manual de instruções rev 17-11-08 - incoe2.6 lista de partes de inyectores 2.7 lista de partes de...
TRANSCRIPT

DFInstruction Manual Manual deInstrucciones Manual de Instruções


©INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
DFTable of ContentsÍndice Índice
1.0 Generalidades
2.0 Inyectores y Puntos de Inyección
2.1 Ensamble de Inyectores
2.2 Ensamble de Inyectores
2.3 Ensamble de Insertos
2.4 Torque a Emplear
2.5 Resistencias de Inyectores
2.6 Lista de Partes de Inyectores
2.7 Lista de Partes de Insertos
3.0 Distribuidores
3.1 Ensambles DFQ/DFS
3.2 Ensamble DXF
3.3 Lista de Partes DFQ
3.4 Lista de Partes DFX
3.5 Lista de Partes DFS
4.0 Sistemas con Válvula
4.1 Ensamble
4.2 Ajuste del Perno Válvula
4.3 Lista de Partes
5.0 Inyector Único con Válvula
5.1 Ensamble
5.2 Lista de Partes
6.0 Conexión Eléctrica
7.0 Arranque
7.1 Temperaturas de Proceso
8.0 Problemas
8.1 Inyectores
8.2 Inyectores y Distribuidores
8.3 Sistema con Válvula
1.0 General
2.0 Nozzles and Gates
2.1 Assembly Nozzles
2.2 Assembly Nozzles
2.3 Assembly Gates
2.4 Torque Forces
2.5 Nozzle Heaters
2.6 Part List Nozzles
2.7 Part List Gates
3.0 Manifolds
3.1 Assembly DFQ/DFS
3.2 Assembly DFX
3.3 Part List DFQ
3.4 Part List DFX
3.5 Part List DFS
4.0 Multiple Valve Gate
4.1 Assembly
4.2 Valve Pin Adjustment
4.3 Part List
5.0 Single Valve Gate
5.1 Assembly
5.2 Part List
6.0 Electric Connection
7.0 Start Up
7.1 Process Temperatures
8.0 Problems
8.1 Nozzles
8.2 Nozzles and Manifolds
8.3 Valve Gate
1.0 Geral
2.0 Buchas e Pontas
2.1 Montagem de Buchas
2.2 Montagem de Buchas
2.3 Montagem de Pontas
2.4 Forças e Torques
2.5 Resistências de Buchas
2.6 Lista de Peças de Buchas
2.7 Lista de Peças de Pontas
3.0 Manifolds
3.1 Montagem DFQ/DFS
3.2 Montagem DFX
3.3 Lista de peças DFQ
3.4 DFXLista de peças
3.5 DFSLista de peças
4.0 Sistemas Valvulados
4.1 Montagem
4.2 Ajuste do pino
4.3 Lista de peças
5.0 Buchas Valvuladas
5.1 Montagem
5.2 Lista de peças
6.0 Conexão Elétrica
7.0 Início de Produção
7.1 Temperaturas de Processo
8.0 Problemas
8.1 Buchas
8.2 Buchas e manifolds
8.3 Sistemas valvulados8.4 Información del Contacto8.4 Contact Information 8.4 Informação para Contato
2.8 DF3 Inyectores
2.9 DMT Inyectores
2.8 DF3 Nozzle
2.9 DMT Nozzle
2.8 Bucha DF3
2.9 Bucha DMT
1.1 Sistemas de Integracion1.1 Integrated Systems 1.1 Sistemas Integrados
2.31 Punta del Extractor2.31 Tip Puller 2.31 Sacador de Diretor de Fluxo

© INCOE 9/2002, 2001, 2000.
DF1.0
GeneralGeneralidadesGeral
lOn manifold application oursystem drawing is part ofthis instruction.
Please pass on thisinstruction and the systemdrawing to the end user.
Warranty claims only valid ifinstallation and operation toour instructions.
Important mold checks before first test:
– Gate boring detail
– Gate diameter
– Gate cap contact
– Nozzle length expansion
– Electric connection
For questions please call our ApplicationsDepartment.
Our products are only part ofa complete production process. Other componentssuch as plastic, mold ormachine have a significanteffect on the function of ourproducts.
Warranty is provided onlywithin the framework of ourgeneral conditions of saleand delivery.
Subject to alterations.
Em aplicação com manifoldo desenho do sistema fazparte destas instruções.
– Alojamento da ponta
– Diametro da entrada de material
– Vedação da ponta
– Expansão térmica da bucha
– Conexão elétrica
Sujeito a modificações semaviso prévio.
Nuestro dibujo del sistemaes parte de éste manualpara la aplicación y uso deldistribuidor.
Por favor, transmita éstasinstrucciones y el dibujo delsistema al usuario final.
La garantía sólo será válidasí la instalación y operaciónse hizo de acuerdo anuestras instrucciones.
Verificaciones importantes almolde antes de la primeraprueba:– Barrenado del punto de inyección
– Diámetro del punto de inyección
– Contacto del inserto de inyección
– Expansión térmica del inyector
– Conexión eléctrica
Por favor, llame a nuestroDepartamento deAplicaciones si tiene algunapregunta.
Nuestros productos son sólouna parte de su proceso deproducción. Otros elementostales como el plástico, elmolde o la máquinainyectora, tienen un granefecto en el funcionamientode nuestros productos.
La garantía sólo se aplicarádentro del marco denuestras condicionesgenerales de venta yentrega.
Sujeto a modificaciones.
Favor enviar este manuale o desenho do sistemapara o usuário final.
l l
l l l
l l l
l l l
l l l
l l l
A garantia é valida somentese estas instruções foremseguidas para instalação eoperação.
Verificações importantes antesdo primeiro teste:
Em caso de dúvida, favorentrar em contato comnosso departamento deaplicações.
Nossos produtos são somenteuma parte do processo deprodução. Outros elementoscomo, plástico, molde ouinjetora tem efeitosignificativo nos resultadosdos nossos produtos.
A garantia se aplicará somentedentro das condições de vendae entrega.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
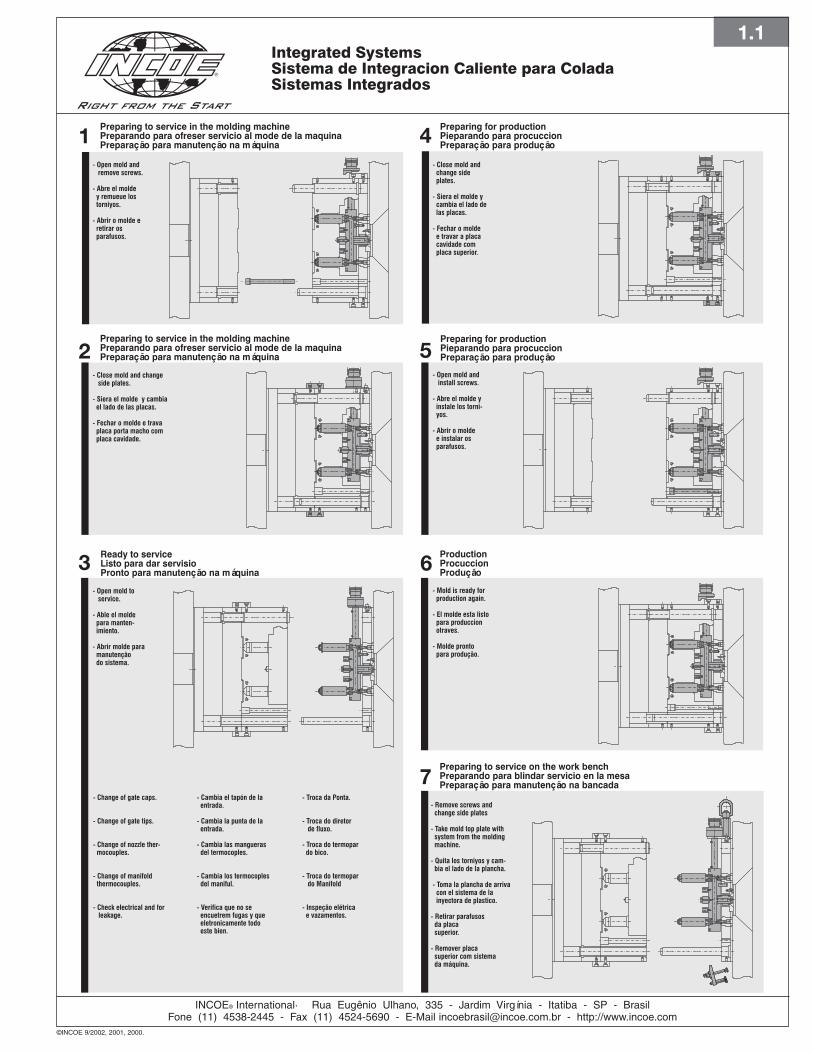
Preparing to service in the molding machinePreparando para ofreser servicio al mode de la maquina Preparação para manutenção na máquina
©INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
Integrated SystemsSistema de Integracion Caliente para ColadaSistemas Integrados
- Open mold and remove screws.
- Abre el molde y remueue los torniyos.
- Abrir o molde e retirar os parafusos.
Preparing for productionPieparando para procuccionPreparação para produção
- Close mold and change side plates.
- Siera el molde y cambia el lado de las placas.
- Fechar o molde e travar a placa cavidade com placa superior.
Preparing to service in the molding machinePreparando para ofreser servicio al mode de la maquina Preparação para manutenção na máquina
Preparing for productionPieparando para procuccionPreparação para produção
Ready to serviceListo para dar servisioPronto para manutenção na máquina
ProductionProcuccionProdução
Preparing to service on the work benchPreparando para blindar servicio en la mesaPreparação para manutenção na bancada
- Close mold and change side plates.
- Siera el molde y cambia el lado de las placas.
- Fechar o molde e trava placa porta macho com placa cavidade.
- Open mold to service.
- Able el molde para manten- imiento.
- Abrir molde para manutenção do sistema.
- Open mold and install screws.
- Abre el molde y instale los torni- yos.
- Abrir o molde e instalar os parafusos.
- Mold is ready for production again.
- El molde esta listo para produccion otraves.
- Molde pronto para produção.
- Remove screws and change side plates
- Take mold top plate with system from the molding machine.
- Quita los torniyos y cam- bia el lado de la plancha.
- Toma la plancha de arriva con el sistema de la inyectora de plastico.
- Retirar parafusos da placa superior.
- Remover placa superior com sistema da máquina.
- Change of gate caps.
- Change of gate tips.
- Change of nozzle ther- mocouples.
- Change of manifold thermocouples.
- Check electrical and for leakage.
- Cambia el tapón de la entrada.
- Cambia la punta de la entrada.
- Cambia las mangueras del termocoples.
- Cambia los termocoples del maniful.
- Verifica que no se encuetrem fugas y que eletronicamente todo este bien.
- Troca da Ponta.
- Troca do diretor de fluxo.
- Troca do termopar do bico.
- Troca do termopar do Manifold
- Inspeção elétrica e vazamentos.
© INCOE 9/2002, 2001, 2000.
