estudo de um sistema modular de movimentaÇÃo...
TRANSCRIPT

ESTUDO DE UM SISTEMA MODULAR DE MOVIMENTAÇÃO PARA
EQUIPAMENTOS DE IMPRESSÃO 3D
Rodrigo de Souza Dantas
Rio de Janeiro
Dezembro de 2016
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica, da
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: José Stockler Canabrava Filho
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
ESTUDO DE UM SISTEMA MODULAR DE MOVIMENTAÇÃO PARA
EQUIPAMENTOS DE IMPRESSÃO 3D
Rodrigo de Souza Dantas
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA DE MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
RIO DE JANEIRO, RJ – BRASIL
DEZEMBRO DE 2016
ii
Dantas, Rodrigo
Estudo de um sistema modular de movimentação para
equipamentos de impressão 3D / Rodrigo Dantas – Rio de
janeiro: UFRJ/ Escola Politécnica, 2016.
IX, Páginas p.63.: il.; 29,7cm
Orientador: José Stockler Canabrava Filho
Projeto de Graduação – UFRJ/Escola Politécnica/
Curso de Engenharia Mecânica, 2016.
Referências Bibliográficas: p.40.
1. Impressora 3D. 2. Sistemas de movimentação.
3. Projeto mecânico. I. Stockler Canabrava Filho, José
II. Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia Mecânica. III. Projeto de
um sistema modular de movimentação para equipamentos
de impressão 3D

iii
Dedicatória
Ao meu amigo Gabriel Martins, cujo apoio ao longo de todo o curso foi
essencial para que eu chegasse até este momento.
A minha mãe, pela criação a qual tive sempre baseada no diálogo e na amizade.
Se sou o homem que sou hoje devo tudo isso a ela.
A minha namorada Sara Sim, a qual me ensinou o que é um relacionamento
cheio de amor, e que esteve sempre ao meu lado nesta jornada.

iv
Agradecimentos
A minha família, por seu apoio sempre incondicional. Sempre tive ao meu lado
meus maravilhosos avós Dida, Nete e Graça; meus tios Marcel e Michele; e meu pai
André, cuja inteligência sempre me serviu de exemplo.
Aos meus amigos, que na verdade são a família que eu escolhi para ter ao meu
lado. Desde os tempos de JPA com Marcos (e toda sua família a qual considero como
sendo minha também), Henrique e Karen; passando pelo CEFET com os manolos
Daniel Onofre, Momo Reis, Seixas Felipe e Rafael Galvão; pelo fundão com Gabriel
Martins e Fábio Blaser e em Eindhoven com Luisa Lopes e Alisson Sielichoff.
Aos colegas do laboratório PRO-PME João Marcos Bittencourt e Felipe Lopes,
assim como todos com quem trabalhei na Rio2016. Em especial ao grande amigo do
OGC Yago Souto, cujo apoio nesta jornada foi imprescindível.
Aos professores que me orientaram desde o início de minha graduação José
Stockler e Francisco Duarte, obrigado pela confiança e pelos ensinamentos.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de engenheiro Mecânico.
ESTUDO DE UM SISTEMA MODULAR DE MOVIMENTAÇÃO PARA
EQUIPAMENTOS DE IMPRESSÃO 3D
Rodrigo Dantas
Dezembro/2016
Orientador: José Stockler Canabrava Filho
Curso: Engenharia Mecânica
Este projeto visa o aprimoramento dos equipamentos de prototipagem rápida, mais
especificamente impressoras 3D, através da proposta de um sistema de movimentação
cartesiana modular. Para isto apresenta-se um estudo comparativo dos equipamentos
considerados de baixo custo e dos componentes utilizados em cada um destes.
Utilizando estas observações como base, são feitos os cálculos necessários para a
seleção de materiais e definições de montagem deste sistema.
Palavras-chaves: impressora 3D; sistema de movimentação; projeto mecânico

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer
STUDY OF A MODULAR DRIVE SYSTEM FOR 3D PRINTING EQUIPMENT
Rodrigo Dantas
December/2016
Advisor: José Stockler Canabrava Filho
Course: Mechanical Engineering
This project aims at the improvement of rapid prototyping equipment, more specifically
3D printers, by proposing a modular Cartesian drive system. It presents a comparative
study of equipment considered low cost and components used in each of these. Using
these observations as a basis, calculations necessary for the selection of materials and
assembly settings of this system are made.
Keywords: 3D Printer; Drive System; Mechanical Project
vii
Sumário
1. Introdução ..................................................................................................................... 1
1.1. Motivação .............................................................................................................. 1
1.2. Objetivos ................................................................................................................ 1
1.3. Organização do trabalho ........................................................................................ 2
2. Revisão bibliográfica .................................................................................................... 3
2.1. Prototipagem Rápida ............................................................................................. 3
2.2. Equipamentos de impressão 3D ............................................................................ 9
3. Estudo comparativo .................................................................................................... 12
3.1. Elementos de transmissão de movimento ............................................................ 12
3.2. Movimentação dos componentes......................................................................... 14
4. Projeto Mecânico ........................................................................................................ 17
4.1. Requerimentos ..................................................................................................... 17
4.2. Definições gerais ................................................................................................. 18
4.3. Seleção de materiais e componentes ................................................................... 20
4.4. Cálculos estruturais ............................................................................................. 25
4.5. Dimensionamento dos elementos mecânicos ...................................................... 31
4.6. Montagem ............................................................................................................ 35
5. Considerações Finais .................................................................................................. 38
5.1 Conclusões ............................................................................................................ 38
6. Referências Bibliográficas .......................................................................................... 40
Anexos ............................................................................................................................ 42
viii
Lista de Figuras e Tabelas:
Figura 2.1: Processo de desenvolvimento de um produto..........................................03
Figura 2.2: Fatiamento do modelo para processo de impressão...............................04
Figura 2.3: Software para ajuste nos parâmetros de impressão...............................05
Figura 2.4: Tecnologias de prototipagem a base de líquidos.....................................07
Figura 2.5: Tecnologias de prototipagem a base de sólidos.......................................07
Figura 2.6: Tecnologias de prototipagem a base de pó..............................................08
Figura 2.7: Equipamentos Stratasys............................................................................09
Figura 2.8: Equipamentos Makerbot...........................................................................10
Figura 2.9: Equipamentos Ultimaker..........................................................................10
Figura 2.10: Equipamentos Sethi, Bukito e Trinus....................................................11
Tabela 2.1: Comparativo entre impressoras 3D.........................................................11
Figura 3.1: Sistems utilizando fusos de esferas...........................................................13
Figura 3.2: Sistemas utilizando polias e correias........................................................14
Tabela 3.2: Combinações para a movimentação dos componentes..........................14
Figura 3.3: Exemplo de sistema no qual a mesa se movimenta em X, Y e Z...........15
Figura 4.1: Configurações do tipo H e G.....................................................................19
Figura 4.2: Configurações do tipo F............................................................................19
Figura 4.3: Esquemático do módulo de movimentação.............................................20
Figura 4.4: Estruturas modulares................................................................................21
Figura 4.5: Motor de passo NEMA..............................................................................21
Figura 4.6: Fusos de esferas HIWIN............................................................................22
Figura 4.7: Acoplamento entre motor e fuso; Rolamento de esferas........................22
Figura 4.8: Mesa e Guias lineares................................................................................22

ix
Figura 4.9: Extrusor makerbot; Hot-end tipo bowden..............................................24
Figura 4.10: Mesa de impressão de alumínio; Placa de aquecimento PCB.............24
Figura 4.11: Configuração selecionada para os módulos de movimentação............25
Tabela 4.3: Estimativa de peso do módulo de movimentação...................................26
Figura 4.12: D.C.L. do módulo X.................................................................................28
Figura 4.13: D.C.L. do módulo Y.................................................................................29
Figura 4.14: D.C.L. do módulo Z ................................................................................30
Figura 4.15: Momentos de inércia perfil retangular..................................................31
Figura 4.16: Momentos suportados pelo carro linear................................................32
Figura 4.17: Cálculo para torque do motor................................................................34
Figura 4.18: Equipamento de impressão 3D, modelado em solidworks...................35
Figura 4.19: Módulo de movimentação, modelado em solidworks...........................36

1
1. Introdução
1.1. Motivação
Gerar modelos físicos de produtos ainda em desenvolvimento nos permite testar,
além de muitas de suas características, seu processo de produção. Com a prototipagem
rápida é possível obter um modelo de teste em poucas horas. Estes processos têm se
desenvolvido cada vez mais na última década, principalmente dentro do ambiente de
pesquisa acadêmica e em centros de desenvolvimento tecnológico como startups e
Fablabs. Assim como a maioria das novas tecnologias, no início o custo destes
equipamentos era alto e sua manutenção e reposição de materiais restrita a poucas
empresas. Porém, hoje em dia, é possível encontrar alguns destes produtos a preços
acessíveis e com isto tem-se uma grande presença dos mesmos em universidades e até
mesmo com desenvolvedores independentes.
O avanço no desenvolvimento dos equipamentos conhecidos como impressoras
3D, que têm como princípio de funcionamento a deposição de material polimérico, é
destaque no cenário atual inclusive nacionalmente. Há um mercado crescente das
impressoras 3D consideradas domésticas, por seu tamanho e custo reduzidos, que
permitem a compra de modelos nacionais por valores em torno de R$5.000,00.
1.2. Objetivos
O foco deste trabalho se dará então em cima destas impressoras 3D de menor
custo, visando apresentar este tipo de máquina e estudar melhor seus componentes e seu
funcionamento mecânico. Com isto pretendemos obter uma análise mais profunda dos
fatores que levam a cada tipo de montagem e com isto propor uma solução modular,
buscando um produto com fácil montagem e manutenção, além de boa resolução com
custos compatíveis com o mercado.
2
1.3. Organização do trabalho
Este trabalho é dividido em cinco capítulos. O primeiro capítulo dedica-se a
introduzir o assunto, apresentar as motivações e objetivos do referido trabalho. O
segundo capítulo trata de uma revisão bibliográfica para situar o leitor e facilitar a
compreensão deste. Neste passamos pelos conceitos básicos da prototipagem rápida,
focando nos equipamentos de impressão 3D. No terceiro capítulo é feita uma análise
mais detalhada dos componentes utilizados na montagem destes e das diversas
possibilidades de associação com as quais podemos trabalhar. No capítulo 4 é
apresentado o projeto mecânico para uma estrutura modular de movimentação,
passando pela apresentação dos requerimentos, seleção de materiais, cálculos estruturais
e especificações técnicas. No capítulo 5, desenvolveremos as conclusões obtidas,
baseadas nos resultados que foram alcançadas através do estudo. Neste capítulo também
apresentaremos sugestões de trabalhos futuros. Ao final são apresentadas as referências
bibliográficas utilizadas neste projeto de trabalho.

3
2. Revisão bibliográfica
2.1. Prototipagem Rápida
Na década de 1980 surgiu o termo “prototipagem rápida”, dado às tecnologias
cujo objetivo era a obtenção de protótipos de maneira mais rápida e mais barata. Estes
conceitos de velocidade da produção e seus custos envolvidos são relativos, uma vez
comparados com processos que envolvem moldes e necessidade de ferramental
específico entendemos o porquê desta denominação.
Estas tecnologias nos permitem a construção de modelos físicos a partir de
modelos virtuais gerados em softwares CAD, com pouca ou nenhuma interferência
humana. Normalmente estas funcionam através da manufatura aditiva, ou seja, da
adição de material em camadas planas sucessivas. Este tipo de processo não requer
customização de ferramentas nem moldes e, portanto, se difere bastante de processos de
usinagem como fresamento e torneamento os quais se baseiam no desbaste, ou seja, na
remoção de material. E também de processos de consolidação como a injeção, que
envolvem a fabricação de moldes caros e complexos na maioria das vezes.
Figura 2.1: Processo de desenvolvimento de um produto
O princípio de funcionamento dos equipamentos que recorrem à manufatura
aditiva é semelhante na maioria dos casos, dado pelo fatiamento do modelo CAD em
planos horizontais, obtendo curvas de nível que irão definir onde será depositado
material ou não. As camadas serão então depositadas umas sobre as outras até se formar
o solido previamente modelado.

4
Figura 2.2: Fatiamento do modelo para processo de impressão
Este processo é baseado em um ciclo composto por cinco etapas básicas:
1- Criação do modelo CAD, onde o produto em questão será desenhado em um
software de design tridimensional.
2- Conversão do modelo para a extensão .STL (arquivo de estereolitografia),
normalmente os softwares CAD possuem esta opção de conversão que se tornou
quase que padrão para equipamentos com processo aditivo. Este tipo de arquivo
representa a superfície do modelo através de diversos triângulos, armazenando
as coordenadas de seus vértices e seus vetores normais.
3- Fatiamento do modelo em camadas, utilizando o software específico do seu
equipamento no qual será inserido o arquivo e então o mesmo poderá ser
orientado de acordo com os parâmetros disponíveis. Normalmente são ajustáveis
opções como a posição e rotação do modelo com relação à mesa/base do
equipamento, uma vez que isto pode interferir no tempo do processo e na
qualidade do produto final.
4- Construção camada por camada, executada pelo equipamento de prototipagem
rápida através do seu processo tecnológico. Nesta etapa as camadas de material
são depositadas uma sobre a outra respeitando os parâmetros definidos
anteriormente que geraram as curvas específicas de cada nível em Z.
5- Acabamento, dependendo da tecnologia envolvida pode ser necessário um pós-
tratamento como cura, limpeza, pintura, dentre outros.

