fosfatização - 18 a 23
DESCRIPTION
Conceitos sobre fosfatizaçãoTRANSCRIPT

UNIVERSIDADE DE CAXIAS DO SUL
CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA
CURSO DE ENGENHARIA QUÍMICA
TRABALHO DE CONCLUSÃO DE CURSO
LETÍCIA PEDERIVA
ANALISAR A INFLUÊNCIA DE TRÊS PRÉ-TRATAMENTOS SILANO, NANOCERÂMICO E FOSFATO APLICADOS SOBRE AÇO CARBONO 1008 PARA
POSTERIOR APLICAÇÃO DE TINTA POLIÉSTER
CAXIAS DO SUL 2015

LETÍCIA PEDERIVA
ANALISAR A INFLUÊNCIA DE TRÊS PRÉ-TRATAMENTOS SILANO, NANOCERÂMICO E FOSFATO APLICADOS SOBRE AÇO CARBONO 1008 PARA
POSTERIOR APLICAÇÃO DE TINTA POLIÉSTER
Trabalho apresentado como requisito parcial para aprovação na disciplina de Trabalho de Conclusão de Curso da Universidade de Caxias do Sul no Curso de Engenharia Química.
Orientadora: Profª. Drª. Sandra Raquel Kunst
CAXIAS DO SUL 2015

LETÍCIA PEDERIVA
CARACTERIZAÇÃO DO PROCESSO DE PRÉ TRATAMENTO DE UMA LINHA DE PINTURA ATRAVÉS DO COMPARATIVO ENTRE FOSFATIZAÇÃO,
NANOCERÂMICOS E SILANOS
Trabalho apresentado como requisito parcial para aprovação na disciplina de Trabalho de Conclusão de Curso da Universidade de Caxias do Sul no Curso de Engenharia Química.
Caxias do Sul, dia de mês de 2015. Banca examinadora _______________________________________ Profª. Drª. Sandra Raquel Kunst (UCS) Orientadora _____________________________________ Profº. _____________________________________ Profº.

DEDICATÓRIA
AGRADECIMENTOS
(Uma frase no final dos agradecimentos!!)
RESUMO (Lembrar de colocar as palavras chaves)
ABSTRACT
LISTA DE FIGURAS
Figura 1 - Curvas de polarização para o aço AISI 1020 evidenciando o efeito do fluxo ..................................................................................... Erro! Indicador não definido. Figura 2 - Variação da tensão de cisalhamento do fluido em função da taxa de rotação do eletrodo para diferentes condições de acabamento superficialErro! Indicador não definido. Figura 3 – Resistência à corrosão de um aço patinável (ASTM A242) e de um aço carbono comum (ASTM A36) expostos às atmosferas industrial (Cubatão, S.P.), marinha (Bertioga, S.P.), urbana (Santo André, S.P.) e rural (Itararé, S.P.) [Pannoni et al. (1993)]. A medida é feita em termos da perda de massa metálica em função do tempo de exposição em meses .................................... Erro! Indicador não definido. Figura 4 - Cortes da camada de galvanização ............. Erro! Indicador não definido. Figura 5 - Proteção galvânica do aço proporcionada por um revestimento de zinco ..................................................................................... Erro! Indicador não definido. Figura 6- Representação da reação química da fosfatização (1° etapa) ............. Erro! Indicador não definido. Figura 7 - Representação da reação química da fosfatização (2° etapa). ............ Erro! Indicador não definido. Figura 8 - Representação da reação química da fosfatização (3° etapa). ............ Erro! Indicador não definido. Figura 9 - a) Representação da camada de cristais de fosfato de ferro incompleta. b) Representação da camada de cristais de fosfato de ferro ideal. c) Representação da camada de cristais de fosfato de ferro com maior tamanho de grãoErro! Indicador não definido. Figura 10 - Representação do feixe de elétrons e o efeito das lentes refletoras no processo de microscopia eletrônica de varredura. ....... Erro! Indicador não definido. Figura 11 - Exemplo de performance da camada nanocerâmica em substrato metálico ..................................................................................... Erro! Indicador não definido. Figura 12 – Ilustração do corpo de prova utilizado ...... Erro! Indicador não definido. Figura 13 - ................................................................... Erro! Indicador não definido. Figura 14 - ................................................................... Erro! Indicador não definido. Figura 15 - ................................................................... Erro! Indicador não definido. Figura 16 - ................................................................... Erro! Indicador não definido. Figura 17 - ................................................................... Erro! Indicador não definido. Figura 18 - ................................................................... Erro! Indicador não definido. Figura 19 - ................................................................... Erro! Indicador não definido. Figura 20 - ................................................................... Erro! Indicador não definido. Figura 21 - ................................................................... Erro! Indicador não definido. Figura 22 - ................................................................... Erro! Indicador não definido. Figura 23 - ................................................................... Erro! Indicador não definido. Figura 24 - ................................................................... Erro! Indicador não definido. Figura 25 - ................................................................... Erro! Indicador não definido. Figura 26 - ................................................................... Erro! Indicador não definido. Figura 27 – ................................................................... Erro! Indicador não definido. Figura 28 - . .................................................................. Erro! Indicador não definido. Figura 29 - ................................................................... Erro! Indicador não definido. Figura 30 - ................................................................... Erro! Indicador não definido.
Figura 31 - ................................................................... Erro! Indicador não definido.
LISTA DE TABELAS
Tabela 1 - Teor máximo aceitável pela CONAMA de substâncias consideradas potencialmente prejudiciais em efluentes . ................... Erro! Indicador não definido. Tabela 1 - Teor máximo aceitável pela CONAMA de substâncias consideradas potencialmente prejudiciais em efluentes (cont.). ......... Erro! Indicador não definido. Tabela 3 - .................................................................... Erro! Indicador não definido. Tabela 4 - .................................................................... Erro! Indicador não definido. Tabela 5 - .................................................................... Erro! Indicador não definido. Tabela 6 - .................................................................... Erro! Indicador não definido. Tabela 7 - .................................................................... Erro! Indicador não definido. Tabela 8 - ..................................................................... Erro! Indicador não definido. Tabela 9 - ..................................................................... Erro! Indicador não definido. Tabela 10 - .................................................................. Erro! Indicador não definido. Tabela 11 - .................................................................. Erro! Indicador não definido. Tabela 12 - .................................................................. Erro! Indicador não definido. Tabela 13 - .................................................................. Erro! Indicador não definido. Tabela 14 - .................................................................. Erro! Indicador não definido. Tabela 15 - .................................................................. Erro! Indicador não definido. Tabela 16 - .................................................................. Erro! Indicador não definido. Tabela 17 - .................................................................. Erro! Indicador não definido. Tabela 18 – ................................................................. Erro! Indicador não definido.

LISTA DE QUADROS
Quadro 1 - Normas utilizadas após o teste de névoa salina. ...... Erro! Indicador não definido. Quadro 2 - .................................................................. Erro! Indicador não definido. Quadro 3 - .................................................................. Erro! Indicador não definido. Quadro 4 - .................................................................. Erro! Indicador não definido. Quadro 5 - .................................................................. Erro! Indicador não definido. Quadro 6 – .................................................................. Erro! Indicador não definido. Quadro 7 - .................................................................. Erro! Indicador não definido. Quadro 8 - .................................................................. Erro! Indicador não definido. Quadro 9 - .................................................................. Erro! Indicador não definido. Quadro 10 - ................................................................ Erro! Indicador não definido. Quadro 11 - ................................................................ Erro! Indicador não definido. Quadro 12 - ................................................................ Erro! Indicador não definido. Quadro 13 - ................................................................ Erro! Indicador não definido. Quadro 14 - ................................................................ Erro! Indicador não definido. Quadro 15 - ................................................................ Erro! Indicador não definido.

1. INTRODUÇÃO ................................................................................................ 10
2. FUNDAMENTOS TEÓRICOS E REVISÃO BIBLIOGRÁFICA ....................... 11
2.1. AÇO CARBONO .............................................................................................. 11 2.2.1. AÇO CARBONO 1008 ......................................................................................... 12 2.2. CORROSÃO .................................................................................................... 14 2.3. PRÉ TRATAMENTO DE PEÇAS METÁLICAS ............................................... 18
2.3.1. Fosfatização ................................................................................................. 18 2.3.2. Nanocerâmicos ............................................................................................ 28 2.3.3. Silanização ................................................................................................... 30 2.4. TINTAS ............................................................................................................ 33 2.5. TESTES .......................................................................................................... 35
2.5.1. Espectroscopia no infravermelho (IR) .......................................................... 35 2.5.2. Microscopia Eletrônica de Varredura (MEV) ................................................ 35
2.5.3. Névoa salina (salt spray) .............................................................................. 36 2.5.4. Curvas de polarização .................................................................................. 37 2.5.5. Câmera úmida .............................................................................................. 37 2.5.6. Teste de aderência....................................................................................... 37
2.6. TRATAMENTO DE EFLUENTES .................................................................... 37
REFERENCIAS BIBLIOGRÁFICAS ......................................................................... 43
10
1. INTRODUÇÃO
A degradação ao meio ambiente e a sua não preservação vem sendo
destacado nos últimos anos. A qualidade de vida sofreu um declínio e os avanços
tecnológicos buscam atingir novamente um equilíbrio. O que muitas vezes impede a
velocidade dessa mudança é o custo de ser “ambientalmente correto”, porém, é
preciso entender que essas variáveis andam em sentidos opostos, ou seja, a cada
impacto que geramos o custo direto e indireto aumenta. Dentre esses impactos
podemos citar o pré tratamento de fosfatização.
Na pintura industrial, tem-se a necessidade de pré tratamentos como a
fosfatização, porque promovem a limpeza, garantem a aderência da tinta e maior
resistência à corrosão em peças metálicas. Porém ele requer um elevado consumo
de água, de energia e rigorosos processos de tratamento do efluente gerado. Com
isso, investe-se em pesquisas de novos pré tratamentos que apresentem qualidade
igual ou superior ao fosfato e que não cause nenhum impacto nocivo ao meio
ambiente e a saúde humana, como por exemplo os silanos e nanocerâmicos.
Os silanos, se aplicados em superfícies isentas de quaisquer sujidades e com
elevada densidade de grupos hidroxilas, apresentam ótimos resultados como
revestimentos metálicos. Este surgiu como alternativa aos problemas de quebra das
ligações entre resina e fibra de vidro quando em contato de água. Eles formam
interfaces orgânico-inorgânicas e dependendo da técnica utilizada é possível adaptar
as suas propriedades.
Outra forma reduzir os impactos ambientais causados pela fosfatização sem
comprometer as características físicas e químicas é através de revestimentos a base
de nanocerâmicos. As nano partículas formam um revestimento de conversão, a
temperatura ambiente, fino e resistente a corrosão.
Neste sentido, o objetivo deste trabalho é analisar a resistência a corrosão bem
como caracterizar quanto ao comportamento mecânico, morfológico e eletroquímico
a influência de três pré tratamentos silano, nanoceramicos e fosfato aplicados sobre
o aço carbono 1008 para posterior aplicação de tinta poliéster.

