fmeanoprocesso_moduloiv.pdf
TRANSCRIPT
1
FAILURE MODE & EFFECTS ANALYSIS
FMEA DE PROCESSO
Profª.M.Sc: MARLENE ARAÚJO DE FARIA
2
SUMÁRIO
INTRODUÇÃO.......................................................................................................... 4
1 Benefícios Gerais........................................................................................................ 5
2 Objetivos..................................................................................................................... 5
3 Cronograma do FMEA de Processo......................................................................... 6
4 Entradas, Resultados e Associações de Processo..................................................... 8
5 Cabeçalho – FMEA de Processo............................................................................... 10
5.1 Tarefas iniciais da equipe................................................................................. 10
6 Fluxograma de Processo............................................................................................ 11
7 Matriz Característica da Peça................................................................................... 11
8 Modelo de Trabalho para o FMEA de Processo..................................................... 12
9 Funções / Necessidades do FMEA de Processo........................................................ 13
9.1 Operações (com várias estações de trabalho)................................................. 14
9.2 Dados da Operação 20...................................................................................... 15
10 Modos de Falhas......................................................................................................... 15
10.1 Operação 30.................................................................................................... 16
11 Efeitos e Causas.......................................................................................................... 18
12 Ocorrência................................................................................................................... 19
12.1 Tabela de Classificação de Severidade......................................................... 20
12.2 Tabela de Classificação de Ocorrência........................................................ 21
12.3 Controles Atuais do processo........................................................................ 22
12.4 Tabela de Classificação de Detecção............................................................. 23
13 Severidade, Ocorrência, Detecção e RPN................................................................ 24
3
14 Ações Recomendadas................................................................................................. 28
15 Modelo de Trabalho do Fmea de Processo.............................................................. 29
16 Resumo........................................................................................................................ 33
CONCLUSÃO............................................................................................................ 35
4
INTRODUÇÃO
Um dos pontos mais importantes para o sucesso na implementação de um programa
de FMEA é realizá-lo no momento adequado. Isto significa “agir antes do evento acontecer”
e não um exercício “pós-fato”. Para colher os resultados positivos da ferramenta, o FMEA
deve ser desenvolvido antes que o Modo de Falha de projeto ou de processo seja
incorporado ao produto. Um FMEA desenvolvido na época apropriada fará com que os
gastos com mudanças no produto e no processo sejam bem menores e as modificações mais
fáceis de serem implementadas. Um FMEA pode reduzir ou eliminar a chance de
implementação de uma modificação corretiva, que poderia criar até uma situação mais
grave. Aplicado corretamente, este é um processo interativo sem fim.
A ferramenta FMEA deve ajudar também no desenvolvimento de novas máquinas e
equipamentos, o método é o mesmo, entretanto, a máquina ou o equipamento que está
sendo desenvolvido deverá ser considerado como o produto. Quando Modos de Falhas em
potencial são identificados, as ações corretivas devem ser trabalhadas para eliminá-los ou
continuamente reduzir sua probabilidade de Ocorrência.
5
1 BENEFÍCIOS GERAIS
Melhorar a qualidade, confiabilidade e segurança dos produtos;
Melhorar a competitividade e a imagem;
Ajudar a alcançar e superar as expectativas dos clientes;
Reduzir o custo e o tempo de desenvolvimento dos produtos;
Documentar e acompanhar as ações tomadas com o objetivo de reduzir riscos;
Um FMEA bem executado irá assegurar a robustez do produto e do processo;
Durante a fase de produção, um FMEA incompleto aumenta o risco do projeto não ser
capaz de cumprir as especificações de fabricação;
Uma vez que o projeto do produto, os processos de fabricação e de montagem mudam
durante o desenvolvimento, o FMEA e sua documentação passam por uma série de
revisões. A documentação é dinâmica, portanto reflete as mudanças significativas de
produto e de processo para a memória histórica da cooperação;
A documentação do FMEA “fecha o círculo” assegurando que, o que poderia dar errado
foi reconhecido e ações de prevenção foram tomadas.
2 OBJETIVOS
Os objetivos são: Descrever o formato e o processo de desenvolvimento do FMEA de
Processo.
Resumir os objetivos e resultados do FMEA de Processo.
Descrever as entradas, os resultados e as associações do FMEA de Processo.
Estabelecer as tarefas iniciais da equipe.
Descrever e estabelecer os propósitos do fluxograma de processo.
Conceituar os propósitos da Matriz e de Características de uma peça.
Definir requisitos/funções e as suas características.
Determinar alguns Modos de Falhas de processo.
Definir a Causa de um Modo de Falha.
6
Estabelecer duas suposições que devem ser levadas em consideração no processo de
identificação de Causas.
Utilizar as tabelas de Ocorrência e Severidade.
Determinar prioridades para as Ações Recomendadas.
Determinar o valor da classificação de Ocorrência dado “1 em X”.
Explicar o significado dos símbolos utilizados para marcar e classificar as
características.
Estabelecer quando as classificadas de Detecção e RPNs são similares às do FMEA de
Projeto.
Definir o termo Controle de Processo explicar seus benefícios.
Assessorar na análise de um novo processo de montagem ou fabricação.
Aumentar a probabilidade de que os potenciais Modos de Falhas e seus Efeitos sejam
levados em consideração.
Identificar as deficiências de processo para que os engenheiros possam, através de
controles, reduzir a Ocorrência da produção de peças inaceitáveis, ou ainda, criar
métodos para melhorar a Detecção de produtos inaceitáveis.
Identificar as Características Especiais e ajudar na estruturação dos Planos de Controle e
Controles Especiais.
Estabelecer uma prioridade para Ações de melhoria do processo.
Documentar o raciocínio das mudanças de processo para dirigir o desenvolvimento de
futuros processos de montagem ou fabricação.
3 CRONOGRAMA DO FMEA DE PROCESSO
O FMEA de Processo deve ser iniciado quando os desenhos preliminares do produto
estiverem disponíveis. Isto corresponderá à Implementação do Programa (PI), um
evento do Cronograma Recomendado.
7
FMEA de Processo deve estar atualizado ao término do Desenvolvimento do Protótipo
(PR).
O FMEA de Processo deve estar completo para a Assinatura Final (SO).
SISTEMA
PROJETO
PROCESSO
8
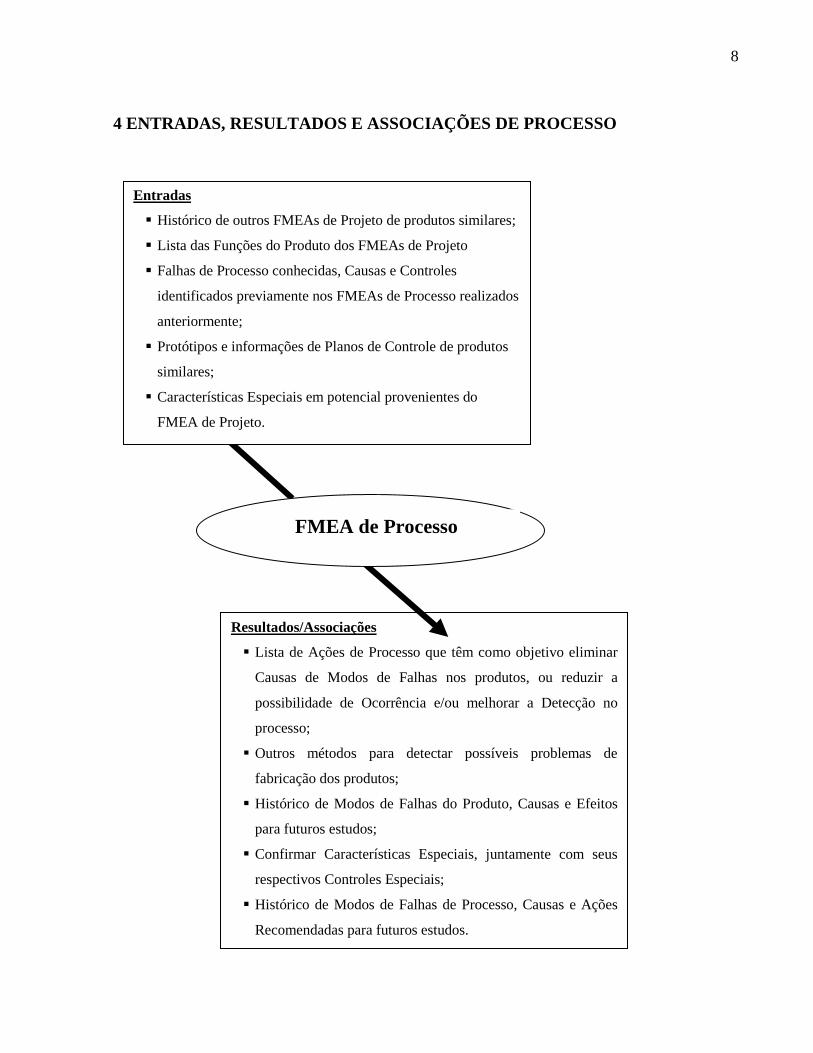
4 ENTRADAS, RESULTADOS E ASSOCIAÇÕES DE PROCESSO
Entradas
Histórico de outros FMEAs de Projeto de produtos similares;
Lista das Funções do Produto dos FMEAs de Projeto
Falhas de Processo conhecidas, Causas e Controles
identificados previamente nos FMEAs de Processo realizados
anteriormente;
Protótipos e informações de Planos de Controle de produtos
similares;
Características Especiais em potencial provenientes do
FMEA de Projeto.
FMEA de Processo
Resultados/Associações
Lista de Ações de Processo que têm como objetivo eliminar
Causas de Modos de Falhas nos produtos, ou reduzir a
possibilidade de Ocorrência e/ou melhorar a Detecção no
processo;
Outros métodos para detectar possíveis problemas de
fabricação dos produtos;
Histórico de Modos de Falhas do Produto, Causas e Efeitos
para futuros estudos;
Confirmar Características Especiais, juntamente com seus
respectivos Controles Especiais;
Histórico de Modos de Falhas de Processo, Causas e Ações
Recomendadas para futuros estudos.
