melhoria de processos numa indústria têxtil através da...
TRANSCRIPT
Tatiana Araújo Guimarães Abreu
Melhoria de processos numa indústria têxtilatravés da aplicação do paradigma Lean
Tatia
na A
raúj
o Gu
imar
ães
Abre
u
outubro de 2015UMin
ho |
201
5M
elho
ria
de p
roce
ssos
num
a in
dúst
ria
têxt
il at
ravé
s da
apl
icaç
ão d
o pa
radi
gma
Lean
Universidade do MinhoEscola de Engenharia


outubro de 2015
Dissertação de MestradoMestrado em Engenharia Industrial
Trabalho efectuado sob a orientação doProfessor Doutor Rui Manuel Alves da Silva e Sousa
Tatiana Araújo Guimarães Abreu
Melhoria de processos numa indústria têxtilatravés da aplicação do paradigma Lean
Universidade do MinhoEscola de Engenharia

iii
AGRADECIMENTOS
A realização da presente Dissertação foi possível não só devido a uma dedicação pessoal mas também
graças ao apoio e colaboração de um conjunto de pessoas, às quais gostaria de deixar uma palavra de
apreço.
Gostaria de agradecer, em primeiro lugar, ao meu orientador Professor Doutor Rui Sousa por todas as
orientações, críticas construtivas e apoio prestado durante toda a duração do projeto.
Em segundo lugar um muito obrigado à empresa Lameirinho que se mostrou disponível em me receber
para realizar a minha dissertação, mais particularmente ao Dr. Paulo Sarrico e Engenheiro Jorge Leitão.
Gostaria também de deixar uma palavra de apreço aos colaboradores da secção de enrolamento, de
forma especial ao Sr. Luís, Sr. Jerónimo, Sr. Josias e Sr. Martiniano que se mostraram sempre
disponíveis a colaborar.
À minha colega de curso Teresa Mendes pela amizade e conselhos imprescindíveis para a concretização
dos meus objetivos durante a realização do projeto.
Às minhas amigas Bárbara, Sarina, Rita, Ana Filipa, Micaela, Sandra e Adriana pela força, ânimo,
compreensão e acima de tudo pela amizade que me acompanha desde sempre e se revela fundamental
para nunca desistir de alcançar novos objetivos.
Um obrigado muito especial ao meu namorado Vítor Faria que se demonstrou incansável no apoio
prestado durante toda a realização deste projeto.
Por fim, mas não menos importante, à minha família pela paciência, compreensão e palavras de
incentivo para que nunca desistisse dos meus objetivos. De uma forma especial aos meus Pais e irmãos
Alfredo e Alexandre. Este trabalho é para Vocês!


v
RESUMO
A realização da presente Dissertação surge no âmbito do último semestre do Mestrado de Engenharia
Industrial e descreve um projeto realizado em contexto laboral na empresa Lameirinho – Indústria Têxtil
S.A.. O projeto teve como principal objetivo melhorar a eficiência de alguns processos através da
implementação de técnicas e metodologias Lean. Numa primeira abordagem, foi realizada uma revisão
bibliográfica sobre a metodologia Lean, os seus princípios-chave e algumas das ferramentas que a
compõe e que serviram de base a algumas das propostas apresentadas neste projeto. Depois de uma
identificação e caracterização da empresa procedeu-se a uma análise e diagnóstico do sistema atual da
mesma. Nesta fase, a secção de enrolamento de tela crua apresentou-se crítica quanto ao seu grau de
eficiência apresentado. Um estudo mais detalhado da secção permitiu identificar os principais problemas
associados a perdas de eficiência e produtividade tais como a falta de otimização de espaço e os elevados
tempos de setup. Posto isto, foi realizada uma análise de aplicabilidade das possíveis ferramentas a
implementar, tendo em conta a situação atual da empresa. Esta análise teve por base a utilização de
uma matriz “Dificuldade de implementação” versus “Impacto”. Ferramentas como os 5S, Gestão Visual
e SMED revelaram-se as mais adequadas pois apresentam um grau de dificuldade de implementação
menor e um maior impacto para a secção. A reorganização do layout da secção através da aplicação de
sistemas de controlo visual demonstrou-se fundamental tendo em conta que se trata de uma secção de
pequenas dimensões que apresentava sintomas de baixo rendimento resultantes da falta de organização
e otimização de espaço. A ferramenta SMED destacou-se como uma das principais ferramentas
implementadas. Uma análise individual a cada uma das máquinas selecionadas para o presente estudo,
permitiu obter ganhos significativos, com reduções de setup de 21%, 20% e 33% para as máquinas nº8,
nº9 e nº11, respetivamente. O cálculo do OEE foi implementado e demonstrou ser fundamental para a
deteção de problemas afetos a outras secções importantes para o funcionamento da secção de
enrolamento, como é o caso do armazém de tela crua e secção de acabamentos. Ou seja, face a um
aumento do tempo disponível dos equipamentos, torna-se necessário que haja uma maior capacidade
de resposta por parte destas secções. O Standard Work, foi mais uma ferramenta sugerida para dar
resposta a problemas identificados. Apesar de não implementada, foram criadas algumas condições
para que, num futuro próximo, possa ser aplicada e contribuir para melhorias significativas na
produtividade da secção de enrolamento de tela crua.
PALAVRAS- CHAVE: Lean Production; Têxtil; SMED; 5S; OEE

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
vi

vii
ABSTRACT
This thesis encompasses the work performed during last semester in Industrial Engineering Master
Degree and describes a labour context work performed at Lameirinho - Indústria Têxtil S.A.. The
project’s main goal is to improve some processes efficiency through Lean methods and techniques.
Firstly, a bibliographic review was done about Lean methodology, its key-principles and some of its tools
which were the foundation of some suggested proposals on this project. After a brief characterization
and identification of the company, it was made a diagnostic and analysis of the actual company state.
At this point, the winding raw fabric section was at a critical point regarding its efficiency level. A more
detailed study of the section allowed to identify its main problems related to efficiency and productivity
losses such as the lack of space optimization and high setup times. Therefore, it was conceived an
applicability analysis of the possible tools to implement considering the actual state of the company.
This analysis was created using a Matrix regarding Difficulty of implementation versus Impact. Tools as
5S, Visual Management and SMED have proven to be the most appropriated because they had a lower
degree of implementation difficulty and a higher impact to the section. The reorganization of section
layout through visual control systems proved to be fundamental once it is a small section that reveals
evidence of low output resulting from the lack of organization and space optimization. SMED tool was
one of the most important tools implemented. An individual analysis of each machine selected for this
study has led to significant results in setup reductions such as 21%, 20% and 33% for machines 8, 9
and 11, respectively. Calculation of OEE was implemented and proved to be fundamental to identify
other problems related to complementary sections of winding raw fabric section, such as the finishing
section and raw material warehouse. In other words, facing an increase of available time of the
equipment it became crucial that those sections responded on time. Standard Work was another
suggested tool in order to face other problems. Although it has not been implemented, some conditions
were created to, in a close future, be applied and contribute to winding raw fabric section significant
improvements.
KEYWORDS
Lean Production; Textile; SMED; 5S; OEE

ix
ÍNDICE
Agradecimentos .................................................................................................................................. iii
Resumo............................................................................................................................................... v
Abstract............................................................................................................................................. vii
Índice de Figuras .............................................................................................................................. xiii
Índice de Tabelas .............................................................................................................................. xv
Lista de Abreviaturas, Siglas e Acrónimos ......................................................................................... xvii
1. Introdução .................................................................................................................................. 1
1.1 Enquadramento .................................................................................................................. 1
1.2 Motivação e Objetivos .......................................................................................................... 2
1.3 Metodologia ........................................................................................................................ 2
1.4 Organização da Dissertação ................................................................................................ 3
2. Revisão Bibliográfica ................................................................................................................... 5
2.1 Fundamentos da produção Lean ......................................................................................... 5
2.2 Ferramentas Lean ............................................................................................................... 7
2.2.1 Metodologia 5S ............................................................................................................ 7
2.2.2 Gestão Visual ............................................................................................................... 8
2.2.3 SMED .......................................................................................................................... 8
2.2.4 Standard Work ........................................................................................................... 10
2.2.5 VSM .......................................................................................................................... 10
2.2.6 TPM .......................................................................................................................... 12
2.2.7 OEE........................................................................................................................... 13
2.3 Exemplos de aplicação de produção Lean .......................................................................... 14
2.3.1 Uma aplicação da Metodologia SMED ........................................................................ 14
2.3.2 O desenvolvimento e implementação de técnicas Lean numa empresa de vestuário ... 16
2.4 Estudo do trabalho ............................................................................................................ 18
2.4.1 Estudo dos métodos .................................................................................................. 19
2.4.2 Estudo dos tempos .................................................................................................... 19
2.5 Análise Crítica ................................................................................................................... 19
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
x
3. Apresentação da empresa ......................................................................................................... 21
3.1 Identificação ...................................................................................................................... 21
3.2 Estrutura organizacional .................................................................................................... 22
3.3 Materiais e produtos .......................................................................................................... 22
4. Análise e diagnóstico ................................................................................................................ 23
4.1 Análise do processo produtivo ........................................................................................... 23
4.2 Análise da secção de enrolamento de tela crua .................................................................. 25
4.2.1 Identificação da secção .............................................................................................. 26
4.2.2 Seleção de máquinas de enrolamento para análise .................................................... 29
4.2.3 Análise do processo de enrolamento de tela crua ....................................................... 32
4.2.4 Processos de setup ................................................................................................... 35
4.2.5 Cálculo do OEE atual ................................................................................................. 39
4.3 Identificação de problemas ................................................................................................ 43
4.3.1 Postos de trabalho ..................................................................................................... 43
4.3.2 Métodos de trabalho .................................................................................................. 44
4.3.3 Planos de manutenção .............................................................................................. 44
5. Propostas de melhoria .............................................................................................................. 45
5.1 Síntese de Problemas ........................................................................................................ 45
5.2 Formação 5S .................................................................................................................... 47
5.3 Organização da secção e dos postos de trabalho ............................................................... 47
5.4 Redução dos tempos de preparação .................................................................................. 49
5.4.1 Setup Intermédio ....................................................................................................... 50
5.4.2 Setup Fim de lote ...................................................................................................... 52
5.5 Normalização dos processos ............................................................................................. 59
6. Análise de resultados ................................................................................................................ 61
6.1 Resultados obtidos ............................................................................................................ 61
6.1.1 5S e Gestão Visual ..................................................................................................... 61
6.1.2 SMED ........................................................................................................................ 62
6.1.3 OEE após implementação de propostas ..................................................................... 69
xi
6.2 Resultados esperados ....................................................................................................... 73
6.2.1 Standard Work ........................................................................................................... 73
6.2.2 OEE........................................................................................................................... 73
7. Conclusão ................................................................................................................................ 75
7.1 Considerações finais ......................................................................................................... 75
7.2 Trabalho futuro ................................................................................................................. 76
Referências Bibliográficas ................................................................................................................. 79
Anexo 1 – Análise ABC ..................................................................................................................... 83
Anexo 2 – Fluxograma do processo de enrolamento de tela crua ....................................................... 87
Anexo 3 – Folha de cronometragem ................................................................................................. 88
Anexo 4 – Formação 5S ................................................................................................................... 89
Anexo 5 – Normas de Limpeza da Secção de enrolamento................................................................ 94
Anexo 6 – Folheto informativo – 5S .................................................................................................. 95
Anexo 7 – Normas de arrumação da secção ..................................................................................... 96
Anexo 8 – Checklist para auditoria 5S ............................................................................................... 97
Anexo 9 – Ordem de serviço para manuseio de rastilhos ................................................................... 99
Anexo 10 – Armário para rastilhos: Secção de enrolamento ............................................................ 100
Anexo 11 – Folhas de trabalho normalizado: Máquina nº 8 ............................................................. 101
Anexo 11.1 - Processo de enrolamento para lote sem rastilho e sem divisão de pequeno rolo .. 101
Anexo 11.2 - Processo de enrolamento para lote sem rastilho e com divisão de pequeno rolo .. 102
Anexo 11.3 - Processo de enrolamento para lote com rastilho e sem divisão de pequeno rolo .. 103
Anexo 11.4 - Processo de enrolamento para lote com rastilho e com divisão de pequeno rolo .. 104
Anexo 12 – Folhas de trabalho normalizado: Máquina nº 9 ............................................................. 105
Anexo 12.1 - Processo de enrolamento para lote sem rastilho e sem divisão de pequeno rolo .. 105
Anexo 12.2 - Processo de enrolamento para lote sem rastilho e com divisão de pequeno rolo .. 106
Anexo 12.3 - Processo de enrolamento para lote com rastilho e sem divisão de pequeno rolo .. 107
Anexo 12.4 - Processo de enrolamento para lote com rastilho e com divisão de pequeno rolo .. 108
Anexo 13 – Folhas de trabalho normalizado: Máquina nº 11 ........................................................... 109
Anexo 13.1 - Processo de enrolamento para lote sem rastilho e sem divisão de pequeno rolo .. 109
Anexo 13.2 - Processo de enrolamento para lote sem rastilho e com divisão de pequeno rolo .. 110
Anexo 13.3 - Processo de enrolamento para lote com rastilho e sem divisão de pequeno rolo .. 111

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
xii
Anexo 13.4 - Processo de enrolamento para lote com rastilho e com divisão de pequeno rolo .. 112
Anexo 14 – Novo layout da secção de enrolamento ......................................................................... 113
Anexo 15 – Resultados da Auditoria 5S ........................................................................................... 114
xiii
ÍNDICE DE FIGURAS
Figura 1 - Espiral cíclica da investigação-ação (Kemmis and Mctaggart,1988) ...................................... 3
Figura 2 - SMED: etapas conceituais e técnicas práticas (Shingo, 1985) .............................................. 9
Figura 3 - Exemplo de um VSM (Womack and Jones, 1996) .............................................................. 11
Figura 4 - Os 8 pilares do TPM (Ahuja et al, 2008) ............................................................................ 12
Figura 5 - Instalações da Lameirinho – Indústria Têxtil, S.A. .............................................................. 21
Figura 6 - Organograma do Departamento Industrial da empresa ...................................................... 22
Figura 7 - Matérias-primas utilizadas pela tecelagem (Ribeiro, 2013) ................................................. 22
Figura 8 - VSM do processo produtivo da empresa ............................................................................ 24
Figura 9 - Planta da Lameirinho – Indústria Têxtil S.A. ....................................................................... 25
Figura 10 - Planta da secção de enrolamento .................................................................................... 26
Figura 11 - Formatos de tela a enrolar .............................................................................................. 27
Figura 12 - Tipos de tela ................................................................................................................... 27
Figura 13 - Fluxo da tela entre secções ............................................................................................. 28
Figura 14 - Exemplo de uma etiqueta de identificação de tela crua .................................................... 29
Figura 15 - Taxa de produção por máquina referente ao ano 2014 .................................................... 31
Figura 16 - Gráficos percentuais do tempo total de SINT versus SFLOTE ........................................... 36
Figura 17 - Tempos de SINT para a máquina nº 8 ............................................................................. 37
Figura 18 - Tempos de SINT para a máquina nº 9 ............................................................................. 37
Figura 19 - Tempos de SINT para a máquina nº 11 ........................................................................... 38
Figura 20 - Tempo total médio de SINT por máquina ......................................................................... 38
Figura 21- Distribuição do tempo por observação para a máquina nº 8 ............................................. 42
Figura 22 - Distribuição do tempo por observação para a máquina nº 9 ............................................ 42
Figura 23 - Distribuição do tempo por observação para a máquina nº 11 .......................................... 43
Figura 24 - Matriz Dificuldade de implementação versus Impacto ...................................................... 46
Figura 25 - Plano de Implementação da ferramenta 5S ..................................................................... 48
Figura 26 - Proposta de Reestruturação do Layout da Secção ............................................................ 49
Figura 27 - Resultado da aplicação de uma estrutura para depósito de desperdícios .......................... 52
Figura 28 - Recorrência de SFLOTE c/ rastilho versus SFLOTE s/ rastilho ......................................... 53
Figura 29 - Top 4 das operações dos SFLOTE para a máquina nº 8 ................................................... 55
Figura 30 - Top 4 das operações dos SFLOTE para a máquina nº 9 ................................................... 55
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
xiv
Figura 31 - Top 4 das operações dos SFLOTE para a máquina nº 11................................................. 56
Figura 32 - Exemplar de um porta-ferramentas proposto ................................................................... 57
Figura 33 - Rastilho dobrado sob a forma de fardo ............................................................................ 58
Figura 34 - Exemplos de testes-piloto ................................................................................................ 61
Figura 35 - Resultados da implementação da ferramenta 5S e Gestão Visual ..................................... 62
Figura 36 - Tempos de SINT para a máquina nº 8 após propostas..................................................... 63
Figura 37 - Tempos de SINT para a máquina nº 9 após propostas..................................................... 63
Figura 38 - Tempos de SINT para a máquina nº 11 após propostas .................................................. 64
Figura 39 - Redução de tempos de SINT por máquina ....................................................................... 64
Figura 40 - Tempos de SFLOTE sem rastilho para a máquina nº 8 .................................................... 65
Figura 41 - Tempos de SFLOTE com rastilho para a máquina nº 8 .................................................... 66
Figura 42 - Tempos de SFLOTE sem rastilho para a máquina nº 9 .................................................... 66
Figura 43 - Tempos de SFLOTE com rastilho para a máquina nº 9 .................................................... 67
Figura 44 - Tempos de SFLOTE sem rastilho para a máquina nº 11 .................................................. 67
Figura 45 - Tempos de SFLOTE com rastilho para a máquina nº 11 .................................................. 68

xv
ÍNDICE DE TABELAS
Tabela 1 - Características das máquinas de enrolamento de tela crua ............................................... 30
Tabela 2 - Taxa de produção anual por máquina ............................................................................... 31
Tabela 3 - Ocorrência de setups intermédios versus setups fim de lote .............................................. 36
Tabela 4 - Cálculo do fator OEE por observação para a máquina nº 8 ................................................ 40
Tabela 5 - Cálculo do fator OEE por observação para a máquina nº 9 ................................................ 40
Tabela 6 - Cálculo do fator OEE por observação para a máquina nº 11 .............................................. 41
Tabela 7 - Operações de setup intermédio – 1ª fase do SMED .......................................................... 50
Tabela 8 - Operações de setup intermédio – 2ª fase do SMED .......................................................... 51
Tabela 9 - Duração da operação “Depositar cano” versus operação “Retirar cano” ............................ 51
Tabela 10 - Operações de SFLOTE s/ rastilho – 1ª fase do SMED ..................................................... 53
Tabela 11 - Operações de SFLOTE c/ rastilho – 1ª fase do SMED ..................................................... 54
Tabela 12 - SFLOTE com rastilho versus SFLOTE sem rastilho .......................................................... 54
Tabela 13 - Resultados obtidos por máquina para SINT após a implementação do SMED .................. 65
Tabela 14 - Resultados obtidos, por máquina, para SFLOTE após implementação do SMED .............. 68
Tabela 15 - Cálculo do OEE após propostas – Máquina nº 8 ............................................................. 70
Tabela 16 - Cálculo do OEE após propostas – Máquina nº 9 ............................................................. 71
Tabela 17 - Cálculo do OEE após propostas – Máquina nº 11 ........................................................... 72


xvii
LISTA DE ABREVIATURAS, SIGLAS E ACRÓNIMOS
C/O – Changeover
GR – Grande Rolo
OBJ - Objetivo
OEE – Overall Equipment Effectiness
OP – Ordem de Produção
OPL – Operador logístico
SFLOTE – Setup fim de lote
SINT – Setup intermédio
SMED – Single Minute Exchange of Die
T/C – Tempo de Ciclo
TAD – Terminal de aquisição de dados
TPM – Total Productive Maintenance
TPS – Toyota Production System
TT – Takt time
WIP – Work in Process

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
XVIII
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
1
1. INTRODUÇÃO
Neste capítulo é feito um enquadramento do projeto de dissertação desenvolvido na empresa Lameirinho
- Indústria Têxtil, S.A., no âmbito do Mestrado em Engenharia Industrial. Paralelamente, é feita uma
apresentação do objetivo do projeto, da metodologia de investigação adotada, e por último, da estrutura
do relatório.
1.1 Enquadramento
A crescente competitividade num mercado globalizado tem levado, cada vez mais, organizações de todo
o mundo a adotarem várias estratégias de forma a serem capazes de sobreviver de uma forma
sustentável e vantajosa, suplantando os seus competidores. A redução de custos, o aumento dos níveis
de produtividade e qualidade, foco na eficiência, rapidez e redução de desperdícios associados aos
processos são algumas das principais preocupações das organizações no que diz respeito a ganhos de
competitividade consideradas como elementos chave aquando da definição da melhor estratégia. Esta
estratégia passa por descobrir novas abordagens de produção industrial e cujo principal objetivo é o de
corresponder às crescentes expectativas dos clientes que, por sua vez, apresentam elevados padrões de
requisitos a serem satisfeitos.
É nesta perspetiva que surge o Lean Manufacturing (Womack, Jones, and Roos, 1990), uma abordagem
multidimensional que engloba uma grande variedade de práticas de gestão num sistema integrado (Shah
and Ward, 2003) e que tem sido cada vez mais adotada pelas empresas nos dias de hoje. Trata-se de
um conceito que envolve uma variedade de princípios e técnicas, todos com o mesmo objetivo final: o
de eliminar desperdícios, isto é, atividades que não agregam valor, em todos os processos produtivos e
serviços, de modo a maximizar a satisfação do cliente (Goforth, 2007).
Assim, tal como nos demais segmentos, também na Indústria Têxtil a constante busca pela otimização
de custos, melhoria da qualidade e redução dos prazos de desenvolvimento, produção e entrega, tem
promovido a adoção do Lean Manufacturing como uma filosofia para gestão dos seus processos. Para
se manterem competitivos os produtores de têxteis-lar têm vindo a melhorar os seus processos
produtivos de forma a competirem com os mercados externos (Goforth, 2007).
A Lameirinho – Indústria Têxtil, S.A., uma empresa com mais de 60 anos de atividade no mercado
português e dedicada à produção de têxteis-lar, pretende melhorar os seus processos produtivos de
forma a valorizar os seus produtos ao mais baixo custo. Desta forma, a adoção de ferramentas Lean
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
2
apresenta-se como uma potencial solução para alcançar este objetivo. É neste contexto que surge o
presente projeto.
1.2 Motivação e Objetivos
Com este projeto, pretende-se essencialmente uma melhoria significativa do desempenho dos processos
através da aplicação de metodologias Lean. De uma forma mais detalhada, os objetivos deste projeto
são:
Redução dos tempos de preparação;
Redução de tempos das operações através da aplicação de novas metodologias de execução;
Aumento da eficiência do processo.
De modo a procurar cumprir os objetivos definidos torna-se necessário:
Analisar o processo produtivo atual da empresa;
Identificar os principais problemas;
Elaborar propostas de melhoria.
Pretende-se, tanto quanto possível, avançar para a implementação das propostas de melhoria elaboradas
e analisar os respetivos resultados.
1.3 Metodologia
A metodologia geral de investigação que surge como mais adequada, face ao projeto a desenvolver na
empresa Lameirinho - Indústria Têxtil S.A., é o de “Investigação-Ação”. A Investigação-Ação caracteriza-
se pelo facto de se tratar de uma metodologia de pesquisa, essencialmente prática e aplicada, que se
rege pela necessidade de resolver casos reais (Coutinho et. al, 2009).
Ao contrário da investigação tradicional experimental/científica que procura explicações generalizadas
que podem ser aplicadas a vários contextos, a investigação-ação foca-se sobretudo em situações
específicas e soluções concretas (Stringer, 2007).
Uma das particularidades da Investigação-Ação é o facto de ser cíclica, isto é, a investigação envolve
uma espiral de ciclos, nos quais as descobertas iniciais geram possibilidades de mudança, que são
implementadas e avaliadas como introdução do ciclo seguinte (Coutinho et. al, 2009).
Kemmis e McTaggart (1988) afirmam ainda que esta espiral cíclica, representada na figura 1, é
composta por 4 etapas: Planeamento, Ação, Observação e Reflexão.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
3
Figura 1 - Espiral cíclica da investigação-ação (Kemmis and Mctaggart,1988)
Ainda de acordo com estes autores, este modelo não deve ser utilizado como uma estrutura rígida.
Kemmis e Mctaggart (1988) afirmam que, na realidade, este processo pode não ser tão restrito como
uma espiral de ciclos independentes de planeamento, ação, observação e reflexão. Cada uma destas
fases é ultrapassada e os planos iniciais rapidamente se tornam obsoletos à luz da aprendizagem através
da experiência. Na realidade, este processo tende a ser mais fluido, aberto e recetivo.
Os ciclos desta espiral devem ser desenvolvidos para que seja possível obter melhores resultados.
No seguimento destas afirmações, surge a aplicabilidade deste método de investigação ao projeto a
desenvolver.
1.4 Organização da Dissertação
A presente dissertação é composta por 7 capítulos. Neste primeiro capítulo, é feita uma introdução do
trabalho e apresentado o enquadramento do projeto associado a esta dissertação, a sua motivação e
objetivos, assim como a descrição de qual a metodologia de investigação adotada.
O segundo capítulo destina-se à revisão bibliográfica. Aqui, é feita uma descrição dos principais
fundamentos do conceito Lean Production retratando um pouco da sua história e evolução, englobando
algumas das suas principais ferramentas e ainda a apresentação de alguns estudos de caso sobre a
aplicação prática deste conceito em ambiente industrial.
No terceiro capítulo é apresentada a empresa na qual foi realizado o presente projeto, a Lameirinho –
Indústria Têxtil S.A.. A estrutura organizacional, os materiais e produtos produzidos pela empresa e uma
breve descrição do sistema produtivo da mesma são alguns dos pontos abordados neste capítulo.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
4
O quarto capítulo foca-se essencialmente na análise e diagnóstico do estado atual da empresa, na
identificação da secção em estudo e dos problemas detetados e que serviram de base para as propostas
de melhoria apresentadas no capítulo seguinte.
O quinto capítulo diz respeito às propostas de melhoria apresentadas e implementadas após terem sido
feitos todos os estudos necessários incluídos no capítulo anterior. Ainda neste capítulo, é feita uma
síntese dos problemas identificados, bem como uma análise de aplicabilidade das possíveis ferramentas
a implementar apresentadas como possíveis soluções. As propostas de melhoria apresentadas incidiram
sobretudo na implementação de ferramentas Lean que se revelaram pertinentes e de outras possíveis
soluções para os problemas identificados na secção em estudo. Redução de desperdícios e aumentos
de eficiência foram alguns dos objetivos tidos em conta aquando da implementação destas propostas de
melhoria.
No sexto capítulo, são analisados os resultados obtidos após a implementação das propostas
mencionadas no capítulo anterior, assim como as possíveis vantagens ou benefícios que podem ser
obtidos com as propostas que não foram implementadas.
Por último, no capítulo sete são apresentadas algumas considerações finais sobre o trabalho realizado,
bem como a apresentação de sugestões para trabalho futuro. Posteriormente, podem ser consultadas
as referências bibliográficas utilizadas e os anexos enquanto complemento dos estudos realizados ao
longo da elaboração deste projeto.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
5
2. REVISÃO BIBLIOGRÁFICA
No presente capítulo será apresentada a revisão da bibliografia estudada e necessária para a realização
do projeto. Será abordado o conceito geral de Lean Manufacturing, sobre o qual se baseia o teor deste
projeto, apresentando-se os princípios, ferramentas e metodologias em que esta filosofia assenta.
2.1 Fundamentos da produção Lean
Num mercado globalizado, dinâmico e cada vez mais exigente, elevados desafios são lançados às
indústrias a fim de estas conseguirem oferecer produtos com a melhor qualidade, ao mais baixo custo e
com prazos de entrega cada vez menores (Dombrowski, Mielke and Engel, 2012).
Nos inícios da revolução industrial, Henry Ford, considerado um pioneiro na indústria de automóveis, foi
o responsável pela criação de um sistema de produção em massa de automóveis baratos. O seu principal
objetivo consistiu no aumento da capacidade produtiva e na redução dos custos unitários. No entanto,
apesar das vantagens apresentadas por este sistema, a satisfação no trabalho era reduzida e os custos
associados à transferência entre modelos (para alterar o tipo de produto a fabricar) eram elevados. Esta
última desvantagem levou ao declínio da quota de mercado da Ford. Estes fatores levaram as empresas
americanas a procurar novas técnicas de produção em alternativa à produção em massa. Uma dessas
alternativas seria a produção Lean (Womack, Jones and Roos, 1990).
O conceito de Lean Manufacturing tem origem no Toyota Production Systems (TPS) que foi desenvolvido
no Japão após a segunda guerra mundial (Ohno, 1988). Este sistema tem como objetivo a redução de
custos através da eliminação de desperdícios. Taiichi Ohno, um dos principais impulsionadores deste
sistema, definiu desperdício como qualquer atividade que consome recursos e adiciona custos, mas que
não gera qualquer valor ao produto desejado pelo cliente.
Womack, Jones and Roos (1990) utilizaram o termo Lean para descrever este sistema de produção
utilizado pela Toyota. Para Womack, Lean Production é “Lean” porque tudo é utilizado em menor
quantidade, comparativamente à produção em massa – menos esforço humano na produção, menos
espaço necessário, menos investimento em equipamentos, menos horas de engenharia para desenvolver
um novo produto em menos tempo.
Womack and Jones (1996) associam a esta abordagem 5 princípios-chave:
Especificação de valor. Definir valor, do ponto de vista do cliente;
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
6
Identificar a cadeia de valor. Conjunto de ações necessárias para produzir um determinado
produto ou serviço;
Otimizar o fluxo contínuo. Método de alinhar os processos de forma a garantir a fluidez do
processo produtivo;
Implementar Sistema Pull. O cliente deve ser o responsável por “puxar” a produção
permitindo produzir somente quando necessário;
Procura pela perfeição. Desenvolver e alterar os processos continuamente em busca da
perfeição;
De acordo com estes autores, a implementação destes princípios visa identificar e eliminar todo o tipo
de desperdícios provenientes dos processos produtivos. São sete os tipos de desperdícios mais
popularmente conhecidos (Ohno, 1988; Shingo, 1989), onde se incluem:
Sobreprodução. Este tipo de desperdício refere-se à produção de produtos que não estão
associados a nenhum cliente em específico ou à produção para além do necessário;
Esperas. As esperas dizem respeito a pessoas, equipamentos ou materiais que estão à espera
de ser processados e, portanto, não estão a adicionar qualquer valor para o cliente;
Transportes. Movimentar o produto para vários locais; enquanto o produto estiver em
movimento não está a ser processado e, por isso, não está a agregar valor para o cliente;
Stocks em excesso. O armazenamento de matérias-primas, semiacabados ou produtos
acabados acarreta custos e, portanto, é considerado uma fonte de desperdício;
Sobreprocessamento. A este tipo de desperdício estão associadas todas as operações ou
etapas de um determinado processo que não agregam qualquer valor ao produto;
Defeitos. Defeitos são produtos não-conformes devido a erros cometidos durante o processo
de fabrico, os quais possam implicar retrabalho;
Deslocações e movimentações. Este tipo de desperdício diz respeito à movimentação das
pessoas pelas instalações da fábrica. Uma vez que estas estão em movimento, não podem
apoiar o processo de transformação do produto. Estão também relacionados o excesso de
movimentação de dados, informações, decisões, entre outros.
Mais tarde, Liker (2004) considerou ainda um oitavo desperdício, de igual importância: o não
aproveitamento da criatividade dos operadores, nomeadamente ideias, habilidades, melhorias e
oportunidades de aprendizagem, por não se envolver ou ouvir os colaboradores.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
7
A implementação de metodologias Lean proporciona um conjunto de benefícios às empresas, como por
exemplo, redução de lead-times, redução dos custos de produção, redução de inventário, aumento da
qualidade através de processos mais robustos (menos erros e, por conseguinte, menos retrabalho),
redução de desperdícios e aumento da produtividade (Melton, 2005).
2.2 Ferramentas Lean
Uma vez feita a descrição do conceito Lean, enquanto base da realização deste projeto, torna-se relevante
referir algumas das várias ferramentas que o sustentam. A seguir são apresentadas algumas das
ferramentas aplicadas no âmbito deste projeto.
2.2.1 Metodologia 5S
O primeiro impacto obtido quando se visita uma determinada unidade fabril é essencial para se perceber
o seu funcionamento interno. Organização, arrumação, regra, disciplina e limpeza são dos principais
pontos que permitem construir esse “primeiro impacto”. A inexistência de procedimentos, regras,
método e disciplina contribuem não só para existência de desperdícios nos processos, mas também para
a falta de condições de trabalho e de segurança que muitas vezes resultam em acidentes de trabalho os
quais poderiam ser, em muitas situações, evitados.
Assim, pode-se dizer que a metodologia dos 5S é considerada como um princípio básico a implementar.
O seu objetivo principal é obter e manter ordem, limpeza e operacionalidade no posto de trabalho. Esta
metodologia compreende um conjunto de atividades cujas iniciais em japonês dão o nome à ferramenta
5 “S”: Seiri, Seiton, Seiso, Seiketsu e Shitsuke e proporciona um conjunto de vantagens reconhecidas,
onde se incluem: o aumento da produtividade, a melhoria da qualidade, segurança e proteção, e, introduz
os princípios básicos da Gestão e Controlo Visual (Chiarini, 2013).
As atividades principais podem ser traduzidas em:
1º Separar (Seiri) – inicialmente importa definir os materiais e ferramentas essenciais às tarefas
diárias de cada posto de trabalho. Assim, recorrendo à classificação dos tipos de materiais existentes no
posto de trabalho, de acordo com a sua frequência de uso, torna-se possível eliminar todos os materiais
e ferramentas considerados desnecessários e disponibilizar apenas o que é utilizado
regularmente/diariamente em local de fácil acesso.
2º Arrumar (Seiton) – Seiton significa arrumar a área de trabalho. Esta etapa inclui a utilização de
grades, separadores, marcações no chão, símbolos/placas visíveis, códigos, entre outros. O principal
objetivo é arrumar cada objeto no seu lugar para que o seu acesso seja visível, rápido e funcional.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
8
3º Limpar (Seiso) – esta terceira etapa, Seiso, significa limpar, inspecionar e manter, e inclui uma
limpeza profunda da área de trabalho. Paralelamente, deve ser feita uma análise dos métodos de limpeza
aplicados e quais os seus resultados. Os colaboradores e supervisores deverão avaliar a eficiência do
sistema de limpeza e arrumação realizada e saber se as metas estabelecidas estão a ser alcançadas.
4º Normalizar (Seiketsu) – a normalização define como os 3 primeiros “S” devem ser
implementados corretamente. O principal objetivo desta etapa é garantir que tudo que já foi previamente
alcançado em termos de ordem, arrumação e limpeza passa a constituir uma rotina diária padronizada.
5º Disciplina (Shitsuke) – a última etapa introduz disciplina, tornando possível cumprir com os
padrões definidos nas etapas anteriores. É considerada a etapa mais difícil e permite testar se o programa
foi corretamente implementado. Devem ser realizadas auditorias periódicas e sistemáticas à área de
trabalho, sendo que o mais importante é a existência de transparência do ponto de vista da gestão.
2.2.2 Gestão Visual
A Gestão Visual pode ser definida como qualquer tipo de comunicação visual ou sonora que permite
facilmente detetar situações anómalas num determinado sistema produtivo. O conceito “Visual” significa
criar a possibilidade de examinar um processo, peça de um equipamento, inventário, informação ou
operações executadas por um operador e imediatamente ter a perceção do nível de desempenho atual
face ao desempenho esperado (Liker, 2004).
A colocação à vista de todas as ferramentas, materiais, instruções de trabalho, indicadores de
desempenho de um sistema produtivo torna possível a rápida perceção do seu estado atual por todos os
intervenientes. Segundo Womack and Jones (1996), esta ferramenta é sinónimo de transparência, uma
vez que indica a necessidade de todos os intervenientes terem uma visão sobre todas as atividades que
ocorrem ao longo de todo o sistema produtivo.
São considerados como alguns exemplos de gestão visual: marcações horizontais e verticais,
identificação de áreas, equipamentos ou materiais, quadros visuais, sistemas luminosos, entre outros.
Algumas das vantagens associadas a esta ferramenta são: transparência nos processos, transferência
da responsabilidade do processo aos operadores, transparência de gargalos e problemas decorrentes e
foco no esforço para a melhoria contínua (Parry and Turner, 2006).
2.2.3 SMED
Single Minute Exchange of Die, comummente conhecido pelo acrónimo SMED é mais uma das muitas
ferramentas Lean que contribui para a redução de desperdícios na produção. Inicialmente desenvolvido
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
9
por Shigeo Shingo (Shingo, 1985), o SMED consiste em ações concertadas de melhoria que visam a
sistemática redução dos tempos das atividades de mudança e/ou ajuste, com o propósito de maximizar
a utilização dos meios e aumentar a flexibilidade dos processos (CITEVE, 2012).
O tempo gasto na preparação de recursos de produção é, antes de mais, um evento “indesejado”. Os
equipamentos e os operários em preparação são dois recursos de produção que se encontram ocupados
e que não poderão ser utilizados no decorrer desta operação. Os custos estão incluídos mas nenhum
valor é gerado. Os longos tempos de setup tornam-se, assim, num obstáculo à utilização flexível dos
recursos de produção e são, portanto, uma questão central no que diz respeito à organização da
produção. Desta forma, a sua redução apresenta-se como um desafio crucial de otimização na adoção
de sistemas produtivos lean, especialmente quando estes visam fornecer mercados de grande
variabilidade de produtos e baixo volume (Herr, 2013).
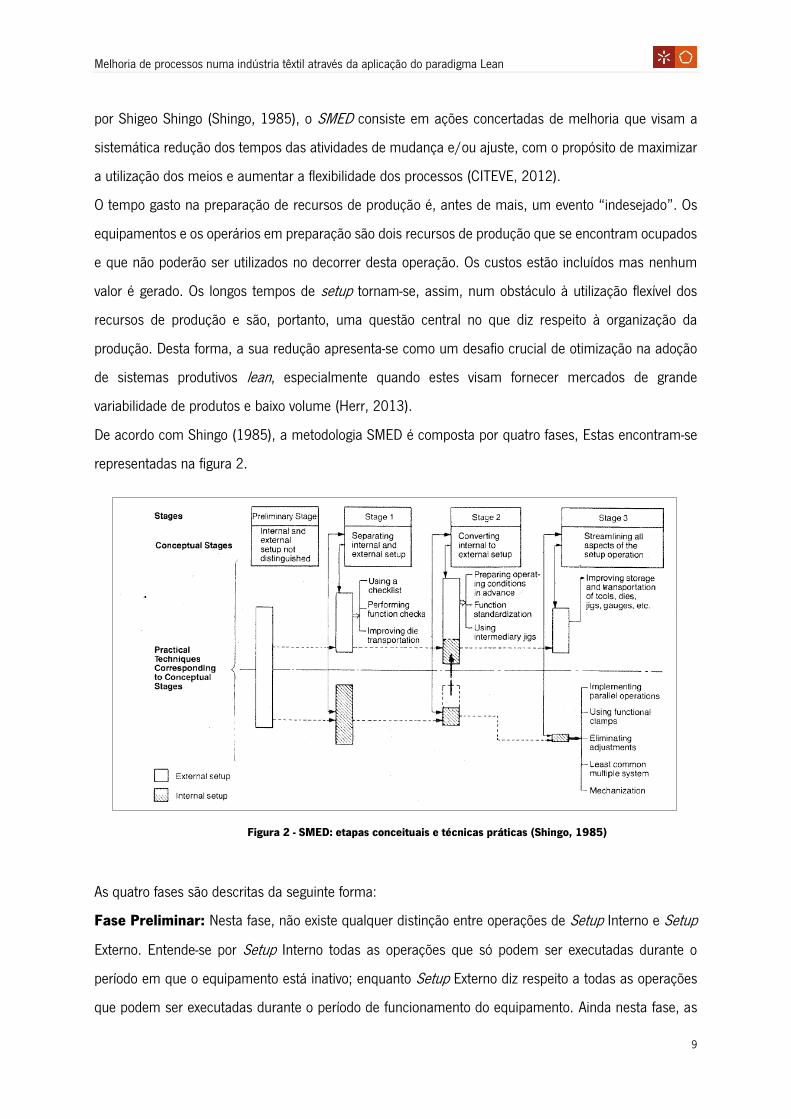
De acordo com Shingo (1985), a metodologia SMED é composta por quatro fases, Estas encontram-se
representadas na figura 2.
Figura 2 - SMED: etapas conceituais e técnicas práticas (Shingo, 1985)
As quatro fases são descritas da seguinte forma:
Fase Preliminar: Nesta fase, não existe qualquer distinção entre operações de Setup Interno e Setup
Externo. Entende-se por Setup Interno todas as operações que só podem ser executadas durante o
período em que o equipamento está inativo; enquanto Setup Externo diz respeito a todas as operações
que podem ser executadas durante o período de funcionamento do equipamento. Ainda nesta fase, as
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
10
operações de Setup são executadas de forma não organizada; operações potencialmente externas são
executadas como Setup Interno e os equipamentos permanecem inativos por longos períodos de tempo.
Fase 1: Esta fase consiste em fazer uma distinção clara entre Setup Interno de Setup Externo.
Fase 2: Procede-se à conversão de Setup Interno em Setup Externo. Nesta fase, procura-se converter o
maior número de operações internas em externas. Torna-se vital a adoção de novas perspetivas que não
coadunam com “velhos hábitos”.
Fase 3: Esta terceira fase consiste em racionalizar todos os aspetos afetos a operações de setup, ou
seja, diz respeito à implementação de melhorias e concentração de esforços na redução do tempo de
operações internas e externas.
Ainda de acordo com este autor, uma vez implementada a ferramenta, todos os aspetos do setup poderão
ser padronizados, sendo que cada uma destas fases deve ter por base a melhoria contínua.
2.2.4 Standard Work
O Standard Work, também conhecido por trabalho normalizado, é uma ferramenta lean fundamental que
define e expressa a melhor prática atual (com menor desperdício) para um determinado processo que
depende de ação humana (Hamel, 2010).
Segundo Shigeo Shingo (1989) existem 3 elementos chave que constituem o trabalho normalizado:
Tempo de ciclo – corresponde ao tempo necessário para produzir uma unidade do produto.
Este é determinado pela quantidade a produzir, ou seja, a quantidade necessária e o tempo de
operação.
Sequência de trabalho – refere-se à sequência das operações, ou à ordem das operações
com que um operador processa os items.
WIP normalizado – refere-se ao WIP mínimo necessário para se realizar as operações sem
interrupções.
Os benefícios, a longo prazo, da normalização do trabalho são: maior segurança, qualidade,
produtividade, redução de custos e por conseguinte uma maior motivação da equipa de trabalho – os
quais representam a base da excelência operacional (Patchong, 2014).
2.2.5 VSM
O VSM (Value Stream Mapping) ou mapeamento da cadeia de valor consiste num método que permite
visualizar o percurso de um produto ou serviço ao longo da sua cadeia de valor, ou seja, ao longo de

