introduÇÃo À manutenÇÃo industrial -...
TRANSCRIPT

Anderson Hoose |Nilo Alberto Scheidmandel |André Hoose | Cristian Liell |
Felipe Cesari | Matheus Lermen
INTRODUÇÃO À MANUTENÇÃOINDUSTRIALCONCEITOS E CASOS PRÁTICOS
EDITORA

UNIVERSIDADE DE PASSO FUNDO
José Carlos Carles de SouzaReitor
Rosani SgariVice-Reitora de Graduação
Leonardo José Gil Barcellos Vice-Reitor de Pesquisa e Pós-Graduação
Bernadete Maria DalmolinVice-Reitora de Extensão e Assuntos Comunitários
Agenor Dias de Meira JuniorVice-Reitor Administrativo
CORPO FUNCIONAL
Daniela CardosoCoordenadora de revisão
Cristina Azevedo da SilvaRevisora de textos
Ana Paula PertileRevisora de textos
Sirlete Regina da Silva Coordenadora de design
Rubia Bedin RizziDesigner gráfico
Carlos Gabriel Scheleder Auxiliar administrativo
UPF Editora
Karen Beltrame Becker FritzEditora
CONSELHO EDITORIAL
Altair Alberto Fávero (UPF) Andrea Oltramari (UFRGS)Alvaro Sanchez Bravo (UNIVERSIDAD DE SEVILLA)Carlos Alberto Forcelini (UPF)Carlos Ricardo Rossetto (UNIVALI)Cesar Augusto Pires (UPF)Cleci Teresinha Werner da Rosa (UPF)Fernando Rosado Spilki (FEEVALE)Gionara Tauchen (FURG)Giovani Corralo (UPF)Héctor Ruiz (UADEC) Helen Treichel (UFFS)Jaime Morelles Vázquez (UCOL)José Otero G. (UAH)Jurema Schons (UPF)Karen Beltrame Becker Fritz (UPF)Kenny Basso (IMED)Leonardo José Gil Barcellos (UPF)Luciane Maria Colla (UPF)Paula Benetti (UPF)Sandra Hartz (UFRGS)Telmo Marcon (UPF)Verner Luis Antoni (UPF)Walter Nique (UFRGS)

Anderson Hoose |Nilo Alberto Scheidmandel |André Hoose | Cristian Liell |
Felipe Cesari | Matheus Lermen
INTRODUÇÃO À MANUTENÇÃOINDUSTRIALCONCEITOS E CASOS PRÁTICOS
EDITORA
2017

UPF Editora afiliada à
Associação Brasileira das Editoras Universitárias
Copyright© dos autores
Daniela CardosoCristina Azevedo da SilvaAna Paula PertileRevisão de textos e revisão de emendas
Sirlete Regina da SilvaRubia Bedin RizziProjeto gráfico, diagramação e criação da capa
Este livro, no todo ou em parte, conforme determinação legal, não pode ser reproduzido por qualquer meio sem autorização expressa e por escrito do(s) autor(es). A exatidão das informações e dos conceitos e as opiniões emitidas, as imagens, as tabelas, os quadros e as figuras são de exclusiva responsabilidade do(s) autor(es).
UPF EDITORA
Campus I, BR 285 - Km 292,7 - Bairro São JoséFone/Fax: (54) 3316-8374CEP 99052-900 - Passo Fundo - RS - BrasilHome-page: www.upf.br/editoraE-mail: [email protected]

Sumário
1 Histórico da manutenção ................................................. 111.1 Conceitos.................................................................................. 14
2 Objetivos da manutenção ................................................172.1 Papel da manutenção no sistema de qualidade da organização .............................................................................192.2 A manutenção no organograma da empresa .............20
3 Organização da manutenção ........................................233.1 Codificação dos equipamentos ........................................ 253.2 Arquivamento de desenhos e catálogos ...................... 273.3 A ordem de manutenção ................................................... 273.4 Elaboração dos planos de manutenção .......................283.5 Dados para o planejamento da manutenção .............323.6 Fatores para definição das estratégias de manutenção ..........................................................................343.7 Gerenciamento da manutenção produtiva .................. 37
4 Tipos de manutenção em máquinas e equipamentos ................................................................... 40
4.1 Manutenção corretiva .......................................................424.2 Manutenção preventiva e trabalhos em equipe ...... 444.3 Manutenção preditiva ........................................................ 474.4 Manutenção autônoma .................................................... 48
4.4.1 Fundamentos da manutenção autônoma ........504.4.2 Preparativos e etapas para a implantação da manutenção autônoma .....................................51
4.5 Manutenção produtiva total ............................................544.6 O relacionamento entre produção e manutenção ....56

5 Peças de reposição e almoxarifado .............................59
6 Novos paradigmas referentes à manutenção ......... 61
7 Casos Práticos ....................................................................637.1 Caso 1 – Análise da implantação do planejamento e controle da manutenção em uma indústria de lacticínio ..................................................................................63
7.1.1 Introdução ....................................................................637.1.2 Problema .....................................................................647.1.3 Justificativa .................................................................657.1.4 Objetivo geral .............................................................657.1.5 Objetivos específicos ...............................................657.1.6 Método do trabalho ..................................................667.1.6.1 Descrição do objeto em estudo ..........................66
7.1.6.2 Procedimento metodológico ............................... 677.1.7 Análise de discussão de resultados ....................69
7.1.7.1 Descrição do processo produtivo .......................697.1.7.2 Atual sistema de manutenção ...........................707.1.7.3 Análise das ocorrências de falhas e da necessidade de manutenção ...............................717.1.7.4 Análise de importância das máquinas ............ 727.1.7.5 Análise da carga horária das máquinas em estudo ..........................................................................747.1.7.6 Organização da manutenção para as máquinas em estudo ............................................. 757.1.7.7 Tagueamento e codificação dos equipamentos em estudo ..................................... 767.1.7.8 Planos de manutenção preventiva ...................777.1.7.9 Funcionamento e controles da manutenção .............................................................. 787.1.7.10 Vantagens da utilização do planejamento e controle da manutenção ..................................787.1.7.11 Obstáculos na implantação do planejamento e controle da manutenção ...... 79

7.1.8 Conclusão ....................................................................807.2 Caso 02 – Proposta de implementação da MPT no setor de usinagem ....................................... 817.2.1 Introdução ................................................................... 817.2.2 Problema .....................................................................827.2.3 Justificativa .................................................................837.2.4 Objetivo geral ............................................................ 847.2.5 Objetivos específicos .............................................. 847.2.6 Método do trabalho ................................................ 84
7.2.6.1 Descrição do objeto de estudo ......................... 847.2.6.2 Procedimento metodológico .............................85
7.2.7 Apresentação e análise dos resultados ............877.2.7.1 Análise da situação atual .....................................877.2.7.2 Conscientização da alta direção .......................897.2.7.3 Definição das máquinas para as quais será proposta a MPT .............................................897.2.7.4 Verificação de elaboração de indicadores .....907.2.7.5 Elaboração da proposta ......................................93
7.2.8 Conclusão ................................................................. 1087.3 Caso 03 – Proposta de planejamento de manutenção preventiva em uma empresa de pedras, gemas e joias .......................................................109
7.3.1 Introdução ..................................................................1097.3.2 Problema .................................................................... 1117.3.3 Justificativa ...............................................................1127.3.4 Objetivo geral ............................................................1127.3.5 Objetivos específicos ..............................................1137.3.6 Método do trabalho ................................................113
7.3.6.1 Descrição do objeto de estudo .........................1137.3.6.2 Delimitação do tema .......................................... 1167.3.6.3 Procedimento metodológico ........................... 116
7.3.7 Equipamentos e procedimentos de manutenção dos equipamentos instalados ...117

7.3.7.1 Material e condições necessárias para a manutenção do equipamento compressor de pistão (Schulz) ................................................1307.3.7.2 Procedimentos de manutenção, insumos e ferramentas utilizadas em cada equipamento .........................................................1327.3.7.3 Formas de controle da manutenção preventiva ..............................................................1357.3.7.4 Controle geral de manutenção de todos os equipamentos instalados ............................136
7.3.8 Conclusão .................................................................. 137
Referências ...........................................................................138
Sobre os autores ................................................................. 141

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 9 |
Este livro traz uma introdução conceitual e prática re-lacionada à área de manutenção, sendo o material necessário para o trabalho do dia a dia na área da manutenção indus-trial para os profissionais e gestores envolvidos e também servindo de fonte de pesquisa aos alunos de graduação e pós--graduação, que pretendem desenvolver estudos, trabalhos e pesquisas relacionados a tal área, fazendo parte da bibliogra-fia básica dos planos de ensino das disciplinas que tratam do tema, principalmente nos cursos de Engenharia de Produção, Engenharia de Produção Mecânica, Engenharia Mecânica e Tecnólogo em Fabricação Mecânica, além dos cursos de espe-cialização de áreas afins.
Os assuntos tratados envolvem: a história da manu-tenção, seus conceitos, seus objetivos e seu papel dentro das organizações. Trata-se, também, sobre a organização da ma-nutenção industrial nas atividades que envolvem: codificação dos equipamentos, arquivamento de documentos, ordens de manutenção e elaboração dos planos de manutenção. Tais ati-vidades são apresentadas de forma prática, demonstradas por meio de três casos reais em indústrias nas áreas de: laticínios, escolas técnicas e centro tecnológico de pedras, gemas e joias.
Provavelmente neste quesito, o livro seja inédito no Bra-sil, pois traz contribuições referentes ao planejamento e à im-plementação dos programas de manutenção, sem se restrin-gir a um tipo ou modelo de indústria, conciliando conceitos e práticas.
Posteriormente às atividades da manutenção indus-trial, seguem conceitos mais abrangentes, que envolvem os tipos de manutenção em máquinas e equipamentos, tratando também, de forma sucinta, da manutenção produtiva total e da importância do trabalho em equipe, associado ao novo per-fil do profissional na área de manutenção.

Introdução à manutenção industrial: conceitos e casos práticos
| 10 |
Em sua elaboração, o livro contou com o auxílio de um profissional da área de manutenção, o Sr. André Hoose, que, há vários anos, atua na supervisão e coordenação da manu-tenção industrial em uma das maiores indústrias de imple-mentos agrícolas do Brasil. Suas contribuições foram de ex-trema importância para a elaboração das partes que envol-vem a “espinha dorsal” do projeto desta obra. Fica, portanto, registrado o nosso agradecimento pela sua contribuição.
Agradecemos também aos autores: Cristian Liell, Felipe Cesari e Matheus Lermen, pela contribuição e pelo empenho na construção e nas vivências que envolvem as descrições dos casos práticos desenvolvidos em indústrias da região.
Agradecemos, ainda, a você, leitor, e desejamos uma óti-ma leitura!
Anderson HooseNilo Alberto Scheidmandel
Docentes da Faculdade de Engenharia e Arquitetura (Fear)da Universidade de Passo Fundo (UPF)

1 Histórico da manutenção
A manutenção está presente na história humana desde o momento em que começamos a manusear instrumentos de produção. Conforme Viana (2002), a palavra manutenção é derivada do latim manus tenere, que significa manter o que se tem. Entretanto, segundo Gurski (2002), essa visão evoluiu ao longo do tempo, e, atualmente, a manutenção está forte-mente voltada a atender a confiabilidade e a disponibilidade da função dos equipamentos.
A manutenção industrial surge, efetivamente, como fun-ção do organismo produtivo no século XVI, com a aparição dos primeiros teares mecânicos, mesmo assim, na época, a produtividade não era vista como algo prioritário (GURSKI, 2002). Naquele período, o fabricante do maquinário treina-va os operadores para manter o equipamento, pois não havia equipe específica de manutenção. Com o advento da Revolu-ção Industrial no final do século XVIII, a sociedade começou a se agigantar no tocante à sua capacidade de produzir bens de consumo. No final do século XX, as revoluções foram várias, sendo peculiares as ocorridas no campo da tecnologia, cada vez mais rápidas e impactantes no modus vivendi do homem.
De 1900 até 1940, as empresas reparavam seus equi-pamentos por meio do efeito “quebra conserta”, realizado, na maioria das vezes, pelo próprio operador da máquina, a

Introdução à manutenção industrial: conceitos e casos práticos
| 12 |
questão era fazer o equipamento voltar a trabalhar. Surgem, então, as primeiras técnicas de planejamento de serviços, com Taylor e Fayol, seguidas pelo desenvolvimento do Gráfico de Gantt na elaboração de projetos (VENANZI; SILVA, 2016), tornando-se parte integrante do organograma das empresas.
Branco Filho (2008) descreve que o aparecimento das máquinas a vapor, no desenvolvimento da Revolução Indus-trial, faz com que se tenham operadores devidamente treina-dos, uma vez que aumenta o grau de mecanização na indús-tria (GURSKI, 2002), precisando de responsáveis pela condu-ção e pelo tratamento das máquinas, incluindo lubrificação e troca de partes e peças, porém, sem a existência de equipes específicas de manutenção.
Assim, com o advento da Primeira Guerra Mundial, sur-gem as equipes de manutenção, pois as empresas necessita-vam garantir volumes mínimos de produção resultantes da operação adequada dos seus equipamentos, fazendo com que as equipes fizessem reparos nas máquinas no menor tempo possível, resultando, posteriormente, no trabalho conhecido como manutenção preventiva (ZAIONS, 2003; GURSKI, 2002).
Na Segunda Guerra Mundial, a manutenção se firmou no campo militar. Segundo Monchy (1989), “manutenção” de-corre de um vocabulário militar, que, nas unidades de comba-te, significava conservar os homens e seus materiais em um nível constante de operação. Depois da guerra, acompanhan-do a evolução da indústria, a manutenção passou a existir em quase todas as empresas, em atividades desenvolvidas após a quebra das peças ou por paradas das máquinas em falha. O enfoque da manutenção, conforme Gurski (2002), ainda era realizado por meio de paradas ou intervenções em equipa-mentos em intervalos fixos.
Viana (2002) descreve a aparição efetiva do termo “ma-nutenção”, indicando a função de manter em bom funciona-

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 13 |
mento todo e qualquer equipamento, ferramenta ou disposi-tivo, na década de 1950, nos EUA e, no mesmo período, na Europa. O termo passa a ocupar, aos poucos, os espaços nos meios produtivos em detrimento da palavra “conservação”.
De acordo com Yamaguchi (2005) e Venanzi e Silva (2016), a partir de 1951, desenvolveu-se a manutenção pre-ventiva, definida como um acompanhamento das condições fí-sicas dos equipamentos. Do mesmo modo que a expectativa de vida humana foi ampliada, graças aos processos da medicina preventiva, a vida útil dos equipamentos industriais também pode ser prolongada pela aplicação de medidas preventivas.
A manutenção preventiva, aliada ao uso de medições e ao acompanhamento periódico nos equipamentos, com o uso de instrumentos sofisticados e até monitoração remota, in-troduziu, já nas décadas de 1960 e 1970, o conceito de manu-tenção preditiva ou “controle preditivo de manutenção”, que é a manutenção efetuada apenas quando se detecta a apro-ximação de uma condição instável ou de uma falha, consis-te em prever, antecipar-se à falha (BRANCO FILHO, 2008; VENANZI; SILVA, 2016), na qual Gurski (2002) descreve que se torna mais evidente a interação entre as fases de implan-tação de um sistema (projeto, fabricação, instalação e manu-tenção) e a disponibilidade/confiabilidade.
No período de 1940 a 1980, surge a engenharia de ma-nutenção, criando procedimentos e técnicas de controle a par-tir dos trabalhos executados, a análise de resultados, visando à diminuição dos custos de manutenção, e começam a apare-cer, por volta da década de 1980, os primeiros softwares de gerenciamento.
Conforme descrito por Kardec e Ribeiro (2002) a ma-nutenção produtiva total surgiu no Japão por volta de 1971, com aperfeiçoamento de técnicas de manutenção preventiva, manutenção do sistema de produção, prevenção da manuten-

Introdução à manutenção industrial: conceitos e casos práticos
| 14 |
ção e engenharia de confiabilidade, visando à falha zero e à quebra zero dos equipamentos, concomitantemente, com o de-feito zero nos produtos e a perda zero no processo. Após 1980, surgem os programas de qualidade e de produtividade como manutenção produtiva total (MPT).
A MPT, também conhecida como TPM (total productive maintenance), consiste em um método para gerir atividades industriais. Foi divulgado, principalmente, pelos estudos pu-blicados por Seiichi Nakajima, nos anos 1980. Conforme Koch (2007 apud BIEHL; SELLITTO, 2015), seu objetivo principal é melhorar a eficácia e o tempo de vida útil dos equipamentos, visando à eliminação dos desperdícios no processo de produ-ção.
A partir de 1990, com a abertura dos portos, a indústria brasileira iniciou a busca pela qualidade total de produtos e serviços a um custo operacional capaz de permitir um maior poder de competição do produto nacional. Foi necessário que os meios de produção se armassem de tecnologia de ponta, recursos humanos, programas consistentes de qualidade e também um eficaz plano de manutenção dos instrumentos de produção.
1.1 Conceitos
A seguir, estão relacionados alguns conceitos referentes à manutenção:
Benchmarking: é a atividade de comparar um proces-so com os líderes reconhecidos, com o objetivo de iden-tificar oportunidades de melhorias, ou ainda, buscar pontos de referência com os melhores no mercado para aperfeiçoar o rendimento no aspecto que se quer medir. Cardia e Grings (2016) sugerem um processo estrutu-

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 15 |
rado de identificação e de aprendizagem daquilo que se quer melhorar, muitas vezes, adaptando-se as melhores práticas do processo à mentalidade e à cultura da nossa própria empresa. Já o Benchmark consiste nos melhores valores de desempenho de líderes de mercado.
Confiabilidade: é a capacidade de um item de desem-penhar uma função requerida sob condições específicas, durante um intervalo de tempo (NBR 5462 – ASSOCIA-ÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1994; GURSKI, 2002). Dessa forma, sabe-se que a eficácia de um sistema de manutenção depende tanto da qua-lidade quanto das ações necessárias (BADÍA; BERRA-DE; CAMPOS, 2002) para evitar que os equipamentos falhem. Fogliatto e Ribeiro (2009) descrevem que a de-finição mais usual de confiabilidade é dada em termos de sua probabilidade de sobrevivência até um tempo de interesse.
Defeito: qualquer desvio de uma característica em um item com relação aos seus requisitos (NBR 5462 – AS-SOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1994; LEMOS; ALBERNAZ; CARVALHO, 2011), sendo que o defeito não impede o funcionamento do componen-te, mas pode, ao longo do tempo, levar a uma falha.
Falha: término da capacidade de um item de desempe-nhar a função requerida. Depois da falha, o item tem uma pane (NBR 5462-1994). Ainda, conforme Lemos, Albernaz e Carvalho (2011), consiste em uma ocorrência no item que impede o seu funcionamento.

Introdução à manutenção industrial: conceitos e casos práticos
| 16 |
Just-in-Time (JIT): conforme Pinto (2013), consiste em materiais, peças e serviços fornecidos somente quando são necessários e na quantidade certa. Com uma ade-quada cadeia de compras e logística, é possível reduzir drasticamente os materiais em estoque para os serviços de manutenção.
Manutenabilidade: é a capacidade de um item ser mantido ou recolocado em condições de executar suas funções requeridas, sob condições de uso específicas, quando a manutenção é executada sob condições deter-minadas e mediante procedimentos e meios prescritos. Conforme Gurski (2002), é a característica de projeto que define a facilidade de manutenção do item, o tempo, os custos e as funções.
Manutenção: “A área da Administração da Produção que cuida da preservação dos recursos físicos e materiais da empresa, isto é, dos prédios, instalações, máquinas, equipamentos” (CHIAVENATO, 1991, p. 15). Além dis-so, “Manutenção é um trabalho feito a fim de manter ou restaurar toda e qualquer instalação” (HARDING, 1992, p. 112). Conforme Costa Junior (2012), manutenção é o termo que demonstra como as empresas trabalham para evitar paradas não programadas de equipamentos, vi-sando preservar e conservar máquinas e equipamentos.

2 Objetivos da manutenção
Os objetivos das atividades de produção são expressos em termos de melhoria da produtividade, garantia da qua-lidade, redução de custos, cumprimento de datas de espera, segurança e proteção ambiental e aumento da motivação dos funcionários. As atividades de manutenção devem ser realiza-das para que esses objetivos sejam alcançados. Também estão incluídos outros aspectos, conforme destacado por alguns au-tores (FOGLIATTO; RIBEIRO, 2009; COSTA JUNIOR, 2012; PINTO, 2013; GEBRAN, 2014; SUZUKI, 1994 apud BIEHL; SELLITTO, 2015):
a) manter equipamentos e instalações operando o mais próximo possível das condições iniciais de seu proje-to e das instalações na empresa, o que consiste, tam-bém, em maximizar a eficiência do sistema produti-vo. Atrelada a isso está a melhoria dos equipamentos (modernização) associados à operação com custo re-duzido (SELLITTO; FACHINI, 2014), repercutindo no objetivo da área financeira. Em termos de custos, consiste em atingir o balanço entre os custos da não disponibilidade (associado à perda de produção) e os custos dos recursos da manutenção para assegurar a disponibilidade;

Introdução à manutenção industrial: conceitos e casos práticos
| 18 |
b) reduzir o tempo de parada e das falhas dos equipa-mentos para a manutenção preventiva periódica e zerar o tempo de parada por emergência e urgências, representando taxa zero em acidentes, perdas e defeitos, ao longo do ciclo de vida dos elementos produtivos;
c) manter a segurança industrial e pessoal para uma boa realização dos serviços, manter a limpeza, a ordem e a higiene, conforme as necessidades e exigências das normas e não causar danos ao meio ambiente;
d) manter um bom nível de consumo de energia para to-dos os equipamentos e instalações, como: energia elé-trica, vapor, ar comprimido, água e gases especiais.
e) garantir a máxima utilização e o aproveitamento dos recursos disponíveis, sejam eles internos ou exter-nos, por meio de boas práticas de planejamento e de registro histórico;
f) garantir a operacionalidade do sistema antes que os equipamentos venham a falhar (GRALL; BEREN-GUER; DIEULLE, 2002) com um pronto atendimen-to de manutenção centrada na confiabilidade, estu-dando as diversas formas de como um componente pode vir a falhar, visualizando ações a serem toma-das (BADÍA; BERRADE; CAMPOS, 2002). Assim, faz-se necessária a escolha das políticas de manu-tenção voltadas para a confiabilidade, mas que se-jam também ótimas do ponto de vista econômico.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 19 |
2.1 Papel da manutenção no sistema de qualidade da organização
A competitividade de uma organização depende de vá-rios subsistemas, que se interligam por meio de relações ex-tremamente fortes e interdependentes. Nesse sentido, a ma-nutenção é um elo das ações dos subsistemas de engenharia, suprimento, inspeção de equipamentos, entre outros, para atender o cliente interno, que é a operação. Conforme Sellitto e Fachini (2014), a implantação de um programa de gestão da manutenção possibilita maior desempenho e melhoria no sistema produtivo.
Em uma empresa excelente, cada um deve ter a visão do todo, e não somente da própria área, conforme ilustra a Figura 1.
Figura 1 – A empresa que não atingiu a excelência
Fonte: Kardec e Lafraia (2002, p. 30).