11
2. FUNDAMENTOS TEÓRICOS E REVISÃO BIBLIOGRÁFICA
2.1. AÇO CARBONO
A composição química do aço carbono irá determinar as suas propriedades e
segundo a norma ABNT NBR 15693:2013 (ASSOCIAÇÃO BRASILEIRA DE NORMAS
TÉCNICAS; 2013) é possível classifica-lo em relação ao teor de suas ligas. O principal
constituinte é o ferro que apresenta um diâmetro de aproximadamente 0,25
nanômetros, no entanto, mesmo que o processo seja por fusão, os elementos de liga
são dissolvidos no ferro e não podem ter os seus átomos muito diferentes que o do
ferro. O teor dos constituintes também irá influenciar na formação das redes
cristalinas, onde teores baixos serão dissolvidos por inserção e já os maiores por meio
de combinação.
Os átomos de carbono são combinados com os do ferro depositando-se por
entre os contornos de grãos ou dentro dos grãos de ferrita. Porém, essa combinação
pode sofrer alteração conforme as condições impostas. Um exemplo seria o aumento
da temperatura que eleva a vibração dos átomos e desloca-os da rede cristalina
formada. Já com a diminuição da temperatura, devido ao aumento da pressão nas
ligações, são formadas novas combinações. Com isso, o teor de carbono no aço
depende de como é feito o processo (Figura 1). (SCHEER, Leopold. 1977).
Figura 1. Diagrama de equilíbrio ferro-carbono
Fonte: SCHEER, Leopold (1977) [4] pág17.
A Figura 1 representa o diagrama de equilíbrio ferro-carbono. Com ele, é
possível verificar que o teor máximo de carbono na rede cristalina do aço carbono de
2% para temperaturas de até 1150°C. É possível classificar o aço em relação ao seu
teor de carbono e pode ser visto na Tabela 1 (SOUZA, Sérgio Augusto de. 1989).
Tabela 1. Classificação do aço em relação ao seu teor de carbono.

12
Fonte: o autor [4][5].
Para a produção de aço carbono é preciso processos de redução, que consiste
em colocar minério de ferro e fundentes sinterizados junto com o coque (produto da
destilação do carvão que aumenta o teor de carbono) em um forno à
aproximadamente 1500°C. Ar oxigênio é soprado no forno levando à combustão do
carbono, na qual reduz os óxidos de ferro e funde a carga metálica. Os principais
constituintes dessa “lava líquida” são ferro, carbono, silício e manganês e tem como
impurezas o enxofre e o fósforo (USIMINAS Ipatinga. 2014).
O processo não requer elevadas temperaturas e elevado tempo cinético da
formação das redes cristalinas, isso torna o aço carbono um material de fácil obtenção
e baixo custo em relação aos outros metais. A sua empregabilidade também leva em
consideração os aspectos mecânicos como a sua boa soldabilidade e fácil usinagem.
Mas um dos principais problemas do aço carbono é a baixa resistência a corrosão
(com energia livre padrão de -742,2 kJ/mol) que possui tendência a se oxidar então,
para garantir essa resistência, utiliza-se tratamentos superficiais (MERLO, Tatiane
Rossi ela t. 2012).
2.2.1. AÇO CARBONO 1008
A classificação dos aços é em relação a sua composição química e foi
estabelecido pela Society of Automotive Engineers (SAE). Com isso o aço carbono
1008 possui até 0,10% de carbono. Mas dependendo do processo de fabricação esse
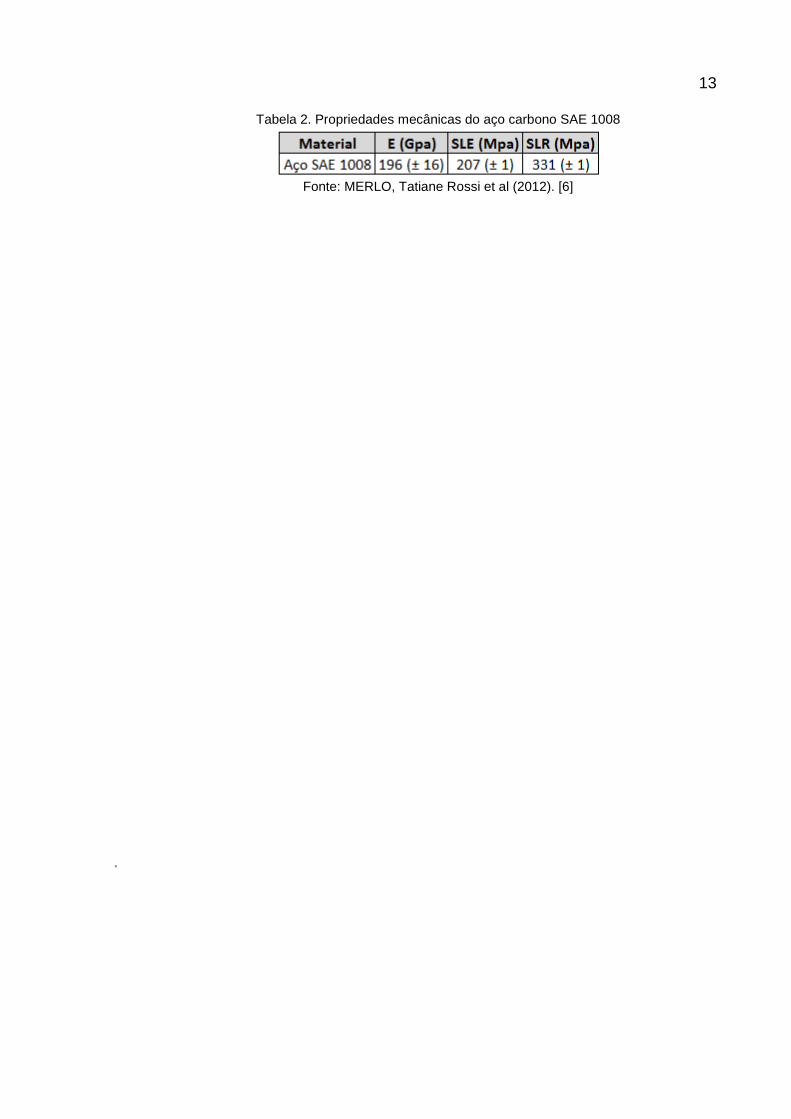
teor sofre variação. As propriedades mecânicas do aço carbono encontram-se na
Tabela 2. O módulo de elasticidade (E) do aço carbono é de aproximadamente
196GPa e significa a máxima tensão que ele suporta sem sofrer deformação
permanente. O limite de elasticidade (SLE) é de 207MPa e o limite de resistência
(SLR) de 331MPa (SOUZA, Sérgio Augusto de.1989).
13
Tabela 2. Propriedades mecânicas do aço carbono SAE 1008
Fonte: MERLO, Tatiane Rossi et al (2012). [6]
.

14
2.2. CORROSÃO
Para entender a corrosão é preciso ter em mente as reações de transformações
de fase, ou seja, a degradação do sólido a transição do líquido e a mudança do gás.
Estes fenômenos acontecem espontaneamente e/ou induzidos e podem ser
controlados por meio de tratamentos superficiais nos metais (LEYGRAF, Christofer et
all.,2000).
O fenômeno químico corrosão acontece quando o substrato volta ao seu estado
termodinâmico mais estável através do equilíbrio das reações do metal com o meio.
A formação do metal ocorre devido ao calor fornecido ao minério, então, na corrosão
retira-se parte deste calor. Isso acontece por meio de reações redox convertendo o
metal em produtos como óxidos, hidróxidos ou sais que reduzem a sua massa e
propriedades como resistência. E essa perda pode custar de 1 a 5% do PIB, e no
Brasil esse custo, em 2011, foi de R$166 Bilhões. Deste valor, R$ 41,5 bilhões (25%)
poderiam ter sido evitados com tratamentos superficiais adequados (MARQUES,
William; 2013).
Para criar alternativas, considera-se que a corrosão ocorre pela exposição do
aço a todos os regimes atmosféricos e a relação entre metal ligante determina a
velocidade das interações químicas e degradação do material. O ligante é o tipo de
revestimento que atribuirá tais propriedades a superfície do aço. Com isso conceitos
de reações irreversíveis, tamanho de partícula, homogeneidade e densidade de
camada tomam destaque dentre os tipos de ligantes para a formação de
revestimentos protetores metálicos (LEYGRAF, Christofer et all.,2000).
Para determinar as propriedades necessárias de um substrato num meio
específico é preciso verificar a composição química e o estado físico do ambiente na
qual ele ficará exposto assim como os esforços mecânicos que ele será submetido.
Como o aço carbono possui grande quantidade de ferro, o seu potencial padrão é
baixo, e isso, lhe dá caráter oxidante (SILVA, Marcos V. F. et al.; 2014).
Uma forma de prever o comportamento da corrosão em relação ao pH do meio
é através dos Diagramas de Pourbaix. Ele estabelece o equilíbrio de potencial elétrico
de constituintes num meio. Com isso, é possível determinar as condições de pH,
temperatura e diferença de potencial que um metal irá corroer. A Figura 2 mostra o
Diagrama de Pourbaix para o ferro e água à 25°C.