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
11
todas as operações que ocorrem desde a obtenção da matéria-prima até à entrega ao cliente final desse
mesmo produto ou serviço (Pinto, 2008). Trata-se um método proveniente do conceito Lean
Manufacturing que utiliza símbolos, métricas e setas para representar o fluxo de materiais e informação
requeridos para produzir um determinado produto ou serviço, posteriormente entregue a um cliente. Na
figura 3 encontra-se apresentado um exemplo de um VSM.
Figura 3 - Exemplo de um VSM (Womack and Jones, 1996)
Os mapas da cadeia de valor são utilizados para avaliar o processo produtivo de uma empresa numa
“situação atual” e criar uma perspetiva futura para esse mesmo processo. O VSM é uma ferramenta que
permite à empresa mapear o fluxo dos processos e identificar vários fatores como (Venkataraman,
Ramnath, Kumar and Elanchezhian, 2014):
Tempo de valor acrescentado;
Tempo de valor não acrescentado;
Tempo de ciclo;
Tempos de setup.
A metodologia do VSM é constituída por 3 passos. O primeiro passo consiste na elaboração de um
diagrama que representa o fluxo atual do material e informação, ou seja, representa o estado atual do
processo produtivo. O segundo passo, consiste na elaboração do mapa do “estado futuro” da empresa
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
12
com o objetivo de definir o estado que se pretende alcançar. No terceiro e último passo, as melhorias
são então implementadas através de um plano de execução que inclui todos os detalhes e ações
necessárias para alcançar os objetivos do projeto (AR and al-Ashraf, 2012).
2.2.6 TPM
O TPM (Total Productive Maintenance) ou Manutenção Produtiva Total pode ser definido como uma
abordagem holística empresarial com o objetivo de melhorar a eficácia e longevidade dos equipamentos.
No cenário atual das indústrias, as grandes perdas/desperdícios ocorrem no chão-de-fábrica. Estes
desperdícios provêm dos operadores, processos, problemas de ferramentas e esperas de ferramentas,
entre outros. Outras formas de desperdício estão associadas a equipamentos e mão-de-obra inativos,
avarias dos equipamentos e peças rejeitadas (Singh, Gohil, Shah and Desai, 2013).
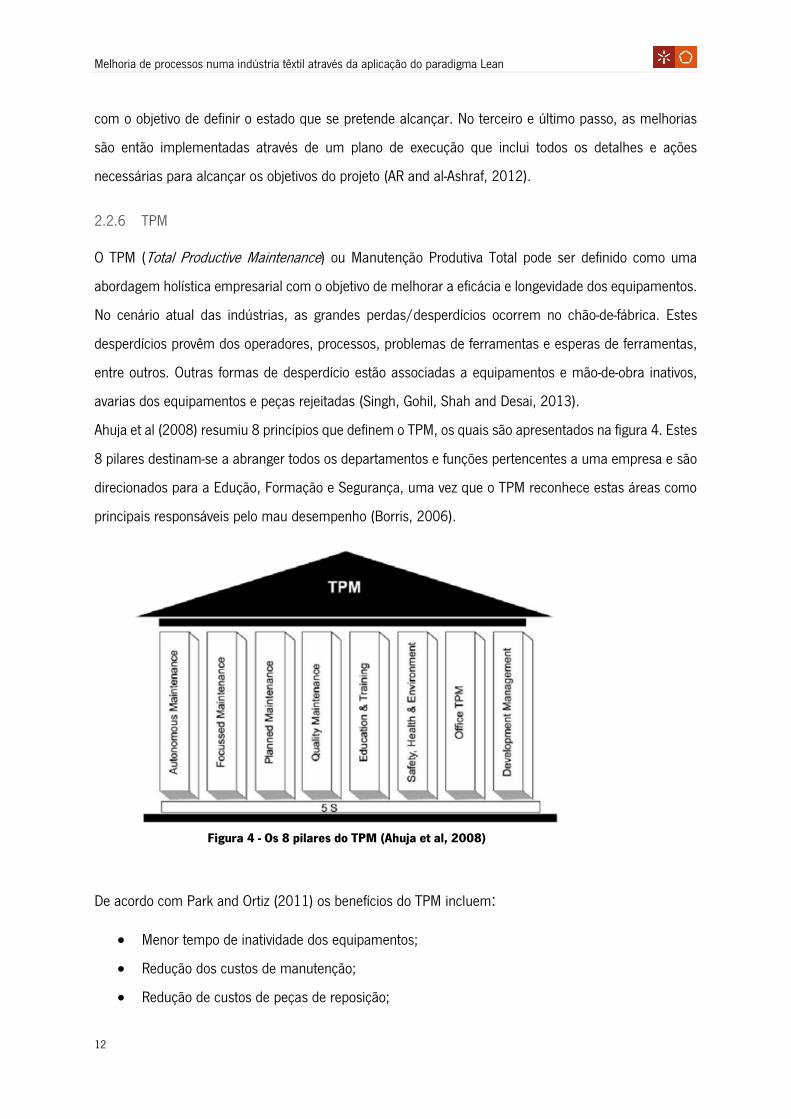
Ahuja et al (2008) resumiu 8 princípios que definem o TPM, os quais são apresentados na figura 4. Estes
8 pilares destinam-se a abranger todos os departamentos e funções pertencentes a uma empresa e são
direcionados para a Edução, Formação e Segurança, uma vez que o TPM reconhece estas áreas como
principais responsáveis pelo mau desempenho (Borris, 2006).
Figura 4 - Os 8 pilares do TPM (Ahuja et al, 2008)
De acordo com Park and Ortiz (2011) os benefícios do TPM incluem:
Menor tempo de inatividade dos equipamentos;
Redução dos custos de manutenção;
Redução de custos de peças de reposição;
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
13
Redução da taxa de defeitos;
Redução do lead-time;
Melhoria na resposta aos tempos de entrega acordados.
O TPM centra a gestão dos equipamentos numa abordagem compreensiva e focada no ciclo de vida dos
mesmos, que minimiza ocorrência de avarias, produção de defeitos e acidentes. Envolve toda a
organização, desde a gestão de topo aos operários de produção.
Concebida para maximizar a eficácia dos equipamentos (melhoria da eficácia global) através da criação
de um sistema global de manutenção da produção abrangendo toda a vida útil dos equipamentos, esta
ferramenta tem o principal objetivo de melhorar a produtividade e qualidade e também de promover a
motivação dos colaboradores e satisfação no trabalho (Singh, Gohil, Shah and Desai, 2013).
2.2.7 OEE
OEE é a sigla de Overall Equipment Effectiveness e representa a principal medida de eficácia dos
equipamentos (Wilson, 2010). Este indicador para além de permitir obter uma perceção do nível de
desempenho de uma dada unidade fabril permite também identificar possíveis obstáculos que possam
comprometer melhores níveis de eficiência (Hansen, 2001).
Desenvolvido por Seiichi Nakajima (Nakajima, 1988) e considerado como uma medida de sucesso da
implementação do TPM, o OEE pode ser definido como um indicador de desempenho da utilização dos
equipamentos e é obtido através do produto de 3 medidas: Disponibilidade, Desempenho/Velocidade,
Taxa de Qualidade (Singh, Gohil, Shah and Desai, 2013).
Estas três medidas são fortemente influenciadas pelas seis perdas comummente conhecidas por
(Chiarini, 2013):
Perdas decorrentes do tempo de inatividade (reduz a disponibilidade)
Avarias;
Paragens necessárias para equipar, setups ou ajustes.
Perdas de Velocidade (reduz a eficiência)
Redução de velocidade;
Pequenas interrupções.
Perdas de qualidade
Defeitos no âmbito do processo;
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
14
Resíduos e perdas de rendimento durante a inicialização do processo.
O OEE pode ser aplicado a vários níveis no âmbito de um ambiente industrial. Primeiro, o OEE pode ser
utilizado com um ponto de referência para a medição inicial do desempenho de uma unidade fabril como
um todo. Desta forma, os valores do OEE inicial podem ser comparados com valores futuros e assim
quantificar o nível de melhoria verificada/obtida. Em segundo lugar, o valor do OEE, calculado para uma
linha de fabrico, pode ser utilizado para comparar com as restantes linhas de produção existentes,
destacando assim, as linhas de fabrico com menor valor de desempenho. Em terceiro lugar, se cada
máquina está associada a um processo isolado, o valor do OEE permite identificar qual o equipamento
com o pior desempenho e por conseguinte indicar onde se devem concentrar os recursos (Singh, Shah,
Gohil and Shah, 2013).
2.3 Exemplos de aplicação de produção Lean
Ao longo dos anos têm surgido vários exemplos de aplicações práticas das ferramentas Lean em contexto
industrial e, por isso, são inúmeras as referências literárias que se podem encontrar sobre este assunto.
Neste subcapítulo, pretende-se essencialmente mostrar alguns desses exemplos por forma a
compreender melhor a sua aplicação prática e quais os resultados obtidos ou que se poderiam obter,
caso as propostas baseadas neste conceito fossem implementadas.
2.3.1 Uma aplicação da Metodologia SMED
Berna Ulutas (Ulutas, 2011), professora Adjunta de Engenharia Industrial na Universidade Turca
Eskisehir Osmangazi, foi a responsável pela validação dos métodos e procedimentos, através da
aplicação da ferramenta SMED, de um processo de fabrico de isolamentos térmicos onde a redução dos
tempos de setup era fundamental. Esta aplicação teve como principais objetivos: a otimização da
utilização das máquinas, permitindo a produção em pequenos lotes; a redução de tempos de produção
e tempos inativos das máquinas; a redução dos tempos de preparação e de ajustes destas; e por último,
a redução de stocks.
Os isolamentos térmicos fabricados pela empresa são utilizados essencialmente para assegurar o
processo de embalamento e manuseio de frigoríficos. As prensas de injeção utilizadas para o seu fabrico
são capazes de produzir diferentes produtos através do recurso a moldes. Por sua vez, a variedade de
produtos leva à necessidade da empresa recorrer a setups frequentes. Quer as prensas, quer os moldes
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
15
utilizados apresentavam grandes dimensões, pelo que os tempos de setup ficariam condicionados e,
portanto, a sua redução era vital para a empresa.
Os tempos iniciais observados correspondiam a tempos de setup entre 5 a 6 horas. Mesmo os tempos
de setup associados a prensas e moldes mais pequenos eram em média de 3 horas a 3,5 horas. Foram
feitas 155 observações, nas quais foram registadas todas as informações necessárias e intrínsecas ao
processo, como por exemplo, características físicas, frequência de utilização e distâncias percorridas.
Foi ainda elaborado um diagrama de Pareto para determinar a máquina que estaria no centro dos
problemas e que deveria ser analisada em primeiro lugar.
Já na fase de implementação dos conceitos da ferramenta SMED, Berna Ulutas recorreu ao método de
filmagens por forma a analisar o modo de execução atual das operações de setup, tendo em conta o
tempo total despendido para cada uma delas. Um gráfico circular foi também utilizado para verificar a
percentagem de tempo total atribuída a cada operação.
Numa primeira abordagem, reservada à análise dos tempos de setup, Ulutas concentrou a sua prioridade
em eliminar os tempos considerados ineficientes. Para isso, elaborou uma lista de todos os materiais e
equipamentos utilizados durante os tempos de setup e recorreu a formulários para assegurar que os
mesmos estariam disponíveis e nas devidas condições de utilização sempre que fossem necessários.
Já numa segunda etapa, para a identificação e avaliação dos setups internos e externos a investigadora
elaborou um diagrama homem-máquina. Nesta fase, as operações associadas aos setups identificados
foram devidamente agrupadas, em setup interno e setup externo, e o seu tempo total associado foi
identificado.
A conversão de setups internos em setups externos fez parte de uma terceira etapa. De forma a converter
tempos de setup internos em externos, o seu principal foco incidiu nas operações relacionadas com o
produto e manuseio de materiais, recolha de informações, operações de limpeza, manutenção, ajustes
e operações de controlo. No estado atual do processo, o mecanismo de centragem de moldes era
realizado com a máquina parada. Era necessário ter em conta que estes moldes necessitavam ser
transportados desde o departamento onde se encontravam armazenados até à secção. Por outro lado,
o processo de alteração do mecanismo de centragem era considerado complexo, demorado e difícil de
padronizar. Assim, Berna Ulutas sugeriu que a execução desta operação fosse realizada externamente.
O mecanismo de centragem poderia então ser preparado num molde de reposição à parte, antes da
máquina parar. Para além disso, uma das operações consideradas problemáticas para este processo foi
o manuseio dos moldes e, por isso, foi definida como uma operação externa. Foi atribuído um empilhador
ou reboque para ficar disponível antes do início do setup. Uma vez que o departamento onde os moldes
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
16
se encontravam armazenados estava localizado no ponto mais distante da fábrica, a distância a percorrer
com os moldes era excessivamente longa. Desta forma, Ulutas sugeriu que os moldes mais utilizados
deveriam estar localizados mais próximos das prensas. Considerando ainda o peso dos moldes, a
execução das suas operações de manuseio e montagem pelos operadores foram consideradas
inseguras.
Através da utilização de equipamentos automatizados no manuseio de materiais, era esperada uma
redução do tempo de operação em 11 minutos e 21 segundos. Operações de inserção e remoção de
parafusos faziam parte do processo, pelo que a utilização de equipamentos mais rápidos (hidráulicos,
pneumáticos ou eletromagnéticos) permitiu reduzir os tempos das operações em 86 minutos e 26
segundos. Por outro lado, as operações mais complexas executadas por apenas 1 operador, passaram
a ser executadas por 2 operadores.
Numa última etapa, fase de normalização, Berna Ulutas reportou as propostas de melhorias e procedeu
à elaboração de checklists. As causas de recorrência das operações foram determinadas, tanto quanto
possível, e os planos de ação associados foram fornecidos. Por fim, as atividades de setup já não teriam
tempos imprevisíveis através do recurso aos tempos padronizados. Assim, atividades devidamente
planeadas iriam proporcionar uma maior satisfação do cliente. Os níveis de educação e qualificação dos
operários também são uma questão importante e que deve ser considerado durante a normalização.
2.3.2 O desenvolvimento e implementação de técnicas Lean numa empresa de vestuário
O presente estudo de caso, desenvolvido por 3 investigadores, Ravikumar, Marimuthu e Damodaram
(Marudhamuthu, Krishnaswamy, Pillai, 2011), retrata a implementação de princípios Lean numa
indústria exportadora de roupa interior, designada por G.L. fashions. A G.L. fashions é uma empresa
indiana composta por 14 filiais e responsável pela produção e exportação de vários tipos de roupa interior
para o Continente Europeu e Americano.
Numa situação inicial, a empresa estava a ser pressionada, externa e internamente, para melhorar o
desempenho do seu fluxo produtivo. Vários investimentos foram feitos, através da implementação de
ferramentas como 5S e TPM, no sentido de melhorar e modernizar os seus processos. No entanto, os
resultados obtidos não revelaram grande impacto face aos investimentos realizados.
Um dos primeiros passos tomados por estes investigadores consistiu na elaboração de um VSM do
estado atual da empresa. Para isso, procederam à definição do processo a ser mapeado - o setor de
produção. Aqui, os investigadores centraram o seu objetivo no aumento da taxa da produção da linha de
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
17
produção e na redução do esforço realizado pelos colaboradores. Num estado incial, a empresa
apresentava uma produção de 70 artigos por hora e tempos de setup correspondentes a 28 minutos.
Através de uma análise ao VSM do “estado atual” da empresa, os investigadores puderam retirar
algumas conclusões, como por exemplo: o tempo associado à transferência de artigos entre o setor de
corte e o setor de produção e entre o setor da produção e o setor de embalamento era elevado. Os
colaboradores eram sobrecarregados de peso a cada transferência realizada, a taxa de produção era
muito reduzida e algumas máquinas eram desativadas devido à falta de matéria-prima. Assim, um novo
mapeamento do processo produtivo foi feito com o objetivo de evitar todas estas operações sem valor
acrescentado.
Para a transferência de materiais, a distância entre o setor de corte e o setor de produção foi reduzida
de 20 metros para 3 metros; o líder de equipa passou a ser o responsável pela transferência dos artigos
entre o setor de corte e o da produção e, portanto, não era necessário um colaborador adicional; a
transferência dos artigos é feito caixa-a-caixa e não recorrendo ao uso de um reboque manual, o que
permitiu reduzir o esforço realizado por cada operador.
Relativamente ao setor de produção, máquinas agrupadas pelo mesmo tipo de produção deram lugar a
máquinas alinhadas por sequência de operações. Isto permitiu não só uma redução do tempo necessário
para a transferência de materiais na secção da produção, mas também uma redução do peso
transportado pelos colaboradores entre máquinas. O setor de inspeção e o setor de embalamento foram
integrados num módulo e, por isso, o tempo despendido para a transferência do material entre os dois
setores foi eliminado.
No mapa inicial do processo produtivo da empresa o tempo despendido para a transferência de 100
artigos é de 100 segundos. No futuro mapa elaborado pelos investigadores, o tempo associado a esta
operação foi calculado em 82 segundos, obtendo um ganho de 18 segundos por cada 100 artigos.
Assim, o tempo ganho por turno seria de 58 minutos e 48 segundos (tendo em conta que eram
transferidos 19600 artigos por turno). Uma vez que a carga a transportar e a distância percorrida foram
reduzidas, o esforço realizado pelos colaboradores, por conseguinte, diminuiu.
Após a implementação do novo VSM, os investigadores procederam à implementação da ferramenta
SMED. Com a construção de um VSM do “estado futuro” da organização, algumas das melhorias foram
levadas a cabo e, portanto, vieram contribuir para a implementação desta ferramenta.
Quanto à distância entre o setor de corte e o setor de produção, a mesma foi reduzida em 17 metros;
por sua vez a distância entre o setor de produção e o setor de inspeção foi reduzido para
aproximadamente 12 metros; já a distância entre o setor de inspeção e o setor de embalamento sofreu

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
18
uma redução de 90%. Em relação à necessidade de transporte de carga, esta foi reduzida de 19,2 kg
para 4 kg.
Através destas propostas de melhoria implementadas e resultados obtidos, os investigadores concluíram
que a taxa de produção atual da empresa aumentou 40%. Ou seja, anteriormente a taxa correspondia a
19600 artigos por turno e agora corresponde a 27440 artigos por turno. Para além disso, no “estado
atual” da empresa, o tempo requerido para o setup de mudança entre modelos diferentes era de 28
minutos. Após implementação das propostas descritas o tempo de setup foi reduzido para 8 minutos e
10 segundos, o que corresponde a uma redução de 70,84%.
2.4 Estudo do trabalho
As alterações contínuas que ocorrem no ambiente industrial devem ser estudadas do ponto de vista
económico e prático. Isto inclui a globalização do negócio e da produção e também a estratificação das
empresas num esforço para se tornarem mais competitivas, sem deteriorar a qualidade do seu produto.
A única possibilidade de uma empresa ou negócio crescer é aumentar a sua rentabilidade e a sua
produtividade (Niebel and Freivalds, 2004).
Neste sentido, o estudo do trabalho trata-se de um tipo de investigação operacional específica, utilizada
para medir o trabalho que está a ser executado com o objetivo de aumentar a eficiência e a produtividade.
As técnicas associadas ao estudo de trabalho devem ser implementadas para analisar processos ou
operações bem como para analisar as pessoas no trabalho. Trata-se, portanto, de uma forma sistemática
de promover a mudança e melhorar a eficiência através da aplicação das seguintes etapas:
Observar o trabalho a ser executado;
Identificar os fatores que contribuem para o tempo de desempenho;
Rever os objetivos e restrições do trabalho;
Formular e avaliar soluções alternativas;
Escolher o método mais eficiente.
O seu principal objetivo é o de eliminar trabalhos desnecessários, combinar operações, realizar
alterações à sua sequência e simplificar as principais operações a executar (CITESEERX, 2015).
O estudo do trabalho divide-se, assim, em 2 áreas principais: estudo dos métodos e estudo dos tempos (Barnes, 1980).
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
19
2.4.1 Estudo dos métodos
O estudo dos métodos é o registo sistemático e análise crítica dos métodos existentes e propostos para
executar uma determinada tarefa enquanto meio de desenvolvimento e aplicação de métodos mais fáceis
e mais eficazes, reduzindo custos (Kumar and Suresh, 2008). O ponto de partida para o estudo do
método dá-se com a consideração do objetivo – fabricar um determinado produto. O que se pretende é
projetar um sistema, uma sequência de operações e procedimentos que mais se aproximem da solução
ideal (Barnes, 1980).
A maneira mais indicada para conduzir um estudo dos métodos é fazê-lo em colaboração com os próprios
trabalhadores que vão realizar o trabalho a ser estudado uma vez que estes, geralmente, contribuem
com boas sugestões quanto à forma como o método deve ser analisado e melhorado (CITESEERX, 2015).
2.4.2 Estudo dos tempos
O estudo dos tempos é uma técnica para estimar o tempo necessário para um colaborador experiente e
qualificado completar uma determinada tarefa. Esta técnica baseia-se essencialmente na medição do
teor do trabalho de uma tarefa quando realizada através do método previamente descrito, incluindo uma
margem para fadiga e atrasos pessoais inevitáveis (Festijo, 2014).
Um dos passos incluídos no processo sistemático para a criação de um trabalho eficiente são os tempos-
padrão. São três os elementos que ajudam a determinar os tempos-padrão: estimativas; registos
históricos e procedimentos de medição do trabalho. A experiência tem provado que os tempos-padrão,
para que sejam consistentes e justos, não devem ser baseados em estimativas uma vez que estas podem
levar a desvios consideráveis face à realidade. Assim, quer os registos históricos quer as técnicas de
medida de trabalho tendem a proporcionar valores muito mais precisos do que as estimativas baseadas
em juízos. Seja qual for a técnica de medição de trabalho utilizada – por exemplo, cronometragem, dados
dos principais movimentos, dados standard e estudos por amostragem – representam melhores
caminhos para estabelecer padrões de produção justos (Niebel and Freivalds, 2004).
2.5 Análise Crítica
No presente subcapítulo, reservado a uma análise crítica, pretende-se, tal como o próprio nome indica,
realizar uma análise crítica do conceito que serviu de base à realização do presente documento, o
conceito de Lean Production. Para esta análise, foram tidos em conta não só os estudos de caso

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
20
apresentados na secção 2.3 deste relatório, como também algumas considerações no que diz respeito
à aplicação do conceito de Lean Production.
Nos dois estudos de caso sobre aplicações práticas de produção Lean, acima apresentados, é possível
verificar a utilização de algumas ferramentas associadas a esta filosofia Lean e as quais se revelam
versáteis e ao mesmo tempo vantajosas. Quer no primeiro caso, quer no segundo, a ferramenta SMED
é implementada e surge como uma solução benéfica para os problemas apresentados. No entanto, é
importante notar que os investigadores associados a cada um dos casos recorreram, numa primeira
abordagem, à realização de estudos prévios sobre as empresas em causa. Ferramentas de suporte como
diagramas, gráficos, esquemas, checklists e formulários serviram de base para obter as conclusões
necessárias para prosseguir a implementação das ferramentas Lean inicialmente pensadas e assim,
poder obter bons resultados.
No segundo estudo de caso, assiste-se a um exemplo que descreve, de alguma forma, a atitude de várias
empresas que procuram implementar a filosofia Lean na sua organização sem compreenderem a
verdadeira essência deste conceito. A empresa em questão havia realizado grandes investimentos para
a implementação de ferramentas Lean, como 5S e TPM, as quais se vieram a revelar insatisfatórias nos
seus resultados.
De acordo com os autores Womack and Jones (1996), muitos gestores gastaram parte do seu tempo a
implementar técnicas enquanto tentavam implementar partes isoladas da filosofia Lean, sem antes a
compreenderem como um todo.
Lonnie Wilson (2010), por sua vez, refere que o termo “Lean” é cada vez mais utilizado e adaptado a
todo o tipo de negócios e temas de uma forma quase “comercial”. Isto, faz com que a adoção deste
conceito enquanto filosofia de negócio seja deturpado e muitas vezes mal interpretado, levando a que os
princípios fundamentais do Lean não sejam verdadeiramente compreendidos e aplicados como guia para
orientar os seus esforços de melhoria contínua.
Para os gestores, os resultados indicam que para uma implementação de uma gestão Lean com sucesso,
torna-se vital, antes de mais, ir além das técnicas associadas e ir adotando práticas simples, com vista
a alimentar e desenvolver um perfil de uma cultura organizacional apropriada (Bortolotti, Boscari and
Danese, 2014).
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
21
3. APRESENTAÇÃO DA EMPRESA
Neste capítulo, é feita uma apresentação da empresa na qual foi realizado o presente projeto. Numa
primeira fase procede-se à identificação da organização e a um breve resumo sobre a história da
empresa. Posteriormente será feita uma abordagem à sua estrutura organizacional assim como aos
materiais e produtos produzidos e comercializados pela empresa.
3.1 Identificação
A Lameirinho - Indústria Textil, S.A., uma empresa familiar fundada por Joaquim Martins Coelho Lima
em 1948, encontra-se sediada na vila de Pevidém, concelho de Guimarães e dedica-se essencialmente
ao fabrico de Têxteis-lar.
Figura 5 - Instalações da Lameirinho – Indústria Têxtil, S.A.
A Lameirinho - Indústria Textil, S.A. é responsável por garantir todo o processo desde a tecelagem até à
expedição dos seus produtos e apresenta uma capacidade produtiva de cerca de 6 milhões de peças
anuais. A aposta intensiva no Design e na Inovação permitiu à Lameirinho atingir uma posição de
destaque no mercado nacional e internacional, vendendo nos 5 continentes e exportando cerca de 90%
da sua produção. Para além disso, a preocupação com a Ecologia, Sustentabilidade e Proteção do Meio
Ambiente levou, recentemente, a empresa à obtenção da Certificação “GOTS” (Global Organic Textile
Standard). Esta certificação veio assegurar aos seus consumidores que a Lameirinho - Indústria Têxtil
S.A. utiliza produtos ecológicos ao longo de todo o seu processo produtivo e que não são utilizados
produtos ou substâncias químicas consideradas prejudiciais para o meio ambiente.
A necessidade de atingir novos objetivos, internamente e perante os seus clientes, tem vindo a confrontar
a Lameirinho – Indústria Têxtil S.A. com vários desafios. Estes desafios, por sua vez, têm levado a
empresa a adotar novas estratégias de forma a assegurar o seu sucesso empresarial e a distribuição e
promoção global das marcas que desenvolvem e representam.
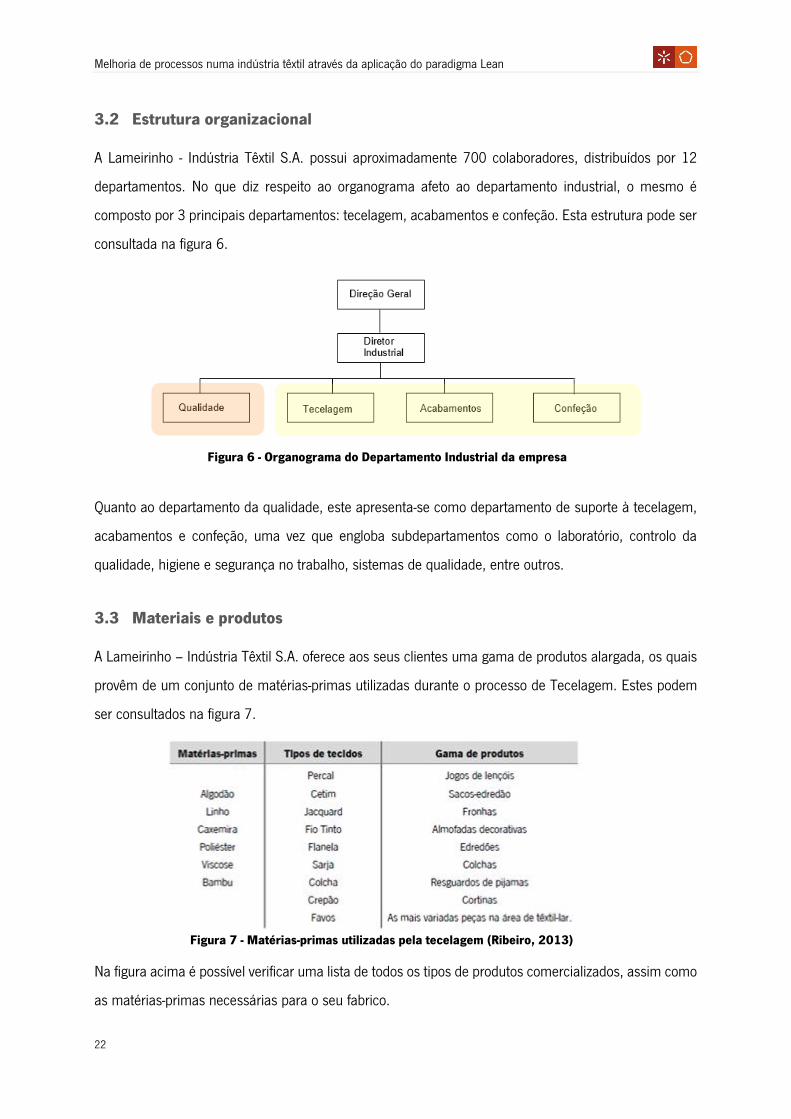
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
22
3.2 Estrutura organizacional
A Lameirinho - Indústria Têxtil S.A. possui aproximadamente 700 colaboradores, distribuídos por 12
departamentos. No que diz respeito ao organograma afeto ao departamento industrial, o mesmo é
composto por 3 principais departamentos: tecelagem, acabamentos e confeção. Esta estrutura pode ser
consultada na figura 6.
Figura 6 - Organograma do Departamento Industrial da empresa
Quanto ao departamento da qualidade, este apresenta-se como departamento de suporte à tecelagem,
acabamentos e confeção, uma vez que engloba subdepartamentos como o laboratório, controlo da
qualidade, higiene e segurança no trabalho, sistemas de qualidade, entre outros.
3.3 Materiais e produtos
A Lameirinho – Indústria Têxtil S.A. oferece aos seus clientes uma gama de produtos alargada, os quais
provêm de um conjunto de matérias-primas utilizadas durante o processo de Tecelagem. Estes podem
ser consultados na figura 7.
Figura 7 - Matérias-primas utilizadas pela tecelagem (Ribeiro, 2013)
Na figura acima é possível verificar uma lista de todos os tipos de produtos comercializados, assim como
as matérias-primas necessárias para o seu fabrico.

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
23
4. ANÁLISE E DIAGNÓSTICO
Neste capítulo é feita uma breve análise geral do sistema produtivo da empresa como ponto de partida
para uma posterior análise, mais detalhada, da secção em estudo e a qual serviu de base para a
elaboração do presente relatório.
4.1 Análise do processo produtivo
A Lameirinho – Indústria Têxtil S.A. é responsável pelo processo de produção, transformação e
comercialização dos seus produtos. Assim, as instalações da empresa possuem um conjunto de secções
principais que compõem o seu processo produtivo, sendo elas: tecelagem, acabamentos e confeção.
Atualmente, a Tecelagem conta com 151 teares e é responsável por cerca de 30% da produção total da
empresa. Para esta secção está prevista, ainda para este ano, a aquisição de mais 26 teares com o
principal objetivo de aumentar a sua capacidade produtiva.
A secção de Acabamentos é responsável por vários processos associados ao enobrecimento têxtil, que
pode ir desde a maciez do toque até ao estampado mais moderno e inovador. Nesta secção, são levadas
a cabo todas as operações que permitem atribuir ao produto, características diferenciadoras e que
asseguram a qualidade ”Lameirinho”.
Na Confeção, são atribuídos aos produtos as características que vão definir a sua funcionalidade: jogos
de lençóis, fronhas, sacos de edredão, cortinas, edredões, etc.. Só a esta secção estão afetos 185
colaboradores responsáveis pelo corte e confeção de cada produto.
Para além das secções mencionadas anteriormente, existem outras secções que compõem e completam
o fluxo produtivo da empresa. Uma dessas secções é a secção de enrolamento, responsável pelo
tratamento preliminar da tela antes de esta dar entrada na secção dos acabamentos. Trata-se de uma
secção importante, no sentido em que por ela passa toda a tela produzida e, por conseguinte, a sua
capacidade de resposta torna-se vital para as secções seguintes. Neste sentido, foi elaborado um VSM
para uma melhor compreensão sobre o sistema produtivo da empresa e importância desta secção, o
qual pode ser consultado na figura 8.
Para a elaboração do VSM apresentado, foi necessário recorrer à análise ABC, presente no anexo 1, no
sentido de identificar a referência de uma das telas com mais metros lineares enrolados, a qual foi
identificada como sendo a referência 41A que diz respeito a flanelas. Apesar do tratamento por
referências ser indiferenciado na secção de enrolamento, esta abordagem iria permitir calcular o tempo
de ciclo para a secção de acabamentos e tecelagem relativamente a esta referência.
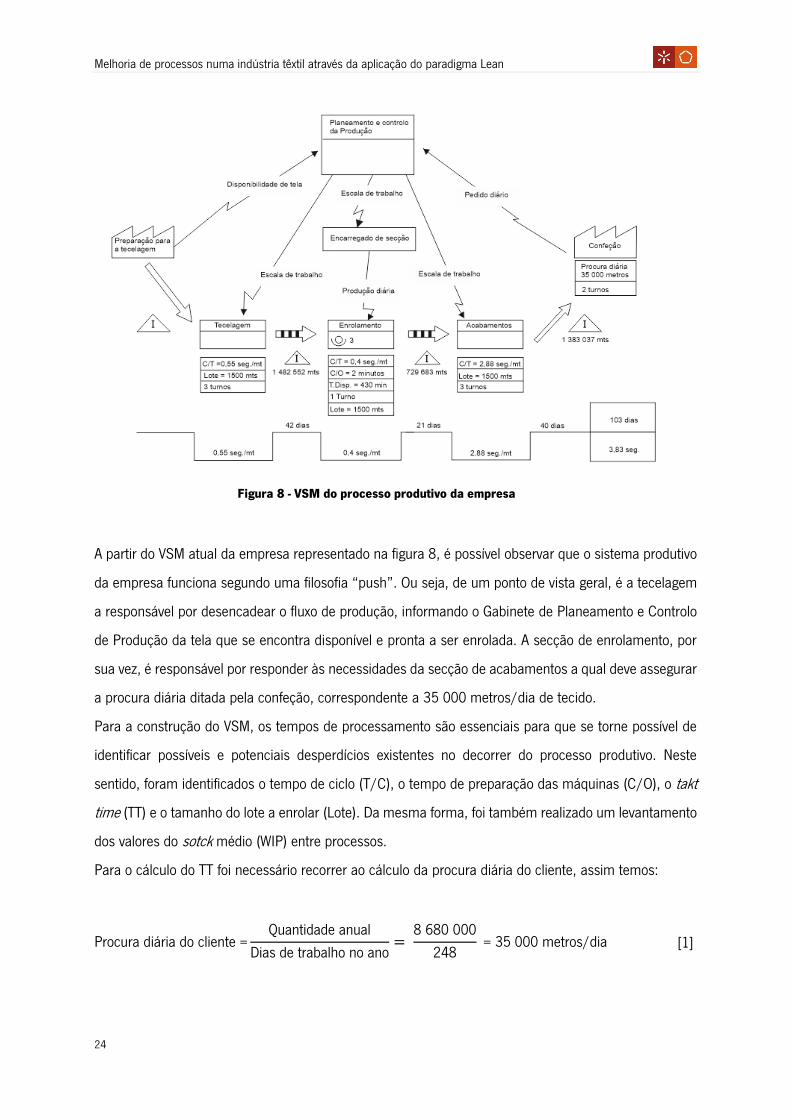
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
24
Figura 8 - VSM do processo produtivo da empresa
A partir do VSM atual da empresa representado na figura 8, é possível observar que o sistema produtivo
da empresa funciona segundo uma filosofia “push”. Ou seja, de um ponto de vista geral, é a tecelagem
a responsável por desencadear o fluxo de produção, informando o Gabinete de Planeamento e Controlo
de Produção da tela que se encontra disponível e pronta a ser enrolada. A secção de enrolamento, por
sua vez, é responsável por responder às necessidades da secção de acabamentos a qual deve assegurar
a procura diária ditada pela confeção, correspondente a 35 000 metros/dia de tecido.
Para a construção do VSM, os tempos de processamento são essenciais para que se torne possível de
identificar possíveis e potenciais desperdícios existentes no decorrer do processo produtivo. Neste
sentido, foram identificados o tempo de ciclo (T/C), o tempo de preparação das máquinas (C/O), o takt
time (TT) e o tamanho do lote a enrolar (Lote). Da mesma forma, foi também realizado um levantamento
dos valores do sotck médio (WIP) entre processos.
Para o cálculo do TT foi necessário recorrer ao cálculo da procura diária do cliente, assim temos:
Procura diária do cliente =Quantidade anual
Dias de trabalho no ano=
8 680 000
248 = 35 000 metros/dia
[1]
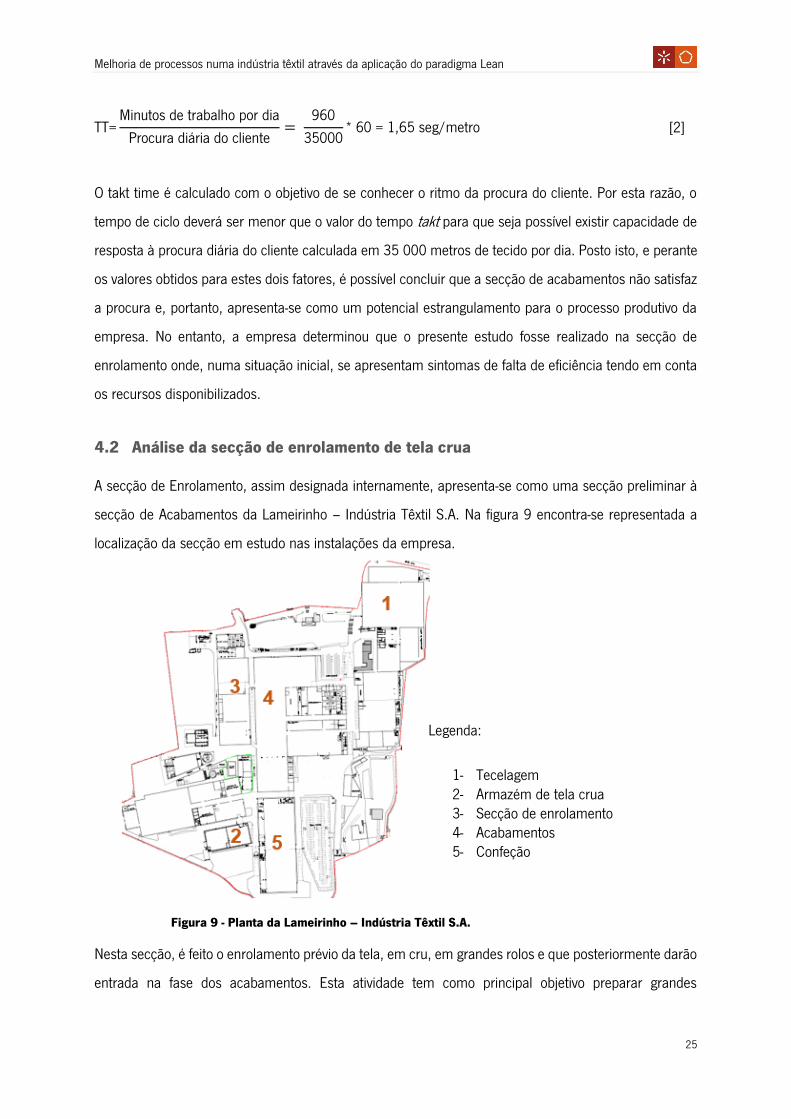
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
25
TT=Minutos de trabalho por dia
Procura diária do cliente=
960
35000* 60 = 1,65 seg/metro
O takt time é calculado com o objetivo de se conhecer o ritmo da procura do cliente. Por esta razão, o
tempo de ciclo deverá ser menor que o valor do tempo takt para que seja possível existir capacidade de
resposta à procura diária do cliente calculada em 35 000 metros de tecido por dia. Posto isto, e perante
os valores obtidos para estes dois fatores, é possível concluir que a secção de acabamentos não satisfaz
a procura e, portanto, apresenta-se como um potencial estrangulamento para o processo produtivo da
empresa. No entanto, a empresa determinou que o presente estudo fosse realizado na secção de
enrolamento onde, numa situação inicial, se apresentam sintomas de falta de eficiência tendo em conta
os recursos disponibilizados.
4.2 Análise da secção de enrolamento de tela crua
A secção de Enrolamento, assim designada internamente, apresenta-se como uma secção preliminar à
secção de Acabamentos da Lameirinho – Indústria Têxtil S.A. Na figura 9 encontra-se representada a
localização da secção em estudo nas instalações da empresa.
Figura 9 - Planta da Lameirinho – Indústria Têxtil S.A.
Nesta secção, é feito o enrolamento prévio da tela, em cru, em grandes rolos e que posteriormente darão
entrada na fase dos acabamentos. Esta atividade tem como principal objetivo preparar grandes
Legenda:
1- Tecelagem 2- Armazém de tela crua 3- Secção de enrolamento 4- Acabamentos 5- Confeção
[2]
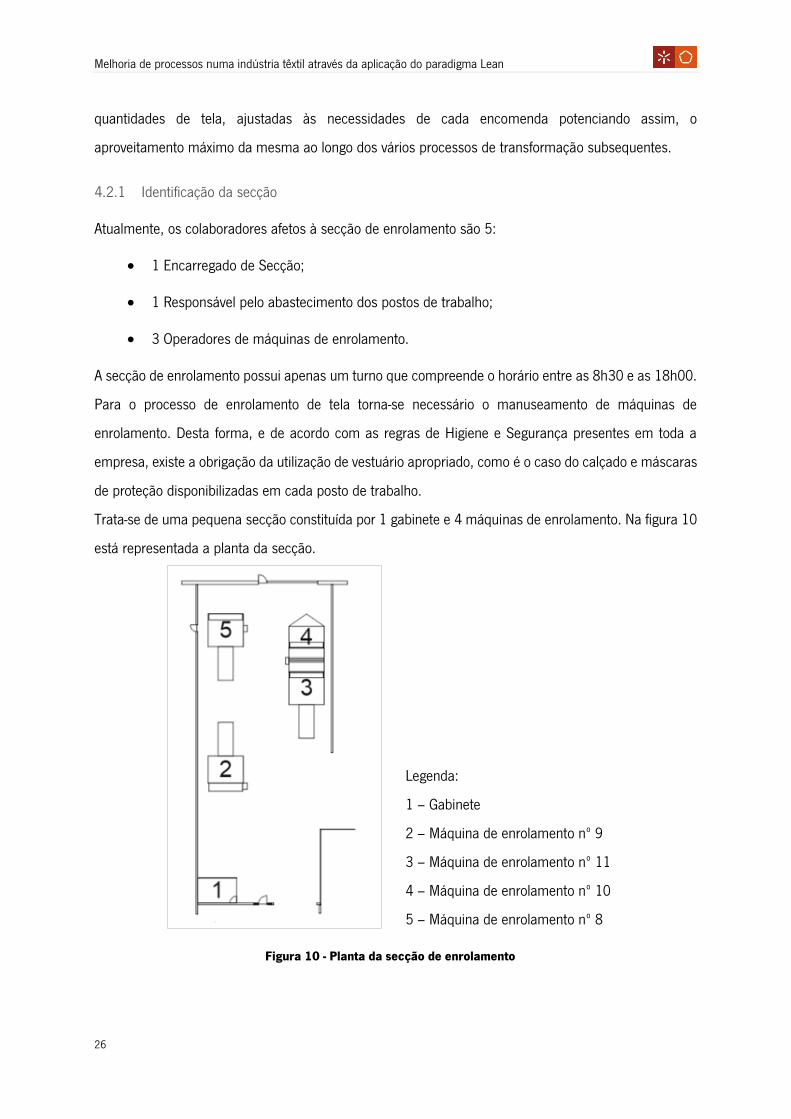
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
26
quantidades de tela, ajustadas às necessidades de cada encomenda potenciando assim, o
aproveitamento máximo da mesma ao longo dos vários processos de transformação subsequentes.
4.2.1 Identificação da secção
Atualmente, os colaboradores afetos à secção de enrolamento são 5:
1 Encarregado de Secção;
1 Responsável pelo abastecimento dos postos de trabalho;
3 Operadores de máquinas de enrolamento.
A secção de enrolamento possui apenas um turno que compreende o horário entre as 8h30 e as 18h00.
Para o processo de enrolamento de tela torna-se necessário o manuseamento de máquinas de
enrolamento. Desta forma, e de acordo com as regras de Higiene e Segurança presentes em toda a
empresa, existe a obrigação da utilização de vestuário apropriado, como é o caso do calçado e máscaras
de proteção disponibilizadas em cada posto de trabalho.
Trata-se de uma pequena secção constituída por 1 gabinete e 4 máquinas de enrolamento. Na figura 10
está representada a planta da secção.
Figura 10 - Planta da secção de enrolamento
Legenda:
1 – Gabinete
2 – Máquina de enrolamento nº 9
3 – Máquina de enrolamento nº 11
4 – Máquina de enrolamento nº 10
5 – Máquina de enrolamento nº 8

