influência do quebra-cavaco na dinâmica do torneamento do ... · do torneamento do aço abnt 1045...
TRANSCRIPT
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Robson Bruno Dutra Pereira
Influência do quebra-cavaco na dinâmica
do torneamento do aço ABNT 1045
São João Del Rei, 2011

Robson Bruno Dutra Pereira
Influência do quebra-cavaco na dinâmica
do torneamento do aço ABNT 1045
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal de São João del-Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica Área de Concentração: Materiais e Processos de Fabricação Orientador: Prof. Dr. Durval Uchôas Braga
São João Del Rei, 2011

3
FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA
F884p
Pereira, Robson Bruno Dutra Influência do quebra-cavaco no processo de torneamento do Aço ABNT 1045 / Robson Bruno Dutra Pereira – São João del Rei, MG. 2010. Orientador: Prof. Dr. Durval Uchôs Braga Dissertação (mestrado) - Universidade Federal de São João del-Rei, Programa de Pós-Graduação em Engenharia Mecânica. 1. Quebra-cavacos. 2. Formação de cavacos. 3. Corte ortogonal. 4. Forças de corte. 5. rugosidade superficial. I. , . II. Universidade Federal de São João del Rei. III. Título
Titulo em Inglês: Chip-breaker influence on turning dinamics of AISI 1045
stell Palavras-chave em Inglês: Chip-breaker, chip formation, orthogonal
cutting, cutting forces, surface roughness Área de concentração: Processos de fabricação Titulação: Mestrado Banca examinadora: Dr. Durval Uchôas Braga, Dr. João Roberto
Ferreira, Dra. Daniela Carine Ramires de Oliveira Data da defesa: 03/03/2011 Programa de Pós-Graduação: Programa de pós-graduação em Engenharia Mecânica PPMEC/UFSJ
4
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
DISSERTAÇÃO DE MESTRADO
Influência do quebra-cavaco na dinâmica
do torneamento do aço ABNT 1045
Autor: Robson Bruno Dutra Pereira Orientador: Prof. Dr. Durval Uchôas Braga A Banca Examinadora composta pelos membros abaixo aprovou esta Dissertação:
____________________________________________________
Prof. Dr. Durval Uchôas Braga, Presidente
Universidade Federal de São João del-Rei
____________________________________________________
Prof. Dr. João Roberto Ferreira
Universidade Federal de Itajubá
____________________________________________________
Prof. Dra. Daniela Carine Ramires de Oliveira
Universidade Federal de São João del-Rei
São João del-Rei, 03 de março de 2011

5
Dedico este trabalho a Deus princípio e fim de todas as coisas, aos meus pais Walter e
Maria e aos meus irmãos Ronilson e Sara por serem essenciais em minha vida.
6
Agradecimentos
Primeiramente a Deus pelo dom da vida e por todas as bênçãos alcançadas neste
tempo em São João Del-Rei. Obrigado pela graça de aprender muito de Ti, das
pessoas e ver que ainda há muito a ser feito.
Agradeço a todos que contribuíram de forma direta para realização deste trabalho.
Ao professor Dr. Durval, orientador desta dissertação, pela confiança depositada,
pelos ensinamentos, pela paciência e, principalmente, pela oportunidade de engajar no
programa de mestrado PPMEC/UFSJ e no GRUFAB conduzindo um trabalho
experimental com ótimas condições. Obrigado por acreditar no meu trabalho.
Ao professor Dr. Frederico pelo apoio na condução do trabalho, principalmente no
planejamento experimental e análise de resultados.
À professora Dra. Daniela pela orientação no estágio de docência, pelo apoio no
planejamento experimental e análise de resultados. Ao professor Dr. Marcos pelas
dicas. Aos dois pela amizade.
À Fapemig pelo financiamento do projeto e pela bolsa de mestrado.
Aos amigos de mestrado Sávio, Caique, Alessandra, José Sebastião, Francianne
e todos os demais mestrandos pela amizade e pelas sugestões que muito contribuíram
neste trabalho.
A todos os professores docentes do PPMEC/UFSJ pelos ensinamentos, incentivo,
amizade e sugestões.
Ao técnico Camilo pelo auxílio na condução nos ensaios, fabricação dos
dispositivos e adaptações necessárias a montagem do set-up experimental. Ao
acadêmico Sérgio pelo apoio no projeto do quick-stop juntamente com o Camilo e prof.
Durval.
À Sandvik pela doação dos insertos de torneamento utilizados neste trabalho.
Agradeço a todos que contribuíram de forma indireta, sendo presentes neste
tempo e complementando minha formação profissional, espiritual e humana.
7
Aos meus pais Walter e Maria pelo apoio incondicional, incentivo, carinho,
orações, conselhos e principalmente pela lição de vida. Vocês são meus primeiros
mestres.
Ao meu irmão Ronilson pelo apoio, amizade, carinho, conselhos e por
compreender minha ausência. À minha irmã Sara pela amizade, presença constante,
carinho e por este tempo em São João Del-Rei.
Aos amigos (irmãos em Cristo) que conviveram comigo e fizeram a diferença
neste tempo. A todos os membros do MUR São João Del-Rei, GPP João Paulo II, Rep.
Confinados e Rep. Sem nome pela amizade, por serem minha família durante este
tempo e pelo apoio na caminhada.

8
“Pois meu povo se perde por falta de conhecimento (Os 4,6).”

9
Resumo
A Geometria do quebra-cavaco apresenta grande influência na usinagem dos metais,
especificamente no processo de formação, fluxo, curvatura e quebra do cavaco, de
forma que os esforços de corte gerados, qualidade superficial obtida e desgaste e vida
da ferramenta podem variar significativamente. A aplicação do quebra-cavaco tem
como principal objetivo a fratura periódica do cavaco. Porém, com a ampla gama de
insertos disponíveis no mercado é difícil aplicá-los de maneira eficiente segundo as
condições de corte utilizadas e o material usinado. Por conseguinte, este trabalho tem o
intuito de investigar a influência do quebra-cavaco no processo de torneamento do aço
ABNT 1045. Foi realizada uma extensa revisão bibliográfica contendo os diversos
aspectos relacionados à usinagem com quebra-cavacos. Foram realizados
experimentos de corte oblíquo para avaliar a influência do tipo de quebra-cavaco, do
avanço e da velocidade de corte nas componentes da força ativa e nos parâmetros de
rugosidade através de um planejamento estatístico fatorial. Os tipos de cavaco obtidos
também foram avaliados segundo o quebra-cavaco utilizado e as condições de corte.
Também foram realizados ensaios de corte ortogonal com parada rápida utilizando um
dispositivo de parada rápido projetado para este propósito. Os quebra-cavacos
testados apresentaram diferenças estatisticamente significativas entre si em relação a
todas as variáveis de resposta avaliadas, interagindo com os níveis das condições de
corte estudados. Os quebra-cavacos que se comportaram melhor em relação aos
esforços de corte e rugosidade foram destacados nos níveis das condições de corte
avaliados. As raízes dos cavacos obtidas com os diferentes tipos de quebra-cavacos
avaliados apresentaram diferenças consideráveis em relação aos aspetos metalúrgicos
observados.
Palavras Chave: Quebra-Cavacos, Formação de cavacos, corte ortogonal, forças de
corte, rugosidade superficial

10
Abstract
Chip-breaker geometries presents significant influence on machining process,
specifically on chip formation, flow, curling and breaking, varying the cutting forces,
surface roughness and tool life obtained. In addition to it, the chip-breaker plays an
important role on chip control. However, with the wide range of chip-breakers profiles
available on market, it is difficult to choose the correct one according to the cutting
conditions and work material applied. Therefore, the aim of this work is to investigate
the chip-breaker influence on turning process of ANBT/AISI 1045 steel. It includes an
extensive bibliographic review presenting several aspects related with machining on
chip-breaker presence. Oblique cutting tests were made to evaluate chip-breaker, feed
and cutting velocity influence on measured cutting forces and roughness parameters
through a statistical factorial design. Chip forms obtained were assessed according
chip-breaker type and cutting conditions. Orthogonal cutting tests were performed with a
quick-stop device designed with this purpose. The chip-breakers types tested presented
statistically significant differences on the assessed response variables interacting with
the cutting condition levels investigated. The chip-breaker types which had a better
performance on cutting forces and roughness results were highlighted. Chip roots
obtained with different chip-breakers showed considerable differences in relation with
metallurgical aspects observed.
Key Words: Chip-breaker, chip formation, orthogonal cutting, cutting forces, surface
roughness
11
Lista de Ilustrações
Figura 2.1 - Grandezas do processo de usinagem por torneamento ................................ 25
Figura 2.2 - Ferramenta monocortante ................................................................................... 25
Figura 2.3 - Planos dos sistemas de referência da ferramenta .......................................... 26
Figura 2.4 - Ângulos da ferramenta monocortante (ABNT/NBR 6163, 1989) .................. 27
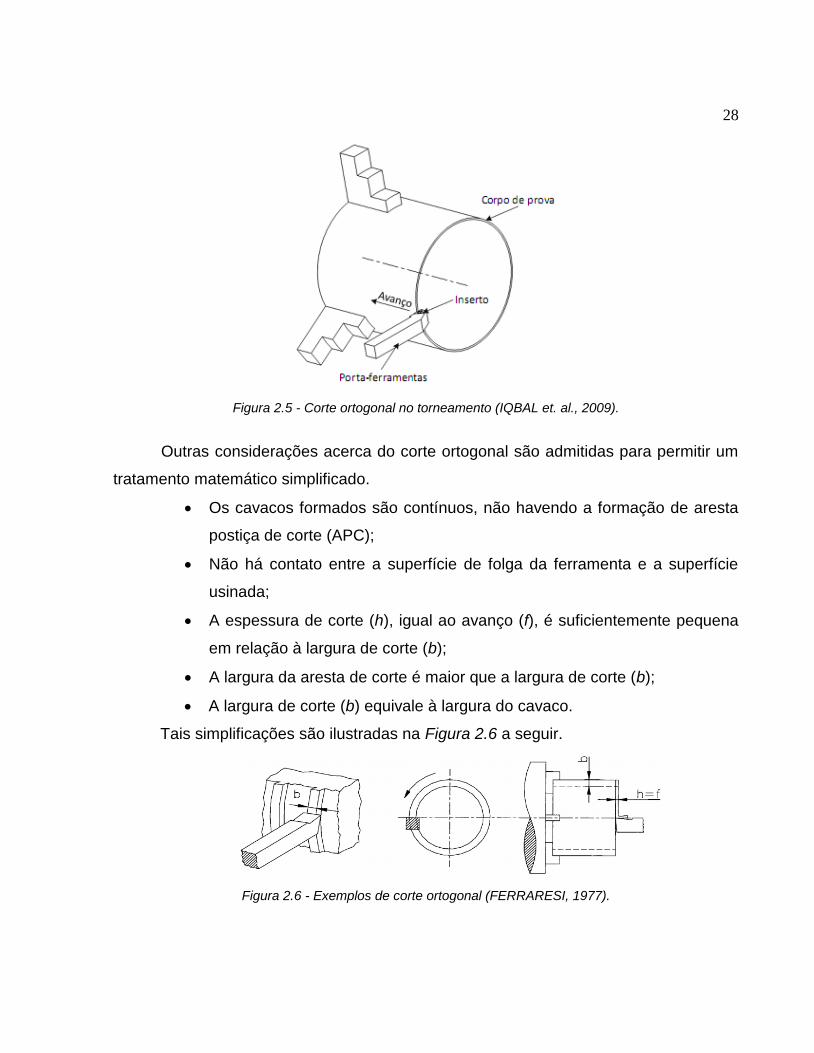
Figura 2.5 - Corte ortogonal no torneamento (IQBAL et. al., 2009). .................................. 28
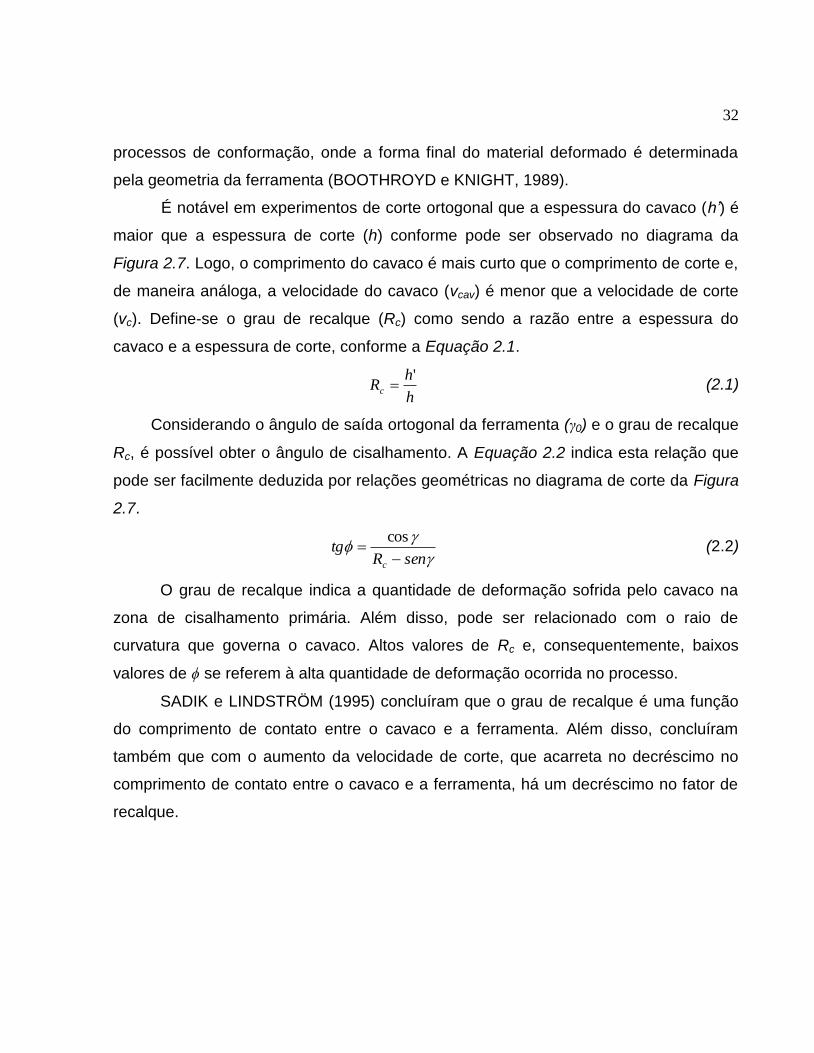
Figura 2.6 - Exemplos de corte ortogonal (FERRARESI, 1977). ....................................... 28
Figura 2.7 - Diagrama do processo de corte (TRENT e WRIGHT, 2000). ....................... 30
Figura 2.8 - Padrões cíclicos da força de corte. vc = 100 m/min., k = 46 W/m deg.K, material= aço ABNT 1045, Inserto TNMG 220408 (BALAJI et al., 1999). ........................ 31
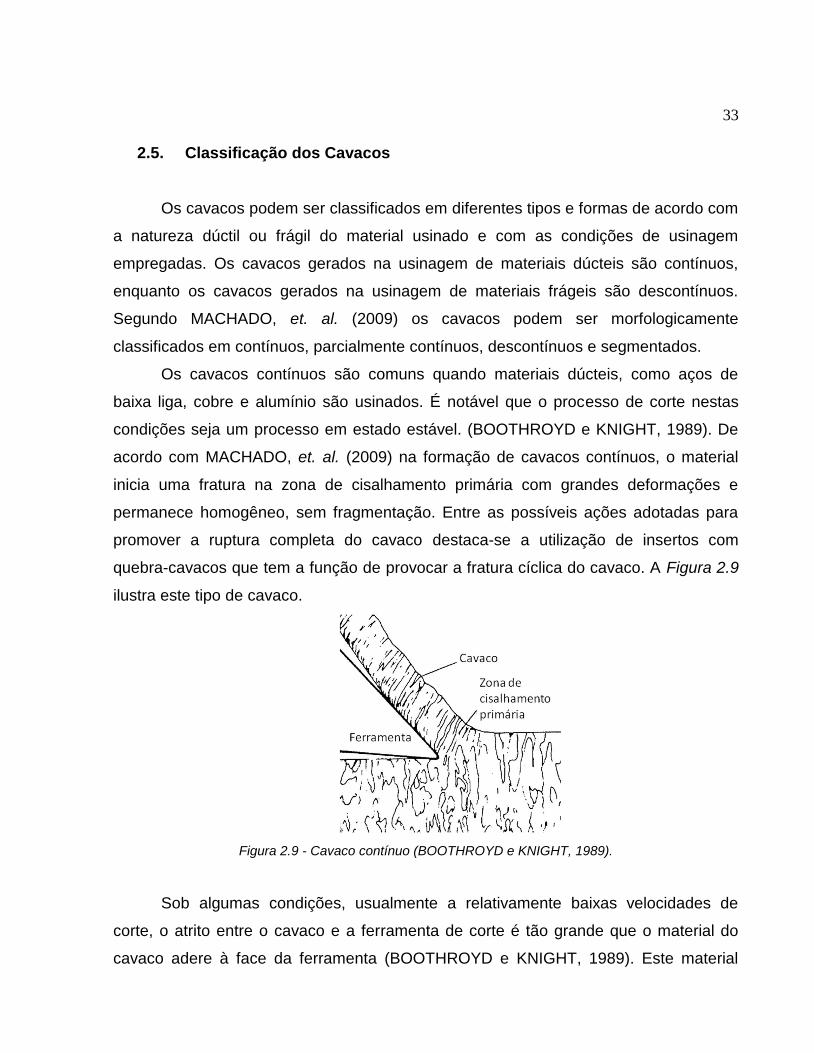
Figura 2.9 - Cavaco contínuo (BOOTHROYD e KNIGHT, 1989). ...................................... 33
Figura 2.10 - Cavaco contínuo com APC (BOOTHROYD e KNIGHT, 1989). .................. 34
Figura 2.11 - Cavaco descontínuo (BOOTHROYD e KNIGHT, 1989). ............................. 35
Figura 2.12 - Formas de cavaco produzidos na usinagem dos metais (ISO, 1993 apud MACHADO, et al. 2009). ........................................................................................................... 35
Figura 2.13 - Classificação dos padrões de cavacos (INFOS apud KIM et. al., 2009). . 36
Figura 2.14 - Formatos de quebra-cavaco comerciais (adaptado de KIM et al., 2009) . 38
Figura 2.15 - Exemplo de diagrama de cavacos (adaptado de WANG et al. 2007) ....... 39
Figura 2.16 - Tipos de quebra-cavaco: (a) tipo cratera; (b) tipo anteparo postiço; e (c) tipo anteparo integral (adaptado de BOOTHROYD e KNIGHT, 1989).............................. 40
Figura 2.17 - Diferentes geometrias de insertos usados na usinagem. (a) inserto com quebra – cavacos tipo cratera; (b) inserto com superfície de saída lisa; (c) inserto com contato restrito (ARSECULARATNE, 2004) .......................................................................... 40
Figura 2.18 - Ferramenta de corte com contato restrito (JAWAHIR, 1988) ..................... 41
Figura 2.19 - Parâmetros geométricos do quebra-cavacos tipo cratera ........................... 42
Figura 2.20 - Fluxo lateral e inverso do cavaco (a) fotografia; (b) representação esquemática (Adaptado de Jawahir et. al., 1995) ................................................................. 44
Figura 2.21 - Direção de fluxo lateral do cavaco (adaptado de SEAH et. al., 1996)....... 46
Figura 2.22 - Parâmetros equivalentes (adaptado de SEAH et. al., 1996) ....................... 47
Figura 2.23 - Área da seção transversal de corte considerando o raio de ponta ............ 48
Figura 2.24 - Área da superfície de contato restrito na zona de contato .......................... 49
Figura 2.25 - Seção transversal de corte do quebra-cavacos (adaptado de CHOI e LEE, 2001) ............................................................................................................................................. 50
Figura 2.26 - Ilustração esquemática dos modos de curvatura do cavaco: (a) vertical; (b) lateral (GHOSH et. al.,1996 apud Balaji et. al., 2006) .......................................................... 51
Figura 2.27 - Diferentes formas de fluxo e curvatura do cavaco: (a) alta curvatura lateral a baixas profundidades de corte; (b) alta curvatura vertical a altas profundidades de corte (Ghosh et. al., 1994 apud EE et. al., 2003) .................................................................. 52
Figura 2.28 - Curvatura lateral (EE et. al., 2003) .................................................................. 52
Figura 2.29 - Influencia da variação da velocidade do cavaco no fluxo lateral (Zhou, 2001) ............................................................................................................................................. 53
12
Figura 2.30 - Raio de curvatura vertical do cavaco (adaptado de CHOI e LEE, 2001) .. 54
Figura 2.31 - Raio de curvatura do cavaco. (a) antes da quebra e (b) depois da quebra do cavaco (adaptado de LEE, et. al., 2006). .......................................................................... 55
Figura 2.32 - Modos de quebra do cavaco no torneamento (BOOTHROYD e KNIGHT, 1989) ............................................................................................................................................. 56
Figura 2.33 - Quebra do cavaco através do contato com a superfície de folga (flanco) da ferramenta (CHAWLA, 2005) .............................................................................................. 57
Figura 2.34 - Forças de usinagem para o torneamento oblíquo (FERRARESI, 1977) ... 58
Figura 2.35 - Diagrama condensado de forças para o corte ortogonal (MERCHANT, 1945) ............................................................................................................................................. 59
Figura 2.36 - Superfície livre do cavaco com uma transição progressiva IJ (MOLINARI e MOUFKI, 2008) ........................................................................................................................... 61
Figura 2.37 - Variação dos parâmetros de corte devido ao raio de ponta (REDETZKY et. al., 1999 apud EE et. al., 2003) .......................................................................................... 62
Figura 2.38 - Parâmetros de desgaste em uma ferramenta com quebra-cavacos (JAWAHIR et. al., 1995 apud EE et al., 2002) ....................................................................... 63
Figura 2.39 - Visualização geométrica das forças (EE et al., 2002) .................................. 64
Figura 2.40 - Relação entre a distribuição de forças e o padrão de desgaste (EE et. al., 2002) ............................................................................................................................................. 65
Figura 2.41 - Classificação da integridade superficial (adaptado de MACHADO et al., 2009) ............................................................................................................................................. 65
Figura 2.42 - Perfil teórico de rugosidade obtida no torneamento (adaptado de DINIZ, 2008 e BOOTHROYD e KNIGHT, 1989) ................................................................................ 67
Figura 2.43 - Dispositivo de parada rápida por massa acelerada (LUCAS e WEINGAERTNER, 2004) .......................................................................................................... 69
Figura 2.44 - Raiz do cavaco do ferro fundido nodular ferrítico GGG 42 (LUCAS e WEINGAERTNER, 2004) .......................................................................................................... 70
Figura 2.45 - Fotomicrografia mostrando a deformação dos cristais nos cavacos: (a) x200 - 270 rpm, 0.101 mm/rev, γ0 = 20°; (b) x200 - 310 rpm, 0.165 mm/rev, γ0 = 15°
(CHERN, 2005) ........................................................................................................................... 70
Figura 3.1- Centro de torneamento Romi GL 240M ............................................................. 72
Figura 3.2 - Equipamentos para monitoramento das componentes das forças de usinagem. (a) Dinamômetro Kistler 9272; (b) amplificador de carga Kistler 5070A; (c) software kistler DynoWare ........................................................................................................ 72
Figura 3.3 - (a) Rugosímetro surftest SJ-400 Mitutoyo; (b) microscópio Mitutoyo TM-500 com câmera Moticam 2300 ....................................................................................................... 73
Figura 3.4 - Dispositivo de parada rápida. (a) Desenho esquemático (b) Dispositivo montado ....................................................................................................................................... 73
Figura 3.5 - Dispositivo de parada rápida. (a) Dispositivo antes do acionameto. (b) Dispositivo acionado. ................................................................................................................. 74
Figura 3.6 - Conjunto porta-ferramenta e dinamômetro montados na torre do centro de usinagem ...................................................................................................................................... 75
13
Figura 3.7 - Geometria dos quebra-cavacos e classe de metal duro dos insertos utilizados nos ensaios ................................................................................................................ 76
Figura 3.8 - Especificação dos corpos de prova de corte oblíquo...................................... 77
Figura 3.9 - Especificação dos corpos de prova de corte ortogonal .................................. 77
Figura 3.10 - (a) Ajuste do ângulo de saída (γ0) e do ângulo de folga (α0). (b) Ajuste do
ângulo de posição da aresta de corte (χR) .............................................................................. 85
Figura 4.1 - Valores médios de Fc obtidos em função de f, vc e QC.................................. 88
Figura 4.2 - Gráfico de interação entre as variáveis QC e f na resposta Fc (f na abscissa) ...................................................................................................................................... 89
Figura 4.3 - Gráfico de interação entre as variáveis f e QC na resposta Fc (QC na abscissa) ...................................................................................................................................... 91
Figura 4.4 - Gráfico de interação entre as variáveis QC e vc na resposta Fc ................... 92
Figura 4.5 - Gráfico de interação entre as variáveis vc e QC na resposta Fc ................... 93
Figura 4.6 - Superfícies de resposta de Fc em função de f e vc para os quatro níveis de QC ................................................................................................................................................. 94
Figura 4.7 - Valores médios de Ff obtidos em função de f, vc e QC .................................. 96
Figura 4.8 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ff (f na abscissa) ...................................................................................................................................... 97
Figura 4.9 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ff (QC na abscissa) ...................................................................................................................................... 98
Figura 4.10 - Superfícies de resposta de Ff em função de f e vc para os quatro níveis de QC ................................................................................................................................................. 99
Figura 4.11 - Valores médios de Rz obtidos em função de f, vc e QC ............................. 101
Figura 4.12 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ff (f na abscissa) .................................................................................................................................... 102
Figura 4.13 - Gráfico de interação entre as variáveis QC, f e vc na resposta Rz (QC na abscissa) .................................................................................................................................... 104
Figura 4.14 - Superfícies de resposta de Rz em função de f e vc para os quatro níveis de QC ............................................................................................................................................... 106
Figura 4.15 - Valores médios de Ra obtidos em função de f, vc e QC ............................. 107
Figura 4.16 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ra (f na abscissa) .................................................................................................................................... 108
Figura 4.17 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ra (QM na abscissa) .................................................................................................................................... 110
Figura 4.18 - Superfícies de resposta de Ra em função de f e vc para os quatro níveis de QC .......................................................................................................................................... 111
Figura 4.19 - Diagrama de cavacos obtidos nos ensaios .................................................. 113
Figura 4.20 - Classificação das formas de cavacos obtidas (indesejáveis em itálico) . 113
Figura 4.21 - Relação entre o Rl e as condições de corte para o inserto KR ................ 115
Figura 4.22 - (a) Cavacos com alta curvatura lateral (b)Medição do raio de curvatura lateral (inserto KR; f = 0,32mm/rot; vc = 310m/min) ............................................................ 115
Figura 4.23 - Relação entre cn e as condições de corte f e vc .......................................... 116

14
Figura 4.24 - Corpo de prova de parada rápida após usinagem contendo a raiz do cavaco conservada ................................................................................................................... 117
Figura 4.25 - Fotomicrografias das raízes dos cavacos obtidas ...................................... 118
Figura 4.26 - Direção do plano de cisalhamento AB (inserto QM, f =0,24mm/rot; aumento de 50x) ....................................................................................................................... 119
Figura 4.27 - Zona de fluxo. (a) Inserto PM, f =0,16mm/rot; (b) inserto KR, f =0,24mm/rot; aumento de 100x ............................................................................................. 120
Figura 4.28 - Raiz do cavaco em uma ferramenta com contato restrito. (a) representação esquemática; (b) micrografia (inserto PM, f =0,32) .................................. 121

15
Lista de Tabelas
Tabela 3.1 - Fatores de controle adotados para os experimentos de corte oblíquo ....... 78
Tabela 3.2 - Valores corrigidos dos ângulos de saída dos insertos utilizados ................. 79
Tabela 3.3 - Variáveis de resposta estudadas nos experimentos de corte oblíquo ........ 80
Tabela 3.4 - Matriz dos ensaios de corte oblíquo realizados ............................................. 83
Tabela 3.5 - Análise de variância (ANOVA) ........................................................................... 84
Tabela 3.6 - Fatores de controle adotados para os experimentos de corte ortogonal .. 86
Tabela 3.7 - Valores corrigidos dos ângulos de saída dos insertos utilizados ................. 86
Tabela 4.1- ANOVA para Fc ...................................................................................................... 88
Tabela 4.2 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de QC na interação entre QC e f ............................................................................................. 89
Tabela 4.3 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de f na interação entre QC e f .................................................................................................. 91
Tabela 4.4 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de QC em cada nível de vc ....................................................................................................... 92
Tabela 4.5 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de vc em cada nível de QC ....................................................................................................... 93
Tabela 4.6 - ANOVA para Ff ..................................................................................................... 95
Tabela 4.7 - Teste de Scott-Knott para comparações de médias de Ff. Desdobramento de QC na interação entre f, vc e QC ........................................................................................ 97
Tabela 4.8 - Teste de Scott-Knott para Ff. Desdobramento de f na interação QC, f e vc
....................................................................................................................................................... 98
Tabela 4.9 - Teste de Scott-Knott para Ff. Desdobramento de vc na interação f, vc e QC ....................................................................................................................................................... 99
Tabela 4.10 - ANOVA do parâmetro de rugosidade máxima Rz ...................................... 100
Tabela 4.11 - Teste de Scott-Knott para comparações de médias de Rz. Desdobramento de QC na interação entre QC, f e vc. ....................................................... 102
Tabela 4.12 - Teste de Scott-Knott para comparações de médias de Rz. Desdobramento de f na interação entre QC, f e vc. ............................................................ 104
Tabela 4.13 - Teste de Scott-Knott para comparações de médias de Rz. Desdobramento de vc na interação entre QC, f e vc. .......................................................... 105
Tabela 4.14 - ANOVA do parâmetro de rugosidade média Ra ......................................... 106
Tabela 4.15 - Teste de Scott-Knott para comparações de médias de Ra. Desdobramento de QC na interação entre QC, f e vc. ....................................................... 107
Tabela 4.16 - Teste de Scott-Knott para comparações de médias de Ra. Desdobramento de f na interação entre QC, f e vc. ............................................................ 109
Tabela 4.17 - Teste de Scott-Knott para comparações de médias de Ra. Desdobramento de vc na interação entre QC, f e vc. .......................................................... 110
16
Lista de Abreviaturas e Siglas
Letras Latinas
ap - Profundidade de corte [mm]
b - largura de corte [mm]
b(eq) - largura de corte equivalente [mm]
c - comprimento de contato restrito [mm]
c(eq) - comprimento de contato restrito [mm]
cn - comprimento de contato natural [mm]
f - avanço [mm/rot]
h - espessura de corte [mm]
h(eq) - espessura de corte equivalente [mm]
h’ - espessura do cavaco [mm]
hc - profundidade da cratera [mm]
hp - altura da parede da cratera [mm]
lc - largura da cratera [mm]
vc - velocidade de corte [m/min]
vcav - velocidade do cavaco [m/min]
vf - velocidade de avanço [mm/min]
AL - área da superfície de contato restrito na zona de contato [mm²]
At - Área da seção transversal de corte [mm²]
Aα - superfície de folga principal
Aα’ - superfície de folga secundária
Aγ - superfície de saída
BL - comprimento do desgaste na parede da cratera [μm]
BW - largura do desgaste na parede da cratera [μm]
Fc - Força de corte [N]
Fcr - Força na superfície de contato restrito [N]