5
Figura 2.3: Software para ajuste nos parâmetros de impressão
Por possuir tal princípio, a manufatura aditiva apresenta os seguintes pontos
positivos quando comparada a outros tipos de processo produtivo:
- Velocidade na produção de protótipos, uma vez que conseguimos ir direto do
modelo computacional para o equipamento sem a necessidade de customizações de
molde e ferramentas, além da simplicidade dos softwares utilizados.
- Capacidade de produzir peças diferenciadas, por exemplo, geometrias mais
complexas, superfícies com curvas mais detalhadas e partes internas. É possível
obtermos peças móveis sem a necessidade de encaixes ou elementos adicionais,
assim como formatos que seriam impossíveis de serem usinados como detalhes
internos, além de melhores níveis de resolução.
- Variedade de materiais que podem ser utilizados, dentre metais, cerâmicos,
plásticos e compósitos. Com o desenvolvimento de estudos nesta área, cada vez
têm-se novos materiais sendo usados inclusive simultaneamente. Isto permite a
construção de modelos mais próximos do produto final, o que auxilia na busca da
manufatura aditiva como método de produção em massa e não apenas de protótipos.
Podemos encontrar desenvolvedores estudando o uso de materiais orgânicos
inclusive, assim como alguns experimentos envolvendo tecido humano.
- Boa relação custo x benefício para algumas produções de volume pequeno,
uma vez que o custo no desenvolvimento da peça se dá apenas ao modelo CAD e o
material utilizado pelo equipamento, sendo assim interessante para peças pequenas e
personalizadas, e também peças de reposição cujas necessidades sejam atendidas
pelas características do material envolvido.
6
Por outro lado, há também diversas desvantagens, principalmente se compararmos a
processos mais comuns da indústria como usinagem e injeção:
- Limitação do tamanho das peças produzidas, uma vez que a área de trabalho
destes equipamentos é pequena, impedindo tempos de execução muito altos. Isto se
dá, pois, o processo de fabricação é por camadas, ou seja, um aumento da
capacidade em Z significa mais camadas e, tendo estes tamanhos inferiores a
0.1mm, um consequente aumento da duração na produção. Analogamente o
aumento em X e Y também causa este tipo de resultados, pois a complexidade de
cada camada a este nível de resolução gera uma execução demorada.
- Produção com acabamento superficial das peças não satisfatório, demandando
operações secundárias para reduzir o número de falhas nas camadas limite. Por
exemplo, a base de seu protótipo é afetada pelo contato com a mesa do equipamento
em alguns tipos de tecnologia. Outro fator é que estas superfícies são dadas pelo
contorno de cada camada sobreposta e, portanto, é possível observarmos o limite
entre estas camadas, por menores que sejam, quando se trata de rugosidade e outros
aspectos.
- Não adequação para produção em larga escala, dada suas limitações
previamente citadas como o volume máximo de cada peça, assim como o tempo
gasto na construção de cada modelo. No caso da injeção, por exemplo, os altos
custos com a confecção de moldes são diluídos no custo por peça e tendo um grande
volume de produção este processo acaba se tornando mais vantajoso
financeiramente e também mais eficiente.
- Utilização de materiais caros e que muitas vezes não possuem propriedades
mecânicas que atendam aos requerimentos do produto final. Além disto, o processo
de adição de camadas gera superfícies de fragilidade entre cada camada e, portanto,
o modelo final não apresentará os valores esperados praquele determinado material
e observaremos uma orientação de falhas para esforços paralelos as camadas.

7
Existem mais de 20 tecnologias de prototipagem rápida disponíveis no mercado
que se baseiam no princípio de adição de camadas. Cada uma destas apresenta
vantagens e desvantagens uma sobre a outra principalmente devido aos tipos de
matérias utilizados na mesma, o que influencia nas características finais do seu modelo
e, portanto, a escolha de qual equipamento utilizar irá depender não só de tempo de
produção e custos, mas principalmente de quais propriedades mecânicas são seu foco.
As principais tecnologias se diferenciam pelo uso de:
- Líquidos: polimerização ou jateamento de resinas liquida que são
sensibilizadas por lazer UV (Stereolithography - SL ou Ink Jet Printing - IJP);
Figura 2.4: Tecnologias de prototipagem a base de líquidos, SL e IJP [19]
- Sólidos: utilizam lâminas, rolos, filamentos, etc. de diversos materiais, alguns
processos fundem o material antes da deposição (Fused Deposition Modeling -FDM) ou
simplesmente recortam (Lamination Object Manufacturing- LOM);
Figura 2.5: Tecnologias de prototipagem a base de sólidos, FDM e LOM [19]

8
- Pó: o pó é depositado em uma cuba e sensibilizado por laser (Selective Laser
Sintering - SLS) ou por aglutinante (Three Dimensional Printing – 3DP).
Figura 2.6: Tecnologias de prototipagem a base de pó, SLS e 3DP [19]
As aplicações para estas tecnologias e os modelos gerados pelas mesmas são
diversas e cada vez mais estão sendo inseridas em campos nunca antes imaginados.
Dentre as principais motivações para seu uso temos:
- Os protótipos facilitam a comunicação entre atores de projeto
- Diferentes formas de representação de um produto: maquete (representações
em escala), modelos volumétricos (redução de formas e materiais simples);
mock-ups (modelo físico que imita um produto final), modelos de apresentação
(imitação mais fiel possível do real), protótipos (integra características como
funcionalidade);
- Facilitar análise do produto em etapas iniciais
- Reduzir custos de projetos antecipando problemas
- Realização de testes
- Maior rapidez no projeto de moldes ou modelos mestre para fundição
- Planejamento de cirurgias e confecção de próteses sobre medidas a partir de
ressonâncias magnéticas.
- Utilização em cursos de graduação como estratégia para melhorar o
aprendizado
- Geração de alternativas para testes de marketing com clientes
- Aplicação na paleontologia: replicação do acervo a partir de ressonâncias
magnéticas para estudo visando não danificar as amostras originais

9
2.2. Equipamentos de impressão 3D
Dentre as tecnologias apresentadas no item anterior, iremos nos aprofundar
naquelas que utilizam o processo de manufatura aditiva por deposição de material
fundido (FDM). Apesar de ir contra o definido pela classificação feita, estes
equipamentos são também conhecidos como “impressoras 3D” e assim se referirá aos
mesmos. O processo produtivo destes equipamentos segue o ciclo básico previamente
apresentado, começando pelo modelo CAD, passando pelo software próprio da máquina
e então a deposição de material camada por camada até a obtenção do modelo físico.
Há no mercado diversos equipamentos, com diferentes volumes de impressão,
resoluções e consequentemente custos diferenciados. Porém todos estes visam um
mesmo objetivo, a confecção de modelos com um tempo de impressão reduzido, um
acabamento superficial cada vez melhor e propriedades mecânicas mais próximas do
produto final. Isto permite a criação de peças com geometrias complexas, itens de
reposição e até mesmo chegar ao ponto de um equipamento se replicar através da
impressão de todos seus componentes estruturais.
Uma das maiores empresas do ramo é a Stratasys, detentora de diversas patentes
e uma das responsáveis pelo avanço das tecnologias de impressão 3D. Atualmente a
mesma se encontra focada no desenvolvimento de equipamentos e na fabricação por
dois métodos: FDM (já apresentado neste capítulo) e PolyJet (capaz de gerar modelos
com dureza variável e usando diversos materiais, através do jateamento e cura de
líquidos foto poliméricos). Seu catálogo de produtos é variado e pelo tamanho da
companhia os mesmos são capazes de oferecer soluções dedicadas como, por exemplo,
equipamentos voltados especificamente para produção de modelos odontológicos e
próteses.
Figura 2.7: Equipamentos Stratasys [20]

10
Suas máquinas estão divididas em três categorias: “Idea Series”, “Design Series”
e “Production Series”. A primeira linha está focada na portabilidade, apresentando um
envelope de impressão reduzido, e resolução em torno de 0.2mm. A linha Design é
voltada para obtenção de modelos mais detalhados e portando possui resoluções
chegando a 0.016mm. Por fim, as impressoras Production buscam produzir peças finais
e não apenas protótipos, para isto seu tempo de impressão é menor e seu volume de
produção mais elevado. Alguns destes equipamentos se encontram na figura 2.7.
A partir disto, diversas outras empresas vêm trabalhando no desenvolvimento de
equipamentos com estas tecnologias, visando baratear seus custos para que se chegue ao
ponto em que qualquer desenvolvedor ou designer possa ter uma impressora 3D pessoal
em sua residência. Seguindo esta estratégia vieram empresas como a Makerbot e a
Ultimaker, apresentando inicialmente modelos mais simples e sempre buscando
melhorias, e cujos equipamentos estão apresentados nas figuras 2.8 e 2.9.
Figura 2.8: Equipamentos Makerbot [21]
Figura 2.9: Equipamentos Ultimaker [21]
11
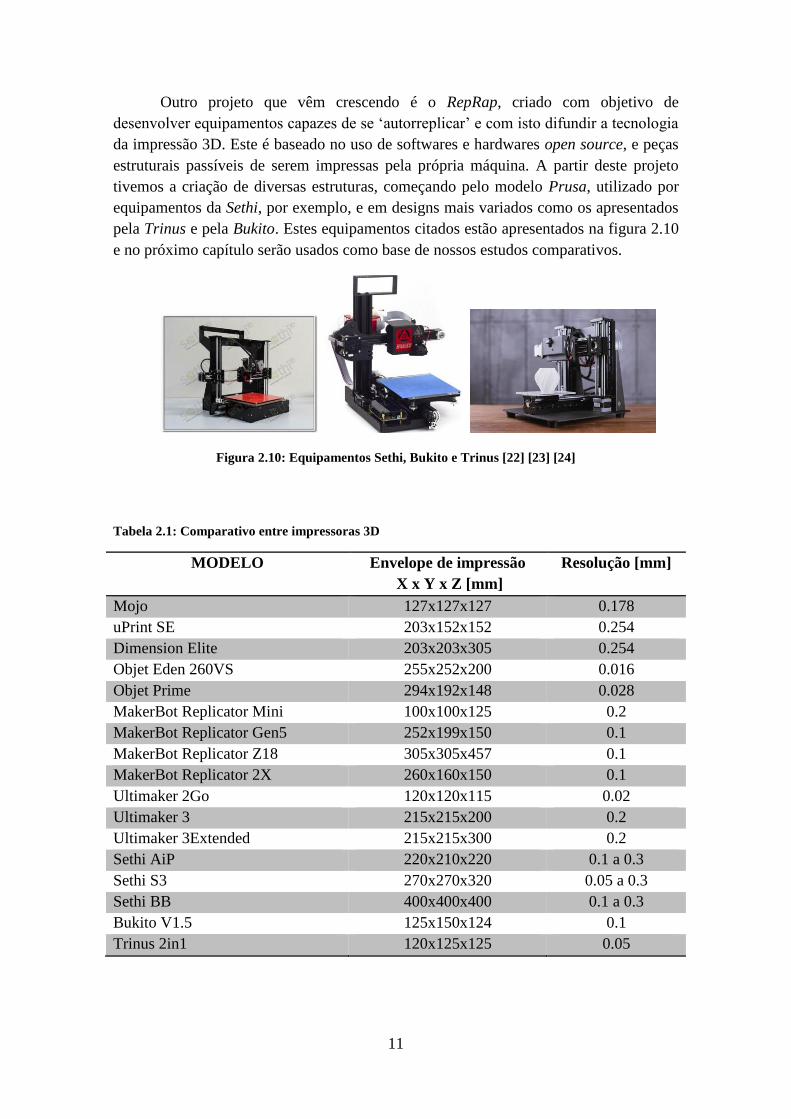
Outro projeto que vêm crescendo é o RepRap, criado com objetivo de
desenvolver equipamentos capazes de se ‘autorreplicar’ e com isto difundir a tecnologia
da impressão 3D. Este é baseado no uso de softwares e hardwares open source, e peças
estruturais passíveis de serem impressas pela própria máquina. A partir deste projeto
tivemos a criação de diversas estruturas, começando pelo modelo Prusa, utilizado por
equipamentos da Sethi, por exemplo, e em designs mais variados como os apresentados
pela Trinus e pela Bukito. Estes equipamentos citados estão apresentados na figura 2.10
e no próximo capítulo serão usados como base de nossos estudos comparativos.
Figura 2.10: Equipamentos Sethi, Bukito e Trinus [22] [23] [24]
Tabela 2.1: Comparativo entre impressoras 3D
MODELO Envelope de impressão
X x Y x Z [mm]
Resolução [mm]
Mojo 127x127x127 0.178
uPrint SE 203x152x152 0.254
Dimension Elite 203x203x305 0.254
Objet Eden 260VS 255x252x200 0.016
Objet Prime 294x192x148 0.028
MakerBot Replicator Mini 100x100x125 0.2
MakerBot Replicator Gen5 252x199x150 0.1
MakerBot Replicator Z18 305x305x457 0.1
MakerBot Replicator 2X 260x160x150 0.1
Ultimaker 2Go 120x120x115 0.02
Ultimaker 3 215x215x200 0.2
Ultimaker 3Extended 215x215x300 0.2
Sethi AiP 220x210x220 0.1 a 0.3
Sethi S3 270x270x320 0.05 a 0.3
Sethi BB 400x400x400 0.1 a 0.3
Bukito V1.5 125x150x124 0.1
Trinus 2in1 120x125x125 0.05

