mestrado integrado em engenharia química licenciamento ... · em relação ao processo de...
TRANSCRIPT
Mestrado Integrado em Engenharia Química
Licenciamento Ambiental de uma Indústria de Produção de Vidro de Embalagem
Tese de Mestrado
desenvolvida no âmbito da disciplina de
Projecto de Desenvolvimento em Ambiente Empresarial
Andreia Filipa da Silva Maia
Departamento de Engenharia Química
Orientador na FEUP: Prof. Arminda Alves Orientador na empresa: Eng.ª Gilda Neves
Julho de 2008

Agradecimentos
Gostaria de agradecer a todos aqueles que de alguma forma contribuíram na concretização do meu
sonho.
Agradeço a toda a minha família pelo amor, confiança e apoio que, incondicionalmente, sempre me
deram.
Um agradecimento especial aos meus pais que me educaram segundo os melhores princípios,
orientando e suportando com orgulho os encargos dos meus estudos.
Às minhas irmãs, pela disponibilidade e paciência, bem como pela ajuda e motivação na realização do
meu trabalho.
Aos meus sobrinhos, Diogo, Gonçalo, Bea e Vasco, por questionarem e se interessarem pelo meu
trabalho e por compreenderem a minha falta de atenção e de boa disposição para as brincadeiras.
Prometo compensar-vos!
Ao meu avô, que no seu silêncio e com toda a sua fé transmitiu-me força e confiança.
Á Engª. Gilda e Professora Arminda o meu obrigada por terem disponibilizado o vosso tempo e pela
vossa preciosa ajuda na orientação do meu estágio e da minha tese.
À CCDRN, em especial ao Sr. Dr. Carlos Lage, agradeço a oportunidade de efectuar o estágio nas
vossas instalações e pelo apoio monetário fornecido. Agradeço também à Dr.ª Paula Pinto, da Direcção
de Serviços do Ambiente.
À Márcia, por me ter ajudado na fase inicial do estágio, transmitindo-me todos os seus conhecimentos e
apoiando-me sempre que necessário.
A toda a DPCA, Engª. Helena Fabião, Engª. Célia Leite e D. Helena Vital, agradeço a excelente forma
como me acolheram, com respeito e amizade.
Por último, aos meus amigos de longa data, sem nenhuma ordem em particular, Ticha, Mariana, Fabi,
Elisabete, Andreia, Alexandra, pelo carinho e amizade. Muito obrigada pelas mensagens de motivação e
encorajamento!

Documento Confidencial
Resumo
O trabalho apresentado descreve o estágio em curso na Comissão de Coordenação e Desenvolvimento
Regional do Norte (CCDRN), no período entre 1 de Abril e 31 de Julho, que compreendeu duas fases:
1) Análise de processos de licenciamento industrial e ambiental de cerca de 30 instalações de
variados tipos de actividades, como a indústria do calçado, têxtil, fundição, alimentar, entre
outras.
2) Análise detalhada do licenciamento ambiental de uma unidade industrial, cuja actividade é a
produção de vidro de embalagem, efectuando um estudo do processo produtivo e tendo em
especial atenção as incidências deste no meio ambiente.
O trabalho descrito incide apenas sob a fase 2) e envolve a análise do processo industrial, a avaliação da
conformidade do projecto com as Melhores Técnicas Disponíveis (MTD’s), a avaliação no local da
indústria e a respectiva apreciação.
Em relação ao processo de produção de vidro, este envolve as etapas de composição, fusão, moldação e
processos a jusante, como por exemplo tratamentos de superfície, que permitem melhorar as
caraterísticas físico-mecânicas dos produtos. A visita à unidade industrial permitiu uma observação
detalhada da indústria em estudo, no que se refere ao processo produtivo, bem como às MTD’s
aplicadas.
O controlo das emissões para a atmosfera é uma das principais preocupações desta indústria no que se
refere aos seguintes poluentes: partículas, óxidos de azoto e óxidos de enxofre. A eficiência energética é
outra importante preocupação pois o processo produtivo, em particular o processo de fusão, implica
um elevado consumo energético.
Verificou-se que a unidade industrial já apresenta várias MTD’s implementadas, nomeadamente no
armazenamento de matérias-primas e na descarga de efluentes gasosos.
Assim, em termos de licenciamento ambiental concluiu-se que a indústria está em conformidade com as
recomendações e disposições legais.
Palavras-chave: Licenciamento ambiental, PCIP, vidro, MTD, BREF

Documento Confidencial
Abstract This works resumes the work developed at the “Comissão de Coordenção e Desenvolvimento Regional
do Norte (CCDRN)”, between April, 1st and July, 31th of 2008. It was divided in 2 phases.
1) The phase of acquisition of knowledge with the analysis of industrial and environmental licensing
processes of approximately 30 plants of different kinds of activity, in particular footwear, textile,
foundry, food industry among others.
2) A detailed assessment of the environmental licensing of a plant, whose activity is the production
of glass containers. A study of the productive process was made paying a special attention to its
environmental impact.
This report concernes only to the second phase of the work and it includes the analysis of the
productive process, the assessment of the conformity of the project with the Best Available
Technologies (BAT) and a visit to the plant location, as well as its evaluation.
The process of glass making involves different steps, as batch preparation, fusion, moulding and other
finishing processes, like surface treatment, in order to improve the physical and mechanical properties of
the products. The visit to the plant provided a detailed observation, regarding its productive process as
well as its implemented Best Available Technologies.
The control of atmosphere emission, especially pollutants such as particles, nitrogen oxides (NOX) and
sulphur oxides (SOX) are of major concern for this industry. Another preoccupation is about energetic
efficiency, reminding that the production process, particularly the fusion step, demands an high amount
of energy.
In fact this plant has already implemented several Best Available Technologies, especially in the storage
of raw materials and in the discharge of gaseous emissions.
Keywords: Enviromental licensing, IPPC, glass, BAT, BREF

Documento Confidencial
i
Índice
Índice.......................................................................................................................................... 1
Notação e Glossário ................................................................................................................ iii
1. Introdução ......................................................................................................................... 1
1.1. Enquadramento e Apresentação do Projecto ....................................................... 1
1.2. Contributos do Trabalho ......................................................................................... 2
1.3. Organização da Tese ................................................................................................ 2
2. Estado da Arte .................................................................................................................. 3
2.1. A indústria do Vidro ................................................................................................. 4
2.2. Níveis de Consumo (inputs) e Emissão (outputs)................................................... 7
2.3. Técnicas a Considerar na Determinação das MTD’s ............................................ 9
2.3.1. Emissões de efluentes gasosos......................................................................... 9 2.3.1.1. Matérias-primas ........................................................................................ 9 2.3.1.2. Fusão .......................................................................................................... 9 2.3.1.3. Actividades a jusante .............................................................................. 15
2.3.2. Emissões de efluentes líquidos....................................................................... 15 2.3.3. Resíduos sólidos .............................................................................................. 16 2.3.4. Energia ............................................................................................................. 16
3. Descrição Técnica e Discussão dos Resultados............................................................ 18
3.1. Estudo de Caso........................................................................................................ 18
3.1.1. Descrição do processo de fabrico.................................................................. 19 3.1.2. Principais inputs/ outputs – Aspectos Ambientais a considerar .................. 21 3.1.3. Matérias-primas .............................................................................................. 22 3.1.4. Recursos energéticos...................................................................................... 22 3.1.5. Água utilizada /consumida ............................................................................. 23 3.1.6. Descarga de águas residuais .......................................................................... 24 3.1.7. Emissões para a atmosfera ............................................................................ 25 3.1.8. Operações de gestão de resíduos.................................................................. 33 3.1.9. Resíduos ........................................................................................................... 34 3.1.10. Controlo do ruído ....................................................................................... 35
4. Conclusões....................................................................................................................... 36
5. Avaliação do trabalho realizado.................................................................................... 37
5.1. Objectivos realizados.............................................................................................. 37
5.2. Outros trabalhos realizados................................................................................... 37
5.3. Limitações e trabalho futuro ................................................................................. 38
5.4. Apreciação final....................................................................................................... 38
Documento Confidencial
ii
Referências .............................................................................................................................. 39
ANEXOS ................................................................................................................................ A1
Anexo 1 Procedimento e enquadramento legal do licenciamento ambiental ........... A1
Anexo 2 Enquadramento das MTD’s [20] e [21]........................................................... A5
Anexo 3 Decreto-Lei nº. 194/2000, de 21 de Agosto .................................................... A6
Anexo 4 Descrição dos vários fornos ............................................................................ A22
Anexo 5 Ficha RELAI.............................................................. AError! Bookmark not defined.

Documento Confidencial
iii
Notação e Glossário
CCDRN Comissão de Coordenação e Desenvolvimento Regional do Norte
LA Licenciamento Ambiental
MTD Melhor Técnica Disponível
VEA Valores de Emissão Associados
VLE Valores Limites de Emissão
IPPC Integrated Pollution Prevention and Control
PCIP Prevenção e Controlo Integrado da Poluição
BAT Best Available Techniques
BREF BAT Reference Documents
UE União Europeia
I.S. Individual Section
PE Precipitador Electrostático
FM Filtro de Mangas
SCR Redução Catalítica Selectiva
SNCR REdução Não-Catalítica Selectiva
TSQ Tratamento de Superfície a Quente
TSF Tratamento de superfície a Frio
ETAR Estação de Tratamento de Águas Residuais
ETARI Estação de Tratamento de Águas Residuais Industriais
LER Lista Europeia de Resíduos
APA Agência Portuguesa do Ambiente

Documento Confidencial
1
1. Introdução
1.1. Enquadramento e Apresentação do Projecto
O projecto de mestrado foi desenvolvido nas instalações da Comissão de Coordenação e
Desenvolvimento Regional do Norte (CCDRN), na Divisão de Prevenção e Controlo Ambiental
(DPCA) que se insere na Direcção de Serviços de Ambiente (DSA).
Durante a realização deste estágio foram avaliados processos de licenciamento industrial e ambiental
das mais variadas actividades, como por exemplo a indústria do calçado, têxtil, fundição, alimentar,
entre outras. Os processos de licenciamento são avaliados por diversas entidades, sendo que a
participação da CCDRN envolveu a avaliação de projectos de licenciamento e a realização de
vistorias às indústrias.
A avaliação de projectos de licenciamento ambiental (LA) contemplou a apreciação do projecto em
termos dos seguintes domínios: água utilizada/consumida, descargas de águas residuais, emissões para
a atmosfera, gestão de resíduos e ruído.
Assim, no início do estágio realizou-se um estudo da legislação em vigor sobre os vários assuntos
abordados e foram analisados vários processos de licenciamento já concluídos, de forma a tomar
conhecimento dos procedimentos a aplicar. No anexo I faz-se uma descrição mais detalhada dos
procedimentos a aplicar no âmbito do licenciamento ambiental, bem como a legislação em vigor.
No âmbito do estágio efectuado procedeu-se de seguida à análise detalhada de um caso especifico de
licenciamento ambiental, integrando conceitos adquiridos ao longo do curso, nomeadamente nas
disciplinas de Operações de Transferência, Fenómenos de Transferência, Introdução à Engenharia
Química e Projecto de Engenharia.
A realização deste relatório vai centrar a sua análise num caso concreto de licenciamento ambiental
de uma indústria de produção de vidro de embalagem, efectuando um estudo do processo produtivo,
tendo em especial atenção as incidências deste no ambiente, a aplicação das Melhores Técnicas
Disponíveis (MTD’s), a apreciação das técnicas aplicadas, os valores emissão associados (VEA) à
aplicação das técnicas e, ainda, a análise das dificuldades/limitações existentes na indústria portuguesa
a ter em consideração na imposição dos valores limites de emissão (VLE) da licença ambiental. No
anexo 2 apresenta-se uma descrição mais detalhada do enquadramento das MTD’s no presente
trabalho.
Para uma melhor apreciação das questões abordadas neste trabalho efectuou-se uma visita à empresa
em estudo, de modo a obter informações mais detalhadas dos processos aplicados.
Documento Confidencial
2
1.2. Contributos do Trabalho
Este estágio e o relatório que se apresenta têm dois aspectos distintos que devem ser realçados:
• do ponto de vista de avaliação ambiental e verificação da conformidade com as MTD’s
disponíveis em cada indústria estudada (não só a do vidro), este estágio apresenta a contribuição
relevante para a CCDRN da apreciação dos processos e emissão de pareceres respectivos. Para o
estagiário apresenta a contribuição da aprendizagem de procedimentos que não foram apresentados
no curso, mas que integram muito bem os princípios básicos de engenharia química leccionados.
• do ponto de vista de inovação, a componente específica deste relatório tem a particularidade de
apresentar e discutir detalhadamente ao processos industriais relacionados com a indústria do vidro
de embalagem e a sua interferência no domínio ambiental e energético.
1.3. Organização da Tese
No capítulo do Estado da Arte é inicialmente apresentado um pequeno resumo sobre a indústria do
vidro, em seguida são abordadas as principais MTD’s aplicadas à indústria do vidro e os níveis de
emissão associados à sua aplicação.
Na Descrição Técnica e Discussão de Resultados faz-se uma avaliação pormenorizada de uma
indústria de produção de vidro de embalagem, nomeadamente no que respeita ao seu processo fabril,
e as MTD’s aplicadas, bem como as limitações/dificuldades na sua aplicação.
No capítulo quatro, apresentam-se as conclusões retiradas da realização deste trabalho,
relativamente ao licenciamento ambiental e à aplicação das MTD’s da indústria do vidro.
No capítulo cinco, são descritos os objectivos do trabalho, outros trabalhos realizados durante o
estágio, limitações do trabalho e ainda a apreciação final do trabalho desenvolvido.

Documento Confidencial
3
2. Estado da Arte
A Directiva 96/61/CE, de 24 de Setembro de 1996, relativa à Prevenção e Controlo Integrado da
Poluição (PCIP ou IPPC: Integrated Prevention Polution Control) veio estipular as bases para uma
abordagem integrada de minimização da poluição assente na prevenção das emissões para o ar, a água
e o solo. Esta Directiva aposta numa intervenção prioritariamente ao nível da fonte poluidora,
evitando a transferência de poluição entre meios, e uma gestão prudente dos recursos naturais [1].
O Decreto-Lei n.º 194/2000, de 21 de Agosto (Anexo 3), também conhecido como diploma PCIP,
transpõe para a ordem jurídica interna a Directiva nº. 96/61/CE e veio estabelecer o princípio da
licença ambiental para determinadas actividades [2].
As empresas abrangidas pelo Decreto-Lei supracitado são sujeitas a um processo de licenciamento
ambiental que resulta na emissão de uma licença ambiental. A licença ambiental é um documento
escrito que define valores limite de emissão (VLE) de poluentes, medidas para a protecção do solo,
das águas subterrâneas, controlo do ruído e gestão de resíduos [3].
Às empresas abrangidas pelo diploma PCIP é exigido que evidenciem a adopção de medidas
preventivas adequadas ao combate à poluição, designadamente mediante a utilização das melhores
técnicas disponíveis (MTD's), cumprimento dos valores limites de emissão, utilização eficiente da
energia e adopção de medidas de prevenção de acidentes [4].
Os estabelecimentos industriais têm de cumprir os VLE incluídos nas respectivas licenças ambientais a
conceder pela Autoridade Competente. De acordo com a Directiva, os VLE a aplicar devem ter em
consideração as características técnicas da instalação, a sua implantação geográfica e as condições
ambientais do local [3].
Os valores limite de emissão, bem como os parâmetros e medidas técnicas equivalentes a impor na
licença ambiental, devem basear-se nas MTD’s, sem a imposição da utilização de qualquer técnica ou
tecnologia específica mas tendo em conta as características técnicas das instalações em causa, a sua
localização geográfica e as condições ambientais locais [4].
As MTD’s englobam essencialmente [3]:
• Técnicas primárias - medidas prioritárias, de natureza processual, que permitem a eliminação ou
redução da formação de substâncias poluentes nos seus locais de origem, a redução de consumos de
água, de energia e de recursos naturais.
• Técnicas secundárias - correspondentes a tratamentos e/ou instalações fim–de–linha, destinados
à captação e eliminação de poluentes dos processos de fabrico, por forma a minimizar o seu impacte
ambiental. Sempre que as técnicas primárias se revelem manifestamente insuficientes para manter as
emissões nos níveis pretendidos ou quando não é tecnicamente possível a sua aplicação, torna-se
então necessária a aplicação de técnicas secundárias [3].

