metodologia para emprego de equipamentos críticos de via
TRANSCRIPT

INSTITUTO M ILITAR DE ENGENHARIA CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE FERROVIÁRIO DE
CARGA MRS LOGÍSTICA S.A
CAROLINA MAYER GUERRERO
METODOLOGIA PARA EMPREGO DE EQUIPAMENTOS CRÍTICOS DE
VIA PERMANENTE
RIO DE JANEIRO.
2012
2
INSTITUTO M ILITAR DE ENGENHARIA CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE FERROVIÁRIO D E
CARGA MRS LOGÍSTICA S.A
CAROLINA MAYER GUERRERO
METODOLOGIA PARA EMPREGO DE EQUIPAMENTOS CRÍTICOS DE
VIA PERMANENTE
Monografia apresentada ao Curso de Especialização de
Transporte Ferroviário de Carga do Instituto Militar de
Engenharia como requisito de diplomação.
Orientadora: Cap. Dr. Renata Albergaria de Mello Bandeira. Tutor: Alexandre Leonardo da Silva

3
INSTITUTO MILITAR DE ENGENHARIA
Praça General Tibúrcio, 80 – Praia Vermelha
Rio de Janeiro - RJ CEP: 22290-270
Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá incluí-lo
em base de dados, armazenar em computador, microfilmar ou adotar qualquer forma de
arquivamento
É permitida a menção, reprodução parcial ou integral e a transmissão entre bibliotecas
deste trabalho, sem modificação de seu texto, em qualquer meio que esteja ou venha a ser
fixado, para pesquisa acadêmica, comentários e citações, desde que sem finalidade comercial
e que seja feita a referência bibliográfica completa.
Os conceitos expressos neste trabalho são de responsabilidade do(s) autor(es) e do(s)
orientador(es).
S767 Guerrero, Carolina Mayer
Metodologia para Emprego de Equipamentos Críticos de Via Permanente, Rio de Janeiro:
Instituto Militar de Engenharia, 2012.
66 f. : il., graf., tab. : - cm.
Monografia - Instituto Militar de Engenharia, 2012.
1. Formação.
4
INSTITUTO M ILITAR DE ENGENHARIA
CAROLINA MAYER GUERRERO
METODOLOGIA PARA EMPREGO DE EQUIPAMENTOS CRÍTICOS DE
VIA PERMANENTE
Monografia apresentada ao Curso de Especialização de Transporte Ferroviário de Carga do
Instituto Militar de Engenharia como requisito de diplomação.
Orientadora: Cap. Dr. Renata Albergaria de Mello Bandeira. Tutor: Alexandre da Silva Leonardo. Aprovada em 29 de Junho de 2012 pela seguinte Banca Examinadora:
Prof. Manoel Mendes
Cap. Dr. Renata Albergaria de Mello Bandeira
Alexandre da Silva Leonardo
RIO DE JANEIRO.
2012

5
A quem sempre esteve do meu lado apesar das dificuldades.
6
AGRADECIMENTOS
Agradeço primeiramente a Deus.
Agradeço a minha família, na figura de minha mãe Regina, pelo apoio dado em todas as
horas, principalmente nas difíceis.
Agradeço à MRS Logística pela oportunidade e ao meu tutor Alexandre Leonardo, que antes
de qualquer coisa é um amigo muito querido e me ajudou muito nesta monografia. Agradeço
também a toda equipe da Engenharia de Via Permanente, que me ajudou muito para a
realização deste trabalho.
Agradeço a Cap. Renata Albergaria, minha orientadora, pela paciência e colaboração
extremamente importante para realização deste trabalho.

7
SUMÁRIO
LISTA DE FIGURAS ............................................................................................................................................ 8
LISTA DE SIGLAS E SÍMBOLOS ........................................................................................................................... 9
RESUMO......................................................................................................................................................... 10
ABSTRACT ...................................................................................................................................................... 11
1. INTRODUÇÃO ............................................................................................................................................. 12
1.1 OBJETIVO ................................................................................................................................................... 13
1.2 METODOLOGIA PROPOSTA. ........................................................................................................................... 13
1.3 ESTRUTURA DO TRABALHO ............................................................................................................................ 14
2. MRS LOGÍSTICA S.A .................................................................................................................................... 15
3. A VIA PERMANENTE E SEUS EQUIPAMENTOS ............................................................................................. 18
3.1 A VIA PERMANENTE ......................................................................................................................................... 18
3.2 COMPONENTES DA VIA PERMANENTE .............................................................................................................. 19
3.3 EQUIPAMENTOS DE MANUTENÇÃO ................................................................................................................. 29
3.3.1 TRACKSTAR .......................................................................................................................................... 29
3.3.2 ULTRASSOM ........................................................................................................................................... 32
3.3.3 TIPOS DE DEFEITOS ENCONTRADOS PELO US. ................................................................................................ 36
3.3.4 O CICLO ................................................................................................................................................ 40
3.3.5 ESMERILHADORA .................................................................................................................................... 42
3.3.6 PORQUE ESMERILHAR O TRILHO. ................................................................................................................ 43
3.3.7 O CICLO ................................................................................................................................................ 44
4. A MANUTENÇÃO ........................................................................................................................................ 46
4.1 MANUTENÇÃO CORRETIVA ............................................................................................................................ 47
4.2 MANUTENÇÃO PREVENTIVA ........................................................................................................................... 47
4.5 TEORIA DAS RESTRIÇÕES ............................................................................................................................... 50
5. APLICAÇÃO DA TEORIA DAS RESTRIÇÕES NA MANUTENÇÃO PREDITIVA DE VIA PERMANENTE ................. 53
5.1 ESTUDO DE CASO. ........................................................................................................................................ 54
6.CONCLUSÕES ............................................................................................................................................... 59
BIBLIOGRAFIA ................................................................................................................................................ 61
8
Lista de Figuras
Figura 2.1: Mapa da Malha MRS Logística S.A
Figura 3.1: Componentes da Via Permanente
Figura 3.2: Dormente de Madeira Nativa.
Figura 3.3: Dormente de Aço
Figura 3.4: Tipos de Dormentes de Concreto
Figura 3.5: Dormente de Plástico
Figura 3.6: Trilho Seção 136RE (TR-68) (AREMA, 2009)
Figura 3.7: Partes do Trilho
Figura 3.8: TrackSTAR
Figura 3.9: Equipamento de Ultrassom Manual
Figura 3.10: Carro de Ultrassom
Figura 3.11: Carro de Ultrassom
Figura 3.12: Trinca no furo
Figura 3.13: Divisão Horizontal do Boleto
Figura 3.14: Separação entre Alma e Boleto
Figura 3.15: Defeito de Contato Roda Trilho
Figura 3.16: Mapa do Ciclo do Ultrassom
Figura 3.17: Esmerilhadora de trilhos
Figura 3.18: Mapa Ciclo Esmerilhadora

9
Lista de Siglas e Símbolos
AREMA: American Railway Engineering Maintenance Association.
FRA: Federal Railroad Association.
TOC: Theory of Constrains (Teoria das Restrições).

10
RESUMO
Desde a última década o Brasil está vivenciando um crescimento econômico que impacta
diretamente nas empresas ferroviárias. Elas vêm desde 1996, ano da privatização do setor,
investindo na melhoria dos seus processos com o intuito de aumentar a competitividade do
transporte ferroviário de carga no Brasil.
Com este aumento da carga transportada, surge à necessidade de uma manutenção feita de
maneira rápida e eficiente para garantir a confiabilidade e a disponibilidade dos ativos da
empresa, ativos estes que são responsáveis por uma operação com bom desempenho e
qualidade.
Neste contexto os equipamentos de manutenção visam garantir a qualidade, disponibilidade,
custo e vida útil dos ativos da via permanente e, dentro destes equipamentos, existem os que
são considerados críticos, ou seja, tem seu emprego demandado e precisa-se de grande
adequação de seu uso para que a maior quantidade de locais seja coberta.
Para garantir uma maior abrangência destes equipamentos considerados críticos, será
estudado uma metodologia que visa verificar possíveis gargalos de operação e manutenção
que possam prejudicar o ciclo de passagem destes equipamentos e assim prejudicar a
manutenção de algumas localidades dentro da malha MRS.
Para este estudo, será utilizada a teoria das restrições, aplicando-a em um equipamento, a fim
de criar uma metodologia que poderá ser aplicada em qualquer equipamento de manutenção
da Via Permanente.

11
ABSTRACT
Since the last decade, Brazil is experiencing an economic growth that directly impacts on
railways. They come since 1996, year of privatization, investing to improve their processes in
order to increase the competitiveness of heavy hall in Brazil.
With this increased load, the need arises for a maintenance done quickly and efficiently to
ensure the reliability and availability of company assets, those are responsible for operation
with a good performance and quality.
In this context, there are maintenance equipment designed to ensure the quality, availability,
cost and asset life of the railway, there are those considered critical,this equipaments has his
job demanded and needed to be of great adequacy its use to a greater number of locations to
be covered.
To ensure a citical equipaments wider range and will be considered a methodology that aims
to identify possible bottlenecks in the operation and maintenance which may affect the course
of passage of this equipment and thus undermine the maintenance of some locations within
the mesh MRS.
For this study, we will use the theory of constraints, applying it to a machine in order to create
a methodology that can be applied to any equipment maintenance railway..

