importÂncia da estruturaÇÃo e racionalizaÇÃo … · a estrutura do trabalho está dividida da...
TRANSCRIPT
IMPORTÂNCIA DA ESTRUTURAÇÃO E
RACIONALIZAÇÃO DOS MOTIVOS DE
PARADA DE EQUIPAMENTOS PARA
CÁLCULO E ANÁLISE DO OEE
Gustavo Bagni (UFSCar )
Lucas Alves de Andrade Volpe (UFSCar )
Josadak Astorino Marcola (UNIP )
O objetivo desta pesquisa foi criar um Sistema de Classificação e
Codificação para os motivos de parada de equipamentos em uma
empresa de materiais de escrita, com intuito de facilitar o apontamento
das paradas no MES, simplificar a análise dos apontamentos e
padronizar o cálculo de OEE nas diferentes áreas produtivas da
empresa. Os 383 motivos iniciais pertencentes ao fator Disponibilidade
são reduzidos para 26 motivos, mais abrangentes e representativos,
classificados em grupos e codificados de acordo com um sistema
híbrido desenvolvido para esta finalidade. Cabe destacar a
possibilidade do uso da metodologia de classificação para qualquer
sistema ou conjunto de dados e informações. Além disso, os
agrupamentos sugeridos podem ser utilizados como referência para
outros ambientes fabris, uma vez que são genéricos.
Palavras-chaves: Sistemas de Classificação e Codificação, MES, OEE
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
A busca por competitividade tem estimulado as companhias a desenvolver ações com objetivo
de majorar a eficiência de seu processo de manufatura, reduzindo os custos de fabricação e
elevando a margem de contribuição de seus produtos. Dentre os indicadores de eficiência
produtiva, o OEE (Overall Equipment Effectiveness) é um dos mais utilizados.
A medição de um processo por meio de um indicador remete a reflexão e entendimento das
causas que ocasionaram o resultado obtido, a fim de serem planejadas ações efetivas para
melhoria do resultado. A acuracidade das informações coletadas é essencial. Neste caso, é
necessário que o sistema de apontamento das paradas seja confiável. Assim, a existência de
um sistema automático, como propiciado pelo MES (Manufacturing Execution System)
auxilia na consecução deste objetivo (MARÇOLA; ANDRADE, 2009). Além disso, é
necessário que a lista de motivos para apontamento incorpore todos os motivos possíveis para
o ambiente no qual se aplica, porém seja bem estruturada e enxuta.
A empresa analisada nessa pesquisa-ação atua no segmento de materiais de escrita e já
possuía um sistema MES instalado, o qual não vinha sendo utilizado de forma plena, em
decorrência do excesso de motivos de paradas cadastrados, muitos deles redundantes e
desnecessários, tornando complexo o processo de apontamento da produção e posterior
tratamento dos dados e análise das informações. Por este motivo, o ponto central deste
trabalho é a organização, racionalização, estruturação e codificação da lista de motivos para
apontamento das paradas de equipamentos, de modo a garantir confiabilidade no cálculo do
OEE e planejar ações de melhoria mais efetivas.
A estrutura do trabalho está dividida da seguinte forma. Na seção 2 são feitas três breves
revisões de literatura sobre MES, Sistemas de Classificação e Codificação e OEE.
Posteriormente, na seção 3 é apresentado o método utilizado nesta pesquisa e na seção o seu
objetivo. Na seção 5 é feita uma sucinta apresentação da empresa e caracterização dos
problemas enfrentados, sendo também discutida a proposta de redução e estruturação das
listas de motivos de paradas de equipamentos. Por fim, na seção 6 é elaborada a conclusão do
trabalho, com identificação dos resultados alcançados e sua respectiva relevância.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
2. Referencial teórico
2.1. Sistema MES
A coleta de dados utilizados nos cálculos de eficiência dos equipamentos pode ser feita por
um método manual, semi-automático ou automático (ANDRADE; ZANONI; MARÇOLA,
2011). De acordo com Ljungberg (1998), a acuracidade da coleta manual é duvidosa e o
método semi-automático atenua apenas parte do problema, sendo a automatização da coleta
de dados essencial. O MES é um sistema que realiza a coleta automática de dados, assim
como o controle de documentos e o gerenciamento do desempenho operacional, da mão de
obra direta, da manutenção, do controle de qualidade e do fluxo de materiais (MESA
INTERNACIONAL, 1997).
