metalurgia mecânica - george dieter - cap 17 - laminação
TRANSCRIPT
17
LaminaçãodosMetais
oprocesso
dadeform
açãoplástica
dosmetais
noqual
omaterial
passaentre
rolosé
conhecidocom
olaminação.Éoprocesso
detransform
açãomecânica
demetais
mais
usadosnaprática
porqueapresenta
umaalta
produtividadeeum
controledimensional
doprod uto
acabadoque
podeser
bastantepreciso.
Nalaminação
omaterial
ésubm
e-tido
atensões
compressivas
altas,resultantes
daação
deprensam
entodos
rolos,ea
tensõescisalhantes
superficiais,resultantes
dafricção
entreosrolos
eomaterial.
As
forçasdefricção
sãotambém
responsáveispelo
atodepuxar
ometal.
Aredução
oudesbaste
inicialdos
lingotesem
blocosoutarugos
éfeita
normal-
mente
porlaminação
aquente.
Depois
dessafase
segue-seumanova
etapadelamina-
çãoaquente
paratransform
aroproduto
emchapas
grossas,chapas
finas,vergalhões,
barras,tubos,
trilhosouperfis
estruturais.Alaminação
afrio
demetais
temaposição
demaior
destaquenaindústria
detransform
açãomecânica.
Alaminação
afrio
produzchap as
finas,fitas
efolhas
finasdeesm
eradoacabam
entosuperficial,
comproprieda-
desmecânic as
melhoradas
eaomesm
otempo
mantendo
umcontrole
dimensional
doprodut o
finalbastante
rigoroso.Aterm
inologiausada
paradescrever
osprodutos
laminados
nãoatingiu
umcon-
sensogeral,
eoslimites
quedizem
respeitoàsdimensões
geralmente
nãopodem
serenquadrados
naterm
inologiasiderúrgica.
Oproduto
daprim
eiraredução
écham
adodebl oco.Geralm
entealargura
eaespessura
dobloco
sãoiguais
eaárea
daseção
transversalémaior
que36polegadas
quadradas.Umaredução
posteriorpor
laminação
aquente
resultanum
tartlgo.Aseção
transversalmínim
adeum
tarugoédecerca
deI112xI1/2polegada.
Deve-se
notarque
naterm
inologiametalúrgica
dosnão-ferrosos
u mtarugo
équalquer
lingoteque
tenhasido
deformado
porlaminação
aquente,
extru-dado
ouforjado
eque
podeser
também
usadopara
peçasfundidas
preparadaspara
t ransformação
aquente
talcom
onaextrusão.
Umapeça
laminada
aquente
comaárea
d aseção
transversalmaior
que16polegadas
quadradasecom
umalargura
queseja
pelomenos
trêsvezes
aespessura
écham
adadeplaca.Blocos,
tarugoseplacas
sãoconhecidos
comoprodutos
semi-acabadosporque
serãoposteriorm
entetransform
adosem
outrosprodutos.
Adiferenciação
entrechapaefolhaédeterm
inadapela
espessuradoproduto.
Emgeral
umachapa
temumaespessura
maior
que1/4
depolegada,
em-
borahaja
exceçõespara
estelimite,
dependendodalargura.
Asfolhas(algum
asvezes
chamadas
dechapas
finas)eas
liras
lal1lil/adas
sãoprodutos
laminados
quetêm
uma
e spessuramenor
que1/4
depolegada.
Emgeral
adenom
inação"tiras"
édada
aos
produtoslaminados
comumalargura
menor
que24polegadas,
enquantoasfolhas
referem-se
aprodutos
comlarguras
maiores.
Norm
almente
alaminação
começa
comum
lingotefundido.
Entretanto,
podem-se
produzirplacas
porlaminação
diretadopó
metálico.
Nalaminaçãodopó,Ium
pómetálico
éintroduzido
entrerolos
ecom
pactadonum
a"tira
verde",que
ésubseqüen-
temente
sinterizadaeposteriorm
entesubm
etidaanovo
processodelaminação
aquente
e/ouafrio
intercaladoscom
ciclosderecozim
ento.Amaior
vantagemdalami-
n açãodopóéaelim
inaçãododesbaste
inicialdolingote
aquente,
comacorrespon-
d enteeconom
iadecapital
necessáriopara
oequipam
ento.Outras
vantagenspodem
serobtidas,
comoaminim
izaçãodacontam
inaçãonalaminação
aquente
eaprodução
defolhas
comtamanho
degrão
bastantefino
comomínim
odeorientação
preferencial.Nalaminação
convencionalaquente
ouafrio,
oobjetivo
principaléadim
inuiçãod aespessura
dometal.
Norm
almente,
nesseprocesso,
omaterial
sofreapenas
ump equeno
aumento
dalargura,
demaneira
queadim
inuiçãodaespessura
resultanum
aumento
docom
primento.
OjOljamento
porroloséum
tipoespecial
delaminação
afr io
naqual
umatira
éprogressivam
enteenvergada
emform
ascom
plexaspela
passa-gem
domaterial
atravésdeumasérie
derolos
condutores.Aespessura
nãomuda
de'form
aapreciável
duranteesse
processo.Oforjam
entopor
roloséparticularm
enteadequado
paraaprodução
delongas
seçõesmoldadas
taiscom
ocalhas
deform
airre-
gul ar.Umoutrq.
usoespecializado
dalaminação
éalaminaçãoderoscas,naqual
umaram
epassa
pordois
rolosranhurados
paraform
ararosca.
Umlaminador
consistebasicam
enteem
roloslaminadores,
mancais,
umacarcaça
c hamada
degaiola
parafixar
essaspartes,
eum
motor
parafornecer
potênciaaos
rolosecont rolar
avelocidade
derotação.
Asforças
envolvidasnalaminação
podemfacil-
mente
atingirmilhares
detoneladas,
portantoénecessário
umaconstrução
bastanterígida,
alémdemotores
muito
potentespara
fornecerapotência
requerida.Fica
assimfácil
decom
preenderpor
quenum
amoderna
instalaçãodelaminação
gastam-se
mi-
lhõesdedólares
deinvestim
entoeconsom
em-se
muitas
horasdeprojetos
umavez
queesses
requisitossão
multiplicados
paraassucessivas
bancadas(ou
cadeiras)delami-
naçãocontínua.
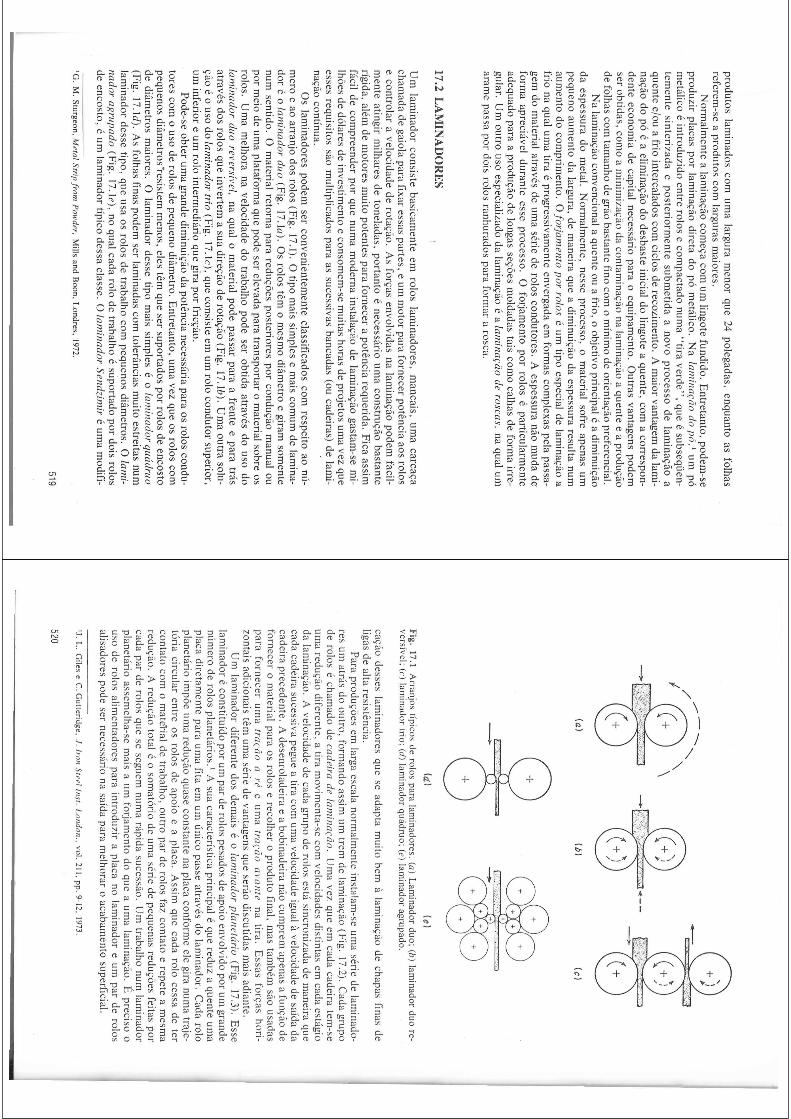
Oslaminadores
podemser
convenientemente
classificadoscom
respeitoaonú-
mero
eaoarranjo
dosrolos
(Fig.17.1).
Otipo
mais
simples
emais
comum
delamina-
d oréolaminadorduo(Fig.
17.1a).Osrolos
têmomesm
odiâm
etroegiram
somente
numsentido.
Omaterial
retornapara
reduçõesposteriores
porcondução
manual
oup or
meio
deumaplataform
aque
podeser
elevadapara
transportaromaterial
sobreos
rolos.Umamelhora
navelocidade
dotrabalho
podeser
obtidaatravés
douso
dolaminadorduoreversível,
naqual
omaterial
podepassar
paraafrente
epara
trása través
dosrolos
queinvertem
asua
direçãoderotação
(Fig.17.Ib).
Umaoutra
solu-ção
éouso
dolaminadortrio
(Fig.17.1c),que
consisteem
umrolo
condutorsuperior,
uminferior
eum
rolointerm
ediárioque
girapor
fricção.Po de-se
obterumagrande
diminuição
dapotência
necessáriapara
osrolos
condu-tores
comouso
derolos
depequeno
diâmetro.
Entretanto,
umavez
queosrolos
compequenos
diâmetros'resistem
menos,
elestêm
queser
suportadospor
rolosdeencosto
dediâm
etrosmaiores.
Olaminador
dessetipo
mais
simples
éolaminadorquádruo
(Fi g.17.1d).Asfolhas
finaspodem
serlaminadas
comtolerâncias
muito
estreitasnum
laminador
dessetipo,
queusa
osrolos
detrabalho
compequenos
diâmetros.
Olami-
nadoragrupado(Fig.
n.le),
noqual
cadarolo
detrabalho
ésuportado
pordois
rolosdeencosto,
éum
laminador
típicodessa
classe.OlaminadorSendzimiréumamodifi-
Fig.17.1
Arranjos
típicosderolos
paralaminadores.
(a)Laminador
duo;(b)laminador
duore-
versível;(c)laminador
trio;(d)laminador
quádruo;(e)laminador
agrupado.
caçãodesses
laminadores
queseadapta
muito
bemàlaminação
dechapas
finasde
liga sdealta
resistência.Para
produçõesem
largaescala
normalmente
instalam-se
umasérie
delaminado-
resum
atrásdooutro,
formando
assimum
tremdelaminação
(Fig.17.2).