12
3. Estudo comparativo
Os equipamentos apresentados no capítulo anterior, assim como os demais
presentes no mercado, apresentam envelopes de impressão de diferentes capacidades, e
resoluções diversas conforme podemos observar na tabela 2.1. Além destas
características, também há grandes variações no que se trata dos componentes
utilizados, como é feita sua montagem, sua programação e sua operação. Podemos
encontrar máquinas abertas ou fechadas; de madeira ou acrílico ou metal; como ou sem
painel interativo; com um ou dois cabeçotes de extrusão; entre outras variações. No que
se trata da estrutura mecânica destes equipamentos estas variantes podem ser destacadas
como: os elementos de transmissão utilizados e quais componentes realizam cada
deslocamento cartesiano. Estes parâmetros e as escolhas feitas em torno destes estão
diretamente relacionados com a robustez do sistema, a velocidade de impressão, a
resolução de impressão, além da facilidade de montagem, manutenção e programação.
O foco será dado então nos sistemas de movimentação do cabeçote de extrusão e
da mesa de impressão nestas máquinas previamente citadas e demais. Serão analisados
separadamente cada um destes aspectos, apresentando os princípios de funcionamento,
as vantagens e desvantagens de cada opção dentre as mais utilizadas em equipamentos
de baixo custo.
3.1. Elementos de transmissão de movimento
Na grande maioria dos equipamentos de prototipagem rápida a movimentação
do cabeçote de extrusão e da mesa é linear, ao longo de um ou mais dos eixos
cartesianos ‘X’, ‘Y’ e ‘Z’. Portanto, o mecanismo utilizado para tal está quase sempre
baseado em uma combinação de sistemas por acoplamento com fusos, polias e correias
sincronizadoras. Iremos aqui apresentar estes elementos mecânicos e comparar sua
adequabilidade para cada eixo de uma impressora 3D.
Um sistema de transmissão por polias e correias proporciona uma maior
velocidade, uma vez que o acionamento das mesmas pelo motor é mais direto. Por outro
lado, ao utilizarmos fusos ou barras roscadas podemos obter melhores resoluções, isto
se dá devido à redução que ocorre do motor para o acoplamento. Devido a esta redução,
a opção por barras roscadas apresenta maior força quando comparada ao uso de polias e
correias, nos permitindo o uso de motores com menor torque.

13
Ambas as associações possuem princípios simples de montagem e
funcionamento, porém para que tenhamos um bom desempenho é necessário um
investimento em elementos mais caros. No caso das correias sincronizadoras o ajuste da
folga entre seus dentes e a polia é de difícil regulagem. Podemos ter o sistema
apresentando correias esticadas demais ou de menos, dificultando a movimentação
adequada. Para evitar estes problemas, são utilizadas polias de precisão. Já na utilização
de fusos o problema enfrentado são as folgas axiais, cuja redução pode ser obtida com o
uso de fusos de esfera e rolamentos adequados. Porém, estas soluções envolvem altos
custos na aquisição destes elementos e são, portanto, observadas em equipamentos de
grandes empresas.
Conforme apresentado no segundo capitulo, o processo por FDM se baseia numa
construção aditiva por camadas ao longo do eixo Z. Portanto, a resolução do
equipamento está diretamente relacionada com o avanço ao longo deste eixo, seja por
parte da mesa ou do cabeçote de extrusão. Vale ressaltar que esta resolução não será
simplesmente o menor avanço possível, pois temos outros fatores como o diâmetro do
orifício de extrusão, a expansão do material polimérico de acordo com a temperatura do
processo, entre outros. Por estas razões é habitual o uso de fusos nos sistemas que
realizam esta movimentação linear em Z. Outro fator que motiva esta escolha é a
movimentação em Z estar sustentando um componente, necessitando então de uma
maior força disponível.
Figura 3.1: Sistems utilizando fusos de esferas
Por outro lado, nos eixos X e Y é mais comum a utilização de sistemas com
polias e correias, as quais apresentam menores custos envolvidos. Isto se dá, pois nestes
eixos há um interesse numa maior velocidade e numa resposta mais rápida do sistema
para que sejam feitas as curvas em cada camada.

14
Figura 3.2: Sistemas utilizando polias e correias
É possível obter-se maiores velocidades utilizando fusos, assim como maiores
troques utilizando polias e correias, mas para isso seriam necessários ajustes como o uso
de motores mais ou menos potentes ou até mesmo mais elementos como engrenagens
para sistemas redutores. Porém, é do interesse do fabricante utilizar elementos comuns,
como um mesmo modelo de motor para todos os eixos e com isto chega-se às
configurações baseadas em polias e correias em X e Y, e acoplamentos com fusos em Z.
3.2. Movimentação dos componentes
Além do mecanismo utilizado para a movimentação ao longo de cada eixo, é
importante também a definição de que componente do equipamento irá realizar cada um
destes deslocamentos. Em geral, há duas opções para cada eixo, que a mesa de
impressão se movimente ou que o cabeçote de extrusão o faça. Com isto, temos um total
de oito configurações possíveis para que sejam realizados todos os deslocamentos no
espaço cartesiano XYZ.
Tabela 3.1: Combinações para a movimentação dos componentes
Configuração Eixo X Eixo Y Eixo Z
A Mesa de impressão Mesa de impressão Mesa de impressão
B Mesa de impressão Mesa de impressão Cabeçote de extrusão
C Mesa de impressão Cabeçote de extrusão Mesa de impressão
D Cabeçote de extrusão Mesa de impressão Mesa de impressão
E Mesa de impressão Cabeçote de extrusão Cabeçote de extrusão
F Cabeçote de extrusão Mesa de impressão Cabeçote de extrusão
G Cabeçote de extrusão Cabeçote de extrusão Mesa de impressão
H Cabeçote de extrusão Cabeçote de extrusão Cabeçote de extrusão

15
Um dos aspectos a ser levado em conta nesta escolha é que a movimentação da
mesa de impressão infere em um aumento no tamanho final da máquina em si. Caso a
mesa seja estática em relação aos eixos X e Y precisaremos que o cabeçote percorra
estas direções em uma área equivalente à da mesa, porém caso a mesa seja o elemento
que se move em um destes eixos a área de movimentação será dobrada a cada eixo. Ou
seja, em uma configuração onde a mesa de impressão realiza movimentos ao longo dos
eixos X e Y têm-se uma área quatro vezes maior do que na situação estática da mesma.
As configurações A e B apresentam este problema e, portanto, não são vistas no
mercado, o qual busca tornar este tipo de equipamento cada vez mais portátil e eficiente
no que se dá a relação entre seu tamanho e seu volume de impressão. Apesar de não
envolver a movimentação da mesa ao longo de X e Y, as configurações C e D também
se baseiam no deslocamento deste componente ao longo de duas direções distintas, o
que traz dificuldades para a sua montagem e funcionamento. A mesa é a base para o
modelo a ser impresso e com isto sua movimentação deve ser minimizada ao máximo,
portanto as configurações C e D também não são utilizadas regularmente. Na figura 3.3
se encontra um projeto de uma estrutura que segue a configuração aqui denominada
como A, na qual a mesa realiza todos os três deslocamentos. É possível observar o quão
grande é a estrutura comparada ao tamanho da mesa em si.
Figura 3.3: Exemplo de sistema no qual a mesa se movimenta em X, Y e Z [7]

16
Os casos mais difundidos são os representados pelas configurações E, F e G, nos
quais a mesa é responsável por apenas um dos deslocamentos. Em E e F, que são
análogos, observa-se a mesa de impressão realizando um movimento horizontal e
consequentemente há um aumento na área do equipamento. Este tipo de montagem
serve como base do modelo Prusa, e também pode ser visto nos modelos da Sethi,
Bukito, Trinus, dentre outras. Em geral há uma estrutura em pórtico na qual o cabeçote
de extrusão se movimenta ao longo dos eixos X e Z e a mesa se encontra em um sistema
a parte e desloca em Y. É possível adequar esta configuração de outras maneiras, sem a
necessidade do pórtico, por exemplo, como observado na Bukito. Nestes equipamentos
quase sempre se tem a utilização de fusos para o eixo Z e polias e correias nos eixos
horizontais, seja este dado pelo deslocamento da mesa ou do cabeçote.
No caso da configuração G a mesa de impressão movimenta-se apenas
verticalmente, deixando os deslocamentos em X e Y para o cabeçote de extrusão. Este
tipo de montagem apresenta a menor área possível e também uma maior qualidade de
impressão, uma vez que o modelo em si fica estático durante a execução de cada
camada pelo cabeçote. Nos equipamentos mais sofisticados como os da Makerbot e da
Ultimaker esta é a configuração utilizada. Esta permite uma movimentação mais rápida
e precisa do cabeçote de extrusão no plano horizontal, normalmente através de um
sistema com polias e correias. Assim como o uso de fusos para o deslocamento em Z, o
qual será responsável por suportar o peso não só da mesa, mas também do modelo
impresso sobre esta.
A configuração H se refere a uma montagem na qual a mesa de impressão é
totalmente estática e, portanto, todos os três eixos são percorridos pelo cabeçote de
extrusão. Assim como dito para a configuração G, esta permite altas velocidades no
plano horizontal, assim como uma boa precisão e consequente resolução do modelo
pelo seu deslocamento em Z sem que haja movimentação do modelo. Porém envolve
estruturas mais complexas, o que dificulta a programação destes movimentos e torna
mais difícil a garantia de paralelismos e perpendicularidades necessários.

17
4. Projeto Mecânico
A partir das características observadas e debatidas no capítulo anterior serão
feitas propostas buscando o desenvolvimento de uma estrutura mecânica capaz de
atender as necessidades dos equipamentos de impressão 3D, baseando-se em alguns
critérios a seguir definidos e visando determinados objetivos como a modularidade
deste sistema. O foco será dado nos componentes mecânicos, portanto a parte
eletroeletrônica deste tipo de equipamentos será apenas comentada.
4.1. Requerimentos
Um equipamento de prototipagem rápida deve se adequar a algumas limitações,
principalmente quando se trata de uma máquina de pequeno porte e cujo uso está
voltado para área de desenvolvimento de produtos e protótipos. Outro ponto a ser
destacado é o usuário, aqui considerado como qualquer possível desenvolvedor, até
mesmo um leigo em prototipagem o que requere um equipamento de certa forma
simples para seu manipulador.
Tomando como base a montagem deste equipamento, será buscado que o mesmo
possua um design simples, possibilitando a inserção dos componentes sem comprometer
o deslocamento dos mesmos. Isto também facilita no uso e na manutenção da máquina,
tornando-a mais acessível a usuários menos experientes. Componentes e encaixes mais
intuitivos permitem uma desmontagem mais rápida e com isso uma manutenção mais
eficiente, assim como evitam possíveis obstruções ou difícil acesso aos fios e outros
elementos eletrônicos por exemplo. Isto busca também minimizar a necessidade de
ajustes para a garantia de alinhamentos na estrutura e consequentemente do nível de
precisão do equipamento.
No que diz respeito às dimensões finais da máquina, busca-se uma densidade
volumétrica baixa, ou seja, uma maximização da relação entre o volume de trabalho e o
peso estrutural do equipamento. Neste caso o objetivo é ter uma máquina cujas
dimensões totais não superem em muito o volume de impressão disponível. Outro
aspecto, aliás, é que este volume seja grande o suficiente para atender as necessidades
de seu usuário, assim como permitir o manuseio e retirada do modelo impresso sem
maiores dificuldades. Este ponto também interfere diretamente na montagem e
18
manutenção, uma vez que se tem mais espaço para o acesso ao cabeçote e também para
a remoção da mesa de impressão e outros componentes para limpeza.
A seleção dos componentes que farão parte deste sistema de movimentação deve
permitir configurações que maximizem a velocidade de deslocamento, visando o
aumento da aderência entre camadas e a diminuição do tempo final de impressão. Não
só este sistema, mas toda a estrutura do equipamento deve apresentar uma deflexão
estrutural baixa, para que sua rigidez seja adequada aos esforços gerados pelo processo
de impressão. Com uma deformação estrutural dentro das tolerâncias definidas pode-se
atingir os níveis de precisão buscados sem que haja influência dos esforços operacionais
do sistema nem de seus deslocamentos.
Conforme citado anteriormente, para projetar um equipamento que apresente as
qualidades visadas, há altos custos envolvidos. No mercado das máquinas open-source,
o que se busca é um custo inferior ao dos equipamentos de grandes empresas,
apresentando ainda assim um equipamento atraente ao público e que atenda suas
necessidades mesmo com a utilização de componentes mais baratos e designs mais
simplistas.
4.2. Definições gerais
Com base nos requerimentos apresentados, a proposta aqui feita é a de um
equipamento com um design aberto e limpo. Seus componentes eletrônicos ficarão
dispostos no interior de sua base, a qual também apresentará um painel interativo com
as funções básicas para o usuário. O detalhamento destes itens não será o foco deste
projeto, mas sim a estrutura mecânica da máquina e principalmente o sistema de
movimentação cartesiano apresentado pela mesma.
Para que se tenha uma montagem e desmontagem rápida e intuitiva, será
projetado um módulo capaz de realizar deslocamentos lineares tanto da mesa quanto do
cabeçote de extrusão, ao longo de qualquer um dos eixos X, Y ou Z. Esta estrutura
modular acarreta uma redução de custos quando se trata de uma produção mais larga
destas máquinas e facilita também a operação manutenção por parte do desenvolvedor.

