estudo de viabilidade tÉcnica e econÔmica do uso...
TRANSCRIPT

ESTUDO DE VIABILIDADE TÉCNICA E ECONÔMICA DO USO DE UMA MISTURA
COMBUSTÍVEL NO PROCESSO DE CORTE OXICOMBUSTÍVEL
Eduardo Ferreira Fonseca
Projeto de graduação apresentado ao curso de
Engenharia Mecânica da Escola Politécnica da
Universidade Federal do Rio de Janeiro como
parte dos requisitos necessários para a obtenção
do grau de Engenheiro Mecânico.
Orientador: Prof. Ricardo Manfredi Naveiro, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
FEVEREIRO DE 2017


ii
Fonseca, Eduardo Ferreira
Estudo de Viabilidade Técnica e Econômica do Uso de uma
Mistura Combustível no Processo de Corte Oxicombustível / Eduardo
Ferreira Fonseca. – Rio de Janeiro: UFRJ/ Escola Politécnica, 2017.
ix, 67 p.: il.; 29,7 cm.
Orientador: Ricardo Manfredi Naveiro.
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2017.
Referências Bibliográficas: p. 62-63.
1. Oxicorte 2. Corte de Metais 3.Gases combustíveis 4. Estudo
de Viabilidade
I. Naveiro, Ricardo Manfredi. II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Curso de Engenharia Mecânica. III. Estudo
de Viabilidade Técnica e Econômica do Uso de uma Mistura
Combustível no Processo de Corte Oxicombustível

iii
“We are born into this world unarmed – our mind is our only weapon.”
Ayn Rand, Atlas Shrugged

iv
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
ESTUDO DE VIABILIDADE TÉCNICA E ECONÔMICA DO USO DE UMA MISTURA
COMBUSTÍVEL NO PROCESSO DE CORTE OXICOMBUSTÍVEL
Eduardo Ferreira Fonseca
Fevereiro/2017
Orientador: Ricardo Manfredi Naveiro
Curso: Engenharia Mecânica
Este projeto tem por objetivo analisar a viabilidade de uma mistura
combuustível binária, composta por propano e propileno, no processo de corte
oxicombustível no corte de chapas de aço ao carbono.
Através de um estudo de viabilidade técnico-econômica o desenvolvimento da
mistura combustível foi analisado sob o ponto de vista técnico, avaliando a qualidade
da superfície de corte ao utilizar a mistura combustível proposta.
Sob o ponto de vista econômico comparando o consumo de gases com auxílio
de um software específico e todos os custos envolvidos no processo de corte
utilizando a mistura combustível com um gás combustível já consolidado no mercado
de gases combustíveis para corte oxicombustível.
Palavras Chave: oxicorte, corte oxicombustível, gases combustíveis, processos de
fabricação, corte de metais, viabilidade técnica e econômica.

v
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer.
TECHNICAL AND ECONOMICAL STUDY ABOUT USAGE OF FUEL MIXTURE ON
OXYFUEL CUTTING PROCESS
Eduardo Ferreira Fonseca
February/2017
Advisor: Ricardo Manfredi Naveiro
Course: Mechanical Engineering
This project aims to examine the feasibility of a binary fuel mixture, composed
of propane and propylene, in the oxyfuel cutting process in the cutting of carbon steel
plates.
Through a study of technical and economic viability study, the development of
the fuel mixture was analyzed from the technical point of view, evaluating the quality of
the cutting surface when using the fuel mixture proposed.
From an economic point of view, comparing the consumption of gases, with the
help of specific software, and all the costs involved in the cutting process using the fuel
mixture with a fuel gas already consolidated in the market of fuel gases for oxyfuel
cutting.
Keywords: oxycutting, oxyfuel cutting, combustible gases, manufacturing processes,
metal cutting, technical and economic feasibility

vi
Lista de Figuras Figura 1 - Volume de um gás em um sistema fechado como função da temperatura à
pressão constante [6]. ............................................................................................................... 9
Figura 2 - Diagrama do fator de Compressibilidade de um fluido simples [4] ................ 13
Figura 3 – Elementos necessários para a reação de combustão ..................................... 18
Figura 4 - Chama oxicombustível [8] ..................................................................................... 19
Figura 5 - Chama neutra [8] .................................................................................................... 20
Figura 6 - Chama oxidante...................................................................................................... 21
Figura 7 - Esquema de funcionamento do processo de oxicorte [1] ................................ 21
Figura 8 - Defeitos e descontinuidades no oxicorte [5] ...................................................... 24
Figura 9 – Regulador de Pressão [7] .................................................................................... 27
Figura 10 Regulador de pressão tipo haste [7] .................................................................... 28
Figura 11 Regulador de pressão tipo bocal [7] .................................................................... 29
Figura 12 Regulador de pressão duplo estágio[7] .............................................................. 30
Figura 13 Regulador de pressão pilotado [7] ....................................................................... 31
Figura 14 – Regulador de pressão para cilindro [10] .......................................................... 31
Figura 15 – Regulador de pressão para posto [10]............................................................. 32
Figura 16 – Regulador de pressão para centrais de cilindros [7] ..................................... 32
Figura 17 Mangueira para solda e corte [12] ....................................................................... 33
Figura 18 – Mangueira para solda e corte [13] .................................................................... 34
Figura 19 - Medidor de vazão tipo rotâmetro [15] ............................................................... 35
Figura 20 - Medidor de vazão de área variável. (a) Relação entre área e velocidade (b)
Diagrama [15] ............................................................................................................................ 36
Figura 21 Válvula anti-retorno [16] ........................................................................................ 38
Figura 22 – Válvula anti-retorno [7] ....................................................................................... 38
Figura 23 – Válvula corta-chama [17] ................................................................................... 39
Figura 24 – Esquemático de uma válvula corta-chama [7] ................................................ 39
Figura 25 Maçarico Misturador [7] ........................................................................................ 40
Figura 26 - Maçarico tipo Injetor [8] ....................................................................................... 41
Figura 27 - Maçarico tipo Injetor 2 [7] .................................................................................... 41
Figura 28 - Maçarico com Mistura no Bico [7] ..................................................................... 42
Figura 29 - Maçarico de corte manual [2] ............................................................................. 43
Figura 30 - Maçarico de corte mecanizado [2] .................................................................... 44
Figura 31 - a) Bico de corte monobloco b) Bico de corte bipartido [18,19] ..................... 44
Figura 32 - Bico de corte Convencional [8] .......................................................................... 45
Figura 33 - Bico de corte de Alta Velocidade [8] ................................................................. 46
Figura 34 - Bico de corte de 3 Sedes [8] .............................................................................. 47
Figura 35 - Máquina de corte MC-46 [10] ............................................................................. 47
Figura 36 - Distribuidor de gases ........................................................................................... 49
Figura 37 - Teste de estanqueidade com espuma de sabão neutro ................................ 50
Figura 38 - Montagem do procedimento experimental com acetileno ............................. 51
Figura 39 - Chama oxicombustível com Mistura combustível testada ............................. 52
Figura 40 - Painel de rotâmetros ............................................................................................ 53
Figura 41 - Superfície de corte utilizando acetileno ............................................................ 55
Figura 42 - Superfície de corte utilizando a mistura proposta ........................................... 55

vii
Figura 43 - Variação do Preço do barril de petróleo cru em 01 ano [21] ......................... 60
Figura B 1 - Resultado do software de correção de vazão ................................................ 65
Figura B 2- Resultado do software de correção de vazão ................................................. 65
Figura B 3- Resultado do software de correção de vazão ................................................. 66
Figura B 4- Resultado do software de correção de vazão ................................................. 66
Figura B 5- Resultado do software de correção de vazão ................................................. 66
Figura B 6- Resultado do software de correção de vazão ................................................. 67
Figura B 7- Resultado do software de correção de vazão ................................................. 67
Figura B 8- Resultado do software de correção de vazão ................................................. 67
Lista de Tabelas
Tabela 1 - Comparativo entre os processos de corte [1] ..................................................... 4
Tabela 2 - Propriedades do Oxigênio [5] .............................................................................. 14
Tabela 3 - Propriedades dos gases combustíveis [5] ......................................................... 17
Tabela 4 - Desempenho dos gases combustíveis no oxicorte [7] .................................... 17
Tabela 5 - Pressão padrão White Martins 3502 3 ............................................................... 50
Tabela 6 - Pressão padrão Koike 106 2 ............................................................................... 51
Tabela 7 a) Dados do processo de corte oxicombustível .................................................. 54
Tabela 8 - b) Dados do processo de corte oxicombustível ................................................ 54
Tabela 9 - c) Dados do processo de corte oxicombustível ................................................ 55
Tabela 10 - Custo dos gases utilizados ................................................................................ 57
Tabela 11 - Custo do operador de corte ............................................................................... 57
Tabela 12 - Custo por metro cortado .................................................................................... 58
Tabela 13 - Preço de Equilíbrio da Mistura Proposta ......................................................... 59
Tabela A 1 - Dados do corte com acetileno ......................................................................... 64
Tabela A 2 - Dados do corte com acetileno ......................................................................... 64
Tabela A 3 - Dados do corte com a mistura combustível .................................................. 64
Tabela A 4 - Dados do corte com a mistura combustível .................................................. 65

viii
Sumário 1. Introdução ............................................................................................................................ 1
1.1. Motivação Pessoal ..................................................................................................... 1
1.2. Justificativa .................................................................................................................. 1
1.3. Relevância ................................................................................................................... 2
1.4. Objetivo ........................................................................................................................ 2
1.5. Gás combustível utilizado ......................................................................................... 2
1.6. Estrutura ....................................................................................................................... 3
2. Revisão Bibliográfica.......................................................................................................... 3
2.1. Processos de corte na Fabricação Mecânica ........................................................ 3
2.2. Corte Oxicombustível ................................................................................................. 5
2.3. Propriedades Físicas dos Gases ............................................................................. 6
2.3.1. Os estados dos gases ....................................................................................... 6
2.3.2. Pressão ................................................................................................................ 6
2.3.3. Temperatura ........................................................................................................ 8
2.3.4. Lei zero da termodinâmica ................................................................................ 8
2.3.5. Lei de Boyle ......................................................................................................... 8
2.3.6. Lei de Charles ..................................................................................................... 8
2.3.7. Princípio de Avogrado ........................................................................................ 9
2.3.8. Gás perfeito ......................................................................................................... 9
2.3.9. Mistura de gases .............................................................................................. 10
2.3.10. Gases reais.................................................................................................... 11
2.4. Gases envolvidos no processo oxicombustível ................................................... 13
2.4.1. Gás Comburente .............................................................................................. 13
2.4.2. Gases Combustíveis ........................................................................................ 14
2.4.3. Fatores que influenciam no corte [5] ............................................................. 16
2.5. Combustão ................................................................................................................ 17
2.5.1. Chama Primária ................................................................................................ 18
2.5.2. Chama Secundária ........................................................................................... 19
2.5.3. Tipos de Chama................................................................................................ 20
2.6. Princípio do Processo de Oxicorte ........................................................................ 21
2.7. Problemas no corte oxicombustível ....................................................................... 23
2.7.1. Problemas de chama em maçaricos ............................................................. 23
2.7.2. Defeitos e descontinuidades no corte oxicombustível ................................ 23

ix
2.8. Normas ....................................................................................................................... 24
2.8.1. Norma NR 18 .................................................................................................... 24
2.8.2. Norma AWS C4.1-77 ....................................................................................... 25
2.9. Equipamentos ........................................................................................................... 26
2.9.1. Reguladores de Pressão ................................................................................. 26
2.9.2. Mangueiras para soldagem e corte ............................................................... 32
2.9.3. Instrumento de Medição de Vazão ................................................................ 35
2.9.4. Válvulas anti-retorno ........................................................................................ 38
2.9.5. Válvulas corta-chama ...................................................................................... 39
2.9.6. Maçarico de Corte ............................................................................................ 40
2.9.7. Bicos de Corte ................................................................................................... 44
2.9.8. Dispositivos de Mecanização ......................................................................... 47
3. Procedimento Experimental ............................................................................................ 48
4. Resultados ......................................................................................................................... 54
5. Conclusão .......................................................................................................................... 60
Referências Bibliográficas ....................................................................................................... 62
Apêndice A ................................................................................................................................ 64
Apêndice B ................................................................................................................................ 65

1
1. Introdução
O corte de metais é uma operação utilizada na maioria das indústrias, seja para
construir ou para demolir. Na indústria de fabricação mecânica, grande parte das
construções soldadas são feitas de aço carbono e iniciam-se com o corte de uma
chapa. O êxito nesta etapa é crucial para aspectos seguintes da construção soldada,
como a qualidade, a velocidade de produção e o custo da junta produzida. Nos casos
onde a peça cortada é o produto final, a qualidade da superfície cortada é decisória
para definir se a peça deve ser retrabalhada ou não. Deste modo, o sucesso na etapa
de corte é crucial no início da cadeia de produção de diversas indústrias. Quando há
um retrabalho na etapa de corte, todo cronograma da produção sofre um atraso, uma
vez que os procedimentos de soldagem só tem início, após o êxito no corte.
Neste projeto, além de apresentar as características do processo de corte
oxicombustível, os equipamentos utilizados no processo também são descritos. De
modo a realizar o oxicorte com segurança e com êxito, o conhecimento de um
engenheiro sobre o funcionamento e as variáveis do processo é fundamental.
Em via destes fatos, o presente projeto pretende demonstrar através de um
ponto de vista técnico, utilizando-se de conceitos de engenharia, e um ponto de vista
econômico, com uma comparação financeira, o desenvolvimento de uma mistura
combustível para substituir o acetileno no mercado de corte oxicombustível.
1.1. Motivação Pessoal
Durante a graduação realizei meu estágio obrigatório em uma empresa
multinacional do ramo de gases industriais e medicinais onde pude aplicar
conhecimentos adquiridos durante minha graduação e aprender mais sobre essa
indústria e como a engenharia não só é útil, mas essencial para seu desenvolvimento
e sucesso.
Um dos projetos que pude executar como parte do estágio é o utilizado neste
trabalho, de forma a demonstrar a aplicação dos conceitos de engenharia ao processo
de corte oxicombustível.
1.2. Justificativa
A empresa onde o projeto foi realizado, está procurando alternativas ao gás
combustível acetileno, gás instável que para ser distribuído sob pressão necessita de

2
um cilindro específico para garantir a segurança do produto. Devido a este fato, o
custo do enchimento do cilindro de acetileno é elevado e o custo de distribuição,
considerando que a massa de gás contida por cilindro não pode ser alta, é elevado.
Em vias destes fatos o projeto em questão estuda a viabilidade de utilizar uma
mistura combustível com pressão de liquefação relativamente baixa,que pode ser
armazenada na forma liquefeita, em cilindros de baixa pressão. Fazendo com que o
custo de distribuição do produto diminua, visto que a quantidade mássica de gás
contido no cilindro é superior ao cilindro de acetileno.
1.3. Relevância
A venda de gases para oxicorte representa, hoje, 25% dos novos negócios do
segmento de fabricação mecânica da empresa fornecedora de gás. O
desenvolvimento de uma gás combustível alternativo, com preço competitivo e
melhorias no processo de corte, representa um potencial de captação de novos
clientes e aprimoração do processo de corte dos clientes cativos da companhia.
O desenvolvimento de uma alternativa aos gases hoje encontrados na indústria
representa uma redução de custos, essencial nas indústrias durante a crise industrial
presente no cenário brasileiro atual.
Dada a relevância financeira dos gases envolvidos no processo de corte
oxicombustível, é evidente a aplicação dos conhecimentos adiquiridos durante a
graduação em engenharia mecânica no estudo de desenvolvimento de uma mistura
combustível para o processo de corte oxicombustível.
1.4. Objetivo
O objetivo deste trabalho é avaliar o uso de uma mistura binária de gases
combustíveis provenientes da indústria de petróleo, sob o ponto de vista técnico,
avaliando a qualidade da superfíce cortada com a mistura combustível e sob o ponto
de vista econômico, avaliando os custos obtidos ao realizar o corte de chapas de aço
ao carbono. De modo a avaliar o uso da mistura combustível, uma comparação com
gases combustíveis já consolidados no mercado de corte oxicombustível foi feita.
1.5. Gás combustível utilizado
Com o objetivo de encontrar um gás combustível com potencial de substituir o
acetileno que é um gás com alto custo de aquisição, no mercado de corte
oxicombustível, uma mistura entre propano e propileno, em percentagem volumétrica

3
de 65% e 35%, respectivamente, foi testada no corte de chapas de aço ao carbono.
Ambos os gases possuem uma pressão de vapor relativamente baixa, fazendo com
que esta mistura combustível possa ser comercializada na forma liquefeita em
cilindros de aço sem costura de baixa pressão, aumentando o volume de gás por
cilindro, diferente do acetileno que é comercializado apenas na forma gasosa em
cilindros que necessitam de massa porosa e solvente no seu interior para estabilizar a
molécula de acetileno.
1.6. Estrutura
O presente projeto está divido em 5 capítulos. O primeiro introduz o tema do projeto e
seus objetivos. O segundo explica, de maneira aprofundada, o processo de corte
oxicombustível. O terceiro aborda o procedimento experimental feito para o projeto em
questão. O quarto os resultados são apresentados e o estudo de viabilidade técnica e
econômica é realizado. No quinto capítulo as conclusões sobre o projeto são
apresentadas.
2. Revisão Bibliográfica
2.1. Processos de corte na Fabricação Mecânica
Atualmente, os principais processos de corte utilizados na indústria são: o corte
mecânico, o corte oxicombustível, o corte plasma, o corte laser e o corte a jato de
água.
Todos os processos de corte são diferentes, mas isto não permite dizer que um
processo é superior à outro. Cada processo de corte foi desenvolvido para uma
aplicação específica, e consequentemente, ter o melhor desempenho nas
características da aplicação em questão.
O corte mecânico com o uso de guilhotinas é o processo de corte mais antigo,
onde um esforço cisalhante proveniente da lâmina de corte, realiza uma separação
brusca na chapa. Este tipo de corte é o mais restrito, devido a sua limitação de acordo
com o aumento da espessura da peça a ser cortada e dos elementos de liga do
material a ser cortado [1].
O corte oxicombustível surgiu no início do século XX e tem seu funcionamento
baseado na reação química de oxidação do ferro do aço, seguido da fusão e expulsão
dos óxidos de ferro. Este processo é limitado à aço carbono e aços baixa-liga [1,2].

