experimentos planejados para a melhoria do processohlachos/planejamento.pdf · 4. altura da onda de...
TRANSCRIPT
Experimentos planejados para a Experimentos planejados para a melhoria do processomelhoria do processo
Victor Hugo Victor Hugo LachosLachos DDáávilavila
AULA:AULA:
CampinasCampinas20072007
2
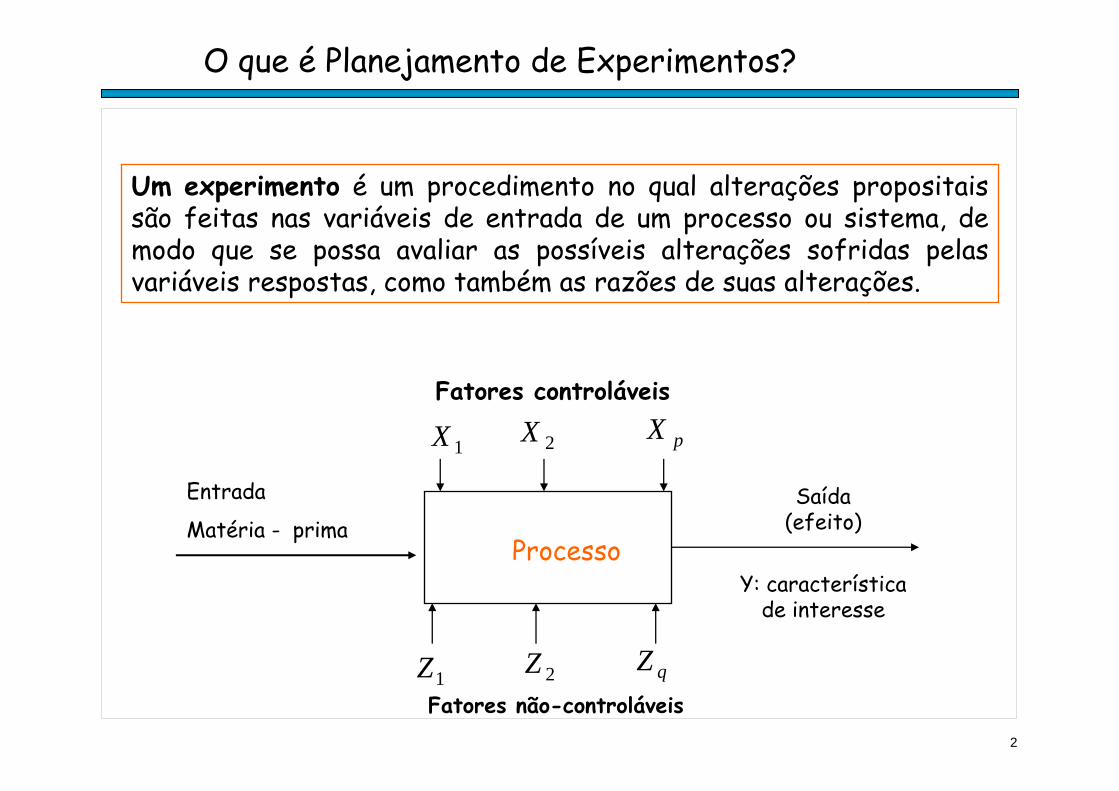
Processo
Entrada
Matéria - primaSaída
(efeito)
Y: característica de interesse
Fatores controláveis
Fatores não-controláveis
Um experimento é um procedimento no qual alterações propositais são feitas nas variáveis de entrada de um processo ou sistema, de modo que se possa avaliar as possíveis alterações sofridas pelas variáveis respostas, como também as razões de suas alterações.
O que é Planejamento de Experimentos?
1X 2X pX
1Z 2Z qZ
3
Objetivos de um experimento planejado:
1. Determinar que variáveis tem maior influência na resposta
2. Determinar o melhor valor de X que influencia Y, de modo que Y esteja próximo do valor nominal desejado.
3. Determinar o melhor valor de X que influencia Y, de modo que a variabilidade de Y seja pequena.
4. Determinar o melhor valor de X que influencia Y, de modo que minimize os efeitos das variáveis não controladas.
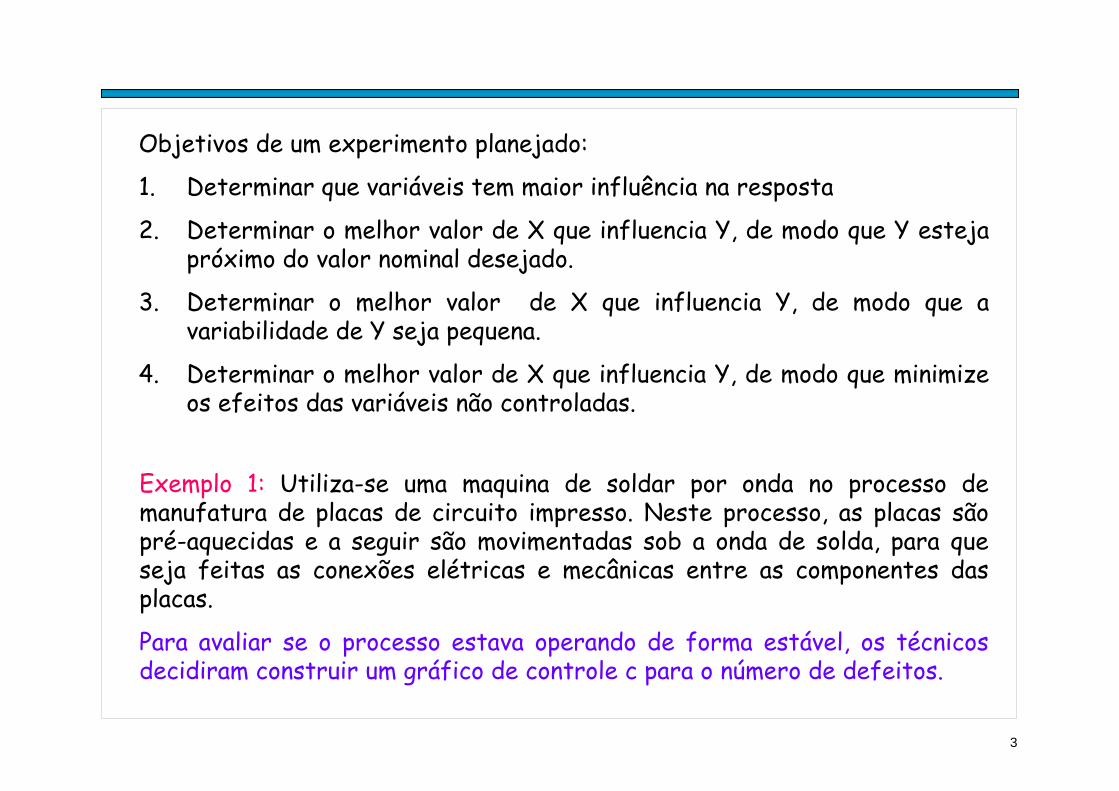
Exemplo 1: Utiliza-se uma maquina de soldar por onda no processo de manufatura de placas de circuito impresso. Neste processo, as placas são pré-aquecidas e a seguir são movimentadas sob a onda de solda, para que seja feitas as conexões elétricas e mecânicas entre as componentes das placas.
Para avaliar se o processo estava operando de forma estável, os técnicos decidiram construir um gráfico de controle c para o número de defeitos.