12
1. Introdução
Desde a última década o Brasil está vivenciando um crescimento econômico que atinge todos
os setores da economia. Neste cenário, encontra-se a necessidade de uma maneira mais
eficiente no transporte das mercadorias que são produzidas pelo país. Acompanhando este
crescimento, está o transporte ferroviário de cargas.
Desde a privatização das ferrovias no Brasil, que aconteceu em 1996, as empresas
concessionárias vêm investindo na melhoria dos seus processos, aumento da sua frota e
aumento na segurança do transporte, com o intuito de aumentar a competitividade do
transporte ferroviário dentro do Brasil. Ainda, influenciados por este crescimento econômico,
operadores ferroviários, como a MRS Logística S.A., pretendem aumentar o volume
transportado de carga em até duas vezes no período de cinco anos.
Com este aumento do volume do tráfego ferroviário, surge um cenário em que a manutenção
dos ativos deve ser feita de maneira rápida e eficiente, de modo a aumentar a disponibilidade
e confiabilidade das locomotivas, dos vagões e da via permanente. Tais ativos são essenciais
para a operação e paradas inesperadas destes ativos costumam travar toda a produção,
afetando assim o desempenho e a qualidade do transporte ferroviário de carga.
A manutenção é o conjunto de ações e recursos aplicados aos ativos, de forma a mantê-los nas
condições de desempenho de projeto. Neste contexto, são empregados equipamentos
responsáveis pela manutenção dos ativos ferroviários, visando garantir o alcance de suas
funções dentro dos parâmetros de disponibilidade, qualidade, de prazo, custos e de vida útil
adequados (Tavares, 1999). Porém alguns equipamentos de manutenção da via permanente
são considerados críticos, ou seja, seu emprego é muito demandado e precisa-se de uma
adequação do seu uso, para que assim consiga-se fazer a manutenção de um maior numero de
locais.
13
O equipamento crítico que será estudado neste trabalho é a esmerilhadora de trilhos, que
atualmente atende somente às vias em que passam os trens carregados, pois estes locais já
absorvem toda sua capacidade de esmerilhamento.
1.1 Objetivo
Visto a grande importância da manutenção preditiva da Via Permanente, e num cenário em
que cada vez mais os equipamentos de manutenção são necessários para que esta interferência
aconteça da forma mais eficaz e rápida possível, os equipamentos críticos de manutenção
preditiva devem abranger o maior numero de locais onde são necessários. Este trabalho visa
identificar gargalos existentes no processo de manutenção preditiva de Via Permanente
levando em consideração os equipamentos, e propor uma solução para o gargalo identificado.
1.2 Metodologia Proposta.
A metodologia proposta para este trabalho consiste no estudo do ciclo dos equipamentos de
manutenção preditiva existentes na MRS Logística. A partir deste estudo, identificar um dos
equipamentos para aplicação de um método que permite o melhor gerenciamento do ciclo de
manutenção fazendo com que o mesmo tenha a maior abrangência possível. A aplicação desta
metodologia visa identificar, através da teoria das restrições, gargalos que nos processo de
operação e manutenção do equipamento que possam prejudicar seu ciclo de manutenção da
via permanente
A principal vantagem deste método é a aplicação em outros equipamentos de manutenção
preditiva, tanto os existentes como os que serão comprados futuramente com o aumento da
carga transportada pela empresa.
Importante ressaltar que o estudo será restringido a três equipamentos que fazem a
manutenção preditiva, sendo eles: O TrackSTAR, o Ultrassom e a Esmeriladora de trilhos.
A coleta dos dados se dará através de revisão bibliográfica e da coleta de informações com os
especialistas, da MRS Logística, dos equipamentos em estudo. E os dados serão analisados
pela ótica da teoria das restrições, aplicando-a nos equipamentos a fim de verificar se a
mesma é uma metodologia aplicável a todos os equipamentos de manutenção da MRS.

14
1.3 Estrutura do Trabalho
O trabalho está dividido em seis capítulos, os quais serão brevemente descritos a seguir.
No Capítulo 2 é exposta uma descrição sobre a empresa MRS Logística S.A.
No Capítulo 3 é apresentada uma breve introdução sobre a via permanente e seus
componentes principais assim como suas características, além de uma descrição dos
equipamentos críticos de manutenção de via permanente, suas funções e como eles trabalham.
O Capítulo 4 traz uma visão geral sobre os tipos de manutenção existentes, a corretiva,
predidita, preventiva e pró-ativa. Descreve ainda, o método de teoria das restrições, que será
utilizado para o estudo da capacidade de esmerilhamento.
No Capítulo 5 é feita uma discussão sobre o método da teoria das restrições aplicado à
esmerilhadora de trilhos.
No Capítulo 6 são apresentados os resultados e discussões do trabalho
15
2. MRS Logística S.A
A MRS Logística S.A foi fundada em 1996 por meio da associação de empresas que, em sua
maioria atuam no ramo da mineração e siderurgia. A empresa surgiu no processo de
privatização da antiga Rede Ferroviária Federal (RFFSA), obtendo a concessão para
utilização do trecho, contemplando os estados de Minas Gerais, Rio de Janeiro e São Paulo
(Transporte, 2011). Sua frota, em junho de 2012,é de 721 locomotivas e 18.554 vagões.
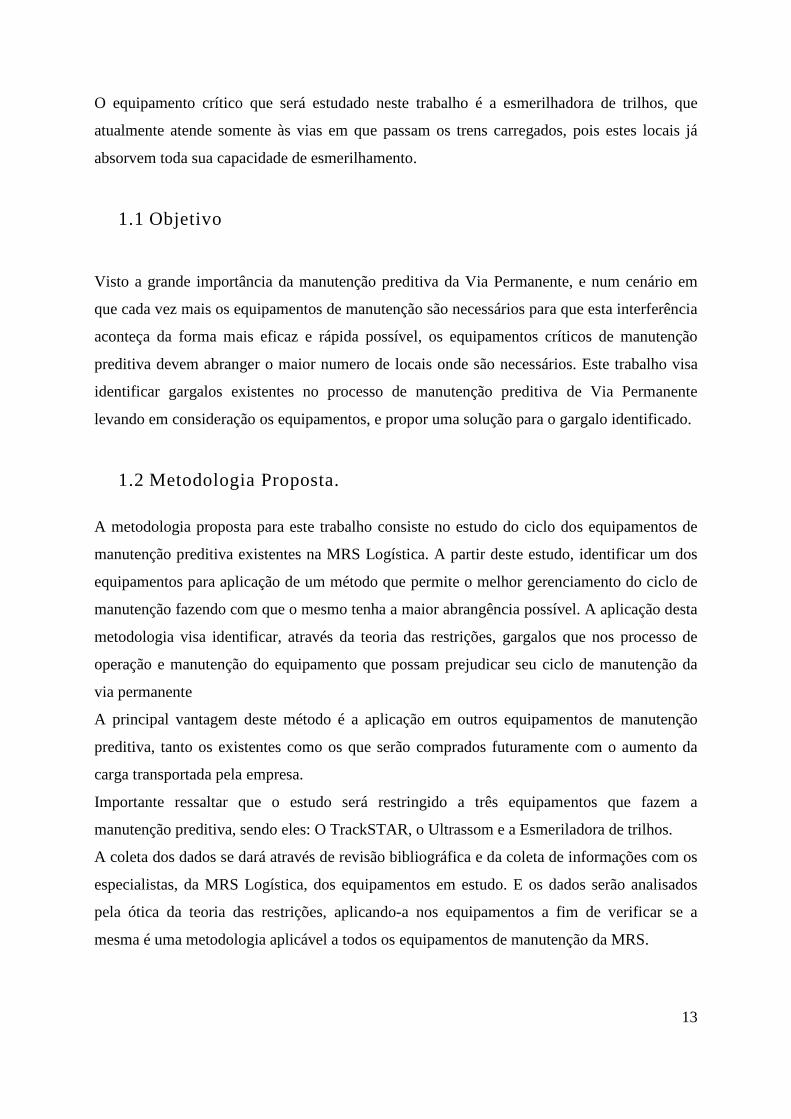
Por interligar os três principais eixos econômicos brasileiros, a MRS possui a vantagem de ter
conexão direta com os principais portos da região Sudeste, participando do escoamento da
produção das principais indústrias nacionais de siderurgia além de ser principal transportadora
do minério produzido pelo Quadrilátero ferrífero em Minas Gerais. Além destes produtos,
ainda transporta cimento, bauxita, produtos agrícolas e contêineres.
Figura 2.1: Mapa da Malha MRS Logística S.A

16
A empresa conta como seu principal elemento nas operações logísticas o transporte do tipo
“Heavy Haul”, que é o minério, responsável por cerca de 70% de seu faturamento. Ganha
destaque o transporte de minério para exportação e mercado interno (Transporte, 2011).
Observa-se uma concentração de esforços para atender o mercado de minério, carvão, coque e
bauxita, visando à garantia de resultados positivos e capazes de atender com eficiência e
eficácia a demanda dos clientes. Neste sentido existe uma maior disponibilização de ativos e
mão-de-obra, bem como uma priorização de atividades visando atender ao fluxo de minério
(www.mrs.com.br).
No contexto do crescimento para os próximos anos, a carga geral, que é o conjunto de cargas
com uma grande diferença de produtos transportados, vem incorporando novos nichos de
mercado e assim crescendo de importância dentro das operações da companhia. Como
principais mercadorias transportadas pode-se destacar: produtos siderúrgicos (bobinas, fios-
máquina, tarugos, placas, perfis metálicos, chapas, tubos); ferro gusa; sucata; containeres,
grãos; sal; açúcar; enxofre; zinco; areia; cimento; e fertilizantes (www.mrs.com.br).
Para conseguir transportar a demanda que é solicitada, a MRS desenvolve diversas iniciativas
como a aquisição de 115 novas locomotivas. Além disso, existem projetos de expansão
ferroviária nos três estados em que ela atua, como a construção de pátios concentradores de
carga, a ampliação de 11 pátios de atendimento e a participação na construção de 4 terminais
ferroviários (Transporte, 2011).
Ainda a MRS vem superando alguns gargalos logísticos, desenvolvendo diversos projetos
como o Projeto São Paulo, que visa transpor as dificuldades operacionais e retenção de trens,
ocasionadas pelo compartilhamento da linha férrea entre o transporte de carga e de
passageiros, que acontece hoje na CPTM (Companhia Paulista de Trens Metropolitanos).
Ainda, para contribuir com maior agilidade e segurança ao transpor a barreira da Serra do Mar
em São Paulo, a MRS está aperfeiçoando e modernizando o sistema da Cremalheira, com
ampliação da capacidade dos atuais 7 milhões ton./ano para 24 milhões ton./ano.

17
Também estão em processo de implantação o Projeto Rio de Janeiro - São Paulo que visa
melhorar o escoamento de carga entre os dois maiores pólos econômicos brasileiros, o Projeto
Santos, que prevê a criação de uma rede de terminais interligados pela ferrovia com acesso ao
Porto de Santos e o Projeto Santos-Pederneiras, que visa realizar o transporte de produtos
agrícolas do interior de São Paulo até o Porto.
18
3. A Via Permanente e seus Equipamentos
O foco deste trabalho é a manutenção de Via Permanente, portanto faz-se necessário a
apresentação dos componentes da via, assim como a apresentação dos equipamentos de
manutenção preditiva da Via Permanente. Em seguida, serão apresentados estes tópicos: os
componentes da Via Permanente e seus equipamentos de manutenção preditiva.
3.1 A Via Permanente
A Ferrovia é um sistema extremamente complexo composto por diversas áreas que se unem
em um único objetivo em comum que é a circulação de trens (Henriques, 2006). Nela se
encontram o material rodante, que são as locomotivas e os vagões, que transportam
efetivamente a carga e também é composta pela via permanente, que pode ser dividida em
infraestrutura, pontes, viadutos, túneis e drenagem e superestrutura, trilho, dormentes, lastro.
A Via Permanente está sujeita a desgastes provocados pelo material rodante e do meio,
através de intempéries, sendo construída de maneira que possibilite sua renovação quando seu
nível de desgaste atingir os limites de tolerância exigidos pelas normas de segurança (Brina,
1988).
Os três elementos principais da via permanente são o lastro, os dormentes e o trilho, que
constitui o apoio e o rolamento para o material rodante. Pode-se incluir também como
elemento da superestrutura da via permanente o sublastro, que embora intimamente ligado às
camadas finais da infraestrutura, possui características especiais podendo ser incluído como
parte constituinte da superestrutura (Brina, 1988).