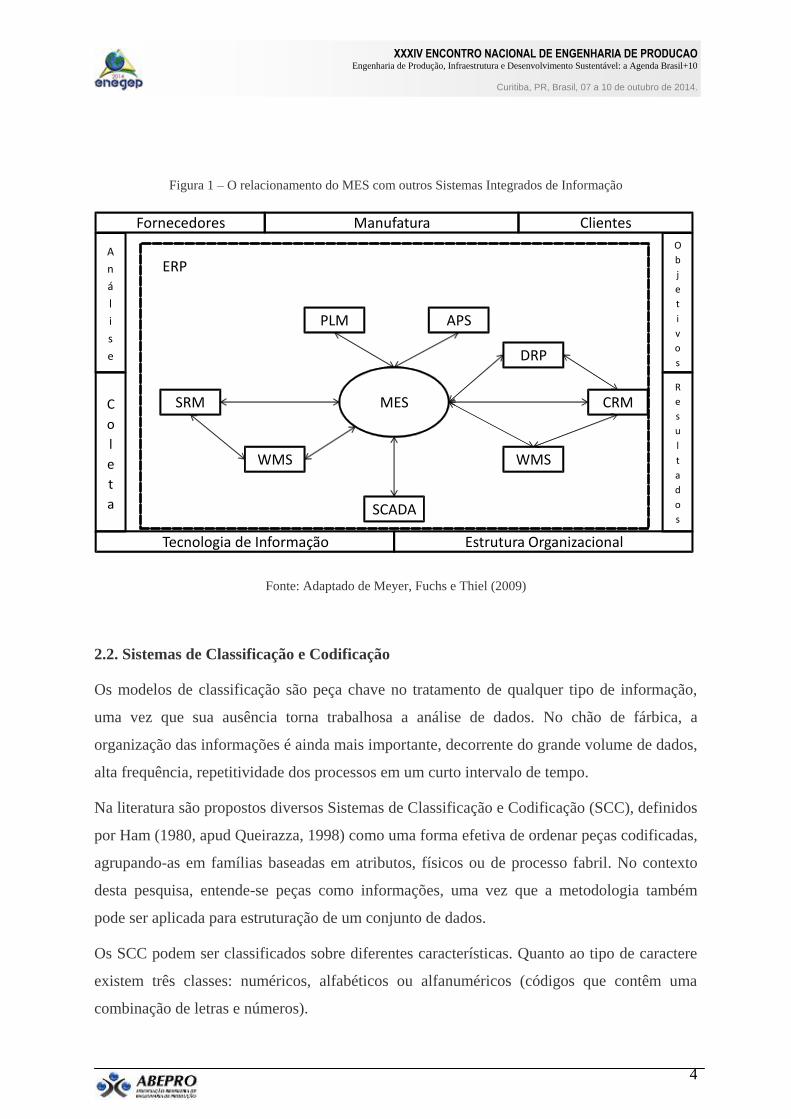
Quanto ao escopo de atuação, o MES se encontra no centro dos sistemas integrados de
informação (MEYER; FUCHS; THIEL, 2009). Do ponto de vista hierárquico (análise
vertical), acima do MES está o ERP (Entreprise Resource Planning) da empresa e abaixo dele
os sistemas locais de coleta de dados, chamados de SCADA (Supervisory Control and Data
Acquisition). Na análise horizontal (fluxo de valor na cadeia de suprimentos), o MES se
comunica a montante com o SRM (Supplier Relationship Management) e a jusante com CRM
(Customer Relationship Management), podendo também estar integrado com a programação
da fábrica (APS – Advanced Planning System), o controle de estoque (WMS – Warehouse
Management System), a roteirização de cargas (DRP – Distribution Requirements Planning),
a gestão de produtos (PLM – Product Lifecycle Management), dentre outros (Figura 1).
Anteriormente ao MES, já existiam sistemas coletores nas empresas, porém, estavam
instalados separadamente (KLETTI, 2007). O maior ganho do MES reside na promoção da
integração desses sistemas, sendo benefícios secundários as melhorias proporcionadas na
coordenação das funções de suporte, no gerenciamento do chão de fábrica, na comunicação de
problemas e status de produção de cada equipamento da fábrica (VAN DKY; VAN
SCHOOR, 2011).
O investimento no MES pode ser proibitivo para sua aplicação em toda a manufatura. Por esta
razão, Hansen (2002) afirma que a aplicação de sistemas de coleta de dados automática deve
ser direcionada aos equipamentos mais importantes (gargalos, processos críticos ou com alto
investimento de capital).
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Figura 1 – O relacionamento do MES com outros Sistemas Integrados de Informação
ERP
MES
DRP
CRMSRM
WMS
SCADA
PLM
WMS
APS
C
o
l
e
t
a
R
e
s
u
l
t
a
d
o
s
Tecnologia de Informação Estrutura Organizacional
A
n
á
l
i
s
e
ClientesManufaturaFornecedores
O
b
j
e
t
i
v
o
s
Fonte: Adaptado de Meyer, Fuchs e Thiel (2009)
2.2. Sistemas de Classificação e Codificação
Os modelos de classificação são peça chave no tratamento de qualquer tipo de informação,
uma vez que sua ausência torna trabalhosa a análise de dados. No chão de fárbica, a
organização das informações é ainda mais importante, decorrente do grande volume de dados,
alta frequência, repetitividade dos processos em um curto intervalo de tempo.
Na literatura são propostos diversos Sistemas de Classificação e Codificação (SCC), definidos
por Ham (1980, apud Queirazza, 1998) como uma forma efetiva de ordenar peças codificadas,
agrupando-as em famílias baseadas em atributos, físicos ou de processo fabril. No contexto
desta pesquisa, entende-se peças como informações, uma vez que a metodologia também
pode ser aplicada para estruturação de um conjunto de dados.
Os SCC podem ser classificados sobre diferentes características. Quanto ao tipo de caractere
existem três classes: numéricos, alfabéticos ou alfanuméricos (códigos que contêm uma
combinação de letras e números).
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
Quanto a estrutura, os SCC apresentam três classes. A primeira é o monocódigo ou código
hierárquico, no qual a informação de uma posição depende da informação da posição anterior.
Por este motivo, este código é associado a uma árvore hierárquica, no qual a característica do
segundo nível depende da especificação do primeiro nível e assim sucessivamente
(NARAYAN; RAO; SARCAR, 2008).
A segunda classe é o policódigo, no qual cada posição do código apresenta uma informação
relativa a uma determinada característica da peça ou dado. Neste tipo de código, todos os itens
possuem a mesma quantidade de caracteres e não existe interdependência entre os caracteres.