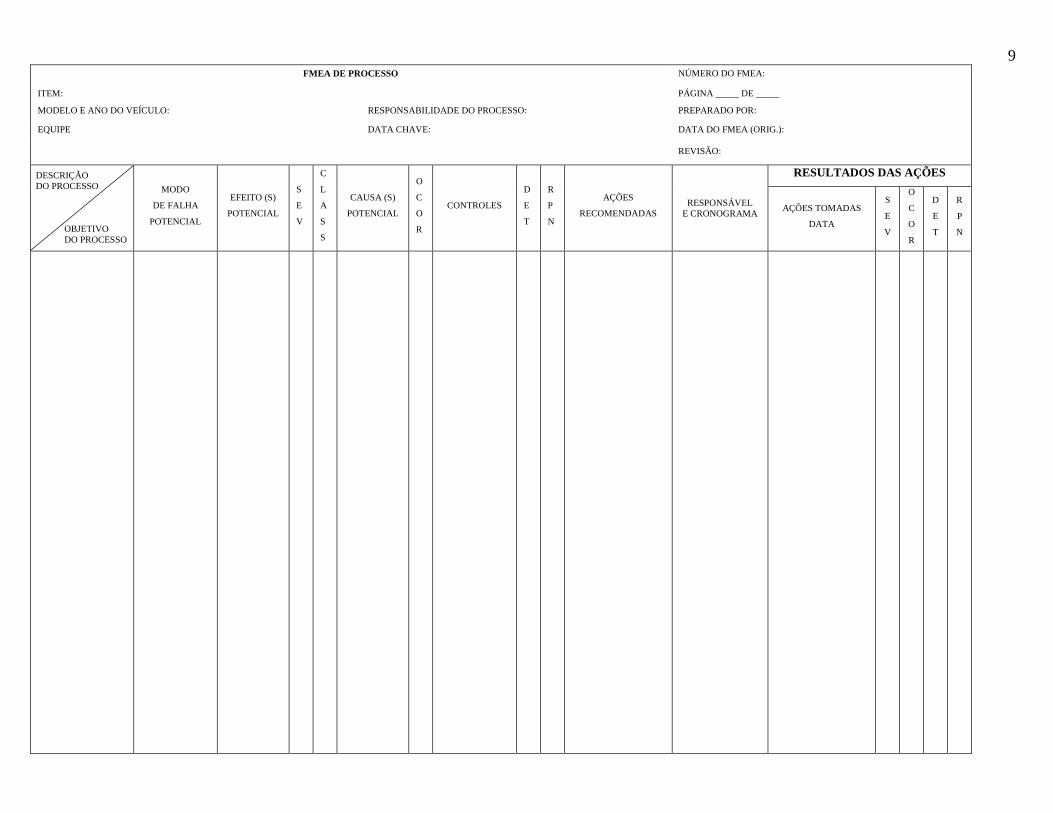
9 FMEA DE PROCESSO NÚMERO DO FMEA:
ITEM: PÁGINA _____ DE _____
MODELO E ANO DO VEÍCULO: RESPONSABILIDADE DO PROCESSO: PREPARADO POR:
EQUIPE DATA CHAVE: DATA DO FMEA (ORIG.):
REVISÃO:
MODO
DE FALHA
POTENCIAL
EFEITO (S)
POTENCIAL
S
E
V
C
L
A
S
S
CAUSA (S)
POTENCIAL
O
C
O
R
CONTROLES
D
E
T
R
P
N
AÇÕES
RECOMENDADAS
RESPONSÁVEL
E CRONOGRAMA
RESULTADOS DAS AÇÕES
AÇÕES TOMADAS
DATA
S
E
V
O
C
O
R
D
E
T
R
P
N
OBJETIVO
DO PROCESSO
DESCRIÇÃO
DO PROCESSO
10
5 CABEÇALHO – FMEA DE PROCESSO
1. Número do FMEA: entre com o número do documento correspondente, que poderá ser
utilizado para eventuais pesquisas futuras.
2. Nome e Número do Sistema/Subsistema/Componente: indique o nível apropriado de
análise e entre com o código e o número do Sistema, Subsistema ou Componente que está
sendo analisado.
3. Responsabilidade do Processo: entre com o departamento responsável pelos trabalhos ou
com o nome do fornecedor e respectivo departamento, se for o caso.
4. Preparado por: entre com o nome, número do telefone e departamento do engenheiro
responsável pela elaboração do FMEA.
5. Modelo e ano do veículo: entre com o ano, o modelo e a linha do veículo que será afetada
pelo projeto/processo que está sendo analisado.
6. Data-chave: entre com a data limite para o término dos trabalhos do FMEA, que não deve
exceder a data do início da produção.
7. Data do FMEA: entre com a data de quando o FMEA foi elaborado e com as datas das
últimas revisões.
8. Equipe: listar os nomes dos responsáveis e dos respectivos departamentos que tenham
autoridade para identificar e/ou realizar tarefas.
5.1 Tarefas iniciais da equipe
Assim como qualquer FMEA, o FMEA de Processo inicia-se com as seguintes tarefas:
Determinar o coordenador da equipe.
Determinar o anotador.
Determinar os outros membros da equipe.
Determinar o escopo dos trabalhos.
Definir os objetivos da equipe (cronograma de ações, etc.).
Determinar regras e direcionamentos para a equipe.
11
Pesquisa de dados necessários para iniciar análise (Desenhos, FMEAs de Projeto e
FMEAs de Processo anteriores, etc.).
Editar ou criar um Fluxograma do Processo (veja abaixo).
6 FLUXOGRAMA DE PROCESSO
Qualquer série de operações pode ser desdobrada graficamente. No FMEA de Sistema ou
de Projeto, nós criamos o Diagrama de Blocos Funcional do Sistema.
O Fluxograma de Processo representa em palavras e gráficos a seqüência de passos da
operação a ser analisada. Esta informação vai ajudar a equipe a identificar claramente a seqüência
operacional, além de manter as discussões no foco principal.
Fluxo de Processo: É simplesmente a operação ou passos da operação
Resultados: Os resultados são características produzidas naquela operação. Esta coluna
transforma-se na coluna de transcrição/propósitos do processo de formulário deste tipo
de FMEA. Um resultado transforma-se em Modo de Falha quando escrito com sentido
negativo.
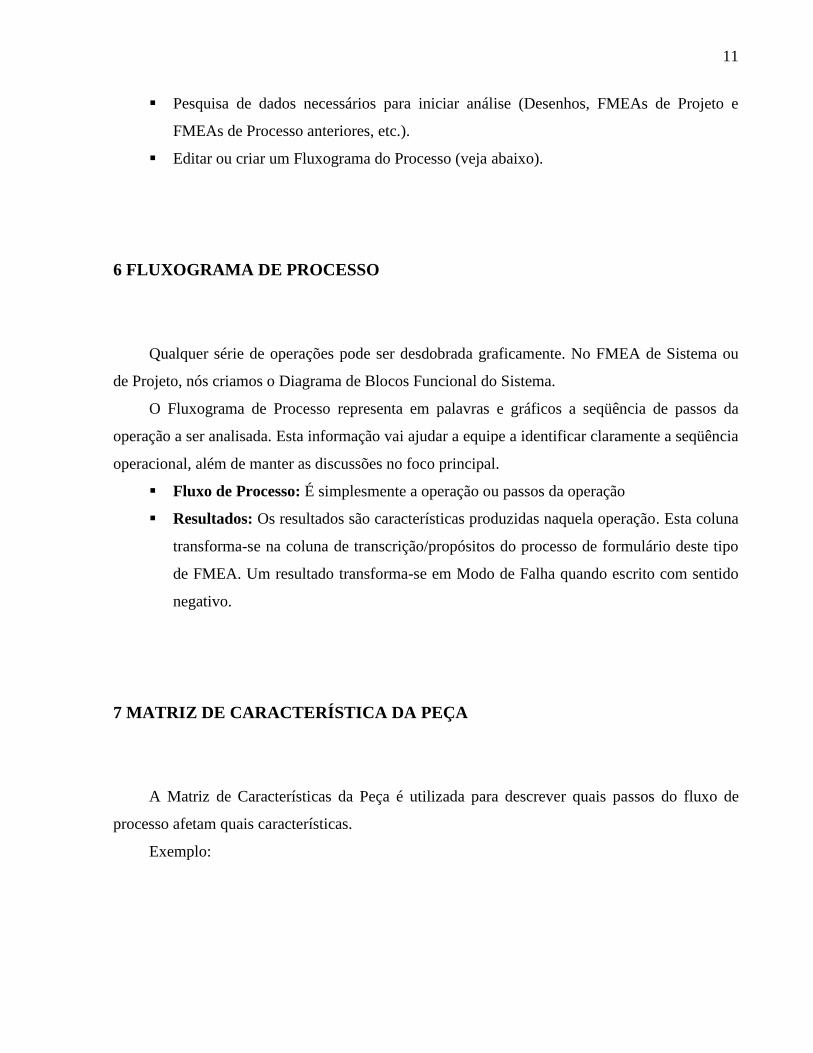
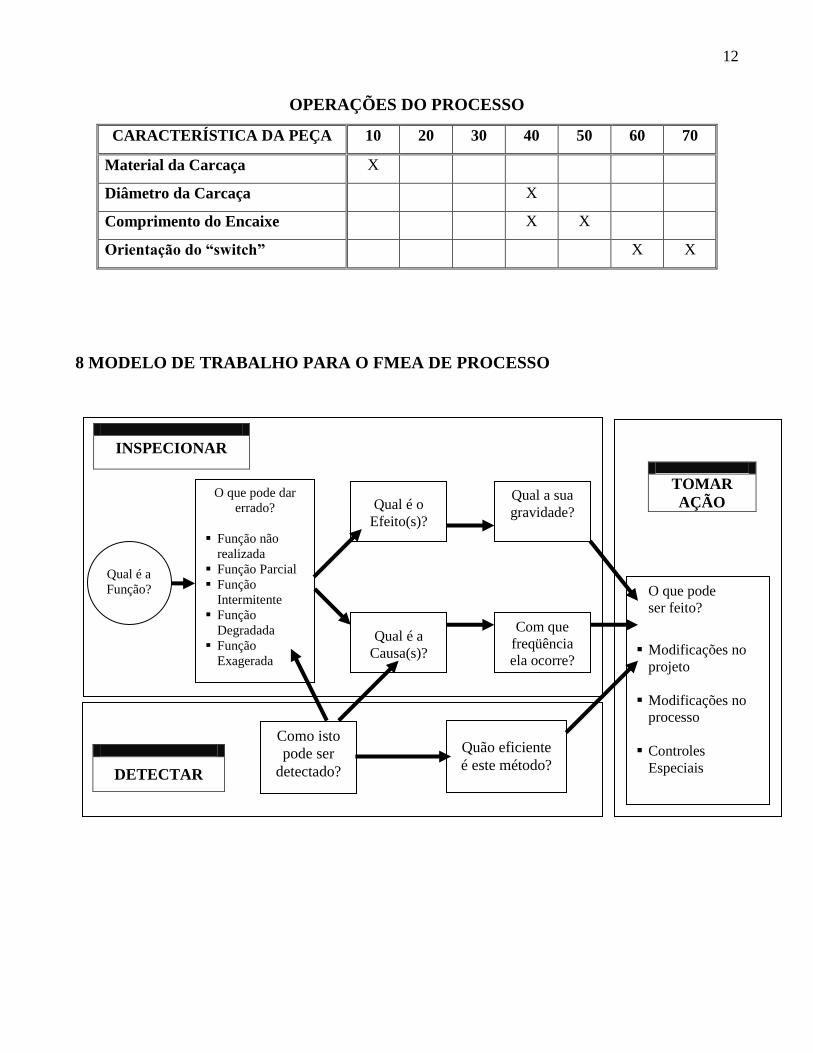
7 MATRIZ DE CARACTERÍSTICA DA PEÇA
A Matriz de Características da Peça é utilizada para descrever quais passos do fluxo de
processo afetam quais características.
Exemplo:
12
OPERAÇÕES DO PROCESSO
CARACTERÍSTICA DA PEÇA 10 20 30 40 50 60 70
Material da Carcaça X
Diâmetro da Carcaça X
Comprimento do Encaixe X X
Orientação do “switch” X X
8 MODELO DE TRABALHO PARA O FMEA DE PROCESSO
INSPECIONAR
TOMAR
AÇÃO
DETECTAR
Qual é a
Função?