Documento Confidencial
4
Os BREF’s (BAT Reference Document) analisam e avaliam as MTD’s actualmente à disposição da
indústria. São documentos de referência, não tendo qualquer carácter imperativo. Destinam-se
apenas a fornecer informações sobre que técnicas podem ser consideradas MTD´s e sobre os níveis
alcançáveis de emissão e consumo quando são utilizadas técnicas específicas [5].
Tendo enquadrado as recomendações e disposições legais existentes no domínio do licenciamento
ambiental, apresenta-se de seguida uma breve introdução à indústria do vidro para depois se
enquadrar na análise das MTD’s aplicadas, tendo como base o BREF da indústria do vidro e alguns
documentos científicos relevantes.
2.1. A indústria do Vidro
A indústria do vidro encontra-se dividida em vários sectores de produção, consoante o tipo de vidro
a ser fabricado: vidro de embalagem, vidro plano, fibra de vidro e fibras cerâmicas, vidro doméstico e
vidro especial.
A produção de vidro de embalagem é o maior sector da indústria vidreira da União Europeia (UE),
representando cerca de 60 % da produção total de vidro. O sector abrange a produção de
embalagens de vidro, por exemplo garrafas e frascos, que são amplamente utilizados para o
acondicionamento de bebidas, alimentos, perfumes e cosméticos, embora também seja produzida
neste sector alguma louça fabricada mecanicamente [6].
O vidro de embalagem é produzido em todos os estados membros da UE, à excepção da Irlanda e
Luxemburgo. Em 2000, a produção de vidro de embalagem na UE foi superior a 17,7 milhões de
toneladas. A UE é a maior região produtora de vidro de embalagem, com cerca de 140 instalações
pertencentes a 70 empresas [7]. O sector das bebidas é responsável por consumir aproximadamente
75% da tonelagem total de embalagens de vidro. Os principais concorrentes são os materiais de
embalagem alternativos como o aço, o alumínio, os compósitos de cartão e os plásticos [8].
O aumento da utilização de vidro reciclado constituiu um desenvolvimento significativo para o sector
do vidro de embalagem. A taxa média de utilização de vidro reciclado na UE, é de aproximadamente
50% da matéria-prima total, com algumas instalações a utilizarem até 90 % de vidro reciclado [8]. Na
figura 1 está representado esquema produtivo geral na indústria do vidro.

Documento Confidencial
5
Figura 1: Esquema produtivo geral na Indústria do vidro (retirado [9]).
Os quatro maiores processos no fabrico de vidro são: composição, fusão, moldação e processos a
jusante.
• Composição: Quantidades específicas de matérias-primas são misturadas para conseguir a
composição de determinado tipo de produto. [10]
• Fusão: Existem três passos importantes na fusão do vidro. O primeiro consiste na fusão das
matérias-primas em que estas são convertidas num líquido homogéneo. Em seguida são removidas as
bolhas da matéria fundida. E por fim procede-se à homogeneização, variações térmicas e químicas são
eliminadas do vidro fundido [10].
• Moldação: Após a fusão, o vidro fundido é moldado na forma desejada utilizando tecnologias
que são significativamente diferentes para cada tipo de vidro [10]. No caso do fabrico do vidro de
embalagem, as máquinas de moldação mais usualmente utilizadas são as maquinas I.S. (secção
individual). As máquinas são capazes de manipular uma variedade de tipos e tamanhos de moldes e
podem produzir em média cerca de 100 unidades por minuto [11].
• Processos a jusante: Depois de tomar a sua forma final, o vidro pode ser sujeito a
tratamentos de superfície, polimento, corte ou decoração. [10].
A face central do processo de produção de vidro é a fusão, que consiste na combinação das matérias-
primas a altas temperaturas para formarem o vidro fundido. O processo de fusão é um complexo
conjunto de reacções químicas e processos físicos, podendo ser dividido em várias fases:
aquecimento, fusão primária, afinação, homogeneização e acondicionamento [8].

Documento Confidencial
6
A operação de fusão processa-se a altas temperaturas, pelo que a maioria dos poluentes atmosféricos
provenientes do processo de fabrico são gerados nos fornos e advêm quer do processo de
combustão, quer da decomposição das matérias-primas adicionadas [8].
O fabrico de vidro é uma actividade de elevado consumo energético, pelo que a escolha da fonte de
energia, das técnicas de aquecimento e do método de recuperação de calor são questões centrais
para a concepção do forno, tendo em vista o uso racional de energia. Estas mesmas escolhas são
igualmente alguns dos factores mais importantes que afectam o desempenho ambiental e a eficiência
energética da operação de fusão. As três principais fontes de energia utilizadas no processo de
fabrico do vidro são o gás natural, o fuelóleo e a electricidade [8].
Existem diversos tipos de fornos de fusão de vidro, entre os quais os fornos regenerativos, os fornos
de recuperação, os fornos de oxigénio-combústivel, os fornos eléctricos, a fusão combinada de
combustível fóssil e fusão eléctrica e as unidades de fusão de carga descontinua, diferindo entre si
fundamentalmente na forma de recuperação de energia dos gases de exaustão. Destes os mais
predominantemente usados na produção de vidro de embalagem são os fornos de regenerativos [12].
Em anexo, descreve-se os diversos tipos de fornos de fusão de vidro. Neste capítulo apenas se dedica
a atenção aos fornos usados na empresa em estudo, que são os fornos regenerativos.
Os fornos regenerativos (figura 2) utilizam sistemas regenerativos de recuperação de calor.
Usualmente colocam-se queimadores dentro ou por baixo das portas de admissão de ar/exaustão de
gases. O calor dos gases de exaustão é usado para pré-aquecer o ar antes da combustão, através da
passagem dos gases de exaustão por uma câmara de material refractário que absorve o calor. O
forno só é ligado de um lado de cada vez. Passados cerca de 20 minutos, reverte-se a combustão e o
ar de combustão passa através da câmara previamente aquecida pelos efluentes gasosos. Podem ser
atingidas temperaturas de pré-aquecimento até 1400 °C, o que origina eficiências térmicas muito
elevadas. [8].
Figura 2: Esquema de um forno regenerativo (extraído de [11]).

Documento Confidencial
7
O tamanho do forno depende da radiação térmica emitida pela chama durante a fusão do vidro, da
composição do vidro, da velocidade de fusão, do tipo de combustível e da velocidade de produção
[13].
As fases do processo de fabrico e o modo de funcionamento de cada um dos equipamentos afectam
os níveis de consumos energéticos e hídricos, os níveis de poluição de poluentes e resíduos formados
[8].
2.2. Níveis de Consumo (inputs) e Emissão (outputs)
As entradas para o processo de fabrico, inputs, podem ser divididas em quatro categorias principais:
matérias-primas, energia, água e materiais auxiliares (materiais de limpeza, produtos químicos para o
tratamento de água, entre outros). As matérias-primas para a indústria do vidro são maioritariamente
compostos inorgânicos sólidos, tanto minerais de ocorrência natural como produtos sintéticos. Estes
variam desde materiais de granulometria grosseira até pós finamente divididos. O armazenamento e o
manuseamento das matérias-primas constituem potencial significativo para a emissão de partículas
para a atmosfera [8].
A indústria do vidro na sua generalidade não é grande consumidora de água, utilizando-a
principalmente para arrefecimento, limpeza e humidificação da carga vitrificável.
O fabrico de vidro é um processo de elevado consumo energético e consequentemente os
combustíveis são um inputs mais significativos. As principais fontes de energia na indústria do vidro
são o fuelóleo, o gás natural e a electricidade [8].
As saídas do processo, outputs, podem ser divididas em cinco categorias principais: produto, emissões
para a atmosfera, efluentes líquidos, resíduos sólidos e energia [8].
O fabrico do vidro é uma actividade efectuada a elevadas temperaturas, com elevado consumo
energético, resultando na emissão de produtos de combustão e na oxidação a alta temperatura de
azoto atmosférico [8], assim, o maior desafio ambiental para a indústria do vidro é o controlo das
emissões para a atmosfera e o consumo de energia.
A maioria das emissões para a atmosfera, provenientes do processo de fabrico do vidro de
embalagem, são gerados no forno de fusão e são quer do processo de combustão, que ocorre a altas
temperaturas, quer da decomposição das matérias primas adicionadas [14]. As emissões para a
atmosfera mais significativas são originadas por: combustão do combustível, partículas resultantes da
volatilização e subsequente condensação de materiais voláteis durante a fusão, produtos da reacção
aquando da fusão dos componentes da mistura, e arrastamento de materiais (partículas finas) da
composição ainda não fundida (“carry over”) [15].

Documento Confidencial
8
As emissões para a atmosfera incluem como componentes maioritários partículas, óxidos de enxofre,
óxidos de azoto e dióxido de carbono e minoritários como metais pesados, ácido fluorídrico e
clorídrico, monóxido de carbono e sulfureto de hidrogénio. As emissões mais significativas
provenientes das actividades de fusão na indústria do vidro encontram-se resumidas na tabela 1 [8].
Deve salientar-se que existem estabelecidos na legislação nacional valores limites de emissão de
poluentes atmosféricos, Decreto-Lei nº. 78/2004, de 3 de Abril e Portaria nº. 286/93, de 12 de
Março, entre outros. No entanto o diploma PCIP prevê que a licença ambiental estabeleça os valores
limite de emissão baseados nas MTD’s para cada situação em particular, sem a imposição da utilização
de qualquer técnica ou tecnologia específica, mas tendo em conta as características técnicas das
instalações em causa, a sua localização geográfica e as condições ambientais locais [4].
Tabela 1: Emissões para a atmosfera provenientes de actividades de fusão [15].
Poluente Origem Partículas • Produto de combustão de combustíveis fósseis (cinzas)
• Condensação de compostos voláteis da composição durante a fusão • Arrastamento de materiais (partículas finas) da composição ainda não fundidas
Óxidos de azoto • NOX térmico derivado das altas temperaturas de fusão • Decomposição de materiais com azoto da composição (pequenas quantidades) • Oxidação de azoto dos combustíveis
Óxidos de enxofre • Oxidação de enxofre dos combustíveis • Decomposição de compostos de enxofre das matérias da composição durante a fusão • Oxidação de H2S nas operações de altos-fornos de cúpula
HCl • Impureza de algumas matérias-primas (Na2CO3) • Casco externo • Uso de poeiras dos filtros de depuração
HF • Impureza de algumas matérias-primas • Quando adicionado como agente de afinação • Casco externo (contaminado com vidro opaco) • Uso de poeiras dos filtros de depuração
Metais pesados (ex: Pb, Ni, Cr, Cu, As, Cd)
• Impureza de algumas matérias-primas e combustíveis (caso do níquel e vanádio) • Componentes da composição (ex: colorantes, descolorantes, etc) • Casco externo
CO • Produto de combustões incompletas H2S • Formado a partir do enxofre das matérias-primas e combustíveis
em algumas zonas redutoras do forno.
As descargas de efluentes líquidos são relativamente baixas e existem poucas questões relevantes
específicas da indústria do vidro. No entanto, existem actividades realizadas em alguns sectores que
necessitam de algumas considerações, particularmente nos casos do vidro doméstico, do vidro

Documento Confidencial
9
especial e da fibra de vidro [8]. No Decreto-Lei nº. 236/98, de 1 de Agosto estão definidas as
condições legais aplicáveis à descarga de águas residuais.
A utilização de vidro reciclado no processo de fabrico de vidro é de extrema importância, uma vez
que, a partir de uma tonelada de casco, pode produzir-se uma tonelada de vidro novo. Trata-se de
um rendimento de 100 %, logo uma situação extremamente favorável à indústria do vidro de
embalagem. Para obter a mesma quantidade de vidro a partir de matéria-prima seria necessário 1,2
toneladas da mesma. Por cada 10 % de casco adicional que é introduzido num forno, obtém-se 2,5 a
3 % de poupança no consumo de energia. Caso fosse possível obter casco em qualidade e quantidade
suficiente, para ser 100 % o valor de incorporação deste num forno, então a poupança seria de 25 a
30 %. É de salientar que as fábricas de vidro de embalagem existentes em Portugal (algumas delas
bastante antigas) possuem de um modo geral a melhor tecnologia disponível internacionalmente, pois
caso contrário não teriam capacidade competitiva [17].
2.3. Técnicas a Considerar na Determinação das MTD’s
De seguida, é importante considerar as recomendações existentes no domínio das melhores técnicas
disponíveis relativas à indústria do vidro, nomeadamente ao nível das emissões de efluentes gasosos,
das emissões de efluentes líquidos, dos resíduos sólidos e da energia.
2.3.1. Emissões de efluentes gasosos
No que respeita às emissões gasosas há que considerar as resultantes do manuseamento da matéria-
prima, da operação de fusão e dos processos a jusante do processo de fusão.
2.3.1.1. Matérias-primas
Todos os sectores no âmbito da indústria do vidro envolvem o uso de matérias-primas de pequena
granulometria. O armazenamento e manuseio desses materiais representa um potencial significativo
de emissão de partículas. As técnicas que melhor se adequam ao controlo de partículas são a
utilização de transportadores de materiais fechados, a humidificação da matéria-prima, o
armazenamento dos materiais de pequena granulometria em silos fechados equipados com filtros e
ainda sistemas de alimentação fechados [8].
2.3.1.2. Fusão
Muitos dos sectores da indústria do vidro utilizam fornos contínuos de elevadas dimensões com
tempos de vida até doze anos. Estes fornos representam um elevado investimento de capital e a
operação contínua do forno, bem como a sua reconstrução periódica implica um ciclo natural de
investimento no processo. As mudanças extremas da tecnologia de fusão são implementadas de uma
forma mais económica se forem coincidentes com a reconstrução do forno, e tal pode igualmente

