influência das soluções de acabamento decorativo no comportamento de ... · procura-se avaliar a...
TRANSCRIPT

Influência das soluções de acabamento decorativo no
comportamento de rebocos hidráulicos
Hugo Alexandre Madeira Nunes Passinhas
Dissertação para obtenção do Grau de Mestre em Engenharia Civil
Engenharia Civil
Orientadores
Professora Doutora Ana Paula Patrício Teixeira Ferreira Pinto França de Santana
Professor Doutor Augusto Martins Gomes
Júri
Presidente: Professor Doutor João Pedro Ramôa Ribeiro Correia
Orientador: Professora Doutora Ana Paula Patrício Teixeira Ferreira Pinto França de
Santana
Vogal: Engenheiro João Manuel Bessa Pinto
Novembro 2015

II
III
Agradecimentos
Chegando ao fim de uma etapa muito importante na minha vida, pretendo aqui demonstrar o meu
sincero apreço e expressar o meu agradecimento a todos aqueles que me acompanharam ao longo
de todo o percurso e mais concretamente aos que me apoiaram na concretização deste trabalho:
Ao Laboratório de Construção do Instituto Superior Técnico pela disponibilização do espaço e
materiais indispensáveis para a realização do trabalho.
À professora Ana Paula Pinto, minha orientadora, pela preocupação demonstrada ao longo do
trabalho na procura de soluções aos problemas que foram surgindo. Pela disponibilização de
conteúdos de pesquisa, pela ajuda na análise de resultados, pela revisão do texto e um especial
agradecimento pelo apoio nos momentos de maior ansiedade.
Ao professor Augusto Gomes, meu co-orientador, pelo auxílio na resolução de problemas que foram
surgindo ao longo do trabalho.
Ao Sr. Leonel e ao João, técnicos do laboratório, pelo apoio na realização da campanha
experimental. Um especial agradecimento ao João pelo corte dos provetes.
Às empresas pela disponibilização das amostras essenciais para a realização do presente estudo.
Um especial agradecimento à PSML pelo apoio e disponibilização dos materiais para a formulação
das argamassas e para o estudo da solução de revestimento decorativo por caiação, com e sem
aditivo. Ainda agradecer pela cortesia demonstrada em todas as visitas à obra.
Ao Diogo Bernardo pelo apoio dado ao longo do trabalho e todo o seu companheirismo.
Ao André Borrego pela sua contribuição na revisão dos textos em inglês.
À Diana Teixeira, um especial agradecimento por ser o meu pilar e pelo apoio constante e diário. Aos
pais da Diana pela motivação que me deram ao longo do percurso.
A toda a minha família, em especial aos meus pais e ao meu irmão pelo exemplo que representam e
pelo apoio emocional ao longo de toda a minha vida. Aos meus avós pelo carinho fornecido.
Por fim, aos meus amigos, em especial ao Diogo Simão, Carlos Oliveira, Inês Reis, João Silvestre,
Luis Almeida, Margarida Braga e Nuno Leonardo pela amizade e ânimo. Um muito obrigado aos
amigos de sempre e aos que ficaram para sempre.

IV

V
Resumo
As fachadas dos edifícios são os elementos mais expostos aos agentes de degradação. Para as
proteger utilizam-se revestimentos de reboco e respectiva pintura com o objectivo de funcionarem
como materiais de sacrifício. Para que essa protecção seja eficaz é necessário que o reboco tenha
um comportamento adequado e que a pintura que lhe é aplicada seja compatível com esse
comportamento, não afectando negativamente as características do reboco. É essencial que o
conjunto funcione correctamente para que o nível de desempenho das fachadas seja garantido.
Sendo a água um dos principais causadores de problemas nos edifícios, considerou-se importante
compreender a influência dos revestimentos por pintura nos rebocos face aos fenómenos de entrada
e saída de água. Nesta dissertação aborda-se, em particular, o caso de rebocos hidráulicos e
procura-se avaliar a absorção de água, a difusão de vapor, a secagem e a vulnerabilidade à
cristalização de sais. O estudo desenvolvido incidiu sobre as duas formulações de argamassas
utilizadas na intervenção das fachadas do Palácio Nacional de Queluz.
O enquadramento teórico incide sobre as características e constituição dos revestimentos de reboco
e de pintura e, ainda, as características de comportamento à água. A campanha experimental
realizada incidiu no estudo de cinco soluções de revestimento por pintura, nomeadamente duas tintas
de silicatos, duas caiações e uma tinta plástica. Foram realizados ensaios de permeabilidade ao
vapor de água, de absorção capilar, de secagem e de cristalização de sais a duas tintas de silicatos,
uma caiação simples, uma caiação aditivada e uma tinta plástica. Esta campanha permitiu retirar
conclusões sobre a adequabilidade deste tipo de tintas em rebocos hidráulicos, a influência dos
revestimentos por pintura nas características dos rebocos e, por fim, a sua susceptibilidade à acção
de cristalização de sais. Os revestimentos estudados revelaram capacidade para retardar a absorção
inicial de água. As tintas de silicatos não demonstraram alterar de forma significativa a
permeabilidade ao vapor de água e a secagem do suporte, no entanto revelaram ser muito
susceptíveis à degradação por cristalização de sais. A tinta de água foi a solução que revelou um
comportamento menos permeável ao vapor, sendo, também, a solução que mais influenciou a
secagem das argamassas. Quanto às caiações, apesar de permitirem uma absorção de água mais
rápida, constatou-se que possuem uma boa permeabilidade ao vapor de água e não alteram a
secagem do suporte, pelo mesmo que permitam a entrada de água, espera-se que não dificultem a
sua saída para o exterior.
Palavras-Chave: revestimentos por pintura; rebocos hidráulicos; tintas de silicatos; tintas de cal;
tintas plásticas; Palácio Nacional de Queluz; secagem; permeabilidade ao vapor; absorção capilar;
cristalização de sais.

VI

VII
Abstract
The buildings’ facades are the most exposed elements to the degradation agents. To protect the
facades, plaster coatings and their painting are used, functioning as sacrificial materials. For this
protection to be effective it is essential that the plaster presents an appropriate behavior and that the
paint applied might be compatible with this behavior, not adversely affecting the characteristics of the
plaster. It is essential that the ensemble can work properly, so that the high performance of the
frontage can be secured. Because water is considered to be a major cause of problems in buildings, it
was considered to be crucial, understanding the influence of the paint coatings on the plasters’
response against the phenomenon of entry and exit of water. This thesis discusses, particularly, the
case of hydraulic mortars and seeks to assess the water absorption, the water vapour diffusion, the
drying process and the vulnerability towards salt crystallisation. The work developed focused on the
two mortars used on the restoration process of the National Palace of Queluz’s frontage.
The theoretical framework focus attention on the characteristics and composition of the plaster and
paint coatings and also on the behavioral characteristics of the water. The battery of test performed
focused on the study of three types of paint coating, namely silicate paints, lime paint and plastic paint.
Two silicate paints, a simple limewash, a limewash with an additive and a plastic paint were submitted
to several tests: water vapour permeability, capillary absorption, drying and crystallization of salts. This
series of tests allowed to draw conclusions about the suitability of such paints in hydraulic mortars,
about the influence of paint coatings on the characteristics of plaster and finally, about its susceptibility
to crystallization of salts.
Key-words: paint coatings; hydraulic plasters; silicate paints; limewashes; plastic paints; Palácio
Nacional de Queluz; drying; capillary absorption; water vapour diffusivity; salt crystallization.

VIII

IX
Índice de texto
CAPÍTULO 1 - Introdução ....................................................................................................................... 1
1.1. Enquadramento ....................................................................................................................... 1
1.2. Âmbito e objectivos ................................................................................................................. 2
1.3. Estrutura da Dissertação ......................................................................................................... 3
CAPÍTULO 2 – Revestimentos de paredes por pintura .......................................................................... 5
2.1. Reboco ......................................................................................................................................... 5
2.1.1. Enquadramento ..................................................................................................................... 5
2.1.2. Função dos rebocos e exigências de desempenho .............................................................. 6
2.1.3. Rebocos de edifícios antigos ................................................................................................ 9
2.1.4. Rebocos em edifícios recentes ........................................................................................... 12
2.2 Revestimentos por pintura........................................................................................................... 14
2.2.1. Considerações gerais .......................................................................................................... 14
2.2.2. Funções e requisitos de qualidade de uma tinta ................................................................. 16
2.2.3. Soluções de revestimentos por pintura ............................................................................... 17
2.2.4. Análise comparativa de desempenho ................................................................................. 21
CAPÍTULO 3 – A água como causa de anomalias em revestimentos por pintura. Comportamento à
água ....................................................................................................................................................... 23
3.1. Considerações gerais ................................................................................................................. 23
3.2. Anomalias em revestimentos de paredes por pintura ................................................................ 24
3.3. Transporte de água .................................................................................................................... 26
3.3.1. Considerações gerais .......................................................................................................... 26
3.3.2. Absorção de água ............................................................................................................... 27
3.3.3. Transporte de água líquida ................................................................................................. 30
3.3.4. Transporte de vapor de água .............................................................................................. 31
3.3.5. Secagem ............................................................................................................................. 34
3.4. Cristalização/Dissolução de sais solúveis .................................................................................. 37
3.4.1. Considerações gerais .......................................................................................................... 37
3.4.2. Tipos de sais e suas origens ............................................................................................... 39
3.4.3. Factores que condicionam a cristalização de sais .............................................................. 40
3.4.4. Consequências da cristalização de sais ............................................................................. 43

X
CAPÍTULO 4 – Apresentação e descrição do plano de trabalhos ........................................................ 45
4.1. Enquadramento .......................................................................................................................... 45
4.2. Argamassas estudadas .............................................................................................................. 47
4.2.1. Materiais constituintes ......................................................................................................... 47
4.2.2. Formulações ........................................................................................................................ 53
4.2.3 Execução dos provetes ........................................................................................................ 54
4.3. Revestimentos decorativos estudados ....................................................................................... 55
4.3.1. Considerações Gerais ......................................................................................................... 55
4.3.2. Soluções de revestimento decorativos seleccionados ........................................................ 57
4.3.3 Condições de aplicação e consumo das soluções de revestimento .................................... 59
4.4. Caracterização das argamassas no estado fresco - Métodos de ensaio .................................. 61
4.5. Caracterização das argamassas no estado endurecido – Métodos de ensaio ......................... 63
4.5.1. Considerações Gerais ......................................................................................................... 63
4.5.2. Caracterização física ........................................................................................................... 63
4.5.3. Caracterização mecânica .................................................................................................... 66
4.6. Susceptibilidade à degradação devido a processos de cristalização de sais solúveis ............. 67
4.7. Estudo da influência dos revestimentos decorativos no comportamento das argamassas ...... 69
CAPÍTULO 5 – Influência dos revestimentos decorativos em argamassas à base de cal hidráulica
natural .................................................................................................................................................... 77
5.1. Considerações Gerais ................................................................................................................ 77
5.2. Caracterização das argamassas produzidas em obra ............................................................... 77
5.3. Caracterização das argamassas produzidas em laboratório ..................................................... 80
5.4. Argamassas produzidas em obra versus em laboratório ........................................................... 86
5.5. Influência dos revestimentos nos fenómenos de transporte de água ........................................ 89
5.5.1. Considerações gerais .......................................................................................................... 89
5.5.2. Absorção de água por capilaridade ..................................................................................... 89
5.5.3. Absorção de água sob baixa pressão ................................................................................. 93
5.5.4. Permeabilidade ao vapor de água ...................................................................................... 95
5.5.5. Cinética de secagem ........................................................................................................... 96
5.6. Susceptibilidade à degradação devido à cristalização de sais solúveis .................................... 99
5.7. Considerações Finais ............................................................................................................... 110
CAPÍTULO 6 – Conclusões e desenvolvimentos futuros .................................................................... 113
6.1. Conclusões ............................................................................................................................... 113
6.2. Propostas para desenvolvimentos futuros ............................................................................... 116
Referências Bibliográficas ................................................................................................................... 117

XI
Anexos ...................................................................................................................................................... I
Anexo I – Esquema de plano de ensaios ............................................................................................. I
Anexo II – Fichas Técnicas de tintas ................................................................................................... II
Anexo III – Resultados do ensaio de espalhamento ........................................................................ VIII
Anexo IV – Resultados da avaliação de massa volúmica aparente ................................................... X
Anexo V – Ensaio de absorção de água por capilaridade de provetes prismáticos .......................... XI
Anexo VI – Resultados do ensaio de absorção de água por capilaridade ....................................... XII
Anexo VII – Resultados do ensaio de absorção de água sob baixa pressão ..................................XVI
Anexo VIII – Resultados do ensaio de permeabilidade ao vapor de água ................................... XVIII
Anexo IX – Resultados do ensaio de secagem ...............................................................................XXI
Anexo X – Susceptibilidade dos revestimentos à degradação por cristalização de sais ............. XXIX

XII

XIII
Índice de Figuras
Capítulo 2
Figura 2. 1 - Composição de uma tinta .................................................................................................. 15
Capítulo 3
Figura 3.1 – Fissuração e destacamento do revestimento por pintura ............................................... 25
Figura 3.2 – Eflorescências em parede exterior de uma igreja setecentista ........................................ 25
Figura 3.3 - Porosidade aberta e porosidade fechada ......................................................................... 26
Figura 3.4 - Absorção de água associada à higroscopicidade ............................................................... 28
Figura 3.5 - Curva de absorção capilar .................................................................................................. 30
Figura 3.6 - Fenómeno de capilaridade e transporte de água líquida ................................................. 31
Figura 3.7 – Teores de humidade ao longo de um processo de secagem ........................................... 34
Figura 3.8 – Primeira etapa da secagem ............................................................................................... 35
Figura 3.9 – Segunda etapa do processo de secagem .......................................................................... 35
Figura 3.10 – Terceira etapa do processo de secagem ........................................................................ 36
Figura 3.11 – Curva de secagem de um material poros ........................................................................ 36
Figura 3.12 – Representação dos diferentes comportamentos exibidos pelo reboco face à
cristalização de sais solúveis ................................................................................................................ 42
Figura 3.13 – Eflorescências ................................................................................................................. 43
Figura 3.14 – Destacamento de reboco e respectivo revestimento por pintura devido a
criptoeflorescências ............................................................................................................................. 44
Capítulo 4
Figura 4.1 - Plano geral e plano em pormenor da fachada intervencionada ........................................ 46
Figura 4.2 – Materiais constituintes das argamassas ............................................................................ 47
Figura 4.3 - Curva granulométrica das areias APB60 e APB40 .............................................................. 48
Figura 4.4 - Sistema utilizado para a determinação da baridade sem compactação ............................ 49
Figura 4.5 - Determinação da baridade com compactação .................................................................. 50
Figura 4.6 - Determinação da baridade em obra .................................................................................. 50
Figura 4.7 - a) Cal em pasta antes de ser homogeneizada; b) Berbequim com peça misturadora ...... 52
Figura 4.8 - Estimativa da quantidade de água na cal em pasta ........................................................... 52
Figura 4.9 - Sequência de etapas cumpridas na execução dos provetes .............................................. 55
Figura 4.10 - Aplicação de revestimentos por pintura e aspecto final dos provetes ............................ 60
Figura 4.11 - Sequência do ensaio de avaliação de consistência .......................................................... 62
Figura 4.12 - Sequência de determinação da massa volúmica aparente .............................................. 63
Figura 4.13 - Sequência de etapas do ensaio de avaliação de porosidade e massas volúmicas .......... 65
Figura 4.14 – Esquema do ensaio de resistência à flexão ..................................................................... 66
Figura 4.15 - Resumo das duas fases do ensaio da cristalização de sais ............................................... 68
Figura 4.16 - Sequência de ensaio de absorção de água por capilaridade ........................................... 70
Figura 4.17 – Sequência de ensaio de absorção de água sob baixa pressão ........................................ 71
Figura 4.18 - Sequência de etapas do ensaio de secagem .................................................................... 73
Figura 4.19 - Etapas do ensaio de permeabilidade ao vapor de água .................................................. 74

XIV
Capítulo 5
Figura 5.1 – Produção das argamassas em obra ................................................................................... 78
Figura 5.2 – Curva de absorção capilar das argamassas produzidas em laboratório ........................... 84
Figura 5.3 – Cinética de secagem das argamassas produzidas em laboratório .................................... 85
Figura 5.4 – Comparação das curvas de absorção capilar das argamassas produzidas na obra de
Queluz e em laboratório. ...................................................................................................................... 88
Figura 5.5 – Absorção de água por capilaridade – Tintas de silicatos ................................................... 90
Figura 5.6 – Absorção de água por capilaridade – Caiação simples (Ca) e Caiação aditivada (CaA) .... 90
Figura 5.7 – Absorção de água por capilaridade – Tinta de água ......................................................... 90
Figura 5.8 – Coeficiente de capilaridade ............................................................................................... 92
Figura 5.9 – Índice de capilaridade relativo .......................................................................................... 93
Figura 5.10 - Quantidade de água absorvida sob baixa pressão aos 20 min de ensaio ........................ 94
Figura 5.11 – Coeficientes de permeabilidade ao vapor de água – Argamassas revestidas e não
revestidas (NR) ...................................................................................................................................... 95
Figura 5. 12 – Curvas de secagem médias dos revestimentos por pintura ........................................... 97
Figura 5.13 – Índice de secagem médios dos revestimentos ................................................................ 97
Figura 5.14 – Variação média de massa ao longo do ensaio de cristalização de sais ......................... 101
Figura 5.15 - Aspecto visual dos provetes de argamassa de cal hidráulica não revestida (NR) .......... 102
Figura 5.16 – Aspecto visual dos provetes de argamassa bastarda não revestida (NR) ..................... 102
Figura 5.17 - Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com SB ......... 103
Figura 5.18 – Aspecto visual dos provetes de argamassa bastarda revestidos com SB...................... 103
Figura 5.19 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com SA ......... 104
Figura 5.20 - Degradação dos provetes de argamassa bastarda revestidos com SA .......................... 104
Figura 5.21 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com TA ......... 105
Figura 5.22 – Aspecto visual dos provetes de argamassa bastarda revestidos com TA ..................... 105
Figura 5. 23 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com Ca ........ 106
Figura 5.24 – Aspecto visual dos provetes de argamassa bastarda revestidos com Ca ..................... 106
Figura 5.25 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com CaA ....... 107
Figura 5.26 – Aspecto visual dos provetes de argamassa bastarda revestidos com CaA ................... 107
Figura 5.27 – Curva de absorção capilar antes e após o ensaio de sais dos provetes não revestidos e
com tinta TA ........................................................................................................................................ 108
Figura 5.28 - Curva de absorção capilar antes e após o ensaio de sais dos provetes com tinta SB e SA
............................................................................................................................................................. 108
Figura 5.29 - Curva de absorção capilar antes e após o ensaio de sais dos provetes com tinta Ca e CaA
............................................................................................................................................................. 109

XV
Índice de Tabelas
Capítulo 2
Tabela 2. 1 - Vantagens e desvantagens da utilização da cal aérea ...................................................... 10
Capítulo 4
Tabela 4. 1 - Características geométricas das areias APB60 e APB40 .................................................. 49
Tabela 4. 2 - Baridade das areias APB60 e APB40 ................................................................................. 51
Tabela 4. 3 - Baridade dos ligantes ........................................................................................................ 51
Tabela 4. 4 - Determinação da quantidade de água na cal em pasta ................................................... 53
Tabela 4. 5 – Argamassa AH – Traços volumétrico e ponderal ............................................................. 53
Tabela 4. 6 - Argamassa AB – Traços volumétrico e ponderal .............................................................. 53
Tabela 4.7 – Designação das tintas ao longo do trabalho ..................................................................... 59
Tabela 4.8 – Características de tintas ensaiadas ................................................................................... 59
Tabela 4. 9 – Consumo de revestimentos por pintura na argamassa AH ............................................. 60
Tabela 4. 10 - Consumo de revestimentos por pintura na argamassa AB ............................................ 61
Tabela 4. 11 - Pressão de saturação em função da temperatura ........................................................ 75
Capítulo 5
Tabela 5.1 - Avaliação da consistência das argamassas produzidas em obra ....................................... 79
Tabela 5.2 – Caracterização física das argamassas produzidas em obra .............................................. 79
Tabela 5.3 – Caracterização mecânica das argamassas produzidas em obra ....................................... 80
Tabela 5.4 - Avaliação da consistência das argamassas produzidas em laboratório ............................ 81
Tabela 5.5 – Massa volúmica aparente das argamassas produzidas em laboratório ........................... 81
Tabela 5.6 – Caracterização física das argamassas produzidas em laboratório ................................... 82
Tabela 5.7 – Permeabilidade ao vapor de água das argamassas produzidas em laboratório .............. 84
Tabela 5.8 – Ensaio de secagem das argamassas produzidas em laboratório ...................................... 85
Tabela 5.9 – Resultados do ensaio de resistência à flexão, resistência à compressão e profundidade
de carbonatação das argamassas produzidas em laboratório .............................................................. 86
Tabela 5.10 – Argamassas produzidas em obra versus laboratório - Consistência .............................. 86
Tabela 5.11 – Comparação de valores da caracterização física das argamassas produzidas em obra e
em laboratório ....................................................................................................................................... 87
Tabela 5.12 - Comparação de valores da caracterização mecânica das argamassas produzidas em
obra e em laboratório ........................................................................................................................... 88
Tabela 5.13 – Absorção de água por capilaridade – argamassas revestidas e não revestidas (NR) ..... 92
Tabela 5.14 – Permeabilidade ao vapor de água – Argamassas revestidas e não revestidas (NR) ...... 95
Tabela 5.15 – Caracterização da fase de evaporação a fluxo constante – Argamassas revestidas e não
revestidas (NR) ...................................................................................................................................... 98
Tabela 5.16 – Argamassa de cal hidráulica – variação de massa em percentagem ao longo do ensaio
de cristalização de sais ........................................................................................................................ 100
Tabela 5.17 – Argamassa Bastarda - variação de massa ao longo do ensaio de cristalização de sais 100
Tabela 5.18 - Variação de massa entre a massa seca após o ensaio de cristalização de sais e a massa
seca após limpeza da superfície dos revestimentos antes do ensaio de capilaridade ....................... 101

XVI
Tabela 5.19 – Coeficiente de capilaridade antes e após o ensaio de sais ........................................... 109
Tabela 5.20 – Padrões de degradação dos revestimentos por pintura devido à cristalização de sais.
............................................................................................................................................................. 112
Capítulo 6
Tabela 6.1 - Influência dos revestimentos por pintura nos fenómenos de transporte de humidade.
............................................................................................................................................................. 114

CAPÍTULO 1 - Introdução
1.1. Enquadramento
Os revestimentos por pintura são uma solução muito frequente como acabamento de superfícies
rebocadas. Constituindo a camada superficial das paredes devem possuir certas características para
que não prejudiquem o comportamento do reboco. De facto, os materiais que revestem as paredes
são os elementos mais expostos às acções externas apresentando, por vezes, grandes taxas de
degradação (Veiga e Tavares, 2002). Os revestimentos por pintura são aplicados como materiais de
sacrifício, uma vez que para além de decorar e melhorar o aspecto das construções têm como função
proteger os suportes perante os mais variados mecanismos de degradação.
A presença de água nos edifícios é muito comum sendo praticamente impossível a sua completa
eliminação. Os revestimentos por pintura têm portanto um papel essencial nesse campo, uma vez
que que condicionam todas as trocas de humidade entre a construção e o ambiente. Em geral,
pretende-se que o conjunto do reboco e a respectiva pintura tenham um comportamento compatível
para que o nível de desempenho da parede seja garantido. Uma aplicação de um revestimento por
pintura inadequado poderá afectar fortemente a ocorrência das anomalias devido à presença de
água. Os revestimentos das paredes devem apresentar uma boa permeabilidade ao vapor de água
de modo a permitirem a sua “respiração” e assim não constituir uma barreira à secagem.
O mercado dos revestimentos por pintura é vasto e ao longo do tempo tem sofrido uma significativa
evolução, surgindo inúmeras soluções de revestimento. Essa evolução nem sempre se traduziu em
boas soluções, pelo que se julga ser de interesse o estudo do comportamento de alguns tipos de
revestimento decorativo. Ao longo do tempo, têm sido realizados diversos trabalhos com o objectivo
de estudar alguns tipos de revestimentos por pintura existentes (Veiga e Tavares, 2002), (Brito, 2009)
e (Amaro, 2007). No âmbito do presente trabalho foram estudadas as caiações e as tintas de
silicatos, consideradas soluções adequadas para revestimentos de edifícios antigos e as tintas de
água que são também uma solução habitualmente utilizada.
Para que a selecção do revestimento por pintura seja realizada de forma correcta é necessário
perceber as características do suporte onde esta irá ser aplicada. As paredes de edifícios antigos
eram constituídas por argamassas de reboco compostas por ligantes de cal aérea. Ao longo dos
anos, tem se verificado uma alteração nos materiais utilizados em revestimentos exteriores, tendo a
cal hidráulica se tornado numa solução corrente na conservação de edifícios antigos (Veiga e Santos,
2012). Apesar da informação já disponível, a selecção do revestimento decorativo adequado gera,
ainda, algumas dúvidas aos projectistas uma vez que depende de diversos factores, como: tipo e
estado do suporte, especificidade da aplicação e condições atmosféricas.
O início do presente trabalho coincidiu com o estudo das argamassas e da solução de revestimento a
adoptar na intervenção das fachadas do Palácio Nacional de Queluz. A constituição do reboco a ser
intervencionado levou a que se tivesse de optar pela aplicação de duas formulações de argamassas
diferentes. Assim, a compreensão das características dessas formulações revelou-se importante na

2
selecção do revestimento por pintura adequado, optando-se por substituir os revestimentos por uma
caiação tradicional pigmentada. No âmbito do presente trabalho, entendeu-se oportuno estudar as
duas formulações de argamassa utilizadas na intervenção das fachadas do Palácio de Queluz. O
estudo de revestimentos por pintura engloba a caiação utilizada na mesma intervenção e as tintas de
silicatos e tintas de água por se constituírem como opções frequentemente aplicadas no âmbito de
intervenções em revestimentos de fachadas de edifícios antigos.
É nesta questão que se enquadra o presente trabalho, no qual será analisada a influência de
diferentes revestimentos decorativos quando aplicados sobre argamassas que simulam rebocos de
cal hidráulica e de cal aérea e hidráulica. Refere-se, mais uma vez, que estas soluções pretendem
reproduzir as argamassas de reboco que foram usadas na intervenção do Palácio Nacional de
Queluz.
Sendo a água um agente de degradação com presença relevante nas paredes dos edifícios, a
presente dissertação tem como objectivo contribuir para uma melhor compreensão da influência de
alguns revestimentos decorativos nos fenómenos de transporte de água, e consequentemente,
permita uma selecção fundamentada da solução a utilizar nas intervenções.
1.2. Âmbito e objectivos
A existência de problemas e anomalias devido à presença de água é bastante frequente em edifícios.
De facto, a água tem sido considerada como o principal agente de deterioração das construções pois
é causa primária de muitas anomalias e causa secundária para outras (Magalhães, 2002). Assim, o
principal objectivo desta dissertação é estudar a influência dos revestimentos decorativos nos
fenómenos de transporte de água em rebocos, bem como a sua susceptibilidade à degradação por
cristalização de sais.
Este estudo foi realizado com base numa campanha experimental, no Laboratório de Construção do
Instituto Superior Técnico, em que foram aplicadas diversas soluções de revestimentos decorativos,
nomeadamente caiações, tinta de silicatos e tinta plástica, em provetes de argamassa de cal
hidráulica e de argamassa bastarda.
A campanha experimental foi estabelecida para satisfazer os seguintes objectivos:
Caracterizar as argamassas seleccionadas para se constituírem como suporte dos
revestimentos decorativos estudados.
Avaliar a influência dos revestimentos por pintura nos fenómenos de transporte de água,
nomeadamente a permeabilidade ao vapor de água, absorção capilar e secagem nas
composições de argamassas seleccionadas;
Avaliar a influência das características das argamassas constituintes dos rebocos e dos
revestimentos por pintura na susceptibilidade do conjunto à acção da cristalização de sais
solúveis.
Importa, também, referir que em paralelo com este trabalho foi desenvolvida outra dissertação que
estuda a influência das mesmas soluções de revestimento decorativo quando aplicados em outro tipo

3
de suportes (argamassa de cal aérea e argamassa bastarda de cal aérea e ca hidráulica), realizada
pelo aluno Diogo Bernardo, do Instituto Superior Técnico – Influência das soluções de acabamento
decorativo nos fenómenos de transferência de água em rebocos.
1.3. Estrutura da Dissertação
A metodologia de trabalho aplicada à presente dissertação foi realizada em três fases principais:
revisão bibliográfica de questões relacionados com o tema da tese, preparação e realização da
campanha experimental e, por fim, a análise dos resultados obtidos. O texto encontra-se organizado
em 6 capítulos, nomeadamente: introdução, revestimentos de paredes por pintura, comportamento à
água, apresentação do plano de trabalhos, caracterização das argamassas seleccionadas e
influência dos revestimentos decorativos e, por fim, conclusões e desenvolvimentos futuros.
Os capítulos 2 e 3, resumem a pesquisa bibliográfica realizada com o objectivo de enquadrar o tema
da dissertação.
O capítulo 2 é iniciado com um breve enquadramento histórico. Posteriormente, especifica-se a
importância dos rebocos e as suas exigências de desempenho. De seguida, é efectuada uma análise
sobre os revestimentos de paredes de edifícios antigos e de edifícios recentes, fazendo referência à
sua estrutura, constituição e características gerais. Por último, são abordadas questões sobre os
revestimentos decorativos, nomeadamente as características de uma tinta, os requisitos de um
revestimento por pintura e as características das caiações, tintas de silicatos e tintas plásticas.
O capítulo 3, aborda a caracterização do comportamento dos rebocos face à água, descrevendo os
mecanismos de transporte de água, de transporte de vapor de água, de absorção capilar e de
secagem. Posteriormente, analisa-se o comportamento dos rebocos face aos sais solúveis, fazendo
referência à origem dos sais e consequências da cristalização dos mesmos. O capítulo termina com
uma reflexão sobre a influência dos revestimentos por pintura nos comportamentos referidos
anteriormente.
O capítulo 4, procede à apresentação e descrição do plano de trabalhos realizado para dar resposta
aos objectivos estabelecidos. Inicialmente, são apresentadas as formulações de argamassas
estudadas, bem como, os revestimentos por pintura seleccionados para o estudo. Segue-se a
descrição da produção de provetes, dos procedimentos experimentais para a caracterização no
estado fresco e endurecido das argamassas, bem como do comportamento dos revestimentos. Por
último, o capítulo procede à descrição do procedimento adoptado para avaliar a susceptibilidade à
degradação por cristalização de sais das argamassas estudadas e da influência da presença dos
revestimentos face a esta acção.
No capítulo 5, são apresentados e analisados os resultados obtidos na campanha experimental.
O capítulo 6 inclui as conclusões do trabalho desenvolvido com o intuito de responder aos objectivos
propostos. São, também, expostas propostas para o desenvolvimento de estudos futuros.

4
5
CAPÍTULO 2 – Revestimentos de paredes por pintura
2.1. Reboco
2.1.1. Enquadramento
Desde o início da sua existência que o Homem procura o que é melhor para si, procurando dar
resposta às suas necessidades de conforto e segurança. Na construção, este aspecto também se
verifica uma vez que se pretende construir edifícios que cumpram requisitos ao nível da segurança,
durabilidade, estética, economia, ambiente e funcionalidade.
As primeiras utilizações de cal apagada, surgem em Çatal Huyuk na Turquia, em 6000 a.C.. Em geral
a maioria dos povos da antiguidade, como os egípcios, etruscos, gregos e romanos, fabricavam cal
gorda, utilizando-a como ligante na consolidação da alvenaria ou na elaboração de revestimentos
decorativos de rebocos (Alvarez et al., 2005).
Na Grécia surgem vestígios da utilização de cal aérea na constituição de argamassas de
revestimento. Na sua formulação, os Gregos utilizavam cinzas, designadas por pozolanas, que
tinham um papel decisivo na constituição das argamassas de cal aérea. No entanto, a construção de
edifícios com base no princípio coluna-lintel prevaleceu o que limitou o uso da cal. Foram, assim, os
romanos os impulsionadores da utilização de argamassas mais eficientes e mais duradouras em
grandes construções. Os romanos constataram que a adição de materiais que contêm silicatos
reactivos e aluminatos (como as pozolanas) permitia uma melhoria das características das
argamassas.
Foi nas obras públicas e na construção do Império Romano que se utilizou argamassas mais
elaboradas através da adição de material pozolânico. Este avanço permitiu o desenvolvimento de
novas técnicas construtivas como o arco de volta perfeita e abóbodas, levando à construção de
edifícios de maiores dimensões (aquedutos, anfiteatros, basílicas, palácios).
Com o fim do Império Romano, verificou-se uma diminuição da qualidade das argamassas que teve
repercussões na qualidade das construções, uma vez que, de modo a reduzir o custo, privilegiou-se a
utilização de uma menor quantidade de cal e uma maior quantidade de areia e argila. Ao longo do
tempo o conhecimento e as técnicas utilizadas pelos romanos foram-se perdendo e hoje sabe-se
pouco sobre a constituição das suas argamassas.
Já no séc. XVIII, na Europa, os árabes, detentores de uma grande capacidade técnica construtiva,
introduzem modificações na constituição das argamassas, nomeadamente com a introdução das
argamassas à base de gesso (Alvarez et al., 2005). A partir dessa altura, começou-se a utilizar uma
mistura de cal viva, gesso, areia calcária e aditivos (gorduras de animais, ceras e resinas), solução
denominada por trabadillos. Esta tipo de solução permitiu reduzir a retracção associada à cal e
aumentar o baixo tempo de presa do gesso, sendo utilizado em argamassas de juntas, estuques e
rebocos exteriores e interiores.

6
Em 1756, John Sematon procurou investigar o fenómeno da hidraulicidade das argamassas,
afirmando que a presença de argila no calcário permitia uma clara melhoria do produto após
calcinação (Alvarez et al., 2005). O fabrico da cal hidráulica iria ser melhorado através da utilização
de fornos mais sofisticados que permitiam a calcinação a temperaturas mais elevadas. Em 1825, em
Inglaterra, foi registada a patente do Cimento de Portland, sendo descoberto um novo processo de
aquecimento que permitia alcançar temperaturas ainda mais elevadas no processo de cozedura.
Anos mais tarde, foi descoberto, em França, um cimento hidráulico artificial semelhante ao cimento
de Portland (Alvarez et al., 2005).
Com a descoberta do cimento de Portland e o desenvolvimento das fábricas, a sua utilização
começou a ser mais comum em vários pontos da Europa. Em Portugal, mais tarde, passou a ser
corrente a realização de rebocos de argamassa produzidos com base num único ligante hidráulico: o
cimento de Portland. Actualmente, na construção de edifícios recentes o cimento é utilizado na
maioria dos rebocos de enchimento e acabamento, como ligante hidráulico das respectivas
argamassas.
É importante ter em consideração que, particularmente na reabilitação de edifícios antigos, a
utilização de um único ligante hidráulico, como o cimento, pode promover vários problemas face à
qualidade dos rebocos, tornando-os mais fissuráveis, pouco permeáveis ao vapor de água e
introduzindo sais solúveis que podem provocar alterações químicas.
2.1.2. Função dos rebocos e exigências de desempenho
Os rebocos são elementos fundamentais para o bom funcionamento das paredes e para o
comportamento global das construções. A qualidade do reboco tem uma influência enorme nas
condições de habitabilidade, uma vez que afecta directamente aspectos como o conforto,
durabilidade, protecção e estética. Um problema que impeça o reboco de cumprir as suas funções
correctamente pode pôr em causa o funcionamento de outros elementos da construção.
Os rebocos acumulam várias funções como a regularização das alvenarias, redução de absorção de
água das fachadas, protecção face a acções externas, acabamento e decoração do suporte (Veiga,
1998) e (Veiga, 2005). Um dos aspectos cruciais na protecção da parede consiste na redução da
permeabilidade à água líquida das paredes. O reboco não assegura só por si a estanquidade à água
mas torna-se importante que o conjunto suporte-revestimento decorativo consiga resistir à penetração
da água e permita a secagem da que consiga penetrar (Gonçalves, 2010). Para isso, as argamassas
constituintes do reboco devem ser pouco capilares e pouco permeáveis à água líquida.
Para além destas funções, as argamassas de revestimento devem proporcionar a compatibilidade
entre o revestimento e o suporte, facilitar a manutenção das fachadas e contribuir para a durabilidade
do edifício (Gonçalves, 2010).
Para que os rebocos cumpram as funções que lhes são concedidas deve-se ter em consideração a
vida útil dos revestimentos decorativos que lhe são aplicados. Por serem materiais de protecção, os
revestimentos decorativos são muitas vezes solicitados encontrando-se em constante desgaste, o

7
que pode prejudicar a sua funcionalidade. Para que tal não aconteça, devem ser alvos de acções de
manutenção periódicas, podendo ser reaplicados várias vezes ao longo da sua vida útil.
Para que os rebocos cumpram as funções para que foram designados é necessário que satisfaçam
determinadas exigências que determinam a sua qualidade e possibilitam o seu correcto
funcionamento. Entre os requisitos e exigências dos rebocos, destacam-se os seguintes:
trabalhabilidade, resistência à fendilhação, permeabilidade à água líquida em zona não-fendilhada,
permeabilidade ao vapor de água, aderência ao suporte, compatibilidade com o suporte, resistência
aos choques, aspecto estético e durabilidade (Veiga e Rodrigues, 1990), (Veiga, 1998), (Rodrigues,
2004).
Trabalhabilidade: este aspecto pode ser avaliado através de ensaios de consistência e
depende de inúmeros factores, como o tipo e teor de ligante, a quantidade de água de
amassadura, a granulometria dos agregados e a existência de adjuvantes. De um modo
geral, as argamassas de cal aérea ou de cal hidráulica apresentam uma maior
trabalhabilidade do que as argamassas de cimento, valor que, também, aumenta com o
aumento de dosagem de água e agregados finos na mistura (Veiga e Rodrigues, 1990).
Resistência à fendilhação: o aparecimento de fendas pode pôr em causa o correcto
funcionamento do reboco, sendo que fendas profundas podem permitir a entrada de água no
suporte e pôr em causa a estanquidade da parede. Os revestimentos devem resistir a
pequenos movimentos do suporte e às tensões nele instaladas de modo a serem menos
susceptíveis de fendilharem (Veiga e Rodrigues, 1990). Para que um reboco tenha um bom
comportamento à fendilhação deve apresentar uma retracção reduzida, um módulo de
elasticidade baixo, uma boa aderência ao suporte e uma retenção de água elevada (Veiga,
1998).
Permeabilidade à água líquida em zona não fendilhada: a entrada de água pelo reboco
pode ser feita através dos poros, nos quais a água pode entrar por permeabilidade ou
capilaridade. A impermeabilização depende da porosidade, da capacidade de sucção do
suporte e da quantidade de água (Veiga e Rodrigues, 1990). A porosidade de um reboco não
deve ser muito reduzida, pois é característica de uma argamassa rica em ligante e, portanto,
associada a elevada fendilhação. Por outro lado, um maior número de poros pode levar a
uma maior absorção de água, pelo que a combinação que permitiria uma argamassa com
baixa permeabilidade à água líquida em zona não fendilhada seria uma argamassa com
coeficientes de capilaridade baixos e uma elevada permeabilidade ao vapor de água (Penas,
2008).
Permeabilidade ao vapor de água: o reboco deve ser suficientemente permeável ao vapor
de água permitindo a saída da água antes que consiga penetrar no interior do suporte
(Rodrigues, 2004). Quanto maior for a permeabilidade à água líquida, maior deve ser a
exigência quanto ao valor de permeabilidade ao vapor de água (Veiga e Rodrigues, 1990).
Para além do reboco, também o revestimento por pintura que lhe for aplicado pode ser
condicionante, devendo ser permeável ao vapor de água e não constituir um obstáculo à
secagem (Veiga, 1998).

8
Aderência ao suporte: uma boa aderência é fundamental para o cumprimento de outras
exigências, nomeadamente a durabilidade e a resistência à fendilhação (Veiga, 1998). A
aderência depende de factores como a rugosidade do suporte, estado de conservação e
limpeza do suporte, grau de humedecimento e características do próprio revestimento (Veiga
e Rodrigues, 1990).
Compatibilidade com o suporte: deve haver uma compatibilidade geométrica, física e
química ente o reboco e o suporte (Veiga e Rodrigues, 1990). Do ponto de vista geométrico,
o suporte deve apresentar planeza e verticalidade de modo a permitir a correcta aplicação e
funcionamento do revestimento. Quanto à compatibilidade física, o reboco não dever ser
mais forte que o suporte, isto é, não deve ter uma resistência mecânica superior nem ser
muito rígido, de modo a não transmitir tensões elevadas que possam deteriorar o suporte
(Veiga, 1998).
Aspecto estético: fenómenos como as eflorescências e fendilhação devem ser evitados, de
modo a não prejudicar a estética do edifício. Além disso, o reboco deve conferir regularidade
e perfeição à superfície, não apresentando defeitos que tenham impacto visual, como
fendas, empolamentos ou saliências localizadas (Veiga e Rodrigues, 1990).
Sais solúveis: a compatibilidade química entre o reboco e o suporte é importante, uma vez
que o reboco deve impedir a passagem de sais solúveis para o suporte e deve possuir uma
boa resistência aos sais que possam existir na parede, adquiridos através da poluição
atmosférica ou por capilaridade a partir do terreno (Rodrigues, 2004).
Quanto às argamassas de subsituição aplicadas na conservação de paredes de edificios antigos,
devem apresentar determinadas exigências de modo a possuirem caracteristicas fisicas, quimicas e
mecânicas que permitam ser compatíveis com o suporte onde serão aplicados. Devem, portanto,
verificar as seguintes exigências (Rodrigues, 2004) e (Veiga, 2005):
Módulo de elasticidade inferior ou igual ao do suporte;
Caracteristicas mecânicas inferiores às do suporte e semelhantes às das argamassas
originais;
Não devem apresentar permeabilidade ao vapor de água inferior à do suporte;
Menor teor em sais soluveís possível;
A capilaridade e a facilidade de secagem devem ser superiores às do suporte;
A tensão desenvolvida pela retracção restringida deve ser inferior à resistência à tracção do
suporte;
Boa trabalhabilidade e fazer presa num espaço de tempo aceitável;
Elevada durabilidade (na medida do possível uma vez que se considera os revestimentos
como materiais de sacrifício);
Conferir estética ao edificio, preservando a sua imagem;
Na presente dissertação pretende-se compreender a influência de revestimentos decorativos no
comportamento de rebocos, pelo que se deve ter em consideração os requisitos associados ao
comportamento à acção da água, nomeadamente: absorção de água por capilaridade,

9
permeabilidade ao vapor de água e teor de sais solúveis. O conjunto de revestimento reboco-pintura
deve possuir uma reduzida absorção capilar, ser permeável ao vapor de água, permitir a secagem e
não incrementar a susceptibilidade à degradação do reboco associada à cristalização de sais. Estas
questões serão abordadas no capítulo 3.
2.1.3. Rebocos de edifícios antigos
As soluções e técnicas construtivas foram evoluindo ao longo do tempo, o que, juntamente com os
sucessivos avanços técnicos, levou a que as paredes de edifícios actuais fossem diferentes das
paredes de edifícios antigos. Antes de qualquer intervenção é necessário conhecer, da melhor forma
possível, o modelo de funcionamento da parede, bem como, a sua estrutura e constituição.
No passado, as paredes aliavam a função estrutural à função de protecção, isto é, eram responsáveis
por receber as cargas verticais e encaminhá-las para as fundações e, ainda, proteger o edifício
perante as acções climáticas e outras acções externas. Por apresentarem essa capacidade resistente
e protectora, as paredes apresentavam espessura maior (Veiga e Tavares, 2002).
No que diz respeito à protecção contra a entrada de água e humidade nos edifícios, também se
verifica diferenças. Em edifícios antigos, a estrutura da parede permitia uma fácil entrada de água no
interior das alvenarias devido à elevada porosidade dos materiais constituintes. No entanto, a
permanência da água no interior da parede não era muito prolongada, uma vez que a sua saída
também ocorria de forma fácil e rápida (Veiga e Tavares, 2002). O impedimento que a água atingisse
o interior do edifício era conseguido através da elevada espessura e da porosidade da parede que
favorecia a evaporação rápida da água. O ligante mais utilizado no reboco das paredes era a cal
aérea, pelo que as argamassas eram caracterizadas por uma mistura de cal aérea, areia e, também,
frequentes adições minerais e outras pozolanas artificiais (Lino, 2013). O reboco era constituído por
várias camadas, o que lhe conferia uma espessura considerável, entre os 15 e os 30 mm (Veiga,
2006).
Segundo (Veiga e Tavares, 2002) os revestimentos de reboco de paredes antigas eram constituídos
pelas camadas de regularização e pelas camadas de protecção e acabamento. Segundo (Botelho,
2003) e (Veiga e Rodrigues, 1990), o reboco tradicional era executado em três camadas: crespido,
camada de base e camada de acabamento.
O crespido é a primeira camada a ser aplicada e tem a função de garantir uma boa aderência do
revestimento ao suporte e reduzir a tendência do suporte para absorver água das argamassas de
revestimento. A argamassa aplicada nesta camada deve apresentar uma maior quantidade de ligante
para melhorar a sua aderência, e ser bastante fluída para satisfazer a sucção do suporte sem que as
reacções de hidratação da argamassa sejam prejudicadas.
A camada de base é responsável por garantir a planeza, a verticalidade e a regularidade da
superfície e, ainda, contribuir para a redução de absorção de água da parede. Para tal, esta camada
deve ser homogénea e compacta e ter menores quantidades de ligante de modo a evitar a retracção,
e consequentemente, diminuir a fissuração (Veiga e Rodrigues, 1990).