Cada
grupoderolos
écham
adodecadeira
delaminação.Umavez
queem
cadacadeira
tem-se
umaredução
diferente,atira
movim
enta-secom
velocidadesdistintas
emcada
estágiodal aminação.
Avelocidade
decada
grupoderolos
estásincronizada
demaneira
quecada
cadeirasucessiva
pegueatira
comumavelocidade
igualàvelocidade
desaída
dacadeira
precede nte.Adesenroladeira
eabobinadeira
nãocum
premapenas
afunção
defornecer
omaterial
paraosrolos
erecolher
oproduto
final,mastambém
sãousadas
parafornecer
umatraçãoaréeumatraçãoal'ante
natira.
Essas
forçashori-
zontaisadicionais
têmumasérie
devantagens
queserão
discutidasmais
adiante.Umlaminador
diferentedos
demais
éolaminadorplanetário
(Fig.17.3).
Esse
l aminador
éconstituído
porum
parderolos
pesadosdeapoio
envolvidopor
umgrande
número
derolos
planetários.IAsua
característicaprincipal
éque
reduzaquente
uma
placadiretam
entepara
umafita
emum
únicopasse
atravésdolaminador.
Cada
roloplanetário
impõe
umaredução
quaseconstante
naplaca
conformeele
giranum
atraje-
tóri acircular
entreosrolos
deapoio
eaplaca.
Assim
quecada
rolocessa
deter
contatocom
omaterial
detrabalho,
outropar
derolos
fazcontato
erepete
amesm
are dução.
Aredução
totaléosom
atóriodeumasérie
depequenas
reduçõesfeitas
porcada
parderolos
queseseguem
numarápida
sucessão.Umtrabalho
numlaminador
pla netárioassem
elha-semais
aum
forjamento
doque
aumalaminação.
Épreciso
ouso
derolos
alimentadores
paraintroduzir
aplaca
nolaminador
eum
parderolos
alisadorespode
sernecessário
nasaída
paramelhorar
oacabam
entosuperficial.
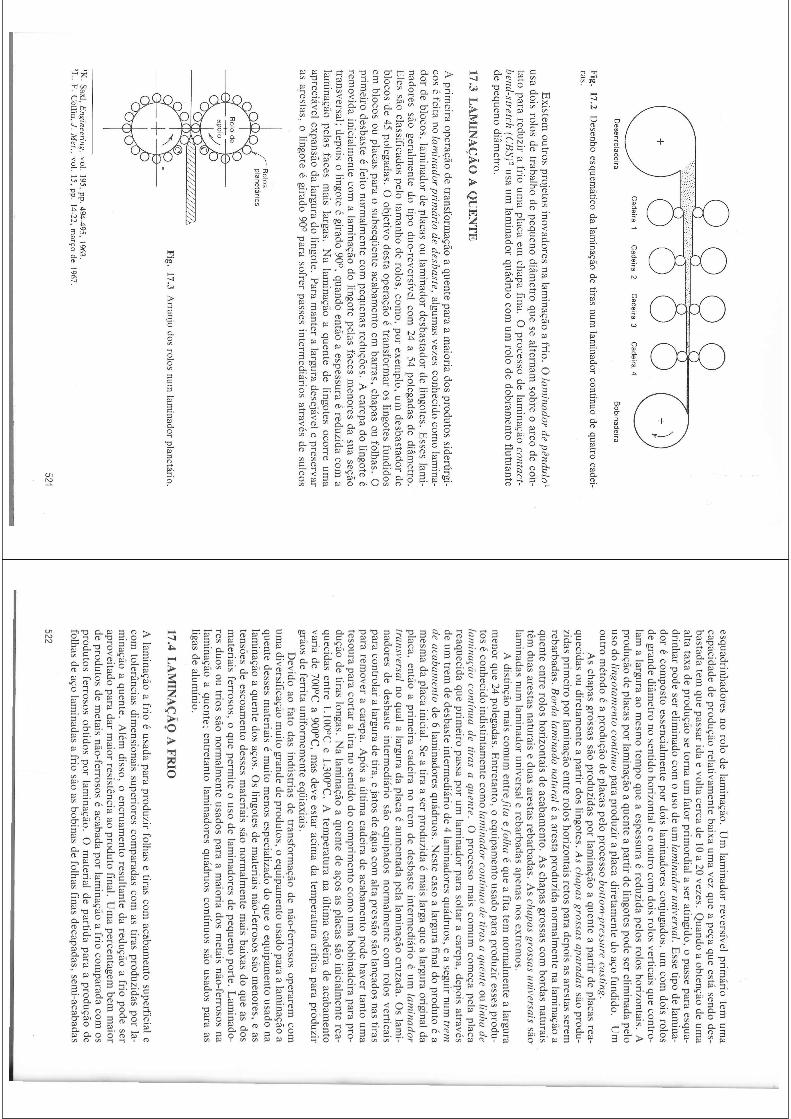
Fig.
17.2Desenho
esquemático
dalaminação
detiras
numlaminador
contínuodequatro
cadei-ras.
Existem
outrosprojetos
inovadoresnalaminação
afrio.
Olaminadordepêndulo!
usadois
rolosdetrabalho
depequeno
diãmetro
quesealternam
sobreoarco
decon-
tatopara
reduzirafrio
umaplaca
emchapa
fina.Oprocesso
delaminação
contact-
bend-stretch
(CBS)2usa
umlaminador
quádruocom
umrolo
dedobram
entoflutuante
depequeno
diâmetro.
Aprim
eiraoperação
detransform
açãoaquente
paraamaioria
dosprodutos
siderúrgi-cos
éfeita
nolaminadorprimário
dedesbaste,
algumasvezes
conhecidocom
o'lamina-
dordeblocos,
laminador
deplacas
oulaminador
desbastadordelingotes.
Esses
lami-
nadoressão
geralmente
dot ipo
duo-reversÍvelcom
24a54polegadas
dediâm
etro.Eles
sãoclassificados
pelotamanho
derolos,
como,por
exemplo,
umdesbastador
deblocos
de45polegadas.
Oobjetivo
destaoperação
étransform
aroslingotes
fundidosem
blocosouplacas
paraosubseqüente
acabamento
embarras,
chapasoufolhas.
Oprim
eirodesbaste
éfe ito
normalmente
compequenas
reduções.Acarepa
dolingote
éremovida
inicialmente
comalaminação
dolingote
pelasfaces
menores
dasua
seçãotransversal;
depoisolingote
égirado
90°,quando
entãoaespessura
éreduzida
coma
laminação
pelasfaces
mais
largas.Nalaminação
aquente
delingotes
ocorreuma
apreciávelexpansão
dalarg ura
dolingote.
Para
manter
alargura
desejávelepreservar
asaTestas,
olingote
égirado
900para
sofrerpasses
intermediários
atravésdesulcos
lK.Saxl,
Engineerin
g,
vaI.195,
pp.494-495,
1963.'L.F.Coffin,1.
Met.,
vaI.15,
pp.14-22,
março
de1967.
esquadrinhadoresnorolo
delaminação.
Umlaminador
reversívelprim
áriotem
uma
ca pacidadedeprodução
relativamente
baixaumavez
queapeça
queestá
sendodes-
b astadatem
quepassar
idaevolta
cercade10a20vezes.
Quando
aobtenção
deuma
altataxa
deprodução
setorna
umfator
primordial
aser
atingido,opasse
paraesqua-
drinh arpode
serelim
inadocom
ouso
deum
laminadoruniversa
l.Esse
tipodelamina-
dorécom
postoessencialm
entepor
doislaminadores
conjugados,um
comdois
rolosdegrande
diâmetro
nosentido
horizontaleooutro
comdois
rolosverticais
quecontro-
lamalargura
aomesm
otempo
queaespessura
éreduzida
pelosrolos
horizontais.A
pro duçãodeplacas
porlaminação
aquente
apartir
delingotes
podeser
eliminada
pelouso
dolingotamento
contínuopara
produziraplaca
diretamente
doaço
fundido.Um
outrométodo
éaprodução
deplacas
peloprocesso
bottom-pressu
recasting.
Aschapas
grossassão
produzidaspor
laminação
aquente
apartir
deplacas
rea-qu ecidas
oudiretam
enteapartir
doslingotes.
Aschapasgrossasaparadassão
produ-z idas
primeiro
porlaminação
entrerolos
horizontaisretos
paradepois
asarestas
seremrebarbadas.
Bordalaminadanaturaléaaresta
produzidanorm
almente
nalaminação
aquente
entrerolos
horizontaisdeacabam
ento.Aschapas
grossascom
bordasnaturais
têmduas
arestasnaturais
eduas
arestasrebarbadas.
Aschapasgrossasuniversa
issão-
laminadas
numlaminador
universalerebarbadas
apenasnos
extremos.
Adistinção
mais
comum
entrefita
e/olhaéque
afita
temnorm
almente
alargura
menor
que24polegadas.
Entretanto,
oequipam
entousado
paraproduzir
essesprodu-
toséconhecido
indistintamente
comolaminadorcontínuodetirasaquenteoulinhade
laminaçãocontínuadetirasaquente.
Oprocesso
mais
comum
começa
pelaplaca
reaq uecidaque
primeiro
passapor
umlaminador
parasoltar
acarepa,
depoisatravés
deum
tremdedesbaste
intermediário
de4laminadores
quádruos,easeguir
numtrem
deac abamento
de6laminadores
quádruos.Neste
casoalargura
finaldoproduto
éa
mes m
adaplaca
inicial.Seatira
aser
produzidaémais
largaque
alargura
originalda
placa ,então
aprim
eiracadeira
notrem
dedesbaste
intermediário
éum
laminador
transversa
lnoqual
alargura
daplaca
éaum
entadapela
laminação
cruzada.Oslami-
n adoresde
desbasteinterm
ediáriosão
equipadosnorm
almente
comrolos
verticaispara
controlaralargura
detira,
ejatos
deágua
comalta
pressãosão
lançadosnas
tiraspara
re mover
acarepa.
Após
aúltim
acadeira
deacabam
entopode
havertanto
uma
teso urapara
cortaratira
nosentido
docom
primento
comoumabobinadeira
parapro-
duçãodetiras
longas.Nalaminação
aquente
deaços
asplacas
sãoinicialm
enterea-
quecidasentre
1.100°Ce1.300 oC
.Atemperatura
naúltim
acadeira
deacabam
entovar ia
de700°C
a900°C
,masdeve
estaracim
adatemperatura
críticapara
próduzirgrãos
def errita
uniformemente
eqüiaxiais.Devido
aofato
dasindústrias
detransform
açãodenão-ferrosos
operaremcom
umadiversificação
muito
grandedeprodutos,
oequipam
entousado
paraalaminação
aquente
dessesmateriais
émuito
menos
especializadodoque
oequipam
entousado
nalaminação
aquente
dosaços.