17
Ff - Força de avanço [N]
FP - Força passiva [N]
Fpc - Força na parede da cratera [N]
Fs - Força na aresta [N]
FTR - Força ativa [N]
FU - Força de usinagem [N]
N - desgaste do raio de ponta
NL1 - comprimento da trinca na aresta principal [μm]
NW1 - largura da trinca na aresta principal de corte [μm]
NL2 - comprimento da trinca na aresta secundária [μm]
NW2 - largura da trinca na aresta secundária [μm]
Ks - pressão específica de corte [N/mm²]
Ks0 - Força específica de corte [N/mm²]
KT - profundidade do desgaste na parede da cratera [μm]
Pf - Plano de trabalho
Pn - Plano normal a aresta de corte
Pp - Plano dorsal da ferramenta
Pr - Plano de referência da ferramenta
Ps - Plano de corte
Ra - Rugosidade média [μm]
Rc - grau de recalque [-]
Rl - raio de curvatura lateral [mm]
Rt - Rugosidade total [μm]
RtT - Rugosidade total teórica [mm]
Rv - raio de curvatura vertical [mm]
Rv(eq) - raio de curvatura vertical equivalente [mm]
Rz - Rugosidade máxima [μm]
R0 - raio de curvatura do cavaco antes da quebra [mm]
R1 - raio de curvatura depois da quebra [mm]
18
SW - largura do desgaste na região de saída do cavaco [μm]
SD - profundidade do desgaste na região de saída do cavaco [μm]
VB - desgaste de flanco [μm]
Letras Gregas
βn - ângulo de cunha normal [°]
γn - Ângulo de saída normal [°]
γ0 - Ângulo de saída ortogonal (ou secundário) [°]
γ0(eq) - Ângulo de saída secundário equivalente [°]
γ1 - Ângulo de saída primário [°]
γ1(eq) - Ângulo de saída primário equivalente [°]
ε - tensão de fratura do cavaco
εf - tensão de fratura do material do cavaco
εR - ângulo de ponta da ferramenta [°]
λs - ângulo de inclinação da aresta de corte [°]
ρ - ângulo de atrito entre a interface cavaco/ferramenta [°]
σz - tensão normal [N/mm²]
τz - tensão de cisalhamento [N/mm²]
ϕ - ângulo de cisalhamento [°]
ϕM - ângulo de cisalhamento de Merchant [°]
ϕMM - ângulo de cisalhamento de Merchant modificado [°]
χR - Ângulo de posição da aresta principal de corte [°]
χR’ - Ângulo de posição da aresta secundária de corte [°]
ψi - ângulo de fluxo inverso [°]
ψi(eq)- ângulo de fluxo inverso equivalente [°]
ψl - ângulo de fluxo lateral [°]
Siglas
ABNT - Associação Brasileira de Normas Técnicas
GRUFAB - Grupo de Pesquisa em Processos de Fabricação
19
SUMÁRIO
CAPÍTULO 1 .................................................................................................................. 21
INTRODUÇÃO ............................................................................................................... 21
CAPÍTULO 2 .................................................................................................................. 24
REVISÃO DA LITERATURA .......................................................................................... 24
2.1. Operação de torneamento .............................................................................. 24
2.2. Geometria básica da ferramenta monocortante ........................................... 25
2.3. Corte ortogonal ............................................................................................... 27
2.4. O processo de formação de cavacos ............................................................ 29
2.5. Classificação dos Cavacos ............................................................................ 33
2.6. Quebra-Cavacos .............................................................................................. 37
2.6.1. Tipos de insertos de corte e quebra-cavacos ........................................ 39
2.6.2. Parâmetros geométricos principais do quebra-cavacos tipo cratera . 42
2.7. Fluxo do cavaco .............................................................................................. 44
2.7.1. Fluxo lateral do cavaco ............................................................................ 45
2.7.2. Fluxo inverso do cavaco .......................................................................... 49
2.8. Curvatura do cavaco ....................................................................................... 51
2.8.1. Curvatura lateral do cavaco ..................................................................... 52
2.8.2. Curvatura vertical do cavaco ................................................................... 53
2.9. Quebra do cavaco ........................................................................................... 54
2.10. Forças de usinagem .................................................................................... 57
2.10.1. Forças no corte oblíquo........................................................................ 57
2.10.2. Forças no corte ortogonal .................................................................... 59
2.10.3. Modelo de forças para ferramentas com raio de ponta ..................... 62
2.10.4. Modelos de forças para ferramentas com quebra-cavacos .............. 63
2.11. Integridade superficial ................................................................................. 65
2.11.1. Rugosidade ............................................................................................ 66
2.12. Aspectos metalúrgicos do processo de corte .......................................... 67
2.12.1. Dispositivos de parada rápida ............................................................. 68
2.12.2. Análise da raiz do cavaco ..................................................................... 69
CAPÍTULO 3 .............................................................................................................. 71
PROCEDIMENTO EXPERIMENTAL .......................................................................... 71
3.1. Materiais e equipamentos .............................................................................. 71
3.1.1. Equipamentos ........................................................................................... 71
3.1.2. Ferramentas de corte ............................................................................... 75
3.1.3. Corpos de prova ....................................................................................... 76
3.2. Planejamento Experimental dos ensaios de corte oblíquo ......................... 78
3.2.1. Parâmetros constantes ............................................................................ 78
3.2.2. Variáveis de controle ............................................................................... 78
3.2.3. Variáveis de resposta ............................................................................... 79
20
3.2.4. Planejamento estatístico .......................................................................... 80
3.3. Planejamento dos ensaios de corte ortogonal ............................................. 85
3.3.1. Parâmetros constantes ............................................................................ 85
3.3.2. Variáveis de controle ............................................................................... 86
3.3.3. Variáveis de resposta ............................................................................... 86
CAPÍTULO 4 .............................................................................................................. 87
RESULTADOS E DISCUSSÃO .................................................................................. 87
4.1. Experimentos de corte oblíquo ...................................................................... 87
4.1.1. Análise das forças de usinagem ............................................................. 87
4.1.2. Análise dos parâmetros de rugosidade ............................................... 100
4.1.3. Fluxo, curvatura e quebra do Cavaco ................................................... 112
4.2. Experimentos de corte ortogonal ................................................................ 116
CAPÍTULO 5 ................................................................................................................ 122
CONCLUSÕES ............................................................................................................ 122
CAPÍTULO 6 ................................................................................................................ 125
SUGESTÕES PARA TRABALHOS FUTUROS ........................................................... 125
Referências ............................................................................................................. 126
ANEXO A .................................................................................................................. 132
Teste de Scott-Knott ............................................................................................... 132
21
CAPÍTULO 1
INTRODUÇÃO
Nos últimos anos, inúmeros insertos para usinagem têm sido introduzidos no
mercado, os quais apresentam diferentes especificações de formato geométrico de
quebra-cavacos. O objetivo dos fabricantes de ferramentas é fornecer insertos que
possam ser aplicados de forma eficiente em amplas gamas de dados de corte,
aumentando a vida da ferramenta, melhorando a qualidade superficial obtida e
diminuindo os esforços de corte.
Com uma ampla possibilidade de escolha, quase nunca é possível dizer se esta
sendo aplicado o inserto com o perfil geométrico do quebra-cavaco ideal segundo as
condições de usinagem e o material processado. Apesar da diversidade de geometrias
de quebra-cavacos oferecida nos catálogos, os mesmos não oferecem arcabouço
científico para compreensão da fenomenologia do processo de corte segundo a
geometria utilizada.
Com a variação da geometria do quebra-cavaco, há grande variação no
processo de formação, fluxo, curvatura e quebra do cavaco, de forma que os esforços
de corte gerados, qualidade superficial obtida, desgaste e vida da ferramenta podem
variar significativamente. O conhecimento dos parâmetros geométricos do quebra-
cavaco, bem como a faixa ideal dos parâmetros de corte para aplicação do mesmo é
essencial para otimização do processo de usinagem.
KLOPSTOCK (1925) apud JAWAHIR (1988) estudou a influência do
comprimento de contato restrito no processo de corte concluindo que esta superfície
estreita diminuiu as forças de corte e temperatura e, portanto, aumenta o tempo de vida
da ferramenta. FANG (1998) estudou a influência dos parâmetros do quebra-cavaco no
desempenho do processo de quebra do cavaco. JAWAHIR e LUTTERVELT (1993)
estudaram o mecanismo de fluxo do cavaco em ferramentas com quebra-cavaco
22
indicando que os processos de curvatura e quebra do cavaco dependem deste
mecanismo.
SEAH et al. (1996) e RAHMAN et al. (1995) desenvolveram modelos de fluxo,
curvatura e quebra do cavaco em pastilhas com quebra-cavaco sob o conceito de
parâmetros equivalentes descrevendo a influência destes fatores na quebra do cavaco.
CHOI e LEE (2001) também estudaram os modelos de parâmetros equivalentes e o
comportamento de insertos com quebra-cavaco em relação às forças de corte,
rugosidade e quebra do cavaco.
ZHOU (2001) desenvolveu modelos semi-empíricos incluindo nos parâmetros dos
modelos as condições de corte, a geometria da ferramenta e do quebra-cavaco para
prever a quebra do cavaco, baseado nos mecanismos de fluxo e curvatura do cavaco.
NAKAYAMA (1962) apud CHAWLA (2005) sugeriu um critério de quebra do cavaco
determinando os principais fatores que irão contribuir para a fratura completa do
cavaco.
REDETZKY et al. (1999) apud JAWAHIR et al. (2000) desenvolveu um modelo
para predição das componentes da força de usinagem que identifica e incorpora os
efeitos cinemáticos do fluxo do cavaco e da geometria da ferramenta, incluindo o raio
de ponta da ferramenta, além de considerar a interação entre os materiais da
ferramenta e da peça. EE et al. (2002) propuseram um modelo de forças para
ferramentas com quebra-cavacos que decompõe e distribui as forças geradas na
usinagem com ferramentas com quebra-cavacos nas três maiores regiões de desgaste.
O objetivo deste trabalho é investigar a influência do quebra-cavaco sob diferentes
condições de corte em diferentes respostas do processo de torneamento do Aço ABNT
1045. Foram investigados os níveis das componentes da força ativa e da rugosidade
obtidos através de um planejamento fatorial. Além disso, as diferenças obtidas em
aspectos inerentes do processo de corte de acordo com os parâmetros geométricos do
quebra-cavaco e condições de corte utilizadas foram investigadas. Testes de corte
ortogonal foram realizados para descrever o comportamento dos insertos com quebra-
cavaco em comparação com insertos com superfície de saída lisa em relação à
aspectos metalúrgicos do corte obtidos pela observação da raiz do cavaco.
23
O trabalho está dividido da seguinte forma:
Capítulo 1: Introdução.
Capítulo 2: Revisão Bibliográfica contendo tópicos essenciais à compreensão
do assunto, entre os quais: corte ortogonal, processo de formação de cavacos,
quebra-cavacos, fluxo do cavaco, curvatura do cavaco, quebra do cavaco,
forças de usinagem, integridade superficial e aspectos metalúrgicos do
processo de corte.
Capítulo 3: Procedimento experimental adotado no trabalho. São descritos,
materiais, ferramentas e máquinas utilizadas; técnicas estatísticas adotadas,
variáveis de controle e de resposta e métodos de medição e controle de tais
variáveis;
Capítulo 4: Resultados e discussão. São apresentados os resultados obtidos
através de ANOVAs e gráficos, bem como de uma discussão descritiva
baseada na revisão bibliográfica.
Capítulo 5: Conclusões.
Capítulo 6: Sugestões para trabalhos futuros.

24
CAPÍTULO 2
REVISÃO DA LITERATURA
2.1. Operação de torneamento
O torneamento é a operação mais comumente empregada em trabalhos
experimentais de usinagem. A peça presa na placa do torno gira em torno de seu
próprio eixo. A ferramenta (inserto) é rigidamente presa no porta-ferramenta. Esse
conjunto se movimenta com avanço constante ao longo da geratriz da peça,
removendo uma camada de metal para formar um cilindro ou uma superfície de
formato mais complexo (TRENT e WRIGHT, 2000). A Figura 2.1 ilustra algumas
grandezas influentes do processo de torneamento observados no plano de referência
da ferramenta.
O ângulo de posição da aresta principal de corte (χR) é o ângulo entre a aresta
principal de corte em graus (°) e a direção de avanço medido no plano de referência da
ferramenta; a profundidade de corte (ap) é a profundidade ou largura de penetração da
ferramenta em relação à peça em mm; o avanço (f) é o percurso de avanço em cada
volta da ferramenta em mm/rotação (mm/rot); a largura de usinagem (b) é a largura
calculada da secção transversal de corte em mm, sendo idêntica ao comprimento
efetivo da aresta de corte; a espessura de corte (h) é a espessura calculada da seção
transversal de corte em mm.

25
Figura 2.1 - Grandezas do processo de usinagem por torneamento
A velocidade de corte (vc) é definida pela rotação da peça e é dada em metros
por minuto (m/min). Já a velocidade de avanço (vf) é determinada pelo movimento de
avanço da ferramenta e é dada em milímetros por minuto (mm/min).
2.2. Geometria básica da ferramenta monocortante
Ferramentas monocortantes são aquelas que contêm apenas uma parte cortante
(ou elemento responsável pela geração de cavacos). O torneamento é um exemplo de
operação que utiliza tais ferramentas. A Figura 2.2 ilustra as características básicas de
tais ferramentas.
Figura 2.2 - Ferramenta monocortante
26
A superfície de saída (Aγ) é aquela na qual o cavaco flui. As superfícies de folga
(Aα e Aα’) são aquelas que não entram em contato com a peça. As arestas de corte são
responsáveis pela realização do corte, sendo a principal aquela que entra em contato
com a peça usinada de forma efetiva e, portanto, a maior responsável pela ação de
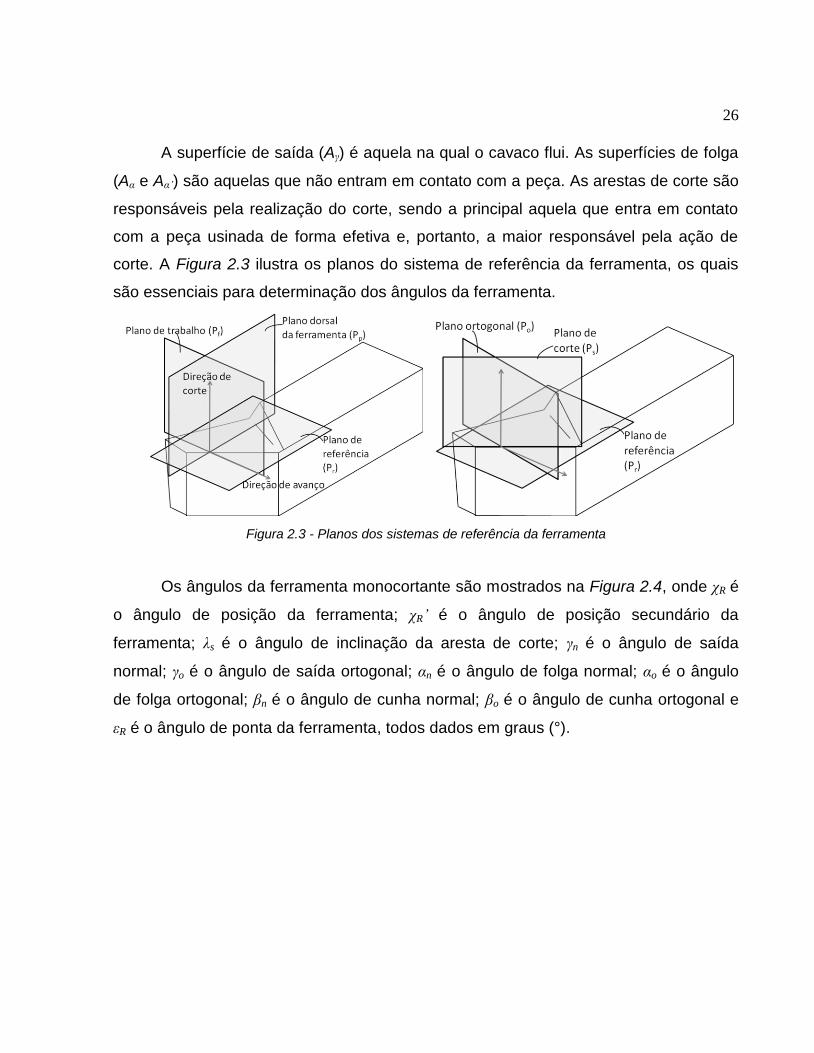
corte. A Figura 2.3 ilustra os planos do sistema de referência da ferramenta, os quais
são essenciais para determinação dos ângulos da ferramenta.
Figura 2.3 - Planos dos sistemas de referência da ferramenta
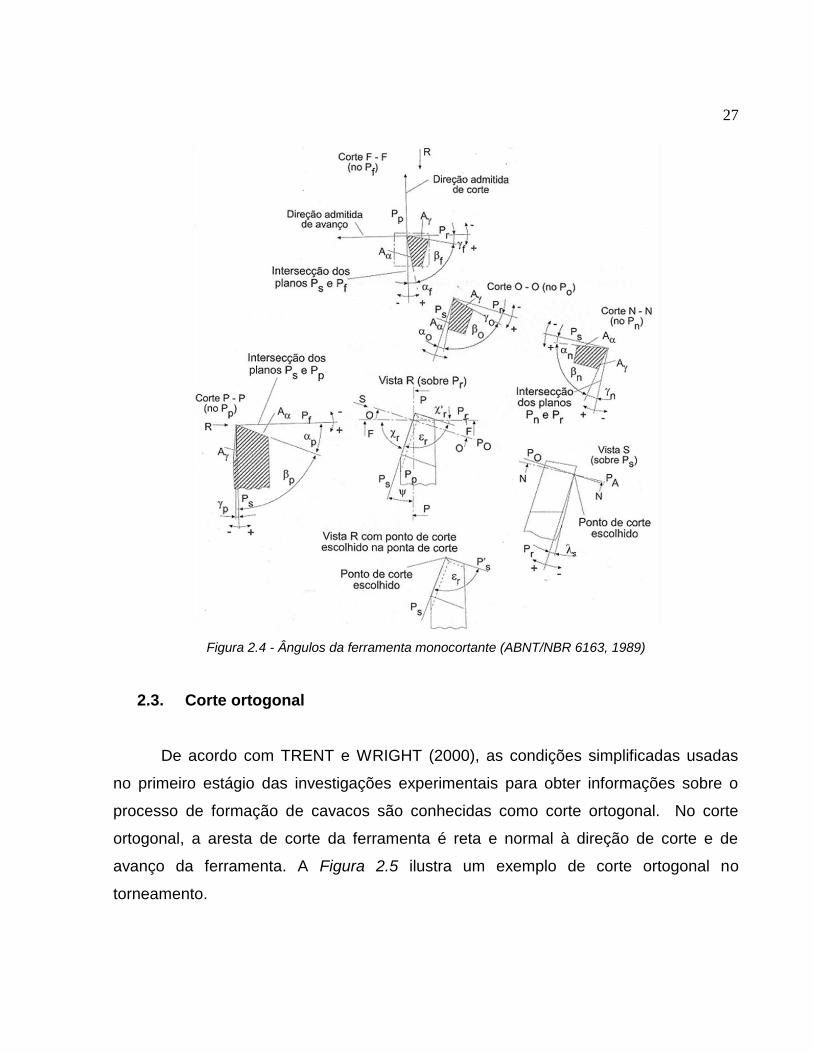
Os ângulos da ferramenta monocortante são mostrados na Figura 2.4, onde χR é
o ângulo de posição da ferramenta; χR’ é o ângulo de posição secundário da
ferramenta; λs é o ângulo de inclinação da aresta de corte; γn é o ângulo de saída
normal; γo é o ângulo de saída ortogonal; αn é o ângulo de folga normal; αo é o ângulo
de folga ortogonal; βn é o ângulo de cunha normal; βo é o ângulo de cunha ortogonal e
εR é o ângulo de ponta da ferramenta, todos dados em graus (°).
27
Figura 2.4 - Ângulos da ferramenta monocortante (ABNT/NBR 6163, 1989)
2.3. Corte ortogonal
De acordo com TRENT e WRIGHT (2000), as condições simplificadas usadas
no primeiro estágio das investigações experimentais para obter informações sobre o
processo de formação de cavacos são conhecidas como corte ortogonal. No corte
ortogonal, a aresta de corte da ferramenta é reta e normal à direção de corte e de
avanço da ferramenta. A Figura 2.5 ilustra um exemplo de corte ortogonal no
torneamento.
28
Figura 2.5 - Corte ortogonal no torneamento (IQBAL et. al., 2009).
Outras considerações acerca do corte ortogonal são admitidas para permitir um
tratamento matemático simplificado.
Os cavacos formados são contínuos, não havendo a formação de aresta
postiça de corte (APC);
Não há contato entre a superfície de folga da ferramenta e a superfície
usinada;
A espessura de corte (h), igual ao avanço (f), é suficientemente pequena
em relação à largura de corte (b);
A largura da aresta de corte é maior que a largura de corte (b);
A largura de corte (b) equivale à largura do cavaco.
Tais simplificações são ilustradas na Figura 2.6 a seguir.
Figura 2.6 - Exemplos de corte ortogonal (FERRARESI, 1977).

29
2.4. O processo de formação de cavacos
A base para um melhor entendimento de todos os processos de usinagem está
no estudo científico da formação de cavacos. Esse estudo tem proporcionado grandes
avanços nos processos de usinagem e contribuído para o aperfeiçoamento da
ferramenta de corte em relação às suas arestas e superfícies, além de novos e mais
eficazes materiais para ferramentas, possibilitando a usinagem dos mais variados tipos
de materiais (MACHADO et al., 2009).
Compreender a formação de cavacos é o primeiro passo para um bom controle
do cavaco, uma necessidade para usinagem automatizada. Além disso, uma carência
no controle do cavaco frequentemente resulta numa superfície usinada rugosa, pobre
acuracidade na usinagem e problemas com a remoção de cavacos da zona de
usinagem (ASTAKHOV et al., 1997).
De acordo com KISHAWY e WILCOX (2003), entender o mecanismo de
formação de cavacos é essencial para alcançar uma melhor percepção dos
fundamentos do processo de usinagem. TRENT e WRIGHT (2000) afirmam que os
principais problemas práticos e econômicos relacionados com taxa de remoção de
material e desempenho da ferramenta, podem ser entendidos através do estudo do
comportamento do material de trabalho, da maneira que o cavaco é formado e como
este se move sobre a superfície de saída da ferramenta.
O cavaco é formado em altíssimas velocidades de deformação, seguidas de
ruptura do material da peça. Para um estudo mais detalhado, divide-se o processo em
quatro etapas (MACHADO, et al. 2009): recalque inicial; deformação e ruptura;
deslizamento das lamelas; e saída do cavaco. A Figura 2.7 ilustra um diagrama
esquemático do processo de corte.

30
Figura 2.7 - Diagrama do processo de corte (TRENT e WRIGHT, 2000).
Pelo diagrama da Figura 2.7 pode-se observar que são formadas duas novas
superfícies, a nova superfície da peça (OA) e a superfície inferior do cavaco (OB). A
energia necessária para formar tais superfícies é insignificante quando comparada com
a energia necessária para deformar plasticamente o material removido como um todo.
Entre a peça e o cavaco, planos instantâneos de ruptura e de propagação de
trincas definem uma região chamada de zona de cisalhamento primária. Esta região é
assumida de forma simplificada como sendo um plano – o plano de cisalhamento
primário - com o intuito de facilitar o tratamento matemático. No diagrama da Figura 2.7
o plano de cisalhamento primário é representado pela linha OD. O ângulo entre o plano
de cisalhamento primário e a direção da velocidade de corte é chamado de ângulo de
cisalhamento (ϕ).
Pode-se explicar o processo de formação de cavacos considerando uma porção
de volume arbitrária de material. Tomando a seção klmn, que representa um volume de
material, a mesma é recalcada contra a superfície de saída da ferramenta. Inicialmente
este volume sofrerá deformação elástica, seguida de deformação plástica e posterior

31
ruptura através da propagação de uma trinca que se estende do ponto O ao ponto D. O
cavaco poderá, então, se romper completamente ou parcialmente de acordo com a
ductilidade do material da peça.
Após esta porção de material passar pela zona de cisalhamento primária,
deslizará sobre a superfície de saída da ferramenta como uma componente do cavaco
de novo formato pqrs. Esta região de interface entre o cavaco e a ferramenta é definida
como zona de cisalhamento secundária, onde o material ainda sofrerá altíssimas
deformações plásticas e temperaturas. Esta região pode ser identificada de forma
simplificada pelo plano OB.
Através do monitoramento das forças de corte é possível confirmar a natureza
periódica do processo de formação de cavacos. BALAJI, et al. (1999) confirmaram tal
característica medindo as forças de corte em experimentos de torneamento. Os
padrões de força observados com avanço f = 0.25 e 0.35mm/rev são mostrados na
Figura 2.8.
Figura 2.8 - Padrões cíclicos da força de corte. vc = 100 m/min., k = 46 W/m deg.K, material= aço ABNT
1045, Inserto TNMG 220408 (BALAJI et al., 1999).
Além do aspecto periódico do processo, pode-se observar que com o aumento
do avanço a frequência do processo de formação de cavacos aumenta.
A espessura do cavaco (h’) não é governada somente pela geometria da
ferramenta e pela espessura de corte (h), equivalente ao avanço (f) no corte ortogonal,
mas ela pode ser afetada por condições de atrito presentes na interface cavaco-
ferramenta. Deste modo, o processo de formação de cavacos difere dos demais
32
processos de conformação, onde a forma final do material deformado é determinada
pela geometria da ferramenta (BOOTHROYD e KNIGHT, 1989).
É notável em experimentos de corte ortogonal que a espessura do cavaco (h’) é
maior que a espessura de corte (h) conforme pode ser observado no diagrama da
Figura 2.7. Logo, o comprimento do cavaco é mais curto que o comprimento de corte e,
de maneira análoga, a velocidade do cavaco (vcav) é menor que a velocidade de corte
(vc). Define-se o grau de recalque (Rc) como sendo a razão entre a espessura do
cavaco e a espessura de corte, conforme a Equação 2.1.
h
hRc
' (2.1)
Considerando o ângulo de saída ortogonal da ferramenta (γ0) e o grau de recalque
Rc, é possível obter o ângulo de cisalhamento. A Equação 2.2 indica esta relação que
pode ser facilmente deduzida por relações geométricas no diagrama de corte da Figura
2.7.
senRtg
c
cos (2.2)
O grau de recalque indica a quantidade de deformação sofrida pelo cavaco na
zona de cisalhamento primária. Além disso, pode ser relacionado com o raio de
curvatura que governa o cavaco. Altos valores de Rc e, consequentemente, baixos
valores de ϕ se referem à alta quantidade de deformação ocorrida no processo.
SADIK e LINDSTRÖM (1995) concluíram que o grau de recalque é uma função
do comprimento de contato entre o cavaco e a ferramenta. Além disso, concluíram
também que com o aumento da velocidade de corte, que acarreta no decréscimo no
comprimento de contato entre o cavaco e a ferramenta, há um decréscimo no fator de
recalque.
33
2.5. Classificação dos Cavacos
Os cavacos podem ser classificados em diferentes tipos e formas de acordo com
a natureza dúctil ou frágil do material usinado e com as condições de usinagem
empregadas. Os cavacos gerados na usinagem de materiais dúcteis são contínuos,
enquanto os cavacos gerados na usinagem de materiais frágeis são descontínuos.
Segundo MACHADO, et. al. (2009) os cavacos podem ser morfologicamente
classificados em contínuos, parcialmente contínuos, descontínuos e segmentados.
Os cavacos contínuos são comuns quando materiais dúcteis, como aços de
baixa liga, cobre e alumínio são usinados. É notável que o processo de corte nestas
condições seja um processo em estado estável. (BOOTHROYD e KNIGHT, 1989). De
acordo com MACHADO, et. al. (2009) na formação de cavacos contínuos, o material
inicia uma fratura na zona de cisalhamento primária com grandes deformações e
permanece homogêneo, sem fragmentação. Entre as possíveis ações adotadas para
promover a ruptura completa do cavaco destaca-se a utilização de insertos com
quebra-cavacos que tem a função de provocar a fratura cíclica do cavaco. A Figura 2.9
ilustra este tipo de cavaco.
Figura 2.9 - Cavaco contínuo (BOOTHROYD e KNIGHT, 1989).
Sob algumas condições, usualmente a relativamente baixas velocidades de
corte, o atrito entre o cavaco e a ferramenta de corte é tão grande que o material do
cavaco adere à face da ferramenta (BOOTHROYD e KNIGHT, 1989). Este material
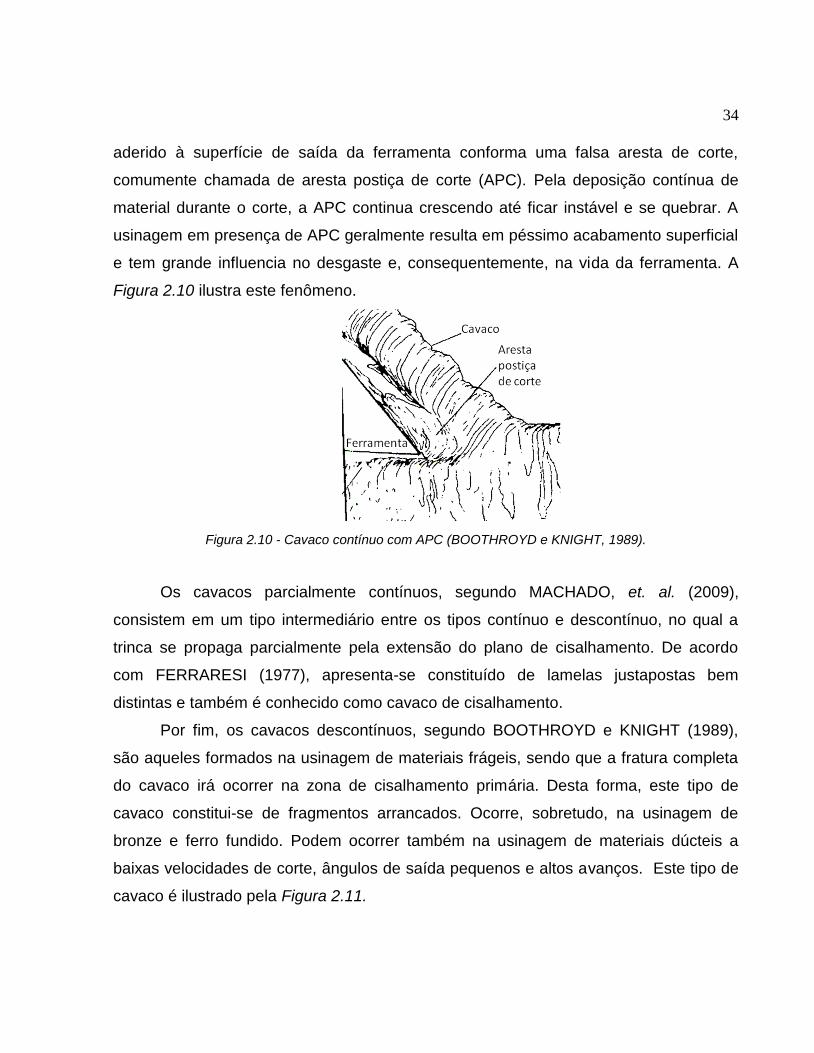
34
aderido à superfície de saída da ferramenta conforma uma falsa aresta de corte,
comumente chamada de aresta postiça de corte (APC). Pela deposição contínua de
material durante o corte, a APC continua crescendo até ficar instável e se quebrar. A
usinagem em presença de APC geralmente resulta em péssimo acabamento superficial
e tem grande influencia no desgaste e, consequentemente, na vida da ferramenta. A
Figura 2.10 ilustra este fenômeno.
Figura 2.10 - Cavaco contínuo com APC (BOOTHROYD e KNIGHT, 1989).
Os cavacos parcialmente contínuos, segundo MACHADO, et. al. (2009),
consistem em um tipo intermediário entre os tipos contínuo e descontínuo, no qual a
trinca se propaga parcialmente pela extensão do plano de cisalhamento. De acordo
com FERRARESI (1977), apresenta-se constituído de lamelas justapostas bem
distintas e também é conhecido como cavaco de cisalhamento.
Por fim, os cavacos descontínuos, segundo BOOTHROYD e KNIGHT (1989),
são aqueles formados na usinagem de materiais frágeis, sendo que a fratura completa
do cavaco irá ocorrer na zona de cisalhamento primária. Desta forma, este tipo de
cavaco constitui-se de fragmentos arrancados. Ocorre, sobretudo, na usinagem de
bronze e ferro fundido. Podem ocorrer também na usinagem de materiais dúcteis a
baixas velocidades de corte, ângulos de saída pequenos e altos avanços. Este tipo de
cavaco é ilustrado pela Figura 2.11.

35
Figura 2.11 - Cavaco descontínuo (BOOTHROYD e KNIGHT, 1989).
Os cavacos contínuos e parcialmente contínuos ainda podem ser classificados
quanto à forma. A Figura 2.12 ilustra as diferentes formas dos cavacos segundo a
classificação da ISO 3685 (1993).
Figura 2.12 - Formas de cavaco produzidos na usinagem dos metais (ISO, 1993 apud MACHADO, et al.
2009).
A forma do cavaco pode representar um sério obstáculo ao alcance de maior
produtividade. Sua correta classificação irá contribuir para o aumento da produtividade
através da seleção adequada da ferramenta e dos parâmetros de corte (SADIK e
LINDSTRÖM, 1995; BOOTHROYD e KNIGHT, 1989; KIM e KWEUN, 1997). JAWAHIR

36
e LUTTERVELT (1993) afirmam que o controle de cavacos envolve a produção de
cavacos que podem ser facilmente extraídos da zona de trabalho e podem ser
dispostos de forma eficiente.
Alguns autores classificam as formas de cavacos da Figura 2.12 acima em
categorias de acordo com a influência no processo. Neste sentido, GRZEISK e
KWIATKOWSKA (1996) e MESQUITA et al. (1996) classificaram as formas dos
cavacos em aceitáveis, como sendo aqueles que não influenciam na operação de
usinagem e, em inaceitáveis, como sendo aqueles que emaranham em torno da
ferramenta e da peça de trabalho, originando perigo ao operador, prejudicando o
acabamento superficial, conduzindo a quebra inesperada da ferramenta e aumentando
o volume aparente de material a ser removido da área de corte.
CHOI e LEE (2001) e KIM e KWEUN (1997) classificaram os cavacos quanto à
forma em controlados e não controlados, sendo os últimos aqueles que emaranham na
peça danificando a superfície usinada. KIM et al. (2009), classificaram as formas dos
cavacos em estáveis, usáveis e não estáveis, sendo os estáveis como um subconjunto
dos usáveis e os últimos as formas indesejadas. A Figura 2.13 ilustra os padrões de
cavacos classificados pela INFOS apud KIM et al. (2009).
Figura 2.13 - Classificação dos padrões de cavacos (INFOS apud KIM et. al., 2009).