10
Por fim, a camada de acabamento tem uma função essencialmente estética uma vez que se trata da
camada que se encontra visível. Deve ser permeável ao vapor de água permitindo a evaporação da
água que entre na parede e ser resistente aos choques. Existem várias soluções aplicáveis para a
camada de acabamento, sendo que a selecção da mais adequada depende da natureza do suporte,
da composição das camadas anteriores e das condições de exposição. A incorporação de pigmentos
na camada de barramento ou a utilização de caiações aditivadas com pigmentos minerais e outros
aditivos constituem-se como soluções de revestimento decorativo frequentemente utilizadas no
passado.
A utilização de um revestimento em reboco em várias camadas deve-se à dificuldade em garantir
todas as características e funções exigidas por recurso a uma só camada. Este tipo de solução
garante uma espessura considerável para que a protecção da parede seja mais eficiente (Veiga,
1998). Através da aplicação de várias camadas consegue-se evitar que ocorram fendas largas que
atravessem todo o reboco até ao suporte. Cada camada deve ser aplicada depois da camada anterior
ter sofrido a retracção por secagem, de modo a que seja mais provável que as fendas se encontrem
desfasadas em vez de atravessarem simultaneamente todo o revestimento (Botelho, 2003). Um
aspecto importante é o facto das descontinuidades existentes, entre as camadas, favorecerem a
permeabilidade ao vapor de água, facilitando a secagem da parede.
Tal como já foi referido, o reboco utilizado nas paredes de edifícios antigos era constituído por
argamassas caracterizadas por uma mistura de cal aérea, areia e/ou outras cargas. No passado
havia o conhecimento de que a cal aérea conferia certas características ao reboco, o que se revelou
correcto, uma vez que actualmente há registo de edifícios com argamassa de cal aérea com
resistência e coesão superiores a muitas argamassas actuais (Veiga, 2003).
As argamassas de cal aérea e areia apresentam características como: elevada deformação na rotura,
baixa retracção, endurecimento muito lento e desenvolvimento de resistência mecânica muito lenta
(Alvarez et al., 2005). O mesmo autor refere que argamassas deste tipo apresentam características
muito próximas das argamassas antigas e, portanto, são muito utilizadas na reabilitação e
conservação. De seguida, são inumeradas algumas vantagens e desvantagens da utilização de cal
aérea (Miranda, 2009):
Tabela 2. 1 - Vantagens e desvantagens da utilização da cal aérea
Vantagens Desvantagens
Boa tolerância a variações térmicas e, portanto, menos
vulnerável a fissuração Um maior teor de cal poderá provocar retracção na secagem
Boa permeabilidade ao vapor de água Rebocos com cal aérea são mais porosos, tornando-os mais
permeáveis à água, o que pode prejudicar a durabilidade
Torna rebocos mais plásticos e trabalháveis
Devem ser aplicados em ambientes amenos, evitando
ambientes húmidos. Ambientes muito secos também devem
ser evitados, de modo a precaver a evaporação rápida da
água e consequente retracção e fissuração
Confere maior trabalhabilidade à argamassa

11
Foram realizados alguns estudos que permitiram compreender e confirmar algumas das
características das argamassas de cal aérea.
Faria et al. (2007) concluíram que as argamassas com cal aérea apresentam uma baixa absorção
capilar e um módulo de elasticidade dinâmico baixo, o que os torna algo deformáveis. Com o
aumento de teor de cal aérea, verificou-se uma diminuição da compacidade das argamassas e um
aumento da permeabilidade ao vapor de água.
Os aspectos estudados em (Veiga, 2003), permitiram mostrar as argamassas com base em cal
aérea, seja de ligante único ou misturadas com baixas quantidades de cimento, como as mais
ajustadas para revestimentos de paredes antigas. De facto, as paredes antigas apresentam baixas
resistências mecânicas e altas deformações, pelo que interessa que as argamassas que lhe forem
aplicadas tenham resistência mecânica similar e baixo módulo de elasticidade. A campanha
experimental permitiu averiguar que a cal aérea apresenta características mecânicas reduzidas mas
aceitáveis para rebocos, tem uma baixa aderência ao suporte e apresenta boas características de
comportamento à água. Verificou-se algumas limitações na durabilidade, nomeadamente quando
exposta à acção da chuva e ao gelo, no entanto, a existência de paredes de cal aérea com centenas
de anos contraria esse aspecto.
Durante os tempos áureos da utilização da cal aérea os parâmetros de produção não foram
padronizados, levando a alguma variabilidade nas propriedades da cal. Assim, a utilização deste tipo
de ligante foi caindo em desuso. Actualmente, apresenta várias utilidades no ramo da reabilitação e
conservação, caiação de paredes ou constituição de rebocos combinada com ligantes hidráulicos.
A cal aérea foi o ligante mais utilizado em argamassas de reboco até ao final do séc. XIX. Tendo isso
em consideração, muitos investigadores consideram as argamassas de cal aérea como as mais
adequadas na reintegração e substituição de rebocos de construções antigas. No entanto, a fraca
resistência, o elevado tempo de endurecimento e o pouco know-how na aplicação deste tipo de
solução levou a que fossem procuradas outras soluções. Assim, foi considerada a adição de ligantes
hidráulicos às argamassas à base de cal aérea. As argamassas bastardas apresentam características
intermédias combinando as vantagens e desvantagens dos dois tipos de ligante que a constituem. A
adição de cal hidráulica nas argamassas de cal aérea é uma solução também comum em obras de
conservação, revelando-se uma solução interessante, uma vez que permite que as argamassas de
cal aérea se comportem, de certo modo, como argamassas hidráulicas. Assim, apresentam maiores
resistências e tempo de endurecimento mais rápido sem comprometer a compatibilidade com os
materiais antigos, mantendo a boa trabalhabilidade, a ductilidade e a elevada permeabilidade
características da argamassa de cal aérea (Silva et al., 2014).

12
2.1.4. Rebocos em edifícios recentes
No final do séc. XIX e início do séc. XX, houve uma grande alteração no tipo de ligante utilizado nas
argamassas de revestimento de paredes. Surgiram os ligantes hidráulicos que apresentam poder
aglutinador e que ganham presa e endurecem, tanto em contacto com o ar como debaixo de água.
Como exemplo destes ligantes surgem a cal hidráulica e o cimento Portland. Durante anos e até hoje,
a escolha pareceu pender sempre para o cimento Portland, sendo actualmente o tipo de ligante mais
popular.
As construções mais recentes utilizam materiais com uma história recente e com características
mecânicas, físicas e químicas diferentes das construções antigas (Rodrigues, 2010). O facto de estes
materiais apresentarem um bom desempenho em edifícios recentes não garante que possam ter o
mesmo desempenho quando aplicados em edifícios antigos. O aparecimento do cimento de Portland,
pode ter reduzido alguma sensibilidade para isso, especialmente no que à conservação e reabilitação
diz respeito.
As paredes dos edifícios recentes possuem essencialmente função protectora, uma vez que a função
de resistência foi atribuída a outros elementos de construção. Isto possibilitou a redução da
espessura das paredes e o desenvolvimento de novas formas de combate à entrada de água no
edifício. Em edifícios recentes, as paredes são construídas com o objectivo de dificultar ao máximo a
entrada de água, o que é conseguido através de inúmeras soluções como cortes de capilaridade
junto às fundações, revestimentos impermeabilizantes, caixilharia estanque e remates mais cuidados
(Veiga e Tavares, 2002).
Quanto à estrutura do reboco, é aconselhado que seja semelhante ao dos edifícios antigos, sendo
indicado a execução de três camadas: crespido, camada de base e camada de acabamento (Penas,
2008). Com o desenvolvimento tecnológico foi possível chegar a novas soluções construtivas
designadas por rebocos não-tradicionais. Destacam-se a execução de uma ou duas camadas de
reboco, seguidas de uma camada de pintura e a execução de um reboco monocamada com o auxílio
de produtos pré-doseados. Estas soluções permitem reduzir o custo de mão de obra e reduzir os
prazos de execução em obra, uma vez que o tempo de espera devido a secagem das camadas se
torna mais curto.
Tal como já foi referido, os ligantes mais utilizados em construções mais recentes são a cal hidráulica
e o cimento Portland. De seguida, serão apresentadas algumas características das argamassas
constituídas por estes dois ligantes.
As argamassas de cal hidráulica apresentam características intermédias entre as argamassas de cal
aérea e as de cimento, melhorando certas debilidades da cal aérea mas sem conferir uma rigidez tão
elevada como o cimento (Veiga e Rodrigues, 1990). As características conferidas pela cal hidráulica a
uma argamassa dependem da sua hidraulicidade e do teor adicionado (Miranda, 2009).

13
Comparando com as argamassas de cal aérea, as argamassas de ligante hidráulico, embora um
pouco mais rígidas, têm capacidade de endurecer mais rapidamente e são mais resistentes
mecanicamente (Galvão, 2009).
As argamassas de cal hidráulica apresentam as seguintes vantagens (Miranda, 2009) e (Sequeira et
al., 2007):
Elevada retenção de água. Perdem água lentamente, evitando retracções iniciais;
Boa ductilidade permitindo acompanhar alterações do suporte;
Compatibilidade física e química com alvenarias antigas;
Possuem propriedades mecânicas superiores às argamassas de cal aérea;
Tem baixa retracção e, por isso, são menos susceptíveis de apresentarem fissuração;
Sequeira et al. (2007) concluíram que as resistências mecânicas da cal hidráulica natural apresentam
valores intermédios entre um ligante aéreo e um ligante puramente hidráulico, como o cimento. Tal
situação também se verificou na ductilidade.
Guerreiro et al. (2007) concluíram que as resistências mecânicas aumentam com o aumento do teor
de cal hidráulica natural nas argamassas. Quanto à porosidade aberta, verificou-se que a cal aérea
origina uma maior porosidade e que esse valor diminui com o aumento de teor em cal hidráulica
natural. Com esse aumento também se verificou uma maior velocidade de absorção de água e
quantidade total de água absorvida, uma menor permeabilidade ao vapor de água e uma maior
resistência aos sulfatos. Silva et al. (2014) estudaram a influência da adição de cal hidráulica em
argamassas de cal aérea, concluindo que as argamassas com maior percentagem de cal hidráulica
apresentam características mecânicas superiores, porosidade inferior e menor permeabilidade ao
vapor de água.
As argamassas de cal hidráulica apresentam um valor de retenção de água elevado, pelo que a
perda de água durante a presa é muito lenta, possibilitando a hidratação completa do ligante.
É importante que a argamassa consiga interagir com o suporte onde é aplicado. As argamassas de
cal hidráulica apresentam menor módulo de elasticidade dinâmico que as argamassas de cimento, o
que lhes confere maior deformabilidade e boa capacidade para absorver tensões provocadas pela
retracção e movimentos do suporte (Veiga e Carvalho, 1994).
Fazendo a comparação entre as argamassas de cal hidráulica e as de cimento, verifica-se que a cal
hidráulica é um ligante mais sustentável do ponto de vista económico e ambiental, uma vez que
envolve menores temperaturas de cozedura e a sua finura se obtém apenas pela extinção da cal viva
(ao contrário do cimento que envolve a moagem do clínquer), permitindo uma poupança ao nível do
consumo energético. Além disso, a argamassa de cal hidráulica apresenta um menor módulo de
elasticidade, uma maior permeabilidade ao vapor de água, um menor teor em sais solúveis e uma
menor rigidez, o que confere a este tipo de solução uma maior compatibilidade com suportes de
edifícios antigos (Magalhães, 2002).

14
Mendonça (2007), apurou que a argamassa de cimento possui uma maior resistência à flexão e à
compressão e menores valores de retracção. No entanto, são conhecidos vários inconvenientes e
danos causados pela a utilização do cimento como ligante, particularmente na reabilitação de
edifícios antigos (Magalhães, 2002). O cimento é muito rígido e impermeável, tornando os rebocos
potencialmente mais fissuráveis e incompatíveis com os suportes mais fracos das paredes dos
edifícios antigos.
2.2 Revestimentos por pintura
2.2.1. Considerações gerais
Desde muito cedo que o Homem utiliza a pintura como forma artística. O Homem utilizava carvão, giz
ou misturas de terras coloridas amassadas com água para fazer as suas pinturas rupestres. Estas
pinturas degradavam-se facilmente e, portanto, houve a necessidade de melhorar a sua fixação e
durabilidade, com a adição de outros produtos à mistura, como gorduras animais ou resinas vegetais
(Eusébio e Rodrigues, 2000).
Entre 3000 a.C. a 600 a.C., houve o desenvolvimento dos primeiros pigmentos por parte do povo
egípcio. Entre 600 a.C. a 400 a.C., os Gregos e os Romanos começaram a utilizar vernizes
fabricados com óleos sicativos. Os ligantes e os pigmentos utilizados no fabrico das tintas e vernizes
foram evoluindo ao longo do tempo, surgindo as primeiras fábricas, na Europa, nos finais do séc.
XVIII e inícios do séc. XIX. Com o avançar do tempo, houve a necessidade de conciliar a função de
protecção de materiais com a função estética, sendo por essa razão, que no séc. XX, se dá um
grande incremento na indústria das tintas (Eusébio e Rodrigues, 2000).
Os grandes avanços tecnológicos, nomeadamente na indústria química, permitiram o
desenvolvimento de resinas fenólicas, acetonitrocelulósicas e alquídicas, que estão associadas ao
surgimento de novas formulações de tintas. Essas formulações, obtidas com base nessas resinas
simples ou modificadas, permitiam obter tintas brilhantes e duráveis aplicadas em paredes exteriores
e interiores de edifícios. Mais tarde, surgem as resinas sintéticas, como as vinílicas, as acrílicas e as
poliamidas, permitindo o desenvolvimento de novas tintas e vernizes e, consequentemente,
multiplicar as aplicações desses produtos (Eusébio e Rodrigues, 2000).
Já nos anos 50, surgem as chamadas tintas de emulsão ou tintas plásticas em que as resinas
sintéticas componentes se encontram dispersas em água. Estas tintas tiveram um enorme impacto a
nível económico, de toxicidade e de limpeza (Eusébio e Rodrigues, 2000).
Ao longo do tempo também se verificou uma evolução nos métodos de aplicação e as
funcionalidades das tintas. Os métodos de aplicação evoluíram deste a aplicação a pincel ou rolo até
às aplicações por imersão, electrodeposição ou por pistolas (Eusébio e Rodrigues, 2000). Quanto às
funcionalidades, o desenvolvimento da indústria das tintas permitiu conferir certas propriedades como
antiderrapantes, isoladoras ou reflectoras (Carranquinha, 2011).
Os revestimentos por pintura resultam da aplicação de um sistema de pintura habitualmente
constituído por diversas camadas de diferente constituição. Segundo a norma NP 41 (IPQ, 1982), a

15
designação de tinta é “composição pigmentada líquida, pastosa ou sólida que, quando aplicada em
camada fina sobre uma superfície apropriada, no estado em que é fornecida ou após fusão, diluição
ou dispersão em produtos voláteis, é convertível ao fim de certo tempo numa película sólida, corada e
opaca”.
As tintas são constituídas, fundamentalmente, por pigmentos, cargas, veículos e aditivos e que,
aplicadas em camada fina, formam películas sólidas quando secas (Eusébio e Rodrigues, 2000).
Figura 2. 1 - Composição de uma tinta - adaptado de (Eusébio e Rodrigues, 2000) e (Gomes, Augusto, A.P. Pinto, 2009)
Segundo a norma NP 41 (IPQ, 1982), um pigmento é uma “substância sólida, em geral finamente
dividida e praticamente insolúvel no veículo, usada na preparação de tintas com o fim de lhes conferir
opacidade e cor ou certas características especiais”. A natureza e o teor de pigmento revela-se muito
importante na medida em que é o único constituinte que confere opacidade à tinta (Eusébio e
Rodrigues, 2000). Os pigmentos podem ser de natureza orgânica ou inorgânica, sendo adicionados
com o objectivo de conferir determinada aparência estética, reforçar a protecção da superfície e
certas propriedades auxiliares como o fortalecimento da película (Eusébio e Rodrigues, 2000).
Segundo a norma NP 41 (IPQ, 1982), a designação de veículo de uma tinta é a seguinte, “conjunto
de veículo fixo e do veículo volátil ou apenas veículo fixo no caso de o segundo não existir”. O veículo
fixo, também designado por ligante ou aglutinante, é um dos principais constituintes da tinta e é
responsável pela formação da película sólida, aderência à base, durabilidade da tinta e transporte dos
outros constituintes (Gomes e Pinto, 2009). O veículo volátil é o componente da tinta que se evapora
durante a secagem, sendo constituído por um ou mais solventes e/ou diluentes. Os solventes são
substâncias introduzidas na altura do fabrico e que têm a capacidade de dissolver o veículo fixo. O
diluente é um líquido volátil adicionado no processo de fabrico ou na aplicação, de modo a obter a
consistência adequada (Eusébio e Rodrigues, 2000).
O aditivo é uma “substância normalmente adicionada em pequena percentagem à tinta ou ao verniz
com o fim de melhorar determinadas características” (IPQ, 1982). Os aditivos podem ser produtos
líquidos, viscosos ou sólidos pulverulentos que têm a finalidade de desenvolver certas propriedades
da película seca e de melhorar a aplicação da tinta (Eusébio e Rodrigues, 2000). Geralmente, estes
produtos têm o nome das características que conferem, como por exemplo, secantes, plastificantes,
dispersante, fungicida ou redutores de espuma. Os aditivos podem ser classificados de acordo com a
Composição de uma tinta
Veículo
Veículo fixo (ligante ou aglutinante) - óleos,
resina
Veículo volátil (solventes e/ou diluentes)
Pigmentos e cargas (constituintes pugmentários)
Aditivos

16
sua acção na tinta, dividindo-se em: construtivos (dispersantes, molhantes, secantes, plastificantes,
fungicidas) ou correctivos (redutores de espuma, anti-congelantes, anti-gases) (Barros, 2001 citado
por Amaro, 2007).
Segundo a norma NP 41 (IPQ, 1982), as cargas definem-se como “substância inorgânica sob a forma
de partículas mais ou menos finas, de fraco poder de cobertura, insolúveis no veículo, empregadas
como constituintes das tintas, com o fim de lhes conferir determinadas propriedades”. Estas
substâncias são utilizadas para dar “corpo à tinta”, quer seja por razões económicas ou técnicas
(Eusébio e Rodrigues, 2000). A introdução deste material permite aumentar o poder de cobertura e a
opacidade, distribuir os pigmentos e proteger a tinta da acção dos raios ultravioleta (Gomes e Pinto,
2009).
A formação da película seca ocorre devido à secagem de certos constituintes da tinta. Existem dois
processos de secagem diferentes (Gomes e Pinto, 2009):
Evaporação de solventes e diluentes, como é o caso dos esmaltes e das tintas de emulsão
aquosa.
Reacção química em que se dá a reacção de formação de película sobre o substrato,
podendo este processo desencadear-se devido a reacções com o ar ou devido à
temperatura.
2.2.2. Funções e requisitos de qualidade de uma tinta
Os revestimentos por pintura têm como finalidade decorar e proteger o suporte onde são aplicados,
conferindo-lhe estética, durabilidade e longevidade. Todas as superfícies sofrem desgaste ao longo
do tempo, seja devido ao envelhecimento natural ou a causas externas, pelo que as tintas têm a
função de proteger as superfícies, bloqueando ou retardando esse desgaste. Além disso, conferem
diferentes cores e texturas à superfície, melhorando a sua imagem. Quando aplicadas em rebocos,
as tintas evitam o esfarelamento do material, reduzem a absorção de água, a sujidade e o
desenvolvimento de fungos, conseguindo auxiliar na decoração (Donadio, 2011).
Em resumo, as tintas possuem funções associadas à decoração, protecção, redução de absorção de
água, melhoria de condições ambientais (higiene, segurança e iluminação), durabilidade e prevenção
de fixação de microorganismos.
Uma vez que se tratam de materiais de sacrifício, os revestimentos por pintura são elementos com
uma grande exposição às acções externas. Por isso, existem requisitos para que uma tinta tenha
qualidade e cumpra a suas funções correctamente. Considera-se as seguintes características
(Eusébio e Rodrigues, 2000), (Gomes e Pinto, 2009):
Facilidade de aplicação: embora este aspecto esteja também relacionado com as
características do suporte, a tinta deve apresentar a viscosidade e consistência adequada
para o processo de aplicação.
Constância: a tinta deve ser capaz de manter as suas características ao longo do tempo,
mantendo a elasticidade do filme e não havendo alteração de cor;

17
Compatibilidade: a tinta deve permitir a repintura com a mesma tinta ou outro tipo;
Baixa toxicidade: a tinta não deve pôr em causa o conforto e a saúde humana;
Aderência e aspecto final
Fraca aderência à sujidade e facilmente lavável
Economia: é um factor essencial uma vez que uma tinta com um custo inicial inferior pode
propiciar custos mais elevados ao longo do seu ciclo de vida. O factor económico é avaliado
pela relação entre a durabilidade do revestimento e o seu custo inicial.
Capacidade de armazenagem: é importante que os produtos possam ser armazenados,
mantendo-se estáveis até serem utilizados novamente.
O correcto funcionamento de um revestimento por pintura está associada a vários factores, pelo que
os parâmetros que influenciam o seu comportamento podem ser divididos em três grupos:
comportamento à água, resistência a acções externas (durabilidade) e estética (Veiga e Tavares,
2002).
2.2.3. Soluções de revestimentos por pintura
Actualmente, existem diversos tipos de revestimentos por pintura disponíveis no mercado para os
diversos suportes presentes na construção. Para se proceder a uma correcta aplicação e para que o
revestimento apresente um comportamento adequado é necessário compreender as suas
características. Os revestimentos por pintura referenciados para a aplicação em rebocos de edifícios
Comportamento
à água
Permeabilidade ao vapor de água – a tinta não deve ser um obstáculo
à evaporação da água que se encontra nos suportes e argamassas.
Baixa permeabilidade à água líquida – a tinta deve impedir ou
retardar a entrada de água na parede.
Resistência às
acções externas
Resistência aos ácidos ambientais – os combustíveis produzem gases
que em contacto com a água formam ácidos que podem provocar
alterações químicas na tinta.
Resistência à alcalinidade do suporte – a tinta deve resistir à elevada
alcalinidade dos suportes.
Resistência aos raios ultravioleta – a tinta deve ser capaz de se
manter estável na presença do sol.
Resistência a variações climáticas – a tinta não deve apresentar
alterações a nível químico, de cor e de aderência ao longo do tempo
devido a variações climáticas.
Resistência aos fungos e microorganismos
Aspecto estético da
superfície pintada
A tinta deve conferir uma boa imagem ao edifício, não perdendo
a sua textura e cor.

18
antigos são as tintas de silicatos, tintas de resinas de silicone, tintas de resinas de hidro-pliolite e
tintas de cal (Brito, V., 2009). Refere-se que as tintas plásticas ou tintas de água também são
frequentemente aplicadas como solução de revestimento por pintura no âmbito de intervenções de
reabilitação de edifícios antigos mas podem funcionar de forma inadequada perante as características
destas paredes, uma vez que formam um filme que tem uma acção impermeabilizante (Veiga e
Tavares, 2002).
Seleccionar o sistema de pintura para uma determinada estrutura requer que uma variedade de
factores seja tida em atenção para assegurar que seja encontrada a melhor solução, quer do ponto
de vista técnico quer económico. Os factores que devem ser considerados na selecção de um
sistema de pintura são essencialmente os seguintes: a finalidade do uso do revestimento, o tipo de
suporte onde será aplicado, condições ambientais a que será exposto, tipo de preparação de
superfície, aspectos económicos e exigências de durabilidade (Eusébio e Rodrigues, 2000).
De seguida, descrevem-se as particularidades dos tipos de revestimentos por pintura utilizados no
presente trabalho: tintas de silicatos, tintas de cal (caiações) e tinta plástica. As tintas de silicatos e as
caiações foram escolhidas por serem soluções compatíveis com as características das paredes de
edifícios antigos. A tinta plástica foi seleccionada pelo facto de ser a solução mais utilizada
actualmente em edifícios correntes e ser frequentemente também aplicada como solução de
revestimento por pintura no âmbito de intervenções em edifícios antigos.
2.2.3.1. Caiação
Os revestimentos decorativos à base de cal foram, durante muitos anos, as soluções de revestimento
de fachadas mais utilizadas. Em geral, a caiação origina soluções de revestimento com boa
permeabilidade ao vapor associado a condições de aderência e durabilidade inferiores a diversas
soluções de tintas mais recentes (Almeida et al. 2007).
As caiações são revestimentos inorgânicos obtidos através da aplicação de uma suspensão de cal
apagada (hidróxido de cálcio) em água e, em algumas situações, aditivos e pigmentos inorgânicos. O
tipo de cal utilizada é um factor a ter em consideração, uma vez que depende dela a coesão da
camada de carbonato de cálcio constituinte da caiação (Veiga e Tavares, 2002). É aconselhada a
utilização de cal aérea em pasta, uma vez que permite uma maior aderência, um maior poder de
cobertura e uma maior durabilidade do revestimento obtido. Outro aspecto que não deve ser
negligenciado é a relação cal/pigmento/água. A utilização excessiva de água faz com que a cal tenha
maior facilidade em migrar para a superfície, ao contrário da utilização insuficiente de água que torna
a suspensão mais difícil de aplicar e menos homogénea (Veiga e Tavares, 2002).
Muitas vezes, a caiação é preparada em obra, pelo que a sua qualidade e homogeneidade são
dependentes da experiência do operador e do controlo de qualidade existente. O aparecimento de
novas soluções de revestimentos por pintura levou a que as técnicas de execução e os
conhecimentos técnicos necessários para a produção das caiações diminuíssem (Davies, 2003).

19
A secagem e o processo de endurecimento da caiação ocorrem devido à evaporação da água e à
carbonatação do hidróxido de cálcio. Ao aplicar-se a caiação, dá-se a entrada do hidróxido de cálcio
no suporte através do fenómeno de sucção capilar (Brito, 2009). De seguida, o hidróxido de cálcio
reage com o dióxido de carbono atmosférico, originando o carbonato de cálcio que adere fisicamente
ao suporte, formando a camada de revestimento não formadora de película.
Estes tipos de revestimentos apresentam elevada porosidade e permeabilidade ao vapor de água. No
entanto, têm menor durabilidade (Davies, 2003) exigindo manutenção regular, nomeadamente,
repinturas anuais ou bienais (Brito 2009). Para resolver esta questão da durabilidade, por vezes são
adicionados aditivos à mistura da caiação de modo a melhorar a capacidade de resistência da
pintura.
A aplicação da caiação é adequada em alvenarias tradicionais e rebocos de cal e areia, uma vez que
a sua rugosidade permite melhorar a aderência entre o revestimento e o suporte (Brito, 2009).
2.2.3.2. Tintas de silicatos
As tintas de silicatos foram desenvolvidas, na Alemanha, com o objectivo de resolver os problemas
associados às tintas de cal, procurando melhorar a aderência e a durabilidade (Almeida et al., 2007).
Com os avanços tecnológicos e o desenvolvimento na indústria química, as tintas de silicatos foram
sendo modificadas ao longo do tempo. As tintas de silicatos são revestimentos de natureza mineral,
constituídos por um ligante inorgânico (em geral, silicato de potássio), um ligante orgânico (polímero
ou emulsão acrílica), água, aditivos, cargas de natureza mineral (exemplo de quartzo, calcite ou
caulino) e pigmentos inorgânicos (Veiga e Tavares, 2002). Segundo a norma DIN 18363 (DIN, 2006),
a quantidade de matéria orgânica não deve ser superior a 5% do peso total, de modo a manter
natureza mineral da tinta.
A formação de película das tintas de silicatos ocorre devido a uma reacção química entre o silicato de
potássio, o óxido de cálcio do material subjacente mineral e o dióxido de carbono atmosférico,
formando uma ligação insolúvel de silicato microcristalino (Davies, 2003). A adesão entre o
revestimento por pintura e o suporte é essencialmente química, uma vez que se dá uma ligação
química entre os componentes da tinta e os constituintes de origem mineral do suporte. O processo
de endurecimento é algo complexo, uma vez que pode ocorrer de várias formas, nomeadamente, por
reacção com certos constituintes do substrato, por reacção com o dióxido carbono atmosférico ou por
evaporação de água (Brito, 2009). Deste processo resulta uma estrutura microcristalina porosa, que
permite uma boa permeabilidade ao vapor de água (com uma camada de difusão de ar equivalente
na ordem dos 2 cm de espessura) (Davies, 2003). Os poros resultantes, apesar de serem permeáveis
ao ar, conseguem evitar a entrada de água líquida.
As tintas de silicatos possuem na sua constituição cargas inorgânicas e pigmentos que contribuem
para a sua resistência à radiação solar. Além disso, apresentam coeficientes de dilatação térmica da
ordem de grandeza do substrato mineral onde são aplicados (Davies, 2003). Os produtos da reacção
química tornam a tinta incombustível e muito resistente a ataques ácidos. Devido à sua natureza
20
inorgânica, as tintas de silicatos são bastante resistentes ao desenvolvimento de fungos e algas, uma
vez que a quantidade de matéria orgânica presente na sua constituição, de que estes seres se
alimentam, é reduzida. Por sua vez, a elevada permeabilidade ao vapor de água favorece a fácil
secagem dos revestimentos e deste modo o tempo que permanecem húmidos é reduzido, condições
que não favorecem o desenvolvimento de microorganismos (Brito, 2009).
Estas tintas não devem ser aplicadas em substratos orgânicos uma vez que não ocorreria a reacção
química entre o silicato de potássio da tinta e o substrato mineral (Brito, 2009). Assim, as tintas de
silicatos podem ser aplicadas em substratos minerais novos ou antigos, superfícies de betão, muros
de pedra natural, monomassas, superfícies com revestimentos por pintura de cal ou de silicatos.
Deve ser excluída a aplicação sobre tintas plásticas, suportes impermeabilizados e superfícies de
madeira ou de metal. Genericamente é aplicado um primário, também à base de silicato, que permite
uniformizar a absorção e, assim, melhorar a aderência da tinta à superfície.
Em resumo, as tintas de silicatos são descritas nas respectivas documentações técnicas, como:
altamente resistentes às intempéries, estáveis aos raios UV e à luz, resistentes aos ácidos,
incombustíveis e transpiráveis permitindo uma boa protecção às superfícies.
2.2.3.3. Tintas Plásticas
A denominação de tintas plásticas é o termo utilizado, incorrectamente, para designar as tintas de
água com ligantes sintéticos (Eusébio e Rodrigues, 2000). Em Portugal, as tintas de base aquosa
são, vulgarmente, designadas por tintas plásticas. Por essa razão, na campanha experimental do
presente trabalho utilizar-se-á a designação de tinta de água.
As tintas plásticas poderão funcionar de forma inadequada em paredes de edifícios antigos (Veiga e
Tavares, 2002), dado que formam um filme de baixa permeabilidade ao vapor sobre o suporte,
alterando o seu comportamento à água. Além disso, apresentam uma aderência baixa quando
aplicados em superfícies menos coesas como as que com alguma frequência encontramos nas
paredes de edifícios antigos.
A formação do filme em tintas de base aquosa ocorre por evaporação da água após aplicação da
tinta. A evaporação da água faz com que as partículas dos pigmentos e do ligante se aproximem até
se fundirem, formando um filme contínuo (Matos, 2008). Geralmente, o filme que se forma tem uma
permeabilidade ao vapor de água mais baixa que o material subjacente, sendo essa diferença de
permeabilidades mais acentuada quanto maior for a porosidade do material do suporte (Davies,
2003). A formação de película nas tintas de base aquosa é um processo muito dependente da
temperatura quando esta se aproxima dos 0°C, uma vez que tem influência no processo de
evaporação da água e na secagem da tinta. Assim, os fabricantes não aconselham a aplicação deste
tipo de tintas sob temperaturas inferiores a 5ºC (Matos, 2008). Também se deve evitar temperaturas
muito elevadas e vento, uma vez que a secagem rápida da tinta reduz a mobilidade das partículas,
impedindo a formação correcta do filme.

21
As tintas de base aquosa podem ser aplicadas em paredes interiores e exteriores, em pinturas novas
ou repinturas. Para fachadas exteriores é recomendada a utilização de emulsões acrílicas, pois são
consideradas tintas mais fáceis de limpar e adequadas para pinturas mais exigentes (Matos, 2008).
Em resumo, as tintas plásticas são descritas, nas respectivas documentações técnicas, como: fáceis
de aplicar, facilmente laváveis, cheiro pouco intenso, muito duráveis, bom poder de cobertura, boa
retenção de cor, resistentes à humidade e resistentes aos agentes atmosféricos e à alcalinidade dos
substratos.
2.2.4. Análise comparativa de desempenho
Ao longo do tempo foram realizados alguns estudos onde se procurou avaliar o comportamento de
diferentes tipos de soluções por pintura sob paredes exteriores de edifícios antigos. De seguida,
apresenta-se uma pequena descrição desses estudos.
O estudo realizado por Veiga e Tavares (2002), procurou avaliar o comportamento de dois tipos de
soluções à base de ligantes minerais diferentes: as caiações e as tintas de silicatos. Para isso
elaboraram-se provetes de argamassa de cal aérea que serviram de base de aplicação para as tintas
seleccionadas. Foram analisadas três tipos de caiações: caiação aditivada com resina, caiação
aditivada com resina e caseína, caiação simples (branca e pigmentada). Quanto às tintas de silicatos
foram estudadas três tipos com três cores diferentes: branco, amarelo ocre e vermelho terra. Quanto
ao ensaio de absorção de água por capilaridade, verificou-se que as pinturas com tintas de silicatos
retardaram a absorção de água pelo reboco e que o mesmo se verificou com a caiação aditivada com
resina e caseína. A caiação simples e a caiação aditivada com resina apresentaram uma absorção de
água semelhante à argamassa sem pintura. No que diz respeito ao ensaio de permeabilidade ao
vapor de água, verificou-se que as caiações apresentaram maior permeabilidade, mas em todos os
casos as soluções revelaram-se permeáveis ao vapor de água, apresentando valores muito próximos
aos da argamassa constituinte do suporte sem pintura. Os resultados do ensaio de avaliação da
resistência à secagem indicaram que as caiações não dificultam a secagem das paredes, enquanto
as tintas de silicatos a atrasam moderadamente.
Noutro trabalho, Brito (2009), procurou estudar a influência dos revestimentos por pintura na secagem
do suporte. Para tal procedeu à aplicação de cinco tipos de revestimento por pintura sobre provetes
constituídos por uma argamassa de cal aérea. Os cinco revestimentos estudados foram: tintas de
silicatos, tintas de resinas de silicone, tintas de resinas de hidro-pliolite e tintas de cal, utilizando como
referência também uma tinta plástica. Quanto à absorção capilar, concluiu-se que todos os tipos de
solução por pintura estudadas introduziram significativas alterações no que diz respeito à absorção
de água por capilaridade. As tintas de silicatos apresentaram valores semelhantes aos da tinta
plástica, sendo que as caiações exibiram valores de absorção superiores, ainda assim, longe dos
valores verificados na argamassa do suporte sem pintura. Na permeabilidade ao vapor de água,
verificou-se que tanto as tintas de silicatos, como as caiações apresentaram maior coeficiente de
permeabilidade que a tinta plástica e valores semelhantes quando comparados com a argamassa de
suporte sem pintura, concluindo-se que revelaram um comportamento adequado. O mesmo se
verificou no ensaio de secagem, que permitiu comprovar as tintas de silicatos e as caiações como os

22
tipos de revestimento que desencadearam menores alterações ao processo de secagem do suporte.
Contrariamente, a tinta plástica foi a que apresentou um maior tempo de secagem.
Num estudo realizado por Brito e Gonçalves (2013), procurou-se avaliar a influência de revestimentos
de cal tradicionais no transporte de humidade durante a secagem. O solução de caiação foi aplicada
em cinco suportes diferentes: uma argamassa de cal aérea (1:3) e quatro pedras calcárias. Os
resultados revelaram que a caiação além de não impedir a secagem dos suportes avaliados, ainda a
acelerou. A autora justifica a situação pelo facto de a aplicação da caiação aumentar a superfície de
evaporação do suporte.
Numa fase mais adiantada da dissertação, descrita na secção de análise de resultados, realizou-se
uma comparação dos valores obtidos no presente trabalho com os obtidos nos estudos referidos

23
CAPÍTULO 3 – A água como causa de anomalias em revestimentos por pintura.
Comportamento à água.
3.1. Considerações gerais
A água é considerado o agente de deterioração que mais afecta os materiais constituintes do
revestimento das paredes. Quando sujeita a ciclos de molhagem/secagem, a presença da água no
interior dos poros pode levar à destruição e desagregação dos materiais (Magalhães, 2002). Uma das
particularidades da água é o facto de poder ser um elemento desencadeador de diversos processos
de degradação.
De facto, a presença de água nas edificações pode surgir de várias formas, podendo causar
diferentes anomalias em mais de que um elemento construtivo e colocar em causa o seu
funcionamento. A acção da água é um fenómeno complexo mas a sua compreensão é de extrema
importância. Sendo o reboco um elemento essencial na protecção da parede, uma redução do seu
desempenho pode prejudicar as condições habitacionais e de salubridade do edifício.
Existem várias fontes de humidade e que podem levar a diferentes manifestações de anomalias. Em
geral, estas manifestações não surgem isoladas pelo que é frequente que a humidade tenha mais do
que uma origem, pelo que, por vezes, verifica-se que certos fenómenos de aparecimento de água
podem ser consequência de outros. As fontes de humidade nos edifícios são as seguintes:
Humidade de construção – a água utilizada na produção e aplicação dos rebocos pode ser
causadora de anomalias quando não lhe é permitida uma secagem adequada. Geralmente, o
aparecimento de anomalias devido à humidade de construção surgem com mas frequência quando
são aplicados os acabamentos (Magalhães, 2002). A humidade de construção pode dar origem a
anomalias devido à evaporação da água existente ou simplesmente devido ao teor de água superior
ao normal presente nos materiais.
Humidade de terreno – este tipo de humidade surge devido à ascensão de água por capilaridade
nos materiais que se encontram em contacto com o solo. A ascensão capilar avança até ocorrer o
equilíbrio entre a evaporação e a capilaridade, sendo este fenómeno dependente das condições
ambientais, da espessura da parede, da porosidade (quanto menor o diâmetro os poros maior a
altura que a água pode atingir) e da permeabilidade dos materiais.
Humidade de precipitação – Em geral, a chuva como fenómeno isolado não é grande causador de
problemas em edifícios, mas quando a componente do vento lhe está associada deve ser tida em
consideração, uma vez que se formam cortinas de água que, ao escorrerem pela superfície, podem
penetrar na parede por gravidade. Factores como a existência de fendas, remates deficientes ou a
elevada porosidade dos materiais podem facilitar essa entrada de água (Magalhães, 2002).
Humidade de condensação – Quando a quantidade de vapor de água existente no interior do
edifício está próxima do limite de saturação, isto é, da quantidade de vapor de água máxima que o ar
pode conter a uma determinada temperatura, podem ocorrer condensações nas zonas mais frias das
paredes (Magalhães, 2002). Se o edifício possuir uma boa capacidade de ventilação, a quantidade de

24
vapor de água no ar será menor e, portanto, menor será a tendência para a ocorrência de
condensações. A temperatura, também, tem um papel determinante uma vez que um aumento de
temperatura do ar interior diminui o risco de condensações.
Humidade devida a fenómenos de higroscopicidade - os materiais de construção utilizados nos
revestimentos possuem sais solúveis na sua constituição que, em contacto com água líquida ou com
elevados valores de vapor de água, têm a capacidade de absorver humidade, constituindo-se como
uma espécie de depósitos de água (Magalhães, 2002).
Humidade devida a causas acidentais – Por vezes, decorrente da utilização diária dos materiais ou
até mesmo devido ao fim de ciclo de vida dos mesmos, surgem problemas que podem originar fontes
de humidade, como: rotura de canalizações, entupimento de caleiras, algerozes ou tubos de queda,
deficientes remates de cobertura ou até mesmo por esquecimento de fecho de torneiras.
3.2. Anomalias em revestimentos de paredes por pintura
Isoladamente, a humidade em excesso é causa de anomalias estéticas devido ao aparecimento de
manchas e condensações, podendo também originar fissuras se estiver submetida a ciclos de
molhagem/secagem ou gelo/degelo. Quando, associada à presença de água, surge a capacidade de
dissolver certas matérias, como poluentes atmosféricos ou sais solúveis, a acção pode ser ainda mais
gravosa, intensificando-se o efeito destrutivo (Sousa et al., 2005).
Dados às inúmeras fontes de origem e à porosidade dos materiais constituintes das paredes, a
existência de humidade nos edifícios é algo inevitável. Tendo isso em consideração, importa referir
que até determinados níveis, a existência de humidade é aceitável, restando encontrar soluções que
permitam manter esses níveis.
De seguida são descritas algumas anomalias associadas à acção a água:
Fissuração – As fissuras podem apresentar-se na zona superficial dos revestimentos ou
atravessar toda a espessura do reboco. Acções como assentamentos diferenciais, inadequação
mecânica das argamassas de reboco ao suporte, ciclos de gelo/degelo ou a presença de sais
solúveis podem ser causas de degradação do reboco originando a sua fissuração. Esta fissuração
pode alastrar-se até à superfície levando à fissuração do respectivo revestimento por pintura.
Destacamento da película de pintura – A fissuração excessiva do reboco e respectivo
revestimento por pintura possibilita a entrada de água na parede. Se o revestimento decorativo
possuir um comportamento menos permeável ao vapor durante os processos de secagem, a água
poderá depositar-se entre o reboco e a película de pintura criando condições para o seu
destacamento.

25
Figura 3.1 – Fissuração e destacamento do revestimento por pintura (Oliveira, 1996)
Eflorescências– esta anomalia caracteriza-se pela deposição de sais de cor branca na
superfície do revestimento por pintura. A principal causa para que se verifique a sua ocorrência é a
infiltração de água por zonas fissuradas que transporta consigo sais que se depositam após
evaporação. Após a evaporação da água, ocorre a formação de substâncias cristalinas de cor
esbranquiçada.
Figura 3. 2 – Eflorescências em parede exterior de uma igreja setecentista (Silveira et al., 2002)
Desenvolvimento de organismos biológicos e vegetação parasitária – esta anomalia
caracteriza-se pelo aparecimento de zonas pontuais com cores verdes ou negras, devido à
existência de humidade e áreas de menor temperatura. Alguns microorganismos, tais como algas,
musgos, fungos e plantas depositam-se nas superfícies e nas eventuais fendas e fissuras do
revestimento por pintura. Estes microorganismos têm a capacidade de atacar e degradar os
materiais, uma vez que o seu ciclo metabólico necessita dos nutrientes disponibilizados pelo
revestimento. Os elementos que aumentam o risco de ocorrência deste tipo de anomalias são a
presença de humidade, a porosidade elevada do revestimento, a falta de ventilação e a falta de
iluminação (Magalhães, 2002).

26
Manchas e condensações – O aparecimento de manchas ocorre devido a um elevado teor
de humidade nas paredes. Por sua vez, a elevada humidade relativa em zonas mais frias origina
condensações, que se caracterizam pelo aparecimento de manchas e gotas na superfície dos
revestimentos.
Sujidade – geralmente, no ar, circulam certas partículas, tais como impurezas, gases e
produtos poluentes, que se podem depositar na superfície das paredes. A circulação de água nas
paredes favorece o arrastamento destas partículas, podendo originar caminhos com acumulação
da sujidade com um aspecto bastante desagradável.
3.3. Transporte de água
3.3.1. Considerações gerais
Os materiais utilizados na construção, como as argamassas, são materiais porosos que apresentam
na sua estrutura pequenos vazios designados por poros. Normalmente, esses poros são preenchidos
por um fluído, que pode ser ar, água ou vapor de água (Brito, 2009). A porosidade pode ser
classificada como aberta ou fechada, conforme os poros estejam ligados ou não. Se os poros
estiverem interligados entre si e formarem uma rede contínua na qual o transporte do fluído possa
ocorrer livremente, chama-se porosidade aberta. Por sua vez, se os poros se apresentarem isolados
e sem qualquer ligação entre si, chama-se porosidade fechada. Estes poros isolados, apesar de não
permitirem o fluxo de fluídos, têm influência nas características mecânicas, densidade e
condutividade térmica dos materiais.
Figura 3. 3 - Porosidade aberta e porosidade fechada (Brito, 2009, retirado de Freitas et al. 2008)
Os poros também podem ser classificados de acordo com o seu tamanho. A avaliação das
dimensões dos poros é algo complicado, pelo que os limites estabelecidos são em certa medida
artificiais. Assim, a International Union of Pure and Applies Chemistry (IUPAC), citada por (J.
Rouquerol et al., 1994), apresenta as seguintes classificações e limites: Microporos (Ø<2 nm),
Mesoporos (2≤Ø≤50 nm) e Macroporos (Ø≥50 nm).
Microporos – são os poros que apresentam menor dimensão. Não têm grande influência no
transporte de humidade, uma vez que as forças capilares existentes são tão elevadas que
impedem o transporte de água.

27
Mesoporos – são os poros de tamanho intermédio e são responsáveis pelo transporte de
água líquida. São designados por poros capilares.
Macroporos – são os poros de maiores dimensões e é através deles que ocorre o transporte
de vapor de água.
A porosidade das argamassas é extremamente influenciada pela quantidade de água utilizada na sua
produção. A água utilizada neste processo ao evaporar dá origem a espaços vazios, pelo que quanto
maior for a água utilizada maior será a porosidade da argamassa. Outros aspectos que influenciam a
porosidade são a granulometria dos agregados utilizados e o tipo de ligante.
As areias mais finas apresentam uma superfície especifica maior, pelo que a quantidade de poros na
interface é superior em argamassa com areias mais finas (Rato, 2006). De facto, uma maior
superfície especifica leva a que seja necessária uma maior quantidade de água de amassadura. Esta
maior quantidade de água evaporável poderá conduzir a uma maior existência de poros. No trabalho
realizado pelo referido autor, o estudo de argamassas formuladas com seis agregados de
granulometria distinta permitiu identificar uma tendência que indica que a utilização de areias mais
grossas dá origem a menores valores de porosidade aberta.
A influência do tipo de ligante é, essencialmente, determinada pelos diferentes processos de
endurecimento característicos de cada ligante. Na cal aérea, embora a água utilizada na amassadura
possa afectar o comportamento da argamassa dependendo da velocidade com que ocorre a sua
evaporação, essa água tem menor influência nas reacções de endurecimento, enquanto que nos
ligantes hidráulicos é responsável pelas reacções necessárias ao desenvolvimento do processo,
nomeadamente na hidratação dos aluminatos e silicatos de cálcio. Assim, nos ligantes hidráulicos a
quantidade de água evaporada é menor, verificando-se menores valores de porosidade (Rato, 2006).
No estudo realizado por, Rodrigues (2004), para o mesmo traço e processo de cura, verificou-se que
as argamassa de cal aérea apresentavam valores de porosidade aberta superiores quando
comparadas com argamassas de cal hidráulica.
No estudo realizado por Silva et al. (2014) procurou-se avaliar a influência da adição de cal hidráulica
nas propriedades de uma argamassa de cal aérea. O estudo da porosidade revelou que existe uma
tendência para que haja uma redução de porosidade com o incremento de teor de cal hidráulica nas
argamassas. Foi possível, também, verificar que argamassas com maiores teores de cal hidráulica
têm tendência para apresentar menores percentagens de poros de diâmetro superior. O mesmo se
concluiu no estudo realizado por Silva et al. (2015) em especial quando esse ligante hidráulico é o
cimento. Além disso, verificou-se que essa redução de porosidade só é significativa com uma adição
de cal hidráulica acima dos 25%.
3.3.2. Absorção de água
As argamassas constituintes dos rebocos são materiais porosos e têm características higroscópicas,
apresentando capacidade de absorver água. Essa absorção de água pode ocorrer na fase gasosa,
em que domina a absorção de vapor de água devido à higroscopicidade, e na fase líquida, em que a
absorção de água pode ocorrer por imersão ou por capilaridade. A porosidade das argamassas de

28
revestimento associada à sua higroscopicidade, torna-as mais ou menos susceptíveis à entrada de
água (Magalhães, 2002).
A absorção de água no estado gasoso está associada à higroscopicidade dos materiais. A
higroscopicidade é a propriedade que os materiais porosos possuem em absorver uma determinada
quantidade de humidade presente no ar, a uma dada humidade relativa, até se atingir o equilíbrio
com o meio ambiente. Os materiais colocados em contacto com o meio ambiente em que a humidade
relativa varia, apresentam, também, uma variação do seu teor de humidade. Esse fenómeno ocorre
em duas fases distintas e depende das forças intermoleculares ou de Van der Walls que actuam na
interface sólido-fluído (Freitas, 1992). Entre os 0% e 95% de humidade relativa, intervalo que delimita
o domínio higroscópico, ocorre o fenómeno designado por adsorção em que se verifica a fixação de
moléculas de água à superfície dos materiais (Correia, 2003). Com o aumento da humidade relativa,
aumenta a espessura de camada de moléculas, isto é, aumenta o teor de humidade nos materiais até
se atingir a condensação capilar. Acima dos 95% de humidade relativa ocorre o fenómeno de
absorção em que a transporte de humidade ocorre por difusão de água na sua forma líquida (Correia,
2003).
Figura 3. 4 - Absorção de água associada à higroscopicidade (Correia, 2003 adaptado de Slanina, 2009)
A absorção de água no estado líquido poderá ocorrer, essencialmente, de duas formas: devido a
pressão hidráulica associada normalmente a imersão e por capilaridade (Pereira, 2008).
A absorção de água através de permeabilidade associada a pressão hidráulica, ocorre habitualmente
devido a uma total imersão das argamassas. A acção da gravidade e da pressão exercida pela água
de modo a ocupar os vazios preenchidos pelo ar, conduz à absorção através de fenómenos de
sucção (Pereira, 2008).