Oslingotes
demateriais
não-ferrosossão
menores,
eas
tensõesdeescoam
entodesses
materiais
sãonorm
almente
mais
baixasdoque
asdos
materiais
ferrosos,oque
permite
ouso
delaminadores
depequeno
porte.Laminado-
resduos
outrios
sãonorm
almente
usadospara
amaioria
dosmetais
não-ferrososna
laminação
aquente;
entretantolaminadores
quádruoscontínuos
sãousados
paraas
ligasdealum
ínio.
Alaminação
afrio
éusada
paraproduzir
folhasetiras
comacabam
entosuperficial
ecom
tolerânciasdimensionais
superiorescom
paradascom
astiras
produzidaspor
la-minação
aquente.
Além
disso,oencruam
entoresultante
daredução
afrio
podeser
aproveitadopara
darmaior
resistênciaaoproduto
final.Umapercentagem
bemmaior
deprodutos
demetais
não-ferrososéacabada
porlaminação
afrio
comparada
comos
produtosferrosos
obtidospor
laminação.
Omaterial
departida
paraaprodução
defolhas
deaço
laminadas
afrio
sãoasbobinas
defolhas
finasdecapadas,
semi-acabadas
porlaminação
aquente,
obtidasnalinha
delaminação
contínuadetiras
aquente.
Alaminação
afrio
defolhas
não-ferrosaspode
serproduzida
apartir
dastiras
laminadas
aquente
ou,com
onocaso
decertas
ligasdecobre,
diretamente
depeças
fundidas.Laminadores
quádruosdealta
velocidadecolocados
emsérie
comtrês
ouquatro
cadeirassão
usadospara
alaminação
afrio
defolhas
deaço,
alumínio
eligas
decobre.
Norm
almente,
essetipo
delaminador
éconcebido
parafornecer
tantotração
avantecom
otração
aré.
Alaminação
contínuatem
umaalta
capacidadedeprodução,
oque
resultanum
custodeoperação
baixo.Porexem
plo,avelocidade
deretirada
deuma
laminação
contínuacom
cincocadeiras
podeatingir
30m/s.
Entretanto,
essetipo
dee quipam
entorequer
umgrande
investimento
decapital
e,além
disso,apresenta
poucaversatilidade.
Oslaminadores
quádruosreversíveis
debancada
únicacom
traçãoavante
earéform
amum
tipodeinstalação
mais
versátil.Esse
tipodelaminador
éusado
paraaprodução
deitens
diversificadoscom
grandevariação
nasdim
ensões.Entretanto,
nãopode
competir
comoslaminadores
contínuosem
sériequando
seopera
comgrandes
tonelagens.Aredução
totalatingida
porlaminação
afrio
geralmente
variadecerca
de50a90
porcento.
Quando
seestabelece
ograu
deredução
emcada
passeouem
cadacadeira.
delaminação,
deseja-seumadistribuição
tãouniform
equanto
possívelpelos
diversospasses
semhaver
umaqueda
acentuadaem
relaçãoàredução
máxim
aem
cadapasse.
Norm
almente
apercentagem
deredução
menor
éfeita
noúltim
opasse
paraperm
itirum
controlemelhor
donivelam
ento,bitola
eacabam
entosuperficial.
Umprocedi-
mento
racional'pode
seradotado
paraseestabelecer
umaescala
delaminação
naqual
aredução
emcada
passeédada
demaneira
aproduzir
umacarga
delaminação
cons-tante.A
eliminação
dolimitedeescoam
entodescontínuo
nasfolhas
deaço
recozidoé
umproblem
aprático
muito
importante,
poisaocorrência
dessefenôm
enoprovoca
umadeform
açãoheterogênea
emposterior
processamento
(bandasdeLüder).
Issoé
devidoàelongação
dolimitedeescoam
entodescontínuo.
Aprática
normalédar
uma
pequenaredução
finalafrio
noaço
recozido,cham
adadepasse
deencruamento
su-
perficia
l,oupasse
deacabamento
superficia
lque
elimina
aelongação
dolimite
deescoam
entodescontínuo.
Esse
passedeacabam
entotambém
resultanum
amelhora
dasuperfície
enocontrole
dabitola.
Osoutros
métodos
quesão
usadosnamelhoria
docontrole
,dabitola
dasfolhas
laminadas
sãooaplainamento
porroloseodesem
peno
port ração.Umamáquina
deaplainam
entopor
rolosconsiste
emdois
gruposderolos
depequeno
diâmetro
quesão
arrumados
demaneira
queafileira
superioreafIleira
inferiorestejam
deslocadas.Quando
aplaca
passanoaplainador
éfletida
paracimae
parabaixo
esai
dosrolos
retificada.Odesem
penadorpor
traçãoconsiste
emduas
g arrasque
prendemosextrem
osdafolha
eaesticam
comumaforça
detração
pura.
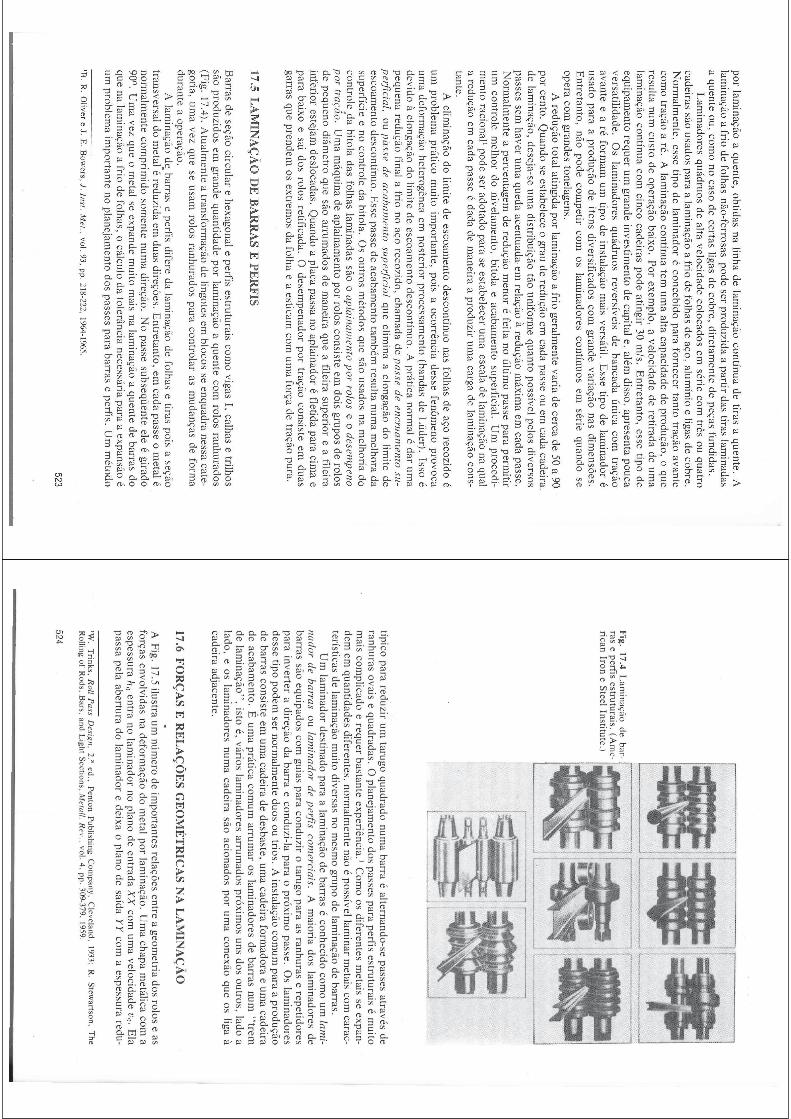
Barras
deseção
circularehexagonal
eperfis
estruturaiscom
ovigas
I,calhas
etrilhos
sãoproduzidos
emgrande
quantidadepor
laminação
aquente
comrolos
ranhurados(F ig.
17.4).Atualm
enteatransform
açãodelingotes
emblocos
seenquadra
nessacate-
goria,umavez
queseusam
rolosranhurados
paracontrolar
asmudanças
deform
adurante
aoperação.
Alaminação
de.barraseperfis
diferedalaminação
defolhas
etiras
poisaseção
transversaldometal
éreduzida
emduas
direções.Entretanto,
emcada
passeometal
éno rm
almente
comprim
idosom
entenum
adireção.
Nopasse
subseqüenteele
égirado
90°.Umavez
queometal
seexpande
muito
mais
nalaminação
aquente
debarras
doque
nalaminação
afrio
defolhas,
ocálculo
datolerância
necessáriapara
aexpansão
éum
problemaimportante
noplanejam
entodos
passespara
barraseperfis.
Ummétodo
Fig.
17.4Laminação
debar-
raseperfis
estruturais.(AmL"-
ricanIron
eSteel
Institute.)
típicopara
reduzirum
tarugoquadrado
numabarra
éalternando-se
passesatravés
deranhuras
ovaisequadradas.
Oplanejam
entodos
passespara
perfisestruturais
émuito
mais
complicado
erequer
bastanteexperiência.'
Comoosdiferentes
metais
seexpan-
d emem
quantidadesdiferentes,
normalmente
nãoépossívellam
inarmetais
comcarac-
terísticasdelaminação
muito
diversasnomesm
ogrupo
delaminação
debarras.
Umlaminador
destinadopara
alaminação
debarras
éconhecido
comoum
lami-
nadardebarrasoulaminadordeperfis
comercia
is.Amaioria
doslaminadores
debarras
sãoe quipados
comguias
paraconduzir
otarugo
paraasranhuras
erepeti
dorespara
inverteradireção
dabarra
econduzi-Ia
paraopróxim
opasse.
Oslaminadores
dessetipo
podemser
normalmente
duosoutrios.
Ainstalação
comum
paraaprodução
debarras
consisteem
umacadeira
dedesbaste,
umacadeira
formadora
eumacadeira
deacabam
ento.Éumaprática
comum
arrumar
oslaminadores
debarras
num"trem
delaminação",
istoé,vários
laminadores
arrumados
próximos
unsdos
outros,lado
alado,
eoslaminadores
numacadeira
sãoacionados
porumaconexão
queosliga
àcadeira
adjacente.
AFig.
17.5ilustra
umnúm
erodeimportantes
relaçõesentre
ageom
etriados
roloseas
forçasenvolvidas
nadeform
açãodometal
porlaminação.
Umachapa
metálica
coma
espessurahoentra
nolaminador
noplano
deentrada
XXcom
umavelocidade
vo.Ela
passapela
aberturadolaminador
edeixa
oplano
desaída
YYcom
aespessura
redu-
'W.Trinks,
RolI
Pass
Desig
n.2·
ed.,Penton
Publishing
Company,
Cleveland,
1933;R.Stewartson,
The
Rolling
ofRods.
Bars,
andLight
Sections.
Me/ali.
ReI'..vol.
4,pp.
309-379.1959.