Documento Confidencial
10
acontecer para as complexas medidas de redução secundárias. No entanto, são possíveis vários
melhoramentos na operação do forno durante o funcionamento operacional, incluindo a instalação de
técnicas secundárias [8].
No processo de fusão há que destacar vários tipos de poluentes:
a) Partículas - As técnicas para o controlo de emissões de partículas incluem medidas
primárias e medidas secundárias, geralmente precipitadores electrostáticos e filtros de mangas.
As técnicas de controlo primário são baseadas fundamentalmente em mudanças nas matérias-primas,
redução da temperatura do forno, alterações nos queimadores. Na maioria das aplicações, as técnicas
primárias não são capazes de atingir níveis de emissão comparáveis aos dos filtros de mangas e dos
precipitadoes electrostáticos [8].
Um precipitador electrostático (PE) é um equipamento que permite recolher as partículas resultantes
da combustão de gases [18]. O PE consiste numa série de eléctrodos de descarga de alta voltagem e
os correspondentes eléctrodos colectores. As partículas são carregadas electricamente e
subsequentemente separadas da corrente gasosa pela influência de um campo eléctrico. Os PE são
particularmente eficientes na captação de partículas de dimensões compreendidas entre 0,1 µm e 10
µm [8]. Quando comparado com um separador mecânico de partículas, tal como por exemplo, um
ciclone, um PE permite obter uma eficiência de captação de partículas superior a 99% [18]. O
desempenho varia principalmente com as características do efluente gasoso e com a concepção do
PE. Em princípio, esta técnica é aplicável a todas as instalações novas ou já existentes, contudo os
custos são provavelmente maiores para as instalações fabris já existentes, em particular naquelas em
que se verificam restrições de espaço. Na maioria das aplicações, pode esperar-se que um PE de duas
ou três etapas, moderno e bem concebido, a consiga reduzir as emissões de partículas até uma
concentração de 20 mg/Nm3. Os custos variam muito, dependendo bastante da eficiência pretendida
e do volume de efluente gasoso a tratar. Os custos de capital (incluindo remoção de gases ácidos)
são geralmente compreendidos entre 0,5 e 2,75 milhões de euros, com custos de operação anuais de
0,03 a 0,2 milhões de euros [8].
Os sistemas de filtros de mangas (FM) usam membranas de tecido permeável ao gás, mas capazes de
reter as partículas. Estas ficam depositadas no tecido ou sobre o tecido e à medida que camada de
partículas aumenta torna-se o meio de filtração dominante. A direcção do fluxo gasoso pode ser do
interior para o exterior da manga ou vice-versa. Os FM são altamente eficientes e podem ser
esperadas eficiências de captação de 95-99 %. Podem atingir-se emissões de partículas entre 0,1
mg/Nm3 e 5 mg/Nm3 e, na maior parte das aplicações, podem ser esperados níveis consistentemente
abaixo de 10 mg/Nm3. A capacidade de atingir níveis tão baixos pode ser importante se for
necessário atingir emissões baixas de metais e as partículas contiverem níveis significativos dos
mesmos. Em princípio, os FM são aplicáveis a todas as instalações novas ou já existentes, em todos os

Documento Confidencial
11
sectores. No entanto, devido à possibilidade de colmatagem das mangas em certas circunstâncias, não
são a melhor escolha em todas as aplicações. Na maioria dos casos existem soluções técnicas para
estes problemas, mas podem ter um custo associado. Os custos de operação e de capital são
bastante comparáveis aos do PE [8].
b) Óxidos de azoto - Devido às elevadas temperaturas necessárias ao processo de fabrico do
vidro durante a operação de fusão, verifica-se que as emissões atmosféricas de óxidos de azoto
(NOX) são extremamente altas. Na figura 3 é representado graficamente a evolução das emissões
atmosféricas de NOX em função da temperatura no ar na combustão, para um forno sem técnicas de
redução das emissões atmosféricas deste poluente [19].
Figura 3: Concentração de NOX em função da temperatura do ar de combustão (adaptado de [18]).
Apesar das temperaturas elevadas as emissões de NOX podem ser reduzidas drasticamente usando
medidas primárias, tais como, fusão com oxigénio-combustível, redução química pelo combustível,
redução catalítica selectiva e redução não catalítica selectiva [8]. As medidas primárias podem ser
divididas em dois tipos principais: modificações "convencionais" na combustão e concepções especiais
de fornos ou pacotes de concepções optimizadas de combustão. As modificações à combustão
convencional são normalmente baseadas em razões ar/combustível reduzidas, temperatura de pré-
aquecimento reduzida, combustão em estádios e queimadores de baixo NOX; ou uma combinação
destas técnicas. Os custos de capital são, de modo geral, bastante baixos e os custos de operação
frequentemente reduzidos devido à utilização de menores quantidades de combustível e à melhor
eficiência de combustão. Foram conseguidos grandes progressos nesta área, mas a redução das
emissões alcançável depende claramente do ponto de partida. São frequentes reduções de NOX de
Documento Confidencial
12
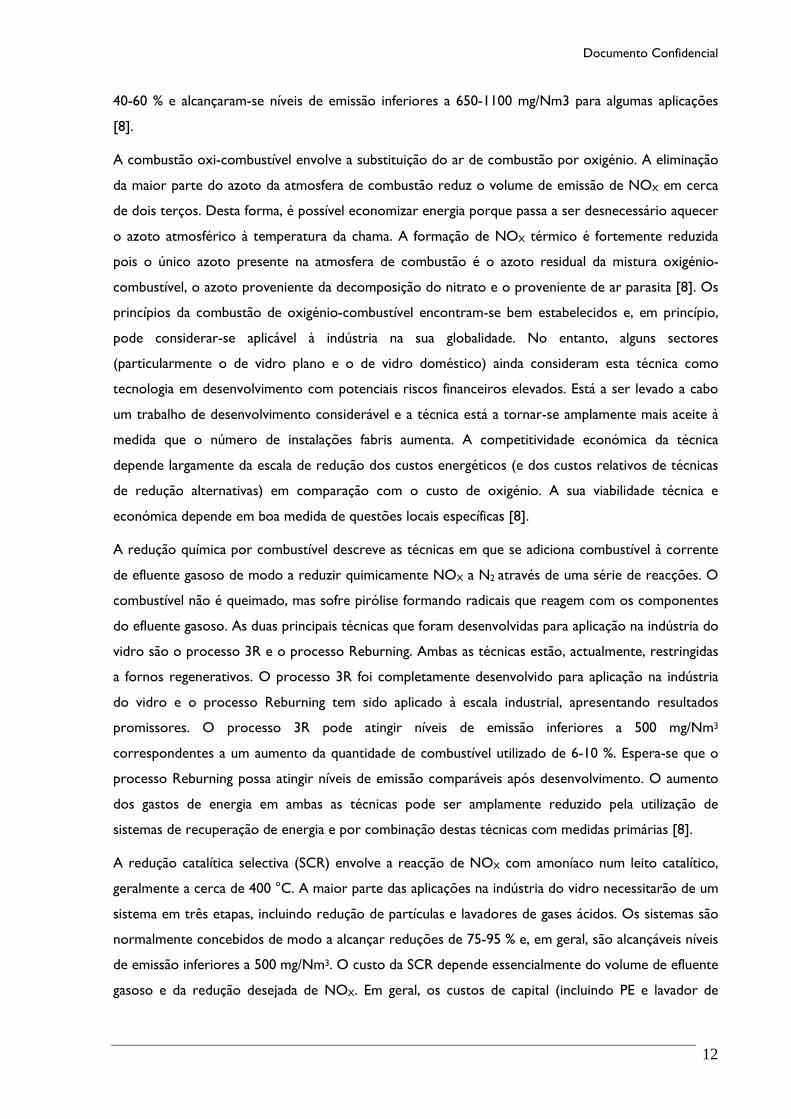
40-60 % e alcançaram-se níveis de emissão inferiores a 650-1100 mg/Nm3 para algumas aplicações
[8].
A combustão oxi-combustível envolve a substituição do ar de combustão por oxigénio. A eliminação
da maior parte do azoto da atmosfera de combustão reduz o volume de emissão de NOX em cerca
de dois terços. Desta forma, é possível economizar energia porque passa a ser desnecessário aquecer
o azoto atmosférico à temperatura da chama. A formação de NOX térmico é fortemente reduzida
pois o único azoto presente na atmosfera de combustão é o azoto residual da mistura oxigénio-
combustível, o azoto proveniente da decomposição do nitrato e o proveniente de ar parasita [8]. Os
princípios da combustão de oxigénio-combustível encontram-se bem estabelecidos e, em princípio,
pode considerar-se aplicável à indústria na sua globalidade. No entanto, alguns sectores
(particularmente o de vidro plano e o de vidro doméstico) ainda consideram esta técnica como
tecnologia em desenvolvimento com potenciais riscos financeiros elevados. Está a ser levado a cabo
um trabalho de desenvolvimento considerável e a técnica está a tornar-se amplamente mais aceite à
medida que o número de instalações fabris aumenta. A competitividade económica da técnica
depende largamente da escala de redução dos custos energéticos (e dos custos relativos de técnicas
de redução alternativas) em comparação com o custo de oxigénio. A sua viabilidade técnica e
económica depende em boa medida de questões locais específicas [8].
A redução química por combustível descreve as técnicas em que se adiciona combustível à corrente
de efluente gasoso de modo a reduzir quimicamente NOX a N2 através de uma série de reacções. O
combustível não é queimado, mas sofre pirólise formando radicais que reagem com os componentes
do efluente gasoso. As duas principais técnicas que foram desenvolvidas para aplicação na indústria do
vidro são o processo 3R e o processo Reburning. Ambas as técnicas estão, actualmente, restringidas
a fornos regenerativos. O processo 3R foi completamente desenvolvido para aplicação na indústria
do vidro e o processo Reburning tem sido aplicado à escala industrial, apresentando resultados
promissores. O processo 3R pode atingir níveis de emissão inferiores a 500 mg/Nm3
correspondentes a um aumento da quantidade de combustível utilizado de 6-10 %. Espera-se que o
processo Reburning possa atingir níveis de emissão comparáveis após desenvolvimento. O aumento
dos gastos de energia em ambas as técnicas pode ser amplamente reduzido pela utilização de
sistemas de recuperação de energia e por combinação destas técnicas com medidas primárias [8].
A redução catalítica selectiva (SCR) envolve a reacção de NOX com amoníaco num leito catalítico,
geralmente a cerca de 400 °C. A maior parte das aplicações na indústria do vidro necessitarão de um
sistema em três etapas, incluindo redução de partículas e lavadores de gases ácidos. Os sistemas são
normalmente concebidos de modo a alcançar reduções de 75-95 % e, em geral, são alcançáveis níveis
de emissão inferiores a 500 mg/Nm3. O custo da SCR depende essencialmente do volume de efluente
gasoso e da redução desejada de NOX. Em geral, os custos de capital (incluindo PE e lavador de
Documento Confidencial
13
gases) são da ordem de 1 milhão a 4,5 milhões de euros, com custos anuais de operação de 0,075 a
0,5 milhões de euros. Em princípio, a SCR pode ser aplicada à maioria dos processos na indústria do
vidro e tanto a processos novos como a processos já existentes. Existem, no entanto, várias questões
que podem limitar a aplicabilidade da técnica em alguns casos. Por exemplo, a técnica não foi
experimentada em fornos de vidro que utilizem como combustível fuelóleo pesado [8].
A redução não-catalítica selectiva (SNCR) opera segundo os mesmos princípios que a SCR, mas as
reacções ocorrem a temperaturas mais elevadas (800-1100°C) sem necessidade de catalisador. A
SCNR não exige redução de partículas nem remoção de gases ácidos. São geralmente alcançáveis
eficiências de redução de 30-70 %, sendo o factor crítico a disponibilidade de amoníaco suficiente na
gama correcta de temperaturas. Os custos de capital são da ordem de 0,2 a 1,35 milhões de euros e
os custos anuais de operação vão de 23 000 a 225 000 euros, dependendo do tamanho do forno. Em
princípio, esta técnica é aplicável a todos os processos do vidro, tanto em instalações fabris novas
como nas já existentes. A maior limitação à aplicabilidade da SNCR é a possibilidade de introduzir o
reagente num ponto do sistema de efluentes gasosos em que seja possível manter a temperatura
correcta durante um tempo de reacção adequado. Tal efeito é particularmente relevante para as
instalações fabris já existentes e para os fornos regenerativos [8].
c) Óxidos de enxofre - As principais técnicas para o controlo de emissões de óxidos de
enxofre (SOX) são a selecção adequada do combustível, a formulação da carga vitrificável, a remoção
de gases ácidos e a optimização da composição de modo a evitar a entrada de excesso de sulfatos.
Nos processos de combustão com fuel a maior fonte de SOX é proveniente da oxidação de enxofre
do combustível. A quantidade de SOX proveniente da carga vitrificável varia conforme o tipo de
vidro, mas, em geral, sempre que se utiliza fuel na combustão, as emissões de SOX proveniente do
combustível são substancialmente superiores às resultantes da carga vitrificável. O modo mais óbvio
de reduzir as emissões de SOX consiste na redução do conteúdo em enxofre do combustível. Existe
fuelóleo disponível com várias concentrações de enxofre (<1 %, <2 %, <3 % e >3 %) e o gás natural
não contém praticamente enxofre. A conversão para combustão de gás requer queimadores
diferentes e uma série de outras modificações. Os preços dos vários combustíveis variam
substancialmente ao longo do tempo e entre os Estados-Membros, mas, de um modo geral, os
combustíveis com menores teores de enxofre são mais caros. No entanto, quando se utiliza
combustão com gás natural, as emissões de SOX são usualmente menores; quando a combustão
utiliza fuel, consideram-se MTD o uso de combustíveis com teores de enxofre iguais ou inferiores a
1%. O uso de combustíveis com teores de enxofre superiores pode também representar uma MTD
se se utilizarem técnicas de redução que permitam alcançar níveis de emissão equivalentes [8].
No fabrico de vidro, os sulfatos são a principal fonte de emissões de SOX dos materiais da carga
vitrificável. Os sulfatos são os agentes afinantes mais utilizados, além de serem importantes agentes

Documento Confidencial
14
oxidantes. Na maioria dos fornos de vidro modernos os níveis de sulfato na carga vitrificável foram
reduzidos ao mínimo praticável, que por sua vez varia com o tipo de vidro [8].
Os princípios de operação dos lavadores por via seca e semi-seca são semelhantes. O material
reactivo (o absorvente) é introduzido e disperso na corrente de efluente gasoso. Este material reage
com as espécies SOX formando um sólido que deve ser removido da corrente de efluente gasoso por
um precipitador electrostático ou por um sistema de filtro de mangas. Os absorventes seleccionados
para a remoção de SOX são também eficientes na remoção de outros gases ácidos. No processo por
via seca, o absorvente é um pó seco (usualmente Ca(OH)2, NaHCO3 ou Na2(CO)3 ).
No processo semi-seco, o absorvente (usualmente Na2CO3, CaO ou Ca(OH)2) é adicionado sob a
forma de uma suspensão ou solução e a evaporação da água arrefece a corrente gasosa. As reduções
alcançadas com estas técnicas dependem de um número de factores, incluindo a temperatura do
efluente gasoso, a quantidade e tipo de absorvente adicionado (ou, mais correctamente, da razão
molar entre reagente e poluentes) e a dispersão do absorvente e em vários processos [8].
Nos casos em que é tecnicamente possível, a reciclagem completa das partículas dos filtros, incluindo
os resíduos sulfatados, é frequentemente considerada uma opção razoável do ponto de vista
ambiental e financeiro. A redução global das emissões de SOX encontra-se limitada (por
considerações de balanços de massa) à redução na fonte obtida por substituição do sulfato nas
matérias-primas pelas partículas provenientes dos filtros. Claramente, esta medida é adicional a
outras medidas primárias apropriadas para reduzir a quantidade total de enxofre presente na
alimentação do sistema. Consequentemente, para reduzir as emissões de gases ácidos, pode ser
necessário considerar uma via de remoção externa para uma parte do material recolhido. A
determinação daquilo que representa a melhor protecção do ambiente no seu todo pode ser
frequentemente específica do local e envolver o balanço das prioridades, potencialmente conflituosas,
de minimização de resíduos e da redução das emissões de SOX. Quando for este o caso, é essencial
proceder a um balanço do enxofre no processo para determinar os níveis de emissão comensuráveis
com as MTD’s [8].
Com a reciclagem das partículas do filtro, os níveis de emissão de SOX observados actualmente são
geralmente da ordem de 200-800 mg/Nm3 para combustão com gás natural e de 800-1600 mg/ Nm3
com fuelóleo com 1 % de enxofre. A maioria dos sistemas de lavadores de SOX instalados operam
por remoção com cal seca a uma temperatura de cerca de 400°C, que é a temperatura do efluente
gasoso obtida com um forno regenerativo eficiente. A estas temperaturas, podem conseguir-se
reduções de SOX de cerca de 50 %. Podem ser atingidas das melhores taxas de redução de SOX a
temperaturas de cerca de 200°C e com uma atmosfera húmida, mas tais condições envolvem
considerações adicionais [8].