2.1
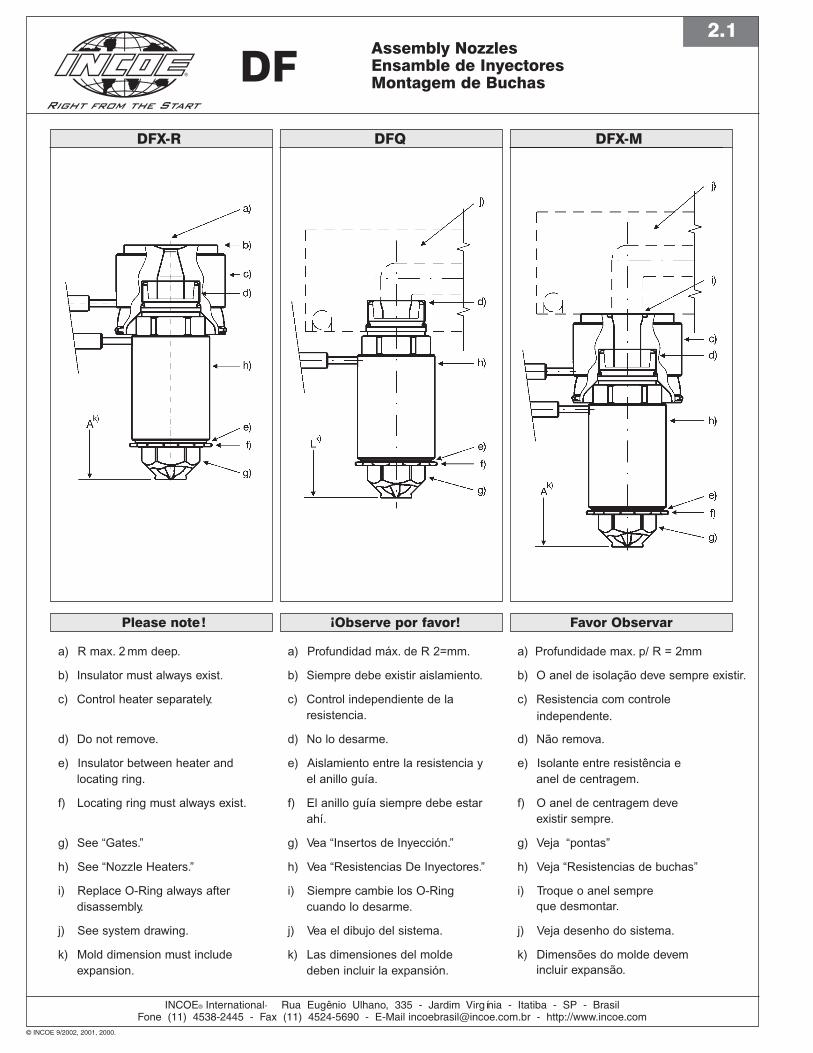
DFAssembly NozzlesEnsamble de InyectoresMontagem de Buchas
DFX-R DFQ DFX-M
¡Observe por favor!Please note! Favor Observar
a) Profundidad máx. de R 2=mm.
b) Siempre debe existir aislamiento.
c) Control independiente de laresistencia.
d) No lo desarme.
e) Aislamiento entre la resistencia yel anillo guía.
f) El anillo guía siempre debe estarahí.
g) Vea “Insertos de Inyección.”
h) Vea “Resistencias De Inyectores.”
i) Siempre cambie los O-Ringcuando lo desarme.
j) Vea el dibujo del sistema.
k) Las dimensiones del moldedeben incluir la expansión.
a) R max. 2 mm deep.
b) Insulator must always exist.
c) Control heater separately.
d) Do not remove.
e) Insulator between heater andlocating ring.
f) Locating ring must always exist.
g) See “Gates.”
h) See “Nozzle Heaters.”
i) Replace O-Ring always afterdisassembly.
j) See system drawing.
k) Mold dimension must includeexpansion.
a) Profundidade max. p/ R = 2mm
b) O anel de isolação deve sempre existir.
c) Resistencia com controle independente.
d) Não remova.
e) Isolante entre resistência eanel de centragem.
f) O anel de centragem deve
g) Veja “pontas”
h) Veja “Resistencias de buchas”
i) Troque o anel sempre
j) Veja desenho do sistema.
k) Dimensões do molde devem
existir sempre.
que desmontar.
incluir expansão.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
DF2.2
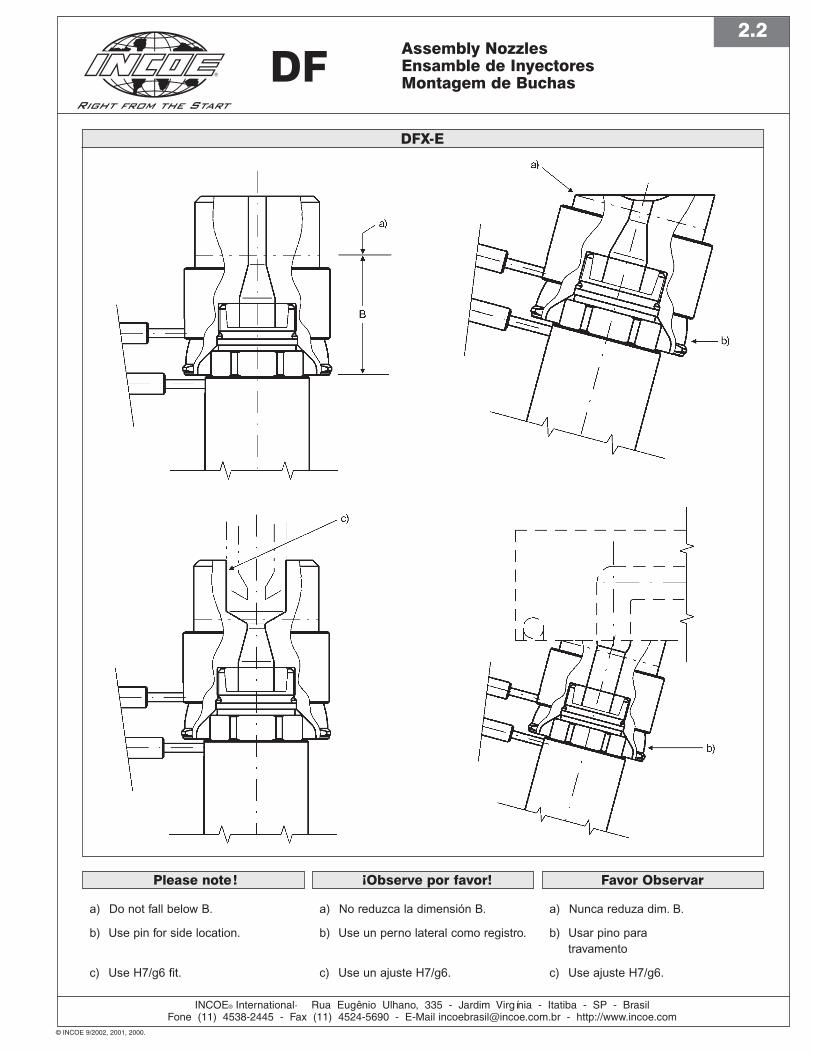
Assembly NozzlesEnsamble de InyectoresMontagem de Buchas
DFX-E
¡Observe por favor!Please note! Favor Observar
a) No reduzca la dimensión B.
b) Use un perno lateral como registro.
c) Use un ajuste H7/g6.
a) Do not fall below B.
b) Use pin for side location.
c) Use H7/g6 fit.
a) Nunca reduza dim. B.
b) Usar pino para travamento
c) Use ajuste H7/g6.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
2.3
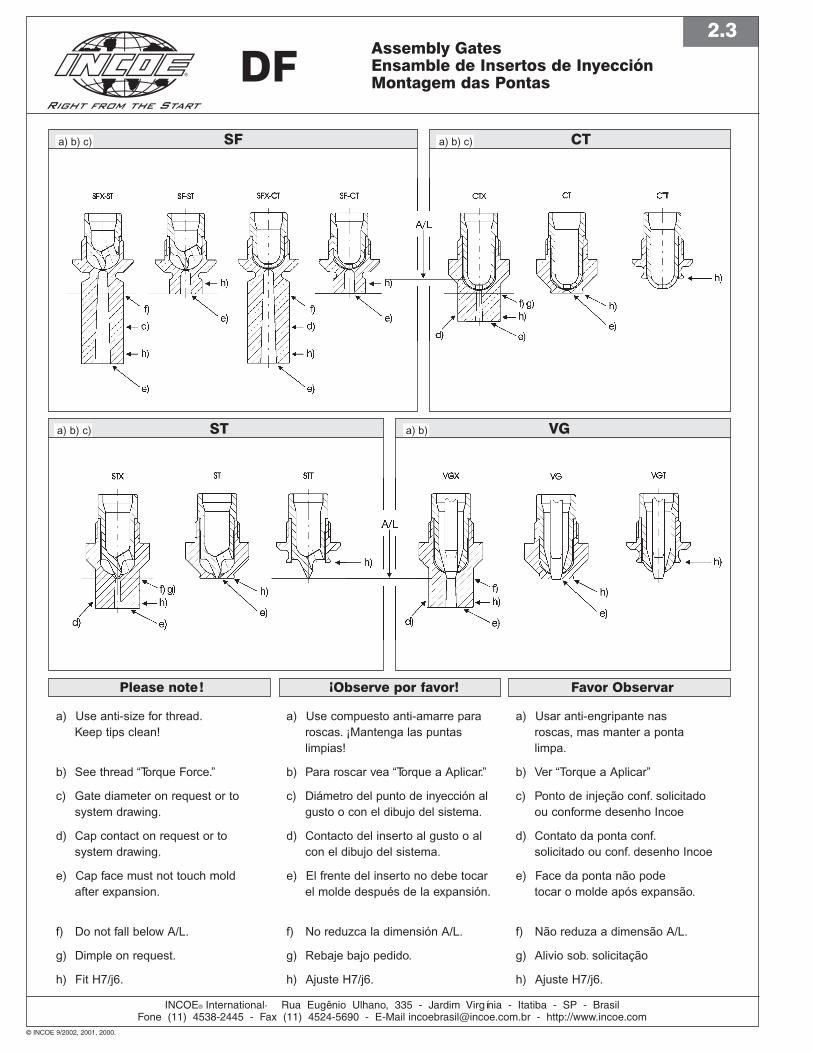
DFAssembly GatesEnsamble de Insertos de InyecciónMontagem das Pontas
SF CT
ST VG
¡Observe por favor!Please note! Favor Observar
a) Use compuesto anti-amarre pararoscas. ¡Mantenga las puntaslimpias!
b) Para roscar vea “Torque a Aplicar.”
c) Diámetro del punto de inyección algusto o con el dibujo del sistema.
d) Contacto del inserto al gusto o alcon el dibujo del sistema.
e) El frente del inserto no debe tocarel molde después de la expansión.
f) No reduzca la dimensión A/L.
g) Rebaje bajo pedido.
h) Ajuste H7/j6.
a) Use anti-size for thread.Keep tips clean!
b) See thread “Torque Force.”
c) Gate diameter on request or tosystem drawing.
d) Cap contact on request or tosystem drawing.
e) Cap face must not touch moldafter expansion.
f) Do not fall below A/L.
g) Dimple on request.
h) Fit H7/j6.
a) Usar anti-engripante nasroscas, mas manter a pontalimpa.
b) Ver “Torque a Aplicar”
c) Ponto de injeção conf. solicitadoou conforme desenho Incoe
d) Contato da ponta conf.solicitado ou conf. desenho Incoe
e) Face da ponta não podetocar o molde após expansão.
f) Não reduza a dimensão A/L.
g) Alivio sob. solicitação
h) Ajuste H7/j6.
a) b) c) a) b) c)
a) b) c) a) b)
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

©INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
Tip Puller Punta del ExtractorSacador de Diretor de Fluxo
Diretor de FluxoRosca
Corpo Sacador de diretor de fluxo Parafuso
O sacador de diretor de fluxo pode-se encomendar
®na INCOE .
Em Primeiro lugar o Plástico nodiretor de fluxo deve ser aquecido até 150º C.
Montar sacador no diretorde fluxo e sacar o diretor.
Antes de montar o novo diretorde fluxo é necessário limparo alojamento do corpo.
Antes de montar a ponta,ler o capítulo “montagemdas pontas”.

© INCOE 9/2002, 2001, 2000.
2.4
DFTorque ForceTorque a EmplearTorques a Aplicar
CuerposShanks Corpos
El ensamble con Cabezas DFX sólodebe hacerse en la planta INCOE ®.
Assembly with DFX Heads onlyat INCOE® plant.
Montagens das cabeçasDFX somente INCOE ®.
InsertosCaps Pontas
¡Atención!
Después de aplicar torque en frío,las puntas deben ser reapretadas ala temperatura de aprox. 250°C.
Attention!
After cold torque force, caps mustbe retightened at a temperature ofapprox. 250°C.
Atenção!
Depois do torque a frio,as pontas devem sofrerreaperto a 250ºC.
Use siempre compuesto anti-amarre para altas temperaturas enlas roscas.
Use always high temperature Anti-Size compound for threads.
Use sempre graxa p/altas temperatura nas roscas.
Series NmDF 5 80
DF 8 200
DF 12 280
DF 18 300
DF25
Série NmDF 5 80
DF 8 200
DF 12 280
DF 18 300
DF25
Serie NmDF 5 80
DF 8 200
DF 12 280
DF 18 300
DF25
Serie NmDF 5 8
DF 8 35
DF 12 80
DF 18 100
DF25
Series NmDF 5 8
DF 8 35
DF 12 80
DF 18 100
DF25
Série NmDF 5 8
DF 8 35
DF 12 80
DF 18 100
DF25
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF2.5
Nozzle HeaterResistencias de InyectoresResistências de Bucha
Voltaje 230 Volt
Termopar Fe-CuNi
ASA Estándar Tipo JCódigo de Color:blanco = + (magnético)rojo = –
Tensão 230 Volt
Termopar Fe-CuNi
Padrão ASA Tipo JCódigo de cor:branco = + (magnético)vermelho = –
Voltage 230 Volt
Thermocouple Fe-CuNi
ASA Standard Type JColor Code:white = + (magnetic)red = –
BH MH BHTC Exchange · Cambio del TC · Troca do TC
Insert and bend.