Introdução à manutenção industrial: conceitos e casos práticos
| 20 |
Uma grande variedade de instrumentos gerenciais tem sido colocada à disposição do profissional de manutenção: Círculos de Controle de Qualidade (CCQ), Total Productive Maintenance (TPM), Gestão pela Qualidade Total (GQT), Ter-ceirização, Reengenharia. Deve-se ter em mente que a sim-ples utilização desses instrumentos não é sinônima de bons resultados.
Conforme descrito por Pinto (2013), a manutenção pode intervir na conservação e na melhoria da qualidade de pro-dutos e serviços, procedendo à verificação periódica de fol-gas e tolerâncias nos mecanismos, calibração e controle de regulagem, uso de padrões de aferição e condições ambientais adequadas para uma boa operação e a conservação dos equi-pamentos.
2.2 A manutenção no organograma da empresa
Atualmente, a produção engloba a manutenção e a ope-ração, sendo que essas ocupam um mesmo nível hierárquico dentro de uma organização produtiva. De acordo com Viana (2002), a tendência no mercado é de que a manutenção ocupe um nível de gerência departamental, da mesma forma que a operação. O planejamento e controle da manutenção (PCM) é um órgão de suporte à manutenção, sendo ligado diretamen-te à gerência de departamento, como podemos visualizar na Figura 2.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 21 |
Figura 2 – Exemplo de organograma da organização
Gerência de Fábrica
GerênciaFinanceira
Gerência de Operação
Gerência de Manutenção
Gerência de Vendas
Gerência de Suprimentos
Engenharia de Manutenção Execução de Manutenção
PCM
Fonte: Viana (2002).
Conforme Tavares (2011), cada organização deve estru-turar o seu setor de manutenção de forma a atender aos re-quisitos do seu ramo de atuação. Lemos, Albernaz e Carvalho (2011) consideram que as particularidades nas estruturas or-ganizacionais e nos seus ativos levam a uma dispersão entre os serviços requeridos pela manutenção, assim, a solução ado-tada por uma organização não pode ser utilizada em outra.
Com relação às máquinas, a manutenabilidade deveria ser considerada no projeto ou na seleção do equipamento a ser comprado. Em geral, equipamentos específicos podem ser mais bem construídos na empresa em vez de serem compra-dos. Muitas empresas entendem que não é uma boa estratégia copiar a mesma tecnologia da concorrência, mas desenvolver sistemas de manufatura que produzam produtos melhores. Essa prática pode oferecer algumas vantagens, como as des-tacadas a seguir:

Introdução à manutenção industrial: conceitos e casos práticos
| 22 |
a) é flexível, permitindo trocas rápidas entre produtos existentes ou novos;
b) oferece condições de manutenção;c) é de fácil operação;d) os equipamentos são projetados para prevenir aci-
dentes;e) os equipamentos são projetados e desenvolvidos com
prioridade nos fatores do cliente interno.Com base em Branco Filho (2008) e Carriço (2016),
entre os diversos fatores que devem ser considerados para a decisão de criar uma equipe que cuide exclusivamente do planejamento e do controle de manutenção em uma empresa, citamos:
a) a organização e o porte da empresa; b) a aceitação da existência de uma seção de PCM; c) a necessidade de melhor acompanhamento das ativi-
dades de manutenção e o controle dos custos relacio-nados a ela;
d) a relação custo benefício entre as despesas de criação de PCM e as vantagens que esse trará.

3 Organização da manutenção
O papel da manutenção é efetuar reparos e consertos em máquinas, equipamentos e instalações, para que sejam man-tidos em condições satisfatórias para a sua atividade normal.
Dentro desse contexto, a manutenção planejada é aque-la organizada e realizada com controle e registro. A estratégia é aumentar o serviço de manutenção preventiva que está sen-do realizado, pois irá forçar a redução do número de quebras graves que podem ocorrer. Dessa forma, Branco Filho (2008) descreve que, para a organização da manutenção, é necessá-rio um documento em que se estabeleça, dentro do ambiente da empresa, como deverão ser organizadas as práticas da ma-nutenção, quais as estratégias a serem usadas, de acordo com a avaliação elaborada pelo setor de PCM.
Conforme Borges e Menegon (2009), a organização da manutenção consiste em um subsistema que está ligado à or-ganização do trabalho do pessoal da manutenção e ao geren-ciamento da produção, resultando em um trabalho coletivo.
Nas indústrias de montagem mecânica, considera-se que a maior parte das avarias repentinas pode ser corrigida em uma hora ou menos. Com um programa de manutenção produtiva planejada, o tempo necessário para corrigir essas falhas pode cair para a metade, ou menos, e reduzir de 10% a 20% o número total de avarias.

Introdução à manutenção industrial: conceitos e casos práticos
| 24 |
A equipe de manutenção pode ter horários alternados e flexíveis para executar as atividades regulares diárias de manutenção, pois muitas só podem ser realizadas quando as máquinas estão paradas. Durante três horas, por um pe-ríodo de dois ou três meses, o número de avarias deverá cair sensivelmente. Se essa flexibilidade não for implementada, o departamento de manutenção terá que trabalhar além do horário todos os dias, até que a equipe fique cansada demais para prosseguir com um programa satisfatório.
Conforme Tavares (2011), é importante evitar a super-posição de responsabilidades. As atividades devem ser super-visionadas e atribuídas a cada pessoa de forma clara, todo titular de cargo deve prestar conta pelos resultados obtidos, sendo importante saber a quem cada um deve se reportar.
De acordo com Takahashi e Osada (1993), Borges e Me-negon (2009) e Tavares (2011), alguns levantamentos devem ser feitos para planejar a organização da Manutenção Produ-tiva (MP), como:
a) características dos produtos: matéria-prima, produtos semiacabados, características físicas, quí-micas e econômicas dos produtos acabados, conside-rando a necessidade de material sobressalente;
b) modalidade de produção: processamento, fabri-cação e montagem, processamento contínuo, número de turnos;
c) características do equipamento: extensão da au-tomação e modernidade do equipamento, velocidade da depreciação estrutural e funcional, grau de depre-ciação, considerando que mudanças no ambiente ex-terno podem fazer os mecanismos atuarem de forma não planejada;

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 25 |
d) condições geográficas: condições do ambiente em-presarial, extensão da concentração ou dispersão. Dessa forma, também é importante nacionalizar o maior número de sobressalentes ou equipamentos possíveis, considerando menor custo e ótima perfor-mance;
e) tamanho da fábrica;f) composição e formação dos recursos humanos:
nível de conhecimento técnico, níveis de gerencia-mento, relações humanas. Baindridge (1983 apud BORGES; MENEGON, 2009) descreve que a contri-buição do operador humano é algo essencial, quanto mais avançado for o sistema de controle;
g) extensão da subcontratação: facilidade ou difi-culdade de uso da capacidade de subcontratação e sua economia;
h) gerenciamento do equipamento em linha com indústrias de processamento.
3.1 Codificação dos equipamentos
Para agilizar a rotina de manutenção, seja manual ou informatizada, é necessária a sistematização das informa-ções, mediante codificações que podem ser aplicadas para ca-racterizar:
a) centros de custo;b) código de despesa;c) grupos de trabalho;d) códigos dos equipamentos;e) tipos de atividades;f) tipos de causas;g) tipos de sintomas.

Introdução à manutenção industrial: conceitos e casos práticos
| 26 |
A identificação das áreas operacionais e de seus equipa-mentos possibilita controles setorizados bem como a atuação organizada da manutenção, extraindo informações específi-cas para cada código, como número de quebras, custos, etc.
A codificação de equipamentos possibilita individualizá--lo para receber manutenção e acompanhamento de sua vida útil e para acompanhar o seu histórico de quebras, interven-ções, custos, entre outros (VIANA, 2002; QUEIROZ, 2015). Deve-se definir um padrão, que, conforme o exemplo, pode ser composto de três letras, um hífen e quatro algarismos: TOR-0001: Torno 01; DOB-0002: Dobradeira 02. A estrutura do có-digo obedece a um critério hierárquico: pela unidade fabril, pelo tipo de equipamento e, por último, pelos componentes (QUEIROZ, 2015).
Outro meio utilizado para a identificação consiste no uso da palavra inglesa tag, que significa etiqueta de identificação, e do termo tagueamento, que, nas indústrias de transforma-ção, representa a identificação da localização das áreas opera-cionais e de seus equipamentos, conforme descrito por Viana (2002) e Queiroz (2015), sendo necessário para a localização devido à necessidade dos controles setorizados bem como da atuação organizada da manutenção, consistindo na base da organização da manutenção assim como do mapeamento da unidade fabril.
Essa etiqueta precisa ser resistente a altas temperatu-ras e à utilização de qualquer produto químico de limpeza, com a finalidade de individualizar e identificar o equipamen-to, o que possibilita o acompanhamento de sua vida útil, do seu histórico de quebras, custos, entre outros aspectos.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 27 |
3.2 Arquivamento de desenhos e catálogos
Ao longo da vida de uma fábrica, ocorrem várias mudan-ças no que se refere a seus equipamentos, desde alterações realizadas pelo operador até aquelas que visam aumentar a velocidade de produção. Muitas alterações são precedidas de um projeto e expressas em desenhos, que podem ser via desenho assistido por computador (DAC) ou CAD (do inglês: computer aided design). A atualização das características das máquinas é de fundamental importância para futuros estu-dos técnicos, tanto para fins de serviços internos como para trabalhos feitos por terceiros. Também é importante criar um arquivo atualizado com catálogos do mercado fornecedor.
Um projeto realizado pela equipe interna da empresa deverá seguir procedimentos que definam as fases de: elabo-ração, verificação, aprovação e liberação para produção.
3.3 A ordem de manutenção
A ordem de manutenção (OM) é a instrução escrita, en-viada via documento eletrônico ou papel, que define um tra-balho a ser executado pela manutenção. É a base da ação do homem da manutenção e pode, também, ser denominada de ordem de serviço (OS), sendo importante para a organização do sistema de manutenção (QUEIROZ, 2015). Com ela, é pos-sível criar um histórico de cada equipamento, registrando as tarefas que devem ser executadas pelos técnicos de manuten-ção, sejam de manutenção preventiva e corretiva, sejam de modificações em máquinas.

Introdução à manutenção industrial: conceitos e casos práticos
| 28 |
Conforme Viana (2002), a OM terá um ciclo de vida e passará por várias fases, desde o nascimento até seu encerra-mento, podendo ser encontrada nos seguintes estados:
a) não iniciada: o primeiro estado da ordem inicia no ato da sua abertura, e ela ficará aguardando uma data para execução;
b) programada: momento em que uma ordem é pro-gramada, ou seja, é definida a data para sua execu-ção;
c) iniciada: a ordem que já foi programada pelo menos uma vez e que tenha recebido algum tipo de apon-tamento, mas que ainda possua alguma pendência para sua execução;
d) suspensa: quando a ordem requer alguma ação ex-terna para a sua execução, pode ser suspendida até tal ação ser tomada;
e) encerrada: quando a execução do trabalho for com-pletada com sucesso, sem nenhuma pendência e com todos os seus apontamentos.
Queiroz (2015) descreve que existem problemas no en-tendimento e na regularidade da execução de manutenção, pois muitos ainda possuem a cultura de atuar na situação emergencial, sem o hábito do registro correto de como foi re-alizada a intervenção, por isso são necessários treinamentos adequados.
3.4 Elaboração dos planos de manutenção
O plano de manutenção pode ser uma lista ou matriz que especifique várias necessidades para cada máquina. Os manuais do fabricante são evidências de que os requisitos

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 29 |
de manutenção preventiva são definidos. Conforme Viana (2002), os planos de manutenção são o conjunto de informa-ções necessárias para a orientação perfeita da atividade de manutenção preventiva, que representam, na prática, o de-talhamento da estratégia de manutenção adotada por uma empresa, na sua disposição, no tempo e no espaço, e a quali-dade das suas instruções determinam o tratamento dado pelo organismo mantenedor para com sua ação preventiva.
Ainda segundo Viana (2002), os planos podem ser dividi-dos em categorias, de maneira a dar uma maior eficiência às ações de detecção de falhas e defeitos, antecipar intervenções mantenedoras antes da quebra e, por conseguinte, garantir a alocação de todos os recursos necessários para execução dos serviços, visando aumentar a produtividade da manutenção.
Os planos de manutenção podem ser divididos em cinco categorias:
a) plano de inspeções visuais: por meio das obser-vações das características dos equipamentos, como ruído, temperatura, condições de conservação e vi-brações, são realizadas verificações periodicamente, com rotas de inspeção e mapeamento dos equipa-mentos de uma seção. As informações das rotas po-dem gerar OMs via inspeção de campo;
b) roteiros de lubrificação: a lubrificação em uma planta industrial assume um papel de suma impor-tância, devido à sua necessidade para a conservação de elementos mecânicos. Ela tem como objetivo re-duzir o atrito entre superfícies ajustadas entre si, evitando desgastes e temperaturas indesejáveis de trabalho. Os roteiros de lubrificação aglutinarão um conjunto de equipamentos, primeiro, por sua locali-zação na planta (tag), segundo, por tipo de lubrifi-

Introdução à manutenção industrial: conceitos e casos práticos
| 30 |
cante a ser aplicado e, terceiro, pelo método de apli-cação. Os roteiros de lubrificação podem ser feitos na rota de inspeção e na inspeção diária do operador, sendo uma tarefa constante nas atividades da ma-nutenção autônoma;
c) manutenção de troca de itens de desgaste: o planejamento deve ater-se a esse tipo de manuten-ção, dando encaminhamento da forma mais simples possível. Primeiro, deve-se ter ciência de quais são e onde estão os itens de desgaste, depois, deve-se de-terminar a periodicidade de troca, que coincidirá com a vida útil de cada um, dessa forma, teremos planos de manutenção que gerarão OMs de simples troca, sem a necessidade da avaliação do componente;
d) plano preventivo: consiste em um conjunto de atividades, regularmente executadas, com o objeti-vo de manter o equipamento em seu melhor estado operacional. Objetiva-se conhecer o equipamento e identificar possíveis pontos de falhas futuras, que deverão ser bloqueadas com uma ação preventiva. Esse estudo dará informações dos procedimentos de desmontagem e montagem, ajustes a serem feitos com suas devidas especificações. De posse dessas in-formações, que estarão contidas na OM gerada pelo plano, o mantenedor terá a noção correta de como proceder na sua intervenção;
e) plano preditivo: é uma proposta de monitorar a maquinaria, avaliando sintomas e anormalidades. As coletas e as avaliações preditivas devem gerar medidas corretivas. Também pode ser denominado de monitoramento de características dos equi-pamentos, em que a análise das características de

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 31 |
fábrica do equipamento nas especificações do manu-al permite verificar informações de itens que neces-sitam de troca.
Conforme Queiroz (2015), as intervenções de manuten-ção precisam ser realizadas de igual forma em todas as linhas de produção, destinando-se um dia específico semanal por li-nha, a qual ficará parada por um turno completo, realizando todas as paradas programadas e preventivas com a progra-mação e a sincronização prévias das atividades. O calendá-rio da Figura 3 reflete um plano de paradas preventivas das linhas de produção.
Figura 3 – Calendário de planejamento de paradas programadas
Mês janeiro Semana 1 Semana 2 Semana 3 Semana 4
Linha 1 X
Linha 2 X
Linha 3 X
Linha 4 X
Linha 5 X
Linha 6 X
Envernizadora X
Impressora Bicolor X
Mês janeiro Corretivas Programadas Preventivas Total
Linha 1 15 6 1 22
Linha 2 9 3 1 13
Linha 3 12 5 1 18
Linha 4 5 2 0 7
Linha 5 8 4 1 13
Linha 6 6 3 0 9
Envernizadora 7 3 1 11
Impressora Bicolor 8 4 1 13
Fonte: Queiroz (2015, p. 11).

Introdução à manutenção industrial: conceitos e casos práticos
| 32 |
3.5 Dados para o planejamento da manutenção
O planejamento deverá possuir, vinculado a cada equi-pamento, um arquivo com suas características técnicas: espe-cificações, desenhos, etc., a fim de acelerar, assim, processos de compra, substituição de fornecedores, melhoria no proces-so, similaridades, entre outros procedimentos.
Torna-se necessário levantar e cadastrar as caracte-rísticas de cada um dos equipamentos da planta. A reunião de equipamentos com características comuns visa facilitar a busca de informações técnicas, em especial, no que se refere à similaridade de equipamentos, que podem ser usados em situações de emergência.
As informações referentes aos serviços de manutenção são de grande importância no gerenciamento de um proces-so produtivo, podendo acompanhar toda a trajetória de um equipamento. O banco de dados pode conter: código do equi-pamento, data, peça, causa, sintoma e intervenção. A seguir, são listados alguns exemplos:
a) sintoma: baixo rendimento, queimado, sem veloci-dade, vazamento;
b) causa: folga entre componentes, fora do especifica-do, fissura;
c) intervenção: ajustado, limpeza, lubrificado, substi-tuído;
d) origem: o ponto de partida dos trabalhos de manu-tenção;
e) planejamento: a preparação das atividades dentro de cada trabalho, visando a um conjunto coordenado de ações para que os objetivos sejam atingidos;

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 33 |
f) programação: o plano de trabalho precisa ser bem definido (CARRIÇO, 2016; GRALL; BERENGUER; DIEULLE, 2002), para que seja possível de ser reali-zado em um período de tempo preestabelecido e para que aconteçam inspeções em intervalos de tempo re-gulares;
g) execução: encerramento efetivo do trabalho;h) informação: é a coleta de dados para controle, que
consiste na fiscalização das atividades das pessoas e do departamento, para que não se desvie das nor-mas. Há também, nessa etapa, a possibilidade de correções, caso haja eventual desvio (CARRIÇO, 2016);
i) processamento: análise e gerenciamento de dados.Na Figura 4, apresentam-se as partes que compõem o
planejamento e a programação da manutenção.
Figura 4 – Planejamento e programação
PLANEJAMENTO PROGRAMAÇÃO
PROCESSAMENTO DE DADOS
COLETA DE INFORMAÇÕES
ORIGEM
EXECUÇÃO
Fonte: Astrein (2003).
Dos trabalhos planejados, apenas 60% retornam como executados, mas somente 50% desses foram efetivamente executados, ou seja, 30% dos trabalhos planejados foram exe-cutados.