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
27
Quanto ao funcionamento da secção em estudo, esta apresenta alguns detalhes a ter em atenção
relativamente à matéria-prima enrolada, condições de utilização da mesma e codificação da matéria-
prima utilizada. Abaixo é feita uma explicação mais detalhada de cada um destes pontos.
Matéria-prima
Atualmente, a produção dos teares da Lameirinho – Indústria Têxtil S.A. corresponde a cerca de 30% da
produção total da empresa. Desta forma, toda a tela adicional necessária para satisfazer a sua procura
é adquirida a fornecedores externos.
Geralmente, a tela em cru apresenta-se sob a forma de pequeno rolo. Denominam-se por “pequeno
rolo”, todos os rolos de tela cuja metragem não exceda aproximadamente os 1300 metros de tecido.
Relativamente à tela adquirida a mercados externos, nem sempre é possível que esta corresponda ao
formato de pequeno rolo, geralmente utilizado na produção, pelo que a tela adquirida pode chegar às
instalações da empresa de 3 formas distintas: sob a forma de pequeno rolo, fardo ou enfestado em
paletes. Imagens exemplares destes formatos podem ser consultadas na figura 11. De salientar que a
tela recebida em fardos ou enfestada em paletes corresponde apenas a cerca de 10% da tela total
enrolada.
Figura 11 - Formatos de tela a enrolar
Relativamente à tela crua produzida internamente, esta pode ser categorizada em 2 grupos: tela crua e
fios tintos. Os tipos de tela enrolada podem ser consultados na figura 12.
Figura 12 - Tipos de tela
(A) Pequeno rolo (B) Fardo (C) Enfestada em paletes
(A) Tela em cru (B) Tela em fios tintos
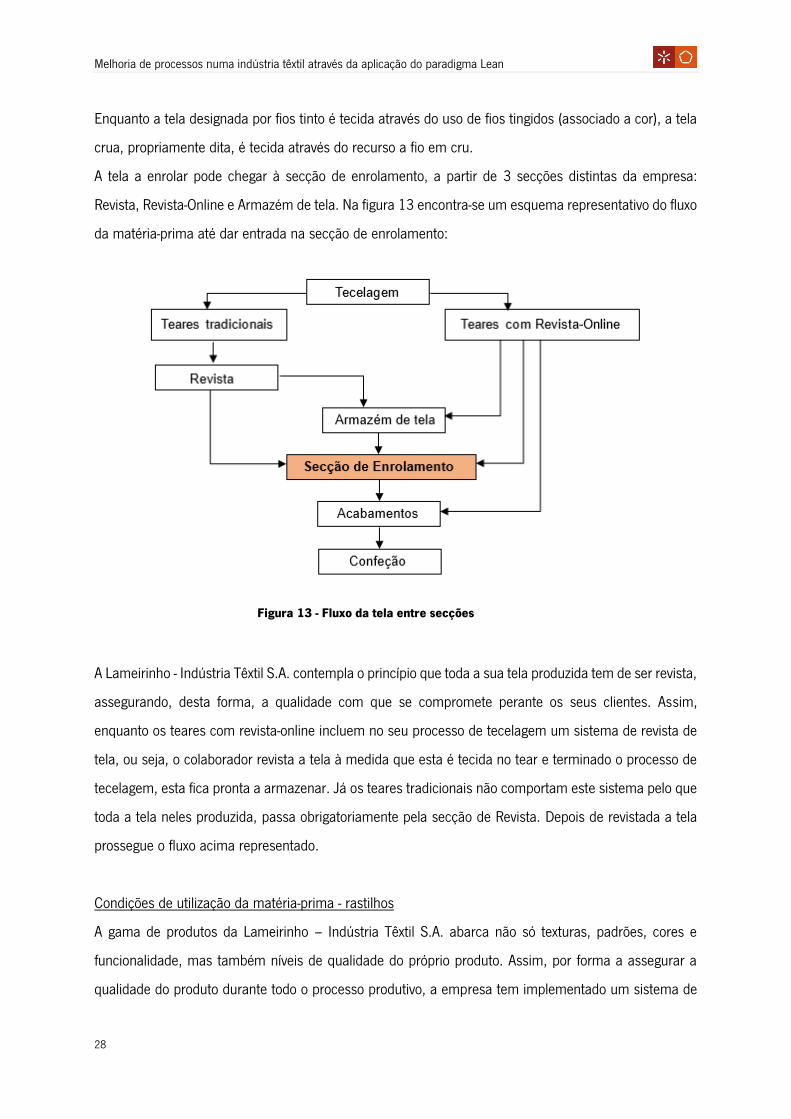
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
28
Enquanto a tela designada por fios tinto é tecida através do uso de fios tingidos (associado a cor), a tela
crua, propriamente dita, é tecida através do recurso a fio em cru.
A tela a enrolar pode chegar à secção de enrolamento, a partir de 3 secções distintas da empresa:
Revista, Revista-Online e Armazém de tela. Na figura 13 encontra-se um esquema representativo do fluxo
da matéria-prima até dar entrada na secção de enrolamento:
Figura 13 - Fluxo da tela entre secções
A Lameirinho - Indústria Têxtil S.A. contempla o princípio que toda a sua tela produzida tem de ser revista,
assegurando, desta forma, a qualidade com que se compromete perante os seus clientes. Assim,
enquanto os teares com revista-online incluem no seu processo de tecelagem um sistema de revista de
tela, ou seja, o colaborador revista a tela à medida que esta é tecida no tear e terminado o processo de
tecelagem, esta fica pronta a armazenar. Já os teares tradicionais não comportam este sistema pelo que
toda a tela neles produzida, passa obrigatoriamente pela secção de Revista. Depois de revistada a tela
prossegue o fluxo acima representado.
Condições de utilização da matéria-prima - rastilhos
A gama de produtos da Lameirinho – Indústria Têxtil S.A. abarca não só texturas, padrões, cores e
funcionalidade, mas também níveis de qualidade do próprio produto. Assim, por forma a assegurar a
qualidade do produto durante todo o processo produtivo, a empresa tem implementado um sistema de
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
29
tecidos guia, designados por rastilhos. Os rastilhos são tecidos compostos por polyester e algodão que
são utilizados com o objetivo de potencializar o aproveitamento máximo da tela e da sua qualidade
durante os processos de acabamentos. Existem 2 tipos de rastilho: rastilho branco e rastilho de cor. O
rastilho branco é utilizado em toda a tela em cru sendo que os rastilhos de cor são utilizados no processo
de enrolamento de fios tintos.
Codificação utilizada
Independentemente do seu formato ou proveniência, toda a tela é devidamente identificada internamente
através de uma etiqueta composta por um código de barras e algumas informações adicionais como o
número do rolo, o código do artigo, a referência da tela, a largura, metragem, data de criação do pequeno
rolo e a data e número do tear em que foi tecida a tela. Um exemplo destas etiquetas pode ser observado
a partir da figura 14.
Figura 14 - Exemplo de uma etiqueta de identificação de tela crua
Estas codificações utilizadas vão permitir não só efetuar um controlo e gestão de existências em armazém
por parte do Gabinete de Planeamento como também permitir aos colaboradores da secção de
enrolamento fazer um controlo/inspeção da tela durante o seu processo de enrolamento.
4.2.2 Seleção de máquinas de enrolamento para análise
As máquinas de enrolamento presentes nas instalações da Lameirinho – Indústria Têxtil S.A. foram
concebidas nas próprias instalações da empresa e são quatro. Apesar de todas elas servirem para um
mesmo propósito, enrolamento de tela, cada uma delas possuí características distintas. Na tabela 1 são
identificadas as particularidades de cada uma das máquinas de enrolamento.
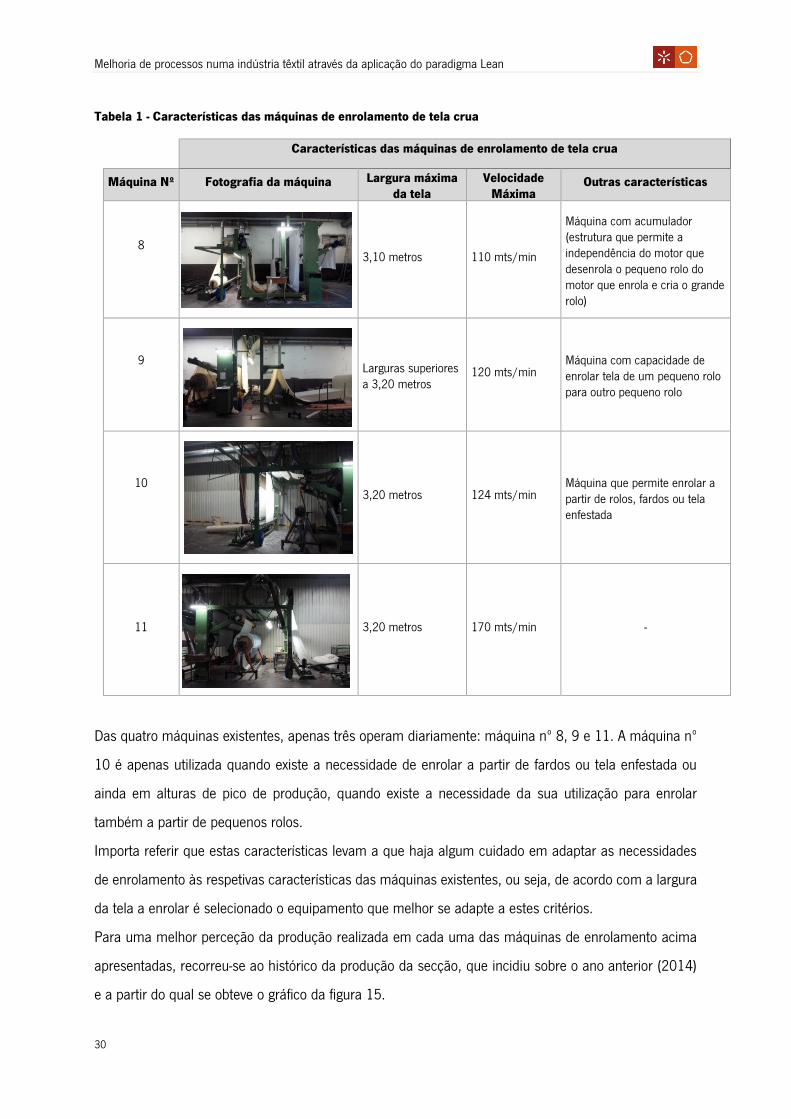
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
30
Tabela 1 - Características das máquinas de enrolamento de tela crua
Das quatro máquinas existentes, apenas três operam diariamente: máquina nº 8, 9 e 11. A máquina nº
10 é apenas utilizada quando existe a necessidade de enrolar a partir de fardos ou tela enfestada ou
ainda em alturas de pico de produção, quando existe a necessidade da sua utilização para enrolar
também a partir de pequenos rolos.
Importa referir que estas características levam a que haja algum cuidado em adaptar as necessidades
de enrolamento às respetivas características das máquinas existentes, ou seja, de acordo com a largura
da tela a enrolar é selecionado o equipamento que melhor se adapte a estes critérios.
Para uma melhor perceção da produção realizada em cada uma das máquinas de enrolamento acima
apresentadas, recorreu-se ao histórico da produção da secção, que incidiu sobre o ano anterior (2014)
e a partir do qual se obteve o gráfico da figura 15.
Características das máquinas de enrolamento de tela crua
Máquina Nº Fotografia da máquina Largura máxima da tela
Velocidade Máxima
Outras características
8
3,10 metros 110 mts/min
Máquina com acumulador (estrutura que permite a independência do motor que desenrola o pequeno rolo do motor que enrola e cria o grande rolo)
9
Larguras superiores a 3,20 metros
120 mts/min Máquina com capacidade de enrolar tela de um pequeno rolo para outro pequeno rolo
10
3,20 metros 124 mts/min Máquina que permite enrolar a partir de rolos, fardos ou tela enfestada
11
3,20 metros 170 mts/min -
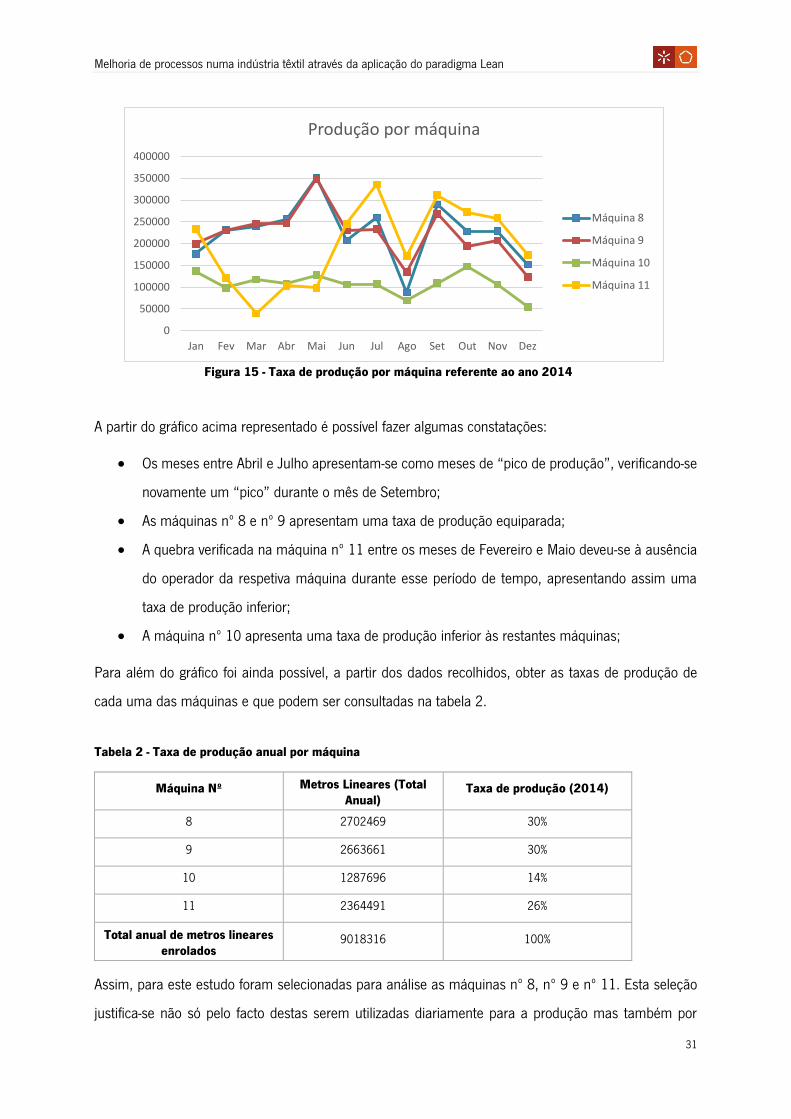
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
31
Figura 15 - Taxa de produção por máquina referente ao ano 2014
A partir do gráfico acima representado é possível fazer algumas constatações:
Os meses entre Abril e Julho apresentam-se como meses de “pico de produção”, verificando-se
novamente um “pico” durante o mês de Setembro;
As máquinas nº 8 e nº 9 apresentam uma taxa de produção equiparada;
A quebra verificada na máquina nº 11 entre os meses de Fevereiro e Maio deveu-se à ausência
do operador da respetiva máquina durante esse período de tempo, apresentando assim uma
taxa de produção inferior;
A máquina nº 10 apresenta uma taxa de produção inferior às restantes máquinas;
Para além do gráfico foi ainda possível, a partir dos dados recolhidos, obter as taxas de produção de
cada uma das máquinas e que podem ser consultadas na tabela 2.
Tabela 2 - Taxa de produção anual por máquina
Assim, para este estudo foram selecionadas para análise as máquinas nº 8, nº 9 e nº 11. Esta seleção
justifica-se não só pelo facto destas serem utilizadas diariamente para a produção mas também por
Máquina Nº Metros Lineares (Total Anual)
Taxa de produção (2014)
8 2702469 30%
9 2663661 30%
10 1287696 14%
11 2364491 26%
Total anual de metros lineares enrolados
9018316 100%
0
50000
100000
150000
200000
250000
300000
350000
400000
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
Produção por máquina
Máquina 8
Máquina 9
Máquina 10
Máquina 11

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
32
apresentarem uma taxa de produção equiparada entre elas, de cerca de 30%, e significativamente
superior à máquina nº 10, que apresenta uma taxa anual de apenas 14%.
4.2.3 Análise do processo de enrolamento de tela crua
Selecionadas as máquinas para análise, tornou-se então possível e necessário proceder ao estudo do
processo de enrolamento de tela realizado em cada uma delas.
No que respeita ao processo de enrolamento de tela crua, é o Encarregado de Secção o responsável por
assegurar o tratamento de cada Ordem de Produção (OP) proveniente do Gabinete de Planeamento, uma
vez que associado a este processo existem algumas considerações a ter em atenção, entre as quais:
Cada cavalete tem a capacidade máxima de 7000 metros;
Quando se pretende enrolar num mesmo cavalete telas de diferentes larguras, deve-se ter em
conta que a diferença entre estas não deve exceder mais do que 50 centímetros;
De acordo com a Gama Operatória de cada lote de fabrico, sempre que esta coincide, lotes de
fabrico diferentes poderão ser enrolados num mesmo cavalete;
De acordo com a referência da tela de cada lote, pode existir a necessidade de adicionar rastilhos
aos lotes de fabrico.
Tendo em conta os pontos acima descritos, torna-se necessário existir todo um trabalho estratégico por
parte do Encarregado de Secção para que a tela enrolada satisfaça as necessidades dos processos
subsequentes.
Assim, são criados os chamados Lotes de Fabrico. A cada Lote de Fabrico está associada uma OP, sendo
que uma OP pode estar associada a vários Lotes de Fabrico.
Depois de gerados, é o responsável pelo abastecimento dos postos de trabalho da secção de enrolamento
que tem o primeiro acesso aos lotes de fabrico, uma vez que em cada lote de fabrico está descrita a
informação da localização da tela necessária para abastecer os respetivos postos. Já na secção, cada
operador de máquina procede à preparação da mesma para iniciar o processo produtivo.
A preparação da máquina é uma das fases preliminares ao processo de enrolamento. Nesta fase, o
operador de máquina deve certificar-se que o seu posto de trabalho reúne todas as condições necessárias
para dar início ao processo de enrolamento. As condições essenciais a assegurar nesta fase são:
Equipamentos em boas condições de uso;
Existência de folhas de registo de produção;
Existência de um lote de fabrico;
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
33
Existência de um cavalete disponível (suporte para transporte de tela);
Máquina devidamente abastecida com a tela descrita no seu lote de fabrico.
Reunidas todas estas condições, dá-se então início ao processo de enrolamento de tela crua. Para uma
melhor perceção deste processo, foi elaborado um fluxograma com a sequência das principais operações
que o compõem. O mesmo pode ser consultado no anexo 2.
Tal como mencionado anteriormente, assim que uma máquina é abastecida, o lote de fabrico é
transferido do responsável pelo abastecimento dos postos para o operador da máquina. Este, por sua
vez, recebe o lote e assegura que a tela disponibilizada para enrolar corresponde à descrição presente
no lote de fabrico.
Faz parte da instrução de trabalho associado a este processo, o registo, nas Fichas de Produção Diária
e Fichas de Rota de Operações (Gama Operatória), de toda a produção realizada em cada posto de
trabalho. Nestas fichas, são registadas todas as características presentes em cada lote de fabrico como
também a hora de início e hora de fim de cada lote.
A necessidade de rastilho está associada ao custo da matéria-prima, ou seja, para artigos com o preço
de custo mais elevado existe a necessidade de adicionar rastilho. Isto permite à empresa maximizar a
quantidade de tela transformada nos processos a jusante. Assim, no caso de existir a necessidade de
adição de rastilho a uma determinada referência de tela o operador deve realizar um conjunto de
operações que inclui buscar o rastilho, prepará-lo, costurá-lo e preparar o controlador eletrónico da
máquina (TAD) para a sua contabilização. Nesta fase, é preciso ter em conta que os metros de rastilho
enrolados não são contabilizados para a produção sendo, por isso, necessário “zerar o TAD”.
Antes de iniciar o enrolamento da tela é necessário, antes de mais, associar os metros a enrolar a um
determinado lote de fabrico. Neste sentido, o operador deve inserir no TAD o lote que vai dar início.
A estrutura de cada máquina é composta por uma rampa de abastecimento onde são colocados os
pequenos rolos. Assim, a cada entrada de um pequeno rolo o operador deve posicioná-lo de forma
centrada para que a tela siga o enfiamento correto até ao grande rolo (GR).
Cada pequeno rolo contém duas etiquetas de identificação, de modo a evitar a perda de informação
durante o seu manuseio entre secções. Assim, durante o processo de enrolamento de tela o operador
deve garantir que cada etiqueta de um pequeno rolo corresponde às características presentes no lote de
fabrico a enrolar.
Depois de posicionado o rolo na base da máquina, o operador procede à preparação da tela para a sua
costura. Uma máquina de enrolamento deve estar sempre munida de tela para que a produção possa
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
34
prosseguir sempre que necessário. Desta forma, entre cada pequeno rolo é dada uma costura de forma
a assegurar este pressuposto.
Terminada a costura é possível iniciar o enrolamento da tela. A metragem dos pequenos rolos é variável
pelo que o tempo de enrolamento associado também varia. Nesta fase, é importante mencionar que o
processo de enrolamento pode ser interrompido por duas razões:
Sempre que um pequeno rolo necessita de ser dividido para dar resposta à metragem requerida
pelo lote de fabrico, sendo que depois de dividido o pequeno rolo é retirado da base da máquina
através do recurso a um carro de apoio rolante;
Sempre que a tela que se encontra a ser enrolada vai ser utilizada para lotes diferentes, apesar
de enrolada no mesmo cavalete, o processo de enrolamento é interrompido para que o operador
possa proceder ao registo de fim de lote nas folhas para o efeito e à inserção do novo lote no
TAD.
Findo o pequeno rolo, o operador deve retirar da base da máquina o tubo que suportava a tela. Estes
tubos podem ser de plástico ou de cartão.
Nesta etapa do processo, existem três fatores de decisão. Numa primeira fase, se o pequeno rolo ainda
não satisfez a metragem necessária presente no lote de fabrico significa que, ou é necessário proceder
ao enrolamento de um novo pequeno rolo ou é enrolada uma tela com a mesma referência mas com
largura diferente. Posto isto, o operador segue as operações afetas a cada uma das situações. Por outro
lado, se os metros enrolados até ao momento correspondem ao requerido pelo lote, o operador tem de
assegurar se se trata de um lote que exige a adição de rastilho ou não. Por último, se os metros enrolados
já perfizeram o total necessário para o lote a enrolar, então o operador pode proceder às operações
necessárias para a transição entre lotes, que impliquem a troca de cavalete;
Sempre que um operador procede à finalização de um lote que exige a transição de cavalete, é necessário
executar um conjunto de operações. A primeira operação diz respeito ao registo dos dados relativos ao
lote terminado. De seguida, o operador deve efetuar o lançamento do lote no sistema informático, isto é,
dar “baixa” do(s) pequeno rolo nas existências em armazém atribuindo-o, desta forma, a um grande rolo
(GR) afeto a um determinado lote de fabrico. Terminada a operação, é feita a transição de cavalete a
qual implica, recorrendo ao uso de um reboque elétrico, retirar o grande rolo da máquina e transportá-
lo até à secção responsável por dar seguimento ao processo de transformação – a secção de
acabamentos. Nesta secção, existem cavaletes vazios disponíveis para a secção de enrolamento. Assim,
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
35
o operador “estaciona” o grande rolo terminado e transporta até à sua máquina um novo cavalete
disponível para uma nova carga.
4.2.4 Processos de setup
Depois de analisado o processo de enrolamento de tela crua, torna-se possível e necessário fazer uma
distinção entre dois tipos de setup associados a este processo: setup intermédio (SINT) e setup fim de
lote (SFLOTE).
Para os processos de setup importa mencionar que apesar das máquinas selecionadas possuírem
características distintas, os processos de setup, SINT ou SFLOTE, incluem as mesmas operações.
Enquanto o setup intermédio se refere ao tempo de preparação da máquina que decorre entre dois
pequenos rolos que podem ser enrolados num mesmo cavalete; o setup fim de lote está associado ao
tempo de preparação da máquina que decorre entre o fim de um lote e o início do próximo lote e que
implica a troca de cavalete.
Os tempos de cada um destes tipos de setup variam entre máquinas, devido a diferentes causas. Entre
estas causas, destacam-se:
Operações executadas manualmente, pelo facto das máquinas utilizadas serem pouco
automatizadas;
Ritmos e métodos de trabalho diferentes entre cada um dos operadores;
Condições dos pequenos rolos podem condicionar a eficiência das operações (rolos deformados;
tela rasgada; pequenos rolos divididos sem costuras; entre outros);
Características dos pequenos rolos: metragem (associado ao peso) e largura (quanto mais largo
mais complexo é o manuseio do rolo);
Condições dos equipamentos podem também condicionar a eficiência das operações realizadas
durante o processo (por exemplo, manutenção precária dos cavaletes).
Feita a distinção entre setups, foram realizadas 5 observações a cada uma das máquinas, sendo que
cada observação corresponde à duração de um turno, 8h30 às 18h00. O resultado destas observações
pode ser visualizado na tabela 3 abaixo apresentada.
De acordo com a mesma tabela, podemos concluir que para todas as máquinas analisadas, se verifica
que existe maior ocorrência dos setups intermédios (numa proporção aproximada de 1 setup fim de lote
por cada 5 a 6 setups intermédios).
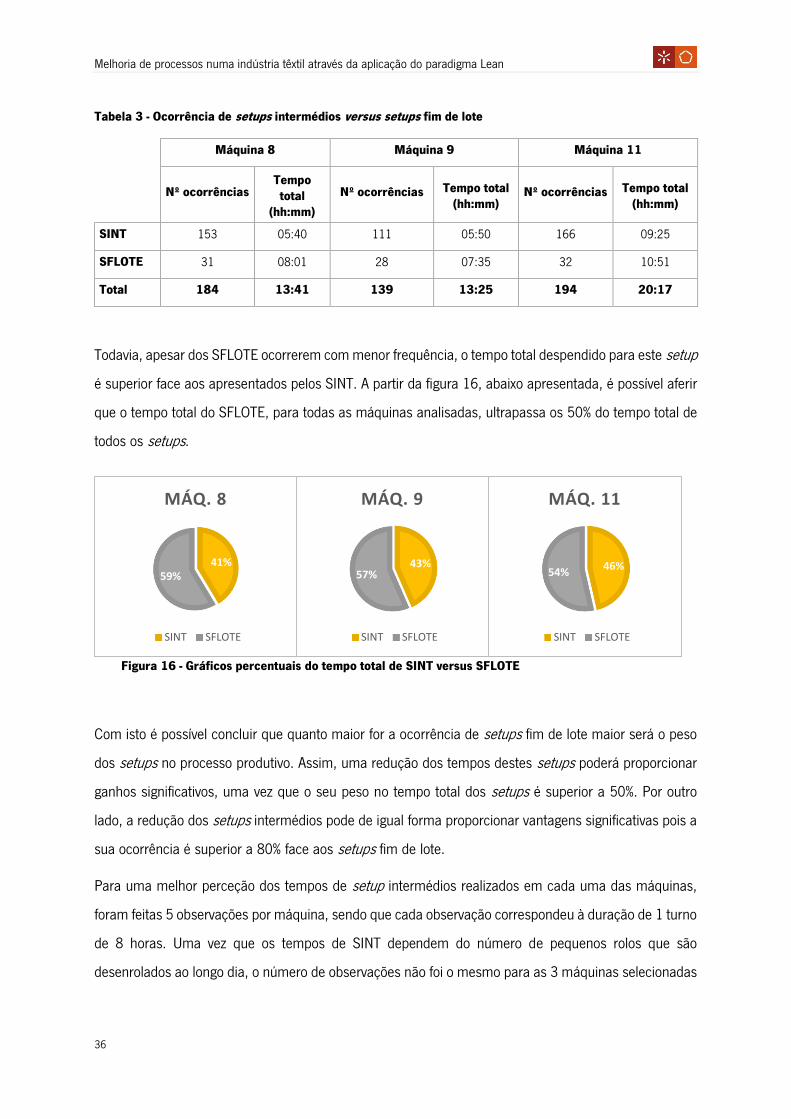
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
36
Tabela 3 - Ocorrência de setups intermédios versus setups fim de lote
Todavia, apesar dos SFLOTE ocorrerem com menor frequência, o tempo total despendido para este setup
é superior face aos apresentados pelos SINT. A partir da figura 16, abaixo apresentada, é possível aferir
que o tempo total do SFLOTE, para todas as máquinas analisadas, ultrapassa os 50% do tempo total de
todos os setups.
Figura 16 - Gráficos percentuais do tempo total de SINT versus SFLOTE
Com isto é possível concluir que quanto maior for a ocorrência de setups fim de lote maior será o peso
dos setups no processo produtivo. Assim, uma redução dos tempos destes setups poderá proporcionar
ganhos significativos, uma vez que o seu peso no tempo total dos setups é superior a 50%. Por outro
lado, a redução dos setups intermédios pode de igual forma proporcionar vantagens significativas pois a
sua ocorrência é superior a 80% face aos setups fim de lote.
Para uma melhor perceção dos tempos de setup intermédios realizados em cada uma das máquinas,
foram feitas 5 observações por máquina, sendo que cada observação correspondeu à duração de 1 turno
de 8 horas. Uma vez que os tempos de SINT dependem do número de pequenos rolos que são
desenrolados ao longo dia, o número de observações não foi o mesmo para as 3 máquinas selecionadas
Máquina 8 Máquina 9 Máquina 11
Nº ocorrências Tempo total
(hh:mm)
Nº ocorrências Tempo total (hh:mm)
Nº ocorrências Tempo total (hh:mm)
SINT 153 05:40 111 05:50 166 09:25
SFLOTE 31 08:01 28 07:35 32 10:51
Total 184 13:41 139 13:25 194 20:17
41%59%
MÁQ. 8
SINT SFLOTE
46%54%
MÁQ. 11
SINT SFLOTE
43%57%
MÁQ. 9
SINT SFLOTE