37
Segundo ZHOU (2001), após sua formação, o cavaco se curva naturalmente
ou através do contato com obstáculos. Se a tensão do cavaco excede a tensão de
fratura do material, o cavaco irá se quebrar. O fluxo, a curvatura e a quebra do cavaco
são os três principais mecanismos de pesquisa no que tange o controle dos cavacos.
Recentemente, máquinas de usinagem automatizadas baseadas em controle
numérico, têm resultado em alta produtividade. Entretanto, com numerosos cavacos
sendo gerados em curto espaço de tempo, o controle efetivo de cavacos contínuos
longos é o fator mais importante para determinar o desempenho do sistema produtivo
(KIM et al., 2009). O método mais eficiente e amplamente aplicado para quebrar
cavacos é a aplicação de insertos de corte com quebra-cavacos moldados de forma
integral em sua superfície de saída.
2.6. Quebra-Cavaco
De acordo com MAITY e DAS (1998) cavacos longos se enrolam em torno da
ferramenta e podem causar sérios riscos à superfície da peça, ao operador e às
operações da máquina-ferramenta. Para superar esta dificuldade, um número de
pesquisadores tem investigado o controle efetivo do fluxo do cavaco e a quebra do
mesmo. A curvatura do cavaco pode ser controlada pelo uso de um obstáculo ao longo
da direção de fluxo do cavaco, comumente conhecido como quebra-cavacos.
Existem numerosas tentativas de apresentar ferramentas com quebra-cavacos
adequados para formar o cavaco com uma curvatura “forçada” e assim, facilitar a
subseqüente quebra do mesmo por ação mecânica (RAHMAN et al., 1995).
O quebra-cavaco consiste em uma modificação geométrica da superfície de
saída do inserto de corte para controlar ou quebrar o cavaco podendo ser tanto uma
cratera integral ou um anteparo postiço ou integral (BOOTHROYD e KNIGHT, 1989). A
principal função do mesmo é prover uma obstrução adjacente a aresta de corte que irá
direcionar o cavaco de forma que este venha entrar em contato com a superfície não
usinada da peça ou com a superfície de folga da ferramenta. O momento torçor
resultante irá então, quebrar o cavaco (ARSECULARATNE, 2004).
38
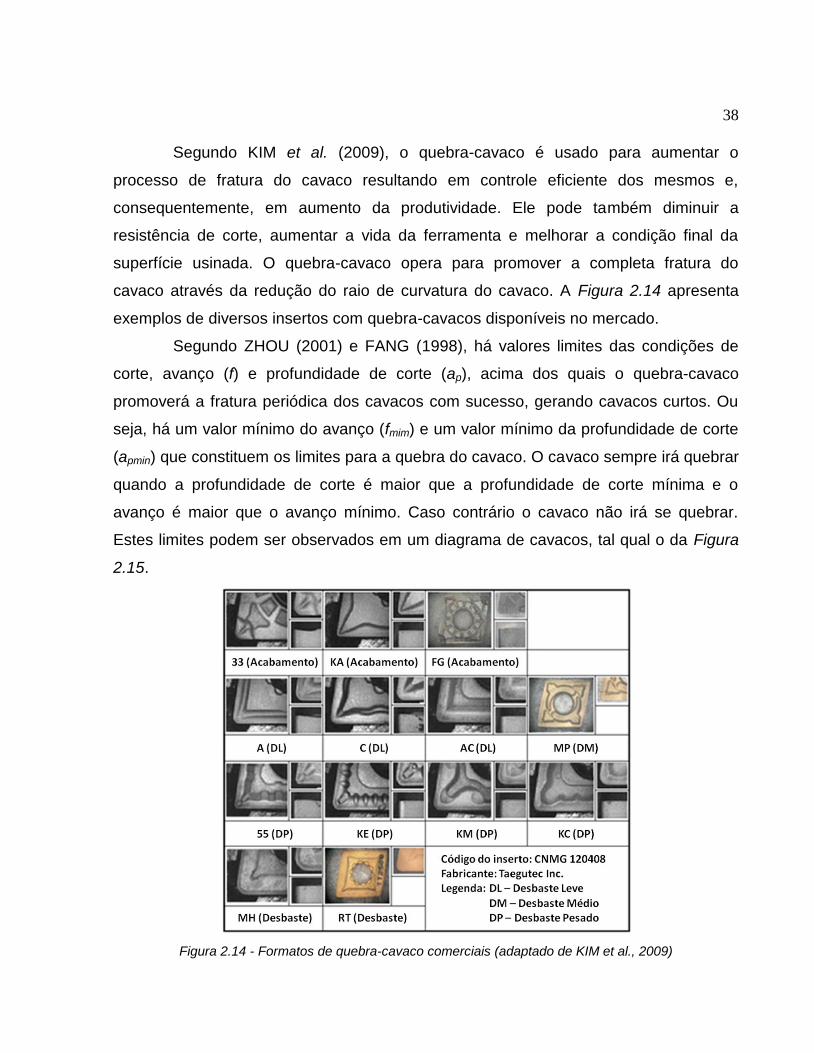
Segundo KIM et al. (2009), o quebra-cavaco é usado para aumentar o
processo de fratura do cavaco resultando em controle eficiente dos mesmos e,
consequentemente, em aumento da produtividade. Ele pode também diminuir a
resistência de corte, aumentar a vida da ferramenta e melhorar a condição final da
superfície usinada. O quebra-cavaco opera para promover a completa fratura do
cavaco através da redução do raio de curvatura do cavaco. A Figura 2.14 apresenta
exemplos de diversos insertos com quebra-cavacos disponíveis no mercado.
Segundo ZHOU (2001) e FANG (1998), há valores limites das condições de
corte, avanço (f) e profundidade de corte (ap), acima dos quais o quebra-cavaco
promoverá a fratura periódica dos cavacos com sucesso, gerando cavacos curtos. Ou
seja, há um valor mínimo do avanço (fmim) e um valor mínimo da profundidade de corte
(apmin) que constituem os limites para a quebra do cavaco. O cavaco sempre irá quebrar
quando a profundidade de corte é maior que a profundidade de corte mínima e o
avanço é maior que o avanço mínimo. Caso contrário o cavaco não irá se quebrar.
Estes limites podem ser observados em um diagrama de cavacos, tal qual o da Figura
2.15.
Figura 2.14 - Formatos de quebra-cavaco comerciais (adaptado de KIM et al., 2009)

39
Figura 2.15 - Exemplo de diagrama de cavacos (adaptado de WANG et al. 2007)
2.6.1. Tipos de insertos de corte e quebra-cavacos
Nos últimos anos, inúmeros insertos de corte têm sido introduzidos no mercado,
os quais apresentam diferentes especificações de formato geométrico de quebra-
cavacos. A tentativa dos fabricantes de ferramentas é fornecer insertos que possam ser
aplicados de forma eficiente a amplas gamas de dados de corte, aumentando a vida da
ferramenta, melhorando a qualidade superficial obtida e diminuindo os esforços de
corte.
Existem basicamente dois tipos de quebra-cavaco. O tipo cratera e o tipo
anteparo. O primeiro consiste em uma cratera moldada de forma integral na superfície
de saída do inserto. O segundo consiste em uma obstrução situada na superfície de
saída do inserto que pode ser integral ou postiço. A Figura 2.16 ilustra os diferentes
tipos de quebra-cavaco.

40
Figura 2.16 - Tipos de quebra-cavaco: (a) tipo cratera; (b) tipo anteparo postiço; e (c) tipo anteparo
integral (adaptado de BOOTHROYD e KNIGHT, 1989)
O tipo de quebra-cavaco mais popular é o cratera. Segundo ARSECULARATNE
(2004), neste tipo de quebra-cavaco (Figura 2.17(a)), há uma cratera situada na
superfície de saída da ferramenta, na qual o cavaco tende a fluir devido a um
mecanismo de restrição do contato entre o cavaco e a ferramenta. Para garantir que os
cavacos irão fluir desta maneira, o comprimento da superfície de contato restrito da
ferramenta (Figura 2.17(a)) deve ser menor que o comprimento de contato natural entre
o cavaco e a ferramenta, sendo este último o comprimento de contato existente quando
aplicadas ferramentas com superfície de saída lisa (Figura 2.17(b)).
Figura 2.17 - Diferentes geometrias de insertos usados na usinagem. (a) inserto com quebra – cavacos
tipo cratera; (b) inserto com superfície de saída lisa; (c) inserto com contato restrito (ARSECULARATNE,
2004)
41
De acordo com ARSECULARATNE (2004), quando parte da superfície de saída
do inserto é retirada de forma que o comprimento de contato seja menor que o
comprimento de contato natural, a ferramenta é chamada de ferramenta (inserto) com
contato restrito (Figura 2.17(c)). Segundo SADIK e LINDSTRÖM (1995), para obter um
ótimo desempenho da ferramenta provendo bom processo de quebra do cavaco e vida
da ferramenta, o comprimento da superfície de contato restrito deve ser na faixa de 55-
65% do comprimento de contato natural. Os benefícios associados resultantes do efeito
do contato restrito são uma tendência de menor consumo de energia, menores
esforços de corte e redução da temperatura de corte.
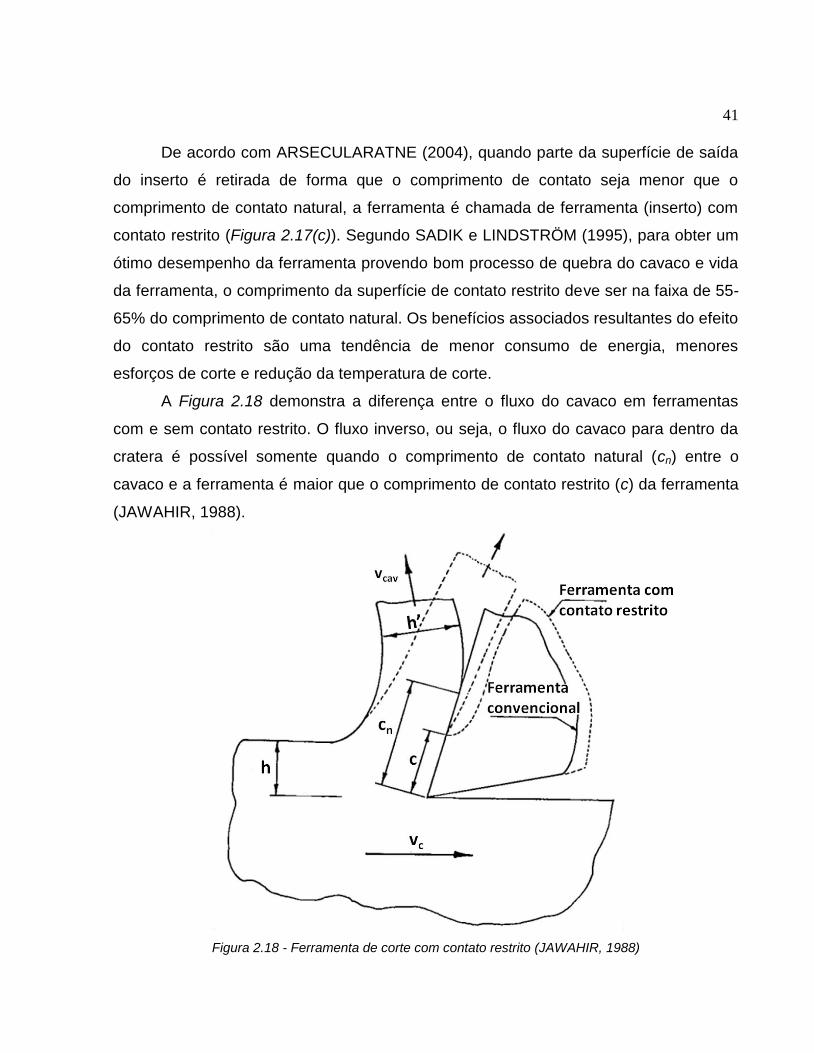
A Figura 2.18 demonstra a diferença entre o fluxo do cavaco em ferramentas
com e sem contato restrito. O fluxo inverso, ou seja, o fluxo do cavaco para dentro da
cratera é possível somente quando o comprimento de contato natural (cn) entre o
cavaco e a ferramenta é maior que o comprimento de contato restrito (c) da ferramenta
(JAWAHIR, 1988).
Figura 2.18 - Ferramenta de corte com contato restrito (JAWAHIR, 1988)

42
2.6.2. Parâmetros geométricos principais do quebra-cavacos tipo cratera
No quebra-cavaco tipo cratera, o cavaco flui para dentro da cratera devido ao
efeito do contato restrito, e é então curvado pela parede da cratera (SEAH et al., 1996).
O conhecimento dos parâmetros do quebra-cavaco é essencial à escolha do inserto
ideal segundo as condições de corte empregadas. Além disso, tais parâmetros,
juntamente com as condições de corte, estão estreitamente relacionados à eficiência
do processo de usinagem.
Os parâmetros básicos do quebra-cavaco cratera são o comprimento da
superfície de contato restrito (c); a largura da cratera (lc); a profundidade da cratera (hc);
a altura da parede da cratera (hp); e os ângulos de saída primário (γ1) e secundário (γ0).
Em alguns casos o ângulo de saída primário (γ1) é tomado como sendo igual a zero.
Assim o ângulo de saída secundário (γ0) é tomado como sendo o principal ângulo de
saída. A Figura 2.19 explicita tais parâmetros.
Figura 2.19 - Parâmetros geométricos do quebra-cavacos tipo cratera

43
A superfície de contato restrito foi objeto de estudo de KLOPSTOCK (1925)
apud FANG (1998) e JAWAHIR (1988). Esta estreita superfície quando empregada de
maneira correta, ou seja, quando o seu comprimento é menor que o comprimento de
contato natural entre o cavaco e a ferramenta tem grande influência no processo de
corte. Usando ferramentas com superfície de contato restrito, ele concluiu que esta
superfície estreita diminuiu as forças de corte e temperatura e, portanto, aumenta o
tempo de vida da ferramenta. Porém, aumenta o raio de curvatura do cavaco, endireita
o cavaco e resulta na curvatura do cavaco na direção oposta.
FANG (1998) ao estudar a influência dos parâmetros do quebra-cavaco no
desempenho do processo de quebra do cavaco concluiu que o avanço mínimo (fmin)
aumenta com o aumento do comprimento da superfície de contato restrito (c), enquanto
que a profundidade de corte mínima (apmin) permanece praticamente constante sendo a
influência do comprimento de contato restrito nesta variável muito pequena.
WORTHINGTON (1975) apud CHAWLA (2005) concluiu que ângulos de saída
negativos aumentam a resistência da ferramenta, acarretando aumento nas forças de
corte. CHAWLA (2005) concluiu que o aumento do ângulo de saída diminuiu a tensão
do cavaco, logo diminui a capacidade de quebra do cavaco.
FANG (1998) também concluiu que tanto o avanço mínimo (fmin) quanto à
profundidade de corte mínima (apmin) aumentam com o aumento da largura da cratera
(lc), e um decréscimo na profundidade da cratera acarreta (hc) um decréscimo no
avanço mínimo. Por fim, ele concluiu que quanto maior a altura da parede da cratera
(hp) menor o avanço mínimo.
De acordo com BALAJI et. al. (2006), a indústria de ferramentas produz uma
ampla gama de insertos projetados empiricamente para obter um efetivo nível de
controle dos cavacos. Mas, para permitir um projeto e seleção de insertos mais
eficiente, um melhor entendimento dos mecanismos de fluxo, curvatura e quebra do
cavaco é necessário.
44
2.7. Fluxo do cavaco
A mais lógica abordagem no desenvolvimento de modelos de corte para
usinagem com quebra-cavacos é a pesquisa e entendimento da absoluta direção de
fluxo do cavaco, já que a curvatura e o subseqüente processo de quebra do cavaco
dependem muito da natureza do fluxo do cavaco e sua direção (JAWAHIR e
LUTTERVELT, 1993).
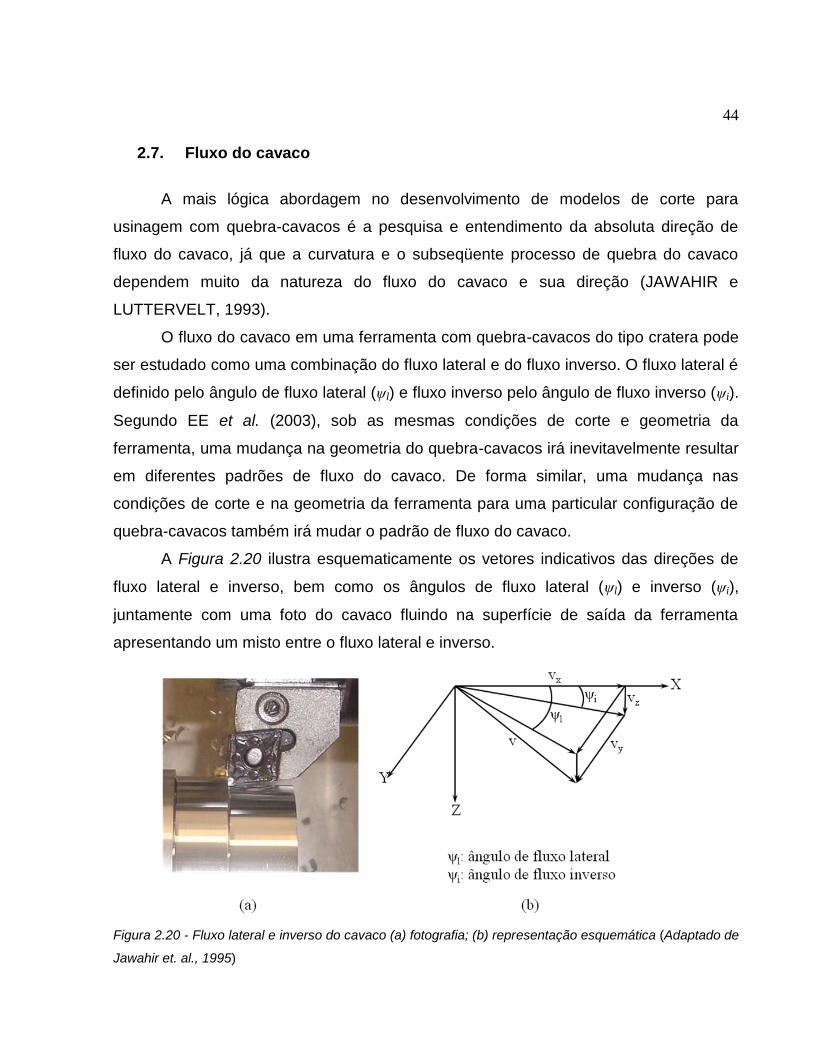
O fluxo do cavaco em uma ferramenta com quebra-cavacos do tipo cratera pode
ser estudado como uma combinação do fluxo lateral e do fluxo inverso. O fluxo lateral é
definido pelo ângulo de fluxo lateral (ψl) e fluxo inverso pelo ângulo de fluxo inverso (ψi).
Segundo EE et al. (2003), sob as mesmas condições de corte e geometria da
ferramenta, uma mudança na geometria do quebra-cavacos irá inevitavelmente resultar
em diferentes padrões de fluxo do cavaco. De forma similar, uma mudança nas
condições de corte e na geometria da ferramenta para uma particular configuração de
quebra-cavacos também irá mudar o padrão de fluxo do cavaco.
A Figura 2.20 ilustra esquematicamente os vetores indicativos das direções de
fluxo lateral e inverso, bem como os ângulos de fluxo lateral (ψl) e inverso (ψi),
juntamente com uma foto do cavaco fluindo na superfície de saída da ferramenta
apresentando um misto entre o fluxo lateral e inverso.
Figura 2.20 - Fluxo lateral e inverso do cavaco (a) fotografia; (b) representação esquemática (Adaptado de
Jawahir et. al., 1995)

45
2.7.1. Fluxo lateral do cavaco
Há vários modelos para estimar o ângulo de fluxo lateral do cavaco (ψl). O
modelo de Colwell será aqui descrito por ser mais simples e apropriado para garantir
precisão prática (SEAH et al., 1996; CHOI e LEE, 2001). Neste modelo, a direção de
fluxo lateral é assumida perpendicular a linha de Colwell, que consiste na linha que une
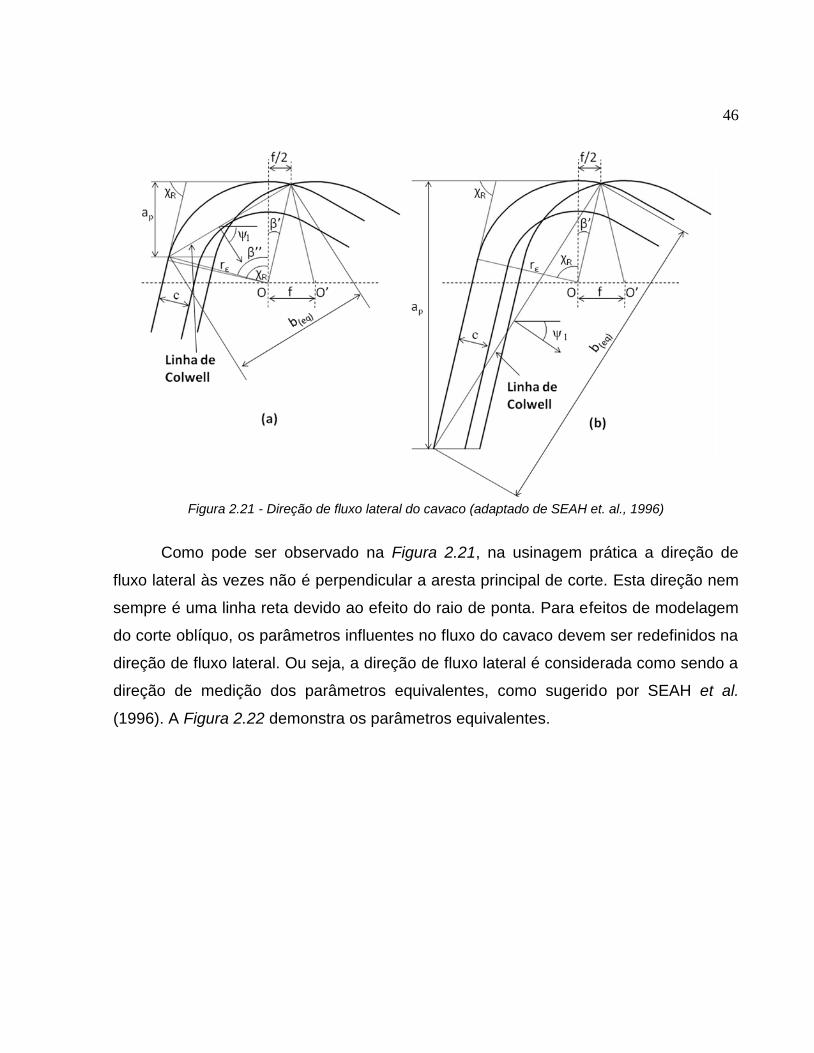
os pontos extremos da aresta ativa de corte. A Figura 2.21 ilustra o modelo de Colwell.
O ângulo de fluxo lateral é calculado por relações geométricas entre a geometria
da ferramenta e as condições de corte, sendo função do raio de ponta (rε),
profundidade de corte (ap), avanço (f) e do ângulo de posição da aresta de corte (χR). O
ângulo de fluxo lateral é definido segundo a relação entre a profundidade de corte e o
raio de ponta da ferramenta. A Equação 2.3 é aplica-se a situações quando ap é menor
que rε(1-cosχR), tal qual ilustra a Figura 2.21(a), enquanto a Equação 2.4 aplica-se
quando ap é maior ou igual a rε(1-cosχR), de acordo com a Figura 2.21(b).
R
p
p
pp
lr
a
a
faar
cos1;
22tan
2
[°] (2.3)
R
p
p
RRp
lr
a
a
fra
cos1;
22tantantan
[°] (2.4)
46
Figura 2.21 - Direção de fluxo lateral do cavaco (adaptado de SEAH et. al., 1996)
Como pode ser observado na Figura 2.21, na usinagem prática a direção de
fluxo lateral às vezes não é perpendicular a aresta principal de corte. Esta direção nem
sempre é uma linha reta devido ao efeito do raio de ponta. Para efeitos de modelagem
do corte oblíquo, os parâmetros influentes no fluxo do cavaco devem ser redefinidos na
direção de fluxo lateral. Ou seja, a direção de fluxo lateral é considerada como sendo a
direção de medição dos parâmetros equivalentes, como sugerido por SEAH et al.
(1996). A Figura 2.22 demonstra os parâmetros equivalentes.
47
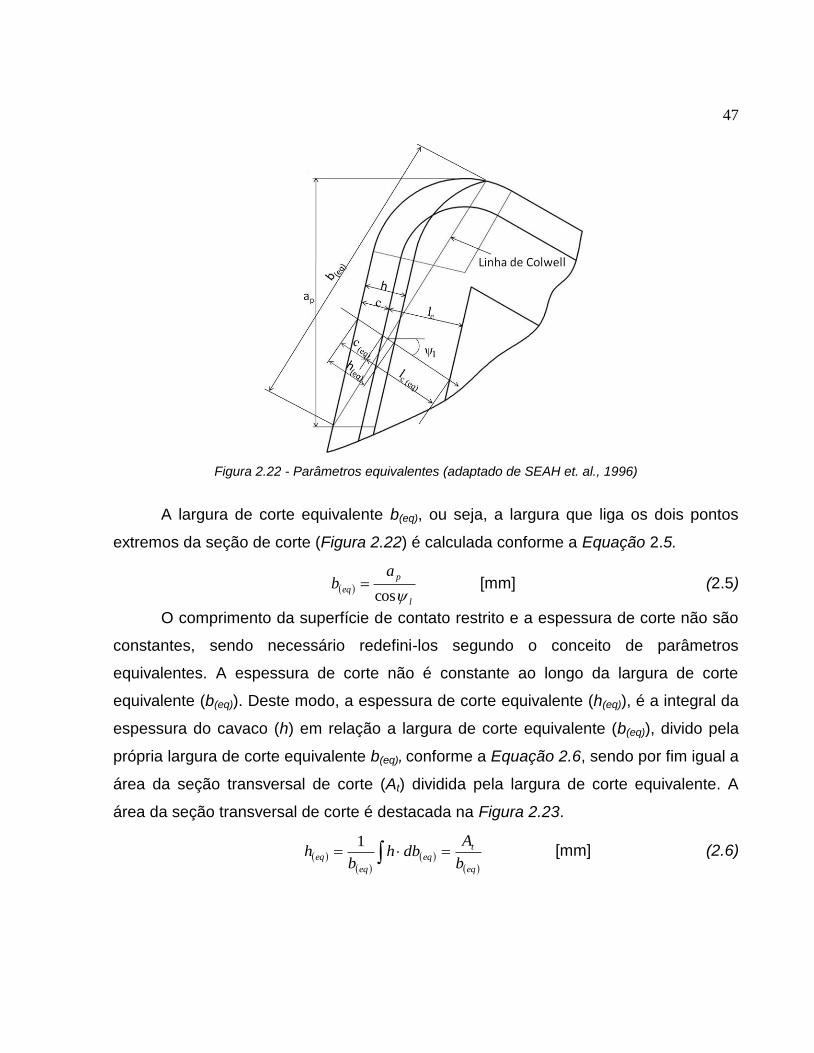
Figura 2.22 - Parâmetros equivalentes (adaptado de SEAH et. al., 1996)
A largura de corte equivalente b(eq), ou seja, a largura que liga os dois pontos
extremos da seção de corte (Figura 2.22) é calculada conforme a Equação 2.5.
l
p
eq
ab
cos [mm] (2.5)
O comprimento da superfície de contato restrito e a espessura de corte não são
constantes, sendo necessário redefini-los segundo o conceito de parâmetros
equivalentes. A espessura de corte não é constante ao longo da largura de corte
equivalente (b(eq)). Deste modo, a espessura de corte equivalente (h(eq)), é a integral da
espessura do cavaco (h) em relação a largura de corte equivalente (b(eq)), divido pela
própria largura de corte equivalente b(eq), conforme a Equação 2.6, sendo por fim igual a
área da seção transversal de corte (At) dividida pela largura de corte equivalente. A
área da seção transversal de corte é destacada na Figura 2.23.
eq
teq
eq
eqb
Abdh
bh
1 [mm] (2.6)
48
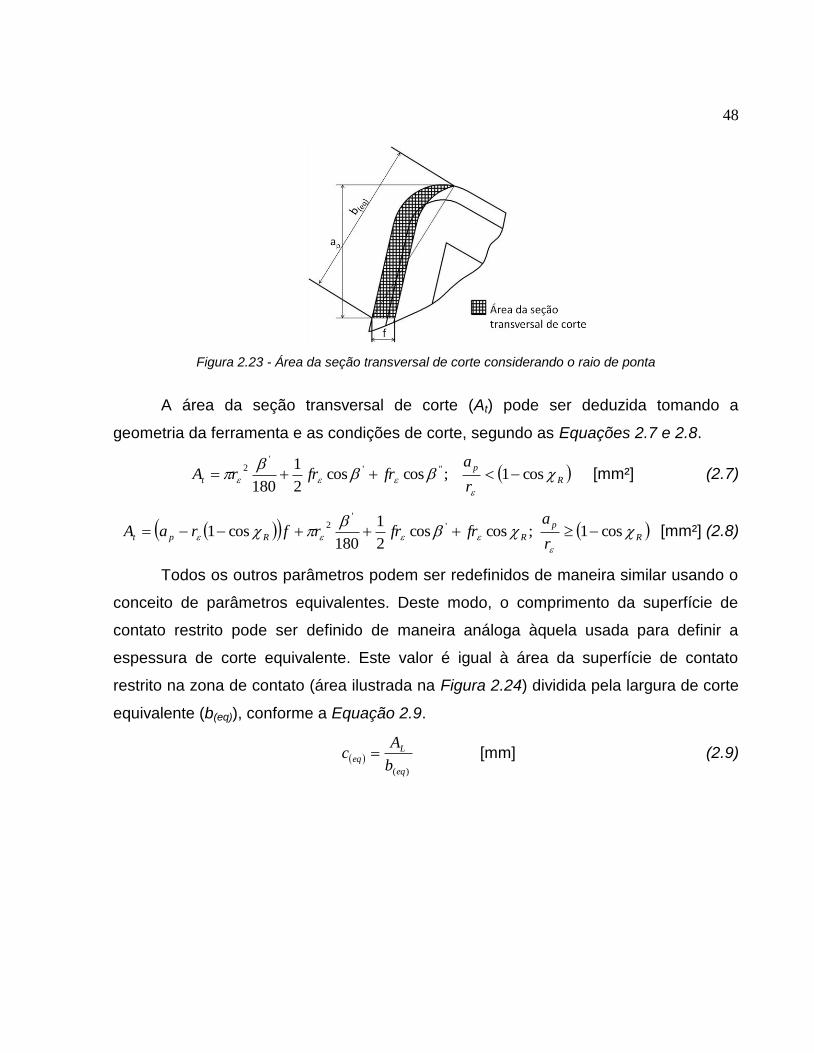
Figura 2.23 - Área da seção transversal de corte considerando o raio de ponta
A área da seção transversal de corte (At) pode ser deduzida tomando a
geometria da ferramenta e as condições de corte, segundo as Equações 2.7 e 2.8.
R
p
tr
afrfrrA
cos1;coscos2
1
180
''''
2 [mm²] (2.7)
R
p
RRptr
afrfrrfraA
cos1;coscos2
1
180cos1 '
'2
[mm²] (2.8)
Todos os outros parâmetros podem ser redefinidos de maneira similar usando o
conceito de parâmetros equivalentes. Deste modo, o comprimento da superfície de
contato restrito pode ser definido de maneira análoga àquela usada para definir a
espessura de corte equivalente. Este valor é igual à área da superfície de contato
restrito na zona de contato (área ilustrada na Figura 2.24) dividida pela largura de corte
equivalente (b(eq)), conforme a Equação 2.9.
)(eq
Leq
b
Ac [mm] (2.9)

49
Figura 2.24 - Área da superfície de contato restrito na zona de contato
A área da superfície de contato restrito na zona de contato (AL) pode ser
deduzida tomando a geometria da ferramenta e as condições de corte, segundo as
Equações 2.10 e 2.11.
R
p
Lr
ac
crA
cos1;1802
'''
[mm²] (2.10)
R
pR
R
RpLr
ac
cr
sen
craA
cos1;1802
cos1'
[mm²] (2.11)
Os ângulos β’ e β” mostrados na Figura 2.21 são definidos pelas Equações 2.12
e 2.13 a seguir.
r
fsen
2' 1 [°] (2.12)
r
ar p1cos" [°] (2.13)
2.7.2. Fluxo inverso do cavaco
O fluxo inverso do cavaco é um resultado da restrição do comprimento de
contato natural pelo corte da superfície de saída da ferramenta – formando uma
ferramenta de contato restrito (BALAJI, et al., 2006). Ele determina o fluxo do cavaco
para dentro da cratera (EE et al., 2003). Segundo SEAH et al. (1996), o ângulo de fluxo
inverso (ψi) e a largura da cratera (lc), definem o raio de curvatura do cavaco tendo um

50
papel importante no processo de quebra do cavaco. RAHMAN et al. (1995) afirmam
que esse ângulo é um parâmetro essencial por ser uma ponte para ligar o fluxo e a
curvatura do cavaco.
Os principais parâmetros influentes no ângulo de fluxo inverso do cavaco (ψi)
são a razão entre o avanço (f) e o comprimento de contato restrito (c), os ângulo de
saída primário (γ1) e secundário (γ0) e o material da peça. Este ângulo possui um limite
superior e um limite inferior sendo estes limites iguais aos ângulo de saída primário (γ1)
e secundário (γ0) respectivamente. Usando o conceito de parâmetros equivalentes, tem-
se a Inequação 2.14. A Figura 2.25 ilustra a seção transversal do quebra-cavacos e o
ângulo de fluxo inverso do cavaco.
eqeqieq 01 [°] (2.14)
Figura 2.25 - Seção transversal de corte do quebra-cavacos (adaptado de CHOI e LEE, 2001)
Em geral, o ângulo de fluxo inverso equivalente (ψi(eq)) é conhecido como sendo
uma função da razão entre o avanço e o comprimento da superfície de contato restrito
(f/c) e os ângulos de saída primário e secundário. SEAH et al. (1996) afirmam que este
ângulo aumenta com o aumento da razão f/c a uma taxa decrescente. Partindo deste
ponto, CHOI e LEE (2001) propuseram a Equação 2.15. Onde k é uma constante de
acordo com o material da peça.
51
eqeqi lhk exp100 [°] (2.15)
2.8. Curvatura do cavaco
Segundo JAWAHIR e LUTTERVELT (1993), quando se usina com insertos com
superfície de saída lisa, o cavaco se curva quando alcança o seu comprimento de
contato natural com a ferramenta, de forma a perder neste ponto contato com a
ferramenta. Na usinagem com insertos com quebra-cavacos, devido ao efeito do
contato restrito, o cavaco flui para dentro da cratera e então, pela ação de obstrução da
parede da cratera, este é curvado para fora da cratera, adquirindo curvatura.
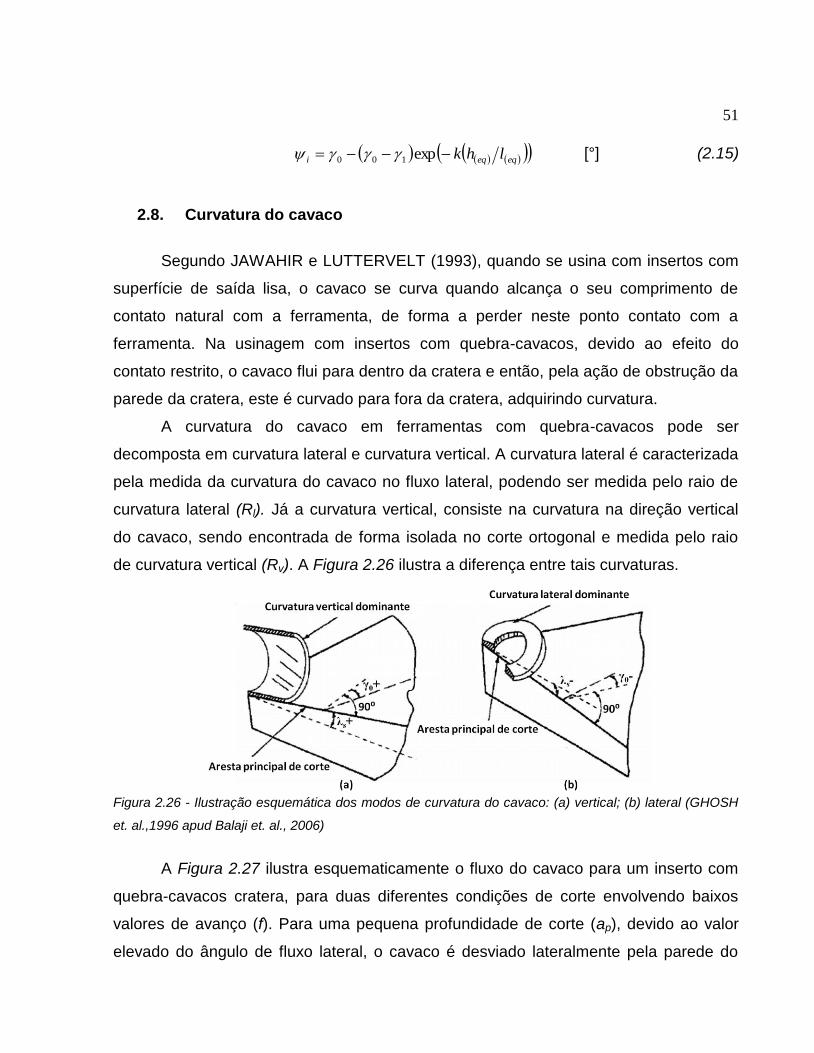
A curvatura do cavaco em ferramentas com quebra-cavacos pode ser
decomposta em curvatura lateral e curvatura vertical. A curvatura lateral é caracterizada
pela medida da curvatura do cavaco no fluxo lateral, podendo ser medida pelo raio de
curvatura lateral (Rl). Já a curvatura vertical, consiste na curvatura na direção vertical
do cavaco, sendo encontrada de forma isolada no corte ortogonal e medida pelo raio
de curvatura vertical (Rv). A Figura 2.26 ilustra a diferença entre tais curvaturas.
Figura 2.26 - Ilustração esquemática dos modos de curvatura do cavaco: (a) vertical; (b) lateral (GHOSH
et. al.,1996 apud Balaji et. al., 2006)
A Figura 2.27 ilustra esquematicamente o fluxo do cavaco para um inserto com
quebra-cavacos cratera, para duas diferentes condições de corte envolvendo baixos
valores de avanço (f). Para uma pequena profundidade de corte (ap), devido ao valor
elevado do ângulo de fluxo lateral, o cavaco é desviado lateralmente pela parede do