A terceira classe são os códigos híbridos, com uma parte em monocódigo e outra em
policódigo. Em geral, os caracteres monocódigos são reservados para informações padrões e
de alta importância (DÍEZ, 2013), sendo seguidos por caracteres policódigos para as
informações adicionais, evitando assim códigos muito extensos.
Dentre os principais SCC, a maioria é híbrida, como o OPITZ, desenvolvido na Alemanha,
que inicia-se com cinco caracteres monocódigos, seguido por 4 caracteres policódigos
(ELANCHEZHIAN; SELWYN; SUNDAR, 2008). O holandês MICLASS também é híbrido,
possuindo 12 caracteres monocódigos seguidos por até mais 18 caracteres policódigos
(NARAYAN; RAO; SARCAR, 2008). Uma exceção é o KK-3, um SCC monocódigo
numérico com 21 dígitos, sendo possível associar até 10 atributos para cada um deles.
Os SCC focam na estruturação, organização e codificação das informações, e tem como
finalidade a busca por maior rapidez no desenvolvimento de produtos, na redução de custos
de engenharia, na simplificação do processo fabril e no aumento da acuracidade contábil
(MODAK; GOSH; DAN, 2011).
2.3. OEE e as Perdas Relacionadas ao Equipamento
O OEE é um indicador que mensurar as melhorias alcançadas pela metodologia TPM (Total
Productive Maintenance), permitindo as empresas identificarem custos não explícitos e
entenderem a real utilização de seus ativos (NAKAJIMA, 1993).
Almeanazel (2010) define OEE como a razão entre o output atual do equipamento e o output
máximo do equipamento nas melhores condições possíveis A diferença entre os dois números
representa as perdas na manufatura. As perdas de eficiência são agrupadas em três fatores
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
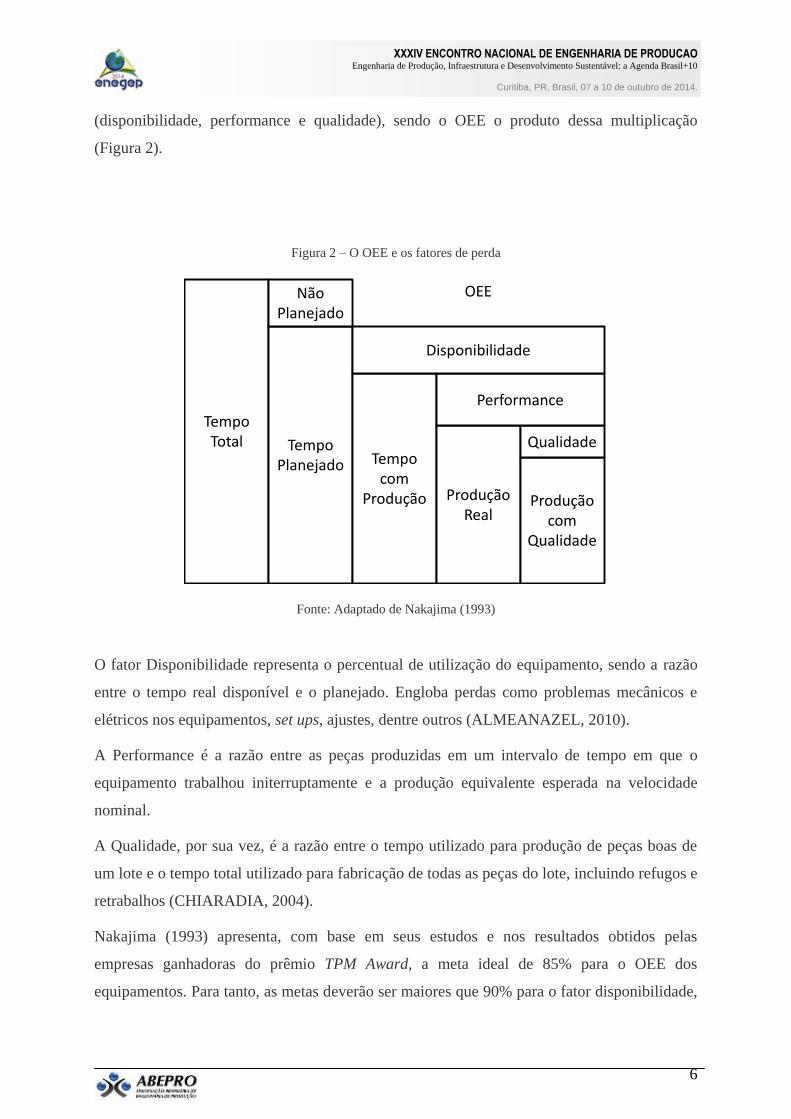
(disponibilidade, performance e qualidade), sendo o OEE o produto dessa multiplicação
(Figura 2).
Figura 2 – O OEE e os fatores de perda
OEE
Tempo Total Tempo
Planejado Tempo com
Produção Produção Real
Produção com
Qualidade
Qualidade
Performance
Disponibilidade
Não Planejado
Fonte: Adaptado de Nakajima (1993)
O fator Disponibilidade representa o percentual de utilização do equipamento, sendo a razão
entre o tempo real disponível e o planejado. Engloba perdas como problemas mecânicos e
elétricos nos equipamentos, set ups, ajustes, dentre outros (ALMEANAZEL, 2010).
A Performance é a razão entre as peças produzidas em um intervalo de tempo em que o
equipamento trabalhou initerruptamente e a produção equivalente esperada na velocidade
nominal.