4
O corte plasma surgiu na década de 50 como alternativa para os materiais que
não podiam ser cortados com o processo oxicombustível, como aços inoxidáveis,
alumínio e cobre. O processo de corte plasma é baseado em um arco elétrico constrito
que transfere calor para uma área localizada, fundindo o metal presente. Este metal
fundido é removido por um jato de gás ionizado com alta velocidade. Este processo é
limitado a materiais condutores elétricos [1,2].
O corte laser surgiu na década de 60 e tem seu funcionamento baseado em um
feixe de luz coerente e concentrado através de estimulação eletrônica ou transições de
moleculares, para níveis de energia mais baixos. Este feixe de luz é uma fonte de
energia altamente concentrada e corta os materiais por fusão e vaporização. Sua
restrição se dá em materiais reflexivos, que refletem e feixe de luz, diminuindo o calor
transmitido ao material, inviabilizando o corte [1,2].
O processo de corte por jato de água é baseado na remoção de material por
microfraturas e erosão, através de um jato de água com alta pressão com partículas
abrasivas [1].
A tabela abaixo compara os processos de corte citado acima, com exceção do
corte mecânico, devido à inviabilidade descrita acima. As notações estão entre 1
(menor valor) e 5 (maior valor).
Tabela 1 - Comparativo entre os processos de corte [1]

5
2.2. Corte Oxicombustível
Dentre os processos de corte de materiais descritos acima, cada um apresenta
vantagens e desvantagens, de acordo com a aplicação utilizada. Cada processo tem
uma faixa de atuação ótima, quando se leva em consideração a espessura do corte
desejado, a velocidade de corte necessária e o acabamento superficial da área
cortada. Embora o conceito do processo de corte oxicombustível seja inalterável
(oxidação rápida do ferro), a evolução tecnológica dos materiais e dos processos de
fabricação tem resultado em inovações constantes dos equipamentos envolvidos
neste processo. Entre os processos descritos, o processo de corte oxicombustível
apresenta as seguintes vantagens [1]:
a) Disponibilidade: Diversos gases combustíveis podem ser utilizados e o
oxigênio industrial é facilmente obtido. Este processo, não utiliza energia
elétrica em seu funcionamento, com exceção de uma possível automatização,
que pode envolver um motor elétrico. É possível porém, a substituição deste
motor elétrico por um motor a combustão interna, eliminando o uso de energia
elétrica.
b) Baixo Investimento Inicial: Os equipamentos necessários para o processo
como reguladores de pressão, mangueiras para os gases envolvidos,
maçaricos e bicos de corte são relativamente baratos se comparados com
equipamentos de outros processos como o corte Plasma e o corte Laser.
c) Facilidade Operacional: O processo de corte oxicombustível é um processo
simples, de fácil aprendizado e não possui muitas variáveis, fazendo com que o
processo seja de fácil operação.
d) Baixa Manutenção: No processo de corte manual a manutenção se limita a
cuidados com o manuseio e limpeza dos bicos de corte e verificação periódica
das mangueiras, reguladores de pressão e válvulas utilizadas, além da
identificação de vazamentos, através de testes de estanqueidade.
E como dito anteriormente, todo processo apresenta desvantagens
operacionais [1]:
a) Restrição de Materiais: Conforme dito acima, devido à condições necessárias
para o corte oxicombustível, diversas ligas metálicas de uso industrial não
podem ser cortadas por este processo, como aço inoxidável, latão, alumínio,
cobre e suas ligas.
6
b) Portabilidade: Os equipamentos periféricos como os cilindros de gases
combustível e oxigênio, são pesados e de difícil manuseio, o que dificulta o
acesso a trabalho em altura ou posto de trabalho afastados dos cilindros.
c) Segurança: O processo oxicombustível utiliza oxigênio, um gás comburente,
sob alta pressão, e um gás combustível, inflamável. Esta combinação requer
um cuidado com o manuseio dos cilindros e utilização de equipamentos e
processos necessários para evitar vazamentos
2.3. Propriedades Físicas dos Gases
Pode-se definir um gás como um conjunto de moléculas em movimento
permanente e aleatório, com velocidades médias que aumentam quando a
temperatura se eleva. Um gás se difere de um líquido pelo fato de ter suas moleculas
muito separadas umas das outras, exceto durante colisões, e que se movem em
trajetórias que são pouco perturbadas pelas forças intermoleculares [3].
2.3.1. Os estados dos gases
O estado físico de um substância é definido por suas propriedades físicas. O
estado de um gás puro, por exemplo, é definido pelos valores do volume, V, que ele
ocupa, da quantidade de substância, n (número de moles), da pressão, P e da
temperatura, T [3]. A forma geral da equação de estado é:
𝑃 = 𝑓(𝑇, 𝑉, 𝑛)
2.3.2. Pressão
Ao falar de fluidos, a pressão pode ser definida como a componente normal da
força aplicada por unidade de área, onde em um fluido em repouso é igual em todas
as direções. Quanto maior for a força aplicada sobre uma área, maior será a pressão.
A origem da força exercida pelos gases sobre as paredes do recipiente que o contém,
é a sequência de colisões das moléculas contra as paredes do recipiente. As colisões
são tão numerosas que elas exercem uma força efetivamente constante, que se
manifesta como uma pressão constante [3,4].
𝑃 = lim𝛿𝐴→𝛿𝐴′
𝛿𝐹𝑛
𝛿𝐴
Onde:
P, é a pressão;
𝛿𝐴, é uma determinada área;

7
𝛿𝐴′, é uma área infinitesimal;
𝛿𝐹𝑛, é a Força aplicada sobre a área determinada
A unidade SI de pressão é o pascal (Pa), definido como 1 newton por metro quadrado.
1𝑃𝑎 = 1𝑁𝑚−2
Em termos de unidades básicas:
1𝑃𝑎 =1,019𝑥10−5𝑘𝑔𝑓
𝑐𝑚2
Pressão atmosférica
Assim como todos os líquidos e gases, o ar tem um peso. Portanto o ar exerce
uma força em todas as direções e sobre todos os objetos presentes na atmosfera. Se
esta força exercida por unidade de área for calculada, obtém-se o valor da pressão
exercida. Esta pressão é denominada pressão atmosférica [5].
Pressão manométrica
É a pressão indicada pelo medidor de pressão. É o valor pelo qual a pressão
atual do fluido excede a pressão atmosférica em sua vizinhança [5]. No processo de
corte oxicombustível, é indicada pelo valor lido nos manômetros dos reguladores de
pressão e pode ser classificada em dois tipos:
Pressão manométrica estática
É a pressão exercida pelo fluido em repouso [5]. No processo oxicombustível é
indicada pela leitura do manômetro de baixa pressão do regulador, quando as válvulas
do maçarico estão completamente fechadas.
Pressão manométrica dinâmica
É a pressão de saída de um fluido por um orifício, causada por uma diferença
de potencial [5]. No processo oxicombustível, é indicada pela leitura do manômetro de
baixa pressão do regulador, quando o maçarico está em funcionamento.
Pressão absoluta
É a soma das pressões atmosférica e manométrica. É utilizada quando se
calcula mudanças de temperatura e volume de fluidos [4].

8
𝑃𝐴𝐵𝑆 = 𝑃𝑀𝐴𝑁 + 𝑃𝐴𝑇𝑀
2.3.3. Temperatura
O conceito de temperatura provém de observações que mostram ser possível
uma alteração do estado físico de uma amostra quando dois corpos estão em contato
um com o outro. Se os dois corpos permanecerem em contato por algum tempo, eles
parecerão ter o mesmo grau de aquecimento ou resfriamento. A temperatura é a
propriedade que indica se dois corpos estariam em equilíbrio térmico se eles fossem
postos em contato através de uma fronteira termicamente condutora [3].
2.3.4. Lei zero da termodinâmica
A lei zero da termodinâmica é a base do conceito de temperatura e justifica o
uso de termômetros como instrumentos de medição de temperatura. Sua definição é
[4]:
“ Se um corpo A está em equilíbrio térmico com um corpo B e se o corpo B está em
equilíbrio com um corpo C, então o corpo C também está em equilíbrio com o corpo A.
”
2.3.5. Lei de Boyle
A lei de boyle afirma que “ O volume de certa quantidade fixa de um gás
mantido à temperatura constante é inversamente proporcional à pressão ” [4]. Quando
duas medidas são inversamente proporcionais, uma torna-se menor à medida que a
outra se torna maior. A lei de Boyle pode ser expressa matematicamente como:
𝑃 𝑉 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒
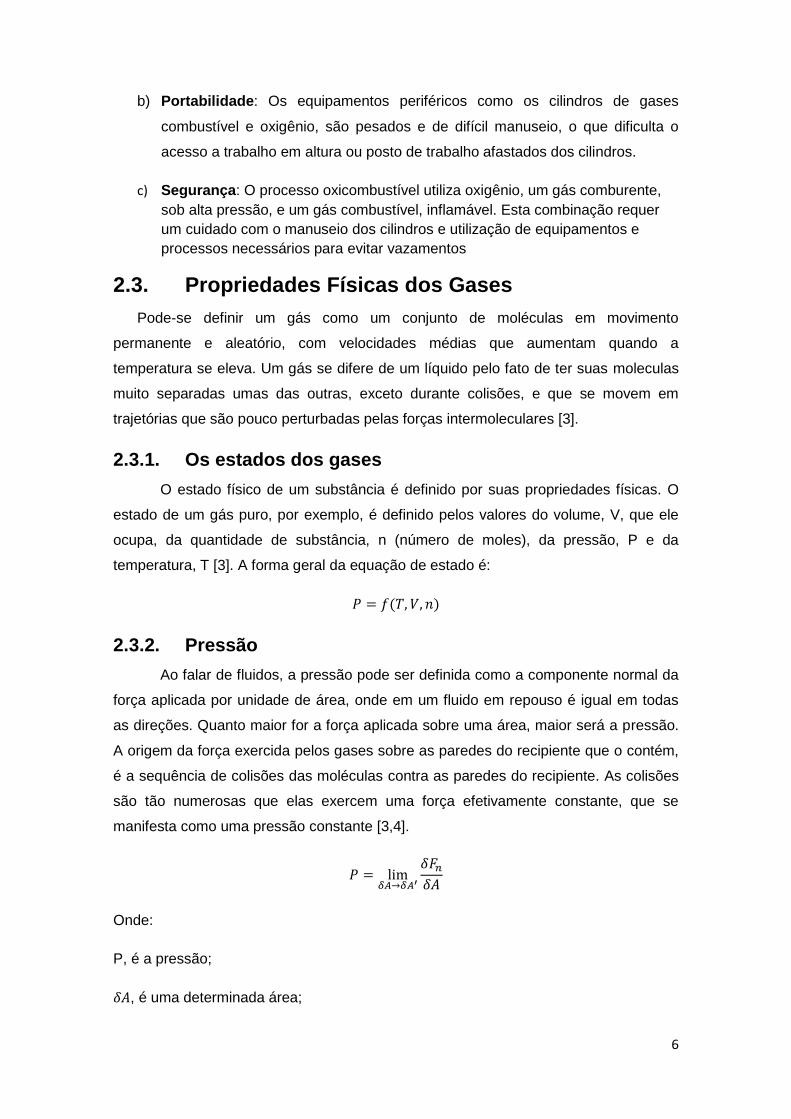
2.3.6. Lei de Charles
A lei de Charles afirma que o volume de certa quantidade fixa de gás à
pressão constante aumenta linearmente com a temperatura [4]. Alguns dados típicos
estão mostrados na Figura 1. Observe que a linha que está tracejada e extrapolada
passa pelo valor de -273 ºC. Pode ser observado, também, que se supõe que o gás
tenha volume zero a essa temperatura. Entretanto, essa condição nunca é possível,
porque todos os gases se liquefazem ou se solidificam antes de atingir essa
temperatura. Matematicamente, a lei de Charles assume a seguinte forma:
𝑉
𝑇= 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒
9
Figura 1 - Volume de um gás em um sistema fechado como função da temperatura à pressão
constante [6].
2.3.7. Princípio de Avogrado
A lei de Avogadro resulta da hipótese de Avogadro: "O volume de um gás
mantido a temperatura e pressão constantes é diretamente proporcional à quantidade
de matéria do gás" [4]. Isto é:
𝑉 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑥 𝑛
2.3.8. Gás perfeito
As observações empíricas observadas nas leis de Boyle, Charles e Avogrado
podem ser combinadas em uma única expressão:
𝑃𝑉 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑡𝑒 𝑥 𝑛𝑇
Essa expressão é consistente com a lei de Boyle quando n e T são constantes,
com a lei de Charles quando n e V, ou n e P, são constantes, e também com o
princípio de Avogrado, quando P e T são constantes [3]. A constante de
proporcionalidade, cujo valor determinado experimentalmente é o mesmo para todos
os gases, é simbolizada por R e é chamada de constante dos gases perfeitos [4]. Com
essa notação, a equação pode ser escrita como:
𝑃𝑉 = 𝑛𝑅𝑇
Esta é a equação dos gases perfeitos, ou equação dos gases ideais. É uma
equação de estado aproximada para qualquer gás e fica mais exata à medida que a
pressão do gás se aproxima de zero. Um gás que segue esta equação é denominada
gás perfeito, ou gás ideal.

10
2.3.9. Mistura de gases
O problema encontrado ao se tratar de uma mistura gasosa é a de determinar
a contribuição que cada componente da mistura traz para a pressão total da amostra.
A pressão parcial de um gás em uma mistura, é definida como [3]:
𝑝𝑖 = 𝑥𝑖 𝑝
Onde:
𝑝𝑖, é a pressão parcial exercida por um gás i na amostra da mistura;
𝑥𝑖, é a fração molar do componente i na amostra da mistura;
𝑝, é a pressão total exercida pela mistura.
A fração molar pode ser definida como a fração entre o número de moles de
um gás presente em uma mistura gasosa e o número de moles total da mistura
gasosa [4].
𝑥𝑖 =𝑛𝑖
𝑛
Segue da definição da fração molar, que a soma das frações de cada
componente da mistura tem que ser igual a 1:
𝑥𝑎 + 𝑥𝑏 + 𝑥𝑐 + ⋯ + 𝑥𝑛 = 1
Logo, a soma das pressões parciais é igual à pressão total da mistura:
𝑝𝑎 + 𝑝𝑏 + 𝑝𝑐 + ⋯ + 𝑝𝑛 = (𝑥𝑎 + 𝑥𝑏 + 𝑥𝑐 + ⋯ + 𝑥𝑛)𝑝 = 𝑝
Essa relação é válida tanto para gases perfeitos quanto para gases reais. A lei
de Dalton parte deste princípio e diz que [4]:
“A pressão exercida por uma mistura de gases é a soma das pressões parciais que
cada um dos componentes exerceria se ocupasse, sozinho, o volume total da mistura.”
Embora a relação entre a pressão parcial e a pressão total seja verdadeira para
todos os gases, a identificação da pressão parcial como sendo a pressão que o
próprio gás exerceria é valida apenas para um gás perfeito.