Introdução à manutenção industrial: conceitos e casos práticos
| 34 |
O planejamento da manutenção tem como uma de suas atividades o orçamento, no qual são levantados os custos previstos para mão de obra, materiais, ferramentas e equi-pamentos necessários à execução dos serviços. O orçamento pode ser levantado em vários casos, como quando existe o ris-co de determinado serviço extrapolar os custos de manuten-ção, para propor reformas ou melhorias em equipamentos ou até para comprovar que o retorno do investimento não será satisfatório, confrontando-o com benefícios, aumento da pro-dutividade, qualidade, segurança, consumo de energia, etc.
Conforme Pinto (2013), o trabalho da manutenção pode se tornar improdutivo caso não seja bem planejado e contro-lado, de tal modo que poderá resultar em: deslocamentos des-necessários de pessoal, estresse desnecessário, procura por materiais e ferramentas perdidos, falta de documentação téc-nica, dificuldade de atribuição do trabalho ao pessoal, perdas desnecessárias na produção e indisponibilidade da produção para parar o equipamento para a manutenção, gerando con-flito entre as partes.
3.6 Fatores para definição das estratégias de manutenção
A determinação das estratégias de manutenção a serem aplicadas no processo produtivo e em seus subprocessos é a base da política de manutenção, que envolve a forma de fazer intervenções nas máquinas, as ferramentas organizacionais, as técnicas de planejamento, a formação de pessoal, os índices de qualidade e o sistema de gerenciamento.
Na definição das estratégias de manutenção, é preciso levar em consideração alguns fatores:

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 35 |
a) recomendações do fabricante: verificar o projeto do equipamento;
b) segurança do trabalho e meio ambiente: as exi-gências legais para o manuseio de equipamentos de-vem ser observadas, assim como sua interação com o meio ambiente. Conforme Motta e Colosimo (2002), uma operação desnecessária pode danificar o equi-pamento e comprometer a segurança do operador. Assim, Pinto (2013) descreve que é importante redu-zir os riscos de acidentes e melhorar a segurança e a qualidade na operação dos equipamentos.
c) características do equipamento: tipos de falhas e seu tempo médio, características dos reparos, tem-pos de reparo e de produção afetada;
d) fator econômico: o custo de manutenção é com-posto pelos custos de: recursos humanos, material, interferência na produção e perdas no processo. Conforme Pinto (2013), exemplos de objetivos econô-micos podem ser: aumento da qualidade do serviço prestado, redução de custos, redução das penaliza-ções por não realização das tarefas e melhoria na efi-ciência global.
Após a análise desses fatores, será escolhida uma opção, ou mais, das estratégias de manutenção para tratar a falha:
a) simples corretiva: efetuar a troca depois da pane;b) preventiva periódica: evitar a parada indesejável
da produção;c) ação preditiva: acompanhamento da condição dos
instrumentos de produção, usando o componente em toda a sua vida útil possível.
Sem a manutenção produtiva integrada, os seguintes custos podem ser gerados:
Introdução à manutenção industrial: conceitos e casos práticos
| 36 |
a) perder tempo da produção devido a quebras de equi-pamentos não programadas;
b) variação na qualidade dos produtos devido à deterio-ração do desempenho das máquinas;
c) redução da vida útil do equipamento;d) acidentes relacionados com segurança;e) conserto em equipamentos importantes e perda de
tempo de produção.A operação da fábrica se reduz ao menor custo possível
quando ocorre a máxima utilização do maquinário disponível. A confiabilidade da maquinaria é definida a partir dos perío-dos de tempo entre as falhas, mas essa variará de acordo com o nível de produção da máquina.
Há diversos métodos alternativos para assegurar que as máquinas e a fábrica operem ao menor custo total, eles incluem:
1) uso da capacidade adicional: quando existe uma programação apertada e os atrasos de produção são duramente punidos, efetua-se a manutenção de um grande estoque em processo, para que, se uma parte do processo falhar, as partes seguintes possam ope-rar por algum tempo com o estoque;
2) uso da capacidade adicional: como meio do uso do rodízio do maquinário e dispensa das máquinas para exame e reparos periódicos. Se uma máquina de uma linha de produção quebrar, é frequentemente possível colocar a produção numa máquina similar. O equipamento pode ser usado numa base alterna-tiva quando a revisão da manutenção é necessária. Isso concede uma considerável flexibilidade na capa-cidade produtiva de toda a instalação, em que:

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 37 |
a) existe a definição de um esquema planeja-do de manutenção: que implica a verificação de todos os meios de reparar e inspecionar o maqui-nário para que a máquina tenha, em longo prazo, o mínimo de tempo parado em virtude de quebra. Conforme Motta e Colosimo (2002), é importante observar que a operação do equipamento também seja realizada de forma adequada;
b) existe a disposição do processo de fabrica-ção: de modo que a quebra de um equipamento possa ser parcialmente compensada pelo aumen-to de produção de outros itens similares.
Também, uma das aplicações em manutenção é o estudo do método, em que se efetua:
a) análise e desenvolvimento de métodos de melho-rias pela utilização de diferentes sequências de atividades, ferramentas e dispositivos especiais e eliminação de atividades desnecessárias;
b) modificações de projeto para eliminar repetições de falhas;
c) comparação de especificações de trabalho para máquinas novas e já existentes;
d) estudo dos custos-chaves que causam a maior parte do custo total de manutenção.
3.7 Gerenciamento da manutenção produtiva
De acordo com Takahashi e Osada (1993), Grall, Beren-guer e Dieulle (2002), Motta e Colosimo (2002), os objetivos das atividades de produção são expressos em termos de: me-lhoria da produtividade (P), garantia da qualidade (Q), redu-

Introdução à manutenção industrial: conceitos e casos práticos
| 38 |
ção de custos (C), cumprimento da data de entrega (E), segu-rança e proteção ambiental (SPA) e aumento da motivação dos funcionários (M). As atividades de manutenção produtiva são realizadas para que esses objetivos sejam alcançados.
Conforme Costa Junior (2012), gerenciar a manutenção traz alguns benefícios para a organização, entre os quais: o aumento da segurança, a melhoria da qualidade, o aumen-to da confiabilidade e a redução de custos. Entretanto para promover as atividades de manutenção produtiva, o depar-tamento de manutenção deve, primeiramente, melhorar sua eficiência e seu nível de conhecimento técnico. Dessa forma, Takahashi e Osada (1993) descrevem as principais etapas, definidas como:
a) primeira tarefa: destinada à presteza e à versatili-dade, que são as características mais necessárias ao departamento de manutenção, englobando desde o controle dos equipamentos, até as instalações e fer-ramentas utilizadas pela manutenção;
b) segunda tarefa: aumentar o nível de conhecimento técnico, por meio da análise dos aspectos relativos à engenharia. A fim de realizar a manutenção com um alto nível de conhecimento técnico, deve-se melhorar o método de análise de falhas e, subsequentemen-te, a confiabilidade e a manutenibilidade do equi-pamento. Registros são muito importantes nesta etapa. Conforme Pinto (2013), também consiste em controlar a disponibilidade dos recursos humanos e a sua distribuição pelas diversas áreas de trabalho;
c) terceira tarefa: aumentar o nível das técnicas e do pessoal de manutenção, inclusive as aptidões de cada membro da equipe de manutenção, que se de-para com uma engenharia e uma tecnologia cada vez

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 39 |
mais complexas e sofisticadas. Queiroz (2015) des-creve que as pessoas são a base do gerenciamento da manutenção em qualquer empresa, para tanto, a ca-pacitação desempenha uma função vital para que o indivíduo consiga desempenhar bem as suas tarefas, proporcionando crescimento intelectual e de autoes-tima, que se traduzem em motivação;
d) quarta tarefa: reduzir os custos de manutenção (GRALL; BERENGUER; DIEULLE, 2002). Atual-mente, com exceção das indústrias de equipamentos de grande porte e de processamento que dependem de máquinas, não se está dando atenção suficiente aos custos de manutenção. Contudo, o nível absolu-to de custos de manutenção continua alto. Existe, claramente, a necessidade de fragmentar os custos de manutenção, de acordo com os objetivos, e de au-mentar o nível de conhecimento gerencial ao orçar os custos de manutenção.

4 Tipos de manutenção em máquinas e equipamentos
Segundo Kardec e Nascif (2009), as técnicas de manu-tenção podem ser classificadas em:
a) corretiva não planejada;b) corretiva planejada;c) preventiva, incluindo-se a manutenção autônoma,
que possui grande ênfase nos programas de manu-tenção produtiva total;
d) preditiva;e) detectiva; f) engenharia de manutenção.De acordo com Pereira (2009), as técnicas de manuten-
ção fazem parte do processo de gestão da manutenção. Para Kardec e Nascif (2000), a gestão estratégica da manutenção é possível e determinada pelo uso de metodologias ou concep-ções,1 como:
a) manutenção produtiva total;2 b) manutenção centrada em confiabilidade;3 c) manutenção baseada em confiabilidade.4
1 Metodologia se refere ao emprego de facilidades para definir as demandas de manutenção e concepção e o objetivo principal da função manutenção.
2 Total productive maintenance (TPM).3 Reliability centered maintenance (RCM).4 Reliability based maintenance (RBM).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 41 |
A gestão estratégica da manutenção evoluiu a partir da manutenção corretiva não planejada para a engenharia de ma-nutenção. Nesse processo, há duas mudanças de paradigmas:
a) quando se migra da manutenção preventiva para a preditiva: ao invés de parar o equipamento funda-mentando-se apenas no tempo, ele é mantido ope-rando até um limite preestabelecido por parâmetros técnicos acompanhados (por exemplo: vibração, tem-peratura), compatibilizando a necessidade de inter-venção com a produção;
b) quando se passa da manutenção preditiva para a en-genharia de manutenção: o objetivo, nessa situação, é ter os equipamentos disponíveis para o atendimen-to da demanda de mercado que a empresa atende.
Todas essas melhorias sempre são acompanhadas pela otimização de custos. A distribuição da aplicação de recursos para os tipos de manutenção no Brasil pode ser vista na Fi-gura 5.
Figura 5 – Distribuição dos recursos em manutenção
Outros
100,00%
80,00%
60,00%
40,00%
20,00%
0,00%Anos
Hh (serviços de manutenção) / Hh (total de trabalho)
2011
2009
2007
2005
2003
2001
1999
1997
1995
Manutenção Preditiva
Aplicação dos Recursos na Manutenção (%)
Manutenção PreventivaManutenção Corretiva
Fonte: adaptado do Documento Nacional da Manutenção 2011 (ASSOCIAÇÃO BRASILEIRA DE MANUTENÇÃO, 2011).

Introdução à manutenção industrial: conceitos e casos práticos
| 42 |
De acordo com os dados mundiais da década de 1990, as práticas normais de manutenção e as práticas-modelo mos-tram uma mudança na aplicação dos tipos de manutenção, conforme mostra a Figura 6.
Figura 6 – Relação entre práticas de manutenção
Normal
Relação entre Prática de ManutençãoPráticas Normais x Práticas modelo
Tipo de ManutençãoCorretiva Preventiva Preditiva
Modelo
70%
60%
50%
40%
30%
20%
10%
0%
Fonte: adaptado de Kardec e Lafraia (2002, p. 29).
4.1 Manutenção corretiva
“Manutenção corretiva é o trabalho de restaurar um equipamento para um padrão aceitável” (HARDING, 1992, p. 112), ou seja, trata-se da “manutenção improvisada que funciona para reparos e consertos inesperados e de emergên-cia” (CHIAVENATO, 1991, p. 77). Esse tipo de manutenção atende a máquinas que param subitamente e causam trans-tornos na produção. A preocupação é recolocar o maquinário em funcionamento.
A manutenção corretiva também é definida, pela NBR 5462 (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1994), como aquela que é efetuada após a ocorrência de uma

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 43 |
falha, destinada a colocar um item em condições de executar uma função requerida.
Segundo Viana (2002), a manutenção corretiva é a inter-venção necessária, feita de forma imediata, para evitar gra-ves consequências aos equipamentos de produção, à seguran-ça do trabalhador ou ao meio ambiente. Ela se configura em uma intervenção aleatória, sem definições anteriores, sendo mais conhecida no ambiente fabril pela expressão: “apagar incêndios”.
A utilização apenas de manutenção corretiva dentro de indústrias leva a uma contínua e lenta degradação das má-quinas e das instalações, em que poderão ocorrer perdas de produção, risco à integridade das instalações, degradação do meio ambiente e, ainda, riscos à vida humana. Internamente, o ambiente é tenso, as pessoas trabalham preocupadas com o próximo problema e, muitas vezes, fazem improvisações. Assim, os acidentes ocorrem com mais frequência e em ní-veis mais elevados, levando a uma maior perda do produto, de modo que a matéria-prima não tem uma boa utilização (BRANCO FILHO, 2008).
A manutenção corretiva seria usada onde é mais bara-to reparar depois de a falha ocorrer, em vez de usar progra-mas de inspeção e de revisão periódicas. O uso exclusivo da manutenção corretiva é consequência do desconhecimento de melhores técnicas de gerenciamento e administração da ma-nutenção (BRANCO FILHO, 2008).
Viana (2002) destaca que quanto melhor a manutenção preventiva, menor será a manutenção corretiva. Quando a manutenção corretiva estiver sendo muito solicitada, deve-se analisar o esquema de manutenção preventiva, a qual não está garantindo o funcionamento normal do maquinário.

Introdução à manutenção industrial: conceitos e casos práticos
| 44 |
4.2 Manutenção preventiva e trabalhos em equipe
A manutenção preventiva (MP) é “um trabalho destina-do à prevenção da quebra de um equipamento” (HARDING, 1992, p. 112) e, segundo Chiavenato (1991, p. 75), “é a manu-tenção programada previamente para evitar paradas inespe-radas de máquinas e equipamentos”, obedecendo a um crono-grama que pode envolver máquinas ou seções inteiras, para garantir a máxima utilização de todo o maquinário.
De acordo com Viana (2002), MP é todo serviço de ma-nutenção realizado em máquinas que não estejam em falha, apresentando condições operacionais ou sem defeito opera-cional, e consiste em executar uma série de trabalhos, como trocar peças, lubrificá-las ou limpá-las, entre outros, segundo uma programação preestabelecida.
A manutenção preventiva compreende o emprego de fi-chas de registros minuciosos sobre o uso feito de cada má-quina bem como cuidadosas análises capazes de determinar a necessidade e a frequência da MP, com os responsáveis as-sinando a ficha da máquina após cada manutenção. Deve-se verificar o funcionamento dos dispositivos mais importantes. Também são relevantes os dados sobre o tempo médio entre falhas, a fim de garantir a substituição de peças essenciais, antes que falhem.
O conceito de manutenção preventiva integrada (BLA-CK, 1998), em que os trabalhadores tornam-se mais infor-mados acerca do comportamento dos seus equipamentos e de seus problemas de rotina, inclui a manutenção de máquinas--ferramentas, dispositivos de fixação, ferramentas de corte e outros. A responsabilidade pela manutenção preventiva é transferida do departamento de manutenção para os opera-

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 45 |
dores. Apoia-se a ideia de preparar os trabalhadores para que examinem suas máquinas e apliquem um regime simples de manutenção preventiva, logo no início da jornada. A concen-tração na prevenção é um efeito demorado, mas cumulativo, que traz benefícios intangíveis, assim como maior segurança, conservação do equipamento, confiabilidade de entrega e me-lhor qualidade do produto.
Habitualmente, os manuais de instalação e operação que acompanham os equipamentos indicam a periodicidade com que determinados trabalhos devem ser feitos, fornecendo instruções sobre como realizar a manutenção preventiva.
Com base em Martins e Laugeni (2005), a seguir, citam--se algumas vantagens da manutenção preventiva:
a) aumentar a vida útil dos equipamentos;b) reduzir custos, mesmo em curto prazo;c) diminuir as interrupções do fluxo produtivo; d) criar uma mentalidade preventiva na empresa; e) programar os horários mais convenientes;f) melhorar a qualidade dos produtos, por manter con-
dições operacionais dos equipamentos.Um apontamento feito por Branco Filho (2008) diz que,
muitas vezes, o fabricante, ao propor rotinas de manutenção preventiva sistemática, nem sempre considera a carga de trabalho do equipamento, as características do local onde ele está instalado e as interações com outros equipamentos ou sistemas. Às vezes, a carga de trabalho é maior que a espe-rada para o setor das máquinas. Para evitar paralisações das linhas de produção, é importante não sobrecarregar os equi-pamentos nem colocá-los em risco.
Ainda, Viana (2002) ressalta que a manutenção preven-tiva melhora a condição e os métodos de trabalho. A partir do momento em que se repete a intervenção em um equipamen-

Introdução à manutenção industrial: conceitos e casos práticos
| 46 |
to, a visualização de seus pontos se torna mais nítida a cada ação preventiva, fazendo com que os métodos sejam atualiza-dos constantemente.
Atualmente, algumas organizações com muitos talentos individuais conseguem resultados inferiores a outras com me-nos talentos individuais e mais espírito de equipe (Figura 7).
Figura 7 – Espírito de equipe: “Um por todos e todos por um!”
Fonte: http://portallubes.com.br/2017/03/manutencao-e-facilities/
Muitas empresas ainda não conseguiram que a manu-tenção e a operação dos equipamentos formem um verdadei-ro time na busca de soluções para a organização, conforme ilustra a Figura 7. O espírito de equipe é um fator determi-nante para o sucesso da manutenção. Desenvolver o espírito de equipe nas organizações envolve educação, treinamentos, visitas a empresas de alta competitividade, mudança compor-

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 47 |
tamental e implementação desta nova cultura. A organiza-ção deve criar mecanismos que favoreçam a formação destas equipes.
4.3 Manutenção preditiva
Conforme Viana (2002), a manutenção preditiva cons-titui-se de tarefas de manutenção preventiva que tendem a acompanhar a máquina ou as suas peças por monitoramento e tentam estabelecer a proximidade da ocorrência da falha. Além disso, visa utilizar o componente até o máximo de sua vida útil e determina o tempo correto para intervenção da manutenção.
Também chamada de previsiva, esse tipo de manuten-ção tem por objetivo executar manutenção preventiva nos equipamentos, no ponto exato em que eles interferem na confiabilidade do sistema. Procura-se determinar este ponto ótimo de execução de manutenção preventiva por meio de cál-culos sofisticados, de forma que o serviço não seja feito nem antes, quando o equipamento ainda estaria com bom funcio-namento, e nem depois, quando a confiabilidade do sistema já estaria comprometido.
Existem dois caminhos para a aplicação do controle pre-ditivo, que podem ser utilizados separadamente ou em con-junto:
a) análise estatística: quando existe um grande núme-ro de equipamentos iguais, trabalhando sob as mes-mas condições;
b) análise por sintoma: quando os equipamentos apre-sentam características particulares de fabricação ou instalação, ou quando a empresa possui poucos equi-pamentos com as mesmas características.

Introdução à manutenção industrial: conceitos e casos práticos
| 48 |
As quatro técnicas mais utilizadas nas análises são: en-saios de ultrassom, análise de vibrações mecânicas, análise de óleos lubrificantes e termografia.
A manutenção preditiva está incluída nas atividades de manutenção preventiva. Essa manutenção objetiva, ainda, evitar a deterioração do equipamento, com base em medidas econômicas de diagnóstico. Conforme Branco Filho (2008), o monitoramento e os procedimentos de manutenção determi-nados em consequência dos registros são formas mais eficien-tes e mais baratas de estratégia de manutenção em unidades industriais em que o custo da falha é grande. As providências determinadas em consequência de uma inspeção ou monito-ração preditiva serão ordens de serviço de manutenção predi-tiva ou, se a falha já estiver instalada, corretiva.
4.4 Manutenção autônoma
Para Viana (2002), no momento em que há um planeja-mento para realização de serviços por parte dos operadores, tem-se uma atividade mantenedora presente e efetiva no or-ganismo produtivo, que influencia a política de manutenção adotada por uma empresa. Nesses casos, “[...] os trabalhado-res também são responsáveis pela maioria das manutenções de rotina das máquinas-ferramentas. O departamento de manutenção ainda faz as principais revisões das máquinas e tem o papel principal no caso de uma quebra maior” (BLACK, 1998, p. 176). Black (1998) expressa que a MPT incorpora a ideia de que o operador é responsável pela máquina existente na célula. Isso encoraja o operador a assumir a responsabili-dade pela manutenção, tornando o indivíduo mais sensível à manutenção que as máquinas possam requerer.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 49 |
Visto que a quebra da máquina se reflete no desempe-nho do operador, esse deve ser treinado para observar seu equipamento. Dessa forma, pensando em profissionais de primeira linha, como pilotos de automóveis, músicos ou até mesmo chefes de cozinha, percebe-se que eles utilizam seus equipamentos, carros, instrumentos musicais ou utensílios de cozinha, para alcançar a perfeição em seu trabalho. Preo-cupam-se profundamente com o estado de seus equipamentos e ferramentas, mantendo-os em perfeitas condições, e estão sempre atentos, ao estado do motor, ao afinamento dos ins-trumentos ou ao afiamento das facas. Raramente confiam em outros especialistas para verificar ou regular suas ferramen-tas. É esse o objetivo da manutenção autônoma, mostrar aos operadores que, para executar um excelente trabalho, preci-sam cuidar de seus equipamentos e ferramentas e conservá--los, bem como manter suas habilidades em perfeitas condi-ções (TAKAHASHI; OSADA, 1993).
O primeiro passo para a conscientização desse processo é liberar os operadores dos obstáculos e das limitações rela-cionadas ao conhecimento técnico. É responsabilidade do de-partamento de manutenção treinar e estimular as habilida-des dos operadores de máquinas para que possam participar das atividades de manutenção com segurança. A equipe de produção, ao invés de reclamar que não há tempo disponível para as atividades rotineiras de manutenção, deverá buscar todas as oportunidades para realizá-las.
O principal obstáculo para a não obtenção do sucesso na manutenção autônoma é a falta de clareza do que precisa ser feito para manter o equipamento nas condições operacionais. Muitas vezes, as inspeções e os reparos são realizados sem o conhecimento adequado.

Introdução à manutenção industrial: conceitos e casos práticos
| 50 |
4.4.1 Fundamentos da manutenção autônoma
A manutenção autônoma consiste em desenvolver, nos operadores, o sentimento de propriedade e zelo pelos equipa-mentos e a habilidade de inspecionar e detectar problemas, realizando pequenos reparos, ajustes e regulagens. Isso se deve aos seguintes fatores:
a) aumento da quantidade de máquinas automatizadas e convívio com maior número de equipamentos;
b) aumento do desgaste e sujeira, gerando problemas e reclamações;
c) produção em pequenos lotes e mudanças de linhas, aumentando as perdas;
d) detecção de problemas em sua fase inicial. A atenção permanente só poderá ser dada pelo operador.
Entre os objetivos da MPT, destacam-se: treinar opera-dores para detectar falhas e capacitá-los para entender o fun-cionamento dos equipamentos para operá-los corretamente e mantê-los nas melhores condições.
Surge um resgate dos valores do operador, liberando tempo e energia para a manutenção praticar a “engenharia de manutenção”, ao invés do “combate a incêndios”. Conquis-ta-se, assim, a confiança e o talento do “chão de fábrica”. Exis-te forte ligação entre o pilar da melhoria individual, a educa-ção e o treinamento.
No programa 5S, que é a base para a MPT, as atividades são conduzidas por toda a empresa e visam melhorar o com-portamento das pessoas, trazendo resultados positivos ao am-biente de trabalho e aos equipamentos. Para Santos (2013), o programa deve ser implementado com o objetivo específico de melhorar as condições de trabalho e criar o “ambiente” da

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 51 |
qualidade. Dessa forma, tem-se o aumento do nível de cons-ciência dos colaboradores/operadores, a partir da mudança comportamental dos indivíduos. É um processo educativo que complementa e alicerça a implantação da MPT.
4.4.2 Preparativos e etapas para a implantação da manutenção autônoma
Com base em Tavares (1999), citam-se, a seguir, os prin-cipais preparativos para a implantação da manutenção autô-noma:
a) sensibilização: a decisão deve partir da direção da empresa, embora vários fatores, como equipamen-tos, tecnologia, layouts, clima organizacional e clien-tes, influenciem sua implantação na plenitude; é conduzida pelo órgão de produção com o apoio da manutenção e da engenharia; pode-se promover a participação da direção ou gerência em palestras, cursos e visitas a outras empresas que estejam im-plementando a MPT, desenvolver e circular artigos próprios ou de terceiros;
b) definição do gestor da MPT, do responsável pela ma-nutenção autônoma da empresa e criação do comitê para implantação de planos e treinamentos;
c) anúncio oficial pela direção da empresa;d) treinamento do gestor e de outras pessoas-chaves,
por meio de cursos, literaturas técnicas, visitas a empresas e apoio de consultorias;
e) trabalhos preliminares do gestor e do comitê: pode--se citar a criação de times de trabalho, como educa-ção e treinamento, divulgação, padronização e time técnico;