O que pode dar
errado?
Função não
realizada
Função Parcial
Função
Intermitente
Função
Degradada
Função
Exagerada
Qual é o
Efeito(s)?
Qual a sua
gravidade?
Com que
freqüência
ela ocorre?
Qual é a
Causa(s)?
O que pode
ser feito?
Modificações no
projeto
Modificações no
processo
Controles
Especiais
Como isto
pode ser
detectado?
Quão eficiente
é este método?
13
9 FUNÇÕES / NECESSIDADES DO FMEA DE PROCESSO
INSPECIONAR
A Função do processo contém as seguintes informações:
O objetivo ou operação a ser analisada.
As operações com diferentes Modos de Falhas potenciais listadas separadamente.
Por exemplo, um operação que contém 5 estações de trabalho normalmente
será decomposta em 5 diferentes funções.
Para determinar uma Função, pergunte:
O que a operação deve supostamente fazer?
O que a operação supostamente não deve fazer?
Qual é a
Função?
14
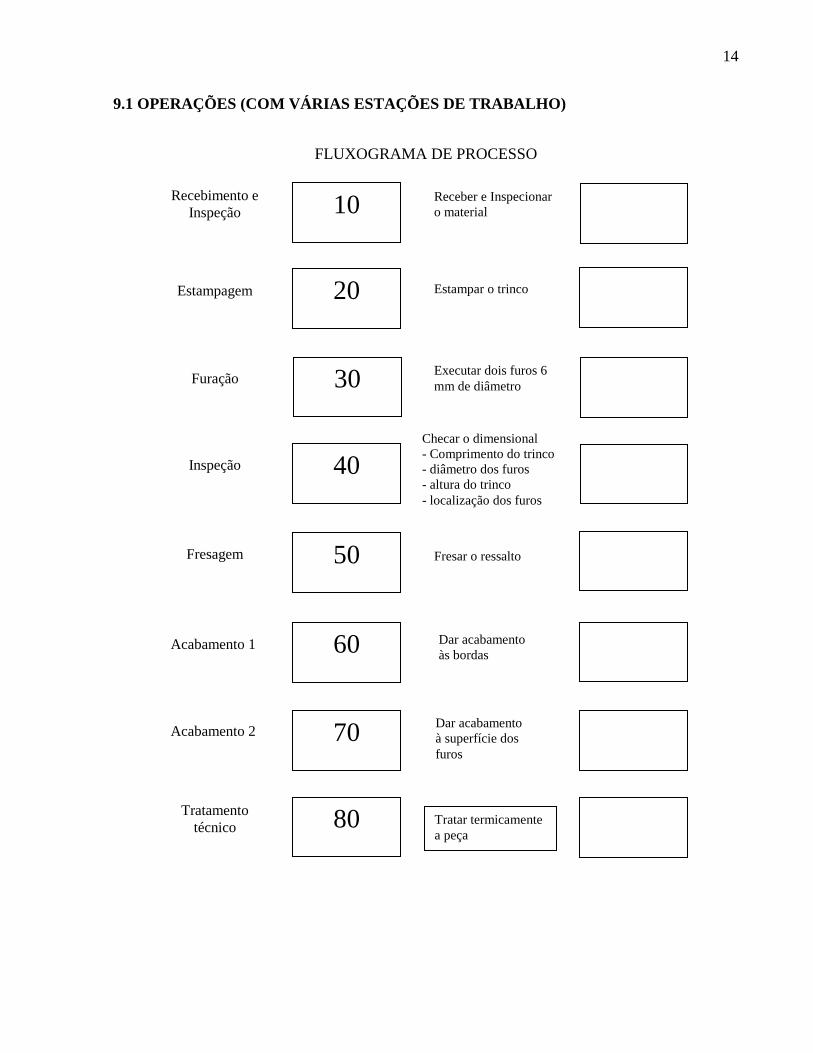
9.1 OPERAÇÕES (COM VÁRIAS ESTAÇÕES DE TRABALHO)
FLUXOGRAMA DE PROCESSO
Recebimento e
Inspeção 10 Receber e Inspecionar
o material
Estampagem
Furação
Inspeção
Tratamento
técnico
Acabamento 1
Fresagem
Acabamento 2
20
30
40
50
60
70
80
Estampar o trinco
Executar dois furos 6
mm de diâmetro
Checar o dimensional
- Comprimento do trinco
- diâmetro dos furos
- altura do trinco
- localização dos furos
Fresar o ressalto
Dar acabamento
às bordas
Dar acabamento
à superfície dos
furos
Tratar termicamente
a peça
15
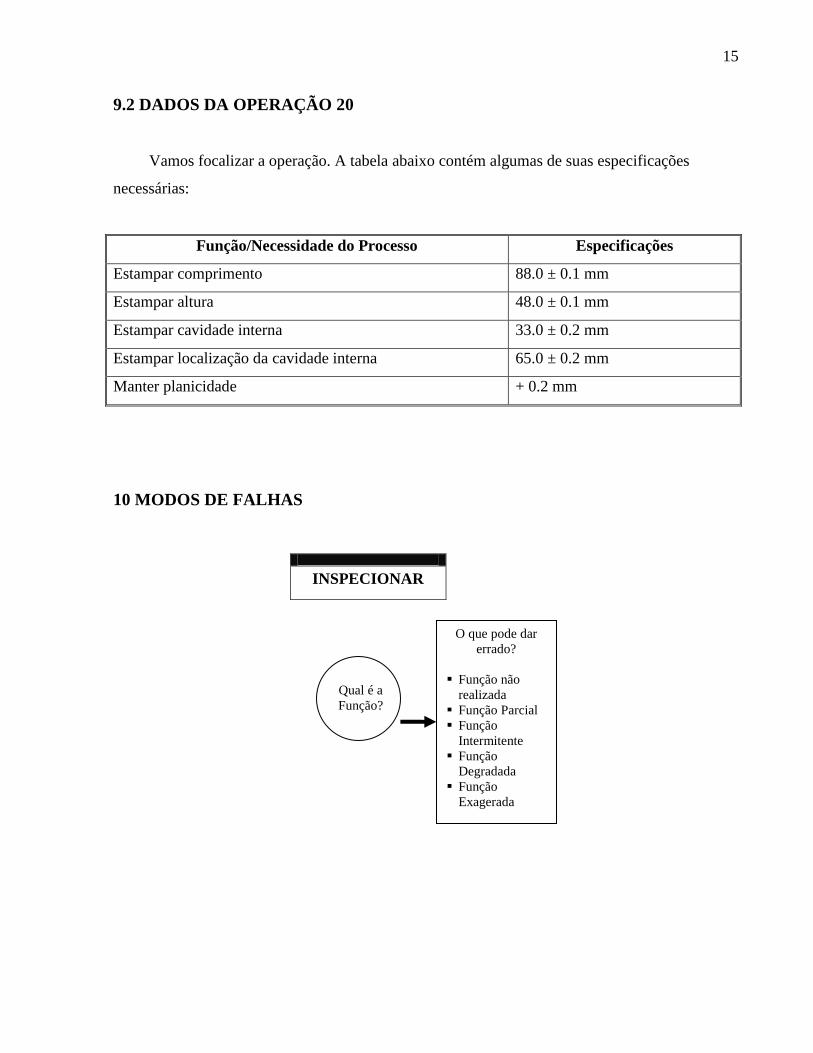
9.2 DADOS DA OPERAÇÃO 20
Vamos focalizar a operação. A tabela abaixo contém algumas de suas especificações
necessárias:
Função/Necessidade do Processo Especificações
Estampar comprimento 88.0 ± 0.1 mm
Estampar altura 48.0 ± 0.1 mm
Estampar cavidade interna 33.0 ± 0.2 mm
Estampar localização da cavidade interna 65.0 ± 0.2 mm
Manter planicidade + 0.2 mm
10 MODOS DE FALHAS
INSPECIONAR
Qual é a
Função?
O que pode dar
errado?
Função não
realizada
Função Parcial
Função
Intermitente
Função
Degradada
Função
Exagerada
16
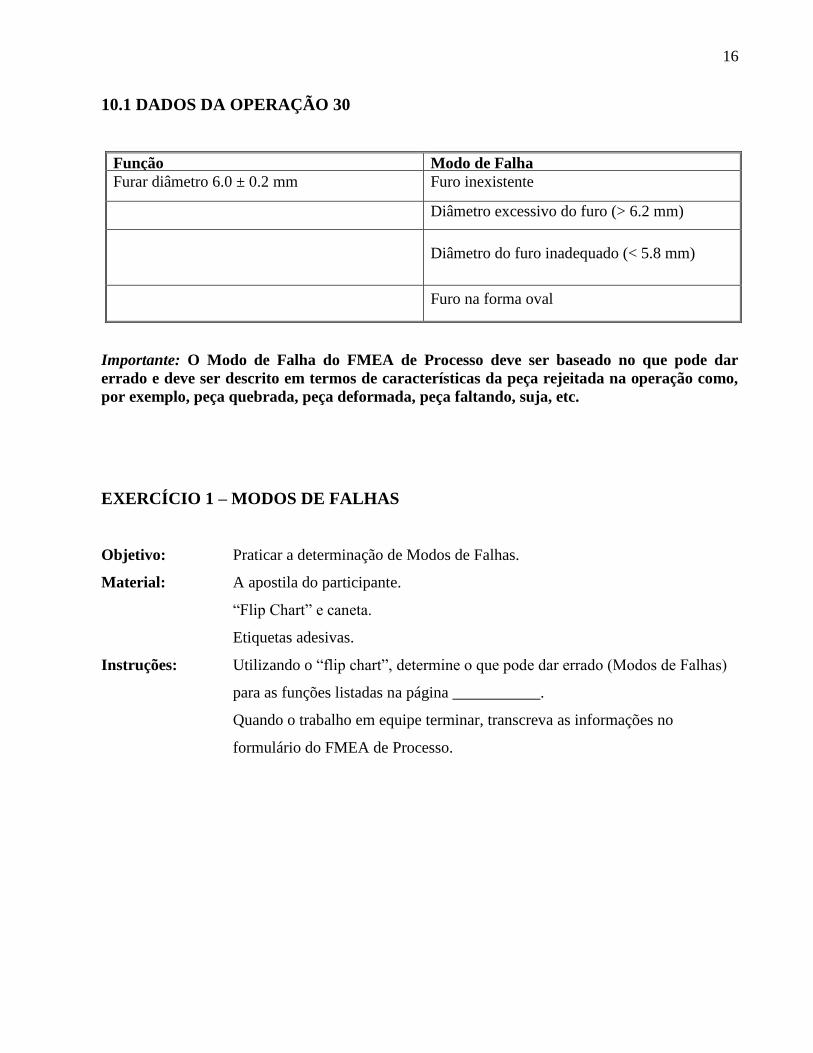
10.1 DADOS DA OPERAÇÃO 30
Função Modo de Falha
Furar diâmetro 6.0 ± 0.2 mm Furo inexistente
Diâmetro excessivo do furo (> 6.2 mm)
Diâmetro do furo inadequado (< 5.8 mm)
Furo na forma oval
Importante: O Modo de Falha do FMEA de Processo deve ser baseado no que pode dar
errado e deve ser descrito em termos de características da peça rejeitada na operação como,
por exemplo, peça quebrada, peça deformada, peça faltando, suja, etc.