4
Numero de amostra
Número de defeitos
Numero de amostra
Número de defeitos
1 21 14 19 2 24 15 10 3 16 16 17 4 12 17 13 5 15 18 22 6 5 19 18 7 28 20 39 8 20 21 30 9 31 22 24 10 25 23 16 11 20 24 19 12 24 25 17 13 16 26 15
Tabela: Número de defeitos em amostras de 100 placas de circuito impresso.
5
20100
40
30
20
10
0
Sample Number
Sam
ple
Cou
nt
1
1
U=19.85
3.0SL=33.21
-3.0SL=6.481
de temperaProblemas no controle
Erro de inspe ão
Figura: Gráfico de controle para o número de defeitos em amostras de 100 placas de circuito impresso.

6
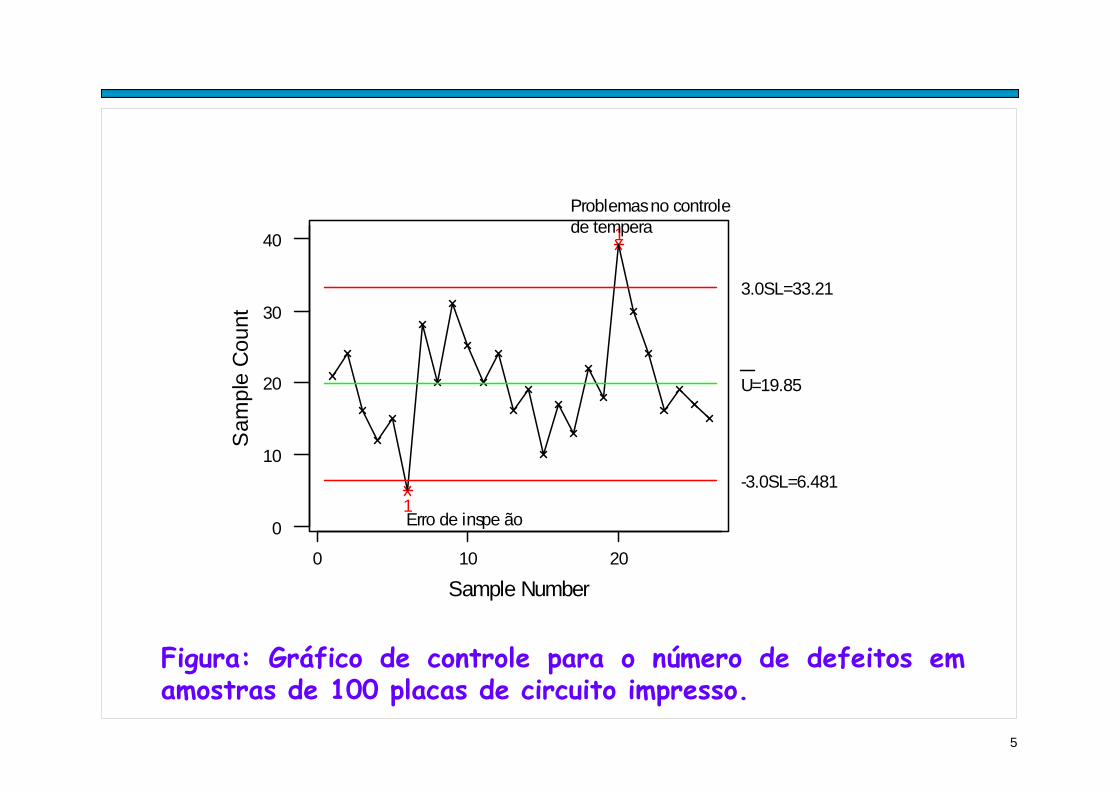
Excluindo a amostra 6 e 20, os limites de controle são:
ccLSC
cLMccLSC
3
3
−=
=+=
37,667,19367,19
67,1997,3267,19367,19
=−=
==+=
LSC
LMLSC
67,1924
472==c
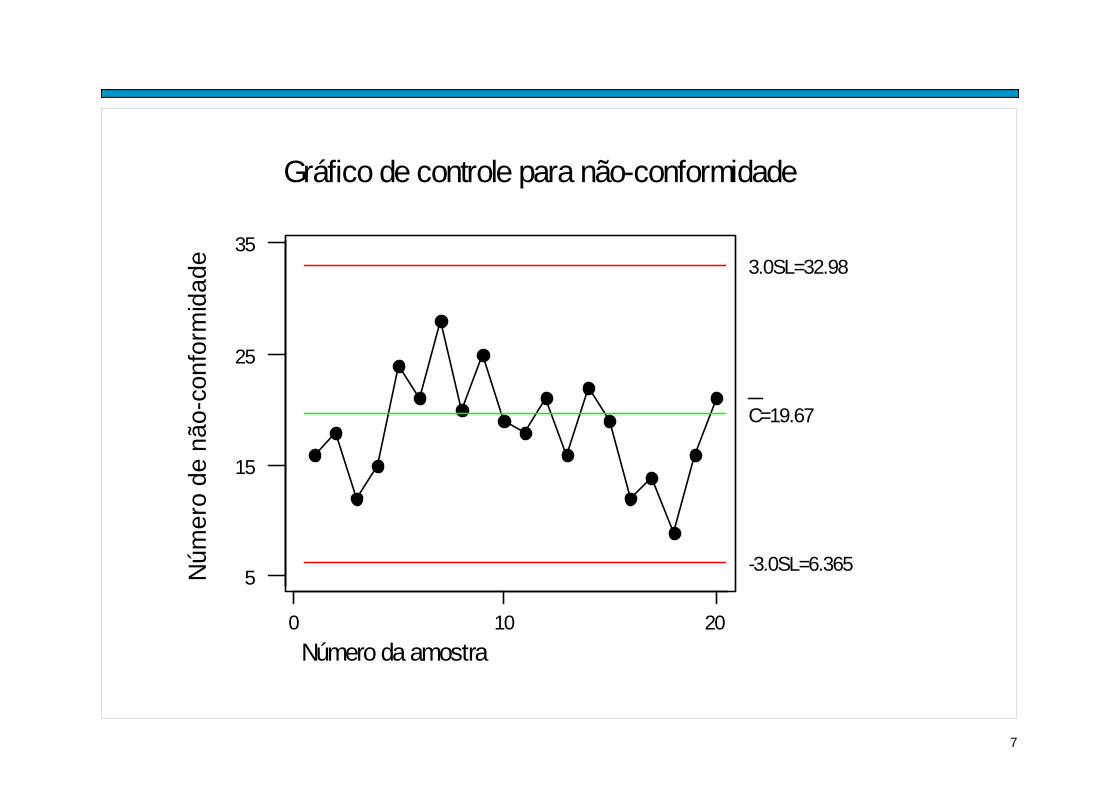
Suponha que vinte novas amostras, cada uma consistindo em uma unidade de inspeção (100 placas), são coletados: 16, 18, 12, 15, 24, 21,28, 20, 25, 19, 18, 21, 16, 22, 19, 12, 14, 9, 16, 21.
7
20100
35
25
15
5
Número da amostra
Núm
ero
de n
ão-c
onfo
rmid
ade
Gráfico de controle para não-conformidade
C=19.67
3.0SL=32.98
-3.0SL=6.365