52
quebra-cavacos, resultando em curvatura quase puramente lateral. Já para
profundidades de corte maiores, o cavaco é obstruído pelo quebra-cavacos e
desenvolve um modo de curvatura misto entre lateral e vertical.
Figura 2.27 - Diferentes formas de fluxo e curvatura do cavaco: (a) alta curvatura lateral a baixas
profundidades de corte; (b) alta curvatura vertical a altas profundidades de corte (Ghosh et. al., 1994 apud
EE et. al., 2003)
2.8.1. Curvatura lateral do cavaco
De acordo com LUTTERVELT (1976) apud JAWAHIR e LUTTERVELT (1993)
existem alguns fatores que influenciam na curvatura lateral do cavaco, sendo estes: (a)
a aresta de corte não é reta; (b) a direção do movimento de corte não é linear; (c) a
aresta de corte não é perpendicular ao movimento de corte; e (d) o grau de recalque
varia ao longo da largura do cavaco. A Figura 2.28, a seguir, demonstra de forma
esquemática o raio de curvatura lateral do cavaco (Rl).
Figura 2.28 - Curvatura lateral (EE et. al., 2003)

53
Todos os fatores citados acima influem na velocidade do cavaco (vcav), de forma
que esta não seja constante ao da largura do cavaco. Deste modo, essa variação faz
com que o mesmo assuma uma curvatura no sentido da diminuição da velocidade do
cavaco, tal qual ilustra a Figura 2.29.
Figura 2.29 - Influencia da variação da velocidade do cavaco no fluxo lateral (Zhou, 2001)
Segundo JAWAHIR e LUTTERVELT (1993) o raio de curvatura lateral do cavaco
(Rl) pode ser assumido como independente da geometria do quebra-cavacos. Devido à
falta de modelos teóricos para estimar o raio de curvatura lateral do cavaco, pode-se
considerar que o aumento do ângulo de fluxo lateral (ψl) acarreta um decréscimo no
raio de curvatura lateral. Consequentemente, Rl aumenta com o aumento de ap e
diminui com o decréscimo de f.
2.8.2. Curvatura vertical do cavaco
A maioria das pesquisas sobre curvatura do cavaco tem focado na curvatura
vertical, devido em partes ao grande número de trabalhos realizados em corte
ortogonal (BALAJI, et al., 2006). De acordo com SEAH et al. (1995), o ângulo de fluxo
inverso do cavaco combinado com a geometria apropriada do quebra-cavacos,
inevitavelmente conduz à curvatura do cavaco.
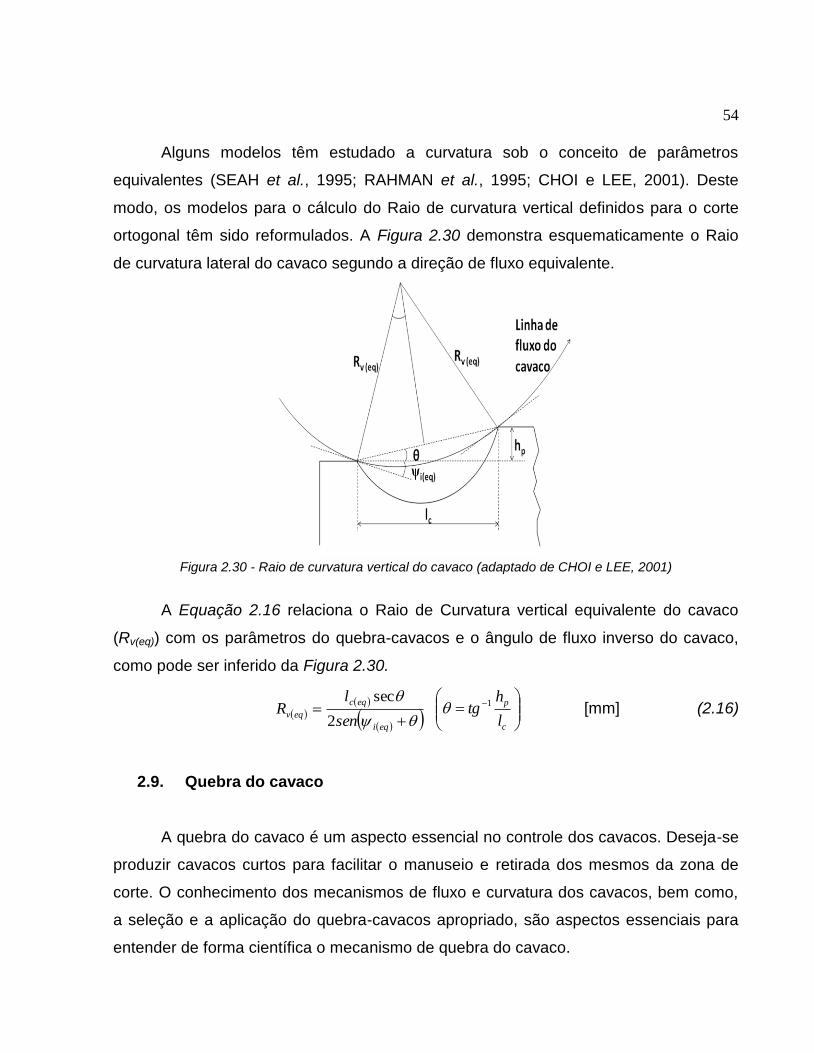
54
Alguns modelos têm estudado a curvatura sob o conceito de parâmetros
equivalentes (SEAH et al., 1995; RAHMAN et al., 1995; CHOI e LEE, 2001). Deste
modo, os modelos para o cálculo do Raio de curvatura vertical definidos para o corte
ortogonal têm sido reformulados. A Figura 2.30 demonstra esquematicamente o Raio
de curvatura lateral do cavaco segundo a direção de fluxo equivalente.
Figura 2.30 - Raio de curvatura vertical do cavaco (adaptado de CHOI e LEE, 2001)
A Equação 2.16 relaciona o Raio de Curvatura vertical equivalente do cavaco
(Rv(eq)) com os parâmetros do quebra-cavacos e o ângulo de fluxo inverso do cavaco,
como pode ser inferido da Figura 2.30.
eqi
eqc
eqvsen
lR
2
sec
c
p
l
htg 1
[mm]
(2.16)
2.9. Quebra do cavaco
A quebra do cavaco é um aspecto essencial no controle dos cavacos. Deseja-se
produzir cavacos curtos para facilitar o manuseio e retirada dos mesmos da zona de
corte. O conhecimento dos mecanismos de fluxo e curvatura dos cavacos, bem como,
a seleção e a aplicação do quebra-cavacos apropriado, são aspectos essenciais para
entender de forma científica o mecanismo de quebra do cavaco.
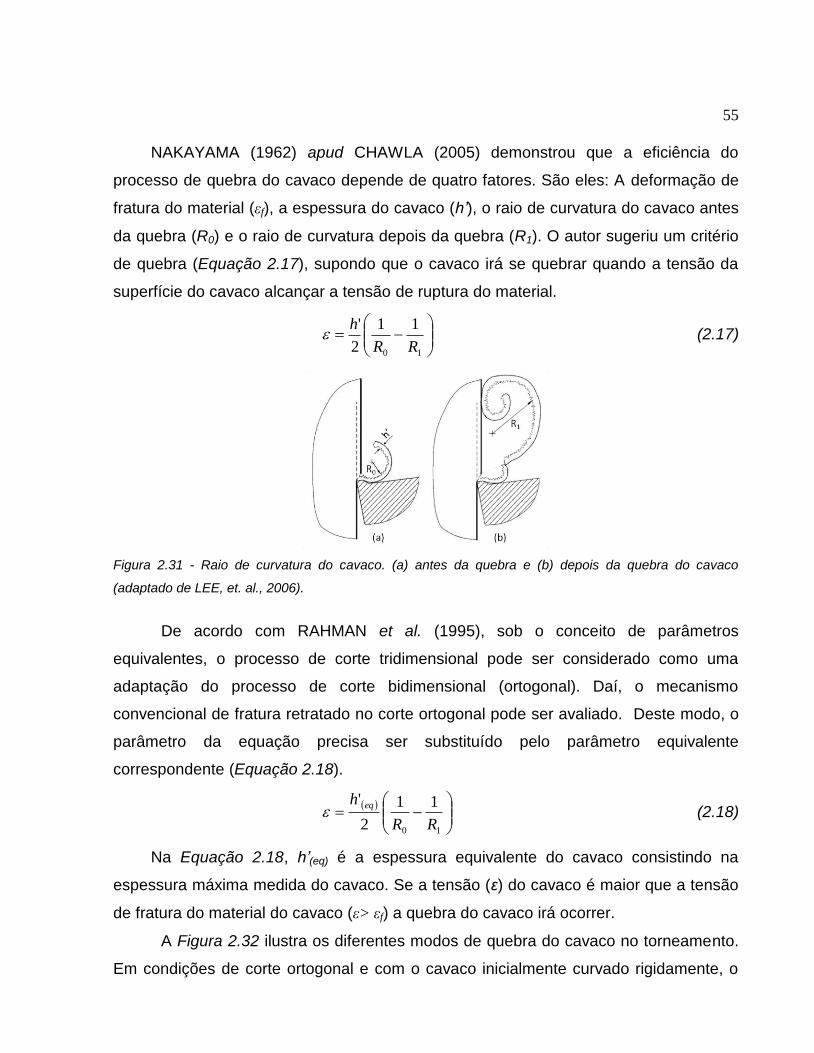
55
NAKAYAMA (1962) apud CHAWLA (2005) demonstrou que a eficiência do
processo de quebra do cavaco depende de quatro fatores. São eles: A deformação de
fratura do material (εf), a espessura do cavaco (h’), o raio de curvatura do cavaco antes
da quebra (R0) e o raio de curvatura depois da quebra (R1). O autor sugeriu um critério
de quebra (Equação 2.17), supondo que o cavaco irá se quebrar quando a tensão da
superfície do cavaco alcançar a tensão de ruptura do material.
10
11
2
'
RR
h (2.17)
Figura 2.31 - Raio de curvatura do cavaco. (a) antes da quebra e (b) depois da quebra do cavaco
(adaptado de LEE, et. al., 2006).
De acordo com RAHMAN et al. (1995), sob o conceito de parâmetros
equivalentes, o processo de corte tridimensional pode ser considerado como uma
adaptação do processo de corte bidimensional (ortogonal). Daí, o mecanismo
convencional de fratura retratado no corte ortogonal pode ser avaliado. Deste modo, o
parâmetro da equação precisa ser substituído pelo parâmetro equivalente
correspondente (Equação 2.18).
10
11
2
'
RR
h eq
(2.18)
Na Equação 2.18, h’(eq) é a espessura equivalente do cavaco consistindo na
espessura máxima medida do cavaco. Se a tensão (ε) do cavaco é maior que a tensão
de fratura do material do cavaco (ε> εf) a quebra do cavaco irá ocorrer.
A Figura 2.32 ilustra os diferentes modos de quebra do cavaco no torneamento.
Em condições de corte ortogonal e com o cavaco inicialmente curvado rigidamente, o

56
raio de curvatura do cavaco será forçado a aumentar gradualmente com o processo de
corte. Este aumento gradual irá acarretar em um aumento da tensão do cavaco,
causando a fratura eventual e resultando em cavacos espirais (Figura 2.32(a)). Se o
cavaco não possui uma curvatura natural (no caso de altas velocidades, por exemplo) e
a pastilha tem superfície de saída lisa (sem quebra-cavacos), cavacos em fita são
produzidos os quais podem emaranhar se o processo de corte é contínuo. Com a
utilização de quebra-cavacos, o cavaco será curvado mecanicamente e se chocará com
a superfície em usinagem da peça e se quebrará continuamente em pequenos
fragmentos (Figura 2.32(b)) (BOOTHROYD e KNIGHT, 1989).
Figura 2.32 - Modos de quebra do cavaco no torneamento (BOOTHROYD e KNIGHT, 1989)
Nas condições de corte oblíquo, cavacos longos são usualmente dos tipos
tubular, helicoidal arruela ou helicoidal cônico, podendo eventualmente formar
emaranhados. O ângulo da hélice do cavaco será igual ao ângulo de fluxo lateral (ψl) do
cavaco (Figura 2.32(c)). Para prover a quebra do cavaco nestas condições, o raio do
cavaco precisa ser controlado por um quebra-cavacos, de forma que o cavaco se
quebre chocando-se contra a superfície não usinada da peça Figura 2.32(a) ou contra a
superfície de folga da ferramenta (Aα). A segunda situação é a mais comum (Figura
2.32(d)) (BOOTHROYD e KNIGHT, 1989). Tal situação, onde o cavaco se quebra
através do choque com a superfície de folga da ferramenta (flanco) pode ser observada
em destaque na Figura 2.33.
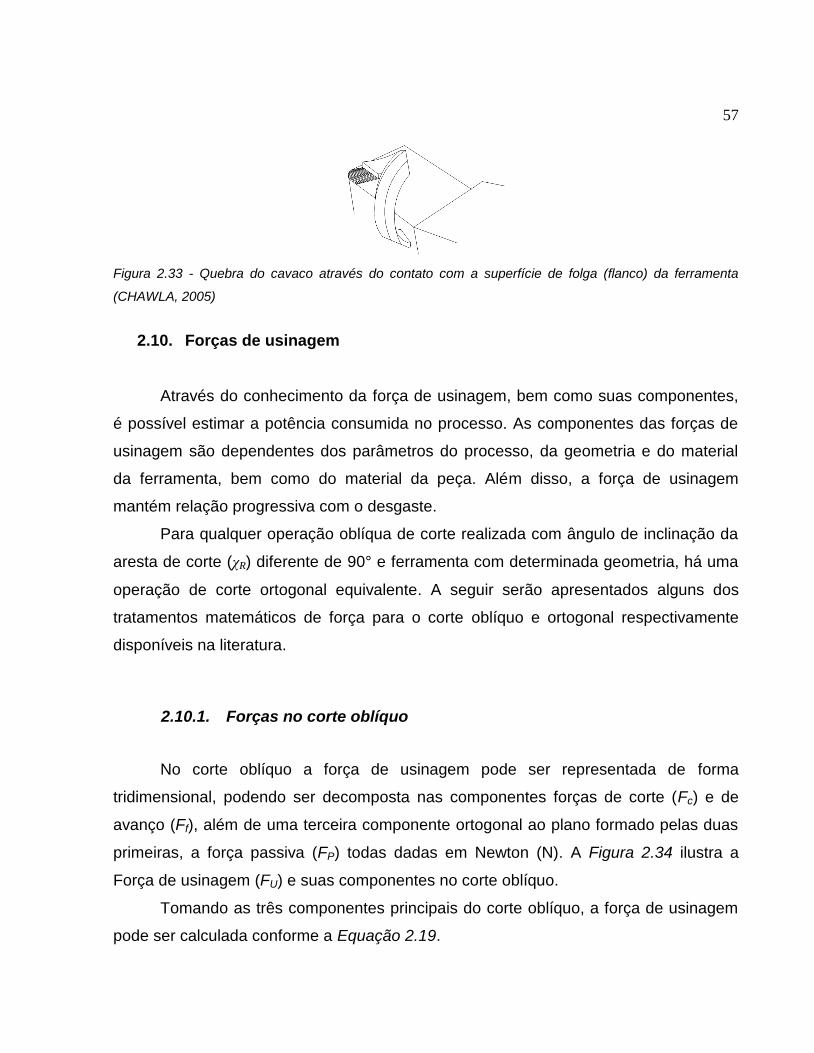
57
Figura 2.33 - Quebra do cavaco através do contato com a superfície de folga (flanco) da ferramenta
(CHAWLA, 2005)
2.10. Forças de usinagem
Através do conhecimento da força de usinagem, bem como suas componentes,
é possível estimar a potência consumida no processo. As componentes das forças de
usinagem são dependentes dos parâmetros do processo, da geometria e do material
da ferramenta, bem como do material da peça. Além disso, a força de usinagem
mantém relação progressiva com o desgaste.
Para qualquer operação oblíqua de corte realizada com ângulo de inclinação da
aresta de corte (χR) diferente de 90° e ferramenta com determinada geometria, há uma
operação de corte ortogonal equivalente. A seguir serão apresentados alguns dos
tratamentos matemáticos de força para o corte oblíquo e ortogonal respectivamente
disponíveis na literatura.
2.10.1. Forças no corte oblíquo
No corte oblíquo a força de usinagem pode ser representada de forma
tridimensional, podendo ser decomposta nas componentes forças de corte (Fc) e de
avanço (Ff), além de uma terceira componente ortogonal ao plano formado pelas duas
primeiras, a força passiva (FP) todas dadas em Newton (N). A Figura 2.34 ilustra a
Força de usinagem (FU) e suas componentes no corte oblíquo.
Tomando as três componentes principais do corte oblíquo, a força de usinagem
pode ser calculada conforme a Equação 2.19.
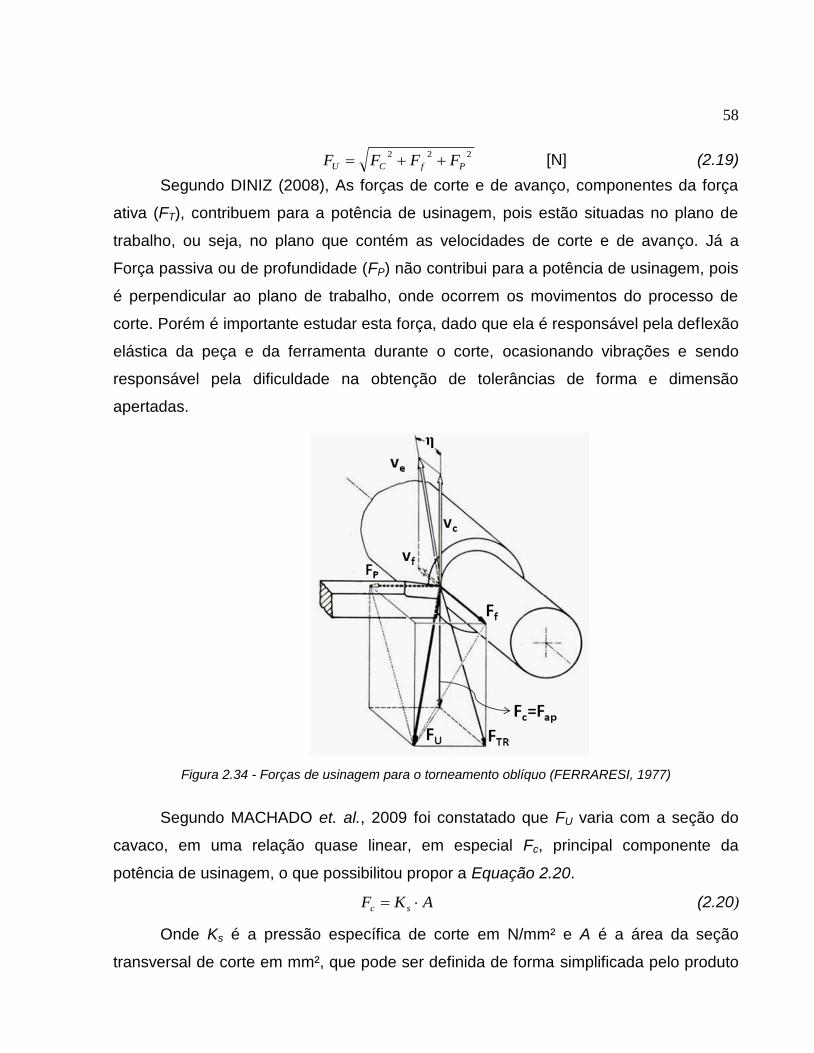
58
222
PfCU FFFF [N] (2.19)
Segundo DINIZ (2008), As forças de corte e de avanço, componentes da força
ativa (FT), contribuem para a potência de usinagem, pois estão situadas no plano de
trabalho, ou seja, no plano que contém as velocidades de corte e de avanço. Já a
Força passiva ou de profundidade (FP) não contribui para a potência de usinagem, pois
é perpendicular ao plano de trabalho, onde ocorrem os movimentos do processo de
corte. Porém é importante estudar esta força, dado que ela é responsável pela deflexão
elástica da peça e da ferramenta durante o corte, ocasionando vibrações e sendo
responsável pela dificuldade na obtenção de tolerâncias de forma e dimensão
apertadas.
Figura 2.34 - Forças de usinagem para o torneamento oblíquo (FERRARESI, 1977)
Segundo MACHADO et. al., 2009 foi constatado que FU varia com a seção do
cavaco, em uma relação quase linear, em especial Fc, principal componente da
potência de usinagem, o que possibilitou propor a Equação 2.20.
AKF sc (2.20)
Onde Ks é a pressão específica de corte em N/mm² e A é a área da seção
transversal de corte em mm², que pode ser definida de forma simplificada pelo produto
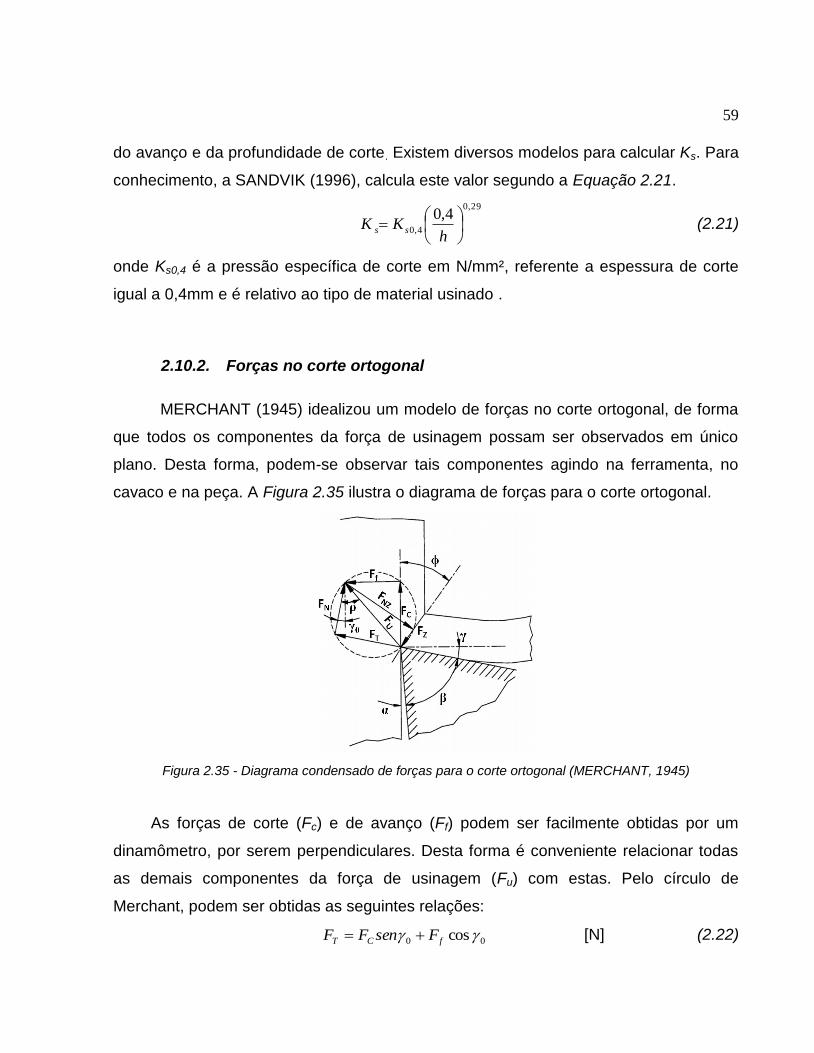
59
do avanço e da profundidade de corte. Existem diversos modelos para calcular Ks. Para
conhecimento, a SANDVIK (1996), calcula este valor segundo a Equação 2.21.
29,0
4,0
4,0
hKK ss (2.21)
onde Ks0,4 é a pressão específica de corte em N/mm², referente a espessura de corte
igual a 0,4mm e é relativo ao tipo de material usinado .
2.10.2. Forças no corte ortogonal
MERCHANT (1945) idealizou um modelo de forças no corte ortogonal, de forma
que todos os componentes da força de usinagem possam ser observados em único
plano. Desta forma, podem-se observar tais componentes agindo na ferramenta, no
cavaco e na peça. A Figura 2.35 ilustra o diagrama de forças para o corte ortogonal.
Figura 2.35 - Diagrama condensado de forças para o corte ortogonal (MERCHANT, 1945)
As forças de corte (Fc) e de avanço (Ff) podem ser facilmente obtidas por um
dinamômetro, por serem perpendiculares. Desta forma é conveniente relacionar todas
as demais componentes da força de usinagem (Fu) com estas. Pelo círculo de
Merchant, podem ser obtidas as seguintes relações:
00 cos fCT FsenFF [N] (2.22)
60
00cos senFFF fCN [N] (2.23)
coscos fCZ FFF [N] (2.24)
cosfCNZ FsenFF [N] (2.25)
A Força de usinagem (FU) também pode ser decomposta em função das forças
de corte (Fc) e de avanço (Ff), segundo a Equação 2.26.
22
CfU FFF [N] (2.26)
Considerando-se uma distribuição de tensão uniforme no plano de cisalhamento,
pode-se definir as tensões de cisalhamento (τz) e normal (σz) segundo as seguintes
relações:
senA
F
A
F z
z
zz [N/mm²] (2.27)
senA
F
A
F NZ
Z
NZz [N/mm²] (2.28)
MERCHANT (1945) definiu um valor do ângulo de cisalhamento ϕ teórico
aplicando o princípio da minimização da energia necessária para formação de cavacos.
a teoria considera que a tensão de cisalhamento é invariante em relação ao ângulo de
cisalhamento (ϕ) sendo função apenas do material, assumido como perfeitamente
plástico. Para que a energia seja mínima, a força de corte (Fc) deve ser mínima.
Derivando a força de corte (Fc) em relação ao ângulo de cisalhamento (ϕ) e igualando a
zero, obtém-se a seguinte expressão para o ângulo de cisalhamento:
24
, [°] (2.29)
onde γ é o ângulo de saída da ferramenta e ρ é o ângulo de atrito entre a interface
cavaco/ferramenta.
MOLINARI e MOUFKI (2008) salientam que a discrepância encontrada entre
valores para o ângulo de cisalhamento predito pela Equação 2.29 e valores medidos
experimentalmente, a hipótese de plasticidade perfeita do material feita no modelo de
Merchant pode ser acusada. Porém quando os efeitos da temperatura são levados em
conta no modelo e a hipótese da minimização da energia de corte é usada, o valor do

61
ângulo de cisalhamento encontrado é diferente do resultado de Merchant (OXLEY,
1989 apud MOLINARI e MOUFKI (2008). Deste modo, a natureza da resposta plástica
do material não pode ser considerada como a única causa da discordância entre o
modelo e o resultado experimental.
Melhores resultados foram obtidos pela relação empírica de ZVORYKIN (1893)
apud MOUFKI et al. (1998) explícita na Equação 2.30, onde A é uma constante
dependente do material em usinagem.
2
AM [°] (2.30)
MOLINARI e MOUFKI (2008) estudaram os motivos pelos quais o modelo de
MERCHANT (1945) falha ao prever a correta orientação da zona de cisalhamento
primária. Eles demonstraram que o princípio de minimização da energia de corte deve
ser suplementado por um critério de estabilidade da morfologia do cavaco. A Figura
2.36 ilustra a presença de uma transição progressiva IJ da superfície da peça HI para a
divisa do cavaco JK. Esta configuração pode ser vista como uma perturbação da
superfície HBK por um material adicional IBJ caracterizado pelo ângulo θ.
Figura 2.36 - Superfície livre do cavaco com uma transição progressiva IJ (MOLINARI e MOUFKI, 2008)
Considerando o critério de estabilidade da morfologia do cavaco proposto, obteve-
se uma nova fórmula revisada do ângulo de cisalhamento segundo o mesmo critério de
minimização da energia usado por MERCHANT (1945). A Equação 2.31 define o valor
do ângulo de cisalhamento de Merchant modificado.
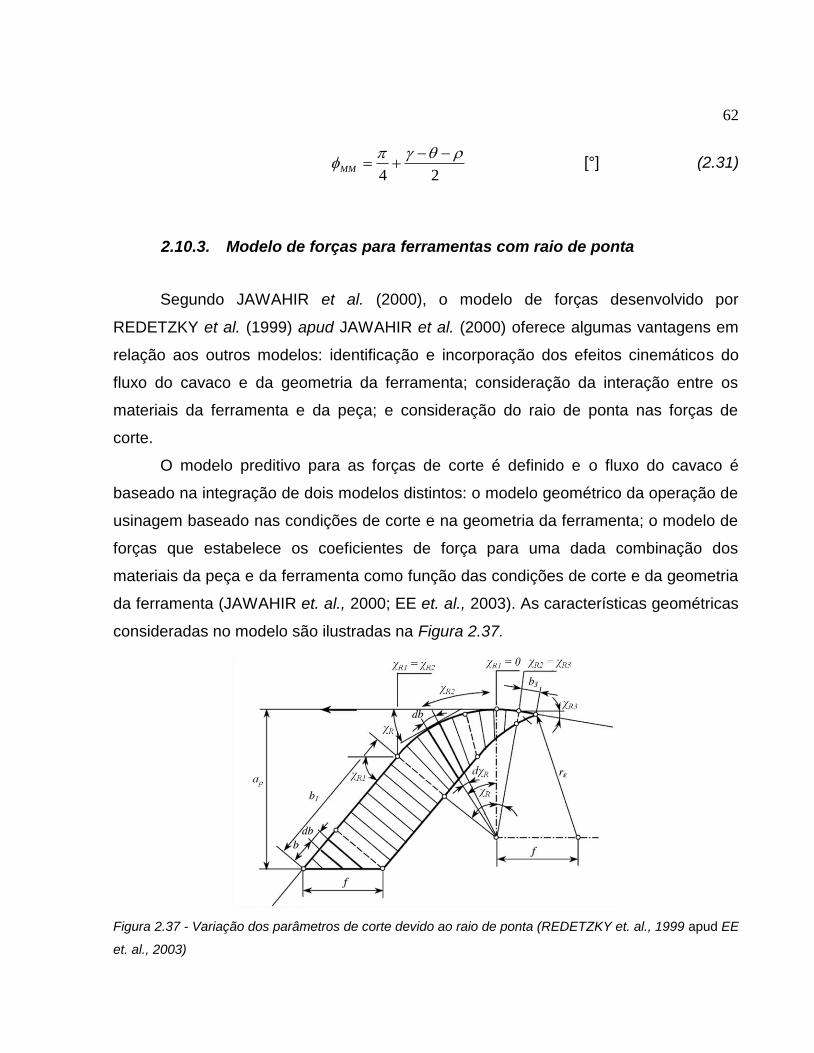
62
24
MM [°] (2.31)
2.10.3. Modelo de forças para ferramentas com raio de ponta
Segundo JAWAHIR et al. (2000), o modelo de forças desenvolvido por
REDETZKY et al. (1999) apud JAWAHIR et al. (2000) oferece algumas vantagens em
relação aos outros modelos: identificação e incorporação dos efeitos cinemáticos do
fluxo do cavaco e da geometria da ferramenta; consideração da interação entre os
materiais da ferramenta e da peça; e consideração do raio de ponta nas forças de
corte.
O modelo preditivo para as forças de corte é definido e o fluxo do cavaco é
baseado na integração de dois modelos distintos: o modelo geométrico da operação de
usinagem baseado nas condições de corte e na geometria da ferramenta; o modelo de
forças que estabelece os coeficientes de força para uma dada combinação dos
materiais da peça e da ferramenta como função das condições de corte e da geometria
da ferramenta (JAWAHIR et. al., 2000; EE et. al., 2003). As características geométricas
consideradas no modelo são ilustradas na Figura 2.37.
Figura 2.37 - Variação dos parâmetros de corte devido ao raio de ponta (REDETZKY et. al., 1999 apud EE
et. al., 2003)
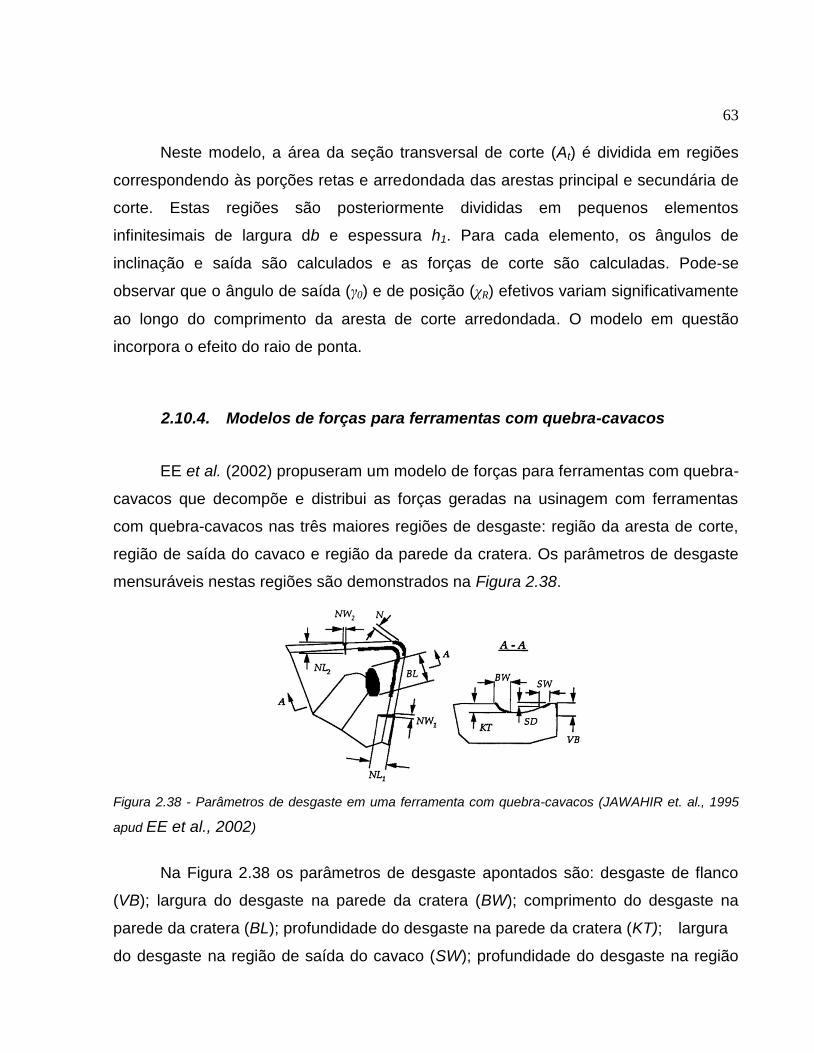
63
Neste modelo, a área da seção transversal de corte (At) é dividida em regiões
correspondendo às porções retas e arredondada das arestas principal e secundária de
corte. Estas regiões são posteriormente divididas em pequenos elementos
infinitesimais de largura db e espessura h1. Para cada elemento, os ângulos de
inclinação e saída são calculados e as forças de corte são calculadas. Pode-se
observar que o ângulo de saída (γ0) e de posição (χR) efetivos variam significativamente
ao longo do comprimento da aresta de corte arredondada. O modelo em questão
incorpora o efeito do raio de ponta.
2.10.4. Modelos de forças para ferramentas com quebra-cavacos
EE et al. (2002) propuseram um modelo de forças para ferramentas com quebra-
cavacos que decompõe e distribui as forças geradas na usinagem com ferramentas
com quebra-cavacos nas três maiores regiões de desgaste: região da aresta de corte,
região de saída do cavaco e região da parede da cratera. Os parâmetros de desgaste
mensuráveis nestas regiões são demonstrados na Figura 2.38.
Figura 2.38 - Parâmetros de desgaste em uma ferramenta com quebra-cavacos (JAWAHIR et. al., 1995
apud EE et al., 2002)
Na Figura 2.38 os parâmetros de desgaste apontados são: desgaste de flanco
(VB); largura do desgaste na parede da cratera (BW); comprimento do desgaste na
parede da cratera (BL); profundidade do desgaste na parede da cratera (KT); largura
do desgaste na região de saída do cavaco (SW); profundidade do desgaste na região