Inserte y doble.
Inserir e dobrar.
Screw on carefully.
Atornille cuidadosamente.
Apertar parafusos c/ cuidado.
Bend and securewith glasfibre tape.
Doble y fije con cintade fibra de vidrio.
Dobrar e fixar comfita de fibra de vidro.
¡Observe por favor!Please note! Favor Observar
a) Afloje antes de desarmar, aprietedespués de armar.
b) Use compuesto anti-amarre. Síes necesario, caliente paradesarmar.
c) Verifique la funcionalidadeléctrica antes de armar.
d) Proteja los cables contra elsobrecalentamiento.
e) Para extensión del TC sólo utilicecable de Fe-CuNi.
f) Doble sólo después del pedido.
g) No conecte los TC’s o lasresistencias en paralelo.
a) Open before disassembly, tighten after assembly.
b) Use Anti-Size compound. Heat upfor disassembly, if necessary.
c) Electric check before assembly.
d) Protect wires against over heating.
e) TC extension with Fe-CuNi wireonly.
f) Bend only after request.
g) Do not connect TC’s or heatersparallel.
a) Afrouxar antes de desmontar,apertar após montagem.
b) Usar desengripante. Senecessário aquecer para soltar.
c) Verifique as partes elétricasantes de montar.
d) Proteja os cabos contra
e) Usar somente cabo Fe-CuNipara extender termopares.
f) Dobra somente sob encomenda
g) Não ligue termopares ouresistências em paralelo
g) g)
superaqueciemento.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF2.6
DF-MZ
DF-T
Pos. DescripciónPos. Description Pos. Descrição
1 DS Cuerpo
2 BH Resistencia Básica
3 BTC TC Básico
4 IR Aislante
5 CR Anillo Guía
6 MH Resistencia Multi-zona
7 MTC TC Multi-zona
8 R Cabeza con Radios
9 M Cabeza con Arosello
10 E Cabeza
11 H Resistencia de la Cabeza
12 TC TC de la Cabeza
13 Arosello
29 IR Aislante de la Cabeza
30 SP Espaciador
1 DS Shank
2 BH Base Heater
3 BTC Base TC
4 IR Insulator
5 CR Locating Ring
6 MH Multi-zone Reater
7 MTC Multi-zone TC
8 R Head with Radius
9 M Head with O-Ring
10 E Head with Extra Stock
11 H Head Heater
12 TC Head TC
13 O-Ring
29 IR Head Insulator
30 SP Spacer
1 DS Corpo
2 BH Resistência de Base
3 BTC Termopar de Base
4 IR Isolante
5 CR Anel de Centragem
6 MH Resistência Multi Zona
7 MTC Termopar Multi Zona
8 R Cabeça com raio
9 M Cabeça com anel
10 E Cabeça com sobremetal.
11 H Resistência da Cabeça
12 TC Termopar da Cabeça
13 O-Ring
29 IR Isolante da Cabeça
30 SP Espaçador
PedidoOrder Pedido
Por favor especifique:
Pos., Descripción, Número de Orden delInyector, Número del Sistema.
Please specify:
Pos., Description, Nozzle Order Number,System Number.
Favor especificar
Pos., Descrição, Nº Código da Bucha,Nº do Sistema
Part List NozzlesLista de Partes de InyectoresLista das Peças de Buchas
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

DF2.7
Part List GatesLista de Partes de Insertos de InyecciónLista das Pontas
SF CT
ST VG
Pos. DescripciónPos. Description Pos. Descrição
14 T Inserto sin Punta
15 ST Inserto Estándar
16 STX Inserto con Exceso
17 SF Inserto Estándar
18 SFX Inserto con Exceso
19 CT Inserto Estándar
20 CTX Inserto con Exceso
21 VG Inserto Estándar
22 VGX Inserto con Exceso
23 ST Punta
24 SF-ST Punta
25 SF-CT Punta
26 CT Punta
27 VG Punta
28 VP Perno Válvula
14 T Cap Topless
15 ST Cap Standard
16 STX Cap Extra Stock
17 SF Cap Standard
18 SFX Cap Extra Stock
19 CT Cap Standard
20 CTX Cap Extra Stock
21 VG Cap Standard
22 VGX Cap Extra Stock
23 ST Tip
24 SF-ST Tip
25 SF-CT Tip
26 CT Tip
27 VG Tip
28 VP Valve Pin
14 T Bico sem Ponta
15 ST Ponta Padrão
16 STX Ponta com Sobremetal
17 SF Ponta Padrão
18 SFX Ponta com Sobremetal
19 CT Ponta Padrão
20 CTX Ponta com Sobremetal
21 VG Ponta Padrão
22 VGX Ponta com Sobremetal
23 ST Tip
24 SF-ST Tip
25 SF-CT Tip
26 CT Tip
27 VG Tip
28 VP Pino Valvulado
PedidoOrder Pedido
Por favor especifique:
Pos., Descripción, Número de Orden delInyector, Número del Sistema.
Please specify:
Pos., Description, Nozzle Order Number,System Number.
Favor especificar
Pos., Descrição, Nº de pedido daBucha, Nº Sistema
© INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

2.8
DF 3
1. Diretor de Fluxo DT 3 ST
2. Diretor de Fluxo DT 3 CT
3. Ponta DC 3 T
4. Corpo DS 3
5. Resistência BH
6. Termopar BTC
1. Punta DT 3 ST
2. Punta DT 3 CT
3. Inserto DC 3 T
4. Cuerpo DS 3
5. Resistencia BH
6. Termocopleador BTC
1. Tip DT 3 ST
2. Tip DT 3 CT
3. Cap DC 3 T
4. Shank DS 3
5. Heater BH
6. Thermocouple BTC
Instruction ManualManual de InstruccionesManual de Instrução
Important Importante Importante
a) Must be controlled separately.
b) Mold dimension must include expansion.
c) Use Anti-Size on thread.
d) Fit must be H7/j6.
e) Torquef orces, – Tip 4 Nm – Cap 6 Nm – Shank 30 Nm
Lb-Ft = Nm x 0.72
Assembly according to our system drawing.
a) Controlar por separado.
b) Las dimensiones del molde deben incluir la expansión.
c) Utilize grasa anti amarre en la cuerda.
d) El ajuste debe ser H7/j6.
e) Apriete con torque a, – Punta 4 Nm – Inserto 6 Nm – Cuerpo 30 Nm
Ensamble de acuerdo con nuestro dibujo del sistema.
a) Controlar por separado.
b) A dimensão do molde deve incluir a dilatação.
c) Usar desingripante nas roscas.
d) Ajuste deve ser H7/j6.
e) Torques a aplicar– Diretor de Flulxo 4 Nm– Pomta 6 Nm– Corpo 30 Nm
Montar de acordo com nossodesenho no sistema.
Part List Nomenclatura Nomenclatura
© INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
2.9
DMT Multi-Tip
Part List Nomenclatura Lista de Peças
DMT-R DMT-M12 11 a)
9 d)
8 b)
A c)
3 e) f) g)4
6
5
7
1; 23 e) f) g)4
6
5
7
1; 2
A c)
9 d)
Important Importante Importante
a) Insulating ring must alwaysexist.
b) Must be controlledseparately.
c) Mold dimension mustinclude expansion.
d) Always replace afterdisassembly.
e) Use Anti-Size on thread.
f) Torque force 8 Nm.g) Fit must be H7/j6.
Assembly according to oursystem drawing.
a) El anillo aislante siempre debeestar instalado.
b) Controlar por separado.
c) Las dimensiones del moldedeben incluir la expansión.
d) Siempre debe cambiarsedespues de desarmar.
e) Utilize grasa anti amarre en lacuerda.
f) Apriete con torque a 8 Nm.g) El ajuste debe ser H7/j6.
Ensamble de acuerdo con nuestrodibujo del sistema.
a) Anel isolante deve sersempre instalado.
b) Controlar separadamente
c) Dimensões no molde devemincluir expansão.
d) Trocar sempre apósdesmontagem
e) Utilizar graxa antiengripantena rosca.
f) Torque 8 Nm.g) Ajuste deve ser H7/j6.
Montar de acordo com nossodesenho do sistema.
1. Bico DT 5 ST2. Bico DT 5 C3. Ponta DC 5 T4. Corpo DMT5. Anel Elástico SPA 386. Resistência H38060/070/080
7. Termopar BTC 1-60/1-70/1-808. Resistência de cinta HBTJ 58189. O-Ring 610
10. Disco DMT-R11. Isolante DH 1812. Parafuso M5x16
1. Punta DT 5 ST2. Punta DT 5 CT3. Inserto DC 5 T4. Cuerpo DMT5. Anillo de Montaje SPA 386. Resistencia H 38060/070/080
7. Termopar BTC 1-60/1-70/1-808. Resistencia de Banda HBTJ 58189. O-Ring 610
10. Disco DMT-R11. Aislador DH 1812. Tornillo M5x16
1. Tip DT 5 ST2. Tip DT 5 CT3. Cap DC 5 T4. Shank DMT5. Snap Ring SPA 386. Heater H 38060/070/080
7. TC BTC 1-60/1-70/1-808. Heaterband HBTJ 58189. O-Ring 610
10. Disc DMT-R11. Insulator DH 1812. Screw M5x16
Part ListNomenclaturaLista de Peças
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
3.1
DFQ/DFS
¡Observe por favor!Please note! Favor Observar
a) Debe centrar y sellar.
b) 0.6 mm de contacto máximo.
c) Claro para expansión al dibujodel sistema.
d) Use compuesto anti-amarre entodas las roscas.
e) Apriete.
f) La dimensión en el molde debeincluir la expansión.
g) Sólo para PP, PE y PS.
h) Proteja todos los cables del calor.
i) Desenrosque sólo después delpedido.
j) Cableado e inspeccionado a laespecificación del cliente.
k) Fe-CuNi blanco = + / rojo = -
l) Antes de ensamblar, caliente eldistribuidor aprox. a 100°C.
m) Solo haga extensiones concables de FeCuNi.
n) Antes de ensamblar, verifiquetodas las zonas individualmente a100°C aprox.
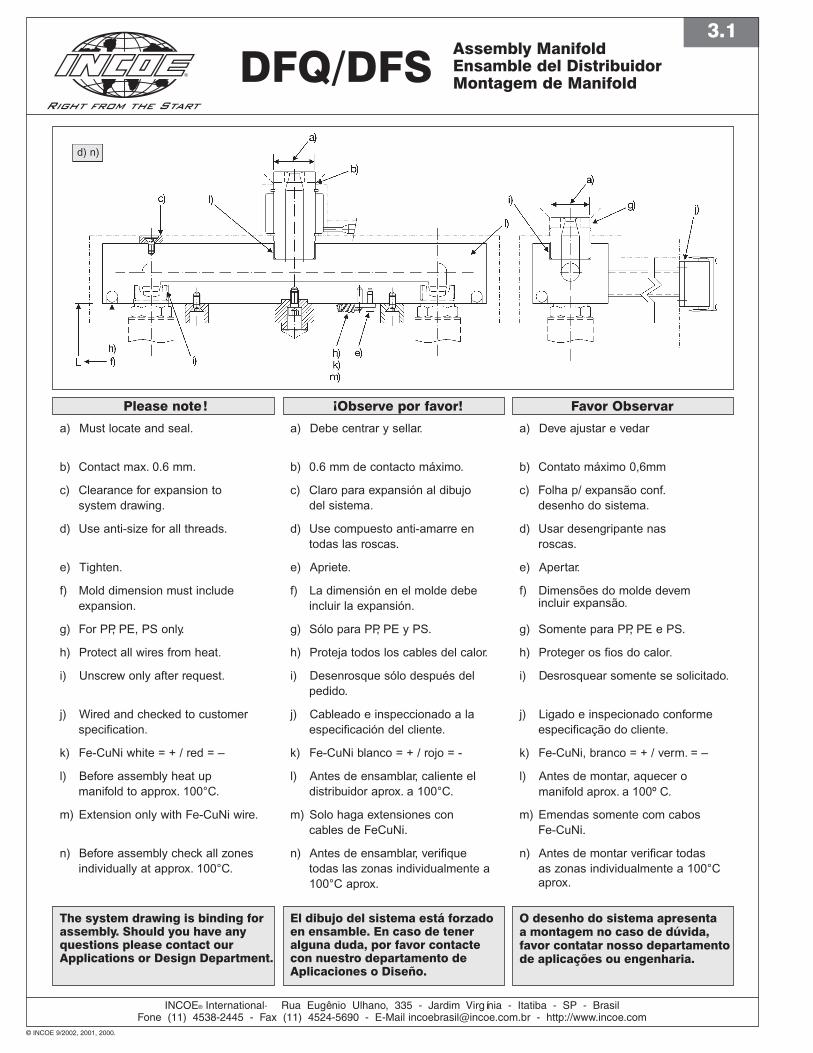
a) Must locate and seal.
b) Contact max. 0.6 mm.
c) Clearance for expansion tosystem drawing.
d) Use anti-size for all threads.
e) Tighten.
f) Mold dimension must includeexpansion.
g) For PP, PE, PS only.
h) Protect all wires from heat.
i) Unscrew only after request.
j) Wired and checked to customerspecification.
k) Fe-CuNi white = + / red = –
l) Before assembly heat upmanifold to approx. 100°C.
m) Extension only with Fe-CuNi wire.
n) Before assembly check all zonesindividually at approx. 100°C.
a) Deve ajustar e vedar
b) Contato máximo 0,6mm
c) Folha p/ expansão conf.desenho do sistema.
d) Usar desengripante nasroscas.
e) Apertar.
f) Dimensões do molde devem
g) Somente para PP, PE e PS.
h) Proteger os fios do calor.
i) Desrosquear somente se solicitado.
j) Ligado e inspecionado conformeespecificação do cliente.
k) Fe-CuNi, branco = + / verm. = –
l) Antes de montar, aquecer o manifold aprox. a 100º C.
m) Emendas somente com cabosFe-CuNi.
n) Antes de montar verificar todasas zonas individualmente a 100°C
El dibujo del sistema está forzadoen ensamble. En caso de teneralguna duda, por favor contactecon nuestro departamento deAplicaciones o Diseño.