8
O número de defeitos por unidade era inaceitável alto. (19,67/100≈0,20)
Como melhorar o nível de qualidade do processo?
Como diminuir o elevado número de defeitos nas placas de circuito impresso?
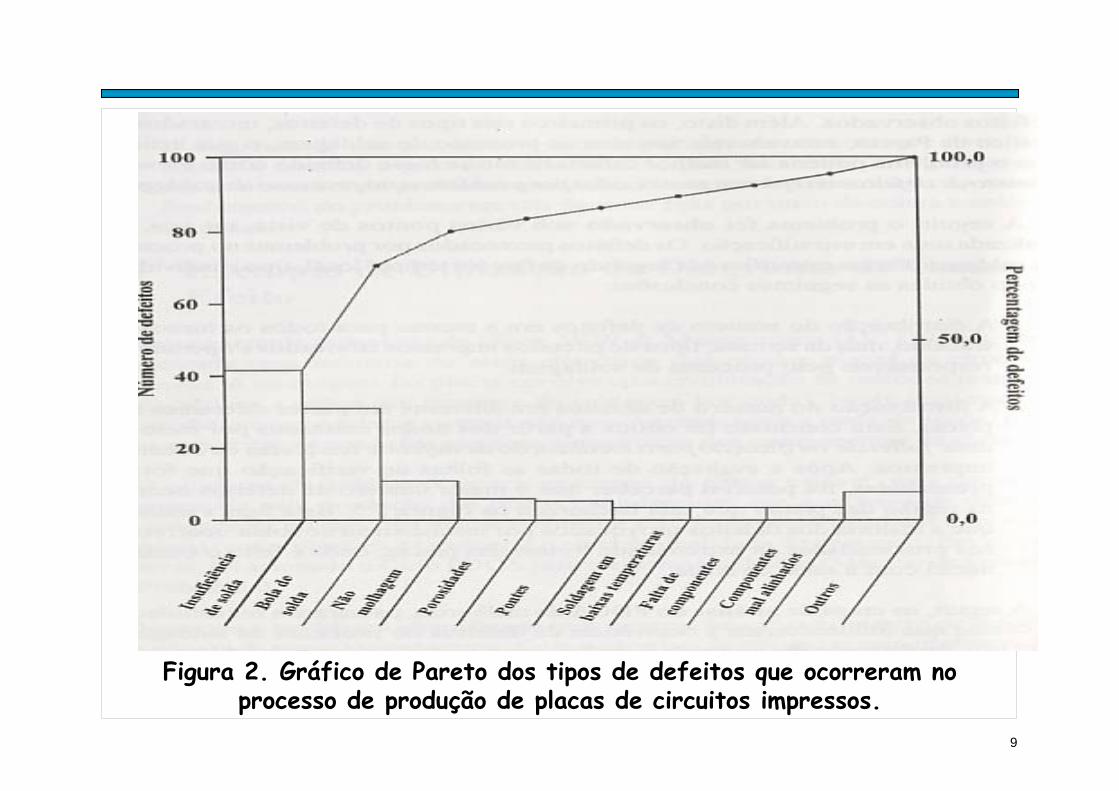
Com objetivo de visualizar o problema de forma mais clara, que permita a adoção de medidas corretivas, construi-se um gráfico de Pareto para identificar os tipos de defeitos mas frequentes.
9
Figura 2. Gráfico de Pareto dos tipos de defeitos que ocorreram no processo de produção de placas de circuitos impressos.