A Qualidade, por sua vez, é a razão entre o tempo utilizado para produção de peças boas de
um lote e o tempo total utilizado para fabricação de todas as peças do lote, incluindo refugos e
retrabalhos (CHIARADIA, 2004).
Nakajima (1993) apresenta, com base em seus estudos e nos resultados obtidos pelas
empresas ganhadoras do prêmio TPM Award, a meta ideal de 85% para o OEE dos
equipamentos. Para tanto, as metas deverão ser maiores que 90% para o fator disponibilidade,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
95% para performance e 99% para qualidade. Lesshammar (1999) também cita a meta de
85% como benchmarking para o OEE. Entretanto, ressalta que a maioria das empresas possui
um OEE entre 40 e 60%.
Para uma boa análise do OEE é necessário conhecer detalhadamente as perdas associadas a
cada fator, possibilitando a realização de intervenções efetivas para melhorar o resultado do
indicador. Logo, é necessário a construção de uma base de dados confiável, com acuraria no
apontamento das paradas de máquinas pelos operadores, limitando a quantidade de códigos a
serem utilizadas. (HANSEN, 2002).
3. Método de pesquisa
Utilizando a classificação proposta por Vergara (2006), a presente pesquisa é classificada em
relação a dois aspectos: quanto aos fins e quantos aos meios. Quanto aos fins trata-se de uma
pesquisa aplicada, pois os problemas tratados são concretos e foram identificados na empresa
foco do estudo.
Quanto aos meios, a pesquisa é uma pesquisa-ação, ao enquadrar-se na definição de Miguel
(2009), pois os pesquisadores e os participantes da situação analisadas atuaram de forma
cooperativa, buscando coletivamente a resolução de um problema.
Este trabalho foi estruturado em três grandes fases – coleta, análise e validação – e em seis
passos, conforme mostra a figura 3. Note que nas fases de análise e validação ocorre interação
entre os passos, até a obtenção de consenso na proposta.
Figura 3 – Método de pesquisa
Levantamento dos Motivos Cadastrados
Agrupamento dos Motivos
Redução de Redundâncias
Classificação e Codifcação dos
Motivos
Validação dos Gestores
Validação dos Gestores
Coleta Análise Validação

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
Fonte: Elaborado pelos autores
No passo 1 foram identificados os códigos de motivos de parada de equipamento no MES,
existentes em todas as áreas da empresa, consolidando-se uma lista de 433 motivos utilizados.
No passo seguinte (2-a), os motivos foram agrupados em categorias, tais como máquina,
método, mão-de-obra, dentre outras. No passo 2-b, este agrupamento foi avaliado pelos
gestores dos setores estudados.
Após a validação, já no passo 3, a lista foi revista, para eliminação das redundâncias e
agrupamento dos motivos restritos em outros mais abrangentes. A lista simplificada foi então
avaliada pelos gestores das áreas (passo 4-a). Após a aprovação, no passo 4-b os motivos
foram classificados e codificados, formando uma lista reduzida e estruturada.
4. Objetivo da pesquisa
O objetivo dessa pesquisa é propor uma lista racionalizada e estruturada de motivos de parada
de equipamentos para cálculo do OEE, facilitando o apontamento dos dados de produção
pelos operadores e a posterior análise e interpretação das informações pelos gestores.
5. Pesquisa-ação
5.1. A empresa foco
A empresa foco do estudo é uma multinacional do setor de material de escrita que possui um
portfólio de produtos vendidos em mais de 120 países que inclui lápis de cor e grafite, giz de
cera, marcadores, apontadores, guache, entre outros. Dentre suas 15 plantas no mundo, a
planta localizada no Brasil é líder mundial na fabricação de lápis e será objeto deste estudo.
A cadeia de fabricação do lápis é verticalizada incluindo o plantio das mudas, a preparação da
madeira, produção da mina e das tintas para pintura dos lápis; a colagem e usinagem (LAC);
pintura e apontamento (AC), e embalagem dos lápis (EM). Nesse estudo, o foco será no LAC,
AC e EM, pelo fato dos sensores do MES estarem instalados nos recursos desses três setores.
Os processos nessas áreas são semi-automatizados, apresentando alta velocidade. No LAC,
por exemplo, uma linha processa mais de 700 lápis por minuto. Este ciclo de trabalho
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
extremamente rápido resulta em pouco tempo livre para os operadores realizarem atividades
diferentes da produção do lápis.
5.2 A utilização do MES na empresa
Inicialmente, observou-se que o MES não era utilizado de forma satisfatória na empresa
devido a motivos como: valores desatualizados de produtividade nominal dos equipamentos,
inconsistência de cadastro de turnos de trabalho, falta de suporte técnico da empresa terceira,
problemas no processo de apontamento, ausência de um dono de processo, dentre outros.
Apesar desses problemas, uma causa relevante e fundamental para a má utilização do MES
era a grande quantidade de motivos de parada cadastrados - quatrocentos e trinta e três (433).
Esta quantidade excessiva resultou da autonomia de qualquer operador criar novos motivos de
paradas, evento este que ocorria em dois casos.
No primeiro, o operador criava um novo motivo por não encontrar aquele que procurava. O
caso mais frequente era a busca por sinônimos dos motivos cadastros, sendo que a extensa
lista de motivos praticamente impossibilitava a análise e seleção do motivo cadastrado mais
adequado para a parada.