64
de saída do cavaco (SD); desgaste do raio de ponta (N); comprimento da trinca na
aresta principal (NL1); largura da trinca na aresta principal de corte (NW1); comprimento
da trinca na aresta secundária (NL2); largura da trinca na aresta secundária (NW2).
As três componentes de forças, atuando nas três principais regiões de desgaste,
são a força na aresta (Fs), a força na superfície de contato restrito (Fcr) e a força na
parede da cratera (Fpc). Estas três componentes atuando no perfil do inserto com
quebra-cavacos são demonstradas na Figura 2.39. A soma destas componentes será
igual a força de usinagem medida no sistema de coordenadas global X-Y-Z segundo a
Equação 2.32.
medidacrpcs FFFF (2.32)
Figura 2.39 - Visualização geométrica das forças (EE et al., 2002)
Segundo EE, et al. (2003), mudanças nas condições de corte e/ou na geometria
da ferramenta irá inevitavelmente resultar em diferentes padrões de fluxo do cavaco e,
portanto, diferente distribuição de forças nas três maiores regiões de desgaste.
A Figura 2.40 ilustra um esquema descritivo de como a distribuição de forças
pode afetar os padrões de desgaste. Na situação (a) tem-se alta força na aresta (Fs)
com desgaste de flanco e do raio de ponta dominante; em (b) há predominância de
força na superfície de contato restrito (Fcr) com desgaste na região de saída do cavaco;
já em (c) o cavaco tem maior contato com a cratera tocando seu fundo e gerando alta
força na superfície de contato restrito (Fcr); na situação (d) observa-se uma distribuição
de forças equivalente entre a região da aresta e de contato restrito (Fa e Fpc) com
desgastes na região de saída do cavaco e na parede da cratera; e por fim, em (e)

65
observa-se alta força na parede da cratera (Fpc) com desgaste da parede da cratera
dominante.
Figura 2.40 - Relação entre a distribuição de forças e o padrão de desgaste (EE et. al., 2002)
2.11. Integridade superficial
Segundo MACHADO et al. (2009), a condição final de uma superfície usinada é
resultado de um processo que envolve deformações plásticas, ruptura, recuperação
elástica, geração de calor, vibração, tensões residuais e, às vezes, reações químicas.
Todos esses fatores podem ter efeitos diferentes na nova superfície, de forma que o
termo integridade superficial não pode ser definido apenas em uma dimensão e
abrangendo mais que a textura da superfície ou a sua forma geométrica. O diagrama
da Figura 2.41 demonstra as alterações possíveis em superfícies usinadas.
Figura 2.41 - Classificação da integridade superficial (adaptado de MACHADO et al., 2009)
66
2.11.1. Rugosidade
Segundo GRZESIK (1996), uma superfície usinada por processo de corte
convencional, tal como torneamento ou fresamento, consiste de irregularidades
inerentes a ação da ferramenta de corte as quais são comumente definidas como
rugosidade superficial. BOOTHROYD e KNIGHT (1989), afirmam que a rugosidade
superficial final obtida durante uma operação de usinagem pode ser considerada como
a soma de dois efeitos independentes: a rugosidade superficial “ideal”, a qual é um
resultado da geometria da ferramenta e do avanço da ferramenta; e a rugosidade
“natural”, a qual é um resultado de irregularidades da operação de corte.
MACHADO et al. (2009) afirmam que a rugosidade pode ser medida por vários
parâmetros, os quais são classificados como: parâmetros de amplitude,
correspondendo a altura de picos e profundidade de vales; parâmetros de espaço,
determinados pelo espaçamento do desvio do perfil ao longo da superfície; e
parâmetros híbridos relativos a combinação dos dois primeiros.
Os parâmetros mais utilizados para quantificar a rugosidade nos processos de
usinagem convencionais são a Rugosidade média (Ra), a Rugosidade total (Rt) e a
Rugosidade máxima (Rz). Pela Figura 2.42 pode-se obter a Rugosidade total teórica
(RtT) relacionando-a com o avanço (f) e com o raio de ponta da ferramenta (rε). A
Equação 2.33 demonstra esta relação. Deve-se salientar que na prática há outros
fatores além dos parâmetros do processo e da geometria da ferramenta que influem na
rugosidade, de forma que o valor real desta variável será possivelmente maior que o
valor teórico.
r
fRtT
8
2
[µm] (2.33)
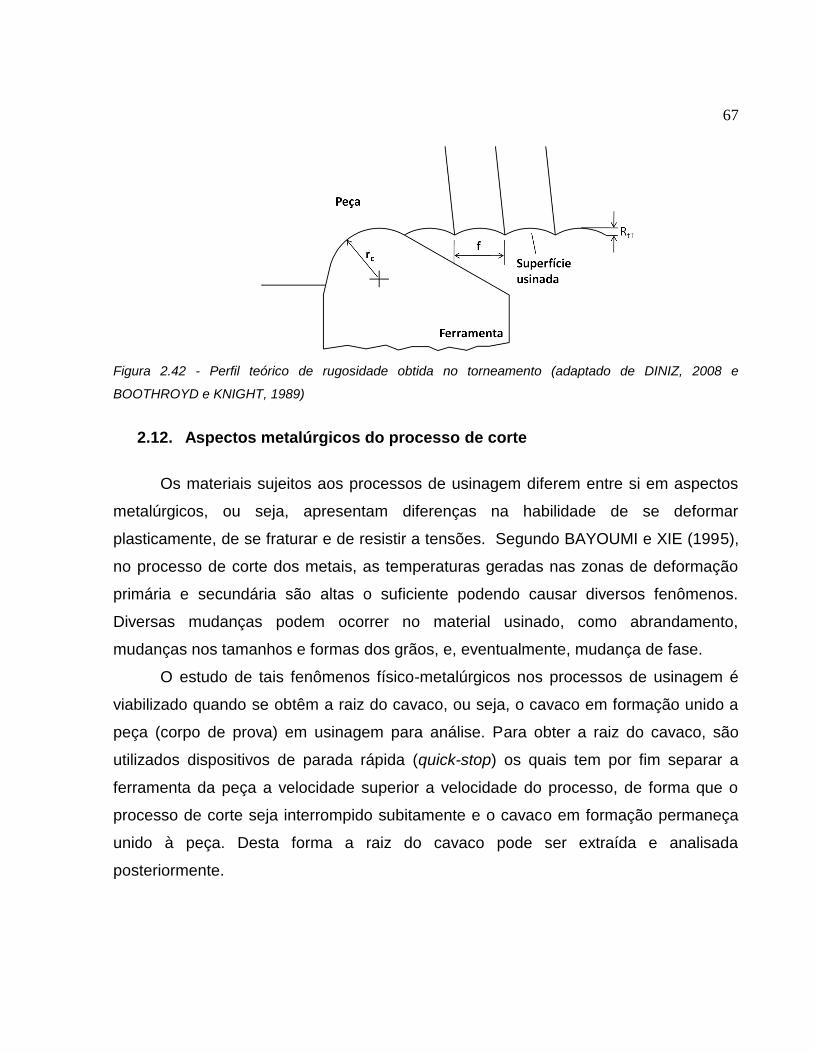
67
Figura 2.42 - Perfil teórico de rugosidade obtida no torneamento (adaptado de DINIZ, 2008 e
BOOTHROYD e KNIGHT, 1989)
2.12. Aspectos metalúrgicos do processo de corte
Os materiais sujeitos aos processos de usinagem diferem entre si em aspectos
metalúrgicos, ou seja, apresentam diferenças na habilidade de se deformar
plasticamente, de se fraturar e de resistir a tensões. Segundo BAYOUMI e XIE (1995),
no processo de corte dos metais, as temperaturas geradas nas zonas de deformação
primária e secundária são altas o suficiente podendo causar diversos fenômenos.
Diversas mudanças podem ocorrer no material usinado, como abrandamento,
mudanças nos tamanhos e formas dos grãos, e, eventualmente, mudança de fase.
O estudo de tais fenômenos físico-metalúrgicos nos processos de usinagem é
viabilizado quando se obtêm a raiz do cavaco, ou seja, o cavaco em formação unido a
peça (corpo de prova) em usinagem para análise. Para obter a raiz do cavaco, são
utilizados dispositivos de parada rápida (quick-stop) os quais tem por fim separar a
ferramenta da peça a velocidade superior a velocidade do processo, de forma que o
processo de corte seja interrompido subitamente e o cavaco em formação permaneça
unido à peça. Desta forma a raiz do cavaco pode ser extraída e analisada
posteriormente.

68
2.12.1. Dispositivos de parada rápida
De acordo com TRENT e WRIGHT (2000), a parada repentina da ação de corte
permite obter a raiz do cavaco, que consiste no cavaco retido ao corpo de prova em
usinagem. A raiz do cavaco retém a maioria dos importantes detalhes sobre a formação
de cavacos. Diversos dispositivos de parada rápida têm sido desenvolvidos com o
propósito de obter raízes do cavaco. Pela análise micrográfica ou por microscopia de
varredura eletrônica da raiz do cavaco pode-se obter informações importantes do
processo de corte. É possível observar a constituição dos grãos dos cavacos, a
definição das zonas de cisalhamento, o ângulo de cisalhamento, formação de APC,
entre outros fenômenos metalúrgicos do processo de corte.
Segundo CHERN (2005), um dispositivo de parada rápida é um instrumento de
pesquisa desenvolvido para coletar amostras da raiz do cavaco. O processo de corte é
interrompido repentinamente pela redução da velocidade relativa entre a peça (corpo-
de-prova) e a ferramenta para zero, deixando um cavaco parcialmente formado ainda
conectado à peça. A seção do material nos arredores do cavaco parcialmente formado
pode, então, ser cortada, moldada em resina, lixada e polida para subseqüente análise
microscópica.
O mesmo autor listou certas características e funções desejáveis ao
desempenho de um dispositivo de parada rápida: (1) O tempo de separação da
ferramenta e da peça deve ser o menor possível. (2) Mudanças geométricas e
metalúrgicas no cavaco e na superfície da peça resultantes da ação do dispositivo
devem ser minimizadas. (3) Distúrbios, como vibração, que podem ocorrer no processo
de corte pela ação do dispositivo devem ser mínimos. (4) O dispositivo deve trabalhar
como uma ferramenta que possui boas características tanto estaticamente quanto
dinamicamente. (5) O dispositivo deve ser seguro e fácil de usar, e ser adaptável para
máquinas comerciais sem modificações complexas. (6) O tempo de preparação entre
aplicações deve ser muito pequeno. (7) O dispositivo deve ser confiável, garantir
repetibilidade dos experimentos, e poder ser fabricado a baixo custo.

69
LUCAS e WEINGAERTNER (2004) desenvolveram um dispositivo de parada
rápida o qual é mostrado esquematicamente na Figura 2.43. Neste dispositivo, também
há a ruptura de um pino de cisalhamento. O mecanismo de acionamento consiste em
um dispositivo com massa acelerada por uma mola de compressão que impacta
diretamente sobre o porta-ferramenta e, ao romper um pino de cisalhamento, faz o
porta-ferramenta girar em torno de um pivo posicionado no seu fim.
Figura 2.43 - Dispositivo de parada rápida por massa acelerada (LUCAS e WEINGAERTNER, 2004)
Outros dispositivos de parada rápida foram desenvolvidos e estão detalhados nos
trabalhos de JASPERS (1999), CHERN (2005) e REIS et. al. (2007).
2.12.2. Análise da raiz do cavaco
A seguir são explicitados resultados de trabalhos que utilizaram de dispositivos
de parada rápida para obtenção da raiz do cavaco. Algumas fotos micrográficas, bem
como considerações acerca das análises realizadas, são expostas.
A Figura 2.44 mostra fotos micrográficas das seções transversais das raízes de
cavacos do trabalho de LUCAS e WEINGAERTNER (2004). Os corpos de prova de
ferro fundido nodular ferrítico foram previamente preparados sendo executadas
ranhuras escalonadas ao longo do seu comprimento, possibilitando assim, obter numa

70
única passada uma sequência de raízes sem a necessidade de retirada do corpo de
prova da máquina-ferramenta. Pode-se observar a presença clara de APC em
destaque.
Figura 2.44 - Raiz do cavaco do ferro fundido nodular ferrítico GGG 42 (LUCAS e WEINGAERTNER,
2004)
A seguir, na Figura 2.45 são mostradas fotos micrográficas das seções
transversais dos trabalhos de CHERN (2005). O material usinado foi um aço ABNT
1017. Observa-se em detalhe que a direção de deformação dos cristais (AC) é
consideravelmente diferente da direção do plano de cisalhamento (AB) considerado
pelo autor. Segundo o mesmo, este fenômeno pode ser causado pelo atrito entre o
cavaco e a superfície de saída da ferramenta produzindo uma força de arraste e um
momento torsor na lamela do cavaco. Observa-se claramente as finas camadas
compactadas e depositadas caracterizando a presença de APC (Build-Up Edge - BUE).
Figura 2.45 - Fotomicrografia mostrando a deformação dos cristais nos cavacos: (a) x200 - 270 rpm,
0.101 mm/rev, γ0 = 20°; (b) x200 - 310 rpm, 0.165 mm/rev, γ0 = 15° (CHERN, 2005)

71
CAPÍTULO 3
PROCEDIMENTO EXPERIMENTAL
Os procedimentos experimentais foram realizados nos laboratórios de
Engenharia Mecânica da UFSJ. Na primeira parte foram realizados experimentos de
torneamento cilíndrico tangencial em condições de corte oblíquo para avaliação da
influência dos parâmetros de corte e da geometria dos quebra-cavacos nas forças de
usinagem e na rugosidade superficial. Na segunda parte foram realizados ensaios de
torneamento ortogonal com parada rápida para análise da raiz do cavaco.
3.1. Materiais e equipamentos
3.1.1. Equipamentos
Os experimentos de corte oblíquo foram realizados no laboratório de processos
de fabricação da UFSJ em um centro de torneamento ROMI GL 240M com velocidade
de avanço rápido longitudinal e transversal de 30 m/mim, potência máxima do eixo
árvore de 15 KW, rotação máxima de 6000 rpm e CNC Fanuc Oi TD. A Figura 3.1
ilustra a máquina ferramenta.
Para medição das forças de corte e de avanço foi utilizado um dinamômetro
piezoelétrico estacionário com quatro componentes Kistler 9272, um amplificador de
sinais Kistler 5070A. e o software DynoWare também fornecido pela Kistler. O sistema
de aquisição de forças composto por estes equipamentos foi interligado em um
microcomputador com processador Intel Pentium Dual Core 2.2GHz com 2GB de
memória RAM. A Figura 3.2 ilustra tais equipamentos.

72
Figura 3.1- Centro de torneamento Romi GL 240M
Figura 3.2 - Equipamentos para monitoramento das componentes das forças de usinagem. (a)
Dinamômetro Kistler 9272; (b) amplificador de carga Kistler 5070A; (c) software kistler DynoWare
Para medição de rugosidade dos corpos de prova usinados, foi utilizado um
rugosímetro Surftest SJ-400 Mitutoyo (Figura 3.3(a)).
Para avaliação do comprimento de contato natural entre o cavaco e a ferramenta
(cn) e o raio de curvatura lateral (rl), foram utilizados um microscópio Mitutoyo TM-500
com câmera Moticam 2300 3.0 MPixel e software de processamento de imagens Motic
Images Plus 2.0 (Figura 3.3(b)).

73
Figura 3.3 - (a) Rugosímetro surftest SJ-400 Mitutoyo; (b) microscópio Mitutoyo TM-500 com câmera
Moticam 2300
Os ensaios de corte ortogonal foram realizados no laboratório de processos de
fabricação da UFSJ em um torno Romi Centur 35 II com CNC Mach 4. Em todos os
ensaios de corte ortogonal foi realizada a parada rápida para obtenção das raízes dos
cavacos. Com este intuito foi projetado um dispositivo de parada rápida (quick-stop) de
simples operação. A seguir, na Figura 3.4, ilustra-se o dispositivo de parada rápida.
Figura 3.4 - Dispositivo de parada rápida. (a) Desenho esquemático (b) Dispositivo montado

74
O dispositivo é acionado por uma mola de compressão (7) posicionada embaixo
da parte inferior traseira do porta-ferramenta e comprimida por uma base (4). Na parte
inferior dianteira do dispositivo, ao invés de um pino de cisalhamento para sustentar o
corte, um gatilho (3) foi projetado com esta função. O porta-ferramenta (5) é fixado de
modo convencional em uma base primária (1) e esta é unida a uma base secundária
(2) por um rolamento, de forma que este conjunto possa girar em relação à base
secundária. A base secundária é então fixada de modo convencional (9) na máquina
ferramenta.
Quando o gatilho é acionado através de um sistema de alavanca (8), a mola de
compressão empurra o porta-ferramenta, que, juntamente com a base secundária, gira
a uma velocidade maior que a velocidade de corte, retirando o porta-ferramenta (5) e o
inserto (6) da ação de corte e conservando a raiz do cavaco pronta para análise. A
Figura 3.5 expõe o dispositivo antes e após o acionamento.
Figura 3.5 - Dispositivo de parada rápida. (a) Dispositivo antes do acionameto. (b) Dispositivo acionado.
As amostras de seções transversais de raízes do cavaco obtidas foram
analisadas no laboratório de Metalografia e Materiais do departamento de Engenharia
Mecânica da UFSJ.

75
3.1.2. Ferramentas de corte
Para os experimentos de corte oblíquo, foi utilizado um porta-ferramenta com
código ISO PCLNL-2020K12 da Sandvik o qual possui ângulo de posição (χR) igual a
95º, ângulos de saída (γ0) e de inclinação da aresta de corte (λs) ambos iguais a -6º. O
porta-ferramenta foi montado no dinamômetro através de um dispositivo fornecido
juntamente com o mesmo. Para fixar este conjunto na torre da máquina-ferramenta foi
projetado um dispositivo de fixação. A Figura 3.6 ilustra a montagem destes
equipamentos.
Figura 3.6 - Conjunto porta-ferramenta e dinamômetro montados na torre do centro de usinagem
Nos ensaios de corte ortogonal com parada rápida foi utilizado um porta-
ferramenta PCLNR-2525K12 da Sandvik o qual possui ângulo de posição da aresta de
corte χR igual a 95º, ângulo de saída γ0 e de inclinação da aresta de corte λs ambos
iguais a -6º. Porém o ângulo de posição foi ajustado para 90º tal qual é característico
do corte ortogonal. Para evitar influência da superfície de folga o ângulo de saída foi
diminuído para -12,5° e, consequentemente, o ângulo de folga α0 aumentado para
12,5°, sendo os detalhes deste ajuste descritos posteriormente.
Foram utilizados insertos de metal duro da Sandvik sendo três com código ISO
CNMG 120408 os quais apresentam quebra-cavacos e um inserto com código ISO
CNMA 120408 o qual apresenta superfície de saída lisa. Todos os insertos utilizados
possuem raio de ponta rε igual a 0,8mm. A Figura 3.7 ilustra o perfil geométrico dos

76
quebra-cavacos utilizados nos ensaios com seus respectivos códigos dos quebra-
cavacos e classe de metal duro.
Figura 3.7 - Geometria dos quebra-cavacos e classe de metal duro dos insertos utilizados nos ensaios
O inserto PF possui aresta de corte reta até uma distância de 2mm da ponta da
ferramenta e no restante do comprimento a aresta de corte é ondulada. Possui estreito
contato restrito apenas na região do raio de ponta e onde a aresta é reta. A parede da
cratera também é curvilínea. É indicado para condições de corte de acabamento.
O inserto PM possui aresta de corte reta com contato restrito e parede da cratera
curvilínea. O inserto QM também apresenta aresta de corte reta com contato restrito de
comprimento menor que o PM e parede da cratera ondulada.
3.1.3. Corpos de prova
Para os ensaios de corte oblíquo foram confeccionados corpos de prova
cilíndricos de Aço ABNT 1045 com 50mm de diâmetro. Foi utilizado um corpo de prova
por ensaio, totalizando 72 corpos de prova. A Figura 3.8 ilustra as dimensões dos
corpos de prova para os ensaios de corte oblíquo.

77
Figura 3.8 - Especificação dos corpos de prova de corte oblíquo
Para os ensaios de corte ortogonal, foram preparados corpos de prova tubulares
de Aço ABNT 1045 com espessura da parede do tubo de 2mm. Foram utilizados 9
corpos de prova no total para realizar os ensaios de parada rápida. A Figura 3.9 ilustra
as dimensões dos corpos de prova para os ensaios de corte ortogonal com parada
rápida.
Figura 3.9 - Especificação dos corpos de prova de corte ortogonal
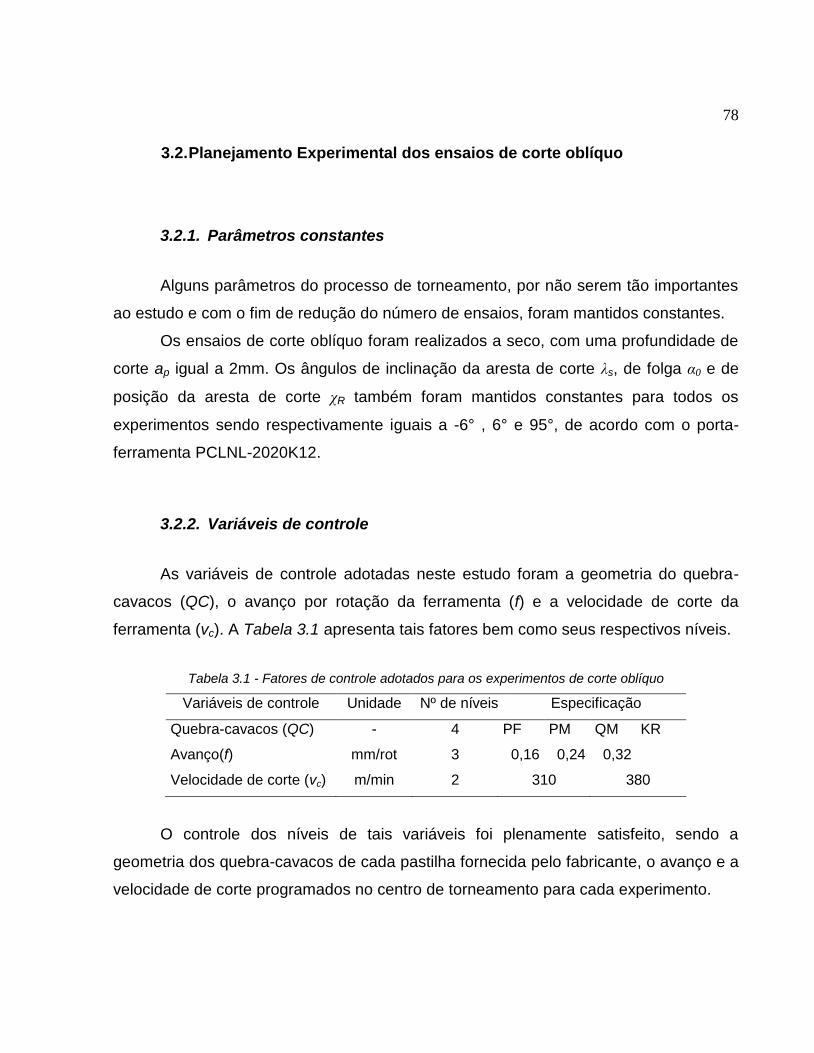
78
3.2. Planejamento Experimental dos ensaios de corte oblíquo
3.2.1. Parâmetros constantes
Alguns parâmetros do processo de torneamento, por não serem tão importantes
ao estudo e com o fim de redução do número de ensaios, foram mantidos constantes.
Os ensaios de corte oblíquo foram realizados a seco, com uma profundidade de
corte ap igual a 2mm. Os ângulos de inclinação da aresta de corte λs, de folga α0 e de
posição da aresta de corte χR também foram mantidos constantes para todos os
experimentos sendo respectivamente iguais a -6° , 6° e 95°, de acordo com o porta-
ferramenta PCLNL-2020K12.
3.2.2. Variáveis de controle
As variáveis de controle adotadas neste estudo foram a geometria do quebra-
cavacos (QC), o avanço por rotação da ferramenta (f) e a velocidade de corte da
ferramenta (vc). A Tabela 3.1 apresenta tais fatores bem como seus respectivos níveis.
Tabela 3.1 - Fatores de controle adotados para os experimentos de corte oblíquo
Variáveis de controle Unidade Nº de níveis Especificação
Quebra-cavacos (QC) - 4 PF PM QM KR
Avanço(f) mm/rot 3 0,16 0,24 0,32
Velocidade de corte (vc) m/min 2 310 380
O controle dos níveis de tais variáveis foi plenamente satisfeito, sendo a
geometria dos quebra-cavacos de cada pastilha fornecida pelo fabricante, o avanço e a
velocidade de corte programados no centro de torneamento para cada experimento.

79
Considerando os ângulos de saída primário e secundário dos insertos utilizados
(Figura 3.7), acrescidos do ângulo de saída do porta-ferramenta (γ0) igual a -6°, pode-
se considerar os valores destes ângulos segundo a Tabela 3.2.
Tabela 3.2 - Valores corrigidos dos ângulos de saída dos insertos utilizados
Inserto γ1* γ0
PF -2° 11°
PM 1° 16°
QM 3° 7°
KR - -6°
* ângulo na superfície de contato restrito (c)
3.2.3. Variáveis de resposta
As principais variáveis de resposta do processo de torneamento avaliadas neste
trabalho foram as forças de corte (Fc) e de avanço (Ff) e os parâmetros de rugosidade
média (Ra) e máxima (Rz). As forças foram monitoradas em todos os experimentos e os
parâmetros de rugosidade foram medidos em todos os corpos de prova usinados. Os
equipamentos utilizados para monitoramento e medição de tais variáveis foram
apresentados na seção 3.1.1.
Em todos os experimentos foram coletados amostras de cavacos para
classificação dos mesmos segundo a forma, de acordo com as condições de corte.
Para os experimentos realizados com o inserto com superfície de saída lisa KR
foram medidos os comprimentos de contato natural entre o cavaco e a ferramenta
através da observação das marcas deixadas no inserto com auxílio do microscópio e do
software de processamento de imagens. Nos mesmos insertos e, utilizando os mesmos
equipamentos, também pôde ser realizada uma avaliação do raio de curvatura lateral
do cavaco. A Tabela 3.3 apresenta todas as variáveis de resposta estudadas.
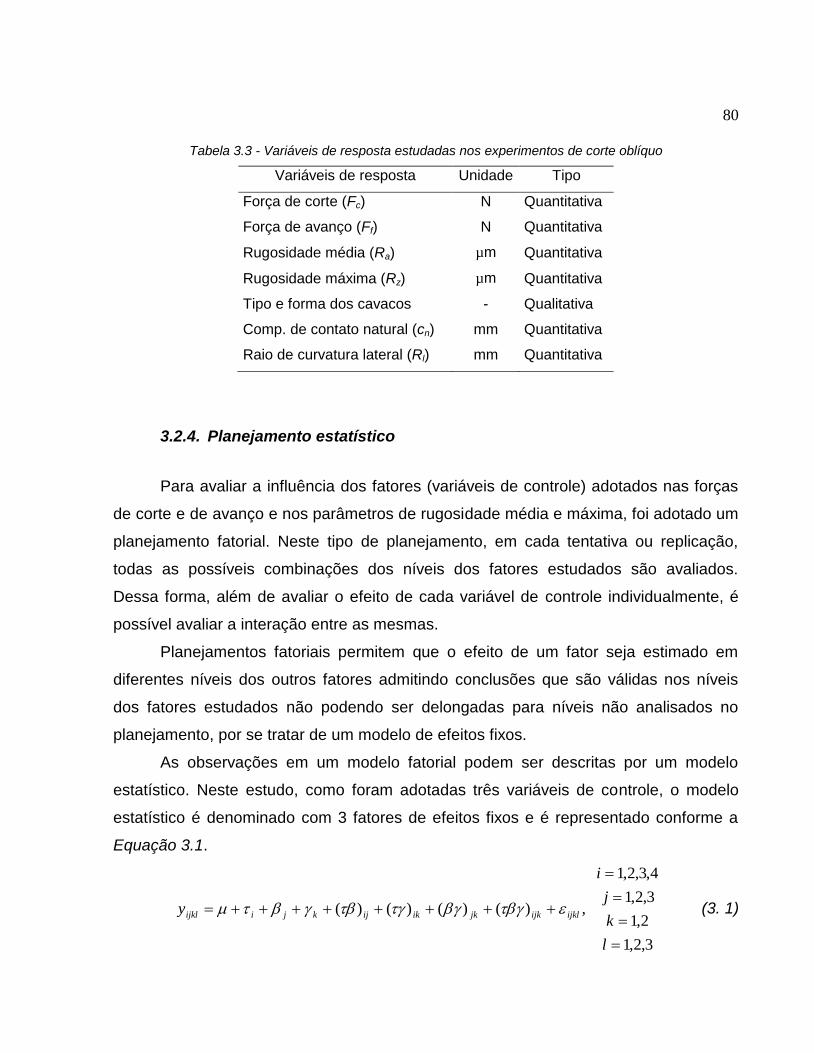
80
Tabela 3.3 - Variáveis de resposta estudadas nos experimentos de corte oblíquo
Variáveis de resposta Unidade Tipo
Força de corte (Fc) N Quantitativa
Força de avanço (Ff) N Quantitativa
Rugosidade média (Ra) µm Quantitativa
Rugosidade máxima (Rz) µm Quantitativa
Tipo e forma dos cavacos - Qualitativa
Comp. de contato natural (cn) mm Quantitativa
Raio de curvatura lateral (Rl) mm Quantitativa
3.2.4. Planejamento estatístico
Para avaliar a influência dos fatores (variáveis de controle) adotados nas forças
de corte e de avanço e nos parâmetros de rugosidade média e máxima, foi adotado um
planejamento fatorial. Neste tipo de planejamento, em cada tentativa ou replicação,
todas as possíveis combinações dos níveis dos fatores estudados são avaliados.
Dessa forma, além de avaliar o efeito de cada variável de controle individualmente, é
possível avaliar a interação entre as mesmas.
Planejamentos fatoriais permitem que o efeito de um fator seja estimado em
diferentes níveis dos outros fatores admitindo conclusões que são válidas nos níveis
dos fatores estudados não podendo ser delongadas para níveis não analisados no
planejamento, por se tratar de um modelo de efeitos fixos.
As observações em um modelo fatorial podem ser descritas por um modelo
estatístico. Neste estudo, como foram adotadas três variáveis de controle, o modelo
estatístico é denominado com 3 fatores de efeitos fixos e é representado conforme a
Equação 3.1.
3,2,1
2,1
3,2,1
4,3,2,1
,)()()()(
l
k
j
i
y ijklijkjkikijkjiijkl
(3. 1)