19
É necessário definir como será a estrutura do equipamento a ser projetado. Deve-
se escolher qual será a movimentação feita por cada elemento, aplicando os critérios
apresentados no item anterior ao comparativo realizado no terceiro capítulo. Conforme
indicado neste, as configurações mais recomendadas seriam as referidas como H, G e F,
as quais estão apresentadas nas figuras 4.1, 4.2 e 4.3 respectivamente:
Figura 4.1: Configurações do tipo H e G
Figura 4.2: Configurações do tipo F
Nos desenhos acima cada linha representa uma estrutura modular realizando um
movimento linear em ambos os sentidos de cada eixo. Está destacado também qual dos
elementos do equipamento, a mesa (M) ou o cabeçote (C), que está sendo deslocado.
Portanto, através dos mesmos pode-se observar que cada configuração requer uma
quantidade diferente de módulos, assim como irá apresentar montagens e programações
diversas para sua movimentação.
A configuração do tipo H representa uma montagem na qual o cabeçote realiza
deslocamentos nos três eixos. Com isto se torna necessária uma estrutura combinada
onde cinco módulos são utilizados, sendo que os dois responsáveis por X irão suportar
os outros três módulos mais o cabeçote, gerando maiores esforços. Apesar das
vantagens já citadas em termos uma mesa estática, as consequências trazidas para os
encaixes e para toda a dinâmica do sistema tornam esta configuração não atrativa
comparada às demais.
20
As configurações F e G são ambas vantajosas e, conforme indicado no capítulo
anterior, são as mais difundidas no mercado atual. O fato de termos um elemento
realizando dois deslocamentos e o outro realizando apenas um deslocamento permite a
utilização de apenas quatro módulos, simplificando sua montagem e operação. O
conceito apresentado aqui será de um design aberto, ou seja, sem um invólucro. Por esta
razão a configuração G passa a não atender os requerimentos, uma vez que a mesma
necessita de uma estrutura externa na qual os módulos de movimentação do cabeçote
sejam devidamente acoplados. Isto não ocorre nas configurações do tipo F, pois nestas
os próprios módulos responsáveis pelo deslocamento em Z sustentam o módulo que
movimenta o cabeçote em X.
Portanto o projeto se dará em cima deste esquema, com o cabeçote de extrusão
se deslocando ao longo dos eixos X e Z, enquanto a mesa de impressão se desloca
apenas ao longo de Y. Isto acarreta em um aumento da área do equipamento na direção
Y, porém facilita atingir os demais objetivos descritos nos requerimentos do projeto.
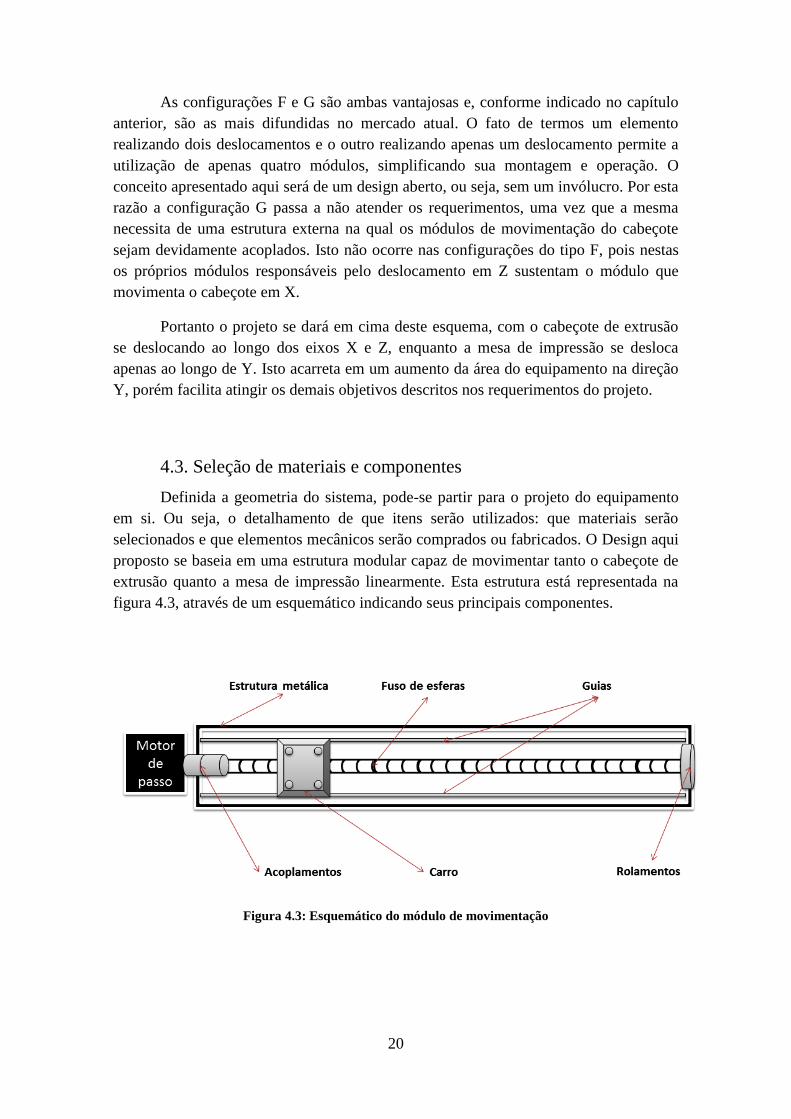
4.3. Seleção de materiais e componentes
Definida a geometria do sistema, pode-se partir para o projeto do equipamento
em si. Ou seja, o detalhamento de que itens serão utilizados: que materiais serão
selecionados e que elementos mecânicos serão comprados ou fabricados. O Design aqui
proposto se baseia em uma estrutura modular capaz de movimentar tanto o cabeçote de
extrusão quanto a mesa de impressão linearmente. Esta estrutura está representada na
figura 4.3, através de um esquemático indicando seus principais componentes.
Figura 4.3: Esquemático do módulo de movimentação

21
O módulo apresentado na imagem acima consiste em:
Uma estrutura metálica, na qual serão acoplados o motor e os demais elementos
de transmissão. Esta deve ser suficientemente rígida para suportar os esforços
provenientes dos encaixes e dos elementos fixados a ela. A mesma deve possuir
também uma geometria simples, facilitando assim sua fabricação e a montagem
tanto dos outros componentes a ela quanto da própria estrutura a outros
módulos. É desejado que a mesma seja leve, uma vez que o módulo responsável
pelo movimento em X será deslocado ao longo de Z, além de que um dos
requerimentos é a baixa densidade volumétrica do equipamento como um todo.
Figura 4.4: Estruturas modulares [23]
Um motor de passo, capaz de proporcionar precisão e controle de velocidade e
posição, sem contar a grande vantagem de ser possível controlar o torque no
eixo de forma constante e em larga faixa de rotação.
Figura 4.5: Motor de passo NEMA

22
Fuso de esferas, uma vez que este tipo apresenta o maior rendimento quando
comparado a outras barras roscadas. Aquelas cujas roscas são métricas possuem
rendimentos em torno de 15%, quando a rosca é trapezoidal este valor pode
chegar a 40% e no caso escolhido das roscas retificadas com porcas em esferas
este rendimento pode superar 80% [13]. O parafuso de potência, como também é
conhecido, é utilizado para transformar movimento circular em movimento
linear. Nele o atrito de deslizamento é dado pelo contato do rolamento com a
pista do parafuso e da porca [14].
Figura 4.6: Fusos de esferas HIWIN [18]
Acoplamentos para a transmissão entre o motor e o fuso. Estes são responsáveis
por reduzir as folgas axiais presentes neste sistema de transmissão, assim como
os rolamentos na localizados na extremidade oposta do módulo. Deve-se utilizar
também um sistema de freio quando para movimentação de cargas verticais,
uma vez que, os fusos de esferas não são auto-travantes.
Figura 4.7: (a) Acoplamento entre motor e fuso; (b) Rolamento de esferas [23]
Mesa linear, no qual os elementos como a mesa de impressão e o cabeçote de
extrusão serão acoplados, e guias lineares ao longo das quais este carro
deslizará. Há diversos tipos de carros com ou sem acionamento, e neste projeto
serão usados carros acionados por fusos de esferas.
Figura 4.8: Mesa e Guias lineares [18]

23
Itens como rolamentos, fusos, carros e guias são fabricados por empresas como
SKF, Schaeffler e HIWIN, que se destacam pela vasta gama de opções. Chapas e perfis
metálicos também podem ser obtidos no mercado.
Além do módulo, é necessário citar e selecionar os outros componentes do
equipamento. Primeiramente estes darão coesão ao projeto como um todo, e seus dados
são essenciais para os cálculos estruturais a serem feitos. Estes componentes são:
Estrutura
Alguns kits de impressora usam placas de madeira ou alumínio de corte a laser
como parte ou para todo o quadro. Neste projeto haverá apenas uma base composta
por placas de alumínio, a qual abrigará a maior parte dos componentes eletrônicos.
Em cima desta serão acoplados os módulos de movimentação, um para o
deslocamento da mesa em Y e outro para o deslocamento do cabeçote em Z, ao qual
estará conectado o módulo responsável pelo eixo X.
Componentes eletrônicos
O programa utilizado no sistema eletrônico de uma impressora 3D é chamado de
firmware, sendo esse as instruções programadas diretamente no hardware do
equipamento eletrônico [12]. Os controles eletrônicos normalmente tomam a forma
de uma placa Arduino padrão e uma capa que contém os componentes eletrônicos
específicos de impressão 3D, controladores e sensores, que estarão locados na
estrutura base e conectados aos demais componentes como o cabeçote de extrusão e
os modulares de movimentação.
Cabeçote de extrusão
Este elemento é basicamente composto por: um bloco de aquecimento (contendo
um elemento de aquecimento que pode ser um resistor de esmalte vítreo ou um
comprimento de fio de níquel-cromo ou um aquecedor de cartucho); um sensor de
temperatura (para que seja feito o controle do aquecimento ao material a ser
extrudado); e um bocal de extrusão, usualmente de bronze por fornecer uma
condução de calor adequada, o qual possui um orifício com cerca de 0.4mm de
diâmetro pelo qual o material aquecido será devidamente extrudado.

24
Estes componentes são montados como uma peça única, assim como ilustrado
na figura 4.6.a. Neste projeto será considerado um cabeçote hot-end do tipo bowden
com corpo em alumínio, ponta em cobre e cooler lateral em acrílico. Este é um item
comum em projetos como o RepRap e pode ser observado na figura 4.6.b.
Figura 4.9: (a) Extrusor makerbot; (b) Hot-end tipo bowden [25]
Mesa aquecida
A placa sobre a qual será feita a deposição do material extrudado pelo cabeçote é
dada por uma superfície plana usualmente de acrílico ou de alumínio. Pode ser
fixada na parte superior da mesa uma placa de circuito impresso (PCB), atuante
como um elemento de aquecimento alimentado pelo sistema eletrônico. Para este
projeto será considerada uma mesa de alumínio simples com uma área total de
214mm x 214mm e área útil de 200mm x 200mm. Os componentes aqui descritos
podem ser observados na figura 4.7.
Figura 4.10: (a) Mesa de impressão de alumínio; (b) Placa de aquecimento PCB

25
4.4. Cálculos estruturais
Primeiramente serão avaliados os esforços sofridos por cada um dos modulares
de movimentação (X; Y e Z) conforme indicado na figura 4.8. Como o projeto indica
módulos idênticos, serão tomados para os cálculos os maiores esforços tanto estáticos
quanto dinâmicos em cada um dos eixos.
Figura 4.11: Configuração selecionada para os módulos de movimentação
No que se trata da disposição dos módulos temos dois destes na horizontal (X-
vermelho e Y-verde) e um na vertical (Z-azul). Todos têm que suportar as cargas
estáticas em cada um de seus componentes, ou seja, a estrutura externa, a guia linear, o
fuso e os rolamentos. Estas cargas são provenientes do peso próprio de cada um destes
elementos, o peso dos outros componentes acoplados tais como o cabeçote de extrusão
e a mesa de impressão ou até mesmo outro módulo de movimentação. Portanto é
necessário se estimar valores para as massas de todos estes itens.
Além destes esforços, o torque e a rotação imprimidas pelo motor serão levados
em conta para a seleção dos fusos e rolamentos, os quais são responsáveis por
transformar este movimento angular em linear. Para isto é preciso fazer uma análise
paralela entre as características do motor com o fuso de esferas a serem selecionados.
Numa primeira tratativa será feita uma listagem com os itens mais relevantes
presentes na montagem e seus respectivos pesos aproximados. Ou seja, serão
desconsiderados itens como parafusos e demais elementos menores que os demais. Por
outro lado, serão feitas escolhas conservadoras para este primeiro cálculo,
superestimando os valores encontrados nos catálogos dos fabricantes. Na tabela 4.3 está
apresentada um detalhamento desta primeira estimativa de estrutura.