15
Figura 2. Diagrama de Pourbaix para o Fe/H20 à 25°C
Fonte: CAPIOTTO, Nelson. 2006
Os ambientes industriais e que contêm grande quantidade de cloreto de sódio
estão entre os mais agressivos. Porém, a formação de ferrugem depende das
diferentes misturas de FeOOH como goetita e amorfa. E isso acontece pela presença
de água no meio, então ambientes úmidos tem relação direta com o aumento da
camada de ferrugem. Uma forma de isolar o material desse meio é formando camadas
protetoras como a pintura, e para aderir o substrato orgânico de forma eficaz no metal
é preciso submetê-lo a pré tratamentos que atuam como inibidores da corrosão e
promotores de aderência da tinta.
Os inibidores de corrosão são substâncias que tem por finalidade impedir ou
retardar os processos oxidativos e são divididos em dois grandes grupos: os inibidores
orgânicos e os inibidores inorgânicos. Os inibidores inorgânicos de corrosão atuam
promovendo uma rápida oxidação do metal dando origem a uma camada de óxidos
que passa a ocupar o local dos sítios ativos de oxidação, reduzindo

16
consideravelmente os processos anódicos (MAINIER, Fernando Benedicto et all.;
2004).
Como exemplo desse tipo de inibidores tem-se: cromatos, nitratos, fosfatos,
silicatos, entre outros. Já os inibidores orgânicos têm como ação a adsorção de
moléculas de um fluido ao metal em sua área catódica e/ou anódica. Os inibidores de
adsorção são normalmente compostos orgânicos contendo insaturações e/ou
grupamentos fortemente polares contendo nitrogênio, oxigênio ou enxofre. Como ex.,
podemos citar aminas, aldeídos, mercaptanas, compostos heterocíclicos
nitrogenados, compostos contendo enxofre e compostos acetilênicos (FRAUCHES-
SANTOS, Cristiane et al.; 2013).
A microestrutura do aço é importante para análises de corrosão, uma vez que,
facilitam a formação de camadas não protetoras, como é o caso da cementita,
estrutura do metal que pela presença de carbetos possibilita a formação de Fe3C que
é considerado o “esqueleto” do metal, ou seja, a camada que se forma quando ele foi
corroído apresenta grande porosidade.
O tipo de rugosidade tem forte influência no mecanismo de corrosão. Está
associado ao mecanismo de desgaste abrasivo experimentado pela superfície do aço.
O aumento da rugosidade do aço faz com que a tensão de cisalhamento através de
um escoamento aumente em comparação ao um aço liso. Processos de jateamento
aumentam a rugosidade do metal e não alteram o seu comportamento eletroquímico.
O aumento na taxa de corrosão para as amostras com maior rugosidade pode ser
justificado pelo aumento da área superficial que envolve as reações eletroquímicas
(FERREIRA, L.R.M.;2012).
Com isso, a caracterização da forma de corrosão auxilia bastante no
esclarecimento do mecanismo e na aplicação das medidas adequadas de proteção.
Elas deverão ser eficientes na proteção de todas as ligas com as quais o fluido entrar
em contato, garantindo um valor limite de taxa de corrosão que não implique em dano
significativo aos componentes metálicos. E é neste sentido que processos de pintura
industrial atuam (CARDOSO, S. P. et al; 2005).

17
O enxofre, contido na composição do metal quando reage ao meio ácido
formando sulfeto de manganês ou de ferro auxilia na resistência a corrosão, pois,
remove o CO2 e evita a formação de bolhas.
Na etapa de produção do aço carbono a quantidade de carbono define a sua
dureza, e os demais componentes como manganês, silício e fósforo interferem a
resistência do metal. Então, o tipo de corrosão depende da composição do aço, dos
tratamentos em que foi submetido posteriormente a sua fabricação e do meio em que
será exposto.

18
2.3. PRÉ TRATAMENTO DE PEÇAS METÁLICAS
A produção de materiais metálicos envolve atrito mecânico, na qual se
destacam a estampagem e usinagem que ocasiona condições desfavoráveis como o
aumento de temperatura e o desgaste dos materiais. Uma forma de solucionar isso,
foi inserir no seu processo óleos/fluidos refrigerantes e lubrificantes aumentando a
vida útil dos equipamentos e qualidade das peças produzidas. Porém, esse resíduo
sólido depositado na superfície do metal e o contato com o ar atmosférico acelera as
reações de oxirredução na peça. E essa “camada oleosa corrosiva” impede possíveis
tratamentos para aumentar a durabilidade do metal, caso da pintura industrial. Por
isso, antes de aplicar a tinta é preciso realizar um pré tratamento.
A etapa necessária em qualquer tipo de sistema é o de desengraxe. Nos
tratamentos superficiais de peças metálicas existem os desengraxantes alcalinos e os
a base de solventes orgânicos. A escolha irá depender do tipo de óleo utilizado mas
usualmente são utilizados os alcalinos por terem uma composição menos agressiva
ao meio ambiente e pelo seu poder de molhabilidade e de remoção da camada de
óleos. Em casos específicos é preciso utilizar aditivos para utilizar os desengraxantes
alcalinos Maria Aparecida Vieira Guerreiro cita, em sua dissertação, o ácido
etilenodiamino tetracético (EDTA), ácido nitrilotriacético (NTA) ou gluconatos.
Neste trabalho será feita a comparação de três sistemas de pré tratamento no
aço carbono 1008, a fosfatização, nanocerâmicos e os silanos.
2.3.1. Fosfatização
A fosfatização é empregada no pré tratamento de metais com a finalidade de
aumentar a sua resistência a corrosão e promover maior aderência da tinta. Consiste
em “atacar” quimicamente o metal afim de formar camadas protetivas. É um processo
que necessita de controles constantes para garantir tais propriedades e dentre eles
destaca-se a análise de acidez total (por titulação) e concentração de íons ferrosos
nos casos em que se utiliza o fosfato de ferro. Antes da fosfatização é preciso limpar
o metal, porém, vem sendo empregado atualmente soluções que atuam em conjunto
num único estágio. Para processos que não necessitam uma grande resistência
química é uma ótima alternativa, uma vez que diminui custos operacionais.
(GUERREIRO, Maria Aparecida Vieira. 2009).

19
Diferentemente do processo usual de eletrodeposição, onde há uma corrente
elétrica forçando a deposição do íon no metal, na fosfatização essas reações
eletroquímicas acontecem apenas com o contato metal/solução que tem como meio
de ativação o aumento da temperatura (torno de 40 à 60 °C). E a formação do filme
de fosfato irá depender do tipo de fosfato. No Quadro 1 é possível visualizar as
condições de operação para dois diferentes tipos de fosfatos mais utilizados
industrialmente (ferro e zinco). Neste trabalho será avaliado o fosfato de ferro
(CASTRO, Edson Petrechen de et all. 2012).
Quadro 1. Características de dois revestimentos de fosfatos utilizados industrialmente.
Caracteristica Tipo de Revestimento
Fosfato de Ferro Fosfato de Zinco
Tipo de camada Amorfa Cristalina
Massa da Camada 0,16 - 0,8 g/m² 1,4 - 4,0 g/m²
Aceleradores Nitrito / Nitrato / Clorato / Molibdato Nitrito / Nitrato / Clorato /
Ácido Nitrobenzeno Sulfônico
Temperatura 40 - 70°C 40 - 70°C
Acidez Total 5 - 10 10 - 25
Principal Uso Ambientes de baixa corrosão Ambientes de alta corrosão
Modo de aplicação pulverização ou imersão pulverização ou imersão Fonte: BANCZEK, Everson do Prado (2008) adaptado.
O fosfato de ferro é utilizado quando não se requer alta resistência a corrosão, ou
seja, quando o produto não for submetido a ambientes altamente corrosivos.
Comercialmente, a sua formulação é adaptada para possuir o poder desengraxante
também, na qual reduz etapas no processo, ou seja, num único estágio é possível
desengraxar e fosfatizar a peça. Com isso diminuiu o consumo de água e tempo no
processo de pré tratamento e essa alternativa teve uma alta empregabilidade e uma
boa resposta na indústria.
Esse processo consiste em montar uma solução com o produto comercial e água,
conforme Figura 3, nessa etapa ocorre reações de hidrólise da água que formará os
íons que ocasionaram o ataque químico do metal. Com isso, é preciso ter controle da
composição do banho, que é defina conforme o tipo de substrato, para a efetividade
do processo.

20
Figura 3. Representação da reação química da fosfatização (1° etapa)
Fonte: o autor.
Após a dissociação dos compostos do produto comercial, há a ionização do ferro
contido no aço tratado para que ele consiga forma a camada de fosfato. A Figura 4
representa, de forma genérica, essas reações.
Figura 4.Representação da reação química da fosfatização (2° etapa)
Fonte: o autor.
Mas além do processo de desengraxe e fosfatização, o metal pode sofrer a
decapagem química, que elimina possíveis camadas de óxidos existentes na peça.
Para o aço de baixo teor de carbono pode-se utilizar ácido clorídrico ou ácido sulfúrico,
mas devido as otimizações já existe no mercado o produto conhecido como “fosfato 3
em 1” que tem ação desengraxante/decapante/fosfatizante. Porem no caso de chapas
muito finas esse processo não é utilizado, pois, pode ocasionar fragilização por
hidrogênio. Então são feitas outras formulações especificas. Segundo o manual de