Documento Confidencial
15
d) Cloretos e Fluoretos - As emissões de fluoretos (HF) e cloretos (HCl) são, de um modo
geral, provenientes da volatilização de fluoretos e cloretos existentes nos materiais da carga
vitrificável, quer sob a forma de impurezas, quer adicionados intencionalmente de modo a
proporcionar características específicas ao produto ou ao seu processamento. As principias técnicas
para a redução destas emissões são modificações na composição da carga vitrificável ou a utilização
de lavadores de gases. Quando os halogenetos estão presentes como impurezas, as emissões podem
ser geralmente controladas por selecção das matérias-primas, embora se utilizem frequentemente os
lavadores de gases quando a selecção das matérias-primas não é suficiente ou o lavador de gases é
utilizado para controlar outras substâncias. No caso de os halogenetos serem usados para conferir
características específicas aplicam-se duas abordagens principais: utilização de lavador de gases ou
reformulação da carga vitrificável de modo a atingir as mesmas características por outros meios [8].
2.3.1.3. Actividades a jusante
A principal fonte de emissão de efluentes gasosos, excluindo a actividade de fusão, na produção de
vidro de embalagem é o tratamento de superfície a quente (TSQ). As principais técnicas para a
minimização das emissões resultantes do TSQ são [9]:
• A extracção de gases e sua emissão directa para a atmosfera garantindo uma boa dispersão dos
gases. Esta técnica apenas é considerada adequada quando as emissões de poluentes são muito
baixas.
• A recolha e tratamento dos gases de exaustão através de medidas de fim-de-linha,
nomeadamente lavadores de gases de via húmida.
• A combinação dos gases de exaustão com os gases de exaustão do forno, quando estes últimos
sofrem um tratamento de fim-de-linha.
• A combinação dos gases de exaustão com os gases de alimentação do forno.
Os valores de emissão associados (VEA) associados à aplicação das MTD’s para os poluentes
seguidamente especificados são [8]:
• Partículas < 20 mg/Nm3
• Cloretos (expresso em HCl) < 30 mg/Nm3
• Estanho (Sn) < 5 mg/Nm3
• Organoestânicos < 1 mg/Nm3
2.3.2. Emissões de efluentes líquidos
As descargas de efluentes líquidos são relativamente baixas e existem poucas questões essenciais que
sejam específicas para a indústria do vidro. A água é utilizada essencialmente para limpezas e
arrefecimento e pode ser facilmente reciclada ou tratada utilizando técnicas padronizadas [8].

Documento Confidencial
16
As potenciais técnicas principais para o controlo de emissões de efluentes líquidos estão
apresentadas na tabela seguinte:
Tabela 2: Potenciais técnicas de tratamento de efluentes líquidos (adaptado do [8]).
Tratamento Físico/Químico • Peneiração • Neutralização • Escumação • Arejamento • Sedimentação • Precipitação • Centrifugação • Coagulação • Fltração • Floculação Tratamento Biológico • Lama activada • Biofiltração
2.3.3. Resíduos sólidos
Uma das características da indústria do vidro é que a maioria das actividades produzem níveis
relativamente baixos de resíduos sólidos. A maioria dos processos não apresenta correntes inerentes
de subprodutos que sejam significativas. Os resíduos fundamentais do processo são restos de
matéria-prima não utilizada, restos de vidro que não foram convertidos em produto e restos de
produto. Outros resíduos sólidos incluem restos de material refractário e partículas recolhidas em
equipamento de fim de linha ou exaustores. Os resíduos não-fibrosos são geralmente reciclados
directamente para o processo e encontram-se em desenvolvimento técnicas para reciclar outros
resíduos [8].
Em geral, as técnicas mais apropriadas à minimização da produção de resíduos são: reciclagem do
casco ou outros resíduos do processo, reciclagem de partículas recolhidas do efluente gasoso e
maximização da utilização de casco e produtos recicláveis de proveniência interna ou externa [9].
2.3.4. Energia
O fabrico de vidro é um processo de elevado consumo energético e a selecção da fonte de energia,
da técnica de aquecimento e do método de recuperação de calor são aspectos fundamentais na
concepção do forno e no desempenho económico do processo. Estes aspectos são também alguns
dos factores mais importantes que afectam o desempenho ambiental e a eficiência energética do
processo de fusão [8].
Em geral, a energia necessária à fusão do vidro representa mais de 75 % da energia total necessária ao
fabrico do vidro. O custo da energia para a fusão é um dos maiores custos de operação para as

Documento Confidencial
17
instalações de vidro e existe um incentivo significativo para que os operadores diminuam a utilização
de energia [9].
Apresentam-se seguidamente as principais técnicas para redução da utilização de energia [8]:
• Técnica de fusão e concepção do forno (por exemplo, regeneradores, recuperadores, fusão
eléctrica, combustão oxi-combustível e apoio eléctrico).
• Controlo da combustão e selecção de combustível (por exemplo, queimadores de baixo NOX,
combustão estequiométrica, combustão de fuel/gás).
• Utilização de casco.
• Caldeiras de recuperação de calor.
• Pré-aquecimento da matéria vitrificável ou de casco.

Documento Confidencial
18
3. Descrição Técnica e Discussão dos Resultados
3.1. Estudo de Caso
No âmbito do estágio realizado na CCDRN analisa-se um caso concreto de licenciamento ambiental
no sector do vidro, efectuando um estudo do processo produtivo tendo em especial atenção as
incidências deste no ambiente.
No caso da indústria vidreira as empresas estão sujeitas a licenciamento ambiental sempre que
satisfaçam o critério do ponto 3.3 do anexo I do Decreto-Lei nº. 194/2000, de 21 de Agosto, que diz
respeito às instalações de produção de vidro, incluindo as destinadas a produção de fibras de vidro, com
capacidade de fusão superior a 20 ton/dia.
A unidade industrial em estudo tem como actividade principal o fabrico de vidro de embalagem, com
uma capacidade instalada de cerca de 700 ton/dia. A indústria encontra-se assim abrangida pela
actividade 3.3 do Decreto-Lei mencionado anteriormente.
Na instalação são também realizadas operações de gestão de resíduos, de acordo com o Anexo III da
Portaria n.º 209/2004, de 3 de Março: tratamento de casco de vidro proveniente do exterior, e
valorização de casco de vidro, de lamas provenientes do tratamento de águas residuais industriais e
de resíduos do tratamento de efluentes gasosos provenientes do precipitador electrostático, através
da sua incorporação no processo de fabrico de vidro de embalagem em substituição de matéria-prima
e armazenamento temporário do casco de vidro proveniente do exterior.

Documento Confidencial
19
3.1.1. Descrição do processo de fabrico
A indústria dedica-se à produção de vidro de embalagem da cor verde e âmbar, nomeadamente
garrafas, frascos e boiões. A figura 3 representa o esquema do processo de produção do vidro de
embalagem.
Figura 3: Esquema do processo de produção de vidro de embalagem.
Para a produção deste tipo de produto está instalado o seguinte processo de fabrico no
estabelecimento industrial:
a) Tratamento de casco - O casco (resíduos de vidro) é sujeito a várias operações que tem como
objectivo a remoção de contaminantes, tais como, pedras, materiais cerâmicos, metais ferrosos e não
ferrosos, plásticos e outros de modo a obter um produto com as qualidades que permita a sua
introdução como matéria-prima na produção de vidro.
Matérias-primas
b) Composição
c) Fusão
d) Moldação
e) Recozimento
f) Escolha e Controlo de Qualidade
g) Embalagem
i) armazém de Produto Acabado
a)Casco
h) Decoração
Ar comprimido
Água
Energia
R
R
R
EG
EG
EG
R
R
EG
EL
R Resíduos
EL Efluentes líquidos
EG Efluentes gasosos Expedição
Legenda:
Documento Confidencial
20
O casco pode ter origem interna (vidro produzido pela fábrica e resultante de rejeições) ou externa
quando recepcionado dos clientes e/ou de fornecedores externos e tem que ser processado antes da
utilização.
b) Composição - As matérias-primas utilizadas no processo de fabrico de vidro de embalagem são,
principalmente, a areia, o carbonato de sódio, o calcário, feldspato e ainda pequenas quantidades de
corantes.
Depois de as matérias-primas serem recebidas nas instalações e de a sua qualidade ter sido
controlada, as diversas matérias-primas são enviadas para silos de armazenagem.
Após a recepção, tem lugar a etapa de composição, onde as matérias-primas são pesadas
separadamente e enviadas a uma misturadora, onde lhes é adicionada uma pequena quantidade de
água, casco de vidro e ainda fuelóleo ou carvão.
c) Fusão - Após preparada e bem homogeneizada a mistura é fundida na “zona de fusão” num forno
a cerca de 1550 ºC, passando de seguida para a “zona de afinação” para homogeneização e refinação
da massa fundida.
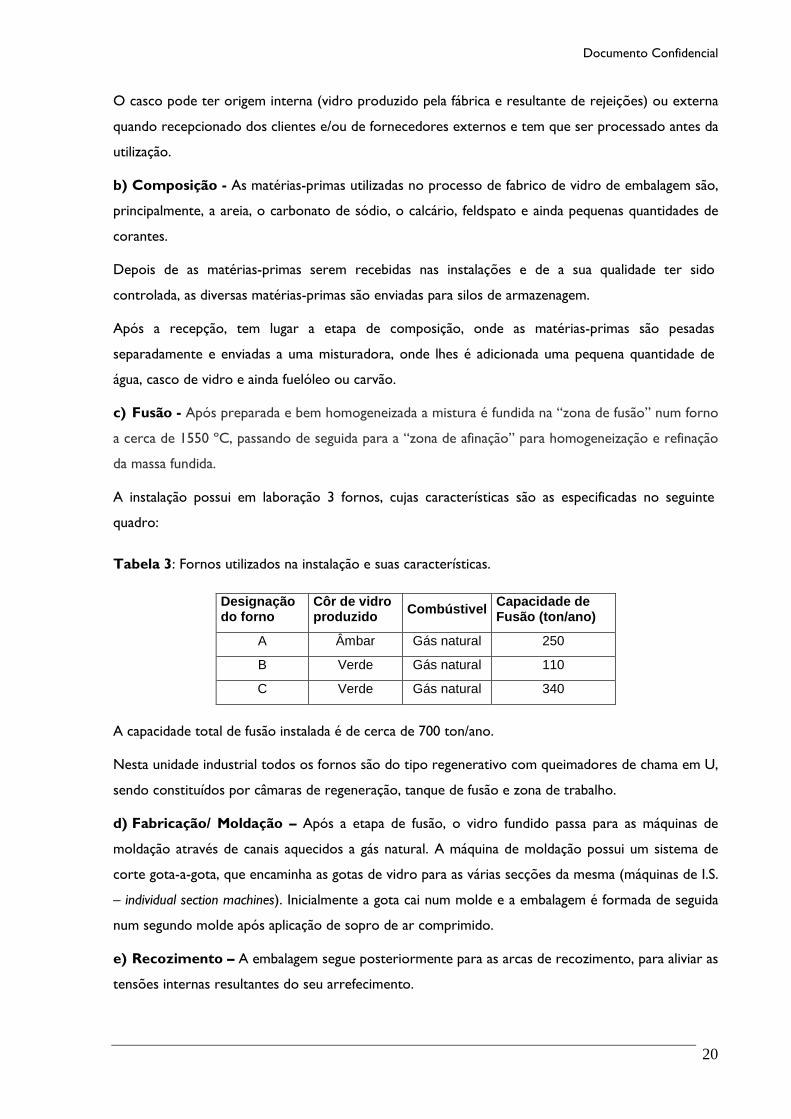
A instalação possui em laboração 3 fornos, cujas características são as especificadas no seguinte
quadro:
Tabela 3: Fornos utilizados na instalação e suas características.
A capacidade total de fusão instalada é de cerca de 700 ton/ano.
Nesta unidade industrial todos os fornos são do tipo regenerativo com queimadores de chama em U,
sendo constituídos por câmaras de regeneração, tanque de fusão e zona de trabalho.
d) Fabricação/ Moldação – Após a etapa de fusão, o vidro fundido passa para as máquinas de
moldação através de canais aquecidos a gás natural. A máquina de moldação possui um sistema de
corte gota-a-gota, que encaminha as gotas de vidro para as várias secções da mesma (máquinas de I.S.
– individual section machines). Inicialmente a gota cai num molde e a embalagem é formada de seguida
num segundo molde após aplicação de sopro de ar comprimido.
e) Recozimento – A embalagem segue posteriormente para as arcas de recozimento, para aliviar as
tensões internas resultantes do seu arrefecimento.
Designação do forno
Côr de vidro produzido Combústivel Capacidade de
Fusão (ton/ano)
A Âmbar Gás natural 250
B Verde Gás natural 110
C Verde Gás natural 340

Documento Confidencial
21
f) Inspecção - À saída da arca de recozimento os produtos prosseguem para uma linha onde é
efectuada a respectiva inspecção, com vista à rejeição de produto não conforme. Todo o material
eliminado é posteriormente reciclado na forma de casco.
g) Embalagem - Depois de submetidos ao controle de qualidade, as embalagens de vidro são
armazenadas em paletes, as quais são posteriormente protegidas com plástico e seladas.
h) Decoração – Uma parte dos produtos poderá passar pela secção de decoração, onde as
embalagens são desembaladas e posteriormente poderão ser serigrafadas, pirogravadas ou/e
rotuladas.
i) Expedição - Os produtos então decorados são conduzidos aos paletizadores para embalamento
e expedição.
Na produção de embalagens podem ser utilizados dois tipos de tratamentos de superfície,
nomeadamente:
• Tratamento de superfície a quente (TSQ) – Este tratamento consiste na deposição de uma
película protectora na superfície exterior das embalagens de vidro com o objectivo de
melhorar as suas características físico-mecâncas. Esta película é formada nas embalagens
imediatamente após a moldação e mediante a sua passagem por um túnel onde, por
evaporação, uma preparação de tricloreto de monobutil-estano e metanol entra em contacto
com a superfície do vidro.
• Tratamento de superfície a frio (TSF) – Após o recozimento as embalagens são pulverizadas com
uma emulsão de água e polietileno que destina a impedir que as embalagens se risquem
quando estas sofrem abrasão ao serem friccionadas
.
3.1.2. Principais inputs/ outputs – Aspectos Ambientais a considerar
O balanço de massa é efectuado com base nos principais tipos de materiais e de energia utilizados.
As entradas para o processo de fabrico podem ser divididas em quatro principais categorias:
matérias-primas (materiais que fazem parte do produto), energia (combustíveis e electricidade), água
e materiais auxiliares (auxiliares do processo, materiais de limpeza, produtos químicos para o
tratamento de água residual, etc).
Em termos de output o processo de produção de vidro, podem ser divididos em cinco categorias:
produto (vidro de embalagem), emissões para a atmosfera, efluentes líquidos, resíduos do processo e
energia (essencialmente sob a forma de calor).