10
O problema foi observado sob vários pontos de vista, ou seja, foi realizada uma estratificação. Os defeitos provocados por problemas no processo de soldagem foram estratificados segundo os fatores tempo, local, tipo e indivíduo sendo obtidas as seguintes conclusões:
1. A distribuição do número de defeitos era a mesma para os turnos de trabalho, dias de semana, tipos de circuitos impressos fabricados e operadores responsáveis pelo processo de soldagem.
2. A distribuição do número de defeitos era diferentes em partes diferentes das placas. Esta conclusão foi obtida a partir dos dados coletados por meio de uma folha de verificação para localização de defeitos nas placas de circuitos impressos.

11
Figura 3. Região de maior ocorrência de defeitos nas placas de circuitos impressos

12
A seguir, passaram a ser estudadas as causas que influenciavam aocorrência de defeitos no processo de soldagem. Para isto, foi formado um grupo de trabalho, constituído pelo operador da maquina de solda, pelo seu supervisor e pelo engenheiro responsável pelo processo. Este grupo realizou um brainstormingbrainstorming e elaboraram o seguinte diagrama de causa e efeito.

13
Figura 4. Diagrama de Causa e Efeito para o processo de solda deplacas de circuitos impressos.
14
1. Temperatura de solda
2. Temperatura de pré-aquecimento
3. Velocidade do transportador
4. Altura da onda de solda
5. Inclinação do transportador
6. Densidade relativa do fluxo.
7. Forma de carregamento da esteira.
Como resultado do brainstorming e do estudo do diagrama de causa e efeito foram escolhidas as causas mais prováveis para o mal funcionamento do processo de soldagem. Dentre as causas que poderiam ser controladas, as seguintes foram classificadas como potencialmente influentes.

15
Além dessas causas controláveis, existiam algumas outras que não poderiam ser facilmente controlados durante as operações de rotina, mas que poderiam ser controladas com vistas à realização de um experimento. Algumas dessa causas não controláveis que poderiam estar afetando a ocorrência de defeitos nas placas de circuitos são:
1. Espessura das placas.
2. Tipos de componentes usados nas placa.
3. Orientação dos componentes.
4. Operador.
Com a finalidade de caracterizar a maquina de fluxo de solda pode-se realizar um experimento planejado para determinar que fatores (controláveis e não controláveis) afetam a ocorrência de defeitos nas placas de circuito impresso.

16
Exemplo 2:[Otimização de um Processo]
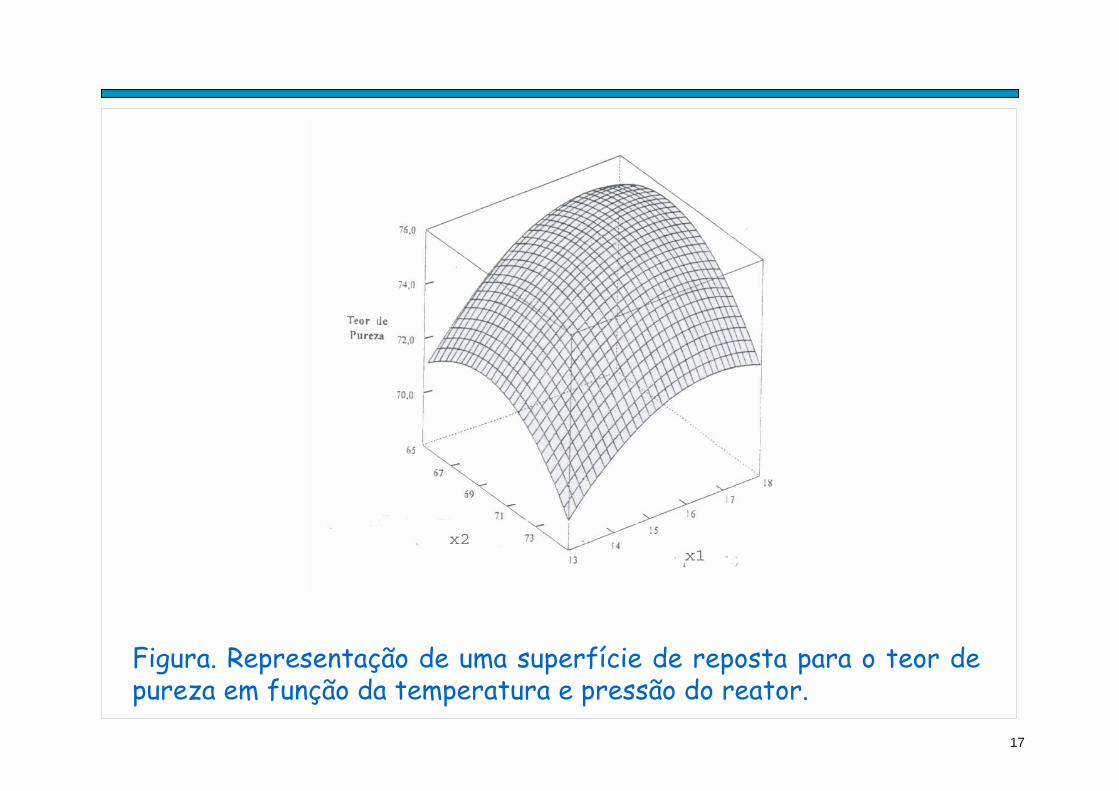
Suponha que temos interesse melhorar o teor de pureza de uma substância química (Y). Sabemos com base um experimento de caracterização que as duas variáveis mais importantes do processo que influem no teor de pureza é a pressão do reator (X1) e a temperatura do reator (X2). Neste caso estamos interessados em determinar os valores de X1 e X2 que levam à maximização do teor de pureza.
17
Figura. Representação de uma superfície de reposta para o teor de pureza em função da temperatura e pressão do reator.