Introdução à manutenção industrial: conceitos e casos práticos
| 52 |
f) definição do piloto: iniciar a implantação em uma área ou em um equipamento-piloto, geralmente im-portante para a empresa;
g) treinamento da média gerência e de facilitadores para que repassem os conhecimentos;
h) palestras para operadores de manutenção para in-formar conceitos, objetivos e sensibilizá-los;
i) elaboração do plano de implantação que orienta o de-senvolvimento da manutenção autônoma em toda a empresa de forma coordenada, contendo o processo de implantação, as responsabilidades, a área-piloto, o sistema de acompanhamento e a previsão de des-pesas.
Após a definição de todos os preparativos, iniciam-se as três etapas de implantação, descritas a seguir.
1) Preparatória: realização do trabalho de base, como educação e treinamento; elaboração de formulários, padrões de inspeção, limpeza e lubrificação, etique-tas de identificação e sinalização; definição de sis-temáticas de auditorias, procurando comunicar sua evolução.
2) Implementação: consiste em sete etapas para a prática gradativa da manutenção autônoma, que são desenvolvidas no equipamento-piloto e estendidas para outros equipamentos e locais de trabalho com as devidas adequações. As etapas são: a) Etapa 1 – Limpeza inicial: descarte de materiais
desnecessários, estimulando uma análise crite-riosa em tudo que existe no ambiente de trabalho; identificação dos problemas, por meio de limpeza com postura de inspeção; encontrar trincas, fa-diga, corrosão e outros problemas, utilizando os

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 53 |
cinco sentidos; no início, o volume de anormali-dades é muito elevado; eliminação de problemas identificados.
b) Etapa 2 – Combate às causas dos problemas e tratamento diferenciado dos locais de difícil aces-so: atacar as fontes geradoras dos problemas mais frequentes e crônicos; é exigido o comprome-timento dos níveis superiores e é necessária uma resposta rápida aos problemas para não compro-meter o processo de implantação.
c) Etapa 3 – Elaboração dos padrões de limpeza e lubrificação: o ideal é que os procedimentos sejam desenvolvidos por quem vai usá-los, contando com o apoio técnico da manutenção e/ou da en-genharia. Os lubrificantes impedem a degenera-ção dos equipamentos e permitem a manutenção das condições básicas de operação, por isso, são necessários conhecimentos sobre lubrificação, sis-temas de lubrificação, lubrificantes e habilidades de inspeção e substituição. Podem ser efetuados controles visuais para os sistemas de lubrificação, mecânico, pneumático, hidráulico e elétrico.
d) Etapa 4 – Inspeção geral: são apresentadas as atividades que permitem o bloqueio dos desgastes e a recuperação das partes afetadas, ao mesmo tempo em que se busca a formação de operadores polivalentes, como conhecimento sobre o trabalho e equipamentos que operam. Três grandes ra-zões contribuem para o insucesso: desmotivação – quando os problemas crônicos não são devida-mente eliminados –, falta de tempo e de capacida-

Introdução à manutenção industrial: conceitos e casos práticos
| 54 |
de técnica – o operador recebe a atribuição, mas não recebe o treinamento.
e) Etapa 5 – Inspeção autônoma: são elaboradas fo-lhas de verificação (check-lists) para que o opera-dor monitore o equipamento, utilizando o conhe-cimento adquirido nos treinamentos.
f) Etapa 6 – Organização e ordem: o operador passa a preocupar-se com tudo que rodeia o equipamen-to, como bancadas, ferramentas manuais, dispo-sitivos, condições do piso, iluminação, layouts, instrumentos de medição, armários, arquivos, o que auxilia na redução das condições inseguras.
g) Etapa 7 – Consolidação da manutenção autôno-ma: propicia-se a revisão dos critérios até então adotados, por meio do autocontrole ou da autoa-valiação.
Deverá ser elaborado o calendário anual de manutenção e os padrões de serviço, que envolvem: inspeção, verificação, substituição e desmontagem. Manutenção e produção devem, juntas, revisar critérios e chegar a um ponto ideal.
3) Ampliação: pode ocorrer para os outros equipamen-tos, devido à experiência adquirida nas fases ante-riores sobre os equipamentos-piloto.
4.5 Manutenção produtiva total
A manutenção produtiva total (MPT) surgiu no Japão por volta de 1971 (XENOS, 1998), com o aperfeiçoamento de técnicas de manutenção preventiva e o sistema de produ-ção, a engenharia de confiabilidade, visando à falha zero dos equipamentos com defeito e perda zero nos produtos, sob o

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 55 |
conceito de manter e conservar o ritmo das melhorias, das mudanças e das transformações. Suas características são as seguintes:
a) engloba todo o ciclo de vida útil dos equipamentos;b) envolve a engenharia, a produção e a manutenção;c) congrega a participação de todos os níveis hierárqui-
cos da empresa;d) um processo motivacional na forma de trabalho em
equipe.Algumas empresas têm utilizado a palavra management
(gerenciamento) ao invés de manutenção, tendo-se, então, o total productive management (gerenciamento para a produ-tividade total ou gerenciamento produtivo total), visando à maximização do rendimento e à eliminação das perdas. No início, compreendia cinco pilares básicos (XENOS, 2010):
I – Melhorias individuais nos equipamentos;II – Manutenção autônoma, realizada pelos operadores;III – Manutenção planejada, estruturada pelo órgão
de manutenção;IV – Educação e treinamento, tanto para pessoas da
produção como da manutenção;V – Melhoria no projeto e no controle dos equipamen-
tos desde o projeto conceitual.Entretanto, a partir da década de 1990, o Japan Institu-
te Plant of Maintenance (JIPM) ampliou os alicerces da MPT e transformou-a em uma filosofia gerencial. Assim, foram adicionados mais três pilares:
VI – Manutenção da qualidade;VII – Melhorias administrativas;VIII – Segurança, saúde e meio ambiente.

Introdução à manutenção industrial: conceitos e casos práticos
| 56 |
Conforme Moraes (2004), desde seu surgimento, a MPT evoluiu ao longo de quatro gerações, conforme demonstra o Quadro 1.
Quadro 1 – As quatro gerações da MPT
1a geração1970
2a geração1980
3a geração1990
4a geração2000
Etratégia Máxima eficiência dos equipamentos Produção e TPM Gestão e TPM
Foco Equipamento Sistema de Produção
Sistema geral da Companhia
Perdas Perda por falha
Seis principais perdas nos
equipamentos
Dezesseis perdas (equipamentos, fatores humanos
e recursos na produção)
Vinte perdas (processos, inventário,
distribuição e compras)
Fonte: adaptado de Moraes (2004).
A quarta geração da MPT, que iniciou a partir de 1999, considera que o envolvimento de toda a organização na eli-minação das perdas, na redução dos custos e na maximiza-ção da eficiência ainda é limitado. Essa geração contempla uma visão estratégica de gerenciamento e o envolvimento de outros setores (comercial, de pesquisa e desenvolvimento de produtos, etc.) para eliminação das perdas de processos, in-ventários, distribuição e compras.
4.6 O relacionamento entre produção e manutenção
De acordo com Kardec e Ribeiro (2002), os frequentes atri-
tos entre as equipes de produção e manutenção são históricos e
não respeitam limites geográficos. Em todo o mundo, os proble-
mas são sempre os mesmos: a produção critica a manutenção

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 57 |
porque não oferece o equipamento em boas condições operacio-
nais e a manutenção “acusa” a produção por não saber operar os
equipamentos adequadamente, não cumprir os procedimentos,
não se preocupar com o estado físico dos equipamentos, só acio-
nar a equipe de manutenção quando o equipamento quebra ou
está em condições críticas de operação.
No passado, logo após a Revolução Industrial, a política de
manutenção adotada era a corretiva não programada, e as pes-
soas que a realizavam eram os próprios operadores, havendo um
forte vínculo entre o operador e o equipamento.
As técnicas de racionalização do trabalho desenvolvidas
por Taylor e Fayol, a manutenção preventiva após a Segunda
Guerra, o surgimento da manutenção preditiva nos Estados Uni-
dos na década de 1960 e a manutenção centrada em confiabili-
dade nos anos 1970 são fatores que estimularam o operador a
se preocupar apenas em produzir. Dessa forma, a manutenção
autônoma resgata o relacionamento do operador com o seu equi-
pamento.
Ainda segundo Kardec e Ribeiro (2002), a manutenção au-
tônoma consegue resgatar a sensibilidade do operador em rela-
ção ao equipamento que ele opera. No Quadro 2, são apresenta-
das as atividades das equipes de produção e de manutenção.

Introdução à manutenção industrial: conceitos e casos práticos
| 58 |
Quadro 2 – Atividades da produção e da manutençãoAtividades da produção Atividades da manutenção
Operar corretamente o equipamento, criando sistemas de prevenção de er-ros.
Verificar periodicamente o equipamento.
Fazer regulagens corretas no equipa-mento para prevenir defeitos.
Realizar testes e ensaios periódicos, veri-ficando tendências de desgastes.
Realizar atividades de limpeza, lubrifi-cação, aperto de porcas e parafusos.
Realizar serviços corretivos e preventivos.
Verificar sintomas de falhas logo no início e acionar equipe de manuten-ção o mais rápido possível.
Pesquisar e desenvolver novas tecnolo-gias de manutenção.
Manter o registro de intervenções fei-tas no equipamento para alimentar a manutenção com informações, bus-cando atividades preventivas.
Preparar manuais de procedimentos de manutenção.
Fazer inspeção diária. Implementar um sistema informatizado para manter registros de manutenção, da-tas de intervenções e resultados.
Fazer inspeções periódicas. Desenvolver e usar técnicas de análise de falhas e implementar medidas para preve-nir a recorrência de falhas graves.
Realizar pequenos reparos após o treinamento para tal.
Apoiar a equipe de engenharia no projeto e no desenvolvimento de equipamentos.
Relatar à manutenção, imediatamente e com precisão, as falhas e os proble-mas ocorridos.
Controlar sobressalentes, dispositivos, ferramentas e dados técnicos.
Realizar auditorias periodicamente. Desenvolver habilidades de inspeção e ajudar operadores a preparar procedi-mentos de inspeção.
Treinar operadores em técnicas de lubrifi-cação, padronizar tipos de lubrificantes e ajudar operadores a elaborar procedimen-tos para lubrificação autônoma.
Atuar rapidamente para eliminar deterio-ração, “defeitos invisíveis” e deficiências nas condições básicas do equipamento.
Apoiar tecnicamente os operadores nas atividades de melhoria.
Organizar atividades de rotina junto com os operadores.
Fonte: adaptado de Kardec e Ribeiro (2002).
5 Peças de reposição e almoxarifado
Além de uma alta qualidade de mão de obra e de fer-ramentas, é imprescindível um estoque otimizado de itens sobressalentes. O almoxarifado deve possuir quantidade e diversidade de materiais que não ponham em risco a produti-vidade. A formação do almoxarifado inicia na forma definida para a inclusão de um novo item, analisando: a) grau de risco do item; b) custo do material; c) tempo de vida útil; d) forne-cedor (interno ou externo); e) demanda da área, pelo consumo do item.
O item poderá ser classificado em: a) vital: materiais que param equipamentos estratégicos; b) semivital: mate-riais que garantem eficiência à planta; c) não vital; d) de risco extremo: materiais vitais de difícil aquisição. Além disso, o item também possui as características de: previsível, em apli-cação com antecedência de 90 dias, e imprevisível, quando não se sabe a época certa de sua aplicação.
A quantidade de cada item é definida após certo período de máquina rodando, por médias de consumo. O item para estoque pode ser requisitado por uma ordem de manuten-ção, devendo a peça estar no almoxarifado para realização do reparo. A forma de acondicionamento também é importante para se encontrar um item necessário em uma emergência,

Introdução à manutenção industrial: conceitos e casos práticos
| 60 |
em boas condições de uso. Devem ser adotados procedimentos de guarda de materiais observando condições de temperatu-ra, armários, estantes e forma de estocagem, com ou sem em-balagem.

6 Novos paradigmas referentes à manutenção
O gerenciamento estratégico da atividade de manuten-ção requer a formação de pessoas competentes em suas ati-vidades. A busca incessante pelo melhor resultado, evitando falhas no processo de manutenção, é o principal objetivo dos manutentores.
Em um passado não muito distante, o paradigma com-portamental era: “o homem da manutenção sente-se bem quando executa um bom reparo”. Entretanto, com o pensa-mento evolutivo oriundo das constantes melhorias realiza-das no processo de manutenção, tem-se um novo e moderno paradigma: “o homem de manutenção sente-se bem quando consegue evitar todas as falhas não previstas”. Contudo, é ne-cessário pensar mais no sentido de evitar que os problemas aconteçam e de intervir o menos possível.
Observando a Figura 8, verifica-se que o homem da ma-nutenção contemporâneo precisa usar muito a cabeça para evitar que os problemas aconteçam e intervir o menos possí-vel na planta.

Introdução à manutenção industrial: conceitos e casos práticos
| 62 |
Figura 8 – Homem da manutenção – passado e contemporâneo
Fonte: http://tutoriastbdownloads.blogspot.com.br/p/galeria.html
O trabalhador da área de manutenção está em constan-te evolução. O emprego de novas tecnologias nas indústrias de transformação tem exigido dos profissionais da área cons-tante aprimoramento. Conseguir que a conservação e a ope-ração formem uma equipe efetiva na busca de soluções nas organizações constitui um desafio para os colaboradores da área.
Já não é satisfatório apenas o conhecimento técnico para o atendimento das demandas da manutenção, pois novas tec-nologias exigem o desenvolvimento de novas habilidades. Trabalho em equipe, busca por resultados melhores e atendi-mento de requisitos qualitativos e quantitativos exigem mu-danças comportamentais. O fator humano na organização, hoje, é visto como uma vantagem competitiva. A iniciativa, a colaboração, o empenho, a vontade, a motivação, a disciplina, o comprometimento e a satisfação em realizar um bom traba-lho em equipe são alguns dos fatores necessários ao perfil dos colaboradores nas atividades de manutenção. É importante que o profissional, além de otimizar o custo da manutenção, tenha uma perspectiva de melhoria contínua no desenvolvi-mento de suas tarefas.

7 Casos práticos
7.1 Caso 1 – Análise da implantação do planejamento e controle da manutenção em uma indústria de lacticínio5
7.1.1 Introdução
A empresa de lacticínio atua no setor alimentício de de-rivados de leite, com um mix de produtos, como queijos, ri-cota, bebidas lácteas, creme de leite, requeijão e manteiga. Atualmente, são industrializados trinta e cinco mil litros de leite diariamente. Uma produção considerada grande e que necessita de dezesseis horas de trabalho em dois turnos, com vinte e cinco colaboradores envolvidos para ser beneficiada toda a produção.
Os problemas mais frequentes enfrentados pela empre-sa são as interrupções por quebra ou defeito de equipamen-tos, em geral, ocasionados por falta de manutenção preventi-
5 Trabalho de Conclusão de Curso realizado por Cristian Liell no Curso de Engenharia de Produção Mecânica, da Universidade de Passo Fundo (UPF), sob orientação do professor Nilo Alberto Scheidmandel e coorientação do professor Anderson Hoose.

Introdução à manutenção industrial: conceitos e casos práticos
| 64 |
va, já que, atualmente, depende da mão de obra de terceiros para realizar a manutenção, feita somente quando os equipa-mentos já estão danificados. Tendo em vista essas constantes interrupções no sistema produtivo do lacticínio, causadas por problemas com equipamentos e sendo que os produtos da em-presa são derivados lácteos, portanto perecíveis, considera-se que as interrupções geram um custo significativo no setor fi-nanceiro.
Dessa forma, propõe-se analisar a implantação do pla-nejamento e controle da manutenção (PCM) , com o objetivo de realizar um levantamento de dados focado nas reais para-das das máquinas e na constatação das causas dos defeitos de componentes, avaliando, com isso, uma possível implan-tação da manutenção preventiva, de forma que esta prática produza trabalhos e reparos confiáveis e no tempo adequado, usando a organização nos procedimentos de trabalho e um planejamento favorável, medido e avaliado por indicadores adequados à estrutura da empresa.
7.1.2 Problema
O avanço tecnológico tem proporcionado um ambiente altamente competitivo para as organizações empresariais. As máquinas e os equipamentos proporcionam um novo cenário para a indústria mundial, com mais produtividade e rentabi-lidade. No ramo alimentício, alguns fatores são fundamentais para a satisfação do cliente e para a solidez da empresa no mercado, como: o preço, a qualidade dos produtos, a capacida-de produtiva e o atendimento à demanda de produtos. Dessa forma, existe a necessidade de produzir mais e melhor, pro-gramando de forma correta a produção, atrelada à importân-cia de uma manutenção atuante, preventiva e planejada nos

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 65 |
equipamentos em funcionamento para um processo produtivo eficiente com qualidade e menos custos.
7.1.3 Justificativa
O processo produtivo da empresa conta com um gran-de número de equipamentos, que, regularmente, necessita de manutenção, sendo somente realizada quando há a veri-ficação de algum problema existente. A tarefa de realizar a manutenção é dos serviços terceirizados, porém, gera-se in-tervalo no processo produtivo até ser encontrada a solução do problema. Surge a necessidade de programar com antecedên-cia a manutenção durante os intervalos, para evitar a para-da na produção causada por problemas técnicos e mecânicos, programando de forma preventiva os reparos em horários que não prejudiquem o funcionamento das máquinas, principal-mente nos horários de maior produção.
7.1.4 Objetivo geral
Analisar a implantação da manutenção preventiva por meio do planejamento e controle da manutenção em uma in-dústria de lacticínio.
7.1.5 Objetivos específicos
a) Analisar o panorama atual das paradas do processo produtivo por problemas de falta de manutenção;
b) mapear as especificações dos equipamentos que ne-cessitam de manutenção;
c) avaliar a possível implantação do PCM na empresa.

Introdução à manutenção industrial: conceitos e casos práticos
| 66 |
7.1.6 Método do trabalho
7.1.6.1 Descrição do objeto em estudo
O trabalho estudou a possibilidade de implantação do planejamento e controle da manutenção em uma empresa de lacticínio, localizada no norte do estado do Rio Grande do Sul, que iniciou suas atividades no ano de 1995.
Tal empresa teve início com a aquisição de vacas leitei-ras que produziam uma quantidade razoável de leite. Com a produção de leite da empresa somada à produção de alguns produtores próximos, iniciou-se a fabricação de queijos, tendo como produção inicial 100 kg diários, que eram produzidos de forma artesanal, com o trabalho de apenas um funcionário, em uma pequena instalação construída com recursos próprios.
Acreditando que o setor de lácteos seria um bom negó-cio, aos poucos, a empresa foi ampliando sua fábrica e adqui-riu máquinas e equipamentos necessários para a produção dos produtos do lacticínio. Hoje, conta com quarenta funcio-nários, que trabalham de segunda-feira a sábado na produção dos produtos lácteos industrializados, com uma instalação nova e adequada (Figura 9).
Figura 9 – Fachada das instalações do lacticínio
Fonte: imagem da empresa estudada – fonte do autor (2013).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 67 |
A matéria-prima utilizada é o leite adquirido de 275 pro-dutores e de cooperativas localizadas próximas ao município. Atualmente, a produção do lacticínio é de 4.000 kg/dia, com um mix de produtos, como: queijo mozarela, queijo prato tipo lanche, queijo colonial, queijos fatiados, bebidas lácteas, cre-me de leite, ricota e requeijão.
O setor de produção da empresa possui 23 máquinas indispensáveis, envolvidas no fluxo produtivo, sendo estas o objeto de análise para a utilização do PCM em todos os depar-tamentos da empresa.
7.1.6.2 Procedimento metodológico
Por meio da análise do panorama atual e das paradas do processo produtivo por problemas de falta de manutenção, o presente trabalho buscou analisar os equipamentos com maior incidência de falhas, conforme modelo da Figura 10.
Figura 10 – Manutenção de máquinas e equipamentosManutenção de Máquinas e equipamentos
Data Máquina Peça com defeito
Ação corretiva
Data de defeito
Hora de defeito
Data de conserto
Hora de conserto
Tempo total de parada (hora)
Fonte: elaboração do autor (2013).
Após a obtenção dos dados das falhas ocasionadas em equipamentos, buscou-se analisar a sua importância no fluxo de produção. Os equipamentos que são de suma importância no processo produtivo e que exigem manutenção periodica-mente foram identificados por intermédio do tagueamento. Além disso, junto ao fabricante, buscaram-se os cronogramas de manutenção. O cronograma também foi elaborado com

Introdução à manutenção industrial: conceitos e casos práticos
| 68 |
base no histórico de manutenção do equipamento, no qual fo-ram considerados a carga horária de trabalho e os itens com maior incidência de falha.
Como o foco do trabalho é o planejamento e controle da manutenção, visando à prevenção, foi necessária a criação de planos com o propósito de programar a manutenção em horá-rios de não produção e a frequência em que devem acontecer, evitando falhas repentinas nos equipamentos. O plano de ma-nutenção foi elaborado, primeiramente, para os equipamen-tos com maior incidência de falhas, considerando as especifi-cações do equipamento, o histórico de falhas e a característica de trabalho para a realização de reparos preventivos.
O envolvimento dos operadores de máquinas e equipa-mentos foi de suma importância para a verificação de pos-síveis necessidades de manutenção e para a elaboração dos planos e cronogramas. Quando há a verificação de alguma situação em não conformidade, é gerada uma solicitação de serviço (SS), que é enviada ao responsável pelo PCM. Para esse setor, fica a responsabilidade de gerar a ordem de ma-nutenção (OM) e providenciar os cuidados necessários para a conservação do equipamento, pelo executante ou, se neces-sário, pela SS como trabalho terceirizado, que, preferencial-mente, deve ser realizado no horário em que o equipamento não esteja em funcionamento.
Os planos de manutenção, juntamente com os cronogra-mas de manutenção dos equipamentos, foram elaborados e apresentados em planilhas eletrônicas (Microsoft Excel), nas quais consta a identificação dos equipamentos e as operações a serem executadas. Obedecendo a data do cronograma, é ge-rada a ordem de manutenção, que pode ser obtida por meio de um plano, aberta pelo executante (emergência) e via inspeção de campo, assim que for executada, ela deverá ser encerrada.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 69 |
7.1.7 Análise de discussão de resultados
7.1.7.1 Descrição do processo produtivo
Os produtos são industrializados em um arranjo físico por processo, de forma contínua, em que é utilizada a ferra-menta de controle Just in time, ou seja, diariamente, a maté-ria-prima é coletada e precisa ser industrializada no mesmo dia. O processo produtivo é realizado por intermédio dos se-guintes passos:
a) recebimento e análise da matéria-prima: o primeiro passo é o recebimento do leite, realizado na platafor-ma de descarga, que entra na fábrica por intermédio de uma bomba centrífuga, após as análises labora-toriais que verificam a qualidade e a procedência do leite a ser industrializado;
b) pasteurização: realizada pelo pasteurizador, reci-piente em que o leite é aquecido a 72°C para elimi-nar todas as bactérias e os micro-organismos conti-dos no leite, evitando futuras contaminações;
c) padronização: o leite é padronizado, quanto ao teor de gordura necessário para fabricação de cada tipo de queijo;
d) preparo da massa: bombeado para a Queijomatic, o leite recebe adição de fermentos e coagulantes para formação da massa. Após a coagulação, ainda dentro da Queijomatic, a massa passa por diversos cortes;
e) separação da massa e do soro: na drenoprensa é feita a dessoragem e a pré-prensagem da massa do queijo, de forma que o soro seja extraído;
f) direcionamento da massa do queijo: de acordo com o tipo do queijo a ser produzido, a massa é encami-
Introdução à manutenção industrial: conceitos e casos práticos
| 70 |
nhada para dois tipos de processos distintos. Para a produção do queijo prato tipo lanche e do queijo tipo colônia, a massa é colocada em formas e encaminha-da à prensa pneumática. Já para a produção do quei-jo mozarela, a massa é encaminhada à moldadeira e passa pelo processo de filagem, depois, é colocada em formas; porém, sem a necessidade de ser prensada. Seguindo esses processos, ambos os tipos de queijo seguem para salmoura;
g) secagem: o queijo permanece armazenado, geral-mente, por um período de 24 horas, para secagem;
h) fatiamento: processo em que as peças do queijo são fatiadas e em que se insere o interfolhador entre o meio das fatias; realizado por uma máquina automa-tizada;
i) embalamento: processo de embalar o queijo em em-balagens plásticas, que levam a marca da empresa;
j) produção de subprodutos: realizada com matéria--gorda retirada do leite e com soro e ingredientes específicos para cada produto a ser fabricado. Após a produção, os produtos são embalados em embala-gens plásticas e armazenados em câmaras frias;
k) expedição: pesagem e carregamento dos produtos.
7.1.7.2 Atual sistema de manutenção
No atual sistema da empresa, não há uma equipe de manutenção interna. Pode-se dizer que é feita somente a ma-nutenção corretiva, trabalho realizado por empresas tercei-rizadas, o que gera um alto custo de manutenção e, muitas vezes, a demora no atendimento. Isso representa uma alta

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 71 |
perda de produtividade, causada por defeitos mecânicos em máquinas em não conformidade com a demanda.
7.1.7.3 Análise das ocorrências de falhas e da necessidade de manutenção
Durante um período de sete meses, foram registradas as informações correspondentes a máquinas e equipamentos que apresentaram falhas, detectando a presença de peça com defeito, a ação corretiva e o tempo total de parada, como mos-tra o Anexo 1, que ilustra o panorama atual de paradas. Com a análise dos dados, percebe-se uma base para o estudo e o desenvolvimento dos trabalhos do planejamento e controle de manutenção.
Após o preenchimento da planilha (conforme Anexo 1), a primeira análise realizada foi do total de ocorrências de ma-nutenção por máquina e do total de horas de máquina para-da, apresentada por ordem crescente de tempo, como demons-tra a Figura 11.