29
Independentemente da sua origem, a absorção inicial de água líquida ocorre por capilaridade. Numa
primeira fase, surge uma absorção inicial associada à acção da capilaridade. De seguida, ocorre a
transferência de massa de água devido à migração simultânea das fases de vapor e líquida, que
dependem dos fenómenos de difusão e da acção da capilaridade associada a gradientes de pressão.
Assim, o transporte de água depende da difusidade e da permeabilidade do material face ao fluido
em questão (Rato, 2006).
Quando a argamassa está em contacto com a água, cria-se uma diferença de pressão que dá origem
a uma força de sucção (Arandigoyen et al., 2005). Esta diferença de pressão designa-se por pressão
capilar, e surge por se verificar, na interface dos poros, uma pressão superior à pressão do ar no
interior dos mesmos (Rato, 2006). A pressão capilar pode ser enunciada pela seguinte expressão:
𝐏𝐜 = 𝟐𝐲𝐜𝐨𝐬ө
𝐫 Equação 3. 1
Onde: Y – tensão superficial água-ar; Ө – ângulo de contacto com a água e r – raio do poro.
Segundo Lima (2009), a absorção de água não depende apenas da capacidade de sucção do
material, mas também da quantidade de vazios existentes na argamassa, pelo que uma argamassa
muito porosa origina uma capacidade de absorção maior. Como se pode concluir através da equação
anterior, a pressão capilar é inversamente proporcional ao raio dos poros, pelo que, é superior em
poros de menores dimensões. Conclui-se que a absorção de água está relacionada com a dimensão
dos poros e com a forma como estes se conectam. O efeito da capilaridade é maior nos poros de
menores dimensões, mas por não serem os que se encontram em maior número nas argamassas,
considera-se que são os poros capilares (mesoporos) que controlam os fenómenos de capilaridade
(Pereira, 2008).
A absorção capilar é expressa, habitualmente, através de um gráfico em que se traça uma curva que
exprime a quantidade de massa absorvida por superfície de área de material, num determinado
tempo. Geralmente, o traçado da curva permite distinguir duas fases de absorção distintas, com um
andamento bastante diferente, sendo o declive da primeira fase muito mais acentuado, como se pode
confirmar na figura 3.5.
A 1ª fase das curvas de absorção de água por capilaridade corresponde ao período durante o qual a
absorção de água é mais rápida. A penetração da água depende da taxa de absorção da superfície
em contacto com a água (Brown et al., 2004). A velocidade de absorção inicial aumenta com o
aumento do diâmetro dos poros, pelo que se espera que as argamassas com poros grandes
apresentem um maior coeficiente de capilaridade do que as argamassas com poros pequenos (Rato,
2006). Mertz (1991) e Hammercker (1993), citados por Flores-Colen (2009), afirmam que o primeiro
grupo de poros a ser preenchido é o representante do maior volume, não sendo forçosamente os de
maior dimensão. Rato (2006), refere que o facto de a absorção capilar ser muito rápida até à fase de
estabilização, advém da água penetrar primeiro nos poros de maiores dimensões que se encontrem
acessíveis, e só depois nos poros mais pequenos onde a absorção é mais lenta.

30
Figura 3. 5 - Curva de absorção capilar
A 2ª fase das curvas de absorção de água por capilaridade corresponde ao período em que a
absorção de água é mais lenta. Quando os poros estão totalmente preenchidos, o transporte de água
faz-se através de mecanismos de difusão (Brown et al., 2004), pelo que o aumento de teor em água é
mais lento.
A absorção capilar é avaliada através da determinação experimental do coeficiente de capilaridade
[kg/m2.s
0.5], que corresponde ao declive da recta do troço inicial da curva. Este parâmetro permite
conhecer a velocidade com que se dá a absorção inicial de água. Outro parâmetro importante que se
pode obter nas curvas de absorção de água por capilaridade é o valor assimptótico, que corresponde
à quantidade máxima de água absorvida [kg/m2].
É possível relacionar estes dois parâmetros com a estrutura porosa da argamassa. Considerando que
absorção de água é extremamente influenciada pela porosidade dos materiais, é fácil perceber que o
coeficiente de capilaridade é influenciado pela dimensão dos poros. Quanto ao valor assimptótico,
Rato (2006), refere que quanto maior for o espaço disponível maior será a absorção de água, pelo
que uma maior porosidade aberta reflecte-se num maior valor assimptótico. A aplicação de
revestimentos de pintura em argamassas de reboco procura reduzir a quantidade de água absorvida
pela argamassa e que essa absorção seja o mais lenta possível. Quanto mais lenta for a absorção
menor será o humedecimento da parede.
3.3.3. Transporte de água líquida
Tal como já foi referido, o transporte de água líquida nas argamassas dá-se por capilaridade. A
progressão da água líquida através dos poros capilares dá-se quando as forças de atracção entre o
líquido e o material sólido são superiores às forças de coesão do líquido (Páscoa, 2012).
Quando o material é posto em contacto com a água, inicia-se a sua humidificação. Este fenómeno
depende das propriedades de humidificação dos grãos sólidos, gerando-se a formação de uma
interface curva entre o fluído e o ar contido nos poros (Freitas, 1992). De facto, as forças polares de
adesão entre as moléculas de água e as paredes do poro são mais fortes que as de coesão no
volume da água, pelo que a superfície da coluna água assume uma forma côncava que é designada
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão C
apila
r (k
g/m
2 )
Tempo (s0,5)
1ª Fase
2ª Fase

31
por menisco. A concavidade apresenta um ângulo de contacto (ө) que é inferior a 90º, o que resulta
no facto da água ser um líquido que “molha” (Rato, 2006).
As forças de tensão superficial exercidas no menisco apresentam uma resultante que actua na
superfície deste e que tem o sentido ascendente. Deste modo, na interface existe uma pressão
superior à pressão do ar no interior dos poros. É esta diferença de pressão, designada por pressão
capilar, que dá origem a uma força de sucção (Arandigoyen et al., 2005). Esta força de sucção
permite a progressão da água líquida no interior dos poros capilares até se estabelecer uma situação
de equilíbrio, que acontece quando as forças que permitem a ascensão da água são equilibradas
pelo peso da coluna de água e pela gravidade (Rato, 2006). A sucção é tanto menor quanto maior for
o teor de humidade, pelo que se anula quando é atingido o teor de humidade máximo (Freitas, 1992).
Na realidade, a orientação das paredes faz com que a penetração da água seja na horizontal,
contrariamente ao que se verifica nas condições dos ensaios laboratoriais onde a penetração ocorre
na vertical. Segundo Freitas et al. (1996), nos casos em que a penetração de água ocorre na
horizontal, pode-se desprezar o efeito da gravidade. Em outros trabalhos, como (Rato, 2006),
verificou-se que nos ensaios de capilaridade, em laboratório, a água atingia sempre o topo dos
provetes. Assim, pode-se considerar que o efeito da gravidade quanto à quantidade de água
absorvida não é significativo, pelo que pode ser desprezado no caso geral das argamassas. Na
figura 3.6, ilustra-se o fenómeno de transporte de água líquida em paredes.
Figura 3. 6 - Fenómeno de capilaridade e transporte de água líquida (Freitas, 1992)
3.3.4. Transporte de vapor de água
O transporte de vapor de água faz parte do fenómeno de transporte de água nos materiais. A água
absorvida por uma argamassa tem obrigatoriamente que sair, por evaporação, num fenómeno de
difusão de vapor de água. Dado que a taxa de secagem determina o teor e a duração do
humedecimento, torna-se num factor com significativa importância na durabilidade dos materiais
(Rato, 2006).
A avaliação da difusão de vapor de água permite perceber quanto tempo demora a estabelecer-se
um regime constante de fluxo de vapor de água pela estrutura porosa e quantificar esse fluxo
(Pereira, 2008). Esses factores são indicadores importantes na caracterização da secagem das
argamassas e, consequentemente da sua durabilidade. No presente trabalho, tornou-se importante

32
fazer esta avaliação de modo a apurar a influência dos revestimentos de pintura na permeabilidade
das argamassas, sendo que se pretende que estas permitam a evaporação da água e, assim, a
secagem das paredes.
O transporte de água na fase gasosa é condicionado pelos movimentos convectivos e pela difusão
(Oliveira, 1996). No caso de materiais porosos o processo de difusão pode ser descrito pela Lei de
Fick, referindo que sempre que se verifique uma diferença de humidade relativa entre dois ambientes,
separados por um elemento de construção, cria-se um gradiente de pressão de vapor que leva ao
transporte de vapor de água através dele, até que se verifique um equilíbrio de concentração nos dois
ambientes. Verificando-se essa diferença de humidades relativas, o fluxo ocorre da maior humidade
relativa para a menor, o que se traduz, na transferência de humidade da maior para a menor pressão
de vapor.
A difusão do vapor de água ocorre através da estrutura porosa da argamassa, pelo que uma boa
interligação entre poros permite um bom transporte de humidade na fase vapor. Contrariamente, os
poros isolados, designados por poros cegos, têm uma contribuição praticamente nula para a
passagem do vapor (Rato, 2006). Tendo em conta esse facto, espera-se que o coeficiente de difusão
aumente com o aumento da porosidade aberta do material. Rodrigues P. (2004), revelou que existe
uma tendência para a não-linearidade entre os valores de porosidade aberta e coeficiente de difusão
de vapor. Numa fase mais adiantada do estudo, ao reduzir a amostra de argamassas, apenas
modificando o tipo de ligante e o traço, de modo a minimizar a variabilidade das amostras, verificou a
existência de uma quase linearidade entre os parâmetros referidos. Noutro trabalho, Mosquera et al.
(2005), confirmou a possibilidade de existir uma relação directa entre o aumento do coeficiente de
difusão de vapor de água e o aumento da dimensão dos poros e do valor da porosidade aberta.
Tal como já foi referido, o transporte de vapor de água é descrito pela Lei de Fick, podendo ser
enunciado através da seguinte expressão (Mosquera et al., 2005):
𝑸 = 𝑫𝑨𝜟𝑪
𝒍. 𝒕 Equação 3. 2
Em que: D – coeficiente de difusão de vapor de água [m2/s]; Q – decréscimo de massa [g]; l –
espessura da amostra [m]; A – Àrea [m2]; ΔC – Gradiente de concentração de humidade [g/m
3] e t –
tempo [s].
Também é possível, segundo a Lei de Fick, quantificar o fluxo de difusão através da equação
seguinte, que apresenta sinal negativo devido ao facto do fluxo ocorrer no sentido da diminuição da
concentração de vapor de água:
Equação 3. 3
Em que: jw – fluxo de difusão [kg.m-2
s-1
]; Dw – coeficiente de difusão de vapor de água [m2/s]; Cw –
concentração de fluído [kg/m3] e ΔCw – gradiente de concentração.

33
O modelo de difusão de Fick considera que o vapor de água é uma concentração de gás que se
aproxima de um gás ideal e que a velocidade de difusão, através de um material homogéneo, é
constante (Oliveira, 1996). Assim, ao assumir que o ar se comporta como um gás ideal (𝑝𝑤 =𝐶𝑤.𝑅.𝑇
𝑀𝑤), o
fluxo de difusão de vapor pode ser expresso da seguinte forma:
Equação 3. 4
Em que: Dw – coeficiente de difusão de vapor de água [m2/s]; Mw – massa molar da água [kg/mol]; R –
constante de gás ideal [J.K-1
.mol-1
] e pw – pressão de vapor de água [Pa]. O elemento da equação
( 𝐷𝑤.𝑀𝑤
𝑅.𝑇 ) é designado por permeabilidade ao vapor de água e é representado por Π [kg.m
-1.s
-1.Pa
-1].
O termo permeabilidade é usado para qualificar a condutividade de um determinado meio poroso
relativamente à passagem de um fluído (Rato, 2006). Segundo (Pinto, 2002), a permeabilidade ao
vapor de água consiste na quantidade de vapor de água que atravessa uma determinada espessura
de provete [m], por unidade de tempo [s] e de superfície [m2], quando sujeito a um gradiente de
pressão parcial de vapor entre as suas duas superfícies.
A permeabilidade dos materiais de construção é frequentemente avaliada através de um método de
ensaio designado por “caixa seca” ou “caixa húmida”, conforme o sentido do fluxo de difusão de
vapor. O ensaio consiste em criar uma diferença de pressões entre dois ambientes, dando origem a
um fluxo estacionário de transporte unidireccional de vapor. Esta diferença de pressões é conseguida
através do posicionamento do provete sobre uma cápsula selada, em que no seu interior se coloca
uma concentração salina que cria um ambiente com uma humidade relativa diferente da humidade
relativa do ar. O ensaio tem como objectivo determinar o ganho ou perda de massa dependendo do
sentido do fluxo.
A orientação do fluxo depende da diferença entre os valores de humidade relativa, pelo que depende
da concentração salina que se utiliza. Se a humidade relativa dentro da célula for superior à existente
no exterior, o fluxo estabelecer-se-á no sentido de dentro para fora, pelo que se designa por “caixa
húmida”. Contrariamente, designa-se “caixa seca”, uma vez que o fluxo estabelecer-se-á de fora para
dentro da célula.
As grandezas medidas neste ensaio são o coeficiente de permeabilidade ao vapor e a espessura de
ar de difusão equivalente, sendo o seu cálculo explicado na secção 4.7.3.
A difusão de vapor não depende apenas das características do material, sendo também influenciado
pelas propriedades do fluído e pelas condições ambientais. Factores como a temperatura e a
humidade relativa afectam a pressão de vapor de cada ambiente pelo que têm influência no valor da
permeabilidade ao vapor (Oliveira, 1996). O mesmo autor refere que a influência da temperatura é
menor, pelo que pode ser desprezada na maior parte dos casos.

34
3.3.5. Secagem
Sejam edifícios antigos ou edifícios mais recentes, a presença de água é algo que não se consegue
evitar, na totalidade, devido às suas várias fontes de origem e aos inúmeros mecanismos de
transporte que lhe estão associados. Uma envolvente exterior permeável ao vapor de água é
indispensável para o conforto higrotérmico na maioria dos edifícios (Veiga, 1998). Assim, quando
ocorre a entrada de água nas paredes, o reboco e a respectiva pintura devem ser suficientemente
permeáveis ao vapor de água para que permitam a sua evaporação e, consequente secagem.
Segundo Lucas, J. (1990), citado por Páscoa (2012), verifica-se uma adequada impermeabilização
dos revestimentos quando uma determinada quantidade de água evapora, entre dois períodos de
chuva, sem que o paramento interior seja atingido.
Para avaliar o comportamento das paredes face aos mecanismos de secagem torna-se
imprescindível conhecer o fenómeno e a influência que os rebocos e a respectiva pintura podem
exercer. O processo de secagem é complexo uma vez que é dependente de vários factores. Para
além do teor de água inicial, depende de outros parâmetros, como a distribuição de água no interior
do material, da condutividade ao vapor de água, das dimensões do provete em ensaio e das
condições ambientais (Pinto, 2002).
Ao longo do processo de secagem os materiais apresentam uma variação de teor de humidade,
sendo possível destiguir as diferentes fases da secagem em função dos fenómenos físicos que lhe
estão associados. Assim a secagem inicia-se com o material saturado. O teor de humidade máximo
(Wmáx) de um material é atingido quando a totalidade do seu volume de vazios está preenchido por
água, situação difícil de atingir em obra, dado que implica o preenchimento total do espaço poroso
(Vasco F. 1992 citado por Oliveira C. 1996).
A humidade saturada (Wsat) é a quantidade de água que um material possui quando, em contacto
com a água, o seu valor está compreendido entre o teor de humidade crítico e o teor de humidade
máxima (Vasco F. 1992 citado por Oliveira C. 1996).
A humidade crítica (Wcr) é o teor de humidade que um material apresenta quando se encontra em
contacto com um ambiente saturado. O seu valor encontra-se entre o teor de humidade higroscópico
(Wh) e o teor de humidade saturada (Wsat) (Vasco F. 1992 citado por Oliveira C. 1996).
A humidade higroscópica (Wh) é o teor de humidade que um material apresenta em contacto com um
ambiente com uma determinada humidade relativa, variando entre zero e o teor de humidade crítico.
Humidificação sob pressão
Domínio Capilar Domínio Higroscópico Secagem Artificial
Figura 3. 7 – Teores de humidade ao longo de um processo de secagem (adaptado de Oliveira, 1996)
A secagem corresponde ao processo inverso da absorção de água (Gonçalves, 2007). Este
fenómeno engloba o transporte de água líquida até à frente húmida, a evaporação do líquido, a
Wmáx Wsat Wcr Wh 0

35
migração do vapor de água através do material e a propagação do vapor pelo ambiente (Brito, 2009).
A secagem está associada a duas fases principais: numa primeira fase, a água trazida à superfície
por capilaridade, pelos poros de maiores dimensões, evapora-se a uma taxa constante. Na fase final,
ocorre a remoção da água adsorvida, a taxa decrescente, por difusão de vapor e difusão superficial
(Magalhães e Veiga, 2007 citado por Flores-Colen, I., 2009). Outros autores como Gonçalves (2007)
e Oliveira (1996), defendem que durante as duas fases principais é possível distinguir três etapas de
secagem com diferentes velocidades.
A 1ª etapa da secagem corresponde à secagem no domínio capilar onde ocorre a difusão da água
líquida. Esta fase dá-se enquanto as forças capilares são capazes de alimentar a superfície do
material em água líquida (Oliveira, 1996). Essa água líquida é transportada para a superfície do
material por capilaridade, devido a um acentuado gradiente de pressão capilar nos poros. É à
superfície do material que, nesta fase, se encontra a frente húmida pelo que é aí que se inicia a
evaporação, verificando-se uma redução de teor de humidade a taxa constante. Considera-se que
esta fase é, essencialmente, influenciada por condições externas, nomeadamente pela humidade
relativa do ar e pela temperatura (Gonçalves, 2007).
Figura 3. 8 – Primeira etapa da secagem (Gonçalves, 2007)
A 2ª etapa da secagem corresponde à secagem no domínio higroscópico onde ocorre a difusão de
vapor de água, uma vez que o fluxo de humidade se dá na fase vapor (Oliveira, 1996). Quando a
água é incapaz de chegar à superfície, dado que o fluxo capilar não é capaz de transportar água
suficiente que compense a taxa de evaporação, inicia-se a segunda fase. Atinge-se assim o teor de
humidade crítico (Wcr) e verifica-se um recuo da frente húmida para dentro do material, o que provoca
uma quebra na continuidade líquida nos poros mais próximos da superfície. Cria-se um espaço entre
a superfície do material e a nova frente húmida, pelo que a secagem passa a dar-se por difusão de
vapor. A taxa de secagem diminui ao longo do tempo pois à medida que a água evapora, verifica-se
um recuo contínuo da frente húmida e um aumento do percurso do vapor.
Figura 3.9 – Segunda etapa do processo de secagem (Gonçalves, 2007)
A 3ª fase de secagem corresponde à secagem no domínio do equilíbrio higroscópico, onde os teores
de humidade do material são inferiores ao teor de humidade crítico (Oliveira, 1996). Uma vez
quebrada a totalidade da continuidade líquida existente atrás da frente húmida, inicia-se a terceira
Etapa 1
Frente húmida
Etapa 2
Frente húmida

36
etapa. O transporte de humidade é totalmente controlado pela difusão de vapor, pelo que a
velocidade de secagem é muito baixa. A taxa de secagem diminui lentamente até se verificar o
equilíbrio higroscópico. Certas partículas de água tendem a persistir nos poros de menores
dimensões, pelo que a secagem total só é possível através de métodos de secagem artificial
(Oliveira, 1996).
Figura 3. 10 – Terceira etapa do processo de secagem (Gonçalves, 2007)
Figura 3. 11 – Curva de secagem de um material poroso (adaptado de Gonçalves, 2007)
A figura 3.11 apresenta a curva de secagem de um material poroso e permite identificar as três
etapas da secagem. A 1ª etapa corresponde ao troço recto, pois dado que a taxa de secagem é
aproximadamente constante a diminuição do teor de humidade tem que ser linear. A transição entre a
1ª e a 2ª etapa é normalmente fácil de identificar, uma vez que é a intersecção entre o troço recto e o
início do segmento de forma redonda. Este ponto de inflexão representa o teor de humidade crítico
(Wcr), que corresponde à situação em que a taxa de secagem deixa de ser constante e passa a ser
decrescente, devido à diminuição da velocidade de secagem. A transição entre a 2ª e a 3ª etapa é
habitualmente mais difícil de identificar.
A forma das curvas de secagem depende das propriedades do material, do tipo de revestimento, das
condições ambientais, da forma dos provetes, do teor de água inicial e do facto de a evaporação ser
ou não ser unidireccional (Brito, 2009). A inclinação do troço recto inicial, na 1ª etapa, pode variar
entre materiais porosos diferentes embora submetidos às mesmas condições. Verifica-se tal situação,
pois diferentes espaços porosos ou diferentes rugosidades superficiais dos materiais conduzem a
diferentes superfícies de evaporação, influenciando a velocidade de secagem (Gonçalves, 2007).
Todo o processo de secagem pode ser contabilizado através do índice de secagem, que corresponde
à variação do teor de água, em percentagem, durante o tempo em que decorre o ensaio, em relação
ao teor máximo em água existente no início do processo, também em percentagem (Pinto, 2002). O
Etapa 3 Etapa 2 Etapa 1
Etapa 3

37
índice de secagem permite avaliar a resistência à secagem de uma argamassa e pode ser calculado
pela seguinte equação:
𝑰. 𝑺 = ∑(𝒕𝒊−𝒕𝒊−𝟏)×
(𝑸𝒊−𝟏+𝑸𝒊)
𝟐
𝑸𝒎á𝒙×𝒕𝒇 Equação 3. 5
Não é só através da curva de secagem que é possível detectar as diferentes fases de secagem, pelo
que também podem ser determinadas curvas de evolução do fluxo de saída de água em função do
tempo de modo a detectar e caracterizar a fase de evaporação a que corresponde o fluxo constante
(Pinto, 2002). Assim, na presença de secagem a fluxo constante, a evaporação pode ser
caracterizada pelos seguintes parâmetros:
Fluxo de evaporação, qc [g.cm-2
]
Duração da fase de secagem a fluxo constante, tc [h];
Saturação crítica, Sc [%] - corresponde à saturação em água do provete no momento em que
termina a evaporação a fluxo constante.
Certas propriedades das argamassas têm influência nas características da secagem, nomeadamente
a porosidade e a permeabilidade ao vapor de água. Dado que o transporte de água e vapor ocorre no
interior dos poros, é de esperar que a velocidade de secagem aumente com o aumento da
porosidade aberta. De facto, Pereira (2008), concluiu que as argamassas mais porosas são as que
apresentam maior capacidade de secagem. O mesmo autor, sugere que a porosidade aberta está
directamente relacionada com a evaporação da água de amassadura das argamassas, pelo que a
utilização de uma maior quantidade de água leva a uma maior porosidade das argamassas, sendo de
esperar que exibam melhor comportamento de secagem. Ao realizar análises a amostras pétreas,
Pinto (2002), concluiu que materiais com uma maior permeabilidade ao vapor de água apresentam
uma maior facilidade em secar.
Quanto às pinturas aplicadas como revestimento dos rebocos, pretende-se que influenciem o menos
possível o processo da secagem. Soluções de revestimento por pintura que não apresentem estas
características podem dar origem ou agravar mecanismos de degradação associados à humidade.
Um exemplo, são as tintas plásticas uma vez que são consideradas tintas pouco permeáveis ao
vapor de água. Freitas (1997) citado por Brito (2009), concluiu que o processo de secagem das
paredes de alvenaria é muitíssimo influenciado pela presença e natureza do revestimento por pintura.
3.4. Cristalização/Dissolução de sais solúveis
3.4.1. Considerações gerais
A presença de sais solúveis nos elementos construtivos é bastante comum, o que requer a
compreensão do fenómeno de cristalização de sais e as suas consequências nas paredes dos
edifícios. Vários investigadores partilham a opinião de que a cristalização de sais é um dos mais
frequentes e agressivos fenómenos que afectam a durabilidade dos materiais porosos. No caso dos

38
edifícios antigos, a acção dos sais é muito importante, uma vez que a sua estrutura permite uma fácil
ascensão de água por capilaridade a partir do solo, contribuindo para uma acumulação de sais
(Rodrigues, 2004).
A presença isolada de sais não constitui um grande problema, uma vez que podem se encontrar
estáveis, nos poros dos materiais, no seu estado sólido ou líquido, dependendo do seu teor e das
condições ambientais existentes (Rodrigues, 2004). De facto, para que se desenvolvam mecanismos
de deterioração é necessário a existência simultânea de sais solúveis, de água que os possa
transportar e condições ambientais adequadas. Existem três factores subjacentes aos processos de
degradação associados à presença de sais: os factores principais, sais solúveis e humidade pois sem
eles não existem qualquer dano; um meio físico que permita o desenrolar do processo e factores
auxiliares que são as condições que influenciam o processo (Gonçalves, 2007). A combinação dos
factores referidos resulta numa enorme variedade de comportamentos que torna todo o processo
complexo e de difícil avaliação.
A presença de humidade é determinante na cristalização de sais uma vez que a sua ausência torna
impossível a dissolução e transporte dos sais e o seu excesso impede a cristalização dos mesmos. A
quantidade de humidade existente também poderá ter influência no local onde ocorrerá a
cristalização. O ponto onde a cristalização ocorre é determinado pelo balanço entre a taxa de
evaporação à superfície e o caudal de água que aflui a esse ponto. Se a quantidade de água afluente
for ligeiramente superior à taxa de evaporação, a cristalização de sais ocorre à superfície sob a forma
de eflorescências. Quando a taxa de transporte de água líquida é inferior à taxa de evaporação, a
frente de secagem tende a recuar, o que origina a formação de cristais no interior da estrutura porosa
do reboco, sob a forma de criptoflorescências.
Estando a cristalização associada a processos de evaporação de água ou mudanças de temperatura,
os sais solúveis apresentam duas características fundamentais: a solubilidade e a humidade relativa
de equilíbrio. A solubilidade dos sais é condicionada pela temperatura, enquanto que a taxa de
evaporação é influenciada pela humidade relativa do ar (Ferreira, 2013).
A solubilidade diz respeito à capacidade do sal em se dissolver e corresponde à quantidade máxima
de sal que pode ser dissolvido em água a uma determinada temperatura. A concentração de sal
aumenta à medida que a água contida na solução evapora. Quando a solubilidade máxima do sal é
excedida, o sal em excesso pode cristalizar (Gonçalves, 2007). O comportamento deteriorante dos
sais pode ser distinguido da seguinte forma (Silveira et al., 2002):
Sais muito solúveis – podem existir em grande concentração sem cristalizar, e quando
cristalizam surgem, geralmente, sob a forma de eflorescências.
Sais levemente solúveis – apesar da sua menor solubilidade têm maior probabilidade de
saturação. Cristalizam preferencialmente sob os paramentos, sendo os danos causados mais
prejudiciais.
Sais “quase insolúveis” – existem em baixas concentrações e não originam grandes efeitos
prejudiciais. A sua lenta cristalização no interior dos poros poderá melhorar certas
39
características dos materiais, como melhorar alguma micro-coesão ou reduzir a porosidade
do material.
A humidade relativa de equilíbrio (HReq sat) de um sal é a humidade relativa do ar abaixo da qual o
cristal sólido se encontra em equilíbrio com o ar, a uma determinada temperatura (Gonçalves, 2007).
Quando a humidade relativa ambiental ultrapassa este valor, o sal absorve humidade dando origem a
uma solução saturada, que é tanto mais diluída quando maior for a humidade relativa do ar. Quando
a humidade relativa do ar se encontra abaixo da humidade relativa de equilíbrio do sal, ocorre a
cristalização do sal em solução devido à evaporação da água (Gonçalves, 2007).
A cristalização de sais pode causar degradação devido ao aumento de volume que lhe está
associado. Ao aumentar de volume, o cristal tende a adaptar-se ao espaço existente no interior do
poro até chegar às paredes do mesmo, que constituem uma barreira ao crescimento. O impedimento
ao crescimento origina tensões, por parte do cristal, que são transmitidas às paredes do poro (Rijniers
et al., 2005) e podem causar grandes danos no interior do material. A cristalização de sais em
soluções divide-se em duas fases principais. Na primeira fase, a nucleação, ocorre a formação
aleatória de cristais de pequena dimensão. A nucleação ocorre mais facilmente em soluções com
partículas de poeiras do que em soluções homogéneas. Na segunda fase, dá-se o crescimento dos
núcleos que se desenvolvem para formar cristais (Gonçalves, 2007).
Outro mecanismo associado ao processo de cristalização de sais é o que resulta da hidratação.
Certos sais em contacto com a água dão origem a reacções expansivas, pelo que os ciclos de
expansão e contracção associados à hidratação e evaporação da água podem causar danos nos
materiais. Existe um terceiro mecanismo segundo o qual os sais podem causar danos, que diz
respeito à expansão térmica. Por ser considerado pouco significante não se encontra suficientemente
investigado.
3.4.2. Tipos de sais e suas origens
Quando um ou mais átomos de hidrogénio se soltam da base ácida e são substituídos por um metal,
formam-se os sais. É o que acontece por exemplo com o hidróxido de cálcio, na reacção da cal viva
com a água, que, ao reagir com algum metal leva à libertação de hidrogénio e à formação de sais
(Silveira et al. 2002). Os sais solúveis são compostos que têm a capacidade de se dissolver na água
dando origem a soluções iónicas, que enquanto permanecerem em solução não causam danos,
sendo a evaporação da água que lhes confere capacidade destrutiva.
Apesar de qualquer sal solúvel poder dar origem a anomalias, se estiverem reunidas as condições
necessárias para que tal ocorra, a existência de alguns sais é mais frequente do que outros, como
sejam o cloreto de sódio e o sulfato de sódio (Ferreira, 2013).
Os sais podem ter diversas origens e é por isso que o controlo da sua presença nos edifícios se torna
tão complicado. Entre as fontes de sais destacam-se as seguintes:

40
Acção atmosférica em ambientes marítimos - por exemplo, em zonas costeiras a
susceptibilidade e a frequência de fenómenos de eflorescências é maior devido à presença
de cloreto de sódio (Rodrigues, 2004);
Terreno – o solo possui sais na sua constituição. A água que ascende nas paredes por
capilaridade pode transportar esses sais, dado que as construções se encontram em contacto
directo com o terreno, através das paredes ou fundações.
Poluição atmosférica – as actividades quotidianas e industriais realizadas pelo homem podem
ser uma fonte de sais;
Materiais de construção – Certos constituintes das paredes, como por exemplo ligantes
(destacando-se o cimento), água (pode conter iões de cloreto), areias, tijolos cerâmicos e
pedras podem incluir sais na sua constituição;
Águas freáticas – a construção em zonas com um nível freático elevado pode levar ao
contacto com águas que contenham teores relevantes em sais solúveis provenientes de
fertilizantes, efluentes industriais ou da decomposição de material orgânico;
Metabolismo de alguns seres vivos e fezes de aves e outros animais.
Os sais surgem geralmente sob a forma de nitratos (NO3), cloretos (Cl-) e sulfatos (SO4
2-) (Gonçalves,
2003). Os nitratos são normalmente higroscópicos e muito solúveis em água. Entre os nitratos mais
nefastos para as construções, destaca-se o nitrato de cálcio que é capaz de absorver grandes
quantidades de água e de vapor (Araújo, 2003). Os sulfatos são compostos bastante solúveis e
podem surgir na forma de sulfato de sódio (Na2SO4), sulfato de potássio (K2SO4), sulfato de magnésio
(MgSO4) e sulfato de cálcio (CaSO4). Os sulfatos devem ser considerados extremamente perigosos,
uma vez que têm a capacidade de cristalizarem com diferentes quantidades de água (Araújo, 2003).
Por sua vez, o cloreto de sódio (NaCl) é um sal muito solúvel e que é capaz de penetrar facilmente no
interior dos materiais devido à sua grande mobilidade (Rodrigues, 2004).
O cloreto de sódio pode surgir do contacto dos materiais com a água do mar ou através do consumo
humano de águas subterrâneas contaminadas por resíduos domésticos. Os nitratos também podem
provir das águas subterrâneas contaminadas pela decomposição de materiais orgânicos ou através
de fezes de animais e da actividade microbiana. Os sulfatos podem surgir de componentes de
materiais usados na construção, do solo ou da poluição atmosférica. Por fim, os carbonatos são
tipicamente originários de materiais altamente alcalinos, como por exemplo as argamassas à base de
cimento (Gonçalves, 2007).
3.4.3. Factores que condicionam a cristalização de sais
O processo de cristalização/dissolução de sais solúveis depende de vários factores relacionados com
o tipo de sal, características do material onde ocorre e condições ambientais.
A porosidade está directamente relacionada com o tipo de ligante utilizado na constituição das
argamassas. Verifica-se que as argamassas de reboco de cal aérea, por terem poros de maiores
dimensões, são mais absorventes que as argamassas rebocos de cal hidráulica, pelo que a
quantidade de água circulante no seu interior é superior e, consequentemente, a quantidade de sais

41
solúveis que admitem é, também, superior. Os rebocos de cal aérea são também mais permeáveis ao
vapor de água e apresentam uma taxa de evaporação superior, pelo que o risco de ocorrer
cristalização de sais é maior (Sousa et al., 2005).
Outro aspecto a ter em consideração é a resistência mecânica dos rebocos. Os rebocos de cal aérea
possuem resistências mecânicas inferiores, pelo que poderão ser mais vulneráveis de serem
degradados pelas pressões causadas pela cristalização de sais. No entanto, apresentam maior
porosidade e poros de maiores dimensões nos quais os cristais têm espaço para se formarem.
Assim, as pressões causadas na paredes dos poros pela cristalização de sais são inferiores, o que
torna a degradação mecânica menos frequente do que se poderia supor (Sousa et al., 2005).
Gonçalves (2007), citando Schaffer (1932), refere que a cristalização de sais causa maiores danos
em argamassas com poros de menores dimensões. A mesma autora refere que as
criptoflorescências, mais nefastas, ocorrem mais facilmente em materiais com pequenos poros, pois a
frente de secagem situar-se-á numa zona mais profunda.
O local onde ocorre a cristalização de sais é um factor relevante, dado que a ocorrência de
cristalização à superfície, com a formação de eflorescências, é menos danosa, podendo proceder-se
à sua remoção. Já a ocorrência de criptoflorescências, resulta da cristalização que ocorre no interior
dos poros dos materiais, situação que pode causar danos mais gravosos, especialmente se estiverem
associados a ciclos de dissolução/recristalização. Para este factor, contribuem as características de
funcionamento dos rebocos perante a presença de sais, podendo ser agrupados em quatro grupos
(Gonçalves, 2007 citando Wijffels et al. 1997 e Van Hees et al. 2009):
Rebocos de transporte de sal – estes rebocos caracterizam-se por permitir a migração das
soluções salinas até à superfície, pelo que a cristalização ocorre à superfície sob a forma de
eflorescências. Um exemplo são os rebocos tradicionais de cal aérea;
Rebocos de acumulação de sal – apesar de permitirem o transporte líquido das soluções,
impedem que as mesmas atinjam a superfície, pelo que a cristalização tende a ocorrer na
massa do reboco. Estes rebocos apresentam uma estrutura macroporosa que retém os sais e
à medida que o vapor migra até à superfície da parede, os sais cristalizam nos poros desta
camada (Ferreira, 2013). Esta estrutura macroporosa pode ser obtida através da junção de
aditivos à formulação da argamassa, nomeadamente introdutores de ar;
Rebocos de bloqueio de sal – a cristalização de sais tende a ocorrer na interface entre o
reboco e a alvenaria pois é permitido o transporte de vapor mas não de líquido. Os rebocos
totalmente hidrófugos (tradicionais ou industriais) são um exemplo deste tipo de
funcionamento;
Rebocos selantes – não permitem qualquer transporte seja de vapor ou de líquido. Na
teoria, este tipo de funcionamento permite que não haja cristalização de sais. No entanto, na
prática, tal não se verifica devido à passagem das soluções para outros elementos que
permitam a evaporação ou à existência de fissuras no reboco que permitam a cristalização.

42
Figura 3. 12 – Representação dos diferentes comportamentos exibidos pelo reboco face à cristalização de sais solúveis (Ferreira, 2013 adaptado de Gonçalves, 2007)
As condições ambientais também têm influência na degradação associada à cristalização de sais. De
facto, a cristalização de sais depende da velocidade em que ocorre a evaporação Segundo
Gonçalves (2007), a evaporação muito rápida pode causar criptoflorescências uma vez que a frente
de secagem tende a situar-se no interior do material. Outro aspecto importante relativo às condições
ambientais, são as alterações de humidade e temperatura. Se estas variarem de forma significativa
ao longo do tempo, cria-se condições para a ocorrência de alternância entre ciclos de dissolução e
cristalização que aceleram a degradação dos materiais.
A composição da solução salina e a forma dos sais também influenciam a capacidade destrutiva da
cristalização de sais. A velocidade de transporte de água de materiais porosos depende da
viscosidade do líquido, da tensão superficial ou do ângulo de contacto com o material (Gonçalves,
2007). A mesma autora refere que um estudo realizado por Rodriguez-Navarro e Doehne (1999)
concluiu que a velocidade de transporte capilar depende do tipo de sal e da concentração salina. As
soluções em que o transporte é feito mais lentamente apresentam uma maior dificuldade em atingir a
superfície, pelo que a cristalização tende a ocorrer no interior do material. Refere, ainda, outro estudo
realizado por Hall e Hoff (2002) que afirma que a tendência para a formação de criptoflorescências
está associada, de forma mais significativa, a uma taxa de evaporação muito rápida do que a um
transporte lento do líquido.
O tipo de revestimento decorativo aplicado no reboco também pode condicionar a cristalização de
sais, uma vez que este fenómeno é muito dependente do fluxo de água existente nos materiais. A
utilização de um revestimento que perturbe esse fluxo, como é o caso dos revestimentos por pintura
pouco permeáveis ao vapor de água, pode potenciar situações de enorme gravidade. Esses
revestimentos ao impedirem a passagem do vapor de água para o exterior, potenciam a formação de
criptoflorescências em vez de eflorescências. Com o desenrolar do processo, os cristais salinos
continuam a expandir-se provocando a fendilhação e, possivelmente, destacamento da camada de
pintura superficial.

43
A degradação causada pela cristalização de sais inicia-se, geralmente, na superfície das paredes e
progride para o interior, causando grandes estragos nos revestimentos até ao seu possível
desaparecimento (Gonçalves, 2003). É por isso que a utilização de camadas de reboco e
subsequente pintura são vistos como uma boa solução. O reboco e a respectiva pintura são vistos
como camadas de sacrifício, transferindo, para os revestimentos, os danos causados pela acção dos
sais de modo a proteger os suportes de alvenaria. Estes revestimentos apresentam uma degradação
progressiva ao longo do tempo, pelo que devem ser sujeitos a manutenções periódicas.
A selecção do revestimento por pintura mais adequado passa pelo estudo prévio, quer dos materiais
disponíveis quer da superfície de reboco no qual será aplicado. A utilização de revestimentos que se
verifiquem ser um obstáculo à secagem deve ser encarado com precaução quando aplicado em
edifícios antigos.
3.4.4. Consequências da cristalização de sais
A presença de sais pode ocasionar diversas consequências que se podem manifestar de inúmeras
formas e ser extremamente negativas para as paredes dos edifícios. As consequências vão desde a
redução de condições de salubridade e habitabilidade ate à própria deterioração das alvenarias.
Os sais solúveis podem causar três tipos de danos principais: danos estéticos, danos associados à
presença de humidade e danos materiais (Gonçalves, 2007). A gravidade dos danos causados
dependem da profundidade a que os sais se cristalizam. As eflorescências (Figura 3.13), por
ocorrerem à superfície, são, geralmente, menos danosas mas originam grandes perturbações na
estética das superfícies onde ocorrem. Geralmente, as eflorescências provocam o surgimento de
manchas de cor esbranquiçada na superfície da parede. Estas manchas, na maior parte das vezes,
assumem a forma de flocos cristalinos com um aspecto pulverulento (Silveira et al., 2002) que podem
degradar e destacar o revestimento por pintura.
Figura 3. 13 – Eflorescências (documento da disciplina Patologia e Reabilitação na Construção, IST)

44
Outro problema associado a danos na superfície da parede são os problemas de humidade. A
higroscopicidade dos materiais é indicada como a mais provável causa para este tipo de problemas.
De facto, a elevada capacidade de absorção higroscópica aliada à baixa humidade relativa de
equilíbrio de alguns sais presentes nos materiais constituintes da parede, permitem a absorção de
grandes quantidades de humidade do ar, dando origem a manchas que afectam esteticamente as
superfícies (Gonçalves, 2007).
Quanto aos danos materiais, surgem quando a cristalização de sais ocorre no interior dos rebocos,
devido às tensões internas impostas nas paredes dos poros. As criptoflorescências possuem,
geralmente, maior capacidade de degradação (Figura 3.14). Caso a cristalização dos sais ocorra em
zonas mais profundas poderá surgir desprendimento entre camadas de reboco ou entre o reboco e o
suporte. Numa fase mais adiantada e com o crescimento dos danos, poderá verificar-se a fissuração
da parede, perda de aderência do reboco ou destacamento do revestimento por pintura devido à
formação de convexidades e empolamentos (Silveira et al., 2002). Estas anomalias surgem devido à
acção prolongada da água no suporte, com cristalização de sais que leva ao desprendimento de
certas zonas do paramento.
Figura 3. 14 – Destacamento de reboco e respectivo revestimento por pintura devido a criptoeflorescências (documento da disciplina Patologia e Reabilitação na Construção, IST)

45
CAPÍTULO 4 – Apresentação e descrição do plano de trabalhos
4.1. Enquadramento
O presente trabalho tem como principal objectivo estudar a influência da presença de diferentes
soluções de revestimento decorativo no comportamento de rebocos hidráulicos. Para dar resposta ao
objectivo estabelecido procedeu-se ao estudo do comportamento de duas formulações de argamassa
revestidas com cinco soluções de revestimento por pintura. Os revestimentos decorativos estudados
incluem duas soluções à base de tinta de silicatos, uma de tinta de água e duas de caiação, sendo
uma delas aditivada com um aditivo à base de resinas sintéticas.
A coincidência temporal entre o início do desenvolvimento da dissertação e o estudo das argamassas
e da solução de revestimento adoptados na intervenção das fachadas do Palácio Nacional de Queluz
levou a que se entendesse oportuno estudar duas formulações de argamassa e a solução de
revestimento decorativo utilizados na referida intervenção. Deste modo, as formulações das
argamassas e da caiação estudadas correspondem às que foram utilizadas na intervenção das
fachadas do Palácio Nacional de Queluz.
As restantes soluções de revestimento decorativo foram seleccionadas por se constituírem como
opções frequentemente aplicadas no âmbito de intervenções em revestimentos de fachadas de
edifícios antigos.
Ambas as argamassas estudadas possuem traço volumétrico 1:3, sendo uma delas formulada
exclusivamente com cal hidráulica natural (NHL 3,5) e a outra correspondente a uma argamassa
bastarda de cal aérea em pasta e cal hidráulica natural (NHL 3,5). Os materiais utilizados na
produção das argamassas em laboratório são idênticos em termos de ligante e agregados aos
utilizados em obra.
No início da intervenção no Palácio Nacional de Queluz foram realizadas acções de investigação
documental e análises aos materiais existentes, de modo a identificar a sua constituição. Os
resultados identificaram a presença de rebocos de cal e areia caiados com um pigmento azul claro
acinzentado (Parques de Sintra – Monte da Lua, 2015).
Os estudos comprovaram a existência de molduras em argamassa nas fachadas, bem como a
existência de diversas soluções de revestimento decorativo, como sejam barramentos coloridos de
preparação industrial e tintas plásticas, resultado de intervenções mais recentes. Além disso, existiam
rebocos de base cimentícia com espessura, em geral, incompatível com a execução das molduras
reveladas. Devido à acentuada degradação do conjunto, optou-se por substituir os revestimentos por
uma solução mais próxima da original: rebocos de cal e areia revestidos com uma caiação tradicional
(Parques de Sintra – Monte da Lua, 2015). Na fachada de Cerimónia foi encontrada uma argamassa
de cal hidráulica que se encontrava sã e com uma boa aderência ao suporte pelo que se decidiu
aplicar a mesma solução. Nas alas Nascente e Poente foi encontrado um reboco de cal aérea

46
degradado, pelo que se optou por retirar as zonas degradadas e aplicar um reboco de argamassa
bastarda de cal aérea em pasta e cal hidráulica natural.
Com o objectivo de procurar reproduzir em laboratório as argamassas utilizadas em obra foi, também,
necessário garantir semelhança entre a quantidade de água utilizada na produção das mesmas. Para
tal, procedeu-se ao acompanhamento da produção das argamassas em obra, seguindo-se a
avaliação da consistência em laboratório das amostras de argamassas produzidas e transportadas da
obra.
As características das argamassas, produzidas em obra e em laboratório, foram analisadas com o
objectivo de procurar avaliar em que medida foi possível reproduzir, em laboratório, as argamassas
aplicadas na intervenção das fachadas do Palácio Nacional de Queluz.
Figura 4. 1 - Plano geral e plano de pormenor da fachada intervencionada
A campanha experimental dividiu-se em cinco grandes fases: caracterização dos materiais
constituintes das argamassas, produção das argamassas, aplicação dos revestimentos por pintura,
caracterização física das argamassas e avaliação da influência dos revestimentos decorativos.
A primeira fase da campanha experimental consistiu na caracterização dos materiais constituintes
das argamassas, nomeadamente a realização da análise granulométrica das areias, a determinação
da baridade das areias e dos ligantes e a estimativa da quantidade de água existente na cal em
pasta. A fase seguinte consistiu na produção das argamassas. Esta fase durou cerca de oito
semanas, nas quais se produziu 60 provetes prismáticos (30 de cada argamassa) e 64 provetes de
dimensões 15x5x5 cm (32 de cada argamassa). Estes últimos, depois de cortados, deram origem a
192 provetes cúbicos (5x5x5 cm).
Os ensaios de caracterização física da argamassa foram realizados, em provetes cúbicos e em
provetes prismáticos, três meses após a produção das argamassas. Após a aplicação dos
revestimentos por pintura, foram realizados os ensaios absorção de água por capilaridade, cinética
de secagem, absorção de água sob baixa pressão, permeabilidade ao vapor de água e cristalização
de sais. Estes ensaios que permitiram a avaliação da influência dos revestimentos foram efectuados
em provetes cúbicos aos dois meses de idade, sete dias após pintura. A avaliação da resistência
mecânica das argamassas foi realizada em provetes prismáticos e incluiu a determinação da
resistência mecânica à flexão, à compressão e avaliação da profundidade de carbonatação.