26
Tabela 4.1: Estimativa de peso do módulo de movimentação
ITEM DESCRIÇÃO PESO ESTIMADO
CABEÇOTE DE
EXTRUSÃO
Conjunto composto por um motor NEMA11 e um
hot-end do tipo bowden com corpo em alumínio,
ponta em cobre e cooler lateral em acrílico
440g
MESA DE
IMPRESSÃO
Placa de alumínio mais placa PCB, aqui
considerada apenas um volume de alumínio de
214mm x 214mm x 5mm.
618g
MODELO
IMPRESSO
Mais volume de impressão (200mm x 200mm x
200mm) totalmente preenchido por PLA ou ABS
10538g
ESTRUTURA
MODULAR
Perfil metálico “U” de alumínio com espessura da
parede de 10mm e dimensões externas máximas
de 300mm x 80mm x 40mm
1220g
MOTOR DE PASSO Motor NEMA 17 mais acoplamentos do mesmo 220g
GUIAS LINEARES Duas guias HIWIN com 300mm de comprimento
e dois carros lineares sobre as mesmas
458g
FUSO DE ESFERAS Fuso HIWIN, incluindo também a castanha e a
mesa de movimentação.
464g
MANCAIS Dois mancais de rolamento inserido em um bloco
a ser parafusado na estrutura modular
367g
Com isto pode-se estimar que cada módulo de movimentação possuirá uma
massa em torno de 2,73kg. Além deste peso próprio, alguns módulos terão de suportar
as cargas derivadas de outros elementos. No caso do módulo em X, este suportará os
440g do cabeçote de extrusão. Já o modular para Y terá que movimentar os em torno de
11,15kg referentes à mesa de impressão e ao volume de impressão que pode ser
preenchido com material polimérico. Por fim, o módulo de movimentação em Z será
submetido a um momento causado pelo módulo X, o qual estará acoplado ao mesmo
através de parafusos, e, portanto, toda sua carga estará sendo transmitida para a estrutura
do módulo vertical.

27
Dentro de cada módulo temos dois elementos principais responsáveis por
suportar as cargas estáticas. Num plano frontal pode-se considerar o fuso como uma
barra bi apoiada nos mancais de rolamento, estes sendo apoios simples. Já em um plano
lateral os apoios simples seriam os carros lineares. Os pesos dos elementos acoplados
podem ser representados como carga pontuais, uma vez que nosso maior interesse está
nas flechas de deflexão, permitindo assim a substituição de cargas distribuídas. Por fim,
os elementos parafusados terão este acoplamento representado por um engaste.
Com estas definições deitas, é possível aproximar a estrutura projetada por
alguns modelos de mecânica dos sólidos, conforme será demonstrado a seguir. Cada um
dos módulos X, Y e Z será devidamente analisado e as cargas suportadas pelos mesmos
será estimada para o dimensionamento dos componentes. Para os cálculos serão usados
os seguintes valores de cargas:
𝑝𝑒𝑠𝑜 𝑑𝑜 𝑐𝑎𝑏𝑒ç𝑜𝑡𝑒 − 𝑃𝑐 = 4,3𝑁 ;
𝑝𝑒𝑠𝑜 𝑑𝑎 𝑚𝑒𝑠𝑎 − 𝑃𝑚 109,3𝑁 ;
𝑝𝑒𝑠𝑜 𝑑𝑎 𝑒𝑠𝑡𝑟𝑢𝑡𝑢𝑟𝑎 𝑚𝑜𝑑𝑢𝑙𝑎𝑟 − 𝑃𝑒 = 26,8𝑁
𝑐𝑜𝑚𝑝𝑟𝑖𝑚𝑒𝑛𝑡𝑜 𝑛𝑜𝑚𝑖𝑛𝑎𝑙 − 𝐿 = 0,3𝑚
Módulo X
Neste módulo o cabeçote de extrusão exerce uma carga, a qual se desloca ao
longo do fuso. O caso a ser considerado para maior deflexão será desta carga na
extremidade mais afastada do engaste. Este engaste representa a conexão deste
módulo ao módulo vertical Z, o qual irá suportar toda a massa do modular em X,
gerando assim um momento 𝑀𝑅 sobre este. Esta carga também ocasiona uma
deflexão a qual deverá ser somada ao valor já calculado.
Neste diagrama de corpo livre mostrado na figura 4.11 temos duas cargas sendo
aplicadas a barra. Uma sendo o peso do cabeçote 𝑃𝑐 e outra uma carga distribuída
representando o peso próprio do módulo de movimentação. Esta carga será
considerada como uniformemente distribuída e, portanto, dada por 𝑤𝑒 =𝑃𝑒
𝐿.
Consequentemente será usada a aproximação 𝑃𝑒 = 𝑤𝑒 . 𝐿 .

28
Figura 4.12: D.C.L. do módulo X
𝑅 = 𝑃𝑐 + 𝑤𝑒 . 𝐿 (4.1)
𝑀𝑅 = 𝑃𝑐 . 𝐿 +𝑤𝑒.𝐿2
2 (4.2)
𝑦𝑚á𝑥 =𝑃𝑐.𝐿3
3.𝐸.𝐼+
𝑤𝑒.𝐿4
8.𝐸.𝐼 (4.3)
Feitos os cálculos, encontra-se os seguintes resultados:
𝑅 = 31,1𝑁 ; carga cisalhante a qual deverá ser suportada pelos parafusos.
𝑀𝑅 = 5.31𝑁. 𝑚 ; momento resultante o qual será transmitido diretamente aos carros
lineares do módulo Z, assim como para sua estrutura externa.
𝑦𝑚á𝑥 =1
𝐸𝐼. 0,12915𝑁. 𝑚3 ; com este valor e possível definir valores para o momento de
inércia I a partir do módulo de elasticidade E (dado pelo material) e da deflexão máxima
𝑦𝑚á𝑥 a qual será considerada como sendo a resolução almejada de 50𝜇𝑚 .
Portanto, 𝐸. 𝐼𝑚í𝑛 = 2583𝑁. 𝑚2.
Esta mesma premissa de 𝑦𝑚á𝑥 = 50𝜇𝑚 será adotada para os módulos Y e Z, e com
isto será encontrada a seção mais solicitada. Para esta será inferida a geometria e as
dimensões dos componentes que irão suportar estas cargas e consequentemente fletir.

29
Módulo Y
O módulo de movimentação em Y estará apoiado na base do equipamento, a
qual suportará todo o seu peso. Portanto aqui é importante analisar o esforço
causado pelo peso da mesa de impressão o do modelo a ser impresso sobre esta.
Esta carga será suportada tanto pelos mancais de rolamento quanto pelos carros
lineares. Para os rolamentos será considerado o caso em que apenas um destes está
atuando com uma reação contrária ao peso suportado. Já para a deflexão esta carga
estará localizada entre os mancais equidistante. Para os carros lineares este peso é
distribuído igualmente entre eles.
Figura 4.13: D.C.L. do módulo Y
𝑅1 = 𝑃𝑚.𝑏
𝐿 ; 𝑅2 = 𝑃𝑚.
𝑎
𝐿 ; 𝑐𝑎𝑠𝑜 𝑑𝑎 𝑓𝑜𝑟ç𝑎 𝑒𝑠𝑡𝑎𝑟 𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑎: 𝑅1 = 𝑅2 =
𝑃𝑚
2 (4.4)
Ainda considerando o caso da força centralizada:
𝑀𝑚á𝑥 = 𝑃𝑚.𝐿
4 (4.5)
𝑦𝑚á𝑥 = 𝑃𝑚.𝐿3
48.𝐸.𝐼 (4.6)
Aqui há dois casos, um onde os apoios são os mancais e, portanto, L=300mm, e uma
outra vista na qual os apoios são os carros lineares e L=120. Para o primeiro caso,
conforme descrito acima, tem-se:
𝑅𝑚𝑎𝑛𝑐𝑎𝑙 = 109,3𝑁
𝑀𝑦 = 8,2𝑁. 𝑚
𝑦𝑚á𝑥 =1
𝐸𝐼. 0,0615𝑁. 𝑚3 ∴ 𝐸. 𝐼𝑚í𝑛 = 1230𝑁. 𝑚2

30
Já para o segundo caso, com os carros lineares, obtêm-se:
𝑅𝑐𝑎𝑟𝑟𝑜𝑙𝑖𝑛𝑒𝑎𝑟 = 54,65𝑁
𝑀𝑥 = 1,64𝑁. 𝑚
Módulo Z
O único módulo vertical está responsável por deslocar todo um outro módulo e o
cabeçote de extrusão. Portanto esta estrutura irá apresentar um momento em seu
topo, gerando uma deflexão a ser calculada. Assim como o módulo Y este também
está apoiado sobre a base da impressora e com isto as forças verticais não exigem
tanto dos componentes em si.
𝑀𝑅 = 𝑀𝑎 = 𝑀 (4.7)
𝑦𝑚á𝑥 =𝑀.𝐿2
2.𝐸.𝐼 (4.8)
O momento aplicado neste módulo será de igual valor ao calculado para o engaste do
módulo X, ou seja, 𝑀 = 5,31𝑁 . E consequentemente a deflexão será dada por:
𝑦𝑚á𝑥 =1
𝐸𝐼. 0,23895𝑁. 𝑚3 ∴ 𝐸. 𝐼𝑚í𝑛 = 4779𝑁. 𝑚2
Figura 4.14: D.C.L. do módulo Z