Introdução à manutenção industrial: conceitos e casos práticos
| 72 |
Figura 11 – Total de ocorrência de manutenção por máquina
Máquina Máquina Total de ocorrências Total de horas máqina parada
Tanque Aquecimento 1 0,5Embaladora de Bebida 1 1Tanque Lavagem Botas 1 1
Exaustor 1 1Caixa entrada de Energia 1 1
Datador 1 1,5Torre de água 1 1,5
Batedor de Manteiga 2 1,5Gerador 3 2
Iogurteira 1 2Lava a jato 2 2,5Rede Vapor 3 3
Pasteurizador 2 3Compressor de ar 3 4
Caldeira 3 6,5Monobloco 3 7Câmara fria 4 18
Bombas 6 20,5Balanças de pesagem 4 25
Prensa Pneumática 3 28Padronizadora 3 32
Máquina de fatiar 12 40,5Desnatadeira 7500 lts 1 46Máquina de embalar 12 55
Queijomatic 7 60,5Totais 81 364,5
Fonte: elaboração do autor (2013/2014).
7.1.7.4 Análise de importância das máquinas
Com a verificação das máquinas que mais necessitaram tempo de parada, acima de 20,5 horas, tempo considerado relevante para fazer um estudo mais aprofundado quanto à necessidade de manutenção, buscou-se classificá-las em grau de importância no fluxo de produção, descrevendo sua função. Essas serão objeto de estudo para análise de implantação do PCM, como ilustra a Figura 12.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 73 |
Figura 12 – Classificação da importância das máquinas e descrição da função produtiva
Classificação da importância das máquinas e descrição da função
Máquinas Tempo de parada
Grau de im-portância Função Fabricante
Bombas 20,5 MÉDIO
Transferir de um lugar para outro os diversos fluidos líquidos existentes na produção
Bombas Beck
Balanças de pesagem 25 MÉDIO
Pesar todo produto que é produzido e expedido para controle de produção e controle de estoque
Toledo
Prensa Pneumática 28 MÉDIO
Prensar o queijo Prato Tipo Lanche e o Queijo Tipo Colônia dentro da forma para dessoração
Metal Inox
Padroniza-dora 32 ALTO
Controle da gordura do leite utilizado na produção do queijo padronizando a matéria-prima
Separatori
Máquina de fatiar 40,5 MÉDIO Fatiar o queijo em porções
menores Equimatec
Desnatadeira 7500 lts 46 ALTO
Tirar a gordura do leite para controle no leite e para pro-dução de subprodutos
Separatori
Máquina de embalar 55 MÉDIO
Embalar o produto com a marca Mandaká dando condições para o mesmo ser armazenado e comer-cializado
Overd Brock
Queijomatic 60,5 ALTO Produção da massa do queijo Milknox
Fonte: elaboração do autor (2013/2014).
Por meio dessa análise, constata-se que os equipamen-tos com maior tempo de parada para manutenção têm funções importantes no processo de produção e que a eventual falha pode causar paradas na produção por horas. A programação da manutenção desses equipamentos deve ser bem elaborada e realizada em horários adequados.

Introdução à manutenção industrial: conceitos e casos práticos
| 74 |
A máquina mais crítica, com maior tempo de parada para manutenção, é a Queijomatic, por isso, ela gera um grau de preocupação mais elevado, já que produz a massa do queijo e sua interrupção compromete todo o processo.
7.1.7.5 Análise da carga horária das máquinas em estudo
A Figura 13 mostra a carga horária de funcionamento das máquinas em operação semanalmente (de segunda-fei-ra a sábado). Conforme os dados, pode-se programar o ho-rário adequado a fim de realizar os serviços de manutenção. Ao analisar os horários do início e do término, percebe-se a necessidade da criação de um turno para a realização das ta-refas de manutenção, que poderá iniciar o trabalho a partir das 18h.
Figura 13 – Carga horária de trabalho de máquinas e equipamentos
Carga horária de trabalho – segunda a sábado
Máquinas Horário de início Horário de término Total de horas diárias
Bombas 5:00 18:00 13,00Balanças de pesagem 13:00 18:00 5,00
Prensa pneumática 16:00 7:00 15,00Padronizadora 5:30 16:00 10,50
Máquina de fatiar 7:00 0:00 17,00Desnatadeira 7500 lts 5:30 16:00 10,50Máquina de embalar 7:00 0:00 17,00
Queijomatic 5:30 16:00 10,50
Fonte: elaboração do autor (2013/2014).
O Gráfico 1 mostra, em porcentagem, a disponibilidade das máquinas em estudo, ou seja, de todo o tempo alocado para o trabalho, quantas horas foram cumpridas, levando em conta uma carga horária de 220 horas mensais, durante os sete meses da coleta de dados.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 75 |
Gráfico 1 – Disponibilidade das máquinas
Bomba
s
Disponibilidade (%)
99
98,5
98
97,5
97
96,5
96
95,5
95
94,5
98,3898,67
98,18 97,92
97,3797,01
96,4396,07
Balanç
as de
Pes
agem
Prensa
Pne
umáti
ca
Máquin
a de F
atiar
Máquin
a de E
mbalar
Queijo
matic
Desna
tadeir
a 750
lts
Padron
izado
ra
Disponibilidade
Fonte: elaboração do autor (2014).
Pela análise dessas informações, percebe-se que a Quei-jomatic requer uma atenção maior, porque esteve menos tem-po disponível para produção, sendo fundamental ao fluxo pro-dutivo, pois sua função é fazer o preparo da massa do queijo.
7.1.7.6 Organização da manutenção para as máquinas em estudo
Após a análise dos dados coletados durante sete meses, obteve-se uma noção mais clara das falhas e da necessidade de manutenção nas máquinas e nos equipamentos. Portan-to, é possível organizar os planos de manutenção preventiva para as máquinas, inclusive para todas as que estão envol-vidas no processo produtivo. Também, é possível programar cronogramas de manutenção em horários adequados, plane-jar e controlar a manutenção de forma eficiente e confiável. A seguir, serão descritos os passos para a organização e o con-trole da manutenção dentro da empresa.

Introdução à manutenção industrial: conceitos e casos práticos
| 76 |
7.1.7.7 Tagueamento e codificação dos equipamentos em estudo
O tagueamento é a forma de identificar a máquina den-tro do setor no qual ela está localizada. A codificação identi-fica a máquina, individualmente, dentro do setor. O código do equipamento é arquivado no banco de dados do setor de manutenção, com informações como nome do equipamento, fabricante, modelo, fornecedor e número da série, ano de fa-bricação, data de aquisição, custo, dados da assistência técni-ca e código para manutenção. Também serão arquivados os manuais de utilização.
A identificação dos setores e das máquinas dentro da fábrica deve ser feita de forma visível e de fácil identificação, realizada com material resistente a altas temperaturas e à utilização de produtos químicos para limpeza. A codificação para os equipamentos em estudo é mostrada na Figura 14.
Figura 14 – Identificação das máquinas e dos equipamentos
Identificação das máquinasSetor Tag por setor Máquinas Codificação Código final
Embalamento BEM Máquina de fatiar 001 EMB-001Embalamento BEM Máquina de embalar 002 EMB-002Embalamento BEM Máquina de embalar 003 EMB-003Embalamento BEM Máquina de embalar 004 EMB-004Embalamento BEM Máquina de embalar 005 EMB-005Embalamento BEM Balança de pesagem 006 EMB-006
Expedição EXP Balança de pesagem 001 EXP-001Lavagem LAV Bomba lavagem CIP 001 LAV-001
Recebimento de leite REC Bomba descarga leite 001 REC-001Produção PRD Bomba Queijomatic 001 PRD-001Produção PRD Bomba Soro 002 PRD-002Produção PRD Bomba Salmoura 003 PRD-003Produção PRD Prensa Pneumática 004 PRD-004Produção PRD Padronizadora 005 PRD-005Produção PRD Desnatadeira 7500 lts 006 PRD-006Produção PRD Queijomatic 007 PRD-007Produção PRD Queijomatic 008 PRD-008
Fonte: elaboração do autor (2014).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 77 |
7.1.7.8 Planos de manutenção preventiva
Os planos de manutenção preventiva visam direcionar os trabalhos para a conservação e a preservação das máqui-nas, por isso foram elaborados com base nas informações do histórico de falhas. Neles, estão descritas as atividades de manutenção necessárias para garantir o bom funcionamento das máquinas e dos equipamentos, com todas as informações para a execução do trabalho, quem deverá realizar a ativida-de e quando deverá ser realizado. O cumprimento dessa eta-pa gera a ordem de manutenção, que descreve com detalhes o procedimento de manutenção. A seguir, está demonstrado um dos planos de manutenção, que foi implementado para todas as máquinas em estudo (Figura 15).
Figura 15 – Planos de manutenção dos equipamentos em estudo
LATICÍNIO Programação preventiva
Máquina/equipamento Bomba
Setor:
Codificação:
Código final:
Funcionário
Hoorário
Itens de manutenção Ação Frequência Situação
Rolamentos Verificação Semestral
Embuchamentos Verificação Semestral
Eixo Verificação Semestral
Selo Mecânico Troca Trimestral
Obs.: Na verificação se necessário a troca da peça deve ser efetuada.
Fonte: elaboração do autor (2014).

Introdução à manutenção industrial: conceitos e casos práticos
| 78 |
7.1.7.9 Funcionamento e controles da manutenção
O controle dos documentos referentes à manutenção foi realizado por meio de planilhas no programa Microsoft Excel, com possibilidade de utilizar um sistema de PCM, por meio de um software, que tornará o planejamento da manutenção mais rápido, eficiente e com menos pessoas envolvidas.
O funcionário responsável pela manutenção tem acesso, diariamente, aos planos preventivos e aos cronogramas. Para realização da manutenção, é gerada uma ordem de manu-tenção, que é encaminhada ao executante. Após a finalização da tarefa, tudo deve ser registrado e arquivado. Na ocasião de se verificar uma falha por um operador de máquina ou equipamento, deve-se encaminhar ao setor de manutenção um pedido para realização da operação de conserto. A troca de informações entre os setores de produção e manutenção é essencial para o bom andamento das atividades.
Para que todo esse processo funcione, na prática, será essencial: a) organizar as ferramentas e o setor de manu-tenção; b) preparar e arquivar a documentação técnica dos equipamentos; c) criar planos de manutenção; d) desenvolver um sistema de banco de dados, que armazene o histórico, os custos e os materiais utilizados; e) determinar indicadores para controle de desempenho da manutenção e para treinar constantemente os encarregados da manutenção na área me-cânica.
7.1.7.10 Vantagens da utilização do planejamento e controle da manutenção
A utilização de um sistema de manutenção atuante e preventivo traz inúmeras vantagens à empresa. Benefícios nas atividades diárias dos colaboradores são percebidos tanto

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 79 |
no ganho de tempo como no ambiente de trabalho, com me-lhora na motivação.
Um ponto relevante consiste no trabalho em conjunto entre o setor de produção e o de manutenção, para um bom andamento em todas as atividades. A troca de informação entre os setores é indispensável e facilita as tarefas, sem sobrecarregar o setor de manutenção, pois tarefas simples e rotineiras, como pequenos ajustes, lubrificação e limpeza, podem também ser realizadas pelo colaborador que opera a máquina, a partir de um treinamento passado pelo setor de manutenção.
Além desse ganho direto na questão do trabalho dos fun-cionários no dia a dia, a empresa ganha em eficiência do sis-tema produtivo, na padronização dos processos e do produto.
7.1.7.11 Obstáculos na implantação do planejamento e controle da manutenção
A implantação do PCM é trabalhosa e exige o envolvi-mento de todos. De início, o primeiro problema que surge é a falta de compreensão técnica da equipe de direção, pois, por se tratar de uma empresa de pequeno porte, muitas vezes, requer esforço para assimilar os benefícios a serem obtidos, gerando dúvidas quanto à implementação.
A empresa deve contar com uma equipe confiável para a implantação do PCM. Pessoas capacitadas e um setor com todas as ferramentas são importantes para a execução dos trabalhos. Isso poderá gerar alto custo inicialmente, mas será dissolvido num longo prazo, decorrente do aumento nos índi-ces de produtividade.

Introdução à manutenção industrial: conceitos e casos práticos
| 80 |
7.1.8 Conclusão
As exigências do mercado, como a qualidade e a eficiên-cia produtiva, são requisitos básicos para a permanência das empresas no mercado. Visando ao aumento na competitivida-de, as indústrias têm se preocupado com questões estratégi-cas de produção, entre as quais, a área de manutenção. É se-guindo essa linha de pensamento que a empresa de lacticínio vê a necessidade da implantação de um setor de manutenção atuante e eficiente.
Constata-se a necessidade da implantação do setor de manutenção pelas dificuldades que a empresa apresenta por não possuir planejamento e não controlar adequadamente a manutenção. Percebe-se, pela análise de disponibilidade das horas das máquinas, quando o equipamento Queijomatic es-teve em funcionamento com o menor tempo, apenas 96,7% de tempo para produção, por tratar-se de uma máquina funda-mental ao fluxo produtivo.
O estudo apresentado demonstra a forma como essa im-plantação pode acontecer na indústria e como ela pode funcio-nar na prática, mostrando que é possível, mesmo para uma empresa pequena, planejar e controlar a manutenção, por meio de ações de identificação e cadastramento dos equipa-mentos e de elaboração de planos de manutenção preventiva.
O planejamento e controle da manutenção atua de for-ma preventiva e traz confiabilidade ao processo produtivo, evitando paradas inesperadas para manutenção nos horá-rios de produção. Sendo assim, é possível afirmar que o PCM constitui uma ideia possível de ser implantada, traz ganhos na redução das paradas inesperadas em meio ao processo pro-dutivo e ao aumento na produção, gerando a confiabilidade de processos, refletindo no produto final e nos resultados.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 81 |
Anexo 1
Quadro de manutenção de máquinas e equipamentos preenchido:
Manutenção de máquinas e equipamentos
Data Máquina Peça com defeito
Ação corretiva
Data defeito
Hora defeito
Data conserto
Hora conserto
Tempo-parada (hora)
23/08/2013 Desnatadeira 7500 lts
Jogo de rolamentos Troca 23/08/2013 16:00 25/08/2013 14:00 46
29/08/2013 Câmara fria Contador Troca 29/08/2014 10:00 29/08/2014 14:00 405/09/2013 Lava a jato Interruptor Troca 05/09/2013 13:00 05/09/2013 14:00 1
09/09/2013 Máquina de fatiar
Disco de corte Troca 09/09/2013 10:00 09/09/2013 11:00 1
10/09/2013 Máquina de embalar
Potenciô-metro Troca 10/09/2013 15:00 10/09/2013 15:30 0,5
10/09/2013 Padroniza-dora
Rolamentos Motor Troca 10/09/2013 14:00 10/09/2013 16:00 2
24/03/2014 Máquina de fatiar Correia Troca 24/03/2014 23:00 25/03/2014 11:00 12
25/03/2014 Batedor de manteiga Tampa Troca 25/03/2014 15:00 25/03/2014 15:30 0,5
Fonte: elaboração do autor (2013/2014).
7.2 Caso 02 – Proposta de implementação da MPT no setor de usinagem6
7.2.1 Introdução
Com o aumento do mercado e da competitividade en-tre as indústrias, o preço e a qualidade dos produtos são dois fatores essenciais para que as organizações consigam se consolidar no mercado. Para que isso ocorra, a indústria de-verá utilizar ao máximo a eficiência de seus equipamentos,
6 Trabalho de Conclusão de Curso realizado por Felipe Cesari no Curso de Engenharia de Produção Mecânica da Universidade de Passo Fundo sob orientação do professor Anderson Hoose e coorientação do professor Nilo Alberto Scheidmandel.

Introdução à manutenção industrial: conceitos e casos práticos
| 82 |
eliminando perdas de produtividade e de qualidade, geradas por equipamentos mal conservados.
A manutenção produtiva total (MPT) é uma ferramenta de gestão da manutenção, que tem como principal objetivo obter a máxima eficiência do sistema produtivo. Para obter sucesso em sua utilização, deverá haver participação de todos os colaboradores, desde a alta gerência até os operários de produção.
Nesse contexto, o presente trabalho procura apresentar uma proposta de análise na MPT no setor de usinagem para uma empresa voltada ao setor metalomecânico.
7.2.2 Problema
Toda e qualquer empresa tem máquinas e equipamen-tos que um dia virão a falhar. Com o mercado cada vez mais competitivo, cada minuto que a máquina ou o equipamento fica parado incorre em um prejuízo e, com isso, há uma perda no mercado.
Toda peça de uma máquina ou equipamento tem uma vida útil prevista em horas, dias, semanas, meses ou anos, que pode ser prevista por tempo corrido ou por tempo de tra-balho, com isso, sabe-se que deverá ser feita a troca ou o repa-ro dessa peça. Mas, mesmo com essas informações, algumas empresas apenas param para fazer a troca ou o reparo depois que o item veio a colapso, ficando, assim, com o pensamento de que utilizou aquele item o maior tempo possível e mais eficientemente.
Segundo Drapinski (1973), as origens de falhas das má-quinas estão nos danos das peças componentes. A máquina nunca quebra totalmente de uma só vez, mas para de tra-balhar quando alguma parte vital para o seu funcionamento

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 83 |
está danificada. A parte vital pode estar no interior da máqui-na, no mecanismo de transmissão, no comando e nos contro-les, ou, também, no exterior.
Nesse contexto, o presente trabalho procura responder a seguinte questão: é possível elaborar uma proposta de im-plantação voltada à manutenção produtiva visando reduzir custos e aumentando a disponibilidade de máquinas voltadas para usinagem?
7.2.3 Justificativa
Por meio da observação de paradas de produção do setor de usinagem em que a pesquisa foi realizada, detectou-se a necessidade de um plano de manutenção que acabasse com as perdas de produtividade que estavam ocorrendo diariamente, pois falhas no sistema produtivo do setor comprometem toda a cadeia produtiva.
Com a correta implementação, as técnicas apresenta-das pela MPT proporcionam um maior comprometimento dos operadores com sua função e com os equipamentos com que trabalham, tendo, assim, máquinas com maior disponibilida-de e maior confiabilidade.
Segundo Takahashi e Osada (1993), na MPT, envolvem--se todos os funcionários da empresa. Esse método está entre os mais eficazes para transformar uma fábrica em uma ope-ração com gerenciamento orientado para o equipamento. A primeira exigência é que todos (inclusive a alta direção, os supervisores e os operários) voltem sua atenção aos compo-nentes da fábrica. Assim, todos os funcionários estarão enga-jados para um mesmo objetivo, como maior disponibilidade de máquina, maior confiabilidade no processo produtivo, zero defeito e melhor gerenciamento da manutenção.