19
Figura 3.1: Componentes da Via Permanente
3.2 Componentes da Via Permanente
A Via Permanente é um conjunto de instalações fixas e ativos físicos que permitem que o
trem realize o transporte. Pode ser dividida em Infraestrutura e superestrutura. A
infraestrutura é composta por cortes, aterros, pontes, viadutos, passagens superiores e
inferiores, enquanto a superestrutura é composta por trilhos e seus acessórios de fixação,
dormentes e lastro (Junior, 2011). A seguir são detalhados os principais componentes da Via
Permanente:
3.2.1 Sublastro
O Sublastro é um elemento de superestrutura intimamente ligado à infraestrutura que possui
as seguintes finalidades: aumentar a capacidade de suporte da plataforma, permitindo elevar a
taxa de trabalho no terreno, evitar a penetração do lastro na plataforma, aumentar a resistência
20
do leito à erosão e à penetração de água e permitir a relativa elasticidade ao apoio do lastro
para que a via permanente não seja rígida (Brina, 1988).
3.2.2 Lastro
Elemento da superestrutura situado entre os dormentes e o sublastro que tem por funções
principais: distribuir convenientemente sobre a plataforma os esforços resultantes das cargas
dos veículos, produzindo uma menor taxa de trabalho na plataforma; formar um suporte para
atenuar as trepidações resultantes da passagem dos veículos; formar uma superfície contínua e
uniforme para os dormentes e trilhos; impedir o deslocamento dos dormentes no sentido
longitudinal e transversal; e facilitar a drenagem da superestrutura.
Para desempenhar de maneira adequada suas funções o lastro deve ter resistência suficiente
aos esforços transmitidos pelos dormentes, possuir elasticidade limitada para abrandar os
choques, ter dimensões que permitam sua interposição entre os dormentes e abaixo dos
mesmos, preenchendo as depressões da plataforma e permitindo um perfeito nivelamento dos
trilhos e ser permeável (Brina, 1988).
3.2.3 Dormentes
O dormente é o elemento da superestrutura que tem por função receber e transmitir ao lastro
os esforços produzidos pelas cargas dos veículos, servindo de suporte dos trilhos, permitindo
a sua fixação e mantendo invariável a distancia entre eles. Esta distância pode variar entre 1,0
metro, 1,45 metros e 1,60 metros. A distância utilizada na MRS Logística é de 1,60 metros.
Para cumprir de maneira adequada suas funções o dormente deve ter dimensões que forneçam
apoio suficiente e para que a taxa de trabalho no lastro não ultrapasse certo limite, espessura
que lhe de rigidez, porém com alguma elasticidade, boa durabilidade, que permita o
nivelamento do lastro e uma boa fixação do trilho, isto é, uma fixação firme, sem ser
excessivamente rígida (Brina, 1988).

21
3.2.3.1 Dormente de Madeira
O dormente de madeira ainda é o mais encontrado na ferrovia, pois todas as qualidades
exigidas para um dormente estão presentes na madeira (Brina, 1988). Entretanto, o uso de
madeira nobre para produzir dormente não é mais uma prática e o dormente de madeira de
eucalipto apresenta algumas fragilidades inerentes ao tipo de madeira.
Figura 3.2: Dormente de Madeira Nativa.
As madeiras comuns, não nobres, quando utilizadas para a produção de dormentes devem
passar por alguns tipos de tratamentos químicos para garantir sua qualidade. O tratamento
químico dos dormentes consiste em eliminar a proliferação de fungos e insetos sobre os
mesmos. Os preservativos mais utilizados são o creozoto, óleo obtido da destilação do
alcatrão da hulha, o pentaclorofenol, um dos melhores preservativos da madeira com grande
poder fungicida, sais boliden, feito de arseniato de zinco cromatado, tanalith, feito a base de
fluoretos, cromo, arsênico e dinitrofenol, sal de wolman e wolmanit C.B. (Brina, 1988).
22
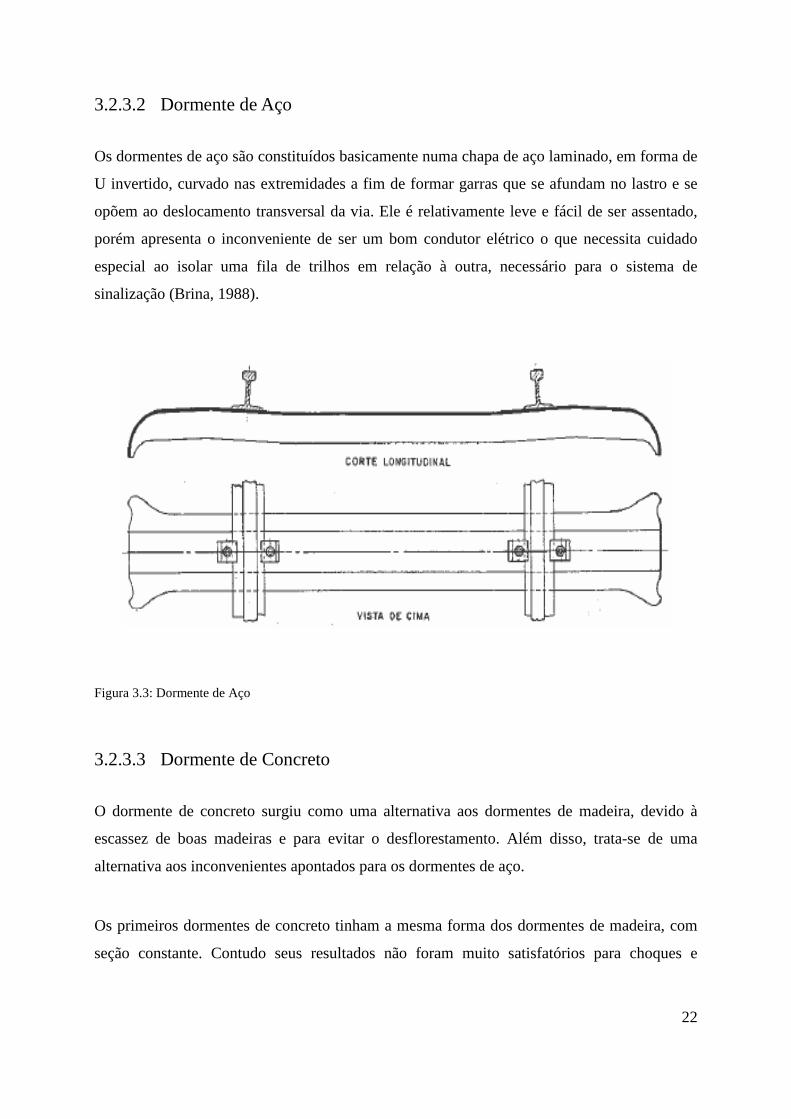
3.2.3.2 Dormente de Aço
Os dormentes de aço são constituídos basicamente numa chapa de aço laminado, em forma de
U invertido, curvado nas extremidades a fim de formar garras que se afundam no lastro e se
opõem ao deslocamento transversal da via. Ele é relativamente leve e fácil de ser assentado,
porém apresenta o inconveniente de ser um bom condutor elétrico o que necessita cuidado
especial ao isolar uma fila de trilhos em relação à outra, necessário para o sistema de
sinalização (Brina, 1988).
Figura 3.3: Dormente de Aço
3.2.3.3 Dormente de Concreto
O dormente de concreto surgiu como uma alternativa aos dormentes de madeira, devido à
escassez de boas madeiras e para evitar o desflorestamento. Além disso, trata-se de uma
alternativa aos inconvenientes apontados para os dormentes de aço.
Os primeiros dormentes de concreto tinham a mesma forma dos dormentes de madeira, com
seção constante. Contudo seus resultados não foram muito satisfatórios para choques e
23
vibrações produzidas pelas cargas dinâmicas dos veículos, o que causava trincas e fissuras nos
dormentes (Brina, 1988).
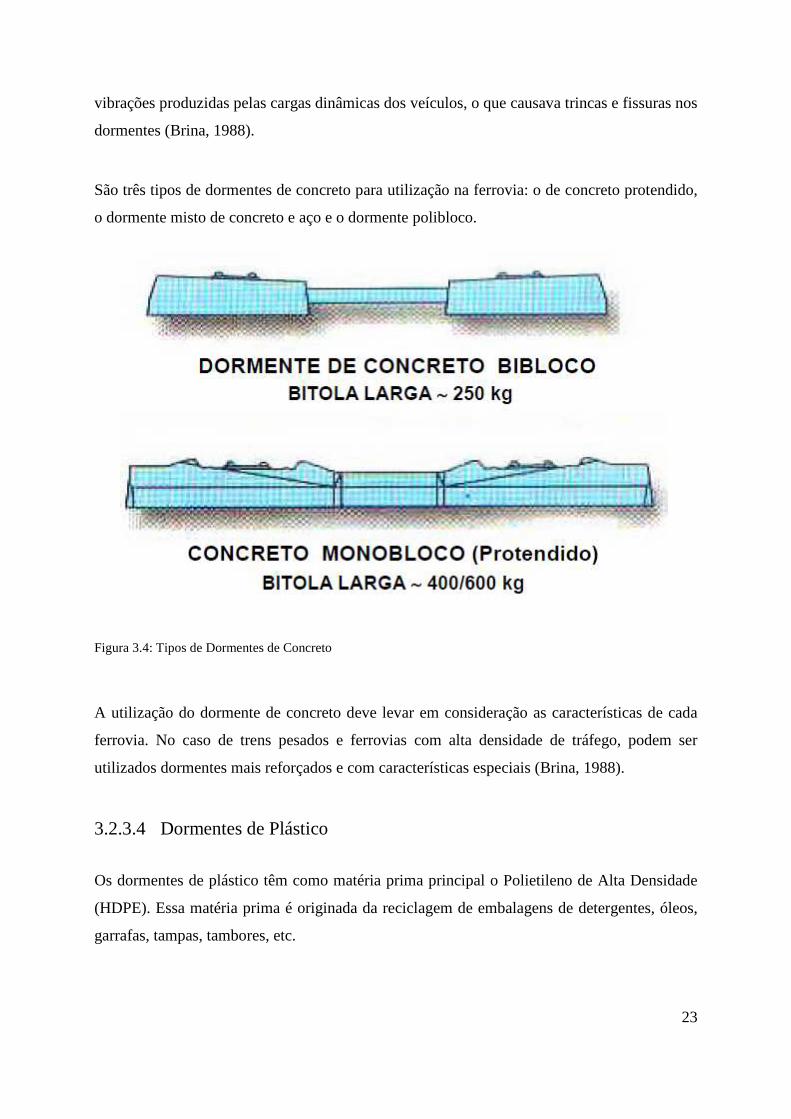
São três tipos de dormentes de concreto para utilização na ferrovia: o de concreto protendido,
o dormente misto de concreto e aço e o dormente polibloco.
Figura 3.4: Tipos de Dormentes de Concreto
A utilização do dormente de concreto deve levar em consideração as características de cada
ferrovia. No caso de trens pesados e ferrovias com alta densidade de tráfego, podem ser
utilizados dormentes mais reforçados e com características especiais (Brina, 1988).
3.2.3.4 Dormentes de Plástico
Os dormentes de plástico têm como matéria prima principal o Polietileno de Alta Densidade
(HDPE). Essa matéria prima é originada da reciclagem de embalagens de detergentes, óleos,
garrafas, tampas, tambores, etc.