21
pintura industrial da Mekal Tintas, a concentração de ácido sulfúrico varia de 5 a 30%
na formulação e utiliza-se inibidores de corrosão.
A caracterização do filme de fosfato irá depender dos parâmetros utilizados no
processo como a composição do banho, a temperatura de operação, o tempo de
residência e o modo de aplicação. Isso porque para cada tipo de aplicação tem suas
peculiaridades. De forma geral, o tempo irá influenciar no tamanho de grão do
revestimento que depende da espessura da chapa, a composição do banho e a
temperatura. Pensando nisso, os parâmetros de operação devem ser atribuídos
conforme o tipo de aplicação e as condições do processo em específico.
A forma de aplicação interfere nos resultados morfológicos e na condição do
processo. Quando utiliza-se o processo de imersão há o araste de contaminantes na
superfície da peça ao ser retirada do banho, os cristais se apresentam como pequenos
tubos (fosfofilita) pois o banho se encontra sob baixa agitação. Já quando trabalha-se
com métodos de pulverização, os cristais se apresentam na forma de escamas
(hopeita) devido à alta pressão do jato. No pré tratamento por spray a manutenção
nos bicos do tanque deve ser constante, pois, garantem a homogeneidade do
revestimento (COSTA, Marlla Vallerius da.; 2009). No Quadro 2 é possível visualizar
as principais vantagens e desvantagens de utilizar estes dois métodos de aplicação.
Quadro 2 . Vantagens e desvantagens do tipo do método de aplicação.
Método de Aplicação
Imersão
Pulverização
Vantagens
Menor área utilizada Pressão do jato tem ação
mecânica
Homogeneidade do revestimento Menor consumo de produto
químico
Controle do tempo de residências das peças no banho
Boa capacidade de filtração do banho
Ideal para fosfato de zinco Ideal para fosfato de ferro
Menor contato com o ar atmosférico
Linha pode ser contínua
Desvantagens
Arraste de contaminantes Maior área utilizada
Maior consumo de produto químico
Necessidade de manutenção dos bicos
Linha não pode trabalhar em modo contínuo
Tempo de residência irá depender da velocidade da
monovia
Fonte: o autor.
22
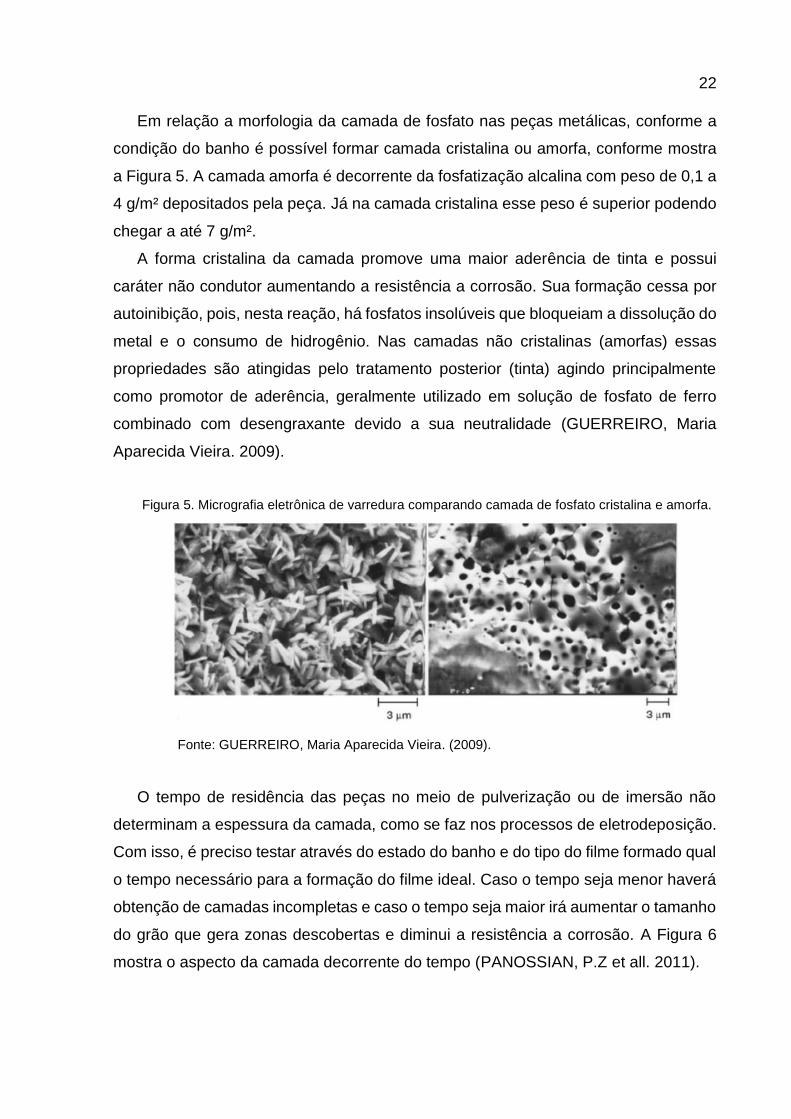
Em relação a morfologia da camada de fosfato nas peças metálicas, conforme a
condição do banho é possível formar camada cristalina ou amorfa, conforme mostra
a Figura 5. A camada amorfa é decorrente da fosfatização alcalina com peso de 0,1 a
4 g/m² depositados pela peça. Já na camada cristalina esse peso é superior podendo
chegar a até 7 g/m².
A forma cristalina da camada promove uma maior aderência de tinta e possui
caráter não condutor aumentando a resistência a corrosão. Sua formação cessa por
autoinibição, pois, nesta reação, há fosfatos insolúveis que bloqueiam a dissolução do
metal e o consumo de hidrogênio. Nas camadas não cristalinas (amorfas) essas
propriedades são atingidas pelo tratamento posterior (tinta) agindo principalmente
como promotor de aderência, geralmente utilizado em solução de fosfato de ferro
combinado com desengraxante devido a sua neutralidade (GUERREIRO, Maria
Aparecida Vieira. 2009).
Figura 5. Micrografia eletrônica de varredura comparando camada de fosfato cristalina e amorfa.
Fonte: GUERREIRO, Maria Aparecida Vieira. (2009).
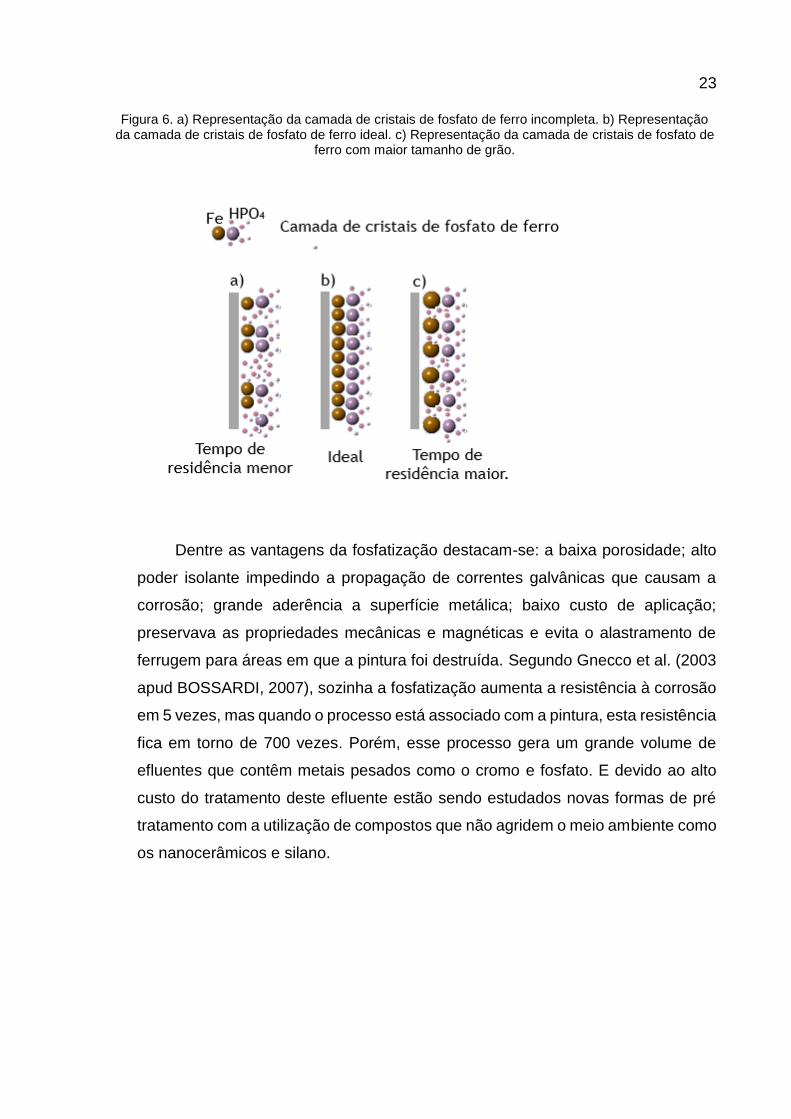
O tempo de residência das peças no meio de pulverização ou de imersão não
determinam a espessura da camada, como se faz nos processos de eletrodeposição.
Com isso, é preciso testar através do estado do banho e do tipo do filme formado qual
o tempo necessário para a formação do filme ideal. Caso o tempo seja menor haverá
obtenção de camadas incompletas e caso o tempo seja maior irá aumentar o tamanho
do grão que gera zonas descobertas e diminui a resistência a corrosão. A Figura 6
mostra o aspecto da camada decorrente do tempo (PANOSSIAN, P.Z et all. 2011).
23
Figura 6. a) Representação da camada de cristais de fosfato de ferro incompleta. b) Representação da camada de cristais de fosfato de ferro ideal. c) Representação da camada de cristais de fosfato de
ferro com maior tamanho de grão.
Dentre as vantagens da fosfatização destacam-se: a baixa porosidade; alto
poder isolante impedindo a propagação de correntes galvânicas que causam a
corrosão; grande aderência a superfície metálica; baixo custo de aplicação;
preservava as propriedades mecânicas e magnéticas e evita o alastramento de
ferrugem para áreas em que a pintura foi destruída. Segundo Gnecco et al. (2003
apud BOSSARDI, 2007), sozinha a fosfatização aumenta a resistência à corrosão
em 5 vezes, mas quando o processo está associado com a pintura, esta resistência
fica em torno de 700 vezes. Porém, esse processo gera um grande volume de
efluentes que contêm metais pesados como o cromo e fosfato. E devido ao alto
custo do tratamento deste efluente estão sendo estudados novas formas de pré
tratamento com a utilização de compostos que não agridem o meio ambiente como
os nanocerâmicos e silano.