No segundo caso, o operador cadastrava um motivo, específico para a sua área, acreditando
que o genérico não era suficiente. Como a lista de motivos era a mesma para toda a empresa,
todas as áreas passam a visualizar o novo motivo, mesmo que jamais fosse utilizado por outro
grupo de operadores.
Nesse cenário, a tendência de aumento da lista de motivos aumentar é premente. À medida
que lista de motivos avoluma-se, maior é dificuldade do apontamento, induzindo a criação de
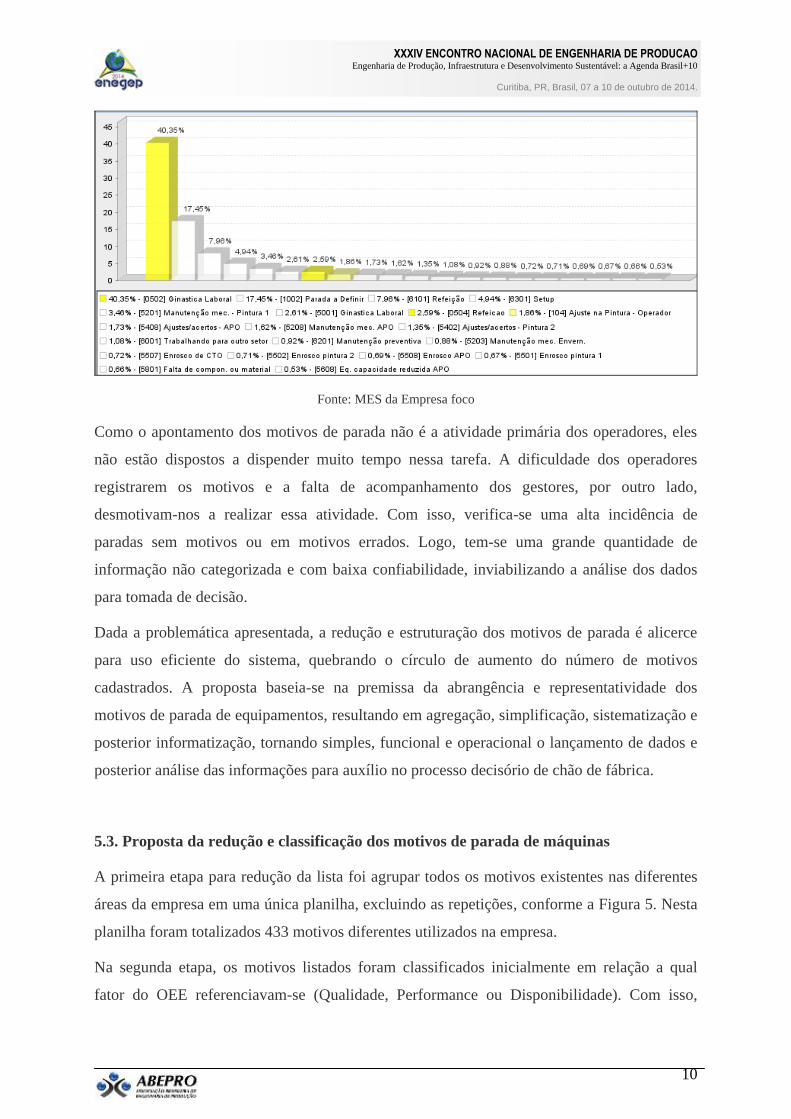
novos motivos similares e redundantes, configurando um círculo vicioso. A Figura 4 mostra
os motivos apontados em uma linha em um determinado turno. Além da grande quantidade,
observa-se também a duplicação do motivo ginástica laboral (0502 e 5001).
Figura 4 – Estado inicial dos motivos de parada no MES da empresa
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Fonte: MES da Empresa foco
Como o apontamento dos motivos de parada não é a atividade primária dos operadores, eles
não estão dispostos a dispender muito tempo nessa tarefa. A dificuldade dos operadores
registrarem os motivos e a falta de acompanhamento dos gestores, por outro lado,
desmotivam-nos a realizar essa atividade. Com isso, verifica-se uma alta incidência de
paradas sem motivos ou em motivos errados. Logo, tem-se uma grande quantidade de
informação não categorizada e com baixa confiabilidade, inviabilizando a análise dos dados
para tomada de decisão.
Dada a problemática apresentada, a redução e estruturação dos motivos de parada é alicerce
para uso eficiente do sistema, quebrando o círculo de aumento do número de motivos
cadastrados. A proposta baseia-se na premissa da abrangência e representatividade dos
motivos de parada de equipamentos, resultando em agregação, simplificação, sistematização e
posterior informatização, tornando simples, funcional e operacional o lançamento de dados e
posterior análise das informações para auxílio no processo decisório de chão de fábrica.
5.3. Proposta da redução e classificação dos motivos de parada de máquinas
A primeira etapa para redução da lista foi agrupar todos os motivos existentes nas diferentes
áreas da empresa em uma única planilha, excluindo as repetições, conforme a Figura 5. Nesta
planilha foram totalizados 433 motivos diferentes utilizados na empresa.
Na segunda etapa, os motivos listados foram classificados inicialmente em relação a qual
fator do OEE referenciavam-se (Qualidade, Performance ou Disponibilidade). Com isso,
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
segregou-se da lista 33 motivos referentes ao fator Qualidade e 17 motivos referentes ao fator
Performance, permanecendo 383 motivos referentes ao fator Disponibilidade. Cabe ressaltar
que a maciça maioria dos motivos de perda – 88,5% - eram pertencentes ao fator
Disponibilidade.