EXERCÍCIO 1 – MODOS DE FALHAS
Objetivo: Praticar a determinação de Modos de Falhas.
Material: A apostila do participante.
“Flip Chart” e caneta.
Etiquetas adesivas.
Instruções: Utilizando o “flip chart”, determine o que pode dar errado (Modos de Falhas)
para as funções listadas na página ___________.
Quando o trabalho em equipe terminar, transcreva as informações no
formulário do FMEA de Processo.
17
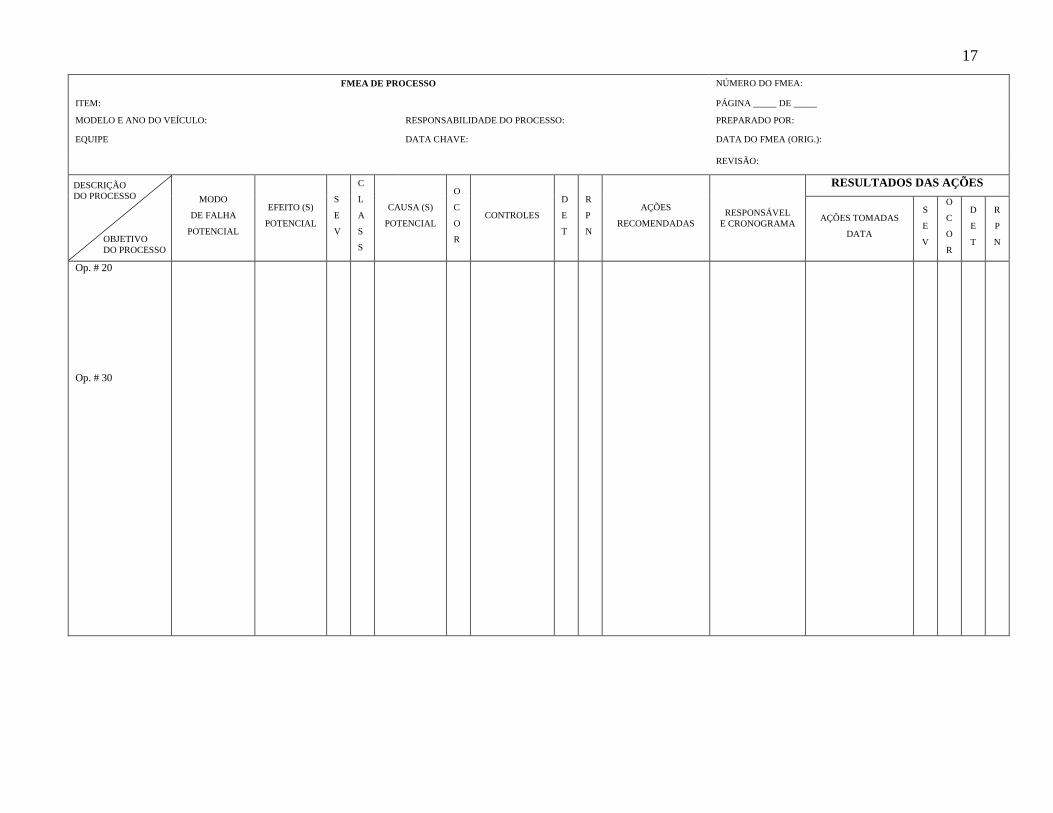
FMEA DE PROCESSO NÚMERO DO FMEA:
ITEM: PÁGINA _____ DE _____
MODELO E ANO DO VEÍCULO: RESPONSABILIDADE DO PROCESSO: PREPARADO POR:
EQUIPE DATA CHAVE: DATA DO FMEA (ORIG.):
REVISÃO:
MODO
DE FALHA
POTENCIAL
EFEITO (S)
POTENCIAL
S
E
V
C
L
A
S
S
CAUSA (S)
POTENCIAL
O
C
O
R
CONTROLES
D
E
T
R
P
N
AÇÕES
RECOMENDADAS
RESPONSÁVEL
E CRONOGRAMA
RESULTADOS DAS AÇÕES
AÇÕES TOMADAS
DATA
S
E
V
O
C
O
R
D
E
T
R
P
N
Op. # 20
Op. # 30
OBJETIVO
DO PROCESSO
DESCRIÇÃO
DO PROCESSO
18
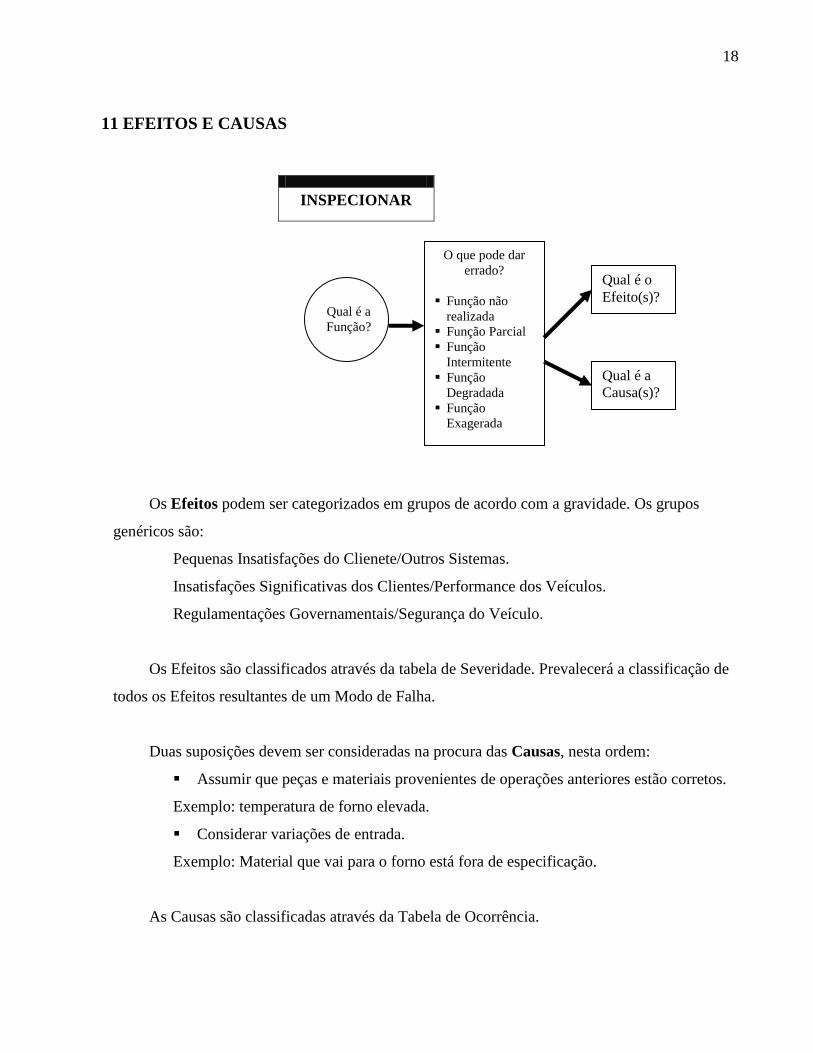
11 EFEITOS E CAUSAS
Os Efeitos podem ser categorizados em grupos de acordo com a gravidade. Os grupos
genéricos são:
Pequenas Insatisfações do Clienete/Outros Sistemas.
Insatisfações Significativas dos Clientes/Performance dos Veículos.
Regulamentações Governamentais/Segurança do Veículo.
Os Efeitos são classificados através da tabela de Severidade. Prevalecerá a classificação de
todos os Efeitos resultantes de um Modo de Falha.
Duas suposições devem ser consideradas na procura das Causas, nesta ordem:
Assumir que peças e materiais provenientes de operações anteriores estão corretos.
Exemplo: temperatura de forno elevada.
Considerar variações de entrada.
Exemplo: Material que vai para o forno está fora de especificação.
As Causas são classificadas através da Tabela de Ocorrência.
INSPECIONAR
Qual é a
Função?
O que pode dar
errado?
Função não
realizada
Função Parcial
Função
Intermitente
Função
Degradada
Função
Exagerada
Qual é o
Efeito(s)?
Qual é a
Causa(s)?
19
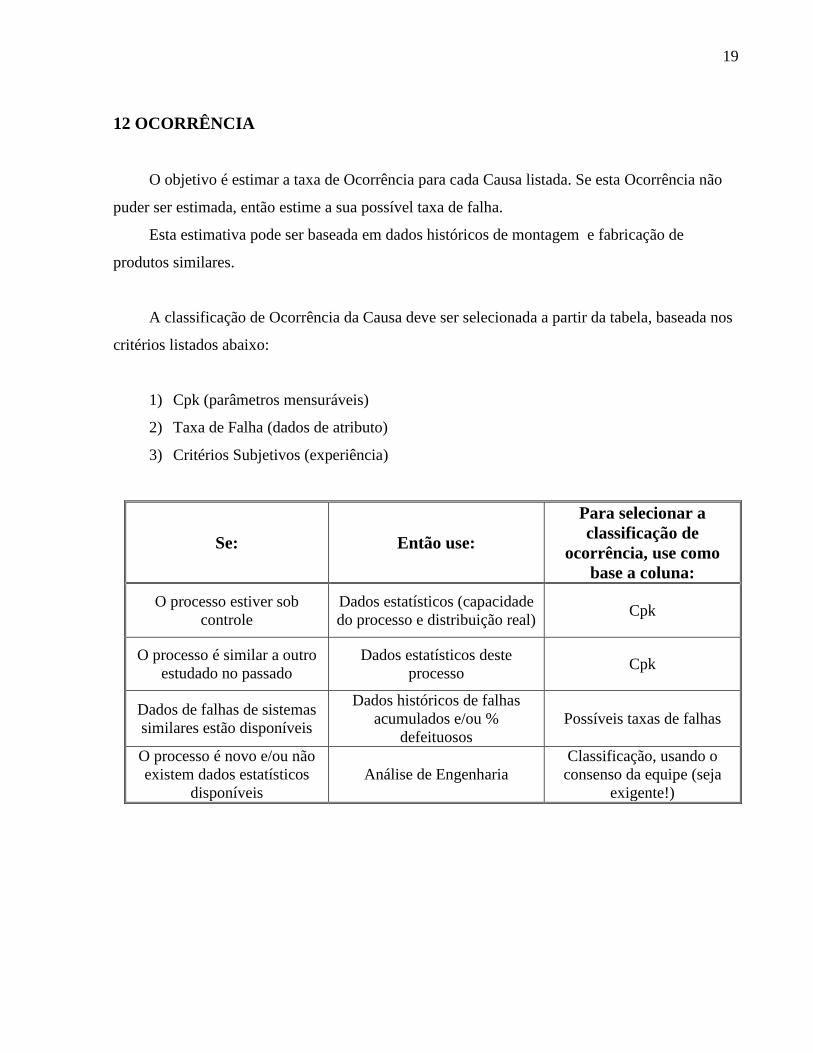
12 OCORRÊNCIA
O objetivo é estimar a taxa de Ocorrência para cada Causa listada. Se esta Ocorrência não
puder ser estimada, então estime a sua possível taxa de falha.
Esta estimativa pode ser baseada em dados históricos de montagem e fabricação de
produtos similares.