24
Apesar da fosfatização ser utilizada para proteger o metal da corrosão e torna-lo
mais aderente a tinta, possui outros tipos de aplicação como promover isolamento
elétrico ao substrato, auxiliar nas operações de conformação, base para aderir óleos
que preparam o metal para sofrer deformações diminuindo fricções.
Nesse processo o aço sofre oxidação e reage com os íons fosfatos da solução.
Conforme a composição da solução a camada formada pode ser de vários tipos,
como: fosfato de ferro, de zinco, de sódio, de manganês , tricatiônico (Zn,Mg e Ni).
O produto contendo o ácido fosfórico é diluído com água no tanque, gerando a
primeira etapa de reações químicas, onde, ocorrerá a hidrólise da água e a formação
dos íons de ácido fosfórico, como mostra a Figura 6.
Figura 6. Representação da reação química da fosfatização (1° etapa)
Fonte: o autor.
Na Figura 6 está descrevendo um tanque com reciclo, pois, o processo da empresa
do estudo de caso é por spray. Porém, o método por imersão segue a mesma ideia,
mudando apenas que no tanque não há reciclo, apenas a sua troca quando atingir os
níveis de saturação.

25
Após a reação de hidrólise e formação dos íons hidrônio e ácido fosfórico, os
mesmos irão reagir com a peça metálica, que no caso estudado, é o aço carbono AISI
1006. O ferro do metal irá reagir com os íons hidrônio formando íons ferro, conforme
mostra a Figura 7.
Figura 7.Representação da reação química da fosfatização (2° etapa)
Fonte: o autor.
Agora, com os íons ferro ocorre a reação com os íons fosfatos que já estavam na
solução formando a camada insolúvel de cristais de fosfato de ferro conforme
representa a Figura 8.
Figura 8. Representação da reação química da fosfatização (3° etapa)
Fonte: o autor.
Esse processo de fosfatização é utilizado para aumentar a aderência da peça a
substratos orgânicos, como a tinta, através do aumento da porosidade da superfície e
a aumentar a resistência a corrosão. A sua eficiência está relacionada ao tipo de
camada formada, os cristais devem recobrir o substrato por completo [21]. E para isso,
as peças devem estar livres de óleos ou outras sujidades que possam bloquear a
formação dos cristais.

26
O tempo de residência das peças no meio de pulverização ou de imersão não
determinam a espessura da camada, como se faz nos processos de eletrodeposição.
Com isso, é preciso testar através do estado do banho e do tipo do filme formado qual
o tempo necessário para a formação do filme ideal. Caso o tempo seja menor haverá
obtenção de camadas incompletas e caso o tempo seja maior irá aumentar o tamanho
do grão [21] que gera zonas descobertas e diminui a resistência a corrosão.
Figura 9. a) Representação da camada de cristais de fosfato de ferro incompleta. b) Representação da camada de cristais de fosfato de ferro ideal. c) Representação da camada de cristais de fosfato de
ferro com maior tamanho de grão.
Fonte: o autor.
Os métodos tradicionais de determinação da porosidade baseiam-se em
observação dos poros ativos depois de marcados quimicamente (ensaios químicos
com ferrocianeto ou outras soluções agressivas, ensaio com água quente, ensaio
eletrográfico, salt-spray), sendo em sua maioria qualitativos [33 apud 34].
A camada de fosfato formada varia fisicamente dentro de parâmetros
bastante grandes, dependendo da finalidade desejada, pelos diferentes tipos de
composição, equilíbrio, condições de aplicação e também das operações de pré-
tratamento antes da fosfatização propriamente dita [22]. E ela ocorre por diversos
processos, sendo os mais utilizados por meio manual, por imersão, por
pulverização, por jato ou misto. O processo manual não é adequado para escala
industrial, pois, utiliza-se de pincéis ou jatos dirigidos sendo o custo de mão de
obra elevado. Os processos de imersão e pulverização utilizam gancheiras e

27
sistemas de deslocamento que geralmente são monovias. E nos processos mistos
são combinações dos métodos já mencionado.
Dentre as vantagens da fosfatização destacam-se: a baixa porosidade; alto
poder isolante impedindo a propagação de correntes galvânicas que causam a
corrosão; grande aderência a superfície metálica; baixo custo de aplicação;
preservava as propriedades mecânicas e magnéticas e evita o alastramento de
ferrugem para áreas em que a pintura foi destruída. Segundo Gnecco et al. (2003
apud BOSSARDI, 2007), sozinha a fosfatização aumenta a resistência à corrosão
em 5 vezes, mas quando o processo está associado com a pintura, esta resistência
fica em torno de 700 vezes. Porém, esse processo gera um grande volume de
efluentes que contêm metais pesados como o cromo e fosfato. E devido ao alto
custo do tratamento deste efluente estão sendo estudados novas formas de pré
tratamento com a utilização de compostos que não agridem o meio ambiente como
os nanocerâmicos e silanos.

28
2.3.2. Nanocerâmicos
Os revestimentos nanocerâmicos em peças metálicas surgiu devido a
necessidade de um processo menos agressivo ao meio ambiente e que tivesse um
menor consumo de água e energia. Na sua composição utiliza-se íons como titânio,
zircônio e cério. O seu resultado está sendo promissor e empresas como a Whirlpool
e a Keko já aderiram ao seu processo.
O método de aplicação pode ser feito por imersão ou por spray, onde as peças
precisam passar por um desengraxe para remover resíduos de óleo e demais
sujidades à uma temperatura determinada pelo fornecedor do produto. Após, elas são
enxaguadas com água não condutiva, pulverizadas ou imergidas na “solução nano” e
enxaguadas novamente em temperatura ambiente (torno de 25°C).
Geralmente o sistema utilizado para o transporte das peças é uma monovia que
opera em velocidades pré-estabelecidas e que irá determinar o tempo de operação
do processo. Em sistemas de imersão o tempo necessário para a formação do filme
nanocerâmico é, de aproximadamente, 20 minutos considerando o tempo de
deslocamento entre os estágios com um eficiente sistema de transporte.
Segundo [39 apud 41] estudos mostram que o revestimento nanocerâmico
possui um comportamento diferenciado para o aço carbono SAE 1006. Ao iniciar a
deposição do revestimento, a solução ácida de conversão ataca a superfície do metal,
o que é observado pela medida de potencial em circuito aberto em que se altera o
potencial do substrato. Além disso, as camadas de conversão à base de ácido
hexafluorzircônio ou ácido hexafluorzircônio/titânio não exibem diferenças
significativas em termos de desempenho contra a corrosão.
O tempo maior de residência do metal na solução em relação ao estimado pelo
fornecedor do produto químico utilizado não irá garantir maior resistência a corrosão.
Isso pode ser observado em testes de impedância eletroquímica em solução de
cloreto de sódio.
O pH irá influenciar no ataque do metal e na deposição do filme. Através de
testes com névoa salina observou-se que nos casos em que o pH foi maior a

29
resistência a corrosão também foi maior. E se aliar ao processo uma ativação ácida,
aumenta ainda mais a proteção do metal. Essa ativação ácida por ser feita após o
desengraxe pela imersão em ácido clorídrico por 30 segundos. E além do pH, a
concentração e a agitação do banho também irão influênciar.
Os revestimentos nanocerâmicos além de fornecerem um alto grau de proteção
contra a corrosão e promover resistência ao desgaste e erosão também está se
mostrando um bom isolador térmico. Esta nova conversão permite a produção de
revestimentos finos de escala manométrica. Eles se baseiam na combinação de um
nano-estruturado metálico de cerâmica do tipo óxido, com metais (titânio e/ou zircônio)
[49 apud 50] aplicados sobre substratos metálicos (ferro, aço, zinco e alumínio) [51
apud 50].
Com a deposição do filme no metal e a sua secagem assumem caracteriscas
nano pela existência de óxidos, sendo uma camada uniforme e garantindo as mesmas
características do fosfato. As suas vantagens ao ser comparado com a fosfatização é
na possibilidade de operar em temperatura ambiente o que diminui o consumo de
energia; a formação de lama é mínima; consome menos água no processo; pode ser
aplicado em diversos tipos de liga (aço, alumínio, ferro)
Droniou e Dunham [49 apud 50] [52 apud 50] realizaram um estudo
comparativo entre os pré-tratamentos nanocerâmicos e o pré-tratamento
convencional a base de fosfato de ferro e zinco. Resultados publicados revelaram que
revestimentos nanocerâmicos possuem desempenho de adesão à pintura e
resistência à corrosão pelo menos igual ao fosfato de ferro. Estas observações podem
ser melhores visualizadas na Figura 11, que mostra o comportamento da camada
nanocerâmica em comparação às camadas de fosfato de ferro e de zinco [50].
Figura 11. Exemplo de performance da camada nanocerâmica em substrato
metálico.

30
Fonte: [50]
No alumínio, a temperatura do banho influencia na camada, tendo melhores
resultados com temperatura ambiente onde a camada fica uniforme, pouco rugosa e
sem microfissuras. O pH deve ficar abaixo de 3,5 para obtenção de uma camada com
maior resistência a corrosão. Mas para isso é preciso controlar o tempo de imersão,
que não pode ultrapassar o tempo ótimo, caso contrário, irá gerar trincas no
revestimento ou até mesmo a sua dissolução. Geralmente revestimento à base de
Ti/Zr necessitam de apenas 20 a 30 segundos no banho.
No Brasil, mais de 40 empresas já realizam testes com esta tecnologia,
enquanto na Europa o ritmo de adesão ao tratamento superficial por nanotecnologia
é de uma linha de produção a cada semana, dentre as quais se destacam algumas
do setor de linha branca. Além da substituição do fosfato de ferro, que exige elevados
gastos em tratamento dos efluentes resultantes do processo, o tratamento com esta
nova tecnologia é realizado a frio e apresenta um desempenho à corrosão superior de
cerca de 95% quando comparado aos processos convencionais à base de fosfato [53
apud 50].
2.3.3. Silanização
O desenvolvimento de revestimentos para aplicação em metais tem sido
aprimorado constantemente para que atendam aos requisitos de compatibilidade com
esta superfície. Dentre os revestimentos, os à base de silanos vem sendo amplamente
utilizados por apresentarem radicais modificáveis que determinam características
específicas para uma gama de aplicações. A técnica de revestimento do agente silano
na superfície do metal, também conhecida como silanização, necessita que a