Introdução à manutenção industrial: conceitos e casos práticos
| 84 |
7.2.4 Objetivo geral
Elaborar uma proposta de implementação do programa de Manutenção Produtiva Total em uma indústria metalome-cânica voltada para usinagem.
7.2.5 Objetivos específicos
a) Elaborar um diagnóstico da situação atual da empresa na área da manutenção;
b) analisar e determinar os indicadores e os procedi-mentos a serem aplicados;
c) elaborar o plano de manutenção de um modelo de equipamento envolvido no estudo.
7.2.6 Método do trabalho
7.2.6.1 Descrição do objeto de estudo
A empresa na qual foi realizado o estudo está situada no norte do Rio Grande do Sul, na cidade de Carazinho, foi fundada em 1952 e, atualmente, conta com catorze colabora-dores, dos quais, onze trabalham em Carazinho e três traba-lham em uma extensão.
A empresa, que trabalha na área de ensino profissio-nalizante, foi fundada, em Porto Alegre, devido a uma ne-cessidade de mão de obra qualificada nas indústrias do Rio Grande do Sul e do Brasil. Após se ter um retorno favorável das empresas sobre a qualidade de formação dos alunos que elas receberam e devido à grande procura por seus cursos, fo-ram abertas, em várias outras cidades do estado, escolas para suprir as necessidades de cada região, oferecendo cursos nas

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 85 |
áreas de atuação de cada região. Assim, a oitava escola a ser fundada no estado foi na cidade de Carazinho.
A escola tem como carro chefe os cursos de Usinagem, com duração a partir de 220 horas até 1.600 horas. São ofere-cidos, também, cursos nas áreas de Administração, Constru-ção Civil, Soldagem, Desenho Técnico, Eletricidade Predial, Eletricidade Industrial, NR10 e NR12.
O objeto deste estudo é uma máquina utilizada no pro-cesso de torneamento. Ao todo, são catorze tornos, porém, será analisado o torno universal do modelo Nodus 220 Gold. A empresa conta, ainda, com três fresadoras em seu processo produtivo.
7.2.6.2 Procedimento metodológico
O presente trabalho se caracteriza como um estudo de caso. Conforme Diehl e Paim (2002), o estudo de caso é visto como um método de pesquisa que pode ser definido como um conjunto de dados que descrevem uma fase ou a totalidade do processo social de uma unidade, em suas várias relações internas e nas suas fixações culturais, sendo adotado na in-vestigação de fenômenos das mais diversas áreas do conheci-mento. É um método que tem caráter de profundidade e de-talhamento.
Referente à elaboração do trabalho, serão seguidas as etapas citadas a seguir (VIANA, 2002; TAKAHASHI; OSA-DA, 1993; KARDEC; NASCIF, 2010; KARDEC; RIBEIRO, 2002; XENOS, 2004):
a) 1º etapa – Análise da situação atual: coleta de tempos de parada com descrição dos motivos em pla-nilha eletrônica (Microsoft Excel), entrevista infor-mal com funcionários que trabalham com as máqui-nas e observações;

Introdução à manutenção industrial: conceitos e casos práticos
| 86 |
b) 2º etapa – Conscientização da alta direção: apresentação, para a direção, das vantagens da ma-nutenção produtiva total;
c) 3º etapa – Definição das máquinas para as quais será proposta a MPT: definição com base nas máquinas que apresentam as maiores criticida-des, no caso em questão, tempo de parada nos últi-mos seis meses, sendo elas torno e fresadora;
d) 4º etapa – Verificação de elaboração de indi-cadores: análise com base nos dados já coletados e elaboração de indicadores adequados voltados à ma-nutenção;
e) 5º etapa – Elaboração da proposta: cadastro das máquinas, criação de histórico de manutenção, for-talecimento da coleta de dados com relação aos cus-tos de manutenção, entre outros elementos.
Na Figura 16, a seguir, está representado o fluxograma das atividades seguidas para o desenvolvimento do procedi-mento metodológico.
Figura 16 – Fluxograma das etapas de execução
Análisse da si-tuação inicial
Conscientização da Alta Direção
Definição das Má-quinas para as quais será proposta a MPT
Apresentação da proposta
Elaboração da proposta
Verificação de necessidade de
elaboração de indicadores
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 87 |
7.2.7 Apresentação e análise dos resultados
7.2.7.1 Análise da situação atual
O cenário atual no qual a empresa se encontra não fa-vorece a melhor utilização de máquinas e equipamentos. Não há uma equipe capacitada para desenvolver a manutenção correta, não se tem controle sobre o custo da manutenção, há falta de planejamento das manutenções, em resumo, a empresa não possui controle nenhum sobre a manutenção de máquinas e equipamentos. Com essa deficiência, fica eviden-te a possibilidade de implantação da MPT.
A empresa possui treze tornos paralelos universais, to-dos convencionais, três fresadoras, das quais, duas são uni-versais e uma é ferramenteira, uma retífica cilíndrica, uma retífica tangencial plana, uma furadeira de coluna, uma fura-deira de bancada e um torno CNC. As máquinas trabalham oito horas diárias, em períodos normais, e doze horas diárias, em épocas de pico.
Hoje, não há informação sobre qual é o tempo de má-quina parada por decorrência de algum defeito, mas estima--se que leve pelo menos três dias para que seja comunicado o defeito na máquina e pelo menos mais quinze dias para que seja feita a análise do defeito, depois, são tomadas as pro-vidências, como: contato com a assistência técnica e compra de peças de reposição. Porém, evita-se ao máximo chamar a assistência técnica, já que a cultura da empresa é a de que tudo deve ser feito internamente, para que não se "gerem cus-tos". Na maioria dos casos, opta-se por um funcionário para consertar a máquina, sendo que acontece constantemente de apenas ser realizada a manutenção das máquinas pela meta-de, isto é, troca-se ou conserta-se apenas algo vital, um objeto

Introdução à manutenção industrial: conceitos e casos práticos
| 88 |
que sem ele não se consegue trabalhar, e outros componentes não são trocados. Esse tipo de conserto é feito apenas para que a máquina funcione por determinado período e para que não fique parada a produção. Com base na MPT, isso é total-mente errado, pois a máquina deve ter um acompanhamento rotineiro, para que sejam realizadas manutenções completas. Esses reparos básicos geram uma falsa economia nos custos da manutenção.
A empresa estima que as máquinas que mais geram manutenção são os tornos universais, pois, comparando com as outras máquinas, são as que realizam os trabalhos mais severos e mais utilizados. Os tornos são as únicas máquinas que trabalham no pico de produção, quando é necessário tra-balhar doze horas diárias. As fresadoras geram muitos defei-tos no seu sistema de transmissão automática, que consiste no eixo que é movimentado pela ação de um motor elétrico, sendo que, muitas vezes, esses motores se encontram apa-rentemente queimados, e a empresa não sabe a origem dos defeitos.
Ainda, para piorar a situação da empresa, atualmente, não há o controle de quanto o custo de manutenção impac-ta sobre o seu faturamento, assim, provavelmente, a empre-sa pode estar com um custo de produto que não seja o real. Logo, com a implantação, espera-se que seja alcançado um aumento de disponibilidade de 15% das máquinas em relação ao período que não havia controle da manutenção. De início, o investimento para que seja realizada a manutenção das má-quinas será elevado, pois se deve realizar a manutenção em todas as máquinas. Contudo, posteriormente, estima-se uma redução de custo em torno de 20%.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 89 |
7.2.7.2 Conscientização da alta direção
Após o levantamento da situação da manutenção na empresa, foi apresentado o atual cenário para a alta direção. A empresa não tem nenhum controle sobre: quais máquinas estão paradas, quanto tempo ficam paradas, quais são as que mais geram demanda de manutenção, quanto é gasto em ma-nutenções corretivas, qual o principal motivo dessa demanda de manutenções, não tem pessoal treinado, não tem nenhum centro de custo para saber qual máquina gera maior gasto em manutenção, nem tem indicadores de manutenção. Na sequência, foram expostos os benefícios que a MPT pode tra-zer, como: saber o momento exato para que seja realizada a manutenção, o controle de gastos, o controle de vida útil de máquinas e equipamentos, um pessoal treinado e engajado, o controle sobre todas as máquinas no que diz respeito à troca de peças, às manutenções realizadas, ao tempo de parada e ao custo. Com a implantação desse método, a empresa obterá ganhos e com um custo baixo, basicamente capacitar e incen-tivar seus funcionários.
Então, a alta direção considerou de grande valia a im-plementação do sistema MPT, já que, com ele, terá uma me-lhor qualidade e garantia de seus produtos e maior tempo de máquina trabalhando. Assim, foi solicitado o apoio de todos os funcionários e da direção.
7.2.7.3 Definição das máquinas para as quais será proposta a MPT
As máquinas escolhidas foram: um torno universal e uma fresadora universal. Em toda a oficina, há esses dois mo-delos de máquinas, treze tornos e três fresadoras. No primei-

Introdução à manutenção industrial: conceitos e casos práticos
| 90 |
ro momento, já que não havia registros de manutenções ante-riores, foram escolhidas duas máquinas que estavam paradas por motivo de manutenção corretiva. Inicialmente, foi feita a manutenção dessas máquinas, que foram colocadas em condi-ções de uso para que fosse possível iniciar a coleta de dados.
7.2.7.4 Verificação de elaboração de indicadores
Todo colaborador que efetuou uma manutenção na má-quina preencheu um cartão, no qual indicou a ocorrência da parada, a máquina ou o local em que foi feita a manutenção e a hora de início e de fim da manutenção. Com isso, obteve-se o controle do que foi feito e de quanto tempo a máquina ficou parada. Na Figura 17, segue o modelo de controle de ocorrên-cias e de tempo de máquina parada.
Figura 17 – Planilha de controle
Nome: _______________________________Data: ____ / _____ / _____
Ocorrência
1 - Lubrificação
2 - Revisão elétrica
3 - Revisão mecânica
4 - Manutenção planejada
5 - Manutenção corretiva
6 - Controle gemétrico
Código de ocorrência
Local ou Equipamento
(TAG)
Tempo
Início Fim
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 91 |
Com o auxílio da planilha de controle de ocorrências e de tempo de máquina parada, será tabulado o tempo que cada máquina ficou parada e gerado um gráfico mensal. A Figura 18 representa o gráfico de tempo de máquina parada.
Figura 18 – Gráfico de tempo de máquina parada
TAGTempo (horas)
008-TUN-011 1
008-TUN-012 2
008-TUN-013 3
008-TUN-014 4
008-TUN-015 5
008-TUN-016 6
008-TUN-017 7
008-TUN-018 8
008-TUN-009 9
008-TUN-022 10
008-TUN-023 11
008-TUN-024 12
008-TUN-025 13
008-TUN-026 14
Tempo máquina parada___/2015
Tempo (horas)
1614121086420
008-T
UN-011
008-T
UN-013
008-T
UN-015
008-T
UN-017
008-T
UN-023
008-T
UN-025
017-T
UN-009
Fonte: elaboração do autor (2015).
Todas as máquinas terão um controle sobre o item que
foi trocado, a quantidade, a data e o valor, para verificar quanto cada máquina gera de custo. A Figura 19 demonstra a planilha de controle por máquina.

Introdução à manutenção industrial: conceitos e casos práticos
| 92 |
Figura 19 – Planilha de controle por máquina
008-TUN-011
Data Descrição Quantidade Valor total (R$)
DD/MM/AAAA XXXXXXXXX YYYY ZZZZDD/MM/AAAA XXXXXXXXX YYYY ZZZZDD/MM/AAAA XXXXXXXXX YYYY ZZZZDD/MM/AAAA XXXXXXXXX YYYY ZZZZ
Fonte: elaboração do autor (2015).
Com o auxílio da planilha de controle por máquina, se-rão tabulados os gastos que cada máquina gerou e será gera-do, mensalmente, um gráfico demonstrando esses custos. A Figura 20 demonstra o gráfico de custo da manutenção men-sal.
Figura 20 – Gráfico do custo da manutenção mensal
TAGTempo (horas)
008-TUN-011 1
008-TUN-012 2
008-TUN-013 3
008-TUN-014 4
008-TUN-015 5
008-TUN-016 6
008-TUN-017 7
008-TUN-018 8
008-TUN-009 9
008-TUN-022 10
008-TUN-023 11
008-TUN-024 12
008-TUN-025 13
008-TUN-026 14
1614121086420
1 2
3 45
67
89 10
11 1213 14
Tempo máquina parada___/2015
CUSTO (R$)
008-
TUN
-011
00
8-TU
N-0
1200
8-TU
N-0
1300
8-TU
N-0
1400
8-TU
N-0
1500
8-TU
N-0
1600
8-TU
N-0
1700
8-TU
N-0
1801
7-TU
N-0
0900
8-TU
N-0
2200
8-TU
N-0
2300
8-TU
N-0
2400
8-TU
N-0
2500
8-TU
N-0
26
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 93 |
7.2.7.5 Elaboração da proposta
Como primeira etapa implementada, foi realizada a co-dificação das máquinas por código tag, que foi vinculado ao número de patrimônio da máquina e a todas as suas caracte-rísticas. Foi estipulado o uso de papel amarelo com fonte pre-ta para que o código ficasse de fácil identificação na máquina. A Figura 21 demonstra a identificação da máquina.
Figura 21 – Código tag
Fonte: elaboração do autor (2015).
Foi desenvolvido um layout do parque fabril, no qual todas as máquinas são identificadas pelo seu código tag, as-sim, tem-se maior facilidade no momento de identificar o local em que se encontra cada máquina. A Figura 22 demonstra o layout de identificação das máquinas.

Introdução à manutenção industrial: conceitos e casos práticos
| 94 |
Figura 22 – Layout de identificação de máquinas por tag
Fonte: elaboração do autor (2015).
Para que se tenha uma máquina em condições de uso normal e de acordo com os manuais de fabricantes, as máqui-nas passarão por vistorias diárias com o intuito de identificar qualquer anormalidade em seu funcionamento. Também será feita a lubrificação diária em pontos indicados por uma ins-trução de trabalho com o objetivo de amenizar os desgastes excessivos por falta de lubrificação.
O operador deverá registrar o dia em que utilizou a má-quina, assinalar os pontos revisados e assinar a ficha de ins-peção de pré-uso. Será utilizada uma ficha por mês, na qual, no campo data, serão informados apenas o mês e o ano. Foi elaborada e implantada a instrução de trabalho que se refere à lubrificação da máquina. A Figura 23 demonstra a ficha de inspeção de pré-uso.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 95 |
Figura 23 – Ficha de inspeção de pré-uso
Fonte: elaboração do autor (2015).
Foi elaborada, ainda, uma planilha, que ficará disponí-vel no setor de manutenção e no parque fabril, para indicar quando serão realizadas as manutenções preventivas, levan-do em consideração as indicações dos fabricantes. A Figura 24 demonstra o cronograma de manutenções preventivas.

Introdução à manutenção industrial: conceitos e casos práticos
| 96 |
Figura 24 – Cronograma de manutenções preventivas
Fonte: elaboração do autor (2015).
A Figura 25 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 1 de 8.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 97 |
Figura 25 – Controle geométrico em torno universal (página 1 de 8)
Fonte: elaboração do autor (2015).

Introdução à manutenção industrial: conceitos e casos práticos
| 98 |
A Figura 26 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 2 de 8.
Figura 26 – Controle geométrico em torno universal (página 2 de 8)
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 99 |
A Figura 27 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 3 de 8.
Figura 27 – Controle geométrico em torno universal (página 3 de 8)
Fonte: elaboração do autor (2015).

Introdução à manutenção industrial: conceitos e casos práticos
| 100 |
A Figura 28 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 4 de 8.
Figura 28 – Controle geométrico em torno universal (página 4 de 8)
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 101 |
A Figura 29 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 5 de 8.
Figura 29 – Controle geométrico em torno universal (página 5 de 8)
Fonte: elaboração do autor (2015).

Introdução à manutenção industrial: conceitos e casos práticos
| 102 |
A Figura 30 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 6 de 8.
Figura 30 – Controle geométrico em torno universal (página 6 de 8)
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 103 |
A Figura 31 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 7 de 8.
Figura 31 – Controle geométrico em torno universal (página 7 de 8)
Fonte: elaboração do autor (2015).

Introdução à manutenção industrial: conceitos e casos práticos
| 104 |
A Figura 32 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 8 de 8.
Figura 32 – Controle geométrico em torno universal (página 8 de 8)
Fonte: elaboração do autor (2015).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 105 |
A Figura 33 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 1 de 2.
Figura 33 – Controle geométrico em torno universal (página 1 de 2)
Fonte: elaboração do autor (2015).
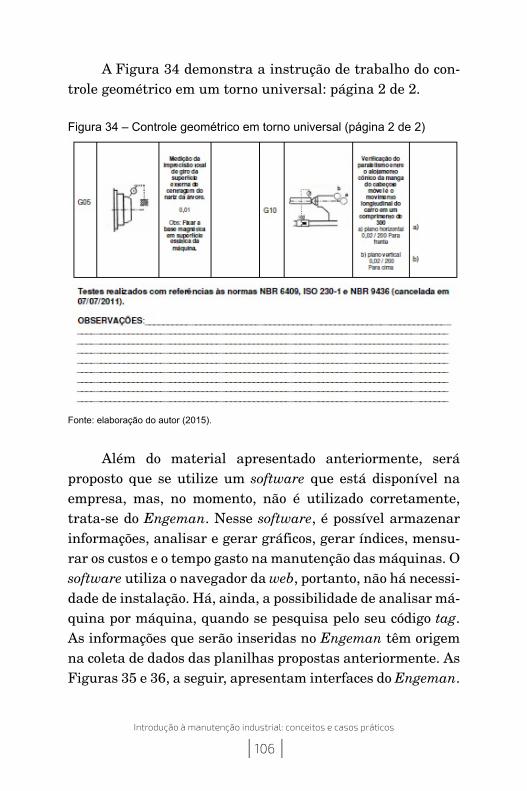
Introdução à manutenção industrial: conceitos e casos práticos
| 106 |
A Figura 34 demonstra a instrução de trabalho do con-trole geométrico em um torno universal: página 2 de 2.
Figura 34 – Controle geométrico em torno universal (página 2 de 2)
Fonte: elaboração do autor (2015).
Além do material apresentado anteriormente, será proposto que se utilize um software que está disponível na empresa, mas, no momento, não é utilizado corretamente, trata-se do Engeman. Nesse software, é possível armazenar informações, analisar e gerar gráficos, gerar índices, mensu-rar os custos e o tempo gasto na manutenção das máquinas. O software utiliza o navegador da web, portanto, não há necessi-dade de instalação. Há, ainda, a possibilidade de analisar má-quina por máquina, quando se pesquisa pelo seu código tag. As informações que serão inseridas no Engeman têm origem na coleta de dados das planilhas propostas anteriormente. As Figuras 35 e 36, a seguir, apresentam interfaces do Engeman.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 107 |
Figura 35 – Engeman: plano de manutenção mensal
Fonte: elaboração do autor (2015).
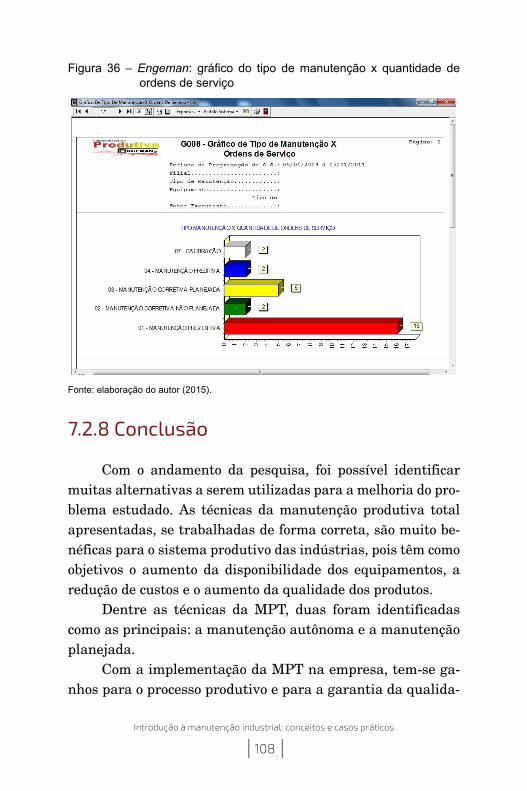
Introdução à manutenção industrial: conceitos e casos práticos
| 108 |
Figura 36 – Engeman: gráfico do tipo de manutenção x quantidade de ordens de serviço
Fonte: elaboração do autor (2015).
7.2.8 Conclusão
Com o andamento da pesquisa, foi possível identificar muitas alternativas a serem utilizadas para a melhoria do pro-blema estudado. As técnicas da manutenção produtiva total apresentadas, se trabalhadas de forma correta, são muito be-néficas para o sistema produtivo das indústrias, pois têm como objetivos o aumento da disponibilidade dos equipamentos, a redução de custos e o aumento da qualidade dos produtos.
Dentre as técnicas da MPT, duas foram identificadas como as principais: a manutenção autônoma e a manutenção planejada.
Com a implementação da MPT na empresa, tem-se ga-nhos para o processo produtivo e para a garantia da qualida-

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 109 |
de. A implantação tem um custo relativamente baixo, pois o maior investimento é em treinamento e aperfeiçoamento dos colaboradores. De imediato, serão utilizadas todas as plani-lhas e os indicadores descritos anteriormente, pois esta meto-dologia de trabalho deve ser aperfeiçoada de forma contínua.
Estima-se que, com a implantação da MPT, haverá uma redução de gastos com manutenção em torno de 20% e um aumento na disponibilidade de máquinas por volta de 15%, para uma empresa, isso é muito relevante e tem um ganho significativo para ser mais competitiva no mercado.
Com esse sistema, a empresa consegue garantir que seus produtos serão de boa qualidade, em decorrência de má-quinas com maior índice de confiabilidade. Além disso, má-quinas ficam menos tempo paradas por falhas, isso reflete, também, em uma maior produção e, consequentemente, no faturamento.
7.3 Caso 03 – Proposta de planejamento de manutenção preventiva em uma empresa de pedras, gemas e joias7
7.3.1 Introdução
A manutenção, embora despercebida, sempre existiu, mesmo nas épocas mais remotas. A técnica começou a ser co-nhecida com o nome de manutenção por volta do século XVI, na Europa Central, juntamente com o surgimento do relógio
7 Trabalho de Estágio Supervisionado realizado por Matheus Lermen no Curso de Engenharia de Produção Mecânica da Universidade de Passo Fundo, sob orientação do professor Nilo Alberto Scheidmandel e coorientação do professor Anderson Hoose.

