse adicionado o resíduo, não elevasse a porcentagem de finos.
Após a confecção dos corpos-de-prova, da aplicação dos diversos ensaios propostos pela
metodologia Marshall, realça as seguintes ponderações:
106
Os traços estudados atenderam aos critérios estabelecidos pelo DNIT, para os
parâmetros Vv e RBV e, além disso, pode-se observar que com a utilização do
resíduo como agregado miúdo, os teores de CAP se mantiveram semelhantes.
Quanto à estabilidade, pode-se verificar o para os traços T1, T2 e T3, estes com
CAP-polímero, que os valores se mantiveram semelhantes. No T4, com o CAP
convencional, a estabilidade reduziu, sendo a menor de todos os traços, porém
ainda muito superior ao limite estabelecido pelo DNIT. Com o intuito de utilizar
uma maior quantidade de resíduo, o T3 com 50% apresentou características
favoráveis para ser empregado em pavimentação.
Para o ensaio de Resistência à Tração, pode-se observar que para T2 o valor foi de
1 MPa e para T3, foi de 0,92 MPa. Já para o T4 o valor foi de 0,85 MPa, sendo
menor em relação aos traços que utilizaram o CAP-polímero. Embora tenha
havido uma redução entre T2 e T3, essa queda foi considerada pequena, tais
resultados podem ser considerados satisfatórios quando comparados a matriz, T1,
que teve o valor de 1,05 MPa, e a resultados de outras pesquisas que também
utilizaram resíduos em misturas asfálticas.
Quanto ao ensaio de Módulo de Resiliência, os valores encontrados foram de
1850 MPa para T2 e 1748 MPa para T3, se configurando semelhantes. Para T4, o
valor do MR foi de 3141 MPa sendo o mais elevado, o que resulta em uma
diminuição da deformação permanente. No entanto, os valores obtidos são
considerados satisfatórios e semelhantes a outros estudos de misturas asfálticas do
tipo areia-asfalto.
Sendo assim, pode-se dizer que o traço T2 e T3, tiveram um comportamento
melhor, pois a razão MR/RT apresentou valores menores. Tal razão busca valores
pequenos, para que se tenha uma baixa rigidez, evitando assim trincamentos
prematuros no pavimento, e uma alta resistência à tração que resulta em uma
maior vida de fadiga.
A variação do teor de resíduo de T2 e T3, 25% e 50%, pouco influenciou nos resultados
de MR, RT e na vida útil de projeto no caso do dimensionamento do pavimento, sendo assim,
atendendo ao objetivo do estudo, é satisfatório o uso da maior quantidade do resíduo,
Isso nos leva a conclusão que embora os traços contendo resíduo não tenham o melhor
comportamento mecânico, também não muito inferior à mistura sem resíduo, têm a vantagem

107
econômica na construção do pavimento, dada a facilidade e o custo em relação à outros
agregados, e ainda assim as simulações indicaram vida útil compatível com a desejada. Este
fato contribui para ratificação da possibilidade de utilização do resíduo do beneficiamento do
minério ferro como integrante da camada do revestimento em projetos futuros.
5.1 SUGESTÕES PARA TRABALHOS FUTUROS
No presente estudo foram percebidos alguns pontos no qual a empregabilidade do resíduo
em misturas asfálticas, do tipo areia-asfalto, ainda pode ser estendida. Tais sugestões seguem
abaixo:
1 – Estudar o comportamento de outros teores de resíduo adicionados nos traços com
outros ligantes, a fim de se obter o melhor traço e o melhor CAP para este tipo de mistura
asfáltica;
2 – Aplicar a metodologia Superpave para garantir melhores resultados,
3 – Realizar a análise mecanística-empírica nos resultados obtidos para outros níveis de
tráfego, considerando a resposta positiva com os casos analisados.
4 – Construir trechos experimentais para que seja possível a observação do desempenho
deste material na prática, possibilitando a ratificação ou retificação dos resultados obtidos
nesta pesquisa.