Os 383 fatores foram então agrupados em 13 classes, de acordo com a sua natureza. As
classes utilizadas foram: material, mão-de-obra, máquina, processo, paradas coorporativas,
ajustes, set up (troca de produtos), documentos técnicos, externo, qualidade, mecânica,
elétrica e set up (troca de ferramentas). Esta classificação foi ajustada de acordo com os
feedbacks dados pelos gestores das áreas produtivas da empresa, até que todos validassem-na.
Na terceira etapa foram avaliados os motivos de cada uma das naturezas, reduzindo-os através
da eliminação de motivos redundantes e inclusão de motivos restritos em outros mais
abrangentes. Após a análise em cada classe, repetiu-se o processo para a lista como um todo,
buscando-se oportunidades de agrupamento entre classes. Terminado o processo, a lista obtida
foi enviada aos gestores para nova validação. Alguns gestores recomendaram a inclusão de
motivos. Estes, porém, só foram incluídos quando realmente se observou que não estavam
contidos nos motivos da lista original ou quando justificou-se a necessidade de especificação
do motivo, dividindo um motivo original em dois mais específicos. Ao final dessa etapa,
obteve-se 26 motivos.
Figura 5 – Detalhamento das etapas do método de pesquisa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Listar motivos utilizados de parada
de equipamento
Agrupá-los em planilha única
Excluir repetições
Etapa 1 – Levantamento dos motivos cadastros
Classificar motivos quanto ao fator do OEE
Eliminar os não referentes a Performance
Agrupar motivos em
classes
Etapa 2 – Agrupamento inicial
Validar com gestores
Analisar motivos de cada classe
Excluir redundâncias
Agrupar motivos em outros mais
genéricos
Etapa 3 – Eliminação de redundâncias
Validar com gestores
Classificar motivos em
grupos
Definir sistema de codificação
Codificar os motivos
Etapa 4 – Classificação e Codificação
Fonte: Elaborado pelos autores
A quarta etapa do processo constituiu-se da classificação dos 26 motivos restantes em novos
grupos. A saber: processo, set up, manutenção, limpeza, material, operador, documentos
técnicos, mercado (ociosidade), corporativo e externo. Estes grupos foram definidos com base
nos grupos criados na etapa 2, na experiência adquirida ao longo do projeto e nos motivos
restantes.
Para codificação dos motivos, definiu-se um código numérico híbrido de quatro dígitos, sendo
os dois primeiros monocódigos referentes ao grupo que o motivo pertence e os dois últimos
policódigos sequenciais indicando o motivo dentro do grupo. Na figura 06, o grupo 30
representa o grupo Material e este motivo é o segundo do grupo (falta de materiais auxiliares),
por isso o número 02.
Figura 6 – Exemplo do sistema de codificação adotado
03 0 2
Código do grupo Código do motivo
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Fonte: Elaborado pelos autores
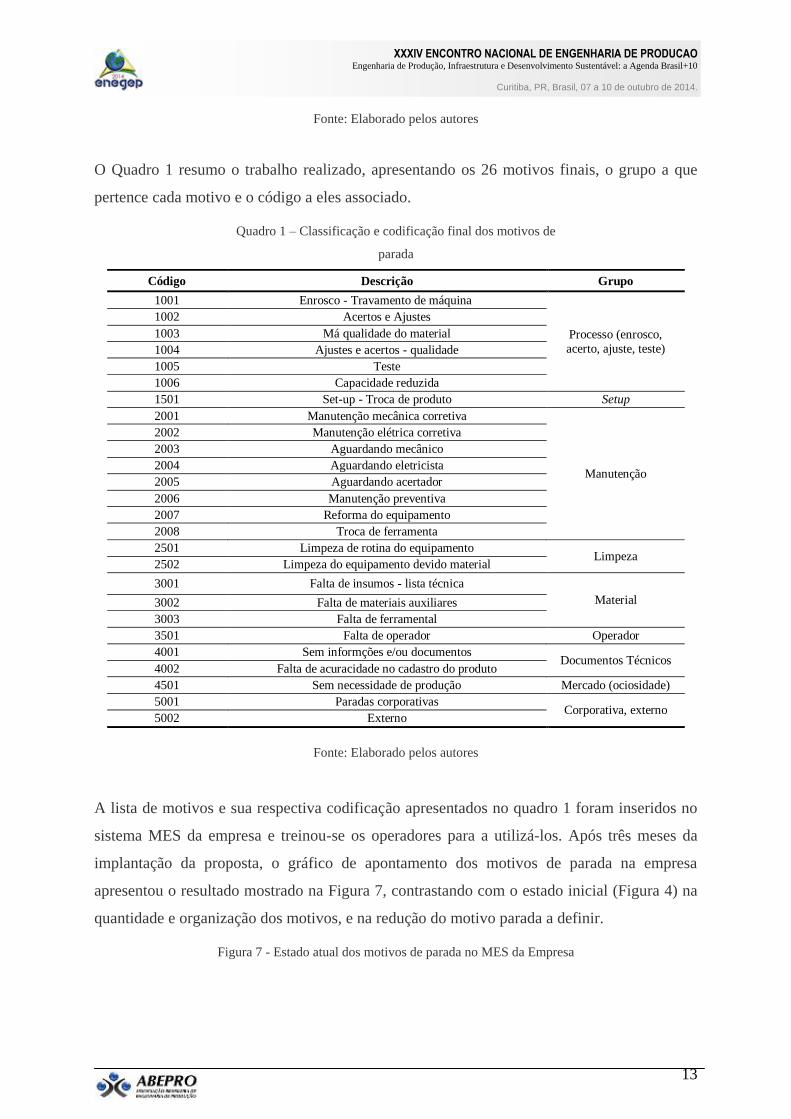
O Quadro 1 resumo o trabalho realizado, apresentando os 26 motivos finais, o grupo a que
pertence cada motivo e o código a eles associado.