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
37
para o estudo. Nos gráficos das figuras 17 e 18, estão representados os resultados obtidos a partir das
observações realizadas.
Figura 17 - Tempos de SINT para a máquina nº 8
De acordo com o gráfico de dispersão apresentado para a máquina nº 8, com um total de 153
observações, é possível verificar que os tempos de SINT para além de apresentarem um grau de
dispersão pouco elevado, estes estão concentrados na linha representativa do objetivo estipulado para o
tempo total deste setup, de 2 minutos. Para esta máquina os tempos de SINT apresentam uma média
de 2 minutos e 14 segundos.
Figura 18 - Tempos de SINT para a máquina nº 9
Para a máquina nº 9, após 111 observações, foi possível constatar que o gráfico não mostra o mesmo
tipo de dispersão dos tempos de SINT. Aqui, é possível observar que os tempos de setup estão mais
00:00:0000:01:0000:02:0000:03:0000:04:0000:05:0000:06:0000:07:0000:08:0000:09:0000:10:0000:11:0000:12:00
0 10 20 30 40 50 60 70 80 90 100 110
Du
raçã
o d
o S
INT
Observação
Tempos de SINT - Máquina nº 9
Tempo de mudança Objetivo
00:00:0000:01:0000:02:0000:03:0000:04:0000:05:0000:06:0000:07:0000:08:0000:09:0000:10:0000:11:0000:12:00
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
Du
raçã
o d
o S
INT
Observação
Tempos de SINT - Máquina nº 8
Tempo de mudança Objetivo
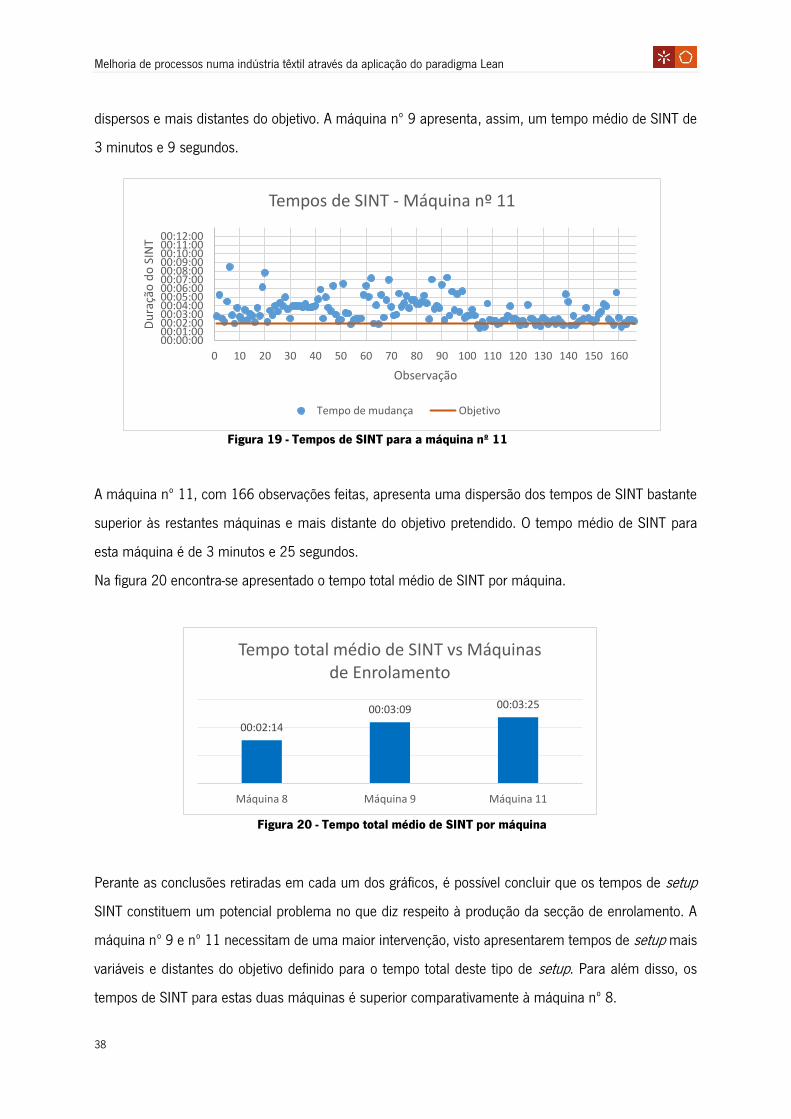
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
38
dispersos e mais distantes do objetivo. A máquina nº 9 apresenta, assim, um tempo médio de SINT de
3 minutos e 9 segundos.
Figura 19 - Tempos de SINT para a máquina nº 11
A máquina nº 11, com 166 observações feitas, apresenta uma dispersão dos tempos de SINT bastante
superior às restantes máquinas e mais distante do objetivo pretendido. O tempo médio de SINT para
esta máquina é de 3 minutos e 25 segundos.
Na figura 20 encontra-se apresentado o tempo total médio de SINT por máquina.
Figura 20 - Tempo total médio de SINT por máquina
Perante as conclusões retiradas em cada um dos gráficos, é possível concluir que os tempos de setup
SINT constituem um potencial problema no que diz respeito à produção da secção de enrolamento. A
máquina nº 9 e nº 11 necessitam de uma maior intervenção, visto apresentarem tempos de setup mais
variáveis e distantes do objetivo definido para o tempo total deste tipo de setup. Para além disso, os
tempos de SINT para estas duas máquinas é superior comparativamente à máquina nº 8.
00:02:14
00:03:09 00:03:25
Máquina 8 Máquina 9 Máquina 11
Tempo total médio de SINT vs Máquinas de Enrolamento
00:00:0000:01:0000:02:0000:03:0000:04:0000:05:0000:06:0000:07:0000:08:0000:09:0000:10:0000:11:0000:12:00
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160
Du
raçã
o d
o S
INT
Observação
Tempos de SINT - Máquina nº 11
Tempo de mudança Objetivo
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
39
4.2.5 Cálculo do OEE atual
Depois de selecionadas as máquinas para estudo, procedeu-se à análise e quantificação do desempenho
de cada um dos equipamentos. Para isso, recorreu-se à fórmula de cálculo do OEE que compreende 3
parâmetros: disponibilidade, velocidade e qualidade.
Os dados necessários para o cálculo do desempenho de cada equipamento foram obtidos através de
observações diárias, correspondentes ao horário do turno da secção, ou seja, das 8h30 às 18h00. Deste
intervalo de 9 horas e 30 minutos, considera-se que existe um período de 1 hora e 30 minutos destinado
à hora de almoço, 30 minutos de pausa e aproximadamente 20 minutos para limpeza de posto de
trabalho. A folha de registo utilizada para recolha de dados pode ser consultada no anexo 3.
Para o cálculo do OEE estabeleceu-se a premissa de que o parâmetro da Qualidade é de 100% para
todos os equipamentos, uma vez que os metros enrolados são sempre considerados conformes para
prosseguir no fluxo produtivo.
As principais fórmulas utilizadas no cálculo do OEE foram as seguintes:
Para os parâmetros:
Disponibilidade =Tempo de Funcionamento
Tempo de Abertura
Velocidade =Total de unid. produzidas/Tempo de funcionamento
Taxa de produção ideal
Qualidade =Peças boas
Total de peças
Para o fator OEE:
OEE = Disponibilidade * Velocidade * Qualidade
Nas tabelas 4, 5 e 6, são apresentados os cálculos do OEE para cada observação das respetivas
máquinas de enrolamento.
[3]
[4]
[5]
[6]
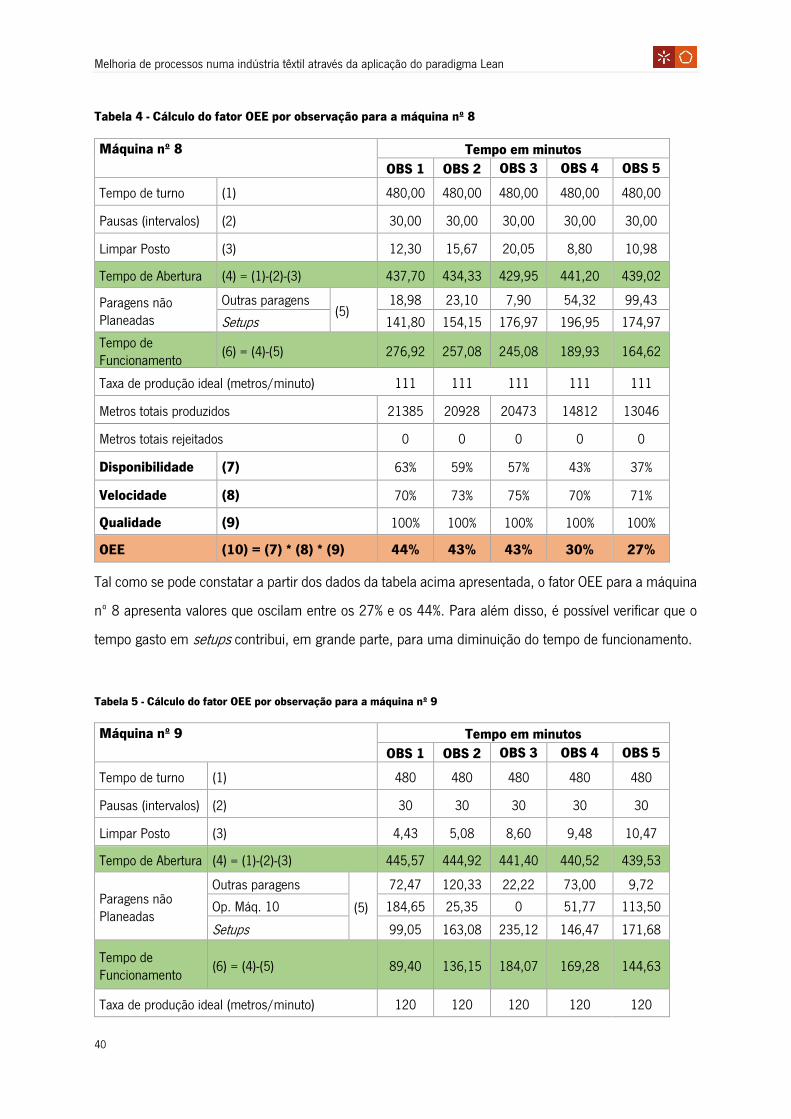
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
40
Tabela 4 - Cálculo do fator OEE por observação para a máquina nº 8
Tal como se pode constatar a partir dos dados da tabela acima apresentada, o fator OEE para a máquina
nº 8 apresenta valores que oscilam entre os 27% e os 44%. Para além disso, é possível verificar que o
tempo gasto em setups contribui, em grande parte, para uma diminuição do tempo de funcionamento.
Tabela 5 - Cálculo do fator OEE por observação para a máquina nº 9
Máquina nº 8
Tempo em minutos
OBS 1 OBS 2 OBS 3 OBS 4 OBS 5
Tempo de turno (1) 480,00 480,00 480,00 480,00 480,00
Pausas (intervalos) (2) 30,00 30,00 30,00 30,00 30,00
Limpar Posto (3) 12,30 15,67 20,05 8,80 10,98
Tempo de Abertura (4) = (1)-(2)-(3) 437,70 434,33 429,95 441,20 439,02
Paragens não Planeadas
Outras paragens (5)
18,98 23,10 7,90 54,32 99,43
Setups 141,80 154,15 176,97 196,95 174,97
Tempo de Funcionamento
(6) = (4)-(5) 276,92 257,08 245,08 189,93 164,62
Taxa de produção ideal (metros/minuto) 111 111 111 111 111
Metros totais produzidos 21385 20928 20473 14812 13046
Metros totais rejeitados 0 0 0 0 0
Disponibilidade (7) 63% 59% 57% 43% 37%
Velocidade (8) 70% 73% 75% 70% 71%
Qualidade (9) 100% 100% 100% 100% 100%
OEE (10) = (7) * (8) * (9) 44% 43% 43% 30% 27%
Máquina nº 9
Tempo em minutos
OBS 1 OBS 2 OBS 3 OBS 4 OBS 5
Tempo de turno (1) 480 480 480 480 480
Pausas (intervalos) (2) 30 30 30 30 30
Limpar Posto (3) 4,43 5,08 8,60 9,48 10,47
Tempo de Abertura (4) = (1)-(2)-(3) 445,57 444,92 441,40 440,52 439,53
Paragens não Planeadas
Outras paragens
(5)
72,47 120,33 22,22 73,00 9,72
Op. Máq. 10 184,65 25,35 0 51,77 113,50
Setups 99,05 163,08 235,12 146,47 171,68
Tempo de Funcionamento
(6) = (4)-(5) 89,40 136,15 184,07 169,28 144,63
Taxa de produção ideal (metros/minuto) 120 120 120 120 120
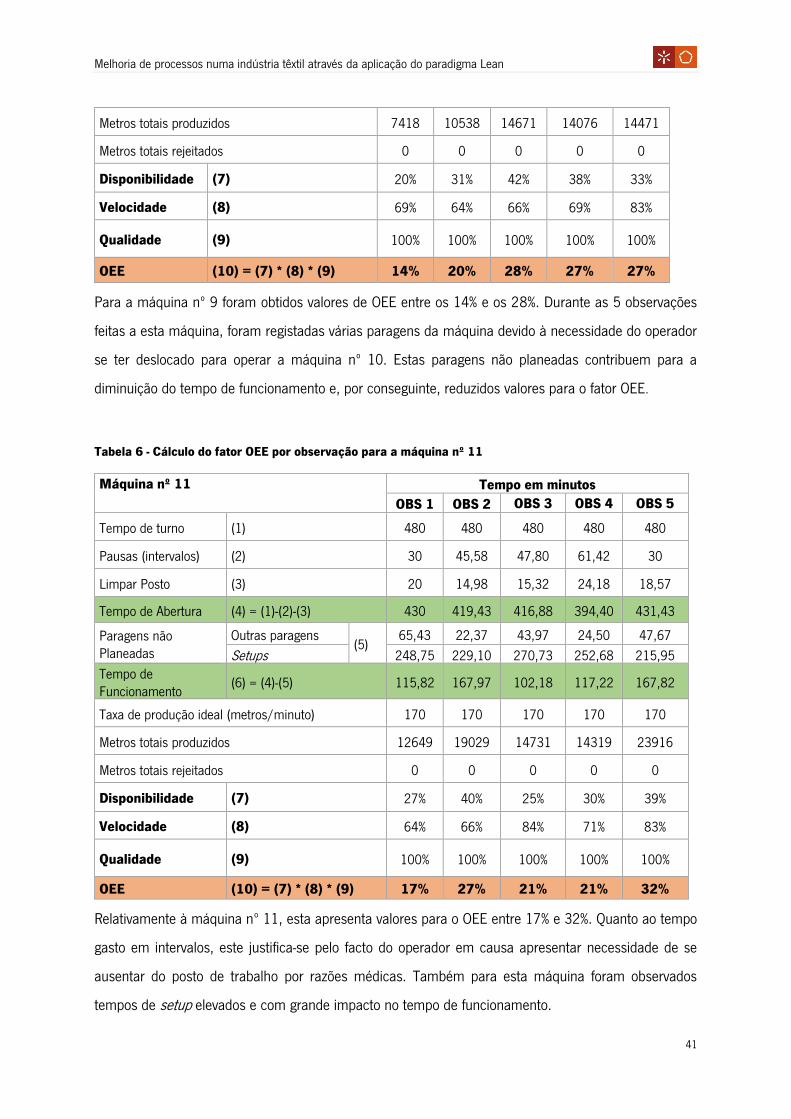
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
41
Para a máquina nº 9 foram obtidos valores de OEE entre os 14% e os 28%. Durante as 5 observações
feitas a esta máquina, foram registadas várias paragens da máquina devido à necessidade do operador
se ter deslocado para operar a máquina nº 10. Estas paragens não planeadas contribuem para a
diminuição do tempo de funcionamento e, por conseguinte, reduzidos valores para o fator OEE.
Tabela 6 - Cálculo do fator OEE por observação para a máquina nº 11
Relativamente à máquina nº 11, esta apresenta valores para o OEE entre 17% e 32%. Quanto ao tempo
gasto em intervalos, este justifica-se pelo facto do operador em causa apresentar necessidade de se
ausentar do posto de trabalho por razões médicas. Também para esta máquina foram observados
tempos de setup elevados e com grande impacto no tempo de funcionamento.
Metros totais produzidos 7418 10538 14671 14076 14471
Metros totais rejeitados 0 0 0 0 0
Disponibilidade (7) 20% 31% 42% 38% 33%
Velocidade (8) 69% 64% 66% 69% 83%
Qualidade (9) 100% 100% 100% 100% 100%
OEE (10) = (7) * (8) * (9) 14% 20% 28% 27% 27%
Máquina nº 11
Tempo em minutos
OBS 1 OBS 2 OBS 3 OBS 4 OBS 5
Tempo de turno (1) 480 480 480 480 480
Pausas (intervalos) (2) 30 45,58 47,80 61,42 30
Limpar Posto (3) 20 14,98 15,32 24,18 18,57
Tempo de Abertura (4) = (1)-(2)-(3) 430 419,43 416,88 394,40 431,43
Paragens não Planeadas
Outras paragens (5)
65,43 22,37 43,97 24,50 47,67
Setups 248,75 229,10 270,73 252,68 215,95 Tempo de Funcionamento
(6) = (4)-(5) 115,82 167,97 102,18 117,22 167,82
Taxa de produção ideal (metros/minuto) 170 170 170 170 170
Metros totais produzidos 12649 19029 14731 14319 23916
Metros totais rejeitados 0 0 0 0 0
Disponibilidade (7) 27% 40% 25% 30% 39%
Velocidade (8) 64% 66% 84% 71% 83%
Qualidade (9) 100% 100% 100% 100% 100%
OEE (10) = (7) * (8) * (9) 17% 27% 21% 21% 32%
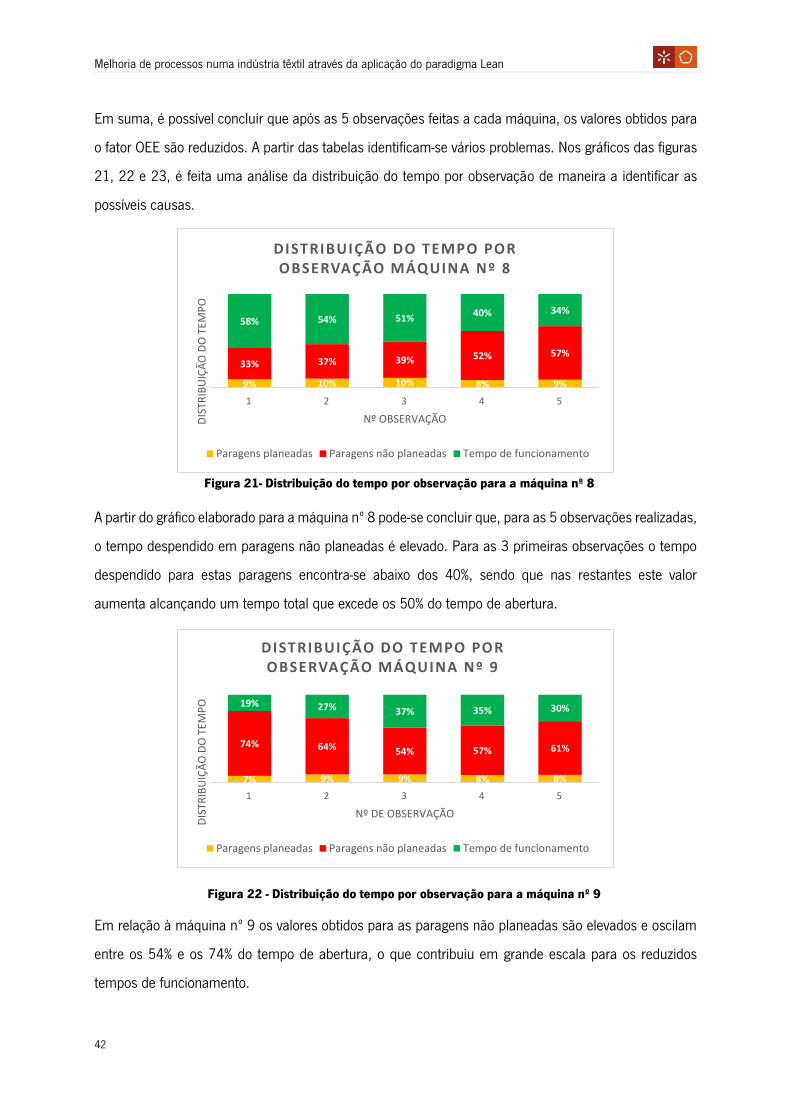
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
42
Em suma, é possível concluir que após as 5 observações feitas a cada máquina, os valores obtidos para
o fator OEE são reduzidos. A partir das tabelas identificam-se vários problemas. Nos gráficos das figuras
21, 22 e 23, é feita uma análise da distribuição do tempo por observação de maneira a identificar as
possíveis causas.
Figura 21- Distribuição do tempo por observação para a máquina nº 8
A partir do gráfico elaborado para a máquina nº 8 pode-se concluir que, para as 5 observações realizadas,
o tempo despendido em paragens não planeadas é elevado. Para as 3 primeiras observações o tempo
despendido para estas paragens encontra-se abaixo dos 40%, sendo que nas restantes este valor
aumenta alcançando um tempo total que excede os 50% do tempo de abertura.
Figura 22 - Distribuição do tempo por observação para a máquina nº 9
Em relação à máquina nº 9 os valores obtidos para as paragens não planeadas são elevados e oscilam
entre os 54% e os 74% do tempo de abertura, o que contribuiu em grande escala para os reduzidos
tempos de funcionamento.
9% 10% 10% 8% 9%
33% 37% 39% 52% 57%
58% 54% 51%40% 34%
1 2 3 4 5
DIS
TRIB
UIÇ
ÃO
DO
TEM
PO
Nº OBSERVAÇÃO
DISTRIBUIÇÃO DO TEMPO POR OBSERVAÇÃO MÁQUINA Nº 8
Paragens planeadas Paragens não planeadas Tempo de funcionamento
7% 9% 9% 8% 8%
74% 64% 54% 57% 61%
19% 27% 37% 35% 30%
1 2 3 4 5
DIS
TRIB
UIÇ
ÃO
DO
TEM
PO
Nº DE OBSERVAÇÃO
DISTRIBUIÇÃO DO TEMPO POR OBSERVAÇÃO MÁQUINA Nº 9
Paragens planeadas Paragens não planeadas Tempo de funcionamento

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
43
Figura 23 - Distribuição do tempo por observação para a máquina nº 11
A máquina nº 11 encontra-se na mesma situação, apresentando de igual forma tempos associados a
paragens não planeadas elevados. Também para esta máquina foram registados tempos acima dos 50%
podendo, desta forma, concluir que o tempo de funcionamento para cada observação se verifique abaixo
dos 35%.
Posto isto, e perante as constatações acima apresentadas, é possível concluir que o tempo gasto em
paragens não planeadas constitui um problema no que diz respeito ao grau de eficiência dos
equipamentos da secção de enrolamento.
4.3 Identificação de problemas
Nesta secção, serão apresentados os principais problemas detetados durante a análise feita à secção de
enrolamento. Estes fatores têm vindo a contribuir para a existência de desperdícios e falta de eficiência
no processo produtivo da secção, pelo que se torna essencial identificá-los e fazer uma análise para
fundamentar as possíveis propostas de melhoria.
4.3.1 Postos de trabalho
Um dos aspetos relevantes e facilmente visíveis que contribuem para a falta de eficiência na secção em
estudo é a desorganização da secção e dos respetivos postos de trabalho. Numa secção pequena e com
sintomas de falta de otimização de espaço torna-se vital assegurar um local definido para cada
equipamento e/ou material.
Equipamentos como reboques manuais, reboque automático, carros de apoio e cavaletes são
estacionados aleatoriamente na secção. Para além de perdas de tempo na procura dos equipamentos
10% 13% 13% 18% 10%
65% 52%66% 58%
55%
24%35%
21% 24%35%
1 2 3 4 5DIS
TRIB
UIÇ
ÃO
DO
TEM
PO
Nº DE OBSERVAÇÃO
DISTRIBUIÇÃO DO TEMPO POR OBSERVAÇÃO MÁQUINA Nº 11
Paragens planeadas Paragens não planeadas Tempo de funcionamento
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
44
quando necessários, estes tornam-se obstáculos de passagem e colocam em risco a segurança dos
colaboradores.
Relativamente aos postos de trabalho existentes, a acumulação de materiais obsoletos e a existência de
materiais/ferramentas não necessários para as tarefas diárias dificultam operações, como é o caso da
troca de agulha da máquina de costura, uma vez que este material não se encontra sempre no mesmo
local e, por vezes, para além das agulhas necessárias existem também agulhas de máquinas de costura
que já não permanecem na secção. O aumento dos tempos de operação também surge como
consequência da desarrumação dos postos de trabalho.
4.3.2 Métodos de trabalho
A falta de normalização dos métodos de trabalho foi mais um dos problemas identificados na secção de
enrolamento. Apesar de existirem instruções de trabalho associadas ao processo de enrolamento, estas
apresentam uma descrição bastante genérica das operações a realizar por cada operador, pelo que cada
um dos operadores de máquina executa as operações principais da forma que melhor se adapta ao seu
método de trabalho. Desta forma, assiste-se a uma descoordenação nas tarefas executadas pelos
operadores de máquinas a qual pode implicar níveis de rendimento bastante díspares entre
colaboradores e consequentemente taxas de produtividade diferentes no final de cada dia de trabalho.
4.3.3 Planos de manutenção
Apesar da empresa já possuir um departamento de manutenção, alguns equipamentos essenciais para
a secção de enrolamento não se encontram abrangidos por planos de manutenção, como é o caso dos
cavaletes. Este tipo de equipamento é utilizado pelos vários setores pertencentes à secção dos
acabamentos, pelo que a falta de uma logística associada aos cavaletes poderá contribuir para a falta de
eficiência da secção.

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
45
5. PROPOSTAS DE MELHORIA
No presente capítulo, serão apresentadas as propostas de melhoria que visam dar resposta aos
problemas detetados no capítulo anterior. O plano de acção associado a estas propostas está assente
em ferramentas provenientes do conceito Lean Production, como é o caso do programa 5S’s e aplicação
de gestão visual, aplicação da metodologia SMED, cálculo de eficiência de equipamentos através do fator
OEE e utilização de Standard Work para uniformização dos métodos de trabalho.
5.1 Síntese de Problemas
O estudo da secção de enrolamento incidiu sobretudo na identificação e análise das principais causas
de perdas de eficiência que estariam a contribuir para as baixas taxas de produtividade da mesma. Neste
sentido, foi elaborado uma Matriz Dificuldade de implementação versus Impacto no sentido de avaliar o
risco de implementação das possíveis ferramentas Lean. Esta matriz apresenta-se como um método
desenvolvido para identificar as ferramentas Lean que se revelam mais apropriadas para uma
determinada organização. Uma das suas vantagens é permitir priorizar o esforço organizacional para as
ferramentas e técnicas Lean que melhor se aplicam na organização num determinado momento em
particular (Pierce and Pons, 2013).
A secção de enrolamento encontra-se interligada a outras secções o que se pode revelar crítico aquando
da implementação de algumas ferramentas, uma vez que a sua implementação pode implicar algumas
alterações nas restantes secções ou mesmo implicar algum investimento por parte da empresa. Por essa
razão, foi elaborada a matriz apresentada na figura 24.
Considerando a situação atual da empresa, as possíveis ferramentas a aplicar foram posicionadas na
matriz tendo em conta o grau de dificuldade de implementação versus o seu impacto na secção em
estudo.
A partir da matriz apresentada é possível observar que as ferramentas como 5S e Gestão Visual foram
posicionadas na matriz como sendo de fácil implementação e com impacto elevado. A arrumação da
secção é essencial para que os problemas sejam detetados, e as perdas de tempo devido à
desorganização, eliminados. O SMED e Standard Work estão situados na matriz enquanto ferramentas
com grau de dificuldade de implementação médio mas com impacto elevado. Fatores como a falta de
automatização dos processos ou logística de armazém revelaram-se críticos para a redução do peso das
paragens não planeadas.
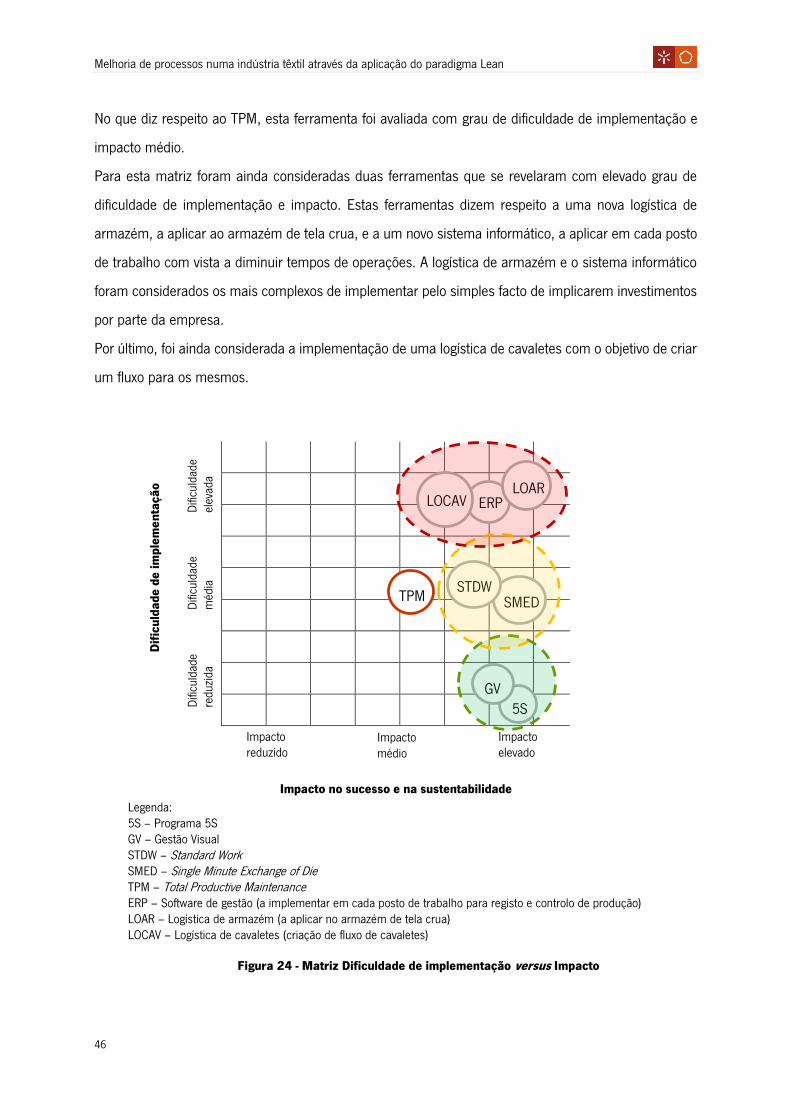
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
46
No que diz respeito ao TPM, esta ferramenta foi avaliada com grau de dificuldade de implementação e
impacto médio.
Para esta matriz foram ainda consideradas duas ferramentas que se revelaram com elevado grau de
dificuldade de implementação e impacto. Estas ferramentas dizem respeito a uma nova logística de
armazém, a aplicar ao armazém de tela crua, e a um novo sistema informático, a aplicar em cada posto
de trabalho com vista a diminuir tempos de operações. A logística de armazém e o sistema informático
foram considerados os mais complexos de implementar pelo simples facto de implicarem investimentos
por parte da empresa.
Por último, foi ainda considerada a implementação de uma logística de cavaletes com o objetivo de criar
um fluxo para os mesmos.
Figura 24 - Matriz Dificuldade de implementação versus Impacto
5S
GV
TPM SMED STDW
ERP LOAR
Dif
icu
lda
de
de
im
ple
me
nta
ção
Difi
culd
ade
elev
ada
Difi
culd
ade
méd
ia
Difi
culd
ade
redu
zida
Impacto no sucesso e na sustentabilidade
Impacto elevado
Impacto médio
Impacto reduzido
Legenda: 5S – Programa 5S GV – Gestão Visual STDW – Standard Work SMED – Single Minute Exchange of Die TPM – Total Productive Maintenance ERP – Software de gestão (a implementar em cada posto de trabalho para registo e controlo de produção) LOAR – Logística de armazém (a aplicar no armazém de tela crua) LOCAV – Logística de cavaletes (criação de fluxo de cavaletes)
LOCAV
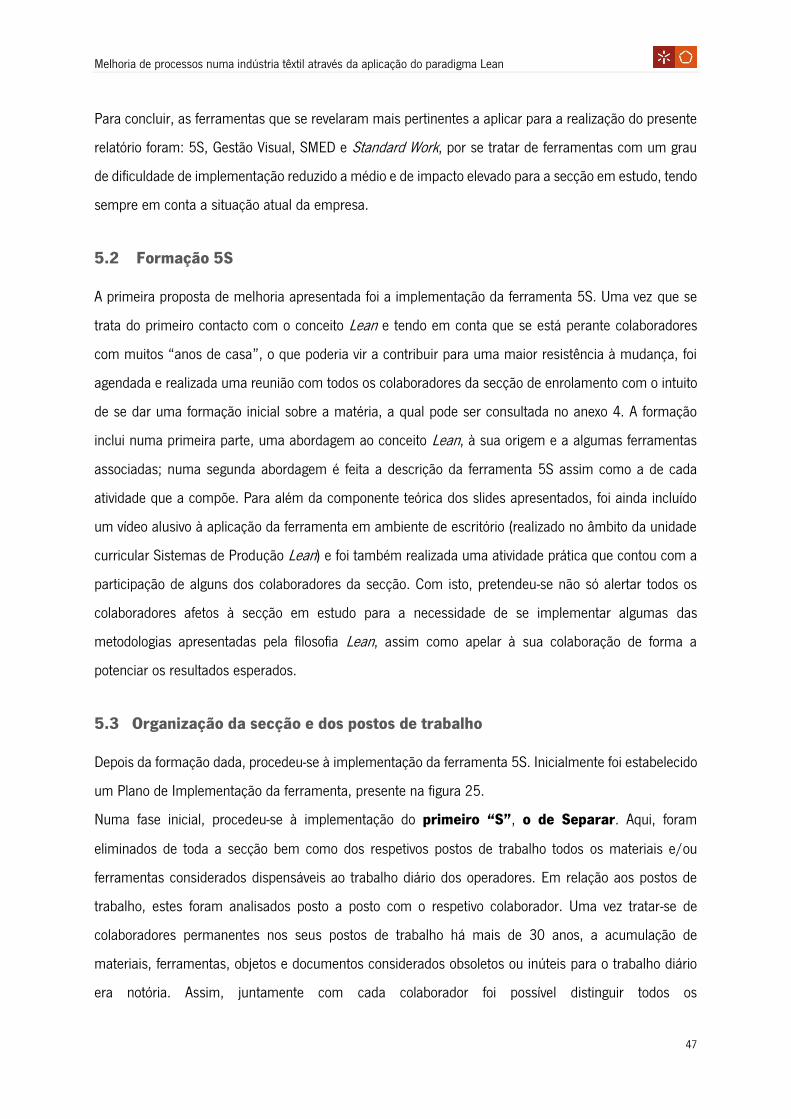
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
47
Para concluir, as ferramentas que se revelaram mais pertinentes a aplicar para a realização do presente
relatório foram: 5S, Gestão Visual, SMED e Standard Work, por se tratar de ferramentas com um grau
de dificuldade de implementação reduzido a médio e de impacto elevado para a secção em estudo, tendo
sempre em conta a situação atual da empresa.
5.2 Formação 5S
A primeira proposta de melhoria apresentada foi a implementação da ferramenta 5S. Uma vez que se
trata do primeiro contacto com o conceito Lean e tendo em conta que se está perante colaboradores
com muitos “anos de casa”, o que poderia vir a contribuir para uma maior resistência à mudança, foi
agendada e realizada uma reunião com todos os colaboradores da secção de enrolamento com o intuito
de se dar uma formação inicial sobre a matéria, a qual pode ser consultada no anexo 4. A formação
inclui numa primeira parte, uma abordagem ao conceito Lean, à sua origem e a algumas ferramentas
associadas; numa segunda abordagem é feita a descrição da ferramenta 5S assim como a de cada
atividade que a compõe. Para além da componente teórica dos slides apresentados, foi ainda incluído
um vídeo alusivo à aplicação da ferramenta em ambiente de escritório (realizado no âmbito da unidade
curricular Sistemas de Produção Lean) e foi também realizada uma atividade prática que contou com a
participação de alguns dos colaboradores da secção. Com isto, pretendeu-se não só alertar todos os
colaboradores afetos à secção em estudo para a necessidade de se implementar algumas das
metodologias apresentadas pela filosofia Lean, assim como apelar à sua colaboração de forma a
potenciar os resultados esperados.
5.3 Organização da secção e dos postos de trabalho
Depois da formação dada, procedeu-se à implementação da ferramenta 5S. Inicialmente foi estabelecido
um Plano de Implementação da ferramenta, presente na figura 25.
Numa fase inicial, procedeu-se à implementação do primeiro “S”, o de Separar. Aqui, foram
eliminados de toda a secção bem como dos respetivos postos de trabalho todos os materiais e/ou
ferramentas considerados dispensáveis ao trabalho diário dos operadores. Em relação aos postos de
trabalho, estes foram analisados posto a posto com o respetivo colaborador. Uma vez tratar-se de
colaboradores permanentes nos seus postos de trabalho há mais de 30 anos, a acumulação de
materiais, ferramentas, objetos e documentos considerados obsoletos ou inúteis para o trabalho diário
era notória. Assim, juntamente com cada colaborador foi possível distinguir todos os
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
48
materiais/ferramentas a eliminar dos postos assim como todos aqueles que são imprescindíveis ao seu
trabalho diário e ainda definir o grau de utilização de cada um destes.
Figura 25 - Plano de Implementação da ferramenta 5S
De seguida, procedeu-se à implementação do segundo “S”, Arrumar. Por se tratar de uma secção
com uma área reduzida para as suas necessidades, tornou-se vital proceder à implementação desta
ferramenta para uma maior otimização do espaço. Desta forma, nesta segunda etapa foi proposto utilizar,
em paralelo, a ferramenta de Gestão Visual através da aplicação de linhas amarelas para delimitar áreas:
quer de fluxo de materiais e equipamentos e fluxo de pessoas, quer para definir a localização dos
equipamentos utilizados diariamente. As perdas de tempo resultantes da obstrução de espaço ou procura
pelos equipamentos pela secção eram notórias. Foi então elaborada, a partir da planta da secção, uma
proposta de reestruturação da mesma, a qual pode ser consultada na figura 26.
A terceira etapa corresponde à implementação do terceiro “S”, a Limpeza. Para esta fase foram
propostas algumas regras de limpeza, presentes no anexo 5, as quais incluem o quê, quando, quem e
com que frequência a limpeza de cada área ou posto de trabalho deve ser feita. Apesar de já existirem
algumas regras de limpeza na secção como é o caso da limpeza diária dos postos trabalho, a limpeza
de toda a secção ou esvaziamento de depósitos não se encontravam associadas a nenhuma frequência
de limpeza, por exemplo. De forma a assegurar o conhecimento das normas por todos os colaboradores,
foi proposto afixá-las também na secção.
No quarto “S”, Normalização, para além da prévia formação de sensibilização dada a todos os
colaboradores, no final da formação foi distribuído um folheto informativo a cada participante, com um
breve resumo dos conteúdos abordados. Este folheto encontra-se no anexo 6. Com isto pretendeu-se

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
49
alertar para a necessidade de colaboração de cada um, durante e após a implementação da ferramenta
para que os resultados se possam revelar significativos de melhorias não só para a secção mas para os
próprios colaboradores que nela trabalham.
Foi ainda proposto afixar na secção, visível a todos os colaboradores, o novo layout da secção mas com
uma legenda específica e facilmente compreensível por todos, o qual pode ser consultado a partir do
anexo 7.
Figura 26 - Proposta de Reestruturação do Layout da Secção
O quinto “S”, Disciplina, surge com o objetivo de tornar possível o cumprimento dos padrões definidos
nas etapas anteriores. Para isso, foi agendada uma auditoria a toda a secção do sentido de esta ser
avaliada e mostrar o seu compromisso perante as regras que foram previamente estipuladas. A checklist
utilizada para o efeito pode ser consultada no anexo 8.
5.4 Redução dos tempos de preparação
A implementação do SMED surgiu como proposta de melhoria para a redução dos tempos de preparação
das máquinas, tendo como principal foco o número de operações executadas e o tempo de execução
das mesmas.
Legenda:
1. Área Reservada à secção (p.e. cavaletes a aguardar aprovação);
2. Área reservada para rastilhos; 3. Local de estacionamento do reboque elétrico; 4. Rolos transitórios (prontos a entrar nas máquinas); 5. Local de estacionamento do reboque manual; 6. Local de estacionamento dos carros de apoio; 7. Depósito de canos de cartão; 8. Depósito de resíduos (cartão, plástico, outros) 9. Depósitos de desperdícios e depósito de fitas; 10. Local de arrumação do escadote; 11. Depósito de canos de cartão; 12. Depósito para plásticos.
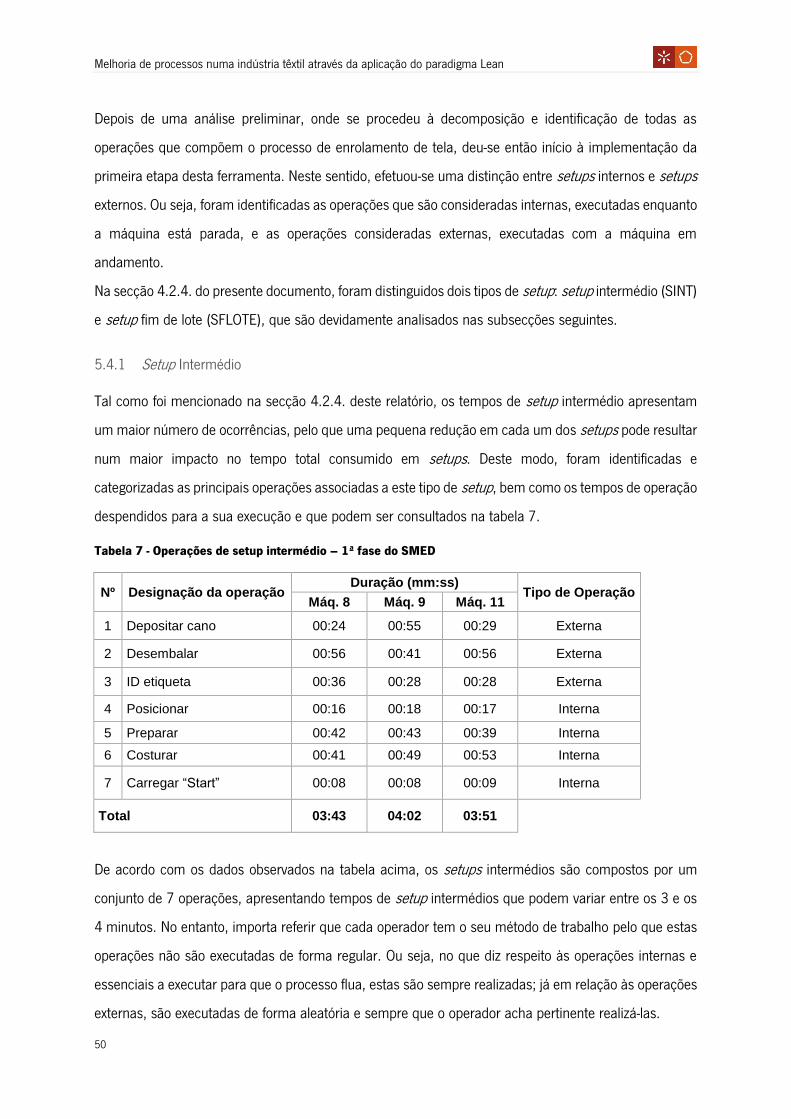
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
50
Depois de uma análise preliminar, onde se procedeu à decomposição e identificação de todas as
operações que compõem o processo de enrolamento de tela, deu-se então início à implementação da
primeira etapa desta ferramenta. Neste sentido, efetuou-se uma distinção entre setups internos e setups
externos. Ou seja, foram identificadas as operações que são consideradas internas, executadas enquanto
a máquina está parada, e as operações consideradas externas, executadas com a máquina em
andamento.
Na secção 4.2.4. do presente documento, foram distinguidos dois tipos de setup: setup intermédio (SINT)
e setup fim de lote (SFLOTE), que são devidamente analisados nas subsecções seguintes.
5.4.1 Setup Intermédio
Tal como foi mencionado na secção 4.2.4. deste relatório, os tempos de setup intermédio apresentam
um maior número de ocorrências, pelo que uma pequena redução em cada um dos setups pode resultar
num maior impacto no tempo total consumido em setups. Deste modo, foram identificadas e
categorizadas as principais operações associadas a este tipo de setup, bem como os tempos de operação
despendidos para a sua execução e que podem ser consultados na tabela 7.
Tabela 7 - Operações de setup intermédio – 1ª fase do SMED
De acordo com os dados observados na tabela acima, os setups intermédios são compostos por um
conjunto de 7 operações, apresentando tempos de setup intermédios que podem variar entre os 3 e os
4 minutos. No entanto, importa referir que cada operador tem o seu método de trabalho pelo que estas
operações não são executadas de forma regular. Ou seja, no que diz respeito às operações internas e
essenciais a executar para que o processo flua, estas são sempre realizadas; já em relação às operações
externas, são executadas de forma aleatória e sempre que o operador acha pertinente realizá-las.
Nº Designação da operação Duração (mm:ss)
Tipo de Operação Máq. 8 Máq. 9 Máq. 11
1 Depositar cano 00:24 00:55 00:29 Externa
2 Desembalar 00:56 00:41 00:56 Externa
3 ID etiqueta 00:36 00:28 00:28 Externa
4 Posicionar 00:16 00:18 00:17 Interna
5 Preparar 00:42 00:43 00:39 Interna
6 Costurar 00:41 00:49 00:53 Interna
7 Carregar “Start” 00:08 00:08 00:09 Interna
Total 03:43 04:02 03:51