5 – Realizar outros ensaios para análise de fluência, verificando a questão da deformação
permanente em misturas asfálticas do tipo areia-asfalto.

108
6 REFERÊNCIAS BIBLIOGRÁFICAS
ALBUQUERQUE, A. P. Influência da energia e da temperatura de compactação nos
parâmetros volumétricos e nas propriedades mecânicas dos concretos asfálticos. Rio
de Janeiro: Dissertação de Mestrado apresentada ao Curso de Mestrado em Engenharia de
Transportes do Instituto Militar de Engenharia, 2005.
ALDIGUERI, D. R. Estudo de misturas de areia asfalto usinadas a quente com asfaltos
de diferentes consistências para revestimento de pavimentos no estado do Ceará.
Dissertação (Mestrado em Engenharia de Transportes) Escola Politécnica da Universidade
de São Paulo – USP. São Paulo, 2001.
ALDIGUERI, D. R; BERNUCCI, L. B. Desempenho de misturas de areia asfalto usinadas
a quente com o uso de ligantes mais consistentes. Em: Revista Transportes. Vol. 10, n.2.
2002. Disponível em: http://www.revistatransportes.org.br/anpet/index. Acesso em: 04 set
15.
ANP. Resolução n. 19 de 11. Jul. 2005. Agência Nacional do Petróleo, Gás Natural e
Biocombustíveis.
ASPHALT INSTITUTE. Mix design methods: for asphalt concrete and other hotmixtypes.
Lexington: Manual series v. 2, 1997.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10004: Resíduos Sólidos –
Classificação. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6560: Materiais
betuminosos – Determinação do ponto de amolecimento – Método do anel e bola. Rio
de Janeiro, 2008.
BARRETO, M. L. Mineração e desenvolvimento sustentável: desafios para o Brasil. Rio de
Janeiro: CETEM/MCT, 2001. 215p.
BARDINI, V.S.S., FABBRI, G.T.P. FERNANDES JR, J.L. Caracterização de misturas
asfálticas contendo cinzas da queima da casca de pinus. 39 RAPv. ENACOR: Recife,
Brasil, 2008.
BALBO, J. T. Pavimentação asfáltica: materiais, projeto e restauração. Ed. Oficina de
textos: São Paulo, Brasil, 2007.
BERNUCCI, L. B., MOTTA, L. M. G., CERATTI, J. A. P. e SOARES, J. B. Pavimentação
Asfáltica: Formação Básica para Engenheiros.Petrobras, Abeda. 2008.
BOSCOV, M.E.G. Geotecnia Ambiental. São Paulo: Oficina de Textos, São Paulo, 2008.

109
BOTTIN FILHO, I. A. Estudos de misturas de areia-asfalto pré-misturadas a quente.
Dissertação (Mestrado em Engenharia Civil), Universidade Federal do Rio Grande do Sul.
Porto Alegre, 1997.
CALLISTER JR, W. D. Ciência e Engenharia de Materiais: Uma Introdução. LTC (Livros
Técnicos e Científicos. Editora S.A.) 5ª edição, Rio de Janeiro – RJ, 2002.
CAMPANHA, Ângela. Caracterização de resíduos de minério de ferro para uso em
pavimentação. Dissertação (Mestrado em Engenharia Civil), Universidade Federal de
Viçosa. Viçosa, 2011.
CASTRO, Luciana Nogueira; Reciclagem à Frio "in situ" com Espuma de Asfalto;
Dissertação de Mestrado; 171 p. - Universidade Federal do Rio de Janeiro - COPPE. 2003.
CAVALCANTE, A. L. B.; SILVA, A. P. M.; VIANA, J. P., 2011, Caderno de
Diagnostico – Resíduos Sólidos da Atividade de Mineração. IPEA-Instituto de Pesquisa
Econômica Aplicada.
COELHO, Edmar Fernando Freitas. Estudo do comportamento mecânico de resíduos de
minério de ferro reforçados com fibras sintéticas. Dissertação (Mestrado em Engenharia
de Minas) – Universidade Federal de Ouro Preto. Outo Preto, 2008.