The system drawing is binding forassembly. Should you have anyquestions please contact our Applications or Design Department.
O desenho do sistema apresentaa montagem no caso de dúvida,favor contatar nosso departamentode aplicações ou engenharia.
d) n)
Assembly ManifoldEnsamble del DistribuidorMontagem de Manifold
incluir expansão.
aprox.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
3.2Assembly ManifoldEnsamble del DistribuidorMontagem de ManifoldDFX
¡Observe por favor!Please note! Favor Observar
a) Debe centrar y sellar.
b) 0.6 mm de contacto máximo.
c) Claro para expansión al dibujodel sistema.
d) Use compuesto anti-amarre entodas las roscas.
e) Apriete.
f) La dimensión en el molde debeincluir la expansión.
g) Sólo para PP, PE y PS.
h) Proteja todos los cables del calor.
i) Desenrosque sólo después delpedido.
j) Torque a emplearM6=14 Nm, M8=35 Nm,M10=70 Nm, M12=129 Nm
k) Fe-CuNi blanco = + / rojo = -
l) La existencia del perno lateral deregistro.
m) Solo haga extensiones concables de FeCuNi.
n) Antes de ensamblar, verifiquetodas las zonas individualmente a100°C aprox.
o) Tolerancia entre inyectores ysoportes debe ser 0.02.
p) Que no haya daño en las áreasde sello ni en los O-Rings.
a) Must locate and seal.
b) Contact max. 0.6 mm.
c) Clearance for expansion tosystem drawing.
d) Use anti-size for all threads.
e) Tighten.
f) Mold dimension must includeexpansion.
g) For PP, PE, PS only.
h) Protect all wires from heat.
i) Unscrew only after request.
j) Torque ForcesM6=14 Nm, M8=35 Nm, M10=70 Nm, M12=120 Nm
k) Fe-CuNi white = + / red = –
l) Side location exists.
m) Extension only with Fe-CuNi wire.
n) Before assembly check all zonesindividually at approx. 100°C.
o) Supports with nozzles ± 0.02.
p) No damage on O-Rings and sealareas.
a) Deve ajustar e vedar
b) Contato máximo 0,6mm
c) Folga para expansão conf.desenho do sistema.
d) Usar graxa anti-engripanteem todas as roscas.
e) Apertar.
f) Dimensões do molde devem
g) Somente para PP, PE, PS.
h) Proteger todos os fios do calor.
i) Desrosquear somente após
j) TorquesM6=14 Nm, M8=35 Nm, M10=70 Nm, M12=129 Nm
k) Fe-CuNi branco = + / vermelho = –
l) Usar localização lateral.
m) Emendas somente com fiosde Fe-CuNi.
n) Antes de montar, verificar todasas zonas individualmentea 100°C aprox.
o) Tolerância entre bicos e suportes
p) Não deve haver marcas ou danos
El dibujo del sistema está forzadoen ensamble. En caso de teneralguna duda, por favor contactecon nuestro departamento deAplicaciones o Diseño.
The system drawing is binding forassembly. Should you have anyquestions please contact our Applications or Design Department.
d) n)
incluir expansão.
solicitação.
deve ser de 0,02mm.
nas áreas de vedação.
O desenho do sistema apresentaa montagem. Em caso de dúvida,favor contatar o departamentode aplicações ou engenharia.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
3.3Part List ManifoldLista de Partes del DistribuidorLista de Peças de ManifoldDFQ
Pos. DescripciónPos. Description Pos. Descrição
1 MNQ Distribuidor2 RHK Resistencia Tubular3 DSTO Soporte Superior4 M Tornillo5 BTC Termopar AB6 BH Resistencia AB
7 DN Extensión de Nariz conResistencia
7.1 DN Extensión de Nariz sinResistencia
8 SR Anillo Reten8.1 IR Roldana Aislante
9 ISI-412 Bloque del Termopar10 M Tornillo11 DSTM Soporte Central12 DSTU Soporte Inferior13 M Tornillo
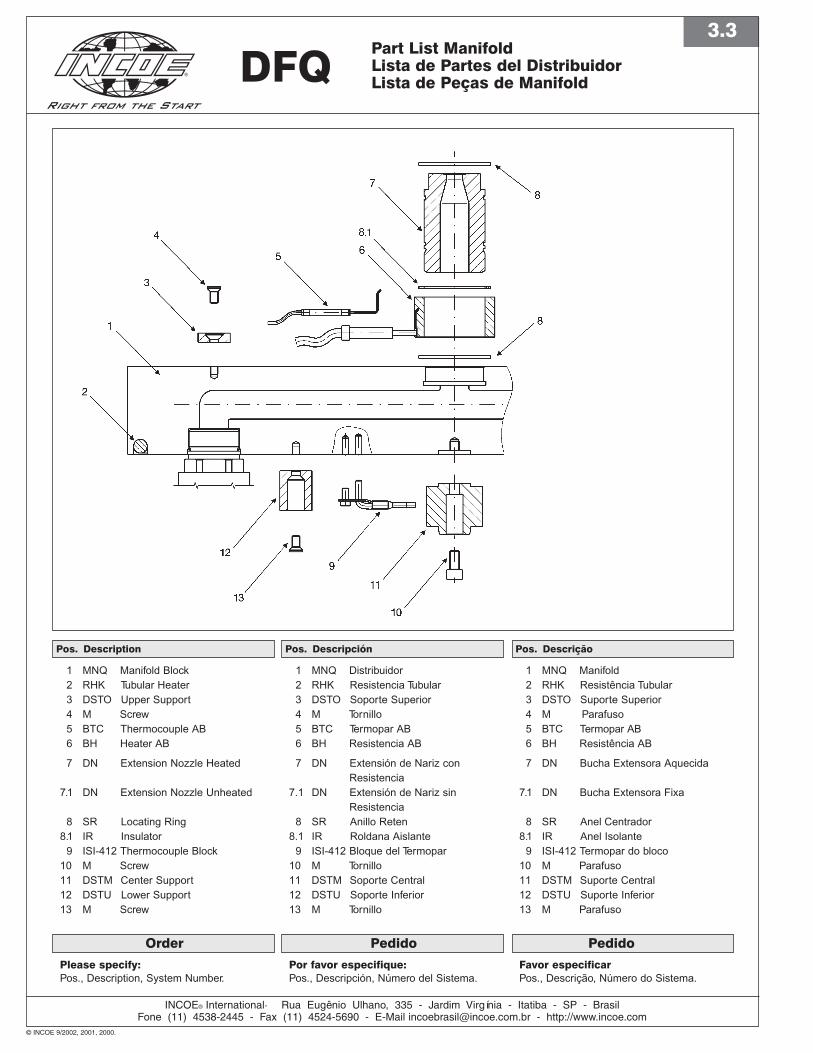
1 MNQ Manifold Block2 RHK Tubular Heater3 DSTO Upper Support4 M Screw5 BTC Thermocouple AB6 BH Heater AB
7 DN Extension Nozzle Heated
7.1 DN Extension Nozzle Unheated
8 SR Locating Ring8.1 IR Insulator
9 ISI-412 Thermocouple Block10 M Screw11 DSTM Center Support12 DSTU Lower Support13 M Screw
1 MNQ Manifold2 RHK Resistência Tubular3 DSTO Suporte Superior4 M5 BTC Termopar AB6 BH Resistência AB
7 DN Bucha Extensora Aquecida
7.1 DN Bucha Extensora Fixa
8 SR Anel Centrador8.1 IR Anel Isolante
9 ISI-412 Termopar do bloco10 M Parafuso11 DSTM Suporte Central12 DSTU Suporte Inferior13 M Parafuso
PedidoOrder Pedido
Por favor especifique:Pos., Descripción, Número del Sistema.
Please specify: Pos., Description, System Number.
Favor especificarPos., Descrição, Número do Sistema.
Parafuso
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
3.4Part List ManifoldLista de Partes del DistribuidorLista de Peças de ManifoldDFX
Pos. DescripciónPos. Description Pos. Descrição
1 MNX Distribuidor2 RHK Resistencia Tubular3 DSTO Soporte Superior4 M Tornillo5 BTC Termopar AB6 BH Resistencia AB
7 DN Extensión de Nariz conResistencia
7.1 DN Extensión de Nariz sin Resistencia
8 SR Anillo Reten8.1 IR Roldana Aislante
9 ISI-412 Bloque del Termopar10 M Tornillo11 DSTM Soporte Central12 DSTU Soporte Inferior13 M Tornillo14 O-Ring15 SZ Registro Lateral
1 MNX Manifold Block2 RHK Tubular Heater3 DSTO Upper Support4 M Screw5 BTC Thermocouple AB6 BH Heater AB
7 DN Extension Nozzle Heated
7.1 DN Extension Nozzle Unheated
8 SR Locating Ring8.1 IR Insulator
9 ISI-412 Thermocouple Block10 M Screw11 DSTM Center Support12 DSTU Lower Support 13 M Screw14 O-Ring15 SZ Side Location
1 MNX Manifold2 RHK Resistência Tubular3 DSTO Suporte Superior4 M5 BTC Termopar AB6 BH Resistência AB
7 DN Bucha Extensora Aquecida
7.1 DN Bucha Extensora sem
8 SR Anel centrador8.1 IR Isolante
9 ISI-412 Termopar do Manifold10 M Parafuso11 DSTM Suporte Central12 DSTU Suporte Inferior13 M Parafuso14 O-Ring15 SZ Localização Lateral
PedidoOrder Pedido
Por favor especifique:
Pos., Descripción, Número del sistema.Please specify:
Pos., Description, System Number.Favor especificar
Pos., Descrição, Número do Sistema.
Parafuso
aquecimento
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
3.5
DFS
Pos. DescripciónPos. Description Pos. Descrição
1 MNQ Distribuidor2 RHK Resistencia Tubular3 DSTO Soporte Superior4 M Tornillo5 BTC Termopar AB6 BH Resistencia AB
7 DN Extensión de Nariz conResistencia
7.1 DN Extensión de Nariz sinResistencia
8 SR Anillo Reten8.1 IR Roldana Aislante
9 ISI-412 Bloque del Termopar10 M Tornillo11 DSTM Soporte Central12 DSTU Soporte Inferior13 M Tornillo14 IB Placa Aislante
1 MNQ Manifold Block2 RHK Tubular Heater3 DSTO Upper Support4 M Screw5 BTC Thermocouple AB6 BH Heater AB
7 DN Extension Nozzle Heated
7.1 DN Extension Nozzle Unheated
8 SR Locating Ring8.1 IR Insulator
9 ISI-412 Thermocouple Block10 M Screw11 DSTM Center Support12 DSTU Lower Support13 M Screw14 IB Insulation Plate
1 MNQ Manifold2 RHK Resistência Tubular3 DSTO Suporte Superior4 M5 BTC Termopar AB6 BH Resistência AB
7 DN Bucha extensora Aquecida
7.1 DN Bucha extensora sem
8 SR Anel Centrador8.1 IR Isolante
9 ISI-412 Termopar do Manifold10 M Parafuso11 DSTM Suporte Central12 DSTU Suporte Inferior13 M Parafuso14 IB Placa Isolante
PedidoOrder Pedido
Por favor especifique:Pos., Descripción, Número del Sistema.