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
51
Neste sentido, foi então implementada a segunda etapa da ferramenta SMED, a qual consistiu na
conversão de operações internas em externas. Durante o tempo inativo da máquina apenas deverão ser
realizadas as operações consideradas essenciais para que a máquina entre em funcionamento
novamente. Para isso, foi sugerido que as operações identificadas como externas sejam executadas,
tanto quanto possível, com a máquina em andamento. Desta forma, 3 das operações foram convertidas
em operações externas, permitindo reduzir não só o número total de operações mas também reduzir
substancialmente o tempo total deste setup para aproximadamente 2 minutos, tal como se pode verificar
a partir da tabela 8.
Tabela 8 - Operações de setup intermédio – 2ª fase do SMED
De notar que para a operação “Depositar cano” foi sugerida a sua substituição pela operação interna
“Retirar cano”. Enquanto depositar o cano interno do pequeno rolo implica a deslocação do operador
até ao contentor próprio para o efeito, a operação de o retirar consiste apenas em retirar o cano da base
da máquina e colocá-lo ao lado do equipamento para prosseguir com as restantes operações. Depositar
o cano será, portanto, considerada como operação externa. Na tabela 9 é possível constatar a diferença
de tempos entre estas duas operações.
Tabela 9 - Duração da operação “Depositar cano” versus operação “Retirar cano”
Nº Designação da
operação Duração (mm:ss) Tipo de
Operação Máq. 8 Máq. 9 Máq. 11
1 Retirar cano 00:15 00:12 00:11 Interna
2 Posicionar 00:16 00:18 00:17 Interna
3 Preparar 00:42 00:43 00:39 Interna
4 Costurar 00:41 00:49 00:53 Interna
5 Carregar “Start” 00:08 00:08 00:09 Interna
Total de operações internas
02:02 02:10 02:09
Duração (mm:ss)
Máquina nº 8
Máquina nº 9
Máquina nº 10
Depositar cano 00:24 00:55 00:29
Retirar cano 00:15 00:12 00:11
Ganho 00:10 00:43 00:18
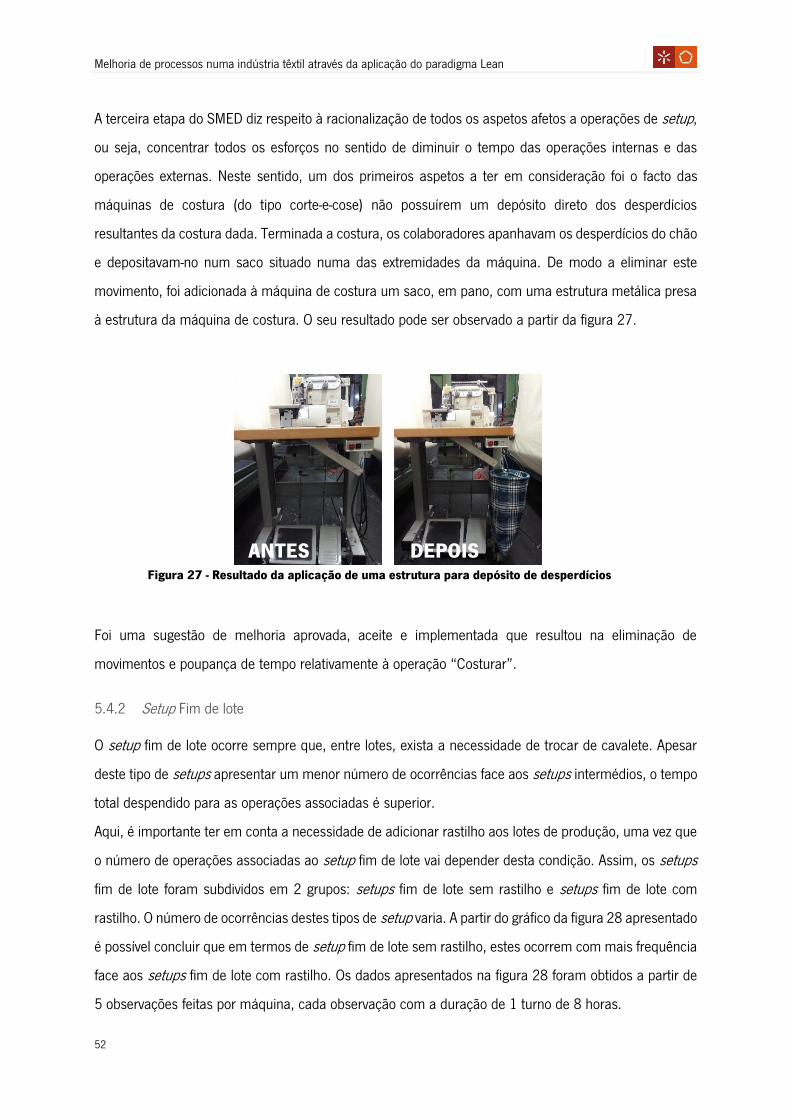
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
52
A terceira etapa do SMED diz respeito à racionalização de todos os aspetos afetos a operações de setup,
ou seja, concentrar todos os esforços no sentido de diminuir o tempo das operações internas e das
operações externas. Neste sentido, um dos primeiros aspetos a ter em consideração foi o facto das
máquinas de costura (do tipo corte-e-cose) não possuírem um depósito direto dos desperdícios
resultantes da costura dada. Terminada a costura, os colaboradores apanhavam os desperdícios do chão
e depositavam-no num saco situado numa das extremidades da máquina. De modo a eliminar este
movimento, foi adicionada à máquina de costura um saco, em pano, com uma estrutura metálica presa
à estrutura da máquina de costura. O seu resultado pode ser observado a partir da figura 27.
Figura 27 - Resultado da aplicação de uma estrutura para depósito de desperdícios
Foi uma sugestão de melhoria aprovada, aceite e implementada que resultou na eliminação de
movimentos e poupança de tempo relativamente à operação “Costurar”.
5.4.2 Setup Fim de lote
O setup fim de lote ocorre sempre que, entre lotes, exista a necessidade de trocar de cavalete. Apesar
deste tipo de setups apresentar um menor número de ocorrências face aos setups intermédios, o tempo
total despendido para as operações associadas é superior.
Aqui, é importante ter em conta a necessidade de adicionar rastilho aos lotes de produção, uma vez que
o número de operações associadas ao setup fim de lote vai depender desta condição. Assim, os setups
fim de lote foram subdividos em 2 grupos: setups fim de lote sem rastilho e setups fim de lote com
rastilho. O número de ocorrências destes tipos de setup varia. A partir do gráfico da figura 28 apresentado
é possível concluir que em termos de setup fim de lote sem rastilho, estes ocorrem com mais frequência
face aos setups fim de lote com rastilho. Os dados apresentados na figura 28 foram obtidos a partir de
5 observações feitas por máquina, cada observação com a duração de 1 turno de 8 horas.
ANTES DEPOIS
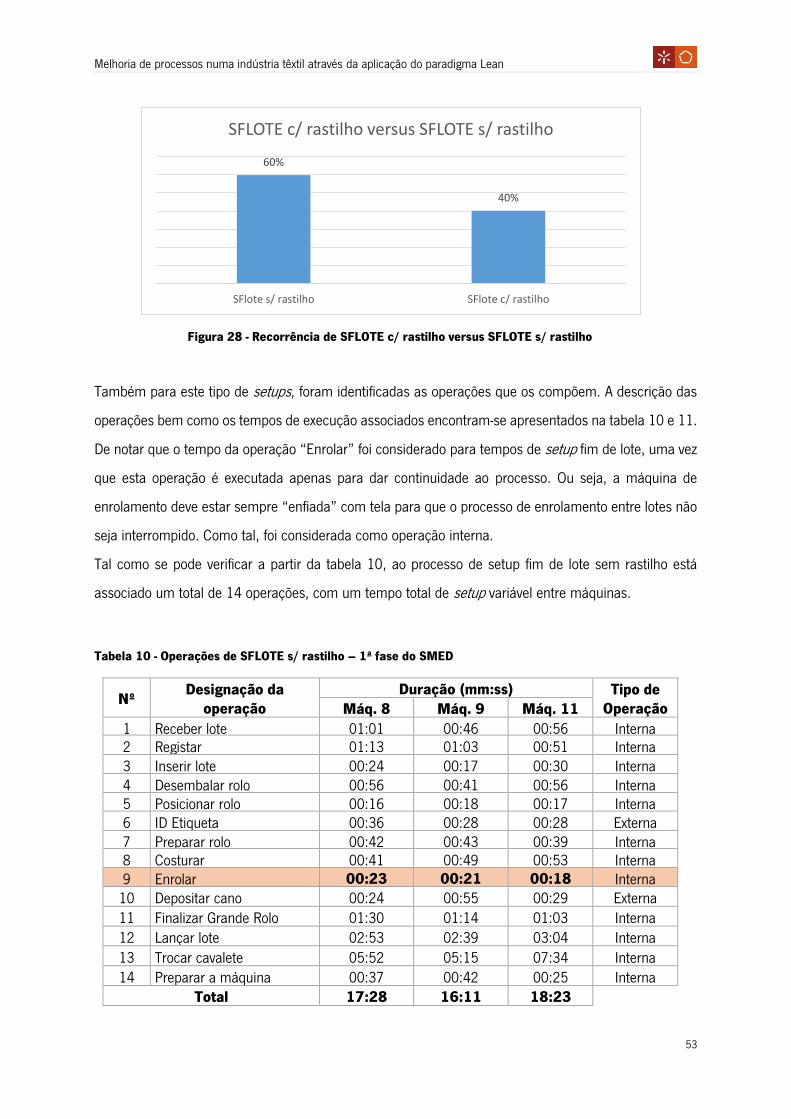
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
53
Figura 28 - Recorrência de SFLOTE c/ rastilho versus SFLOTE s/ rastilho
Também para este tipo de setups, foram identificadas as operações que os compõem. A descrição das
operações bem como os tempos de execução associados encontram-se apresentados na tabela 10 e 11.
De notar que o tempo da operação “Enrolar” foi considerado para tempos de setup fim de lote, uma vez
que esta operação é executada apenas para dar continuidade ao processo. Ou seja, a máquina de
enrolamento deve estar sempre “enfiada” com tela para que o processo de enrolamento entre lotes não
seja interrompido. Como tal, foi considerada como operação interna.
Tal como se pode verificar a partir da tabela 10, ao processo de setup fim de lote sem rastilho está
associado um total de 14 operações, com um tempo total de setup variável entre máquinas.
Tabela 10 - Operações de SFLOTE s/ rastilho – 1ª fase do SMED
Nº Designação da
operação Duração (mm:ss) Tipo de
Operação Máq. 8 Máq. 9 Máq. 11 1 Receber lote 01:01 00:46 00:56 Interna 2 Registar 01:13 01:03 00:51 Interna 3 Inserir lote 00:24 00:17 00:30 Interna 4 Desembalar rolo 00:56 00:41 00:56 Interna 5 Posicionar rolo 00:16 00:18 00:17 Interna 6 ID Etiqueta 00:36 00:28 00:28 Externa 7 Preparar rolo 00:42 00:43 00:39 Interna 8 Costurar 00:41 00:49 00:53 Interna 9 Enrolar 00:23 00:21 00:18 Interna 10 Depositar cano 00:24 00:55 00:29 Externa 11 Finalizar Grande Rolo 01:30 01:14 01:03 Interna 12 Lançar lote 02:53 02:39 03:04 Interna 13 Trocar cavalete 05:52 05:15 07:34 Interna 14 Preparar a máquina 00:37 00:42 00:25 Interna
Total 17:28 16:11 18:23
60%
40%
SFlote s/ rastilho SFlote c/ rastilho
SFLOTE c/ rastilho versus SFLOTE s/ rastilho
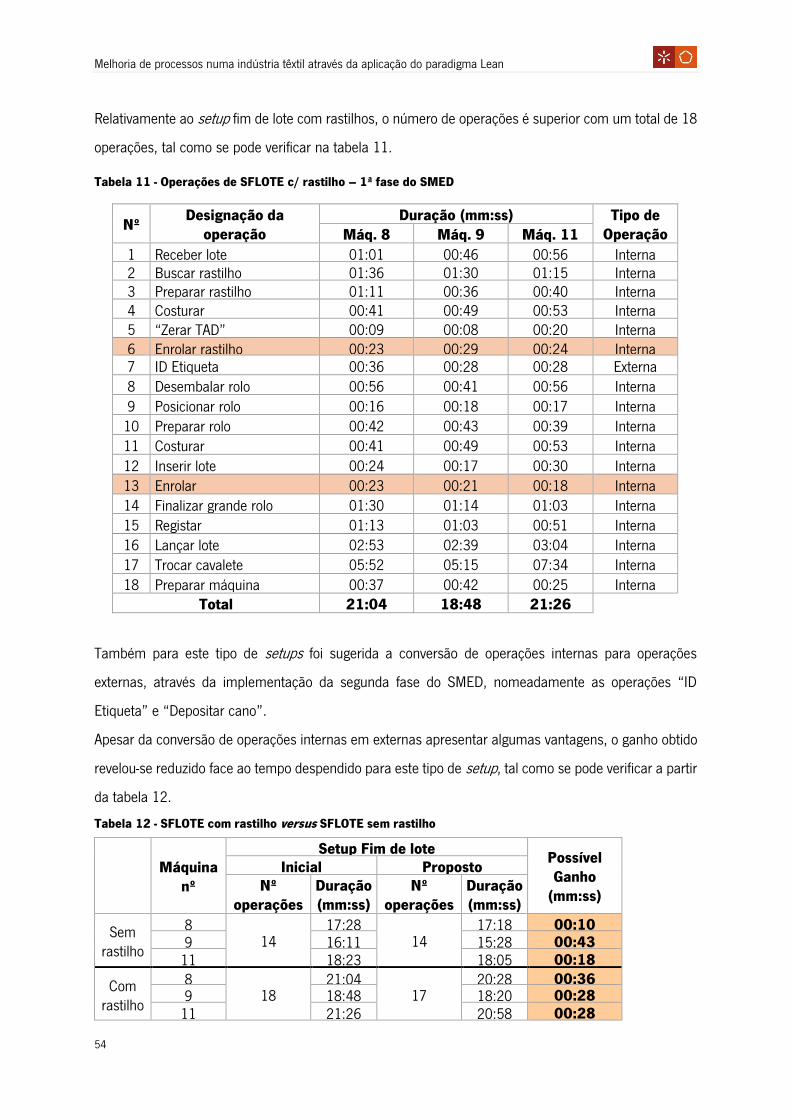
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
54
Relativamente ao setup fim de lote com rastilhos, o número de operações é superior com um total de 18
operações, tal como se pode verificar na tabela 11.
Tabela 11 - Operações de SFLOTE c/ rastilho – 1ª fase do SMED
Também para este tipo de setups foi sugerida a conversão de operações internas para operações
externas, através da implementação da segunda fase do SMED, nomeadamente as operações “ID
Etiqueta” e “Depositar cano”.
Apesar da conversão de operações internas em externas apresentar algumas vantagens, o ganho obtido
revelou-se reduzido face ao tempo despendido para este tipo de setup, tal como se pode verificar a partir
da tabela 12.
Tabela 12 - SFLOTE com rastilho versus SFLOTE sem rastilho
Nº Designação da
operação Duração (mm:ss) Tipo de
Operação Máq. 8 Máq. 9 Máq. 11
1 Receber lote 01:01 00:46 00:56 Interna 2 Buscar rastilho 01:36 01:30 01:15 Interna 3 Preparar rastilho 01:11 00:36 00:40 Interna 4 Costurar 00:41 00:49 00:53 Interna 5 “Zerar TAD” 00:09 00:08 00:20 Interna 6 Enrolar rastilho 00:23 00:29 00:24 Interna 7 ID Etiqueta 00:36 00:28 00:28 Externa 8 Desembalar rolo 00:56 00:41 00:56 Interna 9 Posicionar rolo 00:16 00:18 00:17 Interna 10 Preparar rolo 00:42 00:43 00:39 Interna 11 Costurar 00:41 00:49 00:53 Interna 12 Inserir lote 00:24 00:17 00:30 Interna 13 Enrolar 00:23 00:21 00:18 Interna 14 Finalizar grande rolo 01:30 01:14 01:03 Interna 15 Registar 01:13 01:03 00:51 Interna 16 Lançar lote 02:53 02:39 03:04 Interna 17 Trocar cavalete 05:52 05:15 07:34 Interna 18 Preparar máquina 00:37 00:42 00:25 Interna
Total 21:04 18:48 21:26
Máquina nº
Setup Fim de lote Possível Ganho
(mm:ss)
Inicial Proposto Nº
operações Duração (mm:ss)
Nº operações
Duração (mm:ss)
Sem rastilho
8 14
17:28 14
17:18 00:10 9 16:11 15:28 00:43 11 18:23 18:05 00:18
Com rastilho
8 18
21:04 17
20:28 00:36 9 18:48 18:20 00:28 11 21:26 20:58 00:28
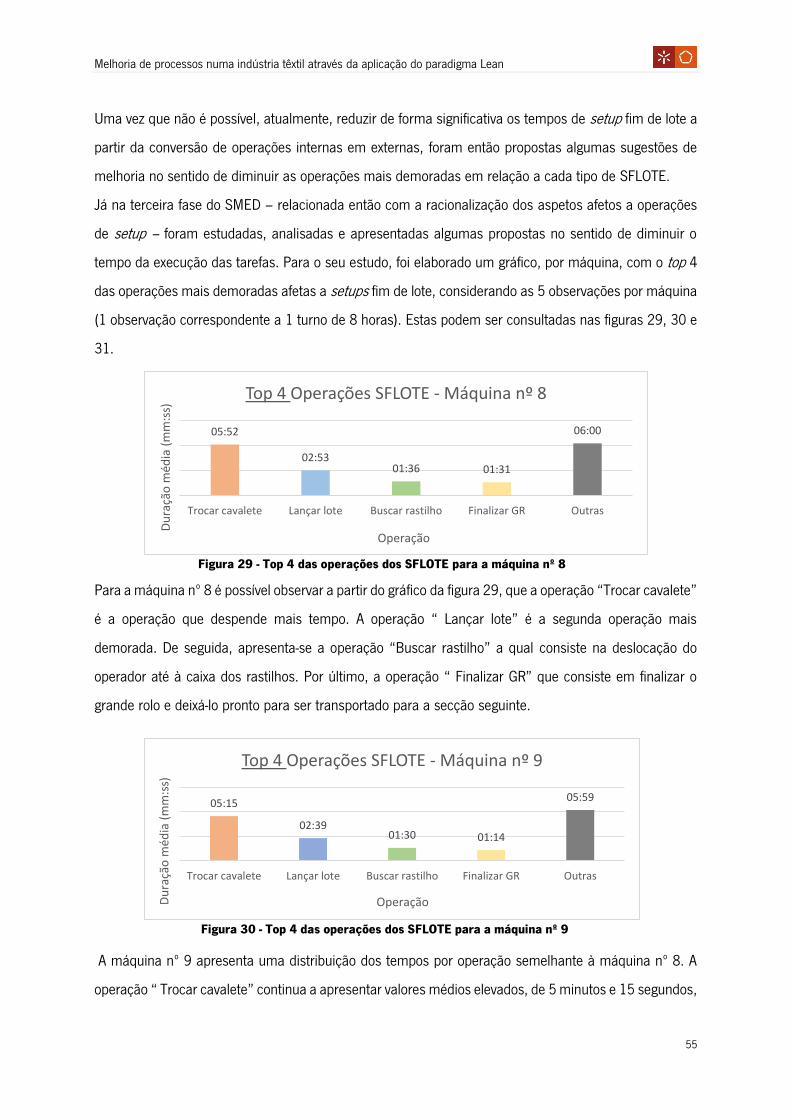
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
55
Uma vez que não é possível, atualmente, reduzir de forma significativa os tempos de setup fim de lote a
partir da conversão de operações internas em externas, foram então propostas algumas sugestões de
melhoria no sentido de diminuir as operações mais demoradas em relação a cada tipo de SFLOTE.
Já na terceira fase do SMED – relacionada então com a racionalização dos aspetos afetos a operações
de setup – foram estudadas, analisadas e apresentadas algumas propostas no sentido de diminuir o
tempo da execução das tarefas. Para o seu estudo, foi elaborado um gráfico, por máquina, com o top 4
das operações mais demoradas afetas a setups fim de lote, considerando as 5 observações por máquina
(1 observação correspondente a 1 turno de 8 horas). Estas podem ser consultadas nas figuras 29, 30 e
31.
Figura 29 - Top 4 das operações dos SFLOTE para a máquina nº 8
Para a máquina nº 8 é possível observar a partir do gráfico da figura 29, que a operação “Trocar cavalete”
é a operação que despende mais tempo. A operação “ Lançar lote” é a segunda operação mais
demorada. De seguida, apresenta-se a operação “Buscar rastilho” a qual consiste na deslocação do
operador até à caixa dos rastilhos. Por último, a operação “ Finalizar GR” que consiste em finalizar o
grande rolo e deixá-lo pronto para ser transportado para a secção seguinte.
Figura 30 - Top 4 das operações dos SFLOTE para a máquina nº 9
A máquina nº 9 apresenta uma distribuição dos tempos por operação semelhante à máquina nº 8. A
operação “ Trocar cavalete” continua a apresentar valores médios elevados, de 5 minutos e 15 segundos,
05:52
02:5301:36 01:31
06:00
Trocar cavalete Lançar lote Buscar rastilho Finalizar GR Outras
Du
raçã
o m
édia
(m
m:s
s)
Operação
Top 4 Operações SFLOTE - Máquina nº 8
05:15
02:3901:30 01:14
05:59
Trocar cavalete Lançar lote Buscar rastilho Finalizar GR Outras
Du
raçã
o m
édia
(m
m:s
s)
Operação
Top 4 Operações SFLOTE - Máquina nº 9

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
56
seguida das operações “Lançar lote” e “Buscar rastilho”. Em último, ficou a operação “Finalizar GR”
com um tempo médio de 1 minuto e 14 segundos.
Figura 31 - Top 4 das operações dos SFLOTE para a máquina nº 11
Em relação à máquina nº 11, a distribuição dos tempos por operação também se apresenta semelhante
às máquinas anteriores. Para esta máquina, as operações mais demoradas continuam a ser “Trocar
cavalete”, com um tempo médio de 7 minutos e 34 segundos e a operação “Lançar lote” um tempo
médio de operação de 3 minutos e 4 segundos.
Perante as observações feitas a cada uma das máquinas, é possível concluir que a operação “Trocar
cavalete” é sem dúvida a operação mais demorada de todas as operações relacionadas com os setups
fim de lote. Esta operação consiste em transportar o grande rolo desde a máquina de enrolamento até à
secção dos acabamentos, percorrendo cerca de 65 metros, sendo que por vezes a inexistência de
cavaletes disponíveis também contribui para o aumento da duração desta operação.
Quanto à operação “Lançar lote”, a operação consiste na deslocação dos colaboradores ao gabinete, o
qual dista cerca de 30 metros do posto de trabalho mais distante, para o lançamento do lote em sistema
informático. Por esta razão, apresenta-se como a segunda operação mais demorada para este tipo de
setups.
A operação “Buscar rastilho” implica a deslocação dos operadores à caixa disponível para rastilhos, na
qual são colocados os rastilhos de forma aleatória, dificultando o processo de escolha e extração dos
mesmos.
A operação “Finalizar GR” significa preparar o grande rolo para prosseguir para a secção seguinte. A
operação é realizada com o recurso a 3 ferramentas de trabalho: faca de corte, fita-cola e marcador para
tecidos. O GR está situado na parte traseira da máquina de enrolamento pelo que os operadores
necessitam de se deslocar 3 vezes à sua mesa de trabalho para finalizar esta tarefa.
07:34
03:04
01:15 01:03
06:38
Trocar cavalete Lançar lote Buscar rastilho Finalizar GR Outras
Du
raçã
o m
édia
(m
m:s
s)
Operação
Top 4 Operações SFLOTE - Máquina nº 11
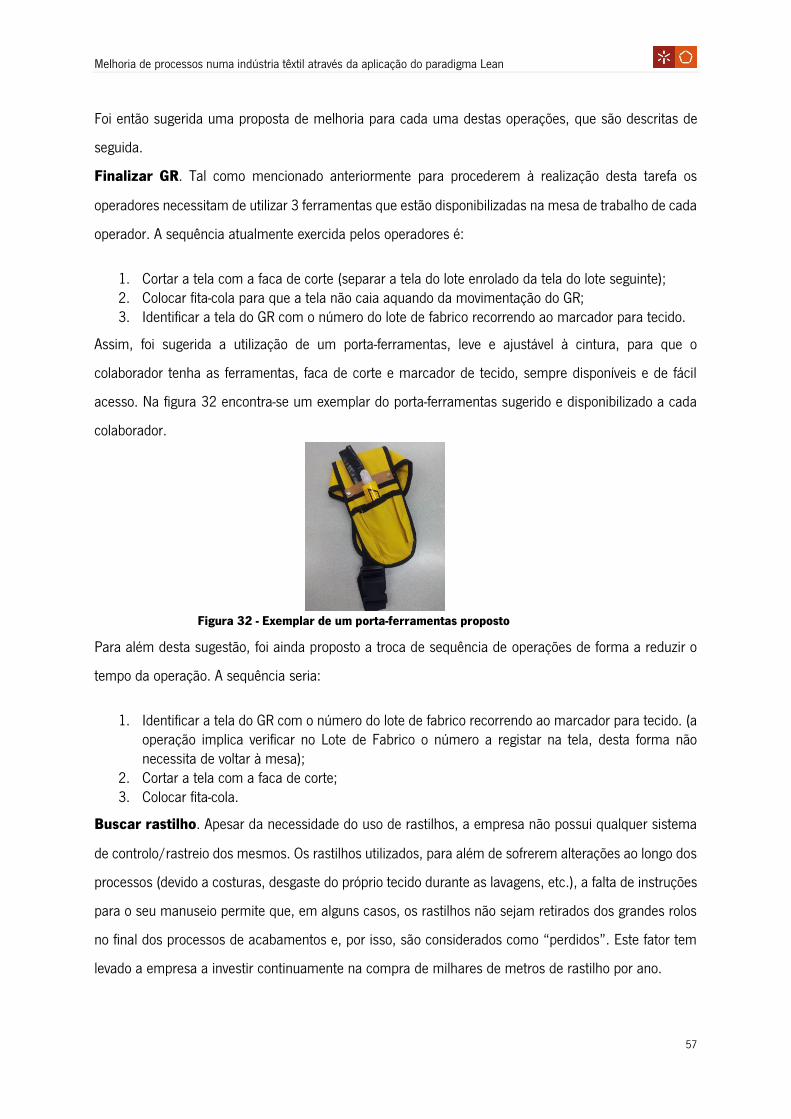
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
57
Foi então sugerida uma proposta de melhoria para cada uma destas operações, que são descritas de
seguida.
Finalizar GR. Tal como mencionado anteriormente para procederem à realização desta tarefa os
operadores necessitam de utilizar 3 ferramentas que estão disponibilizadas na mesa de trabalho de cada
operador. A sequência atualmente exercida pelos operadores é:
1. Cortar a tela com a faca de corte (separar a tela do lote enrolado da tela do lote seguinte); 2. Colocar fita-cola para que a tela não caia aquando da movimentação do GR; 3. Identificar a tela do GR com o número do lote de fabrico recorrendo ao marcador para tecido.
Assim, foi sugerida a utilização de um porta-ferramentas, leve e ajustável à cintura, para que o
colaborador tenha as ferramentas, faca de corte e marcador de tecido, sempre disponíveis e de fácil
acesso. Na figura 32 encontra-se um exemplar do porta-ferramentas sugerido e disponibilizado a cada
colaborador.
Figura 32 - Exemplar de um porta-ferramentas proposto
Para além desta sugestão, foi ainda proposto a troca de sequência de operações de forma a reduzir o
tempo da operação. A sequência seria:
1. Identificar a tela do GR com o número do lote de fabrico recorrendo ao marcador para tecido. (a operação implica verificar no Lote de Fabrico o número a registar na tela, desta forma não necessita de voltar à mesa);
2. Cortar a tela com a faca de corte; 3. Colocar fita-cola.
Buscar rastilho. Apesar da necessidade do uso de rastilhos, a empresa não possui qualquer sistema
de controlo/rastreio dos mesmos. Os rastilhos utilizados, para além de sofrerem alterações ao longo dos
processos (devido a costuras, desgaste do próprio tecido durante as lavagens, etc.), a falta de instruções
para o seu manuseio permite que, em alguns casos, os rastilhos não sejam retirados dos grandes rolos
no final dos processos de acabamentos e, por isso, são considerados como “perdidos”. Este fator tem
levado a empresa a investir continuamente na compra de milhares de metros de rastilho por ano.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
58
Por outro lado, a falta de instruções para o tratamento de rastilhos tem contribuído para os elevados
tempos de setup na secção de enrolamento.
A largura, o comprimento e o tipo de rastilho são algumas das características a ter em conta durante o
processo de enrolamento. Os rastilhos são disponibilizados na secção, dentro de um depósito próprio
para o efeito, no entanto, estes são lá colocados de forma aleatória. Por essa razão, os colaboradores
muito dificilmente conseguem obter o rastilho pretendido.
Os rastilhos são utilizados essencialmente pela secção de enrolamento - onde são adicionados aos
grandes rolos - e pela secção dos acabamentos, de onde são extraídos dos grandes rolos finalizados
(secadeiras ou nas râmolas).
Neste sentido, foi feito um estudo e apresentada a proposta de uma Ordem de Serviço a implementar
nos setores de onde são extraídos os rastilhos, secadeiras e râmolas. A mesma pode ser consultada no
anexo 9. Assim, ao invés do rastilho ser disponibilizado na secção de enrolamento sob a forma de “pano
embrulhado”, os rastilhos passariam a ser apresentados sob a forma de “fardo”, facilitando não só a
operação de “buscar rastilho” mas também a operação de “preparar rastilho” para entrar na máquina.
Na figura 33 encontra-se representado um exemplo de um rastilho dobrado em forma de “fardo”.
Figura 33 - Rastilho dobrado sob a forma de fardo
Para a criação de um fluxo de rastilhos foram feitas as seguintes propostas:
A largura do rastilho deve assegurar, tanto quanto possível, a largura da tela a enrolar. Assim, foi elaborado um estudo das 3 larguras mais enroladas na secção de enrolamento com o objetivo de assegurar esta premissa. As larguras selecionadas foram: 3,20 metros, 2,50 metros e 1,80 metros;
O comprimento máximo para cada rastilho deve ser de 30 metros; Os rastilhos devem ser identificados com o objetivo de permitir fazer um rastreio de cada um
dos rastilhos em circulação; A codificação em cada rastilho deve ser feita da seguinte forma: R001/2,50/10. Ou seja, o “R”
de identificação de rastilho seguido do número associado (001), a largura e por fim o comprimento. Estas marcações/codificações devem ser feitas a cada 10 metros do rastilho para permitir, durante a sua utilização, de identificar a sua largura e comprimento;
Deve existir um armário com separatórias (larguras, comprimentos e tipo) na secção de enrolamento e na secção de acabamentos para colocar os rastilhos por categoria;
A transição de rastilhos entre secções deve ser feita por algum colaborador a nomear pela chefia.
O projeto do armário proposto pode ser consultado no anexo 10.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
59
Lançar lote. Esta operação implica a existência de um sistema informático para o lançamento do lote
de fabrico. Para lançar o lote, cada operador tem de se deslocar até ao gabinete. A sua duração média
é de aproximadamente 3 minutos para cada posto. Neste sentido, foi sugerida a existência de um
terminal em cada posto de trabalho para realizar esta operação. O terminal, para além de permitir ao
colaborador fazer o lançamento do lote no seu posto de trabalho, atuaria enquanto sistema de deteção
de erros (Poke-Yoke). Ou seja, à medida que os pequenos rolos são enrolados e as suas etiquetas de
identificação inspecionadas pelos colaboradores, o sistema iria detetar se a ficha do pequeno rolo a
enrolar corresponde ao requerido pelo lote de fabrico. Para além disso, o terminal poderia ainda fornecer
outras informações em tempo real, como a velocidade da máquina, metros enrolados, grau de eficiência
da mesma, entre outras.
Trocar cavalete. Para esta operação foi sugerida a existência de um operador logístico. O operador
logístico seria responsável por prestar auxílio a cada uma das máquinas e à secção em geral. As suas
principais funções seriam executar, sempre que possível, as operações externas do processo de
enrolamento e prestar auxílio em operações internas como trocar o cavalete ou lançar o lote. Algumas
das tarefas a executar pelo operador logístico seriam:
Desembalar rolos; Depositar canos; Depositar plásticos/resíduos; Lançar lotes; Trocar cavaletes; Despejar contentores e depósitos de resíduos; Assegurar necessidades de rastilho; Enrolar tela (sempre que necessário).
Em relação à operação “Trocar cavalete” o operador logístico seria o responsável por assegurar a
existência de um cavalete disponível junto da máquina, e assim que o grande rolo fique pronto a sair da
máquina, este ficaria encarregue de o transportar até à secção seguinte – secção de acabamentos.
Neste sentido, foi então proposto realizar uma simulação da existência de um operador logístico para
calcular os possíveis ganhos obtidos.
5.5 Normalização dos processos
Para a normalização dos processos foi utilizada a ferramenta denominada por Standard Work. Esta
ferramenta consiste em definir o melhor método/sequência para a realização de uma série de operações