A classificação de Ocorrência da Causa deve ser selecionada a partir da tabela, baseada nos
critérios listados abaixo:
1) Cpk (parâmetros mensuráveis)
2) Taxa de Falha (dados de atributo)
3) Critérios Subjetivos (experiência)
Se: Então use:
Para selecionar a
classificação de
ocorrência, use como
base a coluna:
O processo estiver sob
controle
Dados estatísticos (capacidade
do processo e distribuição real) Cpk
O processo é similar a outro
estudado no passado
Dados estatísticos deste
processo Cpk
Dados de falhas de sistemas
similares estão disponíveis
Dados históricos de falhas
acumulados e/ou %
defeituosos
Possíveis taxas de falhas
O processo é novo e/ou não
existem dados estatísticos
disponíveis
Análise de Engenharia
Classificação, usando o
consenso da equipe (seja
exigente!)
20
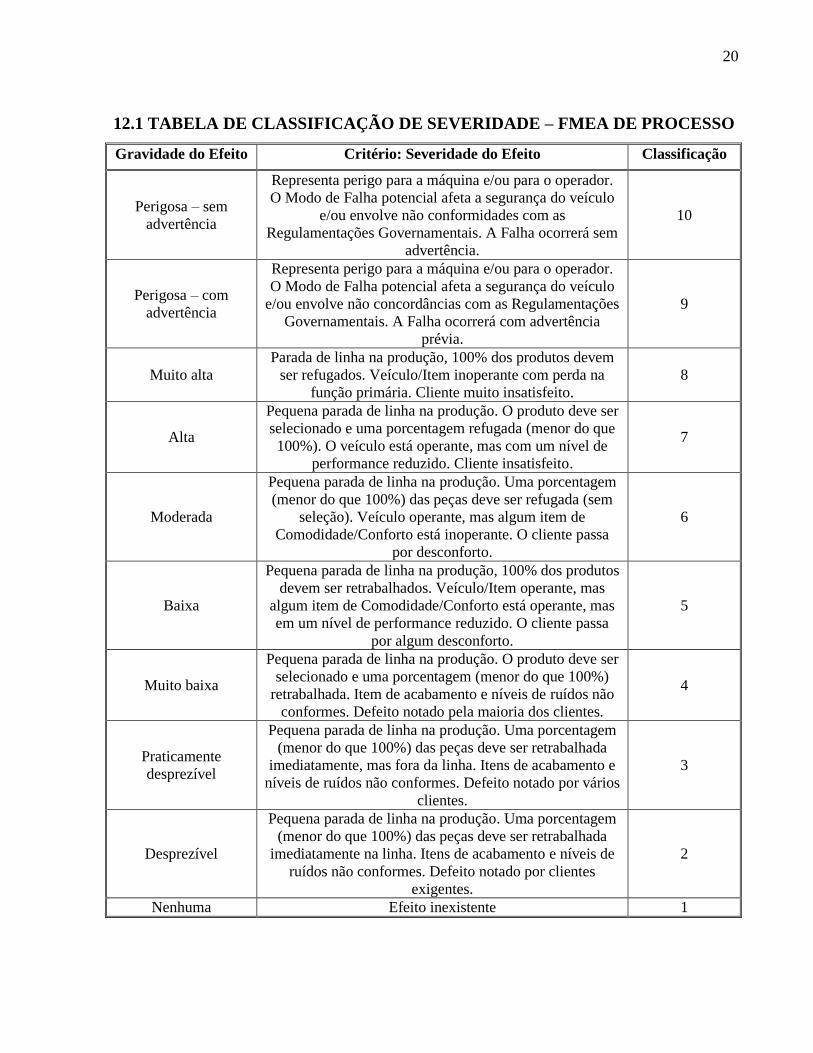
12.1 TABELA DE CLASSIFICAÇÃO DE SEVERIDADE – FMEA DE PROCESSO
Gravidade do Efeito Critério: Severidade do Efeito Classificação
Perigosa – sem
advertência
Representa perigo para a máquina e/ou para o operador.
O Modo de Falha potencial afeta a segurança do veículo
e/ou envolve não conformidades com as
Regulamentações Governamentais. A Falha ocorrerá sem
advertência.
10
Perigosa – com
advertência
Representa perigo para a máquina e/ou para o operador.
O Modo de Falha potencial afeta a segurança do veículo
e/ou envolve não concordâncias com as Regulamentações
Governamentais. A Falha ocorrerá com advertência
prévia.
9
Muito alta
Parada de linha na produção, 100% dos produtos devem
ser refugados. Veículo/Item inoperante com perda na
função primária. Cliente muito insatisfeito.
8
Alta
Pequena parada de linha na produção. O produto deve ser
selecionado e uma porcentagem refugada (menor do que
100%). O veículo está operante, mas com um nível de
performance reduzido. Cliente insatisfeito.
7
Moderada
Pequena parada de linha na produção. Uma porcentagem
(menor do que 100%) das peças deve ser refugada (sem
seleção). Veículo operante, mas algum item de
Comodidade/Conforto está inoperante. O cliente passa
por desconforto.
6
Baixa
Pequena parada de linha na produção, 100% dos produtos
devem ser retrabalhados. Veículo/Item operante, mas
algum item de Comodidade/Conforto está operante, mas
em um nível de performance reduzido. O cliente passa
por algum desconforto.
5
Muito baixa
Pequena parada de linha na produção. O produto deve ser
selecionado e uma porcentagem (menor do que 100%)
retrabalhada. Item de acabamento e níveis de ruídos não
conformes. Defeito notado pela maioria dos clientes.
4
Praticamente
desprezível
Pequena parada de linha na produção. Uma porcentagem
(menor do que 100%) das peças deve ser retrabalhada
imediatamente, mas fora da linha. Itens de acabamento e
níveis de ruídos não conformes. Defeito notado por vários
clientes.
3
Desprezível
Pequena parada de linha na produção. Uma porcentagem
(menor do que 100%) das peças deve ser retrabalhada
imediatamente na linha. Itens de acabamento e níveis de
ruídos não conformes. Defeito notado por clientes
exigentes.
2
Nenhuma Efeito inexistente 1
21
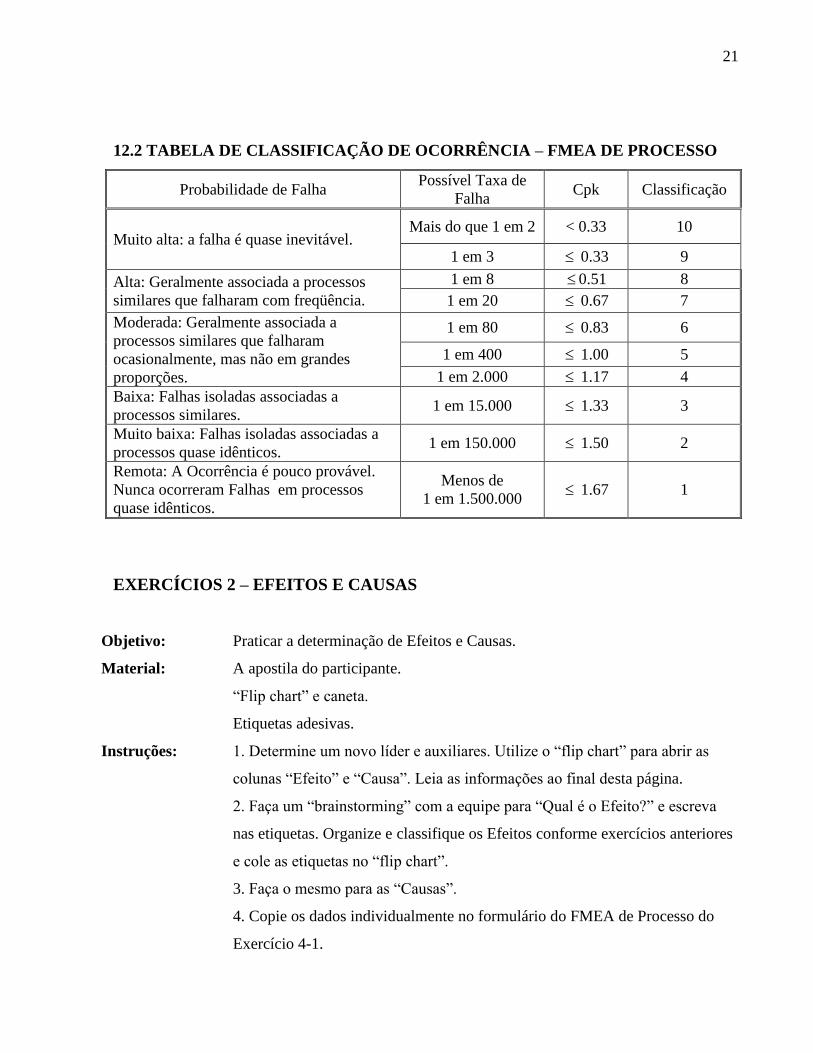
12.2 TABELA DE CLASSIFICAÇÃO DE OCORRÊNCIA – FMEA DE PROCESSO
Probabilidade de Falha Possível Taxa de
Falha Cpk Classificação
Muito alta: a falha é quase inevitável. Mais do que 1 em 2 < 0.33 10
1 em 3 0.33 9
Alta: Geralmente associada a processos
similares que falharam com freqüência.
1 em 8 0.51 8
1 em 20 0.67 7
Moderada: Geralmente associada a
processos similares que falharam
ocasionalmente, mas não em grandes
proporções.
1 em 80 0.83 6
1 em 400 1.00 5
1 em 2.000 1.17 4
Baixa: Falhas isoladas associadas a
processos similares. 1 em 15.000 1.33 3
Muito baixa: Falhas isoladas associadas a
processos quase idênticos. 1 em 150.000 1.50 2
Remota: A Ocorrência é pouco provável.
Nunca ocorreram Falhas em processos
quase idênticos.
Menos de
1 em 1.500.000 1.67 1
EXERCÍCIOS 2 – EFEITOS E CAUSAS
Objetivo: Praticar a determinação de Efeitos e Causas.
Material: A apostila do participante.
“Flip chart” e caneta.
Etiquetas adesivas.
Instruções: 1. Determine um novo líder e auxiliares. Utilize o “flip chart” para abrir as
colunas “Efeito” e “Causa”. Leia as informações ao final desta página.
2. Faça um “brainstorming” com a equipe para “Qual é o Efeito?” e escreva
nas etiquetas. Organize e classifique os Efeitos conforme exercícios anteriores
e cole as etiquetas no “flip chart”.
3. Faça o mesmo para as “Causas”.
4. Copie os dados individualmente no formulário do FMEA de Processo do
Exercício 4-1.
22
5. Você tem 10 minutos para completar esta tarefa.
Voltando ao Exercício:
É sabido que no ano passado tivemos alguns problemas de procedimento interno, que
permitiram que o molde que dá forma à peça fosse incorretamente especificado
dimensionalmente. Houve também alguns casos onde os protótipos eram corretos, mas na
produção inicial algumas peças estavam fora de especificação. Através do uso, enfrentamos
situações onde ocorreram no molde danos e desajustes acima da média esperada. Também
observamos variações na entrada de material que afetaram dimensões da peça (retração).