31
superfície esteja extremamente limpa e que possua hidroxilas (grupos OH) reativas
possibilitando uma boa interação superficial. A qualidade desta interação dependerá
dos mecanismos de adesão na qual são controlados, em parte, pelo tratamento de
superfície que promove uma união química ou até mesmo micromecânica com o
substrato [15].
Um grande esforço tem sido empenhado para aumentar a adesão entre o agente
silano e metal. Uma das maneiras utilizadas para esse fim é a criação ou liberação de
hidroxilas na superfície do metal que pode ser realizada por técnicas de tratamentos
superficiais como plasma, ultravioleta, ozônio ou ataque químico por via úmida (ácidos
e bases) [16].
Mesmo que a ligação de polímeros em superfícies inorgânicas fosse uma
operação familiar, como no caso de tintas sobre superfícies metálicas, a necessidade
por novas técnicas de ligação em interfaces orgânico-inorgânicas surgiu em 1940
quando as fibras de vidro foram utilizadas pela primeira vez como reforços em resinas
orgânicas. A resistência específica dos primeiros compósitos de fibra de vidro era
superior a do alumínio ou do aço, porém eles perdiam muito de sua resistência durante
exposições prolongadas à umidade. Essa perda de resistência era atribuída à quebra
das ligações entre a resina e a fibra devido á intrusão de água. Mesmo a preparação
cuidadosa da ligação resina-fibra. Nesse contexto, o uso de silanos ganhou destaque
[38].
Pré tratamento de peças metálicas com a utilização da silanização surgiu
devido a necessidade de novas tecnologias que buscassem um equilíbrio com o
ecossistema. Estudos estão sendo feitos desde 1869, por pesquisadores da área, e
visam substituir a fosfatização. A maior dificuldade encontrada, para a aplicação
industrial, foi em relação a quantidade de estágios necessários.
O processo consiste em uma solução que possui Si, C e O favorecendo reações
de hidrólise com o metal e consequentemente a formação do filme protetor. Ocorre
por meio da adsorção física e química. A adsorção é a tendência que o adsorvato
(complexo da hidrólise) tem de aderir ao adsorvente (substrato).
A adsorção física acontece quando coloca-se o metal em contato com a
solução de silano. Os elétrons são compartilhados através de forças de Van der Waals
de forma rápida e reversível e são consideradas fracas (torno de 3kJ) formando os
silanos de primeira geração, ou seja, a etapa em que a solução irá reagir com o metal.

32
A adsorção química acontece para tornar o filme de silano aderente a tinta, então essa
etapa é mais lenta e consiste em reações irreversíveis de elétrons com alta energia
livre (torno de 40kJ) através do aumento de temperatura.
O que inviabilizava este método nas industrias era a necessidade de mais um
estágio de enxágue após a adsorção física, pois, caso a peça tivesse muitas
concavidades sais ficavam aderidos a peça e prejudicava a deposição do substrato
orgânico (tinta). Então, estudou esse comportamento com a inclusão de agentes
ancoradores. Eles melhoraram a adsorção física tornando mais forte a ligação silano-
metal, ou seja, com a inclusão desses agentes ocorre a adsorção física e química e
não prejudica o processo de pintura.
Os silanos organofuncionais, também conhecidos como agentes de
acoplamento, são largamente utilizados por unir interfaces inorgânicas-orgânicas,
formando forte ligações. Dessa forma, os silanos são empregados atualmente como
promotores de aderência em revestimentos orgânicos (tintas, vernizes e adesivos),
quando aplicados em metais ou vidros e, sua utilização isolada como pré-tratamento
tem sido também muito pesquisada [24].
Nos últimos anos, diversos trabalhos têm proposto o uso de organo-silanos
como método protetores contra corrosão para diferentes substratos metálicos, pois o
uso principalmente dos silanos não-funcionais tem demonstrado que a proteção
contra a corrosão pode ser obtida mesmo sem a aplicação de uma camada de pintura
posterior [25].
Este revestimento é determinado pelo tipo do silano. Os bis-silanos possuem
ligações mais "fortes" que os mono-silanos porém não é um bom aderente a
substratos orgânicos (tinta), então quando for preciso pintar o substrato, é preciso
revestir o bis-silano com mono-silano. Segundo Palanivel [26] somente uma camada
simples de silano protege o aço carbono do ar atmosférico de 6 meses a 1 ano.
Vários estudos mostram a importância do tratamento alcalino, pois este
tratamento proporciona o aumento da concentração de hidroxilas (Me-OH) presentes
na superfície metálica, o que torna a superfície mais ativa. Logo, a limpeza alcalina
parece ser o melhor tratamento da superfície metálica. Este tratamento deve ser feito
após a etapa de lixamento e desengraxe com solventes (álcool, acetona e outros) e
antes da aplicação do silano [24]. Segundo van Ooij e Child [27] as limpezas ácidas

33
ou neutras não favorecem o aumento das hidroxilas quando comparadas à limpeza
alcalina.
O filme de silano pode ser obtido por aplicação a pincel, spray, eledeposição
ou imersão, sendo este último método, o mais comum nos estudos sobre silanos. Há
ainda trabalhos que empregam silanos sobre o aço desprotegido utilizando técnicas
sofisticadas como a polimerização por plasma [28]. Recentemente, Gandhi e van Ooji
(2004) apud van Ooij et al. (2005) [28] têm demonstrado as vantagens da técnica de
eletrodeposição, nas quais resulta em um filme mais uniforme, contendo uma camada
interfacial mais forte entre a superfície metálica e o silano.
A necessidade de uma alta concentração de álcool na solução de silano
proporciona obviamente um grande obstáculo na introdução desses compostos
orgânicos voláteis (VOCs) nas indústrias, por motivos de segurança humana. Por essa
razão, demandas são feitas em busca das soluções de silanos baseadas em água,
contendo nenhuma ou pouquíssima quantidade de álcool. Entretanto, os silanos
baseados em álcool oferecem maior resistência à corrosão que os silanos baseados
em água [29].
O revestimento a base de silanos possuem boa hidrofobicidade, com isso,
possui boa resistência em meios úmidos.
2.4. TINTAS
As tintas aderem aos metais por ligações físicas, químicas ou mecânicas. As duas
primeiras ocorrem através de grupos de moléculas presentes nas resinas das tintas que
interagem com grupos existentes nos metais. A ligação mecânica se dá sempre
associada a uma das outras duas e implica na necessidade de uma certa rugosidade na
superfície. De forma geral as tintas são classificadas em resistentes a meios
agressivos (epóxi), resistentes a ações da luminosidade (poliéster) ou a uma
formulação mista que proporciona um pouco das duas resistências (hibrida).
Pintar significa proteger e embelezar. É necessário assegurar que as qualidades
da tinta permanecerão firmes e aderidas ao substrato mantendo por um determinado
tempo, as propriedades essenciais. Esta mesma preocupação deverá ser direcionada
à preparação das superfícies a serem pintadas. Sem o que tudo estará comprometido.
Por fim, dever-se-á exigir profissionais com qualidade, experiência e, porque não,
equipamentos modernos [45].

34
O método de aplicação irá depender do tipo de tinta utilizada e dos equipamentos
utilizados, ou seja, a tinta líquida poderá ser aplicada com um pincel já a tinta em pó
necessita de uma pistola. Porém, num projeto para a escolha da forma de aplicação
e da tinta utilizada o custo benefício não será somente do método de aplicação, mas
sim da finalidade da pintura que exigirá tintas específicas.
A temperatura do ar no ambiente onde a pintura será executada deverá estar entre
16 ºC e 30 ºC. Em temperaturas abaixo de 16 ºC, até no mínimo 10 ºC e acima de 30
ºC, até no máximo 40 ºC, poderão ser necessárias técnicas especiais de diluição e de
aplicação [46].
Os revestimentos inorgânicos são também chamados de revestimentos de
conversão, em função da forma como são obtidos através da conversão de um metal
em óxido, sal ou hidróxido do metal [47]
Os revestimentos orgânicos são amplamente utilizados e, além de formarem a
barreira física entre o metal e o ambiente, podem conter aditivos inibidores de
corrosão. São revestimentos orgânicos: tintas, vernizes, lacas, resinas e alguns
polímeros oxidáveis.
Para a proteção por um revestimento metálico utiliza-se outro metal mais nobre ou
mais ativo, para revestir o material base. Quando o metal do revestimento é mais
nobre, o revestimento deve ser uniforme, sem apresentar ranhuras ou falhas, evitando
a sua exposição, que seria preferencialmente corroído caso exposto. Já no caso dos
revestimentos com metais mais ativos, o metal do revestimento atuará como anodo
de sacrifício, corroendo-se antes de ocorrer a corrosão do substrato. Para a aplicação
de revestimentos metálicos são utilizados processos de cladização, imersão a quente,
deposição química, aspersão térmica, evaporação em vácuo e eletrodeposição
A combinação da camada de zinco com o revestimento orgânico age de uma
maneira sinérgica, fornecendo propriedades de proteção superiores à soma das
propriedades da camada de zinco e do revestimento orgânico separadamente. Esta
combinação de propriedades conduz a uma durabilidade muito maior [47].
a pintura apresentaria um desempenho superior. A explicação é que a tinta apresenta flexibilidade suficiente para acompanhar os movimentos diários de dilatação, por causa do calor do sol e de contração, devido a temperaturas

35
mais baixas durante as noites. A carepa não possui flexibilidade suficiente e não acompanha os movimentos do aço sobre o qual foi formada. Por isso a carepa sofre fissuramento ou trincamento, por ter coeficiente de dilatação diferente do aço e acaba levando consigo a tinta, mesmo que esta
esteja bem aderida.
2.5. TESTES
2.5.1. Espectroscopia no infravermelho (IR)
Com a incidência de radiação eletromagnética sobre a amostra é possível
analisar os níveis de energia de cada átomo que compõe o revestimento.
Normalmente, as transições eletrônicas são situadas na região do ultravioleta
ou visível, as vibracionais na região do infravermelho e as rotacionais na região
de micro ondas e, em casos particulares, também na região do infravermelho
longínquo [43].
2.5.2. Microscopia Eletrônica de Varredura (MEV)
A microscopia eletrônica de varredura é utilizada para análise atômica, onde o
comprimento de onda do filme não se detecta a luz. Com isso, é interessante em casos
como a nanotecnologia que possui sua escala em nanômetros sendo inviável análises
por microscópio, por exemplo.
O aparelho incide um feite de elétrons que através de lentes eletromagnéticas
focaliza uma parcela dele na amostra. Como a energia é baixa, torno de 50 eV e pico
na faixa de 3 a 5 eV, garante que apenas os átomos da superfície serão reemitidos
podendo formar a imagem dos átomos que formam a superfície do material. O feixe e
seu comportamento pela existência de lentes refletoras está representado na Figura
10.
Figura 10. Representação do feixe de elétrons e o efeito das lentes refletoras no processo de
microscopia eletrônica de varredura.