31
4.5. Dimensionamento dos elementos mecânicos
A partir dos valores obtidos no item anterior, para os esforços sofridos pelas
estruturas modulares, é possível dimensionar cada um dos elementos que a compõem.
Serão utilizados produtos de fabricantes como a HIWIN, seguindo as orientações em
seus catálogos e respeitando os limites ali apresentados.
Base
A base da estrutura será uma chapa de alumínio, a qual será devidamente
usinada para que se tenha um acabamento superficial o qual garanta um paralelismo
de 0,05mm dentre os demais componentes. Será selecionada uma barra retangular,
cujo momento de inércia seja adequado para resistir aos esforços de momento
aplicado à extremidade da estrutura em Z. Sendo a barra de uma liga de alumínio:
𝐸𝑎𝑙𝑢𝑚í𝑛𝑖𝑜 = 71,7𝐺𝑃𝑎
𝐸. 𝐼𝑚í𝑛 = 4779𝑁. 𝑚2 ∴ 𝐼𝑚í𝑛 ≈ 66653𝑚𝑚4
Figura 4.15: Momentos de inércia perfil retangular [4]
Há uma rotação em torno do eixo Y e, portanto:
𝑏3 ∗ ℎ
12> 66653𝑚𝑚4
É necessária uma largura mínima de 120mm para que seja comportado o encaixe
dos demais elementos. Assim como uma espessura de pelo menos 10mm para que seja
feita a usinagem necessária. Com estes valores se obtém 𝐼 = 1440000𝑚𝑚4, o que supera
em cerca de vinte vezes o mínimo previamente calculado. Portanto será usada uma chapa de
0,5in (meia polegada) de espessura a qual será usinada até atingir o valor de 10mm em sua parte
central.
32
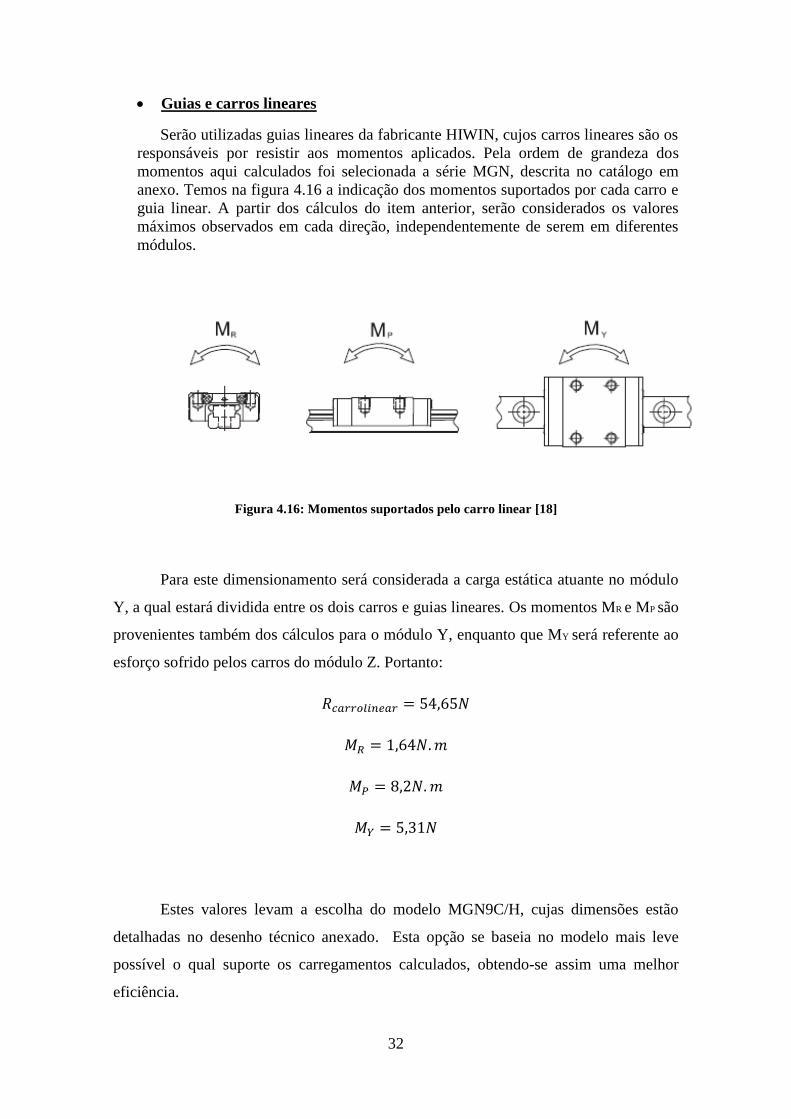
Guias e carros lineares
Serão utilizadas guias lineares da fabricante HIWIN, cujos carros lineares são os
responsáveis por resistir aos momentos aplicados. Pela ordem de grandeza dos
momentos aqui calculados foi selecionada a série MGN, descrita no catálogo em
anexo. Temos na figura 4.16 a indicação dos momentos suportados por cada carro e
guia linear. A partir dos cálculos do item anterior, serão considerados os valores
máximos observados em cada direção, independentemente de serem em diferentes
módulos.
Figura 4.16: Momentos suportados pelo carro linear [18]
Para este dimensionamento será considerada a carga estática atuante no módulo
Y, a qual estará dividida entre os dois carros e guias lineares. Os momentos MR e MP são
provenientes também dos cálculos para o módulo Y, enquanto que MY será referente ao
esforço sofrido pelos carros do módulo Z. Portanto:
𝑅𝑐𝑎𝑟𝑟𝑜𝑙𝑖𝑛𝑒𝑎𝑟 = 54,65𝑁
𝑀𝑅 = 1,64𝑁. 𝑚
𝑀𝑃 = 8,2𝑁. 𝑚
𝑀𝑌 = 5,31𝑁
Estes valores levam a escolha do modelo MGN9C/H, cujas dimensões estão
detalhadas no desenho técnico anexado. Esta opção se baseia no modelo mais leve
possível o qual suporte os carregamentos calculados, obtendo-se assim uma melhor
eficiência.

33
Fuso de esferas e castanha
Para a escolha do fuso é necessário avaliar a carga que será movimentada pelo
mesmo, assim como o torque ao qual este será submetido para que se alcance as
velocidades lineares desejadas. Será adotada uma velocidade de impressão de 70mm/s,
e uma velocidade de movimentação livre dos componentes podendo chegar a 100mm/s.
considerando as extremidades do mesmo como apoiadas em rolamentos. Busca-se então
um fuso de movimento rápido e que terá de transportar horizontalmente a carga
calculada para o módulo Y, ou seja, suportar uma carga de 109,3N. É importante
também ressaltar que em Z esta carga será de 31,1N, porém verticalmente deslocada.
No módulo X o peso do cabeçote é muito menor que a caga apresentada em Y e,
portanto, os cálculos são feitos para o segundo.
Rotação do fuso:
𝑁[𝑟𝑝𝑚] =𝑣 [
𝑚𝑠 ] . 60. 103
𝑃[𝑚𝑚]
𝑁 =0,1.60.103
30= 200
Utilizando a máxima velocidade como sendo 100mm/s, tem-se uma rotação que
depende apenas do passo do fuso. Sendo que, quanto maior este for menor será o valor
em rotações por minuto. Será buscado então um passo largo para que haja uma
velocidade rotacional baixa. Apesar de isto repercutir em um aumento do torque, isto
não deverá ser tão preocupante dada a baixa velocidade angular com que se está
trabalhando.
Com isto, é preciso fazer uma análise paralela entre o passo deste fuso e seu
diâmetro nominal, seguindo as orientações do fabricante, para que se ache o menor
modelo possível capaz de resistir as cargas aqui descritas e realizar a movimentação
desejada exigindo o mínimo de torque possível. Chega-se então a conclusão de que,
para esta carga, os fusos da série QFSH da HIWIN são adequados e apresentam passos
compatíveis com os diâmetros desejados também para os rolamentos.
O comprimento do fuso será de 300mm e, de acordo com o catálogo da
fabricante, qualquer diâmetro seria capaz de suportar os esforços calculados. Portanto, a
decisão será tomada com base no passo desejado para um mínimo diâmetro, no caso
15mm de diâmetro para um passo de 30mm. O modelo selecionado será o 15-30S4, o
qual atende as especificações desejadas e cujas dimensões e propriedades podem ser
encontradas no informativo anexado ao fim do projeto.
34
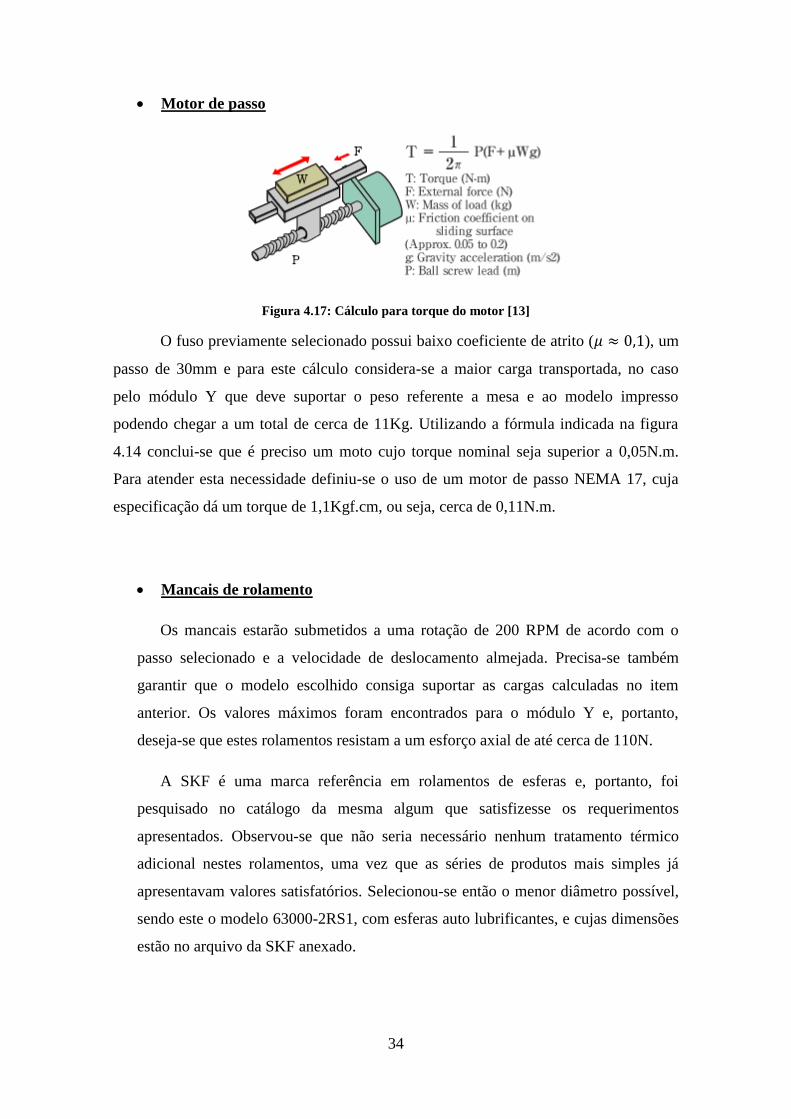
Motor de passo
Figura 4.17: Cálculo para torque do motor [13]
O fuso previamente selecionado possui baixo coeficiente de atrito (𝜇 ≈ 0,1), um
passo de 30mm e para este cálculo considera-se a maior carga transportada, no caso
pelo módulo Y que deve suportar o peso referente a mesa e ao modelo impresso
podendo chegar a um total de cerca de 11Kg. Utilizando a fórmula indicada na figura
4.14 conclui-se que é preciso um moto cujo torque nominal seja superior a 0,05N.m.
Para atender esta necessidade definiu-se o uso de um motor de passo NEMA 17, cuja
especificação dá um torque de 1,1Kgf.cm, ou seja, cerca de 0,11N.m.
Mancais de rolamento
Os mancais estarão submetidos a uma rotação de 200 RPM de acordo com o
passo selecionado e a velocidade de deslocamento almejada. Precisa-se também
garantir que o modelo escolhido consiga suportar as cargas calculadas no item
anterior. Os valores máximos foram encontrados para o módulo Y e, portanto,
deseja-se que estes rolamentos resistam a um esforço axial de até cerca de 110N.
A SKF é uma marca referência em rolamentos de esferas e, portanto, foi
pesquisado no catálogo da mesma algum que satisfizesse os requerimentos
apresentados. Observou-se que não seria necessário nenhum tratamento térmico
adicional nestes rolamentos, uma vez que as séries de produtos mais simples já
apresentavam valores satisfatórios. Selecionou-se então o menor diâmetro possível,
sendo este o modelo 63000-2RS1, com esferas auto lubrificantes, e cujas dimensões
estão no arquivo da SKF anexado.

35
Parafusos e Acoplamentos
Os parafusos, acoplamentos e demais itens de encaixe estão definidos nos
catálogos do fabricante de acordo com cada um dos componentes previamente
selecionados. Ou seja, estes já estão devidamente dimensionados para suportar as cargas
compatíveis com os elementos os quais estão sendo fixados. Já os parafusos que
conectam os demais componentes, como aqueles usinados, foram dimensionados
principalmente de acordo com a geometria e as distâncias envolvidas, uma vez que as
cargas as quais estes estarão submetidos são muito pequenas quando comparado ao
esforço que o próprio elemento já estará absorvendo.
4.6. Montagem
Figura 4.18: Equipamento de impressão 3D
Após a seleção e o dimensionamento dos componentes principais, é necessário
descrever como deve ser feita a conexão entre os mesmos. Tendo em vista a ordem de
grandeza com a qual está sendo trabalhada no que se trata da precisão deste tipo de
equipamento, é impreterível que se realize uma montagem na qual se garanta os
paralelismos e perpendicularidades inferiores a 0,05mm, para a manutenção da
qualidade dos produtos gerados pela máquina.

36
Primeiramente deve-se usinar os blocos de alumínio, de acordo com os desenhos
técnicos anexados, para a fabricação do ‘bloco de acoplamentos’ e dos mancais. Estes
três itens, além da base do modular, são os únicos que não serão adquiridos diretamente
de um fabricante. Os demais componentes do módulo de movimentação, conforme
mostrado em itens anteriores, são comprados no mercado de acordo com suas
especificações técnicas. Para os encaixes serão usados apenas parafusos, todos com
cabeça sextavada e roscas métricas variando entre M2 e M6.
O acabamento superficial dado pelo processo de fresamento é satisfatório para
estas quatro peças citadas acima, não sendo assim necessário nenhum outro processo.
Suas características mecânicas também já atendem os requisitos e, portanto, processos
térmicos e afins também estão descartados. Porém o paralelismo entre suas faces é de
extrema importância, e para garantir isso é obrigatório o uso de equipamentos como um
relógio comparador durante o processo de usinagem para que sejam feitas medições ao
fim da fabricação e, caso necessário, sejam feitos os ajustes devidos.
Figura 4.19: Módulo de movimentação

37
Uma vez prontas é possível conectá-las aos outros elementos. Os mancais e as
guias lineares devem ser diretamente parafusados à base do módulo, novamente com o
auxílio de medições para que se obtenha o paralelismo necessário entre as guias. Para
isto é feito um rebaixo em ambas as laterais da base, provendo um melhor apoio para as
guias e seus carros. Estes carros deslizam sobre as guias, e sobre os mesmos será
parafusado o ‘bloco de acoplamentos’, uma peça conectada também à castanha do fuso
de esferas e cuja superfície possui diversos furos para que sejam conectados os
elementos a serem movimentados. Os rolamentos selecionados devem ser inseridos nos
mancais e apoiado nestes estará o fuso de esferas, com uma de suas extremidades
conectada ao motor de passo através de um acoplamento específico para isto.
Com isto têm-se a estrutura modular de movimentação devidamente montada.
São necessárias três destas para a montagem do equipamento projetado, uma para cada
eixo cartesiano. Um dos modulares será fixado horizontalmente sobre a estrutura do
equipamento, e sobre este estará a mesa de impressão se movimentando ao longo de Y.
Outro modular, responsável pelos deslocamentos em Z, deve ser parafusado também à
estrutura, porém verticalmente e alinhado com o centro do modular Y. O modular X
estará preso ao bloco do modular Z, através de uma chapa metálica e parafusos. Neste
temos o cabeçote de extrusão conectado. É indicado o uso de calços vibra-stop sob a
estrutura do equipamento, afim de minimizar as vibrações geradas ao longo do processo
de impressão.