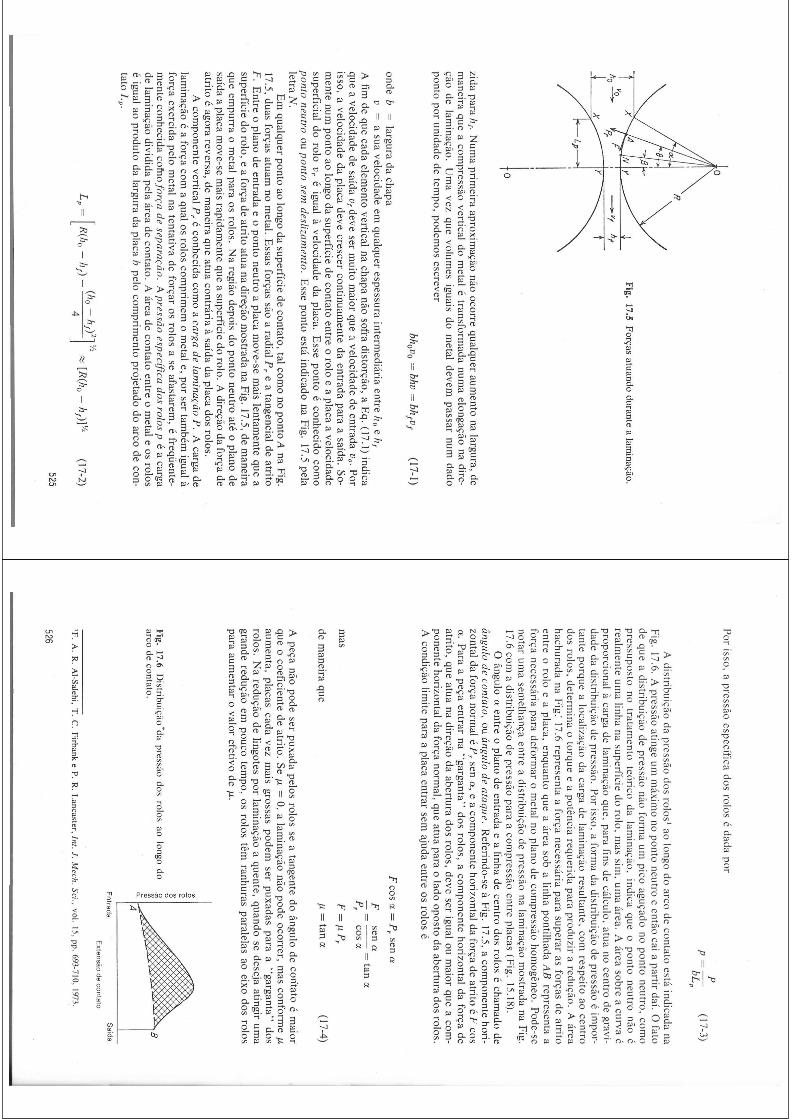
zidapara
hf .Numaprim
eiraaproxim
açãonão
ocorrequalquer
aumento
nalargura,
demaneira
queacom
pressãovertical
dometal
étransform
adanum
aelongação
nadire-
çãodelaminação.
Umavez
quevolum
esiguais
dometal
devempassar
numdado
pontopor
unidadedetempo,
podemos
escrever
ondeb=largura
dachapa
v=asua
velocidadeem
qualquerespessura
intermediária
entrehoehf
Afim
deque
cadaelem
entovertical
nachapa
nãosofra
distorção,aEq.(17.1)
indicaque
avelocidade
desaída
Vfdeve
sermuito
maior
queavelocidade
deentrada
VO'Por
is so,avelocidade
daplaca
devecrescer
continuamente
daentrada
paraasaída.
So-mente
numponto
aolongo
dasuperfície
decontato
entreorolo
eaplaca
avelocidade
superficialdo
roloVréigual
àvelocidade
daplaca.
Esse
pontoéconhecido'
como
pontoneutro
oupontosem
desliza
mento.Esse
pontoestá
indicadonaFig.
17.5pela
letraN.
Emqualquer
pontoaolongo
dasuperfície
decontato,
talcom
onoponto
AnaFig.
17.5,duas
forçasatuam
nometal.
Essas
forçassão
aradial
Preatangencial
deatrito
F.Entre
oplano
deentrada
eoponto
neutroaplaca
move-se
mais
lentamente
quea
superfíciedorolo,
eaforça
deatrito
atuanadireção
mostrada
naFig.
17.5,demaneira
queempurr a
ometal
paraosrolos.
Naregião
depoisdoponto
neutroaté
oplano
desaída
aplaca
move-se
maisrapidam
enteque
asuperfície
dorolo.
Adireção
daforça
deatrito
éagora
reversa,demaneira
queatua
contráriaàsaída
daplaca
dosrolos.
Acom
ponentevertical
Préconhecida
comoacargadelaminaçãoP.Acarga
delaminação
éaforça
comaqual
osrolos
comprim
emometal
e,por
sertambém
igualà
forçaexercida
pelometal
natentativa
deforçar
osrolos
aseafastarem
,éfreqüente-
mente
conhecid acom
oforça
deseparação.Apressã
oespecífica
dosroLospéacarga
delaminação
divididapela
áreadecontato.
Aárea
decontato
entreometal
eosrolos
éigual
aoproduto
dalargura
daplaca
bpelo
comprim
entoprojetado
doarco
decon-
tatoLp•
P
p=bLp
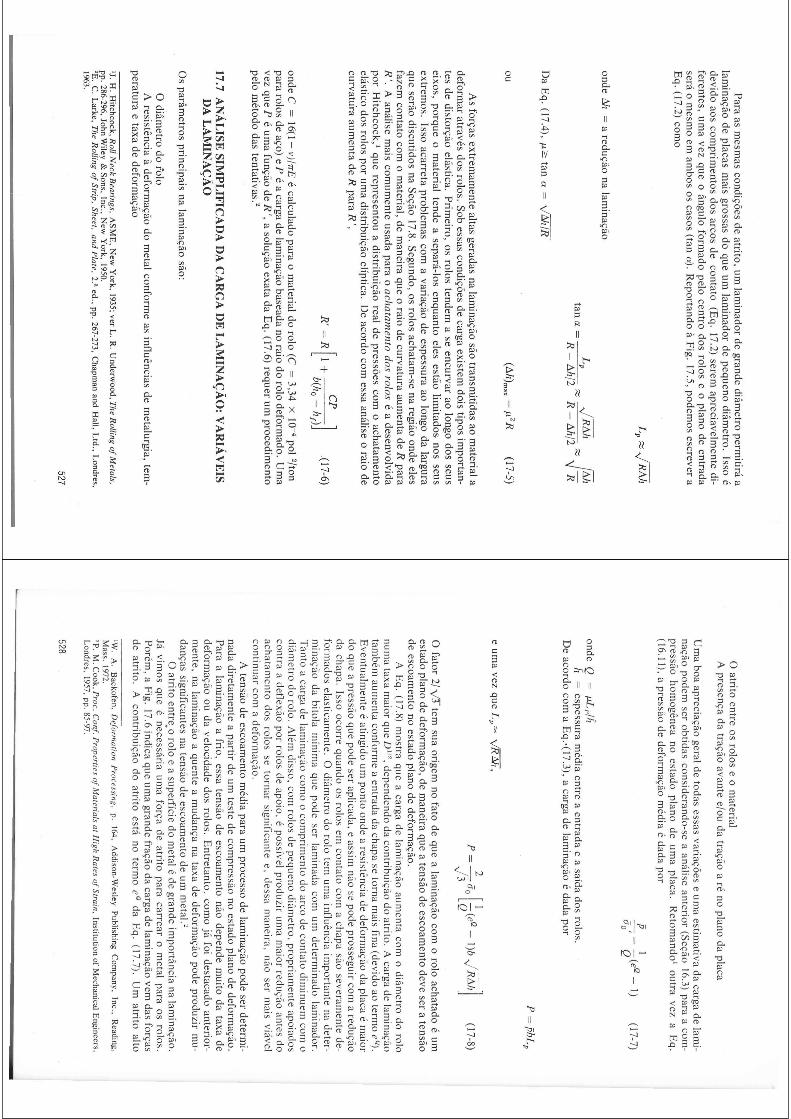
Adistribuição
dapressão
dosrolos'
aolongo
doarco
decontato
estáindicada
naFig.
17.6.Apressão
atingeum
máxim
onoponto
neutroeentão
caiapartir
daí.Ofato
deque
adistribuição
depressão
nãoform
aum
picoaguçado
noponto
neutro,com
opre ssuposto
notratam
entoteórico
dalaminação,
indicaque
oponto
neutronão
érealm
enteumalinha
nasuperfície
dorolo,
massim,umaárea.
Aárea
sobreacurva
éproporcional
àcarga
delaminação
que,para
finsdecálculo,
atuanocentro
degravi-
dadedadistribuição
depressão.
Porisso,
aform
adadistribuição
depressão
éimpor-
tanteporque
aloca lização
dacarga
delaminação
resultante,com
respeitoaocentro
dosrolos,
determina
otorque
eapotência
requeridapara
produziraredução.
Aárea
hachuradanaFig:
17.6representa
aforça
necessáriapara
superarasforças
deatrito
e ntreorolo
eaplaca,
enquantoque
aárea
sobalinha
pontilhadaARrepresenta
afo rça
necessáriapara
deformar
ometal
noplano
decom
pressãohom
ogêneo.Pode-se
notarumasem
elhançaentre
adistribuição
depressão
nalaminação
mostrada
naFig.
17.6com
adistribuição
depressão
paraacom
pressãoentre
placas(Fig.
15.18).Oângulo
aentre
oplano
deentrada
ealinha
decentro
dosrolos
écham
adode
ângulodecontato,ouângulodeataque.
Referindo-se
àFig.
17.5,acom
ponentehori-
zontaldaforça
normaléPrsen
a,eacom
ponentehorizontal
daforça
deatrito
éFcos
a.Para
apeça
entrarna"garganta"
dosrolos,
acom
ponentehorizontal
daforça
dea trito,
queatua
nadireção
daabertura
dosrolos,
deveser
igualoumaior
queacom
-ponente
horizontaldaforça
normal,
queatua
paraolado
opostodaabertura
dosrolos.
Aco ndição
limitepara
aplaca
entrarsem
ajudaentre
osrolos
é
Fcos
C1.=Prsen
a
Fsena
-=--
=tan
C1.
Pr
cosC1.
F=
J1Pr
J1=tan
C1.
Apeça
nãopode
serpuxada
pelosrolos
seatangente
doângulo
decon'tato
émaior
queocoeficiente
deatrito.
SeJ1=O,alaminação
nãopode
ocorrer,masconform
eJ1
aumenta,
placascada
vezmais
grossaspodem
serpuxadas
paraa"garganta"
dosrolos.
Naredução
delingotes
porlaminação
aquente,
quandosedeseja
atingiruma
gra nderedução
empouco
tempo,
osrolos
têmranhuras
paralelasaoeixo
dosrolos
paraaum
entarovalor
efetivode
J1.
Fig.17.6
Distribuição
"dapressão
dosrolos
aolongo
doarco
decontato.
Paraasmesm
ascondições
deatrito,
umlaminador
degrande
diâmetro
permitirá
alaminação
deplacas
mais
grossasdoque
umlaminador
depequeno
diâmetro.
Issoé
devidoaos
comprim
entosdos
arcosde
contato(Eq.
17.2)serem
apreciavelmente
di-ferentes,
umavez
queoângulo
formado
pelocentro
dosrolos
eoplano
deentrada
seráomesm
oem
ambos
oscasos
(tana).Reportando
àFig.