47
De seguida são apresentados as metodologias e os procedimentos utilizados durante as várias fases
da campanha experimental.
4.2. Argamassas estudadas
4.2.1. Materiais constituintes
Os materiais utilizados na produção das argamassas em laboratório são idênticos em termos de
ligantes e agregados aos utilizados em obra. Na formulação da argamassa hidráulica, foram
utilizados uma cal hidráulica natural e duas areias. Na formulação da argamassa bastarda, utilizou-se
os mesmos materiais mas com a junção de cal aérea em pasta.
A cal hidráulica utilizada foi a cal hidráulica natural Secil Natural Lime NHL 3,5 (ANEXO II). A cal
aérea utilizada foi a cal aérea em pasta Maxical (ANEXO II), produto natural obtido do processo
mecânico de extinção de cal viva (óxido de cálcio) produzida em forno artesanal
(CaO+H2O=Ca(OH)2). A cal viva, juntamente com a água, forma a cal em pasta num processo
denominado por “extinção por imersão”. Normalmente, esta reacção atinge temperaturas na ordem
dos 90ºC e 130ºC, obtendo-se uma pasta concentrada e homogénea.
A cal em pasta Maxical, quando utilizada em argamassas para construção, confere elevados níveis
de resistência, plasticidade, trabalhabilidade, permeabilidade, durabilidade, aderência aos suportes e
reduzidos níveis de fissuração.
Apesar da cal em pasta apresentar alguns cuidados antes da aplicação, nomeadamente a boa
homogeneização da cal antes de utilização, o seu armazenamento é menos problemático. A água
que submerge à pasta, designada por água de cal, origina uma camada que impede o contacto
directo com o ar. Não havendo contacto com o ar, impede-se a carbonatação do material, o que faz
com que a toda a cal funcione como ligante quando é utilizada (Margalha, Maria Goreti et al., 2006).
As areias utilizadas foram as areias APB60 e APB40 (ANEXO II), comercializadas pela empresa
Areipor. Estas areias são muito finas, têm o quartzo como o seu principal constituinte. São agregados
com forma maioritariamente esférica, sub-arredondadas e com superfície rugosa, constituída por
Quartzo e Turmalina.
Figura 4. 2 – Materiais constituintes das argamassas

48
De forma a caracterizar adequadamente os materiais e de quantificar as quantidades a utilizar na
formulação das argamassas, procedeu-se à análise granulométrica das areias, à avaliação da
baridade das areias e dos ligantes e à estimativa da quantidade de água presente na cal em pasta.
A análise granulométrica dos agregados foi realizada de acordo com o procedimento da norma NP
1379 (LNEC NP 1379), mas com a série de peneiros especificada pela norma NP EN 933-2. A série
de peneiros utilizada foi a seguinte: 0.063; 0.150; 0.250; 0.500; 1.0; 2.0; 5.6 [mm]. Os peneiros foram
colocados uns em cima dos outros por ordem crescente, ou seja, com o de maior abertura no topo.
Para a realização do ensaio é recomendado que os agregados se encontrem secos. Para tal, os
agregados foram colocados a secar num estufa, à temperatura de 100 ± 5ºC, sendo ensaiadas
amostras de 2 kg e 2.02 kg (após secagem) para as areias APB60 e APB40, respectivamente. A
amostra foi sucessivamente peneirada manualmente até que, durante 1 minuto, não passasse mais
de 1% do material retido no peneiro. Iniciou-se o processo pelo peneiro de maior abertura e foi feito o
registo da massa de material retida em cada um dos peneiros.
Com os resultados obtidos foi possível obter a curva granulométrica, a máxima dimensão do
agregado, a mínima dimensão do agregado e o módulo de finura. A máxima dimensão do agregado
corresponde à menor abertura do peneiro através do qual passa, pelo menos, 90% da massa do
agregado. A mínima dimensão do agregado é a maior abertura do peneiro através do qual não passa
mais de 5% da massa do agregado (A.P. Ferreira Pinto, A. Gomes, J.A. Bogas, 2012). O módulo de
finura corresponde à soma das percentagens acumuladas de todos os peneiros dividida por 100.
Figura 4. 3 - Curva granulométrica das areias APB60 e APB40
Através da análise da figura 4.3 foi possível verificar que as duas areias apresentam granulometria
relativamente semelhante. Ambas possuem um elevado teor de finos, porém a APB60 é ligeiramente
mais fina.
0 %
10 %
20 %
30 %
40 %
50 %
60 %
70 %
80 %
90 %
100 %
Malhas [mm]
APB60
APB40
Mat
eri
al p
assa
do
atr
avé
s d
o p
en
eir
o (
%)
0.1
1
10
0.01

49
Tabela 4. 1 - Características geométricas das areias APB60 e APB40
O módulo de finura inferior da APB60 também indica que se trata de uma areia ligeiramente mais
fina. As dimensões médias das areias são ligeiramente diferentes das referidas nas respectivas fichas
técnicas, porém, parecem confirmar a tendência de que a APB60 seja mais fina.
A baridade é a massa volúmica aparente do material e é calculada pelo quociente da massa do
agregado seco pelo volume por este ocupado. Para a determinação da baridade dos agregados
foram utilizados três procedimentos diferentes. Dois deles de acordo com o procedimento da norma
NP 955:1973, designados por determinação da baridade com e sem compactação. O terceiro
procedimento corresponde ao que é realizado em obra e consiste na recolha de material através de
um movimento único que permita o preenchimento total do recipiente.
Antes de qualquer procedimento, efectuou-se a pesagem dos dois recipientes utilizados (m1), um de 1
litro de volume e uma taça com cerca de 0,5 litros.
No procedimento sem compactação foi utilizado um sistema com um tripé e um funil para que a areia
fosse colocada sempre à mesma altura. Encheu-se o recipiente com o auxílio de uma colher e um
funil, colocando-se a boca desde a uma altura de 5 cm em relação ao topo do recipiente. Depois do
enchimento total do recipiente, rasou-se o topo do mesmo procedendo ao nivelamento da superfície e
pesou-se o recipiente cheio (m2).
Figura 4. 4 - Sistema utilizado para a determinação da baridade sem compactação
APB60 APB40
Dmáx [mm] 0,5 1
Dmin [mm] 0,15 0,15
Módulo de finura 2,9 3,5
Dméd [mm] 0,35 0,6
Dméd ficha técnica [mm] 0,3 0,4

50
No procedimento com compactação, procedeu-se ao enchimento de um recipiente de 1 litro em 3
camadas horizontais com cerca de 1/3 do recipiente cada uma. Para cada camada regularizou-se a
superfície e compactou-se com 25 pancadas distribuídas uniformemente, com o varão de
compactação. O varão deve penetrar verticalmente o agregado e não deve atingir o fundo do
recipiente. Com o recipiente totalmente cheio, fez-se o nivelamento da superfície rasando o topo e,
posteriormente, avaliou-se a massa do mesmo (m2).
Figura 4. 5 - Determinação da baridade com compactação
O ultimo método utilizado para calcular a baridade procurou reproduzir o que é realizado em obra.
Procedeu-se ao enchimento do recipiente com um único movimento, seguido do nivelamento do topo
e, por fim, à pesagem do recipiente cheio (m2).
Figura 4. 6 - Determinação da baridade em obra
A baridade é calculada utilizando a seguinte equação:
Baridade= (𝒎𝟐−𝒎𝟏)
𝑽∗ 𝟏𝟎𝟎𝟎 [kg/m
3] Equação 4. 1
Em que: m1 - massa do recipiente [kg]; m2 - massa do conjunto agregado + recipiente [kg] e v –
volume do recipiente [m3].

51
Na tabela 4.2, apresentam-se os resultados dos ensaios realizados.
Tabela 4.2 - Baridade das areias APB60 e APB40
APB60 APB40
Ensaio sem compactação [kg/m3] 1470 1530
Ensaio com compactação [kg/m3] 1610 1660
Reprodução do que é feito em obra [kg/m3] 1540 1610
Valor médio [kg/m3] 1540 1600
Como seria de esperar, a areia com maior granulometria apresenta uma maior baridade, embora os
valores sejam bastante semelhantes. Note-se que os valores dos três métodos de ensaio utilizados
não variam muito. Verifica-se que no ensaio com compactação se obtiveram valores de baridade um
pouco superiores, o que é natural uma vez que, devido à energia aplicada, as partículas são capazes
de se ordenar melhor. Por sua vez, o ensaio em que se procurou reproduzir o que é feito em obra
apresentou um valor superior ao ensaio sem compactação.
Baridade dos ligantes
O procedimentos utilizados para a determinação da baridade da cal hidráulica foram idênticos aos
utilizados para os agregados. Foi realizado uma determinação sem compactação e uma com
compactação no recipiente de 1 litro e uma determinação que reproduzisse o que é efectuado em
obra com o recipiente de 0,5 litros.
É importante referir que houve necessidade de se adoptar um procedimento complementar no que diz
respeito ao procedimento com compactação. Por se tratar de um material fino, verificou-se que com
as 25 pancadas com o varão, a cal hidráulica poderia não se compactar correctamente. O
procedimento utilizado foi em tudo igual, mas em vez de se utilizar o varão optou-se por levantar e
deixar cair o recipiente 25 vezes em movimentos verticais.
Na determinação da baridade da cal aérea em pasta, houve necessidade, em primeiro lugar, de se
homogeneizar a pasta com o auxílio de um berbequim, no qual se colocou uma peça que funciona
como misturadora. Depois da pasta estar totalmente homogeneizada, encheu-se o recipiente de 0,5
litros com o auxílio de uma colher. Com o preenchimento total do recipiente, rasou-se o topo do
mesmo e procedeu-se à sua pesagem.
Tabela 4.3 - Baridade dos ligantes
Cal Hidráulica Cal aérea em pasta
Ensaio sem compactação [kg/m3] 920 1340
Ensaio com compactação [kg/m3] 960 -
Reprodução do que é feito em obra [kg/m3] 940 -
Valor médio [kg/m3] 940 1340
O valores obtidos para as baridades são semelhantes aos encontrados na bibliografia consultada. Na
bibliografia, encontram-se valores na ordem dos 800 kg/m3 para a cal hidráulica e 1300 kg/m
3 para a
cal aérea em pasta (Agostinho, 2008 e Fontes, 2013). Como seria de esperar qualquer uma das

52
areias apresenta uma baridade superior relativamente aos ligantes utilizados. Os valores de baridade
dos materiais foram utilizados para a conversão dos traços volumétricos em traço ponderais.
Figura 4. 7 - a) Cal em pasta antes de ser homogeneizada; b) Berbequim com peça misturadora
Estimativa da quantidade de água presente na cal em pasta
De modo a ter conhecimento, com o maior rigor possível, da quantidade de água utilizada na mistura
final optou-se por estimar a quantidade de água presente na cal em pasta. Para tal, utilizou-se um
procedimento baseado no artigo “The maturation time factor in lime putty quality”, citado por
Agostinho (2008). Colocou-se a cal em pasta (depois de homogeneizada) em três taças, avaliou-se a
massa do conjunto e, de seguida, colocou-se as mesmas numa estufa a 40ºC. Após 24 horas,
avaliou-se a massa dos conjuntos, sendo estes colocados novamente na estufa. Esta acção foi
repetida até se atingir massa constante. Foi com os valores de massa final e massa inicial obtidos
que se estimou a quantidade de água existente na cal em pasta.
Essa quantidade de água foi determinada através da seguinte equação:
𝑸. 𝑨 = 𝒎𝒊−𝒎𝒇
𝒎𝒊𝒙𝟏𝟎𝟎 [%] Equação 4. 2
Figura 4. 8 - Estimativa da quantidade de água na cal em pasta

53
Na tabela 4.4, apresentam-se os resultados obtidos no determinação da quantidade de água
existente na cal em pasta.
Tabela 4. 4 - Determinação da quantidade de água na cal em pasta
Determinação
Massa do recipiente [g] 146,5
ANTES DA SECAGEM
Massa do conjunto (recipiente+cal em pasta) [g] 258,2
Massa de cal em pasta [g] 111,7
APÓS SECAGEM
Massa do conjunto [g] 196,8
Perda de massa do conjunto [%] 24
Massa de cal após secagem [g] 50,3
Perda de massa de cal [%] 55
Os resultados obtidos permitem concluir que 55% da massa da cal em pasta corresponde a água, o
que é um percentagem significativa. A estimativa da quantidade de água presente na cal em pasta
revelou-se importante na determinação da relação água/ligante da argamassa bastarda, apesar de
ser difícil controlar as variações de quantidade de água na cal em pasta armazenada. A relação
água/ligante adoptada na argamassa bastarda foi de 1.46.
4.2.2. Formulações
Ambas as argamassas apresentam um traço volumétrico de 1:3 e na sua formulação foram utilizadas
duas areias, designadas por APB40 e APB60. A principal diferença entre as argamassas estudadas é
o facto de numa delas se ter juntado cal aérea em pasta. Assim, a primeira argamassa é constituída
por cal hidráulica natural e areias APB60 e APB40, no traço de 1:2:1. A segunda é constituída por cal
hidráulica natural, cal aérea em pasta e areias APB60 e APB40, no traço de 1:1:4:2.
De modo a reduzir ao máximo a variabilidade das argamassas, o traço volumétrico foi convertido em
traço ponderal, sendo este utilizado em todas as amassaduras realizadas em laboratório.
Tabela 4. 5 – Argamassa AH – Traços volumétrico e ponderal
AH - Argamassa de cal hidráulica
Cal Hidráulica Areia APB60 Areia APB40 Água
Traço volumétrico 1 2 1 -
Traço ponderal 1 3,28 1,71 1,23
Quantidades [g] 470 1530 800 580
Tabela 4. 6 - Argamassa AB – Traços volumétrico e ponderal
AB - Argamassa bastarda
Cal Hidráulica Cal aérea em pasta Areia APB60 Areia APB40 Água
Traço volumétrico 1 1 4 2 -
Traço ponderal 0,5 0,71 3,23 1,72 1,46
Quantidades [g] 235 330 1530 800 410

54
4.2.3 Execução dos provetes
Antes da execução dos provetes, realizou-se amassaduras experimentais de modo a definir qual a
água a utilizar em cada amassadura. Para tal, recorreu-se ao ensaio de avaliação da consistência da
argamassa – ensaio de espalhamento. Partindo da quantidade de 1 litro de água para cada 5000 g de
sólidos, foi se regulando a quantidade de água de modo a atingir um determinado espalhamento.
Para a argamassa de cal hidráulica procurou-se atingir um espalhamento de 205 ± 5 mm e para a
argamassa bastarda de 185 ± 5 mm. Estes valores alvo foram obtidos tendo em conta a avaliação de
consistência efectuada às argamassas produzidas em obra. Para além de se pretender aproximar o
mais possível dos valores obtidos nesse ensaio, um dos objectivos passou por procurar que o
espalhamento não fosse demasiado diferente entre amassaduras.
Para a materialização do plano de ensaios estabelecido, foram produzidos um total de 64 provetes
(15x5x5 cm), sendo 32 de argamassa de cal hidráulica e 32 de argamassa bastarda. Foram
efectuadas 8 séries de amassaduras, sendo que de cada série resultou 4 provetes por cada tipo de
argamassa. Foram também produzidos 30 provetes prismáticos (16x4x4 cm) para cada argamassa
em estudo. Antes da execução de cada amassadura procedeu-se à montagem dos moldes que
seriam preenchidos pela argamassa. Para a produção dos provetes prismáticos (16x4x4 cm)
utilizaram-se os moldes metálicos existentes no laboratório. A produção dos provetes de 15x5x5 cm
obrigou à adaptação dos moldes existentes. Como tal, retirou-se as divisórias intermédias e colocou-
se uma divisória interior de madeira (contraplacado marítimo) de modo a serem produzidos 2
provetes por molde. Foram, também, introduzidas peças de acrílico de forma a adaptar as medidas à
execução dos provetes com 15x5x5 cm (Figura 4.9).
Para a produção das argamassas utilizou-se um misturador mecânico com duas velocidades
diferente. Introduziu-se a água e o ligante no recipiente do misturador mecânico e após 30 segundos,
em movimento lento, juntou-se as areias. De seguida, o misturador passa para a velocidade rápida e
interrompe o movimento passados 30 segundos. Deixa-se a argamassa em repouso cerca de 75
segundos e, por fim, o misturador faz uma última mistura em movimento rápido durante 60 segundos.
No caso das amassaduras de argamassa bastarda, antes da junção dos ligantes com a água, fez-se
uma pré-homogeneização da cal hidráulica e a cal em pasta. Esta pré-homogeneização foi realizada,
no misturador, em velocidade lenta durante 1 minuto e 30 segundos.
Após cada amassadura, efectuou-se aos ensaios de caracterização de argamassa no estado fresco,
nomeadamente o ensaio de avaliação da consistência da argamassa e determinação da massa
volúmica aparente, cujos procedimentos serão apresentados na secção 4.4.
Depois destes ensaios, as argamassas foram imediatamente colocadas no molde, de modo a não
prejudicar a sua trabalhabilidade. Antes do preenchimento dos moldes, foi aplicado óleo de
desconfragem nos mesmos. A argamassa foi colocada, no molde, em duas camadas, as quais foram
compactadas com 60 pancadas na mesa de compactação. De modo a criar uma ligação mais estável
entre o molde e a mesa foram utilizados grampos, colocados estrategicamente na placa divisória de
madeira. Por fim, com o auxílio de uma talocha e de uma espátula, regularizou-se a superfície
superior de modo a retirar a água da exsudação existente e a obter uma face plana.

55
Figura 4. 9 - Sequência de etapas cumpridas na execução dos provetes
Imediatamente após a moldagem dos provetes, os moldes foram colocadas na câmara seca, com
condições atmosféricas condicionadas. Na câmara, registou-se uma temperatura condicionada a 20 ±
2ºC e a humidade a 65 ± 5%. Ao fim de 7 dias, os moldes foram retirados da câmara e procedeu-se à
desmoldagem dos provetes. Importa referir que, a desmoldagem dos provetes de argamassa
bastarda foi realizada apenas aos 15 dias, por se verificar que o prazo de 7 dias seria insuficiente
para o ganho de resistência da argamassa.
4.3. Revestimentos decorativos estudados
4.3.1. Considerações Gerais
Antes de se seleccionar as soluções de revestimento decorativo que seriam alvo de estudo, foi
necessário perceber que tipos de revestimentos por pintura são mais utilizados em intervenções nas
fachadas de edifícios antigos. É importante descriminar quais as soluções mais adequadas perante
os materiais utilizados nestes edifícios. Portanto, ter conhecimento do comportamento desses
revestimentos face às superfícies onde são aplicados é um aspecto essencial.
Para se fazer uma escolha das tintas mais adequadas é indispensável deter um conhecimento
técnico sobre todos os factores que influenciam desde a produção, aplicação e comportamento das
mesmas.
As tintas de emulsão, vulgarmente chamadas de tintas “plásticas”, e as tintas de silicatos são as mais
utilizadas no que se refere a conservação/reabilitação de edifícios antigos (Brito, V., 2009). As tintas
de silicone e as caiações, também são referidas neste estudo embora com uma frequência de
utilização mais reduzida. Este estudo foi realizado com base num inquérito a empresas de
reabilitação e a técnicos envolvidos nas operações em que se utilizam este tipo de tintas.
As tintas plásticas funcionam de forma inadequada sobre paredes de edifícios antigos (Veiga, M.
Rosário; Tavares, M., 2002). A mesma autora recomenda a aplicação de revestimentos de pintura de
base mineral, entre os quais, caiações, barramentos e tintas de silicatos.
As caiações e as tintas de silicatos são boas soluções, devido à permeabilidade ao vapor de água
que conferem à parede (Davies, 2003). Por sua vez, (Almeida e Souza, 2007) destaca as emulsões
de acrílico, para além das caiações e tintas de silicatos.

56
Tendo como base estes estudos, seleccionou-se, como objecto de análise, as seguintes soluções:
duas tintas de silicatos, uma tinta plástica e duas caiações com a seguinte constituição – caiação
simples e caiação aditivada com um aditivo à base de resinas sintéticas.
A escolha das caiações é facilmente justificada com as características que esta confere à parede
onde é aplicada, nomeadamente uma excelente permeabilidade ao vapor de água, compatibilidade
com o suporte e aspecto estético. Apesar de longo do tempo se ter verificado uma diminuição no uso
neste tipo de tinta, as caiações são bastantes recomendadas para a conservação/reabilitação de
edifícios.
Para se obter uma tinta de cal com uma maior durabilidade e resistência pode-se recorrer a aplicação
de aditivos. A quantidade de aditivo aplicada não pode ser excessiva, pois pode tornar a tinta
quebradiça e reduzir a permeabilidade ao vapor de água (Veiga e Tavares, 2002). Como tal achou-se
pertinente estudar a solução de caiação aditivada.
As tintas de silicatos são consideradas apropriadas para revestimentos minerais quer sejam rebocos
antigos ou de substituição. Apareceram como uma solução aos problemas que as caiações não
conseguiriam resolver e, portanto, são uma boa alternativa a estas. As tintas de silicatos conferem
uma boa permeabilidade ao vapor de água, são compatíveis com as estruturas minerais onde são
aplicadas apresentando um coeficiente de dilatação térmica comparável com as mesmas. Além disso,
são resistentes à radiação UV e ao desenvolvimento de algas e fungos.
Apesar do conhecimento existente sobre o comportamento desadequado das tintas plásticas, verifica-
se que a sua utilização continua a ser algo frequente. Deste modo, optou-se, também, por estudar
este tipo de solução,
Foi realizado um estudo, no qual se procurou perceber quais as marcas que teriam os tipos de
revestimentos de pintura pretendidos e quais as suas características. Para tal, foi feita uma pesquisa,
bem como, um contacto directo com alguns fabricantes de tintas. De seguida, descrevem-se as tintas
analisadas para cada tipo de revestimento por pintura.
Tinta de silicatos
SK – tinta mineral baseada em silicato de potássio;
KX – tinta inorgânica de estrutura mineral baseada em silicato de potássio;
SI – tinta aquosa de silicatos;
SB – tinta de emulsão de silicato baseada num silicato de potássio com cargas minerais e
óxidos metálicos;
SC – revestimento orgânico constituído por silicatos de potássio, polímeros orgânicos e
pigmentos inorgânicos;
S2000 – tinta aquosa baseada em silicato de potássio;
SD – tinta baseada na mistura de uma resina de silicato orgânica e um aglutinante acrílico;
OV – tinta mineral baseada em silicato de potássio e pigmentos inorgânicos em base aquosa;

57
SM – tinta aquosa baseada em silicato de potássio;
SA – tinta á base de silicato, baseada numa combinação de ligantes de sol de sílice e silicato
potássico;
As tintas seleccionadas para análise foram a SA e a SB. A primeira foi escolhida com base na
consideração de que marca do fabricante se trata de uma marca de referência no mercado de tintas
de silicatos. Actualmente, o custo é um dos factores com maior peso num processo de escolha e
decisão, logo achou-se pertinente considerá-lo como critério de selecção. Através do contacto directo
com um distribuidor, surgiu a oportunidade de este fornecer amostras da tinta SB e respectivo
primário, pelo que se optou pela selecção desta tinta. Importa referir que para a tinta SA também
foram fornecidas amostras por parte do fabricante.
Tinta Plástica
Para a tinta plástica, pretendia-se ter uma referência para comparação com as tintas de silicatos e
caiações, revestimentos considerados mais adequados. O critério utilizado na escolha foi a taxa de
utilização e de procura no mercado das tintas plásticas. Através do contacto com alguns fornecedores
foi possível concluir que uma das tintas mais utilizadas é a tinta Stucomat da Robbialac, sendo,
portanto, essa a tinta seleccionada para o presente trabalho. A Stucomat é uma tinta aquosa baseada
numa dispersão estireno-acrílica.
Caiações
As caiações não foram alvo de selecção. Tal como nas formulações das argamassas em estudo, as
caiações analisadas foram fornecidas pela obra de conservação/reabilitação das fachadas do Palácio
Nacional de Queluz.
4.3.2. Soluções de revestimento decorativos seleccionados
De seguida, descrevem-se as principais características dos revestimentos por pintura que foram
objecto de estudo no presente trabalho.
SA (tinta de silicatos)
“É uma pintura de fachadas altamente especializada à base de silicato, baseada numa combinação
de ligantes totalmente inovadora de sol de sílice e silicato potássico” (Ficha técnica). Esta tinta
contém cargas resistentes às intempéries, pigmentos inorgânicos e apresenta todas as vantagens da
pintura de dispersão de silicato tradicional. Além disso, não apresenta nem diluentes nem
plastificantes.
Quanto às características do produto são várias as que podem ser enumeradas. É uma tinta de
aplicação generalizada, altamente resistente ás intempéries, estável aos raios UV e aos ácidos e é
incombustível. Quanto aos fenómenos relacionados com a água, é considerada uma tinta muito
hidrófuga e transpirável devido á sua estrutura porosa não formadora de película. É classificada como
Classe I (alta) para a permeabilidade ao vapor de água e como Classe III (baixa) para a
permeabilidade à água líquida.

58
A tinta SA é apropriada para a renovação e aplicação nova sobre pinturas e rebocos firmes de
pinturas de dispersão orgânica, bem como sobre suportes minerais. Do campo de aplicação desta
tinta, excluem-se os suportes de madeira, revestimentos plasto-elásticos, suportes impermeabilizados
(ex: esmaltes), elementos de isolamentos térmicos e betão celular. Na aplicação, o suporte deve
estar seco e livre de poeiras e sujidades.
SB (tinta de silicatos)
“Tinta de emulsão de silicato, mono componente, baseada em silicato de potássio líquido que
constitui o aglutinante principal. As cargas são de natureza mineral e os pigmentos utilizados são
óxidos metálicos.” (Ficha técnica)
Quanto às características do produto, refere-se que permite alcançar acabamentos com boa
resistência à luz e intempéries. Devido à presença de aditivos hidrofugantes confere protecção aos
substratos.
Esta tinta é considerada adequada para pintura de substratos minerais, como rebocos novos ou
antigos de cimento, rebocos novos ou antigos realizados com cimento, areia e cal branca, superfícies
de betão e superfícies caiadas. Na aplicação, o suporte deve estar seco e livre de poeiras e
sujidades.
Stucomat (tinta plástica)
“Tinta aquosa ultra mate, baseada numa dispersão estireno-acrílica, destinada a pintura de paredes
interiores e exteriores.” (Ficha técnica - Anexo II). Proporciona acabamentos decorativos de boa
qualidade e de boa lavabilidade.
Esta tinta pode ser aplicada sobre paredes interiores e exteriores, em pinturas novas e repinturas. Na
aplicação, é aconselhado que a superfície a pintar esteja perfeitamente limpa, sem poerias, gorduras
e restos de argamassas. Durante o presente trabalho, esta tinta terá a designação de TA.
Caiações
As caiações estudadas no presente trabalho foram produzidas em obra, pelo que não existe
nenhuma referência quanto às suas características técnicas. A sua constituição baseia-se em cal em
pasta, água e pigmento.
Para a caiação aditivada, juntou-se um aditivo à base de resinas sintéticas, que é utilizado para
prolongar a durabilidade das pinturas à base de cal, nomeadamente em termos de resistência às
intempéries, aderência e redução da absorção de água.

59
Ao longo do presente trabalho será utilizada a seguinte designação para as tintas:
Tabela 4.7 – Designação das tintas ao longo do trabalho
Tinta de silicatos 1 SA
Tinta de silicatos 2 SB
Stucomat TA
Caiação simples Ca
Caiação Aditivada CaA
Tabela 4.8 – Características de tintas ensaiadas
Revestimento Densidade Teor de sólidos [%] Consumo Teórico [kg/m2]
SB 1,46 37 0,29 a 0,48
SA 1,60 - 0,40
TA 1,46 55 0,29 a 0,43
4.3.3 Condições de aplicação e consumo das soluções de revestimento Os esquemas de pintura foram definidos tendo em consideração directrizes fornecidas directamente
pelos fornecedores das tintas e seguindo as sugestões presentes nas respectivas fichas técnicas.
Depois das tintas serem abertas, decidiu-se colocar uma determinada quantidade de tinta em
recipientes de vidro de modo a tornar mais fácil o seu manuseamento. Seleccionou-se recipientes
com a tampa em rosca de modo a garantir um bom fecho e vedação dos mesmos. O procedimento
da aplicação dos revestimentos implicou a avaliação da massa do provete antes e depois da
aplicação do revestimento e da massa do conjunto (recipiente + pincel) antes e depois da aplicação
de forma a conhecer o rendimento da tinta. Além da avaliação das massa, mediu-se a área pintada
de cada provete e a cronometrou-se o tempo de aplicação do revestimento.
As soluções de revestimento por pintura foram aplicadas na face de topo dos provetes de 15x5x5 cm.
Sete dias após a aplicação, procedeu-se ao corte dos mesmos, com recurso a uma serra de disco, de
modo a obter-se os provetes cúbicos de 5x5x5 cm.
Tinta de Silicatos:
Para a tinta SA, foi definido um esquema apenas de duas demãos sem qualquer diluição e com um
intervalo de 24 horas entre cada uma. A utilização de primário de fixação não foi considerada
relevante pois, segundo o fornecedor, a impregnação prévia é aconselhável em rebocos degradados
e com falta de consistência, o que não se verifica nas argamassas em estudo.
Para a tinta SB, foi aplicado, em primeiro lugar, um produto de impregnação à base de silicato
(fixador de silicato). A utilização deste primário é justificada por uma absorção mais uniforme que
permite a obtenção de cores mais nítidas. Ao fim de 24 horas, aplicou-se a tinta SB em duas demãos,
sem qualquer diluição, com um intervalo de 24 horas entre cada uma.
Caiações:
A aplicação da caiação (Ca) foi realizada em 4 demãos. O intervalo considerado entre as demãos foi
de 72 horas, distribuídas da seguinte forma: 24 horas de exposição às condições ambientais do

60
laboratório e 48 horas na câmara de carbonatação. Importa referir que a tinta foi aplicada em demãos
cruzadas cada uma delas aplicada no mesmo sentido. A primeira e a terceira demãos foram
aplicadas no sentido longitudinal do provete e a segunda e a quarta no sentido transversal ao
provete. A caiação aditivada (CaA) teve que ser preparada, envolvendo a mistura de 5% de aditivo, à
base de resinas sintéticas, na caiação simples (Ca).
Tinta Plástica:
A tinta Stucomat da Robbialac (TA) foi aplicada em 3 demãos, entre as quais se respeitou um
intervalo de espera de 12 horas. Na primeira demão, fez-se uma diluição de cerca de 10% em água
e, nas restantes, considerou-se uma diluição de 5% em água.
Figura 4. 10 - Aplicação de revestimentos por pintura e aspecto final dos provetes
Tabela 4. 9 – Consumo de revestimentos por pintura na argamassa AH
AH - argamassa de cal hidráulica
Demãos
Consumo de aplicação (kg/m2)
Consumo teórico (kg/m2)
Valores Valor Médio
SA 2
0,38
0,41 0,40 0,45
0,40
SB 1 primário + 2
0,57
0,57 0,29 a 0,48 0,57
0,59
TA 3
0,57
0,55 0,29 a 0,43 0,53
0,59
Ca 4
1,83
1,76 - 1,69
1,70
CaA 4
1,28
1,23 - 1,18
1,18
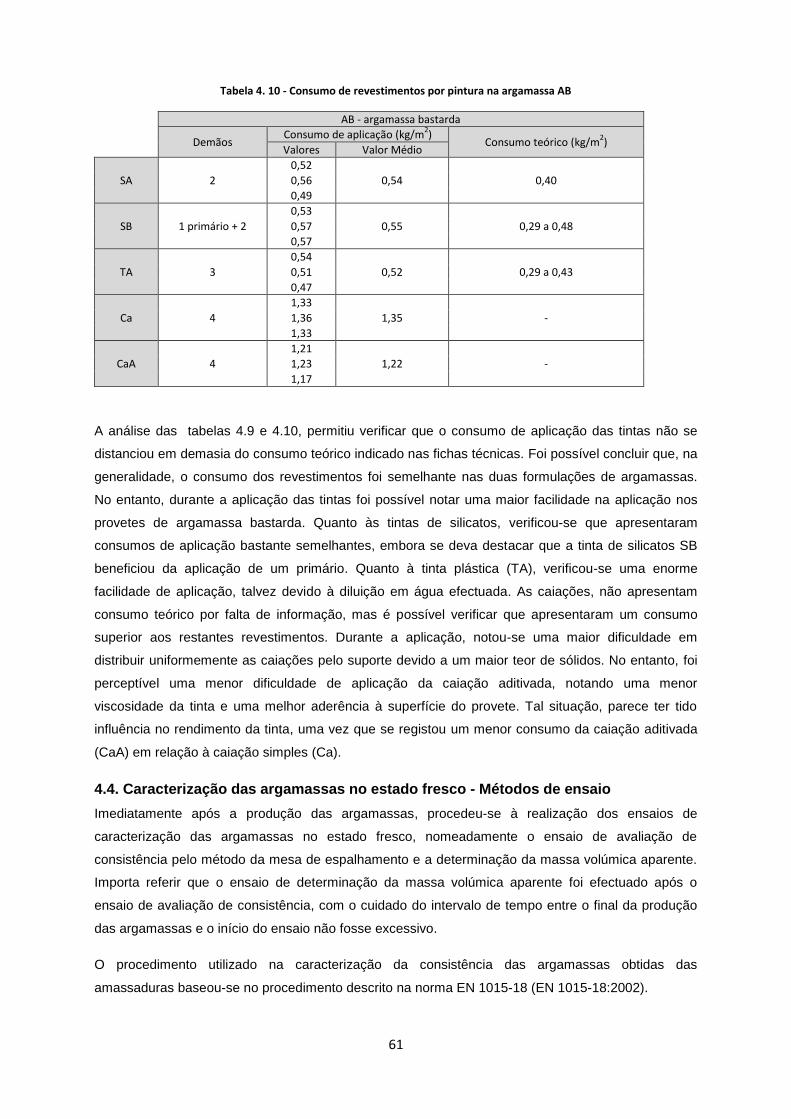
61
Tabela 4. 10 - Consumo de revestimentos por pintura na argamassa AB
AB - argamassa bastarda
Demãos
Consumo de aplicação (kg/m2)
Consumo teórico (kg/m2)
Valores Valor Médio
SA 2
0,52
0,54 0,40 0,56
0,49
SB 1 primário + 2
0,53
0,55 0,29 a 0,48 0,57
0,57
TA 3
0,54
0,52 0,29 a 0,43 0,51
0,47
Ca 4
1,33
1,35 - 1,36
1,33
CaA 4
1,21
1,22 - 1,23
1,17
A análise das tabelas 4.9 e 4.10, permitiu verificar que o consumo de aplicação das tintas não se
distanciou em demasia do consumo teórico indicado nas fichas técnicas. Foi possível concluir que, na
generalidade, o consumo dos revestimentos foi semelhante nas duas formulações de argamassas.
No entanto, durante a aplicação das tintas foi possível notar uma maior facilidade na aplicação nos
provetes de argamassa bastarda. Quanto às tintas de silicatos, verificou-se que apresentaram
consumos de aplicação bastante semelhantes, embora se deva destacar que a tinta de silicatos SB
beneficiou da aplicação de um primário. Quanto à tinta plástica (TA), verificou-se uma enorme
facilidade de aplicação, talvez devido à diluição em água efectuada. As caiações, não apresentam
consumo teórico por falta de informação, mas é possível verificar que apresentaram um consumo
superior aos restantes revestimentos. Durante a aplicação, notou-se uma maior dificuldade em
distribuir uniformemente as caiações pelo suporte devido a um maior teor de sólidos. No entanto, foi
perceptível uma menor dificuldade de aplicação da caiação aditivada, notando uma menor
viscosidade da tinta e uma melhor aderência à superfície do provete. Tal situação, parece ter tido
influência no rendimento da tinta, uma vez que se registou um menor consumo da caiação aditivada
(CaA) em relação à caiação simples (Ca).
4.4. Caracterização das argamassas no estado fresco - Métodos de ensaio
Imediatamente após a produção das argamassas, procedeu-se à realização dos ensaios de
caracterização das argamassas no estado fresco, nomeadamente o ensaio de avaliação de
consistência pelo método da mesa de espalhamento e a determinação da massa volúmica aparente.
Importa referir que o ensaio de determinação da massa volúmica aparente foi efectuado após o
ensaio de avaliação de consistência, com o cuidado do intervalo de tempo entre o final da produção
das argamassas e o início do ensaio não fosse excessivo.
O procedimento utilizado na caracterização da consistência das argamassas obtidas das
amassaduras baseou-se no procedimento descrito na norma EN 1015-18 (EN 1015-18:2002).

62
O ensaio de espalhamento foi realizado o mais depressa possível após a produção de cada
argamassa para que não se deturpasse a consistência da mesma. O procedimento que foi efectuado,
resume-se no seguinte: depois de se ter humedecido a mesa de espalhamento, colocou-se o molde
tronco-cónico centrado na mesa e procedeu-se ao seu preenchimento com a argamassa fresca a
ensaiar. Esse preenchimento foi realizado em duas camadas, sendo cada uma delas compactada
através de 25 golpes com o varão de aço. Após se rasar o topo do molde, procedeu-se à sua
remoção e submeteu-se a amostra à acção de 25 pancadas em cerca de 15 segundos através do
movimento vertical da mesa de espalhamento. Por fim, avaliou-se os 3 diâmetros inscritos na mesa
com o auxílio de uma craveira.
É através da média destes 3 diâmetros que se obtém o diâmetro de espalhamento da argamassa.
𝑫𝒎𝒆𝒅 =𝑫𝟏+𝑫𝟐+𝑫𝟑
𝟑 [𝒄𝒎] Equação 4. 3
Figura 4. 11 - Sequência do ensaio de avaliação de consistência
O procedimento adoptado na determinação da massa volúmica das argamassas no estado fresco foi
baseado no estabelecido na norma EN 1015-6 (IPQ, 1998), sendo o ensaio efectuado após o ensaio
de avaliação de consistência.
Este ensaio consistiu em preencher um recipiente (com volume de 1 litro e de massa conhecida, m1)
com a argamassa, em 3 camadas horizontais, com 1/3 da capacidade do recipiente cada uma. Cada
camada foi compactada através de 15 pancadas, uniformemente distribuídas, efectuadas com o
auxílio do varão de compactação. Após o preenchimento total, rasou-se o topo do molde de modo a
alisar a superfície e a retirar o excesso de argamassa e procedeu-se à sua pesagem, m2.
A massa volúmica é calculada através da seguinte equação:
𝑴. 𝑽. 𝒂𝒑𝒂𝒓𝒆𝒏𝒕𝒆 =𝒎𝟐−𝒎𝟏
𝑽 [𝒌𝒈/𝒎𝟑] Equação 4. 4
Em que: m1 – massa do recipiente [kg] ; m2 – massa do conjunto recipiente + argamassa [kg] e V –
volume do recipiente [m3].

63
Figura 4. 12 - Sequência de determinação da massa volúmica aparente
4.5. Caracterização das argamassas no estado endurecido – Métodos de ensaio
4.5.1. Considerações Gerais
As argamassas produzidas em obra e em laboratório foram submetidas a ensaios de caracterização
física de modo a que fosse possível compreender as suas características. Além disso, as
características destas argamassas foram analisadas com o objectivo de procurar avaliar em que
medida foi possível reproduzir em laboratório, as argamassas utilizadas na intervenção das fachadas
do Palácio Nacional de Queluz.
Para a caracterização física das argamassas foram realizados os ensaios de avaliação do teor em
água após 48 horas de imersão, determinação da porosidade aberta, teor máximo de água e massas
volúmicas e, ainda, o ensaio de absorção de água por capilaridade. A caracterização física das
argamassas produzidas na intervenção do Palácio Nacional de Queluz foi realizada em provetes
prismáticos com seis meses de idade. Quanto à caracterização das argamassas produzidas em
laboratório, foi realizada três meses após a produção das mesmas, em provetes cúbicos e provetes
prismáticos.
A caracterização mecânica baseou-se na avaliação da resistência mecânica à flexão e compressão e
à avaliação da profundidade de carbonatação.
4.5.2. Caracterização física
Avaliação do teor em água após 48 horas de imersão
A avaliação do teor em água após 48 horas de imersão procura avaliar a quantidade de água
absorvida pelos provetes de argamassa após estarem imersos em água, à pressão atmosférica
durante 48 horas. Este ensaio foi efectuado para os provetes prismáticos baseando-se no
procedimento especificado pelo LNEC, E394 (Especificação LNEC E 394, 1993).
Primeiramente, os provetes foram colocados na estufa ventilada a uma temperatura de 60 ± 5ºC de
modo a secarem. Após arrefecimento durante 24 horas no exsicador, procede-se ao registo da massa
de cada provete (mseca). De seguida, os provetes foram colocados, num recipiente cheio com água,
sobre um tapete de modo a minimizar a acumulação de bolhas de ar na sua superfície. Após 48

64
horas de imersão, os provetes foram retirados e limpos com um pano de modo a retirar o excesso de
água superficial. Por fim, registou-se a sua massa (mhúmida).
O teor de água às 48 horas (W48h) é calculado através da seguinte expressão:
𝑾𝟒𝟖𝒉 =𝑴𝒉ú𝒎𝒊𝒅𝒂−𝑴𝒔𝒆𝒄𝒂
𝑴𝒔𝒆𝒄𝒂 𝒙 𝟏𝟎𝟎 [%] Equação 4. 5
Em que: Mseca – Massa do provete seco [g] e Mhúmida – Massa do provete após 48 horas de imersão
[g].
Porosidade aberta e massas volúmicas
Este ensaio foi efectuado de acordo com o procedimento descrito em RILEM Test No. I.1, em
provetes prismáticos e em provetes cúbicos.
Antes de se iniciar o ensaio os provetes foram colocados na estufa ventilada a 60 ± 5ºC durante,
aproximadamente, 48 horas até atingirem massa constante. De seguida, procedeu-se à avaliação da
massa seca de cada provete (mseca). Os provetes foram, então, colocados no interior de um exsicador
ligado a uma bomba de vácuo a 0.3 bar, sendo essa pressão mantida durante 24 horas, com a
finalidade de se eliminar o ar contido no interior dos poros dos provetes.
Após essas 24 horas, introduziu-se, lentamente, água no interior do exsicador, até um nível de água
que não ultrapassasse em demasia a altura de ascensão capilar. Os provetes permaneceram nestas
condições durante 24 horas. No final deste período, a tampa do exsicador foi retirada e os provetes
permaneceram imersos na água à pressão atmosférica durante, novamente, 24 horas.
Por fim, efectuou-se a pesagem hidrostática dos provetes para se determinar a massa do provete
imerso (mimerso)e registou-se a massa saturada dos mesmos (msaturada).
Este ensaio permite calcular o valor da porosidade (P), teor máximo de água (Wmáx), massa volúmica
real (Mvol.real e Mvol.aparente) e massa volúmica aparente, através das seguintes expressões:
𝑃 =𝑀𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜 − 𝑀𝑠𝑒𝑐𝑎
𝑀𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜 − 𝑀𝑖𝑚𝑒𝑟𝑠𝑜 𝑥 100 [%]
𝑊𝑚á𝑥 =𝑀𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜 − 𝑀𝑠𝑒𝑐𝑎
𝑀𝑠𝑒𝑐𝑎𝑥 100 [%]
𝑀𝑣𝑜𝑙. 𝑟𝑒𝑎𝑙 =𝑀𝑠𝑒𝑐𝑎
𝑀𝑠𝑒𝑐𝑎 − 𝑀𝑖𝑚𝑒𝑟𝑠𝑜 𝑥 103 [𝑘𝑔/𝑚3]
𝑀𝑣𝑜𝑙. 𝑎𝑝𝑎𝑟𝑒𝑛𝑡𝑒 =𝑀𝑠𝑒𝑐𝑎
𝑀𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑎 − 𝑀𝑖𝑚𝑒𝑟𝑠𝑜 𝑥 103 [𝑘𝑔/𝑚3]
Equação 4. 6 - Cálculo da porosidade aberta, teor máximo de água, e massa volúmica real e aparente

65
Figura 4.13 - Sequência de etapas do ensaio de avaliação de porosidade e massas volúmicas
Absorção de água por capilaridade
Este ensaio procura avaliar a susceptibilidade das argamassas em absorver água por capilaridade. A
absorção de água depende das características de cada argamassa.
O ensaio foi realizado de acordo com o procedimento descrito na norma EN 1015-18:2002. A
absorção de água por capilaridade foi avaliada em 3 provetes prismáticos de cada argamassa em
estudo.
Antes de serem colocados na água, os provetes foram colocados na estufa ventilada a uma
temperatura de 60 ± 5ºC de forma a secarem, sendo retirados ao atingirem massa constante. Depois
de serem retirados da estufa, procedeu-se ao arrefecimento dos provetes no exsicador com sílica de
gel durante 24 horas, seguindo-se a avaliação da massa seca de cada provete (mseca).
Os provetes foram, então, colocados no tabuleiro sobre um tapete de borracha. Seguidamente,
colocou-se a água no tabuleiro, até uma determinada altura (2 ± 1 mm), com o auxílio de um
esguicho de forma a não humedecer as restantes faces dos provetes. O tabuleiro com os provetes foi
protegido, com uma caixa de plástico, com o objectivo de minimizar a evaporação de água, embora o
nível de água fosse sendo controlado e reposto.
De seguida foram feitas avaliações de massa ao fim de períodos pré-estabelecidos. Antes de cada
pesagem foi retirado o excesso de água superficial com um pano húmido. As pesagens (mi)
realizaram-se aos 5 min, 10 min, 15 min, 20 min, 30min, 45 min, 1 hora, 1,5 horas, 2 horas, 3 horas, 4
horas, 5 horas, 6 horas, 24 horas e, daí para a frente, de 24 em 24 horas até ser atingida a saturação
completa do provete. No fim das medições, os provetes foram colocados no tabuleiro na mesma
posição em que se encontravam.
O cálculo das grandezas medidas neste ensaio é explicado na secção 4.7.1.

66
4.5.3. Caracterização mecânica
Os ensaios de caracterização mecânica das argamassas foram realizados em três prismas (16x4x4
cm) de cada tipo de argamassa em estudo. Foram executados ensaios de resistência à flexão,
profundidade de carbonatação com fenolftaleína e resistência à compressão.
Os procedimentos dos ensaios de resistência à flexão e compressão são baseados na especificação
do LNEC E29 (Especificação LNEC E 29, 1979). Os provetes foram ensaiados numa máquina que
respeita os requisitos da norma enunciada.
Avaliação da resistência mecânica à flexão
No ensaio de avaliação de resistência à flexão, o provete foi posicionado na máquina de modo a que
ficasse centrado e com o eixo longitudinal perpendicular ao dos apoios, a uma distância de apoios de
100 mm. Com o cutelo em contacto com a face superior do provete, foram aplicadas forças
gradualmente crescentes até à rotura do provete.
Registou-se a força de rotura obtida, que corresponde à maior força aplicada durante o ensaio. O
resultado da resistência mecânica à flexão é dado pela média aritmética dos valores obtidos. A
tensão de rotura à flexão pode ser calculada através da seguinte expressão:
𝑻𝑹𝒇𝒍𝒆𝒙ã𝒐 = 𝟏. 𝟓 𝒙 𝑭𝒇 𝒍
𝒃𝒅𝟐 = 𝟎, 𝟎𝟎𝟐𝟑𝟒 𝒙 𝑭𝒇 [𝑴𝑷𝒂] Equação 4. 7
Em que: Ff – Força de rotura à flexão (N); l – Distância entre os apoios (mm); b – Largura do prisma
(mm); d – Espessura do prisma (mm).
Figura 4. 14 – Esquema do ensaio de resistência à flexão
Avaliação da profundidade de carbonatação
A avaliação da profundidade de carbonatação foi realizada imediatamente após o ensaio de
resistência à flexão, através da pulverização de uma solução de fenolftaleína das superfícies de
rotura dos meios prismas.