11
2.3.10. Gases reais
Os gases reais não obedecem exatamente à lei dos gases perfeitos. Os
desvios são particularmente importantes em pressões elevadas e em baixas
temperaturas, especialmente quando um gás está a ponto de se condensar em um
líquido [3].
Interações moleculares
Os gases reais exibem desvios em relação à lei dos gases perfeitos em virtude
das interações moleculares. As forças repulsivas entre as moleculas contribuem para
a expansão, e as forças atrativas para a compressão.
As forças intermoleculares repulsivas são significativas somente quando as
moléculas estão quase em contato. São interações de curto alcance, mesmo numa
escala medida em diâmetros moleculares. Em virtude de serem interações de curto
alcance, as forças repulsivas só se tornam significantes quando a separação média
entre as moléculas é pequena, como o caso em pressão elevada, quando um grande
número de moléculas ocupa um volume pequeno. Por outro lado, as forças
intermoleculares atrativas têm alcance relativamente grande e são efetivas em
distâncias de vários diâmetros moleculares. São importantes quando as moléculas
estão relativamente próximas umas das outras, mas não necessariamente em contato.
As forças atrativas não são efetivas quando as moléculas estão muito separadas. Em
pressões baixas, quando a amostra do gás ocupa um volume grande, as moléculas
estão,na maior parte do tempo, tão afastadas umas das outras, que as forças
intermoleculares não exercem nenhum papel significativo, e o gás se comporta como
um gás perfeito [3].
Fator de compressibilidade
O fator de compressibilidade, Z, de um gás real, é a razão entre o volume
molar do gás e o volume molar de um gás perfeito, na mesma condição de pressão e
temperatura [4].
𝑉𝑚 =𝑉
𝑛 𝑉𝑚
° =𝑉°
𝑛 𝑍 =
𝑉𝑚
𝑉𝑚°
Onde:
𝑉𝑚, é o volume molar de um gás real;
V, é o volume de um gás real;

12
𝑛, é o número de moles de um gás;
𝑉𝑚° , é o volume molar de um gás perfeito;
𝑉°, é o volume de um gás perfeito;
Z, é o fator de compressibilidade de um gás real.
Como o volume de um gás perfeito é igual a:
𝑉° =𝑅𝑇
𝑃
Uma expressão equivalente para o fator de compressibilidade pode ser escrita
como:
𝑍 =𝑅𝑇
𝑃𝑉𝑚°
E a equação do gás perfeito pode ser reescrita como:
𝑃𝑉𝑚 = 𝑅𝑇𝑍
Como, para um gás ideal, Z=1 em quaisquer condições, o desvio de Z em
relação a 1 é uma medida do afastamento do gás em relação ao comportamento ideal.
Em pressões muito baixas, todos os gases tem um fator de compressibilidade
aproximadamente igual a 1 e comportam-se como gases perfeitos. Em pressões
elevadas, todos os gases têm um fator de compressibilidade maior que 1, indicando
que ele têm um volume maior do que um gás perfeito, nas mesmas condições de
pressão e temperatura [4].
De modo a criar um diagrama onde todas as substâncias possam ter o fator de
compressibilidade determinado, as propriedades físicas são “reduzidas” com respeito
aos valores no ponto crítico [4].
𝑃𝑟 =𝑃
𝑃𝑐 𝑇𝑟 =
𝑇
𝑇𝑐
Onde:
Pr, é a pressão reduzida;
P, é a pressão absoluta;
Pc, é a pressão crítica;

13
Tr, é a temperatura reduzida;
T, é a temperatura;
Tc, é a temperatura crítica.
Essas equações mostram que a propriedade reduzida num estado é o valor da
propriedade neste estado dividida pelo valor dessa mesma propriedade no estado
crítico. Se linhas de temperaturas reduzidas constantes forem traçadas em um
diagrama do fator de compressibilidade em função da pressão reduzida, obtemos um
diagrama generalizado que permite a determinação do fator de compressibilidade para
qualquer gás [4], conforme mostrado abaixo:
Figura 2 - Diagrama do fator de Compressibilidade de um fluido simples [4]
2.4. Gases envolvidos no processo oxicombustível
2.4.1. Gás Comburente
No processo de oxicorte, o gás comburente utilizado é o oxigênio industrial,
com pureza mínima de 99,5%. O oxigênio é um gás incolor, inodoro e ínspido. O

14
oxigênio pode ser produzido de três maneiras diferentes: reação química, eletrólise da
água e liquefação do ar [5].
A liquefação do ar é o principal processo industrial utilizado para obtenção do
oxigênio. O ar atmosférico contém aproximadamente 20,9% de oxigênio. No processo
de liquefação do ar, o ar é filtrado, comprimido e resfriado, removendo o gás
carbônico, hidrocarbonetos e vapor de água. Após novo resfriamento, o ar é
expandido e liquefeito. Em seguida, o ar líquido é destilado fracionadamente em
colunas retificadoras que separam os diversos gases que o compõem [5].
O fornecimento de oxigênio industrial pode ser realizado de três maneiras: na
forma comprimida em cilindros de aço, na forma liquefeita em tanques criogênicos ou
via gasoduto. Na fase líquida, o oxigênio é fornecido à -183°C.
A tabela abaixo apresenta as principais propriedades do oxigênio.
Tabela 2 - Propriedades do Oxigênio [5]
Elemento
Oxigênio
Fórmula química
O2
Peso molecular
32
Ponto de ebulição (°C) a 1 bar
-182,97
Temperatura crítica (°C)
-118,95
Densidade gasosa (kg/m³) nas CNTP
1,35
Densidade líquida (kg/m³)
1141,00
Densidade relativa ao ar (AR=1) a 15°C
e 1 bar
1,11
A pureza do oxigênio é um dos principais fatores que influenciam o oxicorte,
por se tratar de um processo de oxidação entre o oxigênio e o ferro contido no metal.
A pureza do oxigênio influencia diretamente na velocidade do corte, consumo de gás e
qualidade da superfície cortada. Quando a pureza do oxigênio é reduzida, a oxidação
do ferro é retardada e, consequentemente, a velocidade de corte é reduzida, de modo
a sustentar a reação de oxidação [1].
2.4.2. Gases Combustíveis
Acetileno (C2H2) [5]
O acetileno foi o primeiro gás a ser utilizado no processo de corte
oxicombustível. Ele é proveniente da reação química entre o carbureto de cálcio
(CaC2) e a água (H2O). É um gás incolor, ligeiramente mais leve que o ar e altamente

15
combustível. É um composto instável, sujeito a explosões quando se decompõe.
Experiências na indústria do acetileno indicam que pressões inferiores a 1,5kgf/cm2
são consideradas seguras. De modo a comprimir o acetileno em um cilindro para uso
industrial, um cilindro de acetileno tem no seu interior um solvente, usualmente a
acetona, que absorve em si o acetileno e uma massa porosa que permite a saída do
acetileno mas não da acetona. A reação de combustão completa do acetileno pode ser
descrita na equação abaixo:
𝐶2𝐻2 + 2,5 𝑂2 → 2 𝐶𝑂2 + 𝐻2𝑂
Propileno (C3H6) [5]
O propileno é um gás derivado do petróleo e é obtido na indústria petroquímica
como produto secundário do processo de fabricação do etileno. É um gás incolor e
não tóxico. É um gás de fácil manuseio, visto que uma pressão relativamente baixa é
suficiente para condensá-lo. Por ser um gás facilmente liquefeito, é possível
armazená-lo em cilindros mais leves e econômicos. A reação de combustão completa
do propileno pode ser descrita na equação abaixo:
𝐶3𝐻6 + 4,5 𝑂2 → 3 𝐶𝑂2 + 3 𝐻2𝑂
Gás Liquefeito de Petróleo (GLP) [5]
O GLP é constituído por hidrocarbonetos produzidos durante o processamento
de gás natural em uma unidade produtora de gás natural (UPGN) ou durante o
processo de refino do petróleo em refinaria. Dependendo do tipo de óleo e do
processo de tratamento a qual é submetido na refinaria, o GLP pode apresentar
variações na sua composição. No Brasil, os principais hidrocarbonetos que compõe o
GLP são o propano (C3H8) e butano (C4H10) e tem seu percentual regulamentado pela
ANP entre 40% a 60% de cada um deles. Assim como o propileno, estes
hidrocarbonetos estão na fase gasosa à pressão atmosférica, porém se liquefazem em
pressões relativamente baixas, propiciando os mesmos benefícios de armazenamento
do propileno. A reação de combustão completa dos dois principais hidrocarbonetos
presentes no GLP pode ser descrita na equação abaixo:
𝐶3𝐻8 + 5 𝑂2 → 3 𝐶𝑂2 + 4 𝐻2𝑂
𝐶4𝐻10 + 6,5 𝑂2 → 4 𝐶𝑂2 + 5 𝐻2𝑂

16
Gás Natural (CH4) [5]
O gás natural é um gás encontrado na natureza, constituído por uma mistura
de hidrocarbonetos acumulados em rochas porosas no subsolo. Sua composição varia
de acordo com a região aonde é encontrado, sendo composto principalmente por
metano (CH4), gás incolor e inodoro. Pode ser armazenado na forma comprimida em
cilindros de alta pressão ou na forma liquefeita, através de um processo criogênico,
necessitando de tanques específicos para manter a temperatura inferior a -160°C. O
gás natural é um gás não tóxico, com densidade consideravelmente mais leve que o ar
e seu limite inferior de explosividade no ar é superior os outros gases combustíveis,
fazendo do gás natural, um combustível de uso mais seguro. Sua reação de
combustão completa pode ser descrita pela equação abaixo:
𝐶𝐻4 + 2 𝑂2 → 𝐶𝑂2 + 2 𝐻2𝑂
2.4.3. Fatores que influenciam no corte [5]
Cada gás combustível possui propriedades distintas que influenciam no
processo de oxicorte. Abaixo estão listadas as propriedades que influenciam
diretamente no processo.
a) Ponto de ebulição: Temperatura na qual ocorre a mudança da fase líquida
para a fase gasosa, à uma determinada pressão.
b) Temperatura crítica: Temperatura acima da qual não existe fase líquida.
c) Pressão de vapor: Pressão na qual um líquido e seu vapor estão em equilíbrio
à uma determinada temperatura.
d) Densidade: Volume de uma unidade de massa a uma dada temperatura e
pressão.
e) Densidade relativa ao ar: Relação da massa de um gás com a massa de ar
que ocupa o mesmo volume à mesma temperatura e pressão.
f) Relação de mistura para a chama neutra: É a relação entre o combustível e
o comburente necessária para a queima total do combustível.
g) Temperatura da chama neutra: É a temperatura atingida em uma relação de
mistura para a chama neutra.
h) Poder calorífico: É a quantidade de calor, medido em MJ, que o combustível
pode liberar por unidade de peso.

17
i) Limite de explosividade no ar: É a faixa percentual, em volume de um gás
que, misturado com ar nas CNTP, irá formar uma mistura inflamável.
Na tabela abaixo, é possível observar as propriedades de cada um dos gases
combustíveis citados acima.
Tabela 3 - Propriedades dos gases combustíveis [5]
Cada gás combustível tem propriedade distintas, mas não é possível afirmar
que um gás será sempre o melhor para todos os processos de corte. A tabela abaixo
mostra, baseada em procedimentos experimentais, a eficiência do gás ao realizar
diferentes tipos de corte oxicombustível.
Tabela 4 - Desempenho dos gases combustíveis no oxicorte [7]
E - Excelente; MB - Muito Bom; B - Bom
2.5. Combustão
A combustão é um processo químico onde ocorre uma rápida reação
exotérmica entre um combustível e o comburente na presença de calor, gerando
dióxido de carbono e água. Para que a combustão ocorra, três elementos são
necessários [8]:
a) Energia de ativação: Energia que irá causar a reação de combustão (Calor);
Elemento Acetileno Propileno Propano Butano Metano
Fórmula química C2H2 C3H6 C3H8 C4H10 CH4
Ponto de ebulição (°C) a 1 atm -84 -48 -42 -0,5 -162
Temperatura crítica (°C) 35 92 97 152 -82
Pressão de vapor (bar) a 0°C 26,70 5,86 4,70 1,03 -
Densidade (m³/kg) a 15°C e 1 bar 0,917 0,550 0,540 0,430 1,400
Relação de mistura para chama neutra (m³ O2/m³ comb.) 1,1 3,1 5,0 6,5 1,8
Temperatura da chama neutra (°C) 3106 2872 2810 2845 2770
Poder calorífico (MJ/kg) 48,2 49,0 51,0 53,2 56,0
Limite de explosividade no ar (% em volume) a 20°C e 1 atm 2,2 - 85,0 2,0-10,5 2,2 - 9,5 1,8 - 8,4 5,0 - 15,0
Gás Combustível Acetileno GLP Propileno Gás Natural
Corte com espessura menor que 9,5 mm E MB MB B
Corte com espessura entre 9,5 e 127 mm E E E MB
Corte com espessura maior que 127 mm MB E E E
Corte com superfície oxidada E B B B
Corte repetitivo E B MB B
Corte de chapas empilhadas MB E E E
Corte de aço baixa liga E B B B
Corte de chanfro MB E E MB
Corte de peças curvas MB MB MB B
Perfuração E MB MB B
Goivagem E MB E B
18
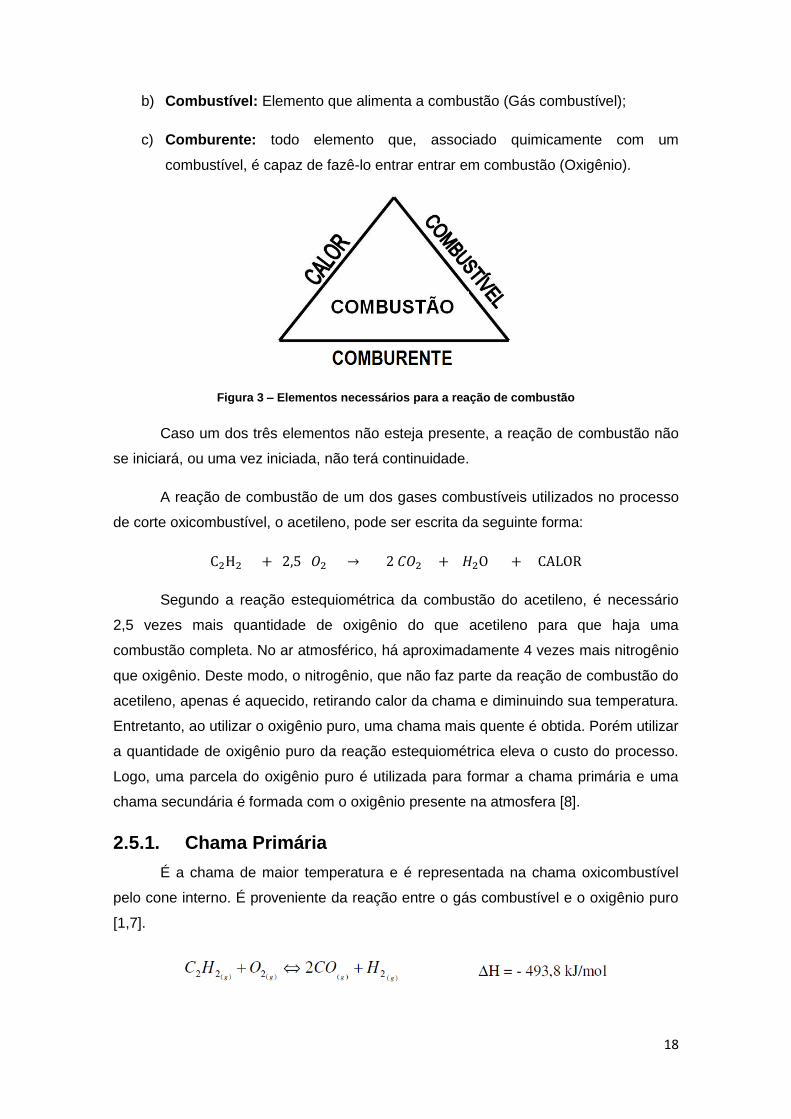
b) Combustível: Elemento que alimenta a combustão (Gás combustível);
c) Comburente: todo elemento que, associado quimicamente com um
combustível, é capaz de fazê-lo entrar entrar em combustão (Oxigênio).
Figura 3 – Elementos necessários para a reação de combustão
Caso um dos três elementos não esteja presente, a reação de combustão não
se iniciará, ou uma vez iniciada, não terá continuidade.
A reação de combustão de um dos gases combustíveis utilizados no processo
de corte oxicombustível, o acetileno, pode ser escrita da seguinte forma:
C2H2 + 2,5 𝑂2 → 2 𝐶𝑂2 + 𝐻2O + CALOR
Segundo a reação estequiométrica da combustão do acetileno, é necessário
2,5 vezes mais quantidade de oxigênio do que acetileno para que haja uma
combustão completa. No ar atmosférico, há aproximadamente 4 vezes mais nitrogênio
que oxigênio. Deste modo, o nitrogênio, que não faz parte da reação de combustão do
acetileno, apenas é aquecido, retirando calor da chama e diminuindo sua temperatura.
Entretanto, ao utilizar o oxigênio puro, uma chama mais quente é obtida. Porém utilizar
a quantidade de oxigênio puro da reação estequiométrica eleva o custo do processo.
Logo, uma parcela do oxigênio puro é utilizada para formar a chama primária e uma
chama secundária é formada com o oxigênio presente na atmosfera [8].
2.5.1. Chama Primária
É a chama de maior temperatura e é representada na chama oxicombustível
pelo cone interno. É proveniente da reação entre o gás combustível e o oxigênio puro
[1,7].