17.5,podem
osescrever
aEq.(17.2)
como
Lp
JRiJz
J!!.htan
rx=R_!!.h/2~R-!!.h/2~li
Asforças
extremamente
altasgeradas
nalaminação
sãotransm
itidasaomaterial
adeform
aratravés
dosrolos.
Sobessas
condiçõesdecarga
existemdois
tiposimportan-
t esdedistorção
elástica.Primeiro,
osrolos
tendemaseencurvar
aolongo
dosseus
eixos,porque
omaterial
tendeasepará-Ios
enquantoeles
estãolimitados·
nosseus
extremos.
Issoacarreta
problemas
comavariação
deespessura
aolongo
dalargura
queserão
discutidosnaSeção
17.8.Segundo,
osrolos
achatam-se
naregião
ondeeles
fazemcontato
comomaterial,
demaneira
queoraio
decurvatura
aumenta
deRpara
R'.Aanálise
mais
comumente
usadapara
oachatamentodosroloséadesenvolvida
porHitchcock,'
querepresentou
adistribuição
realdepressões
comoachatam
entoelástico
dosrolos
porumadistribuição
elíptica.Deacordo
comessa
análiseoraio
decu rvatu"ra
aumenta
deRpara
R"
R'=R[1
+CP
]b(ho-hf )
ondeC=16(1-v)/nEécalculado
paraomaterial
dorolo
(C=3,34
X10-4pol
2/tonpara
rolosdeaço)
ePéacarga
delaminação
baseadanoraio
dorolo
deformado.
Uma
vezque
Péumafunção
deR',asolução
exatadaEq.(17.6)requer
umprocedim
entopelo
método
dastentativas. 2
17.7ANÁLISE
SIMPLIFICADA
DACARGADELAMINAÇÃO:VARIÁVEIS
DALAMINAÇÃO
odi âm
etrodofolo
Aresistência
àdeform
açãodometal
conformeasinfluências
demetalurgia,
tem-
peraturaetaxa
dedeform
ação
'J.H.Hitchcock,
RollNeck
Bearings,ASME,New
York,
1935;verL.R.Underw
ood,TheRol/ingofMetais,
pp.286-296,John
Wiley
&Sons,
1nc.,New
York,
1950.' E.C.Larke,
TheRol/ingofS/rip,Sheet,
andPia/e,
23ed.,
pp.267-273,
Chapm
anand
Hall,
Ltd.,
Londres,
1%3.
oatrito
entreosrolos
eomaterial
Apresença
datração
avantee/ou
datração
arénoplano
daplaca
Umaboa
apreciaçãogeral
detodas
essasvariações
eumaestim
ativadacarga
delami-
naçãopodem
serobtidas
considerando-seaanálise
anterior(Seção
16.3)para
acom
-pressão
homogênea
noestado
planode
umaplaca.
Retom
ando'outra
vezaEq.
(16.11),apressão
dedeform
açãomédia
édada
por
PI
-=-(eQ
-I)
Cio'
Q
ondeQ=(lLp/ii
fI=espessura
média
entreaentrada
easaída
dosrolos.
Deacordo
comaEq.·(l7.3),
acarga
delaminação
édada
por
ofator
2/vJtem
suaorigem
nofato
deque
alaminação
comorolo
achatadoéum
estadoplano
dedeform
ação,demaneira
queatensão
deescoam
entodeve
seratensão
deescoam
entonoestado
planodedeform
ação.AEq.(17.8)
mostra
queacarga
delaminação
aumenta
comodiâm
etrodorolo
numataxa
maior
queDII2,dependendo
dacontribuição
doatrito.
Acarga
delaminação
também
aumenta
conformeaentrada
dachapa
setorna
maisfina
(devidoaoterm
oeCJ).
Eventualm
enteéatingido
umponto
ondearesistência
dedeform
açãodaplaca
émaior
doque
apressão
quepode
seraplicada,
eassim
nãosepode
prosseguircom
aredução
d achapa.
Issoocorre
quandoosrolos
emcontato
comachapa
sãoseveram
entede-
formados
elasticamente.
Odiâm
etrodorolo
temumainfluência
importante
nadeter-
minação
dabitola
mínim
aque
podeser
laminada
comum
determinado
laminador.
Tanto
acarga
delaminação
comoocom
primento
doarco
decontato
diminuem
como
diâmetro
dorolo.
Além
disso,com
rolosdepequeno
diâmetro,
propriamente
apoiadoscontra
adeflexão
porrolos
deapoio,
épossível
produzirumamaior
reduçãoantes
doachatam
entodos
rolossetornar
significantee,dessa
maneira,
nãoser
mais
viávelcontinuar
comadeform
ação.Ate nsão
deescoam
entomédia
paraum
processodelaminação
podeser
determi-
nadadiretam
enteapartir
deum
testedecom
pressãonoestado
planodedeform
ação.Para
alaminação
afrio,
ess-atensão
deescoam
entonão
dependemuito
dataxa
dedefo rm
açãooudavelocidade
dosrolos.
Entretanto,
comojáfoi
destacadoanterior-
mente,
nalaminação
aquente
amudança
nataxa
dedeform
açãopode
produzirmu-
dançassignificantes
natensão
deescoam
entodeum
metal 2
Oatrito
entre.orolo
easuperfície
dometal
édegrande
importância
nalaminação.
Jávimos
queénecessária
umaforça
deatrito
paracarrear
ometal
paraosrolos.
Porém,aFig.
17.6indica
queumagrande
fraçãodacarga
delaminação
vemdas
forçasdeatrito.
Acontribuição
doatrito
estáno
termoeQda
Eq.(17.7).
Umatrito
alto
'W.A.Backofen,
Deformation
Processin
g,p.
164,Addison-W
esleyPublishing
Company,
Inc.,Reading,
Mass.
1972.'P.
M.Cook,
Proc.Conf.Properties
ofMateria
isatHighRates
ofStrain,Inslilulion
ofMechanicaI
Engineers,
Londres,
1957,pp.
85-97.
resultaem
grandescargas
delaminação,
umacentuado
máxim
onacurva
dedistribui-
çãodepressões
eumatendência
aofissuram
entonas
bordas.Oatrito
variadeponto
aponto
aolongo
doarco
decontato
norolo.
1Por
isso,pode
sermuito
difícilmedir
estavariação
dep..,e
todasasteorias
dalaminação
sãoforçadas
aadm
itirum
coeficientede
a tritoconstante.
Paraalaminação
afrio"
comlubrificantes,
p..variadecerca
de0,05
a0.10,
maspara
alaminação
aquente
écom
umocoeficiente
variarde0,2
àcondição
degrim
pamento.
Oãngulo
deataque
podeser
usadopara
estabelecerp..através
daEq.(17.4).
En-
tretanto,esse
método
nãoémuito
acuradoetêm
sidodesenvolvidos
outrosmétodos.
Jávimosque
oponto
neutroéolocal
doarco
ondeadireção
daforça
deatrito
muda
desentido.
Doplano
deentrada
aoponto
neutroaforça
deatrito
atuanosentido
darotação
dorolo,
enquantoque
doponto
neutroaoplano
desaída
aforça
deatrito
inverteosentido.
Seaplicam
osgradualm
enteumatração
aréàplaca,
oponto
neutrodesloca-se
paraolado
planodesaída.
Acarga
totaldelaminação
eotorque
MT(por
unidadedeespessura
b)são
dadospor
3
PLp
-=f
pdx
ba
MLp
Lp
P-I.
=J(ppdx)R=pRf
pdx=pR-
ba·
ab
/onde
p..éobtido
pelamedida
dotorque
edecarga
delaminação
paraavelocidade
dorolo
eredução
constantescom
umatração
aréconveniente.
Atração
aréapropriada
paradeslocar
oponto
neutropara
oplano
desaída
éatingida
quandoavelocidade
desaída
daplaca
Vféigual
àvelocidade
dasuperfície
dosrolos,
Vr=Rw.Isso
podeser
expressodeoutra
formaadm
itindo-seque
odesliza
mento
avante
Sféigual
azero.
Amedida
dodeslizam
entoavante
paraqualquer
valordatração
arépode
serusada
paraestim
arp..através
de4
onder=(ho-hNhoéaredução
eaéoãngulo
deataque.
Aespessura
mínim
adaplaca
quepode
serlaminada
numdado
laminador
estádiretam
enterelacionada
aocoeficiente
deatrito.
Umavez
queocoeficiente
deatrito
émuito
mais
baixopara
alaminação
afrio
doque
nalaminação
aquente,
asfolhas
debitolas
maisfinas
sãoproduzidas
porlaminação
afrio.
Aespessura
dafolha
produzidapor
laminação
afrio
podetambém
diminuir
apreciavelmente
comoaum
entodaveloci-
dadedelaminação.
Esse
efeitoéatribuído
àdim
inuiçãodocoeficiente
deatrito
como
aumento
davelocidade
delaminação."
Apresença
detensão
noplano
daplaca
podereduzir
acarga
delaminação.
Atração
arépode
ser'produzidapor
controledavelocidade
dadesem
bolinadeirarelati-
vamente
àvelocidade
dosrolos,
eatração
avantepode
sercriada
pelocontrole
da
lI.M.Capus
eM.G.Cockeroft,
J.Inst.
Met.,
vol.90,
pp.289-297,
1961-1962.'w.L.Roberts,
BlastFum.Steel
Plant,vol.
56,pp.
382-394,1968.
3P.W.Whitton
eH.Ford,
Proc.Inst.
Mech.Eng.(London),vol.
169,p.123.
1955.'M.D.Stane,
Trans.ASME,Ser.
D:J.Basic
Eng.,vol.
81,pp.
681-686,1957.'R.B.SimseD.F.Arthur,
J.IronSteel
Inst.
London,vaI.
172,pp.285-295,
1952.
bobinadeira.oefeito
datração
daplaca
naredução
dapressão
pdorolo
podeser
mostrado
simplesm
entepela
consideraçãodocritério
devon
Mises
noestado
plano.
20"1
-0"3=-r;;ao...;3
2p-(-
O"h)=)3
ao
onde(Théatração
horizontaldaplaca
eastensões
compressivas
sãotomadas
como
positivas.
2p=fiao-
O"h
Portanto,apressão
dosrolos
éreduzida
naproporção
diretaàtração
noplano
daplaca.
Issoresulta
nummenor
desgastedos
roloseaum
entaauniform
idadedaespes-
suraaolongo
dalargura
dafolha.
Umestudo
ldoefeito
datração
daplaca
mostrou
queatração
aréécerca
deduas
vezesmais
efetivapara
aredução
dapressão
delamina-
çãodoque
atração
avante.Acarga
delaminação
Pt ,quando
estãoaplicadas
tensõesnoplano
daplaca,
podeser
calculadapela
seguinteequação:
P,=P(I_O"b~,O
"f~)0"0
rx
ondeP
cargadelaminação
paraamesm
aredução
massem
traçãoreversa
etração
avante(Tb
traçãoreversa
(Tf
traçãoavante
u~
valormédio
datensão
deescoam
entonoestado
planodedeform
açõesO'=ângulo
decontato
rxI(rx)
2(3=ângulo
semdeslizam
ento=----
2J12
Nadai 2
desenvolveuumateoria
delaminação
queperm
itecalcular
oefeito
datra-
çãoavante
oudatração
arésobre
adistribuição
dapressão
delaminação.