67
A reacção de carbonatação faz diminuir a alcalinidade e o ph devido ao consumo de hidróxido de
cálcio. A diminuição de alcalinidade pode ser detectada através da utilização de uma solução de
fenolftaleína. Quanto maior for a permeabilidade da argamassa, maior é a facilidade de reacção com
o dióxido de carbono, acelerando a reacção de carbonatação (Ferreira, 2013).
A profundidade da carbonatação pode ser avaliada através da pulverização de uma solução de
fenolftaleína, que ao entrar em contacto com a argamassa torna possível fazer a distinção entre
zonas incolores e zonas com cor de carmim. Considera-se as zonas incolores como já carbonatadas,
dado que a solução de fenolftaleína detecta a diminuição do ph, por sua vez as zonas de cor de
carmim são as que ainda não se encontram carbonatadas. A medição da espessura de carbonatação
foi efectuada na perpendicular aos quatro lados da face do provete, sendo registado a média dos
valores medidos.
Avaliação da resistência mecânica à compressão
Este ensaio foi executado nos meios-prismas resultantes do ensaio de avaliação da resistência à
flexão. Após fazer o prato superior da máquina descer até à face superior do provete, aplicou-se uma
força gradualmente crescente até à rotura do provete.
Por fim, registou-se a força de rotura obtida que corresponde à maior força aplicada durante o ensaio.
O valor da tensão de rotura à compressão é dado pela média dos valores obtidos dos provetes
ensaiados. A tensão de rotura à compressão pode ser calculada através da seguinte expressão:
𝝈𝒄 =𝑭𝒄
𝑺= 𝟎, 𝟎𝟎𝟎𝟔𝟐𝟓 𝒙 𝑭𝒄 [𝑴𝑷𝒂] Equação 4. 8
Em que: 𝜎𝑐 – resistência mecânica à compressão [MPa]; Fc – Força de rotura por compressão [N];
S – Área da secção transversal do provete [mm2].
4.6. Susceptibilidade à degradação devido a processos de cristalização de sais
solúveis
Como já foi referido anteriormente, a presença de sais solúveis nas argamassas é bastante comum,
pelo que deve ser controlada e minimizada. Este ensaio permite a avaliação, em laboratório, do
comportamento das argamassas face a acção de cristalização de sais e perceber qual a sua
susceptibilidade a fenómenos deste tipo. O ensaio foi aplicado em provetes cúbicos dos dois tipos de
argamassa em estudo, três por cada revestimento de pintura e três não revestidos para se obter uma
referência de comparação.
O procedimento utilizado foi o descrito no protocolo proposto por (Algarvio, 2010), baseado em
(Selwitz, C., Dowhne, E., 2002).
Antes da realização do ensaio propriamente dito, foram executados ensaios de capilaridade e de
secagem experimentais de modo a caracterizar a absorção de água e secagem das argamassas,
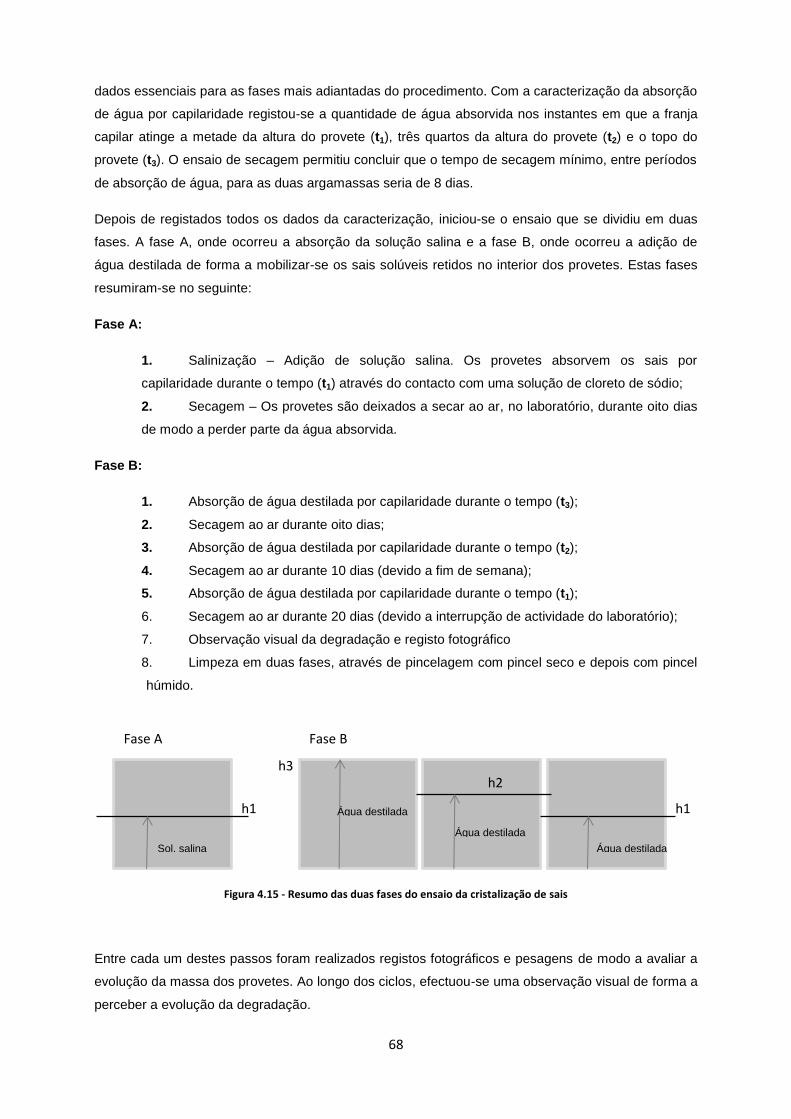
68
dados essenciais para as fases mais adiantadas do procedimento. Com a caracterização da absorção
de água por capilaridade registou-se a quantidade de água absorvida nos instantes em que a franja
capilar atinge a metade da altura do provete (t1), três quartos da altura do provete (t2) e o topo do
provete (t3). O ensaio de secagem permitiu concluir que o tempo de secagem mínimo, entre períodos
de absorção de água, para as duas argamassas seria de 8 dias.
Depois de registados todos os dados da caracterização, iniciou-se o ensaio que se dividiu em duas
fases. A fase A, onde ocorreu a absorção da solução salina e a fase B, onde ocorreu a adição de
água destilada de forma a mobilizar-se os sais solúveis retidos no interior dos provetes. Estas fases
resumiram-se no seguinte:
Fase A:
1. Salinização – Adição de solução salina. Os provetes absorvem os sais por
capilaridade durante o tempo (t1) através do contacto com uma solução de cloreto de sódio;
2. Secagem – Os provetes são deixados a secar ao ar, no laboratório, durante oito dias
de modo a perder parte da água absorvida.
Fase B:
1. Absorção de água destilada por capilaridade durante o tempo (t3);
2. Secagem ao ar durante oito dias;
3. Absorção de água destilada por capilaridade durante o tempo (t2);
4. Secagem ao ar durante 10 dias (devido a fim de semana);
5. Absorção de água destilada por capilaridade durante o tempo (t1);
6. Secagem ao ar durante 20 dias (devido a interrupção de actividade do laboratório);
7. Observação visual da degradação e registo fotográfico
8. Limpeza em duas fases, através de pincelagem com pincel seco e depois com pincel
húmido.
Figura 4.15 - Resumo das duas fases do ensaio da cristalização de sais
Entre cada um destes passos foram realizados registos fotográficos e pesagens de modo a avaliar a
evolução da massa dos provetes. Ao longo dos ciclos, efectuou-se uma observação visual de forma a
perceber a evolução da degradação.
h1
h3
h1
Fase A Fase B
Sol. salina Água destilada
Água destilada
Água destilada
h2

69
Em primeiro lugar, as faces laterais dos provetes foram impermeabilizadas com resina epóxi e a sua
base protegida para evitar a ocorrência de evaporação através dela. A impermeabilização das faces
laterais foi executada em duas demãos espaçadas de 24 horas. Este procedimento foi realizado com
o objectivo de que a evaporação da água fosse unidireccional e ocorresse pela face revestida. Após
este período, os provetes foram colocados na estufa ventilada a 60 ± 5ºC durante, aproximadamente,
48 horas até atingirem massa constante. De seguida, procedeu-se ao arrefecimento dos provetes no
exsicador com sílica de gel durante 24 horas, seguindo-se a avaliação da massa seca de cada
provete (mseca).
Assim se iniciou o ciclo de ensaio que é constituído pela fase A e pela fase B, com a duração de 4
semanas. Os provetes foram colocados na vertical, sobre tapetes de borracha dentro de um tabuleiro,
com a face não revestida colocada para baixo. Com um esguicho, procedeu-se à introdução de uma
solução de cloreto de sódio, no tabuleiro, até ao nível marcado de 2 ± 1 mm. O tabuleiro foi, de
seguida, protegido com uma caixa de plástico com o objectivo de minimizar a evaporação da solução
salina. Deixou-se que o provete absorvesse a solução salina durante o período de tempo em que se
atinge a metade da altura (t1), medido no ensaio de capilaridade experimental. Após se retirar o
excesso de água superficial das faces dos provetes, procedeu-se ao registo de massa (massa do
provete molhado contendo a solução salina) e deixou-se os mesmos a secar ao ar durante oito dias,
finalizando-se, assim, a fase A.
Iniciada a fase B, colocou-se os provetes novamente no tabuleiro, mas desta vez, submetendo-os à
absorção de água destilada por capilaridade, utilizando o mesmo procedimento acima referido.
Deixou-se os provetes absorverem água destilada durante o tempo t3, tempo correspondente à
subida da água até ao topo do provete. Após se retirar o excesso de água, executou-se a avaliação
da massa e colocou-se os provetes expostos ao ar, durante oito dias, de modo a secarem. Todo este
procedimento foi repetido da mesma forma, para os tempos t2 e t1, ou seja, para a subida da franja
capilar até aos três quartos e metade da altura dos provetes, respectivamente. No final do ensaio,
realizou-se a observação visual dos provetes registando-se o padrão de degradação e a sua massa
final.
No final do ciclo, observa-se a degradação apresentada pelos revestimentos. Dependendo do estado
de degradação, decide-se se existe necessidade de realizar mais um ciclo de absorção salina ou não.
No presente trabalho, não houve necessidade de se realizar mais um ciclo.
Por fim, procedeu-se à limpeza dos sais, em primeiro lugar com um pincel seco e depois com um
pincel húmido. Com os provetes secos, realizou-se um ensaio de absorção por capilaridade para
verificar o efeito da degradação dos sais na absorção de água líquida.
4.7. Estudo da influência dos revestimentos decorativos no comportamento das
argamassas
4.7.1 Absorção de água por capilaridade
Este ensaio procura avaliar a susceptibilidade das argamassas revestidas em absorver água por
capilaridade. A absorção de água depende das características de cada argamassa e do revestimento

70
que lhe é aplicado. Portanto, pretendeu-se, com este ensaio, avaliar a influência dos revestimentos
por pintura face aos fenómenos de ascensão de água por capilaridade. O ensaio foi realizado, em
provetes cúbicos, de acordo com o mesmo procedimento realizado para os provetes prismáticos,
referido na secção 4.5.2. No entanto, foram realizadas algumas alterações inerentes ao facto de se
pretender avaliar a influência dos revestimentos decorativos.
Os provetes cúbicos foram impermeabilizados com uma resina epóxi, obtida através de uma mistura
de dois componentes de proporção de (2:1). A resina foi aplicada em duas camadas nas 4 faces
laterais dos provetes, com um intervalo de espera de 24 horas entre cada uma. Depois de se
proceder à avaliação da massa seca de cada provete (mseca), os provetes foram, então, colocados no
tabuleiro sobre um tapete de borracha, com a face revestida voltada para baixo, sendo a absorção de
água feita a partir dessa face. Seguidamente, colocou-se a água no tabuleiro, até uma determinada
altura (2 ± 1 mm), com o auxílio de um esguicho, de forma a não humedecer as restantes faces dos
provetes. O tabuleiro foi protegido, com uma caixa de plástico, com o objectivo de minimizar a
evaporação de água, embora o nível de água fosse sendo controlado e reposto.
Figura 4.16 - Sequência de ensaio de absorção de água por capilaridade
De seguida foram feitas avaliações de massa ao fim de períodos pré-estabelecidos. Antes de cada
pesagem foi retirado o excesso de água superficial com um pano húmido. As pesagens (mi)
realizaram-se aos 5 min, 10 min, 15 min, 20 min, 30 min, 45 min, 1 hora, 1,5 horas, 2 horas, 3 horas,
4 horas, 5 horas, 6 horas, 24 horas e, daí para a frente, de 24 em 24 horas até ser atingida a

71
saturação completa dos provetes. No fim das medições, os provetes foram colocados no tabuleiro na
mesma posição em que se encontravam.
A absorção de água por capilaridade é calculada, para cada instante i de medição, através do
quociente entre o aumento de massa (mi-mseca) e a área da face em contacto com a água (A).
𝑪 =𝒎𝒊−𝒎𝒔𝒆𝒄𝒂
𝑨=
𝜟𝑴
𝑨 [kg/m
2] Equação 4. 9
Em que: mi – Massa do provete ao fim de um dado tempo i [kg]; mseca – Massa do provete seco, após
ser retirado do exsicador [kg] e A – Área da face de contacto com a água [m2].
Os resultados são expressos graficamente através de uma curva que exprime a quantidade de água
absorvida por unidade de área, em função da raiz quadrada do tempo decorrido [s1/2
]. O coeficiente
de capilaridade [kg/(m2.s
1/2)] é medido através do declive do troço inicial dessa curva. A quantidade
total de água absorvida, após saturação, é expresso através do valor assimptótico da curva, sendo
este medido no ponto em que a diferença entre dois valores de massa consecutivos é inferior a 1%.
4.7.2. Absorção de água sob baixa pressão
Este ensaio pretende avaliar a quantidade de água absorvida pelas argamassas através de um tubo
de Karsten e foi efectuado de acordo com o procedimento descrito no documento de apoio às aulas
de laboratório da disciplina de Materiais de Protecção, Reparação e Reforço (Nogueira, 2013),
baseado no RILEM Test No. II 4.
Com a superfície do provete limpa e isenta de partículas soltas, colocou-se o tubo de Karsten com o
auxílio de um material de fixação. Esse material foi pressionado contra a superfície de forma a
garantir a maior estanquicidade possível. Com um esguicho, preencheu-se o tubo com água até ao
nível de graduação de 4 cm3 e, nesse instante, ligou-se o cronómetro. De seguida, registou-se a
quantidade de água absorvida pelos provetes de argamassa ao fim de 15seg, 30seg, 1,5min, 2min,
3min, 4min, 5min, 7min, 10min, 12min, 15min, 20min, 25min, 30min, 40min, 50min, 60min e,
finalmente, de hora em hora até se verificar a absorção total dos 4 cm3 de água ou até às 3 horas,
caso a absorção total não se verifique até esse momento.
Figura 4. 17 – Sequência de ensaio de absorção de água sob baixa pressão
72
4.7.3. Cinética de Secagem
Este ensaio pretende avaliar a cinética de secagem das argamassas em estudo, de modo a perceber
qual a influência dos revestimentos de pintura neste fenómeno. Um dos requisitos necessários para
uma boa argamassa é permitir a evaporação da água, pelo que é necessário avaliar a capacidade
que estas têm em secarem.
O ensaio foi realizado em 3 provetes cúbicos de cada revestimento e de cada argamassa em estudo
e em 3 provetes cúbicos não revestidos de forma a comparar os resultados obtidos. O procedimento
adoptado foi baseado na recomendação RILEM Test NO. II 5.
Após serem cortados, os provetes cúbicos foram impermeabilizados com uma resina epóxi, obtida
através de uma mistura de dois componentes de proporção de (2:1). A resina foi aplicada em duas
camadas nas 4 faces laterais dos provetes, com um intervalo de espera de 24 horas entre cada uma.
De seguida, os provetes foram colocados na estufa ventilada a 60 ± 5ºC, para efectuarem a sua
secagem. Depois de serem retirados da estufa, procedeu-se ao arrefecimento dos provetes no
exsicador com sílica de gel durante 24 horas, seguindo-se a avaliação da massa seca de cada
provete (mseca). De seguida, os provetes foram colocados, com a face não revestida para baixo, num
tabuleiro com cerca de 2 mm de água de modo a absorverem água por capilaridade durante 24
horas. Optou-se por realizar este passo, antes da imersão completa, de modo a expulsar o ar
existente no interior dos cubos. Após esse período, os cubos foram totalmente imersos em água
durante 24 horas. No fim da saturação, limpou-se as faces dos provetes de modo a retirar a água
superficial em excesso e registou-se a massa húmida (m48h).
Revestiu-se as quatro faces laterais e a face inferior do provete com película aderente presa com um
elástico, deixando livre a face de moldagem para que a secagem fosse unidireccional e ocorresse por
essa face. Registou-se a massa do conjunto (provete húmido + película + elástico), para que as
avaliações da massa tivessem em conta o peso destes elementos. Por fim, os provetes foram
deixados a secar, sendo realizada uma avaliação da massa (mi) por dia até se atingir a massa
constante.
Os resultados deste ensaio são expostos graficamente através de uma curva de secagem, que traduz
o teor de água do provete ao longo do tempo. Através da curva consegue-se perceber a quantidade
de água perdida por evaporação e definir o índice de secagem, I.S.
O teor em água pode ser calculado através da seguinte equação:
𝑾𝒊 =𝒎𝒊−𝒎𝒔𝒆𝒄𝒂
𝒎𝒔𝒆𝒄𝒂 𝒙 𝟏𝟎𝟎 (%) Equação 4. 10
Em que: mi – Massa do provete num dado instante i [g]; mseca – Massa do provete seco após ser
retirado do exsicador [g].
O índice de secagem pode ser determinado através da análise das curvas de secagem (Ferreira,
Pinto; 2002). No presente trabalho, o índice de secagem foi calculado pela seguinte equação:

73
𝑰. 𝑺 = ∑(𝒕𝒊−𝒕𝒊−𝟏)×
(𝑸𝒊−𝟏+𝑸𝒊)
𝟐
𝑸𝒎á𝒙×𝒕𝒇 Equação 4. 11
Em que: Qi – quantidade de água no interior do provete em função do tempo, expressa em
percentagem relativamente à massa seca;. Qmáx – quantidade de água inicial, expressa em
percentagem em relação à massa seca; ti – tempo de ensaio i [h]; tf – tempo final do ensaio [h].
Figura 4.18 - Sequência de etapas do ensaio de secagem
4.7.3. Permeabilidade ao vapor de água
O ensaio de determinação da permeabilidade ao vapor de água foi efectuado de acordo com o
procedimento adoptado por Ferreira Pinto (Pinto, 2002), baseado no recomendado em RILEM II.2
(RILEM Test No. II.2, 1980).
Os provetes utilizados neste ensaio derivaram dos provetes prismáticos, sendo que se procedeu ao
corte dos mesmos através de uma serra de disco. Obteve-se peças quadradas com dimensões de
4x4 [cm] e com uma espessura de 1,5 ± 0.2 [cm]. Submeteu-se a este ensaio 3 peças de cada
revestimento e 3 peças sem pintura. Para confirmar a correcta montagem do ensaio foi utilizada uma
peça de vidro com as dimensões de 4x4 [cm]. O vidro é completamente impermeável ao vapor de
água, pelo que se a montagem for bem efectuada, os valores obtidos na célula com o vidro tendem
para a permeabilidade nula.
Segundo (Pinto, 2002), a avaliação da permeabilidade ao vapor de água consiste na quantificação da
quantidade de vapor que atravessa através de uma determinada espessura de provete quando este
está sujeito a um gradiente de pressão parcial do vapor de água entre as suas duas superfícies. Para
criar esse gradiente, utilizou-se um método designado por “cápsula seca”, no qual o fluxo de vapor se
dá de fora para dentro da cápsula. Os provetes foram posicionados em células de medição
individuais, colocando-se no seu interior 30 gramas de cloreto de cálcio de modo a garantir uma
humidade relativa de 0%. Por sua vez, as células foram colocadas no interior de uma caixa de
dimensões superiores, onde se procurou garantir uma humidade relativa próxima dos 75% através da
utilização de uma solução sobressaturada de cloreto de sódio.

74
De modo a garantir um fluxo unidireccional, os provetes quadrados foram impermeabilizados com
uma resina epóxi, obtida através de uma mistura de dois componentes de proporção de (2:1). A
resina foi aplicada em duas camadas nas faces laterais, com um intervalo de espera de 24 horas
entre cada uma. Após as 24 horas, necessárias para a secagem da última camada, os provetes
foram colocados na estufa ventilada a 60 ± 5ºC, para efectuarem a sua secagem. Depois de atingirem
massa constante, os provetes foram fixados nas células de medição com o auxílio de três cordões de
mástique sobrepostos, responsáveis, também, pela estanquidade do conjunto. Finalmente, introduziu-
se 30 gramas de cloreto de cálcio em cada célula, colocando-as, de seguida, no interior de uma caixa
de maiores dimensões. Após a montagem do ensaio estar completa, procedeu-se à pesagem das
células de medição, numa balança de elevada sensibilidade (0,1 mg) e ao registo da temperatura e
humidade relativa no interior da caixa de maiores dimensões. Esta avaliação da massa e das
condições atmosféricas foi repetida diariamente, durante cinco dias, altura em que se verificou que o
fluxo de vapor de água que atravessava o provete era constante. Na figura 4.18, apresenta-se as
diversas etapas deste ensaio.
Figura 4.19 - Etapas do ensaio de permeabilidade ao vapor de água
Os valores obtidos nas pesagens realizadas, ao longo do tempo, permitiram a elaboração de um
gráfico de massa em função do tempo, de modo a calcular o fluxo de vapor de água. O valor do fluxo
de vapor de água (qd) é obtido através do quociente entre o declive da recta e a área do provete e é
expresso em [kg.m-2
.h-1
]. Com este ensaio, foi possível calcular o coeficiente de permeabiliadade ao
vapor de água (Π), expresso em [kg.m-1
.h-1
.Pa-1
], e a espessura de camada de ar de difusão
equivalente (Sd), expresso em [m].

75
𝜫 =𝒒𝒅 × 𝒆
𝜟𝒑 Equação 4.12
Em que: qd – fluxo de vapor de água [kg.m-2
.h-1
]; e – espessura do provete [m]; Δp – variação de
pressões parciais de vapor de água entre as duas superfícies do provete [Pa].
A pressão parcial de vapor de água de uma atmosfera, a uma dada temperatura e humidade relativa,
é calculada por Psat.Hr/100, em que Psat é a pressão de saturação que depende da temperatura a que
ocorre o ensaio e Hr a humidade relativa (Pinto, 2002). Assim, a variação de pressões de vapor de
água é obtido através da seguinte equação:
𝜟𝒑 = 𝑷𝒆 − 𝑷𝒊 = 𝑷𝒔𝒂𝒕 × 𝑯𝒓𝒆
𝟏𝟎𝟎− 𝑷𝒔𝒂𝒕 ×
𝑯𝒓𝒊
𝟏𝟎𝟎 Equação 4.13
Onde, Pe e Pi são as pressões existentes no exterior e no interior das células, Hre e Hri as
humidades relativas no exterior e no interior das células e Ps a pressão de vapor de saturação [Pa]
para o valor de temperatura existente. A pressão de saturação é calculada através da seguinte
expressão:
𝑃𝑠𝑎𝑡 = 610.5 × 𝑒17.269×𝑇237.3+𝑇
Tabela 4. 11 - Pressão de saturação em função da temperatura (Paulo, Mahumane, 2011 citado por Santos, 2013)
A espessura de camada de ar de difusão equivalente corresponde à espessura de uma camada de ar
com a mesma permeância que uma camada de material com espessura (e), e é calculada pela
seguinte equação:
𝑺𝒅 =(𝟏.𝟗𝟓×𝟏𝟎−𝟏𝟎×𝟑𝟔𝟎𝟎)×𝒆
𝜫 Equação 4. 14
Onde: e - espessura do provete [m] e Π - coeficiente de permeabilidade ao vapor de água [kg.m-1
.h-
1.Pa
-1].

76

77
CAPÍTULO 5 – Influência dos revestimentos decorativos em argamassas à
base de cal hidráulica natural
5.1. Considerações Gerais
No presente capítulo apresenta-se a análise efectuada aos resultados obtidos nos diversos ensaios
realizados. A análise de resultados é iniciada com a caracterização das argamassas produzidas na
intervenção das fachadas do Palácio Nacional de Queluz e das produzidas em laboratório. Assim
efectuou-se uma caracterização do estado fresco e uma caracterização física e mecânica das
referidas argamassas. De modo a finalizar a caracterização das mesmas foi realizada uma
comparação entre as argamassas produzidas em obra e em laboratório. De seguida, efectuou-se a
avaliação da influência dos revestimentos decorativos nos fenómenos de transporte de água,
nomeadamente na permeabilidade ao vapor de água, cinética de secagem e absorção de água por
capilaridade e sob baixa pressão. Por fim, abordou-se a questão da susceptibilidade dos
revestimentos à degradação devido à cristalização de sais solúveis através da análise qualitativa do
aspecto visual ao longo do ensaio e da avaliação da absorção de água por capilaridade após a
cristalização de sais.
Importa referir que a comparação das argamassas produzidas em obra e em laboratório foi realizada
com base nos valores obtidos nos ensaios a provetes prismáticos. Quanto à avaliação da influência
dos revestimentos optou-se por realizar os ensaios em provetes cúbicos.
Ao longo da análise de resultados a argamassa de cal hidráulica terá a designação de AH e a
argamassa bastarda de cal hidráulica e cal aérea em pasta de AB.
5.2. Caracterização das argamassas produzidas em obra
A coincidência temporal entre o início do desenvolvimento da dissertação e o estudo das argamassas
adoptadas na intervenção das fachadas do Palácio Nacional de Queluz levou a que se entendesse
oportuno estudar duas formulações de argamassa utilizadas na referida intervenção. Deste modo, as
formulações das argamassas estudadas correspondem às que foram utilizadas na intervenção das
fachadas do Palácio Nacional de Queluz.
Foi necessário acompanhar a produção das argamassas em obra, para que em laboratório se
conseguisse reproduzir o que foi observado. Como medida para as quantidades a adicionar à mistura
foi utilizado uma taça com aproximadamente 0,5 litros de volume. Na produção da argamassa de cal
hidráulica, o procedimento utilizado pelo operador foi o seguinte: junção de duas taças de areia
APB60 e uma de APB40 a uma taça de cal hidráulica natural, seguida de homogeneização da
mistura. Ao longo da homogeneização foi adicionada água até ser atingida a consistência pretendida.
O operador referiu que, habitualmente, é utilizada uma proporção de 1 litro de água para 5000 g de
sólidos.

78
Na produção da argamassa bastarda, em primeiro lugar, foi realizada uma pré-homogeneização da
cal hidráulica e a cal aérea em pasta, de modo a uniformizar a mistura dos dois tipos de cal. As
quantidades misturadas foram uma taça de cal hidráulica e uma taça de cal aérea em pasta. De
seguida, juntou-se 4 taças de areia APB60 e 2 taças de APB40. Ao longo da homogeneização da
argamassa foi adicionada água até se atingir a consistência pretendida.
A figura 5.1 apresenta as etapas da produção das argamassas em obra.
Figura 5. 1 – Produção das argamassas em obra
Após produção em obra, as argamassas foram transportadas até ao laboratório para que fosse
efectuada a avaliação da sua consistência.
A avaliação da consistência das argamassas produzidas em obra foi determinante para a definição da
quantidade de água utilizada na formulação das argamassas estudadas. A tabela 5.1 resume a
caracterização efectuada, apresentando os resultados obtidos no ensaio de avaliação de consistência
na mesa de espalhamento.

79
Tabela 5. 1 - Avaliação da consistência das argamassas produzidas em obra
Argamassa de cal hidráulica Argamassa Bastarda
Produção Nº de
medições Relação
água/ligante Dméd [cm]
Valor médio
Produção Nº de
medições Relação
água/ligante Dméd [cm]
Valor médio
Obra 3 -
21,0
20,9 Obra 3 -
19,0
18,8 20,5 18,7
21,1 18,6
A tabela 5.2 resume a caracterização física das argamassas produzidas em obra em provetes
prismáticos com cerca de 6 meses de idade.
Tabela 5. 2 – Caracterização física das argamassas produzidas em obra
Argamassa de cal hidráulica (6 meses) Argamassa Bastarda (6 meses)
Nº de medições Medições Valor médio Nº de medições Medições Valor médio
Porosidade 2
25,35
25,60 3
25,17
25,00 25,82 24,96
- 24,99
Wmáx [%] 2
13,57
13,90 2
14,52
14,30 14,21 14.14
- 14.38
Mvol.real [kg/m3] 2
2502
2410 3
2317
2280
2449 2154
- 2356
1817 1616
- 1768
W48 [%] 2
12,19
12,48 2
12,56
12,56 12,77 12,55
- -
Coef. Capilaridade [kg/m
2.s
0,5]
3
0,30
0,30 1
0,28
0,28 0,30 -
0,31 -
Valor assimptótico [kg/m
2]
3
35,06
35,40 1
34,04
34,04 35,16 -
35,99 -
A avaliação da cinética de absorção de água por capilaridade das argamassas produzidas em obra
foi realizada em 3 provetes prismáticos de argamassa de cal hidráulica e 1 de argamassa bastarda.
Refere-se que o menor numero de provetes estudados de argamassa bastarda se deve a uma menor
quantidade de argamassa produzida na obra. Em anexo apresenta-se as curvas de absorção de cada
provete avaliado (Anexo V).
A análise dos valores da tabela 5.2. permite verificar que as argamassas não revelaram
características muito distintas. Apresentaram porosidades semelhantes o que se reflecte num teor em
água máximo também semelhante. Quanto à absorção de água por capilaridade, verificou-se que
ambas as argamassas apresentam coeficientes de capilaridade e valores assimptóticos parecidos.
Os valores obtidos foram ligeiramente superiores na argamassa hidráulica o que poderá ser fruto da
sua maior porosidade. Estes valores revelaram-se surpreendentes dado que as argamassas com
maior teor em cal aérea são caracterizadas por apresentarem valores mais elevados de porosidade.
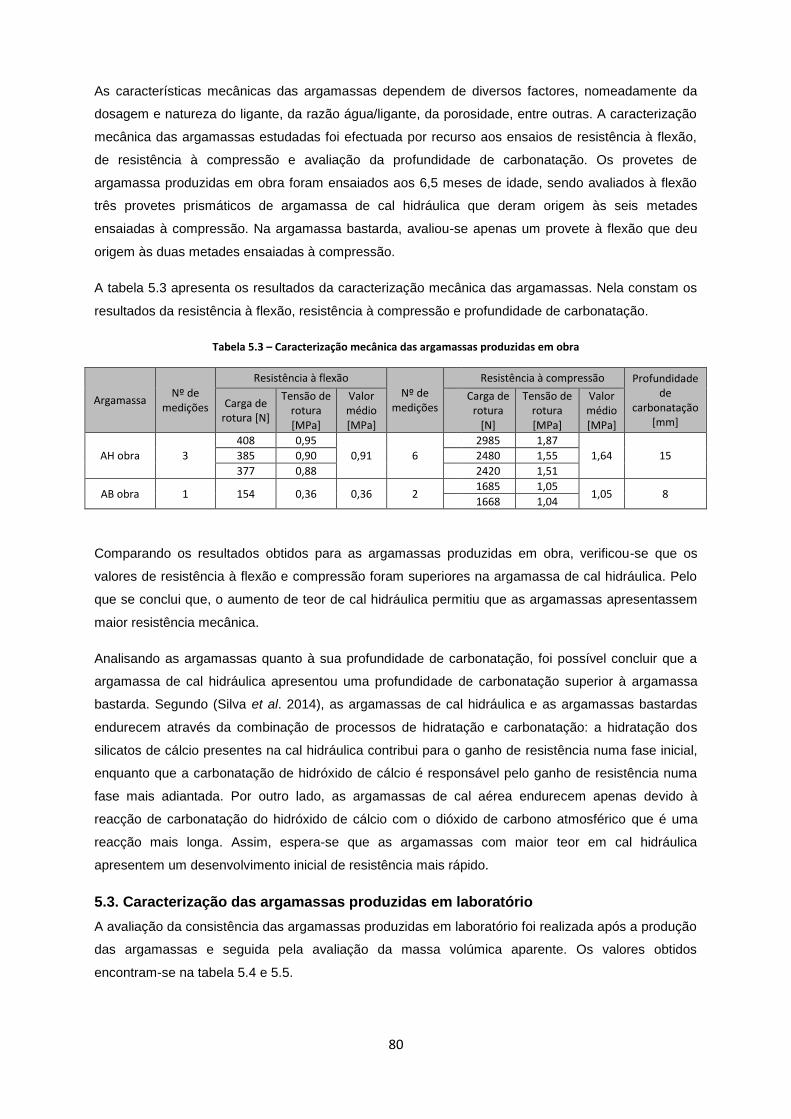
80
As características mecânicas das argamassas dependem de diversos factores, nomeadamente da
dosagem e natureza do ligante, da razão água/ligante, da porosidade, entre outras. A caracterização
mecânica das argamassas estudadas foi efectuada por recurso aos ensaios de resistência à flexão,
de resistência à compressão e avaliação da profundidade de carbonatação. Os provetes de
argamassa produzidas em obra foram ensaiados aos 6,5 meses de idade, sendo avaliados à flexão
três provetes prismáticos de argamassa de cal hidráulica que deram origem às seis metades
ensaiadas à compressão. Na argamassa bastarda, avaliou-se apenas um provete à flexão que deu
origem às duas metades ensaiadas à compressão.
A tabela 5.3 apresenta os resultados da caracterização mecânica das argamassas. Nela constam os
resultados da resistência à flexão, resistência à compressão e profundidade de carbonatação.
Tabela 5.3 – Caracterização mecânica das argamassas produzidas em obra
Argamassa Nº de
medições
Resistência à flexão
Nº de medições
Resistência à compressão Profundidade de
carbonatação [mm]
Carga de rotura [N]
Tensão de rotura [MPa]
Valor médio [MPa]
Carga de rotura
[N]
Tensão de rotura [MPa]
Valor médio [MPa]
AH obra 3
408 0,95
0,91 6
2985 1,87
1,64
385 0,90 2480 1,55 15
377 0,88 2420 1,51
AB obra 1 154 0,36 0,36 2 1685 1,05
1,05 8 1668 1,04
Comparando os resultados obtidos para as argamassas produzidas em obra, verificou-se que os
valores de resistência à flexão e compressão foram superiores na argamassa de cal hidráulica. Pelo
que se conclui que, o aumento de teor de cal hidráulica permitiu que as argamassas apresentassem
maior resistência mecânica.
Analisando as argamassas quanto à sua profundidade de carbonatação, foi possível concluir que a
argamassa de cal hidráulica apresentou uma profundidade de carbonatação superior à argamassa
bastarda. Segundo (Silva et al. 2014), as argamassas de cal hidráulica e as argamassas bastardas
endurecem através da combinação de processos de hidratação e carbonatação: a hidratação dos
silicatos de cálcio presentes na cal hidráulica contribui para o ganho de resistência numa fase inicial,
enquanto que a carbonatação de hidróxido de cálcio é responsável pelo ganho de resistência numa
fase mais adiantada. Por outro lado, as argamassas de cal aérea endurecem apenas devido à
reacção de carbonatação do hidróxido de cálcio com o dióxido de carbono atmosférico que é uma
reacção mais longa. Assim, espera-se que as argamassas com maior teor em cal hidráulica
apresentem um desenvolvimento inicial de resistência mais rápido.
5.3. Caracterização das argamassas produzidas em laboratório
A avaliação da consistência das argamassas produzidas em laboratório foi realizada após a produção
das argamassas e seguida pela avaliação da massa volúmica aparente. Os valores obtidos
encontram-se na tabela 5.4 e 5.5.

81
A análise da tabela 5.4 permite verificar que não se registou grande variabilidade na consistência das
diversas amassaduras das duas argamassas, pelo que se considera que as quantidades utilizadas
nas suas formulações permitiram reduzir a variabilidade entre as amassaduras. No entanto, foi
possível observar uma maior variação de diâmetros de espalhamento na argamassa bastarda, o que
poderá ser explicado pela dificuldade em quantificar a água existente na cal em pasta ao longo do
tempo de armazenamento. Embora o espalhamento obtido na argamassa bastarda seja menor,
utilizou-se na sua formulação uma relação água/ligante superior. Em geral, a cal aérea exige uma
maior quantidade de água na produção das argamassas (Rato, 2006).
Tabela 5.4 - Avaliação da consistência das argamassas produzidas em laboratório
Argamassa de cal hidráulica Argamassa Bastarda
Produção Nº de
medições Relação
água/ligante Dméd [cm]
Valor médio
Produção Nº de
medições Relação
água/ligante Dméd [cm]
Valor médio
Lab. 14
1,23 20,6
20,6 Lab. 14
1,46 18,2
18,7
1,23 20,7 1,46 18,0
1,23 20,5 1,46 18,2
1,23 20,5 1,46 19,1
1,23 20,6 1,46 18,1
1,23 20,7 1,46 19,1
1,23 20,5 1,46 18,7
1,23 20,7 1,46 19,0
1,23 20,7 1,46 19,1
1,23 20,9 1,46 18,8
1,23 20,7 1,46 18,4
1,23 20,7 1,46 18,9
1,23 20,8 1,46 18,9
1,23 20,4 1,46 18,7
Tabela 5. 5 – Massa volúmica aparente das argamassas produzidas em laboratório
Argamassa de cal hidráulica Argamassa Bastarda
Massa volúmica aparente [kg/m3] Massa volúmica aparente [kg/m
3]
Nº de medições Medições Valor médio Nº de medições Medições Valor médio
14
2081
2090 14
2006
2020
2090 2022
2093 2025
2082 2023
2092 2023
2087 2026
2085 2023
2082 2020
2094 2019
2091 2013
2092 2024
2093 2022
2088 2026
2092 2028
A análise da tabela 5.5 permite verificar que, em ambas as argamassas, os valores de massa
volúmica aparente das diversas amassaduras apresentaram uma reduzida variabilidade. Diferentes
energias de compactação ou diferentes alturas de queda do varão são causas possíveis para as
variações observadas, uma vez que o ensaio é sensível a alterações à forma como é efectuado.

82
Comparando as duas argamassas constatou-se que a argamassa hidráulica apresentou uma massa
volúmica aparente ligeiramente superior.
Tal como foi realizado para as argamassas produzidas na obra de Queluz, procurou-se determinar a
porosidade, o teor em água máximo e os valores de massa volúmica real e aparente das argamassas
produzidas em laboratório. O ensaio foi realizado em provetes prismáticos e em provetes cúbicos. A
avaliação destas características revelou-se importante na determinação do grau de semelhança entre
as argamassas. A tabela 5.6 apresenta os resultados obtidos nos ensaios de caracterização física.
Tabela 5. 6 – Caracterização física das argamassas produzidas em laboratório
Argamassa de cal hidráulica Argamassa Bastarda
Nº de medições
Provetes cúbicos (3 meses)
Provetes prismáticos (3 meses)
Nº de medições
Provetes cúbicos (3 meses)
Provetes prismáticos (3 meses)
Medições Valor médio
Medições Valor médio
Medições Valor médio
Medições Valor médio
Porosidade [%]
24,80
24,67
25,13
24,98
25,59
25,74
26,17
26,14 3 24,67 24,82 2 25,88 26,12
24,55 24,99 - -
Wmáx [%]
13,40
13,27
13,51
13,39
14,25
14,40
14,87
14,67 3 13,36 13,48 2 14,55 14,47
13,04 13,18 - -
Mvol.real [kg/m
3]
2462
2470
2491
2490
2413
2410
2418
2430 3 2451 2504 2 2400 2443
2495 2472 - -
11,50 11,78 12,25 13,33 W48 [%] 3 11,74 11,68 12,49 12,22 2 12,97 12,58 12,69 12,89
11,78 12,39 12,53
Coef. Capilaridade
[kg/m2.s
0,5]
0,288 0,250 0,344 0,261 0,276 0,267 0,287 0,253
3 0,257 0,261 0,278 0,260 5 0,319 0,317 0,264 0,273 0,237 0,297 - 0,303 0,248 0,288 - 0,284
Valor assimptótico
[kg/m2]
10,13 33,48 12,10 32,22 9,96 33,84 10,11 33,59
3 10,65 10,10 30,94 32,09 5 9,92 10,71 34,09 33,55 9,94 31,19 - 34,31 9,85 31,00 - 33,52
A análise dos valores obtidos permitiu concluir que tanto nos provetes cúbicos como nos provetes
prismáticos, a argamassa bastarda revelou uma porosidade aberta superior à da argamassa de cal
hidráulica, embora não exista grande diferença entre os valores das duas argamassas. A constituição
da argamassa bastarda é à base de cal aérea e cal hidráulica, enquanto que a argamassa de cal
hidráulica é constituída apenas por cal hidráulica. Segundo Rato (2006) e Silva, B. et al. (2014), as
argamassas que possuem um maior teor em cal aérea tendem a apresentar valores de porosidade
aberta mais elevados e, aparentemente, um diâmetro de poros superior. Além disso, a utilização de
uma maior quantidade de água na produção da argamassa poderá está associada a uma maior
porosidade. Na produção da argamassa bastarda foi utilizada uma maior relação água/ligante, pelo
que tal como se verificou, seria expectável que apresentasse porosidade superior.
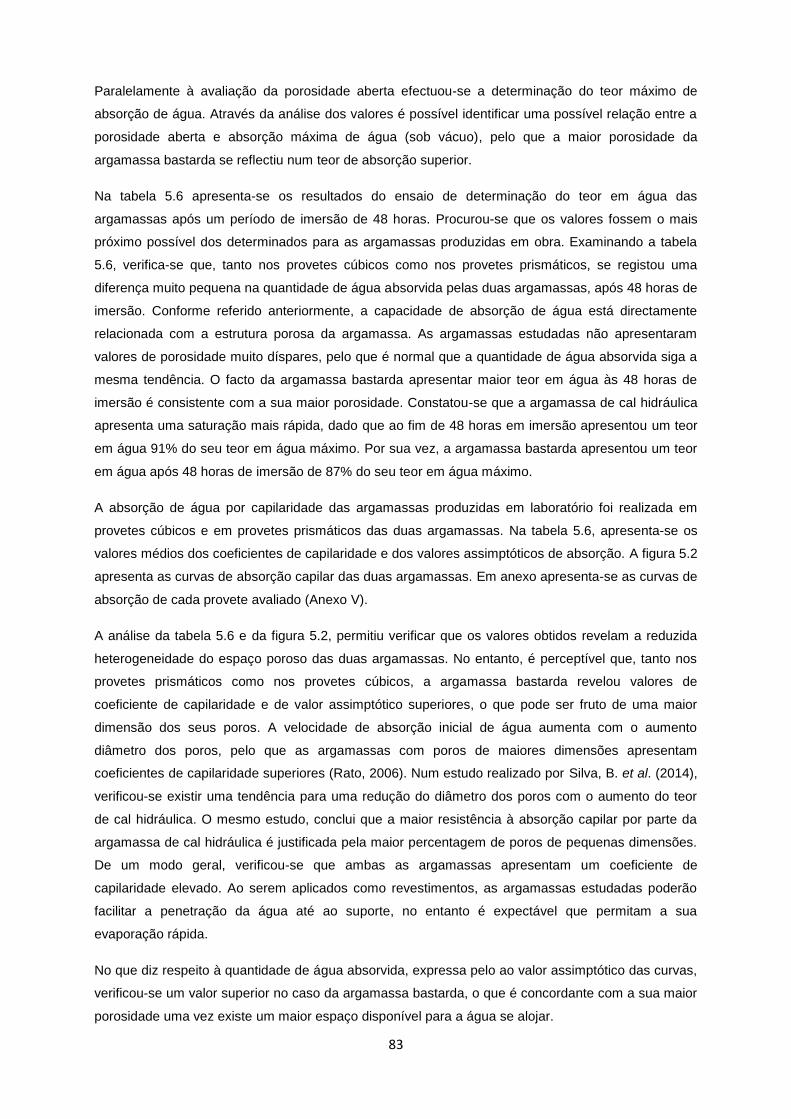
83
Paralelamente à avaliação da porosidade aberta efectuou-se a determinação do teor máximo de
absorção de água. Através da análise dos valores é possível identificar uma possível relação entre a
porosidade aberta e absorção máxima de água (sob vácuo), pelo que a maior porosidade da
argamassa bastarda se reflectiu num teor de absorção superior.
Na tabela 5.6 apresenta-se os resultados do ensaio de determinação do teor em água das
argamassas após um período de imersão de 48 horas. Procurou-se que os valores fossem o mais
próximo possível dos determinados para as argamassas produzidas em obra. Examinando a tabela
5.6, verifica-se que, tanto nos provetes cúbicos como nos provetes prismáticos, se registou uma
diferença muito pequena na quantidade de água absorvida pelas duas argamassas, após 48 horas de
imersão. Conforme referido anteriormente, a capacidade de absorção de água está directamente
relacionada com a estrutura porosa da argamassa. As argamassas estudadas não apresentaram
valores de porosidade muito díspares, pelo que é normal que a quantidade de água absorvida siga a
mesma tendência. O facto da argamassa bastarda apresentar maior teor em água às 48 horas de
imersão é consistente com a sua maior porosidade. Constatou-se que a argamassa de cal hidráulica
apresenta uma saturação mais rápida, dado que ao fim de 48 horas em imersão apresentou um teor
em água 91% do seu teor em água máximo. Por sua vez, a argamassa bastarda apresentou um teor
em água após 48 horas de imersão de 87% do seu teor em água máximo.
A absorção de água por capilaridade das argamassas produzidas em laboratório foi realizada em
provetes cúbicos e em provetes prismáticos das duas argamassas. Na tabela 5.6, apresenta-se os
valores médios dos coeficientes de capilaridade e dos valores assimptóticos de absorção. A figura 5.2
apresenta as curvas de absorção capilar das duas argamassas. Em anexo apresenta-se as curvas de
absorção de cada provete avaliado (Anexo V).
A análise da tabela 5.6 e da figura 5.2, permitiu verificar que os valores obtidos revelam a reduzida
heterogeneidade do espaço poroso das duas argamassas. No entanto, é perceptível que, tanto nos
provetes prismáticos como nos provetes cúbicos, a argamassa bastarda revelou valores de
coeficiente de capilaridade e de valor assimptótico superiores, o que pode ser fruto de uma maior
dimensão dos seus poros. A velocidade de absorção inicial de água aumenta com o aumento
diâmetro dos poros, pelo que as argamassas com poros de maiores dimensões apresentam
coeficientes de capilaridade superiores (Rato, 2006). Num estudo realizado por Silva, B. et al. (2014),
verificou-se existir uma tendência para uma redução do diâmetro dos poros com o aumento do teor
de cal hidráulica. O mesmo estudo, conclui que a maior resistência à absorção capilar por parte da
argamassa de cal hidráulica é justificada pela maior percentagem de poros de pequenas dimensões.
De um modo geral, verificou-se que ambas as argamassas apresentam um coeficiente de
capilaridade elevado. Ao serem aplicados como revestimentos, as argamassas estudadas poderão
facilitar a penetração da água até ao suporte, no entanto é expectável que permitam a sua
evaporação rápida.
No que diz respeito à quantidade de água absorvida, expressa pelo ao valor assimptótico das curvas,
verificou-se um valor superior no caso da argamassa bastarda, o que é concordante com a sua maior
porosidade uma vez existe um maior espaço disponível para a água se alojar.