19
2.5.2. Chama Secundária
É representada pela parte externa da chama oxicombustível, chamada de
envoltório. A chama secundária pode ser classificada em dois tipos: a chama no
interior e na borda da mesma. As duas tem como combustíveis os produtos da
equação de combustão da chama primária, porém o comburente na chama interior
continua sendo o oxigênio proveniente do maçarico de corte, enquanto na chama da
borda, o comburente é o oxigênio presente no ar atmosférico [1,7].
O ar atmosférico apresenta uma composição aproximada de 78,084% de
Nitrogênio, 20,947% de Oxigênio e 0,934% de Argônio [1]. Tanto o argônio como
nitrogênio, são inertes nesta reação, porém são aquecidos pela reação, retirando-lhe
calor.
A reação do interior da chama secundária é descrita na equação abaixo [1]:
Enquanto as reações da borda da chama secundária são descritas por [1]:
Configuração da chama oxicombustível
Na chama oxicombustível existem 3 zonas que são definidas pela intensidade
e coloração da luz [8], que são:
Figura 4 - Chama oxicombustível [8]

20
2.5.3. Tipos de Chama
Os tipos de chama no processo oxicombustível, dependem basicamente da
relação oxigênio/gás combustível, também conhecida como razão ar/combustível.
Chama Neutra
É a chama proveniente uma mistura de gás combustível e oxigênio
balanceada, ou seja, com a queima perfeita entre o gás combustível e o oxigênio, de
acordo com o balanço estequiométrico para cada gás. Chama-se chama neutra pois
não existe excesso de oxigênio ou gás combustível [8]. Sua chama apresenta duas
zonas bem definidas, como demonstrado abaixo:
Figura 5 - Chama neutra [8]
A chama neutra é de suma importância, pois ela serve como parâmetro para
que o operador regule as pressões para obter o tipo de chama desejada [8]. É usada
principalmente no processo de soldagem.
Chama redutora ou carburante:
É a chama resultante de uma mistura de oxigênio e gás combustível com
excesso de gás combustível. Seu aspecto apresenta três zonas distintas, conforme
mostrado na figura 4. É utilizada principalmente na soldagem de tubulações [8].
Chama oxidante
É a chama resultante de uma mistura oxigênio e gás combustível, como
excesso de oxigênio [8]. Seu aspecto apresenta duas zonas distintas, conforme
ilustrado abaixo:

21
Figura 6 - Chama oxidante
É a chama mais utilizada no processo de corte oxicombustível [8].
2.6. Princípio do Processo de Oxicorte
O processo de corte oxicombustível é baseado na rápida oxidação do metal
base, quando este é aquecido a uma temperatura denominada temperatura de
oxidação. Para obtermos o corte do metal, uma região pontual é aquecida até a
temperatura de oxidação e submetida a um jato de oxigênio de alta pressão [8]. Na
temperatura ambiente e na presença de oxigênio, o ferro oxida-se lentamente, porém
conforme a temperatura aumenta, a reação de oxidação é acelerada, tornando-se
praticamente instantânea a 1350°C [1]. Nesta temperatura, a temperatura de oxidação,
o calor fornecido pela reação de oxidação é suficiente para liquefazer o óxido formado
e realimentar a reação. O óxido no estado líquido é expulso pelo jato de oxigênio de
corte, o que permite o contato do ferro devidamente aquecido, como o oxigênio de
corte, dando continuidade ao processo [1]. Abaixo é possível observar uma vista
esquemática do processo.
Figura 7 - Esquema de funcionamento do processo de oxicorte [1]

22
No processo de oxicorte há cinco condições que devem ser respeitadas para
que o processo possa ocorrer [1]:
a) A temperatura de início de oxidação deve ser menor que a temperatura de
fusão do metal;
b) A reação de oxidação deve ser suficientemente exotérmica de modo a manter
a peça na temperatura de oxidação;
c) Os óxidos formados devem se manter no estado líquido na temperatura de
oxicorte, de modo a facilitar o escoamento dos mesmos, dando continuidade
ao processo;
d) O material a ser cortado deve ter baixa condutividade térmica;
e) Os óxidos formados durante o processo devem ter alta fluidez.
Cumpridas estas condições, o ferro presente no metal reage com o oxigênio
proveniente do maçarico e bico de corte, uma vez que o ferro em seu estado metálico
é menos estável em que seu estado de óxido. No processo de oxicorte, a reação de
oxidação é acelerada, havendo um considerável ganho exotérmico, conforme
demonstrado nas equações abaixo, provenientes da referência [1].
O processo de oxicorte é um processo que, teoricamente, uma vez iniciado,
não necessita da presença da chama oxicombustível, visto que o processo de
oxidação do ferro gera energia suficiente para manter o processo [1]. Isto porém, não
é o que ocorre na prática. As perdas de calor por condução para o restante da chapa,
acabam por diminuir a temperatura do ponto onde a reação está ocorrendo a um valor
inferior a temperatura de oxidação, fazendo com que o processo sofra uma
interrupção. Em um outro extremo, se a temperatura da chama oxicombustível for
muito superior a temperatura de oxidação do metal a ser cortado, estará próxima da
temperatura de fusão do mesmo e esta proximidade diminui o limite de escoamento do
metal, produzindo em consequência cortes com superfície irregular devido a fusão de
partes da superfície cortada [1].

23
2.7. Problemas no corte oxicombustível
2.7.1. Problemas de chama em maçaricos
Descolamento de chama
Este fenômeno ocorre quando a velocidade de saída da mistura entre gás
combustível e oxigênio é superior à velocidade de queima da chama. A chama então
se afasta do orifício de saída do bico de corte, reduzindo a eficiência do processo [2].
Engolimento de chama
São sucessivos apagamentos e acendimentos da chama oxicombustível
caracterizadas pelo som de pequenos estalos, que ocorrem quando a chama penetra
o interior do bico de corte e é imediatamente expulsa pela mistura entre gás
combustível e oxigênio em alta velocidade. Pode ser provocado pelo abafamento da
chama na ponta do bico de corte, quando a distância para a peça a ser cortada é
muito pequena, por superaquecimento do bico de corte ou por baixa vazão do gás
combustível. A chama pode se extinguir ou permanecer dentro dos equipamentos. No
último caso, ocorre o retrocesso de chama [2].
Retrocesso de chama
Quando a velocidade de saída da mistura entre gás combustível e oxigênio é
inferior à velocidade de queima da chama da mesma, a combustão pode ocorrer no
interior dos equipamentos. Este fenômeno é chamado de retrocesso de chama. Pode
ocorrer com muita facilidade quando o parâmetro de vazão de gás combustível não é
suficiente para a capacidade de queima do gás. O retrocesso de chama pode causar
sérios acidentes caso a chama atinja os cilindros com gás combustível e oxigênio em
alta pressão [2]. Deste modo, são utilizados alguns equipamentos de segurança, que
serão explicados adiante, para prevenir graves acidentes.
2.7.2. Defeitos e descontinuidades no corte oxicombustível
Em um corte oxicombustível de boa qualidade, é possível observar uma
superfície lisa, regular e com linhas resultantes na superfície cortada quase verticais. A
escória, presente na parte inferior do corte pode ser facilmente removida. A
inobservância dos parâmetros de corte (pressão dos gases, velocidade de corte,
distância do bico de chapa a chapa, etc..) porém, pode resultar em defeitos na
superfície cortada [5]. É importante conhecer os tipos de defeitos e descontinuidades e
suas principais causas, de modo a corrigir o processo de corte com exatidão. A figura

24
abaixo mostra os principais defeitos e descontinuidades encontrados no processo de
oxicorte mecanizado e as causas mais prováveis para que ocorram.
Figura 8 - Defeitos e descontinuidades no oxicorte [5]
2.8. Normas
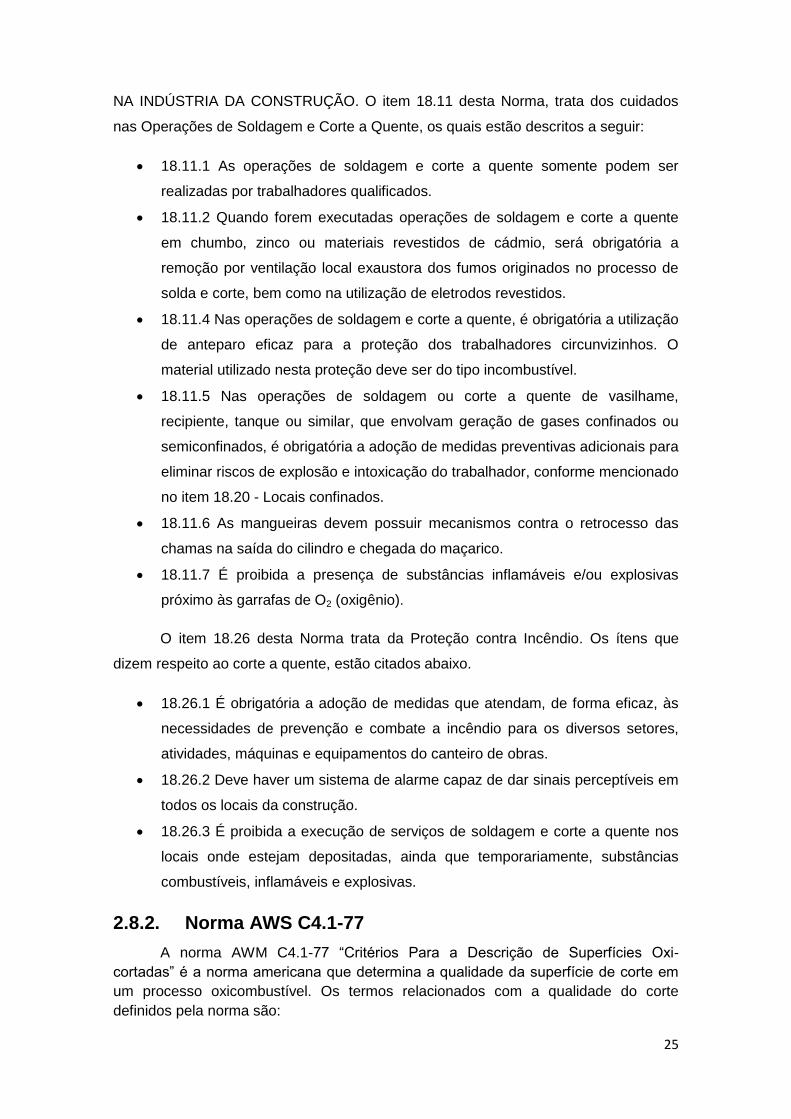
2.8.1. Norma NR 18 No Brasil, para realizar operações de corte a quente, o ítem 18.11 da norma
regulamentória NR 18 deve ser respeitado. Abaixo é possível observar os ítens que
dizem respeito ao corte a quente [9].
“A portaria n.° 208 de 08 de dezembro de 2015, do Minitério do Trabalho e da
Previdência Social (MTPS), publicada no Diário Oficial da União de 09/12/2015, editou
a Norma Regulamentória – NR 18 - CONDIÇÕES E MEIO AMBIENTE DE TRABALHO
25
NA INDÚSTRIA DA CONSTRUÇÃO. O item 18.11 desta Norma, trata dos cuidados
nas Operações de Soldagem e Corte a Quente, os quais estão descritos a seguir:
18.11.1 As operações de soldagem e corte a quente somente podem ser
realizadas por trabalhadores qualificados.
18.11.2 Quando forem executadas operações de soldagem e corte a quente
em chumbo, zinco ou materiais revestidos de cádmio, será obrigatória a
remoção por ventilação local exaustora dos fumos originados no processo de
solda e corte, bem como na utilização de eletrodos revestidos.
18.11.4 Nas operações de soldagem e corte a quente, é obrigatória a utilização
de anteparo eficaz para a proteção dos trabalhadores circunvizinhos. O
material utilizado nesta proteção deve ser do tipo incombustível.
18.11.5 Nas operações de soldagem ou corte a quente de vasilhame,
recipiente, tanque ou similar, que envolvam geração de gases confinados ou
semiconfinados, é obrigatória a adoção de medidas preventivas adicionais para
eliminar riscos de explosão e intoxicação do trabalhador, conforme mencionado
no item 18.20 - Locais confinados.
18.11.6 As mangueiras devem possuir mecanismos contra o retrocesso das
chamas na saída do cilindro e chegada do maçarico.
18.11.7 É proibida a presença de substâncias inflamáveis e/ou explosivas
próximo às garrafas de O2 (oxigênio).
O item 18.26 desta Norma trata da Proteção contra Incêndio. Os ítens que
dizem respeito ao corte a quente, estão citados abaixo.
18.26.1 É obrigatória a adoção de medidas que atendam, de forma eficaz, às
necessidades de prevenção e combate a incêndio para os diversos setores,
atividades, máquinas e equipamentos do canteiro de obras.
18.26.2 Deve haver um sistema de alarme capaz de dar sinais perceptíveis em
todos os locais da construção.
18.26.3 É proibida a execução de serviços de soldagem e corte a quente nos
locais onde estejam depositadas, ainda que temporariamente, substâncias
combustíveis, inflamáveis e explosivas.
2.8.2. Norma AWS C4.1-77
A norma AWM C4.1-77 “Critérios Para a Descrição de Superfícies Oxi-
cortadas” é a norma americana que determina a qualidade da superfície de corte em
um processo oxicombustível. Os termos relacionados com a qualidade do corte
definidos pela norma são:

26
Planicidade, Linha de arraste, Rugosidade, Entalhe, Angularidade, Arredondamento da
borda superior e Escória.
A norma porém não descreve nenhum requisito de qualidade. O método de
medição também não é descrito no documento, sendo a rugosidade analisada através
da comparação da superfície de corte com um modelo de qualidade aceitável ou
através da comparação com o “Guia de Rugosidade da Superfície Oxi-cortada”, que
consiste em uma réplica de plástico de quatro superfícies de corte com diferentes
graus de rugosidade [5]. Para atender a norma portanto, apenas uma comparação
visual deve ser realizada.
2.9. Equipamentos
No processo de oxicorte, uma série de equipamentos é utilizada de maneira a
realizar o corte com eficiência e segurança. Aqui estão listados os equipamentos
utilizados na indústria e nos testes contidos neste trabalho.
2.9.1. Reguladores de Pressão
Um regulador de pressão é um dispositivo pneumático projetado para reduzir a
pressão Inicial a um valor definido, chamado de pressão de trabalho, e mantê-la
constante, mesmo com variações na pressão de entrada do regulador e na vazão de
gás [7].
Quando um gás é transportado, por questões logísticas e econômicas, este gás
é inserido no recipiente em alta pressão, pois isto aumenta a quantidade de gás
transportado por recipiente, diminuindo custos logísticos de transporte. Logo, quanto
maior a pressão de um gás dentro de um recipiente, maior a massa de gás dentro do
mesmo recipiente.
Normalmente, ao se utilizar o gás, a pressão de trabalho é bem inferior à
pressão de saída do recipiente, por isso o regulador de pressão é utilizado.
Características básicas de um regulador de pressão [7]
Para um bom funcionamento de um regulador de pressão, alguns requisitos
básicos tem que ser cumpridos.
O regulador de pressão tem que ser capaz de manter a pressão de saída
razoavelmente constante, mesmo com a variação a pressão de entrada no regulador,
o que acontece, por exemplo, durante o consumo do gás, onde a pressão no interior
do recipiente vai diminuindo com o tempo. O regulador necessita de alta sensibilidade,

27
que significa a habilidade de retornar para a pressão de saída ajustada, quando o fluxo
de gás for interrompido e inciado novamente. Mínima variação na pressão de saída,
causada pelo congelamento do gás na passagem pelo regulador, devido à altas
vazões. Durabilidade, com construção robusta, porém com peso reduzido, conforme
as normas de segurança, gerando uma boa resistência mesmo nas condições mais
adversas de trabalho. As conexões de entrada e de saída de um regulador de pressão
deve ser especificadas para cada gás e não podem ser intercambiáveis entre si. Os
manômetros de entrada e saída, devem ser adequados às pressões utilizadas. Os
reguladores de pressão devem ser limpos, evitando que resíduos penetrem seu
interior. Para o uso de oxigênio, os reguladores de pressão devem ser desengraxados
e desengordurados, pois o contato entre hidrocarbonetos e oxigênio podem gerar uma
explosão.
Funcionamento dos reguladores de pressão [7]
Depois de instalado, aciona-se o parafuso de regulagem, que comprime a mola
superior do regulador, transmitindo movimento ao diafragma. O diafragma desloca a
haste, desobstruindo o orifício de passagem de gás, chamado de sede, dando
passagem ao gás em alta pressão (Pressão de Entrada). A pressão de entrada é
superior à pressão no interior do regulador. Com isso, o gás tentará passar para a
câmara de pressão inferior, forçando o diafragma, que se moverá em sentido contrário
ao da mola, movimentando assim, a haste que tende a fechar o orifício de passagem
de gás. Com o movimento da haste, há a diminuição da área da sede, reduzindo
assim, a pressão de saída do regulador.
Este movimento se repete até atingir o equilíbrio de todas a forças envolvidas,
estabilizando, consequentemente, a pressão de saída do regulador.
Figura 9 – Regulador de Pressão [7]

28
Os reguladores de pressão podem ser divididos em duas famílias, como
explicado abaixo:
Regulador de Pressão Tipo Haste [7]
No regulador de pressão tipo haste, a vazão é controlada pela área anular
entre a haste e a sede do regulador, conforme mostrado na Fig. 10. Este tipo de
regulador é de simples construção, contudo, não é aplicável a baixas pressões, pois
para baixas pressões a folga que deve existir entre a haste e a sede, tem que ser
muito pequena, impossibilitando a construção deste conjunto.
No regulador de pressão tipo haste, devido a pressão de entrada exercer uma
força contrária ao funcionamento da haste, a pressão de saída aumenta quando a
pressão de entrada diminui.
Figura 10 Regulador de pressão tipo haste [7]
Regulador de Pressão tipo Bocal [7]
No regulador de pressão tipo bocal, a pressão e a vazão são controladas por
um orifício, vedado por uma sede de borracha, conforme mostrado na Fig. 11. Por não
ter uma haste deslizando dentro do orifício, estes reguladores são ideiais para baixas
vazões, embora sua construção seja mais elaborada do que um regulador do tipo
haste.
No regulador de pressão tipo bocal, devido ao fato da pressão de entrada
tender a abrir a sede, a pressão de saída do gás tende a diminuir conforme a pressão
de entrada diminui.