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
60
de modo a que estas sejam executadas no menor tempo possível. Desta forma, pretendeu-se definir o
melhor método a utilizar pelos colaboradores para o processo de enrolamento de tela crua.
Para a implementação desta ferramenta, foi sugerida a utilização de uma folha de trabalho normalizado.
Esta folha inclui todas as etapas do processo de enrolamento e está adaptada a cada uma das máquinas.
Assim, cada operador saberá quando executar cada uma das tarefas afetas ao processo em questão.
Tarefas como “Depositar cano”, “Desembalar” ou “ID etiqueta” deverão ser executadas sempre que a
máquina estiver ativa. A folha em questão servirá como exemplo da melhor forma a executar, no entanto,
é necessário ter em conta que ao processo de enrolamento estão associados fatores que nem sempre
permitem que a sequência seja executada da forma previamente definida.
A folha de trabalho normalizado elaborada contempla todas as operações a executar nos postos de
trabalho como também as deslocações necessárias afetas ao processo. Para além disso, é representado
ainda o tempo de execução de cada uma das tarefas, seja executado manualmente ou de forma
automática, pelas máquinas de enrolamento.
As folhas de trabalho normalizado apresentadas podem ser consultadas nos anexo 11, 12 e 13 e são
quatro por máquina: uma para a situação que inclui um lote sem rastilho e sem divisão de pequeno rolo,
uma para lotes sem rastilho com divisão de pequeno rolo, uma para lotes com rastilho e sem divisão de
pequeno rolo e uma quarta para lotes com rastilho e divisão de pequeno rolo.
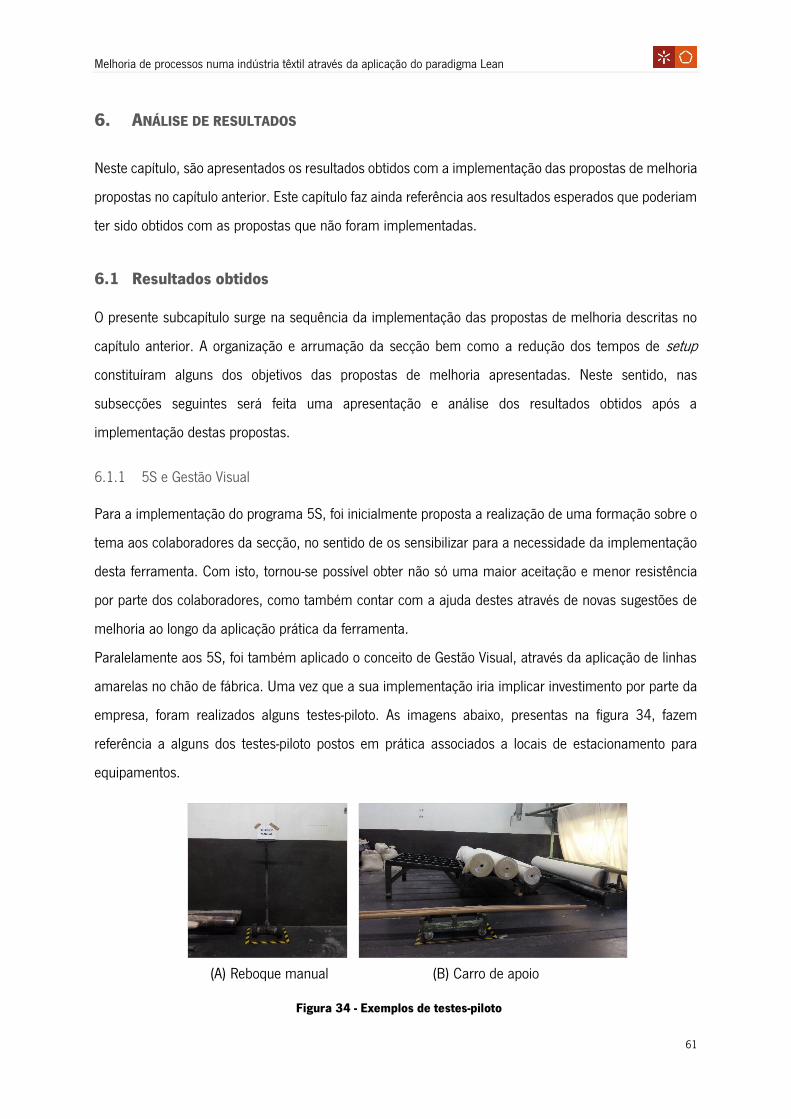
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
61
6. ANÁLISE DE RESULTADOS
Neste capítulo, são apresentados os resultados obtidos com a implementação das propostas de melhoria
propostas no capítulo anterior. Este capítulo faz ainda referência aos resultados esperados que poderiam
ter sido obtidos com as propostas que não foram implementadas.
6.1 Resultados obtidos
O presente subcapítulo surge na sequência da implementação das propostas de melhoria descritas no
capítulo anterior. A organização e arrumação da secção bem como a redução dos tempos de setup
constituíram alguns dos objetivos das propostas de melhoria apresentadas. Neste sentido, nas
subsecções seguintes será feita uma apresentação e análise dos resultados obtidos após a
implementação destas propostas.
6.1.1 5S e Gestão Visual
Para a implementação do programa 5S, foi inicialmente proposta a realização de uma formação sobre o
tema aos colaboradores da secção, no sentido de os sensibilizar para a necessidade da implementação
desta ferramenta. Com isto, tornou-se possível obter não só uma maior aceitação e menor resistência
por parte dos colaboradores, como também contar com a ajuda destes através de novas sugestões de
melhoria ao longo da aplicação prática da ferramenta.
Paralelamente aos 5S, foi também aplicado o conceito de Gestão Visual, através da aplicação de linhas
amarelas no chão de fábrica. Uma vez que a sua implementação iria implicar investimento por parte da
empresa, foram realizados alguns testes-piloto. As imagens abaixo, presentas na figura 34, fazem
referência a alguns dos testes-piloto postos em prática associados a locais de estacionamento para
equipamentos.
(A) Reboque manual (B) Carro de apoio
Figura 34 - Exemplos de testes-piloto
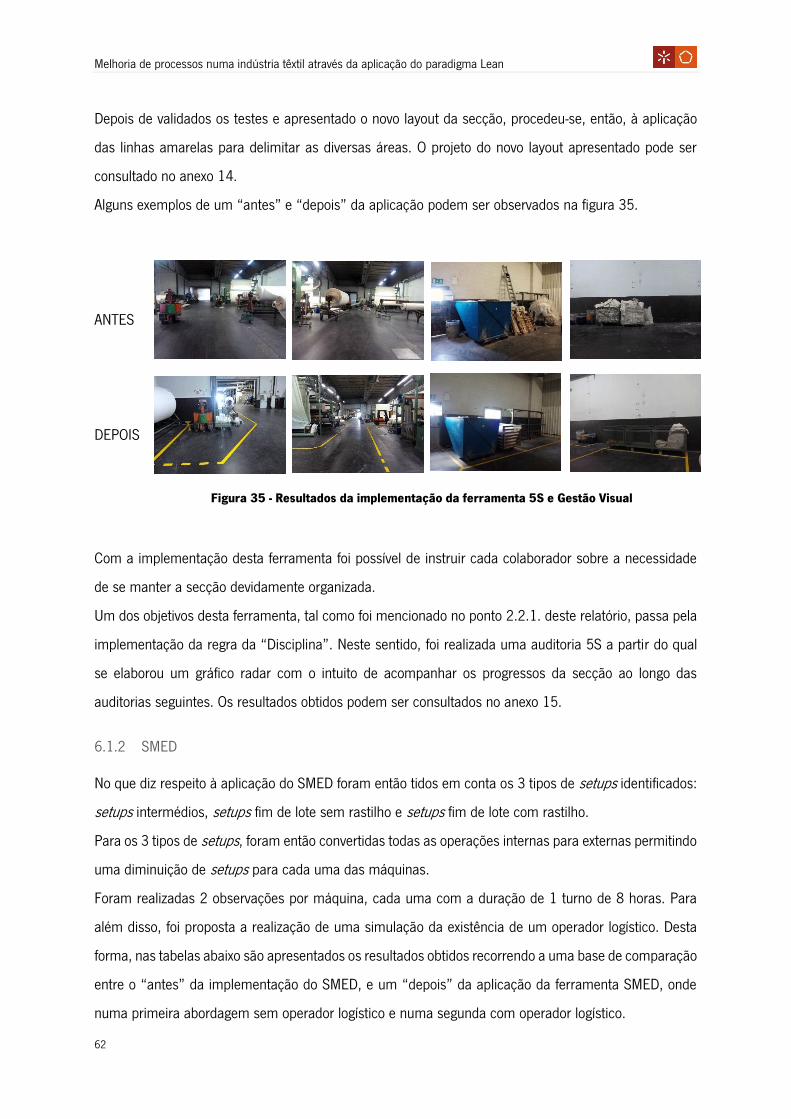
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
62
Depois de validados os testes e apresentado o novo layout da secção, procedeu-se, então, à aplicação
das linhas amarelas para delimitar as diversas áreas. O projeto do novo layout apresentado pode ser
consultado no anexo 14.
Alguns exemplos de um “antes” e “depois” da aplicação podem ser observados na figura 35.
ANTES
DEPOIS
Figura 35 - Resultados da implementação da ferramenta 5S e Gestão Visual
Com a implementação desta ferramenta foi possível de instruir cada colaborador sobre a necessidade
de se manter a secção devidamente organizada.
Um dos objetivos desta ferramenta, tal como foi mencionado no ponto 2.2.1. deste relatório, passa pela
implementação da regra da “Disciplina”. Neste sentido, foi realizada uma auditoria 5S a partir do qual
se elaborou um gráfico radar com o intuito de acompanhar os progressos da secção ao longo das
auditorias seguintes. Os resultados obtidos podem ser consultados no anexo 15.
6.1.2 SMED
No que diz respeito à aplicação do SMED foram então tidos em conta os 3 tipos de setups identificados:
setups intermédios, setups fim de lote sem rastilho e setups fim de lote com rastilho.
Para os 3 tipos de setups, foram então convertidas todas as operações internas para externas permitindo
uma diminuição de setups para cada uma das máquinas.
Foram realizadas 2 observações por máquina, cada uma com a duração de 1 turno de 8 horas. Para
além disso, foi proposta a realização de uma simulação da existência de um operador logístico. Desta
forma, nas tabelas abaixo são apresentados os resultados obtidos recorrendo a uma base de comparação
entre o “antes” da implementação do SMED, e um “depois” da aplicação da ferramenta SMED, onde
numa primeira abordagem sem operador logístico e numa segunda com operador logístico.
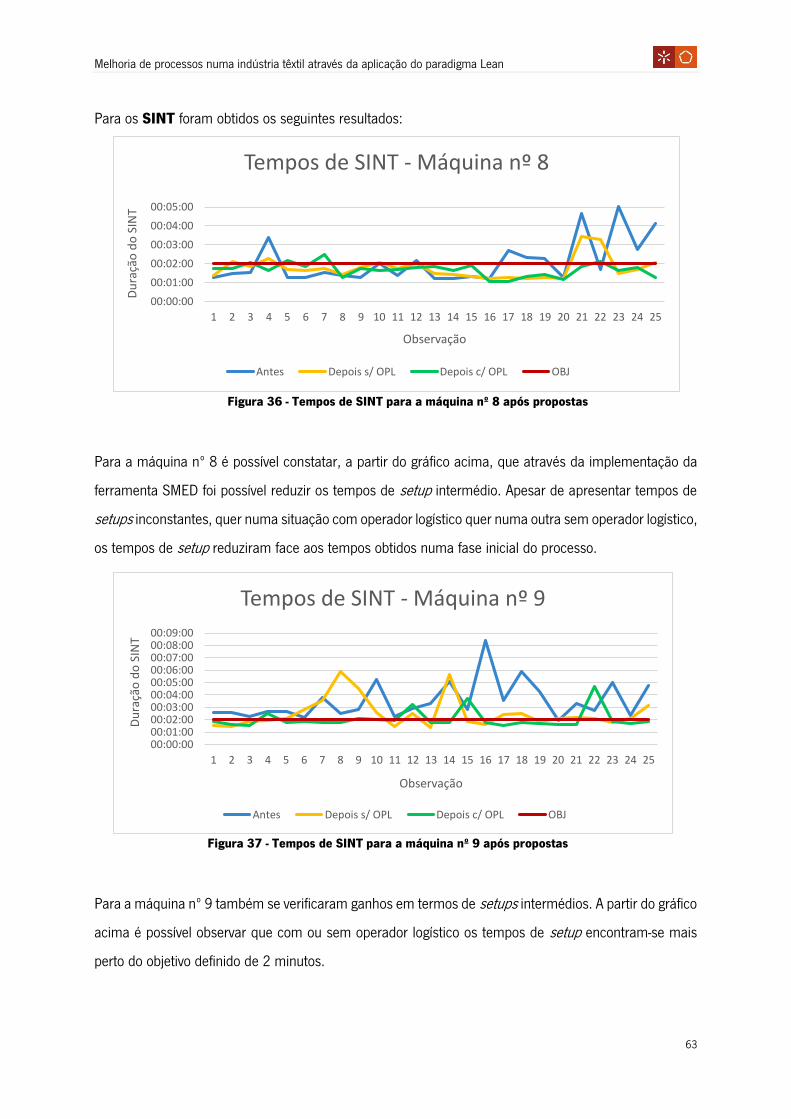
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
63
Para os SINT foram obtidos os seguintes resultados:
Figura 36 - Tempos de SINT para a máquina nº 8 após propostas
Para a máquina nº 8 é possível constatar, a partir do gráfico acima, que através da implementação da
ferramenta SMED foi possível reduzir os tempos de setup intermédio. Apesar de apresentar tempos de
setups inconstantes, quer numa situação com operador logístico quer numa outra sem operador logístico,
os tempos de setup reduziram face aos tempos obtidos numa fase inicial do processo.
Figura 37 - Tempos de SINT para a máquina nº 9 após propostas
Para a máquina nº 9 também se verificaram ganhos em termos de setups intermédios. A partir do gráfico
acima é possível observar que com ou sem operador logístico os tempos de setup encontram-se mais
perto do objetivo definido de 2 minutos.
00:00:00
00:01:00
00:02:00
00:03:00
00:04:00
00:05:00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Du
raçã
o d
o S
INT
Observação
Tempos de SINT - Máquina nº 8
Antes Depois s/ OPL Depois c/ OPL OBJ
00:00:0000:01:0000:02:0000:03:0000:04:0000:05:0000:06:0000:07:0000:08:0000:09:00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Du
raçã
o d
o S
INT
Observação
Tempos de SINT - Máquina nº 9
Antes Depois s/ OPL Depois c/ OPL OBJ
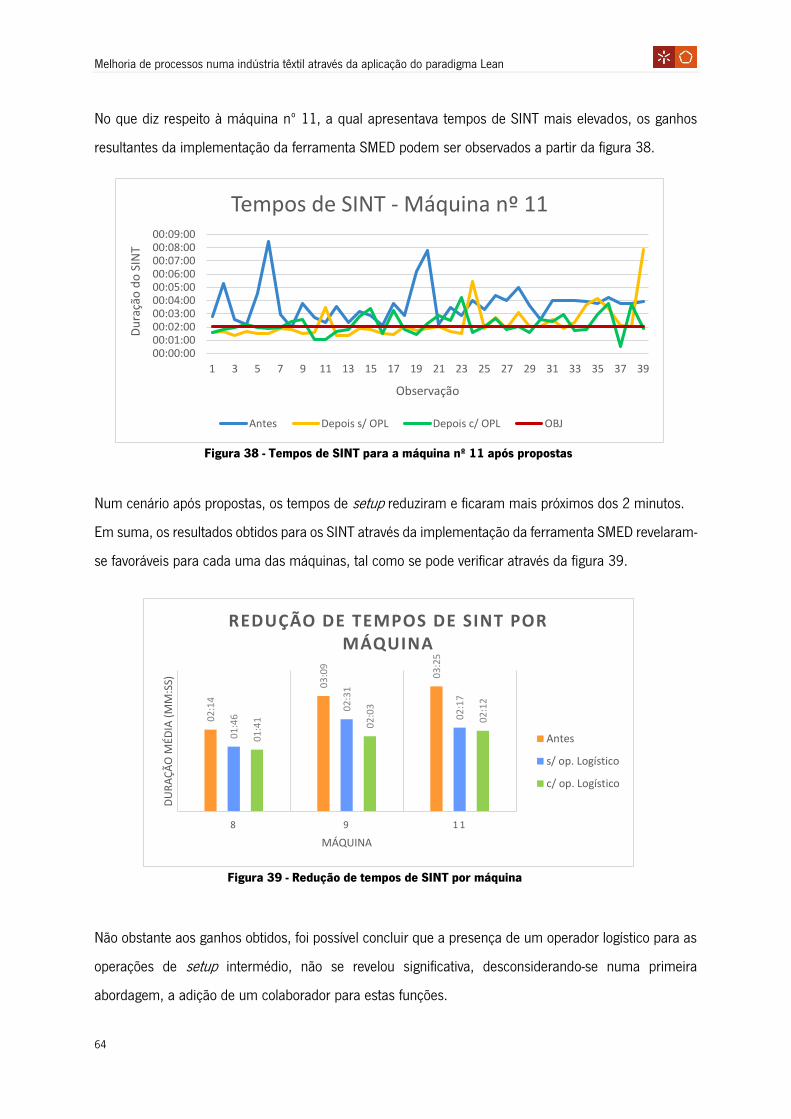
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
64
No que diz respeito à máquina nº 11, a qual apresentava tempos de SINT mais elevados, os ganhos
resultantes da implementação da ferramenta SMED podem ser observados a partir da figura 38.
Figura 38 - Tempos de SINT para a máquina nº 11 após propostas
Num cenário após propostas, os tempos de setup reduziram e ficaram mais próximos dos 2 minutos.
Em suma, os resultados obtidos para os SINT através da implementação da ferramenta SMED revelaram-
se favoráveis para cada uma das máquinas, tal como se pode verificar através da figura 39.
Figura 39 - Redução de tempos de SINT por máquina
Não obstante aos ganhos obtidos, foi possível concluir que a presença de um operador logístico para as
operações de setup intermédio, não se revelou significativa, desconsiderando-se numa primeira
abordagem, a adição de um colaborador para estas funções.
02
:14
03
:09
03
:25
01
:46
02
:31
02
:17
01
:41
02
:03
02
:12
8 9 1 1
DU
RA
ÇÃ
O M
ÉDIA
(M
M:S
S)
MÁQUINA
REDUÇÃO DE TEMPOS DE SINT POR MÁQUINA
Antes
s/ op. Logístico
c/ op. Logístico
00:00:0000:01:0000:02:0000:03:0000:04:0000:05:0000:06:0000:07:0000:08:0000:09:00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39
Du
raçã
o d
o S
INT
Observação
Tempos de SINT - Máquina nº 11
Antes Depois s/ OPL Depois c/ OPL OBJ
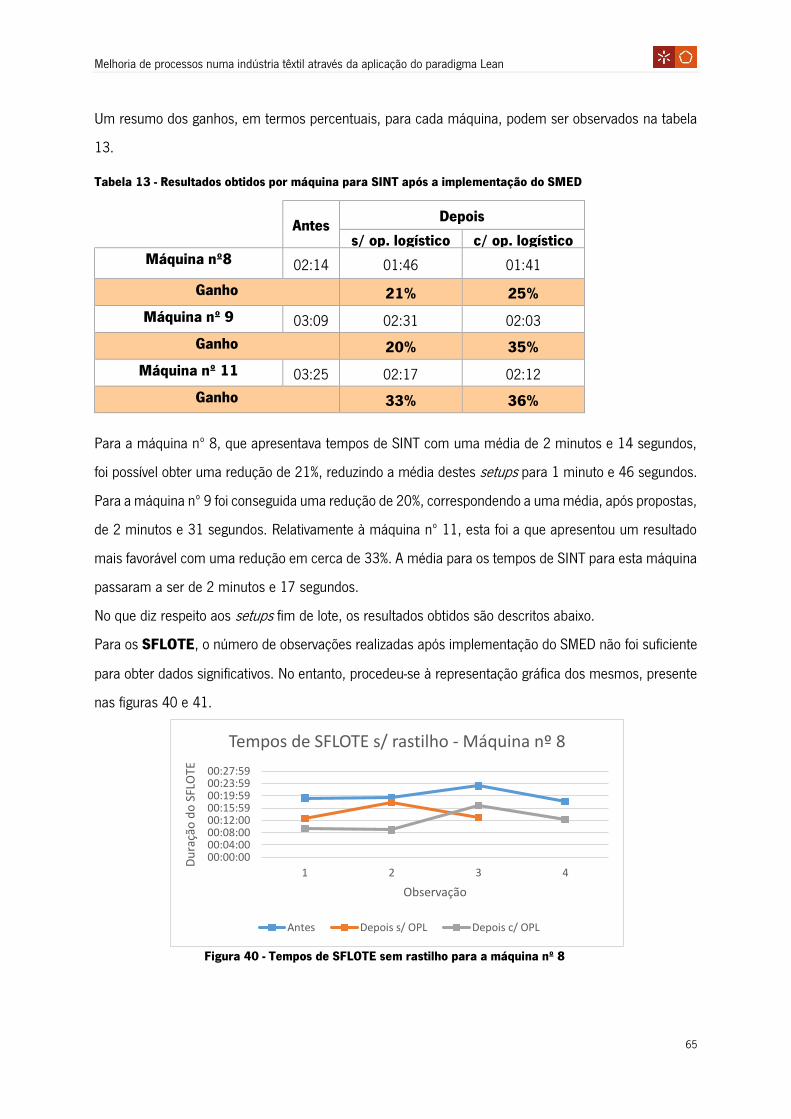
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
65
Um resumo dos ganhos, em termos percentuais, para cada máquina, podem ser observados na tabela
13.
Tabela 13 - Resultados obtidos por máquina para SINT após a implementação do SMED
Para a máquina nº 8, que apresentava tempos de SINT com uma média de 2 minutos e 14 segundos,
foi possível obter uma redução de 21%, reduzindo a média destes setups para 1 minuto e 46 segundos.
Para a máquina nº 9 foi conseguida uma redução de 20%, correspondendo a uma média, após propostas,
de 2 minutos e 31 segundos. Relativamente à máquina nº 11, esta foi a que apresentou um resultado
mais favorável com uma redução em cerca de 33%. A média para os tempos de SINT para esta máquina
passaram a ser de 2 minutos e 17 segundos.
No que diz respeito aos setups fim de lote, os resultados obtidos são descritos abaixo.
Para os SFLOTE, o número de observações realizadas após implementação do SMED não foi suficiente
para obter dados significativos. No entanto, procedeu-se à representação gráfica dos mesmos, presente
nas figuras 40 e 41.
Figura 40 - Tempos de SFLOTE sem rastilho para a máquina nº 8
Antes
Depois
s/ op. logístico c/ op. logístico Máquina nº8 02:14 01:46 01:41
Ganho -
21% 25%
Máquina nº 9 03:09 02:31 02:03
Ganho
20% 35%
Máquina nº 11 03:25 02:17 02:12
Ganho
33% 36%
00:00:0000:04:0000:08:0000:12:0000:15:5900:19:5900:23:5900:27:59
1 2 3 4
Du
raçã
o d
o S
FLO
TE
Observação
Tempos de SFLOTE s/ rastilho - Máquina nº 8
Antes Depois s/ OPL Depois c/ OPL

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
66
Os resultados obtidos para a máquina nº 8, apesar de limitados, permitem concluir que, de alguma
forma, através da implementação da ferramenta SMED, foi possível assistir a uma diminuição dos
tempos de setups fim de lote sem rastilho. Para além disso, é possível assumir que na presença de um
operador logístico os tempos apresentados reduzem significativamente.
Figura 41 - Tempos de SFLOTE com rastilho para a máquina nº 8
Ainda para a máquina nº 8, mas em relação aos setups fim de lote com rastilho, o número de
observações também foi reduzido. No entanto, também foi possível verificar uma diminuição dos tempos
de setup. Também para este tipo de setups sem rastilho, é possível verificar a influência de um operador
logístico nos tempos de operação.
Figura 42 - Tempos de SFLOTE sem rastilho para a máquina nº 9
00:00:0000:04:0000:08:0000:12:0000:15:5900:19:5900:23:5900:27:5900:31:5900:35:5900:39:58
1 2 3 4 5 6
Du
raçã
o d
o S
FLO
TE
Observação
Tempos de SFLOTE c/ rastilho - Máquina nº 8
Antes Depois s/ OPL Depois c/ OPL
00:00:0000:04:0000:08:0000:12:0000:15:5900:19:5900:23:5900:27:5900:31:5900:35:59
1 2 3 4 5
Du
raçã
o d
o S
FLO
TE
Observação
Tempos de SFLOTE s/ rastilho - Máquina nº 9
Antes Depois s/ OPL Depois c/ OPL
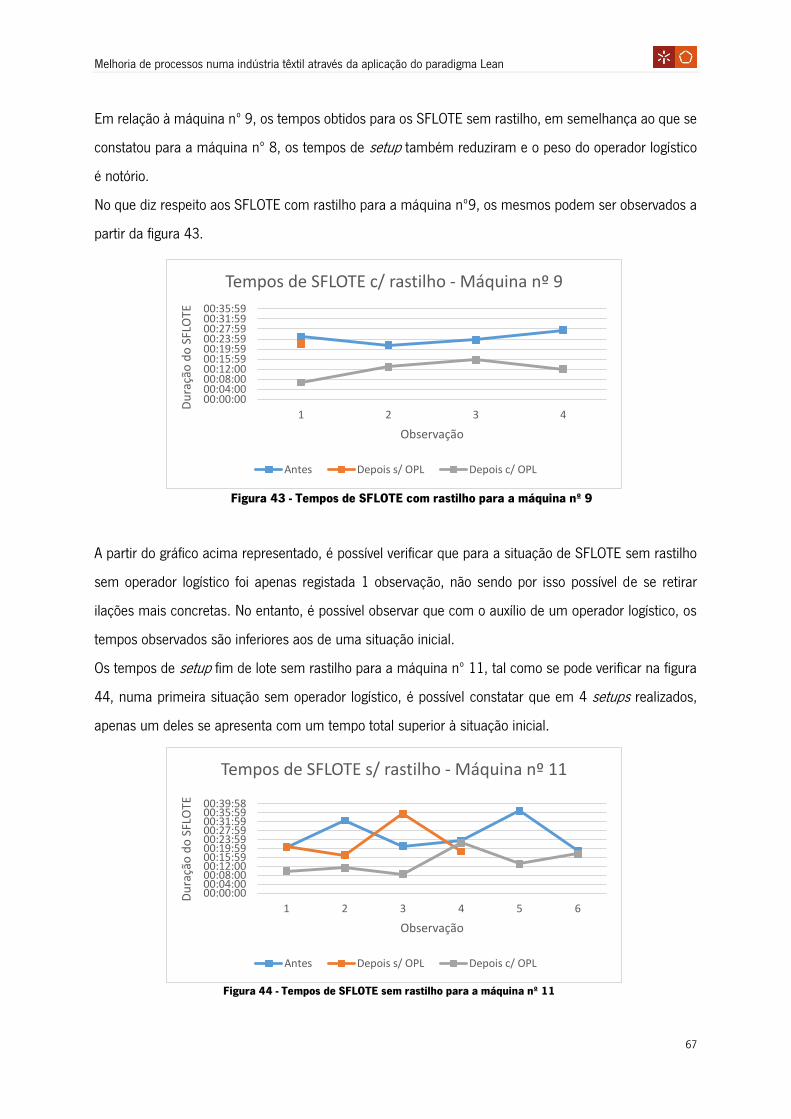
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
67
Em relação à máquina nº 9, os tempos obtidos para os SFLOTE sem rastilho, em semelhança ao que se
constatou para a máquina nº 8, os tempos de setup também reduziram e o peso do operador logístico
é notório.
No que diz respeito aos SFLOTE com rastilho para a máquina nº9, os mesmos podem ser observados a
partir da figura 43.
Figura 43 - Tempos de SFLOTE com rastilho para a máquina nº 9
A partir do gráfico acima representado, é possível verificar que para a situação de SFLOTE sem rastilho
sem operador logístico foi apenas registada 1 observação, não sendo por isso possível de se retirar
ilações mais concretas. No entanto, é possível observar que com o auxílio de um operador logístico, os
tempos observados são inferiores aos de uma situação inicial.
Os tempos de setup fim de lote sem rastilho para a máquina nº 11, tal como se pode verificar na figura
44, numa primeira situação sem operador logístico, é possível constatar que em 4 setups realizados,
apenas um deles se apresenta com um tempo total superior à situação inicial.
Figura 44 - Tempos de SFLOTE sem rastilho para a máquina nº 11
00:00:0000:04:0000:08:0000:12:0000:15:5900:19:5900:23:5900:27:5900:31:5900:35:59
1 2 3 4
Du
raçã
o d
o S
FLO
TE
Observação
Tempos de SFLOTE c/ rastilho - Máquina nº 9
Antes Depois s/ OPL Depois c/ OPL
00:00:0000:04:0000:08:0000:12:0000:15:5900:19:5900:23:5900:27:5900:31:5900:35:5900:39:58
1 2 3 4 5 6
Du
raçã
o d
o S
FLO
TE
Observação
Tempos de SFLOTE s/ rastilho - Máquina nº 11
Antes Depois s/ OPL Depois c/ OPL

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
68
Devido à insuficiência de dados, não foi possível retirar conclusões adicionais. Por outro lado, fazendo
uma comparação com os tempos de setup obtidos, recorrendo a um operador logístico, é possível
verificar que os tempos são significativamente inferiores aos de uma situação inicial.
Em relação aos SFLOTE com rastilho para a máquina nº11, tal como se pode observar a partir do gráfico
da figura 45, os tempos de setup reduziram após a implementação da ferramenta SMED.
Figura 45 - Tempos de SFLOTE com rastilho para a máquina nº 11
Apesar das poucas observações registadas, é notória a redução dos tempos de setups para uma situação
com ou sem operador logístico.
Para concluir, foram então obtidos os seguintes resultados no que diz respeito a setups fim de lote:
Tabela 14 - Resultados obtidos, por máquina, para SFLOTE após implementação do SMED
Depois de analisados todos os setups e apresentados os resultados obtidos é possível concluir que:
Má
qu
ina
nº
Setup Fim de lote Inicial Proposto
Nº
op
era
çõe
s
Duração (mm:ss)
Sem Operador Logístico Com Operador Logístico
Nº op.
Duração (mm:ss)
Ganho/Perda
Nº op.
Duração (mm:ss)
Ganho
Sem rastilho
8 14
17:28 14
14:24 03:04 11
11:49 05:39 9 16:11 13:20 02:51 07:20 08:51 11 18:23 22:57 (04:34) 13:49 04:34
Com rastilho
8 18
21:04 17
13:05 07:59 16
17:13 03:51 9 18:48 22:00 (03:12) 11:52 06:56 11 21:26 20:22 01:04 14:14 07:12
00:00:0000:04:0000:08:0000:12:0000:15:5900:19:5900:23:5900:27:5900:31:5900:35:5900:39:58
1 2 3 4
Du
raçã
o d
o S
FLO
TE
Observação
Tempos de SFLOTE c/ rastilho - Máquina nº 11
Antes Depois s/ OPL Depois c/ OPL

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
69
O número de observações foi reduzido, o que não permitiu retirar dados muito conclusivos em relação às médias dos tempos de setup;
A proposta do porta-ferramentas para a operação “Finalizar GR” não foi aceite pelos colaboradores, apesar da sequência sugerida ter sido aceite. Por esta razão, foi possível evitar as 3 deslocações necessárias para realizar esta operação e, por conseguinte, foi possível diminuir, em parte, os tempos associados à operação em causa;
A proposta para os rastilhos foi aceite mas não foi implementada aquando da realização das observações feitas;
A partir da experiência realizada com o recurso a um operador logístico, foi possível constatar maiores ganhos no que diz respeito aos SFLOTE. No entanto, o mesmo não se verificou para os SINT. Com um operador logístico a operação “Trocar cavalete” reduziu significativamente (64% para a máquina nº8; 58% para a máquina nº 9 e 49% para a máquina nº 11). Para além disso, a operação “Lançar lote” pôde ser eliminada uma vez que é o operador logístico a realizar a operação e não o operador de máquina. A operação “Buscar rastilho” também poderá ser realizada por este colaborador.
No que diz respeito aos valores apresentados como “Perda”, os mesmos podem ser justificados da
seguinte forma: para a máquina nº 11, em relação aos SFLOTE sem rastilho e sem operador logístico,
para além do número de observações ter sido limitado, algumas das operações como “Trocar cavalete”,
“Lançar lote” e “Registar” apresentaram tempos de operação superiores à média anteriormente obtida.
Por exemplo, num dos setups registados a operação “Trocar cavalete” demorou cerca de 17 minutos,
quando a média observada foi de aproximadamente 7 minutos. O mesmo se passa em relação ao valor
obtido para a máquina nº 9, em relação aos SFLOTE com rastilho e sem operador logístico. Nesta
situação, para além de apenas se ter registado apenas um setup deste tipo, o tempo destinado à
operação “Trocar cavalete” foi superior à média anteriormente observada. Ou seja, o tempo observado
foi de 10 minutos e 8 segundos, e a média observada de 5 minutos e 15 segundos.
Desta forma, é possível concluir que as operações acima mencionadas poderão condicionar os tempos
de setup. Para estas operações, foram sugeridas algumas ferramentas previamente analisadas na
secção 5.1 deste documento.
6.1.3 OEE após implementação de propostas
Para o cálculo do novo OEE foi tido em conta a redução de setups resultante da ferramenta SMED. Para
além disso, foi ainda considerada a experiência realizada com um operador logístico para cada máquina.
Neste sentido, foram realizadas 2 observações por máquina, correspondendo cada uma ao tempo de
um turno com a duração de 8 horas, sendo que uma das observações foi realizada com base na redução
de setups sem operador logístico e a segunda observação realizada através do recurso a um operador
logístico.
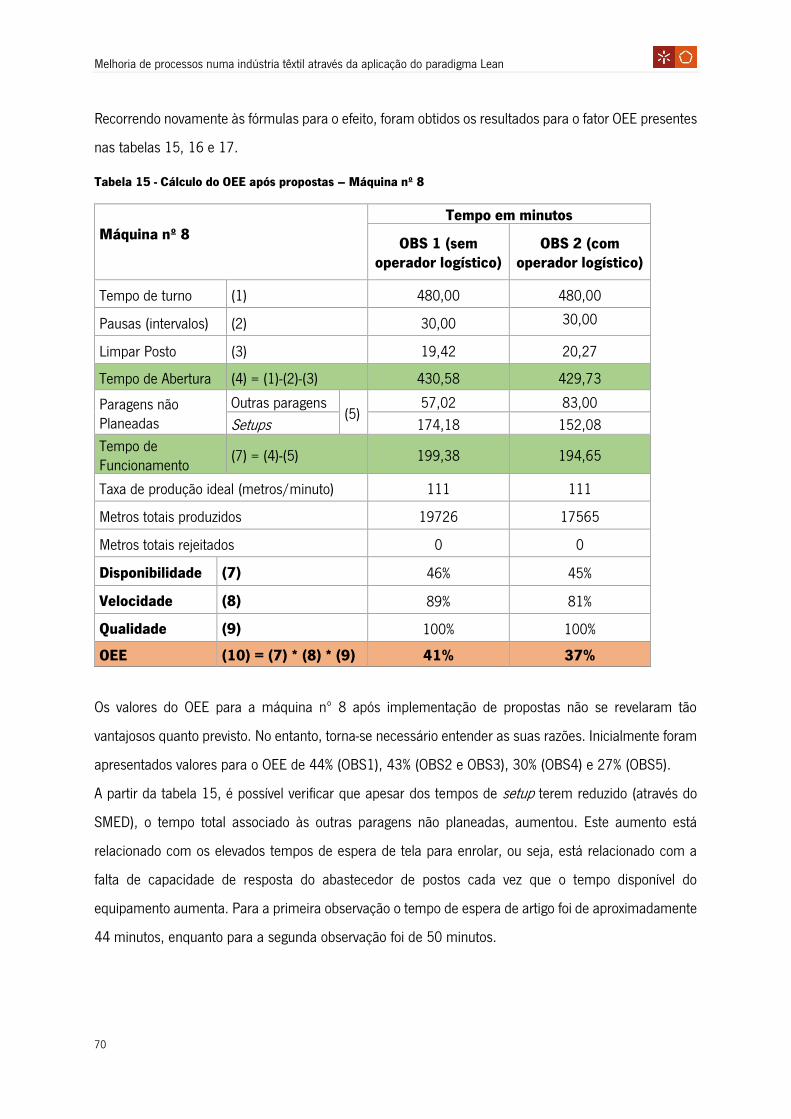
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
70
Recorrendo novamente às fórmulas para o efeito, foram obtidos os resultados para o fator OEE presentes
nas tabelas 15, 16 e 17.
Tabela 15 - Cálculo do OEE após propostas – Máquina nº 8
Os valores do OEE para a máquina nº 8 após implementação de propostas não se revelaram tão
vantajosos quanto previsto. No entanto, torna-se necessário entender as suas razões. Inicialmente foram
apresentados valores para o OEE de 44% (OBS1), 43% (OBS2 e OBS3), 30% (OBS4) e 27% (OBS5).
A partir da tabela 15, é possível verificar que apesar dos tempos de setup terem reduzido (através do
SMED), o tempo total associado às outras paragens não planeadas, aumentou. Este aumento está
relacionado com os elevados tempos de espera de tela para enrolar, ou seja, está relacionado com a
falta de capacidade de resposta do abastecedor de postos cada vez que o tempo disponível do
equipamento aumenta. Para a primeira observação o tempo de espera de artigo foi de aproximadamente
44 minutos, enquanto para a segunda observação foi de 50 minutos.
Máquina nº 8
Tempo em minutos
OBS 1 (sem operador logístico)
OBS 2 (com operador logístico)
Tempo de turno (1) 480,00 480,00
Pausas (intervalos) (2) 30,00 30,00
Limpar Posto (3) 19,42 20,27
Tempo de Abertura (4) = (1)-(2)-(3) 430,58 429,73
Paragens não Planeadas
Outras paragens (5)
57,02 83,00
Setups 174,18 152,08
Tempo de Funcionamento
(7) = (4)-(5) 199,38 194,65
Taxa de produção ideal (metros/minuto) 111 111
Metros totais produzidos 19726 17565
Metros totais rejeitados 0 0
Disponibilidade (7) 46% 45%
Velocidade (8) 89% 81%
Qualidade (9) 100% 100%
OEE (10) = (7) * (8) * (9) 41% 37%
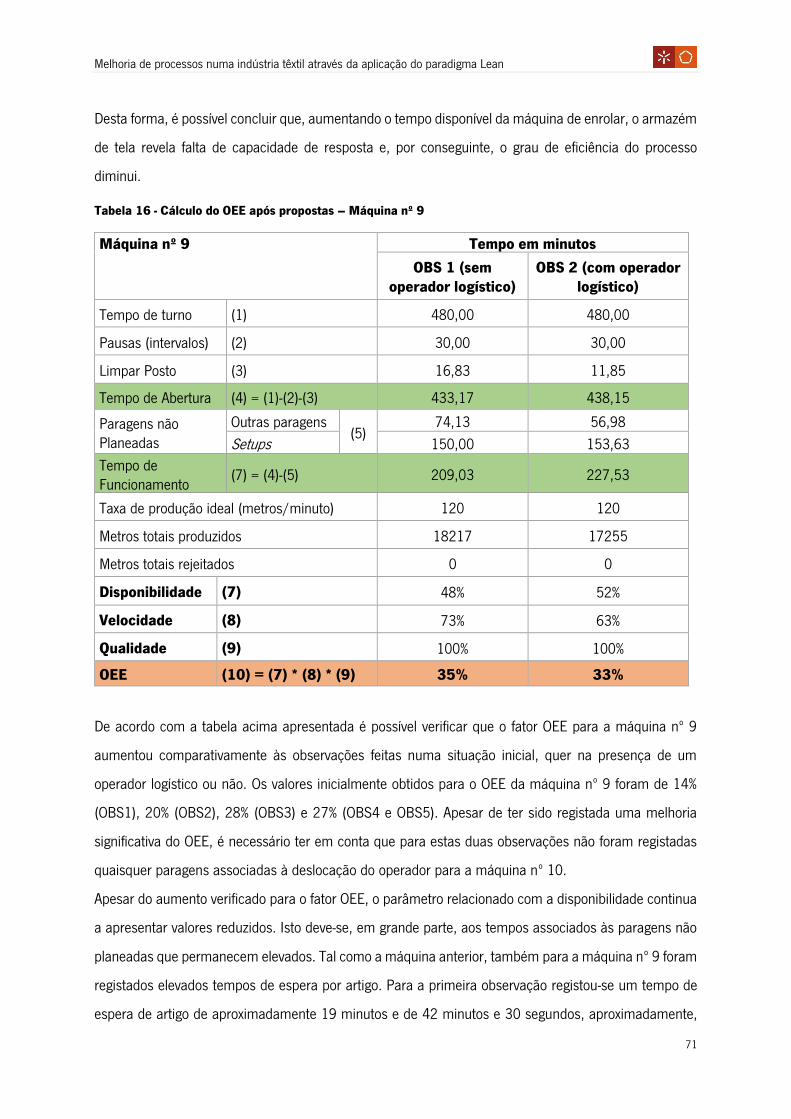
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
71
Desta forma, é possível concluir que, aumentando o tempo disponível da máquina de enrolar, o armazém
de tela revela falta de capacidade de resposta e, por conseguinte, o grau de eficiência do processo
diminui.
Tabela 16 - Cálculo do OEE após propostas – Máquina nº 9
De acordo com a tabela acima apresentada é possível verificar que o fator OEE para a máquina nº 9
aumentou comparativamente às observações feitas numa situação inicial, quer na presença de um
operador logístico ou não. Os valores inicialmente obtidos para o OEE da máquina nº 9 foram de 14%
(OBS1), 20% (OBS2), 28% (OBS3) e 27% (OBS4 e OBS5). Apesar de ter sido registada uma melhoria
significativa do OEE, é necessário ter em conta que para estas duas observações não foram registadas
quaisquer paragens associadas à deslocação do operador para a máquina nº 10.
Apesar do aumento verificado para o fator OEE, o parâmetro relacionado com a disponibilidade continua
a apresentar valores reduzidos. Isto deve-se, em grande parte, aos tempos associados às paragens não
planeadas que permanecem elevados. Tal como a máquina anterior, também para a máquina nº 9 foram
registados elevados tempos de espera por artigo. Para a primeira observação registou-se um tempo de
espera de artigo de aproximadamente 19 minutos e de 42 minutos e 30 segundos, aproximadamente,
Máquina nº 9
Tempo em minutos
OBS 1 (sem operador logístico)
OBS 2 (com operador logístico)
Tempo de turno (1) 480,00 480,00
Pausas (intervalos) (2) 30,00 30,00
Limpar Posto (3) 16,83 11,85
Tempo de Abertura (4) = (1)-(2)-(3) 433,17 438,15
Paragens não Planeadas
Outras paragens (5)
74,13 56,98
Setups 150,00 153,63
Tempo de Funcionamento
(7) = (4)-(5) 209,03 227,53
Taxa de produção ideal (metros/minuto) 120 120 120
Metros totais produzidos 18217 17255 17255
Metros totais rejeitados 0 0 0
Disponibilidade (7) 48% 52% 52%
Velocidade (8) 73% 63% 63%
Qualidade (9) 100% 100% 100%
OEE (10) = (7) * (8) * (9) 35% 33% 33%
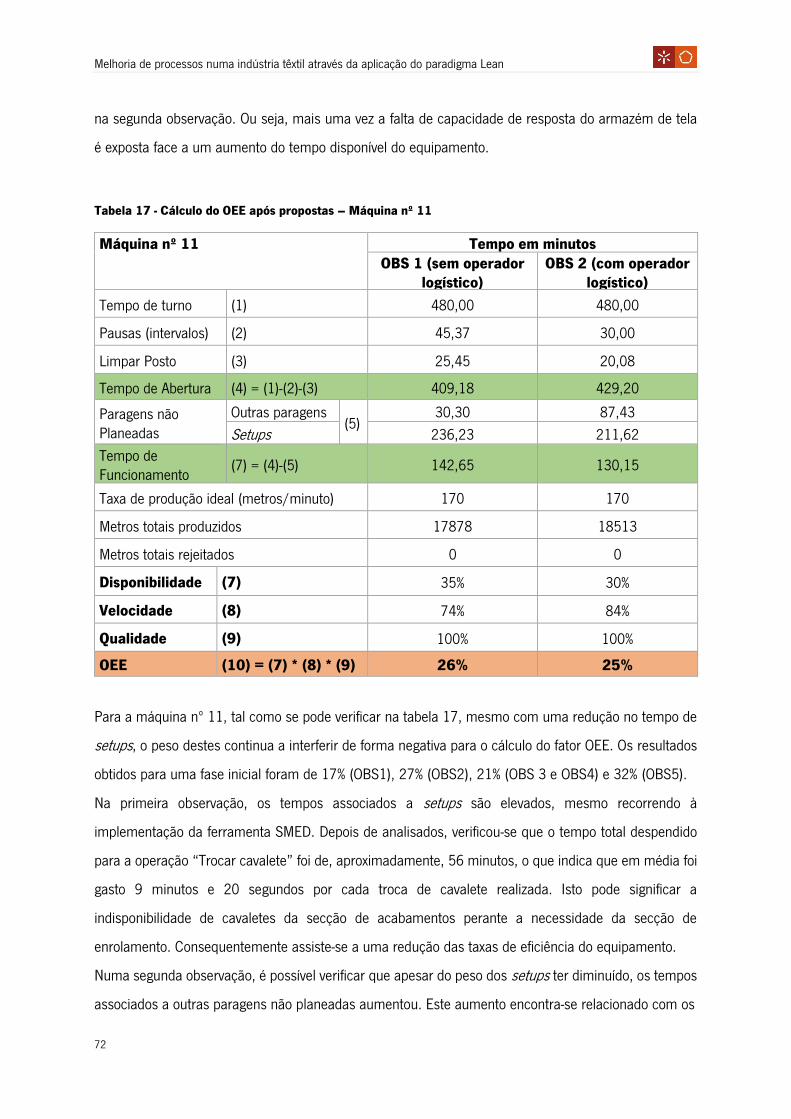
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
72
na segunda observação. Ou seja, mais uma vez a falta de capacidade de resposta do armazém de tela
é exposta face a um aumento do tempo disponível do equipamento.
Tabela 17 - Cálculo do OEE após propostas – Máquina nº 11
Para a máquina nº 11, tal como se pode verificar na tabela 17, mesmo com uma redução no tempo de
setups, o peso destes continua a interferir de forma negativa para o cálculo do fator OEE. Os resultados
obtidos para uma fase inicial foram de 17% (OBS1), 27% (OBS2), 21% (OBS 3 e OBS4) e 32% (OBS5).
Na primeira observação, os tempos associados a setups são elevados, mesmo recorrendo à
implementação da ferramenta SMED. Depois de analisados, verificou-se que o tempo total despendido
para a operação “Trocar cavalete” foi de, aproximadamente, 56 minutos, o que indica que em média foi
gasto 9 minutos e 20 segundos por cada troca de cavalete realizada. Isto pode significar a
indisponibilidade de cavaletes da secção de acabamentos perante a necessidade da secção de
enrolamento. Consequentemente assiste-se a uma redução das taxas de eficiência do equipamento.
Numa segunda observação, é possível verificar que apesar do peso dos setups ter diminuído, os tempos
associados a outras paragens não planeadas aumentou. Este aumento encontra-se relacionado com os
Máquina nº 11
Tempo em minutos OBS 1 (sem operador
logístico) OBS 2 (com operador
logístico)
Tempo de turno (1) 480,00 480,00
Pausas (intervalos) (2) 45,37 30,00
Limpar Posto (3) 25,45 20,08
Tempo de Abertura (4) = (1)-(2)-(3) 409,18 429,20
Paragens não Planeadas
Outras paragens (5)
30,30 87,43
Setups 236,23 211,62
Tempo de Funcionamento
(7) = (4)-(5) 142,65 130,15
Taxa de produção ideal (metros/minuto) 170 170
Metros totais produzidos 17878 18513
Metros totais rejeitados 0 0
Disponibilidade (7) 35% 30%
Velocidade (8) 74% 84%
Qualidade (9) 100% 100%
OEE (10) = (7) * (8) * (9) 26% 25%
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
73
tempos de espera de artigo para enrolar, os quais ascenderam em 1 hora e 2 minutos aproximadamente.
Desta forma, perante as análises feitas ao fator OEE para cada uma das máquinas e para cada uma das
observações, é possível concluir que com um aumento do tempo disponível de cada equipamento, a
falta de capacidade de resposta do armazém de tela é exposta. Para além disso, a escassez de cavaletes
disponíveis também contribui para elevados tempos de setup. Assim, foi possível constatar que o grau
de eficácia de cada equipamento depende não só do trabalho executado pelos operadores de máquina
mas também da capacidade de resposta do armazém de tela e da secção de acabamentos no que diz
respeito a cavaletes.
6.2 Resultados esperados
No presente subcapítulo, serão descritos os resultados esperados das ferramentas cuja implementação
não foi considerada em tempo útil aquando da realização do presente estudo. Das propostas
apresentadas apenas uma não foi implementada: a aplicação de folhas de normalização de processos,
ou Standard Work.
6.2.1 Standard Work
Com a implementação das folhas de normalização do trabalho pretendeu-se, essencialmente, definir o
melhor método de trabalho a executar em cada uma das máquinas presentes na secção de enrolamento.
Nestas folhas, podem ser consultados os tempos de execução de cada tarefa e saber se a mesma está
associada a uma operação manual, automática, se implica deslocações/movimentos ou esperas. Foram
elaboradas 4 folhas para cada máquina, as quais representam 4 tipos de sequências possíveis de
executar durante o processo de enrolamento de tela.
A implementação da folha de trabalho normalizado na secção de enrolamento torna-se assim, numa
ferramenta de trabalho essencial, uma vez que em alturas de pico são contratados novos colaboradores
para a secção. Recorrendo ao uso destas standard work sheets, os novos colaboradores passam a ter
conhecimento do melhor método de trabalho a executar em cada uma das máquinas e qual a melhor
altura para executar cada uma das tarefas descritas.
6.2.2 OEE
Apesar dos esforços realizados para a diminuição dos tempos associados a setups (SMED), os valores
obtidos para o OEE não se revelaram claramente satisfatórios. A máquina nº 8, que numa fase inicial
apresentava valores para o OEE de 44%, obteve percentagens de 41% e 37% após implementação das

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
74
propostas de melhoria. A máquina nº 11 também não apresentou resultados mais favoráveis.
Inicialmente com OEE’s entre os 17% e 32%, obteve resultados após propostas de 26% e 25%. Somente
a máquina nº 9 apresentou resultados positivos. Os valores iniciais para esta máquina, numa situação
inicial, variavam entre os 14% e os 28%. Depois de implementadas algumas propostas de melhoria, os
valores do OEE aumentaram para 33% e 35%.
Como justificação para estes resultados, foram identificados problemas na capacidade de resposta por
parte de outras secções perante a secção de enrolamento, como é o caso da secção de acabamentos e
do armazém de tela crua. Como consequência, os valores associados ao parâmetro disponibilidade
reduziram e, consequentemente obtiveram-se baixos valores para o fator OEE para os 3 equipamentos
analisados.