81
Em que µ é média geral, τi é o efeito do i-ésimo nível do fator QC, βj é o efeito do j-
ésimo nível do fator f, γk é o efeito do k-ésimo nível do fator vc, (τβ)ij é o efeito da
interação do i-ésimo nível do fator QC com o j-ésimo nível do fator f, (τγ)ik é o efeito da
interação do i-ésimo nível do fator QC com o k-ésimo nível do fator vc, (βγ)jk é o efeito
da interação entre j-ésimo nível do fator f com o k-ésimo nível do fator vc, (τβγ)ijk é o
efeito da interação entre o i-ésimo nível do fator QC com o j-ésimo nível do fator f e
com k-ésimo nível do fator vc, e εijkl é o erro experimental associado à observação yijkl,
sendo l o número de replicações dos experimentos. Como os experimentos foram
replicados três vezes, foram realizados 4¹x3¹x2¹x3 experimentos, ou seja, 72
experimentos.
Através do planejamento fatorial foram testadas as seguintes hipóteses sobre
igualdade dos níveis das variáveis de controle:
0: 43210 H (3. 2)
0:1 iummenospeloH (3. 3)
sobre a igualdade dos níveis do fator QC,
0: 3210 H (3. 4)
0:1 jummenospeloH (3. 5)
sobre a igualdade dos níveis do fator f, e
0: 210 H (3. 6)
0:1 kummenospeloH (3. 7)
sobre a igualdade dos níveis do fator vc.
Além dos efeitos principais, deseja-se testar as seguintes hipóteses sobre a
interação entre as variáveis de controle:
jiH ij ,0:0 (3. 8)
0:1 ijummenospeloH (3. 9)
sobre a interação entre os níveis dos fatores QC e f,
kiH ik ,0:0 (3. 10)
0:1 ikummenospeloH (3. 11)

82
sobre a interação entre os níveis dos fatores QC e vc,
kjH jk ,0:0 (3. 12)
0:1 jkummenospeloH (3. 13)
sobre a interação entre os níveis dos fatores f e vc, e
kjiH ijk ,,0:0 (3. 14)
0:1 ijkummenospeloH (3. 15)
sobre a interação entre os níveis dos fatores QC, f e vc.
A Tabela 3.4 apresenta todas as combinações das variáveis de controle
estudadas, totalizando 24 variações. As replicações foram realizadas para obter uma
estimativa do erro experimental o que é necessário para determinar se as diferenças
observadas nas respostas são estatisticamente significativas. Além disso, as
replicações permitem obter uma estimativa mais precisa dos efeitos das variáveis de
controle nas respostas estudadas.
A ordem de execução dos 72 ensaios foi aleatória, para garantir que o erro
experimental observado seja uma variável aleatória independentemente e
identicamente distribuída.
Através de uma Análise de Variância (Anova), todas as hipóteses formuladas
foram testadas. Considerando a distribuição dos termos do erro experimental (εijkl)
como normalmente e independentemente distribuídos e com variância constante, pode-
se dizer que as razões dos quadrados médios (QM) são distribuídas segundo a
distribuição F com os respectivos graus de liberdade da fonte de variação e com os
graus de liberdade do erro.
Para cada fonte de variação a hipótese nula é rejeitada se a estatística F0
calculada for maior que um valor tabelado F(α;g.l.FV;g.l.Erro), ou seja, quando o valor P
for menor que α, onde α é o nível de significância dos testes. Para todos os testes foi
adotado α igual a 0,05. A Tabela 3.5 resume a análise de variância para as variáveis de
controle (fontes de variação) em estudo.
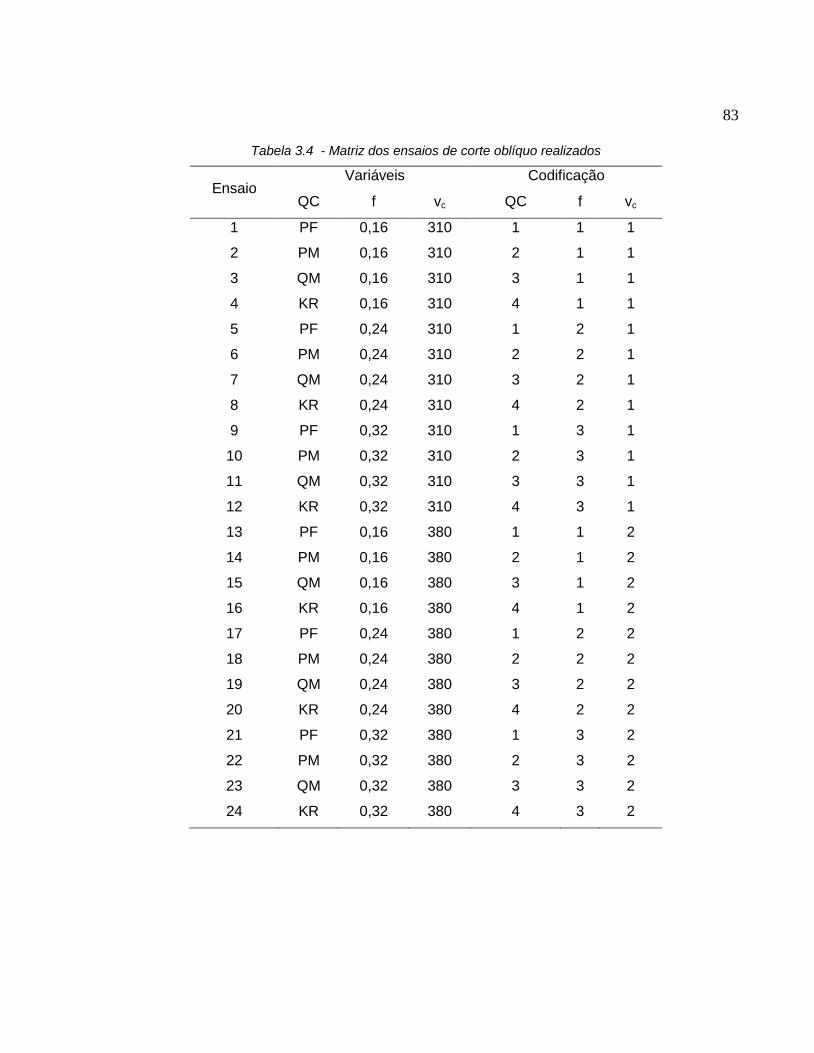
83
Tabela 3.4 - Matriz dos ensaios de corte oblíquo realizados
Ensaio Variáveis Codificação
QC f vc QC f vc
1 PF 0,16 310 1 1 1
2 PM 0,16 310 2 1 1
3 QM 0,16 310 3 1 1
4 KR 0,16 310 4 1 1
5 PF 0,24 310 1 2 1
6 PM 0,24 310 2 2 1
7 QM 0,24 310 3 2 1
8 KR 0,24 310 4 2 1
9 PF 0,32 310 1 3 1
10 PM 0,32 310 2 3 1
11 QM 0,32 310 3 3 1
12 KR 0,32 310 4 3 1
13 PF 0,16 380 1 1 2
14 PM 0,16 380 2 1 2
15 QM 0,16 380 3 1 2
16 KR 0,16 380 4 1 2
17 PF 0,24 380 1 2 2
18 PM 0,24 380 2 2 2
19 QM 0,24 380 3 2 2
20 KR 0,24 380 4 2 2
21 PF 0,32 380 1 3 2
22 PM 0,32 380 2 3 2
23 QM 0,32 380 3 3 2
24 KR 0,32 380 4 3 2

84
Tabela 3.5 - Análise de variância (ANOVA)
Fonte de
Variação
Graus de
liberdade
Soma dos
quadrados
Quadrados
Médios F0
QC a-1 = 3 SQQC 3QC
QC
SQQM
E
QC
QM
QM
F b-1 = 2 SQf 2f
f
SQQM
E
f
QM
QM
vc c-1 = 1 SQvc 1vc
vc
SQQM
E
vc
QMQM
QC x f (a-1)(b-1) = 6 SQQCf 6QCf
QCf
SQQM
E
QCf
QM
QM
QC x vc (a-1)(c-1) = 3 SQQCvc 3QCvc
QCvc
SQQM
E
QCvc
QM
QM
f x vc (b-1)(c-1) = 2 SQfvc 2fvc
fvc
SQQM
E
fvc
QM
QM
QC x f x
vc (a-1)(b-1)(c-1) = 6 SQQCfvc 6QCfvc
QCfvc
SQQM
E
QCfvc
QM
QM
Erro abc(n-1) = 48 SQE 48E
E
SQQM
-
Total abcn-1 = 71 SQT - -
Para ver mais detalhes sobre o delineamento experimental adotado e outros
aspectos do tratamento estatístico ver MONTGOMERY (2001).
Para conduzir as análises foram utilizados os softwares MS Excel 2007, Minitab
14 e Sisvar 5.3.
Nos casos em que alguma fonte de variação apresenta diferença nas médias de
seus níveis, é necessário identificar quais níveis ou combinação de níveis são
estatisticamente diferentes. Com este fim foi aplicado o teste de comparações múltiplas
de SCOTT-KNOTT (1974). Entre os diversos métodos de comparações múltiplas, este
foi escolhido por não apresentar ambiguidade nos resultados. O ANEXO A expõe
detalhes do teste. Para mais informações sobre o método ver SCOTT e KNOTT (1974),
SILVA (2007), BORGES e FERREIRA (2003) e BHERING et al. (2001).

85
3.3. Planejamento dos ensaios de corte ortogonal
3.3.1. Parâmetros constantes
Os ensaios de corte ortogonal foram realizados a seco, com largura de usinagem
(b=ap) igual a 2mm que é a própria espessura da parede do tubo (corpo de prova). A
velocidade de corte vc utilizada nos ensaios de corte ortogonal foi de 104 m/mim.
Nestes ensaios o dispositivo de parada rápida foi acionado com o fim de separar a
ferramenta da ação de corte e obter a raiz do cavaco.
O ângulo de inclinação da aresta de corte λs foi mantido igual a -6° segundo o
porta-ferramenta utilizado. O ângulo de saída γ0 foi diminuído para -12,5° (ajuste de
6,5° mais 6° do porta-ferramentas) e, consequentemente, o ângulo de folga α0 foi
ajustado para 12,5°, de forma a garantir a saída da ferramenta da ação de corte com
mínimo de contato com a superfície já usinada do corpo de prova. Este ajuste foi feito
através da colocação de um calço na fixação do dispositivo de parada rápida no VDI
(Figura 3.10(a)). Já o ângulo de posição da aresta de corte χR foi ajustado para 90°,
através de uma compensação de 5° feita no castelo da máquina-ferramenta já que o
porta-ferramenta utilizado possui χR igual a 95°. Isso foi possível (Figura 3.10 (b)),
mantendo a aresta de corte perpendicular à direção longitudinal do corpo de prova.
Figura 3.10 - (a) Ajuste do ângulo de saída (γ0) e do ângulo de folga (α0). (b) Ajuste do ângulo de posição
da aresta de corte (χR)
86
3.3.2. Variáveis de controle
As variáveis de controle adotadas neste estudo foram a geometria do quebra-
cavaco (QC) e a espessura de corte (h=f). A Tabela 3.6 apresenta tais fatores bem
como seus respectivos níveis.
Tabela 3.6 - Fatores de controle adotados para os experimentos de corte ortogonal
Variáveis de controle Unidade Nº de níveis Especificação
Quebra-cavacos (QC) - 3
PM QM KR
Espessura de corte (h) mm/rot 3
0,16 0,24 0,32
Considerando os ângulos de saída primário e secundário dos insertos utilizados
acrescidos do ângulo de saída do porta-ferramenta (γ0) igual a -6° e do ajuste de 6,5°
realizado, pode-se considerar os valores destes ângulos segundo a Tabela 3.7.
Tabela 3.7 - Valores corrigidos dos ângulos de saída dos insertos utilizados
Inserto γ1* γ0
PM -5,5° 9,5°
QM -2,5° 0,5°
KR - -12,5°
* ângulo na superfície de contato restrito (c)
3.3.3. Variáveis de resposta
Nos ensaios de corte ortogonal foi feita uma avaliação qualitativa acerca dos
aspectos metalúrgicos presentes.
CAPÍTULO 4
RESULTADOS E DISCUSSÃO
A seguir apresentar-se-á os resultados e discussões dos experimentos de corte
oblíquo e de corte ortogonal com parada rápida. Serão apresentados a influência das
variáveis de controle (fatores) estudadas nas diversas variáveis de resposta estudadas.
Através das ANOVAs, gráficos, diagramas de cavacos, análise metalográfica e do
referencial teórico contido na revisão bibliográfica será feita a discussão dos resultados
alcançados neste trabalho.
4.1. Experimentos de corte oblíquo
4.1.1. Análise das forças de usinagem
Na Tabela 4.1 é apresentada a ANOVA da variável força de corte (Fc). Para
todas as variáveis estudadas (efeitos principais) a hipótese nula (H0) foi rejeitada, ou
seja, todas elas apresentaram influência na resposta força de corte (Fc), já que se
obteve o valor da estatística calculada F0 maior que a estatística tabelada Ftab ao nível
de significância α igual a 5% (valor P<0,05). Já em relação às interações entre as
mesmas, a hipótese nula foi rejeitada apenas para as interações QCxf e QCxvc.
Pelo gráfico de barras exposto na Figura 4.1 apresenta-se uma visão geral dos
resultados obtidos para Fc. Pode-se observar o aumento da força de corte Fc com o
aumento do avanço f. Nota-se também que o nível de velocidade de corte vc igual a
310m/min apresentou valores médios da força de corte Fc pouco maiores em quase
todos os ensaios. O teste de Scott-Knott foi utilizado para fazer as comparações
múltiplas entre os níveis das interações que se mostraram significativas através da
ANOVA, ou seja, as interações QCxf (Valor P = 0,000) e QCxvc (Valor P = 0,045).

88
Tabela 4.1- ANOVA para Fc
FV SQ GL QM F0 Ftab Valor P
QC 310642,42 3 103547,47 529,49 2,80 0,000
f 6039482,96 2 3019741,48 15441,58 3,19 0,000
vc 6913,19 1 6913,19 35,35 4,04 0,000
QC x f 41636,86 6 6939,48 35,49 2,29 0,000
QC x vc 1692,91 3 564,30 2,89 2,80 0,045
f x vc 797,33 2 398,66 2,04 3,19 0,141
QC x f x vc 1473,51 6 245,58 1,26 2,29 0,295
Erro 9386,84 48 195,56 - - -
Total 6412026,00 71 - R² = 99,85%; R²-aj = 99,78%
Figura 4.1 - Valores médios de Fc obtidos em função de f, vc e QC
Pelo teste de Scott-Knott, a variável quebra-cavaco QC foi desdobrada na
interação entre QC e f, posteriormente, esta última também foi desdobrada na mesma
interação. A Tabela 4.2 apresenta o teste para QC dentro de f, onde caracteres iguais
significam igualdade entre as médias. O gráfico da interação QCxf é exposto na Figura
4.2.
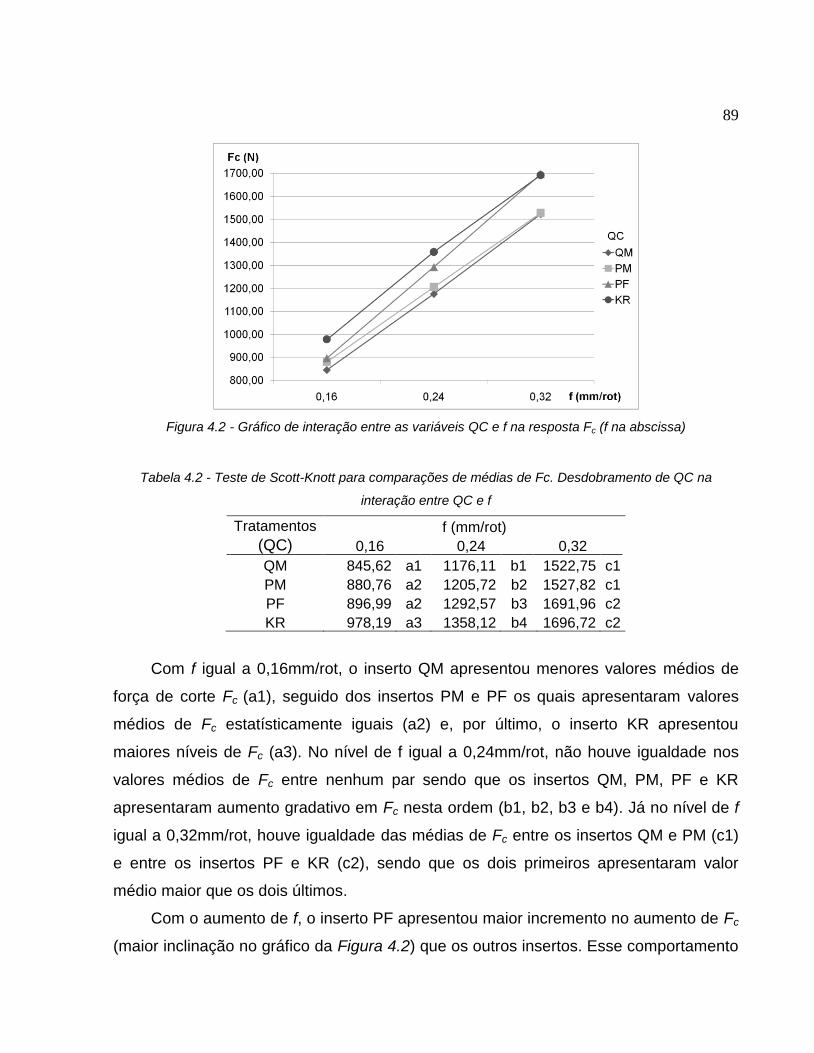
89
Figura 4.2 - Gráfico de interação entre as variáveis QC e f na resposta Fc (f na abscissa)
Tabela 4.2 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de QC na
interação entre QC e f
Tratamentos f (mm/rot) (QC) 0,16 0,24 0,32
QM 845,62 a1 1176,11 b1 1522,75 c1
PM 880,76 a2 1205,72 b2 1527,82 c1
PF 896,99 a2 1292,57 b3 1691,96 c2
KR 978,19 a3 1358,12 b4 1696,72 c2
Com f igual a 0,16mm/rot, o inserto QM apresentou menores valores médios de
força de corte Fc (a1), seguido dos insertos PM e PF os quais apresentaram valores
médios de Fc estatísticamente iguais (a2) e, por último, o inserto KR apresentou
maiores níveis de Fc (a3). No nível de f igual a 0,24mm/rot, não houve igualdade nos
valores médios de Fc entre nenhum par sendo que os insertos QM, PM, PF e KR
apresentaram aumento gradativo em Fc nesta ordem (b1, b2, b3 e b4). Já no nível de f
igual a 0,32mm/rot, houve igualdade das médias de Fc entre os insertos QM e PM (c1)
e entre os insertos PF e KR (c2), sendo que os dois primeiros apresentaram valor
médio maior que os dois últimos.
Com o aumento de f, o inserto PF apresentou maior incremento no aumento de Fc
(maior inclinação no gráfico da Figura 4.2) que os outros insertos. Esse comportamento
90
pode ser explicado por este inserto ser indicado para níveis de profundidade de corte
(ap) menores (no máximo 1 mm), sendo seu quebra-cavacos desenvolvido para
usinagem de acabamento. Deste modo, este inserto provavelmente se comportaria
melhor com níveis de f e ap para acabamento. Com o incremento do nível de f, devido
ao seu pequeno comprimento de contato restrito (c) da pastilha PF, o cavaco flui
diretamente para dentro da cratera acarretando em altos níveis de esforços na parede
da cratera (ver Figura 2.40).
Já em relação aos insertos QM e PM, os quais apresentam geometrias
compatíveis com os níveis dos fatores de controle utilizados, pode-se concluir que o
inserto QM apresentou menores valores de Fc, nos níveis de avanço f igual a 0,16 e
0,24mm/rot, por ter menor comprimento de contato restrito (c=0,12mm) que o PM
(c=0,20mm), já que a diminuição do comprimento desta região contribui para a
diminuição de Fc. Com f igual a 0,32mm/rot obteve-se, porém valores de Fc
estatisticamente iguais para os dois insertos (c1). Quanto maior o avanço maior a razão
f/c e, portanto, maior o fluxo do cavaco para dentro da cratera. Com o cavaco fluindo
desta forma, o ângulo de saída secundário γ0 apresenta influência marcante nos
esforços de corte. Como o inserto PM possui valor deste ângulo (γ0 = 22º) maior que o
QM (γ0 = 13º), esta diferença compensou a diferença no valor de c.
Desdobrando os níveis do fator avanço f na interação QCxf através do teste de
Scott-Knott, todos os níveis de avanço f apresentaram médias diferentes entre si em
cada um dos níveis de quebra-cavacos QC, observando em cada nível de QC aumento
da força de corte Fc com o aumento de f. Os resultados do teste são resumidos na
Tabela 4.3, o gráfico de interação entre as variáveis é mostrado na Figura 4.3. Este
gráfico não pode ser tomado como tendência, pois a variável QC (na abscissa) é uma
variável qualitativa. Ele serve de auxílio na interpretação do teste de Scott-Knott da
Tabela 4.3.

91
Figura 4.3 - Gráfico de interação entre as variáveis f e QC na resposta Fc (QC na abscissa)
Tabela 4.3 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de f na interação
entre QC e f
Tratamentos (vc)
QC
QM PM PF KR
0,16 845,62 a1 880,76 b1 896,99 c1 978,19 d1
0,24 1176,11 a2 1205,72 b2 1292,57 c2 1358,12 d2
0,32 1522,75 a3 1527,82 b3 1696,72 c3 1691,96 d3
A seguir apresentam-se os resultados do teste de Scott-Knott para o
desdobramento dos níveis de quebra-cavaco QC dentro da interação QCxvc na Tabela
4.4 e o gráfico desta interação na Figura 4.4. Observa-se que os quebra-cavacos
apresentam diferença em relação aos níveis de força de corte Fc obtidos independente
do nível da variável velocidade de corte vc.
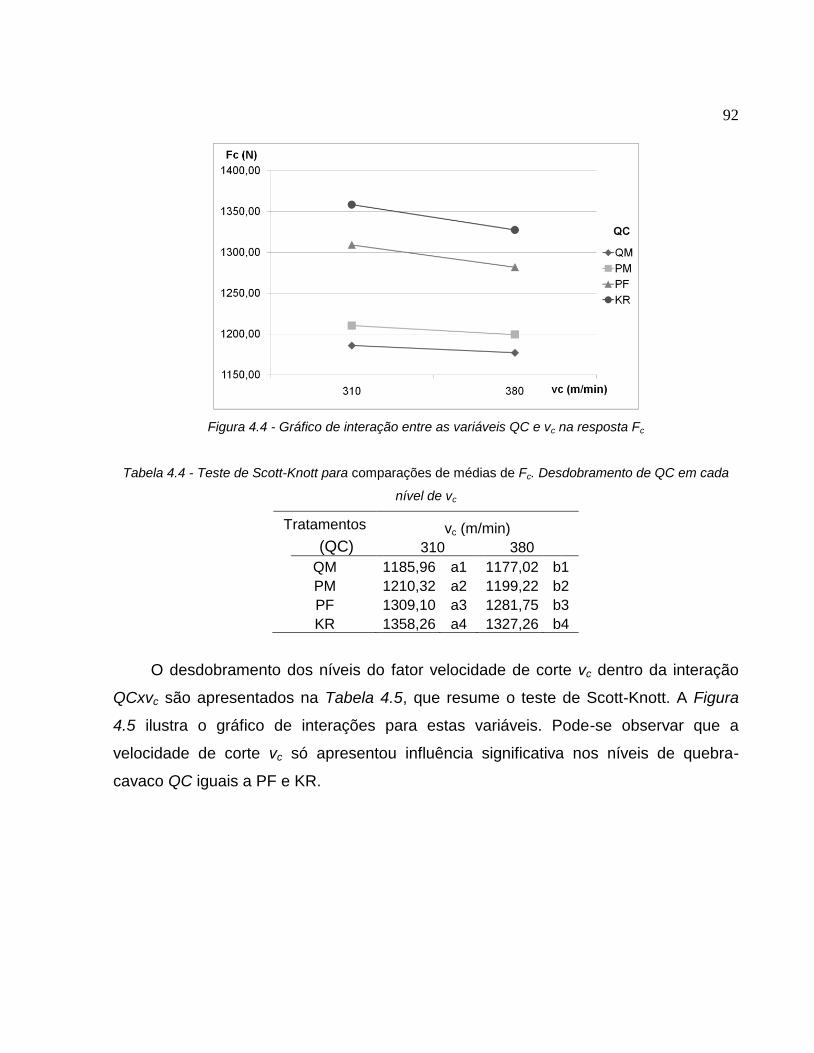
92
Figura 4.4 - Gráfico de interação entre as variáveis QC e vc na resposta Fc
Tabela 4.4 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de QC em cada
nível de vc
Tratamentos vc (m/min) (QC) 310 380
QM 1185,96 a1 1177,02 b1
PM 1210,32 a2 1199,22 b2
PF 1309,10 a3 1281,75 b3
KR 1358,26 a4 1327,26 b4
O desdobramento dos níveis do fator velocidade de corte vc dentro da interação
QCxvc são apresentados na Tabela 4.5, que resume o teste de Scott-Knott. A Figura
4.5 ilustra o gráfico de interações para estas variáveis. Pode-se observar que a
velocidade de corte vc só apresentou influência significativa nos níveis de quebra-
cavaco QC iguais a PF e KR.
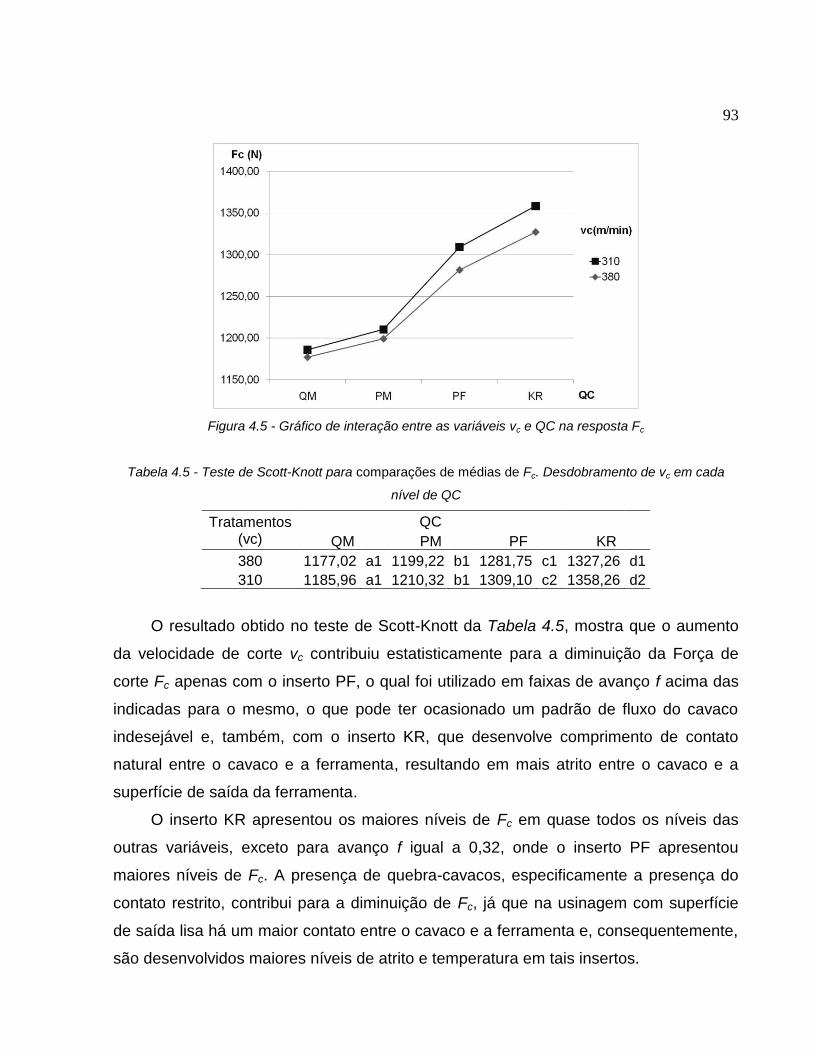
93
Figura 4.5 - Gráfico de interação entre as variáveis vc e QC na resposta Fc
Tabela 4.5 - Teste de Scott-Knott para comparações de médias de Fc. Desdobramento de vc em cada
nível de QC
Tratamentos (vc)
QC
QM PM PF KR
380 1177,02 a1 1199,22 b1 1281,75 c1 1327,26 d1
310 1185,96 a1 1210,32 b1 1309,10 c2 1358,26 d2
O resultado obtido no teste de Scott-Knott da Tabela 4.5, mostra que o aumento
da velocidade de corte vc contribuiu estatisticamente para a diminuição da Força de
corte Fc apenas com o inserto PF, o qual foi utilizado em faixas de avanço f acima das
indicadas para o mesmo, o que pode ter ocasionado um padrão de fluxo do cavaco
indesejável e, também, com o inserto KR, que desenvolve comprimento de contato
natural entre o cavaco e a ferramenta, resultando em mais atrito entre o cavaco e a
superfície de saída da ferramenta.
O inserto KR apresentou os maiores níveis de Fc em quase todos os níveis das
outras variáveis, exceto para avanço f igual a 0,32, onde o inserto PF apresentou
maiores níveis de Fc. A presença de quebra-cavacos, especificamente a presença do
contato restrito, contribui para a diminuição de Fc, já que na usinagem com superfície
de saída lisa há um maior contato entre o cavaco e a ferramenta e, consequentemente,
são desenvolvidos maiores níveis de atrito e temperatura em tais insertos.

94
O inserto QM de modo geral foi o que apresentou menores valores médios de
força de corte Fc sendo o mais indicado entre os estudados para obter menores valores
de Força de corte Fc.
O comportamento do inserto PF, o qual apresentou maiores valores médios de
força de corte Fc que os demais insertos com quebra-cavaco, pode ser justificado por
ser este um inserto indicado para condições de acabamento, apresentando um quebra-
cavaco com comprimento de contato c restrito pequeno em relação aos demais, sendo
seu desempenho é prejudicado quando ele é aplicado em condições de corte de
usinagem média a desbaste.
A Figura 4.4 ilustra os gráficos de superfície da variável Fc. Observa-se a
influência marcante do avanço f nos quatro insertos e a diferença nos níveis de Fc
alcançados pelos quatro insertos.
Figura 4.6 - Superfícies de resposta de Fc em função de f e vc para os quatro níveis de QC
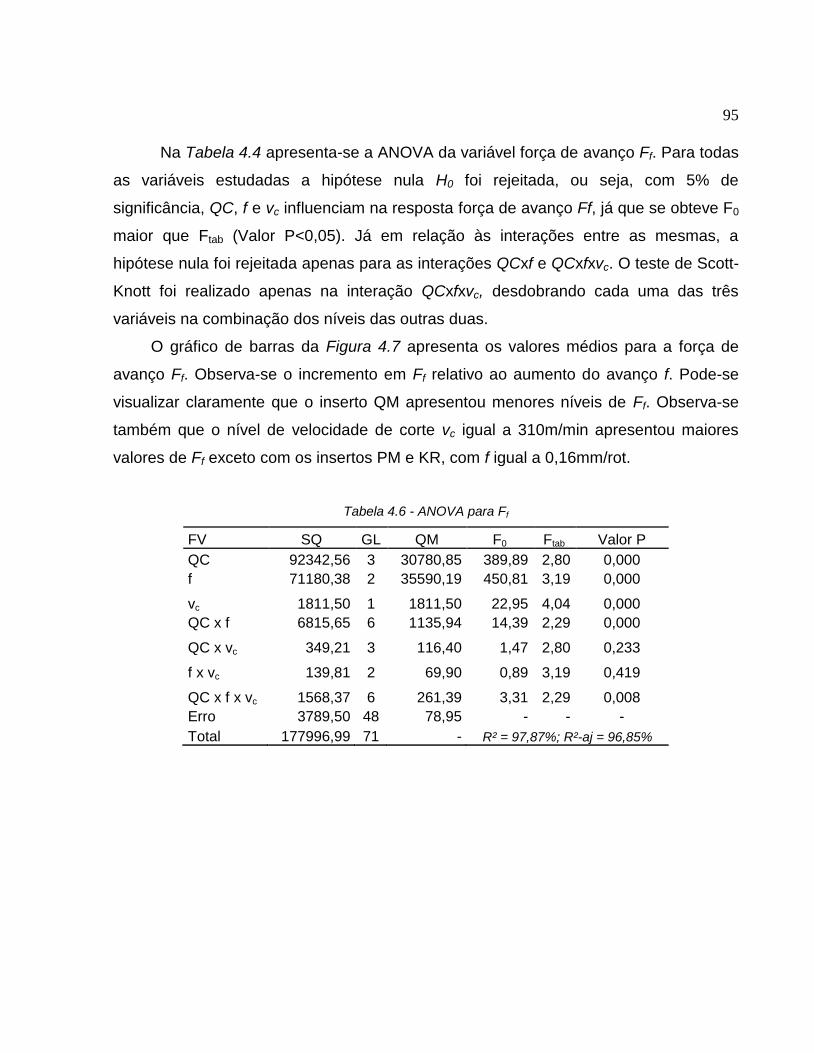
95
Na Tabela 4.4 apresenta-se a ANOVA da variável força de avanço Ff. Para todas
as variáveis estudadas a hipótese nula H0 foi rejeitada, ou seja, com 5% de
significância, QC, f e vc influenciam na resposta força de avanço Ff, já que se obteve F0
maior que Ftab (Valor P<0,05). Já em relação às interações entre as mesmas, a
hipótese nula foi rejeitada apenas para as interações QCxf e QCxfxvc. O teste de Scott-
Knott foi realizado apenas na interação QCxfxvc, desdobrando cada uma das três
variáveis na combinação dos níveis das outras duas.
O gráfico de barras da Figura 4.7 apresenta os valores médios para a força de
avanço Ff. Observa-se o incremento em Ff relativo ao aumento do avanço f. Pode-se
visualizar claramente que o inserto QM apresentou menores níveis de Ff. Observa-se
também que o nível de velocidade de corte vc igual a 310m/min apresentou maiores
valores de Ff exceto com os insertos PM e KR, com f igual a 0,16mm/rot.
Tabela 4.6 - ANOVA para Ff
FV SQ GL QM F0 Ftab Valor P
QC 92342,56 3 30780,85 389,89 2,80 0,000
f 71180,38 2 35590,19 450,81 3,19 0,000
vc 1811,50 1 1811,50 22,95 4,04 0,000
QC x f 6815,65 6 1135,94 14,39 2,29 0,000
QC x vc 349,21 3 116,40 1,47 2,80 0,233
f x vc 139,81 2 69,90 0,89 3,19 0,419
QC x f x vc 1568,37 6 261,39 3,31 2,29 0,008
Erro 3789,50 48 78,95 - - -
Total 177996,99 71 - R² = 97,87%; R²-aj = 96,85%

96
Figura 4.7 - Valores médios de Ff obtidos em função de f, vc e QC
Pelo teste de Scott-Knott, os níveis da variável quebra-cavaco QC foram
desdobrados em todas as combinações dos níveis de f e vc, na resposta força de
avanço Ff. A Tabela 4.7 apresenta o resultado do teste. Pode-se, também, observar
graficamente as interações entre QC, f e vc pela Figura 4.8 (f na abscissa).
Pode-se concluir, pelos resultados obtidos no teste de Scott-Knott (Tabela 4.7) e
observando-se o gráfico da Figura 4.8, que o inserto QM foi o que se comportou melhor
obtendo menores valores de Ff, em todos os níveis das variáveis f e vc. O inserto PM se
comportou pouco pior que o primeiro. O inserto PF apresentou níveis de crescimento
na força de avanço Ff com o aumento do avanço f maiores que os outros insertos
(inclinação maior), tal qual foi observado para a variável força de corte Fc, devido os
níveis de avanço f adotados serem pouco maiores dos mais indicados para este
inserto. O inserto KR por não apresentar quebra-cavaco apresentou maiores valores de
Ff.