CORDEIRO, Leandra Carla Aparecida. Caracterização de resíduo de beneficiamento de
minério de ferro em faixas ultrafinas antes e após tratamento térmico. Dissertação
(Mestrado em Engenharia de Materiais) – Universidade Federal de Ouro Preto. Outo Preto,
2014.
DE CEZARO JUNIOR, T. Estudo das propriedades mecânicas de misturas asfálticas
convencionais e modificadas. Dissertação (Mestrado em Engenharia Civil) –
Universidade Federal do Rio Grande do Sul. Porto Alegre, 2008.
DEPARTAMENTO DE GEOLOGIA DA UNIVERSIDADE FEDERAL DE OURO PRETO-
DEGEO. Laboratório de Microscopia. Disponível em:
<http://www.degeo.ufop.br/laboratorios/microlab/mev.htm>. Acesso em: 18 jan. 2016.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME. Pesquisa
de asfaltos modificados por polímeros. Relatório final - Ministério dos transportes.
Diretoria de desenvolvimento tecnológico. Tomo I, II e III. Rio de Janeiro, 1998.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 003/1999.
Material betuminoso – determinação da penetração. Norma rodoviária – Método de
Ensaio. Rio de Janeiro, 1999.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 041/1994.
Solos – preparação de amostras para ensaios de caracterização. Norma rodoviária –
Método de Ensaio. Rio de Janeiro, 1994.
110
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 043/1995.
Misturas betuminosas a quente – ensaio Marshall. Norma rodoviária – Método de
Ensaio. Rio de Janeiro, 1995.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 054/1997.
Equivalente de Areia. Norma rodoviária – Método de Ensaio. Rio de Janeiro, 1997.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 079/1994.
Agregado-adesividade a ligante betuminoso. Norma rodoviária – Método de Ensaio. Rio
de Janeiro, 1994.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 083/1998.
Agregados-análise granulométrica. Norma rodoviária – Método de Ensaio. Rio de
Janeiro, 1998.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 084/1995.
Agregado miúdo-determinação da densidade real. Norma rodoviária – Método de
Ensaio. Rio de Janeiro, 1995.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 089/1994.
Agregados-Avaliação da durabilidade pelo emprego de soluções de sulfato de sódio ou
magnésio. Norma rodoviária – Método de Ensaio., Rio de Janeiro, 1994.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 133/1994.
Misturas betuminosas-determinação do módulo de resiliência. Norma rodoviária –
Método de Ensaio. Rio de Janeiro, 1994.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ME 163/1998.
Materiais betuminosos – determinação da ductilidade. Norma rodoviária – Método de
Ensaio. Rio de Janeiro, 1998.
DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. DNER-ES 387/1999.
Pavimentação-areia asfalto a quente com asfalto polímero. Norma rodoviária -
Especificação de Serviço. Rio de Janeiro, 1999.
DEPARTAMENTO NACIONAL DE INFRAESTRUTURA DE TRANSPORTES. DNIT-
EM 095/2006. Cimentos asfálticos de petróleo. Norma rodoviária – Especificação de
Material. Rio de Janeiro, 2006.
DEPARTAMENTO NACIONAL DE INFRAESTRUTURA DE TRANSPORTES. DNIT-
EM 129/2011. Cimento asfáltico de petróleo modificado por polímero. Norma
rodoviária – Especificação de Material. Rio de Janeiro, 2011.
DEPARTAMENTO NACIONAL DE INFRAESTRUTURA DE TRANSPORTES. DNIT-ES
032/2005. Pavimentos flexíveis-areia-asfalto a quente. Norma rodoviária –
Especificação de Serviço. Rio de Janeiro, 2005.
DEPARTAMENTO NACIONAL DE INFRAESTRUTURA DE TRANSPORTES. DNIT –
IPR 719. Manual de Pavimentação. 3ª Edição. Rio de Janeiro, 2006.