84
Figura 5. 2 – Curva de absorção capilar das argamassas produzidas em laboratório
De modo a completar a caracterização física das argamassas avaliou-se a sua permeabilidade ao
vapor de água e a cinética de secagem. A tabela 5.7 apresenta os parâmetros calculados no ensaio
de permeabilidade ao vapor das duas argamassas.
Tabela 5. 7 – Permeabilidade ao vapor de água das argamassas produzidas em laboratório
Argamassa de cal hidráulica
Argamassa Bastarda
Espessura de camada de ar de difusão equivalente [m] 0,18 0,17
Coeficiente de permeabilidade [kg.m-1
.h-1
.Pa-1
] 5,8 x 10-8
6,4 x 10-8
A argamassa bastarda revelou-se ligeiramente mais permeável do que a argamassa de cal hidráulica,
com um coeficiente de permeabilidade 10% superior. Sendo a difusão de vapor nas argamassas
dependente essencialmente da porosidade aberta, é expectável que o coeficiente de difusão de vapor
aumente com o aumento da porosidade. Embora as argamassas estudadas não apresentem valores
de porosidade muito díspares, a argamassa bastarda possui um valor superior, o que poderá justificar
o seu maior coeficiente de permeabilidade.
Os valores alcançados no presente trabalho vão ao encontro do que é referido nos artigos
consultados, nos quais se verificou uma diminuição da permeabilidade ao vapor de água com o
aumento do teor de cal hidráulica nas argamassas (Guerreiro et al., 2007). As argamassas com um
teor de cal hidráulica superior apresentaram coeficientes de permeabilidade inferior, o que pode ser
explicado pela sua menor porosidade e menor percentagem de poros largos (Silva, B. et al., 2014).
A figura 5.3 apresenta a cinética de secagem das duas argamassas, sendo que a tabela 5.8
apresenta os valores obtidos do ensaio de secagem.
0
5
10
15
20
25
30
35
40
0 200 400 600 800 1000
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
AH prov. prismáticos
AB prov. prismáticos
AH prov. cúbicos
AB prov. cúbicos
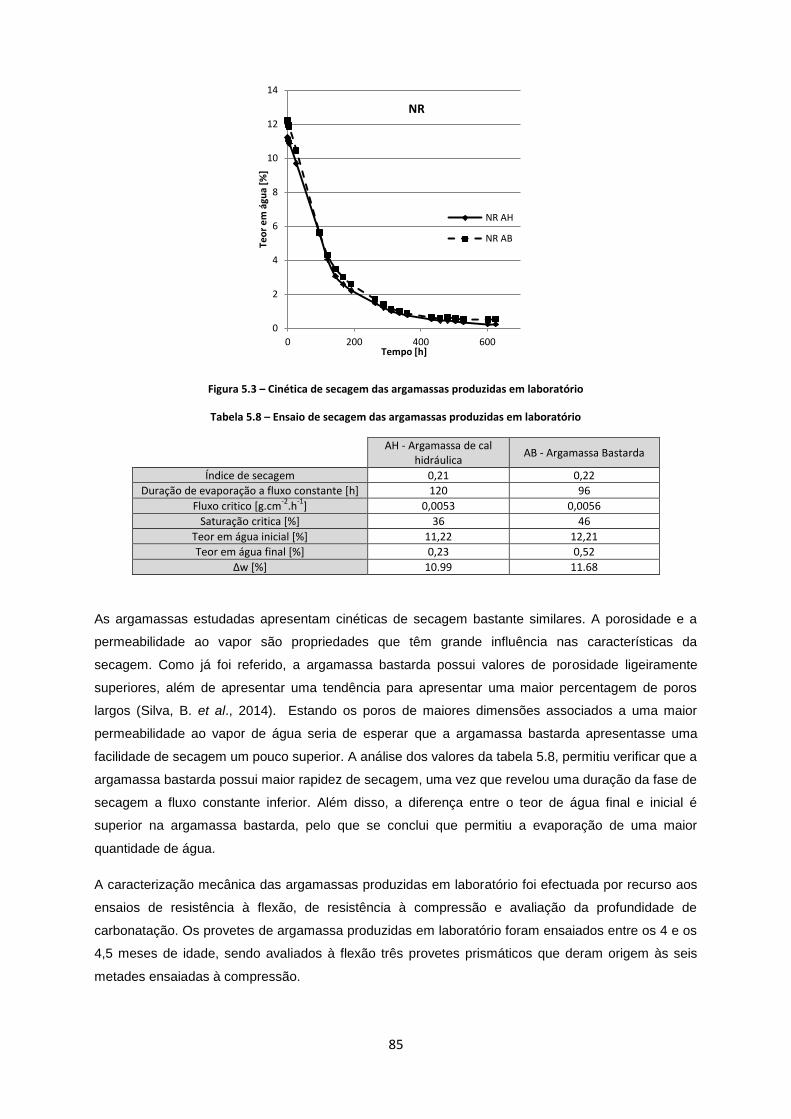
85
Figura 5.3 – Cinética de secagem das argamassas produzidas em laboratório
Tabela 5.8 – Ensaio de secagem das argamassas produzidas em laboratório
AH - Argamassa de cal
hidráulica AB - Argamassa Bastarda
Índice de secagem 0,21 0,22
Duração de evaporação a fluxo constante [h] 120 96
Fluxo critico [g.cm-2
.h-1
] 0,0053 0,0056
Saturação critica [%] 36 46
Teor em água inicial [%] 11,22 12,21
Teor em água final [%] 0,23 0,52
Δw [%] 10.99 11.68
As argamassas estudadas apresentam cinéticas de secagem bastante similares. A porosidade e a
permeabilidade ao vapor são propriedades que têm grande influência nas características da
secagem. Como já foi referido, a argamassa bastarda possui valores de porosidade ligeiramente
superiores, além de apresentar uma tendência para apresentar uma maior percentagem de poros
largos (Silva, B. et al., 2014). Estando os poros de maiores dimensões associados a uma maior
permeabilidade ao vapor de água seria de esperar que a argamassa bastarda apresentasse uma
facilidade de secagem um pouco superior. A análise dos valores da tabela 5.8, permitiu verificar que a
argamassa bastarda possui maior rapidez de secagem, uma vez que revelou uma duração da fase de
secagem a fluxo constante inferior. Além disso, a diferença entre o teor de água final e inicial é
superior na argamassa bastarda, pelo que se conclui que permitiu a evaporação de uma maior
quantidade de água.
A caracterização mecânica das argamassas produzidas em laboratório foi efectuada por recurso aos
ensaios de resistência à flexão, de resistência à compressão e avaliação da profundidade de
carbonatação. Os provetes de argamassa produzidas em laboratório foram ensaiados entre os 4 e os
4,5 meses de idade, sendo avaliados à flexão três provetes prismáticos que deram origem às seis
metades ensaiadas à compressão.
0
2
4
6
8
10
12
14
0 200 400 600
Teo
r e
m á
gua
[%]
Tempo [h]
NR
NR AH
NR AB

86
A tabela 5.9 apresenta os resultados da caracterização mecânica das argamassas. Nela constam os
resultados da resistência à flexão, resistência à compressão e profundidade de carbonatação.
Tabela 5.9 – Resultados do ensaio de resistência à flexão, resistência à compressão e profundidade de carbonatação das argamassas produzidas em laboratório
Argamassa Nº de
medições
Resistência à flexão
Nº de medições
Resistência à compressão Profundidade de
carbonatação [mm]
Carga de rotura [N]
Tensão de rotura [MPa]
Valor médio [MPa]
Carga de rotura [N]
Tensão de rotura [MPa]
Valor médio [MPa]
AH Lab. 3
340 0,80
0,82 6
2370 1,48
1,67 13 380 0,89 2950 1,84
335 0,78 2685 1,68
AB Lab. 3
187 0,44
0,41 6
1845 1,15
1,01 10 178 0,42 1545 0,97
161 0,38 1450 0,91
Ao comparar as argamassas entre si, verificou-se que a argamassa de cal hidráulica apresentou
valores superiores aos da argamassa bastarda, revelando valores mais elevados de resistência à
flexão, resistência à compressão e profundidade de carbonatação.
A diferença do teor e natureza dos ligantes das duas argamassas justifica as diferenças registadas
nos valores de resistência obtidos. Constatou-se que o aumento de teor de cal hidráulica permite que
as argamassas apresentem maior resistência mecânica. Segundo (Silva et al., 2014), a cal hidráulica
é um ligante que origina maiores valores de resistência mecânica quando comparado com a cal
aérea, devido à presença de silicatos de cálcio, uma vez que a sua hidratação contribui para ganhos
de resistência superiores nos primeiros dias de idade. Assim, verificou-se que para misturas ligantes
com maior teor de cal hidráulica, os valores de resistência à flexão e compressão eram superiores
aos valores obtidos para a proporção inversa.
Como se verificou nas argamassas produzidas em obra, foi possível concluir que a argamassa
hidráulica apresenta uma profundidade de carbonatação ligeiramente superior à argamassa bastarda.
5.4. Argamassas produzidas em obra versus em laboratório
Pretendia-se que as argamassas estudadas no presente trabalho reproduzissem com a maior
proximidade possível as argamassas produzidas e aplicadas na intervenção das fachadas do Palácio
Nacional de Queluz. A comparação foi realizada com base nos resultados de caracterização física e
mecânica das duas argamassas e revelou-se determinante na avaliação da semelhança entre ambas.
Tabela 5.10 – Argamassas produzidas em obra versus laboratório - Consistência
Argamassa de cal hidráulica Argamassa Bastarda
Produção Dméd [cm] Produção Dméd [cm]
Obra 20,9 Obra 18,8
Laboratório 20,6 Laboratório 18,7

87
Como se pode observar na tabela 5.10, a consistência das argamassas produzidas em obra e em
laboratório são semelhantes, pelo que o objectivo de procurar reproduzir em laboratório a
consistência das argamassas produzidas em obra foi atingido. Esta pequena variação de consistência
das argamassas permite concluir que a quantidade de água calculada através da avaliação da
consistência das argamassas produzidas em obra se revelou acertada. Importa referir que as
argamassas de cal hidráulica produzidas em obra e em laboratório apresentaram tendência para
exsudação, situação que criou algumas dificuldades na montagem dos moldes.
A tabela 5.11 apresenta uma comparação dos valores de porosidade, teor máximo de absorção de
água, coeficiente de capilaridade e valor assimptótico. Na figura 5.4 expõe-se a comparação das
curvas de absorção capilar das argamassas.
Tabela 5.11 – Comparação de valores da caracterização física das argamassas produzidas em obra e em laboratório
P [%] Wmáx [%] Cc [kg/m
2.s
0.5] Valor Assimptótico [kg/m
2]
AH Lab 24,98 13.39 0,26 32,10
AH Q 25,59 13,90 0,30 35,40
AB Lab 26,14 14.70 0,27 33,60
AB Q 25,01 14.30 0,28 34,04
As argamassas produzidas na obra de Queluz e em laboratório são semelhantes, uma vez que os
valores obtidos na caracterização física não revelaram ser muito díspares. Quanto à porosidade, a
variação entre as argamassas produzidas em obra e em laboratório foi da ordem de 0.6% na
argamassa de cal hidráulica e de 1% na argamassa bastarda. A maior diferença verificada na
argamassa bastarda poderá ser explicada pela dificuldade em quantificar a água existente na cal em
pasta ao longo do tempo de armazenamento, o que poderá ter influenciado os valores da porosidade.
Apesar da variação poder ter alguma significância, a análise da figura 5.4, permite verificar que as
argamassas produzidas em obra e em laboratório têm comportamento semelhante.
As curvas de absorção capilar apresentadas na figura 5.4 confirmam essa semelhança de
características, uma vez é possível observar que as argamassas apresentaram cinéticas de absorção
de água por capilaridade parecidas. A argamassa de cal hidráulica apresentou maior diferença entre
os valores, nomeadamente do coeficiente de capilaridade e do valor assimptótico. Essa maior
heterogeneidade pode ser explicada pela variabilidade inerente à obra. É importante referir que o
operador que produziu a argamassa de cal hidráulica em obra utilizou uma maior quantidade de água
de modo a evitar que argamassa perdesse consistência no transporte entre Queluz e o Instituto
Superior Técnico. Este aumento de quantidade de água pode ter levado a uma ligeira mudança na
estrutura interna da argamassa e alterado o seu comportamento.

88
Figura 5.4 – Comparação das curvas de absorção capilar das argamassas produzidas na obra de Queluz e em laboratório.
Apesar das argamassas serem semelhantes, existe uma ligeira diferença no seu comportamento. No
caso das argamassas produzidas em laboratório, verifica-se uma maior porosidade da argamassa
bastarda, o que se reflecte num maior coeficiente de capilaridade e numa maior quantidade de água
absorvida. Nas argamassas produzidas em Queluz, verifica-se o oposto, é a argamassa de cal
hidráulica que apresenta uma maior porosidade e, portanto, um maior valor de absorção de água.
Esta ligeira divergência de comportamento poderá estar relacionada com a extrema complexidade do
espaço poroso e interconectividade dos poros. A forma como se relacionam e alteram o
comportamento interno da argamassa pode justificar a diferença dos valores obtidos.
Tabela 5. 12 - Comparação de valores da caracterização mecânica das argamassas produzidas em obra e em laboratório
Argamassa Idade Resistência à flexão [MPa] Resistência à compressão [MPa]
AH Lab. 4,5 meses 0,82 1,67
AH Q 6,5 meses 0,91 1,64
AB Lab. 4,5 meses 0,41 1,01
AB Q 6,5 meses 0,36 1,05
Comparando os resultados da caracterização mecânica, verificou-se que as argamassas produzidas
em obra e em laboratório apresentaram valores semelhantes para cada tipo de argamassa. No caso
da argamassa de cal hidráulica, a argamassa produzida em obra foi a que apresentou valores mais
elevados de resistência à flexão e valores de resistência à compressão semelhantes. No que diz
respeito à argamassa bastarda, foi a argamassa produzida em laboratório que apresentou valores de
resistência à flexão superiores. Considerando que as diferenças verificadas não são significativas,
conclui-se que as argamassas produzidas em obra e em laboratório apresentaram comportamento
mecânico bastante parecido.
Tendo em conta que seria normal a existência de alguma variabilidade por ser difícil reproduzir em
laboratório o que é efectuado em obra, verificou-se que a variabilidade registada não foi significativa,
AHQ
AH Lab

89
pelo que, em geral, é possível afirmar que o objectivo de produzir argamassas semelhantes às
aplicadas na intervenção das fachadas do Palácio Nacional de Queluz foi atingido.
5.5. Influência dos revestimentos nos fenómenos de transporte de água
5.5.1. Considerações gerais
Os revestimentos por pintura são uma solução habitualmente utilizada como acabamento das
superfícies de reboco. Torna-se necessário que os revestimentos decorativos sejam compatíveis com
as características do suporte onde são aplicados de modo a não comprometer os níveis de
desempenho do mesmo. Portanto, é necessário compreender qual a influência que os revestimentos
por pintura têm no comportamento dos rebocos, nomeadamente nos fenómenos de transporte de
água.
Foram então estudados cinco soluções de revestimento: duas tintas de silicatos, uma tinta plástica e
duas caiações, sendo uma delas aditivada com um aditivo à base de resinas sintéticas. Os provetes
revestidos com as soluções de pintura foram sujeitos ao ensaio de absorção de água por
capilaridade, ensaio de absorção de água sob baixa pressão, ensaio de permeabilidade ao vapor de
água e ensaio de secagem. Foram, ainda, sujeitos à absorção de cloreto de sódio de modo a avaliar
a sua susceptibilidade à cristalização de sais.
Importa referir que a avaliação da influência dos revestimentos por pintura foi realizada em provetes
cúbicos, uma vez que se considerou que a superfície a pintar dos provetes prismáticos seria
demasiado reduzida para uma análise adequada.
5.5.2. Absorção de água por capilaridade
Pretende-se que os revestimentos aplicados permitam uma redução da velocidade de absorção de
água pois essa redução pode ser suficiente para impedir que a água atinga o suporte. Para avaliar a
influência dos diferentes revestimentos por pintura foi necessário caracterizar o comportamento das
argamassas não revestidas (NR), sendo essa caracterização apresentada na secção 5.3.
Para verificar o efeito dos revestimentos por pintura face à absorção de água das argamassas,
realizou-se o ensaio de absorção de água por capilaridade em provetes revestidos. As figuras 5.5 a
5.7 apresentam a cinética de absorção de água por capilaridade das argamassas não revestidas (NR
– AH e NR – AB) e com os vários revestimentos estudados.

90
Figura 5.5 – Absorção de água por capilaridade – Tintas de silicatos
Figura 5.6 – Absorção de água por capilaridade – Caiação simples (Ca) e Caiação aditivada (CaA)
Figura 5.7 – Absorção de água por capilaridade – Tinta de água
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão C
apila
r (k
g/m
2)
Tempo (s0,5)
SB
NR - AH
NR - AB
SB - AH
SB - AB
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão C
apila
r (k
g/m
2)
Tempo (s0,5)
SA
NR - AH
NR - AB
SA - AH
SA - AB
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão C
apila
r (k
g/m
2 )
Tempo (s0,5)
Ca
NR - AHNR - ABCa - AHCa - AB
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão C
apila
r (k
g/m
2 )
Tempo (s0,5)
CaA
NR - AH
NR - AB
CaA - AH
CaA - AB
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão C
apila
r (k
g/m
2 )
Tempo (s0,5)
TA
NR - AH
NR - AB
TA - AH
TA - AB

91
Através da análise da cinética de absorção de água por capilaridade das argamassas revestidas
verifica-se que todos os revestimentos, à excepção da caiação simples na argamassa de cal
hidráulica, reduzem ligeiramente a taxa inicial de absorção de água. A análise das figuras 5.5 a 5.7
permitiu verificar uma ligeira redução da taxa inicial de absorção de água das argamassas revestidas
em relação às argamassas não revestidas. Apesar dessa redução não ser muito expressiva em
alguns casos, é possível constatar reduções na quantidade de água absorvida, o que permite
justificar as diminuições do coeficiente de capilaridade observadas. A redução da taxa inicial de
absorção de água é mais acentuada nas tintas de silicatos e na tinta água. Através da análise das
curvas de absorção de água por capilaridade, confirma-se que a presença dos revestimentos tem
maior influência nos provetes de argamassa bastarda, uma vez que evidencia maior redução da taxa
inicial de absorção de água e da quantidade de água absorvida pelos provetes.
Nas duas argamassas, verificou-se que a presença dos revestimentos permite reduzir a quantidade
de água absorvida pelas argamassas, à excepção da tinta de silicatos SB na argamassa de cal
hidráulica, o que confirma a capacidade dos revestimentos em retardar a absorção de água. Apesar
da tinta de silicatos SB ter apresentado maior quantidade de água absorvida do que argamassa de
suporte não revestida, verificou-se que o pico do teor em água é atingido mais tarde, pelo que foi
possível concluir que este revestimento consegue retardar a entrada de água no suporte.
As tintas de silicatos foram as que permitiram maior diminuição do valor assimptótico da quantidade
de água absorvida. Na argamassa de cal hidráulica, a SB não revelou redução, mas na argamassa
bastarda foi bastante acentuada, cerca de 3 kg/m2. Quanto à SA, a redução registada foi de 0.5 kg/m
2
na argamassa de cal hidráulica e 2.6 kg/m2 na argamassa bastarda.
Quanto às caiações, têm um comportamento semelhante no que diz respeito ao valor assimptótico da
quantidade de água absorvida. Na argamassa de cal hidráulica em ambas as caiações observou-se
uma ligeira redução do valor assimptótico, sendo de 0.22 kg/m2 na caiação simples e de 0.06 kg/m
2
na caiação aditivada. Na argamassa bastarda, essa redução foi mais acentuada, cerca de 1.7 kg/m2
na caiação simples e 2.7 kg/m2 na caiação aditivada.
Na argamassa de cal hidráulica, a tinta de água (TA) não apresentou redução do valor assimptótico,
no entanto, verificou-se que os picos de absorção de água são atingidos mais tarde pelo que se
confirma a capacidade de retardar a absorção de água por capilaridade. Na argamassa bastarda, a
diminuição da quantidade de água absorvida pela argamassa revestida com tinta de água foi mais
expressiva, apresentando uma redução de 1 kg/m2.
Na tabela 5.13 e figura 5.8, apresenta-se o coeficiente de capilaridade das argamassas revestidas e
não revestidas (NR). Os valores obtidos resultam da média aritmética de três medições efectuadas
para cada revestimento. Em anexo expõe-se as curvas de absorção de cada provete que deram
origem aos valores médios apresentados (Anexo VI).

92
Tabela 5.13 – Absorção de água por capilaridade – argamassas revestidas e não revestidas (NR)
Revestimentos Nº de
provetes
Cc [kg/m2.s
0.5] Valor Assimptótico [kg/m
2]
Argamassa de cal hidráulica
Argamassa Bastarda Argamassa de cal
hidráulica Argamassa Bastarda
Máx Mín Valor médio
Máx Mín Valor médio
Máx Mín Valor médio
Máx Mín Valor médio
NR 3 0,288 0,237 0,261 0,344 0,287 0,317 10,65 9,84 10,10 12,10 8,65 10,71
SB 3 0,198 0,188 0,191 0,211 0,205 0,208 11,12 10,38 10,65 7,82 7,46 7,70
SA 3 0,225 0,157 0,195 0,204 0,177 0,188 9,71 9,70 9,67 8,07 7,35 7,80
TA 3 0,217 0,183 0,203 0,239 0,147 0,188 10,16 9,92 10,08 10,29 9,42 9,75
Ca 3 0,274 0,261 0,267 0,288 0,245 0,262 10,18 9,40 9,88 9,63 8,63 9,02
CaA 3 0,231 0,188 0,209 0,248 0,198 0,229 10,26 9,93 10,04 8,19 7,96 8,04
Figura 5.8 – Coeficiente de capilaridade
A análise da tabela 5.13 e da figura 5.8 permite verificar que os revestimentos decorativos revelaram
capacidade para retardar a absorção de água por capilaridade do suporte e que a presença dos
revestimentos teve maior influência na argamassa bastarda, evidenciando uma maior redução
quando se compara com a solução não revestida. As tintas de silicatos e a tinta de água foram as
soluções que originaram maior redução do coeficiente de capilaridade.
As duas tintas de silicatos demonstraram ter comportamento semelhante, permitindo uma redução
significativa do coeficiente de capilaridade. Na argamassa de cal hidráulica, a redução do coeficiente
de capilaridade foi de 27% e de 25%, respectivamente para as tintas de silicatos SB e SA. Na
argamassa bastarda, a redução foi de 34% para SB e 41% para SA.
Quanto às caiações, observou-se que a caiação simples foi o revestimento que apresentou maior
taxa inicial de absorção de água por capilaridade, não constituindo grande obstáculo à entrada de
água. Na argamassa de cal hidráulica, a caiação simples não alterou o coeficiente de capilaridade
das argamassas não revestidas, no entanto na argamassa bastarda verificou-se uma ligeira redução
de 17%. A caiação aditivada revela uma tendência para melhorar esse comportamento, uma vez que
0,261
0,191
0,195 0,203
0,267
0,209
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Co
efi
cie
nte
de
cap
ilari
dad
e [
kg/m
2 .s0,
5 ]
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
0,317
0,208 0,188
0,188
0,262
0,229
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Co
efi
cie
nte
de
cap
ilari
dad
e [
kg/m
2 .s0,
5 ]
Argamassa Bastarda
NR SB SA TA Ca CaA

93
é notório uma redução do coeficiente de capilaridade mais expressiva, sendo da ordem dos 20% na
argamassa de cal hidráulica e 28% na argamassa bastarda.
A tinta de água apresentou valores semelhantes aos das tintas de silicatos pelo que se conclui que
tem capacidade de retardar a entrada de água. Este revestimento registou um valor de coeficiente de
capilaridade inferior à solução não revestida na ordem dos 22% na argamassa de cal hidráulica e
41% na argamassa bastarda.
Figura 5.9 – Índice de capilaridade relativo
As evidências referidas anteriormente podem, ainda, ser confirmadas através da análise da figura 5.9.
O índice de capilaridade relativo representa a quantidade de água absorvida em relação a uma dada
referência, que neste caso é a argamassa não revestida. Assim, verificou-se que todos os
revestimentos permitem uma absorção de água inferior em relação à solução não revestida, à
excepção da tinta SB na argamassa de cal hidráulica. As diferenças verificadas na argamassa de cal
hidráulica não são significativas, pelo que mais uma vez é possível concluir que os revestimentos por
pintura têm maior influência na argamassa bastarda.
5.5.3. Absorção de água sob baixa pressão
De modo a completar a caracterização da influência dos revestimentos por pintura na absorção de
água, considerou-se pertinente estudar a absorção de água sob baixa pressão. De seguida,
apresentam-se os valores de quantidade de água absorvida aos 20 minutos de ensaio dos diferentes
tipos de revestimento por pintura, bem como os registados nas argamassas não revestidas (NR). No
anexo VII, apresentam-se as respectivas curvas de absorção de água.
As argamassas não revestidas (NR) apresentam comportamento semelhante, sendo que aos 20
minutos de ensaio absorveram toda a água colocada no tubo de Karsten (4cm3). Da análise da figura
5.10, verificou-se que existe uma clara diferença entre as argamassas não revestidas e as
argamassas revestidas, uma vez que com a presença dos revestimentos a quantidade absorvida
pelas argamassas aos 20 minutos de ensaio não excedeu em nenhum caso os 0,8 cm3. Assim, foi
possível concluir que todos os revestimentos reduziram de forma significativa a quantidade de água
1,02
0,94 0,99 0,98 0,97
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
Icr
Argamassa de cal hidráulica
SB SA TA Ca CaA
0,87
0,77
0,95 0,91
0,81
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
Icr
Argamassa Bastarda
SB SA TA Ca CaA

94
absorvida sob baixa pressão das argamassas, demonstrando capacidade para retardar a absorção
de água.
A tinta de silicatos SA e a tinta de água foram as soluções que apresentaram maior capacidade em
reduzir a absorção de água sob baixa pressão. Importa, ainda, referir que os revestimentos por
pintura evidenciaram a mesma tendência de comportamento nas duas argamassas.
Figura 5. 10 - Quantidade de água absorvida sob baixa pressão aos 20 min de ensaio
Existe uma diferença no comportamento das duas tintas de silicatos. Em ambas as argamassas,
verificou-se que, após 20 minutos em contacto com a água, a tinta de silicatos SB absorveu maior
quantidade de água do que a tinta de silicatos SA. Colocou-se a hipótese de esta diferença de
comportamento ser fruto de diferenças nos consumos na aplicação da tinta. No entanto, após análise
dos valores verificou-se não haver sinais que confirmem essa hipótese. Quando comparadas com as
argamassas não revestidas, verificou-se que as tintas de silicatos retardaram significativamente a
absorção de água sob baixa pressão. Nas argamassas revestidas com tinta de silicatos SB, verificou-
se que aos 20 minutos a quantidade de água absorvida foi inferior cerca de 85% e 88%,
respectivamente na argamassa de cal hidráulica e argamassa bastarda. Paralelamente, a presença
de tinta de silicatos SA permitiu uma redução de cerca de 97% na argamassa de cal hidráulica e de
98% na argamassa bastarda. Concluiu-se, portanto, que a quantidade de água absorvida sob baixa
pressão nas argamassas revestidas com SA foi praticamente nula.
Quanto às caiações, verifica-se que tanto a caiação simples como a aditivada apresentaram
capacidade para reduzir a absorção de água. A caiação simples foi o revestimento que apresentou
uma maior quantidade de água absorvida ao fim de 20 minutos de ensaio, ainda assim bastante
inferior às argamassas não revestidas. A presença de caiação simples (Ca) permitiu uma redução de
quantidade de água absorvida da ordem de 80% nas duas argamassas. A caiação aditivada (CaA)
constitui uma barreira à absorção de água sob baixa pressão mais efectiva do que a caiação simples,
dado que promoveu uma redução de absorção de água da ordem de 40% inferior à da caiação
simples. Refere-se que esta conclusão vai ao encontro ao que é referido na ficha técnica do aditivo.
4
0,6
0,13
0,13
0,77
0,50
0,0
1,0
2,0
3,0
4,0
5,0
Qu
anti
dad
e d
e á
gua
abso
rvid
a ao
s 2
0 m
in [
cm3]
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
4
0,5
0,08 0,15
0,8
0,45
0,0
1,0
2,0
3,0
4,0
5,0
Qu
anti
dad
e d
e á
gua
abso
rvid
a ao
s 2
0 m
in [
cm3]
Argamassa Bastarda
NR SB SA TA Ca CaA
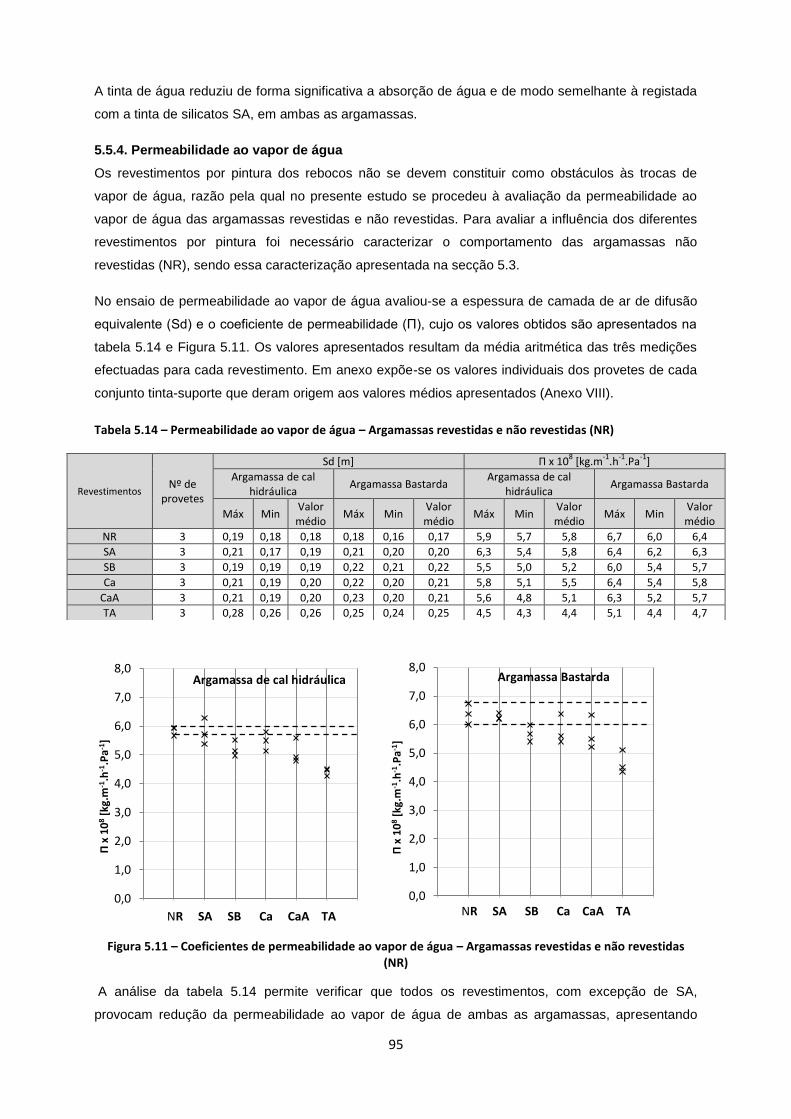
95
A tinta de água reduziu de forma significativa a absorção de água e de modo semelhante à registada
com a tinta de silicatos SA, em ambas as argamassas.
5.5.4. Permeabilidade ao vapor de água
Os revestimentos por pintura dos rebocos não se devem constituir como obstáculos às trocas de
vapor de água, razão pela qual no presente estudo se procedeu à avaliação da permeabilidade ao
vapor de água das argamassas revestidas e não revestidas. Para avaliar a influência dos diferentes
revestimentos por pintura foi necessário caracterizar o comportamento das argamassas não
revestidas (NR), sendo essa caracterização apresentada na secção 5.3.
No ensaio de permeabilidade ao vapor de água avaliou-se a espessura de camada de ar de difusão
equivalente (Sd) e o coeficiente de permeabilidade (Π), cujo os valores obtidos são apresentados na
tabela 5.14 e Figura 5.11. Os valores apresentados resultam da média aritmética das três medições
efectuadas para cada revestimento. Em anexo expõe-se os valores individuais dos provetes de cada
conjunto tinta-suporte que deram origem aos valores médios apresentados (Anexo VIII).
Tabela 5.14 – Permeabilidade ao vapor de água – Argamassas revestidas e não revestidas (NR)
Figura 5.11 – Coeficientes de permeabilidade ao vapor de água – Argamassas revestidas e não revestidas
(NR)
A análise da tabela 5.14 permite verificar que todos os revestimentos, com excepção de SA,
provocam redução da permeabilidade ao vapor de água de ambas as argamassas, apresentando
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
0 1 2 3 4 5 6 7
Argamassa de cal hidráulica
Π x
10
8 [k
g.m
-1.h
-1.P
a-1]
NR SA SB Ca CaA TA
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
0 1 2 3 4 5 6 7
Argamassa Bastarda
Π x
10
8 [k
g.m
-1.h
-1.P
a-1]
NR SA SB Ca CaA TA
Revestimentos Nº de
provetes
Sd [m] Π x 108 [kg.m
-1.h
-1.Pa
-1]
Argamassa de cal hidráulica
Argamassa Bastarda Argamassa de cal
hidráulica Argamassa Bastarda
Máx Min Valor médio
Máx Min Valor médio
Máx Min Valor médio
Máx Min Valor médio
NR 3 0,19 0,18 0,18 0,18 0,16 0,17 5,9 5,7 5,8 6,7 6,0 6,4
SA 3 0,21 0,17 0,19 0,21 0,20 0,20 6,3 5,4 5,8 6,4 6,2 6,3
SB 3 0,19 0,19 0,19 0,22 0,21 0,22 5,5 5,0 5,2 6,0 5,4 5,7
Ca 3 0,21 0,19 0,20 0,22 0,20 0,21 5,8 5,1 5,5 6,4 5,4 5,8
CaA 3 0,21 0,19 0,20 0,23 0,20 0,21 5,6 4,8 5,1 6,3 5,2 5,7
TA 3 0,28 0,26 0,26 0,25 0,24 0,25 4,5 4,3 4,4 5,1 4,4 4,7
Argamassa AH

96
uma camada de ar de difusão equivalente um pouco superior. Na argamassa de cal hidráulica, a
presença dos revestimentos não causa uma variação muito expressiva, verificando-se que as tintas
de silicatos, a caiação simples e a caiação aditivada apresentam valores muito semelhantes aos dos
provetes não revestidos. Na argamassa bastarda, a aplicação dos revestimentos parece ter uma
maior influência na permeabilidade ao vapor de água, uma vez que apresentam variação da camada
de ar de difusão equivalente e do coeficiente de permeabilidade superior.
Importa referir que os revestimentos apresentam a mesma tendência de comportamento nas duas
argamassas. A análise da figura 5.11 permitiu verificar que foi a tinta de silicatos SA que menos
influenciou a permeabilidade ao vapor de água das argamassas, enquanto que a tinta de água (TA)
foi a solução que apresentou comportamento menos permeável, revelando uma redução da
permeabilidade ao vapor de água acentuada.
Existe alguma diferença de comportamento dentro de cada tipo de revestimento. Nas tintas de
silicatos percebe-se que a SA apresenta uma maior permeabilidade que a SB. De facto, a tinta de
silicatos SB promoveu uma redução do coeficiente de permeabilidade da ordem de 10% nas duas
argamassas, enquanto que a tinta SA praticamente não alterou a permeabilidade do suporte.
A caiação simples registou uma redução de coeficiente de permeabilidade de 5% na argamassa de
cal hidráulica e de 10% na argamassa bastarda. Na caiação aditivada essa diminuição foi de 12% na
argamassa de cal hidráulica e de 11% na argamassa bastarda. Esta maior influência da caiação
aditivada pode ser fruto de uma melhor aplicação, proporcionada pela a junção do aditivo, que
permite uma melhor penetração e preenchimento dos poros da argamassa de suporte.
Quanto à tinta de água observou-se uma clara redução do coeficiente de permeabilidade, podendo
concluir-se que este tipo de tinta constitui-se como um obstáculo à passagem de vapor de água. A
tinta de água registou uma redução de coeficiente de permeabilidade de 24% na argamassa de cal
hidráulica e de 27% na argamassa bastarda, pelo que se conclui que foi o revestimento que revelou
comportamento menos permeável.
5.5.5. Cinética de secagem
A capacidade de secagem é uma propriedade relevante na avaliação de desempenho de um reboco,
pelo que o revestimento por pintura que lhe for aplicado não se deve constituir como uma barreira à
secagem. É evidente que um revestimento por pintura não deve, em geral, introduzir uma resistência
significativa à evaporação da água que possa estar presente ou a vir existir nos suportes. A utilização
de revestimentos que não apresentem essas características, poderá dar origem a graves problemas
de humidade nas construções.
Tendo isto em consideração, no presente estudo procedeu-se à avaliação do processo de secagem
das argamassas revestidas e não revestidas. Para avaliar a influência dos diferentes revestimentos
por pintura foi necessário caracterizar o comportamento das argamassas não revestidas (NR), sendo
essa caracterização apresentada na secção 5.3.

97
De seguida, na figura 5.12 apresenta-se a cinética de secagem das diversas soluções de
revestimento estudadas quando aplicadas em ambas as argamassas. Em anexo expõe-se as curvas
individuais dos provetes de cada conjunto tinta-suporte que deram origem às curvas médias
apresentadas (Anexo IX).
Figura 5. 12 – Curvas de secagem médias dos revestimentos por pintura
Em todas as curvas é possível identificar um troço inicial linear que corresponde a uma taxa de
secagem constante, conseguindo-se distinguir o ponto em que o decréscimo de teor em água passa
a ser decrescente. A análise da figura 5.12 permite verificar que existe bastantes semelhanças na
secagem das situações estudadas. Note-se porém que, parece existir uma tendência para que os
revestimentos afectem de forma mais significativa a argamassa bastarda. Os revestimentos
originaram cinéticas de secagem muito semelhantes com a da argamassa sem pintura, à excepção
das tintas SB e TA na argamassa bastarda, pelo que se conclui que os revestimentos estudados não
dificultam de forma acentuada a secagem dos suportes. É possível verificar que a caiação aditivada
revelou tendência para acelerar o processo de secagem de ambas as argamassas.
Figura 5.13 – Índice de secagem médios dos revestimentos
0
2
4
6
8
10
12
14
0 200 400 600
Teo
r e
m á
gua
[%]
Tempo [h]
Argamassa de cal hidráulica
NRSBSATACaCaA
0
2
4
6
8
10
12
14
0 200 400 600
Teo
r e
m á
gua
[%]
Tempo [h]
Argamassa bastarda
NRSBSATACaCaA
0,210 0,219
0,210 0,225
0,202
0,187
0,00
0,05
0,10
0,15
0,20
0,25
0,30
Ind
ice
de
Se
cage
m
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
0,218
0,248
0,2
0,243
0,219 0,191
0,00
0,05
0,10
0,15
0,20
0,25
0,30
Ind
ice
de
Se
cage
m
Argamassa Bastarda
NR SB SA TA Ca CaA
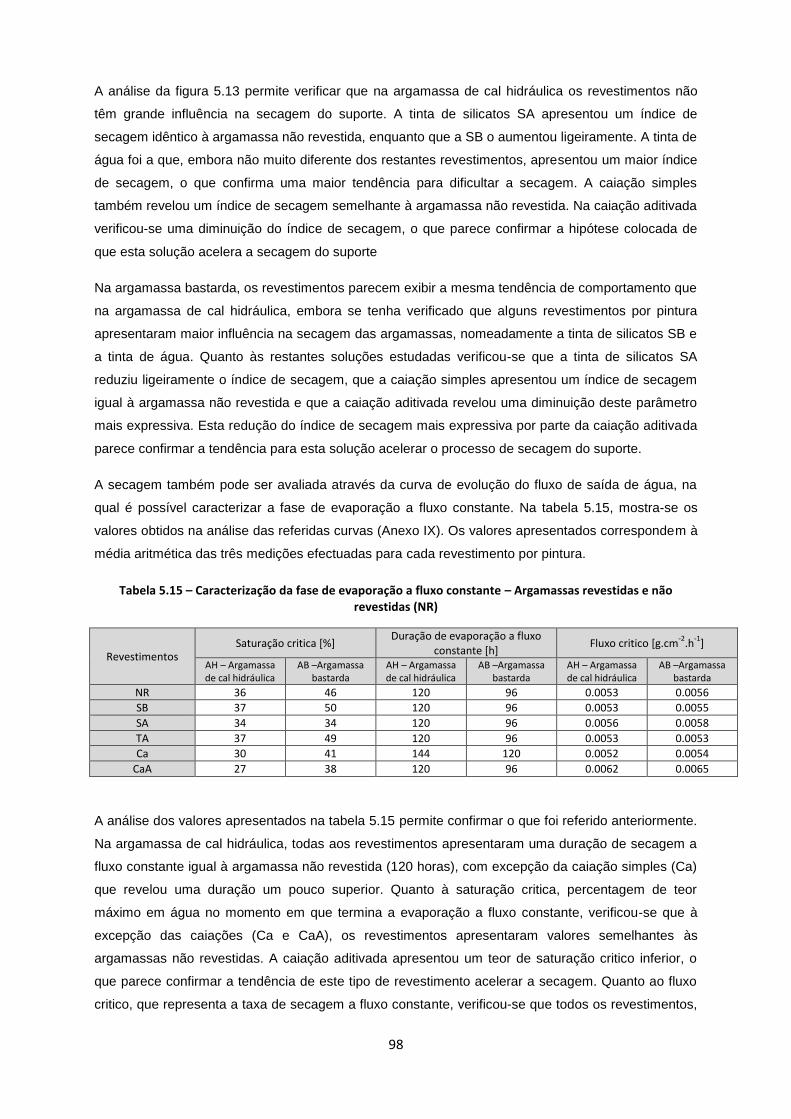
98
A análise da figura 5.13 permite verificar que na argamassa de cal hidráulica os revestimentos não
têm grande influência na secagem do suporte. A tinta de silicatos SA apresentou um índice de
secagem idêntico à argamassa não revestida, enquanto que a SB o aumentou ligeiramente. A tinta de
água foi a que, embora não muito diferente dos restantes revestimentos, apresentou um maior índice
de secagem, o que confirma uma maior tendência para dificultar a secagem. A caiação simples
também revelou um índice de secagem semelhante à argamassa não revestida. Na caiação aditivada
verificou-se uma diminuição do índice de secagem, o que parece confirmar a hipótese colocada de
que esta solução acelera a secagem do suporte
Na argamassa bastarda, os revestimentos parecem exibir a mesma tendência de comportamento que
na argamassa de cal hidráulica, embora se tenha verificado que alguns revestimentos por pintura
apresentaram maior influência na secagem das argamassas, nomeadamente a tinta de silicatos SB e
a tinta de água. Quanto às restantes soluções estudadas verificou-se que a tinta de silicatos SA
reduziu ligeiramente o índice de secagem, que a caiação simples apresentou um índice de secagem
igual à argamassa não revestida e que a caiação aditivada revelou uma diminuição deste parâmetro
mais expressiva. Esta redução do índice de secagem mais expressiva por parte da caiação aditivada
parece confirmar a tendência para esta solução acelerar o processo de secagem do suporte.
A secagem também pode ser avaliada através da curva de evolução do fluxo de saída de água, na
qual é possível caracterizar a fase de evaporação a fluxo constante. Na tabela 5.15, mostra-se os
valores obtidos na análise das referidas curvas (Anexo IX). Os valores apresentados correspondem à
média aritmética das três medições efectuadas para cada revestimento por pintura.
Tabela 5.15 – Caracterização da fase de evaporação a fluxo constante – Argamassas revestidas e não revestidas (NR)
Revestimentos Saturação critica [%]
Duração de evaporação a fluxo constante [h]
Fluxo critico [g.cm-2
.h-1
]
AH – Argamassa de cal hidráulica
AB –Argamassa bastarda
AH – Argamassa de cal hidráulica
AB –Argamassa bastarda
AH – Argamassa de cal hidráulica
AB –Argamassa bastarda
NR 36 46 120 96 0.0053 0.0056
SB 37 50 120 96 0.0053 0.0055
SA 34 34 120 96 0.0056 0.0058
TA 37 49 120 96 0.0053 0.0053
Ca 30 41 144 120 0.0052 0.0054
CaA 27 38 120 96 0.0062 0.0065
A análise dos valores apresentados na tabela 5.15 permite confirmar o que foi referido anteriormente.
Na argamassa de cal hidráulica, todas aos revestimentos apresentaram uma duração de secagem a
fluxo constante igual à argamassa não revestida (120 horas), com excepção da caiação simples (Ca)
que revelou uma duração um pouco superior. Quanto à saturação critica, percentagem de teor
máximo em água no momento em que termina a evaporação a fluxo constante, verificou-se que à
excepção das caiações (Ca e CaA), os revestimentos apresentaram valores semelhantes às
argamassas não revestidas. A caiação aditivada apresentou um teor de saturação critico inferior, o
que parece confirmar a tendência de este tipo de revestimento acelerar a secagem. Quanto ao fluxo
critico, que representa a taxa de secagem a fluxo constante, verificou-se que todos os revestimentos,

99
à excepção da caiação aditivada (CaA) demonstraram valores semelhantes aos provetes não
revestidos. A caiação aditivada apresentou uma taxa de secagem a fluxo constante superior à dos
provetes não revestidos, o que confirma, mais uma vez, a sua capacidade em acelerar o processo de
secagem.
Na argamassa bastarda, registou-se praticamente o mesmo do que foi referido para a argamassa de
cal hidráulica embora importe destacar, mais uma vez, o comportamento das tintas SB e TA. Ambas
apresentaram um teor de saturação critico superior e uma taxa de secagem ligeiramente inferior em
relação à argamassa não revestida, o que confirma a sua maior influência no fenómeno da secagem.
Em síntese, verifica-se que:
Os revestimentos por pintura não afectaram de forma significativa a secagem das
argamassas, no entanto verificou-se uma maior influência quando aplicados na argamassa
bastarda.
As duas tintas de silicatos manifestaram comportamentos diferentes. Enquanto que a tinta de
silicatos SA não alterou a cinética de secagem das argamassas (embora na argamassa
bastarda tenha revelado tendência para acelerar ligeiramente o processo), a tinta de silicatos
SB pareceu atrasá-la ligeiramente em ambas as argamassas, sendo essa influência mais
perceptível na argamassa bastarda.
A tinta de água TA, tal como a tinta de silicatos SB, pareceu atrasar um pouco a secagem de
ambas as argamassas, sendo essa influência mais perceptível na argamassa bastarda.
Pareceu ser o revestimento que mais influencia a secagem do suporte.
A caiação simples, apesar de ter desencadeado uma maior duração da 1ª fase da secagem,
apresenta índices de secagem e fluxos de secagem similares aos das argamassas não
revestidas, pelo que se conclui que não alterou significativamente a secagem.
A caiação aditivada pareceu facilitar a secagem de ambas as argamassas. Esta melhoria de
comportamento em relação à caiação simples poderá ser fruto de uma aplicação mais
homogénea conseguida através da junção do aditivo. Uma maior dificuldade de aplicação da
caiação simples permite o surgimento de zonas com consumos diferentes, o que pode levar
um comportamento mais heterogéneo e, consequentemente uma maior variabilidade.
5.6. Susceptibilidade à degradação devido à cristalização de sais solúveis
Os danos na pintura são anomalias frequentes nas paredes dos edifícios. Como tal, achou-se
importante avaliar a susceptibilidade dos revestimentos por pintura à degradação devido à
cristalização de sais solúveis. A avaliação foi realizada através de uma metodologia que procurasse
simular, em laboratório, os ciclos de cristalização de sais solúveis associados a ciclos de
molhagem/secagem a que muitas vezes as argamassas de reboco estão sujeitas.
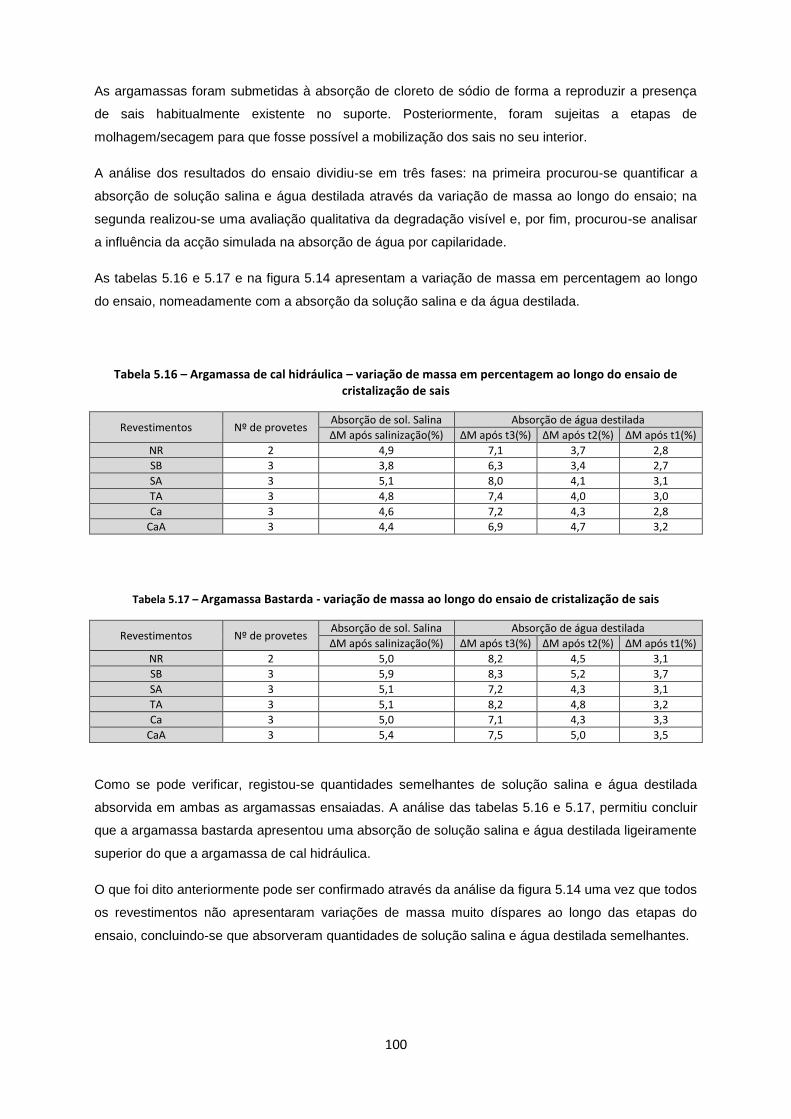
100
As argamassas foram submetidas à absorção de cloreto de sódio de forma a reproduzir a presença
de sais habitualmente existente no suporte. Posteriormente, foram sujeitas a etapas de
molhagem/secagem para que fosse possível a mobilização dos sais no seu interior.
A análise dos resultados do ensaio dividiu-se em três fases: na primeira procurou-se quantificar a
absorção de solução salina e água destilada através da variação de massa ao longo do ensaio; na
segunda realizou-se uma avaliação qualitativa da degradação visível e, por fim, procurou-se analisar
a influência da acção simulada na absorção de água por capilaridade.
As tabelas 5.16 e 5.17 e na figura 5.14 apresentam a variação de massa em percentagem ao longo
do ensaio, nomeadamente com a absorção da solução salina e da água destilada.
Tabela 5.16 – Argamassa de cal hidráulica – variação de massa em percentagem ao longo do ensaio de cristalização de sais
Revestimentos Nº de provetes Absorção de sol. Salina Absorção de água destilada
ΔM após salinização(%) ΔM após t3(%) ΔM após t2(%) ΔM após t1(%)
NR 2 4,9 7,1 3,7 2,8
SB 3 3,8 6,3 3,4 2,7
SA 3 5,1 8,0 4,1 3,1
TA 3 4,8 7,4 4,0 3,0
Ca 3 4,6 7,2 4,3 2,8
CaA 3 4,4 6,9 4,7 3,2
Tabela 5.17 – Argamassa Bastarda - variação de massa ao longo do ensaio de cristalização de sais
Revestimentos Nº de provetes Absorção de sol. Salina Absorção de água destilada
ΔM após salinização(%) ΔM após t3(%) ΔM após t2(%) ΔM após t1(%)
NR 2 5,0 8,2 4,5 3,1
SB 3 5,9 8,3 5,2 3,7
SA 3 5,1 7,2 4,3 3,1
TA 3 5,1 8,2 4,8 3,2
Ca 3 5,0 7,1 4,3 3,3
CaA 3 5,4 7,5 5,0 3,5
Como se pode verificar, registou-se quantidades semelhantes de solução salina e água destilada
absorvida em ambas as argamassas ensaiadas. A análise das tabelas 5.16 e 5.17, permitiu concluir
que a argamassa bastarda apresentou uma absorção de solução salina e água destilada ligeiramente
superior do que a argamassa de cal hidráulica.
O que foi dito anteriormente pode ser confirmado através da análise da figura 5.14 uma vez que todos
os revestimentos não apresentaram variações de massa muito díspares ao longo das etapas do
ensaio, concluindo-se que absorveram quantidades de solução salina e água destilada semelhantes.