97
Tabela 4.7 - Teste de Scott-Knott para comparações de médias de Ff. Desdobramento de QC na interação
entre f, vc e QC
Tratamentos f (mm/rot) vc
(QC) 0,16 0,24 0,32
QM 143,67 a1 184,75 b1 209,00 c1
310 PM 198,71 a2 226,93 b2 257,13 c2
PF 204,95 a2 253,11 b3 302,74 c3
KR 226,26 a3 296,85 b4 318,23 c4
QM 142,24 a1 170,41 b1 206,61 c1
380 PM 202,27 a3 225,96 b2 237,76 c2
PF 174,80 a2 242,48 b3 295,33 c3
KR 227,50 a4 268,72 b4 307,85 c3
Figura 4.8 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ff (f na abscissa)
Através do teste de Scott-Knott, os níveis da variável avanço f foram
desdobrados na interação entre QC, f e vc. A Tabela 4.8 apresenta o resultado do teste.
Pode-se, também, observar graficamente as interações entre QC, f e vc pela Figura 4.9,
que apresenta a variável quebra-cavaco QC na abscissa.
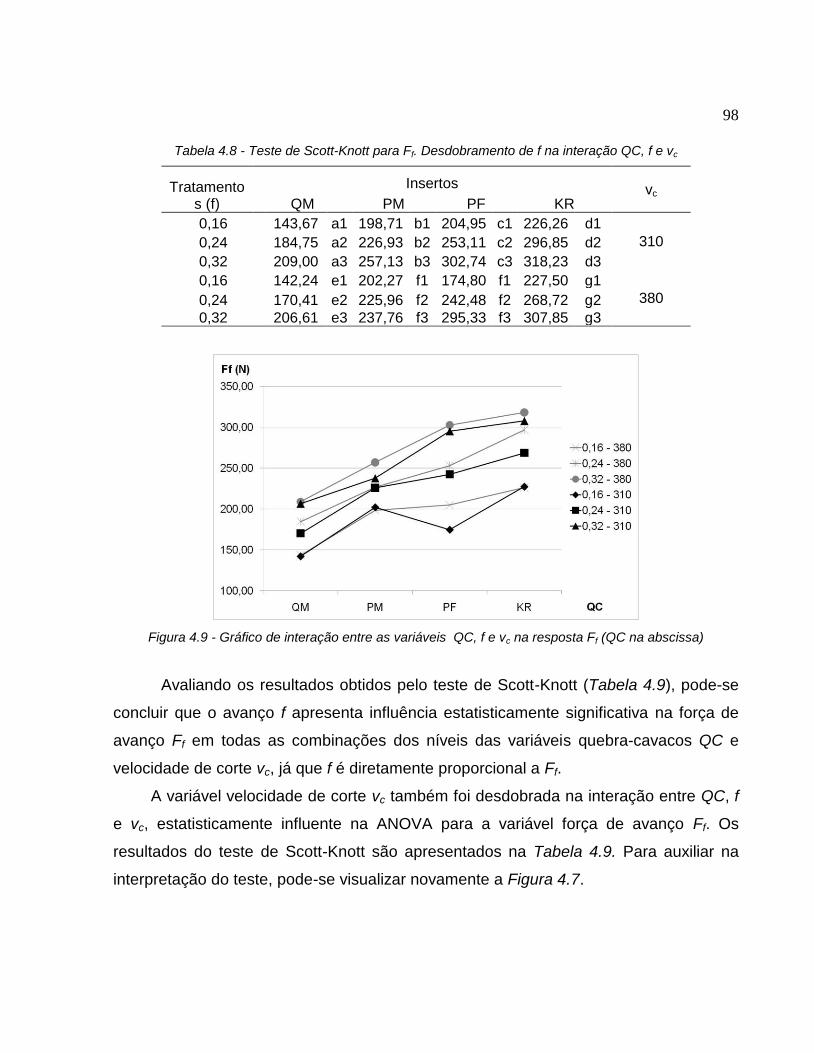
98
Tabela 4.8 - Teste de Scott-Knott para Ff. Desdobramento de f na interação QC, f e vc
Tratamentos (f)
Insertos vc QM PM PF KR
0,16 143,67 a1 198,71 b1 204,95 c1 226,26 d1
310 0,24 184,75 a2 226,93 b2 253,11 c2 296,85 d2
0,32 209,00 a3 257,13 b3 302,74 c3 318,23 d3
0,16 142,24 e1 202,27 f1 174,80 f1 227,50 g1
380 0,24 170,41 e2 225,96 f2 242,48 f2 268,72 g2
0,32 206,61 e3 237,76 f3 295,33 f3 307,85 g3
Figura 4.9 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ff (QC na abscissa)
Avaliando os resultados obtidos pelo teste de Scott-Knott (Tabela 4.9), pode-se
concluir que o avanço f apresenta influência estatisticamente significativa na força de
avanço Ff em todas as combinações dos níveis das variáveis quebra-cavacos QC e
velocidade de corte vc, já que f é diretamente proporcional a Ff.
A variável velocidade de corte vc também foi desdobrada na interação entre QC, f
e vc, estatisticamente influente na ANOVA para a variável força de avanço Ff. Os
resultados do teste de Scott-Knott são apresentados na Tabela 4.9. Para auxiliar na
interpretação do teste, pode-se visualizar novamente a Figura 4.7.

99
Tabela 4.9 - Teste de Scott-Knott para Ff. Desdobramento de vc na interação f, vc e QC
Tratamentos (vc)
Insertos f
QM PM PF KR
380 142,24 a1 202,27 b1 174,80 c1 227,50 d1 0,16
310 143,67 a1 198,71 b1 204,95 c2 226,26 d1
380 170,41 e1 225,96 f1 242,48 g1 268,72 h1 0,24
310 184,75 e1 226,93 f1 253,11 g1 296,85 h2
380 206,61 i1 257,13 j1 295,33 k1 307,85 l1 0,32
310 209,00 i1 237,76 j2 302,74 k1 318,23 l1
Analisando o resultado do teste de Scott-Knott (Tabela 4.9), a velocidade de
corte vc mostrou-se influente apenas nas combinações entre as variáveis QC e f nas
combinações PF-0,16mm/rot, KR-0,24mm/rot e PM-0,32mm/rot.
A Figura 4.10 ilustra os gráficos de superfície da variável Ff. Observa-se a
influência marcante do avanço f nos quatro insertos e a diferença entre os quatro
insertos nos níveis de Ff.
Figura 4.10 - Superfícies de resposta de Ff em função de f e vc para os quatro níveis de QC

100
De maneira geral pode-se concluir que o inserto QM, nas condições de corte
estudadas, é o que se comporta melhor em relação à obtenção de menores níveis
força de corte Fc e força de avanço Ff.
4.1.2. Análise dos parâmetros de rugosidade
Na Tabela 4.10 apresenta-se a ANOVA para a variável de resposta rugosidade
máxima Rz. Pela comparação dos valores das estatísticas F0 calculadas com os valores
tabelados Ftab da distribuição F com 5% de significância, observa-se que todas as
variáveis estudadas, bem como a interação entre as mesmas tiveram influência na
rugosidade, ou seja, a hipótese de igualdade H0 foi rejeitada em todos os casos.
Tabela 4.10 - ANOVA do parâmetro de rugosidade máxima Rz
FV SQ GL QM F0 Ftab Valor P
QC 203,78 3 67,93 27,63 2,80 0,000
f 369,02 2 184,51 75,05 3,19 0,000
vc 58,16 1 58,16 23,66 4,04 0,000
QC x f 140,23 6 23,37 9,51 2,29 0,000
QC x vc 106,35 3 35,45 14,42 2,80 0,000
f x vc 20,24 2 10,12 4,12 3,19 0,022
QC x f x vc 74,47 6 12,41 5,05 2,29 0,000
Erro 118,02 48 2,46 - - -
Total 1090,27 71 R² = 89,18%; R²-aj = 83,99%
Através do gráfico de barras da Figura 4.11 apresenta-se uma visão geral dos
resultados experimentais obtidos para a rugosidade máxima Rz. Pode-se observar que
os insertos com quebra-cavacos PM e QM tiveram comportamento mais homogêneo.
Já o inserto PF mostrou níveis aceitáveis de rugosidade máxima Rz apenas na
condição de avanço 0,16mm/rot, por se tratar de um inserto com geometria para
condições de acabamento.
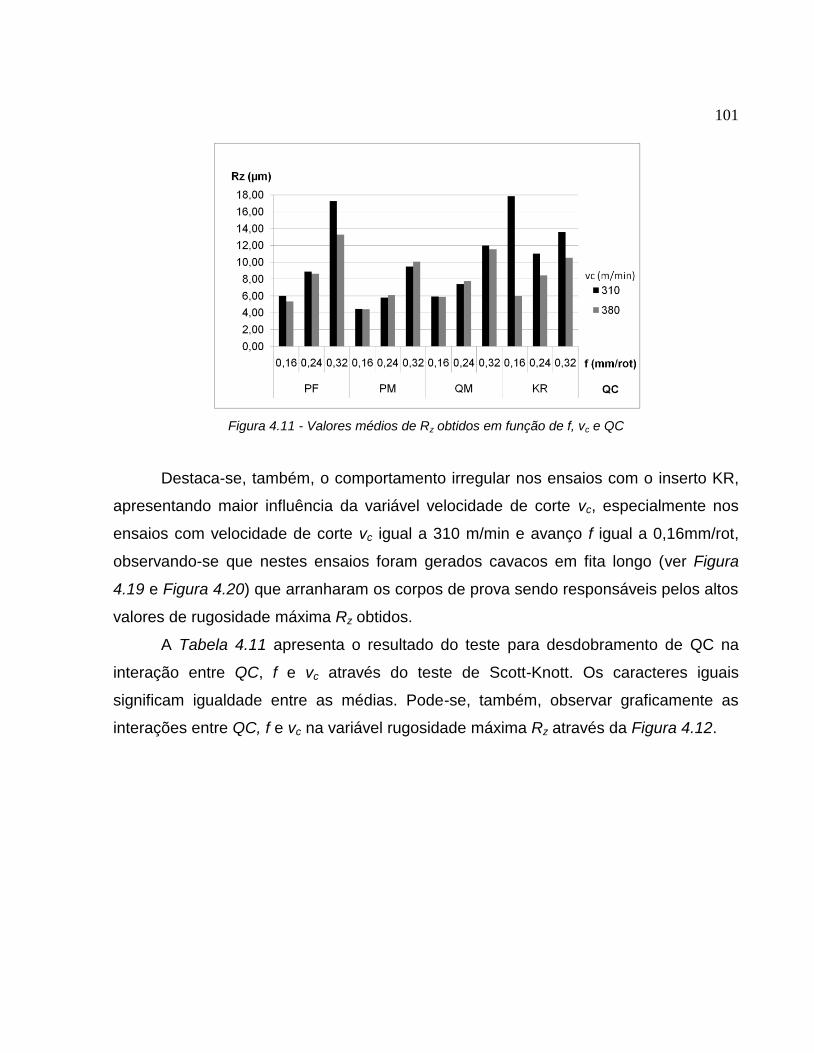
101
Figura 4.11 - Valores médios de Rz obtidos em função de f, vc e QC
Destaca-se, também, o comportamento irregular nos ensaios com o inserto KR,
apresentando maior influência da variável velocidade de corte vc, especialmente nos
ensaios com velocidade de corte vc igual a 310 m/min e avanço f igual a 0,16mm/rot,
observando-se que nestes ensaios foram gerados cavacos em fita longo (ver Figura
4.19 e Figura 4.20) que arranharam os corpos de prova sendo responsáveis pelos altos
valores de rugosidade máxima Rz obtidos.
A Tabela 4.11 apresenta o resultado do teste para desdobramento de QC na
interação entre QC, f e vc através do teste de Scott-Knott. Os caracteres iguais
significam igualdade entre as médias. Pode-se, também, observar graficamente as
interações entre QC, f e vc na variável rugosidade máxima Rz através da Figura 4.12.

102
Tabela 4.11 - Teste de Scott-Knott para comparações de médias de Rz. Desdobramento de QC na
interação entre QC, f e vc.
Tratamentos f (mm/rot)
vc (QC) 0,16 0,24 0,32
PM 4,46 a1 5,80 b1 9,49 c1
310 QM 5,93 a1 7,41 b1 11,98 c2
PF 6,01 a1 8,89 b2 17,29 c3
KR 17,84 a2 11,04 b2 13,57 c2
PM 4,43 d1 6,13 e1 10,08 f1
380 QM 5,90 d1 7,76 e1 11,54 f1
PF 5,34 d1 8,63 e1 13,30 f1
KR 6,02 d1 8,45 e1 10,55 f1
Figura 4.12 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ff (f na abscissa)
Com f igual a 0,16 e vc igual a 310m/min, os três insertos com quebra-cavacos
(PF, PM e QM) apresentaram igualdade entre as médias de rugosidade máxima Rz (a1)
e o inserto com superfície de saída lisa KR apresentou média maior (a2) que os
primeiros. Com f igual a 0,24 e vc igual a 310m/min houve igualdade de médias entre o
par PM e QM (b1) e entre o par PF e KR (b2) sendo que este último par apresentou
média maior que o primeiro. Por fim, com f igual a 0,32 e vc igual a 310m/min PF
apresentou a maior média (c3), o par QM e KR (c2) apresentou igualdade entre as
médias e o inserto PM apresentou a menor média (c1). Com vc igual a 380m/min, pelo

103
teste de Scott-Knott, todos os insertos apresentaram médias iguais em cada um dos
níveis de avanço (d1, e1 e f1).
Através do teste de Scott-Knott, a variável avanço f também foi desdobrada na
interação entre QC, f e vc. A Tabela 4.12 apresenta o resultado do teste. Pode-se,
também, observar graficamente as interações entre QC, f e vc pela Figura 4.13.
Pelo resultado do teste de Scott-Knott para desdobramento do avanço f na
interação entre as variáveis QC, f e vc, resumido na Tabela 4.12, pode-se concluir que
os insertos PM e QM só apresentaram diferença estatisticamente significativa em
relação ao nível de avanço f igual a 0,32mm/rot, apresentando maiores valores médios
para rugosidade máxima Rz, enquanto os níveis de avanço f iguais a 0,16 e 0,24mm/rot
apresentaram médias da variável rugosidade máxima Rz estatisticamente iguais entre si
para os dois níveis de velocidade de corte vc.
O inserto PF apresentou médias de rugosidade máxima estatisticamente
diferente entre os três níveis de avanço f estudados independente do nível de
velocidade de corte vc. Por fim, o inserto KR no nível de velocidade de corte vc igual a
310m/min, apresentou inversão de comportamento em relação aos demais insertos,
sendo o menor nível de avanço f adotado (f = 0,16mm/rot) responsável pelo maior valor
médio de rugosidade máxima Rz, enquanto que os outros dois níveis de avanço
estudados (f = 0,24 e f = 0,32mm/rot) apresentaram médias estatisticamente iguais
entre si. No nível de velocidade de corte vc igual a 380m/min o desdobramento de f na
interação QC, f e vc o inserto KR apresentou comportamento similar aos insertos QM e
PM.
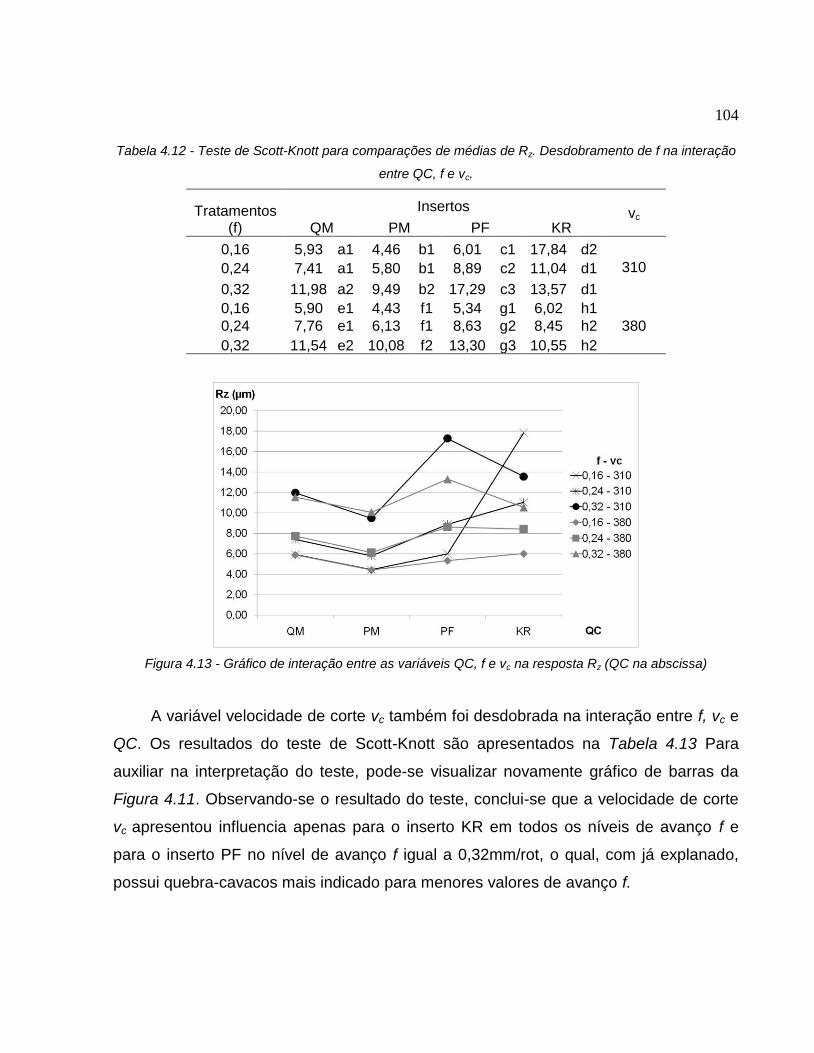
104
Tabela 4.12 - Teste de Scott-Knott para comparações de médias de Rz. Desdobramento de f na interação
entre QC, f e vc.
Tratamentos (f)
Insertos vc QM PM PF KR
0,16 5,93 a1 4,46 b1 6,01 c1 17,84 d2
310 0,24 7,41 a1 5,80 b1 8,89 c2 11,04 d1
0,32 11,98 a2 9,49 b2 17,29 c3 13,57 d1
0,16 5,90 e1 4,43 f1 5,34 g1 6,02 h1
380 0,24 7,76 e1 6,13 f1 8,63 g2 8,45 h2
0,32 11,54 e2 10,08 f2 13,30 g3 10,55 h2
Figura 4.13 - Gráfico de interação entre as variáveis QC, f e vc na resposta Rz (QC na abscissa)
A variável velocidade de corte vc também foi desdobrada na interação entre f, vc e
QC. Os resultados do teste de Scott-Knott são apresentados na Tabela 4.13 Para
auxiliar na interpretação do teste, pode-se visualizar novamente gráfico de barras da
Figura 4.11. Observando-se o resultado do teste, conclui-se que a velocidade de corte
vc apresentou influencia apenas para o inserto KR em todos os níveis de avanço f e
para o inserto PF no nível de avanço f igual a 0,32mm/rot, o qual, com já explanado,
possui quebra-cavacos mais indicado para menores valores de avanço f.
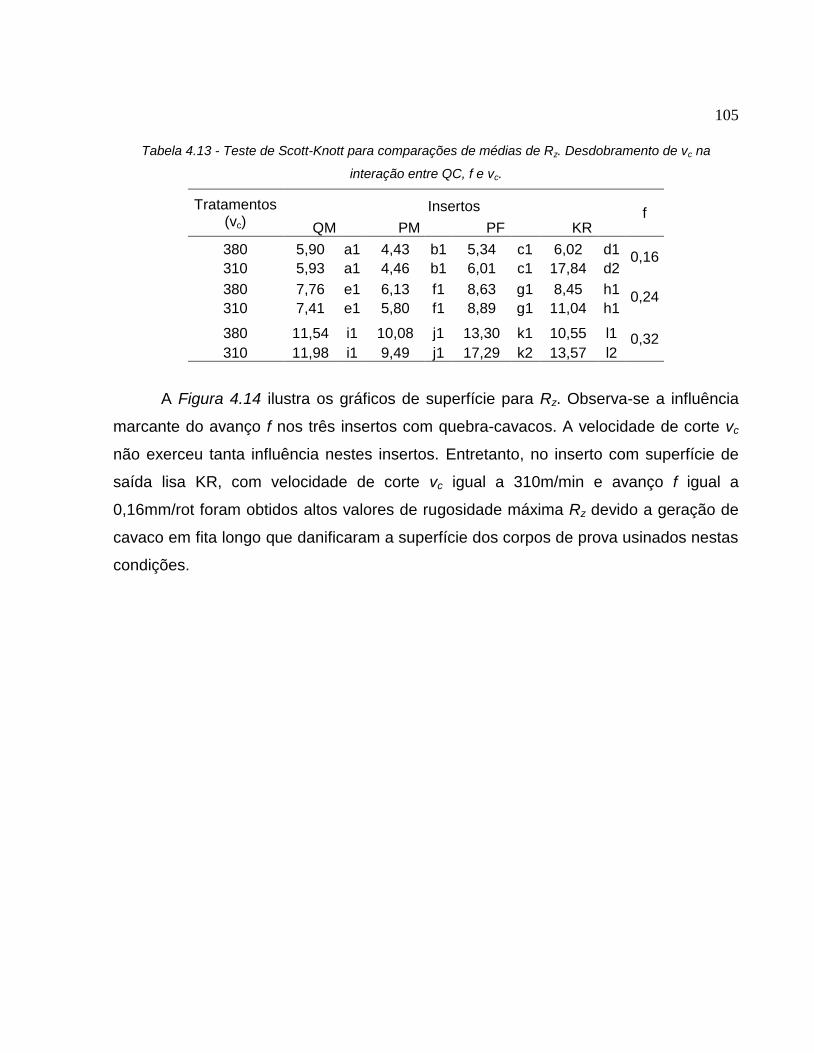
105
Tabela 4.13 - Teste de Scott-Knott para comparações de médias de Rz. Desdobramento de vc na
interação entre QC, f e vc.
Tratamentos (vc)
Insertos f QM PM PF KR
380 5,90 a1 4,43 b1 5,34 c1 6,02 d1 0,16
310 5,93 a1 4,46 b1 6,01 c1 17,84 d2
380 7,76 e1 6,13 f1 8,63 g1 8,45 h1 0,24
310 7,41 e1 5,80 f1 8,89 g1 11,04 h1
380 11,54 i1 10,08 j1 13,30 k1 10,55 l1 0,32 310 11,98 i1 9,49 j1 17,29 k2 13,57 l2
A Figura 4.14 ilustra os gráficos de superfície para Rz. Observa-se a influência
marcante do avanço f nos três insertos com quebra-cavacos. A velocidade de corte vc
não exerceu tanta influência nestes insertos. Entretanto, no inserto com superfície de
saída lisa KR, com velocidade de corte vc igual a 310m/min e avanço f igual a
0,16mm/rot foram obtidos altos valores de rugosidade máxima Rz devido a geração de
cavaco em fita longo que danificaram a superfície dos corpos de prova usinados nestas
condições.

106
Figura 4.14 - Superfícies de resposta de Rz em função de f e vc para os quatro níveis de QC
A seguir, na Tabela 4.9, apresenta-se a ANOVA do parâmetro de rugosidade
média Ra. Através do gráfico de barras da Figura 4.15 apresenta-se uma visão geral
dos resultados experimentais obtidos para o parâmetro Ra. Observa-se de forma geral
comportamento similar ao obtido para o parâmetro Rz.
Tabela 4.14 - ANOVA do parâmetro de rugosidade média Ra
FV SQ GL QM F0 Ftab Valor P
QC 10,05 3 3,35 23,34 2,80 0,000
f 25,23 2 12,62 87,87 3,19 0,000
vc 2,28 1 2,28 15,87 4,04 0,000
QC x f 7,00 6 1,17 8,13 2,29 0,000
QC x vc 4,54 3 1,51 10,53 2,80 0,000
f x vc 1,44 2 0,72 5,03 3,19 0,010
QC x f x vc 4,28 6 0,71 4,96 2,29 0,001
Erro 6,89 48 0,14 - - -
Total 61,71 71 R² = 88,83%; R²-aj = 83,48%
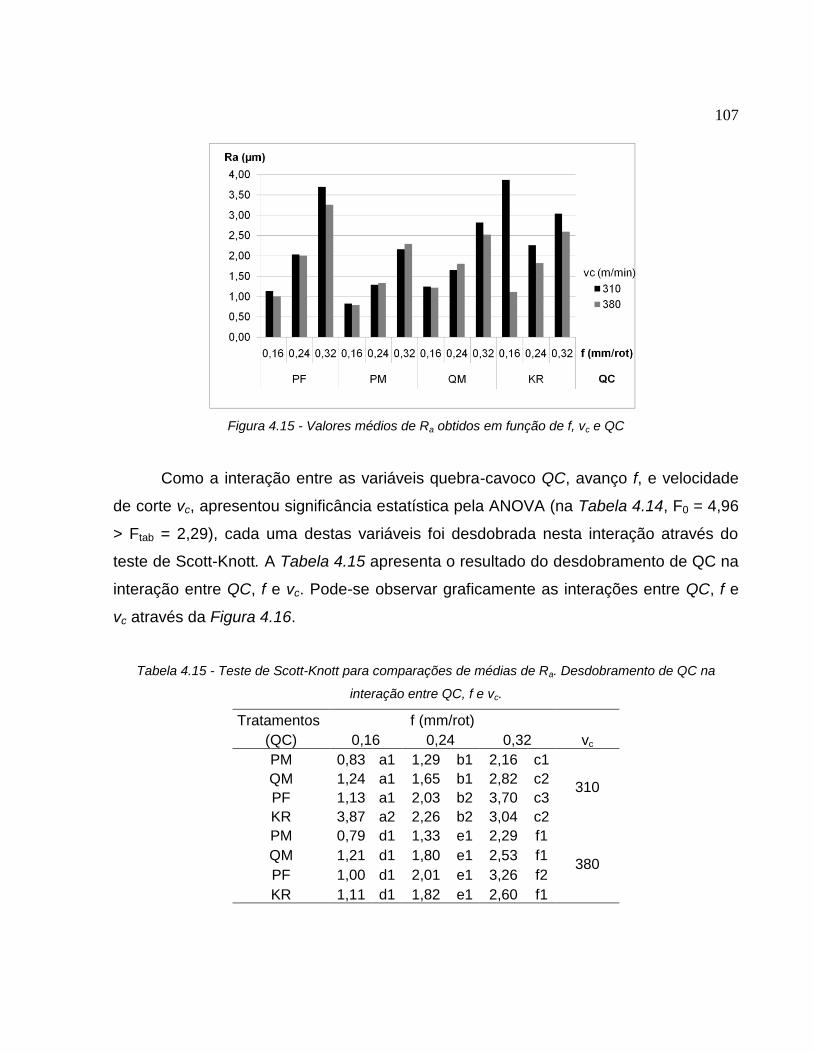
107
Figura 4.15 - Valores médios de Ra obtidos em função de f, vc e QC
Como a interação entre as variáveis quebra-cavoco QC, avanço f, e velocidade
de corte vc, apresentou significância estatística pela ANOVA (na Tabela 4.14, F0 = 4,96
> Ftab = 2,29), cada uma destas variáveis foi desdobrada nesta interação através do
teste de Scott-Knott. A Tabela 4.15 apresenta o resultado do desdobramento de QC na
interação entre QC, f e vc. Pode-se observar graficamente as interações entre QC, f e
vc através da Figura 4.16.
Tabela 4.15 - Teste de Scott-Knott para comparações de médias de Ra. Desdobramento de QC na
interação entre QC, f e vc.
Tratamentos f (mm/rot)
vc (QC) 0,16 0,24 0,32
PM 0,83 a1 1,29 b1 2,16 c1
310 QM 1,24 a1 1,65 b1 2,82 c2
PF 1,13 a1 2,03 b2 3,70 c3
KR 3,87 a2 2,26 b2 3,04 c2
PM 0,79 d1 1,33 e1 2,29 f1
380 QM 1,21 d1 1,80 e1 2,53 f1
PF 1,00 d1 2,01 e1 3,26 f2
KR 1,11 d1 1,82 e1 2,60 f1
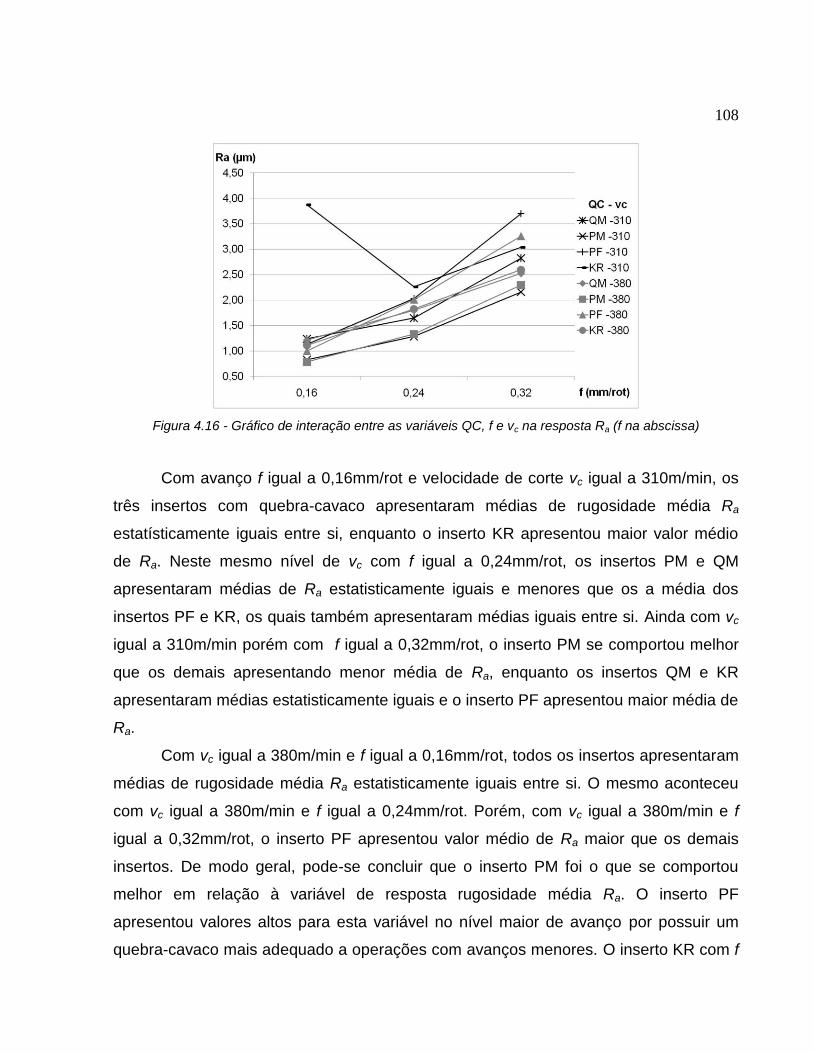
108
Figura 4.16 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ra (f na abscissa)
Com avanço f igual a 0,16mm/rot e velocidade de corte vc igual a 310m/min, os
três insertos com quebra-cavaco apresentaram médias de rugosidade média Ra
estatísticamente iguais entre si, enquanto o inserto KR apresentou maior valor médio
de Ra. Neste mesmo nível de vc com f igual a 0,24mm/rot, os insertos PM e QM
apresentaram médias de Ra estatisticamente iguais e menores que os a média dos
insertos PF e KR, os quais também apresentaram médias iguais entre si. Ainda com vc
igual a 310m/min porém com f igual a 0,32mm/rot, o inserto PM se comportou melhor
que os demais apresentando menor média de Ra, enquanto os insertos QM e KR
apresentaram médias estatisticamente iguais e o inserto PF apresentou maior média de
Ra.
Com vc igual a 380m/min e f igual a 0,16mm/rot, todos os insertos apresentaram
médias de rugosidade média Ra estatisticamente iguais entre si. O mesmo aconteceu
com vc igual a 380m/min e f igual a 0,24mm/rot. Porém, com vc igual a 380m/min e f
igual a 0,32mm/rot, o inserto PF apresentou valor médio de Ra maior que os demais
insertos. De modo geral, pode-se concluir que o inserto PM foi o que se comportou
melhor em relação à variável de resposta rugosidade média Ra. O inserto PF
apresentou valores altos para esta variável no nível maior de avanço por possuir um
quebra-cavaco mais adequado a operações com avanços menores. O inserto KR com f
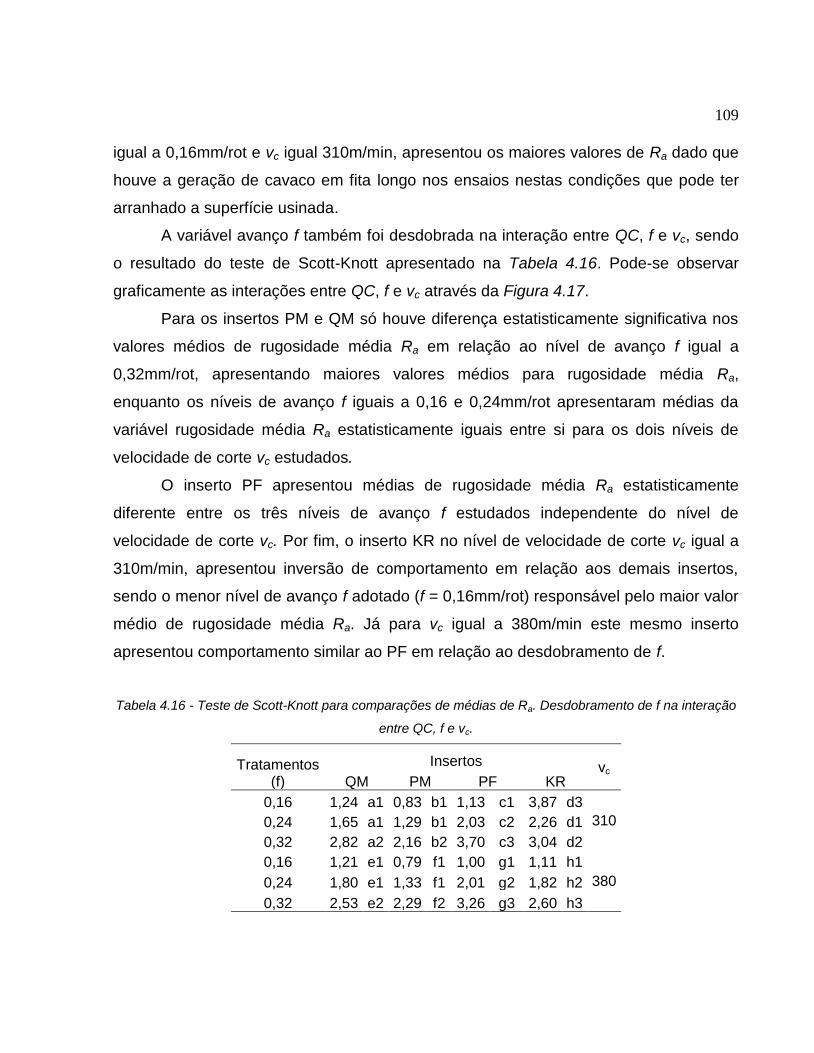
109
igual a 0,16mm/rot e vc igual 310m/min, apresentou os maiores valores de Ra dado que
houve a geração de cavaco em fita longo nos ensaios nestas condições que pode ter
arranhado a superfície usinada.
A variável avanço f também foi desdobrada na interação entre QC, f e vc, sendo
o resultado do teste de Scott-Knott apresentado na Tabela 4.16. Pode-se observar
graficamente as interações entre QC, f e vc através da Figura 4.17.
Para os insertos PM e QM só houve diferença estatisticamente significativa nos
valores médios de rugosidade média Ra em relação ao nível de avanço f igual a
0,32mm/rot, apresentando maiores valores médios para rugosidade média Ra,
enquanto os níveis de avanço f iguais a 0,16 e 0,24mm/rot apresentaram médias da
variável rugosidade média Ra estatisticamente iguais entre si para os dois níveis de
velocidade de corte vc estudados.
O inserto PF apresentou médias de rugosidade média Ra estatisticamente
diferente entre os três níveis de avanço f estudados independente do nível de
velocidade de corte vc. Por fim, o inserto KR no nível de velocidade de corte vc igual a
310m/min, apresentou inversão de comportamento em relação aos demais insertos,
sendo o menor nível de avanço f adotado (f = 0,16mm/rot) responsável pelo maior valor
médio de rugosidade média Ra. Já para vc igual a 380m/min este mesmo inserto
apresentou comportamento similar ao PF em relação ao desdobramento de f.
Tabela 4.16 - Teste de Scott-Knott para comparações de médias de Ra. Desdobramento de f na interação
entre QC, f e vc.
Tratamentos (f)
Insertos vc QM PM PF KR
0,16 1,24 a1 0,83 b1 1,13 c1 3,87 d3
310 0,24 1,65 a1 1,29 b1 2,03 c2 2,26 d1
0,32 2,82 a2 2,16 b2 3,70 c3 3,04 d2
0,16 1,21 e1 0,79 f1 1,00 g1 1,11 h1
380 0,24 1,80 e1 1,33 f1 2,01 g2 1,82 h2
0,32 2,53 e2 2,29 f2 3,26 g3 2,60 h3