18
Figura. Curvas de nível correspondente à superfície de resposta.

19
Princípios Básicos do Planejamento de Experimentos
Suponha que um engenheiro estava interessado em estudar o efeito por três diferentes banhos (meios) de têmpera – têmpera em água, em óleo e uma solução aquosa de cloreto de sódio (água salgada) – na dureza de um determinado tipo de aço. O objetivo era determinar qual banho de têmpera produzira a dureza máxima de aço. Para isto, o engenheiro decidiu submeter um determinado número de amostras da liga, que denominaremos corpos de prova, a cada meio de têmpera e a seguir mediu a dureza da liga. A dureza média dos corpos de prova submetidos a cada um dos banhos foi utilizada para determinar qual era o melhor meio de têmpera.
Ao analisar esse experimento o engenheiro detectou várias questões importantes que devia ser respondidas antes do inicio da coleta de dados.
1. Água, óleo e solução de cloreto de sódio são os únicos banhos de interesse no processo de têmpera?
2. Quantos corpos de prova devem ser submetidos a cada banho de têmpera?
3. De que modo os corpos de prova devem ser alocados aos três diferentes banhos e em que ordem os dados devem ser coletados?
4. Qual método de análise de dados deve ser utilizado?
5. Qual é a diferença entre as durezas médias das peças tratadas nos três banhos de têmpera será considerada significativa sob ponto de vista prático?

20
Os princípios básicos de um planejamento de experimentos são: Réplica, Aleatorização e Formação de Blocos
Réplica são repetições do experimento feitas sob as mesma condições experimentais
Aleatorização refere-se ao fato de que tanto a alocação do material experimental às diversas condições de experimentação, quanto a ardem segundo a qual os ensaios individuas do experimento serão realizados, são determinados ao acaso.
Formação de Blocos refere-se a formação de unidades experimentais homogêneos (blocos).

21
Terminologia Básica1. Unidade experimental, é a unidade básica para o qual será feita a medida
da resposta. No exemplo, cada unidade experimental corresponde a um corpo de prova do aço.
2. Fatores, são as variáveis cuja influência sobre a variável resposta estásendo estudada no experimento. No exemplo, há um único fator; banho de têmpera
3. Níveis de um fator, os diferentes modos de presença de um fator no estudo considerando. No exemplo, os níveis do fator banho de têmpera são: água, óleo, água salgada
4. Tratamento, são as combinações especificas do níveis de diferentes fatores. Quando há apenas um fator, os níveis desse fator corresponde aos tratamentos. No exemplo, os tratamentos são os próprios níveis deste fator(água, óleo e água salgada).
5. Ensaio, corresponde à aplicação de um tratamento a uma unidade experimental. No exemplo, cada ensaio consiste em tratar um corpo de prova em um determinado banho têmpera.
6. Variável resposta, é o resultado de interesse registrado após a realização de um ensaio. No exemplo, a variável resposta é a dureza do corpo de prova medida após a realização da têmpera.

22
Classificação dos planejamento experimentais
1. Pelo número de fatores a serem estudadas (por exemplo, um único fator ou vários fatores).
2. Pela estrutura do planejamento experimental ( por exemplo, planejamento em blocos, fatoriais, hierárquicos ou para superfícies de resposta).
3. Pelo tipo de informação que o experimento pode fornecer (por exemplo, estimava dos efeitos, estimativa da variância ou mapeamento empírico da resposta).

23
Experimentos Fatoriais
Por experimento fatorial se entende aquele em que se investigam todas possíveis combinações dos níveis dos fatores (tratamentos) em cada ensaio completo ou replica do experimento. Por exemplo, seexistem a níveis do fator A e b níveis do fator B, então cada replica do experimento contem todas as ab combinações dos níveis do fator A e B.
O efeito principal de um fator é definido como a mudança na resposta produzida por uma mudança no nível de um fator. Por exemplo considere os dados da seguinte tabela
Fator B (pressão do reator)
Fator A (temperatura de reator)
B1 (-) B2 (+) A1 (-) 32 52 A2 (+) 72 96
A variável resposta: teor de pureza (em %)

24
O efeito principal de A é a diferença entre a resposta média no nível alta A e a resposta média no nível mais baixo de A.
⇑=+
−+
=−= −+ 422
52322
9672AA
yyA