Quadro 1 – Classificação e codificação final dos motivos de
parada
Código Descrição Grupo
1001 Enrosco - Travamento de máquina
Processo (enrosco,
acerto, ajuste, teste)
1002 Acertos e Ajustes
1003 Má qualidade do material
1004 Ajustes e acertos - qualidade
1005 Teste
1006 Capacidade reduzida
1501 Set-up - Troca de produto Setup
2001 Manutenção mecânica corretiva
Manutenção
2002 Manutenção elétrica corretiva
2003 Aguardando mecânico
2004 Aguardando eletricista
2005 Aguardando acertador
2006 Manutenção preventiva
2007 Reforma do equipamento
2008 Troca de ferramenta
2501 Limpeza de rotina do equipamento Limpeza
2502 Limpeza do equipamento devido material
3001 Falta de insumos - lista técnica
Material 3002 Falta de materiais auxiliares
3003 Falta de ferramental
3501 Falta de operador Operador
4001 Sem informções e/ou documentos Documentos Técnicos
4002 Falta de acuracidade no cadastro do produto
4501 Sem necessidade de produção Mercado (ociosidade)
5001 Paradas corporativas Corporativa, externo
5002 Externo
Fonte: Elaborado pelos autores
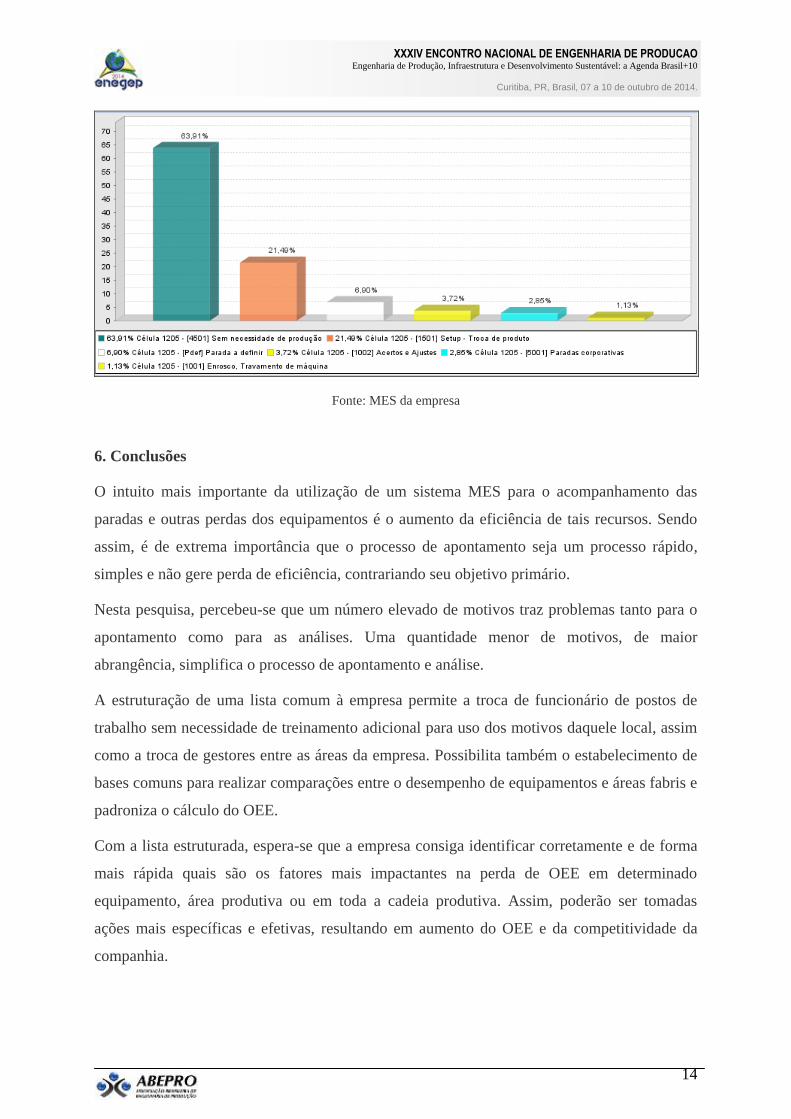
A lista de motivos e sua respectiva codificação apresentados no quadro 1 foram inseridos no
sistema MES da empresa e treinou-se os operadores para a utilizá-los. Após três meses da
implantação da proposta, o gráfico de apontamento dos motivos de parada na empresa
apresentou o resultado mostrado na Figura 7, contrastando com o estado inicial (Figura 4) na
quantidade e organização dos motivos, e na redução do motivo parada a definir.
Figura 7 - Estado atual dos motivos de parada no MES da Empresa
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Fonte: MES da empresa
6. Conclusões
O intuito mais importante da utilização de um sistema MES para o acompanhamento das
paradas e outras perdas dos equipamentos é o aumento da eficiência de tais recursos. Sendo
assim, é de extrema importância que o processo de apontamento seja um processo rápido,
simples e não gere perda de eficiência, contrariando seu objetivo primário.