110
Figura 4.17 - Gráfico de interação entre as variáveis QC, f e vc na resposta Ra (QM na abscissa)
Por último, a variável avanço vc foi desdobrada na interação entre QC, f e vc. O
resultado do teste de Scott-Knott é apresentado na Tabela 4.17. Para auxílio na
interpretação dos resultados, pode-se observar novamente o gráfico de barras da
(Figura 4.15). O inserto KR com avanço f igual a 0,16mm/rot apresentou diferença
estatisticamente significativa em relação aos níveis de velocidade de corte vc
estudados, sendo o menor (vc igual a 310m/min) responsável pela maior média de Ra,
devido ao inconveniente da geração de cavaco em fita como já explicado. Para as
outras combinações das variáveis QC e f, os níveis da variável vc não apresentaram
diferença entre as médias de Rugosidade média Ra entre si.
Tabela 4.17 - Teste de Scott-Knott para comparações de médias de Ra. Desdobramento de vc na
interação entre QC, f e vc.
Tratamentos (vc)
Insertos f
QM PM PF KR
380 1,21 a1 0,79 b1 1,00 c1 1,11 d1 0,2
310 1,24 a1 0,83 b1 1,13 c1 3,87 d2
380 1,80 e1 1,33 f1 2,01 g1 1,82 h1 0,2
310 1,65 e1 1,29 f1 2,03 g1 2,26 h1
380 2,53 i1 2,29 j1 3,26 k1 2,60 h1 0,3
310 2,82 i1 2,16 j1 3,70 k1 3,04 h1

111
A Figura 4.18 ilustra os gráficos de superfície de Ra para os quatro insertos.
Figura 4.18 - Superfícies de resposta de Ra em função de f e vc para os quatro níveis de QC
A influência de f nos parâmetros Ra e Rz pode ser explicada por esta variável
estar diretamente relacionada ao perfil geométrico da superfície usinada, tal qual
explicado no item 2.11.1. Já a variável de controle vc mostrou influência
estatisticamente significativa em poucos casos destacando-se os ensaios com o inserto
KR, avanço f igual a 0,16mm/rote velocidade de corte vc igual a 310m/min, onde foi
gerado cavaco em fita, o qual pode ter influenciado de forma direta no perfil superficial
obtido, danificando a superfície usinada do corpo de prova durante o ensaio. Com este
mesmo inserto, no mesmo nível de f e vc igual a 380m/min, foi obtido cavaco
emaranhado, que apesar de longo não apresenta a mesma liberdade de movimentos
que o cavaco em fita, não entrando em contato com o corpo de prova.
Em relação à variável QC, nota-se que o inserto PM se comportou melhor,
obtendo os menores valores tanto para Ra quanto para Rz em todos os níveis de f e vc

112
estudados. O inserto PF apresentou valores para Ra e Rz regulares em níveis de
avanço menores. Porém, com o avanço f igual a 0,32mm/rot, foram obtidos valores de
Ra e Rz maiores que os outros insertos em quase todos os casos.
4.1.3. Fluxo, curvatura e quebra do Cavaco
A Figura 4.19 ilustra o diagrama de cavacos com amostras de cavacos coletadas
em todas as condições dos ensaios. Em relação às formas de cavacos obtidas os
insertos PF e QM (Figura 4.20) apresentaram cavacos curtos em forma de arco solto e
arco conectado. Pôde-se observar nestas condições que os cavacos formados
apresentaram um misto de curvatura lateral e vertical e se quebraram chocando-se
com a superfície de folga do inserto (tal qual é ilustrado na Figura 2.33). A pastilha QM
também apresentou cavacos em forma de arco solto e arco conectado. Porém com f
igual a 0,16mm/rot, foram obtidos cavacos em forma de arco solto longos. A influência
mais marcante de f nas formas dos cavacos obtidos pôde ser notada na pastilha com
superfície de saída lisa (KR).
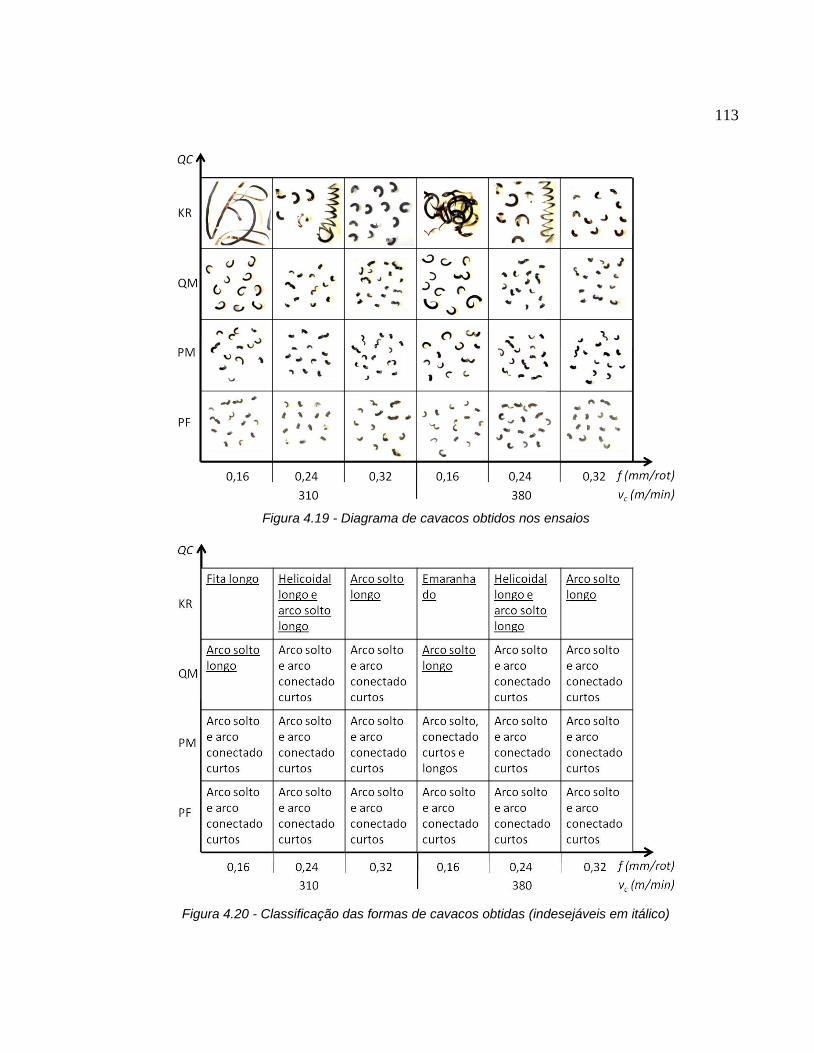
113
Figura 4.19 - Diagrama de cavacos obtidos nos ensaios
Figura 4.20 - Classificação das formas de cavacos obtidas (indesejáveis em itálico)

114
Na usinagem com a pastilha KR, no nível de avanço igual a 0,16mm/rot, foram
gerados cavacos em fita longos quando a velocidade de corte vc foi igual a 310m/min e
cavacos emaranhados quando vc foi igual a 380m/min e, logo, a tensão de fratura do
cavaco não alcançou a tensão de fratura do material (ver Equação 2.17). Já com f igual
a 0,24mm/rot, notou-se cavacos helicoidais longos e arco solto longos. Com f igual a
0,32mm/rot, foram obtidos cavacos em forma de arco solto longo.
Em relação à coloração dos cavacos obtidos, nos ensaios com o inserto PF
observou-se a geração de cavacos com coloração variando de incolor a azul claro. Já
com os insertos PM e QM foram obtidos cavacos com coloração de azul a azul escuro.
Por último, com o inserto KR os cavacos gerados apresentaram coloração de incolor a
marrom.
Relacionando a coloração obtida com a forma do cavaco, pode-se observar que
os cavacos longos tenderam a apresentar tons mais claros, desenvolvendo menores
temperaturas. Já os cavacos curtos apresentaram em geral tom azul, o que indica o
desenvolvimento de altas temperaturas. Em relação ao inserto PF, por seu contato
restrito ser muito menor que a faixa de avanço utilizada e, consequentemente, muito
menor que o comprimento de contato natural, as colorações em tons de azul claro
podem ser conseqüência de um contato maior na região da parede da cratera (como
na Figura 2.40(e)).
Os cavacos em forma de arco solto obtidos com a pastilha KR desenvolveram
alta curvatura lateral. Uma amostra destes cavacos é exposta na Figura 4.22(a). A
ausência de curvatura vertical significativa justifica-se pela falta de quebra-cavacos. A
Figura 4.21 demonstra graficamente a relação entre o raio de curvatura lateral e o
avanço na pastilha KR. O raio de curvatura lateral (Rl) foi avaliado através de marcas
deixadas pelo cavaco fluindo na superfície de saída dos insertos com superfície de
saída lisa. A Figura 4.22(b) expõe a fotografia de um inserto KR com as marcas de
curvatura lateral deixada após o experimento.

115
Figura 4.21 - Relação entre o Rl e as condições de corte para o inserto KR
Figura 4.22 - (a) Cavacos com alta curvatura lateral (b)Medição do raio de curvatura lateral (inserto KR; f =
0,32mm/rot; vc = 310m/min)
Não foi possível obter Rl para f igual a 0,16mm/rot, pois nestas condições foram
gerados cavacos em forma de fita e emaranhado os quais não apresentam curvatura,
deixando marcas retas na superfície de saída do inserto KR. Pela Figura 4.22 nota-se
uma tendência de diminuição de Rl com o aumento de f. O aumento de f ocasiona um
aumento no ângulo de fluxo lateral (ψl) e, este é diretamente proporcional ao raio de
116
curvatura lateral. Nota-se também que o acréscimo em vc ocasionou aumento de Rl.
Pode-se salientar, portanto, a dificuldade de quebrar o cavaco em baixos valores de f e
altos valores vc.
O gráfico da Figura 4.23 demonstra a relação entre o comprimento de contato
natural (cn) e as condições de corte adotadas. Observa-se a tendência de crescimento
de cn com o incremento de f. O parâmetro vc não indicou influência marcante em cn nos
níveis adotados.
Figura 4.23 - Relação entre cn e as condições de corte f e vc
4.2. Experimentos de corte ortogonal
A Figura 4.24 ilustra um corpo de prova após o ensaio de parada rápida com a
raiz do cavaco conservada. Em seguida, na Figura 4.25, são apresentadas
fotomicrografias das raízes dos cavacos obtidas nos ensaios de corte ortogonal. Em
nenhuma condição de corte foi observado evidência da presença de APC. Tal fato
pode ser justificado pelo nível de vc mantido constante e igual a 100m/min, o qual é
maior que os valores observados em outros trabalhos nos quais foi constatado
presença de APC.
117
Figura 4.24 - Corpo de prova de parada rápida após usinagem contendo a raiz do cavaco conservada
Nos experimentos de corte ortogonal com a pastilha KR observou-se cavacos
com valores do ângulo de fluxo inverso ψi (ver Figura 2.25) negativos. Isto se deve ao
fato do valor do ângulo de saída γ0 utilizado nos ensaios com este inserto (ver Tabela
3.7). O inserto PM que apresenta quebra-cavaco com comprimento de contato de
restrito ângulo de saída secundário γ0 maiores que o QM apresentou, devido a estes
parâmetros, cavacos com maior inclinação após a região de contato restrito. Essa
diferença, entre as raízes de cavacos obtidas com os insertos PM e QM pode ser
notada principalmente no ensaio com avanço f igual a 0,16mm/rot.

118
Figura 4.25 - Fotomicrografias das raízes dos cavacos obtidas
A Figura 4.26 expõe uma micrografia obtida com a representação da direção do
plano de cisalhamento AB. O plano é assumido como uma simplificação da zona de
cisalhamento primária. Observa-se que ele divide a região deformada da não
deformada. A diferença entre a inclinação deste plano e a inclinação das lamelas do
cavaco observada justifica-se pela força de arraste produzida devido ao atrito entre o
cavaco e a superfície de saída da ferramenta na zona de cisalhamento secundária.

119
Figura 4.26 - Direção do plano de cisalhamento AB (inserto QM, f =0,24mm/rot; aumento de 50x)
A Figura 4.27 destaca a área deformada do cavaco resultante da zona de
cisalhamento secundária, habitualmente chamada de zona de fluxo devido o atrito na
zona de cisalhamento secundária. A presença de zona de fluxo na usinagem com
quebra-cavaco (Figura 4.27(a)) apresentou característica distinta em relação à
ocorrência deste fenômeno na usinagem sem quebra-cavaco (Figura 4.27(b)). Pode-se
observar que no primeiro caso, a espessura da zona de fluxo não é constante,
diminuindo devido à restrição do contato entre o cavaco e a superfície de saída,
enquanto que no segundo caso, a zona de fluxo tem espessura praticamente constante
ao longo da região de contato entre o cavaco e a ferramenta.

120
Figura 4.27 - Zona de fluxo. (a) Inserto PM, f =0,16mm/rot; (b) inserto KR, f =0,24mm/rot; aumento de
100x
As raízes dos cavacos obtidas com o inserto KR apresentaram espessura de
corte h menor que f provavelmente devido à deflexão da ferramenta no corte. Isto pode
ser explicado pelo alto baixo do ângulo de saída γ0 (ver Tabela 3.7). Com este valor de
γ0 podem ter sido gerados altos esforços de corte. Nas pastilhas com quebra-cavaco
(PM e QM) não foi observada tal diferença, visto que, apesar da compensação ter sido
a mesma da pastilha KR, com a presença de quebra-cavaco γ0 tende a não assumir
valores negativos.
Nos insertos com quebra-cavacos, pode-se presumir que a restrição do contato
entre o cavaco e a ferramenta colabora para diminuir o grau de recalque e,
consequentemente, a quantidade de deformação sofrida pelo cavaco no processo. A
Figura 4.28 ilustra a micrografia da raiz do cavaco demonstrando a deformação sofrida
no cavaco devido à presença do contato restrito (c).

121
Figura 4.28 - Raiz do cavaco em uma ferramenta com contato restrito. (a) representação esquemática; (b)
micrografia (inserto PM, f =0,32)
122
CAPÍTULO 5
CONCLUSÕES
Tomando como base os resultados e discussões expostos no capítulo anterior,
puderam-se alcançar as seguintes conclusões:
Em relação aos esforços de corte, houve diferença estatisticamente
significativa entre os diferentes insertos utilizados. Especificamente o inserto com
superfície de saída lisa apresentou maiores esforços de corte que os demais.
Entre os insertos com quebra-cavacos, o inserto PF, de acabamento, apresentou
maior incremento nos esforços de corte com o aumento do avanço, por se tratar
de um inserto para acabamento. De modo geral, o inserto que apresentou melhor
resultando, obtendo menores médias de força de corte Fc e de avanço Ff foi o
inserto QM.
Houve diferença estatisticamente significativa nos níveis de esforços de corte
desenvolvidos com a variação dos parâmetros avanço e velocidade de corte. O
avanço apresentou grande influência, dado o aumento nas forças de corte e de
avanço observado em relação ao incremento nesta variável. A velocidade de corte
apresentou de maneira geral decréscimo nos esforços de corte havendo inversão
no comportamento em alguns casos devido interação com outras variáveis
estudadas.
Quanto às interações obtidas entre as variáveis de controle estudadas nas
forças de corte e de avanço, pode-se inferir que há uma faixa de condições de
corte ideal para cada quebra-cavacos de forma que o mesmo apresente menores
esforços de corte.
Quanto aos níveis de rugosidade obtidos, pode-se inferir que o avanço
apresentou influência significativa como previsto teoricamente. Além disso, os
insertos com quebra-cavacos apresentaram influência marcante. Os níveis de
rugosidade obtidos com o inserto KR no nível de vc igual a 310m/min e f igual a
123
0,16mm/rot foram devido ao cavaco em forma de fita longo gerado nestas
condições que ao entrarem em contato com a superfície usinada durante o ensaio
determinaram um perfil geométrico com rugosidade alta.
O inserto PM foi o que se comportou melhor em relação à rugosidade,
gerando os menores níveis médios de rugosidade rugosidade máxima Rz média
Ra.
Na usinagem com insertos com quebra-cavaco foram gerados cavacos
curtos como consequência do emprego dos mesmos. Já no inserto com superfície
de saída lisa KR foi observado o comportamento do aumento do avanço f, que
favorece a quebra do cavaco.
Conclui-se que a utilização do quebra-cavaco de maneira ideal não deve
visar somente a obtenção de cavacos desejáveis, mas, também, a obtenção de
menores esforços de corte e melhor qualidade superficial obtida. Tais benefícios
podem ser obtidos empregando-se o quebra-cavaco com geometria ideal segundo
as condições de corte utilizadas no processo.
Os cavacos desenvolvidos com o inserto KR apresentaram alta curvatura
lateral devido a ausência do quebra-cavaco o qual promove a curvatura vertical. O
aumento do avanço f favorece a diminuição do raio de curvatura lateral
favorecendo, portanto, a quebra do cavaco.
Observou-se que o aumento do avanço f promove o aumento do
comprimento de contato natural cn entre o cavaco e a superfície de saída da
ferramenta.
Pelos experimentos de corte ortogonal conclui-se que o dispositivo de
parada rápida projetado apresentou funcionamento estável. Porém o mesmo
precisa ser testado com menor ajuste do ângulo de folga ou então com outro
porta-ferramenta o qual proporcione um ângulo de saída menor, de forma a evitar
instabilidade durante a retirada da ferramenta.
Pela análise das raízes dos cavacos conclui-se que os insertos com quebra-
cavaco apresentam diferenças significativas na formação da raiz do cavaco, o que
124
consequentemente invalida a aplicação dos modelos para cálculo dos ângulos de
cisalhamento existentes para os insertos com superfície de saída lisa.
125
CAPÍTULO 6
SUGESTÕES PARA TRABALHOS FUTUROS
Obter a força de usinagem FU e decompô-la em função dos modelos de força para
ferramentas com quebra-cavacos.
Medir os parâmetros geométricos do quebra-cavacos através de um perfilômetro e
analisar o efeito de cada um destes parâmetros de forma mais específica.
Obter um método de medição do ângulo de fluxo lateral do cavaco para viabilizar
a aplicação dos modelos de corte oblíquo com parâmetros equivalentes.
Avaliar a variação do desgaste nas ferramentas com quebra-cavacos aplicando os
modelos descritos na literatura e propondo novos modelos e conclusões cerca deste
assunto.
Realizar mais ensaios com mais condições de corte para justificar as anomalias
encontradas nos parâmetros de rugosidade medidos para os níveis QC igual a KR, f
igual 0,16mm/rot e vc igual a 310m/min.
Realizar ensaios de corte ortogonal em outras condições além das realizadas e
com replicação. Desenvolver um modelo teórico para prever o ângulo de cisalhamento
com ferramenta com quebra-cavacos.
Utilizar a análise de variância multivariada (MANOVA) para analisar
simultaneamente as variáveis dependentes em função das variáveis independentes.

126
Referências
ABNT. Conceitos da técnica de usinagem – geometria da cunha de corte, NBR
6163 – Projeto de revisão -1989.
ARSECULARATNE, J.A. Prediction of tool life for restricted contact and grooved tools
based on equivalent feed. International Journal of Machine Tools and Manufacture.
v. 44, p. 1271-1282, 2004.
ASTAKHOV, V. P.; SHVETS, S. V.; OSMAN, M. O. M. Chip structure classification
based on mechanics of its formation. Journal of Material Processing Technology.
v.71, p. 247 - 257, 1997.
BALAJI, A.K.; GHOSH, R.; FANG, X.D.; STEVENSON, R.; JAWAHIR, I.S.
Performance-based predictive models and optimization methods for turning operations
and applications: part 2 - assessment of chip forms/chip breakability. Journal of
Manufacturing Processes. v.8, p. 247 - 257, 2006.
BALAJI, A. K.; SREERAM, G.; JAWAHIR, I. S.; LENP, E. The Effects of Cutting Tool
Thermal Conductivity on Tool-Chip Contact Length and Cyclic Chip Formation in
Machining with Grooved Tools. Annals of the ClRP. v. 48, p. 33-38, 1999.
BAYOUMI, A.E.; XIE, J.Q. Some metallurgical aspects of chip formation in cutting Ti-
6wt.%Al-4wt.%V alloy. Material science and engineering A. v. 190, p. 173-180, 1995.
BHERING, L. L.; CRUZ, C. D.; VASCONCELOS, E. S.; FERREIRA, A.; RESENDE, M.
F. R. Alternative methodology for Scott-Knott test. Crop breeding and applied
biotechnology. v. 8, p. 9-16, 2011.
BOOTHROYD, G.; KNIGHT, W. A. Fundamentals of machining and machine tools.
2nd
edition – New York: Marcel Dekker,1989.
127
BORGES, L. C.; FERREIRA, D. F. Poder e taxas de erro do tipo I dos testes de Scott-
Knott, Tukey e Student-Newman-Keuls sob distribuições normal e não normais dos
resíduos. Revista de matemática e estatística. v. 21, P. 67-83, 2003.
CHAWLA, B. S. An analysis of strain in chip breaking using slip-line field theory
with adhesion friction at chip/tool interface. 2005. Tese de doutorado - National
institute of technology, Rourkela (India).
CHERN, G.- L. Development of a new and simple quick-stop device for the study on
chip formation. International Journal of Machine Tools and Manufacture. v. 45, p.
789– 794, 2005.
CHOI, J. P. e LEE, S. J. Efficient chip breaker design by predicting the chip breaking
performance. Journal of Advanced Manufacture Technology. v. 17, pg. 489-497,
2001.
DINIZ, A. E., MARCONDES F. C., COPPINI N. L. Tecnologia da Usinagem dos
Materiais. 6ª edição - São Paulo: Artiliber Editora, 2008.
EE, K.C.; BALAJI, A.K.; LI, P.X.; JAWAHIR, I.S. Force decomposition model for tool-
wear in turning with grooved cutting tools. Wear. v. 249, p. 985– 994, 2002.
EE, K.C.; BALAJI, A.K.; JAWAHIR, I.S. Progressive tool-wear mechanisms and their
effects on chip-curl/chip-form in machining with grooved tools: an extended application
of the equivalent toolface (ET) model. Wear. v. 255, p. 1404– 1413, 2003.
FANG, N. Influence of the geometrical parameters of the chip groove on chip breaking
performance using new-style chip formers. Journal of Materials Processing
Technology. v. 74, pg. 268-275, 1998.
FERRARESI, D. Fundamentos da usinagem dos metais. Editora Edgard Blücher,
São Paulo: 1977.
128
GRZESIK, W. A revised model for predicting surface roughness in turning. Wear.
v. 194, p. 143– 148, 1996.
GRZESIK, W. e KWIATKOWSKA, E. An energy approach to chip-breaking when
machining with grooved tool inserts. International Journal of Machine Tools and
Manufacture. v. 37, p. 569– 577, 1997.
IQBAL, S. A.; MATIVENGA, P. T.; SHEIKH, M. A. A comparative study of the tool–chip
contact length in turning of two engineering alloys for a wide range of cutting speeds.
International Journal of Advanced Technology. v. 42, p. 30– 40, 2008.
JASPERS, S. P. F. C Metal Cutting Mechanics and Material Behaviour. 1999. Tese
de doutorado - Technische Universiteit Eindhoven, Holanda.
JAWAHIR, I.S.; GHOSH, R.; BALAJI, A.K.; LI, P.X. Predictability of tool failure modes in
turning with complex grooved tools using the equivalent toolface (ET) model. Wear. v.
244, pg. 94-103, 2000.
JAWAHIR, I.S. The Tool Restricted Contact Effect as a Major Influencing Factor in Chip
Breaking: An Experimental Analysis. Annals of the CIRP. v. 37, p. 121-126,1998.
JAWAHIR, I.S.; GHOSH, R.; FANG, X.D.; LI, P.X. An investigation of the effects of
chip flow on tool-wear in machining with complex grooved tools. Wear. v. 184, pg.
145-154, 1995.
JAWAHIR, I. S.; LUTTERVELT, C. A. V. Recent Developments in Chip Control
Research and Applications. Annals of the CIRP. v. 42, p. 659-693,1993.
KIM, J.-D.; KWEUN, O. B. A chip-breaking system for mild steel in turning.
International Journal of Machine Tools and Manufacture. v. 37, p. 607 – 617, 1997.
KIM, H. G.; SIM J. H.; KWEON, H. J. Performance evaluation of chip breaker utilizing
neural network. Journal of Materials Processing Technology. v. 209, pg. 647-656, 2009.
129
KISHAWY, H. A. & WILCOX, J. Tool wear and chip formation during hard turning with
self-propelled rotary tools. International Journal of Machine Tools and Manufacture.
v. 43, p. 433 – 439, 2003.
LEE, Y. M.; YANG, S. H.; CHANG, S. I. Assessment of chip-breaking characteristics
using new chip-breaking index. Journal of Materials Processing Technology. v. 173,
p. 166-171, 2006.
LUCAS, E. O.; WEINGAERTNER, W. L.; Desenvolvimento de um dispositivo de
parada rápida para obtenção de raizes de cavaco no torneamento do ferro
fundido nodular ferrítico. UFSC, Santa Catarina – Brasil, 2004.
MACHADO, A. R.; ABRÃO, A. M.; COELHO, R. T.; SILVA, M. B. Teoria da Usinagem
dos Metais. Editora Edgard Blücher: São Paulo, 2009.
MAITY, K. P. e DAS, N. S. A slip-line solution to metal machining using a cutting tool
with a step-type chip-breaker. Journal of Materials Processing Technology. v. 79, p.
217 - 223, 1998.
MESQUITA, R. M. D.; SOARES, F. A. M.; MARQUES, M. J. M. B. An experimental
study of the effect of cutting speed on chip breaking. Journal of Materials
Processing Technology. v. 56, pg. 313-320, 1996.
MERCHANT, M. E. Mechanics of the Metal Cutting Process. I. Orthogonal Cutting
and a Type 2 Chip. Journal of Applied Physics. v. 16, pg. 267 - 275, 1945.
MERCHANT, M. E. Mechanics of the Metal Cutting Process. II. Plasticity Conditions
in Orthogonal Cutting. Journal of Applied Physics. v. 16, pg. 318 - 324, 1945.
MOLINARI, A.; MOUFKI, A. The Merchant’s model of orthogonal cutting revisited: A
new insight into the modeling of chip formation. International Journal of Mechanical
Science. v. 50, p. 124-131, 2008.
130
MONTGOMERY, D. C. Design and Analysis of Experiments. 5th
edition. New York –
John Wiley e Sons: 2001.
MOUFKI, A.; MOLINARI, A.; DUDZINSKI, D. Modelling of orthogonal cutting with a
temperature dependent friction law. Journal of the Mechanics and Physics of Solids.
v. 46, pg. 2003 - 2138, 1998.
PARAKKAL, G.; ZHU, R.; KAPOOR, S. G.; DEVOR, R. E. Modeling of turning process
cutting forces for grooved tools. International Journal of Machine Tools and
Manufacture. v. 42, p. 179 - 191, 2002.
RAHMAN, M.; SEAH, K. H. W.; LI, X. P.; ZHANG, X. D. a three-dimensional model of
chip flow, chip curl and chip breaking under the concept of equivalent parameters.
International Journal of Machine Tools and Manufacture. v. 35, p. 1015 – 1031,
1995.
REIS, L. L. G.; SILVA, W. M.; MACHADO, A. R. Effect of Cutting Speed and Cutting
Fluid on the BUE Geometry of a SAE 12L14 Free Machining Steel. Journal of the
Brazilian Society of Mechanical Science e Engineering. v. 29, nº 2, 196 – 201, 2007.
SADIK, M. I.; LINDSTRÖM, B. A simple concept to achieve a rational chip form.
Journal of Materials Processing Technology. v. 54, pg. 12-16, 1995.
SANDVIK. Modern metal cutting: a practical handbook. 1st edition. Suécia, 1996.
SCOTT, A. J.; KNOTT, M. A cluster analysis method for grouping means in the analysis
of variance. International Biometric Society. v. 30, p. 507-512, 1974.
SEAH, K. H. W.; RAHMAN, M.; LI, X. P.; ZHANG, X. D. A three-dimensional model
of chip flow, chip curl and chip breaking for oblique cutting. International Journal
of Machine Tools and Manufacture. v. 36, p. 1385 – 1400, 1996.

131
SILVA, C. M. R. Uso do teste de Scott-Knott e da análise de agrupamentos, na
obtenção de grupos de locais para experimentos com cana-de-açucar. 2007.
Dissertação de mestrado – Universidade de São Paulo, Piracicaba.
TRENT, E; WRIGHT, P. Metal Cutting. 4th
ed. Boston, USA: Butterworth Heinemann, 2000.
ZHOU, L. Machining chip-breaking prediction with grooved inserts in steel
turning. 2001. Tese de doutorado - Worcester Polytechnic Institute, Worcester (EUA).
132
ANEXO A
Teste de Scott-Knott
O Teste de Scott-Knott destaca-se entre os demais testes de comparação de
médias por não apresentar ambiguidade nos resultados. A seguir a metodologia deste
teste é explicada de forma básica de acordo com os trabalhos de SCOTT e KNOTT
(1974), SILVA (2007), BORGES e FERREIRA (2003) e BHERING et al. (2001) os quais
podem ser consultados para maiores esclarecimentos.
O procedimento inicia pelo particionamento dos tratamentos em dois grupos que
maximizem a soma de quadrados entre grupos. Ordenando-se primeiramente as
médias, o número possível de partições é reduzido para g-1, onde g é o número de
tratamentos.
A soma dos quadrados B0 é definida segundo a Equação A.1 a seguir.
21
2
21
2
2
2
1
2
10
KK
TT
K
T
K
TB
(A.1)
Onde T1 e T2 são os totais das somas das médias dos tratamentos dos dois
grupos com K1 e K2 tratamentos em cada. A partição que maximizar a soma de
quadrados entre os grupos B0 é utilizada para computar a estatística λ definida pela
Equação A.2 a seguir.
20
^
0
22
B
(A.2)
Onde 2
0
^
é o estimador de máxima verossimilhança obtido pela Equação A.3 a
seguir.
g
i
yi vsYYvg 1
2
_
__^2
0
1 (A.3)
Onde _
iY é a média do tratamento i (i = 1, 2, ..., g); _
Y é a média geral dos
tratamentos a serem separados; g é o número de médias a serem separadas; v é
133
número de graus de liberdade residuais; 2
ys é o estimador não-viciado de 2
^_
Y definido
pela razão entre o quadrado médio do erro QME obtido na ANOVA e o grau de
liberdade do erro r (QME/r).
Se 2/;2 g , rejeita-se a hipótese de que os dois grupos são idênticos
em favor da hipótese alternativa de que os dois grupos diferem. Quando isto acontece,
os dois subgrupos formados devem ser novamente avaliados, com g igual a K1 e K2
respectivamente.