24
Os dormentes de plástico ainda estão em teste no Brasil, mas ele já tem algumas vantagens se
comparado aos dormentes de madeira, tais como: possuiu resistência natural ao
apodrecimento, à umidade, à ação de fungos e insetos, é totalmente reciclável, sua previsão de
vida útil é entre 40 e 60 anos e sua resistência mecânica é comparada a de madeiras de alta
qualidade (Junior, 2011).
Figura 3.5: Dormente de Plástico
3.2.4 Trilhos
O trilho é o elemento da superestrutura que constitui a superfície de rolamento para as rodas
dos materiais rodantes. Devido ao desenvolvimento da tecnologia de fabricação do aço e ao
aumento da demanda de alta carga por eixo os trilhos vêm sofrendo uma evolução permanente
(Brina, 1988).
Os trilhos são identificados por sua seção, seguindo as normas da AREMA. Não existe
nenhuma norma brasileira que trate sobre este assunto, portanto é utilizada a norma americana
para padronização dos trilhos no Brasil.

25
As seções são determinadas por seu peso por metro e sofreram muitas variações até chegarem
aos padrões existentes hoje. A AREMA adota seis seções para os trilhos, chamadas de “RE
sections”, 115RE, 119RE, 132RE, 133RE, 136RE e 141RE com medidas em Lb/yd (libra por
polegada). No Brasil os trilhos são medidos em Kg por metro, transformando diretamente das
unidades americanas.
As seções mais utilizadas no Brasil são a TR-57 (115RE), TR-68 (136RE) e está sendo
testada nas ferrovias de alta carga por eixo a seção TR-70 (141RE) (Juinor, 2011).

26
Figura 3.6: Trilho Seção 136RE (TR-68) (AREMA, 2009)

27
O trilho é dividido em três partes principais: boleto, alma e patim, conforme ilustrado na
figura 3.7.
Figura 3.7: Partes do Trilho
Para suportar as cargas dos vagões os trilhos precisam ser fabricados com as seguintes
características: dureza, principalmente no boleto, elasticidade para se deformar quando sobre
carga e voltar à condição normal quando sem esforço, tenacidade para aumentar sua
resistência à fratura, resistência à flexão para resistir à carga de roda sem romper ou partir e
resistência a fadiga para resistir à ação das rodas em determinado tempo (Junior, 2011).
3.2.4.1 Composição Química
Para garantir as propriedades necessárias ao aço para utilização em trilhos, os principais
componentes que garantem esta propriedade são:
� Ferro (Fe): é aproximadamente 97% da composição do trilho, dando-lhe suas
principais características;

28
� Carbono (C): proporciona maior dureza ao aço, mas à medida que aumenta a sua
porcentagem, este pode se tornar quebradiço;
� Manganês (Mn): elemento que aumenta a dureza do aço, entretanto, uma elevada
porcentagem torna o aço difícil de trabalhar;
� Silício (Si): aumenta a resistência à ruptura, sem sacrificar a ductilidade ou
tenacidade;
� Fósforo (P): elemento indesejável no aço, pois o torna quebradiço, reduz a
tenacidade à fratura conforme a porcentagem de carbono aumenta;
� Enxofre (S): também um elemento indesejável quando combinado com o ferro e o
manganês, formando inclusões ou sulfetos, reduzindo assim a tenacidade à fratura e
resistência a fadiga (Brina, 1988).
Todos estes elementos possuem valores máximos e mínimos determinados pela AREMA.
3.2.4.2 Propriedades mecânicas
Atrelado à composição química do trilho, estão as propriedades mecânicas necessárias ao
mesmo. As principais propriedades que devem ser consideradas num trilho quando utilizados
em ferrovias de alta carga por eixo são a dureza superficial, cuja unidade de medida é Brinell,
a tensão de escoamento, cuja unidade de medida é mega Pascal, a resistência a tração, cuja
unidade de medida também é o mega Pascal, e o alongamento, cuja unidade é a porcentagem.
3.2.4.3 Classificação dos trilhos
Os trilhos podem ser divididos segundo sua dureza em três níveis:
29
• Trilho de resistência comum: com composição química padronizada, dureza mínima de
300 Brinell, tensão de ruptura de 900 MPa.
• Trilho de resistência intermediária: composição química padronizada, dureza variando
de 325 a 340 Brinell e tensão mínima de ruptura de 1000 MPa.
• Trilho de alta resistência: composição química padronizada ou especial, dureza mínima
de 370 Brinell e tensão mínima de ruptura variando de 1200 a 1400 MPa.
3.3 Equipamentos de Manutenção
Atualmente o maior problema das ferrovias mundiais é conseguir aliar a alta demanda exigida
pelos clientes no transporte de cargas com volumes cada vez maiores, à manutenção da via
permanente, que se tona, por causa deste alto volume, cada vez mais presente e necessária.
Para melhor entender o problema, é fundamental compreender o funcionamento destes
equipamentos considerados críticos empregados na via permanente, empregados para
melhorar a qualidade da via. A seguir são apresentados os equipamentos, TrackSTAR,
Utrassom e Esmerilhadora.
3.3.1 TrackSTAR
O TrackSTAR é um veículo rodo ferroviário para avaliação de via permanente, que faz
avaliações das condições da via permanente com a aquisição simultânea de dados sobre a
geometria da linha, a medida de bitola carregada e sem carga e o desgaste de trilhos. Além
deste sistema inercial que registra a geometria da via permanente, existe também neste
veículo um eixo central que aplica forças na vertical e horizontal para medir a resistência da
via, ou seja, detectar possíveis problemas no conjunto dormente e fixação (Leonardo, 2006).

30
O TrackSTAR analisa a qualidade da geometria da via a partir da medição de diversos
parâmetros os quais são considerados defeitos quando a amplitude ultrapassa os limites de
seguranças pré-definidos pela FRA (Leonardo, 2006).
Figura 3.8: TrackSTAR
Os parâmetros avaliados pelo carro são:
� Bitola: distancia entre os trilhos direito e esquerdo medida 16mm abaixo do topo
do boleto;
� Medida de bitola não carregada;
� Medida de bitola carregada, ou seja, sob carga de 6800Kg na vertical e 4500Kg
entre os trilhos;
� Diferença entre valores de bitola carregada e sem carga;

31
� Medida de bitola negativa: quando a distância entre os trilhos, medida a 16mm do
topo do boleto, é menor que 1,60m.
� Variação rápida de bitola numa base de aproximadamente 20m;
� Nivelamento longitudinal: distancia vertical que um ponto qualquer situado na
superfície de rolamento tem de uma reta formada por outros dois pontos, sendo
um antecedente e outro subsequente;
� Nivelamento transversal: distancia vertical que um ponto qualquer sobre a
superfície de rolamento de um trilho tem em relação a outro ponto perpendicular a
ele situado na superfície de rolamento do outro trilho;
� Alinhamento: distancia horizontal que um ponto qualquer situado na lateral do
boleto de um trilho tem de uma reta formada por outros dois pontos, sendo um
subsequente e outro antecedente;
� Empeno: considerado quatro pontos sobre a superfície de rolamento dos trilhos,
dois em cada trilho, formando um retângulo, definiu-se como empeno a distancia
vertical de um dos pontos ao plano formado pelos outros. O empeno deve ser
medido sob carga (Leonardo, 2006).
Durante estas inspeções o caminhão TrackSTAR registra em arquivo os valores dos
parâmetros medidos emitindo em forma de gráfico o resultado dessas medições, permitindo
uma visão geral da via inspecionada. Além disso, ele emite também um relatório de exceção
onde são registrados todos os valores dos parâmetros que ultrapassam as tolerâncias pré-
definidas (Leonardo, 2006).
Além dos parâmetros geométricos da via permanente, o caminhão TrackSTAR permite medir
o desgaste dos trilhos. Esta medição é feita a cada 30cm, sendo armazenados os dados a cada
5m, medidas estas que podem ser manipuladas através de programas específicos que

32
permitem a visualização da performance dos trilhos utilizados além da visualização das
condições do trecho inspecionado (Leonardo, 2006).
Com base nestes dados coletados das condições da via permanente e comparando-os com os
valores de segurança estabelecidos pelas normas internacionais, pode-se fazer um diagnóstico
do trecho apontando as correções que devem ser executadas imediatamente e também dá a
possibilidade de programar as manutenções não emergenciais, além de apresentar uma
tendência de manutenção para os próximos meses (Leonardo, 2006).
O ciclo do TrackSTAR obedece rigorosamente as normas da FRA. Ainda por ser um
equipamento que concerne à segurança da ferrovia, deve ter um ciclo compatível com as
melhorias que são solicitadas pelo mesmo quando da sua passagem por determinado trecho.
Segundo FRA (2011) a inspeção feita pelo carro deve permitir que seja feita a inspeção visual
da linha simultaneamente. A FRA (2011) também considera que nas linhas principais e
ramificações devem ser inspecionadas uma vez a cada dois meses pelo veículo de inspeção
TrackSTAR.
3.3.2 Ultrassom
A inspeção por ultrassom é uma técnica não destrutiva utilizada para inspeção de via
permanente que leva em conta defeitos existentes e instalados nos trilhos, ajudando na
prevenção de uma grande quantidade de acidentes que poderiam ter ocorrido se não
houvesse esse tipo de inspeção de via (Bray, 1978).
Os defeitos de detectados pelo ultrassom acontecem por problemas de fabricação do aço,
durante o serviço do trilho ou por uma combinação de defeitos de fabricação com defeitos
gerados quando em serviço. Assim, conforme as técnicas de fabricação do aço foram
33
aprimoradas, uma nova dimensão de passagem do carro de ultrassom foi criada para atender
a velocidade de propagação das trincas e assim determinar o tamanho critico das mesmas
(Government of India, 2006).
As medições do Ultrassom são baseadas no efeito acústico, que depende da velocidade de
propagação da onda em determinado material, neste caso, no aço (Szelazek, 1992). A
maioria dos defeitos encontrados nos trilhos não pode ser vista a olho nu, tais como pontos
de inicialização das trincas de fadiga. (Vanlanduit, et al., 2003). Para garantir a detecção
destas trincas num estágio inicial é necessária a utilização de técnicas muito sensíveis de
inspeção. Para a inspeção são necessários testes nos trilhos seguindo a seguinte seqüência:
� Para o boleto: usar o cabeçote de medição instalado a 70°, ele deverá verificar a
existência de defeitos transversais existentes no boleto.
� Para Alma e Patim: para analise da alma e de parte do patim, pode-se utilizar ao
cabeçote de medição a 38°, localizado diretamente abaixo da alma. Este medirá
defeitos de natureza transversal incluindo defeitos em furos por fadiga e defeitos
em soldas.
� Para boleto, alma e patim: utilizando o cabeçote de 0° pode-se examinar a seção
completa do trilho para defeitos verticais e horizontais, incluindo defeitos de
fadiga em furos e defeitos longitudinais.
Os defeitos encontrados pelo Ultrassom deverão ser retirados ou acompanhados pela equipe
da Via Permanente de acordo com sua criticidade. A linha pode ser interditada, pode-se retirar
em um dia, em dois dias, em sete dias, ou manter sob observação até a possível retirada
(Corporation, Rail, 2007).
Historicamente, o primeiro aparelho de Ultrassom da década de 90, era movido a propulsão
humana, com 24 transdutores, porém somente eram demonstrados quatro por vez na tela e sua

34
produção diária era de cinco quilômetros por dia. Neste caso o ciclo do aparelho, utilizado na
MRS Logística, pela Ferrovia do Aço (363Km) era em torno de 06 meses.
Figura 3.9: Equipamento de Ultrassom Manual
A partir de 2007 entrou em funcionamento o carro de Ultrassom, ou seja, um aparelho de
Ultrassom embarcado em um veículo rodo ferroviário. Este possuía 14 transdutores que
apareciam todos ao mesmo tempo na tela, o que proporcionou um aumento substancial na
produção. O ciclo da Ferrovia do Aço que era feito em 06 meses passou a ser feito em 45 dias,
com uma produção diária de 30Km.
35
Figura 3.10: Carro de Ultrassom
A partir de 2011 foi adquirido um carro de Ultrassom com uma tecnologia ainda melhor,
proporcionando uma maior velocidade na inspeção, com a mesma garantia de resultados. O
ciclo de inspeção na Ferrovia do Aço passou a ser de 22 dias.