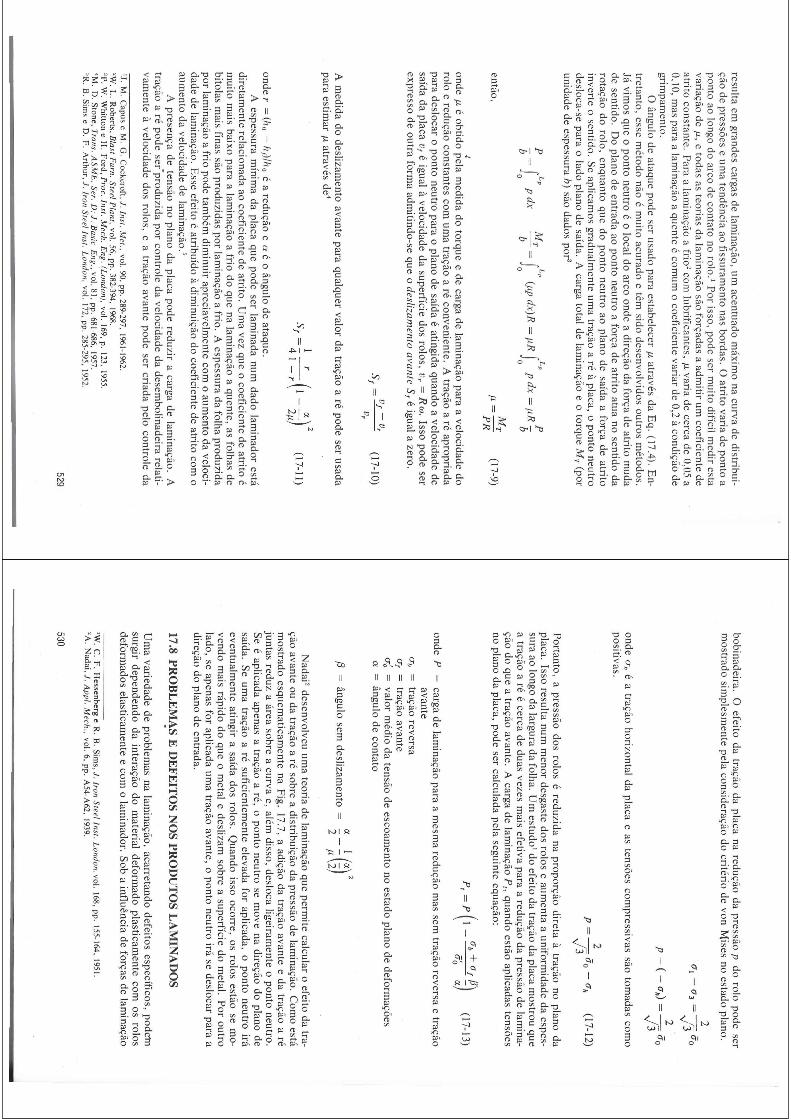
Comoestá
mostrado
esquematicam
entenaFig.
17.7,aadição
datração
avanteedatração
aré
juntasreduz
aárea
sobreacurva
e,além
disso,desloca
ligeiramente
oponto
neutro.Seéaplicada
apenasatração
aré,
oponto
neutrosemove
nadireção
doplano
desaída.
Seumatração
arésuficientem
enteelevada
foraplicada,
oponto
neutroirá
eventualmente
atingirasaída
dosrolos.
Quando
issoocorre,
osrolos
estãosemo-
vendomais
rápidodoque
ometal
edeslizam
sobreasuperfície
dometal.
Poroutro
lado,seapenas
foraplicada
umatração
avante,oponto
neutroirá
sedeslocar
paraa
direçãodoplano
deentrada.
Umavariedade
deproblem
asnalaminação,
acarretandodefeitos
específicos,podem
surgirdependendo
dainteração
domaterial
deformado
plasticamente
comosrolos
deformados
elasticamente
ecom
olaminador.
Sobainfluência
deforças
delaminação
'w.C.F.Hessenberg
eR.B.Sims,J.lron
Steellnst.
London.vol.
168,pp.155-164,1951.
'A.Nadai,
J.Appl.Mech.,vol.
6,pp.
A54-A
62,1939.
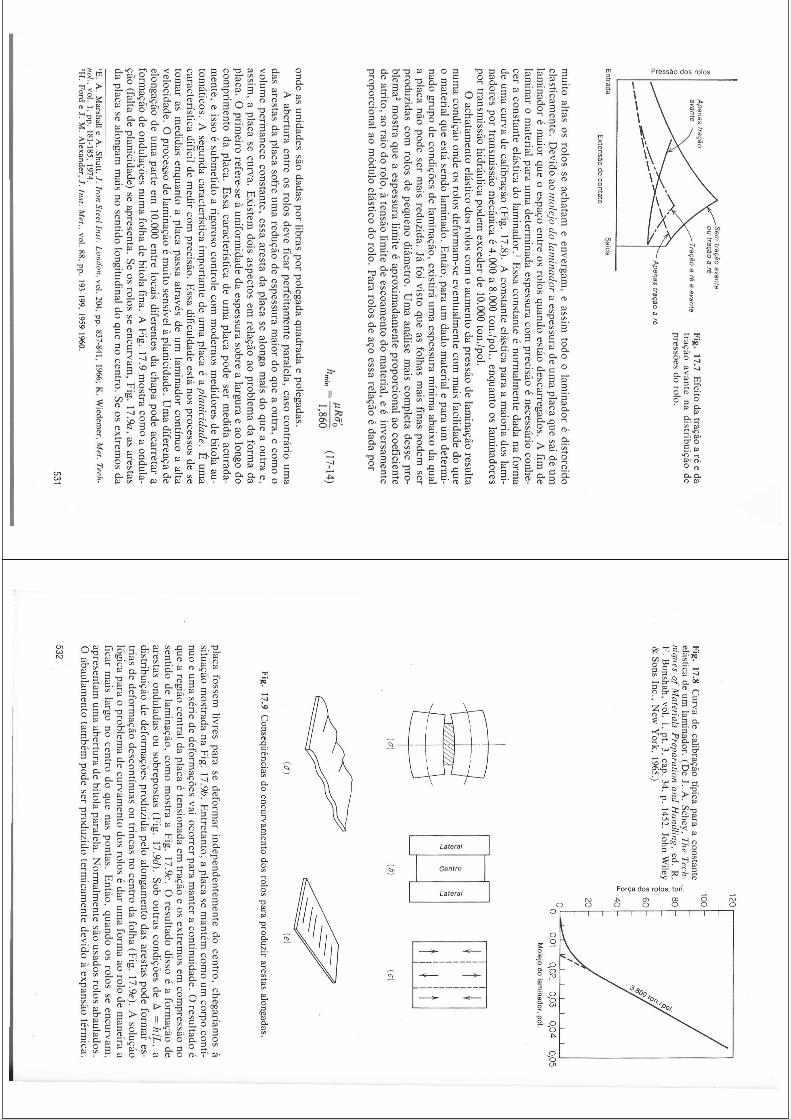
Fig.
17.7Efeito
datração
aréeda
traçãoavante
nadistribuição
depressões
dorolo.
muito
altasosrolos
seachatam
eenvergam
,eassim
todoolaminador
édistorcido
e lasticamente.
Devido
aomolejo
dolaminadoraespessura
deumaplaca
quesaideum
l aminador
émaior
queoespaço
entreosrolos
quandoestão
descarregados.Afim
delaminar
omaterial
paraumadeterm
inadaespessura
comprecisão
énecessário
conhe-ce r
aconstante
elásticadolaminador. 1
Essa
constanteénorm
almente
dadanaform
adeumacurva
decalibração
(Fig.17.8).
Aconstante
elásticapara
amaioria
doslami-
nadarespor
transmissão
mecânica
é4.000
a8.000
ton./poI.,enquanto
oslaminadores
p ortransm
issãohidráulica
podemexceder
de10.000
ton./poI.Oachatam
entoelástico
dosrolos
comoaum
entodapressão
delaminação
resultanum
acondição
ondeosrolos
deformam-se
eventualmente
commais
facilidadedoque
omaterial
queestá
sendolaminado.
Então,
paraum
dadomaterial
epara
umdeterm
i-nado
grupodecondições
delaminação,
existiráumaespessura
mínim
aabaixo
daqual
aplaca
nãopode
sermais
reduzida.Jáfoi
vistoque
asfolhas
mais
finaspodem
serproduzidas
comrolos
depequeno
diâmetro.
Umaanálise
mais
completa
dessepro-
blema2mostra
queaespessura
limiteéaproxim
adamente
proporcionalaocoeficiente
d eatrito,
aoraio
dorolo,
àtensão
limitedeescoam
entodomaterial,
eéinversam
enteproporcional
aomódulo
elásticodorolo.
Pararolos
deaço
essarelação
édada
por
h.=pRiib
mln
1,860
ondeasunidades
sãodadas
porlibras
porpolegada
quadradaepolegadas.
Aabertura
entreosrolos
deveficar
perfeitamente
paralela,caso
contráriouma
dasarestas
daplaca
sofreumaredução
deespessura
maior
doque
aoutra,
ecom
oo
v olumeperm
anececonstante,
essaaresta
daplaca
sealonga
mais
doque
aoutra
e,ass im
,aplaca
securva.
Existem
doisaspectos
emrelação
aoproblem
adaform
ada
placa.Oprim
eirorefere-se
àuniform
idadedaespessura
sobrealargura
eaolongo
docom
primento
daplaca.
Essa
característicadeumaplaca
podeser
medida
acurada-mente,
eisso
ésubm
etidoarigoroso
controlecom
modernos
medidores
debitola
au-tom
áticos.Asegunda
característicaimportante
deumaplaca
éaplanicidade.
Éuma
c aracterísticadifícil
demedir
comprecisão.
Essa
dificuldadeestá
nosprocessos
dese
to marasmedidas
enquantoaplaca
passaatravés
deum
laminador
contínuoaalta
velocidade.Oproce~o
delaminação
émuito
sensívelàplanicidade.
Umadiferença
deelongação
deumaparte
em10.000
entrelocais
diferentesdachapa
podeacarretar
<}
formação
deondulações
numafolha
debitola
fina.AFig.
17.9mostra
comoaondula-
ção(falta
deplanicidade)
seapresenta.
Seosrolos
seencurvam
,Fig.
17.9a
,asarestas
daplaca
sealongam
mais
nosentido
longitudinaldoque
nocentro.
Seosextrem
osda
'E.A.Marshall
eA.Shutt,
J.lronSlee/lnsl.
London.vaI.
204,pp.
837-841,1966;K
.Wiedem
er,Mel.Tech-
no/.,vaI.
I,pp.181-185,1974.
' H.Fard
eJ.M.A1exander,
J.insl.Mel:,vaI.
88,pp.
193-199,1959-1960.
Fig.
17.8Curva
decalibração
típicapara
aconstante
elásticadeum
laminador.
(De1.A.Schey,
TheTech-'c
niquesofMateria
isPreparationandHandling,ed.R..880
F.Bunshah,
vol.I,pt.
3,capo
34,p.1452.