29
Figura 11 Regulador de pressão tipo bocal [7]
Tipo de Construção dos reguladores de pressão
Quanto ao tipo de construção dos reguladores de pressão, temos três famílias
distintas, conforme descrito a seguir
Reguladores de Pressão de Simples Estágio [7]
Nos reguladores de simples estágio, a pressão de saída do regulador é
regulada e fixada apenas por uma queda de pressão, ou seja, a pressão é reduzida
diretamente da alta pressão de entrada, para a baixa pressão de saída.
Nestes reguladores há, geralmente, uma variação na pressão de saída quando
ocorre uma grande variação na pressão de entrada, como por exemplo, um recipiente
cheio para um recipiente vazio, ou o congelamento do gás devido a uma bruta
expansão.
Reguladores de pressão de Simples estágio podem ser tanto do tipo haste quanto do
tipo bocal, dependendo da faixa de vazão de saída desejada. Sua construção está
demonstrada nas Fig. 10 e Fig. 11.
Reguladores de Pressão de Múltiplos Estágios [7]
Quando há a necessidade de uma pressão de saída constante, reguladores de
pressão de múltiplos estágios são utilizados. Nestes reguladores, a pressão de
entrada é abaixada aos poucos, ou seja, a alta pressão de entrada é reduzida a uma
pressão inferior e assim consecutivamente até se atingir a pressão de saída desejada,
conforme mostrado na figura 12.

30
Figura 12 Regulador de pressão duplo estágio[7]
Neste tipo de construção, a queda de pressão é conseguida através de
regulagens sucessivas, ou seja, é obtida por sucessivos estágios de regulagem. Estes
estágios são regulados independentes um do outro, sendo que a pressão de saída dos
estágios iniciais são pré-definidas e a pressão de saída do último estágio é regulado
pelo operador, através do parafuso de regulagem, conforme mostrado na imagem
acima.
A pressão de saída dos reguladores de múltiplos estágios é substancialmente
constante, devido ao pequeno salto de pressão entre a pressão de entrada e saída de
cada estágio. Os reguladores de pressão de múltiplos estágios podem ser do tipo
haste, bocal, ou ainda a combinação dos dois tipos.
Reguladores de Pressão Pilotados [7]
O regulador de pressão pilotado é a combinação de dois reguladores, um
piloto, de menor dimensão, e um principal, de maior dimensão, conforme mostrado na
Fig. 13 A função do regulador piloto é aplicar uma força sobre o diafragma do
regulador principal, substituindo a forçada mola de regulagem. O uso desta construção
se dá para grandes vazões de entrada, onde em reguladores de simples e múltiplos
estágios a força exercida sobre a mola de regulagem é muito grande, impossibilitando
o acionamento do regulador. A função do regulador principal é de reduzir a pressão de
entrada para a pressão de saída desejada.
Neste tipo de construção, tanto o regulador piloto quanto o regulador principal
podem ser do tipo haste ou bocal, dependendo do tipo da aplicação desejada.

31
Figura 13 Regulador de pressão pilotado [7]
Utilização dos reguladores de pressão
Todo regulador de pressão possui uma folha de especificação onde estão
contidos todos os dados importantes para o funcionamento adequado do
equipamento. A utilização conforme estes dados permite o melhor rendimento do
regulador de pressão
Reguladores de pressão para cilindros [7]
São reguladores para uso geral em cilindros, utilizados em diversas operações
como soldagem, corte, aquecimento, laboratórios e hospitais.
Figura 14 – Regulador de pressão para cilindro [10]
Reguladores de pressão para posto [7]

32
Reguladores de pressão para posto são próprios para fontes de suprimento.
Sua aplicação principal se dá em redes onde a distribuição de gases ocorre por meio
de tubulações à pressão intermediária, entre as elevadas pressões dos cilindros e a
baixa pressão de trabalho, que exigiria uma tubulação de grande diâmetro.
Figura 15 – Regulador de pressão para posto [10]
Reguladores de pressão para centrais de cilindros [7]
São reguladores para grandes vazões de saída, robustos e com pequena
variação na pressão de saída. São geralmente utilizados para alimentar a entrada de
reguladores de posto, que possuem pequena capacidade de saída.
Figura 16 – Regulador de pressão para centrais de cilindros [7]
2.9.2. Mangueiras para soldagem e corte
Mangueiras para soldagem e corte são projetadas para serem usadas com
gases específicos, de acordo com a pressão de trabalho desejada. Para prevenir o

33
uso indevido de uma mangueiras, elas geralmente são coloridas de acordo com o tipo
de gás a ser utilizado.
Utiliza-se a cor vermelha para acetileno e outros gases combustíveis, verde
para oxigênio , e preto para gases inertes, como argônio e nitrogênio e ar comprimido
[11].
Mangueiras para soldagem e corte, consistem basicamente de um tubo e uma
capa protetora, conforme demonstrado na Fig 17:
Figura 17 Mangueira para solda e corte [12]
Com o desenvolvimento de diversos gases combustíveis, baseados em
hidrocarbonetos e misturas de hidrocarbonetos, o efeito destes gases sobre a
mangueira teve de ser estudado, pois cada gás interage de maneira diferente com a
borracha presente na mangueira. Para gases combustíveis o procedimento de testes
mais aplicáveis seriam projetados para medir a alteração das propriedades físicas da
borracha da mangueira após exposição ao respectivo gás combustível, como tensão,
alongamento e dureza. Uma característica significante na borracha de uma mangueira
de soldagem e corte é um fenômeno conhecido como permeação. Cada gás confinado
no interior de uma mangueira apresenta uma tendência diferente de passar atráves da
parede de borracha e consequentemente através do revestimento do tubo para a
atmosfera. Cada composto de borracha tem uma resistência específica à permeação
[11]. A razão de permeação do gás aumenta, conforme o aumento da temperatura. De
modo a minimizar a permeação de gás através da mangueira, é lógico o projeto do
composto do tubo com a menor razão de permeação possível. O problema presente
no caso das mangueiras para soldagem e corte é a grande variedade de gases
combustíveis encontrada, as diferentes pressões de trabalho utilizadas na indústria e
as diferentes temperaturas encontradas no local de trabalho.
Um dos padrões mais utilizados para mangueiras de soldagem e corte é o padrão
Norte Americano, RMA;CGA IP-7, que define as mangueiras de soldagem e corte em
três grades e quatro tipos, conforme listado abaixo [11]:

34
a) Grade R: Para uso com acetileno apenas. Tanto o tubo quanto o revestimento
não são resistentes à chama e à óleo.
b) Grade RM: Para uso com acetileno apenas. O tubo não é resistente à chamas
nem à óleo. O revestimento é resistente tanto à chamas quanto à óleo.
c) Grade T: Para uso com a maioria dos gases combustíveis. Tanto o tubo
quanto o revestimento são resistentes à chama e à óleo.
d) Tipo L: Tubo em linha simples, designado para serviços com carga leve
e) Tipo S: Tubo em linha simples, designado para serviços com carga
intermediária
f) Tipo H: Tubo em linha simples, designado para serviços com carga alta.
g) Tipo VD: Tubo em linha dupla vulcanizada (Geralmente utilizada em processos
de solda e corte oxicombustível)
Figura 18 – Mangueira para solda e corte [13]
Qualquer gás combustível que não o acetileno, requer uma mangueira de
Grade T, para garantir a compatibilidade do gás utilizado e assegurar a segurança do
operário [11].
Resistência à óleo
Quando exposto a um ambiente oleoso, mangueiras que não são resistentes à
oleo tornam-se pegajosas e macias. Isto pode levar à separação do revestimento do
tubo da mangueira, ou a um desgaste excessivo da superfície da mangueira. Ambas
condições podem levar a falhas prematuras da mangueira e diminuição da vida útil.
Resistência à chamas

35
Mangueiras resistentes à chama tem um tubo auto-extinguível e proteção interna e
externa contra a exposição a condições adversas como, o contato com escórias
quentes ou retrocesso de chama.
2.9.3. Instrumento de Medição de Vazão
No processo de corte oxicombustível, a relação entre o gás comburente e o
gás combustível é muito importante para o cálculo da razão ar-combustível, de modo a
determinar o tipo de chama desejada para o processo. Nos processos de corte
oxicombustível na indústria, entretanto, o principal instrumento de medição é o
regulador de pressão, que informa a pressão do gás na saída do mesmo. De modo a
converter os valores de pressão em valores volumétricos de vazão, é utilizado um
instrumento chamado rotâmetro. O rotâmetro permite calcular a razão ar-combustível
a partir das vazões do oxigênio de pré-aquecimento e do gás combustível e o
consumo dos gases utilizados no processo, através das vazões dos gases, do tempo
de pré-aquecimento da peça e do tempo total de corte.
O rotâmetro consiste em um medidor de vazão de área variável, onde um fluido
escoa verticalmente dentro de um tubo com um flutuador, cuja sessão varia
linearmente, expondo o escoamento a uma variação de área à medida que a vazão se
altera [14].
Figura 19 - Medidor de vazão tipo rotâmetro [15]
Na condição de projeto, a pressão diferencial permanece constante em todo
escoamento, porque a força de empuxo e o peso são constantes e a altura de
flutuação muda para satisfazer a equação de Bernoulli. A área do escoamento entre o
tubo e o flutuador fornece então, uma indicação da vazão. Como a altura do flutuador
aumenta de forma proporcional à área de passagem do escoamento, o valor da altura
em que se encontra o flutuador indica a vazão. A geometria básica do medidor de

36
vazão é em forma de tubo, cujo diâmetro interno varia ao longo de seu comprimento,
com o objetivo de criar uma variação anular entre o flutuador e a parede interna do
tubo. O fluido entra no tubo pela parte inferior, acelera para uma velocidade superior
pela área anular ao redor do flutuador e sai pela parte superior do rotâmetro. A
equação de Bernoulli aplicada entre a área de entrada do escoamento no tubo do
rotâmetro e a área anular, fornece a seguinte equação [14]:
Figura 20 - Medidor de vazão de área variável. (a) Relação entre área e velocidade (b) Diagrama [15]
𝑃𝑓1
𝜌𝑓+
��𝑓12
2+ 𝑔𝑧1 =
𝑃𝑓2
𝜌𝑓+
��𝑓22
2+ 𝑔𝑧2
Onde:
Afl, é a área efetiva do flutuador;
Vfl, é o volume do flutuador;
Pf1, é a pressão na parte inferior do flutuador;
Pf2, é a pressão na parte superior do flutuador;
Vf1, é a velocidade do escoamento na entrada do rotâmetro;
Vf2, é velocidade do escoamento na região anular ao flutuador;
g, é a gravidade local;
z1, é a altura do flutuador na situação 1;
z2, é a altura do flutuador na situação 2; e
ρf, é a massa específica do fluido.

37
Materiais utilizados
Os flutuadores dos rotâmetros podem ser fabricados com diferentes tipos de
materiais, com o objetivo de se obter uma diferença de massa específica (relação
entre a massa específica do fluido e do flutuador), de modo a medir a vazão
volumétrica de determinado líquido ou gás [15].
O tubo do rotâmetro é geralmente fabricado em vidro, com alta resistência, de
modo a permitir a observação direta da posição do flutuador na escala marcada no
tubo.
Conversão de valores
Ao se utilizar um rotâmetro, é observada a posição do flutuador na marcação
no tubo de vidro. Com o auxílio de um software, que realiza a correção do valor da
vazão entre a escala de calibração e as condições de teste, é possível obter a vazão
corrigida para cada gás utilizado. Para cada rotâmetro, são inseridos os seguintes
parâmetros de uso do determinado gás:
a) Gás Utilizado
b) Pressão atmosférica
c) Pressão manométrica do gás
d) Temperatura ambiente
e) Posição do flutuador na marcação do tubo.
A partir destes parâmetros, o software é capaz de calcular a vazão corrigida de
gás considerando as perdas de carga no processo.
Painel de Rotâmetro
Para o estudo em questão, foi utilizado um painel de rotâmetros, com 3
rotâmetros: Um rotâmetro para o gás combustível, com dois flutuadores, um de nylon
e outro de inox, de modo a ampliar a faixa de atuação do rotâmetro; Um rotâmetro
para o oxigênio de pré-aquecimento, também com dois flutuadores, um de nylon e
outro de inox; E um rotâmetro para o oxigênio de corte, com dois flutuadores de inox,
com massas específicas diferentes, de modo a permitir a leitura da vazão do oxigênio
de corte, superior ao gás combustível e ao oxigênio de pré-aquecimento.

38
2.9.4. Válvulas anti-retorno
A função das válvulas anti-retorno é impedir que o fluxo de gás se de na
direção inversa da desejada e podem ser instaladas na saída do regulador de pressão
ou na entrada do maçarico de corte [2].
Figura 21 Válvula anti-retorno [16]
Seu funcionamento se baseia em uma mola tensionada que impede a
passagem de gás no sentido oposto ao fluxo de gás que saí do regulador de pressão
em direção ao maçarico de corte, como demonstrado a seguir [7]:
Figura 22 – Válvula anti-retorno [7]
Válvulas anti-retorno são utilizadas para proteger os equipamentos da reversão
do fluxo de gases, que pode ocasionar em acidentes. A instalação da mola da válvula
não depende da força da gravidade, logo a válvula pode ser instalada em qualquer
posição ou orientação [16].

39
2.9.5. Válvulas corta-chama
A função das válvulas corta-chama, é extinguir a chama proveniente do
problema de retrocesso de chama. Além de extinguir a chama proveniente do
retrocesso de chama, estas válvulas também previnem o retorno de fluxo de gases,
logo podem substituir as válvulas anti-retorno. De acordo com o modelo desejado as
válvulas corta-chama podem ser instaladas na entrada do maçarico de corte, ou
diretamente na mangueira de corte, sem exceder a distancia de um metro do maçarico
de corte [2].
Figura 23 – Válvula corta-chama [17]
Seu funcionamento se baseia em um material sinterizado que extingue a
chama em caso de retrocesso da mesma. Após ser extinguida, uma válvula de
retenção impede a passagem de gás no sentido oposto ao desejado. A contra-pressão
do retrocesso de gás aciona um pistão que bloqueia o fluxo normal de gás. O
funcionamento de uma válvula corta-chama pode ser observado na figura a seguir [7]:
Figura 24 – Esquemático de uma válvula corta-chama [7]

40
1. Sentido normal de fluxo.
2. Retrocesso da chama.
3. Elemento sinterizado que extingue a chama proveniente do retrocesso.
4. Válvula de retenção que impede a reversão do fluxo de gás.
5. Pistão que é acionado pela contrapressão do retrocesso, bloqueando o fluxo
normal.
2.9.6. Maçarico de Corte
Maçaricos são equipamentos que misturam o oxigênio e o gás combustível em
volumes e velocidades apropriados, para produzir uma chama capaz de aquecer,
soldar ou cortar o metais. Os maçaricos podem ser divididos em três tipos, como
mostrado abaixo.
Maçarico tipo Misturador (Média pressão)
Neste tipo de maçarico, o gás combustível e o oxigênio são fornecidos com
pressões praticamente iguais, misturando-se espontaneamente na câmara de mistura.
Os maçaricos misturadores trabalham com qualquer tipo de gás combustível sem a
necessidade de adaptações de projetos [7].
Figura 25 Maçarico Misturador [7]
Maçarico tipo Injetor (Baixa Pressão)
Neste tipo de maçarico, o gás combustível e o oxigênio são fornecidos com
pressões diferentes, com o oxigênio a um pressão superior. Ao passar pelo orifício
central do injetor, o oxigênio se expande gerando vácuo e arrastando o gás
combustível para a câmara de mistura [7].