101
Figura 5.14 – Variação média de massa ao longo do ensaio de cristalização de sais
Tabela 5.18 - Variação de massa entre a massa seca após o ensaio de cristalização de sais e a massa seca após limpeza da superfície dos revestimentos antes do ensaio de capilaridade
Revestimentos AH - argamassa de cal hidráulica AB - Argamassa Bastarda
ΔM antes de ensaio de capilaridade (%) ΔM após ensaio de capilaridade (%)
NR 1,3 0,1
SB 0,1 0,6
SA -0,1 -2,5
TA 0,1 -3,7
Ca 0,9 0,0
CaA 1,1 -0,6
Na argamassa de cal hidráulica, todos os provetes revestidos, à excepção dos revestidos com tinta
de silicatos SA, apresentaram um ligeiro aumento de massa o que poderá indicar a existência de sais
no interior dos provetes. A tinta de silicatos SA foi a que apresentou maior degradação, o que poderá
ter conduzido a uma ligeira redução da massa no final do ensaio. Na argamassa bastarda, verificou-
se uma maior degradação na generalidade dos revestimentos, pelo que os provetes revestidos com
tinta de silicatos SA, tinta de água TA e caiação aditivada revelaram uma diminuição da massa. Os
provetes revestidos com as restantes soluções apresentaram um ligeiro aumento de massa o que
poderá evidenciar a presença de sais no interior dos provetes.
A análise qualitativa dos resultados do ensaio foi realizada por observação visual dos provetes ao
longo das diferentes fases, registando o surgimento de eflorescências, o destacamento de tinta, bem
como as alterações de cor. A degradação observada foi progressiva ao longo das etapas de
molhagem/secagem. A generalidade dos provetes não registaram alterações após a salinização
(Fase A). Só no decurso da Fase B, com a mobilização dos sais através da absorção de água
destilada, é que começaram a surgir sinais evidentes de degradação superficial nos revestimentos.
Essa degradação foi evoluindo ao longo das etapas do ensaio. Refere-se que nas arestas dos
provetes, nas zonas de transição entre a tinta e a impermeabilização, também foi possível identificar
0
2
4
6
8
10
12
14
16
0 200 400 600 800
Var
iaçã
o d
e m
assa
[%
]
Tempo [h]
Argamassa de cal hidráulica
NRSBSATACaCaA
0
2
4
6
8
10
12
14
16
0 200 400 600 800
Var
iaçã
o d
e m
assa
[%
]
Tempo [h]
Argamassa Bastarda NRSBSATACaCaA

102
cristalização de sais. Em anexo apresenta-se a evolução de degradação observada nos provetes de
cada conjunto tinta-suporte (Anexo X).
Início do ensaio Fim do ensaio Após pincelagem
Figura 5.15 - Aspecto visual dos provetes de argamassa de cal hidráulica não revestida (NR)
Início do ensaio Fim do ensaio Após pincelagem Figura 5.16 – Aspecto visual dos provetes de argamassa bastarda não revestida (NR)
No fim do ensaio ambas as argamassas não revestidas apresentaram o topo dos provetes
praticamente todo coberto por eflorescências. No entanto, foi possível identificar uma maior
quantidade de eflorescências nos provetes de argamassa bastarda.
A maior capacidade de absorção da argamassa bastarda poderá ser uma explicação para tal
situação, uma vez que permite a existência de uma maior quantidade de sais solúveis. Apesar de o
ensaio de secagem não evidenciar diferenças relevantes no comportamento das argamassas,
refere-se que as argamassas bastardas tendem a apresentar poros de maiores dimensões, o que
poderá facilitar a formação de eflorescências. Após pincelagem, verificou-se que as eflorescências
apenas originaram manchas não provocando grandes alterações na textura das argamassas.

103
Início do ensaio Fim do ensaio Após pincelagem Figura 5.17 - Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com SB
Início do ensaio Fim do ensaio Após pincelagem Figura 5.18 – Aspecto visual dos provetes de argamassa bastarda revestidos com SB
Nos provetes revestidos com tinta de silicatos SB, ao longo da fase B, com a mobilização dos sais,
foi se verificando a formação de eflorescências com destacamento de algumas zonas de tinta. Esse
mecanismo de degradação foi se acentuando ao longo das etapas de molhagem/secagem.
No fim do ensaio, na argamassa de cal hidráulica a formação de eflorescências foi o padrão de
degradação registado, sendo este acompanhado por destacamentos pontuais do revestimento. Na
argamassa bastarda, a formação de eflorescências estendeu-se a praticamente todo o topo dos
provetes, sendo acompanhada pela pulverização e destacamentos pontuais do revestimento.
A análise das figuras 5.17 e 5.18 permite verificar que os provetes de argamassa bastarda,
revestidos com SB, apresentaram quantidades superiores de eflorescências à superfície, o que
resultou numa maior degradação do respectivo revestimento.
Após pincelagem, verificou-se a perda de aderência de tinta em algumas zonas nos provetes de
argamassa de cal hidráulica. Na argamassa bastarda essa perda de aderência ocorreu em
praticamente toda a superfície.

104
Início do ensaio Fim do ensaio Após pincelagem Figura 5.19 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com SA
Início do ensaio Fim do ensaio Após pincelagem Figura 5.20 - Degradação dos provetes de argamassa bastarda revestidos com SA
Como se pode verificar a tinta SA revelou elevada susceptibilidade à cristalização de sais quando
aplicada em ambas as argamassas, apesar do bom comportamento apresentado no ensaio de
permeabilidade ao vapor de água e de secagem. Ao longo da fase B, com a mobilização dos sais,
foi sendo possível identificar uma alteração na textura do revestimento. Foram surgindo zonas com
empolamentos e, posteriormente, com a fissuração da tinta foi possível observar a presença de sais
à superfície. No fim do ensaio, na argamassa de cal hidráulica, grande parte do revestimento revelou
empolamentos e algumas zonas com destacamento. Já nos provetes de argamassa bastarda, o
padrão de degradação observado caracterizou-se pela pulverização do revestimento com a
formação de uma grande quantidade de eflorescências.
A análise das figuras 5.19 e 5.20 permite verificar que os provetes de argamassa bastarda
apresentaram uma maior presença de eflorescências à superfície, verificando-se uma maior
degradação do respectivo revestimento. Após pincelagem, nos provetes de argamassa de cal
hidráulica, verificou-se a perda de aderência de tinta pontuais. Na argamassa bastarda essa perda
de aderência alastrou-se a praticamente toda a superfície, o que confirma a elevada susceptibilidade
deste revestimento à cristalização de sais solúveis.

105
Comparando as tintas de silicatos, conclui-se que exibem um comportamento semelhante. No
entanto, a tinta SA, apesar de ter apresentado uma maior permeabilidade, demonstrou maior
susceptibilidade à degradação, bem como tendência para empolar.
Início do ensaio Fim do ensaio Após pincelagem Figura 5.21 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com TA
Início do ensaio Fim do ensaio Após pincelagem Figura 5.22 – Aspecto visual dos provetes de argamassa bastarda revestidos com TA
No fim ensaio, o padrão de degradação visível nos provetes revestidos por tinta de água
correspondia à presença de eflorescências, embora em menor quantidade de que a registada nos
outros revestimentos. Essas eflorescências foram difíceis de identificar devido à cor branca da
tinta. No entanto, a observação indiciou a ocorrência de uma menor degradação do revestimento
pois não se visualizara qualquer destacamento.
A menor quantidade de eflorescências no topo dos provetes pode ser fruto do comportamento
menos permeável da tinta que favorece a cristalização de sais no interior do provete. Após
pincelagem, verificou-se perdas de aderência pontuais do revestimento nas zonas onde se
formaram os sais. Essa perda de aderência foi mais significativa nos revestimentos de TA
aplicados na argamassa bastarda.

106
Início do ensaio Fim do ensaio Após pincelagem Figura 5. 23 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com Ca
Início do ensaio Fim do ensaio Após pincelagem Figura 5.24 – Aspecto visual dos provetes de argamassa bastarda revestidos com Ca
No fim do ensaio, o topo dos provetes encontrava-se completamente coberto por eflorescências em
ambas as argamassas. Na argamassa de cal hidráulica, observou-se zonas em que houve
fissuração e destacamentos pontuais do revestimento, surgindo flocos cristalinos de aspecto
pulverulento à superfície. Na argamassa bastarda, o padrão de degradação registado correspondia
à presença de uma camada de eflorescências sem destacamento visível.
Após pincelagem, ambas as argamassas apresentaram a mesma tendência de comportamento. A
degradação identificada apresentou consequências nefastas a nível estético, não se registando
perdas de aderência da tinta significativas. No entanto, foi possível identificar algumas zonas do
revestimento com fissuração e surgimento de manchas.

107
Figura 5.25 – Aspecto visual dos provetes de argamassa de cal hidráulica revestidos com CaA
Início do ensaio Fim do ensaio Após pincelagem Figura 5.26 – Aspecto visual dos provetes de argamassa bastarda revestidos com CaA
No fim do ensaio, em ambas as argamassas revestidas com caiação aditivada (CaA) foi possível
identificar a formação de eflorescências no topo dos provetes, embora em menor quantidade
quando comparado com a caiação simples (Ca). Na argamassa de cal hidráulica, verificou-se a
presença de eflorescências sob o revestimento, no entanto em quantidade bastante mais reduzida
de que a registada nos restantes revestimentos. Na argamassa bastarda, registou-se a presença de
uma maior quantidade de eflorescências à superfície.
Após pincelagem, na argamassa hidráulica verificou-se que a presença de eflorescências afectou o
revestimento, uma vez que foi possível observar a formação de cavidades nas zonas onde os sais
se cristalizaram. Na argamassa bastarda, verificou-se o destacamento do revestimento por pintura
onde se encontrava uma maior quantidade de eflorescências.
As caiações parecem apresentar uma menor susceptibilidade à degradação por cristalização de sais,
quando comparadas com as tintas de silicatos, uma vez que a presença de eflorescências, apesar de
afectar significativamente o seu aspecto visual, originou menor destacamento do revestimento.
Início do ensaio Fim do ensaio Após pincelagem

108
Com o objectivo de avaliar a influência da degradação desencadeada pelo ensaio realizado e da
distribuição de sal no interior dos provetes na absorção de água, realizou-se, novamente, o ensaio de
absorção de água por capilaridade. As figuras 5.27 a 5.29 e a tabela 5.19 apresentam os resultados
obtidos.
Figura 5. 27 – Curva de absorção capilar antes e após o ensaio de sais dos provetes não revestidos e com tinta TA
Figura 5.28 - Curva de absorção capilar antes e após o ensaio de sais dos provetes com tinta SB e SA
0
2
4
6
8
10
12
0 50 100 150
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
NR
AH
AB
AH Sais
AB Sais
AH
AH Sais
0
2
4
6
8
10
12
0 50 100 150
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
TA
AH
AB
AH Sais
AB Sais
AH
AH Sais
0
2
4
6
8
10
12
0 50 100 150
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
SB
AH
AB
AH Sais
AB Sais
AH
AH Sais
0
2
4
6
8
10
12
0 50 100 150
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
SA
AH
AB
AH Sais
AB Sais
AH Sais
AH

109
Figura 5.29 - Curva de absorção capilar antes e após o ensaio de sais dos provetes com tinta Ca e CaA
Tabela 5. 19 – Coeficiente de capilaridade antes e após o ensaio de sais
Revestimentos
Coeficiente de capilaridade [kg/m2.s
0.5] Valor assimptótico [kg/m
2]
Argamassa de cal hidráulica
Argamassa Bastarda Argamassa de cal
hidráulica Argamassa Bastarda
Antes de ensaio de
sais
Depois de ensaio de
sais
Antes de ensaio de
sais
Depois de ensaio de
sais
Antes de ensaio de
sais
Depois de ensaio de
sais
Antes de ensaio de
sais
Depois de ensaio de
sais
NR 0,261 0,199 0,317 0,277 9,76 10,42 10,11 10,53
SB 0,191 0,168 0,208 0,211 10,35 9,94 7,56 9,65
SA 0,195 0,198 0,188 0,244 9,39 10,10 7,49 9,52
TA 0,203 0,186 0,188 0,199 9,90 9,02 9,39 8,70
Ca 0,267 0,246 0,262 0,200 9,64 9,44 8,82 8,45
CaA 0,209 0,174 0,229 0,197 9,76 7,79 7,80 6,61
Em síntese verifica-se que:
Os provetes de argamassa de cal hidráulica apresentaram menor presença de eflorescências
do que a argamassa bastarda, o que poderá indicar uma maior quantidade de sais no interior
dos provetes. Esses sais podem constituir-se como uma barreira à entrada de água,
reduzindo o coeficiente de absorção de água por capilaridade.
Nos provetes de argamassa hidráulica verificou-se uma redução de coeficiente de
capilaridade na argamassa não revestida e em todos os revestimentos estudados, à
excepção da tinta de silicatos SA. Tal situação permite concluir que apesar da degradação
apresentada, os revestimentos continuam a possuir capacidade de retardar a absorção de
água por capilaridade das argamassas.
Nos provetes de argamassa bastarda, verificou-se uma redução de coeficiente de
capilaridade nos provetes não revestidos e nos revestidos com Ca e CaA. Nos restantes (SB,
SA e TA) verificou-se um aumento do coeficiente. Estes provetes apresentaram uma maior
degradação do revestimento, o que poderá indicar que a cristalização de sais ocorreu mais
próximo da superfície. Ao pincelar o topo dos provetes retirou-se a camada protectora de tinta
0
2
4
6
8
10
12
0 50 100 150
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
Ca
AH
AB
AH Sais
AB Sais
AH Sais
AH
0
2
4
6
8
10
12
0 50 100 150
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
CaA
AH
AB
AH Sais
AB Sais
AH
AH Sais

110
e os sais acumulados à superfície, o que poderá explicar uma maior velocidade de absorção
de água por parte destes provetes.
Em ambas as argamassas não revestidas verificou-se um aumento do valor assimptótico. A
maior presença de eflorescências no topo dos provetes poderá indiciar uma menor
quantidade de sais no seu interior, pelo que o espaço existente nos poros será superior,
possibilitando a absorção de uma maior quantidade de água. Além disso as tensões
causadas pela cristalização de sais poderá ter provocado uma alteração no comportamento
interno das argamassas, aumentando a capacidade de absorção.
Na argamassa de cal hidráulica, o único revestimento que apresentou um aumento do valor
assimptótico foi a tinta de silicatos SA, enquanto que na argamassa bastarda, essa situação
ocorreu nas duas tintas de silicatos SA e SB. Estas tintas foram as que apresentaram maior
degradação, apresentando destacamento de praticamente todo o revestimento. A falta da
camada protectora conferida pelo revestimento poderá explicar este aumento de absorção.
Importa referir que a SA e a SB apresentaram um valor assimptótico semelhante às
argamassas não revestidas, o que confirma a total perda de capacidade em reduzir a
absorção de água por capilaridade das argamassas evidenciada por estas soluções de
revestimento antes da degradação.
As tintas TA, Ca e CaA revelaram uma redução do valor assimptótico em ambas as
argamassas, pelo que se conclui que apesar da degradação apresentada continuam a
possuir capacidade para reduzir a absorção de água por capilaridade das argamassas. Além
disso, a menor degradação destes revestimentos poderá indiciar a existência de sais no
interior dos provetes que se constituem como uma barreira à absorção de água por
capilaridade.
5.7. Considerações Finais
A influência dos revestimentos na absorção de água parece ser mais significativa quando aplicados
em revestimentos mais permeáveis como os suportes de argamassa bastarda. A maior facilidade de
penetração da tinta nos poros de maiores dimensões é uma possível justificação para a existência
dessa maior influência. No entanto, pode concluir-se que todos as soluções de revestimentos
estudadas provocam alterações à absorção de água do suporte.
As tintas de silicatos e a tinta de água são os revestimentos que se constituem como uma barreira
mais significativa à entrada de água, reduzindo a velocidade inicial de absorção de água. A caiação
simples é o revestimento que apresenta menor capacidade para retardar a absorção de água pelo
suporte. No ensaio de absorção de água por capilaridade apresentou um comportamento idêntico às
argamassas não revestidas, no entanto no ensaio de absorção de água sob baixa pressão, esta
solução revelou capacidade para retardar a entrada da água. Comparando com os restantes
revestimentos por pintura, é claramente o que menos influência a absorção de água do suporte. A
caiação aditivada (CaA) constitui-se como uma barreira à absorção de água mais efectiva do que a
caiação simples, no entanto a redução da velocidade inicial de absorção de água que proporciona
ainda se demonstre inferior quando comparado com as tintas de silicatos e tinta de água.

111
Os valores obtidos vão ao encontro dos resultados apresentados em outros estudos. Veiga e Tavares
(2002) verificaram que tanto as tintas de silicatos como a caiação aditivada com resina e caseína
retardam a absorção de água do suporte. Já a caiação simples apresentou uma capacidade de
absorção bastante semelhante ao da argamassa sem pintura, pelo que não oferece grande
resistência à entrada de água. Por sua vez, Brito, V. (2009) concluiu que as tintas de silicatos, as
caiações e a tinta de água atrasam a absorção de água, apesar da caiação apresentar um atraso
menos expressivo.
O estudo de permeabilidade ao vapor de água e de secagem permitiu verificar que a aplicação dos
revestimentos revelou ter maior influência quando aplicados na argamassa bastarda, possivelmente
devido à maior percentagem de poros maiores, nesta argamassa, que são obstruídos. Como esses
poros têm uma grande influência na difusão de vapor de água, essa maior penetração dos
revestimentos por pintura pode ser a causa para a maior influência dos mesmos.
Os resultados obtidos evidenciaram a influência da permeabilidade ao vapor no comportamento dos
revestimentos à secagem. De facto os revestimentos que revelaram maiores valores de coeficiente
de permeabilidade ao vapor de água, como a tinta de silicatos SA e as caiações foram aqueles que
menos influenciaram a secagem do suporte. Embora tenha apresentado uma ligeira redução do
coeficiente de permeabilidade, as caiações não afectam a secagem de ambas as argamassas. A tinta
de silicatos SB apresenta um coeficiente de permeabilidade um pouco inferior ao obtido nas
argamassas não revestidas, o que poderá explicar a sua maior influencia na secagem quando
comparada com a tinta de silicatos SA. A diferença de coeficiente de permeabilidade evidenciada
pela tinta de água em relação aos restantes revestimentos faria prever que pudesse alterar
excessivamente a secagem. No entanto, os valores obtidos não se distanciaram excessivamente dos
valores da tinta de silicatos SB.
De um modo geral, as tintas de silicatos e as caiações influenciaram pouco a secagem de ambas as
argamassas. De facto, a caiação simples não compromete a secagem das argamassas mas a
caiação aditivada para além de não a comprometer até a acelera, o que se revelou algo
surpreendente. Num estudo realizado por Brito e Gonçalves (2013), ao estudar a influência da
aplicação de caiações tradicionais em vários suportes, verificou-se que estas aceleram o processo de
secagem. A mesma autora refere que a reacção do hidróxido de cálcio com o suporte onde a caiação
é aplicada dá origem a uma maior superfície de evaporação e, consequentemente a uma maior
velocidade de secagem. Esta reacção com o substrato permite que a penetração da tinta acompanhe
a porosidade do material dando origem a uma superfície de morfologia irregular, cuja área é superior
ao da superfície projectada. Tal como foi referido, a caiação aditivada apresentou uma maior
facilidade de aplicação quando comparado com a caiação simples, o que pode ter potenciado este
fenómeno.
Os resultados obtidos no ensaio de permeabilidade vão ao encontro dos resultados apresentados em
outros estudos. Tanto Veiga e Tavares (2002), como Brito V. (2009) identificaram as tintas de silicatos
e as caiações como aquelas que menos afectam a permeabilidade do suporte. Quanto à influência no
processo de secagem, Veiga e Tavares (2002) concluíram que as caiações não dificultam a secagem

112
das paredes, enquanto que as tintas de silicatos a atrasam moderadamente. Por sua vez, Brito V.
(2009), obteve resultados que permitiram concluir que as caiações e os silicatos comprometeram a
secagem de forma menos significativa. No entanto, isso não se verificou em todos os revestimentos
de silicatos, uma vez que alguns registaram uma performance inferior.
Quando são aplicados revestimentos por pintura em suportes, a cristalização de sais pode causar
inúmeros padrões de degradação dependendo do local onde ocorre a cristalização. Na maioria dos
casos as eflorescências, empolamento e o destacamento do revestimento por pintura foram os
padrões de degradação identificados. Na tabela 5.20, apresenta-se um resumo dos padrões de
degradação observados nos diferentes revestimentos por pintura estudados.
Tabela 5.20 – Padrões de degradação dos revestimentos por pintura devido à cristalização de sais
Revestimentos Argamassa de cal hidráulica Argamassa Bastarda
NR Eflorescências Eflorescências
SB Eflorescências + destacamento
pontual de revestimento Eflorescências + destacamento
pontual de revestimento
SA Empolamento + destacamento
da tinta Eflorescências + pulverização
do revestimento
TA Pequenas eflorescências Pequenas eflorescências
Ca Eflorescências + destacamento
pontual de revestimento Eflorescências + manchas
CaA Eflorescências Eflorescências
A selecção do revestimento a aplicar em paredes com elevados teores de sal dever ser realizada com
bastante precaução. Como se pôde constatar, as tintas de silicatos demonstraram ser bastante
susceptíveis à degradação devido à cristalização de sais, o que leva à necessidade de acções de
manutenção regulares. As caiações apresentaram padrões de degradação mais suaves na forma de
eflorescências, que habitualmente podem ser facilmente removidas. No entanto, a acção dessas
eflorescências influencia negativamente as características do revestimento, principalmente em termos
estéticos, pelo que também requerem manutenção frequente. Muito embora a tinta de água (TA) não
tenha revelado susceptibilidade relevante à acção de cristalização de sais simulada em ambas as
argamassas, considera-se que a concretização de mais ciclos poderá vir a evidenciar outro tipo de
comportamento.

113
CAPÍTULO 6 – Conclusões e desenvolvimentos futuros
6.1. Conclusões
Considerando um determinado nível de desempenho dos rebocos, a selecção do tipo de revestimento
por pintura a aplicar é essencial na manutenção desse nível de desempenho. A escolha de um
revestimento desadequado pode influenciar negativamente o comportamento do reboco e ser
responsável pela ocorrência de anomalias nos edifícios.
O principal objectivo do presente trabalho consistia em avaliar a influência de revestimentos
decorativos por pintura no comportamento de rebocos hidráulicos. Foram então estudados cinco
soluções de revestimento: duas tintas de silicatos, uma tinta plástica e duas caiações, sendo uma
delas aditivada com um aditivo à base de resinas sintéticas. Com o objectivo de simular as
superfícies de reboco revestidas com pintura, estes revestimentos foram aplicados em provetes de
argamassa de cal hidráulica e de argamassa bastarda de cal hidráulica e cal aérea em pasta. Tal
como já foi referido, as formulações das argamassas estudadas correspondem às que foram
utilizadas na intervenção das fachadas do Palácio Nacional de Queluz.
As argamassas estudadas revelaram possuir características semelhantes, o que se traduziu em
comportamentos não muito díspares. Apesar de apresentarem cinéticas de absorção de água por
capilaridade semelhantes, a argamassa bastarda revelou valores de porosidade ligeiramente
superiores relativamente à argamassa de cal hidráulica, o que se traduziu num maior coeficiente de
capilaridade e num teor em água máximo mais elevado. Quanto aos fenómenos de permeabilidade
ao vapor de água e secagem, a argamassa bastarda evidenciou ser mais permeável ao vapor de
água, apresentando também uma secagem ligeiramente mais rápida. No que diz respeito às
características mecânicas, as argamassas revelaram comportamentos diferentes. A diferença do teor
e natureza dos ligantes das duas argamassas justifica as diferenças registadas. Constatou-se que a
argamassa de cal hidráulica apresentou valores de resistência mecânica superiores, pelo que se
concluiu que o aumento de teor de cal hidráulica permite que as argamassas apresentem maior
resistência mecânica.
O desenvolvimento do presente trabalho evidenciou que as características do reboco também podem
ter influência no comportamento do revestimento por pintura, bem como que a aplicação dos
revestimentos decorativos de forma não homogénea poderá ser responsável da variabilidade no
comportamento dos mesmos.
A pesquisa realizada permitiu verificar que as tintas de silicatos e as caiações são os revestimentos
por pintura considerados mais adequados para aplicação em edifícios antigos. Muito embora o
recurso a tintas de água não seja considerado muito adequado para edifícios antigos, a sua utilização
é frequente. O estudo teve como objectivo avaliar a influência destes três tipos de revestimento por
pintura no comportamento de rebocos face a fenómenos de transporte de água, de modo a averiguar
em que medida a presença dos revestimentos altera as características de transporte de água das
argamassas que constituem o reboco. No geral, foi possível verificar que a aplicação de um
revestimento por pintura poderá ter influência no comportamento do suporte. Importa referir que os

114
revestimentos alteraram as características de transporte de água de forma mais significativa quando
aplicados na argamassa bastarda.
As cinco soluções de revestimentos estudados reduziram a capacidade de absorção de água de
ambas as argamassas estudadas, muito embora de forma diferente. Constatou-se que as tintas de
silicatos e a tinta de água retardam a penetração de água no suporte e que a caiação simples
apresentou uma redução de absorção inferior aos restantes revestimentos. A caiação aditivada
revelou uma redução de velocidade de absorção de água mais efectiva quando comparada com a
caiação simples.
As tintas de silicatos e as caiações foram os revestimentos por pintura que menos alteraram a
permeabilidade ao vapor de água do suporte e a tinta de água foi a que demonstrou ter um
comportamento menos permeável.
Quanto à influência dos revestimentos na cinética de secagem dos suportes, verificou-se que a
caiação aditivada revelou tendência para acelerar a secagem do suporte, possivelmente pelo facto de
aumentar a superfície de evaporação. Relativamente aos restantes revestimentos decorativos, a
caiação simples e a tinta de silicatos SA não desencadearam alterações relevantes na cinética de
secagem, embora a SA, quando aplicada na argamassa bastarda tenha revelado tendência para
acelerar ligeiramente o processo. A tinta de silicatos SB revelou causar alguma resistência à
secagem, especialmente quando aplicada na argamassa bastarda. Por sua vez, a tinta de água foi a
solução que alterou de forma mais acentuada a cinética de secagem dos suportes.
Na tabela 6.1, apresenta-se uma tabela resumo da influência dos revestimentos por pintura nos
fenómenos de transporte de água quando aplicados nas duas argamassas estudadas (AH e AB).
Considerou-se que um revestimento adequado deve retardar a entrada de água sem alterar de forma
relevante a permeabilidade ao vapor de água e a cinética de secagem do suporte.
Tabela 6.1 - Influência dos revestimentos por pintura nos fenómenos de transporte de humidade
Absorção de água
Permeabilidade ao vapor de água
Cinética de secagem
AH AB AH AB AH AB
SB Redução Redução Redução ligeira Redução ligeira Semelhante ao
suporte Redução ligeira
SA Redução Redução Semelhante ao
suporte Semelhante ao
suporte Semelhante ao
suporte Semelhante ao
suporte
TA Redução Redução Redução
significativa Redução
significativa Redução ligeira Redução ligeira
Ca Semelhante ao
suporte Redução ligeira Redução ligeira Redução ligeira
Semelhante ao suporte
Semelhante ao suporte
CaA Redução Redução Redução ligeira Redução ligeira Aumento
sgnificativo Aumento
sgnificativo
No geral, foi possível concluir que existe compatibilidade entre os revestimentos por pintura e as
formulações de argamassas estudadas. O comportamento das tintas de silicatos revelou-se
adequado, uma vez que reduzem a velocidade inicial de absorção capilar e não afecta a
permeabilidade e secagem do suporte. Quanto às caiações, verificou-se que apesar de permitirem

115
uma penetração de água mais rápida no suporte, permitem a evaporação da mesma, uma vez que
apresentam uma bom comportamento na secagem. Quanto à tinta de água, verificou-se uma maior
redução da permeabilidade ao vapor de água, o que leva a que a utilização deste tipo de
revestimento tenha que ser analisada com maior precaução. No entanto, os resultados do ensaio de
secagem e de absorção capilar revelaram um comportamento razoável desta solução de
revestimento, pelo que este tipo de revestimento não se pode considerar desadequado.
O comportamento das argamassas e respectivo revestimento por pintura à acção de processos de
cristalização/dissolução de sais depende de inúmeros factores como sejam as: as características da
argamassa, características do revestimento por pintura, condições ambientais, a solução salina, entre
outros. Muito embora não seja fácil generalizar o comportamento de um tipo de revestimento por
pintura à cristalização de sais, tendo em atenção os comportamentos registados em determinada
situação laboratorial, considera-se que a acção simulada no âmbito do presente estudo forneceu
informação relevante para avaliar o comportamento dos revestimentos estudados e a sua influência
na susceptibilidade à degradação por cristalização de sais dos suportes.
A metodologia utilizada permitiu simular os ciclos de cristalização de sais associados a ciclos de
molhagem/secagem a que muitas vezes as argamassas de reboco estão sujeitas. Conseguiu-se
registar uma degradação gradual dos revestimentos por pintura e perceber qual a sua
susceptibilidade à cristalização de sais. Note-se que uma menor degradação do revestimento por
pintura não é necessariamente benéfico uma vez que pode resultar de uma tendência para a
formação de criptoflorescências e ter consequências mais graves no desempenho funcional do
reboco.
A argamassa bastarda revelou maior tendência para a formação de eflorescências do que a
argamassa de cal hidráulica. Ambas as tintas de silicatos revelaram susceptibilidade à degradação
por sais solúveis, pelo que a sua aplicação em paredes com teores elevados de sais solúveis deve
ser realizada com precaução. Em alguns provetes revestidos com tintas de silicatos, foi possível
verificar zonas com empolamentos e fissuração de tinta, que acabou por levar à perda de aderência
do respectivo revestimento por pintura.
Quanto às caiações parecem acompanhar o comportamento apresentado pelo suporte uma vez que
apresentam um padrão de degradação sob a forma de eflorescências, no entanto, na caiação
aditivada (CaA), quando aplicada na argamassa bastarda, registou-se o destacamento de parte do
revestimento, o que revela que esta solução é susceptível à degradação por cristalização de sais
quando aplicada nesse tipo de suporte. No que diz respeito à tinta de água, registou-se uma menor
susceptibilidade à degradação por sais solúveis, dado que a película se manteve aderente e não foi
registada a presença significativa de eflorescências. Note-se porém que, este comportamento resulta
da acumulação de sais no interior dos provetes, o que mais tarde poderá vir a ser responsável pela
ocorrência de danos mais severos.

116
6.2. Propostas para desenvolvimentos futuros
As possibilidades de estudo da influência dos revestimentos por pintura em rebocos não se
extinguem com este trabalho. No âmbito do presente trabalho não foi possível abordar diversos
aspectos relevantes para o tema. Assim, apresentam-se algumas propostas para estudos futuros que
se julga serem pertinentes:
Estudar um conjunto mais vasto de tintas de silicatos com o objectivo de procurar identificar
os aspectos relacionados com a sua constituição que possam justificar desempenhos
diferentes das soluções de revestimento com elas obtidos;
Estudar a porometria das argamassas estudadas, com o objectivo de aprofundar a influência
das características do espaço poroso nos fenómenos de transporte de água suporte-
revestimento e na susceptibilidade à degradação por cristalização de sais;
Alargar o estudo dos fenómenos de transporte de água a um grupo mais alargado de
formulações de argamassa e soluções de revestimento decorativos potencialmente
adequados para edifícios antigos, como sejam os barramentos;
Aferir em que medida as condições de aplicação têm influência no comportamento dos
revestimentos por pintura. Julga-se que o esquema de aplicação e a própria constituição da
mistura da tinta poderão originar uma heterogeneidade de comportamentos que seria
interessante avaliar. Refere-se como exemplo uma maior ou menor diluição da tinta que
poderá originar consumos distintos durante a aplicação e, consequentemente
comportamentos diferentes.
Aprofundar o estudo das soluções de revestimento por caiação, recorrendo à sua modificação
com aditivos e à sua eventual hidrofugação.

117
Referências Bibliográficas
Agostinho, Cláudia – Estudo da evolução do desempenho no tempo de argamassas de cal aérea.
Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico, 2008.
Algarvio, Maria Paula; Influência da razão água/ligante nas características das argamassas de cal
aérea para rebocos de edifícios antigos. Dissertação de Mestrado de Bolonha em Construção,
Instituto Superior Técnico – Universidade Técnica de Lisboa, 2010.
Almeida, José Luís – Argamassas tradicionais e industriais de alvenaria em edifícios. Dissertação de
Mestrado em Engenharia Civil, Faculdade de Engenharia da Universidade do Porto, 2010.
Almeida, Sandra M.; Souza, L. Antônio – Tintas imobiliárias acrílicas em obras de interesse histórico.
Revista Brasileira de Arqueometria, Restauração e Conservação. Vol.1, No.6, pp. 347 – 348, 2007.
Alvarez, J.; Sequeira, C.; Costa, M. - Ensinamentos a retirar do passado histórico das argamassas.
1º Congresso Nacional de Argamassas de Construção, APFAC, Lisboa, 2005.
Amaro, M. – Estudo Comparativo de Tintas para Fachadas, Volume I. Dissertação de Mestrado em
Engenharia Química, Instituto Superior Técnico – Universidade Técnica de Lisboa, 2007.
Arandigoyen M., Bernal J.L López M.A., Alvares J.I. – Lime-pastes with different kneading water:
Pore structure and capillary porosity. Applied Surface Science 252 (2005) 1449–1459
Araújo, António – Humidade e degradação nos edifícios. Traduzido do original em italiano, em
«http://maxpages.com/achille32», 2003.
Barros, C. (2001) - Curso avançado de técnicos de tintas, ISQ. Referência citada em Amaro, M.,
2007 e não consultada directamente.
Botelho, Patrícia Cláudia - Argamassas tradicionais em suportes de alvenaria antiga:
comportamento em termos de aderência e durabilidade. Tese de Mestrado pelo Instituto Superior
Técnico. Lisboa, Fevereiro de 2003.
Brito, Vânia – Influência dos revestimentos por pintura na secagem do suporte. Dissertação de
Mestrado em Engenharia Civil, Faculdade de Ciências e Tecnologia – Universidade Nova de Lisboa,
2009.
Brito V., Gonçalves T.D (2013) – Artisanal lime coatings and their influence on moisture transport
during drying. HMC13 - 3rd Historic Mosrtars Conference, Glasgow, Scotland, 11-14 September 2013.

118
Brown, W. C.; Dietrich, M.; Latimer, M.- Assessing the impact of thickness on the performance of
stucco cladding. Technical Series 04-123. Research Highlight. Ottawa: Canada Mortgage and
Housing Corporation, 2004.
Callebaut, K., Elsen, J., Balen, K.V., Viaene, W. – Nineteenh century hydraulic restoration mortars in
the Saint Michael’s Church (Leuven, Belgium), Natural hydraulic lime or cement?, Cement and
Concrete Research 31, 397-403, 2001.
Carranquinha, A.C. – Implementação de novos métodos para quantificação dos constituintes de
tintas aquosas. Dissertação de mestrado em Engenharia Química. Lisboa: Universidade Técnica de
Lisboa, Instituto Superior Técnico, Outubro de 2011.
Cavaco, Luís Gomes - Técnicas de aplicação de argamassas de revestimento em edifícios antigos.
Influência no desempenho. Tese de Mestrado pelo Instituto Superior Técnico. Lisboa, Março de 2005.
Coelho, Ana Z.; Torgal F. Pacheco; Jalali S. – A cal na construção. Universidade do Minho,
Guimarães, ISBN 978-972-99179-8-1, 2009.
Correia, João T. – Avaliação da higroscopicidade de materiais correntes. Dissertação de mestrado
em Engenharia Civil na Faculdade de Ciências e Tecnologia – Universidade de Lisboa, 2013.
Coutinho, A. Sousa - Fabrico e Propriedades do Betão, Volume 1, Laboratório Nacional de
Engenharia Civil, 1988, ISBN:978-972-49-0326-2.
Coutinho, Joana – Agregados para argamassas e betões. Folhas de Materiais de Construção I,
Faculdade de Engenharia da Universidade do Porto, Porto, 1999.
Couto, A.B; Couto, J.P – Especificidades e exigências das argamassas na reabilitação de edifícios
antigos. Actas de congresso nacional de argamassas de construção 2, Lisboa, Portugal, 2007.
Davies, Gareth – Tintas Permeáveis ao vapor de água. Outubro de 2003.
Donadio, P.A. – Manual básico sobre tintas. Águia Química, actualizado em Janeiro de 2011.
DIN (2006) – German construction procedures (VOB) – Part C: General technical specifications for
building works – Painting and coating works. Berlin. DIN 18363: 2006-10.
Documento da disciplina de Processos Gerais de Construção II, curso de Engenharia Civil da Escola
Superior de Tecnologia de Tomar – Instituto Politécnico de Tomar.

119
Especificação LNEC E 394; “Betões – Determinação da Absorção de Água por Imersão. Ensaio à
pressão atmosférica”. – Documentação Normativa. (1993). Lisboa: LNEC.
EN 1015-18:2002 – Methods of test for mortar for masonry – Part 18: Determination of water
absorption coefficient due to capillary action of hardened mortar. European Commitee for
Standardization, Brussles (December 2002).
Especificação LNEC E 29. (1979). Cimentos – Determinação da Resistência Mecânica,
Documentação Normativa. Lisboa: LNEC.
Eusébio Marques, Rodrigues, M.P. – Tintas, vernizes, e revestimentos por pintura para a
construção civil. LNEC, 3ª Edição, 2000, ISBN: 972-49-1762-2.
Faria, P., Henriques, F., Rato, V. – Argamassas correntes: influência do tipo de ligante e do
agregado. 2º Congresso Nacional de Argamassas de Construção, Lisboa, LNEC, 2007.
Faustino, J. – Análise de soluções construtivas face à difusão de vapor. Importância da composição
e do clima. Dissertação de mestrado em construção de edifícios. Porto, FEUP, 1997.
Ferreira, Ana N. – Argamassas industriais para rebocos de edifícios antigos – comportamento face à
acção de sais solúveis. Tese de mestrado em Engenharia Civil, Instituo Superior Técnico –
Universidade Técnica de Lisboa, 2013.
Flores-Colen, I. – Metodologia de Avaliação do desempenho em serviço de fachadas rebocadas na
óptica da manutenção predictiva. Dissertação de Doutoramento em Engenharia Civil. Lisboa:
Universidade Técnica de Lisboa, Instituto Superior Técnico, Junho 2009.
Fontes, Teresa – Argamassas de cal hidráulica natural NHL3.5 de fabrico nacional. Otimização de
características com resíduo cerâmico e metacaulino. Dissertação de Mestrado em Engenharia Civil,
Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa, 2013.
Freitas, Vasco – Transferência de humidade em paredes de edifícios. Análise do fenómeno na
interface. Dissertação de doutoramento em engenharia civil na Faculdade de Engenharia –
Universidade do Porto, 1992.
Freitas, V. P., Abrantes, V., Crausse, P. - Moisture migration in buildings walls - analysis of the
interface phenomena. Building and Environment 31 (1996) pp. 99-108. Elsevier.
Freitas, V. - Influence of the vapour permeability of paintings and the higroscopicity of the internal
coating on the hygrothermal behaviour of walls. CIB W40 meeting, 1997.

120
Freitas, V.; Torres, M.; Guimarães, A. (2008) – Humidade Ascensional. FEUP edições – referência
não consultada directamente e citada por (Brito, V., 2009).
Galvão, Jorge – Técnicas de ensaio in-situ para avaliação do comportamento mecânico de rebocos
em fachadas. Esclerómetro e ultra-sons. Dissertação de Mestrado pelo Instituto Superior Técnico,
Lisboa, Novembro de 2009.
Gomes, Augusto, A.P. Pinto – Tintas e ligantes hidrocarbonetos. Apontamentos aulas teóricas de
Materiais I, Instituto Superior Técnico, 2009.
Gomes, Augusto, A.P. Pinto, J. Bessa Pinto – Gesso e Cal de Construção. Folhas de apoio de
Materiais de Construção I, Instituto Superior Técnico, 2013.
Gomes, Augusto, A.P. Pinto, J. Bessa Pinto – Cimento Portland e Adições. Folhas de apoio de
Materiais de Construção I, Instituto Superior Técnico, 2013.
Gonçalves, A. E. – Estudo da influência dos factores de aplicação no desempenho de argamassas
de revestimento recorrendo a técnicas de ensaio in-situ. Dissertação de Mestrado em Engenharia
Civil. Lisboa: Universidade Técnica de Lisboa, Instituto Superior Técnico, Novembro de 2010.
Gonçalves, T. D. – Colocação a descoberto de alvenarias antigas originalmente revestidas e sujeitas
à acção de sais solúveis. Utilização de hidrófugos de superfície. Lisboa: LNEC, 2003, 3º ENCORE –
Encontro sobre Conservação e Reabilitação de Edifícios, Maio de 2003.
Gonçalves, T. D. - Salt crystallization in plastered or rendered walls. Tese de Doutoramento em
Engenharia Civil. Lisboa: LNEC e IST, Julho, 2007.
Guerreiro, C., Henriques, F., Pinto, Ana P. – Análise comparativa de argamassas de cal aérea,
medianamente hidráulicas e de ligantes mistos para rebocos de edifícios antigos. 2º Congresso
Nacional de Argamassas de Construção, Lisboa, Novembro de 2007.
Guerreiro, Carlos M. – Estudo e caracterização de argamassas de cal aérea, medianamente
hidráulicas e de ligantes mistos para rebocos de edifícios antigos. Dissertação de mestrado pelo
Instituto Superior Técnico, Lisboa, Junho de 2007.
Hall C, Hoff WD (2002) - Water Transport in Brick, Stone and Concrete. Spon Press, London and
New York. ISBN 0-419-22890-X. Referência citada por Gonçalves (2007) e não consultada
directamente.
IPQ (1982) – Tintas e vernizes. Terminologia. Definições. Lisboa. IPQ. NP 41:1982.