JohnWiley
~&Sons
Inc.,New
York,
1965.)e':g60
"C'" Uo(;u.40° °
0,01
0,02.0,03
0,04
0,05
Molejodolaminador.pol.
t!t
!+
II
IJ
II
1I
tit
it
placafossem
livrespara
sedeform
arindependentem
entedo
centro,chegaríam
osà
situaçãomostrada
naFig.
17.9b.Entretanto,
aplaca
semantém
comoum
corpocontí-
nu oeumasérie
dedeform
açõesvai
ocorrerpara
manter
acontinuidade.
Oresultado
éque
aregião
centraldaplaca
étensionada
emtração
eosextrem
osem
compressão
nose ntido
delaminação,
comomostra
aFig.
17.9c.Oresultado
dissoéaform
açãode
ares tasonduladas
ousobrepostas
(Fig.
17.9d).Sob
outrascondições
de~=h/L,a
distribuiçãodedeform
açõesproduzida
peloalongam
entodas
arestaspode
formares-
triasdedeform
açãodescontínuas
outrincas
nocentro
dafolha
(Fig.l7.ge).
Asolução
lógicapara
oproblem
adecurvam
entodos
rolosédar
umaform
aaorolo
demaneira
aficar
mais
largonocentro
doque
naspontas.
Então,
quandoosrolos
seencurvam
,apresentam
umaabertura
debitola
paralela.Norm
almente
sãousados
rolosabaulados.
Oabaulam
entotambém
podeser
produzidoterm
icamente
devidoàexpansão
térmica.
Esse
procedimento
decorreção
apresentaum
pontofraco,
poisoabaulam
entocorrige
adeflexão
dorolo
paraapenas
umvalor
dacarga
delaminação,
eportanto
nãopode
serumamedida
eficientepara
umagam
adecondições
delaminação.
Umatécnica
melhor
éequipar
olaminador
combornes
hidráulicosque
permitem
adistorção
elás-t ica
dorolo
afim
decorrigir
adeflexão
sobainfluência
dascondições
delaminação.
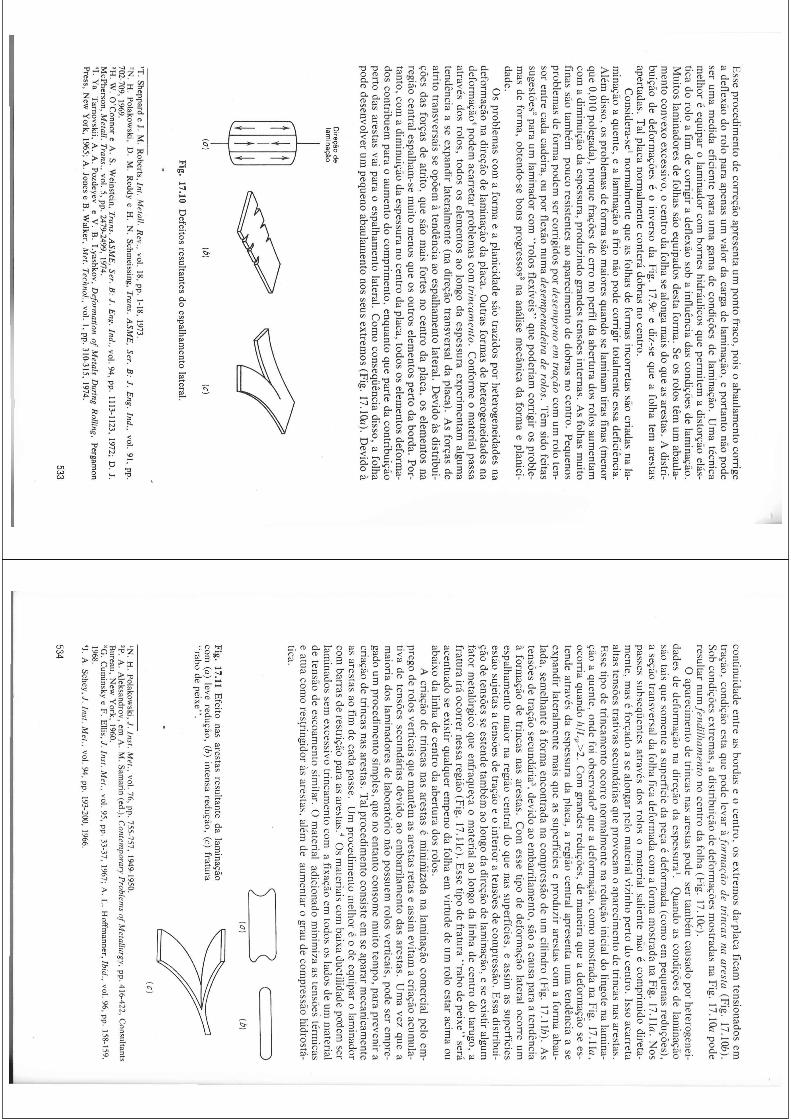
Muitos
laminadores
defolhas
sãoequipados
destaform
a.Seosrolos
têmum
abaula-mento
convexoexcessivo,
ocentro
dafolha
sealonga
maisdoque
asarestas.
Adistri-
buiçãodedeform
açõeséoinverso
daFig.
17.9cediz-se
queafolha
temarestas
apertadas.Talplaca
normalmente
conterádobras
nocentro.
Considera-se!
normalmente
queasfolhas
deform
asincorretas
sãocriadas
nala-
minação
aquente,
ealaminação
afrio
nãopode
corrigirtotalm
enteessa
deficiência.Além
disso,osproblem
asdeform
asão
maiores
quandoselaminam
tirasfinas
(menor
que0,010
polegada),porque
fraçõesdeerro
noperfil
daabertura
dosrolos
aumentam
comadiminuição
daespessura,
produzindograndes
tensõesinternas.
Asfolhas
muito
fin assão
também
poucoresistentes
aoaparecim
entodedobras
nocentro.
Pequenos
problemasdeform
apodem
sercorrigidos
pordesem
penoem
traçãocom
umrolo
ten-sor
entrecada
cadeira,oupor
flexãonum
adesem
penadeira
derolos.Têm
sidofeitas
sugestões2para
umlaminador
com"rolos
flexíveis"que
poderiamcorrigir
osproble-
masdeform
a,obtendo-se
bonsprogressos
3naanálise
mecânica
daform
aeplanici-
dade.Osproblem
ascom
aform
aeaplanicidade
sãotrazidos
porheterogeneidades
nadefo rm
açãonadireção
delaminação
daplaca.
Outras
formasdeheterogeneidades
nadeform
ação'podem
acarretarproblem
ascom
trincamento.Conform
eomaterial
passaatravés
dosro los,
todososelem
entosaolongo
daespessura
experimentam
alguma
tendênciaaseexpandir
lateralmente
(nadireção
transversaldaplaca).
Asforças
deatrito
transversaisseopõem
àtendência
aoespalham
entolateral.
Devido
àsdistribui-
çõesdas
forçasdeatrito,
quesão
mais
fortesnocentro
daplaca,
oselem
entosna
regiãocentral
espalham-se
muito
menos
queosoutros
elementos
pertodaborda.
Por-
tanto,com
adiminuição
daespessura
nocentro
daplaca,
todososelem
entosdeform
a-dos
contribuempara
oaum
entodocom
primento,
enquantoque
partedacontribuição
pertodas
arestasva i
paraoespalham
entolateral.
Comoconseqüência
disso,afolha
podedesenvolver
umpequeno
abaulamento
nosseus
extremos(Fig.17.1fu).
Devido
à
tttI
tt~
'T.Sheppard
eJ.M.Roberts,In/.
Metal/.Rev.,voI.
18,pp.1-18,
1973.'N.H.Polakow
sk.i,D.M.Reddy
eH.N.Schm
eissing,Trans.ASME,Ser.B:J.Eng.Ind.,voI.
91,pp.
702-709,1969.
'H.W.ü'Connor
eA.S.Weinstein,
Trans.ASME,Ser.B:J.Eng.Ind.,voI.
94,pp.
1113-1123,1972;
D.J.
McPherson,
Metal/.Trans.,
vol.5,pp.
2479-2499,1974.
'I.YaTarnovskii,
A.A.Pozdeyev
eV.B.Lyashkov,
DeformationofMetaisDuringRolling,Pergam
onPress,
New
York,
1965;A.Jones
eB.Walker,
Mel.Technol.,voI.
1,pp.31~315,
1974.
continuidadeentre
asbordas
eocentro,
osextrem
osda'placa
ficamtensionados
emtração,
condiçãoesta
quepode
levaràformação
detrincasnaaresta
(Fig.17.lOb).
So bcondições
extremas,
adistribuição
dedeform
açõesmostradas
naFig.
17.1Oapode
resultarnumfendilhamento
nocentro
dafolha
(Fig.17.IO
c).Oaparecim
entodetrincas
nasarestas
podeser
também
causadopor
heterogenei-da des
dedeform
açãonadireção
daespessura'.
Quando
ascondições
delaminação
sãotais
quesom
enteasuperfície
dapeça
édeform
ada(com
oem
pequenasreduções),
aseção
transversaldafolha
ficadeform
adacom
aform
amostrada
naFig.
17.lla.Nos
passessubseqüentes
atravésdos
rolosomaterial
salientenão
écom
primido
direta-mente,
maséforçado
asealongar
pelomaterial
vizinhoperto
docentro.
Issoacarreta
altastensões
trativassecundárias
queprovocam
oaparecim
entodetrincas
nasarestas.
Esse
tipodetrincam
entoocorre
normalmente
naredução
inicialdolingote
nalamina-
çãoaquente,
ondefoiobservad0
2que
adeform
ação,com
omostrada
naFig.
17.lla,
ocorriaquando
h/Lp >2.Com
grandesreduções,
demaneira
queadeform
açãosees-
tendeatravés
daespessura
daplaca,
aregião
centralapresenta
umatendência
ase
expandirlateralm
entemais
queassuperfícies
eproduzir
arestascom
aform
aabau-
la da,sem
elhanteàform
aencontrada
nacom
pressãodeum
cilindro(Fig.
17.llb).As
tensõesdetração
secundária3,devido
aoembarrilam
ento,são
acausa
paraatendência
àf orm
açãodetrincas
nasarestas.
Com
essetipo
dedeform
açãolateral
ocorreum
es palhamento
maior
naregião
centraldoque
nassuperfícies,
eassim
assuperfícies
estãosujeitas
atensões
detração
eointerior
atensões
decom
pressão.Essa
distribui-ção
detensões
seestende
também
aolongo
dadireção
delaminação,
eseexistir
algumfator
metalúrgico
queenfraqueça
omaterial
aolongo
dalinha
decentro
dotarugo,
af ratura
iráocorrer
nessaregião
(Fig.17.I·lc).
Esse
tipodefratura
"rabodepeixe"
seráa centuado
seexistir
qualquerempeno
dafolha
emvirtude
deum
roloestar
acimaou
abaixodalinha
decentro
daabertura
dosrolos.
Acriação
detrincas
nasarestas
éminiriúzada
nalaminação
comercial
peloem-
pregoderolos
verticaisque
mantêm
asarestas
retaseassim
evitamacriação
acumula-
tivadetensões
secundáriasdevido
aoembarrilam
entodas
arestas.Umavez
quea
maioria
doslaminadores
delaboratório
nãopossuem
rolosverticais,
podeser
empre-
ga doum
procedimento
simples,
quenoentanto
consomemuito
tempo,
paraprevenir
acriação
detrincas
nasarestas.