36
Figura 3.11: Carro de Ultrassom
3.3.3 Tipos de defeitos encontrados pelo US.
Os principais tipos de defeitos detectados por meio do Ultrassom são:
� Vertical Split Head (Divisão Vertical do Boleto): O VSH é localizado na região
central do boleto do trilho. Sua causa geralmente é a inclusão, que com seu
crescimento pode partir parte do boleto causando acidentes muito grave. Todos os
transdutores do Ultrassom podem detectar este tipo de defeito.
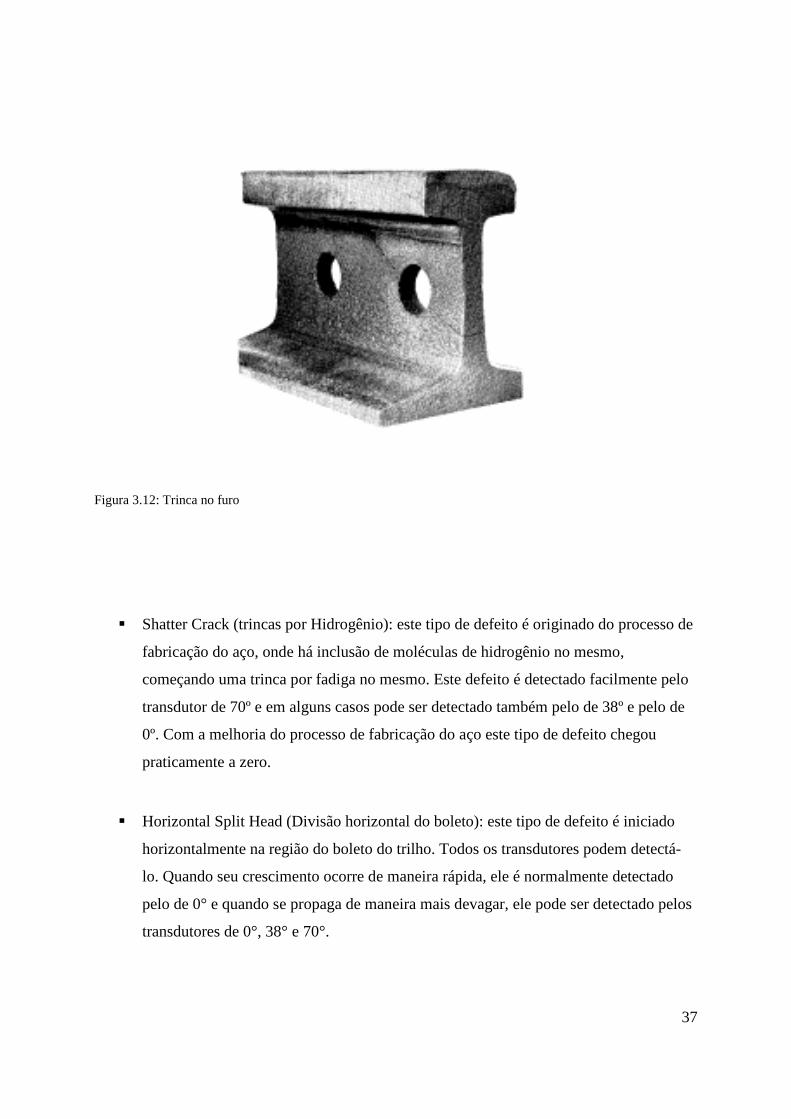
� Bolt Hole Crack (Trinca no furo): este defeito tem seu inicio no furo do trilho,
conforme o nome, e a trinca pode se propagar em direção ao boleto ou em direção ao
patim do trilho. O transdutor de 38° normalmente detecta este tipo de defeito, e se a
trinca crescer para o boleto, o transdutor de 70° também é capaz de detectá-la.
37
Figura 3.12: Trinca no furo
� Shatter Crack (trincas por Hidrogênio): este tipo de defeito é originado do processo de
fabricação do aço, onde há inclusão de moléculas de hidrogênio no mesmo,
começando uma trinca por fadiga no mesmo. Este defeito é detectado facilmente pelo
transdutor de 70º e em alguns casos pode ser detectado também pelo de 38º e pelo de
0º. Com a melhoria do processo de fabricação do aço este tipo de defeito chegou
praticamente a zero.
� Horizontal Split Head (Divisão horizontal do boleto): este tipo de defeito é iniciado
horizontalmente na região do boleto do trilho. Todos os transdutores podem detectá-
lo. Quando seu crescimento ocorre de maneira rápida, ele é normalmente detectado
pelo de 0° e quando se propaga de maneira mais devagar, ele pode ser detectado pelos
transdutores de 0°, 38° e 70°.

38
Figura 3.13: Divisão Horizontal do Boleto
� Horizontal Split Web (Divisão horizontal da alma): este tipo de defeito é originado
em soldas tanto elétrica como aluminotérmica. Começa na região neutra do boleto e
cresce horizontalmente e depois “viram” para cima ou para baixo terminando na
fratura completa do trilho. Este tipo de defeito tende a crescer rapidamente e a fratura
do trilho acontece em poucos dias (Corporation, Rail, 2007).
� Separação da Alma e Boleto: é um defeito longitudinal que acontece entre a alma e o
boleto, em casos severos pode ser o resultado de uma trinca superficial que desceu
para a região. Se a fratura causada por eesse tipo de defeito for longitudinal, o trilho
pode entrar em colapso o que causaria um grave acidente se isto não for verificado a
tempo.
39
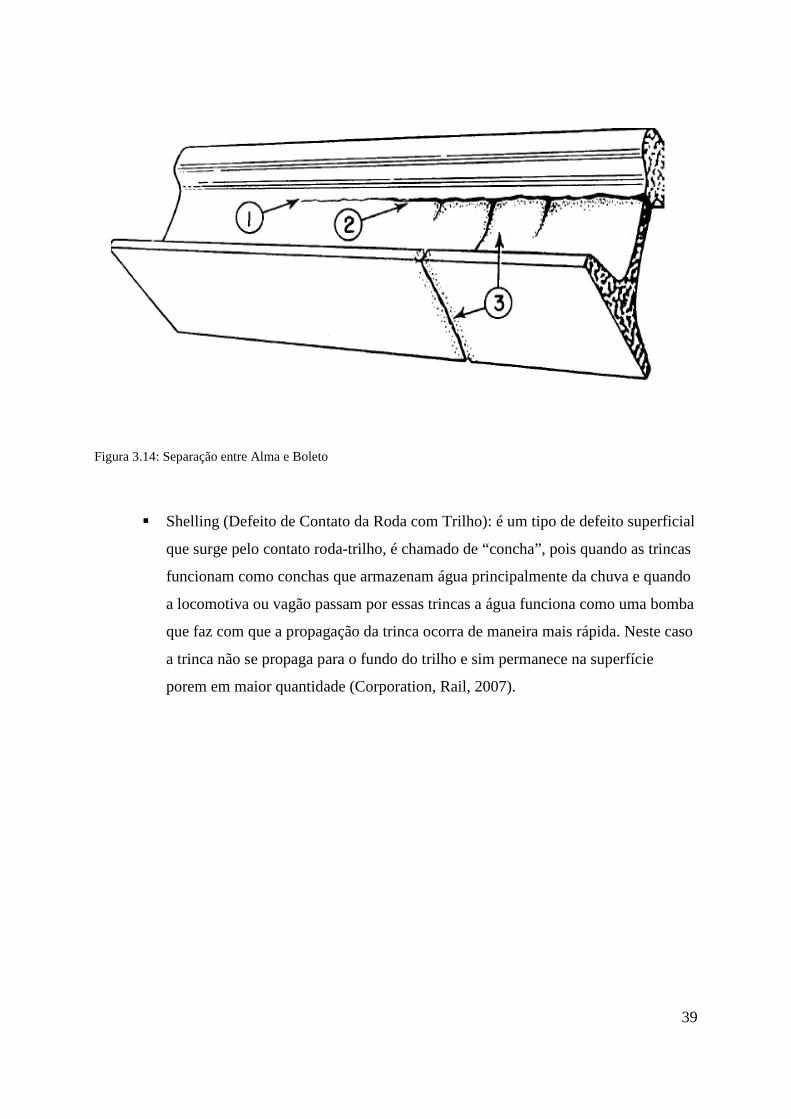
Figura 3.14: Separação entre Alma e Boleto
� Shelling (Defeito de Contato da Roda com Trilho): é um tipo de defeito superficial
que surge pelo contato roda-trilho, é chamado de “concha”, pois quando as trincas
funcionam como conchas que armazenam água principalmente da chuva e quando
a locomotiva ou vagão passam por essas trincas a água funciona como uma bomba
que faz com que a propagação da trinca ocorra de maneira mais rápida. Neste caso
a trinca não se propaga para o fundo do trilho e sim permanece na superfície
porem em maior quantidade (Corporation, Rail, 2007).