12.3 CONTROLES ATUAIS DO PROCESSO
Controles do processo descrevem controles que previnem ou detectam a possibilidade da
Ocorrência de um Modo de Falha.
Estes controles podem ser, por exemplo, dispositivos à prova de falha, CEP ou ainda
avaliações “pós-processo”. Esta avaliação pode ocorrer na operação em estudo ou nas operações
subseqüentes.
Três tipos de Controles do Processo devem ser considerados, nesta ordem:
1. Prevenir a Ocorrência de Causa/Modo de Falha/Efeito ou reduzir a sua freqüência.
2. Detectar a Causa e conduzir as Ações Corretivas.
3. Detectar o Modo de Falha.
A identificação de Controles do Processo deve começar com os Modos de Falhas/Causas
que têm a maior combinação Severidade/Ocorrência.
Exemplos:
Inspeções
Auditorias
CEP
Dispositivos Automáticos
Poka-Yoke
Verificação de Set-Up
23
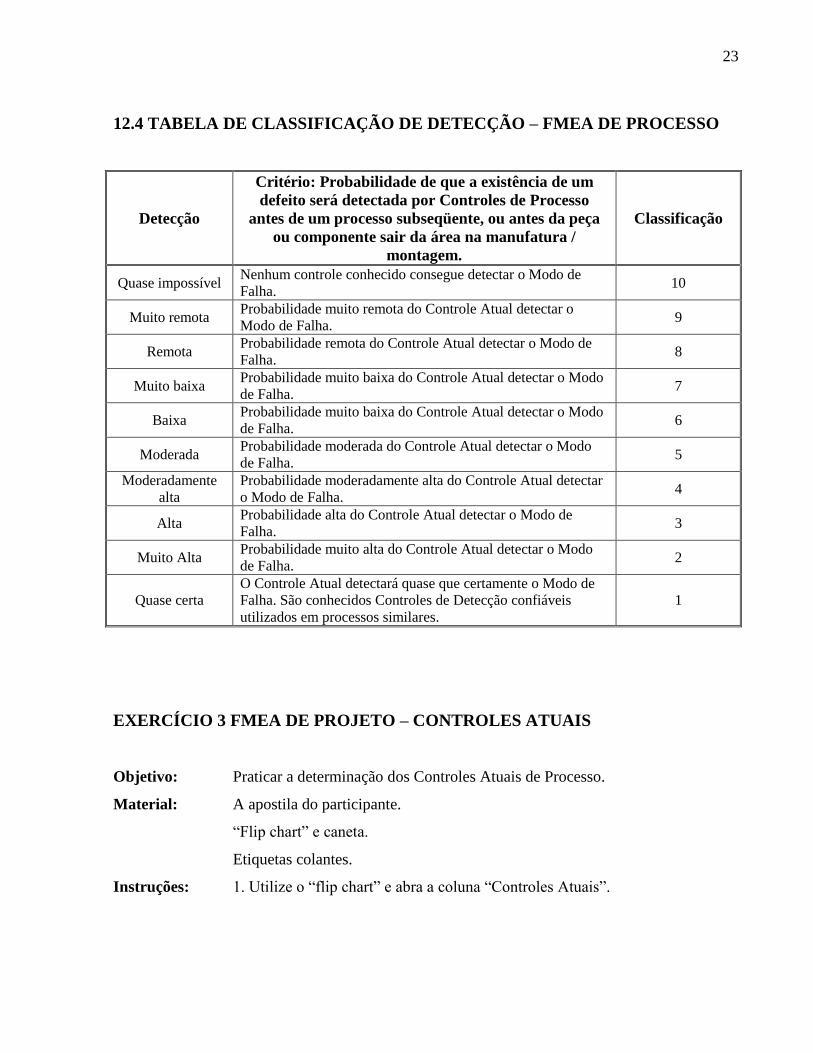
12.4 TABELA DE CLASSIFICAÇÃO DE DETECÇÃO – FMEA DE PROCESSO
Detecção
Critério: Probabilidade de que a existência de um
defeito será detectada por Controles de Processo
antes de um processo subseqüente, ou antes da peça
ou componente sair da área na manufatura /
montagem.
Classificação
Quase impossível Nenhum controle conhecido consegue detectar o Modo de
Falha. 10
Muito remota Probabilidade muito remota do Controle Atual detectar o
Modo de Falha. 9
Remota Probabilidade remota do Controle Atual detectar o Modo de
Falha. 8
Muito baixa Probabilidade muito baixa do Controle Atual detectar o Modo
de Falha. 7
Baixa Probabilidade muito baixa do Controle Atual detectar o Modo
de Falha. 6
Moderada Probabilidade moderada do Controle Atual detectar o Modo
de Falha. 5
Moderadamente
alta
Probabilidade moderadamente alta do Controle Atual detectar
o Modo de Falha. 4
Alta Probabilidade alta do Controle Atual detectar o Modo de
Falha. 3
Muito Alta Probabilidade muito alta do Controle Atual detectar o Modo
de Falha. 2
Quase certa
O Controle Atual detectará quase que certamente o Modo de
Falha. São conhecidos Controles de Detecção confiáveis
utilizados em processos similares.
1
EXERCÍCIO 3 FMEA DE PROJETO – CONTROLES ATUAIS
Objetivo: Praticar a determinação dos Controles Atuais de Processo.
Material: A apostila do participante.
“Flip chart” e caneta.
Etiquetas colantes.
Instruções: 1. Utilize o “flip chart” e abra a coluna “Controles Atuais”.
24
2. Faça um “brainstorming” para determinar possíveis “Controles Atuais” e
escreva nas etiquetas colantes. Organize os “Controles Atuais” e classifique-os
conforme a tabela de Detecção. Cole as etiquetas no “flip chart”.
3. Copie os dados do “flip chart” individualmente no formulário do FMEA de
Processo do Exercício 4-1.
4. você tem 5 minutos para completar esta tarefa.
13 SEVERIDADE, OCORRÊNCIA, DETECÇÃO E RPN
Os números para Severidade, Ocorrência e Detecção serão obtidos das tabelas descritas
posteriormente.
Controles Especiais: Controles Especiais devem aparecer nas Ações
Recomendadas.
Controles Especiais não são controles normais ou
corriqueiros.
A classificação de Severidade 9 ou 10 gera três ações:
1. Determinar Causa Raiz.
2. Inserir a classificação na coluna correspondente.
3. Uma Ação Recomendada pró-ativa deve ser tomada no processo.
YC S = 9,10 Quando Controles Especiais não são necessários.
A equipe pode decidir pela manutenção ou remoção do YC.
S = 9,10 Quando Controles Especiais são requeridos.
Os seguintes itens são necessários para maior combinação dos números de severidade e
Ocorrência (assumindo que não existe nenhuma classificação 9 ou 10 de Severidade):
1. Determinar a Causa Raiz.
2. Inserir a classificação na coluna correspondente, quando apropriado.
3. Uma Ação Recomendada pró-ativa deve ser tomada.
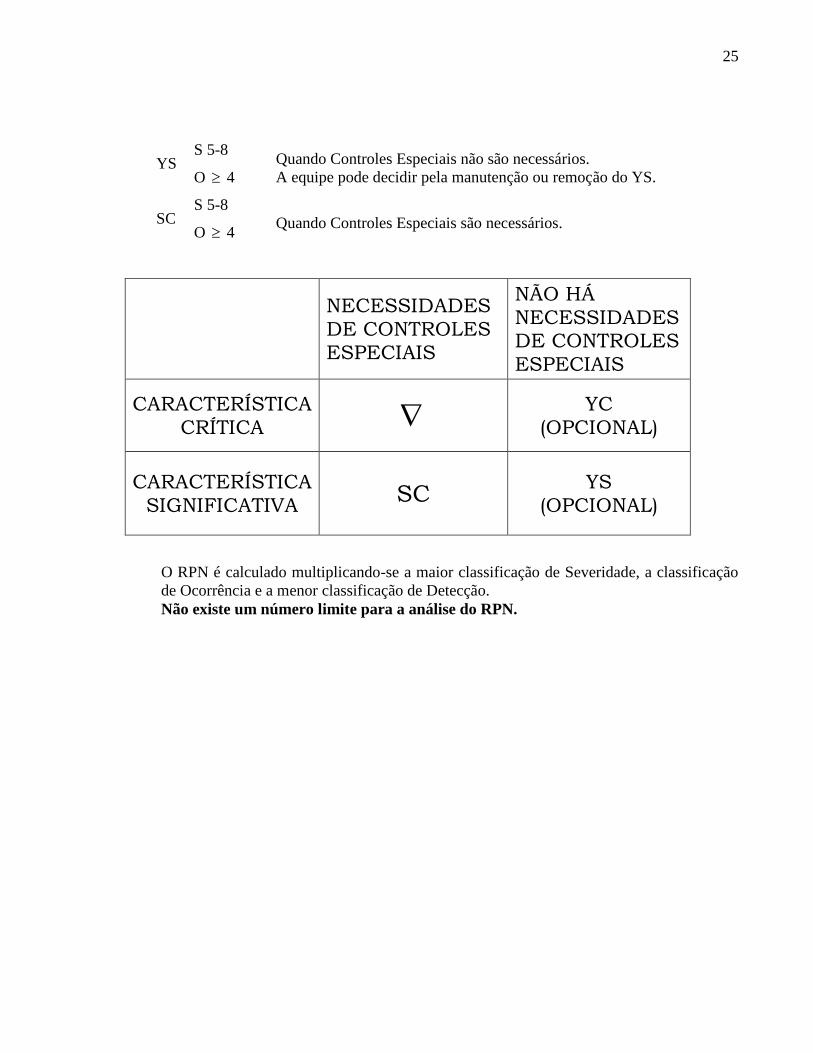
25
YS S 5-8
O 4
Quando Controles Especiais não são necessários.
A equipe pode decidir pela manutenção ou remoção do YS.
SC S 5-8
O 4 Quando Controles Especiais são necessários.
NECESSIDADES DE CONTROLES ESPECIAIS
NÃO HÁ NECESSIDADES DE CONTROLES ESPECIAIS
CARACTERÍSTICA CRÍTICA
YC (OPCIONAL)
CARACTERÍSTICA
SIGNIFICATIVA SC
YS
(OPCIONAL)
O RPN é calculado multiplicando-se a maior classificação de Severidade, a classificação
de Ocorrência e a menor classificação de Detecção.
Não existe um número limite para a análise do RPN.