36
Fonte: https://www.youtube.com/watch?v=-jK_WcfJO4U
2.5.3. Névoa salina (salt spray)
Os testes com névoa salina também são usualmente chamados de salt spray, que
literalmente, quer dizer um spray de sal. O meio que contêm cloreto é considerado um
dos mais agressivos ao metal, com isso, é uma forma de acelerar o processo de
corrosão e avaliar a resistência dos filmes de proteção. As normas para o teste são
descritas na NBR 8094, ASTM B 117, DIN 50021 e ISSO R1456.
São feitos riscos no metal para que posteriormente seja possível analisar a
migração subcutânea indicando o deslocamento do revestimento, que significa a
penetração da solução de cloreto de sódio (torno de 5%). Também é analisado o Grau
de Enferrujamento, que avalia o grau de oxidação na superfície do aço pintado através
da comparação com exemplos visuais, e sua classificação vai de F0 até F5, que seria
o grau mínimo e máximo de enferrujamento respectivamente. Outra avaliação que é
feita, refere-se ao Empolamento (Tamanho e Densidade de Bolhas), que utiliza
padrões de referência fotográfica para avaliar o grau de formação de bolhas que
podem se desenvolver, onde o tamanho de bolhas é classificado de T0 até T5 e a
densidade de D0 até D5 [39]. As normas para a classificação desses resultados
encontra-se no Quadro 1.
Quadro 1. Normas utilizadas após o teste de névoa salina.
Fonte: [39]
Antes de iniciar o teste deve-se medir a camada de tinta, pois ela pode interferir
nos resultados. Com isso, todos os corpos de provas precisam estar com a camada
de tinta similar para poder realizar as devidas comparações.

37
2.5.4. Curvas de polarização
As curvas de polarização irão determinar a velocidade de corrosão do metal em
análise.Segundo [32], o revestimento com camadas duplas de silanos composta por
1,2-bis(trietoxilsilil)etano e bis-(ɤ-trimetoxisililpropil)amina possui melhor resposta que
a camada de fosfato, pois, teve uma perda de espessura 70% menor. E comparando
essas camadas de silanos com a peça sem tratamento há uma redução de 95% da
velocidade de corrosão.
2.5.5. Câmera úmida
Os testes envolvendo a câmera úmida simulam as alterações do metal e seu
revestimento em ambientes rurais ou que possuam alto teor de umidade. As normas
utilizadas são NBR 8095, ISO 6270-2, ASTM D 2247. Assim como nos testes com
névoa salina, é determinado o tamanho e densidade das bolhas e o grau de
enferrujamento, sendo a análise de migração subcutânea, segundo a norma, apenas
necessário nos testes com salt spray. Porém, é possível determina-la também nos
testes de câmera úmida determinando um resultado além do que a norma exige.
Antes de iniciar o teste deve-se medir a camada de tinta, pois ela pode interferir
nos resultados. Com isso, todos os corpos de provas precisam estar com a camada
de tinta similar para poder realizar as devidas comparações.
2.5.6. Teste de aderência
Deve ser realizado conforme a norma NBR 11003 e determina a grau de
desplacamento da tinta no substrato. Com isso, esse teste á aplicável apenas em
peças com revestidas com tinta. Os resultados são relevantes na avaliação da
eficiência do pré tratamento, uma vez que ele é promotor de aderência entre
substrato/tinta.
2.6. TRATAMENTO DE EFLUENTES
Há estudos constantes sobre tratamento de efluente gerado em linhas de pintura,
a fim de amenizar o seu impacto ao meio ambiente. Várias formas de purificação da
água são realizadas porque o custo geralmente é alto e as leis exigem concentrações

38
cada vez menores dos poluentes. Precisando, então, de sistemas de tratamentos
cada vez mais eficientes.
Dentre as formas de remoção de compostos no efluente estão a precipitação
química, evaporação, troca-iônica, membranas, processos eletroquímicos, adsorção
e cristalização. Desta forma, é preciso verificar qual a eficiência exigida pela legislação
e o custo para avaliar o melhor tipo de tratamento.
No processo de fosfatização, o lodo gerado causa a eutrofização, ou seja, fornece
um nível elevado do nutriente fosfato ao sistema hídrico. Isso leva a morte de peixes,
o crescimento de algas, o aumento de matéria orgânica, alteração na composição de
espécies de peixes ocasionando efeitos na saúde humana devido ao ciclo biológico.
Mas além disso, o excesso de fosfato acidifica e degrada a água devido à alta
demanda de oxigênio.
O método mais utilizado para o tratamento de efluentes é a precipitação química,
porém, possui seu custo elevado e, para a precipitação do fosfato, não tem boa
eficiência porque a concentração dos íons não é alta. Então, para a descontaminação
do fosfato no efluente considerando a relação custo/beneficio são utilizados processos
biológicos que pode eliminar até 97% do total de íons fosfato [48].
A formação da lama no processo de fosfatização é inevitável, uma vez que há
oxigênio dissolvido ou agentes oxidantes que enriquecem o banho com íons ferrosos
e demais metais que possam conter na composição dos produtos utilizados para a
formação do banho. Pode haver de 10 a 40% de sólidos em massa na lama [39 apud
40]. Conforme estudos a reutilização deste efluente pode ser feita em banheiros ou
lavagem de pisos diminuindo os seus impactos negativos ao meio. E no caso de
reutilização no processo de fosfatização novamente é preciso a água nas condições
normais para não saturar o banho encarecendo o tratamento do efluente.
Nos últimos anos, vários adsorventes foram desenvolvidos para a remoção de
íons fosfato, tais como hidróxidos duplos lamelares, óxidos hidratados, lama vermelha,
dolomita, sulfato de alumínio, hidróxidos metálicos, materiais híbridos, goethite e
outros tipos de solos [48]. E fazendo a comparação entre estes adsorventes o mais
apropriado são os óxidos metálicos que possuem maior afinidade. Segundo estudos
realizados por [48] o óxido de nióbio hidratado consegue adsorver até 0,22mg/g de
fosfato e esse resultado é influenciado pelo pH e a reação é espontânea e

39
endotérmica. Segundo a Tabela 1, a concentração de fosfato exigida pela CONAMA
é de 0,025mg/L de fósforo.
Já nos pré tratamentos à base de soluções nanocerâmicas a formação de lodo e
metais pesados no efluente é mínima. Por isso, cada vez mais a substituição do
fosfato por sistemas nano vem sendo feita.
Tabela 1. Teor máximo aceitável pela CONAMA de substâncias consideradas potencialmente prejudiciais em efluentes.

40
Fonte: [54]
Tabela 1. Teor máximo aceitável pela CONAMA de substâncias consideradas potencialmente
prejudiciais em efluentes (cont.).

41
Fonte: [54]
3. MATERIAIS E MÉTODOS
Neste capítulo será apresentada a metodologia e os materiais utilizados para a
preparação dos corpos de prova que determinou, de forma qualitativa e quantitativa,
o comportamento de três sistemas de pré tratamento.
As análises preveem o comportamento do aço quando submetido a ações do
meio. Então cada teste abordado neste trabalho visa avaliar o maior número de

42
situações, a fim de, caracterizar qual o melhor tratamento determinando o grau de
agressividade do ambiente exposto.
A utilização de normas e fator de erro são essenciais para projetar em escala
industrial, na qual, leva em consideração o tratamento utilizado nos testes e o
conhecimento do ambiente de produção em que será submetido. Em casos de
comparação de sistemas, quanto maior a diferença nos resultados maior a
confiabilidade.
3.1. MATERIAIS
Utilizou-se 30 corpos de provas planos de aço carbono 1008 de dimensões
(70x120x0,8) mm conforme a Figura 12.
Figura 12. Ilustração do corpo de prova utilizado
Fonte: o autor (2015).
A composição do aço pode ser vista na Tabela 3.
A preparação mecânica das amostras foi feita através do lixamento com a
utilização de lixas de granulometria 320, 360 e 1000. Como não foi aplicado o pré
tratamento após, passou-se gases com acetona e enrolou-se as amostras em papel

43
toalha para protege-las do meio utilizou-se acetona e papel toalha guardando em um
dessecador para posterior aplicação dos pré tratamentos estudados.
3.2. MÉTODOS
REFERENCIAS BIBLIOGRÁFICAS
[1] MAINIER, F.B.; SILVA, R.R.C.M.; As formulações inibidoras de corrosão e o meio
ambiente. Engevista, v. 6, n. 3, p. 106-112, 2004.
[2] SPAGNOL, C. O uso do benzotriazol na fofatização do aço carbono 1008 com
fosfato de ferro II. 105 f. Dissertação (Mestrado em Química Aplicada) – Universidade
Estadual do Centro-Oeste, Guarapuava, 2009.
[3] UEMOTO, K.L. Projeto, Execução e Inspeção de Pinturas. 2002, São Paulo,
ed.1. ISBN 85-86872-06-7.
[4] CARDOSO, S. P. et al. Avaliação de Indicadores de Uso Diverso como
Inibidores de Corrosão. Quimica Nova, Nilópolis, v. 28, n. 5, p. 756-760. 30/06/2005.
Disponível em: <http://www.scielo.br/pdf/qn/v28n5/25895.2gtpdf. Acesso em:
23/05/2015>
[5] GENTIL, V.; Corrosão,3ª ed., LTC-Livros Técnicos e Científicos S.A.: Rio de
Janeiro, 1996; Silva, P. F. Da; Introdução à corrosão e proteção das superfícies
metálica,Imprensa Universitária da UFMG: Belo Horizonte,1981; West, J. M.;
Electrodeposition and Corrosion Processes,The Camelot Press LTD: London, 1965.
[6] MELLO, C.B. Deposição de Filmes Finos Baseada em Implantação Iônica por
Imersão ao Plasma com Descarga Luminescente e Magnetron Sputtering. São
José dos Campos, 2011, INPE,
[7] GOMES A.C.T. Análise da corrosão e da erosão-corrosão do aço carbono em
meio com NaHCO3 e CO2. Dissertação de mestrado, Universidade Federal do
Paraná, Curitiba, 2005.