40
Figura 3.15: Defeito de Contato Roda Trilho
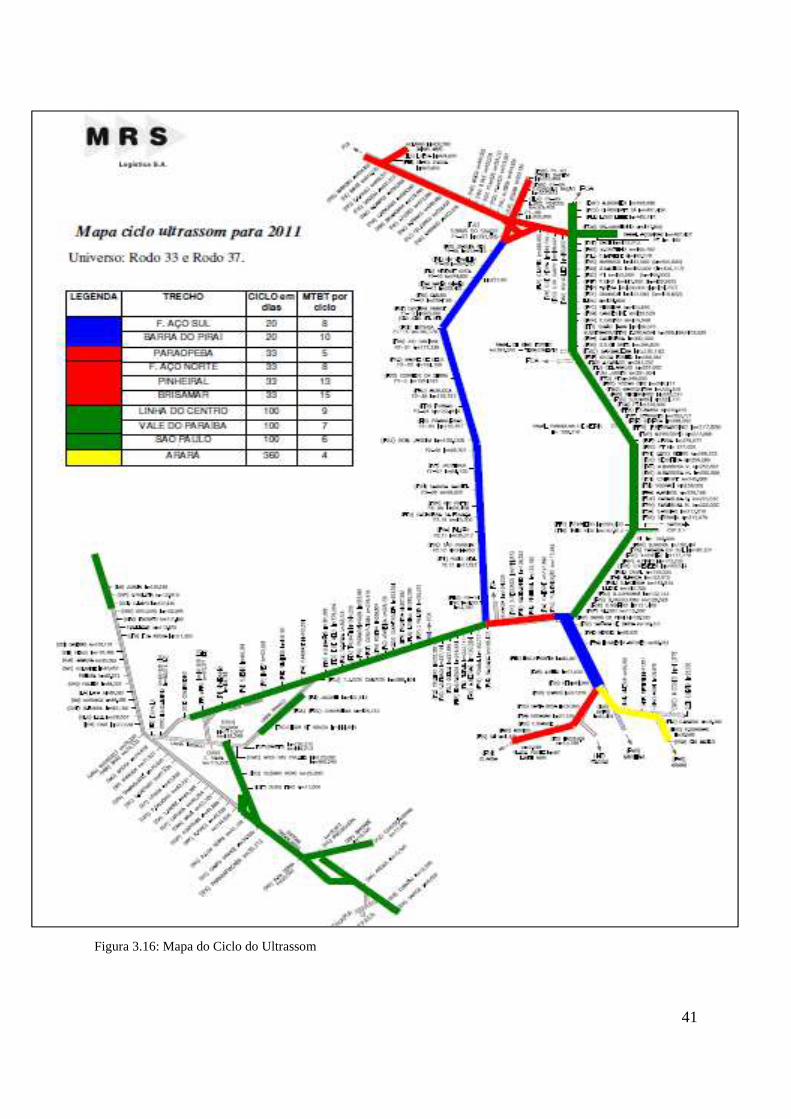
3.3.4 O Ciclo
O ciclo do carro de Ultrassom cumpre as exigências de inspeção preventiva de trilhos,
atendendo assim a demanda da MRS. Ele segue o ciclo de inspeção conforme figura 3.16.
41
Figura 3.16: Mapa do Ciclo do Ultrassom
42
3.3.5 Esmerilhadora
O trilho é o segundo maior custo dentro de uma ferrovia. Assim, o valor de um trilho que
fratura prematuramente é muito alto e, por isso a interação roda trilho é um assunto tão
importante. Dentre dos defeitos típicos encontrados em uma ferrovia de carga, a
esmerilhadora de trilhos vem sendo a prática mais efetiva de manutenção atuando no controle
dos defeitos de contato roda trilho, no reperfilamento do trilho e na maximização da vida útil
deste ativo (www.loram.com).
O esmerilhamento consiste em reperfilar o trilho para um perfil ótimo para produzir um
contato roda trilho mais suave. Para que isso ocorra, existe a esmerilhadora de trilhos, que
junto com o torneamento de rodas, redimensiona todo o ativo da MRS Logística de modo a
permitir o perfeito contato entre a roda e o trilho. As principais vantagens do esmerilhamento
de trilho são:
• Aumento da vida útil do trilho;
• Aumentar a vida útil dos componentes da via como pregação, placas de apoio, etc.;
• Reduzir o desgaste no trilho;
• Aumentar a carga transportada, através do aumento de confiabilidade do trilho e da
redução de fraturas por defeitos superficiais;
• Aumentar a velocidade dos trens, pois a diminuição dos defeitos superficiais permite
aumento da velocidade (Loram, 2005).
A esmerilhadora foi adquirida pela MRS Logística no ano de 2002, devido ao grande numero
de defeitos superficiais presentes no trilho quando a tonelagem foi aumentada. Foi comprado
um equipamento com 48 rebolos, que contem: dois carros de esmerilhamento com 24 rebolos

43
cada, um carro suporte, um carro de operação e um vagão tanque de água. Com velocidade
máxima de esmerilhamento de 12 milhas por hora (15 quilômetros por hora) (Silva, et al.,
2004).
Figura 3.17: Esmerilhadora de trilhos
3.3.6 Porque esmerilhar o trilho.
A técnica de esmerilhamento de trilhos é parte integrante de um complexo sistema de
manutenção preventiva dentro as ferrovias de carga. Neste sistema o esmerilhamento vem
adequar alguns aspectos essenciais para a manutenabilidade da via, como:
� Manter o adequado ponto de contato da roda com o trilho para que os esforços
sejam melhor distribuídos e desta forma consiga preservar a inscrição normal do
trem na via, garantindo assim menores impactos e um menor nível de ruído.
� Regularizar a superfície de rolamento com a retirada de defeitos superficiais,
corrugações, etc, que podem se desenvolver chegando a romper o trilho.

44
� Corrigir a superfície das soldas, que geram impactos e ruídos, exigindo intensa
manutenção do lastro nestes pontos, podendo chegar a ruptura da solda se o
problema não for diagnosticado e tratado a tempo.
� Prolongar a vida útil do trilho estendendo o ciclo de manutenção da via e
conseqüentemente do material rodante (Loram, 2005).
3.3.7 O ciclo
O processo de esmerilhamento preventivo consiste em um processo de três estágios. No
primeiro estágio é dado um passe removendo uma fina camada de metal do boleto, que desta
maneira, em dois ou três passes, o trilho estará no perfil desejado sem que seja removida a
dureza do boleto. Além disso, uma vez que o perfil tenha sido adequado, a propagação de
trincas pela superfície do boleto irá diminuir.
No segundo estágio, de dois ou três passes também, são removidos todas as trincas que se
iniciaram depois do primeiro estágio, antes que elas penetrem no boleto e a esmerilhadora não
seja capaz de remover em um único passe.
No terceiro estágio são removidas todas as trincas que iniciaram no local, as que a taxa de
remoção de metal são menores que seu crescimento. Desta maneira o trilho ficará sem trincas
superficiais.
Neste ponto a ferrovia é considerada em estágio preventivo de esmerilhamento, e, em seguida,
o ciclo será de acordo com a necessidade do local e com a mesma freqüência do
esmerilhamento preventivo (3 estágios citados anteriormente) e com um controle do defeito
superficial gerado pelo contato roda trilho, removendo todas as trincas visíveis antes que
penetrem no boleto (Silva, et al., 2004).
A Figura 3.18 ilustra os ciclos estabelecidos para cada ramal dentro da MRS Logística S.A:

45
Figura 3.18: Mapa Ciclo Esmerilhadora
46
4 A Manutenção
Com a força adquirida pela globalização, as empresas vêm enfrentando um aumento da
competitividade o que as leva a um aumento busca de melhores resultados para seus
processos. Neste contexto o maquinário deve ter um tempo de utilização cada vez maior o que
faz com que as atividades de manutenção cada vez mais especificas sejam realizadas.
Desde o começo da humanidade, técnicas de manutenção são utilizadas. Elas evoluem
conforme as necessidades do homem e por isso há no mercado vários modelos capazes de
fazer a manutenção de todos os tipos de equipamentos.
A manutenção pode ser definida como toda e qualquer intervenção efetuada num determinado
sistema, ao longo de sua vida útil, com o objetivo de recompor as condições normais de
atuação, de forma tal a atingir os mais altos níveis de desempenho (Nepomuceno, 1985).
Atualmente, a manutenção nas empresas tem a mesma importância da produção no nível
industrial, mas mesmo hoje é possível encontrar todos os tipos existentes de manutenção
funcionando numa mesma empresa. Isto acontece devido a estudos de viabilidade e custo dos
equipamentos que estão sendo utilizados.
Os conceitos de manutenção podem ser divididos em quatro partes listadas a seguir na ordem
em que foram criados:
� Manutenção Corretiva
� Manutenção Preventiva
� Manutenção Preditiva
� Manutenção Produtiva Total (TPM).

47
A seguir são apresentados os tipos de manutenção, porém será dado um foco maior na
manutenção preditiva, conceito este que será utilizado para solução do problema apresentado.
4.1 Manutenção Corretiva
A manutenção corretiva se baseia na troca ou conserto da máquina somente depois que
acontece a quebra da mesma. Neste caso somente é eficiente quando o equipamento que está
parado para reparo, não afeta a produção e seus custos não são altos, pois não existe um
planejamento para sua parada.
Uma grande desvantagem desta técnica é que a equipe de manutenção tem que estar sempre
em estado de alerta, e quando a produção pára por causa do equipamento, além da equipe ter
que agir de forma imediata tem que se ter uma grande quantidade de peças em estoque
(Nepomuceno, 1985).
4.2 Manutenção Preventiva
A manutenção preventiva se baseia em agendar atividades de manutenção de tempos em
tempos, baseadas em dias de uso do equipamento e/ou quantidade de horas em que o mesmo é
utilizado. Os componentes são trocados antes que um problema aconteça (Nepomuceno,
1985).
Ela ocorre normalmente em equipamentos que não funcionam de maneira continua, porém a
equipe de manutenção deve ter grande habilidade e conhecimento para que a técnica possa
acontecer corretamente.
A principal desvantagem deste tipo de manutenção pode ser a de trocar um componente tarde
demais ou cedo demais. Outro ponto que se deve prestar atenção é quando ocorre troca de um
componente uma maquina que estava funcionando em perfeito funcionamento, passa a
funcionar de maneira incorreta, ou seja, a troca foi feita de maneira errônea e assim um

48
componente que se encontrava em perfeito estado foi trocado por um componente que, se
colocado de maneira equivocada, faz com que a máquina não performe corretamente. Isto
ocorre devido à má intervenção da equipe de manutenção, podendo gerar desalinhamentos ou
desbalanceamentos na máquina.
4.3 Manutenção Preditiva
A premissa da manutenção preditiva é um monitoramento regular da condição mecânica real,
do rendimento operacional, e de outros indicadores da condição operativa do equipamento ou
sistema de processo que fornecerão dados necessários para assegurar o intervalo máximo
entre reparos (A Manutenção Preditiva, 2007).
O programa de manutenção preditiva é acionado por condições. Ao invés de se fundar em
estatísticas de vida média na planta industrial para programar atividades de manutenção, a
manutenção preditiva usa monitoramento direto das condições mecânicas, rendimento do
sistema e outros indicadores para determinar o tempo médio para falha real ou perda de
rendimento de cada equipamento e sistema (A Manutenção Preditiva, 2007).
Os objetivos da manutenção preditiva são:
� Determinar antecipadamente a necessidade de serviços de manutenção;
� Eliminar desmontagens desnecessárias para inspeção;
� Aumentar o tempo de disponibilidade dos equipamentos;
� Reduzir o trabalho emergencial não planejado;
� Impedir o aumento dos danos;

49
� Aproveitar a vida útil dos componentes ou do equipamento como um todo;
� Aumentar o grau de confiança no desempenho de um equipamento ou linha de
produção;
� Determinar previamente as interrupções de fabricação para cuidar dos equipamentos
que precisam de manutenção.
Por meio destes objetivos pode-se deduzir que o sistema de manutenção está sendo
direcionado para duas finalidades maiores e mais importantes que são a redução de custos de
manutenção e o aumento da produtividade (A Manutenção Preditiva, 2007).
Existem cinco técnicas que são normalmente utilizadas na manutenção preditiva:
monitoramento da vibração, monitoramento de parâmetros do processo, termografia,
tribologia e inspeção visual. Para o estudo em questão deve-se levar em consideração o
monitoramento do processo que pode quantificar o rendimento operacional do equipamento
ou sistemas, e quando utilizado em conjunto com a tribologia e a análise visual pode fornecer
dados essenciais para a confiabilidade da manutenção e aumento da disponibilidade do ativo.
4.4 Manutenção Produtiva Total
O conceito da manutenção produtiva total (TPM- Total Productive Maintenance) é o da
reformulação e melhoria da estrutura empresarial a partir da reestruturação e melhoria das
pessoas e dos equipamentos, com o envolvimento de todos os níveis hierárquicos e a mudança
da postura organizacional. Em relação aos equipamentos significa promover a revolução junto
à linha de produção através da incorporação do “quebra-zero”, “defeito-zero” e “acidente-
zero” (Wyrebski, 1997).