Talprocedim
entoconsiste
emseaparar
mecanicam
entea sarestas
aofim
decada
passe.Umprocedim
entomelhor
éodeequipar
olaminador
combarras
derestrição
paraasarestas. 4
Osmateriais
combaixa
ductilidadepo'dem
serlaminados
semexcessivo
trincamento
comafixação
emtodos
oslados
deum
material
d etensão
deescoam
entosimilar.
Omaterial
adicionadominim
izaastensões
térmicas
eatua
comores\ringidor
àsarestas,
alémde
aumentar
ograu
decom
pressãohidrostá-
t ica.
Fig.
17.11Efeito
nasarestas
resultantedalaminação
com(a)leve
redução,(b)intensa
redução,(c)fratura
"rabodepeixe".
'N.H.Polakow
ski,J.Inst.
Met.,
vol.76,
pp.755-757,
1949-1950.'P.
A.Aleksandrov,
emA.M.Samarin
(ed.),Contemporary
ProblemsofMetallurgy,
pp.416-422,
Consultants
Bureau,
New
York,
1%0.
'G.Cuminsky
eF.EUis,J.Inst.
Met.,
vol.95,
pp.33-37,1%
7;A.L.Ho!'fm
anner,Ibid.,vol.
96,pp.
158-159,1968.'J.A.Schey,
J.Inst.
Met.,
vol.94,
pp.193-200,
1966.
Outros
defeitosalém
detrincas
podemser
introduzidosdurante
oestágio
depro-
du çãodo
lingoteou
durantealaminação.
Defeitos
internostais
comofissuras
sãod evidos
acordões
deescória
ebolhas
defusão.
Cordões
longitudinaisdeimpurezas
não-metálicas
ouperlita
alinhadaem
açosestão
relacionadoscom
oprocedim
entode
fusãoesolidificação.
Emmuitos
casosestes
defeitospodem
acarretarlaminações
quereduzem
drasticamente
aresistência
nadireção
daespessura.
Devido
aofato
deque
osprodutos
têmumarazão
superfície-volumebastante
elevada,acondição
dasuperfície
dur antetodos
osestágios
daprodução
émuito
importante.
Afim
demanter
umaqua-
lidadeelevada,
asuperfície
dostarugos
deveser
preparadapor
esmerilham
ento,re-
b arbação,oureparada
comlança
deoxigênio
pararemover
defeitossuperficiais
como
lascas,vazios
ecrostas.
Riscos
devidosarolos
defeituososoumarcas
deguias
devemser
prevenidosnalaminação
afrio
defolhas
finas.Muitas
vezesosproblem
assurgem
comaremoção
dolubrificante
ouporque
ocorreumadescoloração
depoisdotrata-
mento
t érmico.
Aalta
quantidadeetaxa
deprodução
doslaminadores
contínuosdetiras
aquente
eda
l aminação
afrio
tornamimperativos
queesses
htminadores
sejamoperados
porcontro-
lesautom
áticos.Entre
todososprocessos
detransform
açãomecânica
alaminação
éo
quesead apta
melhor
aocontrole
automático
porqueéum
processoessencialm
entecontínuo
eestável,
naqual
ageom
etriadaferram
enta(abertura
entreosrolos)
podeser
mudada
prontamente
duranteoprocesso.
Aaplicação
docontrole
automático
nalaminação
envolvenasua
maior
parteocontrole
dabitola
daplaca
durantealamina-
çãodebobinas
contínuas.Isso
tornanecessário
odesenvolvim
entodesensores
linea-res
paraamedida
contínuadaespessura
daplaca.
Osdois
instrumentos
mais
comu-
mente
usadossão
omicrôm
etroflutuante
emedidas
deraios
Xouisótopos
quemedem
aespessura
pelamedida
daquantidade
daradiação
transmitida
atravésdaplaca.
Mais
recentemente
têmsido
desenvolvidosprocessos
decontrole
queenvolvem
também
oco ntrole
daform
adachapa,
1assim
comoaespessura.
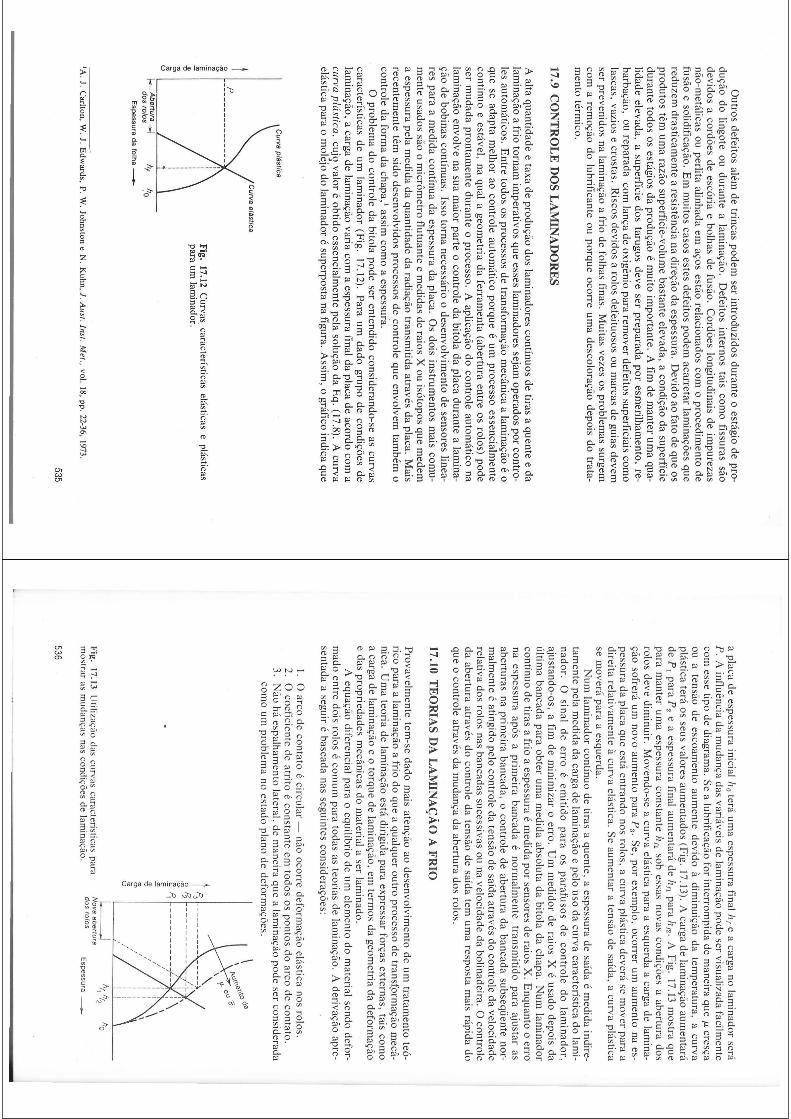
Oproblem
adocontrole
dabitola
podeser
entendidoconsiderando-se
ascurvas
ca racterísticasdeum
laminador
(Fig.17.12).
Para
umdado
grupodecondições
delaminação,
acarga
delaminação
variacom
aespessura
finaldaplaca
deacordo
coma
curva
plástica
,cujo
valoréobtido
essencialmente
pelasolução
daEq.(17.8).
Acurva
elásticapara
omolêjo
dolaminador
ésuperposta
nafigura.
Assim
,ográfico
indicaque
tp
o..,'" .,cE.!!!" 'C.,~.,ü
Fig.17.12
Curvas
característicaselásticas
eplásticas
paraum
laminador.
~-:::7~~~~
hf
~oEspess u
radafolha
_
aplaca
deespessura
inicialhoterá
umaespessura
finalhfeacarga
nolaminador
seráP.Ainfluência
damudança
dasvariáveis
delaminação
podeser
visualizadafacilm
enteco m
essetipo
dediagram
a.Sealubrificação
forinterrom
pidademaneira
queJ.Lcresça
ouatensão
deescoam
entoaum
entedevido
àdim
inuiçãodatemperatura,
acurva
plásticaterá
osseus
valoresaum
entados(Fig.
17.13).Acarga
delaminação
aumentará
deP1para
P2eaespessura
finalaum
entaráde
hf1para
hf2.AFig.
17.13mostra
quepa ra
manter
umaespessura
constantehf1sob
essasnovas
condiçõesaabertura
dosrolos
devedim
inuir.Movendo-se
acurva
elásticapara
aesquerda
acarga
delamina-
çãosofrerá
umnovo
aumento
paraP3.Se,por
exemplo,
ocorrerum
aumento
naes-
pessuradaplaca
queestá
entrandonos
rolos,acurva
plásticadeverá
semover
paraa
direitarelativam
enteàcurva
elástica.Seaum
entaratensão
desaída,
acurva
plásticasemoverá
paraaesquerda.
Num
laminador
contínuodetiras
aquente,
aespessura
desaída
émedida
indire-tamente
pelamedida
dacarga
delaminação
epelo
usodacurva
característicadolami-
nador.Osinal
deerro
éemitido
paraos
parafusosde
controledo
laminador,
ajustando-os,afim
deminim
izaroerro.
Ummedidor
deraios
Xéusado
depoisda
ú ltimabancada
paraobter
umamedida
absolutadabitola
dachapa.
Num
laminador
contínuodetiras
afrio
aespessura
émedida
porsensores
deraios
X.Enquanto
oerro
naespessura
apósaprim
eirabancada
énorm
almente
transmitido
paraajustar
asaberturas
naprim
eirabancada,
ocontrole
deabertura
dabancada
subseqüentenor-
malmente
éatingido
pelocontrole
datensão
desaída
atravésdocontrole
davelocidade
relativados
rolosnas
bancadassucessivas
ounavelocidade
dabolinadeira.
Ocontrole
daabertura
atravésdocontrole
datensão
desaída
temumaresposta
mais
rápidado
queocontrole
atravésdamudança
daabertura
dosrolos.
Provavelm
entetem-se
dadomais
atençãoaodesenvolvim
entodeum
tratamento
teó-rico
paraalaminação
afrio
doque
aqualquer
outroprocesso
detransform
açãomecâ-
nica.Umateoria
delaminação
estádirigida
paraexpressar
forçasexte~nas,
taiscom
oacarga
delaminação
eotorque
delaminação,
emterm
osdageom
etriadadeform
açãoedas
propriedadesmecânicas
domaterial
aser
laminado.
Aequação
diferencialpara
oequilíbrio
deum
elemento
domaterial
sendodefor-
mado
entredois
rolosécom
umpara
todasasteorias
delaminação.
Aderivação
apre-sentada
aseguir
ébaseada
nasseguintes
considerações:
1.Oarco
decontato
écircular
-não
ocorredeform
açãoelástica
nosrolos.
2.Ocoeficiente
deatrito
éconstante
emtodos
ospontos
doarco
decontato.
3.Nãoháespalham
entolateral,
demaneira
quealaminação
podeser
consideradacom
oum
problemanoestado
planodedeform
ações.
tf3
.~~
.~~
E."1""'" O>:oü
Fig.
17.13Utilização
dascurvas
característicaspara
mostrar
asmudanças
nascondições
delaminação.
I.,I
Novaabertura
dosrolos