25
Similarmente, o efeito de B
⇑=+
−+
=−= −+ 222
72322
9652BB
yyA
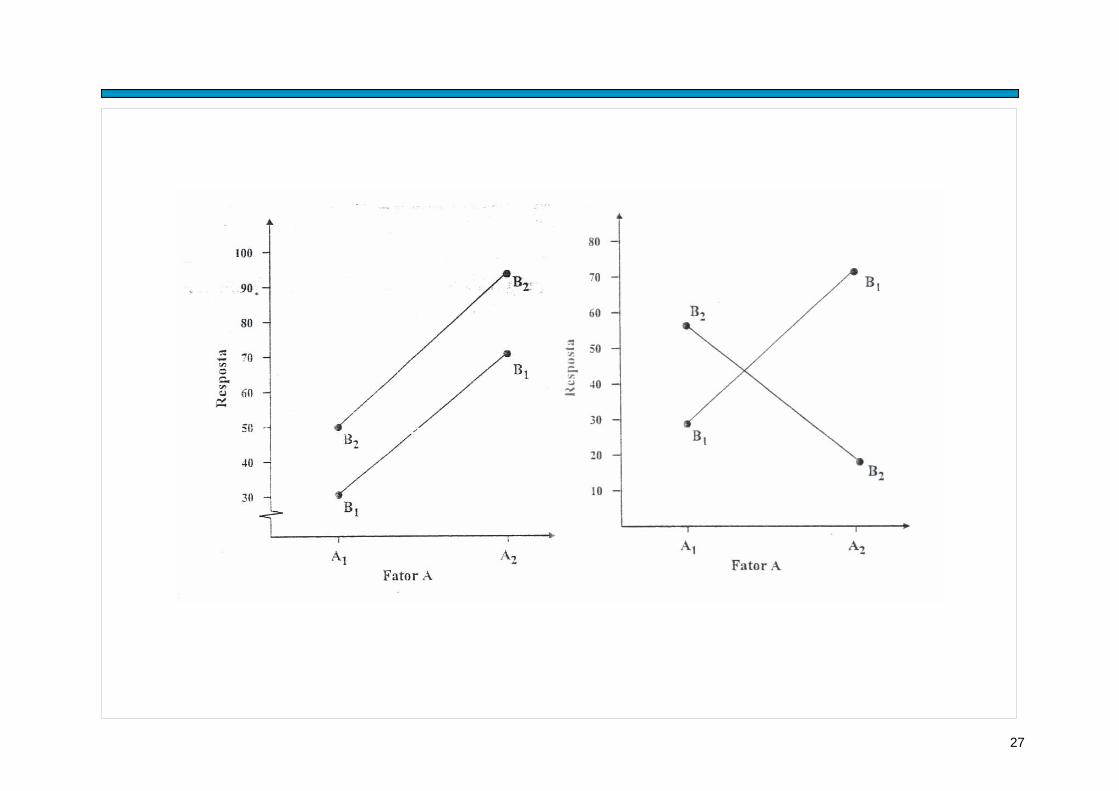
Em algumas situações a diferença entre os níveis de um fator não é mesma para todos níveis dos outros fatores. Quando isto ocorre dizemos que há iteração entre os fatores.
26
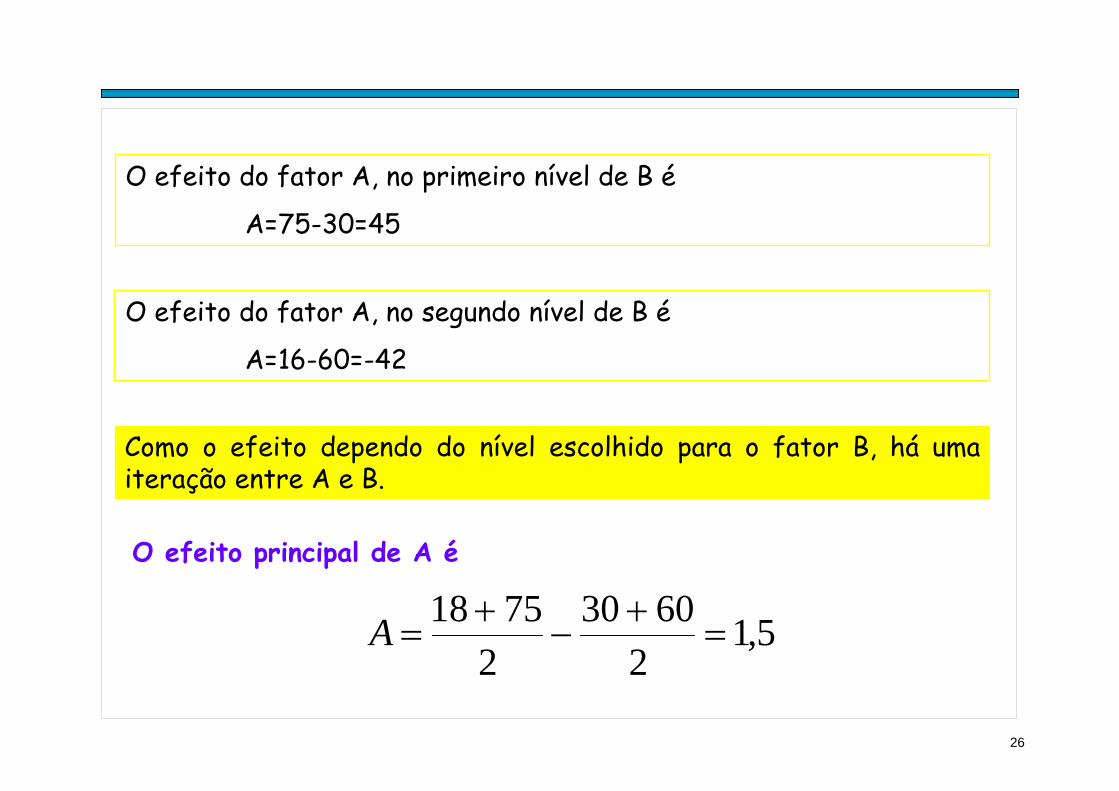
O efeito do fator A, no primeiro nível de B é
A=75-30=45
O efeito do fator A, no segundo nível de B é
A=16-60=-42
Como o efeito dependo do nível escolhido para o fator B, há uma iteração entre A e B.
5,12
60302
7518=
+−
+=A
O efeito principal de A é
27
28
Vantagens dos experimentos fatoriais em relação aos experimentos do tipo um-fator-de-cada-vez
Considere a industria química estava interessada em aumentar o teor de pureza de um substância química. A partir do conhecimento do processo de produção desta substância, sabia-se que os 2 fatores mais importantes que influenciavam o teor eram a temperatura e pressão de operação do reator. Como os valores para o teor de pureza que vinham sendo obtidos não eram totalmente satisfatórios, a industria estava interessado em determinar os níveis de temperatura e pressão que maximizam a pureza da substância química
O engenheiro responsável pelo processo fixou a temperatura em 65 C, que era nível de operação usual, e pruduziu um batelada do produto para cada uma das seguintes níveis de pressão: 12, 13,15, e 16.
O engenheiro para otimizar a temperatura fixou a pressão em 14,3atm (ótimo aparente para esse fator) e produziu bateladas para cada uma das seguintes temperaturas: 60, 65, 70, 75, e 80 C.

29

30

31
Exemplo de um experimento fatorial com 2 fatores
Em uma industria fabricante de equipamento eletrônicos uma furadeiraera utilizada para furar as placas de circuito impresso pruduzidas. O processo de furação estava sob controle estatístico no que diz respeito ao item de controle diâmetro dos furos, de acordo com gráfico de controle Xbar e R representados na figura a continuação.