50
4.5 Teoria das Restrições
Visto a problemática deste trabalho, ou seja, identificar e analisar uma metodologia de
emprego de equipamentos críticos na Via Permanente, a teoria das restrições vem contribuir
para identificação e remoção dos gargalos existentes.
A teoria das restrições (TOC- Teory of Constrains) teve seu início na década de setenta,
quando seu criador Eliyahu Goldratt elaborou um método de administração da produção
totalmente novo. Goldraff compara o sistema organizacional com uma corrente formada por
elos que representam os diferentes setores. Cada elo é um setor e a sua capacidade de
produção é avaliada e quando comparada aos outros elos. Pode identificar o elo de menor
produtividade e este representara a restrição do sistema. (Giuntini, et al., 2006)
A teoria das restrições propõe a utilização de cinco passos gerenciais, visando atingir a meta.
Esses passos são descritos a seguir:
Passo 1: Identificar a restrição do sistema, que pode ser interna ou externa.
Quando a demanda total de um produto é maior que a capacidade da fábrica, pode-se dizer
que o gargalo está no sistema produtivo. Quando a capacidade de produção é maior que a
demanda, pode-se dizer que o gargalo é o mercado (Cousseau, 2003).
Passo 2: Utilizar a restrição do sistema da melhor forma possível.
A melhor alternativa está em maximizar o fluxo do gargalo (Cousseau, 2003).
Passo 3: Subordinar todos os demais recursos do sistema à decisão tomada no passo 2.
A lógica deste passo, independente da restrição ser interna ou externa, consiste no interesse
em reduzir ao máximo os estoques e as despesas operacionais.
51
Passo 4: Elevar a capacidade da restrição.
Se a restrição for interna, deve-se aumentar a capacidade de produção dos gargalos. Se a
restrição for externa, as ações devem se concentrar em aumentar a demanda através de ações
no mercado.
Passo 5: Voltar ao passo 1, não permitindo que a inércia tome conta do sistema.
Ao se alterar a capacidade de uma restrição, há a necessidade de analisar novamente o sistema
como um todo (Cousseau, 2003).
4.6 A lógica tambor-pulmão-corda
As organizações que possuem um sistema de processamento seqüencial que passa por uma
cadeia de recursos têm geralmente, apenas uma restrição, representada pelo recurso de menor
capacidade. A solução do TOC começa com a premissa de que recursos diferentes possuem
capacidades diferentes e que as flutuações e interrupções estatísticas não podem ser
verdadeiramente eliminadas (Giuntini, et al., 2006).
A teoria reconhece que o recurso gargalo vai impor o limite de produção da fabrica inteira,
então o recurso com restrição de capacidade será considerado o tambor. É o tambor que vai
dar a batida da produção da fábrica (Cousseau, 2003).
Uma vez identificado o recurso gargalo, os recursos que antecedem o mesmo serão puxados e
os recursos após o gargalo serão empurrados até o final do sistema. Portanto fica claro que a
máquina tambor merece um tratamento especial e por isso deve estar protegida quanto aos
eventuais problemas que possam ocorrer nas máquinas que antecedem a mesma.
É preciso criar, na frente do gargalo, um estoque de segurança que serve para manter o
gargalo trabalhando, mesmo que ocorra qualquer interrupção nas máquinas antes do gargalo.

52
Esse estoque é chamado de pulmão, que assegurará certo tempo de abastecimento do gargalo
de modo que se possa corrigir eventuais perturbações no sistema (Cousseau, 2003).
Para assegurar que o processo não crescerá além do que foi definido pelo pulmão, deve-se
limitar a quantidade de matéria-prima que será entregue a fabrica. A função da corda é
prender o recurso-gargalo com a operação inicial, ou seja, a liberação de material pela
operação inicial deve ser de acordo com o que o gargalo estiver produzindo.
Deve-se garantir que os recursos gargalos não sejam programados para produzir além da sua
capacidade e por outro lado, não se deve desperdiçar nenhuma capacidade ao programar sua
carga e trabalho, não permitindo nenhum tipo de folga (Cousseau, 2003).
O esforço para reduzir os pulmões e aumentar a capacidade do gargalo continuamente é muito
lucrativo. Deve-se focalizar a redução das interrupções e, posteriormente, aumentar o ganho
nos gargalos, elevando o desempenho até um novo índice, criando assim um processo de
aprimoramento contínuo (Cousseau, 2003).
53
5 Aplicação da Teoria das Restrições na Manutenção Preditiva de Via Permanente
Apesar da teoria das restrições ser normalmente aplicada a fábricas, ela pode ser adaptada ao
mundo ferroviário. No ambiente de manutenção preditiva da Via Permanente, são utilizados
alguns equipamentos de manutenção que visam garantir a confiabilidade da mesma.
Para o estudo deste trabalho é aplicada a teoria das restrições em duas etapas distintas e
complementares. Primeiro é analisado o sistema de manutenção preventiva realizado pelos
equipamentos críticos de via permanente, nesta etapa é avaliado a abrangência da
manutenção, ou seja, se o equipamento abrange toda a extensão da MRS Logística de maneira
uniforme e de acordo com o estabelecido.
Nesta etapa é identificado qual o gargalo do sistema de manutenção preventiva, ou seja, qual
equipamento que, em funcionamento normal, não consegue atender toda a malha da MRS.
Com esta informação é aplicado à teoria das restrições novamente, início da segunda etapa,
com mudança de foco para o equipamento identificado na primeira etapa.
Nesta etapa é aplicada a teoria das restrições ao equipamento identificado como sendo o de
menor abrangência dentro da malha, verificando o gargalo principal que faz com que o
mesmo não consiga abranger a malha integralmente.
Com esses resultados é proposta uma melhoria deste sistema, dentro da realidade da MRS
Logística e levando em consideração os planos futuros de aumento da carga transportada que
influi diretamente nas estratégias de manutenção.
Uma delimitação feita neste estudo é a não consideração da necessidade de intervalos na
operação de trens para a passagem dos equipamentos, isto porque essa é uma necessidade e
dificuldade comum entre eles.
54
5.1 Estudo de caso.
A aplicação da teoria das restrições nos equipamentos críticos de via permanente é realizada a
partir dos ciclos de passagem durante o ano. Conforme estudo, o TrackSTAR deve cumprir
um ciclo de passagem determinado pela FRA, ou seja, a cada dois meses uma passagem na
linha principal para avaliação. Este por ser um veículo de avaliação de via permanente, não
necessita de paradas intermediárias durante a realização da inspeção, garantindo a agilidade
no processo, além disso, sua velocidade de inspeção é a mesma de um trem.
O equipamento de Ultrassom atende ao estabelecido pela MRS de acordo com sua
necessidade, ou seja, de acordo com a incidência de fratura de trilhos e com a velocidade de
circulação dos trens em determinado trecho da malha. Por serem dois carros de inspeção por
Ultrassom, o equipamento consegue atender toda a extensão da malha MRS mesmo sua
freqüência sendo por vezes em intervalos pequenos de duração conforme descrito na Figura
3.16.
A esmerilhadora de trilho tem um funcionamento diferente dos outros dois equipamentos, sua
meta anual é de percorrer 30Km diários, porém existe uma variação durante o ano. Os 30 Km
foram identificados quando da colocação do equipamento em operação, como sendo um valor
ótimo de operação dentro das janelas de duas horas de esmerilhamento normalmente
concedidas.
Como há necessidade grande de apagar possíveis focos de incêndio gerados no processo, ela
tem sua operação atrelada ao vagão tanque, ou seja, nos meses de inverno a água deste vagão
esgota-se mais rápido devido à falta de umidade nos dormentes de madeira e o mato seco no
entorno da linha, fazendo com que não seja possível realizar, neste período, a meta diária por
falta de água no vagão. A água é um fator fundamental dentro do processo, pois é utilizada de
forma abundante, tanto para prevenir a formação de focos de incêndio, como para apagar
focos que iniciados após sua passagem.
55
O ciclo da esmerilhadora, conforme pode ser verificado na Figura 3.18, é apenas em alguns
pontos específicos da malha, ou seja, nos locais onde passam os trens carregados de minério,
locais estes que o esmerilhamento de trilhos se faz mais necessário.
Na primeira etapa do estudo é aplicada a teoria das restrições para os equipamentos de
manutenção preventiva conforme mostrado a seguir:
1º passo: Identificar a restrição do sistema:
Com as informações dos ciclos de passagem dos equipamentos é possível identificar que o
gargalo do processo de manutenção preventiva através dos equipamentos críticos de via
permanente é a esmerilhadora.
Dentre os equipamentos é o único que não abrange toda a malha da MRS dentro da
necessidade, apenas atende a linha dos trens carregados.
2º passo: Utilizar a restrição do sistema da melhor forma possível.
Nesta etapa identifica-se a melhor forma de maximizar o fluxo da esmerilhadora, ou seja,
verificar se a maneira como ela está trabalhando atualmente está correta.
A esmerilhadora possui uma confiabilidade de aproximadamente 90% anualmente, ou seja,
seu fluxo de trabalho está dentro do esperado. A manutenção do equipamento é feita em dois
turnos enquanto a operação é feita no terceiro turno, o que minimiza consideravelmente
paradas inesperadas do equipamento, prejudicando seu desempenho global.
3º passo: Subordinar todos os demais recursos do sistema à decisão tomada no passo anterior.