Documento Confidencial
22
3.1.3. Matérias-primas
No quadro seguinte apresentam-se a listagem das principais matérias-primas e seus componentes
químicos, utilizadas no sector de produção de vidro de embalagem.
Tabela 4: Principais matérias-primas utilizadas no processo de fabrico do vidro.
Matéria-prima Componentes químicos % utilizada Areia Óxido de silicio (SiO2) 71-73
Carbonato de sódio Óxido de sódio (Na2O) 12-14 Calcário Óxido de cálcio (CaO) 9-12
Feldspato/Areia/Alumina Óxido de alumínio (Al2O3) 1-3 Areia/Feldspato/Calcário Óxido de potássio (K2O) 0,3-1.5
Sulfatos e Fuel Trióxido de enxofre (SO3) 0,05-0.3
Corantes e Descorantes Agentes de refinação e
coloração vestígios
No que se refere à implementação de MTD’s às matérias-primas, a empresa aplica as seguintes:
1) As matérias-primas são armazenadas em silos próprios, providos de filtros de mangas, que
permitem reduzir as emissões de partículas para valores inferiores a 5 mg/Nm3. Os valores de
emissão de partículas dependerão da granulometria das matérias-primas e da quantidade de
matérias-primas armazenadas.
2) Todos os sistemas de transporte das matérias-primas são efectuados através de sistemas
pneumáticos e por transportadores de correia cobertos.
3) As principais matérias-primas que entram na composição do processo de fabrico do vidro são a
areia e o casco (resíduos de vidro). É de referir que a instalação tem vindo a aumentar a
integração de casco na composição do vidro, o que se traduz numa diminuição de consumo de
matérias-primas virgens, numa redução do consumo energético, uma vez que as temperaturas são
mais baixas e ainda na diminuição das emissões para a atmosfera.
Pode referir-se que em termos de matérias-primas a empresa apresenta já implementadas várias
MTD’s. Assim, podemos referir que a empresa apresenta várias técnicas para protecção do ambiente
circundante.
3.1.4. Recursos energéticos
Os tipos, usos e consumos anuais de energia previstos, são os seguintes:
• Energia eléctrica proveniente da rede exterior utilizada no processo produtivo, iluminação e
ventilação das instalações.
• Gás natural utilizado na fusão e acondicionamento térmico, moldação, recozimento e
embalagem.
• Gás de Petróleo Liquefeito (GPL) utilizado nos empilhadores

Documento Confidencial
23
• Gasóleo utilizado nas pás carregadoras
• Em caso de corte do abastecimento de gás natural está previsto o uso de fuel-óleo como
combustível de emergência.
No que respeita aos recursos energéticos a empresa tem implementadas as seguintes MTD’s:
1) Técnica de fusão e concepção do forno (regenerativos com queimadores de chama em U).
2) Utilização de casco.
3) Caldeiras de recuperação de calor.
O fabrico de vidro é um processo de elevado consumo energético e consequentemente os
combustíveis podem constituir um input significativo dos processos. A selecção da fonte de energia,
da técnica de aquecimento e do método de recuperação de calor são aspectos fundamentais na
concepção dos fornos para o desempenho económico do processo.
Considera-se que em termos de consumo de energia outras técnicas poderiam também ser
aplicáveis, como por exemplo, o pré-aquecimento da matéria vitrificável ou de casco.
3.1.5. Água utilizada /consumida
A água utilizada na instalação é proveniente da rede pública de abastecimento, de quatro captações
próprias de água subterrânea e de uma captação superficial.
A água proveniente da rede de abastecimento público é utilizada tanto no processo produtivo como
no consumo humano, nomeadamente, nos balneários, instalações sanitárias e rede de incêndio.
A água proveniente das captações subterrâneas e da captação superficial são utilizadas no processo
industrial, nomeadamente em tanques de homogeneização, reposição de águas das maceiras, cortinas
do arrefecimento, refrigeração de fornos e compressores.
O consumo total anual de água previsto é proveniente em 52% da rede pública de abastecimento e
48% das captações próprias de água.
As captações de água subterrânea existentes e a captação de água superficial deverão estar
devidamente licenciadas ou notificadas de acordo com o Decreto-Lei nº. 226-A/2007 de 31 de Maio.
Segundo o disposto neste Decreto-Lei todas as captações de águas, superficiais ou subterrâneas estão
sujeitas a licenciamento quando a potência da bomba de extracção excede 5 cv ou, no caso das
captações subterrâneas, quando o furo ou poço tenha profundidade superior a 20 m.
Na tabela 5 estão indicadas as profundidades, a potência da bomba e o consumo diário médio de cada
captação.

Documento Confidencial
24
Tabela 5: Captações de água e respectivas características:
Captação Profundidade
(m) Potência bomba
(cv) Consumo (m3/dia)
A 120 1.5 20 B 55 4 7 C 30 4 5 D 150 7,5 30 E - 2x35 76
A água proveniente dos três furos sofre previamente um tratamento num filtro de areia antes de ser
utilizada. Adicionalmente a água destinada ao tratamento de superfície a frio (TSF) é tratada através
de osmose inversa e a destinada à refrigeração do sistema de “boosting” eléctrico dos fornos é
previamente descalcificada.
Os principais consumos de água ao nível do processo de fabrico estão associados a tratamentos de
superfície, a operações de limpeza (lavagens de equipamentos), circuitos de arrefecimento de
equipamentos e circuitos de arrefecimento de vidro.
A água de arrefecimento é utilizada nos vários equipamentos e movimenta-se em circuito fechado,
sendo os consumos muito minimizados porque se referem apenas a reposição de perdas por
evaporação e purgas.
3.1.6. Descarga de águas residuais
A descarga de águas residuais do tipo doméstico e industrial é efectuada em curso de água, após o
seu tratamento em duas Estações de Tratamento de Águas Residuais (ETAR) e numa Estação de
Tratamento de Águas Residuais Industriais (ETARI). As duas ETAR’s são compostas pelas seguintes
etapas de tratamento: gradagem, lamas activadas e decantador secundário. A ETARI possui uma
capacidade máxima de tratamento de cerca de 400 m3/dia e é composta pelas seguintes etapas de
tratamento: desoleador, homogeneização, arrefecimento, coagulação, floculação e decantação.
A instalação possui ainda duas fossas sépticas com poço absorvente para o tratamento de águas
residuais domésticas, com capacidade para 40 e 5 habitantes equivalentes.
A descarga de águas residuais para linha de água ou para o solo devem estar devidamente licenciadas
de acordo com o Decreto-Lei n.º 226-A/07 de 31/5 e Dec-Lei n.º 236/98 de 1/8.
As MTD’s já aplicadas na empresa associadas às emissões de poluentes para a água são:
1) Tratamento do efluente residual doméstico por duas Estações de tratamento de águas residuais;
2) Tratamento do efluente residual industrial por uma Estação de tratamento de águas residuais
industriais.
Documento Confidencial
25
Uma vez que as descargas de efluentes líquidos são relativamente baixas no processo de fabrico de
vidro de embalagem pode-se considerar que a empresa já apresenta tecnologia suficiente na
protecção do meio circundante, nomeadamente no que respeita ao domínio hídrico.
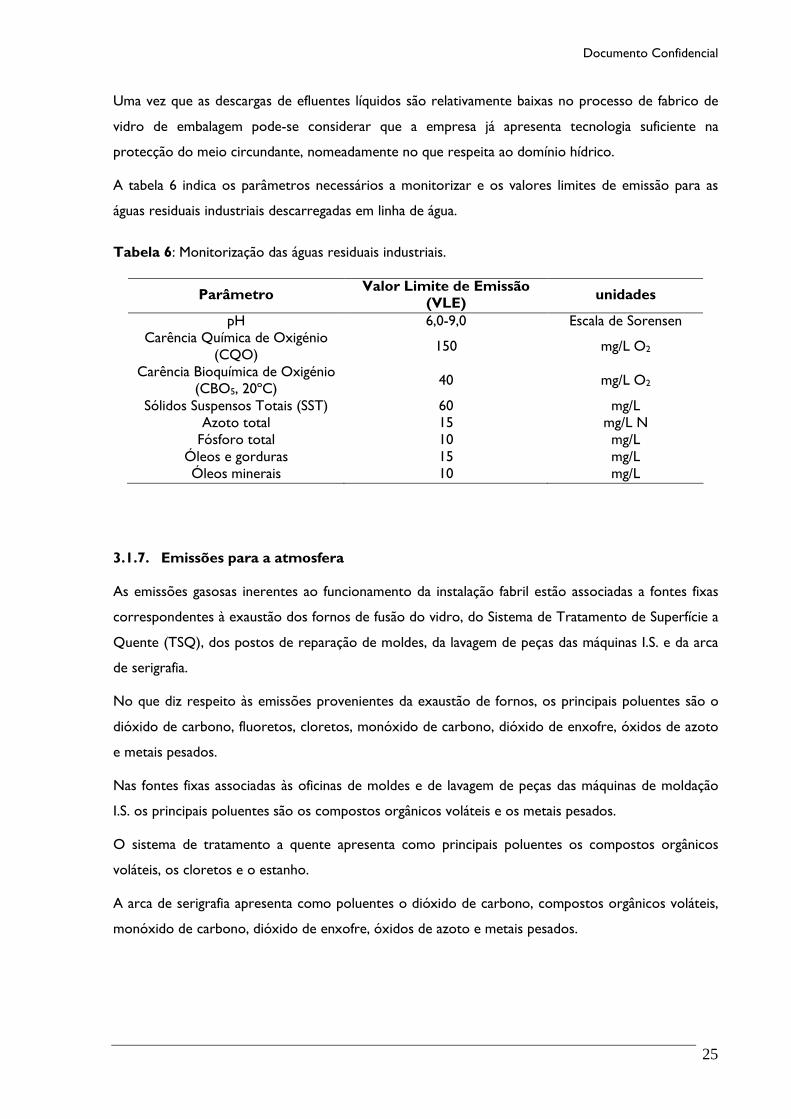
A tabela 6 indica os parâmetros necessários a monitorizar e os valores limites de emissão para as
águas residuais industriais descarregadas em linha de água.
Tabela 6: Monitorização das águas residuais industriais.
Parâmetro Valor Limite de Emissão
(VLE) unidades
pH 6,0-9,0 Escala de Sorensen Carência Química de Oxigénio
(CQO) 150 mg/L O2
Carência Bioquímica de Oxigénio (CBO5, 20ºC)
40 mg/L O2
Sólidos Suspensos Totais (SST) 60 mg/L Azoto total 15 mg/L N Fósforo total 10 mg/L
Óleos e gorduras 15 mg/L Óleos minerais 10 mg/L
3.1.7. Emissões para a atmosfera
As emissões gasosas inerentes ao funcionamento da instalação fabril estão associadas a fontes fixas
correspondentes à exaustão dos fornos de fusão do vidro, do Sistema de Tratamento de Superfície a
Quente (TSQ), dos postos de reparação de moldes, da lavagem de peças das máquinas I.S. e da arca
de serigrafia.
No que diz respeito às emissões provenientes da exaustão de fornos, os principais poluentes são o
dióxido de carbono, fluoretos, cloretos, monóxido de carbono, dióxido de enxofre, óxidos de azoto
e metais pesados.
Nas fontes fixas associadas às oficinas de moldes e de lavagem de peças das máquinas de moldação
I.S. os principais poluentes são os compostos orgânicos voláteis e os metais pesados.
O sistema de tratamento a quente apresenta como principais poluentes os compostos orgânicos
voláteis, os cloretos e o estanho.
A arca de serigrafia apresenta como poluentes o dióxido de carbono, compostos orgânicos voláteis,
monóxido de carbono, dióxido de enxofre, óxidos de azoto e metais pesados.

Documento Confidencial
26
A instalação possui as seguintes nove fontes pontuais de emissão de poluentes para a atmosfera:
Tabela 7: Fontes fixas existentes na instalação, equipamento associado e altura da chaminé.
Fonte Equipamento associado Altura da chaminé (m)
A Forno A e B e TSQ das linhas do forno A 51,0 B Forno C 44,0
C Exaustão da lavagem de peças das máquinas IS
20,0
D Exaustão 1 da arca serigráfica 9,0 E Exaustão 2 da arca serigráfica 9,0
F Exaustão dos postos de reparação de moldes
3,0
G Exaustão da caldeira de AQS 18,0 H TSQ do forno B 14,0 I TSQ do forno C 20,0
O cálculo da altura das chaminés das fontes pontuais deverá ter em consideração o disposto no D.L.
78/2004, de 3 de Abril e Portaria nº. 263/2005, de 17 de Março, permitindo uma dispersão
apropriada dos poluentes atmosféricos.
Verifica-se que o cálculo da altura das chaminés das fontes pontuais A, B, F, H, e I se encontra de
acordo com o D. L. supracitado. Relativamente à altura das chaminés das fontes pontuais C, D, E, e G
apesar de não possuir a altura adequada de acordo com a Portaria nº. 263/2005, de 17 de Março,
apresentam a totalidade dos seus caudais mássicos dos seus poluentes abaixo do Limiar Mássico
Mínimo estabelecido pela Portaria n.º 80/2006, de 3 de Abril, pelo que a sua altura poderá ser 3 m
acima da cota máxima do obstáculo mais desfavorável [15].
A monitorização das emissões atmosféricas das fontes pontuais deve ser realizada duas vezes em
cada ano civil, com um intervalo mínimo de dois meses entre medições. Quando os resultados de
monitorização obtidos demonstrem que o caudal mássico de emissão do poluente em questão é
inferior ao limiar mássico mínimo estipulado na legislação, a monitorização desse poluente pode ser
efectuada apenas uma vez, de 3 em 3 anos, com solicitação prévia à CCDR [15].
Nas tabelas seguintes estão apresentados os valores limites de emissão (VLE) estabelecidos na
legislação nacional, DL 78/2004, para os parâmetros a monitorizar nas nove fontes fixas.

Documento Confidencial
27
Tabela 8: Valores limites de emissão segundo o disposto na legislação nacional para os vários
poluentes das Fonte A e B.
Parâmetros VLE (mg/Nm3)
Partículas 150
SO2 2700
NOX 1500
CO 1000
HF 30
HCl 250
Metais pesados 8
Pb+Cr+Cu 5
Cd+Hg 0,2
As+Ni 1
COV 50
Estanho (Sn) 1500
Organoestânicos 1000
Tabela 9: Valores limites de emissão segundo o disposto na legislação para os vários poluentes das
Fonte H e I.
Parâmetros VLE (mg/Nm3)
Partículas 150
Compostos orgânicos, expressos em carbono total (COT) 50
Estanho (Sn) 1500
Organoestânicos 1000
HCl 250
Tabela 10: Valores limites de emissão segundo o disposto na legislação para os vários poluentes da
Fonte F.
Parâmetros VLE (mg/Nm3)
Partículas 300
Tabela 11: Valores limites de emissão segundo o disposto na legislação para os vários poluentes das
Fontes D e E.
Parâmetros VLE (mg/Nm3) NOX 1500 SO2 2700 CO 1000

Documento Confidencial
28
Tabela 12: Valores limites de emissão segundo o disposto na legislação para os vários poluentes da
Fonte C.
Parâmetros VLE (mg/Nm3)
Partículas 150
Compostos orgânicos, expressos em carbono total (COT) 50
Tabela 13: Valores limites de emissão segundo o disposto na legislação para os vários poluentes da
Fonte G.
Parâmetros VLE (mg/Nm3)
Partículas 150
Compostos orgânicos, expressos em carbono total (COT) 50
NOX 1500
CO 1000
Comparativamente ao disposto na legislação nacional relativamente às emissões atmosféricas, D.L. nº.
78/2004, os parâmetros monitorizados nas várias fontes fixas apresentaram até ao momento sempre
resultados inferiores aos VLE’s definidos na legislação.
O Decreto-Lei n.º 194/2000, de 21 de Agosto, prevê que as empresas abrangidas pelo licenciamento
ambiental cumpram valores limites de emissão baseados nas MTD’s. Assim, aquando da imposição de
valores limites de emissão na licença ambiental deve-se ter em atenção as características técnicas da
instalação, a sua implantação geográfica e as condições ambientais do local, pelo que após a emissão
da licença ambiental a empresa deverá cumprir o disposto na mesma.
Assim, após a emissão da licença ambiental a empresa deverá cumprir o disposto na mesma.
De seguida, procede-se ao estudo das MTD’s aplicadas aos vários poluentes:
1. Partículas
Considerou-se que a MTD para o controlo de emissões dos fornos da indústria do vidro consiste na
utilização de um precipitador electrostático ou de um sistema de filtro de mangas, operando, quando
apropriado, em conjunto com um sistema de lavador de gases ácidos seco ou semi-seco. O valor de
emissão associado à implementação destas técnicas é de 5-30 mg/Nm3 que geralmente se associa a
valores inferiores a 0,1 kg/t de vidro fundido. Para os sistemas de filtro de mangas são de esperar
valores na zona inferior deste intervalo. Estes dados são baseados tipicamente nas médias obtidas em
períodos não inferiores a 30 minutos e não superiores a 24 horas. Em alguns casos, a aplicação de
MTD para emissões de metais pode resultar em níveis de emissão de poeiras inferiores [8].