111
DEPARTAMENTO NACIONAL DE PRODUÇÃO MINERAL - DNPM. Sumário Mineral
2014. Brasília, 2014. Vl 34, 141 p. Disponível em:
<http://www.dnpm.gov.br/dnpm/sumarios/sumario-mineral-2014> Acesso em 04 set. 2015.
DEPARTAMENTO NACIONAL DE PRODUÇÃO MINERAL - DNPM. Informe Mineral
2o/2014. Brasília, 2015. Disponível em:
<http://www.dnpm.gov.br/dnpm/informes/informe_mineral_2014-02.pdf> Acesso em 04
set. 2015.
FEAM – FUNDAÇÃO ESTADUAL DO MEIO AMBIENTE. Inventário de resíduos
sólidos industriais e minerários – Minas Gerais, ano-base 2008. Belo Horizonte, Minas
Gerais:
Feam, 2010. 104 p. Disponível em:
<http://www.feam.br/images/stories/arquivos/INVENTARIO/inventarioindustrial2009/inv
entario%202009_versao2.pdf>.
FERNANDES, Gilberto. Comportamento de estruturas de pavimentos ferroviários com
utilização de solos finos e/ou resíduos de mineração de ferro associados a
geossintéticos. Tese (Doutorado em Geotecnia). Universidade de Brasília - UnB. Brasília,
2005.
FERREIRA, G. E. A competitividade da mineração de ferro no Brasil. Ed.
CETEM/MCT. Rio de Janeiro. 2001. 54 p.
FERREIRA, Rafael Magno. Dimensionamento de um pavimento experimental para
tráfego de caminhões fora-de-estrada em planta de mina. Dissertação (Mestrado em
Engenharia Civil), Universidade Federal de Ouro Preto - UFOP. Ouro Preto, 2007.
FRANCO, F. A. C. P. Método de dimensionamento mecanístico-empírico de pavimentos
asfálticos – SisPav. Tese (Doutorado) - Universidade Federal do Rio de Janeiro, Programa
de Pós-graduação em Engenharia Civil, 2007.
FRIBER, Márcio Aurélio. Avaliação do agregado calcinado de resíduo de mineração para
o emprego em pavimentação. Dissertação (Mestrado em Engenharia de Transportes).
Instituto Militar de Engenharia - IME. Rio de Janeiro, 2015.
GALHARDO. Daniel Côrrea. Estudo sobre a viabilidade técnica da utilização de resíduos
de mineração de ferro em camadas de base e sub-base em pavimentos rodoviários. Dissertação (Mestrado em Engenharia de Transportes). Instituto Militar de Engenharia -
IME. Rio de Janeiro, 2015.
GONZÁLEZ-CORROCHANO B, ALONSO-AZCÁRATE J, RODAS M. Production of
lightweight aggregates from mining and industrial wastes. J Environ Manage 2009.
GUSMÃO Marcio. Restauração rodoviária usando asfalto modificado por polímero.
Dissertação (Mestrado em Engenharia Civil). Universidade Federal de Ouro Preto. Ouro
Preto, 2009.
112
IBRAM. Instituto Brasileiro de Mineração. Informações e análises da economia mineral
brasileira. 7a edição Brasília, 2012. Disponível em:<http://www.ibram.org.br>. Acesso
em 04 set. 2015.
IBRAM. Instituto Brasileiro de Mineração. Indústria da Mineração. Revista, Ano VIII, n0
60. 2013. Disponível em:<http://www.ibram.org.br>. Acesso em 04 set. 2015.
IBRAM. Instituto Brasileiro de Mineração. Informações sobre a economia mineral do
estado de minas gerais. Brasília, 2015. Disponível em:<http://www.ibram.org.br>. Acesso
em 04 set. 2015.
IPEA. Instituto de Pesquisa Econômica Aplicada. Diagnóstico dos resíduos sólidos da
atividade de mineração de substâncias não energéticas. Relatório de pesquisa. Brasília,
2012. Disponível em:<
http://www.ipea.gov.br/portal/images/stories/PDFs/relatoriopesquisa/120814_relatorio_ati
vidade_mineracao.pdf>. Acesso em 04 set. 2015.