38
5. Considerações Finais
5.1 Conclusões
Neste trabalho foram apresentados alguns equipamentos de prototipagem rápida,
mais especificamente impressoras 3D, destacando os elementos mecânicos utilizados
em sua estrutura e para movimentação de seus componentes ao longo dos eixos
cartesianos. Foram vistas e comparadas as possíveis configurações de montagem já
existentes no mercado e a partir deste estudo foi feito um projeto de um sistema
modular com uma base de alumínio, motor de passo e fuso de esferas para a
movimentação tanto da mesa de impressão quanto do cabeçote de extrusão.
Pode-se confirmar que não há uma configuração ótima, e sim mais adequada de
acordo com seus requisitos estabelecidos. Para as metas aqui propostas a solução
apresentada foi a combinação de três sistemas modulares, os quais tiveram seus
componentes devidamente selecionados e dimensionados de acordo com as
características de um equipamento de impressão 3D por FDM.
Foram sugeridas algumas diferentes montagens, levando em consideração os
aspectos definidos como ideais ao longo do terceiro capítulo e por fim os cálculos
necessários para a validação de um destes modelos foram realizados. Buscando uma
redução dos custos envolvidos, e consequentemente da estrutura em si e da quantidade
de componentes, a montagem almejada utilizara apenas três unidades modulares de
movimentação. Cada uma destas ficou designada a um dos eixos cartesianos e após o
estudo das possíveis variantes foi definida uma geometria com a movimentação da mesa
ao longo de Y e o cabeçote de extrusão se deslocando ao longo de X e Z.
Os cálculos estruturais indicam que os componentes selecionados são capazes de
suportar os esforços estáticos aos quais estarão sujeitos durante o processo de impressão
3D. Foi comprovado também que a rigidez do sistema, na configuração com três
módulos, está dentro dos limites pré-estabelecidos para parâmetros como as deflexões
apresentadas pelos modulares, e consequentemente sua influência na qualidade da
fabricação dos modelos. Porém, aspectos como as vibrações geradas durante o processo
de impressão deveriam ser melhor estudados.
39
Sobre o equipamento projetado, está evidente que seus componentes foram
superdimensionados, gerando inclusive uma redução no volume de trabalho final.
Portanto, é necessária uma nova rodada de cálculos, mais refinados, e levando mais
aspectos como as vibrações em conta, para que se obtenha valores de esforços mais
condizentes com a realidade e com isso seja possível selecionar elementos menores e
consequentemente reduzir custos e permitir melhores resultados.
As análises em torno dos equipamentos de impressão 3D aqui feitas foram
baseadas em comparações muito mais qualitativas do que quantitativas e, portanto, seria
de grande interesse a realização de testes e ensaios que viessem a comprovar
numericamente diversos destes debates acerca de quais configurações são mais
adequadas de acordo com cada aspecto mecânico. A obtenção de valores como as
vibrações apresentadas por cada sistema e as rugosidades dos modelos gerados, poderia
nos dar condições de afirmar qual configuração tem maior robustez, e ao mesmo tempo
qual a relação desta propriedade com a qualidade dos produtos finais.
Outro estudo ao qual deveria ser dada sequência é na otimização destes sistemas
de movimentação, inserindo nos estudos toda a parte da programação deste
componente. Para isto seria necessário abordar os elementos eletrônicos deste
equipamento e a partir disto analisar outras opções de montagem, assim como a
realização de modificações a fim de adequar o sistema modular para que este se torne
cada vez mais rápido e apresentando uma melhor resolução.
40
6. Referências Bibliográficas
[1] VOLPATO, N. Prototipagem Rápida: Tecnologias e Aplicações. Ed Blücher, 2007.
[2] HAUSMAN, K.K.; HORNE, R. 3D Printing For Dummies. Hoboken, New Jersey:
John Wiley & Sons, 2014.
[3] JUVINALL, R.C.; MARSHEK K.M. Fundamentos do Projeto de Componentes de
Máquinas. 4ª edição, Ed. LTC, 2014.
[4] BUDYNAS, R.G.; NISBETT, J.K. Elementos de Máquinas de Shigley. Ed.
McGrawHill, 2011.
[5] MANO, Eloisa B. Polímeros como materiais de engenharia. Ed Edgard Blucher,
2010.
[6] WILLIANS, C. Additive Manufacturing Course Manual. Departamento de
Engenharia Mecânica, Virginia Tech, 2011
[7] HINKEL, L.B. Desenvolvimento de módulo de movimentação para manufatura
aditiva. 4º Seminário de pesquisa, extensão e inovação do IFSC, 2013.
[8] RAULINO, B.R. Manufatura aditiva: desenvolvimento de uma máquina de
prototipagem rápida baseada na tecnologia FDM. Trabalho de Graduação.
Departamento de Engenharia Mecatrônica da Universidade de Brasília, 2011.
[9] ALMEIDA, G.L. Avaliação comparativa das tecnologias de prototipagem rápida.
Projeto de Graduação. Universidade Federa do Rio de Janeiro, 2008.
[10] PAEZ, M. Estudo para o projeto de um mecanismo para uma máquina de
modelagem por fusão e deposição. Projeto de Graduação. Universidade Federal do Rio
de Janeiro, 2013.
[11] PALLAROLAS, E.A.F.F. Revisão técnica de processos manufatura aditiva e
estudo de configurações para estruturas de impressoras tridimensionais. Projeto de
Graduação. Universidade de São Carlos, 2013.
[12] EICH, F. Dimensionamento dos componentes de transmissão para uma router
CNC. Projeto de Graduação. Faculdade Horizontina, 2014.

41
[13] GALDINO, L. Cálculo da rotação, do torque e da potência de motores elétricos
para transmissão por parafuso de potência. Augusto Guzzo Revista Acadêmica, São
Paulo, n. 14, p.215-227, 2014. ISSN 2316-3852.
[14] RITTER, G. Influência dos parâmetros de uma impressora 3D sobre a produção
de peças. Projeto de Graduação. Faculdade Horizontina, 2014.
[15] DOS SANTOS, F.C. Desenvolvimento de software para equipamento de
prototipagem rápida por sinterização a laser. Dissertação de Mestrado. Universidade
Federal de Santa Catarina, 2009.
[16] GARCIA, L.H.T. Desenvolvimento e fabricação de uma mini fresadora 3D para
cerâmicas. Dissertação de Mestrado. Escola de Engenharia de São Carlos, 2010.
[17] WERNER, G. Desenvolvimento de uma fresadora CNC para usinagem em 5 eixos.
Projeto de Graduação. Centro Universitário UNIVATES, 2015.
[18] HIWIN. Ballscrews; bearings; linear guideways. Disponível em:
http://www.hiwin.com/product-overview.html Acesso em: novembro de 2016.
[19] CUSTOMPARTNET. Desription of rapid prototyping methods. Disponível em:
http://www.custompartnet.com/ Acesso em: outubro de 2016
[20] STRATASYS. Disponível em: http://www.stratasys.com/ Acesso em: outubro de
2016.
[21] WISHBOX. Disponível em: http://wishbox.net.br/produtos/impressao-3d/ Acesso
em: outubro de 2016.
[22] SETHI. Disponível em: http://www.sethi3d.com.br/ Acesso em: outubro de 2016.
[23] TRINUS. Disponível em: http://www.trinus3d.com/ Acesso em: outubro de 2016.
[24] BUKITO. Disponível em: http://bukito3d.com/ Acesso em: outubro de 2016.
[25] REPRAP. Disponível em: http://reprap.org Acesso em: outubro de 2016.
[26] SKF. Disponível em: http://www.skf.com/br/products/bearings-units-housings/ball-
bearings/index.html Acesso em: novembro de 2016.

42
Anexos
Ficha técnica Stratasys uPrint SE

43
Ficha técnica Ultimaker

44
Ficha técnica Makerbot Replicator Mini

45
Ficha técnica Makerbot Replicator

46
Ficha técnica Trinus

47
Perfis de Alumínio
b x h (mm)
e (mm)
Peso kg/m
MIx cm4
MIy cm4
Wx cm3
Wy cm3
EN AW 6063
EN AW 6082
40 x 40 4,0 1,270 7,246 11,503 2,882 5,751
-
50 x 25 3,0 0,799 1,641 10,425 0,930 4,170
-
60 x 30 5,0 1,559 4,433 27,958 2,143 9,319
-
70 x 50 6,0 2,688 23,265 71,376 7,034 20,393
-
80 x 45 7,0 3,096 20,442 100,960 6,694 25,240
-
90 x 50 5,0 2,552 21,750 111,750 6,214 24,833
-
100 x 40 5,0 2,410 11,912 120,708 4,071 24,142
-
100 x 50 6,0 3,198 26,252 166,794 7,437 33,359
125 x 63 6,0 4,065 54,241 340,015 12,060 54,402
-
130 x 50 8,0 4,854 35,947 396,876 9,934 61,058
160 x 80 10,0 8,505 177,967 1130,000 31,592 141,250
200 x 75 14,0 12,780 206,720 2413,372 38,430 241,337
-
200 x 100 12,0 12,792 420,025 2668,698 59,497 266,870