Please specify: Pos., Description, System Number.
Favor Especificar:Pos., Descrição, Número do Sistema.
Part List ManifoldLista de Partes del DistribuidorLista de peças de Manifold
Parafuso
aquecimento
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
4.1
Assembly Multiple Valve Gate Sistemas con VálvulaMontagem Sistemas Valvulados
DFQ/DFX/DFS
d DFQ
d DFS
d DFX
¡Observe por favor!Please not Favor Observar
a) Presión máxima 10 bar.
b) Presión máximaDF5 = 8 barDF8 = 15 barDF12/18 = 40 barDF25 = 50 bar
c) Temperatura máxima 50°C.
d) Otros ensambles como“Ensamble de DistribuidorDFQ/DFS” y “Ensamble deDistribuidor DFX.”
a) Pressure max. 10 bar.
b) Pressure max.DF5 = 8 barDF8 = 15 barDF12/18 = 40 barDF25 = 50 bar
c) Temperature max. 50°C.
d) Further assembly to“DFQ/DFS Assembly Manifold”and “DFX Assembly Manifold.”
a) Pressão máxima 10 bar.
b) Pressão máximaDF5 = 8 barDF8 = 15 barDF12/18 = 40 barDF25 = 50 bar
c) Temperatura máxima 50°C.
d) Outra montagem em“Manifold DFQ/DFS” e“Manifold DFX”
d
d
d
Pneumatic Hydraulic
PneumaticHydraulic
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF4.2
Valve Pin AdjustmentAjuste del Perno VálvulaAjuste dos Valvulados
Description · DescriçãoPos.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Hex WrenchLlave HexagonalChave Allen
Locking WrenchLlave RetenChave da Trava
Piston WrenchLlave del PistónTrava do pistão
Snap RingAnillo RetenAnel Elástico
Mold PlatePlaca del MoldePlaca do Molde
ScrewTornilloParafuso
Holding DiscDisco de ApoyoDisco de Fixação
Lock ScrewOpresor Parafuso Trava
PistonPistão
Valve Pin HeadCabeza del Perno VálvulaCabeça do Pino
Valve PinPerno VálvulaPino Válvula
Pneumatic CylinderCilindro NeumáticoCilindro Pneumático
Hydraulic CylinderCilindro HidráulicoCilindro Hidráulico
GateSelloGate
Adjustment · Ajuste · Regulagem
Use 3, 7 and 6 for stop position of 9. Screw in 11 with 10 and 1 up to stop position at 14.
Use 3, 7 y 6 para fijar la posición de 9.Avance 11 con 10 y 1 hasta hacer contacto con 14.
Use 3, 7 e 6 para travar 9.Parafuso em 11 com 10 e 1 para travar 14.
Locking · Bloqueo · Travamento
Screw in 8 with 2, hold 10 with 1 and lock.
Atornille 8 con 2, sostenga 10 con 1 y apriete.
Parafuso em 8 com 2, segure 10 com 1 e trave.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
4.3
Part List Multiple Valve GateLista de Partes de Sistemas con VálvulaLista de Material para Valvulados
DFQ/DFX/DFS
Pneum. Hydr.
Pos. DescripciónPos. Description Pos. Descrição
1 PE Unidad Neumática
2 PDS Juego de Empaques
Neumáticos
3 DE Empaque del Perno
4 VK Cabeza del Perno Válvula
5 KS Opresor
6 VP Perno Válvula
7 HE Unidad Hidráulica
8 HDS Juego de Empaques
Hidráulicos
1 PE Pneumatic Unit
2 PDS Pneumatic Seal Kit
3 DE Pin Seal
4 VK Valve Pin Head
5 KS Lock Screw
6 VP Valve Pin
7 HE Hydraulic Unit
8 HDS Hydraulic Seal Kit
1 PE Unidade Pneumática
2 PDS Kit de vedações
Pneumáticas
3 DE Vedação do Pino
4 VK Cabeça do Pino
5 KS Parafuso Trava
6 VP Pino Válvula
7 HE Unidade Hidráulica
8 HDS Kit de vedações
Hidráulicas
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
5.1Assembly Single Valve GateEnsamble de la Punta ValvulaMontagem de Buchas Valvuladas
¡Observe por favor!Please note Favor Observar
a)
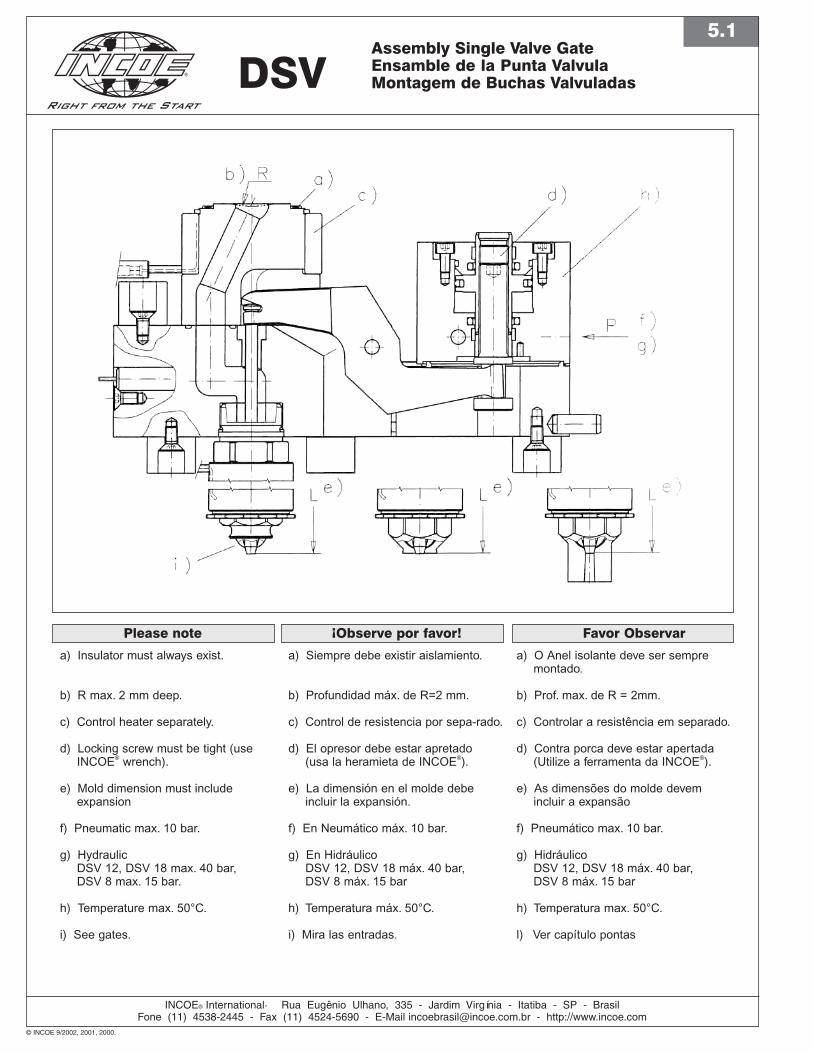
b) R max. 2 mm deep.
c) Control heater separately.
e) Mold dimension must include expansion
f) Pneumatic max. 10 bar.
g
Insulator must always exist.
d) Locking screw must be tight (use ® INCOE wrench).
) Hydraulic DSV 12, DSV 18 max. 40 bar, DSV 8 max. 15 bar.
h) Temperature max. 50°C.
i) See gates.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
a) Siempre debe existir aislamiento.
b) Profundidad máx. de R=2 mm.
c) Control de resistencia por sepa-rado.
d) El opresor debe estar apretado (usa la heramieta de INCOE ).
e) La dimensión en el molde debe incluir la expansión.
f) En Neumático máx. 10 bar.
g) En Hidráulico DSV 12, DSV 18 máx. 40 bar, DSV 8 máx. 15 bar
h) Temperatura máx. 50°C.
i) Mira las entradas.
®
DSV
a) O Anel isolante deve ser sempre montado.
b) Prof. max. de R = 2mm.
c) Controlar a resistência em separado.
d) Contra porca deve estar apertada (Utilize a ferramenta da INCOE ).
e) As dimensões do molde devem incluir a expansão
f) Pneumático max. 10 bar.
g) Hidráulico DSV 12, DSV 18 máx. 40 bar, DSV 8 máx. 15 bar
h) Temperatura max. 50°C.
l) Ver capítulo pontas
®

©INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
Part List Single Valve GateLista de Partes de Punta ValvuladaLista de Peças de Buchas Valvuladas
Pos. Descrição
123456789
101112131415161718192021222324252627
Resistência do bicoTermopar do bicoCorpo do bicoAnel de centragemIsolanteDiretor de fluxoPonta toplessPonta standardPonta com material adicionalPino válvulaBucha de vedaçãoBloco manifoldSuporteResistência de cartucho TermoparAnel O-RingResistência da bucha entradaTermopar da bucha entradaCorpo bucha entradaAnel isolante da bucha entradaAnel elástico da bucha entradaAlavancaSuporte hidráulico/pneumáticoUnidade hidráulico/pneumáticoJogo de vedação hidráulico/pneumáticoParafuso da alavancaParafuso de Travamento
© INCOE 9/2002, 2001, 2000.
DF6.0
Electric ConnectionConexión EléctricaConexão Elétrica
lLos Sistemas contransición eléctrica soncableados einspeccionados a laespecificación del cliente.
lPor favor, verifique qué elconector ensamblecorrectamente con susControles de Temperatura.
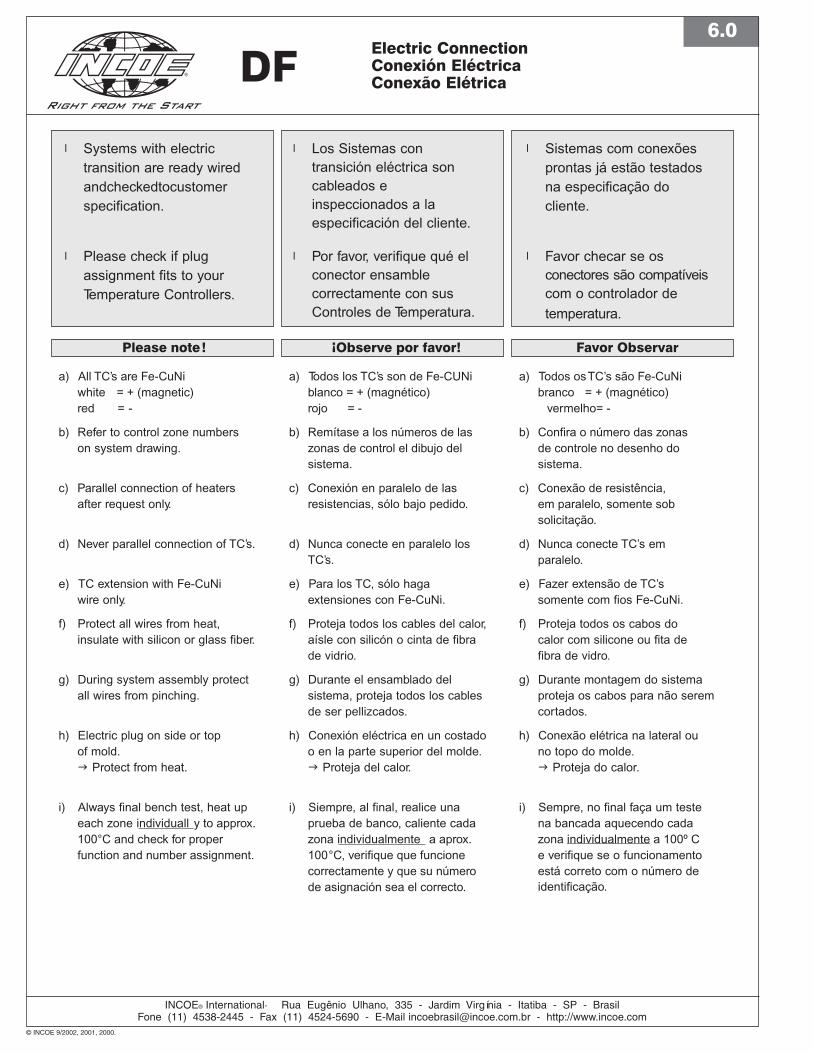
lSystems with electric transition are ready wiredand checked to customerspecification.