Nesta pesquisa, percebeu-se que um número elevado de motivos traz problemas tanto para o
apontamento como para as análises. Uma quantidade menor de motivos, de maior
abrangência, simplifica o processo de apontamento e análise.
A estruturação de uma lista comum à empresa permite a troca de funcionário de postos de
trabalho sem necessidade de treinamento adicional para uso dos motivos daquele local, assim
como a troca de gestores entre as áreas da empresa. Possibilita também o estabelecimento de
bases comuns para realizar comparações entre o desempenho de equipamentos e áreas fabris e
padroniza o cálculo do OEE.
Com a lista estruturada, espera-se que a empresa consiga identificar corretamente e de forma
mais rápida quais são os fatores mais impactantes na perda de OEE em determinado
equipamento, área produtiva ou em toda a cadeia produtiva. Assim, poderão ser tomadas
ações mais específicas e efetivas, resultando em aumento do OEE e da competitividade da
companhia.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
REFERÊNCIAS
ALMANEZEL, O.T.. Total Productive Maintenance Review and Overall Equipament efectiveness
Measurement. Jordan Journal of Mechanical and Industrial Engineering, v. 4, n. 4, p. 517-522, set. 2010.
ANDRADE, J.H.; ZANONI, E.F.; MARÇOLA, J.A. Programação da Produção: lições aprendidas a partir do
estudo de caso do processo de implantação de um sistema de APS em uma empresa industrial. IN: SIMPÓSIO
DE ENGENHARIA DE PRODUÇÃO (SIMPEP), 18, 2011, Bauru. Anais…Bauru: SIMPEP, 2011.
CHIARADIA, A. Utilização do indicador de eficiência global dos equipamentos na gestão de melhoria contínua
dos equipamentos. Porto Alegre: Universidade Federal do Rio Grande do Sul, 2004. 133 p. Dissertação
(Mestrado Profissional) – Escola de Engenharia, Universidade do Rio Grande do Sul, 2004.
DÍEZ, J.A.. Implementation of an Optmized Distance Function for Retrieval and Similarity Comparison of Non-
rotational Parts. Stuttgart: Universität Stuttgart, 2013. 102 p. Dissertação (Mestrado) - Fakultät Informatik,
Elektrotechnik und Informationstechnik, Institut für Rechnergestützte Ingenieursysteme, Universität Stuttgart,
2013.
ELANCHEZHIAN, C.; SELWYN, T. S.; SUNDAR, G. S. Computer Aided Manufacturing. 2ª ed. Nova Deli:
Laxmi Publications, 2008.
HANSEN, R. C. Overall Equipment Effectiveness: A Powerful Production / Maintenance Tool for Increased
Profits. 1ª ed. Nova Iorque: Industrial Press, 2002.
KLETTI, J. Manufacturing Execution Systems - MES. 1ª ed. Nova Iorque: Springer, 2007.
LESSHAMMAR, M.. Evaluation and improvement of manufacturing performance measurement systems – the
role of OEE. International Journal of Operations and Production Management, v. 19, n. 1, p. 55-78, 1999.
LJUNGBERG, O. Measurement of overall equipment effectiveness as a basis for TPM activities. International
Journal of Operations & Production Management, v.18, n.5, p.495-507, 1998.
MARÇOLA, J.A; ANDRADE, J.H Melhorias no processo de apontamento manual da mão de obra em
ambientes de produção Engineer-to-Order – um estudo de caso. IN: SIMPÓSIO DE ENGENHARIA DE
PRODUÇÃO (SIMPEP), 16, 2009, Bauru. Anais…Bauru: SIMPEP, 2009.
MESA INTERNACIONAL. The benefits of MES: A Report from the Field, 1997. A White Paper. Disponível
em <http://www.cpdee.ufmg.br/~seixas/PaginaII/Download/DownloadFiles/pap1.pdf>. Acesso em 09 out. 2013.
MEYER, H., FUCHS, F. e THIEL, K. Manufacturing Execution Systems: optimal design, planning, and
deployment. 1ª ed. Nova Iorque: McGraw-Hill, 2009.
MIGUEL, P.A.C. QDF no desenvolvimento de novos produtos: um estudo sobre a sua introdução em uma
empresa adotando a pesquisa-ação como abordagem metodológica. Produção, v.19, n.1, p.105-128, 2009.
MODAK, M.; GHOSH, T.; DAN, P. K. Solving component family identification problems on manufacturing
shop floor. International Journal of Advancements in Technology, v. 12, n.1, p. 39-56, jan. 2011.
NAKAJIMA, S. Introduction to TPM: Total Productive Maintenance. Cambridge: Productivity Press, 1993.
NARAYAN, K. L.; RAO, K. M.; SARCAR, M.M.M. Computer Aided Design and Manufacturing. 1ª ed. Nova
Deli: Prentice-Hall, 2008.
QUEIRAZZA, G. Implantação de um sistema automatizado de classificação e codificação de itens para uso em
engenharia de projetos e suporte técnico de compras. Santa Bárbara D’Oeste: Universidade Metodista de
Piracicaba, 1998. 145 p. Dissertação (Mestrado Profissional) – Programa de Pós-Graduação em Engenharia de
Produção, Universidade Metodista de Piracicaba, 1998.
VAN DYK, L.; VAN SCHOOR, C.D. Realising the potential of manufacturing execution systems. The South
African Journal of Industrial Engineering, v. 12, n. 1, p. 101-118, nov. 2011.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
VERGARA, S.C. Projetos e Relatórios de Pesquisa em Administração. 3ª ed. São Paulo: Atlas, 2006.