Documento Confidencial
29
As MTD’s já aplicadas na empresa para redução da emissão de partículas são:
1) Precipitador electrostático associado ao forno C (Fonte B);
2) Filtro de mangas associado à reparação de moldes (Fonte F)
3) Optimização da quantidade de matérias-primas na composição a fundir;
4) Redução da temperatura da abóbada do forno;
5) Posicionamento dos queimadores;
6) Minimização do “carry over” dos materiais da composição.
No seguimento da visita à empresa esta informou-nos que aquando a reconstrução do forno B, que
está agendada para breve, será instalado um precipitador electrostático na fonte A que tratará os
gases provenientes dos fornos A e B.
Os limites de emissão propostos na licença ambiental para a emissão de partículas devem ter em
consideração as seguintes limitações e condicionantes [15] na indústria portuguesa:
• Quantidade de casco possível de incorporar, devido ao posicionamento da indústria como um
dos sectores exportadores nacionais e ao atraso da recolha selectiva em Portugal;
• Tipo e qualidade de casco (contaminantes), dificuldades de recolha selectiva do casco (não existe
casco seleccionado por cores);
• Fenómenos de “carryover” mais acentuados/maior ressuspensão de partículas porque a
granulometria das matérias-primas que entram na composição da fusão é distinta da utilizada
pelos nossos concorrentes na Europa, uma vez que o calcário, a dolomite e as areias são
matérias primas naturais nacionais que têm características diferentes;
• Destinos finais para as poeiras/partículas retidas no electrofiltro (medidas secundárias) são
difíceis e a sua incorporação no processo fabrico aumenta as emissões de SO2;
• A aplicação de Modelos de dispersão de gases tem provado que a dispersão de poluentes se
efectua em boas condições, justificado também pelas condições meteorológicas de Portugal que
se fazem sentir nas proximidades das unidades fabris (orla litoral);
• A utilização de medidas fim de linha, aumenta os consumos energéticos;
• A utilização da capacidade instalada no seu máximo (competitividade) implica velocidades de
gases mais elevadas favorecendo o carryover de partículas;
• O custo elevado em termos de investimento e operação dos equipamentos de fim de linha
poderá comprometer irremediavelmente este sector não só face aos restantes materiais de
embalagem como também na sua vertente exportadora.
2. Óxidos de azoto
A obtenção de conclusões seguras sobre MTD’s revelou ser muito difícil para este poluente. A
selecção das técnicas que representam MTD para os óxidos de azoto dependerá em larga medida de
questões locais, em particular da técnica de fusão utilizada e da idade do forno. Algumas técnicas

Documento Confidencial
30
podem conseguir diferentes resultados em diferentes aplicações e levar a custos diferentes em função
das condições específicas locais [8].
Para os processos de vidro de embalagem considera-se que os valores de emissão de óxidos de
azoto (expressos como NO2) associados às técnicas que geralmente constituem MTD são de 500-
700 mg/Nm3. Existem várias situações que exigem considerações adicionais e para as quais podem
não ser apropriados os níveis de emissão indicados anteriormente. Por exemplo, quando o forno está
a atingir o final do seu período de uso. A técnica mais promissora parece ser a de fusão com oxi-
combustível, embora se tenham conseguido alguns bons resultados com medidas primárias e não
existam dificuldades técnicas inultrapassáveis ao uso de SNCR [8].
Em geral, no sector do vidro de embalagem, a MTD para óxidos de azoto (expressos como NO2) é
provavelmente a fusão com oxi-combustível, e o nível de emissão associado à MTD é considerado
como sendo 0,5-1,5 kg/t de vidro fundido. Reconhece-se que a técnica ainda acarreta um elemento
de risco financeiro, mas espera-se que esta se torne mais amplamente aceite como MTD.
As MTD’s já aplicadas na empresa para redução da emissão de NOX são:
1) Instalação de queimadores de baixo NOX (no forno A e B);
2) Controlo do teor de oxigénio na câmara de combustão;
3) Redução dos compostos de azoto na composição;
Aquando a reconstrução do forno C a empresa deverá implementar medidas de modo a reduzir as
emissões de NOX para a atmosfera, por exemplo um queimador de baixo NOX.
Os limites de emissão estabelecidos na licença ambiental para aplicar ao NOX devem ter em
consideração as seguintes limitações/condicionantes [15]:
• Em termos de cor do vidro: as tendências que se verificam em Portugal são para a produção de
cores escuras/reduzidas (ex. vinho do Porto). Estas cores exigem uma maior quantidade de
sulfatos e não podem incorporar muito casco, penalizando assim a emissão de NOX (já que a
adição de casco promove um abaixamento das temperaturas de emissão, isto é são necessárias
temperaturas mais elevadas, para a mesma capacidade de fusão). Assim, as cores escuras obrigam
a que o forno trabalhe com uma temperatura de regime superior contribuindo decisivamente
para um aumento do poluente NOX, onde a temperatura de chama e o tempo de residência são
factores proeminentes;
• A implementação de medidas primárias de redução do NOX, combustões com tendência para
minimizar a quantidade de ar, aumenta a emissão de SO2 (a decomposição dos sulfatos ocorre
com baixos teores de excesso de ar).
• A redução da temperatura de entrada do ar de combustão como medida de redução do NOX de
origem térmica implica maiores consumos energéticos (e consequentes emissões de combustão).
Documento Confidencial
31
• Composição do gás natural: O gás natural de Portugal possui cerca de 5,3% de N2, enquanto na
França é de 0,6 % e na Rússia é de 1,2%;
• A utilização da capacidade instalada no seu máximo, por motivos de competitividade das
empresas implica temperaturas elevadas de chama favorecendo a libertação de NOX;
• As intervenções a quente sobre o forno, uma vez que implicam aberturas, e por conseguinte
entradas adicionais de ar (80% N2), provocam o aumento do NOX.
3. Óxidos de enxofre
A determinação dos níveis de emissão associados às MTD’s depende principalmente da escolha do
combustível fóssil e do seu teor de enxofre. Por conseguinte, as circunstâncias para combustão de
fuel e de gás são consideradas separadamente.
Prevê-se que, na maioria dos casos, as MTD’s secundárias para redução das emissões de partículas
em conjunto com um lavador de gases ácidos por via seca poderão reduzir as emissões de óxidos de
enxofre. Os resíduos sulfatados produzidos podem, em geral, ser reciclados com as matérias-primas
no forno de modo a evitar a formação de uma fonte de resíduos sólidos [8].
No sentido de reduzir as emissões de SO2, pode ser necessário considerar uma via de eliminação
externa ou, se viável, uma redução do teor de enxofre do combustível. As opções economicamente
viáveis para reciclagem do material no exterior são extremamente limitadas e a via de eliminação
mais provável são os aterros, o que resulta numa fonte de resíduos sólidos.
Sob a perspectiva de uma abordagem ambiental integrada, é necessário considerar as prioridades
relativas de redução de emissões de SO2 e a criação potencial de uma fonte de resíduos sólidos. A
abordagem mais apropriada pode diferir de processo para processo e, por este motivo, os níveis de
emissão são apresentados para os casos em que a redução de SO2 é prioritária e para os casos em
que a redução de resíduos sólidos é prioritária.
Na prática, existem muitos casos em que o nível de emissão mais baixo pode ser alcançado com uma
total reciclagem de poeiras [8].
Os valores de emissão associados (VEA), à técnica secundária de redução de partículas em conjunto
com um lavador de ácidos, pode apresentar vários VEA conforme o combustível utilizado e a
prioridade da empresa. Se a prioridade da empresa for a redução das emissões de SO2 os VEA variam
de 200 a 500 mg/Nm3 quando a empresa utiliza gás natural ou de 500 a 1200 mg/Nm3 quando utiliza
fuel-óleo. Se a prioridade da empresa for a redução dos resíduos os VEA são inferiores a 800
mg/Nm3 quando utiliza gás natural e inferior a 1500 mg/Nm3 quando utiliza fuel-óleo [8].

Documento Confidencial
32
As MTD’s já aplicadas na empresa para redução da emissão de SO2 são:
1) Utilização de gás natural como combustível;
2) Redução dos compostos de enxofre na composição.
Em termos de emissão de SO2 para a atmosfera a empresa deverá adoptar algumas medidas
secundárias de redução de SO2 para a atmosfera.
Os limites de emissão propostos para aplicar ao SO2 deverão ser função do combustível utilizado,
tendo em consideração as seguintes limitações/condicionantes [15]:
• Em termos de cor do vidro: as tendências que se verificam em Portugal são para a produção de
cores escuras/reduzidas; estas cores exigem uma maior quantidade de sulfatos
• Tipo e qualidade de casco (contaminantes): dificuldades na recolha selectiva do casco;
• Quantidade de casco passível de incorporar é limitada, devido ao posicionamento da indústria
como um dos sectores exportadores nacionais e ao atraso da recolha selectiva em Portugal;
• Composição das matérias-primas é distinta da utilizada pelos nossos concorrentes na Europa,
uma vez que o calcário, a dolomite e as areias são matérias-primas naturais nacionais que têm
características diferentes;
• Com a implementação de medidas primárias de redução do NOX – combustões com tendência
para minimizar a quantidade de ar, aumentam o SO2 (a decomposição dos sulfatos ocorre com
baixos teores de excesso de ar);
• A incorporação de poeiras/partículas do electrólito aumentam as emissões de SO2, apesar de ser
técnica e economicamente viável (necessidade de balanço de prioridades entre controlo de
emissões de SO2 e gestão de resíduos);
• É sabido que os destinos finais para os resíduos obtidos de sistema de depuração de dióxido de
enxofre são difíceis de encontrar. Não é conveniente a sua valorização já que possuem elevadas
quantidades de enxofre e este é limitativo. O enxofre também não é puro sendo antes uma
mistura de vários componentes, logo a sua valorização noutros sectores é difícil. Surgem assim
“cross-media effects” (transferência poluição dos gases para os resíduos – o que é melhor tratar
SO2, isto é a protecção do recursos ar ou gerar um resíduo sem possibilidade de valorização).
4. Outras emissões provenientes da fusão
Destas "outras emissões", as mais significativas são geralmentes cloretos (expressos como HCl),
fluoretos (expressos como HF) e metais e os seus compostos. Alguns metais estão agrupados e são
denominados grupo 1 ou grupo 2 [8].

Documento Confidencial
33
Tabela 11: Classificação dos metais e dos seus componentes.
Grupo I - Metais e seus compostos
Grupo 2 - Metais e seus compostos
Arsénio Antimónio Cobalto Chumbo Níquel Crómio III Selénio Cobre
Crómio VI Manganês Vanádio Estanho
As MTD’s relacionadas com estas substâncias são geralmente equivalentes para a maioria dos
sectores. É considerada MTD para o controlo destas emissões a selecção de matéria-prima para
minimizar as emissões, combinada, quando apropriado, com um lavador de gases ácidos. A remoção
de gases ácidos pode nem sempre ser necessária para proteger o equipamento de fim de linha ou
para atingir os valores apresentados para SOX. Nestes casos, considera-se que a remoção de gases
ácidos constitui uma MTD se os níveis apresentados abaixo não puderem ser atingidos por utilização
de medidas primárias. Os níveis de emissão associados às MTD para os poluentes seguidamente
especificados são [8]:
• Cloretos (expressos em HCl) <30 mg/Nm3
• Fluoretos (expressos em HF) <5 mg/Nm3
• Metais (fase gasosa + sólida) (grupo 1 + grupo 2) <5 mg/Nm3
• Metais (fase gasosa + sólida) (grupo 1) <1 mg/Nm3
Os limites de emissão estabelecidos na licença ambiental para a aplicar devem ter em consideração as
seguintes limitações/condicionantes [15]:
• Tipo e qualidade de casco (contaminantes – ex. opalas, com introdução de fluoretos):
dificuldades recolha selectiva do casco (principalmente porque em Portugal não existe casco
seleccionado por cores e inexistência de recolha para o vidro plano);
• Contaminantes da soda (cloretos);
• Proximidade marítima (cloretos nas areias).
3.1.8. Operações de gestão de resíduos
A instalação incorpora no processo produtivo, em substituição de matéria-prima virgem, casco de
vidro de origem externa, procedendo ao seu tratamento na instalação, sendo posteriormente
armazenados em silos e parques (operação de gestão de resíduos R13 de acordo com o Anexo III da
Portaria n.º 209/2004, de 3 de Março). São ainda incorporadas, como matéria-prima, as partículas
resultantes do tratamento dos gases de combustão e lamas resultantes do tratamento de efluentes
líquidos industriais na ETARI.

Documento Confidencial
34
3.1.9. Resíduos
Os resíduos originados na indústria são do tipo industrial e ainda equiparados a domésticos, sendo os
de origem industrial constituídos maioritariamente por material não conforme, óleos usados, sucata
metálica e resíduos de embalagem. Os resíduos produzidos na instalação, deverão ser classificados
segundo o respectivo código da Lista Europeia de Resíduos – LER, segundo a Portaria nº. 209/2004,
de 3 de Março.
A indústria deve possuir parques de armazenamento de resíduos, de modo a armazenar
temporariamente os resíduos produzidos, que aguardam encaminhamento para destino final. Estes
parques devem ser impermeabilizados e cobertos, devem ser equipados com bacias de retenção e
com rede de drenagem, de modo a evitar situações de contaminação do solo e/ou da água.
Os resíduos produzidos deverão ser armazenados tendo em consideração a respectiva classificação
em termos dos códigos da Lista Europeia de Resíduos – LER (Portaria n.º 209/2004, de 3 de Março),
as suas características físicas e químicas, bem como as características que lhe conferem perigosidade.
Na instalação existem vários parques de armazenamento de resíduos mais específicos, bem como
outras áreas dispersas pela instalação, são eles:
A: Armazenamento de solventes, colas, resinas, resíduos de embalagem de papel e plástico e ainda as
lamas provenientes das fossas sépticas. Possui área impermeabilizada sem bacia de retenção.
B: Armazenamento de casco de vidro, cuja área é impermeabilizada e sem bacia de retenção.
C: Armazenamento de óleos minerais não clorados de motores, cuja área é impermeabilizada.
D: Armazenamento de resíduos sólidos urbanos.
E: Armazenamento de água oleosa proveniente dos separadores de óleo, cuja área é
impermeabilizada e possui bacia de retenção.
F: Armazenamento resíduos de limpeza da câmara de regeneração, a área é impermeabilizada,
coberta e com bacia de retenção.
O encaminhamento de resíduos para o exterior da instalação deve dar cumprimento ao disposto no
Decreto-Lei nº. 178/2006, de 5 de Setembro, que estabelece o regime geral de gestão de resíduos.
Assim, deve-se assegurar que os resíduos resultantes da laboração da instalação sejam encaminhados
para operadores devidamente legalizados para o efeito.
Uma das características da indústria do vidro é que a maioria das actividades produzem níveis
relativamente baixos de resíduos sólidos, pois o processo produtivo não apresenta correntes
inerentes de subprodutos que sejam significativas. Os principais resíduos do processo são restos de
matéria-prima não utilizada, restos de vidro que não foram convertidos em produto e restos de
produto. Outros resíduos sólidos incluem restos de material refractário e poeiras recolhidas em
equipamento de fim de linha ou exaustores. Os resíduos não-fibrosos são geralmente reciclados
directamente para o processo e encontram-se em desenvolvimento técnicas para reciclar outros

Documento Confidencial
35
resíduos. A reciclagem de resíduos tem vindo a aumentar à medida que os incentivos financeiros se
desenvolvem e particularmente com o aumento dos custos de eliminação.
As MTD’s já aplicadas na empresa para redução de resíduos sólidos são:
1) Reciclagem de casco de origem interna;
2) Incorporação de casco de origem externa;
3) Reciclagem das partículas recolhidas dos efluentes gasosos.
Em termos de gestão de resíduos, a empresa apresenta várias MTD’s aplicadas para protecção meio
ambiente.
3.1.10. Controlo do ruído
A instalação industrial apresentou um estudo de caracterização acústica, onde se verificou o
cumprimento das disposições legais estabelecidas no Regulamento Geral do Ruído, de acordo com o
Decreto-Lei nº. 9/2007, de 17 de Janeiro. A empresa deverá efectuar medições de ruído sempre que
ocorram alterações na instalação, que possam ter implicações ao nível do ruído de forma a verificar
os dispostos no Decreto-Lei supracitado.