Introdução à manutenção industrial: conceitos e casos práticos
| 110 |
mecânico, quando surgiram os primeiros técnicos em mon-tagem e assistência. Tomou corpo ao longo da Revolução In-dustrial e formou-se, como necessidade absoluta, na Segunda Guerra Mundial. No princípio da reconstrução pós-guerra, a Inglaterra, a Alemanha, a Itália e, principalmente, o Japão alicerçaram seu desempenho industrial nas bases da enge-nharia e manutenção.
Nos últimos anos, com a intensa concorrência, os proces-sos de entrega dos produtos passaram a ser relevantes para todas as empresas. Com isso, surgiu a motivação para se pre-venir contra as falhas de máquinas e equipamentos. Essa mo-tivação deu origem à manutenção preventiva. Em suma, nos últimos vinte anos é que tem havido preocupação de técnicos e empresários para o desenvolvimento de técnicas específicas para melhorar o complexo sistema homem/máquina/serviço.
Pode-se entender a manutenção como o conjunto de cui-dados técnicos indispensáveis ao funcionamento regular e permanente de máquinas, equipamentos, ferramentas e ins-talações. Esses cuidados envolvem a conservação adequada, a restauração, a substituição e a prevenção.
A manutenção, como todos os outros órgãos das empre-sas, assume, cada vez mais, o seu papel de manter o estado de máquinas e equipamentos, prevenindo falhas e quebras, evitando diminuição ou interrupção da produção, atrasos nas entregas, perdas financeiras, aumento dos custos, insatisfa-ção dos clientes e perda de mercado.
Para que a manutenção seja eficiente, os programas de manutenção devem estar estruturados, para que a empresa obtenha o mínimo de despesas e cumpra as políticas adminis-trativas ditadas pela direção.
A manutenção ideal de uma máquina é a que permite alta disponibilidade para a produção durante todo o tempo

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 111 |
em que ela estiver em serviço, com um custo adequado. Em termos operacionais, a manutenção tende a ser organizada em: corretiva, preventiva e preditiva.
Segundo Branco Filho (2008), é por meio de um pla-nejamento adequado de manutenção que se consegue obter melhores níveis de disponibilidade do equipamento e, conse-quentemente, do processo produtivo, sendo a disponibilidade operacional o grande indicador da excelência da manutenção e da garantia de produtividade.
O planejamento deve ser controlado para se obter infor-mações que orientem a tomada de decisões quanto aos equi-pamentos e às pessoas na manutenção. O controle pode ser com o uso de fichas de coleta de dados, que devem ser, poste-riormente, tabulados. De acordo com Fabro (2003), a adoção de um bom planejamento pode trazer muitos benefícios para a área da manutenção da empresa, dentre as quais:
a) estimular o senso de responsabilidade;b) evitar o trabalho desnecessário;c) aumentar a vida útil do equipamento;d) controlar materiais (peças, componentes, partes,
etc.) e melhorar o gerenciamento;e) diminuir os custos de reparos;f) melhorar a produtividade da empresa;g) limitar a quantidade de peças de reposição;h) melhorar a segurança.
7.3.2 Problema
Muitas empresas buscam atuar de forma planejada na manutenção, mas não encontram uma literatura clara e dire-ta de como se deve atuar para obter uma manutenção plane-jada, sob a ótica da manutenção preventiva, e nem qual deve

Introdução à manutenção industrial: conceitos e casos práticos
| 112 |
ser a estrutura necessária ao bom andamento das atividades planejadas. Logo, com este trabalho, busca-se disponibilizar o conhecimento necessário no que se refere à estrutura e à me-todologia para o planejamento das atividades da manutenção preventiva.
Por intermédio da elaboração de um plano de manuten-ção para os equipamentos do Centro Tecnológico de Pedras, Gemas e Joias do Rio Grande do Sul (CTPGJRS), será possí-vel padronizar os processos e criar um mecanismo eficiente de controle e execução das operações de manutenção.
7.3.3 Justificativa
A necessidade de que o CTPGJRS tenha uma manuten-ção preventiva planejada para evitar desperdícios, por conta de altos tempos de parada de máquina, falta de peças reser-vas para manutenção, alta taxa de retrabalho, etc., justifica a proposta de elaboração do presente trabalho, a fim de de-monstrar para a empresa que a manutenção preventiva pode proporcionar bons resultados.
7.3.4 Objetivo geral
Realizar a implantação de um plano de manutenção pre-ventiva dos equipamentos do CTPGJRS, sob o ponto de vista da satisfação de um plano de funcionamento dos equipamen-tos, garantindo a produção normal e a qualidade dos produ-tos, por meio de critérios de segurança, produção e resultados.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 113 |
7.3.5 Objetivos específicos
a) Conhecer detalhadamente os equipamentos e os pro-cedimentos de manutenção dos equipamentos insta-lados;
b) pesquisar técnicas de elaboração de planos de manu-tenção;
c) efetuar um levantamento dos procedimentos de ma-nutenção, dos insumos e das ferramentas utilizados em cada equipamento;
d) elaborar planilhas de controle de manutenção para cada equipamento;
e) elaborar uma planilha de controle geral de manu-tenção de todos os equipamentos instalados.
7.3.6 Método do trabalho
7.3.6.1 Descrição do objeto de estudo
Este trabalho foi desenvolvido no CTPGJRS, que tem enfoque em gemas, principalmente ágatas e ametistas, que são transformadas em joias e artefatos. A empresa adquiriu equipamentos com alto nível tecnológico e com o objetivo de transferência de tecnologia agregada para a prestação de ser-viços especializados para o setor, mas existe a intenção de preservar os equipamentos para mantê-los em condições de uso, prolongando ao máximo a sua vida útil. Assim, percebe--se o grande valor de se estabelecer um plano de manutenção, uma vez que as máquinas e os equipamentos parados ou com defeito geram prejuízos que, muitas vezes, podem ser inevi-táveis.

Introdução à manutenção industrial: conceitos e casos práticos
| 114 |
O CTPGJRS é mantido pela Universidade de Passo Fundo (UPF), pela Prefeitura Municipal de Soledade, RS, e pelo Sindicato das Indústrias de Joalheria, Mineração, Lapi-dação, Transformação e Beneficiamento de Pedras Preciosas do Estado do Rio Grande do Sul, por meio de um termo de cooperação.
O município de Soledade, que abriga fisicamente a sede administrativa do CTPGJRS, consolidou-se, nos últimos anos, como centro estadual de beneficiamento, comercializa-ção e exportação de pedras preciosas. A cidade é conhecida internacionalmente como “Capital das Pedras Preciosas”. A estimativa atual é de que existam mais de 180 empresas, de micro e pequeno porte, instaladas no município, trabalhando no setor de gemas e joias.
O CTPGJRS tem em sua missão a atuação em três fren-tes: (1) qualificação profissional; (2) desenvolvimento de pes-quisa científica e tecnologia; e (3) transferência de tecnologia agregada à prestação de serviços realizados para o setor de gemas e joias.
No campo de qualificação profissional, são oferecidos cursos de capacitação: Análise e Identificação de Gemas, Jo-alheria Básica, Joalheria Contemporânea, Designer de Joias, Capacitação para a Comercialização Turística, Lapidação de Ágata, Aprendendo a Empreender, Redescobrindo o Processo Gerencial, Projeto Virtual de Artefatos e Joias, Prototipagem Rápida.
No campo de pesquisa, existem diversos projetos, como: diagnóstico, gestão e reutilização dos resíduos gerados pelas empresas de pedras preciosas da região de Soledade – RS; Di-gitalizador 3D de gemas e pedras preciosas com software CAD de apoio ao projeto de lapidação; Metodologia para o licencia-mento ambiental das indústrias extratoras de pedras precio-

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 115 |
sas do Rio Grande do Sul; Desenvolvimento de um ambien-te virtual georreferenciado para o APL de lapidação, gemas e joias; Moagem de rejeitos da indústria de beneficiamento de pedras preciosas para a aplicação na indústria cerâmica, construção civil e impressão 3D de artefatos cerâmicos; De-senvolvimento de metodologia de exploração geológica para geodos de ametista e ágata cobre e outros minerais em am-biente hidrotermal do Grupo Serra, Sul – Sudeste do Brasil; Programa de Apoio a Núcleos de Excelência (Pronex) – Mi-nerais estratégicos do Sul do Brasil para o desenvolvimento econômico e excelência científica internacional; Padronização e otimização de sistemas de tingimento de gemas.
A transferência de tecnologia ocorre por meio da disponi-bilização dos serviços à comunidade, como cortes, gravações, e prototipagem. Para a realização de todas essas atividades, foram adquiridos diversos equipamentos e máquinas, dentre os quais: digitalizador tridimensional portátil, impressora 3D para prototipagem rápida, gravadora a laser, máquina de corte e recorte a jato d’água abrasivo. Além disso, a empresa também possui outros equipamentos, como miniestação para fundição por cera perdida, cabocheira, bancadas, catracas mecânicas para lapidação.
Por existirem muitas máquinas, torna-se difícil efetu-ar o controle da manutenção de todas. Por isso, também, há paradas imprevistas que acarretam vários problemas, como atraso no cronograma de fabricação. Devido ao fato de a em-presa ser referência na atividade, entende-se que é necessário atender de forma adequada as demais empresas que preten-dem utilizar os seus serviços. Portanto, é necessário efetuar um plano de manutenção preventiva para os equipamentos do CTPGJRS.
Introdução à manutenção industrial: conceitos e casos práticos
| 116 |
7.3.6.2 Delimitação do tema
O assunto plano de manutenção é muito amplo, passa por gestão de custo, sobressalentes, materiais, equipamentos e muitos outros aspectos, porém, busca-se apenas uma visão geral de como deve ser a área de planejamento de manuten-ção, envolvendo a manutenção preventiva. Assim sendo, será implantado no CTPGJRS, sob o enfoque da manutenção pre-ventiva, o plano de manutenção das máquinas, visando au-mentar sua durabilidade.
7.3.6.3 Procedimento metodológico
Esta pesquisa foi elaborada de forma descritiva. Exis-tem vários métodos de pesquisa, cada um possui um centro comum de procedimentos técnicos. Neste trabalho, foi usada a pesquisa bibliográfica, que é desenvolvida a partir de ma-teriais já publicados, como livros, revistas, artigos, monogra-fias, entre outros.
A implantação do projeto contou com total apoio da ad-ministração do CTPGJRS, visto que era conhecida a necessi-dade de um trabalho que envolvesse, principalmente, a pes-soa da manutenção.
Com a estrutura já existente de pessoas e equipamen-tos, basicamente, o presente trabalho foi realizado, de forma sucinta e clara, visando à troca de informações entre as áreas, ou seja, as áreas trazendo ao setor de manutenção suas neces-sidades relativas a consertos e intervenções. O setor passa a ter fichas de informações sobre os equipamentos de cada local, comportando um plano de manutenção específico por equipa-mento, geralmente, apresentado pelo fabricante do equipa-mento e adequado à realidade de cada setor. Após as devidas programações, as tarefas são encaminhadas ao setor de manu-tenção, que as executa ou solicita ajuda ao fabricante.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 117 |
A complexibilidade maior foi no entendimento e na regu-laridade na execução por parte da mão de obra, pois a maio-ria dos funcionários possui a cultura de atuar na situação emergencial, sem o hábito do correto registro do que foi feito e como foi realizada a intervenção, e sem saber do retorno que traz uma organização adequada. Para amenizar esses impac-tos e alcançar os objetivos específicos, foi preciso desenvolver atividades, conhecimento e desempenho.
7.3.7 Equipamentos e procedimentos de manutenção dos equipamentos instalados
Segue a apresentação detalhada dos equipamentos ins-talados no CTPGJRS e que serão objeto do planejamento de manutenção.
a) Digitalizador tridimensional portátil (Han-dyScan 3D Laser Scanner): efetua a digitalização tridimensional de qualquer superfície, com precisão de 0,2 mm (Figura 37).
Figura 37 – Digitalizador tridimensional portátil (HandyScan 3D Laser
Scanner)
Fonte: elaboração do autor.

Introdução à manutenção industrial: conceitos e casos práticos
| 118 |
b) Impressora 3D: baseia-se em um sistema de fa-bricação por adição de material, o que possibilita a impressão de peças com geometria complexa ou a construção de múltiplos modelos simultaneamente. É utilizada na fabricação de protótipos para o desen-volvimento de novos produtos (Figura 38).
Figura 38 – Impressora 3D
Fonte: elaboração do autor.
c) Estereolitografia: manufatura rápida e prototipa-gem rápida para produção de peças de alta precisão (0,01 mm). Utilizada na fabricação de modelos para fundição por cera perdida (Figura 39).
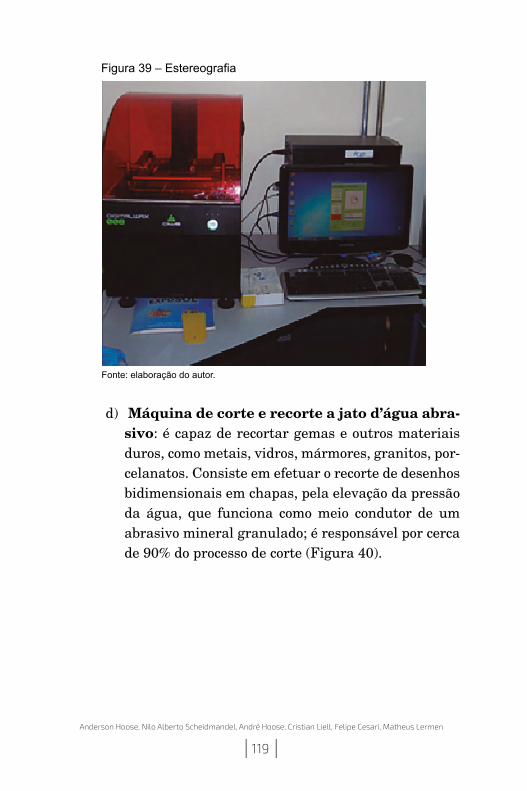
Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 119 |
Figura 39 – Estereografia
Fonte: elaboração do autor.
d) Máquina de corte e recorte a jato d’água abra-sivo: é capaz de recortar gemas e outros materiais duros, como metais, vidros, mármores, granitos, por-celanatos. Consiste em efetuar o recorte de desenhos bidimensionais em chapas, pela elevação da pressão da água, que funciona como meio condutor de um abrasivo mineral granulado; é responsável por cerca de 90% do processo de corte (Figura 40).

Introdução à manutenção industrial: conceitos e casos práticos
| 120 |
Figura 40 – Máquina de corte e recorte a jato d'água abrasivo
Fonte: elaboração do autor.
e) Gravadora a laser galvonométrico: com potência de 30 Watts, baseia-se em processo de concentração de energia em forma de calor em uma área limitada, a fim de queimar uma porção do material para gra-var um desenho previamente projetado no material desejado (Figura 41).
Figura 41 – Gravadora a laser (tipo galvonométrico)
Fonte: elaboração do autor.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 121 |
f) Eco Station: multiestação para preparação de re-vestimento, fundição e inclusão de metal. Tempera-tura máxima de 1200ºC (Figura 42).
Figura 42 – Fundição por cera perdida
Fonte: elaboração do autor.
g) Câmara de vácuo: pressão para inclusão de me-tais, sistema de pressurização (Figura 43).
Figura 43 – Câmara de vácuo
Fonte: elaboração do autor.

Introdução à manutenção industrial: conceitos e casos práticos
| 122 |
h) Hot Pen (BQZ): estação de solda com controle de temperatura com LED indicador, com temperatu-ra ajustável de acordo com a necessidade: 180ºC a 800ºC (Figura 44).
Figura 44 – Hot Pen (BQZ)
Fonte: elaboração do autor.
i) 3.9 Micro Jet (BQZ): microestação de injeção de cera. Equipamento com controlador digital de tem-peratura que permite uma maior produtividade (Fi-gura 45).
Figura 45 – Micro Jet (BQZ)
Fonte: elaboração do autor.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 123 |
j) Forno Vulcano: projetado para indústrias de fundi-ção de cera perdida (Figura 46).
Figura 46 – Forno Vulcano
Fonte: elaboração do autor.
k) Jet Clean: lavadora de alta pressão que elimina os resíduos da fundição sem danificar as peças de metal (Figura 47).
Figura 47 – Jet Clean
Fonte: elaboração do autor.

Introdução à manutenção industrial: conceitos e casos práticos
| 124 |
l) Off Jito – lixadeira de jitos: lixadeira para elimi-nar os canais de alimentação e dar acabamento ini-cial às peças fundidas (Figura 48).
Figura 48 – Off Jito
Fonte: elaboração do autor.
m) Cabocheira: máquina para produzir cabochões. Um cabochão é uma gema resultante de uma lapidação lisa, ou sem cabochão (Figura 49).
Figura 49 – Cabocheira
Fonte: elaboração do autor.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 125 |
n) Agitador de peneiras: aparelho destinado a efetu-ar ensaios de separação de materiais a serem classi-ficados pelo tamanho de seus grãos (Figura 50).
Figura 50 – Agitador de peneiras
Fonte: elaboração do autor.
o) Bancada manual: para fazer acabamento final nas peças (Figura 51).
Figura 51 – Bancada manual
Fonte: elaboração do autor.

Introdução à manutenção industrial: conceitos e casos práticos
| 126 |
p) Bancada lapidador: para formatar a gema e pa-dronizar seus tamanhos (Figura 52).
Figura 52 – Bancada lapidador
Fonte: elaboração do autor.
q) Forno elétrico: forno tipo mufla para 1000ºC. Uti-lizado para fundir metais não ferrosos, são equipa-mentos versáteis, podendo também ser facilmente usados no tratamento térmico de metais (Figura 53).
Figura 53 – Forno elétrico
Fonte: elaboração do autor.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 127 |
r) Estufa de secagem: com 250ºC, é usada para seca-gem de sementes na fabricação de joias (Figura 54).
Figura 54 – Estufa de secagem
Fonte: elaboração do autor.
s) Estufa de circulação e secagem: com 300ºC, é um equipamento aplicável em secagem de produtos vegetais que necessitam de ação moderada de tem-peratura, reduzindo os riscos de danificar princípios ativos durante a secagem e melhorando a eficiência através do processo de circulação e renovação do ar. Também utilizada com temperatura mais elevada para testes de dilatação de metais e outros materiais (Figura 55).

Introdução à manutenção industrial: conceitos e casos práticos
| 128 |
Figura 55 – Estufa de circulação e secagem.
Fonte: elaboração do autor.
t) Moinhos de bolas: periquito para dois frascos é uma ferramenta para moagem de minérios e outros materiais (Figura 56).
Figura 56 – Moinhos de bola
Fonte: elaboração do autor.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 129 |
u) Máquina de corte a laser: com potência de 70 Watts, é capaz de recortar materiais orgânicos, acrí-lico, couro, MDF, entre outros (Figura 57).
Figura 57 – Corte a laser
Fonte: elaboração do autor.
v) Compressor de pistão (Schulz): utilizado na ali-mentação da rede de ar comprimido do laboratório, é usado em diversos equipamentos, como: máquina de corte e recorte a jato d’água abrasivo, Micro Jet (BQZ), câmara de vácuo, fundição por cera perdida, Eco Station, corte a laser (Figura 58).
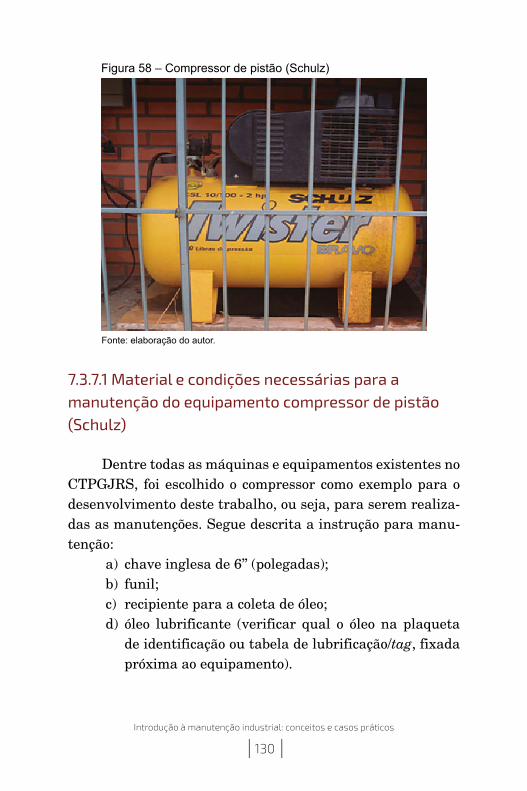
Introdução à manutenção industrial: conceitos e casos práticos
| 130 |
Figura 58 – Compressor de pistão (Schulz)
Fonte: elaboração do autor.
7.3.7.1 Material e condições necessárias para a manutenção do equipamento compressor de pistão (Schulz)
Dentre todas as máquinas e equipamentos existentes no CTPGJRS, foi escolhido o compressor como exemplo para o desenvolvimento deste trabalho, ou seja, para serem realiza-das as manutenções. Segue descrita a instrução para manu-tenção:
a) chave inglesa de 6’’ (polegadas);b) funil; c) recipiente para a coleta de óleo;d) óleo lubrificante (verificar qual o óleo na plaqueta
de identificação ou tabela de lubrificação/tag, fixada próxima ao equipamento).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 131 |
Caixa de mancal: retirar o copo, encher de óleo e re-colocar no suporte. Se necessário, encher o copo novamente, até nivelar. Nunca repor óleo pelo bujão de respiro quando o sistema for de copo nivelador;
Equipamento com visor de nível: verificar o nível pelo visor e completar pelo bujão de respiro. O bujão de res-piro fica localizado na parte superior da caixa de mancal, e o bujão de dreno na parte inferior;
Procedimentos para troca de óleo:a) certificar-se de que o equipamento está parado e fora
de partida automática;b) abrir o dreno da caixa de mancal e deixar todo o óleo
escoar; fechar o dreno e colocar um pouco de óleo lim-po no bujão de respiro; se possível, girar o equipa-mento manualmente para lavar o mancal;
c) abrir o dreno e deixar escorrer todo o óleo de lava-gem; fechar o dreno; tirar o copo nivelador; colocar óleo novo pelo bujão de respiro; encher o copo nivela-dor e roscar no suporte;
d) abrir novamente o bujão de dreno até começar a ser reposto no interior da caixa mancal pelo copo nive-lador; no mesmo momento, fechar o bujão de dreno; completar o copo nivelador;
e) verificar novamente se o dreno da caixa de mancal está bem fechado;
Óleo utilizado no equipamento: próximo aos pontos de aplicação de lubrificação de cada equipamento da área, há plaquetas de alumínio com o código do respectivo lubri-ficante; também existem tabelas de lubrificantes para cada tag de posse do supervisor de cada área. Observar bem esses detalhes para não colocar lubrificantes inadequados no equi-pamento;

Introdução à manutenção industrial: conceitos e casos práticos
| 132 |
Resultados esperados: manter o equipamento lubrifi-cado dentro das condições ideais de funcionamento.
7.3.7.2 Procedimentos de manutenção, insumos e ferramentas utilizadas em cada equipamento
Segue a descrição de como se deve efetuar a manutenção preventiva de um compressor:
Cada 4 horas (duas vezes por dia): a) verificar a pressão do ar fornecido; b) drenar as condensações, abrindo as torneiras de dre-
nagem (do filtro de ar, das válvulas reguladoras, do pós-esfriador, do receptor de ar);
Cada 50 horas (uma vez por semana):a) verificar o nível de óleo no “cárter” e completar; lan-
çar no fichário;b) inspecionar os elementos filtrantes; limpar ou subs-
tituir;c) limpar o compressor externamente, nas instalações
e nos acessórios e separadores;d) drenar os reservatórios e separadores.
Elaboração das fichas de manutenção: ficha padrão que será utilizada para todas as máquinas (Figura 59).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 133 |
Figura 59 – Ficha de máquina
CT – Pedras Ficha de máquina no _________/2012
Equipamento: Código:Fabricante:Função: Localização:Data de compra:Fornecedor:Recurso de aquisição:
PRINCIPAIS PEÇAS DE REPOSIÇÃOCódigo Peça Fabricante
Fonte: elaboração do autor (2012).
Ficha de manutenção preventiva: o ponto de parti-da da manutenção preventiva é o levantamento das partes da máquina mais sujeitas a falhas e dos pontos que exigem regulagens periódicas. Essas informações são normalmente fornecidas pelo fabricante (Figura 60).