26
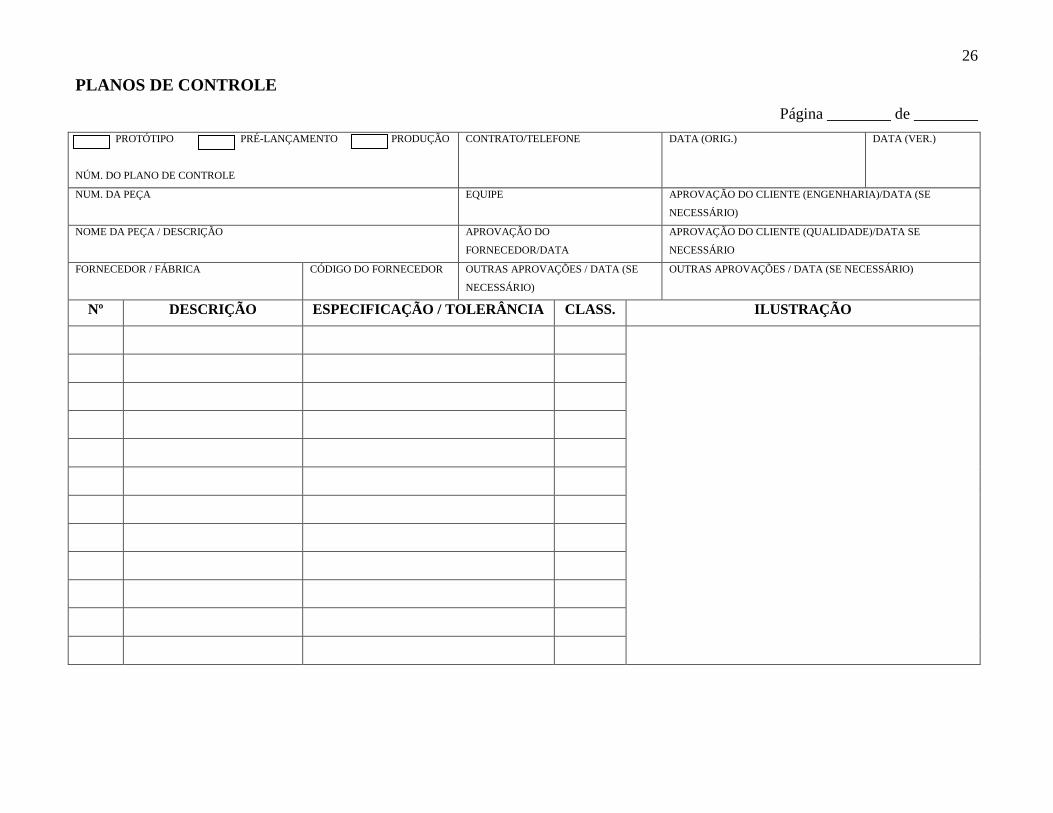
PLANOS DE CONTROLE
Página ________ de ________
PROTÓTIPO PRÉ-LANÇAMENTO PRODUÇÃO
NÚM. DO PLANO DE CONTROLE
CONTRATO/TELEFONE DATA (ORIG.) DATA (VER.)
NUM. DA PEÇA EQUIPE APROVAÇÃO DO CLIENTE (ENGENHARIA)/DATA (SE
NECESSÁRIO)
NOME DA PEÇA / DESCRIÇÃO APROVAÇÃO DO
FORNECEDOR/DATA
APROVAÇÃO DO CLIENTE (QUALIDADE)/DATA SE
NECESSÁRIO
FORNECEDOR / FÁBRICA CÓDIGO DO FORNECEDOR OUTRAS APROVAÇÕES / DATA (SE
NECESSÁRIO)
OUTRAS APROVAÇÕES / DATA (SE NECESSÁRIO)
Nº DESCRIÇÃO ESPECIFICAÇÃO / TOLERÂNCIA CLASS. ILUSTRAÇÃO
27
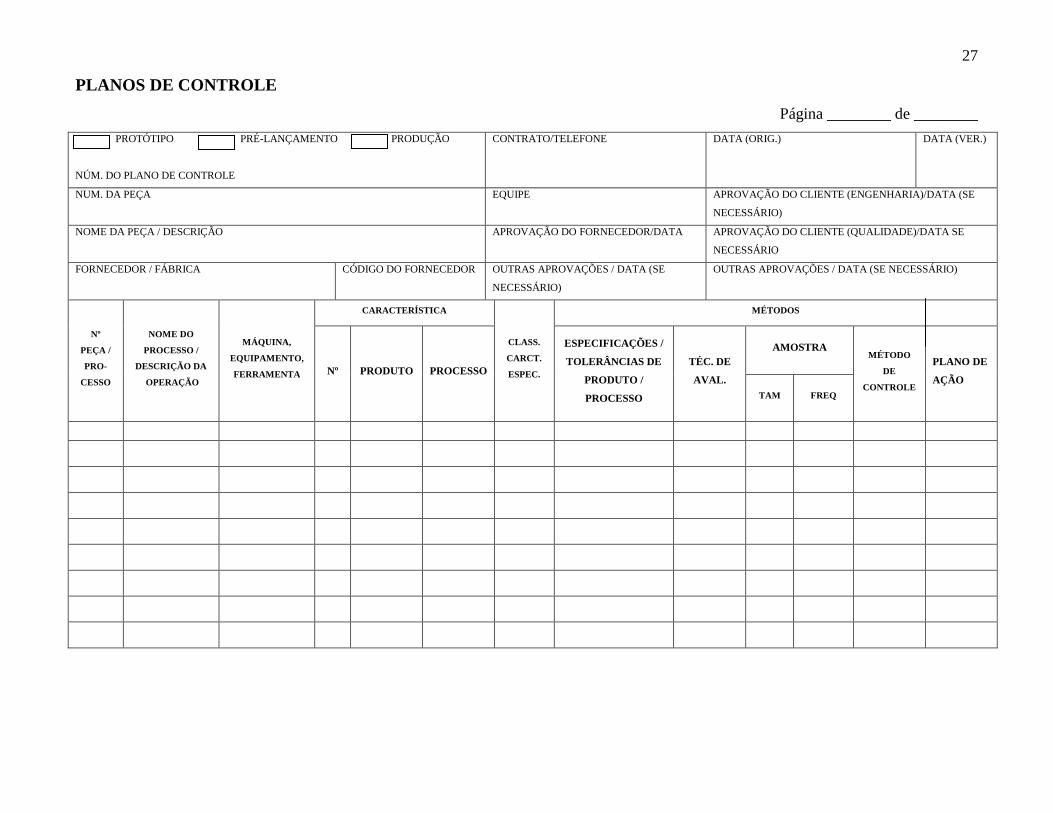
PLANOS DE CONTROLE
Página ________ de ________
PROTÓTIPO PRÉ-LANÇAMENTO PRODUÇÃO
NÚM. DO PLANO DE CONTROLE
CONTRATO/TELEFONE DATA (ORIG.) DATA (VER.)
NUM. DA PEÇA EQUIPE APROVAÇÃO DO CLIENTE (ENGENHARIA)/DATA (SE
NECESSÁRIO)
NOME DA PEÇA / DESCRIÇÃO APROVAÇÃO DO FORNECEDOR/DATA APROVAÇÃO DO CLIENTE (QUALIDADE)/DATA SE
NECESSÁRIO
FORNECEDOR / FÁBRICA CÓDIGO DO FORNECEDOR OUTRAS APROVAÇÕES / DATA (SE
NECESSÁRIO)
OUTRAS APROVAÇÕES / DATA (SE NECESSÁRIO)
Nº
PEÇA /
PRO-
CESSO
NOME DO
PROCESSO /
DESCRIÇÃO DA
OPERAÇÃO
MÁQUINA,
EQUIPAMENTO,
FERRAMENTA
CARACTERÍSTICA
CLASS.
CARCT.
ESPEC.
MÉTODOS
Nº PRODUTO PROCESSO
ESPECIFICAÇÕES /
TOLERÂNCIAS DE
PRODUTO /
PROCESSO
TÉC. DE
AVAL.
AMOSTRA MÉTODO
DE
CONTROLE
PLANO DE
AÇÃO
TAM FREQ
28
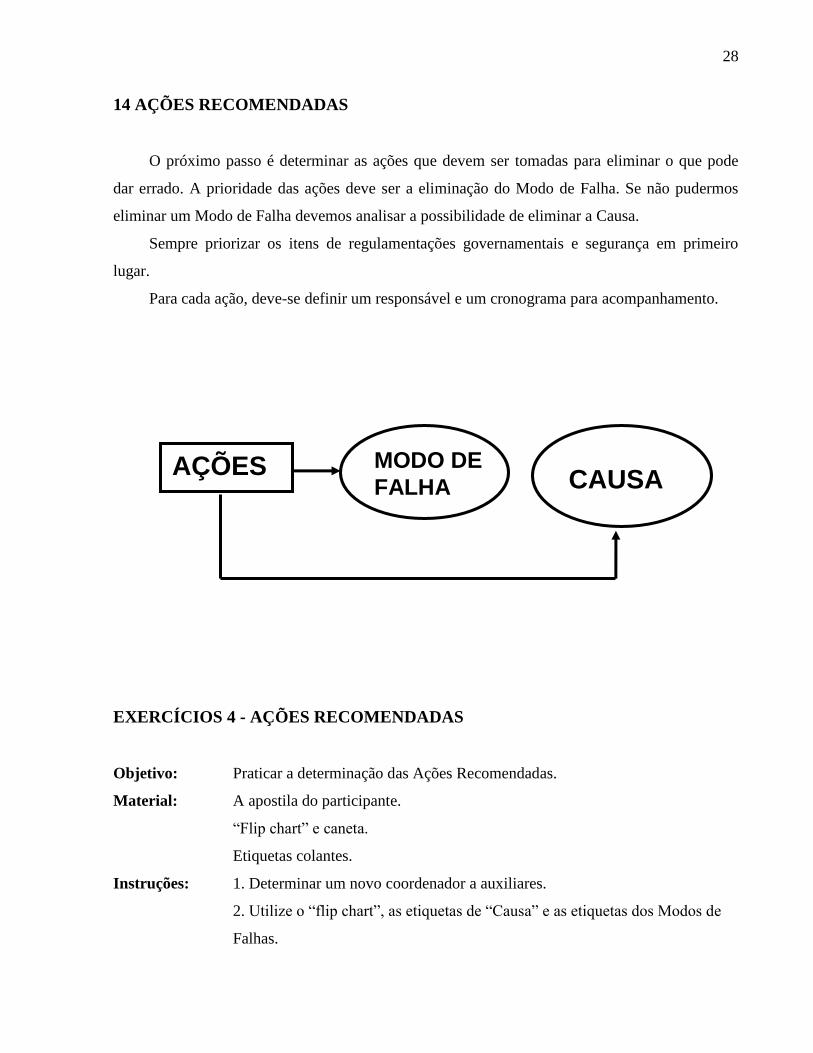
14 AÇÕES RECOMENDADAS
O próximo passo é determinar as ações que devem ser tomadas para eliminar o que pode
dar errado. A prioridade das ações deve ser a eliminação do Modo de Falha. Se não pudermos
eliminar um Modo de Falha devemos analisar a possibilidade de eliminar a Causa.
Sempre priorizar os itens de regulamentações governamentais e segurança em primeiro
lugar.
Para cada ação, deve-se definir um responsável e um cronograma para acompanhamento.
EXERCÍCIOS 4 - AÇÕES RECOMENDADAS
Objetivo: Praticar a determinação das Ações Recomendadas.
Material: A apostila do participante.
“Flip chart” e caneta.
Etiquetas colantes.
Instruções: 1. Determinar um novo coordenador a auxiliares.
2. Utilize o “flip chart”, as etiquetas de “Causa” e as etiquetas dos Modos de
Falhas.
AÇÕES MODO DE
FALHA CAUSA
29
3. Realize um “brainstorming” para “Ações” que eliminem Modos de
Falhas ou Causas. Coloque as “ Ações “ no “flip chart”.
4. Copiar os dados individualmente do “flip chart” para o formulário do
FMEA de Processo do Exercício 4-1.