lPlease check if plug assignment fits to yourTemperature Controllers.
lSistemas com conexõesprontas já estão testados
cliente.na especificação do
lFavor checar se os
temperatura.
conectores são compatíveiscom o controlador de
¡Observe por favor!Please note! Favor Observar
a) Todos los TC’s son de Fe-CUNiblanco = + (magnético)rojo = -
b) Remítase a los números de laszonas de control el dibujo delsistema.
c) Conexión en paralelo de lasresistencias, sólo bajo pedido.
d) Nunca conecte en paralelo losTC’s.
e) Para los TC, sólo hagaextensiones con Fe-CuNi.
f) Proteja todos los cables del calor,aísle con silicón o cinta de fibrade vidrio.
g) Durante el ensamblado delsistema, proteja todos los cablesde ser pellizcados.
h) Conexión eléctrica en un costadoo en la parte superior del molde.gProteja del calor.
i) Siempre, al final, realice unaprueba de banco, caliente cadazona individualmente a aprox.100°C, verifique que funcionecorrectamente y que su númerode asignación sea el correcto.
a) All TC’s are Fe-CuNiwhite = + (magnetic)red = -
b) Refer to control zone numberson system drawing.
c) Parallel connection of heatersafter request only.
d) Never parallel connection of TC’s.
e) TC extension with Fe-CuNi wire only.
f) Protect all wires from heat, insulate with silicon or glass fiber.
g) During system assembly protectall wires from pinching.
h) Electric plug on side or topof mold.gProtect from heat.
i) Always final bench test, heat upeach zone individuall y to approx.100°C and check for proper function and number assignment.
a) Todos os TC’s são Fe-CuNibranco = + (magnético)
vermelho= -
b) Confira o número das zonasde controle no desenho dosistema.
c) Conexão de resistência,em paralelo, somente sobsolicitação.
d) Nunca conecte TC’s emparalelo.
e) Fazer extensão de TC’ssomente com fios Fe-CuNi.
f) Proteja todos os cabos docalor com silicone ou fita defibra de vidro.
g) Durante montagem do sistemaproteja os cabos para não seremcortados.
h) Conexão elétrica na lateral ouno topo do molde.gProteja do calor.
i) Sempre, no final faça um testena bancada aquecendo cadazona individualmente a 100º Ce verifique se o funcionamentoestá correto com o número deidentificação.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF7.0
Start UpArranque Início
Los errores de ensamble, de
arranque o de cableado eléctrico,
pueden causar un daño y costo
considerable.
Por lo tanto, es de su propio interés
prevenir estos errores. Si tiene alguna
duda, por favor contacte nuestros
servicios.
Assembly errors or errors on electric
wiring and start up may cause con-
siderable damage and cost.
Therefore it is in your best interest to
avoid these types of errors. If you are
in doubt, please call our applications
department.
Erros de montagem ou erros
na conexão elétrica ou no
início podem causar danos
e custos consideráveis.
Portanto é de vosso próprio
interesse prevenir estes erros.
Caso haja alguma dúvida, ligue
para nossa assistência técnica.
Temperatura RecomendadaCaracterísticas del Controlador
Recommended TemperatureController Features
Temperatura recomendadaCaracterísticas do
Controlador
lSeca de manera automáticala humedad de lasresistencias durante elarranque suave.
Una salida controlada ycontinua de voltaje protegelas resistencias.
Un voltaje mínimo de salidadespués de alcanzar latemperatura de trabajo queprotege las resistencias.
Adaptación automática deparámetros, para un controluniforme, rápido y lento delas zonas de reacción.
Una segunda temperaturade trabajo para reducir oincrementar la temperatura,en interrupciones o duranteel arranque.
Se recomienda el uso deControles INCOE ®, “MR”o “MTC.”
lAutomatic dry-out of dampheaters (soft start).
Continuous voltage output,controls even and savesheaters.
Minimum voltage outputafter attaining set pointtemperature, saves heaters.
Automatic parameteradaptation, for even controlof quick and slow reactingzones.
Second set point forreduction or increase oftemperature, at inter ruptionsand for start up.
INCOE® “MR” or “MTC” Controllers recommended.
lSecagem automática daresistência todo ínicio(soft start).
Controle contínuo da voltagem paraproteger asresistências.
Mínima voltagem de saídadepois de alcancar a temperatura de trabalhopara poupar as resistências.
Adaptação automática dos parâmetros para um controleuniforme das zonas de ação
Ajuste de uma Segundatemperatura de trabalhopara reduzir ou aumentara temperatura, em interrupções
Recomenda-se o uso de®controladores INCOE .
l l l
l l l
l l l
l l l
l l l
rápida e lenta.
ou inícios.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF7.0
Start UpArranque Início
ArranqueStart up Início
lUtilice la temperaturacorrecta tanto en el materialplástico como en el molde
(vea 7.1).
Ajuste el control sin laopción de arranque suave a100°C, durante aprox. 10minutos, después de esto,cambie a la temperatura detrabajo deseada.
Inicie la inyección aprox. 5minutos después dealcanzar la temperatura de
molde y de trabajo.
Cuando utilice materiales derápido enfriamiento (PA 6.6)incremente la temperaturade arranque de losinyectores aprox. 20°C yvaya reduciéndolagradualmente.
Si se presentanescurrimientos o hebras:utilice la descompresión.
Generalmente, durante laproducción, lastemperaturas del distribuidore inyectores deben ser lasmás bajas posibles.
lUse right temperature forplastic material and mold
(see 7.1).
Adjust controller without softstart option to 100°C forapprox. 10 minutes, afterthis change to desired setpoint.
Start injection approx. 5minutes after attaining opera-ting and mold
temperature .
When using quick freezingplastic material (PA 6.6)increase start up temperaturefor nozzles by approx. 20°Cand then reduce gradually.
If drooling or stringing:use decompression.
Generally, production shouldrun with lowest possible manifold and nozzle temperatures.
lUtilize a temperaturacorreta para o material e
Ajustar o controlador sem“soft start” a 100º C por aprox.10 min. e depois coloque atemperatura desejada.
Começar a produção aprox.5 min. depois de atingir atemperatura de trabalho e .
Quando utilizar materiaisde congelamento rápido(PA 6.6) aumente atemperatura de iníciodos bicos, em 20º Ce reduza gradativamente.
Caso apresente fiapos ou escorrimento,use descompressão.
Geralmente, durante a produção as temperaturasdo sistema devem ser asmenores possíveis.
l l l
l l l
l l l
l l l
l l l
para o molde (ver 7.1).
do molde.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF7.0
Start UpArranque Início
Sistemas con VálvulaValve Gate Systems Sistemas Válvulados
lLo primero que siempredebe hacer, es abrir larefrigeración de los cilindroshidráulicos (temperaturamáxima de cilindros 50°C).Sólo después de esto,encienda las resistencias.
Ponga atención a laspresiones máximas segúnlas instrucciones deoperación (vea 4.1).
Cuando la presión hidráulicavenga de la maquina, fijemecánicamente la presión,limitando la válvula a lapresión máxima (selle).
Sólo después de haberalcanzado la temperatura detrabajo, verifique elfuncionamiento del pernoválvula (de otra forma secorre el riesgo de dañar elpunto de inyección).
Se recomienda el uso delControl Secuencial INCOE ®
SC-12 para el perno válvula.
lAlways open cooling ofhydraulic cylinders first(cylinder temperature maxi-mum 50°C). Only after thisswitch on heaters.
Pay attention to maximumpressures as per operatinginstructions (see 4.1).
When oil pressure frommachine, fix mechanicallythe pressure limiting valveto maximum pressure (seal).
Only after attaining opera-ting temperature checkneedle function (otherwiserisk of gate damage).
For valve pin control INCOE ®
SC-12 Sequence Controllerrecommended.
lAbra sempre a refrigeraçãodos cilíndros hidráulicosantes (tempo max. 50º C)e só depois ligueo aquecimento.
Atenção as pressõesmáximas conforme instruções (ver 4.1).
Quando a pressãohidráulica provém da máquina, limitea pressão atravésde válvula.
Somente após atingir atemperatura de trabalho,verifique o funcionamentodo pino válvula (de outraforma corre-se risco de
Recomenda-se o uso docontrolador sequencial
®INCOE SC-12 para sistemas
ParosInterruptions Paradas
Reduzca aproximadamente50°C la temperatura delsistema durante los parosmayores a 10 minutos paraevitar que el material sequeme. Si utiliza el controlINCOE®, cambie a lasegunda temperatura detrabajo.
During interruptions longerthan 10 minutes reducesystem temperature byapprox. 50°C to avoid material burning. Whenusing INCOE® controllerswitch to second set point.
Reduza a temperatura dosistema em aprox. 50º Cdurante paradas maioresque 10 min. para evitar aqueima do material.Pode-se utilizar a Segundatemperatura previamente ajustada nos controladores
ll l
ll l
ll l
ll l
ll l
danificar o “gate”).
válvulados
INCOE .®
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF7.1
Process TemperaturesTemperaturas de ProcesoTemperaturas de Processo
AbbreviationAcrónimosAbreviações
PE-HD
PE- LD
PP
PPS
PEEK
PA 12
PA 6
POM-Co
POM-H
PET
PBT
PA 6.6
Vestolen
Hostalen, Lupolen
Hostalen PP, Novolen, Vestolen P
Fortron, Tedur, Ryton
Victrex
Vestamid
Nylon, Durethan B, Ultramid B, Wellamid
Hostaform, Ultraform
Delrin
Petlon, Ultradur A, Rynite
Pocan, Ultradur, Vestodur, Valox
Ultramid A, Durethan A, Minlon, Zytel
220
160
200
300
340
220
240
180
180
260
240
260
300
270
300
350
430
250
290
230
230
300
280
300
240
220
250
330
380
230
250
210
215
285
260
285
20
20
20
140
140
40
40
60
60
100
50
40
60
60
70
180
200
80
120
120
120
120
80
120
110
100
145
260
320
175
205
165
175
250
225
255
130
120
105
70
60
55
45
45
40
35
35
30
210
190
210
170
230
170
160
120
125
175
195
195
30
30
40
160
150
60
90
90
90
110
65
90
310
320
200
280
170
190
220
190
280
350
160
360
360
260
310
280
280
280
290
320
420
190
355
350
250
300
230
230
250
230
300
370
190
100
140
40
80
10
30
50
40
80
100
20
160
160
80
120
60
80
80
90
120
150
60
240
240
140
195
130
130
150
130
210
290
130
115
110
110
105
100
100
100
100
90
80
60
205
200
200
210
190
180
190
170
200
230
150
150
150
50
90
40
50
60
60
100
140
40
PSU
PES
SAN
PPE (PPO)
PS
SB
ABS
PMMA
PC
PEI
PVC-P
Ultrason S
Ultrason E
Luran, Lustran
Noryl, Luranyl, Vestoran
Vestyron, Polystyrol
Styrolux
Novodur, Terluran, Cycolac, Lustropak
Plexiglas, Degalan, Lucryl, Resart
Makrolon, Lexan
Ultem
Hostalit, Vestolit LF, Vinoflex
PC - ABS
PC - PBT
Bayblend, Terblend, Cycolac, Cycoloy
Makroblend, Xenoy, Ultrablend
240
250
280
280
275
275
70
60
100
70
180
220
95
55
190
205
85
70
PP - EPDM
SEBS
TPE-E
PUR
Vestopren, Levaflex XP, Santoprene
Thermoflex, Thermolast K, Evoprene
Hytrel, Lomod
Desmopan, Elastolan, Caprolan
180
200
170
190
230
240
260
230
220
225
240
215
40
25
20
20
60
40
65
30
165
180
200
180
55
45
40
35
170
190
200
190
50
35
40
25
Trade NamesNombre Comercial
Nome Comercial
Semi Crystallin · Semi-Cristalinos · Semi-Cristalinos
Amorphous · Amorfos · Amorfos
Blends · Mezclas · Blendas
Elastomers · Elastómeros · Elastômeros
Process Temp. (Tproc.)T. de Proceso (T° p)T° de processo (T°p)
min. °C max.
Cavity Temp. (Tcav.)T. de Molde (T° m)
T°do Molde (T°m)
min. °C max.
No Flow Temp.T. sin Flujo (T° f)T°sem fluxo (T°f)
°C
Tproc. – NFTT° p–T° fT°T –T°F
°C
Tproc. –Tcav .T° p –T° m
T°T –T°M
°C
These temperatures are for standard materials. Depending on application and material type variations are possible.Estas Temperaturas son para materiales estándar. Dependiendo de la aplicación y el tipo de material, es posible que varíen.