44
[8] FERREIRA, L.R.M. Avaliação da Corrosão por fluxo do aço AISI 1020 em
Solução de NaHCO3 Saturada de CO2. Universidade Federal do Paraná, Curitiba,
2012, Tese de Doutorado.
[9] DURNIE, W., et al. Harmonic Analysis of Carbon Dioxide Corrosion, Corrosion
Science, n. 44, p.1213-1221, 2002.
[10] BRESCIANI. E. F. Seleção de Materiais Metálicos. Campinas, Editora da
UNICAMP. 1991.
[11] SCHMIDT, E.C. Estudo do Efeito do Ciclo Térmico na Resistência Mecânica
de Aços para Gancheiras de Pintura. 2013. Panambi. Tratabalho de TCC.
[12] JAPAN SATAINLESS STEEL ASSOCIATION; NICKEL DEVELOPMENT
INSTITUTE, Successful use of stainless steel building materials, s.l., 1998. 81p
(N12013)
[13] ASAMI, K.; HASHIMOTO, K. Importance of initial surface film in the degradation
of stainless steel by atmospheric exposure, Corrosion Science, v. 45, p. 2263-2283,
2003.
[14] JUNQUEIRA, R.M.R.; LOUREIRO, C.R. de O. Avaliação da Resistência a
Corrosão de Aços Inoxidáveis ABNT 304 Coloridos por Interferência. VII
Seminário Brasileiro do Aço Inoxidável, 23 a 26/Novembro/2004, São Paulo - SP
[15] COSTA, T.H.; FEITOR, M.C.; ALVES, J.; BEZERRA, C.M. Caracterização de
filmes de poliéster modificados por plasma de O2 a baixa pressão. Revista Matéria,
Rio de Janeiro, v.13,Jan/Mar.2008.
[16] PRODÓCIMO, K.E. Estudo da Modificação Superficial por Ataque Químico
em Chapas de Aço Inoxidável AISI 430, Visando à Adesão de Revestimentos
Poliméricos. 2008, Florianópolis, Universidade Federal de Santa Catarina.
[17] Hoch, R. Manual de Pintura Industrial e elementos de pintura imobiliária
profissional. Rio de Janeiro: s.n., 2006.
[18] American Galvanizers Association. “Hot-Dip Galvanizing for Corrosion
Protection of Steel Products”, 2000.
[19] CALLISTER, W.D. Ciência e Engenharia e Materiais uma Introdução. 2006,
7ªedição, Capítulo 17.
[20] <http://www.mercadodecomunicacao.com.br/whirlpool-recebe-premio-fritz-
muller-de-gestao-ambiental/ > Acessado em: 05/06/2015 às 16:25:56

45
[21] PANOSSIAN, P.Z.; SANTOS,C.A.L dos. Influência do tempo na formação da
camada de fosfato. Revista Corrosão e Proteção, Rio de Janeiro, n°37, ano 8, p. 24-
26, mai/jun. 2011.
[22] ROSEDAL, A.; LIMA, C.J.; ARAUJO, G.de. A Fosfatização como Proteção
Anticorrosiva. 2012. São Paulo.
[23] ARRUDA, E.A.de F. Estudo Comparativo do Processo Corrosivo do Aço
Patinável e do Aço Carbono Comum. 2009. Belém. Universidade do Pará.
[24] AQUINO, I.P. Caracterização do Aço Carbono ABNT 1008 Revestida com
Organo-Silanos por meio de Técnicas Eletroquímicas e Físico-Químicas. 2006,
São Paulo.
[25] CHILD, T.; OOIJ, W.J. Application of silane thecnology to prevent corrosion of
metals improve paint adhesion. Coatings World. p. 42-53, 1999.
[26] PALANIVEL, V. Modified silane thin films as an alternative to chromates for
corrosion protection of aa2024-t3 alloy. Dissertation – Department of Materials
Science and Engineering – University of Cincinnati Ohio, 2003.
[27] Ooij, W,J, van.; Child, T,F. Protecting metals with silanes coupling agents.
Chemtech, p. 26-35, 1998.
[28] Ooij, W. J. van et all. Corrosion Protection Properties of Organofuncional Silanes
– An Overview, Tsinghua science and technology, v.10, n.6, p.639-664, 2005.
[29] PLUDDEMANN, E.P. Silane Coupling Agents, 2 ed., Plenum Press, New York,
1982.
[30] PANOSSIAN, Z. Corrosão e Proteção Contra Corrosão em Equipamentos e
Estruturas Metálicas. São Paulo: Instituto de Pesquisa Tecnologicas (IPT). v.1 ,
1993. 280p
[31] <http://www.quimica.com.br/pquimica/19717/tintas-anticorrosivas-nanoceramica-
desafia-fosfato/> Acessado em: 18/07/2015 às 22:01:18
[32] OLIVEIRA, M.F. Estudo da Influência de Organo-Silanos na Resistência a
Corrosão de Aço-Carbono por meio de Técnicas Eletroquímicas. 2006. São
Paulo.
[33] Ponte, H. de A; MAUL, A.M; ALVARENGA, E de A. Análise por Técnica
Eletroquímica da Porosidade de Revestimentos de Fosfato sobre Aço Carbono. 56°
Congresso Anual da ABM Internacional. 2001. Belo Horizonte.

46
[34] JULVE, E. Determinación de la Porosidad de los Recubrimientos Metálicos
Obtenidos por via Electrolitica. 1. Métodos Utilizados em Talleres Galvanotécnicos.
Pintura y Acabados, p.80-86. 1986.
[35] TRINDADE, L,G,de. Comportamento Eletroquímico do Aço-Carbono ABTN
1006 em Meio Etanólico na Presença de Cafeína. 2008. Porto Alegre
[36] OLIVEIRA, M; VIOMAR, A.; GALLINA, A.L; GRASSI, M; COSTA, I; CUNHA,
M.T.da; RODRIGUES, P.R.P; BANCKZEC, E. do P. Desenvolvimento e
Caracterização de um Processo Alternativo a Aplicação de Nanocerâmicas para
Tratameto do Aço Carbono. Encontro e Exposição Brasileira de Tratamento de
Superfície. III Interfinish Latino Americano. Paraná.
[37] SILVA, M.V.F.; PEREIRA, M.C.; CODARO, E.N.; ACCIARI, H.A. Corrosão do Aço
Carbono: Uma Abordagem do Cotidiano no Ensino de Química. Química Nova. 2015.
Vol. 38, n°2, pág. 293-296.
[38] PLUEDDEMANN,E.P. Silane Coupling Agents. New York: Plenum Press, 1982.
[39] SANTOS, F.S.dos. Comparação do Pré Tratamento de Fosfatização Via
Industrial com o Processo de Revestimento Nanocerâmico. 2013. Rio Grande do
Sul. UFRGS.
[40] RAUSCH, W. The Phosphating of Metals Finishing Publication LTDA. 1990.
Pp. 406.
[41] MORAES, J. Estudo do Comportamento do Revestimento de Conversão à
Base de Zircônio e Zircônio/Titânio sobre Aço Carbono. 2010. Dissertação
(Mestrado em Ciências dos Materiais) – Escola de Engenharia, Universidade Federal
do Rio Grande do Sul, Porto Alegre.
[42] KUNST, S. R. Obtenção e Caracterização de Revestimento Híbrido á Base de
Precursores Alcoóxidos sobre o Aço Galvanizado. 2011. Porto Alegre – RS.
[43] http://www.maxwell.vrac.puc-rio.br/4432/4432_4.PDF Acesso em: 29/07/2015 às
01:14:25.
[44] PANNONI, F.D. História, Comportamento e Uso dos Aços Patináveis na
Engenharia Estrutural Brasileira.
[45] POLITO, G. Principais Sistemas de Pintura e suas Patologias. 2006, Minas
Gerais, mar. Universidade Federal de Minas Gerais.
[46] GNECCO, C.; MARIANO, R.; FERNANDES, F. Tratamento de Superfície e
Pintura. 2003. Rio de Janeiro. ISBN 85-89829-01-4.

47
[47] MOREIRA, V.B. Avaliação de Revestimento Orgânico sobre o Aço
Galvanizado de Diferentes Tamanhos de Grãos. 2014. Julho. Porto Alegre. UFRGS
[48] RODRIGUES, L.A.; SILVA, M.L.C.P.da. Adsorção de Íons Fosfato em Óxido de
Nióbio Hidratado. 2009. Química Nova. Vol.32, n°5, pág.1206-1211.
[49] P. DRONIOU and E. WILLIAM, “Nanoceramic based conversion coating,”
Organic Finishing, vol. 103, no. 12, pp. 41-43, 2005.
[50] BALDIN, E.K.K. Pré-tratamento do Aço Carbono AISI 1010 com
Revestimentos Nanocerâmicos para Pintura Eletrostática à base de Resina
Poliéster. 2013. Porto Alegre.
[51] A. TESTA. Camadas de conversão nanocerâmicas. Tratamento de Superficie,
vol. 25, no. 130, pp. 38-43, 2005.
[52] B. DUNHAM, “Zirconium Pretreatments: not just for early adopters anymore,”
Metal Finishing, vol. 110, pp. 18-21, 2012.
[53] M. B. BEZERRA, A. T. SPINOLA and A. HEEMANN, “Identificação de
processos alternativis mais limpos de tratamento de superficie metalicas para a
industria de linha branca,” in XXVII Encontro Nacional de Engenharia de Produção,
Foz do Iguaçu, 2007.
[54] RESOLUÇÃO CONAMA Nº 20, de 18 de junho de 1986. Publicado no D.O.U. de
30/07/86. Acesso em: < http://www.mma.gov.br/port/conama/res/res86/res2086.html>
às 21:58:06.