KLINSKY. L.M.G. Avaliação do Reaproveitamento de Areia de Fundição Residual em
Camadas de Pavimentos. Tese (Doutorado em Engenharia de Transportes). Escola de
Engenharia de São Carlos. São Paulo, 2013.
KLINSKY. L. M. G; BARDINI. V.S.S. FURLAN. A. FABBRI. G.P. Reaproveitamento de
areia de fundição residual em misturas de areia asfalto usinada a quente. Revista
Transportes v. 20, n. 4. p. 27–34. (2012).
MAZUMBAR, M, e RAO, S.K. Effect of comparative efforts on sand-asphalt-sulphur
mixes. Canadian Journal of Civill Engineering, v.12, n.4, p 916-919.
MACHADO, William Gladstone de Freitas. Monitoramento de barragens de contenção de
resíduos da mineração. Dissertação (Mestrado em Engenharia de Minas e de Petróleo) –
Escola Politécnica da Universidade de São Paulo – USP, 2007.
MANGALPADY, A., 2012, Utilization of Iron Ore Tailings in Manufacturing of
Paving Blocks for Eco-friendly Mining. Department of Mining Engineering National
Institute of Technology Karnataka, Surathkal, India.
MEDINA, J.; MOTTA, L. M. G da (2005). Mecânica dos Pavimentos. 2ª Edição. ISBN 85-
905987-1-3. Rio de Janeiro 2006.
MONTANARI, Rodrigo Marques. Estudo do comportamento mecânico de misturas
betuminosas a frio e a quente para fins de pavimentação de vias. Dissertação
(Mestrado em Engenharia Civil) – Universidade Federal de Viçosa, Minas Gerais, 2007.
NASCIMENTO, M. V. Estudo do comportamento mecânico de misturas asfálticas
recicladas. Campina Grande: Dissertação de mestrado apresentada ao Programa de
PósGraduação de Engenharia Civil e Ambiental da Universidade Federal de Campina
Grande, 2011.
113
NOGUEIRA, Mônica Grassi. Comparação do comportamento em campo de concretos
asfálticos com cap 30-45 e com cap 50-70 para revestimentos de pavimentos. Dissertação (Mestrado em Engenharia de Transportes) - Escola Politécnica da
Universidade de São Paulo – USP. São Paulo, 2008
ODA, S.; Fernandes Júnior, J.L.; Borracha de Pneus como Modificador de Cimentos
Asfálticos para Uso em Obras de Pavimentação; Acta Scientiarum, V.23, nº. 6, 2001.
OLIVEIRA. B. C; BERTOLDOZ. R.A; SOUZA. R.Q; GUIMARÃES. D. M. D; FROTA.
C.A. Utilização de resíduos de construção (RCD) e ligante modificado com SBS em
misturas asfálticas para a cidade de Manaus-AM. 40ª RAPv – Reunião Anual de
Pavimentação. Rio de Janeiro, 2010.
ONOFRE, F.C; LOPES, M.M DE; ARAÚJO JR., P. C.; VALE A. C. DO; OLIVEIRA
FILHO, C. M. S. DE; SOARES, J. B. Comportamento mecânico de misturas asfálticas
do tipo SMA, concreto asfáltico e areia-asfalto. Em: Anais do Congresso de Pesquisa e
Ensino de Transportes. Fortaleza, 2008.
PRESOTTI, Ednelson da Silva. Influência do teor de ferro nos parâmetros de resistência
de um resíduo de minério de ferro. Dissertação (Mestrado em Engenharia Civil).
Universidade Federal de Ouro Preto - UFOP. Ouro Preto, 2002
REIS, Ana Carolina da Cruz. Propriedades mecânicas de misturas asfálticas recicladas em
usina protótipo de escala reduzida. Dissertação (Mestrado em Engenharia de
Transportes), Instituto Militar de Engenharia – IME. Rio de Janeiro, 2013.