Estas temperaturas são para materiais standard. Dependendo da apliacação e do material, podem ocorrer variações.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
DF8.1
Problems — NozzlesProblemas — InyectoresProblemas — Buchas
Punto de Inyección se Congela(vea 2.3, 7.0, y 7.1)
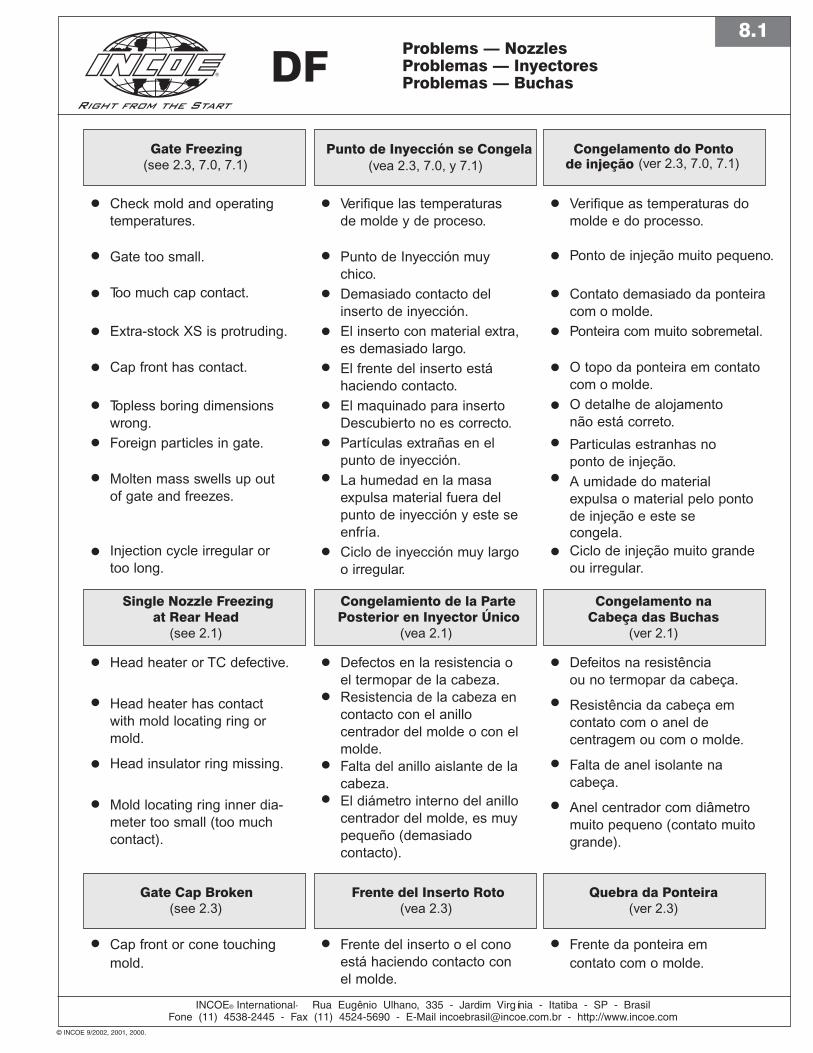
Gate Freezing(see 2.3, 7.0, 7.1)
Congelamento do Ponto(ver 2.3, 7.0, 7.1)
lVerifique las temperaturasde molde y de proceso.
Punto de Inyección muychico. Demasiado contacto delinserto de inyección.El inserto con material extra,es demasiado largo.El frente del inserto estáhaciendo contacto.El maquinado para insertoDescubierto no es correcto.Partículas extrañas en elpunto de inyección.La humedad en la masaexpulsa material fuera delpunto de inyección y este seenfría.Ciclo de inyección muy largoo irregular.
lCheck mold and operatingtemperatures.
Gate too small.
Too much cap contact.
Extra-stock XS is protruding.
Cap front has contact.
Topless boring dimensionswrong.Foreign particles in gate.
Molten mass swells up outof gate and freezes.
Injection cycle irregular ortoo long.
lVerifique as temperaturas domolde e do processo.
Ponto de injeção muito pequeno.
Contato demasiado da ponteiracom o molde.Ponteira com muito sobremetal.
O topo da ponteira em contatocom o molde.O detalhe de alojamentonão está correto.
Particulas estranhas no ponto de injeção.A umidade do materialexpulsa o material pelo ponto
Ciclo de injeção muito grandeou irregular.
Congelamiento de la PartePosterior en Inyector Único
(vea 2.1)
Single Nozzle Freezing at Rear Head
(see 2.1)
Congelamento naCabeça das Buchas
(ver 2.1)
Defectos en la resistencia oel termopar de la cabeza.Resistencia de la cabeza encontacto con el anillocentrador del molde o con elmolde.Falta del anillo aislante de lacabeza.El diámetro interno del anillocentrador del molde, es muypequeño (demasiadocontacto).
Head heater or TC defective.
Head heater has contactwith mold locating ring ormold.
Head insulator ring missing.
Mold locating ring inner dia-meter too small (too muchcontact).
Defeitos na resistênciaou no termopar da cabeça.
Resistência da cabeça emcontato com o anel decentragem ou com o molde.
Falta de anel isolante na cabeça.
Anel centrador com diâmetromuito pequeno (contato muitogrande).
Frente del Inserto Roto(vea 2.3)
Gate Cap Broken(see 2.3)
Quebra da Ponteira(ver 2.3)
Frente del inserto o el conoestá haciendo contacto conel molde.
Cap front or cone touchingmold.
Frente da ponteira em contato com o molde.
ll l
ll l
ll l
ll l
ll l
ll l
ll l
ll l
ll l
ll l
l
l
l
l
l
l
ll l
de injeção
de injeção e este secongela.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
DF8.1
Problems — NozzlesProblemas — InyectoresProblemas — Buchas
Frente Adherente del Inserto deInyección
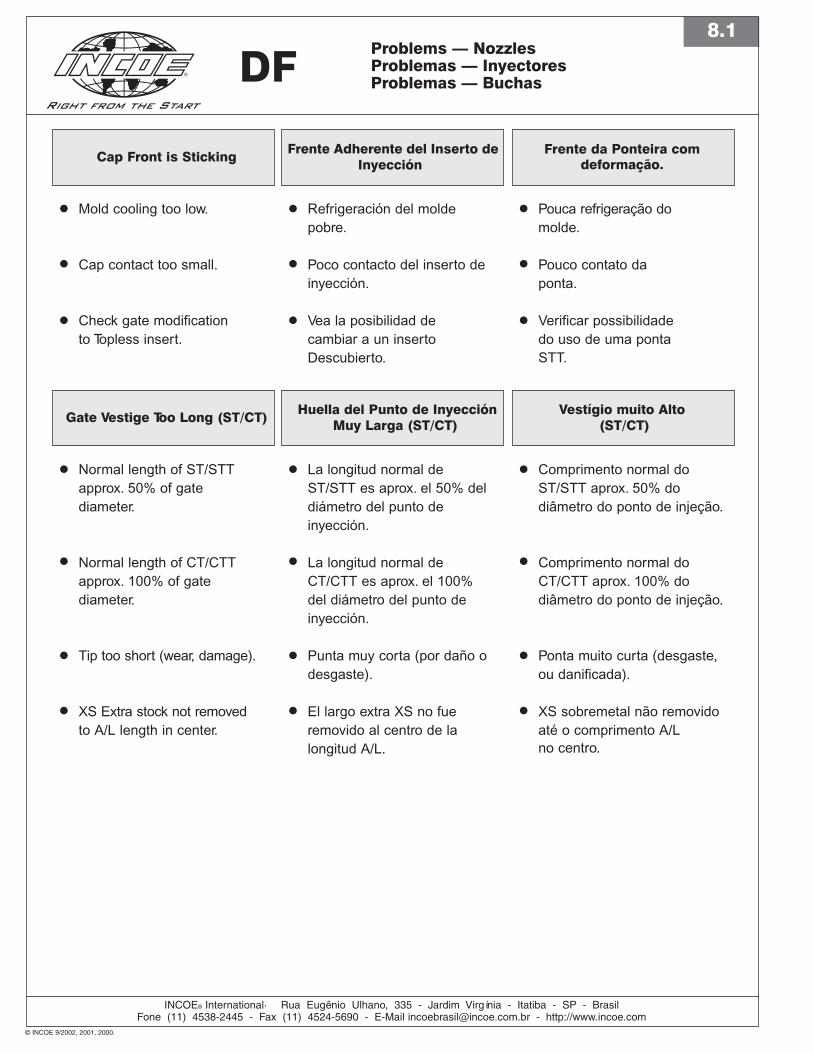
Cap Front is StickingFrente da Ponteira com
lRefrigeración del moldepobre.
Poco contacto del inserto deinyección.
Vea la posibilidad decambiar a un insertoDescubierto.
lMold cooling too low.
Cap contact too small.
Check gate modificationto Topless insert.
lPouca refrigeração domolde.
Pouco contato daponta.
Verificar possibilidadedo uso de uma pontaSTT.
Huella del Punto de InyecciónMuy Larga (ST/CT)
Gate Vestige Too Long (ST/CT)Vestígio muito Alto
(ST/CT)
La longitud normal deST/STT es aprox. el 50% deldiámetro del punto deinyección.
La longitud normal deCT/CTT es aprox. el 100%del diámetro del punto deinyección.
Punta muy corta (por daño odesgaste).
El largo extra XS no fueremovido al centro de lalongitud A/L.
Normal length of ST/STTapprox. 50% of gatediameter.
Normal length of CT/CTTapprox. 100% of gate diameter.
Tip too short (wear, damage).
XS Extra stock not removedto A/L length in center.
Comprimento normal doST/STT aprox. 50% dodiâmetro do ponto de injeção.
Comprimento normal doCT/CTT aprox. 100% dodiâmetro do ponto de injeção.
Ponta muito curta (desgaste,ou danificada).
XS sobremetal não removidoaté o comprimento A/L
deformação.
ll l
ll l
ll l
ll l
ll l
ll l
no centro.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF8.1
Problems — NozzlesProblemas — InyectoresProblemas — Buchas
Fungas en el Inserto de
Inyección(vea 2.1 y 2.3)
Gate Cap Leakage(see 2.1, 2.3)
Vazamentos pela Ponteira(ver 2.1, 2.3)
lAjuste inadecuado o dañado.
lEl maquinado para insertoDescubierto no es correcto.
Ajuste del inserto dañadopor falta del disco centrador.
lWrong or damaged fit.
lTopless cap boring dimen-sions wrong.
Fit of cap damaged due tomissing locating disc.
lAjuste inadequado ou danificado.
lAlojamento para injeçãodireta incorreto.
Diâmetro de vedaçãodanificado por falta doanel centrador.
El Inyector Tiene ProblemasPara Alcanzar la Temperaturade Proceso o No la Consigue
Nozzle Does Not Attain SetPoint or Attains Hardly Set Point
Problemas para a Buchaalcancar a Temperatura
de Processo ou não a atinge.
La resistencia o el cono delinserto en contacto con elmolde.
Heater or cap cone hascontact with mold.
Resistência ou o corpo dabucha em contato como molde.
El Inyector Único se Rompe en
la Cabeza del Inyector(vea 2.1)
Single Nozzle Cracksat Nozzle Head
(see 2.1)
Trincas na cabeçade Buchas
(ver 2.1)
Profundidad del radioincorrecta o muy profunda.Nariz de la máquinaexcéntrica.Fuerza de cierre muy alta ymuy rápida.
Depth of radius wrong or too deep.Machine nozzle eccentric.
Clamp force too high andtoo fast.
Profundidade do raio erradaou muito profundo.Bico da Máquina fora de centro.
Força de fechamento muitoalta e muito rápida.
Escurrimientos Goteo o Hebras
en el Punto de Inyección(vea 2.3 y 7.0)
Gate is Dripping, Droolingor Stringing(see 2.3, 7.0)
Escorrimentos Gotejamentoou Fiapos no Ponto de Injeção
(ver 2.3, 7.0)
Temperatura muy alta.Punto de inyección muygrande.Falta de descompresión.Poco contacto del inserto(punto de inyección muycaliente).Si tiene inserto CT o SF-CT,cambie a ST o SF-ST.
Temperature too high. Gate too big.
Missing of decompression.Cap contact too small (gatetoo hot).
If gate CT or SF-CT, changeto ST or SF-ST.
Temperatura muito alta.“Gate” muito grande.
Falta de descompressão.pouco contato da ponteira(”gate” muito quente).