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
75
7. CONCLUSÃO
Este capítulo destina-se à apresentação das principais conclusões retiradas a partir de todo o estudo feito
e presente neste documento. Para além disso, inclui-se uma secção que destaca o trabalho futuro
sugerido com vista à melhoria dos resultados não só da secção mas também para a empresa em geral.
7.1 Considerações finais
O tema central deste estudo debruçou-se, essencialmente, na melhoria de processos numa indústria
têxtil, recorrendo ao uso de metodologias Lean. Uma análise e diagnóstico feito ao fluxo produtivo da
empresa permitiu concluir que apesar do estrangulamento do fluxo produtivo da empresa não estar
presente na secção de enrolamento, a mesma apresentava sintomas de falta de eficiência nos processos
face aos recursos disponibilizados, enquanto responsável por assegurar todo o tratamento prévio da tela
antes de esta dar entrada na secção dos acabamentos. Assim, o principal objetivo deste estudo foi o de
identificar e analisar propostas de melhoria associadas à secção de enrolamento e a outros processos
ou secções que permitissem contribuir para melhorias de desempenho do processo produtivo da
empresa.
Depois de identificados os principais problemas associados à secção em estudo, foi elaborada uma
síntese de problemas no sentido de se avaliar, a partir de uma panóplia de ferramentas Lean, quais as
que se revelariam oportunas a implementar tendo em conta a situação atual da empresa. Esta análise,
por sua vez, permitiu concluir que as ferramentas a implementar, tendo em conta o grau de dificuldade
de implementação versus o seu impacto gerado, foram: os 5S, Gestão Visual, SMED e Standard Work.
Numa situação inicial, a secção apresentava-se desorganizada, desarrumada e suja. Estes três fatores
contribuíam, em grande parte, para tempos improdutivos elevados e, por conseguinte, elevados tempos
de setup. Foram aplicadas regras de arrumação, ordem e limpeza através da implementação das
ferramentas 5S e Gestão Visual. Uma formação de sensibilização, a distribuição de um folheto informativo
e uma abordagem “posto a posto” (análise individual a cada posto de trabalho), permitiram uma rápida
e fácil assimilação destas ferramentas por parte dos colaboradores da secção.
A seleção de máquinas de enrolamento para análise, surgiu no sentido de se identificar, das máquinas
existentes, quais seriam as mais pertinentes para um estudo detalhado sobre os processos nelas
executados. Das 4 máquinas presentes na secção, foram selecionadas apenas as máquinas nº8, nº9 e
nº 11. Cada máquina possui características próprias e é operada por um colaborador diferente, pelo que
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
76
um dos objetivos deste projeto foi também o de implementar folhas de normalização de trabalho por
forma a evitar diferentes métodos de trabalho entre colaboradores.
Com a implementação do SMED, tornou-se possível de obter reduções nos tempos de setup intermédios
de 21% para a máquina nº 8, 20% para a máquina nº 9 e de 33% para a máquina nº 11. Tempos de
setup que, anteriormente, variavam entre os 3 e os 4 minutos passaram a variar entre 1 minuto e 46
segundos e 2 minutos e 31 segundos. Com isto, esperava-se um aumento do grau de eficiência de cada
equipamento analisado. No entanto, os resultados obtidos não corresponderam aos esperados. A falta
de capacidade de resposta do armazém de tela e da secção de acabamentos face a um aumento do
tempo disponível dos equipamentos revelou-se crítica para o aumento do fator OEE. Apenas a máquina
nº 9 apresentou um aumento do OEE de 28% para 35%.
Várias propostas surgiram no sentido de combater os elevados tempos de setup. Uma delas foi a
experiência realizada através da existência de um operador logístico enquanto responsável por prestar
auxílio à secção, através da execução de algumas operações externas e internas do processo de
enrolamento. Para os tempos de setup intermédios, os ganhos verificados não se revelaram
estatisticamente significativos. Por outro lado, no que diz respeito aos setups fim de lote, os resultados
mostraram-se positivos. O número de operações, quer dos SFLOTE com rastilho quer dos SFLOTE sem
rastilho, diminuiu e os tempos das operações também diminuíram. Os ganhos obtidos entre máquinas
passavam a variar entre 3 minutos e 51 segundos e os 8 minutos e 51 segundos. Ou seja, os possíveis
ganhos estariam na ordem dos 30%.
7.2 Trabalho futuro
Neste último subcapítulo serão apresentadas algumas sugestões, enquanto trabalho futuro, para a
secção que serviu de base para este projeto e para outras secções que se revelaram importantes e
suscetíveis a possíveis estudos.
Em primeiro lugar, destaca-se o esforço contínuo em melhorar a secção de enrolamento. A
implementação das primeiras ferramentas Lean deverão surgir como “rampa de lançamento” para novos
e melhores resultados. Uma das premissas da filosofia Lean é a melhoria contínua e, por isso, os
próximos passos deverão ter isso em conta.
Deverá ser elaborado um estudo relativamente à máquina nº 10. Apesar de pouco utilizada, esta também
contribui para o grau de eficiência da secção, como um todo. O estudo deve incluir não só os processos
e operações associados à máquina em questão, mas também possíveis alterações à estrutura da mesma
para que esta se torne mais ergonómica para o trabalho executado.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
77
No que diz respeito à manutenção de equipamentos, seria importante para a secção incluir a
manutenção de cavaletes nos seus planos de manutenção. Várias paragens não planeadas associadas
à falta de manutenção dos cavaletes foram detetadas durante a realização do presente estudo.
Deve ser, de igual forma, realizado um estudo sobre a logística de armazém e trajetos realizados pelo
responsável pelo abastecimento dos postos de trabalho. Através do estudo realizado, foi possível concluir
que a logística de armazém atualmente adotada não será a mais apropriada, visto não corresponder às
necessidades da secção, em situações de aumentos no tempo disponível dos equipamentos. Para além
disso, deve ser analisado o fluxo atual dos cavaletes, visto que a indisponibilidade destes também tem
contribuído para perdas de eficiência da secção. A quantidade, quem os utiliza, a localização das secções
por onde circulam e a disponibilidade de espaço para estacionamento de cavaletes deve ser tida em
conta para esta análise.
Em relação ao processo de contratação de novos colaboradores para a secção de enrolamento durante
as alturas de pico de produção também deve ser analisado e, possivelmente, reestruturado. Durante a
realização do presente estudo foi possível observar que os novos colaboradores contratados eram
introduzidos na secção com pouca antecedência, face ao período de “pico”. Devido à falta de formação
prévia ou tempo experimental, estes solicitavam com alguma regularidade a ajuda dos colaboradores da
secção, impedindo-os, desta forma, de executar o seu trabalho.
De forma a melhorar os tempos de setup, otimizar os tempos de operação e evitar erros durante os
processos, deve ser analisada, de uma forma mais detalhada, a hipótese de se implementar em cada
posto de trabalho um sistema informático para lançamento dos lotes de produção.
Para concluir, é importante referir que todas as propostas aqui mencionadas possuem o principal objetivo
de melhorar a secção de enrolamento, as secções relacionadas com esta e, por conseguinte, resultar
em benefícios reais e duradouros para a empresa.

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
78
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
79
REFERÊNCIAS BIBLIOGRÁFICAS
Ahuja and J.S. Khamba, (2008) Total productive maintenance: literature review and directions, International Journal of Quality
& Reliability Management, Vol. 25, Iss 7, 709 – 756
AR, R., al-Ashraf, M. (2012) Production Flow Analysis through Value Stream Mapping: A Lean Manufacturing Process Case
Study. International Symposium on Robotics and Intelligent Sensors 2012 (IRIS 2012), 41, 1727 – 1734
Barnes, R. (1980) Motion and time study: Design and Measurement of Work. 7th ed. New York: John Wiley & Sons, Inc.
Borris, Seteven (2006) Total_Productive_Maintenance Proven strategies and techniques to keep equipment running at peak
efficiency. [ebook] USA: The McGraw-Hill Companies, Inc. Disponível em:
https://masdukiasbari.files.wordpress.com/2011/04/0071467335-total-productive-maintenance.pdf
Bortolotti, T., Boscari, S., Danese, P. (2014) Successful lean implementation: Organizational culture and soft lean practices.
Int. J. Production Economics, 160, 182–201
Chiarini, Andrea (2013) Lean Organization: from the Tools of the Toyota Production System to Lean Office.
CITESEERX (2015) Operations research, work study and measurement Disponível em:
http://citeseerx.ist.psu.edu/viewdoc/download;jsessionid=629C234DDBCFEDFE96FF278A92A56439?doi=10.1.1.12
6.788&rep=rep1&type=pdf
CITEVE (2012) Ferramenta de Desenvolvimento e aplicação do Lean Thinking no STV. [pdf] Disponível em:
http://www.citeve.pt/artigo/sicacr_ferra_produ
Coutinho, C. P., Sousa, A., Dias, A., Bessa, F., Ferreira, M. J. R. C., & Vieira, S. R. (2009). Investigação-acção: metodologia
preferencial nas práticas educativas.
Dombrowski, U., Mielke, T., Engel, C. (2012) Knowledge Management in Lean Production Systems. 45th CIRP Conference on
Manufacturing Systems, 436-441
Festijo, D. (2014) Work Measurement Time Study Equipment. Disponível em: http://www.academia.edu/5135033
Goforth, K. A. (2007) Adapting lean manufacturing principles to the textile industry, Production Planning & Control: The
Management of Operations, 237-247
Hamel, Mark_R. (2010) Kaizen Event Fieldbook Foundation, Framework, and Standard Work for Effective Events. [ebook]
Dearborn: Society of Manufacturing Engineers. Disponível em:
https://books.google.pt/books?id=99Flh8fqCH0C&redir_esc=y
Hansen, Robert C. (2001) Overall Equipment Effectivenes A powerful Production/Maintenance Tool for Increase Profits. 1st
ed. NY: Industrial Press, Inc.
Herr, K. (2013) Quick Changeover Concepts Applied Dramatically Reduce Set-Up Time and Increase Production Flexibility with
SMED. [ebook] NW: CRC Press. Disponível em: https://books.google.pt/books?id=WXnSBQAAQBAJ&pg
Kemmis, S., Mctaggart, R. (1988) Como Planificar la Investigación Acción. Barcelona: Laertes
Kumar, S., Suresh, N. (2008) Productions and Operations Management (With Skill Development, Caselets and Cases). 2nd ed. New Deli: New Age International (P) Ltd., Publishers
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
80
Liker, J. K. (2004) The Toyota Way: 14 Management Principles From the World’s Greatest Manufacturer, McGraw-Hill, NY.
Marudhamuthu, R., krishnaswamy, M., Pillai, D. (2011) The Development and Implementation of Lean Manufacturing
Techniques in Indian garment Industry. Jordan Journal of Mechanical and Industrial Engineering, 5, 527 - 532
Melton, T. (2005) The benefits of lean manufacturing - What lean thinking has to offer the process industries: Chemical
Engineering Research & Design, v. 83, 662-673
Nakajima, S. (1988). Introduction to TPM: total productive maintenance: Productivity Press.
Niebel, Benjamin W., Freivalds, A. (2004) Ingenieria industrial: metodos, estandards y deseño del trabajo. 11ed. Traduzido
do inglês por E. Gonzalez. México: Editorial Alfaomega
Ohno, Taiichi (1988) Toyota Production System: Beyond Large-Scale Production.
Park, M., Ortiz, C. (2011) Applying Visual Management. [ebook] NY: Productivity Press. Disponível em:
https://books.google.pt/books?id=4tw_CQAAQBAJ&pg
Parry, G., Turner, C. (2006) Application of lean visual process management tools, Production Planning & Control: The
Management of Operations, 17:1, 77-86
Patchong, Alain (2014) Implementing_Standardized_Work Process Improvement. [ebook] NY: Productivity Press. Disponível
em: https://books.google.pt/books?id=tVrSBQAAQBAJ&pg
Pierce, A., Pons, D. (2013) Implementing Lean Practices: Managing the Transformation Risks. Journal of Industrial
Engineering, [Online] 28 Oct.. Disponível em: http://dx.doi.org/10.1155/2013/790291
Pinto, J. P. (2008). Lean Thinking: Introdução ao pensamento magro. Comunidade Lean Thinking
Ribeiro, J. (2013) Melhoria do Desempenho da Secção de Tingimento por Esgotamento de uma Empresa Têxtil. Master
Dissertation, Universidade do Minho
Shah, R., Ward, P. T. (2003) Lean manufacturing: context, practice bundles, and performance, Journal of Operations
Management, 21, 129 – 149
Shingo, S. (1985). A Revolution in Manufacturing: The Smed System: PRODUCTIVITY Press INC.
Shingo, S. (1989). A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Traduzido do Japonês
por Andrew Dilon. Massachusetts: Productivity Press
Singh, R., Gohil, A., Shah, D., Desai, S. (2013) Total Productive Maintenance (TPM) Implementation in a Machine Shop: A
Case Study. Chemical, Civil and Mechanical Engineering Tracks of 3rd Nirma University International Conference on
Engineering, 51, 592 – 599
Singh, R., Shah, D., Gohil, A., Shah, M. (2013) Overall Equipment Effectiveness (OEE) Calculation – Automation through
Hardware & Software Development. Chemical, Civil and Mechanical Engineering Tracks of 3rd Nirma University
International Conference, 51, 579 – 584
Stringer, Ernest T. (2007) Action Research Third Ediction, 3rd. ed. Califórnia: Sage Publications, Inc.
Ulutas, B. (2011) An application of SMED Methodology. World Academy of Science, Engineering and Technology, 24 Jul., 5
(7), 63-66
Venkataraman, K., Ramnath, B.V., Kumar, V. M., Elanchezhian, C. (2014) Application of Value Stream Mapping for Reduction
of Cycle Time in a Machining Process. 3rd International Conference on Materials Processing and Characterisation, 6,
1187 – 1196

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
81
Wilson, Lonnie (2010) How To Implement Lean Manufacturing. [ebook] United States: The McGraw-Hill Companies, Inc.
Disponível em: https://freemindconsulting.files.wordpress.com/2009/12/lean-implementation-tools.pdf
Womack , J. P., Jones, D. T. (1996). Lean Thinking: Banish Waste and Create Wealth in Your Corporation: Free Press.
Womack, J. P., Jones, D., Roos, D. (1990). The Machine That Changed The World: The Story Of Lean Production - Toyota's
Secret Weapon In The Global Car Wars That Is Now Revolutionizing World Industry: Free Press.
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
82
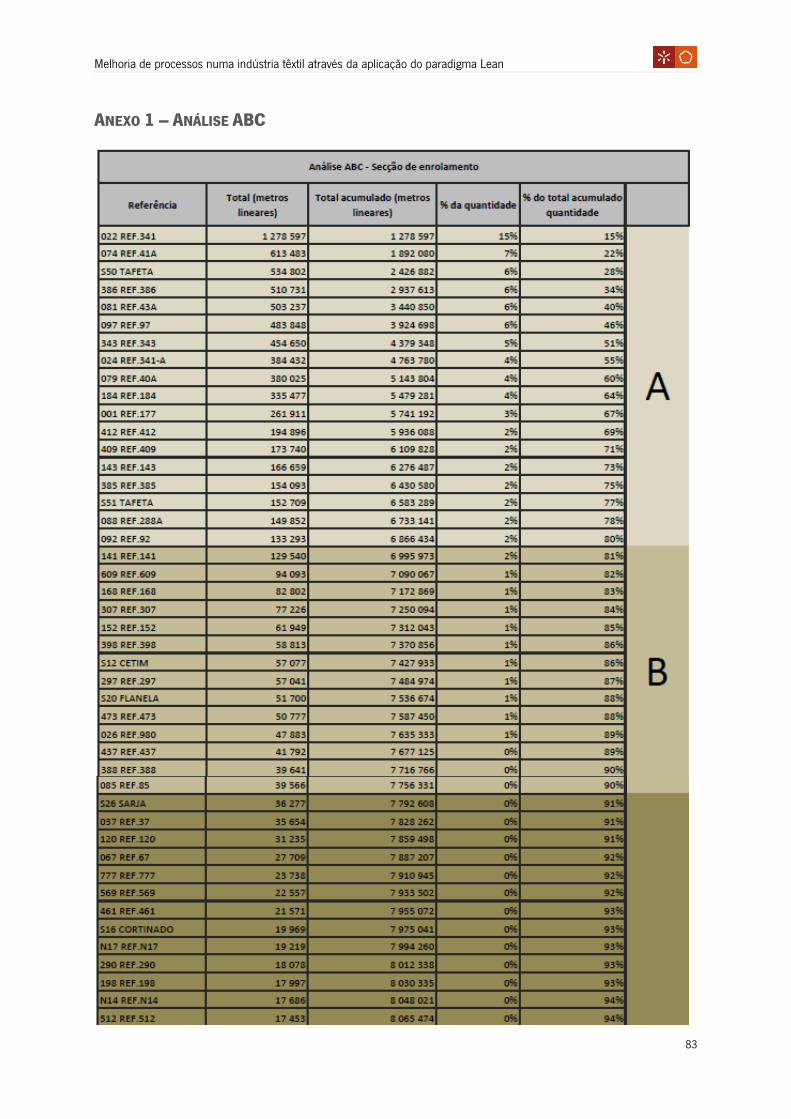
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
83
ANEXO 1 – ANÁLISE ABC
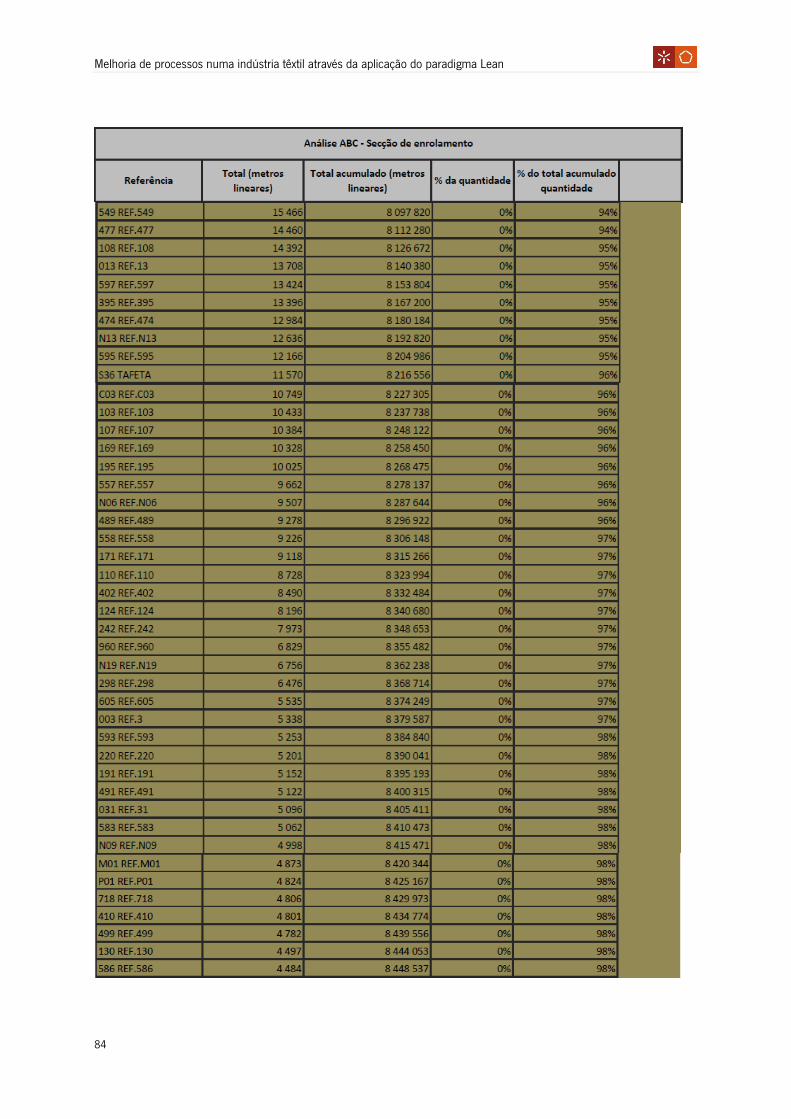
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
84
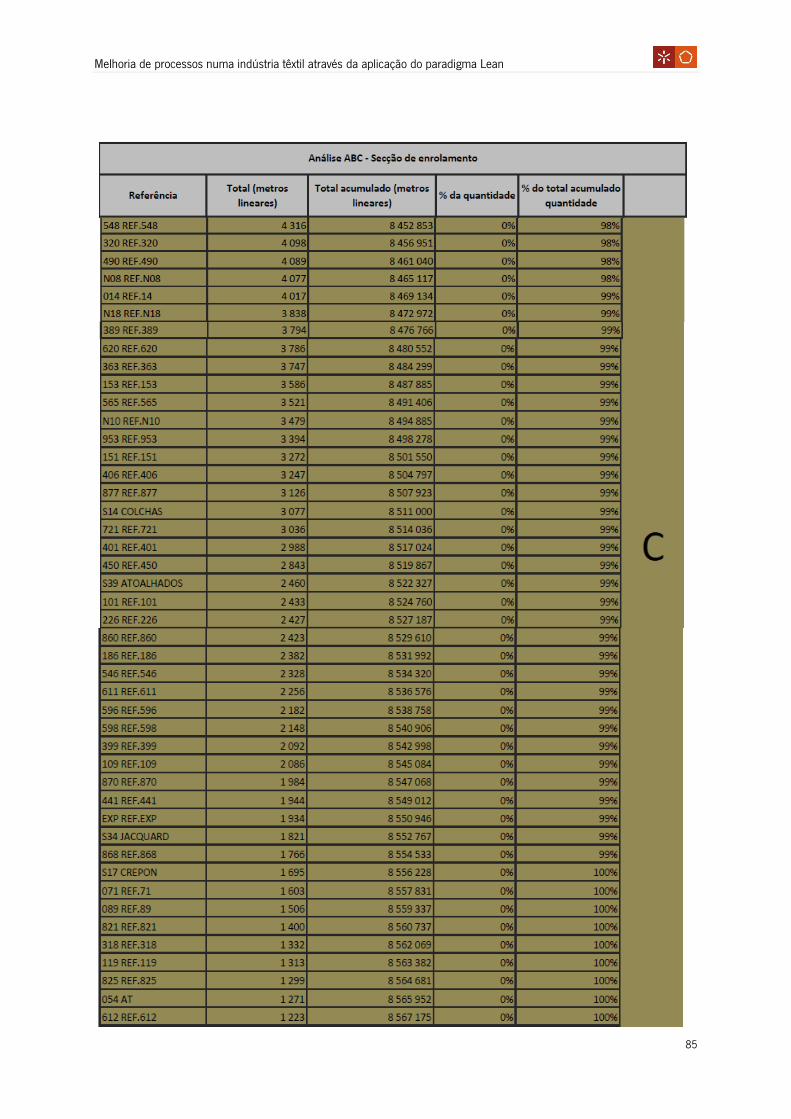
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
85
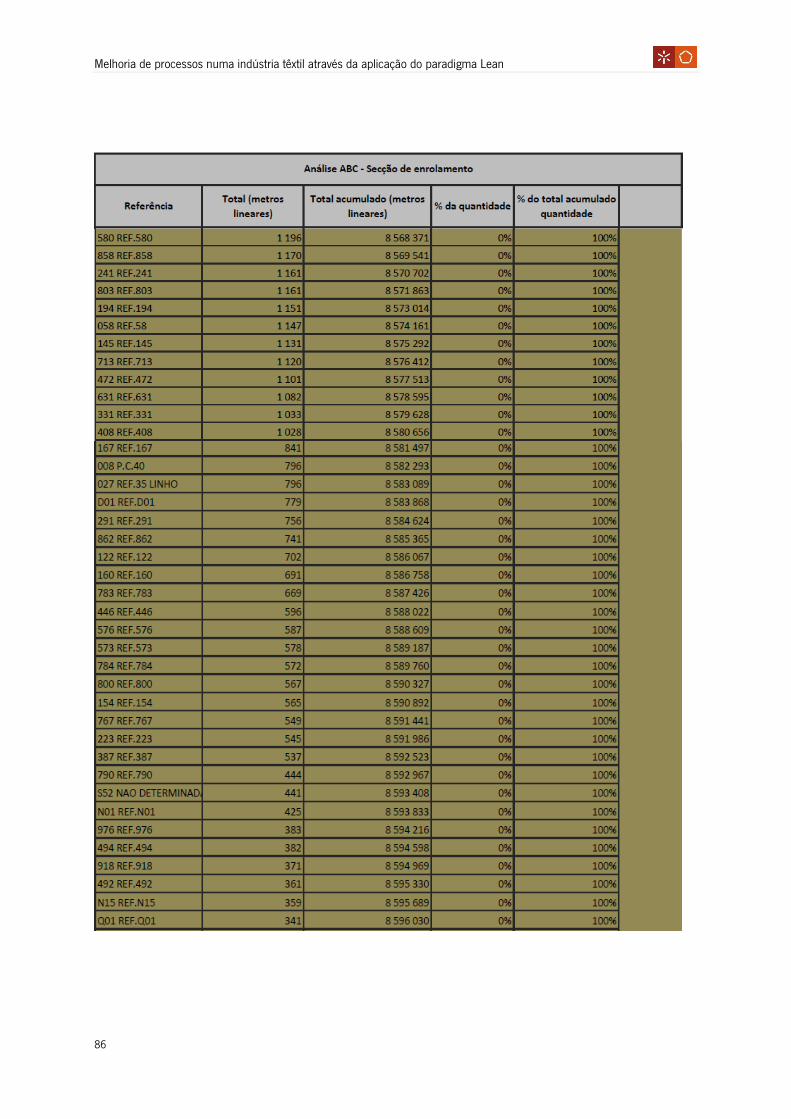
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
86
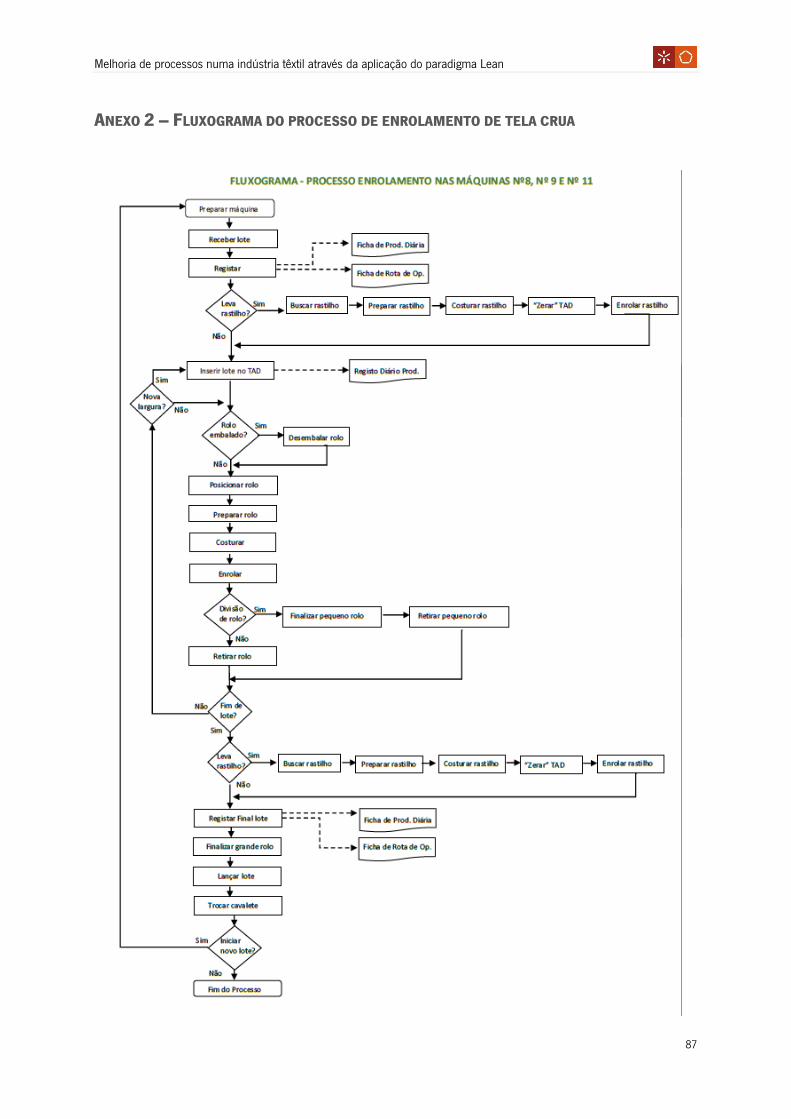
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
87
ANEXO 2 – FLUXOGRAMA DO PROCESSO DE ENROLAMENTO DE TELA CRUA
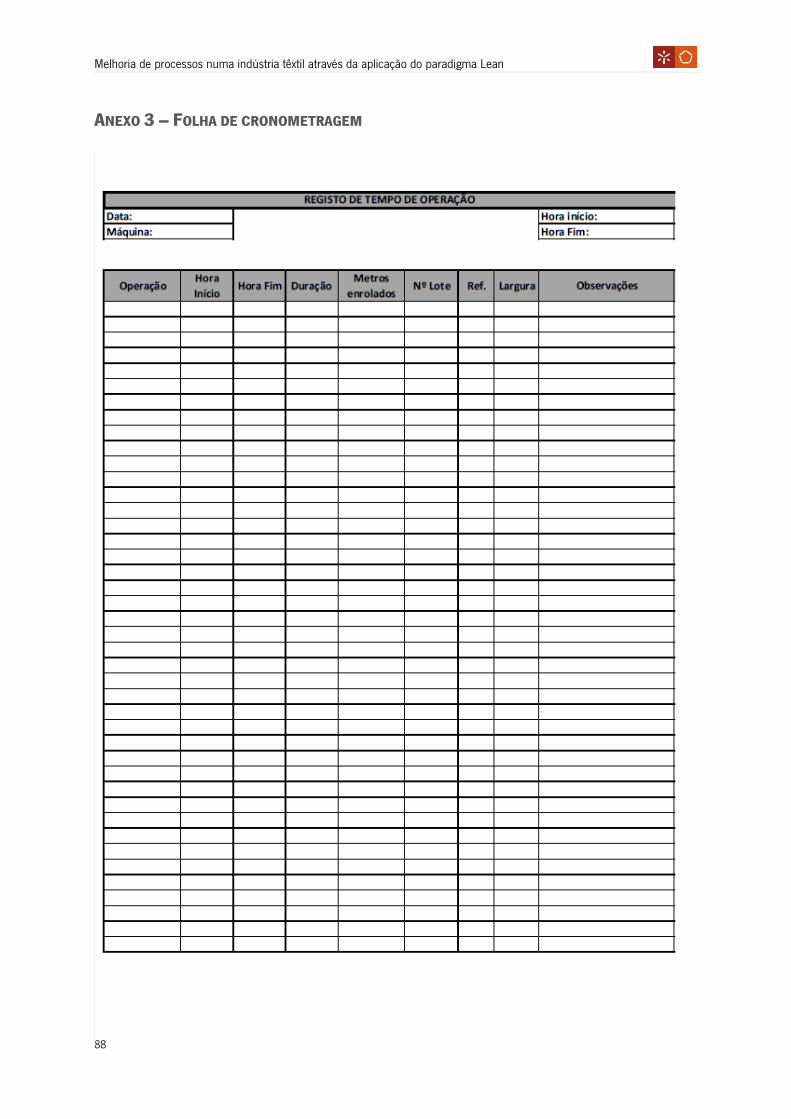
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
88
ANEXO 3 – FOLHA DE CRONOMETRAGEM

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
89
ANEXO 4 – FORMAÇÃO 5S
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
90

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
91
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
92
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
93
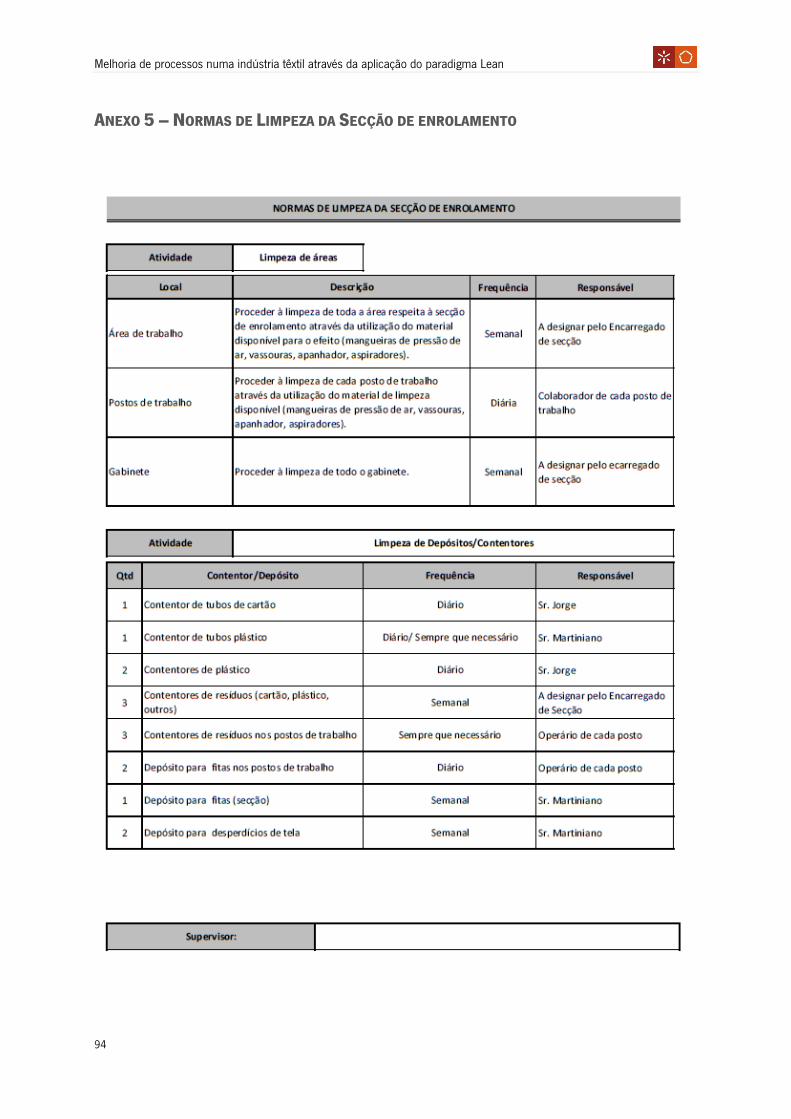
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
94
ANEXO 5 – NORMAS DE LIMPEZA DA SECÇÃO DE ENROLAMENTO
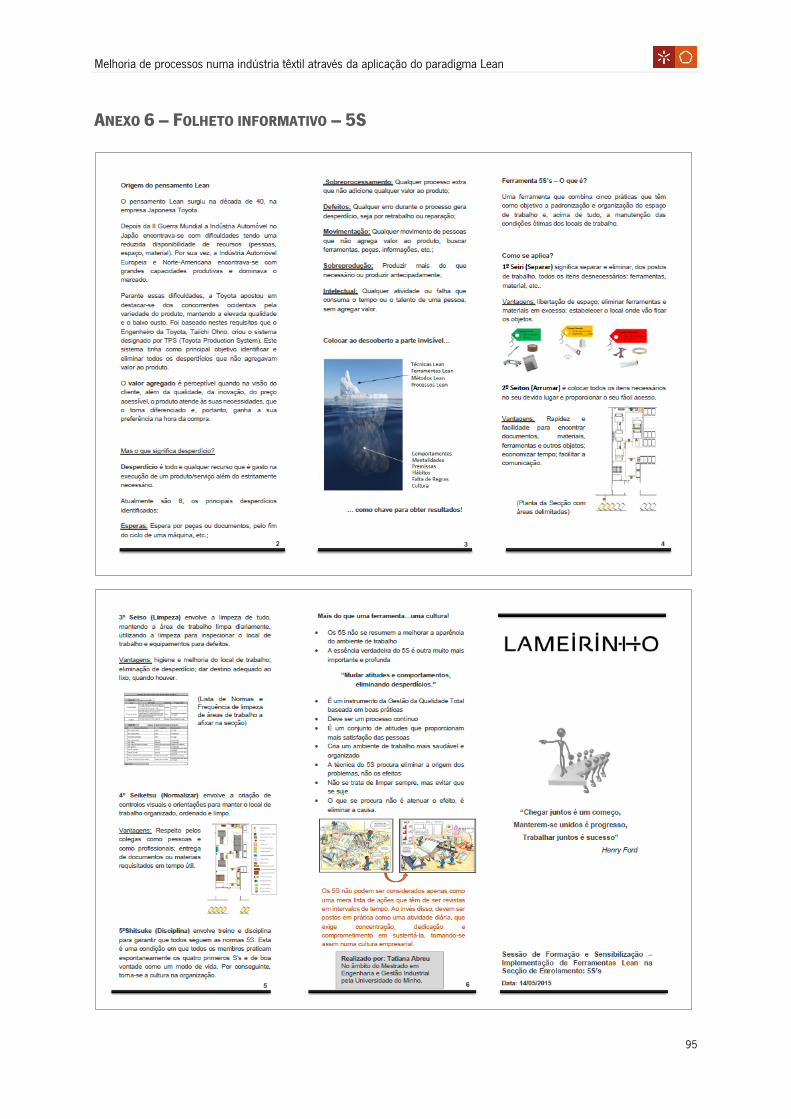
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
95
ANEXO 6 – FOLHETO INFORMATIVO – 5S