56
Como os equipamentos de manutenção são independentes, esse passo não se aplica à
avaliação do sistema de manutenção preventiva. Este será aplicado na análise de apenas um
equipamento.
4º passo: Elevar a capacidade da restrição.
Nesta etapa deve-se encontrar maneiras de aumentar a capacidade do gargalo identificado na
primeira etapa.
No caso da esmerilhadora, como sua confiabilidade já está em valores altos, ou seja, próximo
de 90%, qualquer mudança feita no seu processo de operação não iria surtir o efeito esperado
dentro do sistema de manutenção preventiva da malha.
5ª passo: Voltar ao passo 1 não permitindo que a inércia tome conta do sistema.
Neste estudo a volta ao passo 1 ocorrerá na próxima etapa, ou seja, com a aplicação da teoria
das restrições voltada ao equipamento gargalo.
Após identificar, na primeira etapa do estudo, o equipamento gargalo como sendo a
esmerilhadora de trilhos, agora se aplica novamente a teoria das restrições abordando como
sistema o processo de esmerilhamento.
É importante destacar nesta etapa um processo suporte ao esmerilhamento, que é o carro de
pré-inspeção. Este faz a pré-inspeção dos trilhos, para que quando o equipamento chegue ao
local de trabalho, já está estabelecida a quantidade de material que deverá ser retirada pelo
processo.
Feita esta observação, é aplicado então, novamente, os cinco passos da teoria das restrições,
obtendo o seguinte cenário:

57
1º passo: Identificar a restrição do sistema:
O fator que mais se destaca dentro do processo de esmerilhamento de trilhos é a necessidade
de abastecimento do vagão tanque de água. Este é um fator delimitador do processo, visto que
os pontos de abastecimento estão localizados em alguns poucos pontos na malha e com isso o
equipamento tem a necessidade de se deslocar freqüentemente no contra fluxo dos trens para
retornar ao local de abastecimento.
O volume de água necessário para abastecer este vagão é muito grande o que inviabiliza o
abastecimento por outra forma, como um carro pipa e, além disso, os acessos aos nossos
pátios, onde os equipamentos ficam desviados aguardando circulação, ainda é muito precário
dificultando ainda mais a chegada de água por algum meio externo aos poços.
2º passo: Utilizar a restrição do sistema da melhor forma possível.
A maneira encontrada para poder maximizar o fluxo do gargalo é a construção de mais poços
de abastecimento ao longo da malha. Estes já estão em planejados para serem construídos
dentro do projeto de melhoria da capacidade de esmerilhamento, porém demandam
aproximadamente um ano para sua perfuração e colocação em funcionamento, levando em
consideração a necessidade de licenças dos órgãos ambientais.
Desta maneira, uma alternativa para maximizar o fluxo no gargalo, é a escolha de uma melhor
forma de trabalho. Isso se estabelece da seguinte maneira, como são três turnos de trabalho no
equipamento, sendo dois de manutenção e um de operação, altera-se os horários de trabalho
para os de menor possibilidade de haver focos de incêndio, ou seja, dar prioridade à operação
noturna e os turnos de manutenção diurnos, para que desta maneira economizar água e atingir
a meta diária, principalmente nos meses de clima mais secos.
Esta alteração no horário de trabalho da equipe, além de prover um ganho de operação para o
equipamento, não onera a empresa, pois o equipamento já opera atualmente em três turnos de
trabalho e, além disso, o numero de pessoas nas equipes são sempre os mesmos. Mais uma

58
ressalva é as equipes tem os mesmos cargos no que se refere a questão salarial, ou seja, o
adicional noturno que é pago para a equipe de manutenção é o mesmo pago a equipe de
operação, não gerando custos adicionais.
3º passo: Subordinar todos os demais recursos do sistema à decisão tomada no passo anterior.
Com a decisão de trabalho da equipe de operação ser preferencialmente noturno, as equipes
de manutenção do equipamento trabalham no período diurno, e o com maior agilidade, o
carro suporte de pré-inspeção deverá ter um cronograma de inspeção em intervalos menores
de tempo.
4º passo: Elevar a capacidade da restrição.
Com a mudança dos horários de trabalho dos turnos de operação e manutenção da
esmerilhadora, esta ganha mais agilidade no cumprimento das metas, ou seja, com um gasto
menor de água pelo trabalho noturno, a meta diária de 30Km será garantida, durante todo o
período do ano.
Vale ressaltar que as medidas mencionadas ocorreram sem a necessidade de operação nos fins
de semana e sem a necessidade de horas extras para cumprimento de meta, o que impacta
diretamente no valor de horas extras pagos aos colaboradores.
5ª passo: Voltar ao passo 1 não permitindo que a inércia tome conta do sistema.
A volta ao primeiro passo ocorrerá necessariamente quando a construção dos poços de
abastecimento estiver sido concluída, desta maneira outro gargalo no processo será
identificado e ações para maximizá-lo serão tomadas.
5.2 Lógica tambor-pulmão-corda

59
Ao se identificar os os elementos da lógica tambor-pulmão-corda, consegue-se perceber de
maneira mais clara o processo de esmerilhamento.
O tambor é o gargalo, ou seja, a esmerilhadora em si. Que devido as suas restrições inerentes
ao processo dita o ritmo do mesmo.
O pulmão é o carro controle, que sempre vai a frente da esmerilhadora deixando inspeções
como pulmão, para que se esta realizar o esmerilhamento com o fluxo maximizado, ainda terá
inspeções à frente.
A corda pode ser considerada a manutenção da via permanente feita pelos núcleos de via, que
irão cuidar dos trilhos da melhor maneira possível, prendendo assim o recurso trilho ao
gargalo emerilhadora.
6 Conclusões
A teoria das restrições, apesar de ser um processo inicialmente estabelecido para aplicação em
linha de produção de fábricas, é perfeitamente aplicável ao processo de manutenção preditiva
ferroviário. Ela estabelece de maneira precisa de identificação de gargalos no sistema e as
possíveis soluções para o mesmo, e da mesma maneira, foi fundamental para identificação do
gargalo do equipamento considerado mais crítico dentro do processo.
Foi identificado, pela aplicação da teoria das restrições, como gargalo no processo de
esmerilhamento a necessidade de abastecimento freqüente de água do vagão tanque da
esmerilhadora, sendo que os poços estão localizados em poucos pontos da malha, fazendo que
o equipamento precise circular no contra-fluxo dos trens para abastecer.
O funcionamento da esmerilhadora de trilhos está intimamente atrelado à ao seu vagão
tanque, isso se dá devido a necessidade de utilização de água no sistema de esmerilhamento

60
de trilhos. A meta estabelecida para o equipamento é de 30Km diários, essa meta garante o
ciclo de passagem do equipamento de acordo com a necessidade da malha dos trens
carregados, porém a localização destes poços está em distâncias acima de 30Km de distância.
E ainda existe o problema da capacidade do vagão tanque, ou seja, como o processo depende
de água para apagar possíveis focos de incêndio que aparecem nos dormentes de madeira ou
no entorno da malha, durante o principalmente o período seco do ano, o equipamento não
consegue cumprir a meta diária, fazendo com que a necessidade de circulação no contra-fluxo
para abastecimento do vagão dobre, dependendo da produção.
A solução para garantir o cumprimento da meta é a de alterar o horário de funcionamento das
equipes dedicadas à manutenção e à operação, assim as equipes de manutenção passam a
trabalhar no período da manha e a equipe de operação passa a trabalhar no período noturno,
assim há um menor gasto de água, o que garante o cumprimento da meta diária de
esmerilhamento durante o ano inteiro.
Como a capacidade de esmerilhamento do equipamento está em níveis ótimos, percebemos
que atualmente é inviável o aumento das localidades atendidas pela esmerilhadora, porém
com as mudanças ocorridas, garante-se o ciclo de esmerilhamento de acordo com o
estabelecido para a necessidade da linha de trens carregados.
A construção dos poços de acordo com a necessidade do equipamento já está ocorrendo, eles
vão ser construídos aproximadamente a cada 30 quilômetros em toda a extensão da malha da
MRS, levando em conta as janelas de esmerilhamento e também os pontos ótimos de acesso
aos pátios para troca de turno, chegada de carros de apoio e ainda a manutenção destes poços
(bombas, mangueiras e instalações elétricas), em paralelo a estas construções, está a aquisição
de mais uma esmerilhadora de trilhos, está terá o dobro da capacidade de esmerilhamento da
atual.

61
Bibliografia
Almeida Marcio Tadeu de A Manutenção Preditiva [Periódico]. - [s.l.] : Revista Industria
em Foco, 2007. - 01.
AREMA American Railway Engeneering and Maintenance Association Manual for
Railway Engeneering [Livro]. - 2009.
Bray D. E. Detection of flaws in used railroad rail by ultrasonic inspections techiniques
[Periódico] // National Conference and Quality Show. - 1978. - p. 7.
Brina Helvécio Lapertosa Estradas de Ferro [Livro]. - Belo Horizonte : ABEU, 1988.
Corporation, Rail Rail Defects and Testing // RailCorp Infrastructure Engineering Manual -
Track. - [s.l.] : RailCorp, 2007.
62
Cousseau Valter Lino Aplicação de um método de implantação da manutenção produtiva
total a partir da ótica da teoria das restições na linha de fabricação de panelas da Tramontina
Farroupilha S.A.. - Porto Alegre : [s.n.], 2003.
Giuntini Norberto [et al.] Teoria das Restrições: Uma nova forma de "ver e pensar" o
Gerenciamento Empresarial [Periódico].
Government of India Manual for Ultrasonic Testing of Rails and Welds. - 2006.
Gusmão Sérgio Luiz Lessa de Proposição de um Esquema Integrado a teoria das Restrições
e a Teoria de Custos de Transação para Identificação e Análise de Restrições em Cadeias de
Suprimentos: estudo de casos na cadeia de vinhos finos do RS.. - Porto Alegre : [s.n.], 2004.
Henriques César de Freitas Manutenção de Via Permanente com foco na Produção. - 2006.
Junior Walter Vidon Superestrutura de Via - Dormentes. - Juiz de Fora : [s.n.], 2011.
Junior Walter Vidon Trilho - Identificação e Carcterística Técnica. - Juiz de Fora : [s.n.],
2011.
Leonardo Alexandre da Silva Uma contribuição para a melhoria do processo de analise dos
dados coletados na inspeção de via da MRS. - Rio de Janeiro : [s.n.], 2006.
Loram Reliable Cost Effective Service Solutions // Loram Maintenance of Way. - Hamel,
Minnesota : [s.n.], 2005.
Nepomuceno Luiz Manutenção Preditiva em Instalações Industriais [Livro]. - São Paulo :
Edgar Blucher, 1985.
S.A MRS Logística MRS [Online] // MRS Logística. - 2012.
63
Silva Fernando C. M. [et al.] Preventive Gradual On Cycle Grinding: A First for MRS in
Brazil [Periódico]. - 2004.
Szelazek J. Ultrasonic Mesurement of Thermal Stress in Continuously Welded Rails
[Artigo] // Institute of Fundamental Technological Research. - 08 de 1992. - p. 9.
Tavares L. A. Administração Moderna da Manutenção [Livro]. - Rio de Janeiro : Novo Pólo
de Publicações e Assesoria Ltda, 1999.
Transporte Confederação Nacional do Pesquisa CNT de Ferrovias [Relatório]. - 2011.
Vanlanduit Steve, Guillaume Patrick e Van Der Linden Geert On-line Monitoring of
Fatigue cracks using Ultrasonic Surface Waves [Artigo] // NDT&E International. - 2003.
Wyrebski Jerzy Manutenção Produtiva Total - Um modelo Adaptado. - Florianópolis : [s.n.],
1997.

64