Documento Confidencial
36
4. Conclusões
Actualmente assiste-se a uma preocupação generalizada na nossa sociedade em relação às questões
ambientais. Todos os agentes económicos, se querem manter uma boa aceitação por parte da opinião
pública, devem incorporar na sua gestão a protecção ambiental. Isto será tanto mais verdade quanto
maior for o impacto ambiental, real ou potencial, de uma dada empresa produtiva.
A Directiva 96/61/CE e consequentemente o D.L. 194/2000 implicam uma abordagem integrada de
questões como a qualidade do ar, águas, resíduos, energia e ruído. Pelo que a ponderação de uma
determinada técnica deve atender sempre aos custos energéticos, e às eventuais transferências de um
meio para outro.
Relativamente ao caso em estudo, conclui-se que a principal preocupação ambiental para a indústria
do vidro passa pelo controlo das emissões para a atmosfera e o consumo de energia. A produção de
vidro é uma actividade efectuada a elevadas temperaturas, com elevado consumo energético,
resultando na emissão de produtos de combustão e na oxidação a alta temperatura de azoto
atmosférico.
Segundo a Directiva supracitada os VLE’s a aplicar na licença ambiental devem ter em consideração as
considerações locais e as características técnicas da instalação.
A dimensão, tecnologia de fabrico e idade dos fornos são parâmetros produtivos essenciais a ter em
conta no momento de determinação dos valores associados, pelo que também não é considerado
oportuno especificar apenas uma técnica como MTD para determinado poluente.
Conclui-se que a unidade industrial já apresenta várias MTD’s implementadas, nomeadamente no que
se refere à descarga de efluentes gasosos provenientes do armazenamento e manuseamento das
matérias-primas, bem como da actividade de fusão. Contudo, muitas mais podem vir a ser aplicadas,
como por exemplo, a aplicação de um precipitador electrostático ou de um filtro de mangas
associado ao forno A e B.
A análise das MTD’s aplicáveis à indústria de produção de vidro permitiu analisar as principais
dificuldades/limitações da indústria em cumprir os valores de emissão associados (VEA) relativo à
aplicação das MTD’s. As principais dificuldades são o tipo e qualidade do casco, a composição dos
combustíveis e a pureza das matérias-primas.
De um modo geral, a empresa está em conformidade com o disposto na legislação, no que diz
respeito à água utilizada/consumida, descarga de águas residuais, emissões para a atmosfera, gestão de
resíduos e emissão de ruído.
Documento Confidencial
37
5. Avaliação do trabalho realizado
5.1. Objectivos realizados
O objectivo proposto compreendia a descrição do processo de licenciamento ambiental de uma
indústria de produção de vidro de embalagem. Efectuou-se um estudo da empresa no que diz
respeito aos aspectos ambientais inerentes ao processo de fabrico, tendo em linha de conta as
imposições legais a nível nacional. Considera-se que este objectivo foi cumprido, na medida em que
analisando cada uma das fases de fabrico foi possível visualizar quais as principais preocupações a ter
com o meio ambiente, em particular no que se refere à utilização de água e energia, descarga de
efluentes gasosos e líquidos, gestão de resíduos e ruído.
Propôs-se também a avaliação da conformidade do projecto com as MTD’s aplicadas e neste ponto
considera-se que este objectivo foi cumprido. Uma vez que se explicou de uma forma geral as MTD’s
existentes, indicando as já aplicadas pela empresa. Foram também analisadas as dificuldades da
empresa em cumprir os VEA inerentes à aplicação das MTD’s.
5.2. Outros trabalhos realizados
No âmbito do estágio efectuado foram realizadas outras tarefas além da avaliação de projectos de
licenciamentos ambientais.
Foram analisados vários projectos de licenciamento industrial de vários sectores, nomeadamente no
sector têxtil, no sector do calçado, no sector agrícola, entre outros.
A avaliação de projectos de licenciamento industrial envolve a apreciação em termos dos seguintes
domínios: água utilizada/consumida, descargas de águas residuais, emissões para a atmosfera, gestão
de resíduos e ruído, tal como no licenciamento ambiental. No anexo 5, pode consultar-se a ficha de
apoio utilizada na CCDRN para análise de projectos de licenciamento industrial.
Após a avaliação destes elementos é elaborado um parecer que pode consistir num pedido de
elementos, no caso de haver informações em falta, ou num parecer final, o qual inclui a imposição de
um conjunto de condições que terão de ser cumpridas pela empresa em causa.
No licenciamento industrial, após a emissão do parecer para instalação ou alteração de um
estabelecimento industrial, são realizadas vistorias com a entidade coordenadora de licenciamento de
modo a averiguar se o estabelecimento está em conformidade com a autorização emitida. No final da
vistoria é realizado o auto de vistoria onde se menciona se a instalação está em conformidade com o
projecto aprovado, assim como as condições que se encontram por cumprir, sendo estabelecido,
neste caso, um prazo para cumprimento das mesmas. Durante o estágio foram realizadas várias
vistorias, nomeadamente a indústrias de produção de plástico, calçado, metais, entre outras.

Documento Confidencial
38
Após a emissão da licença ambiental, todos os anos o operador tem que remeter à Agência
portuguesa do Ambiente (APA) três exemplares do Relatório Ambiental Anual (RAA), que reúna os
elementos comprovativos do cumprimento das condições impostas na Licença Ambiental, incluindo
os sucessos alcançados e dificuldades encontradas para atingir as metas acordadas. Os RAA são
avaliados em termos do desempenho da empresa relativamente às condições impostas nos diferentes
descritores ambientais contemplados na licença ambiental: gestão de água e de resíduos, emissão de
efluentes líquidos e gasosos e controlo do ruído. Neste domínio foram analisados os RAA de várias
empresas.
Mais se refere que no estágio e no âmbito do EMAS - Sistema Comunitário de Eco- Gestão e
Auditoria (Eco Management and Audit Scheme) foram avaliados os desempenhos ambientais de vários
estabelecimentos industriais, tendo em vista apoiar a APA na caracterização ambiental das instalações
alvo deste instrumento voluntário que permite evidenciar a credibilidade do sistema de gestão e do
desempenho ambiental.
5.3. Limitações e trabalho futuro
As principais limitações na realização deste trabalho foram essencialmente a falta de dados ao nível
dos custos de algumas das MTD’s, bem como dos dados de desempenho de algumas das técnicas (ex.
para NOX). Outra limitação foi a dificuldade na avaliação mais profunda de impactes cruzados e
necessidade de balanço de prioridades (ex. emissão gasosa versus resíduo). Por último refere-se a
dificuldade na avaliação de técnicas a considerar para a determinação das MTD’s na utilização de
energia.
Uma proposta de trabalho a desenvolver posteriormente seria, por exemplo, o estudo dos custos
das MTD’s e do desempenho das mesmas.
5.4. Apreciação final
O estágio realizado foi muito gratificante, na medida em que contribuiu para o desenvolvimento da
formação profissional, contemplado várias áreas e assuntos relacionados com o meio ambiente, até
então só abordados teoricamente durante o período académico.

Documento Confidencial
39
Referências
[1] http://www.tecninvest.com (24/06/2008)
[2] http://www.dqa.pt (24/06/2008)
[3] http://www.naturlink.pt (28/06/2008)
[4] O’Malley, V. The integrated pollution prevention and control (IPPC) directive and its implications for the
environment and industrial activities in Europe. Sensors and Actuators B, 59, 78-82, 1999.
[5] Honkasalo, N., Rodhe, H., Environmental permitting as a driver for eco-efficiency in the dairy industry: A
closer look at the IPPC directive, The International Institute for Industrial Environmental Economics
(IIIEE), Journal of Cleaner Production 13, 1049-1060, 2005.
[6] www.cpivglass.be (28/06/2008)
[7] Butler, J., Hooper, P., Dilemmas in optimising the environmental benefit from recycling: A case study of
glass container waste management in the UK, Resources Conservation and Recycling , 45, 331-355, 2005
[8] Reference Document on Best Available Techniques in the Glass Manufacturing Industry, Comissão
Europeia (JO C 12 de 16-01-2002) – BREF GLS
[9] www.apambiente.pt (24/06/2008)
[10] Ruth, M, Dell’Anno, P., An industrial ecology of the US glass industry, Center for Energy and
Evnironmental Studies, Boston University, 675 Commonwealth Avenue, Boston, Vol. 23, 109-124,1997
[11] Glass, Kirk-Othmer Encylopedia of Chemical Technology, Vol.12, 565-626 (2005)
[12] www.observatorioenergia.com (06/07/2008)
[13] Jong, B., Beerkens, R., Nunnatten, P., Glass, Ullmanns, 1- 89 (2005)
[14] Reinders, M., Handbook of Emission Factors, part 2 industrial sources, TNO (the Netherlands
Organization for Applied Scientific Research), Government Publishing Office, The Hague, 1983
[15] Sector do Vidro - Vidro de Embalagem e Vidro Plano, AIVE - Associação dos Industriais de
Vidro de Embalagem e CTCV - Centro Tecnológico da Cerâmica e do Vidro, Dezembro de 2002
[16] Decreto-Lei nº. 78/2004, de 3 de Abril, estabelece o regime da prevenção e controlo das
emissões de poluentes para a atmosfera.
[17] http://www.pilkington.com/ (06/07/2008)
[18] Zhao, H., Zheng, C., A stochastic simulation for the collection process of fly ashes in single-stage
electrostatic precipitators, Fuel 87, 2082-2089 (2008)

Documento Confidencial
40
[19] Flamme, M., Low NOx combustion technologies for high temperature applications, Energy
Conversion and Management, 42, 1919-1935, (2001)
[20] Fernandes, M., Licenciamento Ambiental de uma Indústria de Metais Não-Ferrosos, Tese de
Mestrado no âmbito da disciplina de Projecto de Desenvolvimento em Ambiente Empresarial, 2008
[21] Monteiro, D., Licenciamento Ambiental das actividades de lavagem, branqueamento,
mercerização ou tingimento de fibras têxteis, Tese de Mestrado no âmbito da disciplina de Projecto
de Desenvolvimento em Ambiente Empresarial, 2008

Documento Confidencial
A1
ANEXOS
O conteúdo dos anexos 1 e 2 teve como referência as teses elaboradas em Fevereiro de 2007 pelas
alunas Márcia Fernandes e Daniela Monteiro.
Anexo 1 Procedimento e enquadramento legal do licenciamento ambiental [20] e [21]
Actualmente assiste-se a uma preocupação generalizada na nossa sociedade em relação às questões
ambientais. Todos os estabelecimentos económicos que querem manter uma boa aceitação por parte
da opinião pública, devem incorporar na sua gestão a protecção ambiental. Isto será tanto mais
verdade quanto maior for o impacte ambiental, real ou potencial, de uma dada empresa produtiva.
Ao abrigo do Decreto-Lei n.º 69/2003, de 10 de Abril, a instalação, alteração e exploração de
estabelecimentos industriais ficam sujeitas a licenciamento industrial, cujo processo é coordenado
pela respectiva entidade coordenadora, a qual é, para esse efeito, interlocutor único do industrial.
De acordo com a legislação em vigor nos procedimentos de licenciamento estão diferenciados 4
tipos consoante a classificação dos estabelecimentos industriais, sendo o pedido de licenciamento
apresentado na respectiva entidade coordenadora, que poderá ser, consoante o tipo de
estabelecimento, a Direcção Regional do Ministério da Economia, a Direcção Regional de Agricultura
e Pescas, as Câmaras Municipais entre outros. A classificação dos estabelecimentos industriais é
definida por ordem decrescente do grau de risco potencial para a pessoa humana e para o ambiente,
inerente ao exercício da sua actividade.
Tipo 1:
• Contemplados no anexo I do regime de Avaliação de Impacte Ambiental
• Abrangidos pela Prevenção e Controlo Integrados da Poluição
• Prevenção de acidentes graves que envolvam substâncias perigosas com a obrigatoriedade de
relatório de segurança.
Tipo 2:
Estabelecimentos industriais não contemplados no tipo 1 e que se encontrem abrangidos pelo menos
por uma das seguintes circunstâncias:
• Anexo II do regime de Avaliação do Impacte Ambiental;
• Prevenção de acidentes graves que envolvam substâncias perigosas sem obrigatoriedade de
relatório de segurança;
• Potência eléctrica contratada superior a 250 kVA;
• Potência térmica superior a 8.106 kJ/h.
Documento Confidencial
A2
Tipo 3:
Estabelecimentos industriais não incluídos no tipo 1 e 2 e que se encontrem abrangidos por, pelo
menos, uma das seguintes circunstâncias:
• Potência eléctrica contratada igual ou inferior a 250 kVA e superior a 25 kVA;
• Potência térmica igual ou inferior a 8.106 kJ/h e superior a 4.105 kJ/h;
• Nº de trabalhadores igual ou inferior a 50 e superior a 5.
Tipo 4:
• Estabelecimentos industriais não incluídos nos tipos anteriores.
O licenciamento ambiental (LA) é um regime jurídico específico de licenciamento, destinado a
instalações cuja actividade esteja abrangida no Anexo I do Decreto-Lei (D.L.) n.º 194/2000, de 21 de
Agosto e insere-se no regime jurídico de licenciamento da actividade.
As empresas abrangidas pelo licença ambiental encontram-se identificadas no Decreto-Lei 194/2000 e
são definidas de acordo com a natureza das suas actividades e/ou a sua capacidade de produção
(Anexo I do referido diploma). O conceito de capacidade instalada está definido no anexo I do D.L.
n.º 194/2000, de 21 de Agosto como a capacidade de produção diária da instalação para um período
de laboração de vinte e quatro horas, independentemente do seu regime, turnos, horário de
laboração, ou valor da produção efectiva para a resposta à procura do mercado.
Para as actividades abrangidas pelo diploma PCIP o cumprimento das suas disposições é uma
obrigação para regularização do licenciamento da actividade.
A licença ambiental ou licença PCIP é da responsabilidade do Ministério do Ambiente, do
Ordenamento do Território e do Desenvolvimento Regional, cabendo à Agência Portuguesa do
Ambiente (APA) o papel de autoridade competente para emissão da Licença Ambiental.
Sempre que se queira obter licenciamento de uma instalação nova ou sempre que se pretenda
introduzir uma alteração significativa numa instalação existente, o operador deverá remeter o seu
projecto de licenciamento ambiental devidamente instruído à entidade coordenadora de
licenciamento (ECL) correspondente, que o remete para a CCDRN.
A entidade coordenadora do processo de licenciamento dos estabelecimentos industriais, funciona
como interlocutor único das empresas neste processo, disponibilizando a informação e apoio
necessários e assegurando a aplicação da respectiva legislação e a fiscalização dos estabelecimentos.