41
Figura 26 - Maçarico tipo Injetor [8]
Neste tipo de maçarico há uma relação entre a pressão do oxigênio e do gás
combustível. Uma variação na pressão de entrada de oxigênio, acarreta em uma
variação na pressão do gás combustível, mantendo sempre a razão estequiométrica
de ar/combustível. Como cada gás combustível tem uma razão ar/combustível
diferente, existe um tipo de injetor para cada gás combustível [7].
Figura 27 - Maçarico tipo Injetor 2 [7]
Maçarico com Mistura no Bico
Neste tipo de maçarico, a mistura entre o gás comburente, oxigênio, e o gás
combustível, ocorre somente no bico, tornando o maçarico um simples condutor dos
gases. Neste tipo de maçarico, os bicos utilizados são denominados de três sedes e
são utilizados exclusivamente para aquecimente e corte. Este sistema de mistura
apresenta uma melhor resistência ao retrocesso de chama [7].
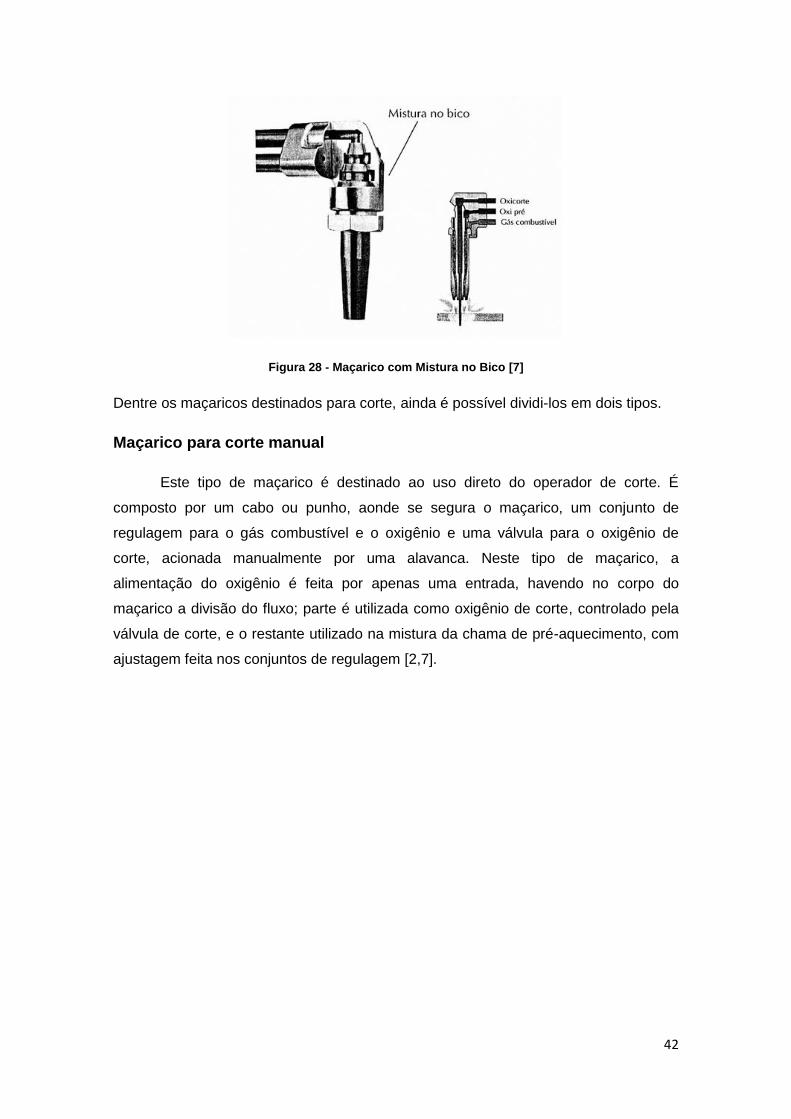
42
Figura 28 - Maçarico com Mistura no Bico [7]
Dentre os maçaricos destinados para corte, ainda é possível dividi-los em dois tipos.
Maçarico para corte manual
Este tipo de maçarico é destinado ao uso direto do operador de corte. É
composto por um cabo ou punho, aonde se segura o maçarico, um conjunto de
regulagem para o gás combustível e o oxigênio e uma válvula para o oxigênio de
corte, acionada manualmente por uma alavanca. Neste tipo de maçarico, a
alimentação do oxigênio é feita por apenas uma entrada, havendo no corpo do
maçarico a divisão do fluxo; parte é utilizada como oxigênio de corte, controlado pela
válvula de corte, e o restante utilizado na mistura da chama de pré-aquecimento, com
ajustagem feita nos conjuntos de regulagem [2,7].

43
Figura 29 - Maçarico de corte manual [2]
Maçarico de corte mecanizado
Este tipo de maçarico é destinado ao uso em processos mecanizados. A
principal diferença deste maçarico para o maçarico manual é o fato que o oxigênio de
corte e o oxigênio de pré-aquecimento possuem entradas distintas, ou seja, uma para
cada gás. O controle dos gases (oxigênio e gás combustível) são feitos
separadamente, isto elimina a alavanca de acionamento do oxigênio de corte [2,7].

44
Figura 30 - Maçarico de corte mecanizado [2]
2.9.7. Bicos de Corte
Uma das escolhas mais importantes do processo de corte oxicombustível é o
bico de corte, pois sua função é aumentar a energia cinética do fluido em um processo
adiabático, com a diminuição da pressão de acordo com a variação correspondente da
área de escoamento e conduzir os gases pelo orifício de saída de maneira constante e
sem turbulências. A construção do bico varia de acordo com o combustível utilizado,
visando aproveitar mais o calor proveniente da chama primária que o calor da chama
secundária. São produzidos em ligas especiais, podendo ter formas inteiras ou
bipartidas, dependendo do gás combustível utilizado (Fig. 31). Podem ainda possuir
duas sedes, onde a mistura entre o gás combustível é realizada no maçarico, ou três
sedes, onde a mistura é realizada no próprio bico de corte [7].
Figura 31 - a) Bico de corte monobloco b) Bico de corte bipartido [18,19]
Todos os bicos de corte funcionam de modo a separar o fluxo de gases de pré
aquecimento do jato de oxigênio de corte, pois deste modo se proporcionam as
características específicas do corte. A capacidade de oxidação é afetada pela
velocidade do jato de oxigênio de corte, logo, para que os óxidos fundidos sejam
removidos assim que formados, é necessário que este jato tenha uma maior energia
cinética, em comparação à mistura de pré-aquecimento [7].

45
O processo de corte oxicombustível exige precisão na regulagem de oxigênio,
pois com pouco oxigênio no jato de corte, os óxidos não são formados e o corte fica
incompleto, enquanto um excesso de oxigênio o metal é resfriado, interrompendo o
prosseguimento do corte. Deste modo, o bico de corte deve ser dimensionado para
atender a um determinado tipo de trabalho e a uma faixa específica de espessura a
ser cortada. A escolha inadequada do bico de corte compromete a qualidade de corte
e aumenta o custo de produção. Os seguintes fatores devem ser levados em
consideração na escolha do bico de corte: O material, a espessura a ser cortada, o
gás combustível, o maçarico de corte e o tipo de trabalho [1].
Tipo de Trabalho: Corte Manual ou Mecanizado
Um bico projetado para corte manual, em geral, apresenta maior rendimento
quando usado em corte mecanizado. Porém, um bico para corte mecanizado torna-se
praticamente inviável quando usado em corte manual, devido ao fato de que os
parâmetros de operação nos corte mecanizados serem constantes durante todo o ciclo
de trabalho [8].
Os bicos de corte, podem ser divididos quanto ao jato de corte em dois tipos:
Bico de Corte Convencional
Bicos de corte utilizados para corte manuais ou mecanizados, onde não é
exigida alta velocidade de corte. Operam com pressões baixas de oxigênio de corte,
na faixa de 2 a 6 kgf/cm2. Devido à geometria do orifício de saída ser reta, neste tipo
de bico de corte, o jato será sempre subsônico, diminuindo consequentemente a
velocidade de corte. Apresenta sangria de maior área e não exibe excelente
acabamento [7,8].
Figura 32 - Bico de corte Convencional [8]

46
Bico de Corte de Alta Velocidade
Bicos de corte para corte mecanizados, onde se requer uma maior velocidade
de corte. Opera com pressões de oxigênio de corte na faixa de 6 a 8 kgf/cm2. O
formato do orifício de saída do jato de corte apresenta um perfil convergente-
divergente, que possibilita que o jato atinja velocidade supersônica. Neste tipo de bico
de corte, a expansão dos gases é feita dentro do canal divergente, fazendo com que o
jato de corte não se expanda na saída do orifício, resultando em sangrias de menor
dimensão quando comparado com o bico de corte convencional. Possui um aumento
de velocidade de até 30% em relação ao bico de corte convencional [7,8].
Figura 33 - Bico de corte de Alta Velocidade [8]
Bico 3 sedes
Neste tipo de bico de corte, a mistura oxigênio/gás combustível é realizada
apenas no próprio bico de corte, tendo o maçarico com a função apenas de levar os
gases para o bico. Em um bico de corte de três sedes, cada orifício por onde passam
os gases é uma câmara de mistura, logo ao longo de sua circunferência, este tipo de
bico apresenta pelo menos seis câmaras de mistura. Nesta construção de bico,
podemos encontrar dois tipos de bico, o convencional e o de alta velocidade [8].
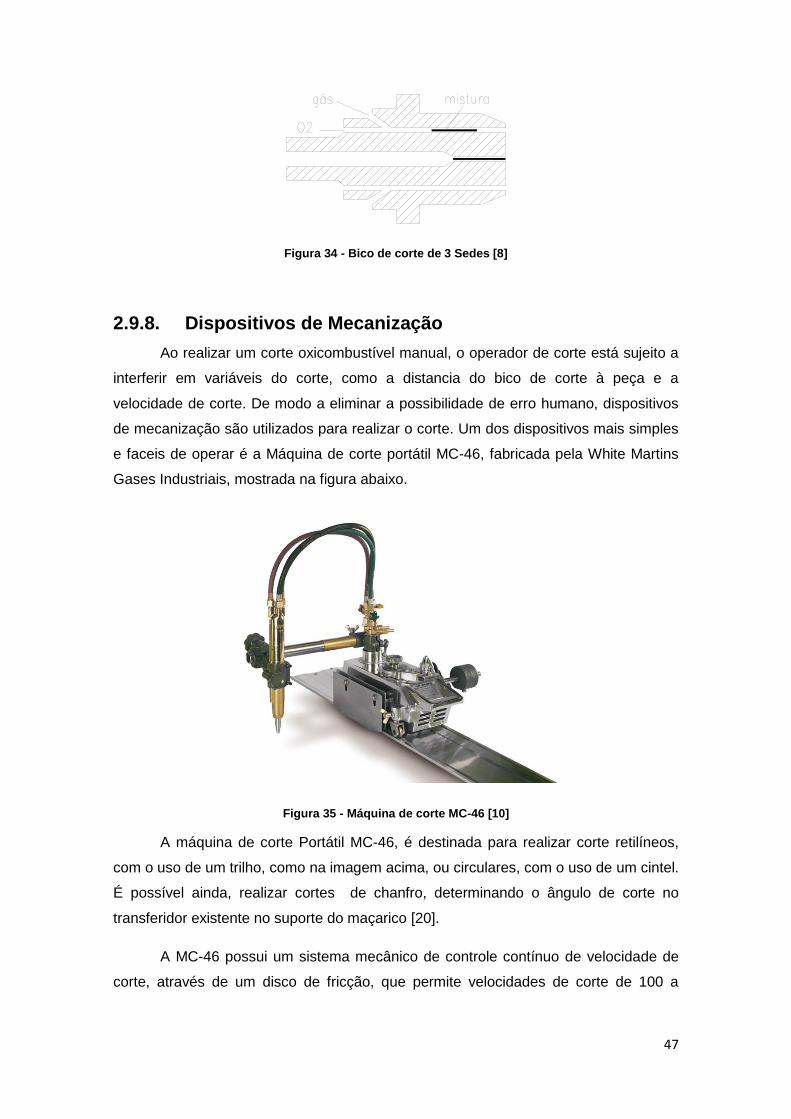
47
2.9.8. Dispositivos de Mecanização
Ao realizar um corte oxicombustível manual, o operador de corte está sujeito a
interferir em variáveis do corte, como a distancia do bico de corte à peça e a
velocidade de corte. De modo a eliminar a possibilidade de erro humano, dispositivos
de mecanização são utilizados para realizar o corte. Um dos dispositivos mais simples
e faceis de operar é a Máquina de corte portátil MC-46, fabricada pela White Martins
Gases Industriais, mostrada na figura abaixo.
Figura 35 - Máquina de corte MC-46 [10]
A máquina de corte Portátil MC-46, é destinada para realizar corte retilíneos,
com o uso de um trilho, como na imagem acima, ou circulares, com o uso de um cintel.
É possível ainda, realizar cortes de chanfro, determinando o ângulo de corte no
transferidor existente no suporte do maçarico [20].
A MC-46 possui um sistema mecânico de controle contínuo de velocidade de
corte, através de um disco de fricção, que permite velocidades de corte de 100 a
Figura 34 - Bico de corte de 3 Sedes [8]
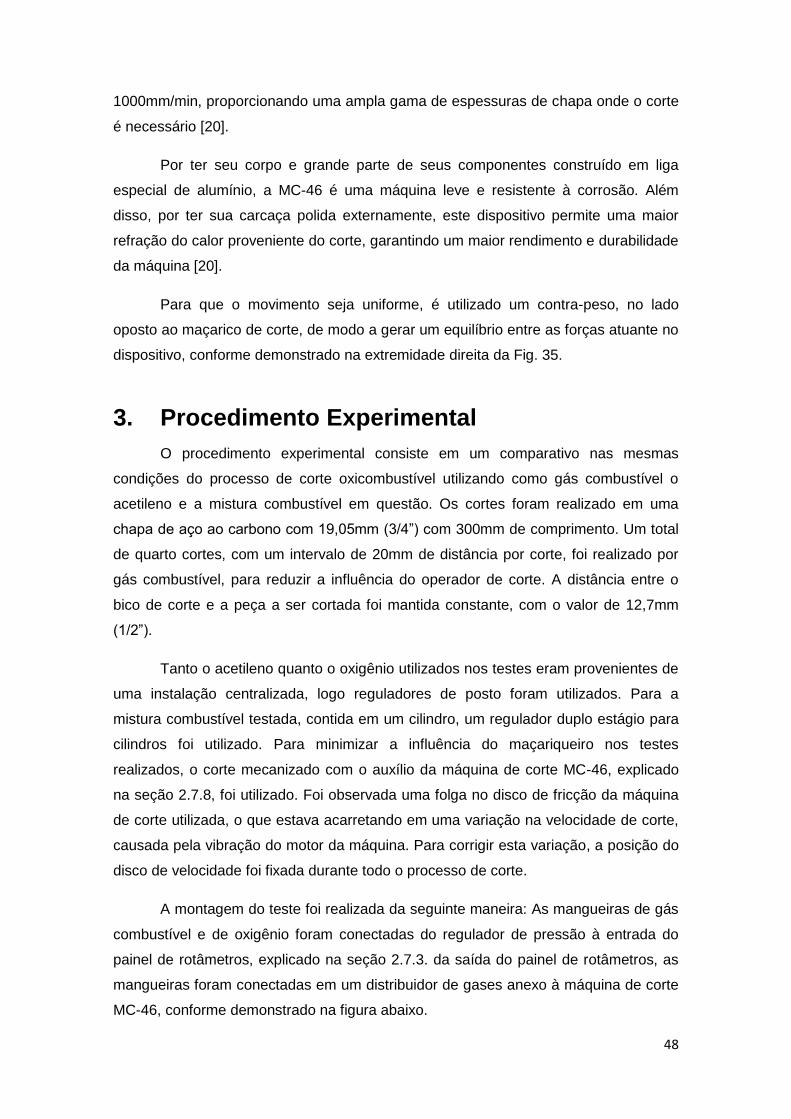
48
1000mm/min, proporcionando uma ampla gama de espessuras de chapa onde o corte
é necessário [20].
Por ter seu corpo e grande parte de seus componentes construído em liga
especial de alumínio, a MC-46 é uma máquina leve e resistente à corrosão. Além
disso, por ter sua carcaça polida externamente, este dispositivo permite uma maior
refração do calor proveniente do corte, garantindo um maior rendimento e durabilidade
da máquina [20].
Para que o movimento seja uniforme, é utilizado um contra-peso, no lado
oposto ao maçarico de corte, de modo a gerar um equilíbrio entre as forças atuante no
dispositivo, conforme demonstrado na extremidade direita da Fig. 35.
3. Procedimento Experimental
O procedimento experimental consiste em um comparativo nas mesmas
condições do processo de corte oxicombustível utilizando como gás combustível o
acetileno e a mistura combustível em questão. Os cortes foram realizado em uma
chapa de aço ao carbono com 19,05mm (3/4”) com 300mm de comprimento. Um total
de quarto cortes, com um intervalo de 20mm de distância por corte, foi realizado por
gás combustível, para reduzir a influência do operador de corte. A distância entre o
bico de corte e a peça a ser cortada foi mantida constante, com o valor de 12,7mm
(1/2”).
Tanto o acetileno quanto o oxigênio utilizados nos testes eram provenientes de
uma instalação centralizada, logo reguladores de posto foram utilizados. Para a
mistura combustível testada, contida em um cilindro, um regulador duplo estágio para
cilindros foi utilizado. Para minimizar a influência do maçariqueiro nos testes
realizados, o corte mecanizado com o auxílio da máquina de corte MC-46, explicado
na seção 2.7.8, foi utilizado. Foi observada uma folga no disco de fricção da máquina
de corte utilizada, o que estava acarretando em uma variação na velocidade de corte,
causada pela vibração do motor da máquina. Para corrigir esta variação, a posição do
disco de velocidade foi fixada durante todo o processo de corte.
A montagem do teste foi realizada da seguinte maneira: As mangueiras de gás
combustível e de oxigênio foram conectadas do regulador de pressão à entrada do
painel de rotâmetros, explicado na seção 2.7.3. da saída do painel de rotâmetros, as
mangueiras foram conectadas em um distribuidor de gases anexo à máquina de corte
MC-46, conforme demonstrado na figura abaixo.

49
Figura 36 - Distribuidor de gases
Na figura acima é possível observar a mangueira proveniente do painel de
rotâmetros na horizontal, conectada ao distribuidor e as mangueiras na vertical
conectando o o distribuidor de gases ao maçarico de corte.
No experimento em questão havia somente uma saída de oxigênio, o que
acontece usualmente no ambiente industrial. Devido a isto se usa o distribuidor de
gases, que distribui o oxigênio para a chama de pré-aquecimento do oxigênio de corte.
Isto não é o indicado para o processo de oxicorte, visto que a pressão para o oxigênio
de pré-aquecimento e oxigênio de corte, indicada pelos fabricantes de bico de corte, é
diferente.
Com todas as mangueiras devidamente conectadas, foi realizado um teste de
estanqueidade no sistema, a fim de verificar a presença de qualquer vazamento
presente nas instalações. Espuma proveniente da mistura de água e sabão neutro foi
utilizada em cada conexão, desde a saída dos reguladores de pressão utilizados, até
as conexões com o maçarico de corte, onde a presença de um vazamento de gás
resultaria na formação de bolhas, fazendo que a conexão tivesse que ser reparada. O
teste de estanqueidade foi realizado em um primeiro momento na linha de oxigênio,
abrindo todas as válvulas de pressão até o maçarico de corte. Após verificar que não
havia vazamento na linha de oxigênio, as válvulas foram fechadas e a pressão na
linha, aliviada, de modo que o teste na linha de gás combustível fosse realizado. A
figura abaixo ilustra o teste de estanqueidade realizado nas conexões no maçarico de
corte.