32
A industria considerava que o diâmetro médio de furos era satisfatório, mas também considerava que existia muita variabilidade no processo. Esse excesso de variabilidade resultava na ocorrência de problemas durante a montagem das placas, já que os componentes eram inseridos em cada placa por meio de um equipamento automático e a variabilidade no diâmetro dos furos fazia com que este equipamento não funcionasse de modo adequado.
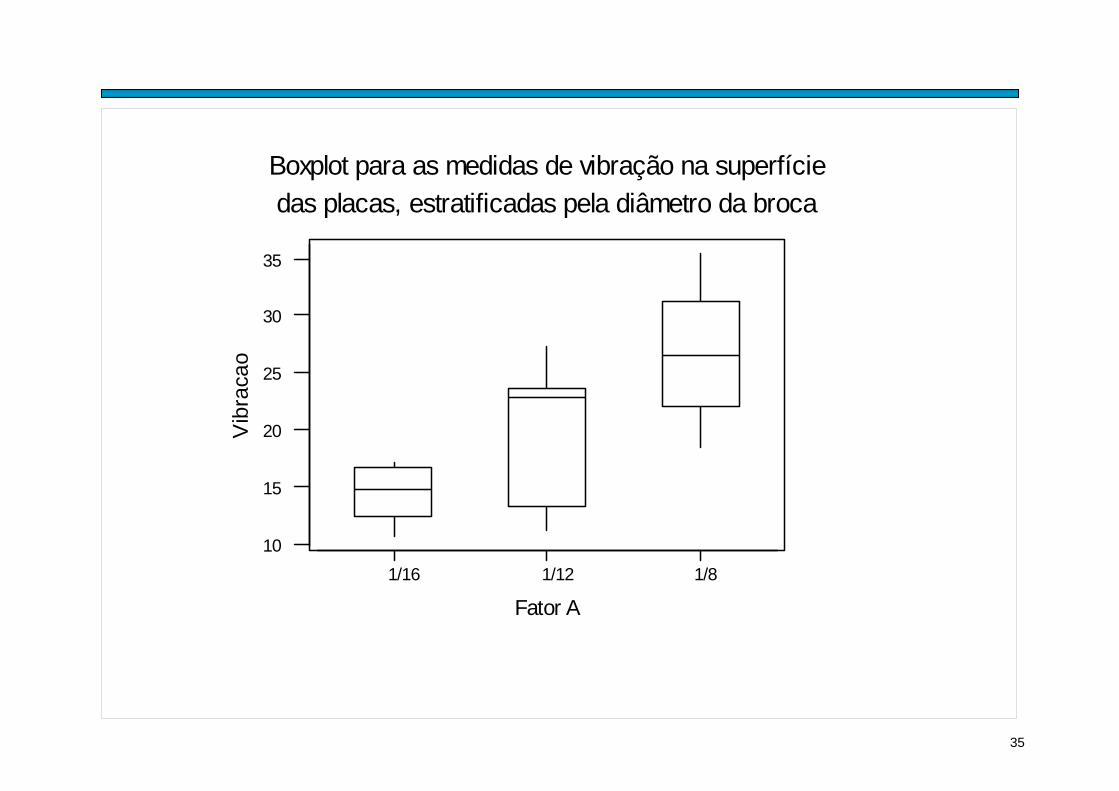
Com a finalidade de reduzir a variabilidade do processo, foi montada uma equipe de trabalho que decidiu planejar um experimento para identificar os fatores responsáveis pela elevada variabilidade. Após realizar um brainstorming a equipe decidiu estudar 2 fatores potencialmente influentes sobre a variabilidade do processo: o diâmetro (fator A) da broca e a velocidade (Fator B) da broca utilizada na furadeira. Os níveis para o fator A: 1/16, 1/12 e 1/8 polegadas e níveis do fator B: 40, 60 e 80 rpm.

33
A equipe também decidiu realizar um experimento fatorial com 4 replicas. Como era muito difícil medir diretamente a variação no diâmetro dos furos, foi decido medí-a indiretamente por meio de outra variável correlacionada a esta variação. A variável foi vibração que ocorria na superfície da placa quando a mesma era furada.
Após a escolha dessa variável 36 placas foram testadas, considerando 4 placas para cada combinação dos níveis dos fatores e os resultados são apresentados a continuação:

34
Medidas da vibração da superficie das placas de circuito impresso durante a furação.
Diâmetro da Broca Velocidade de rotação da broca 1/16 1/12 1/8
40 10,6 13,7 16,8 16,6
11,2 12,3 16,1 12,3
24,5 21,3 19,9 18,4
60 14,8 14,7 15,8 11,2
22,8 22,8 23,6 24,6
24,3 26,3 30,0 26,6
80 17,1 12,0 14,6 15,4
21,3 23,4 27,3 23,6
31,6 35,5 28,9 31,9
35
1/81/121/16
35
30
25
20
15
10
Fator A
Vib
raca
o
Boxplot para as medidas de vibração na superfíciedas placas, estratificadas pela diâmetro da broca

36
806040
35
30
25
20
15
10
Fator B
Vib
raca
o
Boxplot para as medidas de vibra ão na superfície
brocadas placas, estratificadas pela velocidade de rota ão da

37
Médias da vibração da superficie das placas de circuito impresso durante a furação.
Diâmetro da Broca Velocidade de rotação da broca 1/16 1/12 1/8
40 14,425 12,975 21,025 60 14,375 23,45 26,8 80 14,775 23,9 31,975

38

39
A variável resposta yijk k-ésima medida da vibração da superfície de uma placa cujos furos são feitos por uma broca de diâmetro i (nível i do fator A) e de velocidade j (nível j do fator B). O modelo estatístico é:
⎪⎩
⎪⎨
⎧
===
++++=nkbjai
y ijkijjiijk
,,1,,1,,1
)(L
L
L
εαββαμ
A suposição do modelo é: ).,0(~ 2σε NIDijk
Análise estatística do experimento fatorial com dois fatores-Modelos de efeitos fixos.