Introdução à manutenção industrial: conceitos e casos práticos
| 134 |
Figura 60 – Ficha de manutenção preventiva
CT Pedras
Equipamento: Compressor
FICHA DE MANUTENÇÃO PREVENTIVA – INSPEÇÃO PERIÓDICA
Tarefa Situação Revisão1 Limpeza– Limpar toda a unidade
Diariamente
2 Motor– Medir a compressão
Diariamente
3 Pressão– Verificar a pressão do ar fornecido
Cada 4 horas (duas vezes por dia)
4 Drena– Abrir as torneiras de drenagem (do filtro de ar, das válvulas reguladoras, do pós-resfriador, do receptor de ar)
Cada 4 horas (duas vezes por dia)
5 Correias de acionamento– Verificar a tensão e o desgaste
Mensalmente
6 Filtros– Verificar os filtros
Diariamente
7 Acessórios– Verificar o funcionamento de todos os acessórios
Semanalmente
8 Óleo– Verificar o nível no “cárter” e completar
Semanalmente
9 Lubrificação– Fazer lubrificação e verificações recomendadas pela tabela de lubrificação
Mensalmente
10 Inspeção geral– Inspecionar toda a unidade– Operar a unidade e verificar o funcionamento de todos os controles
Semanalmente
Identificação do Operador de Manutenção:
Data da inspeção: / / 2012
Fonte: elaboração do autor (2012).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 135 |
7.3.7.3 Formas de controle da manutenção preventiva
O controle da manutenção preventiva é o sistema no qual as manutenções preventivas são controladas e analisadas por meio de formulários, preenchidos manualmente e guardado em pastas de arquivo. O controle pode ser automatizado, no qual toda a intervenção da manutenção tem seus dados armazena-dos em computadores, para melhoria da logística da informação, além da obtenção facilitada de consultas, listagens e tabelas, aumentando grandemente a agilidade na tomada de decisões.
A ficha de controle tem por objetivo controlar a vida útil de cada um dos componentes e de cada peça de um de-terminado equipamento. A Figura 61 representa a ficha de controle e a Figura 62 representa a ficha padrão utilizada para todas as máquinas.
Figura 61 – Ficha de controle da manutenção preventiva, histórico da so-licitação de serviço
CT – Pedras Ficha de controle no_______/2012Equipamento:Peça/Sistema:
Data da troca Responsável
Vida útil estimada:
Horastrabalhadas
Horasacumuladas
Código:Código:
Fonte: elaboração do autor (2012).
Figura 62 – Ficha padrão utilizada para todas as máquinas
CT – Pedras Ficha de manutenção corretiva
Equipamento:Defeito provável:Sintoma apresentado:Causa provável:Solicitado por:Data: / / 2012Horário:
Localização:
Recebido por:Data: / / 2012Horário:
Fonte: elaboração do autor (2012).

Introdução à manutenção industrial: conceitos e casos práticos
| 136 |
7.3.7.4 Controle geral de manutenção de todos os equipamentos instalados
O controle geral de todos os serviços feitos em equi-pamentos é registrado em uma ficha de serviço, a qual tem por objetivo documentar os problemas encontrados no equi-pamento durante o tempo de manutenção, seja na oficina de manutenção ou no seu local. Nessa ficha, são anotadas as peças substituídas, as modificações feitas e quaisquer outros problemas encontrados, bem como a provável causa do defei-to. A ficha de serviço (Figura 63) deve ser arquivada em uma pasta que mostre toda a história de manutenção do referido equipamento. É importante destacar o número total de horas trabalhadas, pois isso servirá para o cálculo do custo da ma-nutenção corretiva realizada.
Figura 63 – Ficha de controle geral de manutenção de todos os equipa-mentos instalados
CT – Pedras Ficha de servino no __________/2012
Equipamento:______________________________________ No _______/_______/ 2012
Executor :_______________________________________ Data: _______/_______/ 2012
Hora início:____________ Hora final: ____________ Total de horas trabalhadas:________
Defeito(s) encontrado(s):
Causa provável:
Procedimento:
Peças substituídas:
Assinatura executor: Assinatura responsável setor:
Fonte: elaboração do autor (2012).
A partir dos dados coletados pela manutenção indus-trial, será possível elaborar um histórico de manutenção dos equipamentos, com dados referentes à operação de manuten-ção que foi realizada, ao funcionário responsável, às datas da última e da próxima manutenção (Figura 64).

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 137 |
Figura 64 – Ficha de controle geral de manutenção de todos os equipa-mentos
Equipamento Operação de manutenção Última manutenção Responsável Frequência Próxima manutenção SituaçãoDigitalizador tridimensional portátil Limpar lentes 20/09/2012 Matheus 7 27/09/2012 AtrasadoDigitalizador tridimensional portátil Limpar o laser 22/09/2012 Matheus 7 29/09/2012 Atrasado
Impressora 3D Verificar o cabeçote de impressão 25/09/2012 Matheus 7 02/10/2012 AtrasadoEstereolitografia Trocar a resina 30/09/2012 Matheus 30 30/10/2012 Atrasado
Jato D’água abrasivo Inspecionar os pistões hidráulicos 12/10/2012 Matheus 30 11/11/2012 Atrasado
Jato D’água abrasivo Medir a compressão e pressão 12/10/2012 Matheus 7 19/10/2012 AtrasadoJato D’água abrasivo Verificar os filtros 12/10/2012 Matheus 7 19/10/2012 Atrasado
Jato D’água abrasivo Trocar as borrachas 12/10/2012 Matheus 120 09/02/2013 Em diaJato D’água abrasivo Retirar o abrasivo do tanque 15/10/2012 Matheus 120 12/02/2013 Em diaJato D’água abrasivo Trocar as grades 21/09/2012 Matheus 365 21/09/2013 Em dia
Gravadora a laser galbonométrico Verificar os controles 10/10/2012 Matheus 7 17/10/2012 Atrasado
Fundição por cera perdida Verificar os controles 13/10/2012 Matheus 7 20/10/2012 Atrasado
Eco station Verificar os controles 11/09/2012 Matheus 7 18/09/2012 Atrasado
Câmara de vácuo Verificar os controles 11/09/2012 Matheus 7 18/09/2012 Atrasado
Hot pen (BQZ) Verificar os controles 11/09/2012 Matheus 7 18/09/2012 Atrasado
Micro jet (BQZ) Verificar os controles 11/09/2012 Matheus 7 18/09/2012 Atrasado
Forno vulcano Verificar os controles 11/09/2012 Matheus 7 7 07/12/2012 Em dia
Jet clean Verificar os controles 21/09/2012 Matheus 7 27/09/2012 Atrasado
Off jito Verificar os controles 20/09/2012 Matheus 7 27/09/2012 Atrasado
Off jito Trocar lixa 20/09/2012 Matheus 30 20/10/2012 Atrasado
Cabocheira Verificar os controles 20/09/2012 Matheus 7 27/09/2012 Atrasado
Agitador de peneiras Verificar os controles 20/09/2012 Matheus 7 27/09/2012 Atrasado
Bancada manual Trocar serra 20/09/2012 Matheus 120 18/01/2013 Em dia
Bancada manual Verificar os controles 20/09/2012 Matheus 7 27/09/2012 Atrasado
Bancada lapidador Trocar disco 20/09/2012 Matheus 120 18/01/2013 Em dia
Fonte: elaboração do autor (2012).
7.3.8 Conclusão
Este trabalho tratou sobre a necessidade de o CTPG-JRS contar com um plano de manutenção. A manutenção se apresenta como uma escolha viável para a redução dos des-perdícios inerentes ao processo produtivo, principalmente os tempos de parada de máquina.
Como os resultados obtidos após a implementação do plano de manutenção ainda não permitiram uma avaliação definitiva de sua eficácia, constata-se que a manutenção in-fluencia o aumento das horas de disponibilidade dos equipa-mentos, impacta na receita, no custo e no aumento da produ-ção. A quebra de uma máquina, sendo gargalo, pode contabi-lizar prejuízos irreparáveis.

ReferênciasASSOCIAÇÃO BRASILEIRA DE MANUTENÇÃO. Documento Nacio-nal de Manutenção 2011. Curitiba, 2011. Disponível em: <http://www.abraman.org.br/Arquivos/7/7.pdf>. Acesso em: 01 abr. 2017.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5462: Confiabilidade e Mantenabilidade. Rio de Janeiro, 1994.
ASTREIN. Apostila PCM. Planejamento, Programação e Controle da Manutenção. São Bernardo do Campo. São Paulo. Astrein Assessoria e Treinamento Industrial Ltda., 2003.
BADÍA, F. G.; BERRADE, M. D.; CAMPOS, C. A. Optimal inspection and reventive maintenance of units with revealed and unrevealed fail-ures. Reliability Engineering and System Safety, Zaragoza. Espanha. v. 78 p. 157-163, 2002.
BIEHL, Norberto Carvalho; SELLITTO, Miguel Afonso. TPM e manu-tenção autônoma: estudo de caso em uma empresa da indústria me-tal-mecânica. Revista Produção Online, Florianópolis, SC, v. 15, n. 4, p. 1123-1147, out./dez. 2015.
BLACK, J. T. O projeto da fábrica com futuro. Porto Alegre: Bookman, 1998.
BORGES, Fábio Morais; MENEGON, Nilton Luiz. Fator humano: con-fiabilidade às instabilidade do sistema de produção. Gestão da Produ-ção, Operações e Sistemas, Bauru, São Paulo, ano 4, n. 4, p. 37-48, out./dez. 2009.
BRANCO FILHO, Gil. A organização, o planejamento e o controle da manutenção. Rio de Janeiro: Ciência Moderna Ltda., 2008.
CARDIA, Wagner; GRINGS, Zaniel. Benchmarking: mais do que um conceito da moda. Cambridge Marketing College, Reino Unido. Disponí-vel em: <home.furb.br/wilhelm/COMPETIV/Benchmarking.doc>. Aces-so em: 1 jul. 2016.
CARRIÇO, Valmir Gonçalves. A evolução da manutenção. [2016]. Dispo-nível em: <http://professorv18.dominiotemporario.com/doc/Aula_06_-_GM_-_A_Evolucao_da_Manutencao.pdf>. Acesso em: 30 jun. 2016.
CHIAVENATO, Idalberto. Iniciação à administração da produção. São Paulo: Makron Books, 1991.
DIEHL, Astor Antonio; PAIM, Denise Carvalho Tatim. Metodologia e técnica de pesquisa em ciências sociais aplicadas: uma proposta de es-tudos. Passo Fundo: Clio Livros, 2002.
DRAPINSKI, Janusz. Manual de manutenção mecânico básica. São Paulo: McGraw-Hill, 1973.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 139 |
FABRO, Elton. Modelo para planejamento de manutenção baseado em indicadores de criticidade de processos. Dissertação (Mestrado em Engenharia de Produção) - UFSC, Florianópolis, 2003. Disponível em: https//repositorio.ufsc.br/bitstream/handle/123456789/84910/198455.pdf?sequence=1&isAllowed=y. Acesso em: 19 nov. 2016.
FOGLIATTO, Flávio Sanson; RIBEIRO, José Luis Duarte. Confiabili-dade e manutenção industrial. Rio de Janeiro: Elsevier, 2009.
GEBRAN, Amaury Pessoa. Manutenção e operação de equipamentos de subestações. São Paulo: Bookman, 2014.
GRALL, A.; BERENGUER, C.; DIEULLE, L. A condition-based main-tenance policy for stochastically deteriorantig systems. Reliability En-gineering and System Safety, Troyes, France. v. 76, p. 167-180, 2002.
GURSKI, Carlos Alberto. Curso de formação de operadores de refinaria: noções de confiabilidade e manutenção industrial. Curitiba: Petrobras; UnicenP, 2002.
HARDING, Hamish Alan. Administração da produção. São Paulo: Atlas, 1992.
COSTA JUNIOR, Eudes Luiz. Gestão em processos produtivos [livro ele-trônico]. Curitiba: InterSaberes, 2012.
LEMOS, Mateus Albernaz; ALBERNAZ, Claudia Marcia R. Machado; CARVALHO, Rogerio Atem de. Qualidade na Manutenção. In: ENCON-TRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 31, 04 a 07 de outubro de 2011. Anais... Belo Horizonte, 2011.
MORAES, Paulo Henrique de Almeida. Manutenção produtiva total: es-tudo de caso em uma empresa automobilística. Dissertação (Mestrado em Gestão e Desenvolvimento Regional na área de Gestão de Recursos Sócio produtivos) - Unitau, Taubaté, 2004. Disponível em: <http://ppga.com.br/mestrado/2003/moraes-paulo_henrique_de_almeida.pdf>. Aces-so em: 20 mar. 2017.
KARDEC, Alan; LAFRAIA, João Ricardo. Gestão estratégica e confiabi-lidade. Rio de Janeiro: Qualitymark, 2002.
KARDEC, Alan; NASCIF Júlio. Manutenção: função estratégica. 3. ed. Rio de Janeiro: Qualitymark; Petrobrás, 2009.
______. Manutenção: função estratégica. Rio de Janeiro: Qualitymark, 2010.
KARDEC, Alan; RIBEIRO, Haroldo. Gestão estratégica e manutenção autônoma. Rio de Janeiro: Qualitymark, 2002.
MARTINS, Petrônio; LAUGENI, Fernando. Administração da produ-ção. 2. ed. São Paulo: Saraiva, 2005.
MOTTA, S. Brandão da; COLOSIMO, E. Antônio. Determination of preventive maintenance periodicities of standby devices. Reliability

Introdução à manutenção industrial: conceitos e casos práticos
| 140 |
Engineering and System Safety, Belo Horizonte, Minas Gerais, v. 76, p. 149-154, 2002.
MONCHY, Françóis. A função manutenção: formação para a gerência da manutenção industrial. São Paulo: Durban, 1989.
PEREIRA, M. J. Engenharia de manutenção: teoria e prática. Rio de Janeiro: Ciência Moderna, 2009.
PINTO, João Paulo. Manutenção Lean. Lisboa: Lidel, 2013.
QUEIROZ, Laura Michelle dos Anjos. Planejamento e controle da ma-nutenção aplicados ao processo de manufatura do ramo alimentício. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 35, 13 a 16 de outubro de 2015. Anais... Fortaleza, CE, 2015.
SELLITTO, Miguel Afonso; FACHINI, Silmar José. Análise estratégica da gestão da manutenção industrial de uma empresa de metal-mecâni-ca. E-Tech: Tecnologias para Competitividade Industrial, Florianópolis, v. 7, n. 1, 2014.
SANTOS, Valdir Aparecido dos. Manual prático da manutenção indus-trial. 4. ed. São Paulo: Ícone, 2013.
TAKAHASHI, Yoshikazu; OSADA, Takashi. TPM/MPT manutenção produtiva total. São Paulo: Imam, 1993.
TAVARES, Lourival. Administração moderna de manutenção. Rio de Janeiro: Novo Polo Publicações, 1999.
__________. Manutenção. 2011. Disponível em: <http://www.mundome-canico.com.br/wp-content/uploads/2011/01/manutencao_i.pdf>. Acesso em: 30 jun. 2016.
VENANZI, Délvio; SILVA, Orlando Roque da. Introdução à Engenharia de Produção: conceitos e casos práticos. Rio de Janeiro: LTC, 2016.
VIANA, Herbert Ricardo Garcia. Planejamento e controle da manuten-ção. Rio de Janeiro: Qualitymark, 2002.
XENOS, Harilaus Georgius d’Philippos. Gerenciando a manutenção pro-dutiva. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1998.
_______. Gerenciando a manutenção produtiva. Nova Lima: INDG Tec-nologia e Serviços Ltda., 2004.
_______. Gerenciando a manutenção produtiva. 2. ed. Nova Lima, Minas Gerais:Falconi, 2010.
YAMAGUCHI, Carlos Toshio. TPM – manutenção produtiva total. São João Del Rei: Icap del-Rei, 2005.
ZAIONS, Douglas Roberto. Consolidação da metodologia de manuten-ção centrada em confiabilidade em uma planta de celulose e papel. 2003. 219f. Dissertação (Mestrado em Engenharia de Produção) – Escola de Engenharia, Universidade do Rio Grande do Sul, Porto Alegre, 2003.

Sobre os autoresPara finalizar este importante trabalho, faz-se necessá-
ria a apresentação dos autores, que, juntos, buscaram cons-truir este projeto de forma simples e clara, mas com visão prática acerca dos assuntos que envolvem a manutenção in-dustrial.
Anderson Hoose – Graduado em Admi-nistração pela Universidade de Passo Fun-do (UPF) (2001). Especialista em Gestão Estratégica Empresarial pela UPF (2003). Graduado em Engenharia de Produção Me-cânica pela UPF (2010). Mestre em Projeto e Processos de Fabricação pela UPF (2013). Tem experiência profissional na área Estu-do de Tempos e Métodos e Engenharia de
Produção Mecânica, com atuação nas atividades de: Processista, Supervisão e Coordenação na área de Planejamento e Controle de Produção. Atuou na Indústria de Implementos Agrícolas Jan S.A., no período de 1997 até 2015. Atua como professor na UPF desde 2012, ministrando aulas em disciplinas dos cursos de Engenharia de Produção Mecânica, Engenharia de Produção, Tecnólogo em Fa-bricação Mecânica, Engenharia Mecânica, Especialização em Enge-nharia de Produção e Especialização em Engenharia da Manuten-ção Industrial.

Introdução à manutenção industrial: conceitos e casos práticos
| 142 |
Nilo Alberto Scheidmandel – Graduado em Engenharia Mecânica pela Universida-de de Passo Fundo (1986) e em Pedagogia pela Universidade do Sul de Santa Catarina (2006). Especialista em Gestão da Qualida-de (ênfase em planejamento estratégico), em Gestão da Produção e em Engenharia de Segurança do Trabalho e Meio Ambiente. Mestre em Engenharia de Projetos e Proces-
sos. Tem trinta anos de vivência na indústria metalomecânica e na indústria de alimentos. É consultor e assessor empresarial, atuando no comércio, na indústria e na prestação de serviços. É engenhei-ro de segurança do trabalho com atuação em perícias, inspeções, laudos técnicos, PPRA, Ltcat, treinamentos na área de combate a incêndio, Cipa, análise de riscos e prevenção e controle de riscos em máquinas, equipamentos e instalações. Na área de Educação, atua principalmente em gestão de projetos, inovação tecnológica, gestão da qualidade, desenvolvimento e gestão de processos produ-tivos. Atualmente, é professor da Universidade de Passo Fundo na Faculdade de Engenharia e Arquitetura (Fear) e Coordenador da especialização em Engenharia de Produção na mesma instituição.
André Hoose – Graduado em Administração (2001) e especialista em Gestão Estratégica Empresarial pela Universidade de Passo Fun-do (2003). Atua na Indústria de Implemen-tos Agrícolas Jan S.A., desde 1997, na qual já exerceu a função de Auditor da Qualidade (1997-2001) e, desde 2001, está na função de Supervisor e Coordenador do Departamento de Manutenção.

Anderson Hoose, Nilo Alberto Scheidmandel, André Hoose, Cristian Liell, Felipe Cesari, Matheus Lermen
| 143 |
Cristian Liell – Graduado em Engenharia de Produção Mecânica pela Universidade de Passo Fundo (2015). Atua, desde 2007, como gerente administrativo da empresa Lacticí-nio Boavistense Ltda., situada em Nova Boa Vista, RS, na qual coloca em prática o conhe-cimento adquirido no curso de graduação em prol do setor alimentício.
Felipe Cesari – Graduado em Engenharia de Produção Mecânica pela Universidade de Passo Fundo (2016). Tem experiência profis-sional na área de métodos e processos, de 2011 a 2014, nos setores de usinagem, fundição e rotomoldagem. Atualmente, atua como pro-fessor no Serviço Nacional de Aprendizagem Industrial (Senai), desde novembro de 2014,
ministrando aulas em cursos voltados para a usinagem de peças por meio de máquinas convencionais e CNCs.
Matheus Lermen – Graduado em Engenha-ria de Produção Mecânica pela Universidade de Passo Fundo (2012), com área de atuação em Mecânica Básica de Veículos na Faculdade La Salle Estrela, RS. Também atuou como En-genheiro acreditado pelo Inmetro na Empresa Jacuí Inspeção Veicular Espumoso, TECSUL Inspeção Veicular e Cargas Perigosas, em Passo Fundo e Esteio, RS, e como Engenheiro
acreditado pela Petrobras e Ipiranga na área de inspeção de pro-jetos para construções e reformas de postos de combustíveis, para Petrobras e Ipiranga.