ROHDE, L. Estudo de misturas asfálticas de módulo elevado para camadas estruturais
de pavimentos. Porto Alegre: Tese de Doutorado apresentada ao Programa de Pós-
Graduação em Engenharia Civil da Universidade Federal do Rio Grande do Sul, 2007.
ROSA, G.A; SANTOS, R.A; CRISPIM, F.A; RIVA, R.D.D. Análise comparativa entre
asfalto modificado com borracha reciclada de pneus e asfalto modificado com
polímeros. Revista Teoria e Prática na Engenharia Civil, n.20, p.31-38, nov. 2012.
SAMARCO. Relatório Anual de Sustentabilidade 2014. Disponível em:< http://www.samarco.com/institucional/relatorios/>. Acesso em 04 set. 2015.
SÁNCHEZ, Luis Enrique. Avaliação de impacto ambiental: Conceitos e métodos. Oficina
de Textos, 2006. 495 p. Tese (Livre Docência). Escola Politécnica da Universidade de São
Paulo – Departamento de Engenharia de Minas e Petróleo, São Paulo.
SANTOS, Graziella Pereira Pires dos. Um Estudo Sobre a Utilização da Escória de
Ferroníquel em Pavimentação Rodoviária. Dissertação (Mestrado em Engenharia de
Transportes). Instituto Militar de Engenharia – IME. Rio de Janeiro, 2013.
SARAIVA, Sérgio Luiz Costa. Metodologia e análise experimental do comportamento
geotécnico da estrutura de pavimentos rodoviários. Dissertação (Mestrado em
Geotecnia). Universidade Federal de Ouro Preto – UFOP, Ouro Preto, 2006.

114
SILVA, Rodolfo Gonçalves Oliveira da. Estudo laboratorial do desempenho mecânico de
misturas asfálticas com resíduos industriais de minério de ferro. Dissertação (Mestrado
em Geotecnia). Universidade Federal de Ouro Preto– UFOP, Ouro Preto, 2010.
SILVEIRA, Virlene Leite. Estabilização de solos com cinza de caldeira a coque para
camada de pavimentos. Dissertação (Mestrado em Engenharia de Transportes).
Universidade de Instituto Militar de Engenharia – IME, Rio de Janeiro, 2015.
SOUZA, A. M., Ramos, C. R. Motta, L. M. G., et al., Curso de técnicas de laboratório em
ligantes e misturas asfálticas. IBP, Rio de Janeiro, 1995.
SOUSA, P. C.; VASCONCELOS, K. L.; SOARES, J. B., Abordagem Mecanística em
Projetos de Superestruturas de Estradas de Rodagem. IV Simpósio Internacional de
Avaliação de Pavimentos e Projetos de Reforço Fortaleza/CE - BRASIL - out 2009.
SPECHT, L.P. Avaliação de misturas asfálticas com incorporação de borracha reciclada
de pneus. 2004. 279 f. Tese (Doutorado) – Escola de Engenharia, Universidade Federal do
Rio Grande do Sul, Porto Alegre, 2004.
TAKEHARA, Lucy. Caracterização geometalúrgica dos principais minérios de ferro
brasileiros – fração sínter feed. Tese (Doutorado em Geociências). Universidade Federal
do Rio Grande do Sul – UFRGS. Porto Alegre, 2004.
VALENÇA, P. M. A., FROTA, C. A., BERTOLDO, R. A., CUNHA, T. M. F. Estudo de
misturas Areia-Asfalto com Areia de Resíduo de Construção e Demolição, Fibra do
Açaí e Polímeros para a Cidade de Manaus, AM. Ciência & Engenharia (Science &
Engineering Journal), ISSN 1983-4071 11 – 19, jul. – dez. 2011.
WOLFF, A. P. Caracterização de resíduos de minério de ferro de minas da vale. Ouro
Preto, Minas Gerais, 2009.