Para pontas CT ou SF-CT,trocar para ST ou SF-ST.
ll l
ll l
ll l
ll l
ll l
ll l
ll l
ll l
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF8.2
Problems — Nozzles and ManifoldsProblemas — Inyectores y DistribuidoresProblemas — Buchas e Manifolds
Marcas de Calor en el Producto
Moldeado (vea 7.1)Heat Marks on Molded Part
(see 7.1)Marcas de Calor no Produto
(ver 7.1)
lTemperatura del sistemamuy alta.
Tiempo de residencia en elsistema, muy largo (paros).
Demasiado materialregranulado en la mezcla.
Verifique si la causaproviene de la máquina.
Si el material es sensible alesfuerzo de corte (retardantea la flama) modifique a SF-CT o CT.
Puntos muertos en elsistema, verifique loscanales (llame al Servicio deINCOE®).
lSystem temperature too high.
Residence time in system toolong (interruptions).
Too much regrind material inplastic material.
Check if caused by machine.
If shear sensitive plasticmaterial (flame retardant)modification to gate SF-CTor CT.
Dead spots in system, checkchannels (call INCOE® Service).
lTemperatura do sistemamuito alta.
Tempo de resistência noSistema muito longo (paradas).
Excesso material reciclado.
Checar se não é causadopela máquina.
Se o material é sensível atensões (retardantede chama) use ponta SF-CT ou CT.
Pontos mortos no sistemaverifique os canais, (chameo serviço INCOE®).
Marcas de Color en el ProductoMoldeado
Color Marks on Molded PartDiferenças de cor na
Color sensitivo a latemperatura o mal mezclado.
Color viejo de la aplicaciónanterior en la máquina.
Color viejo en el sistema,cambios de color como sigue:
– Cierre la refrigeración delmoldedel lado de inyección
– Incremente la temperatura delsistema aprox. 20°C y espere 5minutos
– Inyecte aprox. 3 disparos a baja velocidad y alta presión
– Abra la refrigeración del molde yajuste la temperatura normal delsistema
Espere 5 minutos y entoncesproduzca regularmente.
Puntos muertos en elsistema, verifique loscanales (llame al Servicio deINCOE®).
Temperature sensitive or badblended color.
Old color from former application in machine.
Old color in system, colorchange as following:
– Close mold cooling at injectionside
– Increase system temperature byapprox. 20°C and wait 5 minutes
– Inject approx. 3 shots, with slowspeed and high pressure
– Open mold cooling and adjustnormal system temperature
Wait 5 minutes and then produce regularly.
Dead spots in system, checkchannels (call INCOE® Service).
Material sensível àtemperatura ou malmisturado.
Cor anterior aindana máquina.
lCor anterior no sistema,trocar de cor comosegue:– Fechar refrigeração do molde
do lado da injeção.– Aumente temp. do sistema
aprox. 20°C e espere 5minutos.
– Injete aprox. 3 ciclos combaixa velocidade e altapressão.
– Abra a refrigeração e ajustea temp. normal do sistema.
Aguarde 5 minutos e voltea produzir normalmente.
lPontos mortos no sistema,verifique os canais.(chame o serviçoINCOE ®).
ll l
ll l
ll l
l l
l l
ll l
ll l
ll l
Injetado
Peça Injetada.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF8.2
Problems — Nozzles and ManifoldsProblemas — Inyectores y DistribuidoresProblemas — Buchas e Manifolds
Fuga Entre Inyectores yDistribuidor, o en la Extensión
de Nariz
Leakage Between Nozzles and Manifold, or onExtension Nozzle
Vazamento entre buchas eManifolds ou nas pontas
lVea 3.1 y 3.2.lSee 3.1, 3.2. lVer 3.1, 3.2.
Huella del Punto de InyecciónMuy Larga
(vea 7.1)
Gate Vestige Too Long(see 7.1)
Vestígio muito grande(ver 7.1)
Defectos en la resistencia oen el termopar.
Demasiado contacto delanillo centrador.
Heater or TC defective.
Too much contact of locating ring.
Defeitos na resistência outermopar.
Muito contato com oanel de centragem.
Variaciones de la Temperaturade Proceso
(vea 7.0)
Set Point Temperature Variation(see 7.0)
Variações de Temperatura(ver 7.0)
El control no es exacto.
Si está sincronizado el ciclode inyección el contactoal sistema no es constante(placa botadora).
En el distribuidor: posicióndesfavorable del termopar(llame al Servicio INCOE®).
Controller not exact.
If synchronous to injectioncycle system contact notconstant (stripper plate).
On manifold: disadvantageousthermocouple position (callINCOE® Service).
Controlador com problemas.
Caso esteja sincronizadocom o ciclo de injeçãoo contato do sistemanão é constante(placa extratora).
No Manifold posição desfavor.do termopar (ligar para assistência técnica INCOE®).
Las Roscas Están PegadasThreads Do Not Move Roscas Engripadas
Caliéntelas (llame al ServicioINCOE®).
Use siempre compuestoanti-amarres en todas lasroscas.
Warm up (call INCOE ®
Service).
Use always Anti-Size on all threads.
Aquecer (chame serviço INCOE ®).
Use sempre graxa anti-engripamento nasroscas.
Material Quemado en losCanales
Burned Material in ChannelsMaterial degradado
nos Canais
Límpielos en un baño derefinación.
Cleaning in refining bath (call INCOE® Service).
Limpar com banho(ligue para o serviçoINCOE®).
do processo
ll l
ll l
ll l
ll l
ll l
ll l
ll l
ll l
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
© INCOE 9/2002, 2001, 2000.
DF8.3
Problems — Valve GateProblemas — Sistema con VálvulaProblemas — Sistemas Válvulados
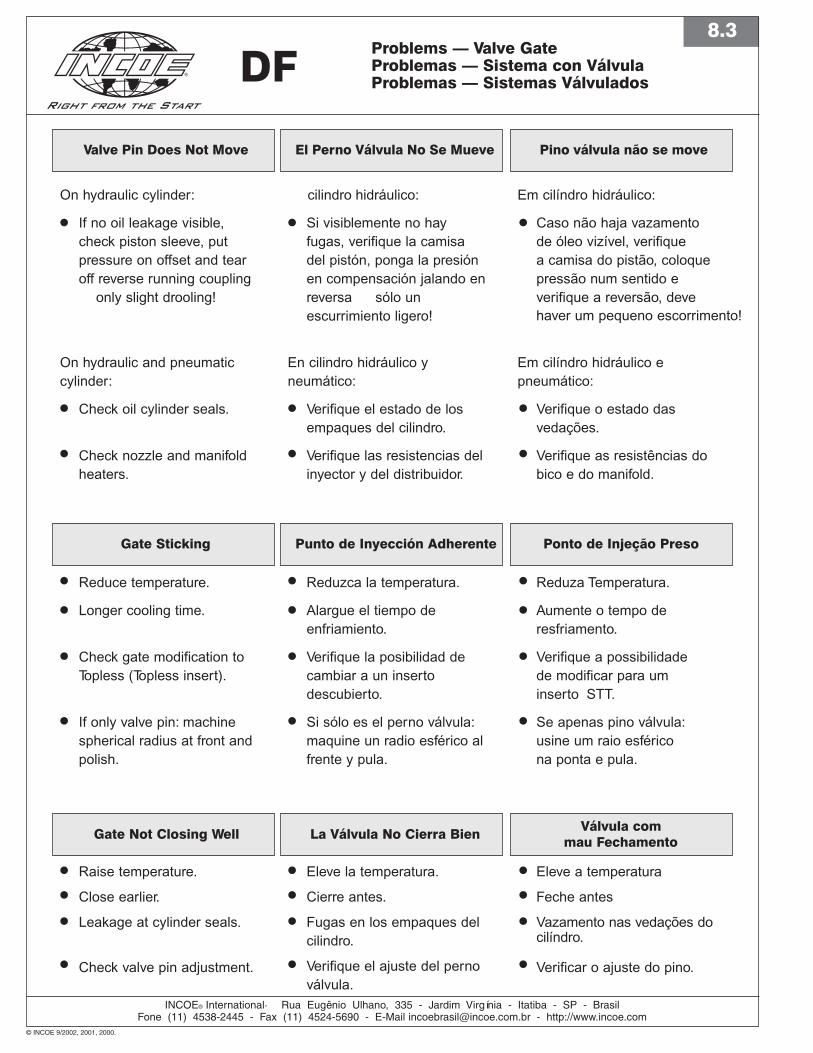
El Perno Válvula No Se MueveValve Pin Does Not Move Pino válvula não se move
cilindro hidráulico:
Si visiblemente no hayfugas, verifique la camisadel pistón, ponga la presiónen compensación jalando enreversa sólo unescurrimiento ligero!
En cilindro hidráulico yneumático:
Verifique el estado de losempaques del cilindro.
Verifique las resistencias delinyector y del distribuidor.
On hydraulic cylinder:
lIf no oil leakage visible,check piston sleeve, putpressure on offset and tearoff reverse running coupling
only slight drooling!
On hydraulic and pneumaticcylinder:
Check oil cylinder seals.
Check nozzle and manifoldheaters.
Em cilíndro hidráulico:
Caso não haja vazamentode óleo vizível, verifiquea camisa do pistão, coloquepressão num sentido e verifique a reversão, deve haver um pequeno escorrimento!
Em cilíndro hidráulico epneumático:
Verifique o estado dasvedações.
Verifique as resistências dobico e do manifold.
Punto de Inyección AdherenteGate Sticking Ponto de Injeção Preso
Reduzca la temperatura.
Alargue el tiempo deenfriamiento.
Verifique la posibilidad decambiar a un insertodescubierto.
Si sólo es el perno válvula:maquine un radio esférico alfrente y pula.
Reduce temperature.
Longer cooling time.
Check gate modification toTopless (Topless insert).
If only valve pin: machinespherical radius at front andpolish.
Reduza Temperatura.
Aumente o tempo deresfriamento.
Verifique a possibilidadede modificar para um inserto STT.
Se apenas pino válvula:usine um raio esféricona ponta e pula.
La Válvula No Cierra BienGate Not Closing WellVálvula com
mau Fechamento
Eleve la temperatura.
Cierre antes.
Fugas en los empaques delcilindro.
Verifique el ajuste del pernoválvula.
Raise temperature.
Close earlier.
Leakage at cylinder seals.
Check valve pin adjustment.
Eleve a temperatura
Feche antes
Vazamento nas vedações do
Verificar o ajuste do pino.
l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
cilíndro.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com

© INCOE 9/2002, 2001, 2000.
DF8.3
Problems — Valve GateProblemas — Sistema con VálvulaProblemas — Sistemas Válvulados
La Tuerca Opresor del Cilindrose Afloja
Cylinder Locking Nutbecomes Loose
A contraporca do cilindrose afrouxa
lLa superficie de contacto noestá limpia (llame al ServicioINCOE®).
Use la llave especial deINCOE®.
Locking surface not clean(call INCOE® service).
Use INCOE® locking wrench.
Superficie de contato suja(chame o serviçoINCOE®).
Use a chave especialINCOE ®.
Fuga en el Perno VálvulaValve Pin Leakage Vazamento pelo pino
Reajuste el empaqueajustable de la camisadespués de calentar, elperno válvula se debe podermover a mano.Cambie el empaque noajustable de la camisa (llameal Servicio INCOE®).
Readjust adjustable sleeveseal after heating up, valvepin must still move fromhand.
Replace not adjustable sleeveseal (call INCOE® service).
Reajuste a vedação ajustávelaquecida, o pino devemover-se com a mão.
Troque as vedaçõesnão ajustáveis (chame o serviço INCOE ®).
Fugas de AceiteOil Leakage Vazamento de Óleo
Empaques del cilindrodañados por temperaturasmuy altas o presión muy alta.
Cylinder seals damaged bytoo high temperature or toohigh pressure.
Vedações do cilindrodanificadas por temperaturamuito alta ou por muitapressão.
ll
l ll
l ll
l ll
l ll
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
©INCOE 9/2002, 2001, 2000.
INCOE® International· Rua Eugênio Ulhano, 335 - Jardim Virgínia - Itatiba - SP - BrasilFone (11) 4538-2445 - Fax (11) 4524-5690 - E-Mail [email protected] - http://www.incoe.com
Contact Information Informacíon del Contacto Informações de contato


INCOE International.Rua Eugênio Ulhano, 335Jardim Virgínia
Fone (11) 4538-2445Fax (11) 4524-5690E-Mail [email protected]://www.incoe.com
These products are covered under one or more of the following Patents:USA 5,269,677; 5,660,369; Canada 2,062,903; Germany 4028660;4324275; Japan 2,093,613; and other foreign patents pending.
#150519 © INCOE 9/2002, 2001, 2000.
®
Itatiba - SP - Brasil