5. Você tem 5 minutos para completar esta tarefa.
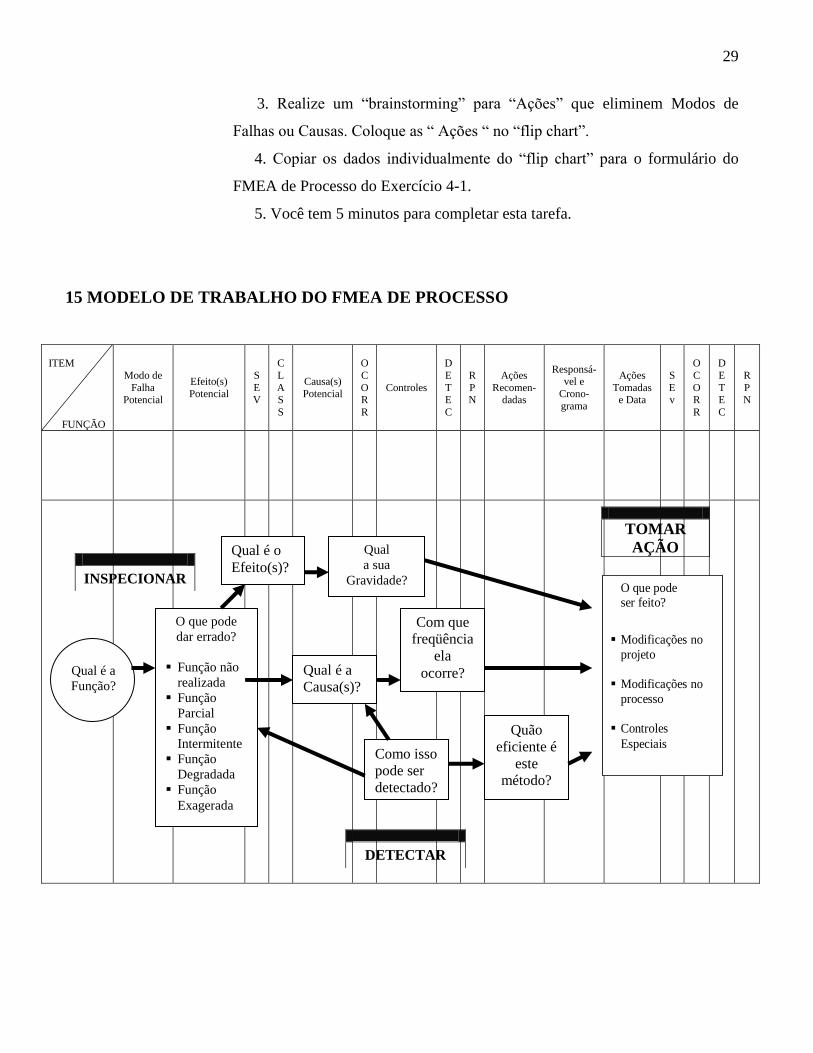
15 MODELO DE TRABALHO DO FMEA DE PROCESSO
ITEM
FUNÇÃO
Modo de
Falha Potencial
Efeito(s)
Potencial
S
E V
C
L
A S
S
Causa(s)
Potencial
O
C
O R
R
Controles
D
E
T E
C
R
P N
Ações
Recomen- dadas
Responsá- vel e
Crono-
grama
Ações
Tomadas e Data
S
E v
O
C
O R
R
D
E
T E
C
R
P N
INSPECIONAR
Qual é a
Função?
O que pode
dar errado?
Função não
realizada
Função
Parcial
Função
Intermitente
Função
Degradada
Função
Exagerada
Qual é o
Efeito(s)?
Qual é a
Causa(s)?
Qual
a sua
Gravidade?
Com que
freqüência
ela
ocorre?
Como isso
pode ser
detectado?
Quão
eficiente é
este
método?
TOMAR
AÇÃO
O que pode
ser feito?
Modificações no
projeto
Modificações no
processo
Controles
Especiais
DETECTAR
EXERCÍCIO 5 –– REVISÃO
Objetivo: Reforçar os princípios mais importantes do Módulo 4.
Material: A apostila do participante, Módulo 4.
Instruções: Preencha os espaços ou circule a resposta apropriada.
4.1 Em que evento do Cronograma Recomendado deve ser iniciado o FMEA de Processo?
a. PI (Implementação do Programa)
b. TD (Decisão do Tema)
c. PD (Definição do Programa)
d. PR (Desenvolvimento do Protótipo)
4.2 Cite uma entrada do FMEA de Processo.
1. ______________________________________________________
4.3 Qual das alternativas abaixo é uma das atribuições de uma equipe, quando do início dos
resultados de um FMEA?
a. Determinar escopo.
b. Determinar objetivos.
c. Determinar atividades dos participantes.
d. Todas as Alternativas.
4.4 A coluna de resultados de um fluxograma de processo transforma-se em _____________
quando escrita com sentido negativo:
a. Modo de Falha de Processo.
b. Descrição/Propósito do Processo.
c. Efeito da Falha
d. Causa da Falha.
31
4.5 O objetivo da Matriz de Característica da peça é:
a. Determinar quais funções da peça são afetadas por quais operações do processo.
b. responder a questão: “Qual é a característica do processo?”.
c. Cruzar necessidades da função da peça com a função do processo.
d. Identificar operações que direta ou indiretamente afetam a característica de uma peça.
4.6 Circule duas características da descrição de processo:
a. É a negativa da coluna direita do fluxograma de processo.
b. Contém o propósito do processo ou operação que está sendo analisada.
c. Inclui fontes de entrada de variações.
d. Operações com diferentes Modos de Falhas potenciais são listadas separadamente.
4.7 O Modo de Falha do processo é uma descrição da razão pela qual:
a. Uma operação pode falhar em desenvolver sua função.
b. Uma peça é rastreada e devolvida.
c. Uma peça é rejeitada.
d. O materiais é rejeitado
4.8 A Causa de um Mofo de Falha em um FMEA de Processo é o(a):
a. Deficiência do Projeto que resulta em Modo de Falha.
b. Interface ou interação entre elementos.
c. deficiência do Projeto que resulta num Efeito de uma Falha.
d. Deficiência de fabricação ou montagem que resulta num Modo de Falha.
4.8 Existem dois fatores que uma equipe de FMEA deve considerar durante um “brainstorming”
para determinar a Causa de uma Falha num FMEA de Processo. Qual das alternativas abaixo
NÃO é um deles:
a. Assumir que peças/materiais de entrada são corretos
b. Assumir que o projeto pode ser mudado.
c. Assumir que pode haver variação nas fontes de entrada.
32
4.10 Para melhorar a Detectar, minha Ação Recomendada pode incluir um sistema automático de
inspeção visual.
Verdadeiro ou Falso
4.11 Todas as potenciais Ações Recomendadas para o FMEA de Processo são as mesmas do
FMEA de Projeto:
Verdadeiro ou Falso
4.12 Um Modo de Falha com Efeito de Parada de linha de produção receberia uma classificação
de Severidade:
a. 3
b. 8
c. 5
d. 9
4.13 Você está conduzindo um FMEA de Processo e pesquisando a classificação da Ocorrência
utilizando valores reais de produção de um processo similar. Para uma Causa específica, você
encontra o valor de 1 em 20. qual classificação de Ocorrência você indicaria para esta Causa?
a. 7
b. 8
c. 9
d. 10
4.14 Qual das seguintes Ações NÃO reduzirá a classificação da Ocorrência num FMEA de
Processo.
a. Mudar o projeto.
b. Implementar inspeção 100%
4.15 Qual dos símbolos abaixo é utilizado para marcar Características Críticas que requerem
Controles Especiais no FMEA de Processo?
a. SC
b. YS
c.
d. yc
33
4.16 Cite um item que é levado ao Plano de Controle através do FMEA de Processo.
1. ________________________________________________________________
4.17 As classificações de Detecção e RPNs do FMEA de Processo são similares aos utilizados no
FMEA de Projeto.
Verdadeiro ou Falso
16 RESUMO
FMEA de Processo – Objetivos e Cronogramas.
Utilizado para analisar processos de fabricação ou montagem.
Identifica Características Especiais e auxilia no desenvolvimento dos Planos de
Controle.
Estabelece prioridades para ações de melhoria do processo.
FMEAs de Processo devem ser iniciados quando os desenhos preliminares do produto
estiverem disponíveis.
FMEA de Processo – Entradas, Resultados e Associações.
Dados de entrada incluem a lista de Funções do Produto proveniente do FMEA de
Projeto, além de Modos de Falhas, Causas e Controles identificadas em FMEAs de
Processo anteriores.
Resultados incluem uma lista de ações no processo que têm como objetivo eliminar
Causas de Modos de Falha do produto ou reduzir sua taxa de Ocorrência.
Confirma Característica Especiais com os respectivos Controles Especiais.
Tarefas iniciais da equipe como a estruturação do escopo são similares às do FMEA de
Projeto.
34
Fluxogramas de Processo são Utilizados para representar em palavras e gráficos a seqüência
proposta de etapas na operação em questão. A informação esclarece a seqüência para os
membros da equipe, assegurando uma discussão focalizada.
A Matriz de Característica da peça é utilizada para descrever quais etapas no fluxo do
processo afetam quais características.
A Função do processo contém as seguintes características:
O objetivo do processo ou operação a ser analisado.
Operações com diferentes Modos de Falhas potenciais são listadas separadamente.
Modos de Falhas são desenvolvidas utilizando Função não Realizada, Intermitente, Parcial,
Degradada e Exagerada.
Duas suposições devem ser assumidas para a determinação das Causas:
Assumir que peças e materiais para a operação são corretos.
Considerar as fontes de variações de entrada.
As três categorias de Efeitos são: Pequena Insatisfação do Cliente/Outros Sistemas,
Insatisfação do Cliente/Veículo e Governo/Segurança.
A prioridade para as Ações no FMEA de Processo é similar para o FMEA de Projeto e deve
ser eliminar os Modos de Falha.
Classificação de Severidade, Ocorrência e Detecção variam de 1 a 10 e podem ser
encontradas nas tabelas discutidas anteriormente.
Existem quanto possíveis Características Especiais que podem ser determinados em um
FMEA de Processo. Necessidade de Controles Especiais é um dos fatores de diferenciação
para a utilização de cada símbolo.
A classificação da Detecção e cálculo do RPN é similar entre FMEAs de Projeto e
Processo.
As informações de Classificação e Controles Especiais desenvolvidas no FMEA de
Processo servirão de entrada para o Plano de Controle.
35
CONCLUSÃO
O FMEA é uma abordagem sistemática que aplica um método tabular para identificar
potenciais Modos de Falhas e seus Efeitos. Os FMEAs de Processo analisam processos de
fabricação e de montagem. Os FMEAS melhoram a qualidade, confiabilidade, segurança e
satisfação do cliente, além de prover documentação e histórico. Identificam potenciais Modos de
Falhas que podem afetar a Segurança, as Regulamentações Governamentais, a Fabricação ou
Montagem e o Cliente. Resultados naturais dos FMEAs incluem listas de Modos de Falhas
potenciais de processo, Características Significativas, Controles Especiais e Ações
Recomendadas para reduzir ou eliminar Falhas e suas Causas.