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
96
ANEXO 7 – NORMAS DE ARRUMAÇÃO DA SECÇÃO
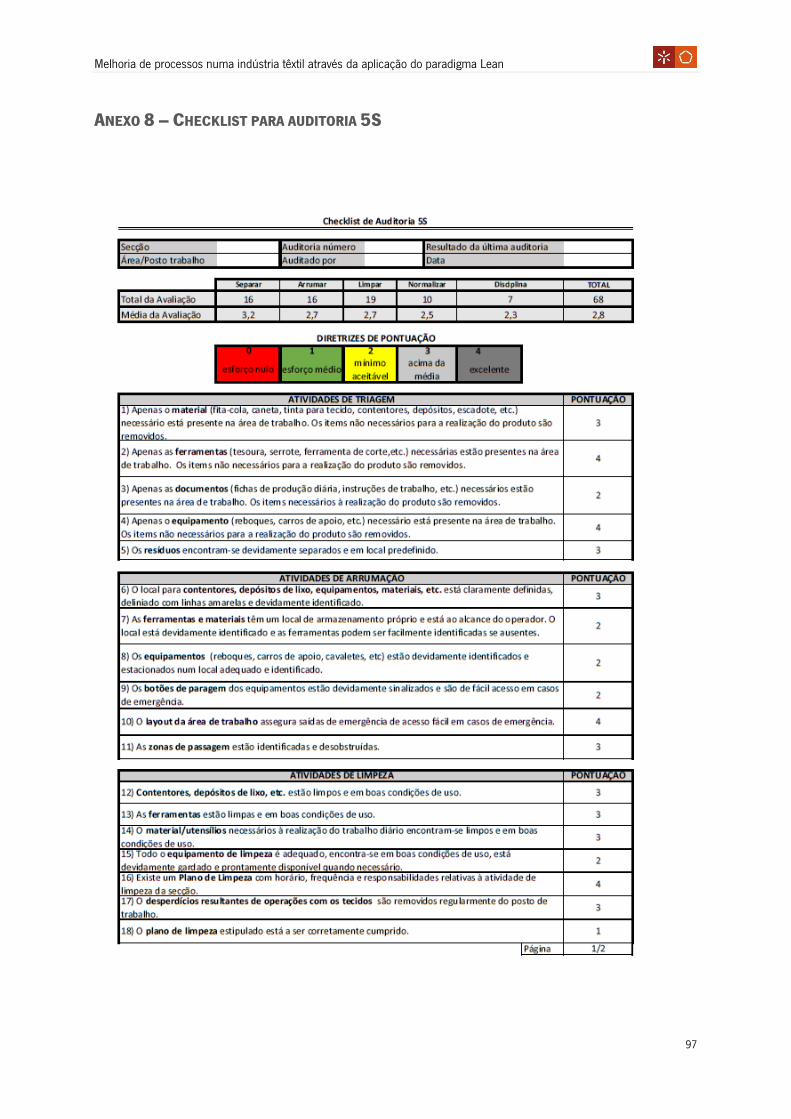
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
97
ANEXO 8 – CHECKLIST PARA AUDITORIA 5S

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
98
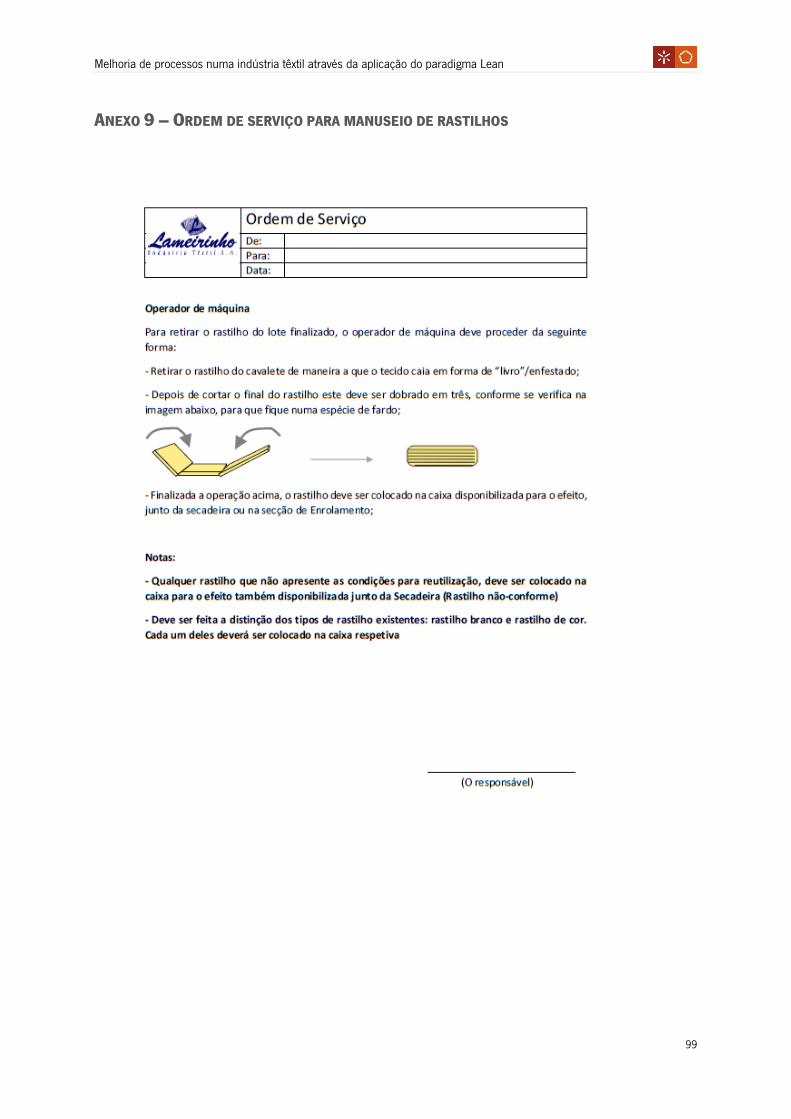
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
99
ANEXO 9 – ORDEM DE SERVIÇO PARA MANUSEIO DE RASTILHOS

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
100
ANEXO 10 – ARMÁRIO PARA RASTILHOS: SECÇÃO DE ENROLAMENTO
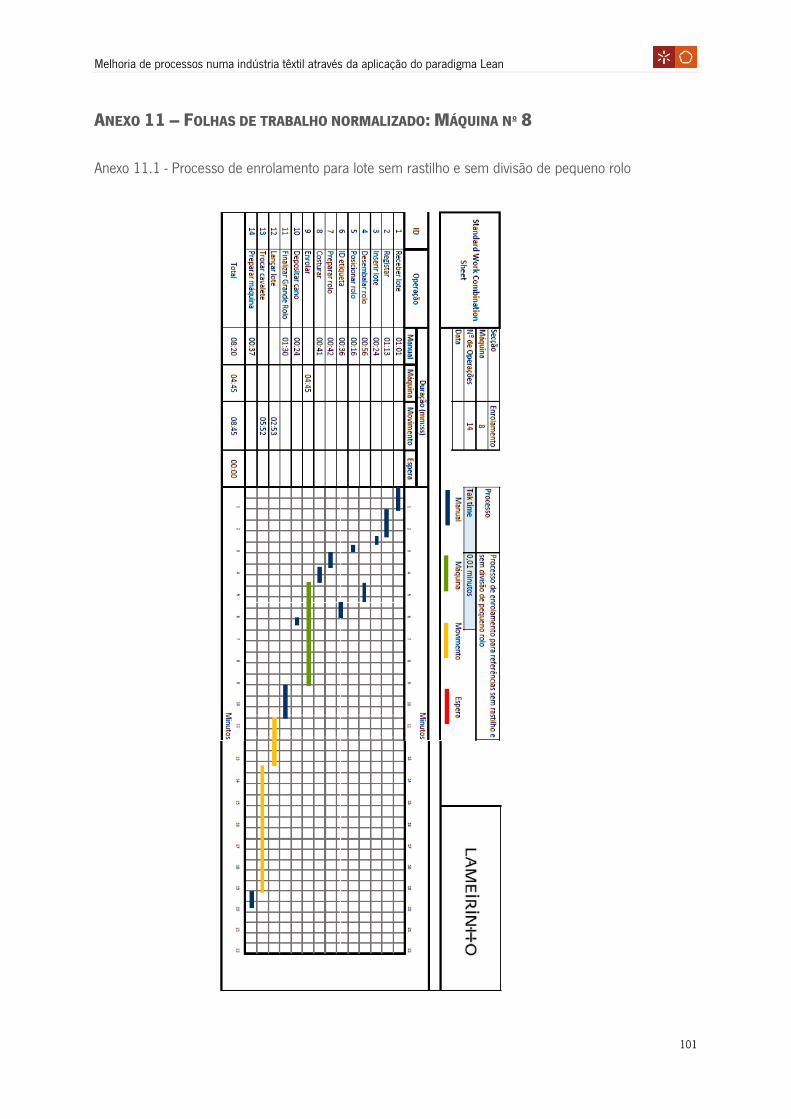
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
101
ANEXO 11 – FOLHAS DE TRABALHO NORMALIZADO: MÁQUINA Nº 8
Anexo 11.1 - Processo de enrolamento para lote sem rastilho e sem divisão de pequeno rolo
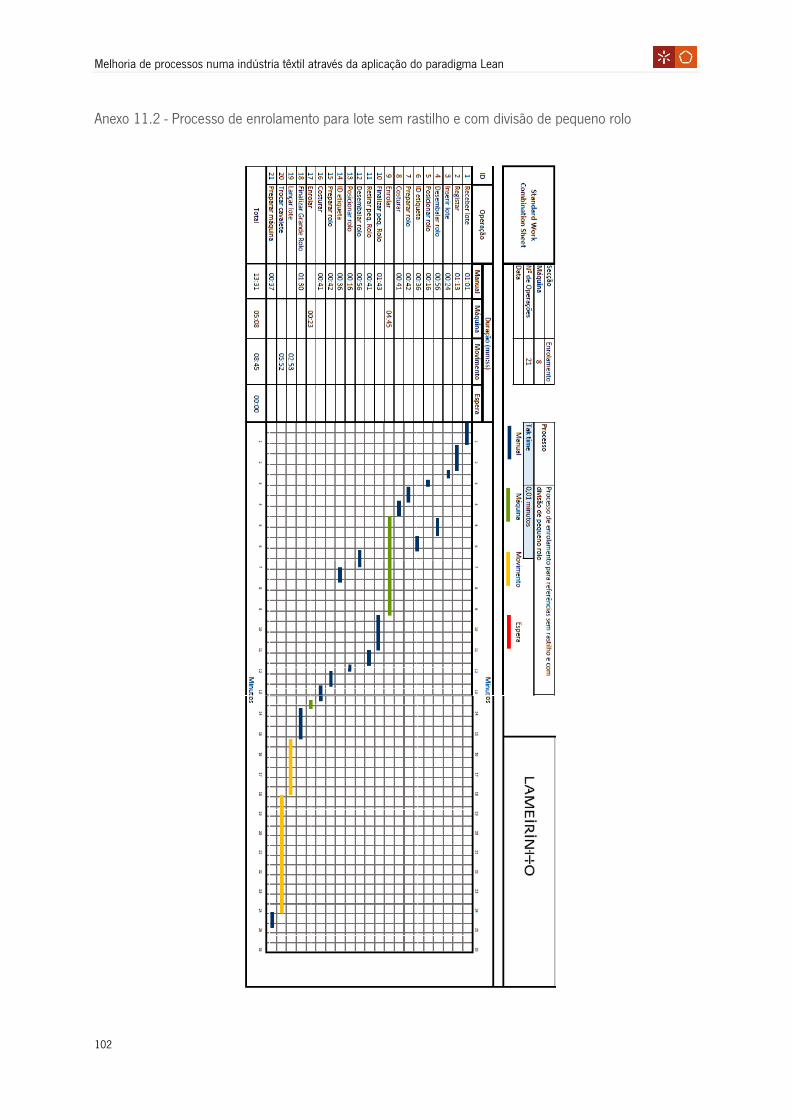
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
102
Anexo 11.2 - Processo de enrolamento para lote sem rastilho e com divisão de pequeno rolo

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
103
Anexo 11.3 - Processo de enrolamento para lote com rastilho e sem divisão de pequeno rolo
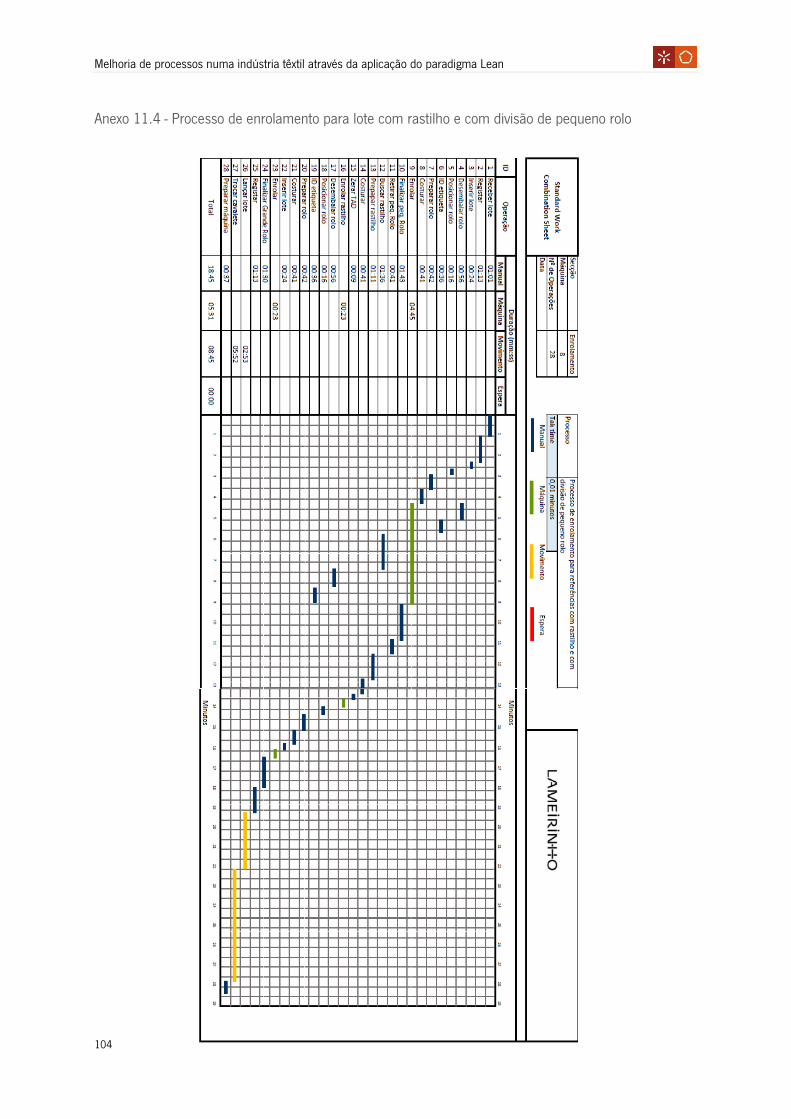
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
104
Anexo 11.4 - Processo de enrolamento para lote com rastilho e com divisão de pequeno rolo
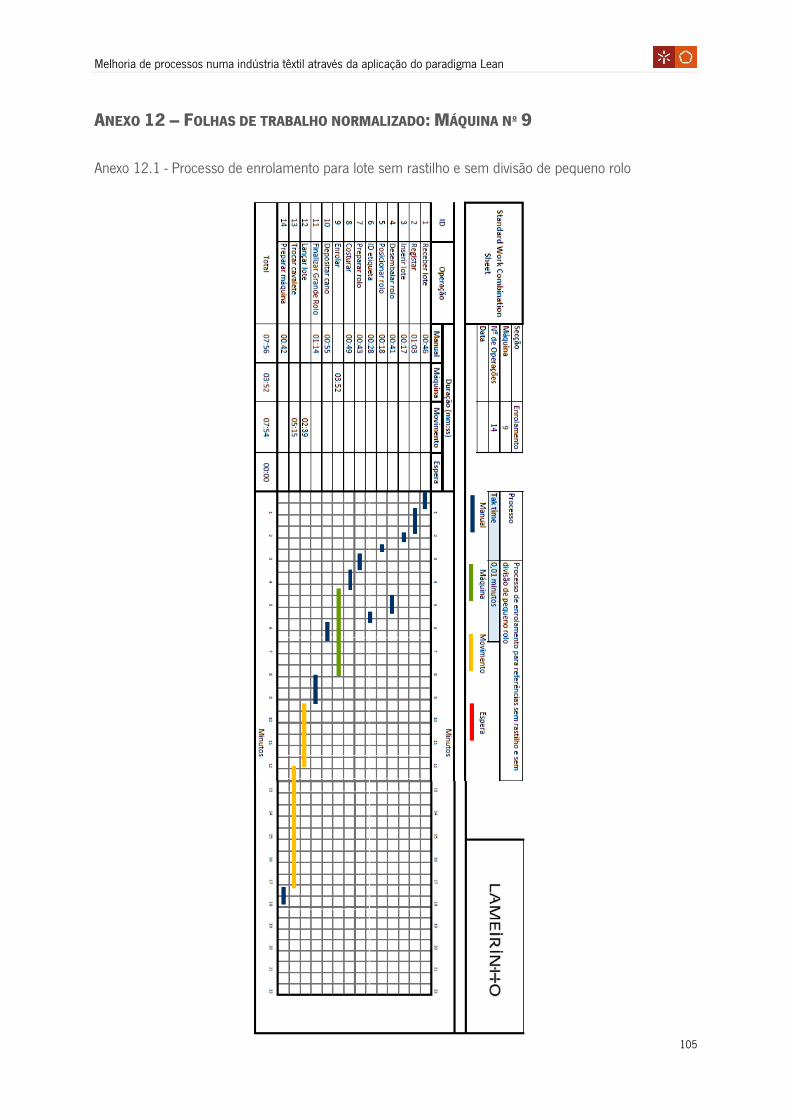
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
105
ANEXO 12 – FOLHAS DE TRABALHO NORMALIZADO: MÁQUINA Nº 9
Anexo 12.1 - Processo de enrolamento para lote sem rastilho e sem divisão de pequeno rolo
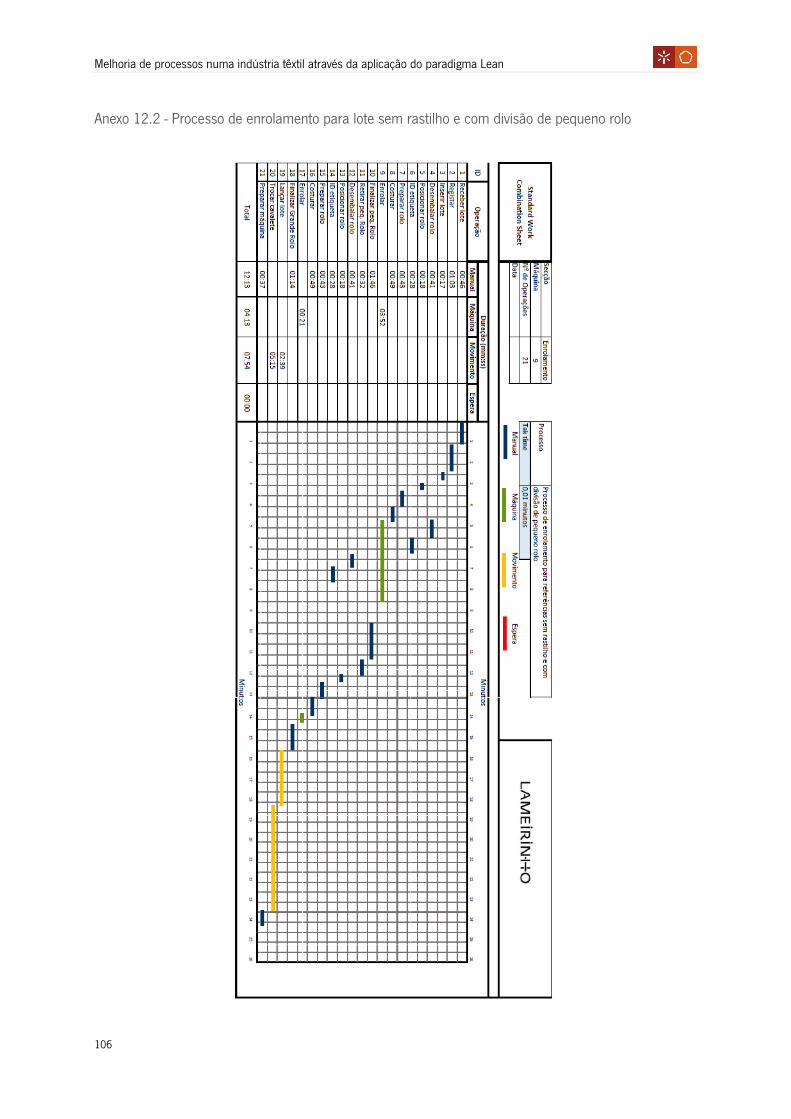
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
106
Anexo 12.2 - Processo de enrolamento para lote sem rastilho e com divisão de pequeno rolo

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
107
Anexo 12.3 - Processo de enrolamento para lote com rastilho e sem divisão de pequeno rolo
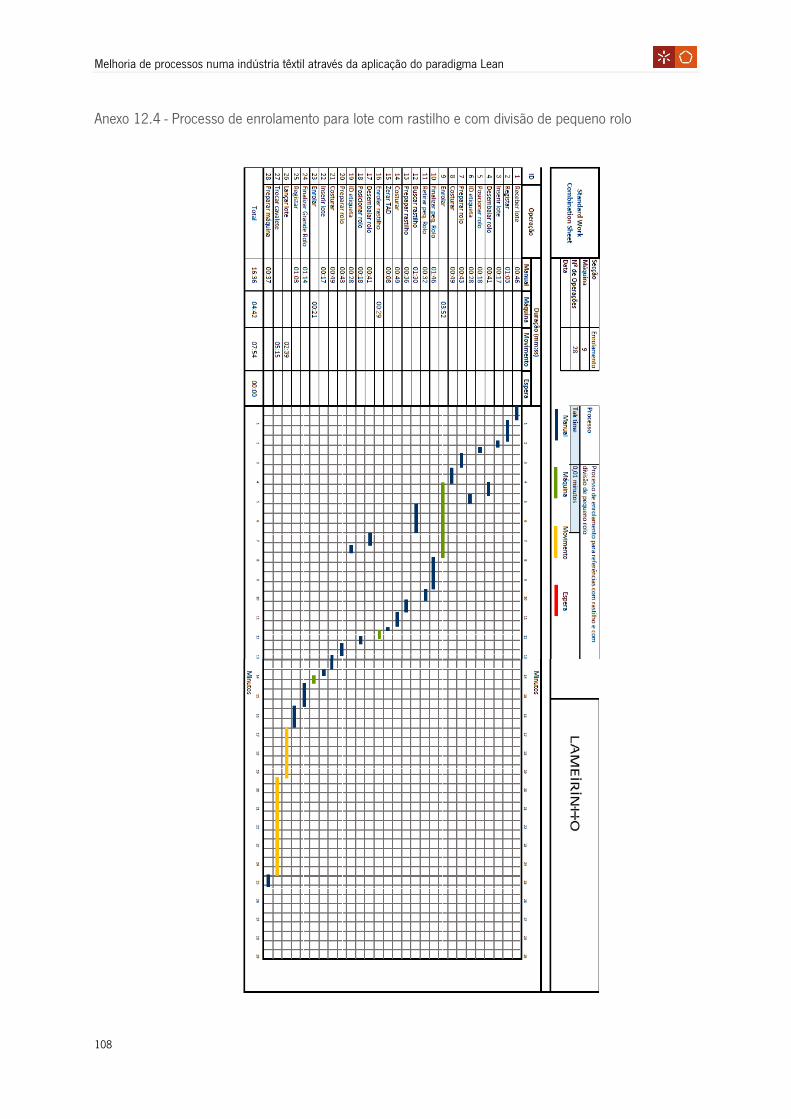
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
108
Anexo 12.4 - Processo de enrolamento para lote com rastilho e com divisão de pequeno rolo
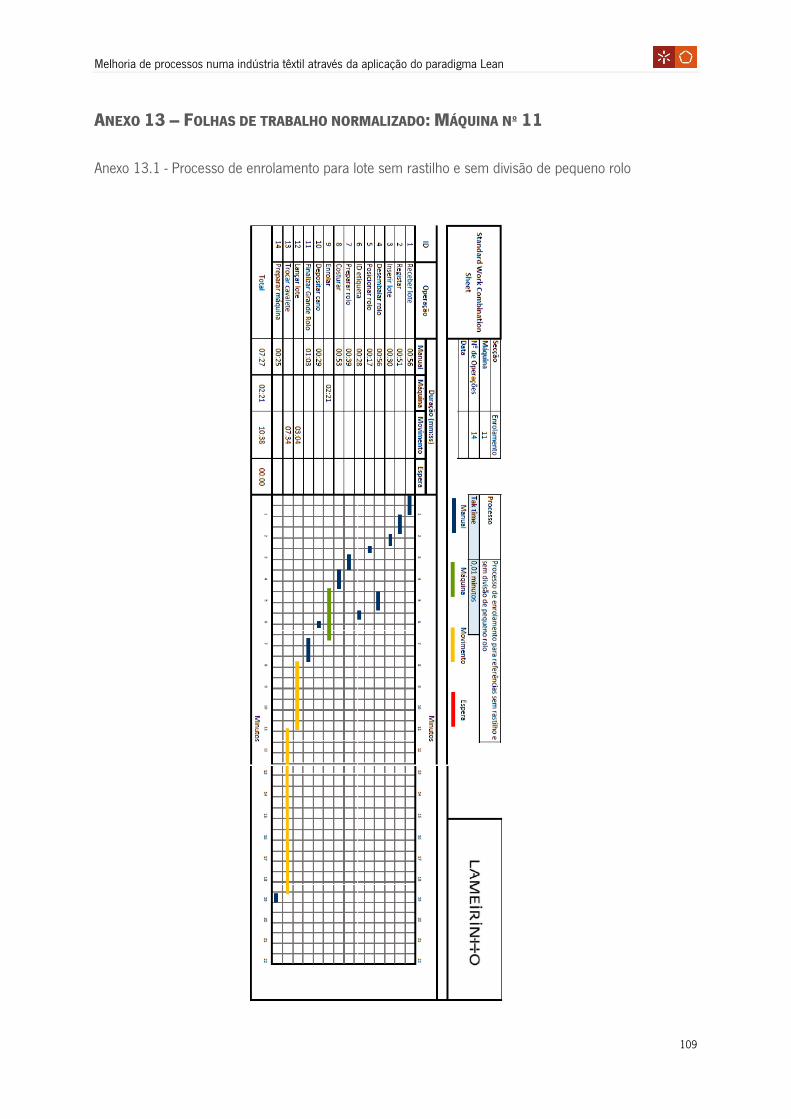
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
109
ANEXO 13 – FOLHAS DE TRABALHO NORMALIZADO: MÁQUINA Nº 11
Anexo 13.1 - Processo de enrolamento para lote sem rastilho e sem divisão de pequeno rolo
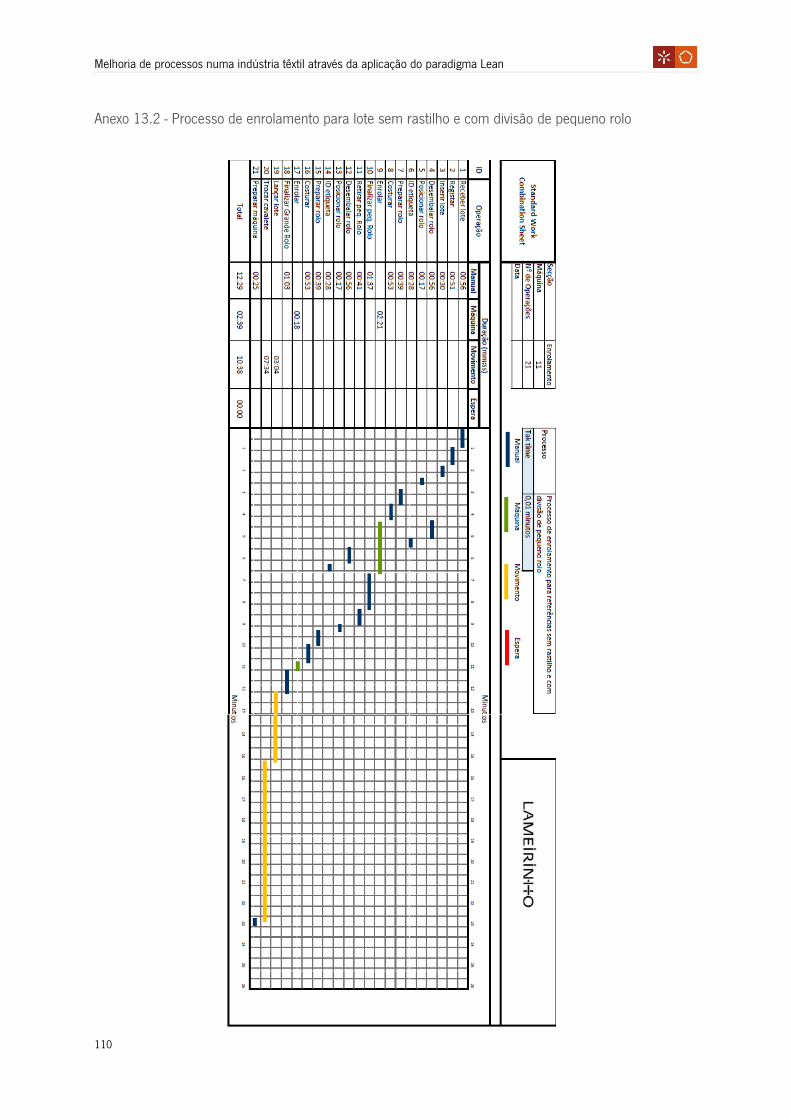
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
110
Anexo 13.2 - Processo de enrolamento para lote sem rastilho e com divisão de pequeno rolo
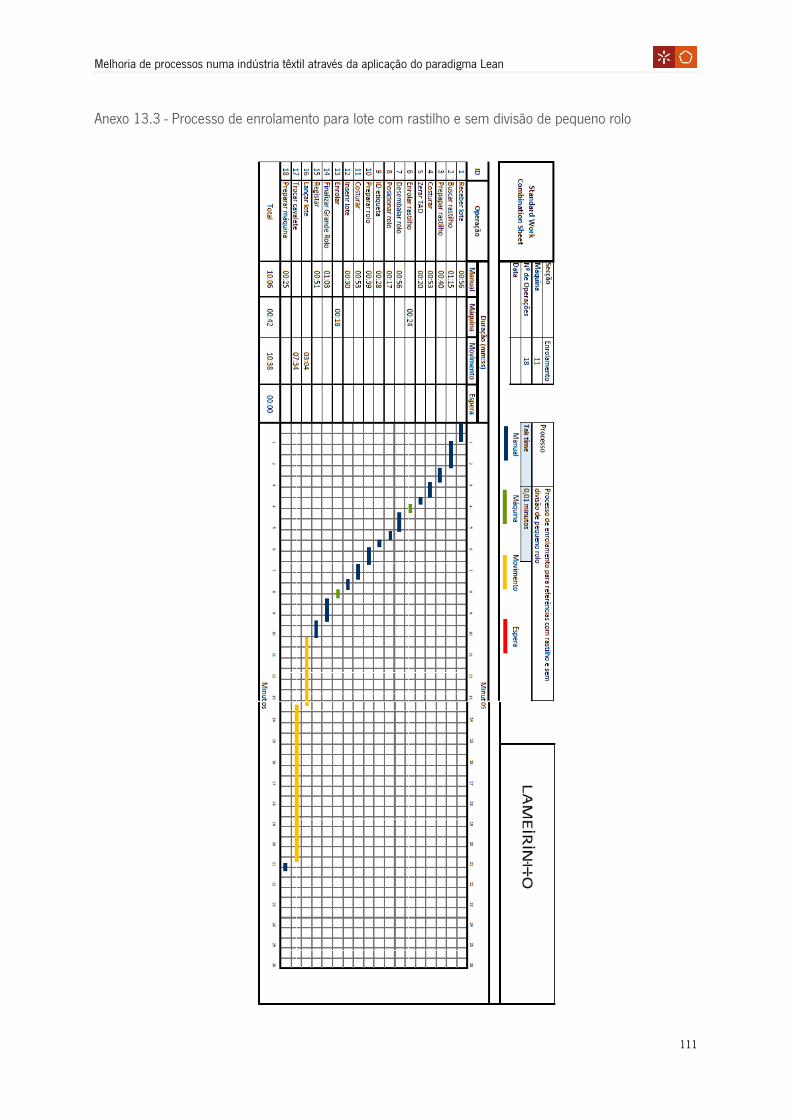
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
111
Anexo 13.3 - Processo de enrolamento para lote com rastilho e sem divisão de pequeno rolo
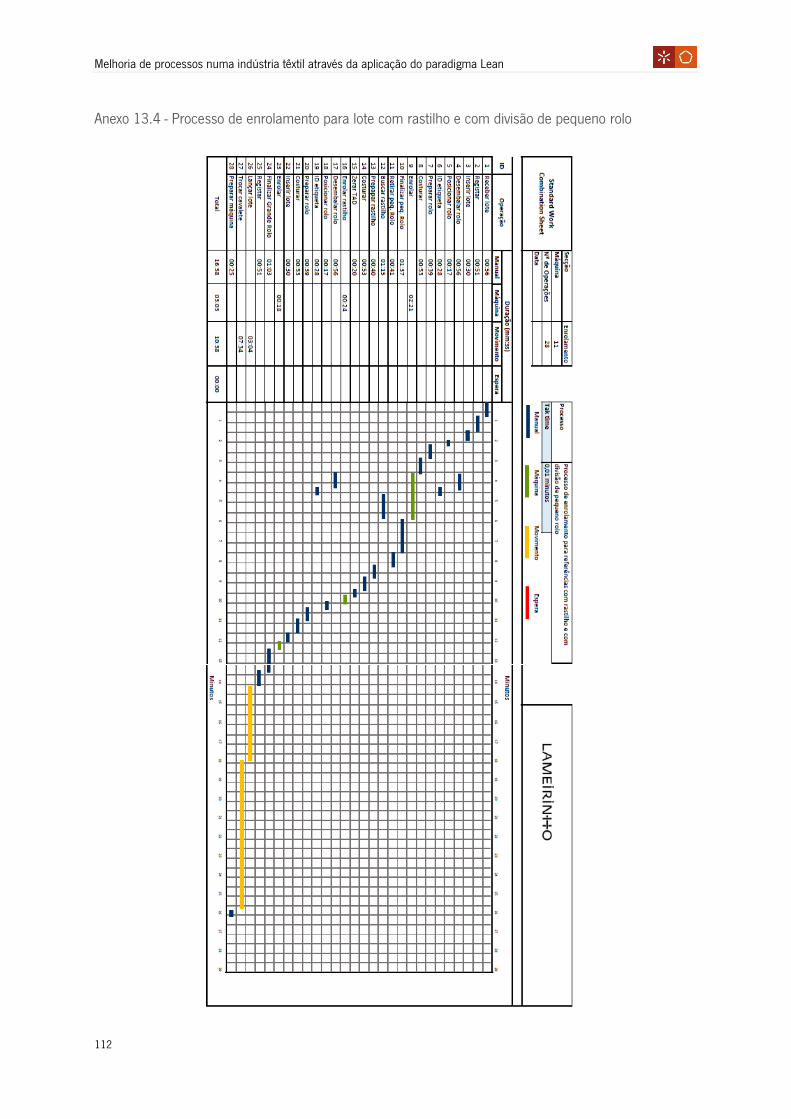
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
112
Anexo 13.4 - Processo de enrolamento para lote com rastilho e com divisão de pequeno rolo

Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
113
ANEXO 14 – NOVO LAYOUT DA SECÇÃO DE ENROLAMENTO
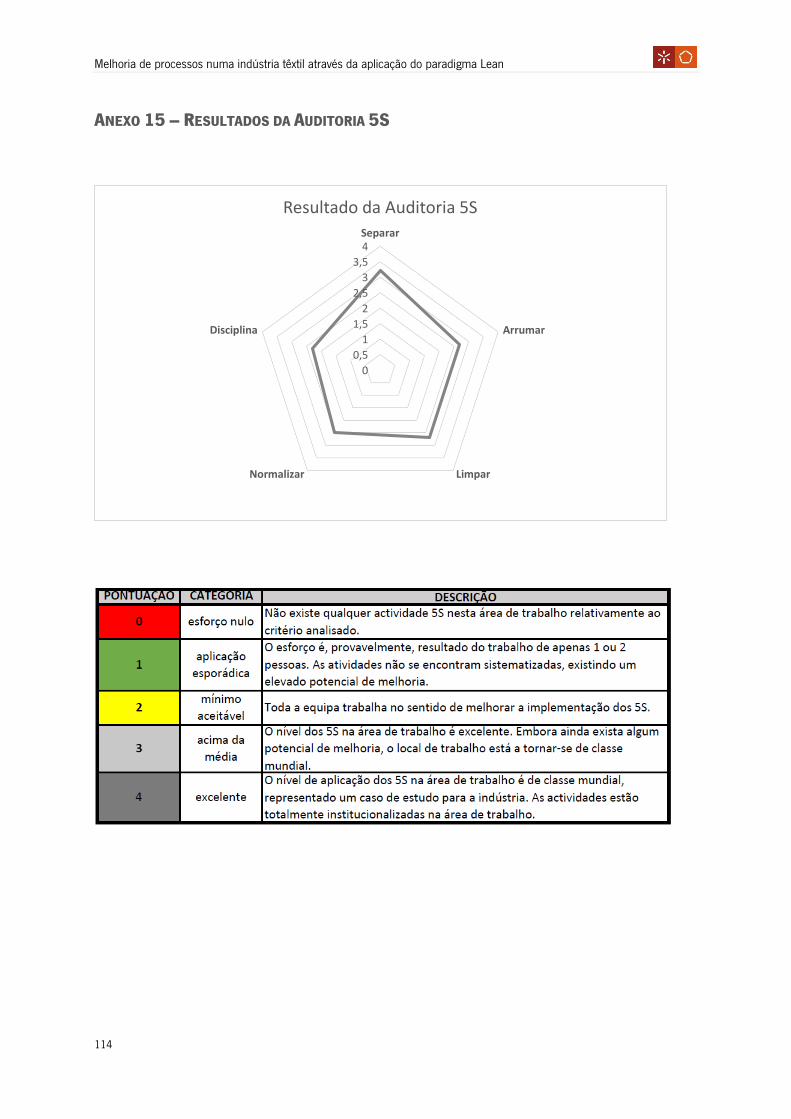
Melhoria de processos numa indústria têxtil através da aplicação do paradigma Lean
114
ANEXO 15 – RESULTADOS DA AUDITORIA 5S
0
0,5
1
1,5
2
2,5
3
3,5
4Separar
Arrumar
LimparNormalizar
Disciplina
Resultado da Auditoria 5S