Documento Confidencial
A3
O procedimento de licenciamento ambiental envolve várias fases. A primeira fase consiste na
averiguação da instalação face ao regime jurídico de Avaliação de Impacte Ambiental (AIA),
estabelecido pelo Decreto-Lei nº. 69/2000, de 3 de Maio, republicado pelo Decreto-Lei nº 197/2005
de 8 de Novembro.
A AIA é um instrumento preventivo da política de ambiente e do ordenamento do território que
permite assegurar que as prováveis consequências sobre o ambiente de um determinado projecto de
investimento sejam analisadas e tomadas em consideração no seu processo de aprovação.
O principal objectivo da AIA é fornecer informação sobre as implicações ambientais significativas de
determinadas acções propostas, bem como sugerir modificações da acção, com vista à eliminação ou
minimização dos impactes negativos inevitáveis e potenciação dos impactes positivos, antes da
decisão ser tomada.
As implicações ambientais são encaradas de uma forma global, contemplando os efeitos físicos,
biológicos e socio-económicos, de modo a que a decisão final se baseie numa avaliação sistemática
integrada.
Caso se verifique que a instalação está sujeita a AIA, o licenciamento ambiental só se iniciará após
apresentação de Declaração de Impacte Ambiental (DIA) favorável ou favorável condicionada, ou,
caso o operador assim o requeira os dois processos poderão ocorrer em simultâneo. Caso não seja
necessário AIA, dar-se-á início ao processo de licenciamento ambiental. Assim, é enviado o projecto
à Agencia Portuguesa do Ambiente (APA), pois é a Entidade responsável pela emissão da Licença
Ambiental. É a partir de então que a CCDRN em parceria com a APA faz uma análise exaustiva do
projecto em termos das incidências ambientais da unidade.
O pedido de licenciamento é efectuado através do preenchimento do Formulário PCIP. O modelo
para o pedido de licenciamento ou de autorização das actividades abrangidas pelo Decreto-Lei
nº194/2000, de 21 de Agosto é apresentado em formulário próprio, aprovado pela Portaria
nº1047/2001, de 1 de Setembro.
Este formulário inclui diversa informação acerca da empresa, nomeadamente:
1. local onde se insere;
2. informação de carácter social e medicina no trabalho;
3. caracterização das instalações/ actividades, respectivos consumos e produção;
4. informação relativa a gestão de riscos;
5. caracterização das descargas de águas residuais, emissões atmosféricas e ruído exterior;
6. caracterização dos resíduos e respectivas operações de gestão;
7. eficiência na utilização de energia;

Documento Confidencial
A4
A Comissão de Coordenação e Desenvolvimento Regional do Norte (CCDRN) em parceria com a
APA faz uma análise exaustiva do projecto, tendo em especial atenção as incidências deste no
ambiente circundante, nomeadamente no que se refere à água utilizada/consumida, descarga de águas
residuais, emissões para a atmosfera, gestão de resíduos e emissão de ruído.
O público é chamado a intervir directamente nos processos de licenciamento ambiental, durante a
fase de consulta pública, e as opiniões do público durante o período de consulta, são tidas em
consideração na tomada de decisão.
As empresas abrangidas pelo diploma PCIP são sujeitas a um processo de licenciamento ambiental
que resulta na emissão de uma licença ambiental. A estas empresas é exigido que evidenciem a
adopção de medidas preventivas adequadas ao combate à poluição, designadamente mediante a
utilização das melhores técnicas disponíveis (MTD's), cumprimento dos limites de emissão, utilização
eficiente da energia, adopção de medidas de prevenção de acidentes, entre outros.
A licença ambiental é um documento escrito que define valores limite de emissão de poluentes,
medidas para a protecção do solo, das águas subterrâneas, controlo do ruído e gestão de resíduos.
Estabelece um programa de monitorização de emissões, as metodologias a aplicar e a frequência das
amostragens, o que fazer em condições de operação não habituais, a obrigação de comunicação de
ocorrência de acidentes e o período de validade da LA, entre outros aspectos importantes. Durante
o período de validade da Licença Ambiental a instalação deverá, obviamente, observar a
conformidade, assim como apresentar anualmente o PDA – Plano de Desempenho Ambiental e o
RAA – Relatório Ambiental Anual

Documento Confidencial
A5
Anexo 2 Enquadramento das MTD’s [20] e [21]
Reconhecendo que a existência de abordagens diferentes no controlo da poluição do ar, das águas e
do solo pode favorecer a transferência dos problemas de poluição entre os meios físicos, em vez de
favorecer a protecção do ambiente no seu todo, a Prevenção e Controlo Integrados da Poluição
(PCIP) veio trazer uma nova perspectiva às tradicionais estratégias sectoriais de combate à poluição.
A prevenção assume uma vertente fundamental, pretendendo-se evitar ou, quando tal não é possível,
reduzir de modo integrado as emissões poluentes, o ruído e a produção de resíduos, tendo
simultaneamente em conta a evolução das tecnologias utilizadas nas actividades produtivas e as
necessidades de desenvolvimento económico.
O Decreto-Lei nº 194/2000 estabelece que a licença ambiental deve basear-se na aplicação das
Melhores Técnicas Disponíveis (MTD’s) (Best Avaliable Techniques – BAT).
No licenciamento das instalações PCIP, as autoridades competentes avaliam cada situação em
particular, exigindo o cumprimento de valores limite de emissão (VLE) de poluentes associados à
aplicação das melhores técnicas disponíveis (MTD’s), tendo em conta as características ambientais
locais.
As MTD’s referem-se à fase de desenvolvimento mais avançada e eficaz das actividades e dos
respectivos modos de exploração, que demonstre a aptidão prática de técnicas específicas para
constituir, em princípio, a base dos valores limite de emissão com vista a evitar e, quando tal não seja
possível, a reduzir de um modo geral as emissões e o impacte no ambiente no seu todo.
Além disso, a Comissão Europeia organiza o intercâmbio de informação entre especialistas dos
Estados Membros, representantes da indústria e de organizações ambientais, através do designado
European IPPC Bureau. Para cada sector industrial abrangido pela Directiva IPPC foram produzidos
os designados BREF’s (BAT Reference Document), que podem ser obtidos no European IPPC Bureau,
em Sevilha, que contêm uma compilação de informação, destinada a apoiar as autoridades
licenciadoras na determinação das MTD’s e a dos valores limite de emissão a incluir numa
determinada licença ambiental.
Os BREF’s analisam e avaliam as MTD’s actualmente à disposição das indústrias. São documentos de
referência não tendo qualquer carácter imperativo. Destinam –se apenas a fornecer informações para
orientar a indústria, sobre os níveis alcançáveis de emissão e consumo quando são utilizadas técnicas
específicas.

Documento Confidencial
A6
Anexo 3 Decreto-Lei nº. 194/2000, de 21 de Agosto
Documento Confidencial
A7
Documento Confidencial
A8

Documento Confidencial
A9
Documento Confidencial
A10

Documento Confidencial
A11

Documento Confidencial
A12

Documento Confidencial
A13
Documento Confidencial
A14

Documento Confidencial
A15

Documento Confidencial
A16

Documento Confidencial
A17
Documento Confidencial
A18

Documento Confidencial
A19

Documento Confidencial
A20

Documento Confidencial
A21
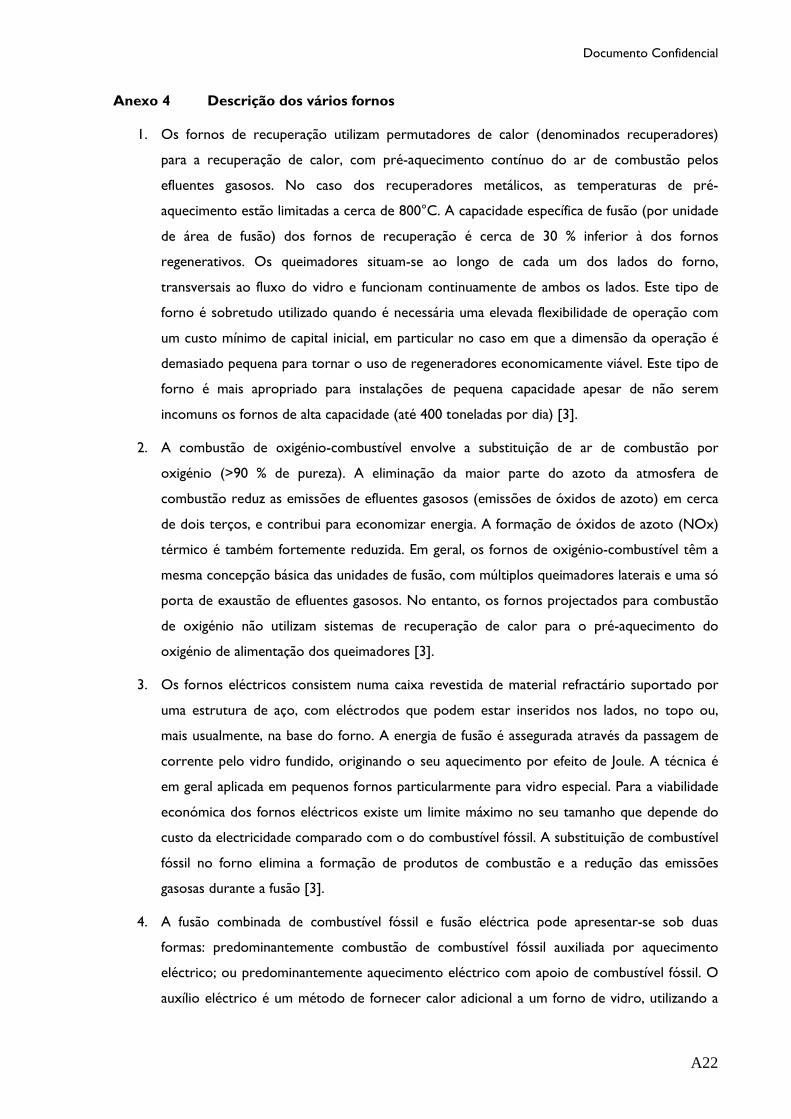
Documento Confidencial
A22
Anexo 4 Descrição dos vários fornos
1. Os fornos de recuperação utilizam permutadores de calor (denominados recuperadores)
para a recuperação de calor, com pré-aquecimento contínuo do ar de combustão pelos
efluentes gasosos. No caso dos recuperadores metálicos, as temperaturas de pré-
aquecimento estão limitadas a cerca de 800°C. A capacidade específica de fusão (por unidade
de área de fusão) dos fornos de recuperação é cerca de 30 % inferior à dos fornos
regenerativos. Os queimadores situam-se ao longo de cada um dos lados do forno,
transversais ao fluxo do vidro e funcionam continuamente de ambos os lados. Este tipo de
forno é sobretudo utilizado quando é necessária uma elevada flexibilidade de operação com
um custo mínimo de capital inicial, em particular no caso em que a dimensão da operação é
demasiado pequena para tornar o uso de regeneradores economicamente viável. Este tipo de
forno é mais apropriado para instalações de pequena capacidade apesar de não serem
incomuns os fornos de alta capacidade (até 400 toneladas por dia) [3].
2. A combustão de oxigénio-combustível envolve a substituição de ar de combustão por
oxigénio (>90 % de pureza). A eliminação da maior parte do azoto da atmosfera de
combustão reduz as emissões de efluentes gasosos (emissões de óxidos de azoto) em cerca
de dois terços, e contribui para economizar energia. A formação de óxidos de azoto (NOx)
térmico é também fortemente reduzida. Em geral, os fornos de oxigénio-combustível têm a
mesma concepção básica das unidades de fusão, com múltiplos queimadores laterais e uma só
porta de exaustão de efluentes gasosos. No entanto, os fornos projectados para combustão
de oxigénio não utilizam sistemas de recuperação de calor para o pré-aquecimento do
oxigénio de alimentação dos queimadores [3].
3. Os fornos eléctricos consistem numa caixa revestida de material refractário suportado por
uma estrutura de aço, com eléctrodos que podem estar inseridos nos lados, no topo ou,
mais usualmente, na base do forno. A energia de fusão é assegurada através da passagem de
corrente pelo vidro fundido, originando o seu aquecimento por efeito de Joule. A técnica é
em geral aplicada em pequenos fornos particularmente para vidro especial. Para a viabilidade
económica dos fornos eléctricos existe um limite máximo no seu tamanho que depende do
custo da electricidade comparado com o do combustível fóssil. A substituição de combustível
fóssil no forno elimina a formação de produtos de combustão e a redução das emissões
gasosas durante a fusão [3].
4. A fusão combinada de combustível fóssil e fusão eléctrica pode apresentar-se sob duas
formas: predominantemente combustão de combustível fóssil auxiliada por aquecimento
eléctrico; ou predominantemente aquecimento eléctrico com apoio de combustível fóssil. O
auxílio eléctrico é um método de fornecer calor adicional a um forno de vidro, utilizando a

Documento Confidencial
A23
passagem de corrente eléctrica através de eléctrodos colocados na base do tanque. Uma
técnica menos comum consiste no uso de gás ou fuel como combustível de suporte para um
forno com aquecimento predominantemente eléctrico [3].
5. As unidades de fusão de carga descontínua são utilizadas quando são necessárias menores
quantidades de vidro e sobretudo nos casos em que a composição do vidro varia
regularmente. Nestes casos são utilizados fornos de pote ou tanques diários (day-tank) na
fusão de cargas específicas de matéria-prima. Muitos dos processos de fabrico de vidro deste
tipo não estariam sob o controlo da PCIP porque a sua capacidade de fusão é,
provavelmente, inferior a 20 toneladas por dia. Basicamente, um forno de pote consiste numa
secção inferior para o pré-aquecimento do ar de combustão e numa secção superior que
sustenta os cadinhos e serve de câmara de fusão. Os tanques diários foram desenvolvidos a
partir dos fornos de pote por adaptação a maiores capacidades, da ordem das 10 toneladas
por dia. Estruturalmente são quadrangulares e muito semelhantes aos fornos convencionais,
mas são recarregados diariamente.
6. As concepções especiais de unidades de fusão foram efectuadas de modo a aumentar a
eficiência e o desempenho ambiental. Os fornos deste tipo mais conhecidos são as unidades
defusão LoNOx e Flex.

Documento Confidencial
A24
Anexo 5 Ficha RELAI
PARECER EMITIDO NOS TERMOS DO DECRETO-LEI N.º183/2007 DE 9 DE MAIO
FICHA RELAI
Processo n.º ______________
Empresa: _________________________________________________________________________
Localização: ______________________________________________________________________
______________________________________________________________________
Actividade: _______________________________________________________________________
CAE: ______________
Capacidade Instalada: _____________________________________________________________
Limiar PCIP: _____________________________________________________________________
Instalação Nova: ____ Alteração instalação: _______________________________________
Tipo: ____ Potência Eléctrica Contratada (kVA): _______________________
Potência Térmica (KJ/h): ___________________________________
N.º Trabalhadores: _________________________________________
1. Água
Origem: ____________________________________________________________________
Tipo de utilização: _____________________________________________________________
Licença: ____________________________Caudal (m3/h): _____________________________
2. Águas Residuais
- Domésticas – Sistema de Tratamento: ____________________________________________
Licença/Declaração Camarária: ___________________________________________________
Meio Receptor: _______________________________________________________________
- Industriais – Sistema de Tratamento: _____________________________________________
Origem das águas residuais: ______________________________________________________
Licença/Declaração Camarária: ___________________________________________________
Meio Receptor: _______________________

Documento Confidencial
A25
3. Resíduos
__________________________________________________________________________
__________________________________________________________________________
__________________________________________________________________________
4. Emissões Atmosféricas
Fontes de Emissão: ____________________________________________________________
__________________________________________________________________________
Monitorização: _______________________________ Combustível: _____________________
5. Ruído
__________________________________________________________________________
__________________________________________________________________________
Observações:

Documento Confidencial
A26