121
IPQ (1998) – EN 1015-6:1998 – Methods of test for mortar for masonry. Part 6: Determination of bulk
density of fresh mortar. Instituto Português da Qualidade, Lisboa.
J. Rouquerol, D. Avnir, C.W. Fairbridge, D.H. Everett, J.H. Haynes, N. Pernicone, J.D. Ramsay,
K.S. Sing e K.K. Unger – Recommendations for the characterization of porous solids. Pure & Appl.
Chern., Vol. 66, No. 8, pp. 1739-1758, 1994
Lanas, J.; Alvarez, J.I. – Masonry repair lime-based mortar: factors affecting the mechanical
behavior. Cement and Concrete Research, 33, 1867-1876, 2003.
Lima, Pedro – Estudo da influência da mistura ligante no comportamento de rebocos hidráulicos.
Tese de mestrado em Engenharia Civil, Instituo Superior Técnico – Universidade Técnica de Lisboa,
2009.
Lino, Gonçalo A. – Caracterização in situ de rebocos com base em cal e matacaulino aplicados em
muretes experimentais. Dissertação de Mestrado em Engenharia Civil – Perfil de Construção, Lisboa,
FCT-UNL, 2013.
LNEC NP 1379 - “Análise granulométrica dos inertes”. Lisboa 1979.
Lucas, J. - "Exigências funcionais de revestimentos de paredes". ITE 25. Lisboa: LNEC, 1990 -
referência citada em Páscoa (2012) e não consultada directamente.
Magalhães, A. Cristian – Patologia de rebocos antigos. LNEC, Cadernos de Edifícios, nº 2, Outubro
de 2002.
Magalhães, A. C., Veiga, M. R. - Caracterização da higroscopicidade de argamassas com base em
cal. Relatório 201/2007 - NRI. Lisboa: LNEC, 2007.
Matos, Marina C. – Estudo da incorporação de estearatos em tintas de forma a aumentar a sua
impermeabilidade à água. Dissertação de Mestrado em Engenharia Química, Instituto Politécnico de
Bragança, Junho de 2008.
Margalha, Maria Goreti; Veiga, Maria do Rosário; Brito, Jorge de. – The maturation time factor in
lime putty quality. 7 th International Masonary Conference, Londres, 2006.
Margalha, Maria Goreti – Argamassas. Documentos de apoio às aulas de Conservação e
Recuperação do Património. Universidade de Évora – Engenharia Civil.
Margalha, G.; Veiga, R.; Brito, J. – Influência das areias na qualidade de argamassas de cal aérea.
Actas do 2º Congresso Nacional de Argamassas da Construção, Lisboa, APFAC (CD), 2007.

122
Mendonça, Bruno – Estudo do desempenho das argamassas hidráulicas. Influência do Ligante.
DIssertação de mestrado pelo Instituto Superior Técnico, Lisboa, Novembro de 2007.
Miranda, Lina M. – Estudo comparativo entre argamassa de revestimento à base de cimento com
adição da cal hidráulica e da cal hidratada. Dissertação de mestrado em Engenharia Civil,
Universidade de Trás-os-Montes e Alto Douro, Outubro de 2009;
Mosquera, M. J., Silva, B., Prieto, B., Ruiz-Herrera, E. – Addition of cement to lime-based mortars:
Effect on pore structure and vapor transport. Cement and Concrete Research 36 (2006) pp. 1635-
1642. Elsevier, 2005.
Nogueira, Rita – Determinação da absorção de água sob baixa pressão – Método do cachimbo.
Aulas de Laboratório de Materiais de Protecção, Reparação e Reforço. Grupo de Materiais de
Construção IST. 2013.
NP EN 933-2:1999 – Ensaios para determinação das características geométricas dos agregados.
Parte 2: Determinação da distribuição granulométrica. Peneiros de ensaio, dimensão nominal das
aberturas. Instituto Português da Qualidade, Lisboa. IPQ (1999).
NP 955:1973. Inertes para argamassas e betões. Determinação da baridade. Lisboa: IPQ, 1973.
NP EN 197-1:2001 – Cimento – Parte 1: Composição, especificação e critérios de conformidade para
cimentos correntes
NP EN 459-1: 2002. Instituto Português da Qualidade (IPQ) – Cal de construção. Parte 1: Definição,
especificações e critérios de conformidade. Lisboa: IPQ, 2002.
Oliveira, C. – Permeabilidade ao vapor de pinturas exteriores. Influência na secagem de paredes.
Dissertação de mestrado em Construção de Edifícios. Porto, FEUP. 1996.
Páscoa, Liliana – Índice de secagem como parâmetro em serviço dos rebocos aplicados em paredes
exteriores. Dissertação de mestrado em Engenharia Civil, Instituo Superior Técnico – Universidade
Técnica de Lisboa, 2012.
Paiva, H.; Seabra, M. P.; Labrincha, J. A.; Ferreira, V. M. - Efeito da natureza do ligante no
comportamento em fresco de uma argamassa de reabilitação. 2º Congresso nacional de argamassas
de construção. Lisboa, 2007.
Parques de Sintra – Monte da Lua – Ficha técnica da intervenção das fachadas do Palácio Nacional
de Queluz, Lisboa, 2015.

123
Paulo, Cláudio; Mahumane, Gilberto – Meteorologia geral. 2011.
Penas, Filipa – Argamassas de Cal Hidráulica para Revestimentos de Paredes. Dissertação de
Mestrado de Bolonha em Construção, Instituto Superior Técnico – Universidade Técnica de Lisboa,
2008.
Pereira, Tiago – Optimização das características de humedecimento e secagem de argamassas.
Dissertação de mestrado em Engenharia Civil na Faculdade de Ciências e Tecnologia – Universidade
de Lisboa, 2008.
Pinto, Ana P. – Conservação de pedras carbonatadas: estudo e selecção de tratamentos. Tese de
doutoramento em Engenharia Civil, Instituo Superior Técnico – Universidade Técnica de Lisboa,
2002.
Pinto, Ana P., Gomes, A. e Bogas, J.A 2012 – Aulas de Laboratório MCII-12/13 – Módulo I
Pinto, Ana P. e Gomes A., 2009 – Aulas de Laboratório MCII-09/10 – Módulo 2
Rato, Vasco Nunes - Influência da microestrutura morfológica no comportamento de argamassas.
Tese de Doutoramento. Lisboa: Universidade Nova de Lisboa, Faculdade de Ciências e Tecnologia,
2006.
Rijniers, Lourens; Pel Leo; Huinink P. e Kopinga Klaas – Salt crystallization as damage
mechanism in porous building materials – a nuclear magnetic resonance study. Magnetic Resonance
Imaging 23, 2005, pg 273-276.
RILEM Test No. II.2 – Coefficient of water vapour conductivity. RILEM 25-PEM 1980 –
Recommandations provisoires. Essais recommandés pour mesurer l’altération des pierres et évaluer
l’éfficacité des methods de traitement. Matériaux et Construction, Vol.13, Nº75 – documento não
consultado directamente.
RILEM Test No. II.5 – Evaporation Curve. Recommendations provisiores. RILEM TC 25.PEM. (1980).
Rodrigues, D. – Influência dos métodos de ensaio nas características de argamassas de cal aérea e
hidráulica. Dissertação de Mestrado em Engenharia Civil – Reabilitação de Edifícios, Lisboa, FCT-
UNL, 2010.
Rodrigues, Paulina Faria - Argamassas de revestimento para alvenarias antigas – Contribuição para
o estudo da influência dos ligantes. Lisboa, 2004. Tese de Doutoramento pela Faculdade de Ciências
e Tecnologia da Universidade Nova de Lisboa.

124
Rodríguez-Navarro C, Doehne E (1999) - Salt weathering: influence of evaporation rate,
supersaturation and crystallization pattern, Earth Surface Processes and Landforms 24, 191-209.
Referência citada por Gonçalves (2007) e não consultada directamente.
Santos, André A. – Edifício da Central Tejo em Lisboa – Caracterização dos materiais e suas
anomalias. Tese de mestrado em Engenharia Civil, Instituo Superior Técnico – Universidade Técnica
de Lisboa, 2013.
Santos, T. M. – Tintas e vernizes. Repintura de edifícios antigos. Documento da Construlink.
Schaffer R J (1932) - The weathering of natural building stones. London, His Majesty’s Stationery
Office. Building Research Special Report 18. Reprinted, with slight amendments, 1933. Referência
citada por Gonçalves (2007) e não consultada directamente.
Seabra, M.P., Paiva H., Labrincha J.A., Ferreira V. M. – Efeito dos adjuvantes no comportamento
reológico de argamassas de cal aérea. Congresso de Argamassas, 2007, APFAC.
Selwitz, C., & Dowhne, E. (2002). The evaluation of crystallization modifiers for controlling salt
damage to limestone. Journal of Cultural Heritage Nr. 3 (p 205 – 216). – referência citada por Algarvio
(2010) e não consultada directamente.
Sequeira, A. Cristina; Frade, Dina; Gonçalves, Paulo - Cal hidráulica – Um ligante para a
reabilitação. 2º Congresso Nacional de argamassas de construção. Lisboa, 2007.
Silva, B.A, Ferreira Pinto, A.P e Gomes, Augusto - Influence of natural hydraulic lime content on
the properties of aerial lime-based mortars. Construction and Building Materials 72 (2014) pg. 208–
218.
Silva, B.A, Ferreira Pinto, A.P e Gomes, Augusto – Natural hydraulic lime versus cement for
blended lime mortars for restoration works. Construction and Building Materials 94 (2015) pg. 346-
360.
Silveira, Paulo Malta da;., Veiga, Rosário, Brito, Jorge de – Eflorescências em estuques
antigos.Ingenium. Ver. Ordem dos Engenheiros. Lisboa. IIª Série Nº 68 (Jul./Agos.) 2002.
Slanina, P. - "Moisture transport in compact flat roof". Tese de Doutoramento em Engenharia Civil,
Praga, Czech Technical University in Prague - Faculty of Civil Engineering, 2009 – referência citada
em Correia (2003) e não consultada directamente

125
Sousa, Vitor, Pereira, Fernando Dias e Brito, Jorge. Rebocos Tradicionais: Principais Causas de
Degradação. Universidade do Minho, 2005.
Sousa, V., Pereira, F., Brito, J. – Rebocos Tradicionais: Principais Causas de Degradação.
Engenharia Civil, UM, Número 23, 2005.
Van Hees, R.; Naldini, S.; Rodrigues, J.D. - Plasters and renders for salt laden substrates,
Construction and Builduing Materials. 23, 2009, 1714–1718. Referência citada por Gonçalves (2007).
Van
Vasco, Freitas – Transferência de Humidade em Paredes de Edificios – Análise do Fenómeno de
interface, Tese de Doutoramento, FEUP, 1992. Referência citada por Oliveira (1996) e não
consultada directamente.
Veiga, M. Rosário; Rodrigues, Faria P. – Revestimentos de ligantes minerais e mistos com base em
cimento, cal e resina sintética. LNEC – Procº 083/11/9348, Capitulo II, 1990.
Veiga, M. Rosário; Carvalho, Fernanda R. - Argamassas de revestimento na reabilitação do
património urbano. Em 2º Encontro sobre Conservação e reabilitação de Edifícios, Comunicações.
Lisboa, LNEC, Junho/Julho de 1994. Vol. I, pp.195-206.
Veiga, M. Rosário – Comportamento de argamassas de revestimento de paredes. Contribuição para
o estudo da sua resistência à fendilhação. Lisboa, LNEC, 1998. Tese de doutoramento pela
Faculdade de Engenharia da Universidade do Porto.
Veiga, M. Rosário; Tavares, Martha – Características das paredes antigas. Requisitos dos
revestimentos por pintura. Actas do Encontro A indústria das tintas no início do século XXI. Lisboa,
APTETI, Outubro de 2002.
Veiga, M. Rosário – Argamassas para revestimento de paredes de edifícios antigos. Características
e campo de aplicação de algumas formulações correntes. Actas do 3º ENCORE, Encontro sobre
Conservação e Reabilitação de Edifícios. Lisboa, LNEC, Maio de 2003.
Veiga, M. Rosário – Comportamento de rebocos para edifícios antigos: Exigências gerais e
requisitos específicos para edifícios antigos. Seminário “Sais solúveis em argamassas de edifícios
antigos”. Lisboa, LNEC, 14-15 de Fevereiro de 2005.
Veiga, M. Rosário – Os revestimentos antigos e a identidade dos edifícios, Arquitectura Ibérica, 12,
2006.
Veiga, M. Rosário, Santos A. Rita – Argamassas compatíveis para edifícios antigos. Jornadas
LNEC, Lisboa, Junho 2012.

126
Veiga, M. Rosário, Magalhães, A. Cristian – Estudo comparativo de possíveis soluções de
argamassas para revestimentos de paredes de edifícios antigos.
Wijffels, T.; Groot, C., Van Hees, R. - Performance of restoration plasters. In Proc. 11th Int.
Brick/Block Masonry Conference, Shanghai, Tongji University, Department of Structural Engineering.
Aedificatio Verlag, 1997, 1050-1062 - referência citada por Gonçalves (2007) e não consultada
directamente.

Anexos
Anexo I – Esquema de plano de ensaios

II
Anexo II – Fichas Técnicas

III

IV

V

VI

VII

VIII
Anexo III – Resultados do ensaio de espalhamento
De seguida serão apresentados os resultados individuais da avaliação de consistência de cada
amassadura que deram origem aos valores médios apresentados na secção 5.2.
Tabela III. 1 – Avaliação de consistência das amassaduras de argamassa de cal hidráulica
Argamassa de cal hidráulica
Produção Amassadura Relação água/ligante Dméd [cm] Dméd da amassadura [cm]
Queluz
AHQ1 -
21,3
21,0 20,2
21,4
AHQ2 -
20,1
20,5 20,9
20,6
AHQ2 -
21,0
21,1 21,2
21,0
Laboratório
AH1 1,23
20,8
20,6 20,8
20,1
AH2 1,23
20,6
20,7 21,0
20,6
AH3 1,23
20,4
20,5 20,4
20,7
AH4 1,23
20,8
20,5 20,1
20,6
AH5 1,23
20,3
20,6 20,9
20,6
AH6 1,23
20,8
20,7 21,0
20,4
AH7 1,23
20,8
20,5 20,2
20,6
AH8 1,23
20,9
20,7 20,9
20,3
AH9 1,23
20,7
20,7 20,5
20,8
AH10 1,23
20,8
20,9 20,9
21,1
AH11 1,23
20,8
20,7 20,6
20,7
AH12 1,23
20,8
20,7 20,6
20,7
AH13 1,23
20,8
20,8 20,6
21,1
AH14 1,23
20,3
20,4 20,0
20,9

IX
Tabela III. 2 – Avaliação de consistência das amassaduras de argamassa bastarda
Argamassa Bastarda
Produção Amassadura Relação água/ligante Dméd [cm] Dméd da amassadura [cm]
Queluz
ABQ1 -
18,9
19,0 19,0
19,0
ABQ2 -
19,0
18,7 18,7
18,5
ABQ3 -
18,5
18,6 18,8
18,4
Laboratório
AB1 1,46
18,0
18,2 17,8
18,7
AB2 1,46
17,5
18,0 18,5
18,0
AB3 1,46
18,1
18,2 17,8
18,6
AB4 1,46
19,0
19,1 19,0
19,2
AB5 1,46
18,0
18,1 18,0
18,4
AB6 1,46
19,5
19,1 18,8
19,1
AB7 1,46
18,7
18,7 18,9
18,6
AB8 1,46
19,2
19,0 18,6
19,2
AB9 1,46
19,2
19,1 19,3
18,8
AB10 1,46
18,8
18,8 18,7
18,8
AB11 1,46
18,1
18,4 18,5
18,7
AB12 1,46
19,1
18,9 18,7
19,0
AB13 1,46
19,0
18,9 19,2
18,6
AB14 1,46
18,4
18,7 18,8
18,9

X
Anexo IV – Resultados da avaliação de massa volúmica aparente
De seguida serão apresentados os resultados individuais da avaliação da massa volúmica aparente
de cada amassadura que deram origem aos valores médios apresentados na secção 5.2.
Tabela IV. 1 – Massa volúmica aparente das amassaduras de argamassa de cal hidráulica e argamassa bastarda
Argamassa de cal hidráulica Argamassa Bastarda
Massa volúmica aparente [kg/m3] Massa volúmica aparente [kg/m
3]
Amassadura Mvol Valor médio
DP Amassadura Mvol Valor médio
DP
AHQ1 2081
2089 4,32
ABQ1 2006
2021 5,49
AHQ2 2090 ABQ2 2022
AHQ3 2093 ABQ3 2025
AHQ4 2082 ABQ4 2023
AHQ5 2092 ABQ5 2023
AHQ6 2087 ABQ6 2026
AHQ7 2085 ABQ7 2023
AHQ8 2082 ABQ8 2020
AHQ9 2094 ABQ9 2019
AHQ10 2091 ABQ10 2013
AHQ11 2092 ABQ11 2024
AHQ12 2093 ABQ12 2022
AHQ13 2088 ABQ13 2026
AHQ14 2092 ABQ14 2028

XI
Anexo V – Ensaio de absorção de água por capilaridade de provetes prismáticos
De seguida serão apresentados as curvas individuais dos provetes prismáticos que deram origem aos
valores médios de coeficiente de capilaridade e valor assimptótico apresentados na secção 5.3.
- Argamassas produzidas em obra
Figura V. 1 – Curvas de absorção capilar das argamassas produzidas em obra
- Argamassas produzidas em laboratório
Figura V. 2 - Curvas de absorção capilar das argamassas produzidas em laboratório
0
5
10
15
20
25
30
35
40
0 200 400 600
W [
kg/m
2 ]
Tempo [s0,5]
Argamassa de cal hidráulica
AHQ1
AHQ4
AHQ5
0
5
10
15
20
25
30
35
40
0 200 400 600
W [
kg/m
2 ]
Tempo [s0,5]
Argamassa bastarda
ABQ1
0
5
10
15
20
25
30
35
40
0 200 400 600
W [
kg/m
2 ]
Tempo [s0,5]
Argamassa de cal hidráulica
pph13
pph5
pph9
pph14
pph15
0
5
10
15
20
25
30
35
40
0 200 400 600
W [
kg/m
2]
Tempo [s0,5]
Argamassa bastarda
ppb9
ppb10
ppb11
ppb13
ppb15

XII
Anexo VI – Resultados do ensaio de absorção de água por capilaridade
De seguida serão apresentados as curvas individuais dos provetes de cada conjunto tinta-suporte
que deram origem aos valores médios de coeficiente de capilaridade e valor assimptótico
apresentados na secção 5.5.2..
- Curvas de absorção capilar
Figura VI. 1 – Curvas de absorção capilar dos provetes não revestidos
Figura VI. 2 - Curvas de absorção capilar dos provetes revestidos com tinta de silicatos SB
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
NR - Argamassa de cal hidráulica
ch61
ch62
ch63
0
2
4
6
8
10
12
14
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
NR - Argamassa bastarda
cb61
cb62
cb63
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
SB - Argamassa de cal hidráulica
ch25
ch26
ch27
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
SB - Argamassa bastarda
cb25
cb26
cb27

XIII
Figura VI. 3 - Curvas de absorção capilar dos provetes revestidos com tinta de silicatos SA
Figura VI. 4 - Curvas de absorção capilar dos provetes revestidos com tinta de água TA
Figura VI. 5 - Curvas de absorção capilar dos provetes revestidos com caiação simples
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
SA - Argamassa de cal hidráulica
ch31
ch32
ch33
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
SA - Argamassa bastarda
cb31
cb32
cb33
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
TA - Argamassa de cal hidráulica
ch37
ch38
ch39
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
TA - Argamassa bastarda
cb37
cb38
cb39
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
Ca - Argamassa de cal hidráulica
ch43
ch44
ch45
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2 ]
Tempo [s0,5]
Ca - Argamassa bastarda
cb43
cb44
cb45

XIV
Figura VI. 6 - Curvas de absorção capilar dos provetes revestidos com caiação aditivada
- Coeficiente de capilaridade
Figura VI. 7 – Coeficientes de capilaridade dos provetes não revestidos e provetes revestidos com as soluções de
revestimento estudadas
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
CaA - Argamassa de cal hidráulica
ch52
ch53
ch54
0
2
4
6
8
10
12
0 100 200 300 400 500
Ab
sorç
ão c
apila
r [k
g/m
2]
Tempo [s0,5]
CaA - Argamassa bastarda
cb43
cb44
cb45
0,261
0,191
0,195 0,203
0,267
0,209
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
Co
efi
cie
nte
de
cap
ilari
dad
e [
kg/m
2 .s0,
5 ]
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
0,317
0,208 0,188
0,188
0,262
0,229
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
Co
efi
cie
nte
de
cap
ilari
dad
e [
kg/m
2 .s0,
5 ]
Argamassa Bastarda
NR SB SA TA Ca CaA

XV
Índice de capilaridade absoluto
Figura VI. 8 – Índice de capilaridade absoluto dos provetes não revestidos e provetes revestidos com as soluções de
revestimento estudadas
Índice de capilaridade relativo
Figura VI. 9 - Índice de capilaridade relativo dos provetes revestidos com as soluções de revestimento estudadas
0,94
0,91
0,92 0,92
0,94
0,92
0,87
0,88
0,89
0,9
0,91
0,92
0,93
0,94
0,95
0,96
Ica
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
0,95 0,95
0,93 0,92
0,95
0,94
0,87
0,88
0,89
0,9
0,91
0,92
0,93
0,94
0,95
0,96
Ica
Argamassa Bastarda
NR SB SA TA Ca CaA
1,02 0,94
0,99 0,98 0,97
0
0,2
0,4
0,6
0,8
1
1,2
1,4
Icr
Argamassa de cal hidráulica
SB SA TA Ca CaA
0,87
0,77
0,95 0,91
0,81
0
0,2
0,4
0,6
0,8
1
1,2
1,4
Icr
Argamassa Bastarda
SB SA TA Ca CaA

XVI
Anexo VII – Resultados do ensaio de absorção de água sob baixa pressão
De seguida serão apresentados as curvas de absorção dos provetes e a quantidade de água
absorvida aos 20 minutos de ensaio por cada conjunto tinta-suporte que deram origem aos valores
médios apresentados na secção 5.5.3.
- Curvas de absorção de água
Figura VII. 1 – Curvas de absorção de água sob baixa pressão dos provetes não revestidos e provetes revestidos com tinta
de água TA
Figura VII. 2 - Curvas de absorção de água sob baixa pressão dos provetes não revestidos e provetes revestidos com as
tintas de silicatos SA e SB
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 500 1000 1500
Ab
sorç
ão d
e á
gua
(cm
3 )
Tempo [s0,5]
NR
NR - AH
NR - AB
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 500 1000 1500
Ab
sorç
ão d
e á
gua
(cm
3 )
Tempo [s0,5]
TA
TA - AH
TA - AB
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 500 1000 1500
Ab
sorç
ão d
e á
gua
(cm
3 )
Tempo [s0,5]
SB
SB - AH
SB - AB
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 500 1000 1500
Ab
sorç
ão d
e á
gua
(cm
3 )
Tempo [s0,5]
SA
SA - AH
SA - AB

XVII
Figura VII. 3 - Curvas de absorção de água sob baixa pressão dos provetes não revestidos e provetes revestidos com
caiação simples (Ca) e caiação aditivada (CaA)
- Quantidade de água absorvida aos 20 minutos de ensaio de absorção de água sob baixa pressão
Figura VII. 4 – Quantidade de água absorvida aos 20 minutos de ensaio pelos provetes não revestidos e provetes
revestidos com as soluções de revestimento estudados
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 500 1000 1500
Ab
sorç
ão d
e á
gua
(cm
3 )
Tempo [s0,5]
Ca
Ca - AH
Ca - AB
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 500 1000 1500
Ab
sorç
ão d
e á
gua
(cm
3)
Tempo [s0,5]
CaA
CaA - AH
CaA - AB
4
0,6
0,13
0,13
0,77
0,50
0
1
2
3
4
5
Qu
anti
dad
e d
e á
gua
abso
rvid
a ao
s 2
0 m
in [
cm3 ]
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
4
0,5
0,08 0,15
0,8
0,45
0
1
2
3
4
5
Qu
anti
dad
e d
e á
gua
abso
rvid
a ao
s 2
0 m
in [
cm3 ]
Argamassa Bastarda
NR SB SA TA Ca CaA

XVIII
Anexo VIII – Resultados do ensaio de permeabilidade ao vapor de água
De seguida serão apresentados os resultados individuais dos provetes de cada conjunto tinta-suporte
que deram origem aos valores médios apresentados na secção 5.5.4.
- Espessura de camada de ar de difusão equivalente
Tabela VIII. 1 – Espessuras de camada de ar de difusão equivalente (Sd) dos provetes não revestidos e provetes revestidos com as soluções de revestimento estudados na argamassa de cal hidráulica
AH - Argamassa de cal hidráulica – Sd (m)
1ª Medição 2ª Medição 3ª Medição Valor médio
NR 0,18 0,19 0,18 0,18
SB 0,19 0,19 0,19 0,19
SA 0,17 0,21 0,20 0,19
TA 0,28 0,26 0,26 0,26
Ca 0,21 0,19 0,20 0,20
CaA 0,19 0,19 0,21 0,20
Tabela VIII. 2 - Espessuras de camada de ar de difusão equivalente (Sd) dos provetes não revestidos e provetes revestidos com as soluções de revestimento estudados na argamassa bastarda
AB - Argamassa bastarda – Sd (m)
1ª Medição 2ª Medição 3ª Medição Valor médio
NR 0,16 0,18 0,18 0,17
SB 0,21 0,22 0,22 0,22
SA 0,20 0,20 0,21 0,20
TA 0,25 0,24 0,25 0,25
Ca 0,20 0,22 0,20 0,21
CaA 0,19 0,23 0,20 0,21
Figura VIII. 1 - Espessuras de camada de ar de difusão equivalente (Sd) dos provetes não revestidos e provetes revestidos
com as soluções de revestimento estudados
0,18 0,19 0,19
0,26
0,20 0,20
0,00
0,05
0,10
0,15
0,20
0,25
0,30
Argamassa de cal hidráulica
NR SB SA TA Ca CaA
0,17
0,22 0,20
0,25
0,21 0,21
0,00
0,05
0,10
0,15
0,20
0,25
0,30
Argamassa bastarda
NR SB SA TA Ca CaA
Esp
ess
ura
de
cam
ada
de
ar
de
dif
usã
o e
qu
ival
en
te [
m]
Esp
ess
ura
de
cam
ada
de
ar
de
dif
usã
o e
qu
ival
en
te [
m]

XIX
Figura VIII. 2 - Espessuras de camada de ar de difusão equivalente (Sd) dos provetes não revestidos e provetes revestidos
com as soluções de revestimento estudados
- Coeficiente de permeabilidade
Tabela VIII. 3 – Coeficientes de permeabilidade ao vapor (Π) dos provetes não revestidos e provetes revestidos com as
soluções de revestimento estudados na argamassa de cal hidráulica
AH - Argamassa de cal hidráulica - Π x 108 (kg.m
-1.h
-1.Pa
-1)
1ª Medição 2ª Medição 3ª Medição Valor médio
NR 5,9 5,7 5,9 5,8
SB 5,0 5,5 5,1 5,2
SA 5,4 5,7 6,3 5,8
TA 4,5 4,5 4,3 4,4
Ca 5,1 5,5 5,8 5,5
CaA 5,6 4,9 4,8 5,1
Tabela VIII. 4 - Coeficientes de permeabilidade ao vapor (Π) dos provetes não revestidos e provetes revestidos com as
soluções de revestimento estudados na argamassa bastarda
AB - Argamassa bastarda - Π x 108 (kg.m
-1.h
-1.Pa
-1)
1ª Medição 2ª Medição 3ª Medição Valor médio
NR 6,7 6,0 6,4 6,4
SB 5,7 5,4 6,0 5,7
SA 6,2 6,2 6,4 6,3
TA 4,4 4,5 5,1 4,7
Ca 6,4 5,6 5,4 5,8
CaA 6,3 5,2 5,5 5,7

XX
Figura VIII. 3 - Coeficientes de permeabilidade ao vapor (Π) dos provetes não revestidos e provetes revestidos com as
soluções de revestimento estudados
Figura VIII. 4 - Coeficientes de permeabilidade ao vapor (Π) dos provetes não revestidos e provetes revestidos com as
soluções de revestimento estudados

XXI
Anexo IX – Resultados do ensaio de secagem
De seguida serão apresentados os resultados individuais dos provetes de cada conjunto tinta-suporte
que deram origem aos valores médios apresentados na secção 5.5.5.
Curvas de secagem
Figura IX. 1 – Curvas de secagem dos provetes não revestidos
Figura IX. 2 – Curvas de secagem dos provetes revestidos com tinta de silicatos SB
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
NR - argamassa de cal hidráulica
ch1
ch2
ch61
ch62
ch63
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
NR - argamassa bastarda
cb1
cb2
cb61
cb62
cb63
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
SB - argamassa de cal hidráulica
ch1
ch27
ch25
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
SB - argamassa bastarda
cb25
cb26
cb27

XXII
Figura IX. 3 - Curvas de secagem dos provetes revestidos com tinta de silicatos SA
Figura IX. 4 - Curvas de secagem dos provetes revestidos com tinta de água TA
Figura IX. 5 - Curvas de secagem dos provetes revestidos com caiação simples (Ca)
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
SA - argamassa de cal hidráulica
ch31
ch32
ch33
0
2
4
6
8
10
12
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
SA - argamassa bastarda
cb31
cb32
cb33
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
TA - argamassa de cal hidráulica
ch37
ch38
ch39
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
TA - argamassa bastarda
cb37
cb38
cb39
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
Ca - argamassa de cal hidráulica
ch43
ch44
ch45
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
Ca - argamassa bastarda
cb43
cb44
cb45

XXIII
Figura IX. 6 . Curvas de secagem dos provetes revestidos com caiação aditivada (CaA)
- Variação de massa por unidade de superfície em função do tempo
Figura IX. 7 – Curvas de variação de massa por unidade de superfície em função do tempo dos provetes não revestidos
Figura IX. 8 - Curvas de variação de massa por unidade de superfície em função do tempo dos provetes revestidos com
tinta de silicatos SB
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
CaA - argamassa de cal hidráulica
ch52
ch53
ch54
0
2
4
6
8
10
12
14
0 200 400 600 800
Teo
r e
m á
gua
[%]
Tempo [h]
CaA - argamassa bastarda
cb52
cb53
cb54
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
NR - argamassa de cal hidráulica
ch1
ch2
ch61
ch62
ch63
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0,00 200,00 400,00 600,00 800,00
ΔM
/S [
g.cm
-2]
Tempo [h]
NR- argamassa bastarda
cb1
cb2
cb61
cb62
cb63
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
SB- argamassa de cal hidráulica
ch25
ch26
ch27
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0,2
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
SB- argamassa bastarda
cb25
cb26
cb27
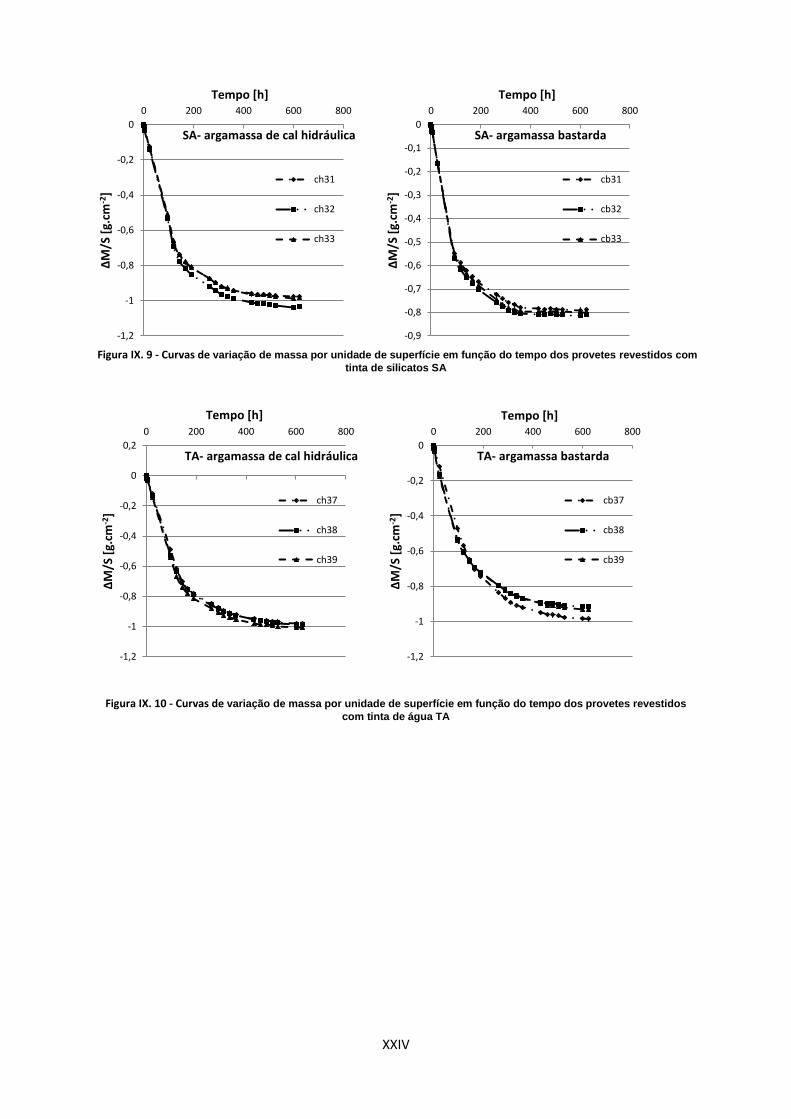
XXIV
Figura IX. 9 - Curvas de variação de massa por unidade de superfície em função do tempo dos provetes revestidos com
tinta de silicatos SA
Figura IX. 10 - Curvas de variação de massa por unidade de superfície em função do tempo dos provetes revestidos
com tinta de água TA
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800Δ
M/S
[g.
cm-2
] Tempo [h]
SA- argamassa de cal hidráulica
ch31
ch32
ch33
-0,9
-0,8
-0,7
-0,6
-0,5
-0,4
-0,3
-0,2
-0,1
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
SA- argamassa bastarda
cb31
cb32
cb33
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0,2
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
TA- argamassa de cal hidráulica
ch37
ch38
ch39
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
TA- argamassa bastarda
cb37
cb38
cb39

XXV
Figura IX. 11 - Curvas de variação de massa por unidade de superfície em função do tempo dos provetes revestidos
com caiação simples (Ca)
Figura IX. 12 - Curvas de variação de massa por unidade de superfície em função do tempo dos provetes revestidos
com caiação aditivada (CaA)
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800Δ
M/S
[g.
cm-2
] Tempo [h]
Ca- argamassa de cal hidráulica
ch43
ch44
ch45
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
Ca- argamassa bastarda
cb43
cb44
cb45
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
CaA- argamassa de cal hidráulica
ch52
ch53
ch54
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0 200 400 600 800
ΔM
/S [
g.cm
-2]
Tempo [h]
Ca- argamassa bastarda
cb53
cb54

XXVI
- Curvas de fluxo de evaporação em função do tempo
Figura IX. 13 - Curvas de fluxo de evaporação em função do tempo dos provetes não revestidos
Figura IX. 14 - Curvas de fluxo de evaporação em função do tempo dos provetes revestidos com tinta de silicatos SB
-0,008
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
NR - argamassa hidráulica
qc= -0,0053 [g.cm-2.h-1]
tc= 120 h
Sc= 36,14 %
-0,008
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
NR - argamassa bastarda
qc= -0,0056 [g.cm-2.h-1]
tc= 96 h
Sc= 46,12 %
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
SB - argamassa hidráulica
qc= -0,0053 [g.cm-2.h-1]
tc= 120 h
Sc= 36,75 %
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
SB - argamassa bastarda
qc= -0,0055 [g.cm-2.h-1]
tc= 96 h
Sc= 50,24 %

XXVII
Figura IX. 15 - Curvas de fluxo de evaporação em função do tempo dos provetes revestidos com tinta de silicatos SA
Figura IX. 16 - Curvas de fluxo de evaporação em função do tempo dos provetes revestidos com tinta de água TA
Figura IX. 17 - Curvas de fluxo de evaporação em função do tempo dos provetes revestidos com caiação simples (Ca)
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800Fl
uxo
[g.
cm-2
.h-1
] Tempo [h]
SA - argamassa hidráulica
qc= -0,0056 [g.cm-2.h-1]
tc= 120 h
Sc= 34,34 %
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
SA - argamassa bastarda
qc= -0,0058 [g.cm-2.h-1]
tc= 96 h
Sc= 34,04%
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
TA - argamassa hidráulica
qc= -0,0053 [g.cm-2.h-1]
tc= 120 h
Sc= 37,30 %
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800Fl
uxo
[g.
cm-2
.h-1
] Tempo [h]
TA - argamassa bastarda
qc= -0,0054 [g.cm-2.h-1]
tc= 96 h
Sc= 48,58 %
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0,000
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
Ca - argamassa hidráulica
qc= -0,0052 [g.cm-2.h-1]
tc= 144 h
Sc= 30,42 %
-0,009
-0,008
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
Ca - argamassa bastarda
qc= -0,0051 [g.cm-2.h-1]
tc= 120 h
Sc= 41,34 %

XXVIII
Figura IX. 18 - Curvas de fluxo de evaporação em função do tempo dos provetes revestidos com caiação aditivada
(CaA)
-0,008
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800Fl
uxo
[g.
cm-2
.h-1
] Tempo [h]
CaA - argamassa hidráulica
qc= -0,0062 [g.cm-2.h-1]
tc= 120 h Sc= 27,08 %
-0,01
-0,009
-0,008
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0 200 400 600 800
Flu
xo [
g.cm
-2.h
-1]
Tempo [h]
CaA - argamassa bastarda
tc= 96 h Sc= 38,14 %
qc= -0,0051 [g.cm-2.h-1]

XXIX
Anexo X – Susceptibilidade dos revestimentos à degradação por cristalização de sais
Argamassa de cal hidráulica
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 1 – Aspecto visual do provete não revestido (ch5)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 2 – Aspecto visual do provete não revestido (ch6)

XXX
- Provetes revestidos com tinta de silicatos SB
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 3 – Aspecto visual do provete revestido com tinta de silicatos SB (ch7)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 4 – Aspecto visual do provete revestido com tinta de silicatos SB (ch8)

XXXI
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 5 – Aspecto visual do provete revestido com tinta de silicatos SB (ch9)
- Provetes revestidos com tinta de silicatos SA
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 6 – Aspecto visual do provete revestido com tinta de silicatos SB (ch10)
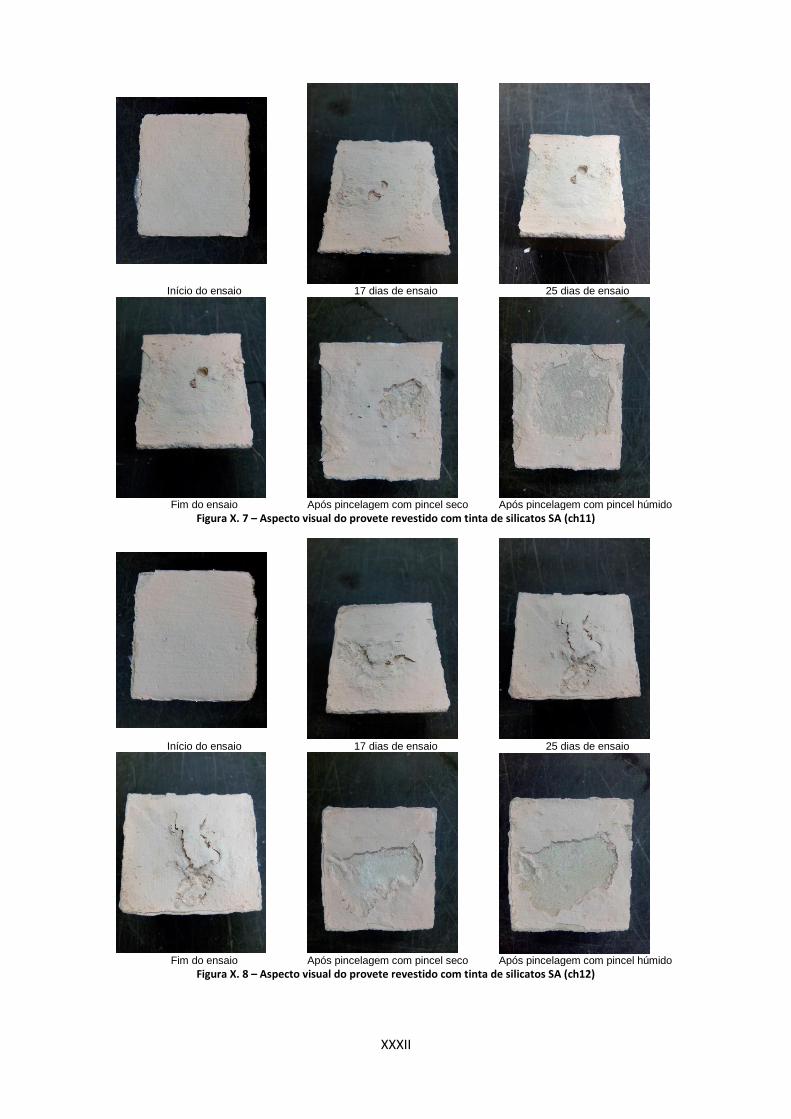
XXXII
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 7 – Aspecto visual do provete revestido com tinta de silicatos SA (ch11)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 8 – Aspecto visual do provete revestido com tinta de silicatos SA (ch12)

XXXIII
- Provetes revestidos com tinta de água TA
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 9 – Aspecto visual do provete revestido com tinta de água TA (ch13)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 10 – Aspecto visual do provete revestido com tinta de água TA (ch14)

XXXIV
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 11 – Aspecto visual do provete revestido com tinta de água TA (ch15)
- Provetes revestidos com caiação simples Ca
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 12 – Aspecto visual do provete revestido com caiação simples Ca (ch16)

XXXV
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 13 Aspecto visual do provete revestido com caiação simples Ca (ch17)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 14 – Aspecto visual do provete revestido com caiação simples Ca (ch18)

XXXVI
- Provetes revestidos com caiação aditivada CaA
Início do ensaio 8 dias de ensaio 17 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 15 – Aspecto visual do provete revestido com caiação aditivada CaA (ch19)
Início do ensaio 8 dias de ensaio 17 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 16 – Aspecto visual do provete revestido com caiação aditivada CaA (ch20)

XXXVII
Início do ensaio 8 dias de ensaio 17 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 17 – Aspecto visual do provete revestido com caiação aditivada CaA (ch21)
- Argamassa Bastarda Provetes não revestidos
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 18 – Aspecto visual do provete não revestido (cb5)

XXXVIII
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 19 – Aspecto visual do provete não revestido (cb6)
- Provetes revestidos com tinta de silicatos SB
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 20 – Aspecto do visual do provete revestido com tinta de silicatos SB (cb7)

XXXIX
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 21 – Aspecto visual do provete revestido com tinta de silicatos SB (cb8)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 22 – Aspecto visual do provete revestido com tinta de silicatos SB (cb9)

XL
- Provetes revestidos com tinta de silicatos SA
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 23 – Aspecto visual do provete revestido com tinta de silicatos SA (cb10)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 24 – Aspecto visual do provete revestido com tinta de silicatos SA (cb11)

XLI
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 25 – Aspecto visual do provete revestido com tinta de silicatos SA (cb12)
- Provetes revestidos com tinta de água TA
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 26 – Aspecto visual do provete revestido com tinta de água (cb13)

XLII
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 27 – Aspecto visual do provete revestido com tinta de água (cb14)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 28 – Aspecto visual do provete revestido com tinta de água (cb15)

XLIII
- Provetes revestidos com caiação simples Ca
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 29 – Aspecto visual do provete revestido com caiação simples Ca (cb19)
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 30 – Aspecto visual do provete revestido com caiação simples Ca (cb20)

XLIV
Início do ensaio 17 dias de ensaio 25 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 31 – Aspecto visual do provete revestido com caiação simples Ca (cb21)
- Provetes revestidos com caiação aditivada CaA
Início do ensaio 8 dias de ensaio 17 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 32 – Aspecto visual do provete revestido com caiação aditivada CaA (cb16)
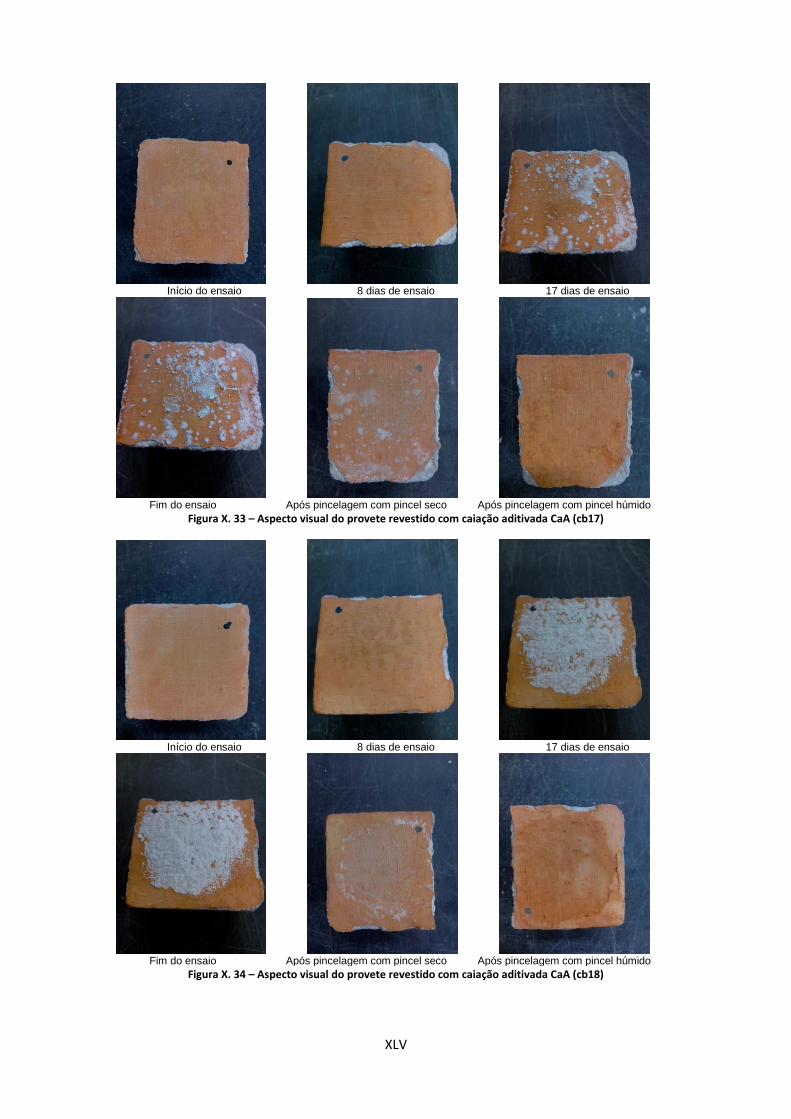
XLV
Início do ensaio 8 dias de ensaio 17 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 33 – Aspecto visual do provete revestido com caiação aditivada CaA (cb17)
Início do ensaio 8 dias de ensaio 17 dias de ensaio
Fim do ensaio Após pincelagem com pincel seco Após pincelagem com pincel húmido
Figura X. 34 – Aspecto visual do provete revestido com caiação aditivada CaA (cb18)