50
Figura 37 - Teste de estanqueidade com espuma de sabão neutro
Com o teste de estanqueidade realizado, o procedimento experimental teve
seu início. O primeiro teste realizado foi com o gás acetileno. Para o corte em questão,
foi utilizado o bico de corte White Martins 3502 número 3, monobloco, convencional e
de três sedes foi utlizado. Os valores de pressão recomendados pelo fabricante do
bico de corte foram seguidos para ajustar a chama oxicombustível, de acordo com a
tabela abaixo:
Tabela 5 - Pressão padrão White Martins 3502 3
PRESSÃO
(kg/cm2)
Oxigênio Acetileno
3,5 0,3 - 0,4
Com o maçarico aceso, a chama foi regulada de maneira a obter uma chama
levemente oxidante. Com a chama regulada o processo de corte foi realizado.

51
Figura 38 - Montagem do procedimento experimental com acetileno
Para a realização dos corte com a mistura combustível proposta, após os corte
com o gás acetileno, foi aguardado um período de tempo para que a chapa de aço ao
carbono retornasse à temperatura ambiente, para reproduzir os cortes com as
mesmas condições. O bico de corte foi substituído por um bico da Koike 106 número
2, bipartido, convencional e de três sedes, projetado originalmente para o uso com
GLP. A escolha deste bico se deu pelo fato da mistura combustível utilizada ser
composta por gases mais parecidos com os gases do GLP, se comparado com os
outros gases combustíveis.
Tabela 6 - Pressão padrão Koike 106 2
PRESSÃO (kg/cm2)
Oxigênio Gás Comb.
3,0 0,25
Por questões de segurança, o teste de estanqueidade foi realizado na conexão
entre o regulador de pressão do cilindro que continha a mistura combustível e a
mangueira para gás combustível, única conexão alterada para a realização dos cortes

52
com a mistura proposta. Após realização do teste de estanqueidade, a chama oxidante
foi ajustada, de acordo com os parâmetros mostrados na tabela acima.
Figura 39 - Chama oxicombustível com Mistura combustível testada
Para cada corte realizado, os seguintes parâmetros foram medidos:
a) Tempo de pré-aquecimento do corpo de prova
b) Tempo total do processo de corte
c) Pressão e leitura no respectivo rotâmetro do combustível
d) Pressão e leitura no respectivo rotâmetro do oxigênio de pré-
aquecimento
e) Pressão e leitura no respectivo rotâmetro do oxigênio de corte
f) Comprimento do corte

53
Figura 40 - Painel de rotâmetros
Durante a realização de cada corte, o tempo de pré-aquecimento e o tempo
total do corte foram medidos, de modo que a velocidade de corte pudesse ser
calculada através da seguinte relação:
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐶𝑜𝑟𝑡𝑒 (𝑚𝑚
min) =
𝐶𝑜𝑚𝑝𝑟𝑖𝑚𝑒𝑛𝑡𝑜 𝑑𝑜 𝐶𝑜𝑟𝑡𝑒
𝑇𝑒𝑚𝑝𝑜 𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝐶𝑜𝑟𝑡𝑒 − 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟é − 𝑎𝑞𝑢𝑒𝑐𝑖𝑚𝑒𝑛𝑡𝑜
Através da vazão corrigida, obtida com o auxílio do software introduzido na
seção 2.7.3, o cálculo do consumo total de oxigênio e gás combustível pode ser
calculado através da seguinte equação:
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 (𝑚3) = 𝑉𝑎𝑧ã𝑜 𝑐𝑜𝑟𝑟𝑖𝑔𝑖𝑑𝑎 (𝑚3
ℎ⁄ ) ∗ 𝑇𝑒𝑚𝑝𝑜 𝑀𝑒𝑑𝑖𝑑𝑜 (ℎ)
Onde para o oxigênio de pré-aquecimento e para o gás combustível, o tempo
considerado foi o tempo total de corte, enquanto para o oxigênio de corte, foi
considerado apenas o tempo de corte, proveniente da subtração do tempo de pré-
aquecimento do tempo total de corte
Para comparar desempenho do gases combustíveis, foi utilizado o conceito de
razão ar combustível, que relaciona o consumo de oxigênio e gás combustível no
processo de corte térmico. Neste relatório, duas análises foram feitas a partir do
conceito de razão ar combustível. A primeira relaciona o consumo total de oxigênio e
gás combustível, como demonstrado abaixo:

54
𝑅𝑎𝑧ã𝑜𝐴𝑟
𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙=
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑂2
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝐺á𝑠 𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙
A segunda análise feita, relaciona o consumo de oxigênio e gás combustível no
procedimento de pré-aquecimento do corpo de prova a ser cortado, denominado razão
ar combustível na chama primária, obtido com a relação das vazões de oxigênio de
pré-aquecimento e gás combustível, visto que o tempo de préaquecimento é igual para
os dois, como demonstrado abaixo:
𝑅𝑎𝑧ã𝑜𝐴𝑟
𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙 𝑛𝑎 𝐶ℎ𝑎𝑚𝑎 𝑃𝑟𝑖𝑚á𝑟𝑖𝑎 =
𝑉𝑎𝑧ã𝑜 𝑑𝑒 𝑂2 𝑑𝑒 𝑃𝑟é − 𝐴𝑞𝑢𝑒𝑐𝑖𝑚𝑒𝑛𝑡𝑜
𝑉𝑎𝑧ã𝑜 𝑑𝑒 𝐺á𝑠 𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙
Com o auxílio das relações mostradas acima, o desempenho do corte térmico
utilizando os dois gases combustíveis pôde ser comparado, como mostrado a seguir.
4. Resultados
Os dados obtidos nos testes realizados podem ser observados nas Tabelas A1,
A2, A3 e A4, no Apêndice A. De maneira a minimizar os erros no procedimento
experimental, a média dos valores foi utilizada, como pode ser vista nas tabelas
abaixo:
Tabela 7 a) Dados do processo de corte oxicombustível
Tabela 8 - b) Dados do processo de corte oxicombustível
CPBico de
corteNº Bico
Chapa
(mm)
Pressão
(Kgf/cm²)Rotâmetro
Leitura 1º
flutuador (mm)
Leitura 2º
flutuador (mm)
0,3 Comb. 8,2
3,2 O2 Pré 10
2,6 O2 Corte 37,5
0,4 Comb. 5
3,2 O2 Pré 13
2,6 O2 Corte 33
MISTURA
PROPOSTAKOIKE 106 2 3/4"
ACETILENO WM 3502 3 3/4"
CP
Tempo
Pré - Aquecimento
(s)
Tempo
Total (s)
Vazão
Corrigida Gás
(m³/h)
Comprimento
do Corte
(mm)
Velocidade de
Corte
(mm/min)
0,578
1,196
4,153
0,26065
1,554
3,655
300 390,67MISTURA
PROPOSTA9,88 55,955
300 409,81ACETILENO 7,1325 51,055

55
Tabela 9 - c) Dados do processo de corte oxicombustível
Os cortes realizados com os dois gases combustíveis resultaram em
superfícies de corte satisfatórias, com fácil remoção da escória resultante do processo
de corte, o que indica que a velocidade de corte, assim como a pressão do oxigênio de
corte, estavam regulados corretamente. Foi possível observar apenas uma pequena
zona com gotas fundidas do metal na parte superior da superfície de corte, devido à
ferrugem presente na superfície superior da chapa cortada. Abaixo é possível observar
a superfície de corte realizada com o acetileno e com a mistura proposta,
respectivamente.
Figura 41 - Superfície de corte utilizando acetileno
Figura 42 - Superfície de corte utilizando a mistura proposta
Para o cálculo dos valores médios de corte utilizando a mistura combustível
proposta, apenas os dois primeiros dos quatro cortes foram considerados. Isso se
deve ao fato de que, por falta de experiência do operador, no procedimento de pré-
aquecimento da chapa a chama ficou mal posicionada, acarretando em um maior
tempo de pré-aquecimento. Estes valores, que podem ser vistos nas tabelas A3 e A4,
acabariam mascarando o resultado médio do corte com a mistura proposta, por isto
foram desconsiderados. Para o cálculo da vazão corrigida da mistura combustível, foi
utilizada uma média ponderada da vazão, considerando todo o gás como propano ou
CP
Consumo
Total de O2
(m³)
Consumo Total de
Combustível (m³)
Razão
Ar/Combustível
Razão
Ar/Combustível
na chama
primária
0,0709 0,0044 16,2987 5,4815MISTURA
PROPOSTA
0,0676 0,0082 8,2505 2,0692ACETILENO

56
propileno, na entrada de dados do software de correção de vazão. Os valores de
vazão corrigida podem ser observados no apêndice B.
Conforme explicado na seção 3, durante a realização dos testes, apenas uma
saída de oxigênio estava disponível, fazendo com que a mesma fosse utilizada para o
oxigênio de pré-aquecimento e para o oxigênio de corte, utilizando um distribuidor de
gás, mostrado na Fig. 36. Foi observado que ao abrir a válvula do oxigênio de corte, o
flutuador do rotâmetro do gás combustível subia na escala, indicando um aumento de
vazão de gás combustível. A causa deste aumento de vazão pode estar relacionada
com a queda de pressão do oxigênio, que ocorre ao abrir a válvula de oxigênio de
corte.
É possível observar nas tabelas 6, 7 e 8 que o corte com o acetileno como gás
combustível, apresenta um menor tempo de pré-aquecimento, fator que já era
esperado, visto que o acetileno apresenta uma temperatura de chama mais alta que o
propano e o propileno, conforme ilustrado na tabela 2. O corte utilizando o acetileno
também apresentou uma velocidade de corte 5% acima da mistura combustível
proposta. Em relação ao consumo de oxigênio, o corte com acetileno apresentou um
consumo aproximadamente 4,7% inferior à mistura proposta, o que já era esperado,
visto que a combustão do acetileno demanda menos oxigênio do que a do propano e
do propileno. Em contrapartida o consumo de gás combustível ao realizar o corte com
o acetileno foi aproximadamente 88% superior ao corte com a mistura proposta, fato
que ajuda a sustentar a viabilidade financeira do uso da mistura proposta.
O valor calculado da razão ar combustível na chama primária para o acetileno,
indica que o ajuste da chama foi oxidante, visto que a relação da mistura ar
combustível para a chama neutra indicada na tabela 2, dá o valor de 1,1 para o
acetileno. O oxigênio restante para combustão completa do acetileno é proveniente da
atmosfera. Para a mistura combustível em avaliação, o valor calculado da razão ar
combustível na chama primária também indicou uma chama oxidante, visto que o valor
da relação ar combustível para a chama neutra para o propano e o propileno é de 5,0
e 3,1, respectivamente. No ajuste da chama para a mistura testada, o oxigênio
proveniente do oxigênio de pré aquecimento já se mostrou ser suficiente para a
combustão completa, indicando uma chama bastante oxidante nos cortes realizados.
A equação a seguir mostra a relação estequiométrica da mistura combustível
proposta:
0,65 𝐶3𝐻8 + 0,35 𝐶3𝐻6 + 4,825 𝑂2 → 3 𝐶𝑂2 + 3,65 𝐻2𝑂 + 𝐶𝐴𝐿𝑂𝑅

57
Os dados obtidos no procedimento experimental indicam a viabilidade técnica
da realização do processo de corte oxicombustível utilizando a mistura proposta. Para
a análise de viabilidade financeira do uso da mistura entre propano e propileno no
corte oxicombustível, foram considerados todos os custos do processo para realizar
um corte de 1 metro, em uma chapa de 19,05mm (3/4”) de espessura. O preço dos
gases utilizados, foi obtido com uma empresa fornecedora de gases industriais.
Tabela 10 - Custo dos gases utilizados
Custo dos Gases Utilizados
Oxigênio Industrial (R$/m3) R$ 2,45
Acetileno (R$/kg) R$ 20,20
Propano (R$/kg) R$ 16,00
Propileno (R$/kg) R$ 13,00
Para a obtenção do custo de um funcionário operador de corte oxicombustível,
uma indústria que utiliza o processo de corte foi consultada. Os valores foram
considerados de modo a encontrar um preço de equilíbrio entre o acetileno e a mistura
proposta, igualando o custo total do processo de corte de 1 metro. Os valores obtidos
de custo do operador podem ser observados na tabela abaixo.
Tabela 11 - Custo do operador de corte
Custo do Operador de Corte
Salário Médio do Operador R$ 1.800
Fator de Encargos 1,8
Horas Trabalhadas por Mês 176
Custo do Operador por Hora R$ 18,41
Foi considerado, para o estudo em questão, um salário médio de R$1.800,00
por mês, com um fator de encargos sociais de 1,8, que deve ser multiplicado ao
salário médio mensal. Foi considerada uma jornada de 8 horas de trabalho por dia,
com uma média de 22 dias úteis por mês. Deste modo um custo por hora pôde ser
calculado.
𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝑂𝑝𝑒𝑟𝑎𝑑𝑜𝑟 (𝑅$
ℎ) =
𝑆𝑎𝑙á𝑟𝑖𝑜 (𝑅$
𝑚ê𝑠) ∗ 𝐹𝑎𝑡𝑜𝑟 𝑑𝑒 𝐸𝑛𝑐𝑎𝑟𝑔𝑜𝑠
𝐻𝑜𝑟𝑎𝑠 𝑇𝑟𝑎𝑏𝑎𝑙ℎ𝑎𝑑𝑎𝑠 𝑝𝑜𝑟 𝑚ê𝑠 (ℎ
𝑚ê𝑠)
Para o oxigênio industrial, foi obtido um preço médio nacional de R$2,45/m3.
Para o acetileno, comercializado em cilindros especiais, descritos na seção 2.2.2, foi
obtido um valor médio nacional de R$20,20/kg. Para o propano e o propileno,

58
comercializados na forma liquefeita, foram obtidos os valores de R$16,00 e R$13,00,
respectivamente. De modo a converter o valor do preço médio do acetileno para metro
cúbico, a densidade do gás a 15°C e 1bar foi utilizada, conforme a tabela 2. O custo
do corte de 1 metro utilizando o acetileno como gás combustível pode ser observado
na tabela abaixo:
Tabela 12 - Custo por metro cortado
Custo por Metro Cortado
Gás Combustível Acetileno Mistura Proposta
Consumo de Gás Combustível (m
3/m) 0,0273 0,0145
Consumo de Oxigênio (m3/m) 0,2254 0,2364
Tempo de corte (min/m) 2,8364 3,1086
Preço do Gás Combustível (R$/kg) R$ 20,2000 R$ 18,4108
Preço do Gás Combustível (R$/m3) R$ 22,0284 R$ 33,8746
Preço do Oxigênio (R$/m3) R$ 2,4500 R$ 2,4500
Preço do Operador (R$/min) R$ 0,3068 R$ 0,3068
Custo do Gás Combustível (R$/m) R$ 0,6019 R$ 0,4914
Custo do Oxigênio (R$/m) R$ 0,5523 R$ 0,5793
Custo do Operador (R$/m) R$ 0,8703 R$ 0,9538
Custo Total (R$/m) R$ 2,0245 R$ 2,0245
Para o cálculo do custo dos gases, a seguinte relação foi utilizada:
𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝑔á𝑠 (𝑅$
𝑚)
= 𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑑𝑜 𝑔á𝑠 𝑝𝑎𝑟𝑎 𝑜 𝑐𝑜𝑟𝑡𝑒 𝑑𝑒 300𝑚𝑚(𝑚3) ∗1,0
0,3 𝑚
∗ 𝑃𝑟𝑒ç𝑜 𝑑𝑜 𝑔á𝑠 (𝑅$
𝑚3)
Para o cálculo do custo do operador, a seguinte relação foi utilizada:
𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝑂𝑝𝑒𝑟𝑎𝑑𝑜𝑟 (𝑅$
𝑚) =
𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝑂𝑝𝑒𝑟𝑎𝑑𝑜𝑟 (𝑅$ℎ
) ∗ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑜 𝑐𝑜𝑟𝑡𝑒 (𝑚𝑖𝑛
𝑚 )
60 (𝑚𝑖𝑛
ℎ)
A partir dos custos dos gases envolvidos e do operador de corte, o custo total
para realizar um corte de um metro pôde ser calculado:

59
𝐶𝑢𝑠𝑡𝑜 𝑇𝑜𝑡𝑎𝑙 (𝑅$
𝑚)
= 𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝐺á𝑠 𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙 (𝑅$
𝑚) + 𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝐺á𝑠 𝐶𝑜𝑚𝑏𝑢𝑟𝑒𝑛𝑡𝑒 (
𝑅$
𝑚)
+ 𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝑂𝑝𝑒𝑟𝑎𝑑𝑜𝑟 (𝑅$
𝑚)
Para encontrar o preço de equilíbrio para a mistura testada, o custo total do
processo de corte foi considerado constante, e os custos envolvidos no processo,
foram calculados de acordo com os resultados obtidos no procedimento experimental.
A tabela abaixo demonstra o preço de equilíbrio encontrado para a mistura em
questão. Para o cálculo do preço de equilíbrio, a seguinte relação foi utilizada:
𝑃𝑟𝑒ç𝑜 𝑑𝑒 𝐸𝑞𝑢𝑖𝑙í𝑏𝑟𝑖𝑜 (𝑅$
𝑚3)
=𝐶𝑢𝑠𝑡𝑜 𝑇𝑜𝑡𝑎𝑙 (
𝑅$𝑚
) − 𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝐺á𝑠 𝐶𝑜𝑚𝑏𝑢𝑟𝑒𝑛𝑡𝑒 (𝑅$𝑚
) − 𝐶𝑢𝑠𝑡𝑜 𝑑𝑜 𝑂𝑝𝑒𝑟𝑎𝑑𝑜𝑟(𝑅$𝑚
)
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑑𝑒 𝐺á𝑠 𝐶𝑜𝑚𝑏𝑢𝑠𝑡í𝑣𝑒𝑙 (𝑚3
𝑚)
O preço de equilíbrio indica que para qualquer valor abaixo de R$33,87,
aproximadamente, o corte utilizando a mistura combustível entre propano e propileno
é vantajosa para o processo.
Como os gases envolvidos na mistura são comercializados na forma liquefeita,
uma análise de reais por quilograma de mistura foi realizada. Para o cálculo da
densidade da mistura, foi levada em consideração o título de cada composto e a
densidade a 15°C e 1bar de cada composto.
𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑𝑒 𝑑𝑎 𝑀𝑖𝑠𝑡𝑢𝑟𝑎 (𝑚3
𝑘𝑔)
= 0,65 ∗ 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑𝑒 𝑑𝑜 𝑃𝑟𝑜𝑝𝑎𝑛𝑜 (𝑚3
𝑘𝑔) + 0,35
∗ 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑𝑒 𝑑𝑜 𝑃𝑟𝑜𝑝𝑖𝑙𝑒𝑛𝑜 (𝑚3
𝑘𝑔)
Tabela 13 - Preço de Equilíbrio da Mistura Proposta
Densidade da Mistura (m3/kg) 0,5435
Preço do Propano (R$/kg) R$ 16,00
Preço do Propileno (R$/kg) R$ 13,00
Preço da Mistura Combustível (R$/kg)
R$ 14,95
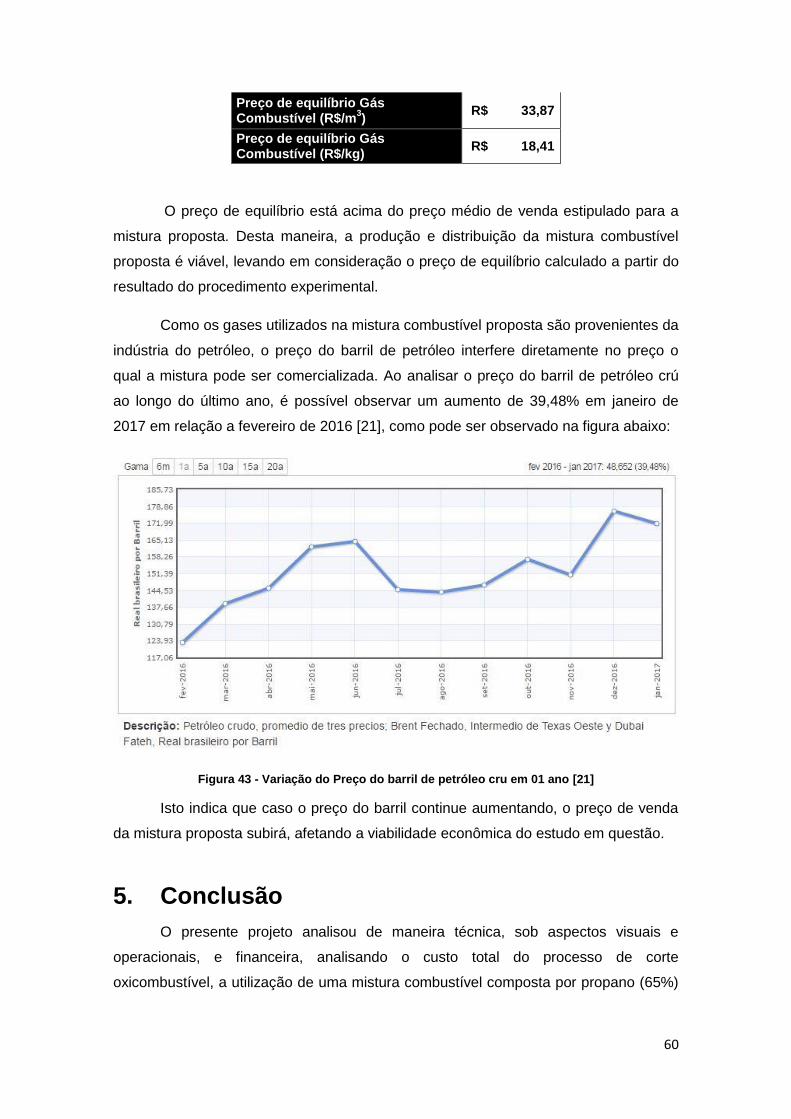
60
Preço de equilíbrio Gás Combustível (R$/m
3)
R$ 33,87
Preço de equilíbrio Gás Combustível (R$/kg)
R$ 18,41
O preço de equilíbrio está acima do preço médio de venda estipulado para a
mistura proposta. Desta maneira, a produção e distribuição da mistura combustível
proposta é viável, levando em consideração o preço de equilíbrio calculado a partir do
resultado do procedimento experimental.
Como os gases utilizados na mistura combustível proposta são provenientes da
indústria do petróleo, o preço do barril de petróleo interfere diretamente no preço o
qual a mistura pode ser comercializada. Ao analisar o preço do barril de petróleo crú
ao longo do último ano, é possível observar um aumento de 39,48% em janeiro de
2017 em relação a fevereiro de 2016 [21], como pode ser observado na figura abaixo:
Figura 43 - Variação do Preço do barril de petróleo cru em 01 ano [21]
Isto indica que caso o preço do barril continue aumentando, o preço de venda
da mistura proposta subirá, afetando a viabilidade econômica do estudo em questão.
5. Conclusão
O presente projeto analisou de maneira técnica, sob aspectos visuais e
operacionais, e financeira, analisando o custo total do processo de corte
oxicombustível, a utilização de uma mistura combustível composta por propano (65%)

61
e propileno (35%), comparando a mistura proposta com o acetileno, principal gás
utilizado no processo de corte oxicombustível no mercado brasileiro.
Sob o ponto de vista técnico, o corte com a mistura combustível mostrou
qualidade semelhante ao acetileno, com o tempo total de corte levemente superior e
consequentemente, velocidade de corte inferior. Vale ressaltar que o uso do
distribuidor de gases influenciou no processo de corte, aumentando a vazão do gás
combustível ao abrir a válvula do oxigênio de corte. Fica evidente que para otimização
do processo de corte, o uso de duas saídas independentes de oxigênio, uma para pré-
aquecimento e outra para corte, devem ser utilizadas. Outro ponto se dá no uso do
bico de corte para GLP, para o uso com a mistura proposta. As câmaras de mistura
entre o oxigênio e o gás combustível foram dimensionadas para o GLP, mistura
combustível com maior peso molecular e maior razão ar combustível. O
desenvolvimento de um bico de corte específico para a mistura em questão pode
acarretar em um menor consumo de gases, diminuindo o custo total do processo de
corte.
Sob o ponto de vista financeiro, o uso da mistura proposta se mostrou
vantajosa para um preço por quilograma inferior a R$18,41, visto que o preço de
venda por quilograma proposta para a mistura é de R$14,95. Este preço demonstra a
viabilidade de produção da mistura em questão. Apesar de ter um maior tempo de pré-
aquecimento, uma menor velocidade de corte e um maior consumo de oxigênio, foi
observado um consumo consideravelmente inferior de gás combustível ao realizar o
corte oxicombustível com a mistura proposta, quando comparado com o acetileno.
Outro fator positivo quanto ao uso da mistura é o fato da mesma ser composta por
dois gases que podem ser liquefeitos facilmente e armazenados em cilindros de baixa
pressão. Ao comercializar o produto na forma líquida, a quantidade de produto por
cilindro aumenta, reduzindo os custos de distribuição do gás.

62
Referências Bibliográficas
[1] Pinto Ramalho, José. Oxicorte: Estudo da tranferência de calor e modelamento por
redes neurais articiais de variáveis do processo. Tese de D.Sc., Escola Politécnica da
Universidade de São Paulo. Departamento de Engenharia Metalúrgica e de Materiais,
São Paulo, 2008.
[2] White Martins Gases Industriais Ltda, Processo de corte térmico STARCUT,
relatório interno, Rio de Janeiro, 2002.
[3] Atkins, P. W, De Paula, JulioSilva, Edilson Clemente da. Fisico-quimica. Rio de
Janeiro: Livros Técnicos e Científicos, 2008.
[4] Borgnakke, ClausSonntag, Richard Edwin. Fundamentos da termodinamica. São Paulo: Edgard Blucher, 2009.
[5] Almeida, Mário Bittencourt Quirino de. Oxicorte. Rio de Janeiro: SENAI/RJ/Centro
de Tecnologia de Solda, 2000
[6] PROENC INSTITUTO DE QUÍMICA. Pressão - a lei dos gases. Disponível em:
<http://www.proenc.iq.unesp.br/index.php/quimica/199-leis-dos-gases>. Acesso em: 22
jan. 2017.
[7] White Martins Gases Industriais Ltda, Treinamento CFG Produtos Industriais,
relatório interno, Rio de Janeiro, 1999.
[8] White Martins Gases Industriais Ltda, Treinamento em processos
oxicombustíveis, relatório interno, Rio de Janeiro, 1999.
[9] MINISTÉRIO DO TRABALHO. Nr 18 - condições e meio ambiente de trabalho na indústria da construção. Disponível em: <http://trabalho.gov.br/images/documentos/sst/nr/nr18/nr18atualizada2015.pdf>. Acesso em: 24 nov. 2016.
[10] PRAXAIR INC. Catálogo prostar. Disponível em: <http://www.praxair.com.br/-/media/documents/welding-and-metal-fabrication/catlogo-prostar---maio_2016---layout-05_final-20-07-16.pdf?la=pt-br&hash=7d4655309f19f001a71d986a49ce5b7ee3b9fa0d>. Acesso em: 26 nov. 2016.
[11] HBD THERMOID INC. Welding hose technical information. Disponível em: <http://www.hbdthermoid.com/images/chemical_resistance_chart.pdf>. Acesso em: 26 nov. 2016.
[12] DIRECT INDUSTRY. Welding hose. Disponível em:
<http://img.directindustry.com/images_di/photo-m2/14258-4128105.jpg>. Acesso em:
26 nov. 2016.
[13] NORTHERN TOOL. Welding hose. Disponível em: <http://www.northerntool.com/images/product/2000x2000/164/1640870_2000x2000.jpg>. Acesso em: 26 nov. 2016.

63
[14] Miller, R. W.,Flow Measurement Engineering Handbook, 3rd ed. New York,
USA: McGraw–Hill, 1996.
[15] Lobato, Marcos Müller, Neto, Nelson Alves Santiago, DESENVOLVIMENTO DE
UM MISTURADOR DE GASES DE SOLDAGEM E
DO PROGRAMA ROTO_BR, Tese de graduação, Escola Politécnica da Universidade
Federal do Rio de Janeiro, Rio de Janeiro, 2003
[16] WITT GAS. Non-return valve. Disponível em: <http://www.wittgas.com/fileadmin/user_upload/dateien/data_sheets/english/gas_safety/non_return_valve_nv654_uk.pdf>. Acesso em: 27 nov. 2016.
[17] WITT GAS. Flashback arrestor. Disponível em: <http://www.wittgas.com/fileadmin/user_upload/dateien/data_sheets/english/gas_safety/flashback_arrestor_e460_uk.pdf>. Acesso em: 27 nov. 2016.
[18] CONDOR NET. Bico de corte 1502. Disponível em:
<http://www.condornet.com.br/condor/por/produtos/bicos/1502.cfm>. Acesso em: 08
jan. 2017.
[19] KOIKE. Cutting tips. Disponível em: <http://www.koike.com/documents/br-product-brochures/cuttingtips_pga_port_web.pdf>. Acesso em: 08 jan. 2017.
[20] White Martins Gases Industriais Ltda, Manual técnico MC-46, manual técnico,
Rio de Janeiro, 1999.
[21] INDEX MUNDI. Petróleo bruto Preço Mensal - Real brasileiro por Barril. Disponível em: <http://www.indexmundi.com/pt/pre%E7os-de-mercado/?mercadoria=petr%C3%B3leo-bruto&meses=12&moeda=brl >. Acesso em: 06 mar. 2017.

64
Apêndice A
Tabela A 1 - Dados do corte com acetileno
Tabela A 2 - Dados do corte com acetileno
Tabela A 3 - Dados do corte com a mistura combustível
CPBico de
corteNº Bico
Chapa
(mm)
Pressão
(Kgf/cm²)Rotâmetro
Leitura 1º flutuador
(mm)
Leitura 2º flutuador
(mm)
Tempo
Pré - Aquecimento
(s)
Tempo
Total (s)
Vazão Corrigida
Acetileno (m³/h)
0,3 Comb. 8,2 0,578
3,2 O2 Pré 10 1,196
2,6 O2 Corte 37,5 4,153
0,3 Comb. 8,2 0,578
3,2 O2 Pré 10 1,196
2,6 O2 Corte 37,5 4,153
0,3 Comb. 8,2 0,578
3,2 O2 Pré 10 1,196
2,6 O2 Corte 37,5 4,153
0,3 Comb. 8,2 0,578
3,2 O2 Pré 10 1,196
2,6 O2 Corte 37,5 4,153
0,3 Comb. 8,2 0,578
3,2 O2 Pré 10 1,196
2,6 O2 Corte 37,5 4,153
3
8,15
3/4"
3/4"
6,63 50,11
6,78 48,92
3
WM 3502
WM 3502
WM 3502
4
3 6,97 51,68
53,51WM 3502
3/4"
3/4"
1
2
3
3
MÉDIA WM 3502 3 3/4" 7,1325 51,055
CPComprimento do
Corte (mm)
Velocidade de
Corte (mm/min)
Consumo Total
de O2 (m³)
Consumo Total de
Combustível (m³)
Razão
Ar/Combustível
Razão
Ar/Combustível na
chama primária
2,0692
2,0692
2,0692
2,0692
2,0692
0,0080
0,0082
8,2585
8,2853
8,1600
8,3037
8,2505
0,0079
0,0083
0,0086
413,98 0,0668
427,15 0,0649
402,59 0,0687
396,83 0,0701
300
300
300
300
3
4
1
2
300 409,81 0,0676MÉDIA
CPBico de
corteNº Bico
Chapa
(mm)
Pressão
(Kgf/cm²)Rotâmetro
Leitura 1º flutuador
(mm)
Leitura 2º flutuador
(mm)
Tempo
Pré - Aquecimento
(s)
Tempo
Total (s)
0,4 Comb. 5
3,2 O2 Pré 13
2,6 O2 Corte 33
0,4 Comb. 5
3,2 O2 Pré 13
2,6 O2 Corte 33
0,4 Comb. 4,2
3,2 O2 Pré 13
2,6 O2 Corte 33
0,4 Comb. 4,2
3,2 O2 Pré 13
2,6 O2 Corte 33
0,4 Comb. 5
3,2 O2 Pré 13
2,6 O2 Corte 33
MÉDIA KOIKE 106 2 3/4" 9,88 55,955
65,328 KOIKE 106 2 3/4" 19,04
7 KOIKE 106 2 3/4" 18,13 60,36
54,156 KOIKE 106 2 3/4" 9,98
5 KOIKE 106 2 3/4" 9,78 57,76

65
Tabela A 4 - Dados do corte com a mistura combustível
Apêndice B
Figura B 1 - Resultado do software de correção de vazão
Figura B 2- Resultado do software de correção de vazão
CPVazão Corrigida
Propano (m³/h)
Vazão Corrigida
Propileno (m³/h)
Vazão Corrigida
Ponderada
(m³/h)
Comprimento do
Corte (mm)
Velocidade de
Corte (mm/min)
Consumo Total
de O2 (m³)
Consumo Total de
Combustível (m³)
Razão
Ar/Combustível
Razão
Ar/Combustível na
chama primária
0,28 0,29 0,2835
1,554 1,554 1,554
3,655 3,655 3,655
0,28 0,29 0,2835
1,554 1,554 1,554
3,655 3,655 3,655
0,235 0,243 0,2378
1,554 1,554 1,554
3,655 3,655 3,655
0,235 0,243 0,2378
1,554 1,554 1,554
3,655 3,655 3,655
0,28 0,29 0,2835
1,554 1,554 1,554
3,655 3,655 3,655
6,5349
6,5349
5,4815
5,4815
5,4815
300 390,67 0,0709 0,0044 16,2987MÉDIA
300 388,94 0,0752 0,0043 17,6324
300 426,24 0,0689 0,0039 17,4943
8
7
300 407,52 0,0682 0,0042 16,1978
300 375,16 0,0736 0,0045 16,3933
6
5

66
Figura B 3- Resultado do software de correção de vazão
Figura B 4- Resultado do software de correção de vazão
Figura B 5- Resultado do software de correção de vazão

67
Figura B 6- Resultado do software de correção de vazão
Figura B 7- Resultado do software de correção de vazão
Figura B 8- Resultado do software de correção de vazão