40
Análise de variância para as medidas da vibração da superfície das placas de circuito impresso. Source DF Seq SS Adj SS Adj MS F P Fator A 2 350.43 350.43 175.21 31.68 0.000 Fator B 2 876.67 876.67 438.34 79.25 0.000 Fator A*Fator B 4 193.45 193.45 48.36 8.74 0.000 Error 27 149.34 149.34 5.53 Total 35 1569.89

41
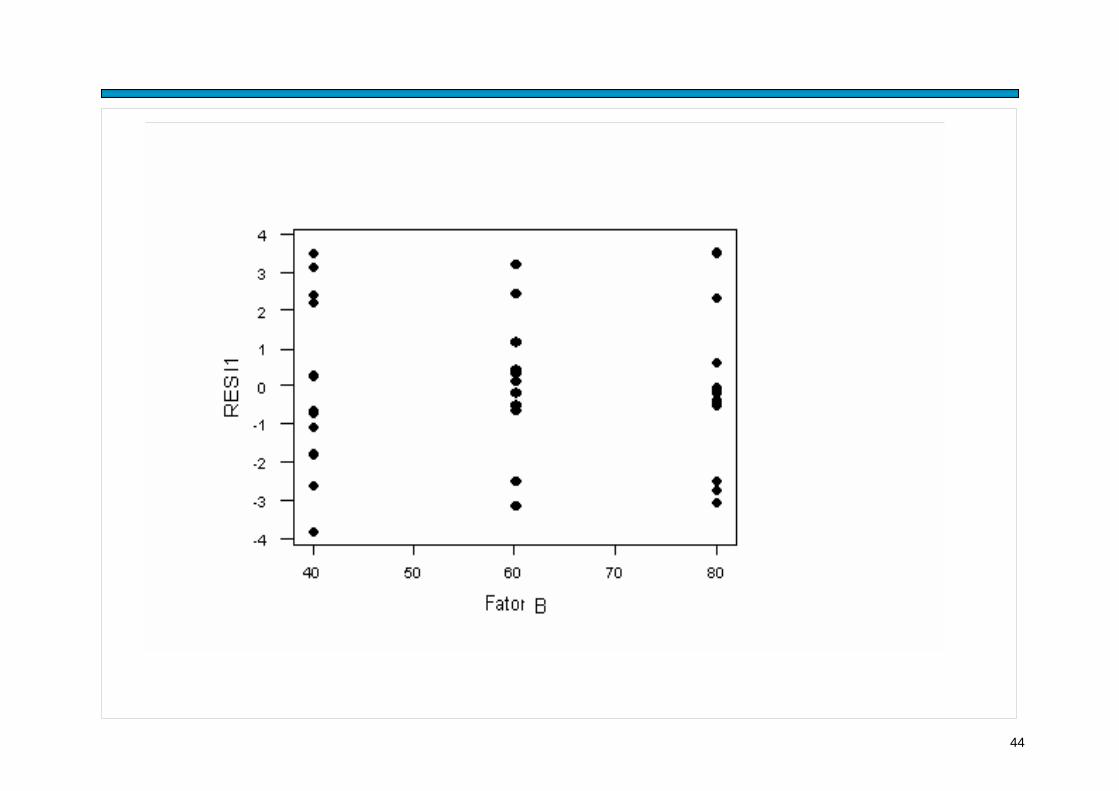
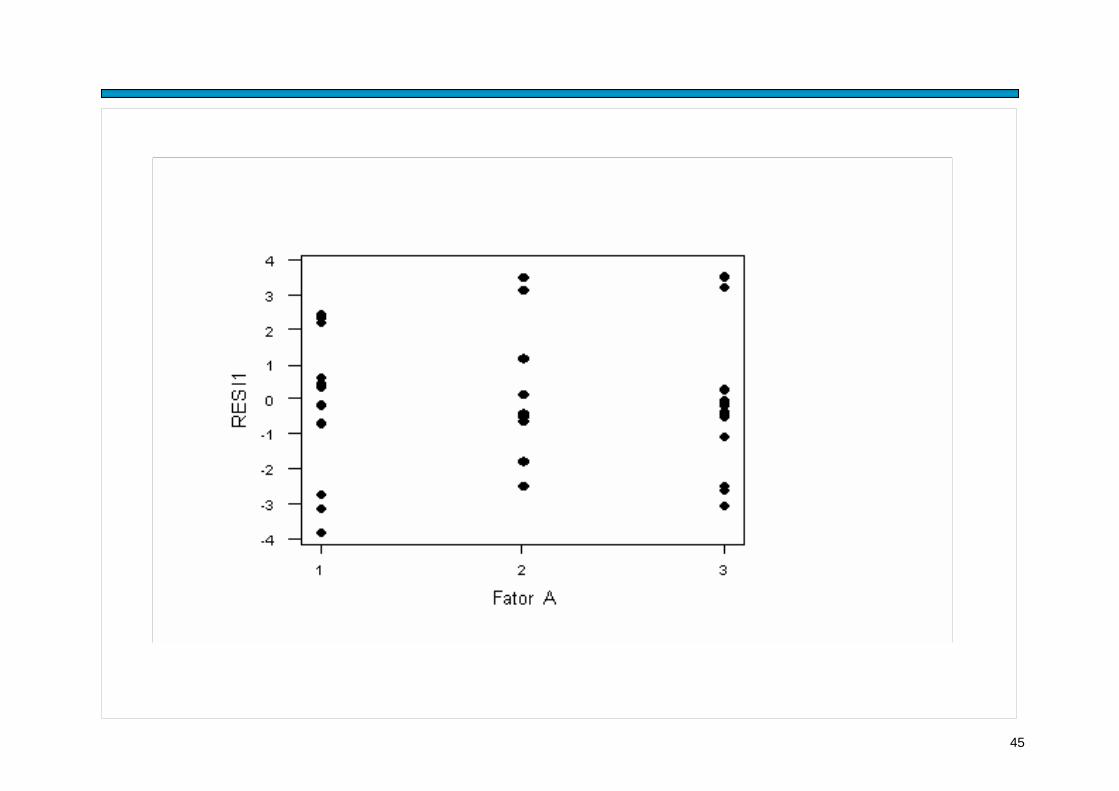
Estudo de adequabilidade do modelo- Análise residual.
Um resíduo é definido por:
.ijijkijk yye −=

42
Resíduos associados as observações conjuntamente com a ordem da coleta dos dados.

43
44
45

46
P-Value (approx): > 0.1000R: 0.9780W-test for Normality
N: 36StDev: 2.06565Average: -0.0000000
3210-1-2-3-4
.999
.99
.95
.80
.50
.20
.05
.01
.001
Pro
babi
lity
RESI1
Normal Probability Plot