48
Guias Lineares HIWIN
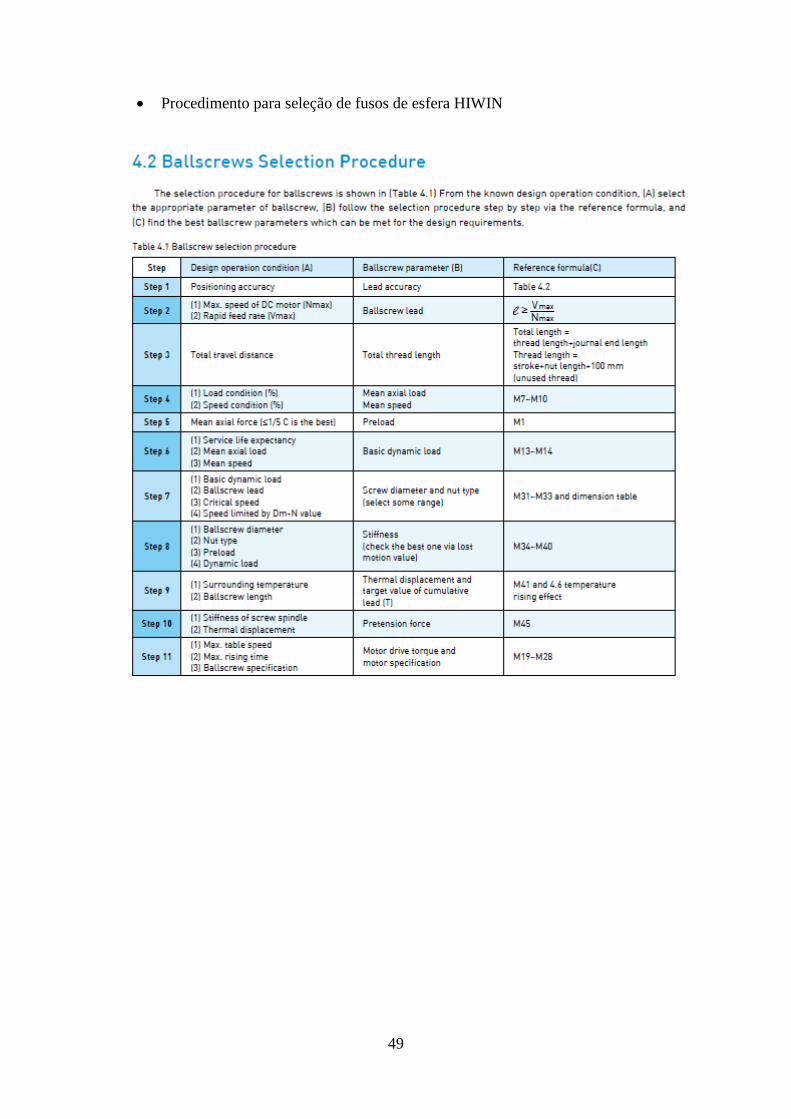
49
Procedimento para seleção de fusos de esfera HIWIN

50
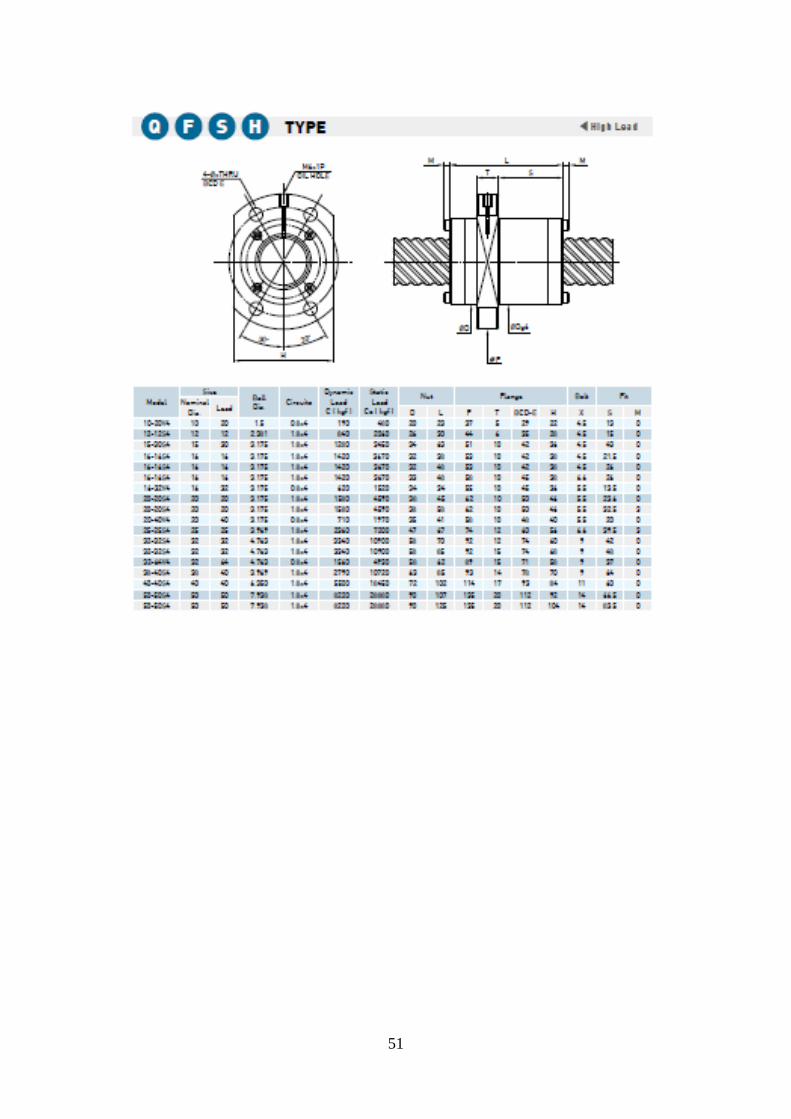
51
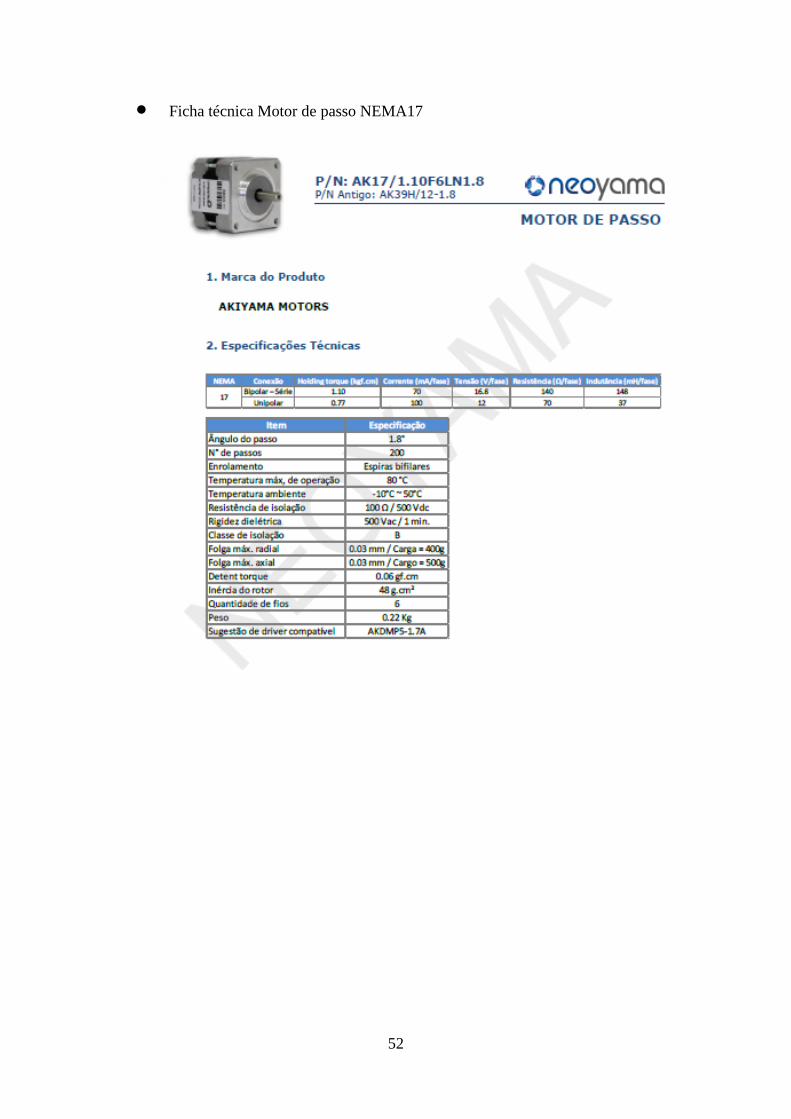
52
Ficha técnica Motor de passo NEMA17

53
Rolamentos de esferas SKF
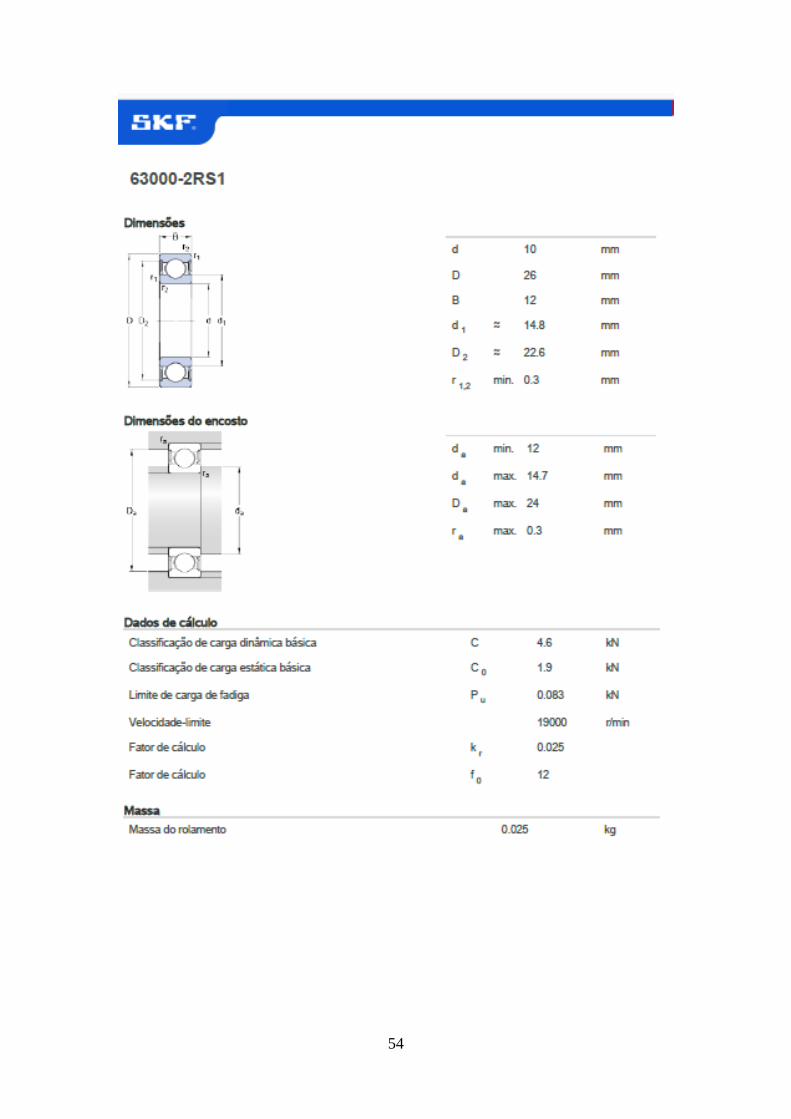
54

378
15
15
4
101
,50
40
394
394
50
122,50
99,
50
3
2
1
4
8
5
3
3
8
62,
70
45
40
77
6
8
Nº DO ITEM Nº DA PEÇA DESCRIÇÃO QTD.
1 Estrutura Base metálica, com quatro apoios e furações p/ encaixes 1
2 Mesa de impressão Placa em alumínio com 164mmx164mm de área 1
3 Módulo de movimentação XYZ
Estrutura modular, responsável pela movimetação linear dos
demais componentes3
4 Cabeçote extrusor Cabeçote de extrusão do tipo bowden, modelo E3D_v6 1
5 Chapa XCChapa em alumínio, para a
conexão entre o módulo X e o cabeçote de extrusão
1
6 Chapa XZ Chapa em alumínio, para a conexão entre os módulos X e Z 1
7 90128A228 Parafuso Cabeca Cilindrica c/ sextavado interno M5 14
8 90128A228 Parafuso Cabeca Cilindrica c/ sextavado interno M5 13
Unidade: mm
3D PRINTER
Escala 1:3Folha n°Prof: José StocklerNome: Rodrigo Dantas
Data: 02/12/16Departamento de Engenharia Mecânica UFRJ

2
5
4
11
9
7
14
1
13
3
8 10
12
6
15
15
127
12,
70
1,5
0
58,
70
39
32
40
18
20
351,40
63
10
5
9
300
39
15
4,20
10
10
93,
30
Nº DO ITEM Nº DA PEÇA DESCRIÇÃO QTD.
1 Base base usinada em alumínio 12 Carro linear MGN9CZFC-HiwinCorporation 2
3 Guia linear MGNR9R300CM-HiwinCorporation 2
4 Castanha RBS-R15-30S4-QFSH-300-300-0.023-HiwinCorporation 1
5 Bloco de acoplamentos
Peça usinada em alumínio com furos para acoplamentos 1
6 Coupling Acoplamento Flexivel 1
7 Motor Motor de passo modelo NEMA17 1
8 Mancal do fuso Mancal usinado em alumínio, para abrigar rolamentos 1
9 Mancal do motorMancal usinado em alumínio,
para abrigar rolamentos e acoplamento entre motor de
passo e fuso de esferas1
10 Fuso esférico RBS-R15-30S4-QFSH-300-300-0.023-HiwinCorporation 1
11 Rolamento Rolamento de esferas modelo SKF63000-2RS1 3
12 91290A138 Parafuso Cabeca Cilindrica c/ sextavado interno M4 30
13 90128A187 Parafuso Cabeca Cilindrica c/ sextavado interno M3 8
14 90128A228 Parafuso Cabeca Cilindrica c/ sextavado interno M5 16mm 4
15 91290A310 Parafuso Cabeca Cilindrica c/ sextavado interno M6 6
Unidade: mm
Módulo de movimentação (XYZ)
Escala 1:2Folha n°Prof: José StocklerNome: Rodrigo Dantas
Data: 02/12/16Departamento de Engenharia Mecânica UFRJ

45
34
4
37
26,
50
34
9
3
13
40
6x M
5x0.8
125
24
54
10
15
3,50
3
15
10
8x M5x0.8
20
14
Unidade: mmDepartamento de Engenharia Mecânica UFRJ Data: 02/12/16
Nome: Rodrigo DantasProf: José Stockler Folha n° Escala 1:1
Bloco de acoplamentos

45
10
20 13
6
4,6
0
A
A
15
68
85
10
10
28
45
15
12
35
40
26
21
12
SEÇÃO A-A
Unidade: mmDepartamento de Engenharia Mecânica UFRJ Data: 02/12/16
Nome: Rodrio DantasProf: José Stockler Folha n° Escala 1:1
Mancal do motor

40
60
15
34
2
45°
13
10
21
F
F
15
23
9
6
26
12
15
10
SEÇÃO F-F
Unidade: mmDepartamento de Engenharia Mecânica UFRJ Data: 02/12/16
Nome: Rodrigo DantasProf: José Stockler Folha n° Escala 2:1
Mancal do fuso

39
31
M3x
0.5
x 4
R14
22
48
32
12
24
A
5
14
DETALHE A ESCALA 2 : 1
F
1
AK17/1.10F6LN1.8
D
E
F
C
1 2 3 4
B
A
321 5
C
D
4 6 7 8
A
B
Descrição: MOTOR DE PASSO AK17/1.10F6LN1.8
Código:I000388
Tolerância linear:Tolerância angular:
Desenhista: Fabio Leonardo Responsável Técnico: Rafael HenriqueEscala:mmData:11/07/2013
Part Number:

Type of Ballscrew Rolled Ballscrew
Hand Screw Right Hand Screw
Nominal Diameter 15
Lead 30
Optional Functions None
Start Type for Nut High lead quatemary start
Nut Type QFSH
Self-lubrication None
Number of Turns S4: 1.8x4
Ball Diameter 3.175
Thread Length 300
Lead Deviation(mm/300mm)
C6
Screw End Machining I -Motor Side
Free
Screw End Machining II -the Other Side
Free
Total Length 300
No. Part Name Qty
1 Screw Shaft 1
2 Ball Nut 1
Notes : - Drawing not to scale- Dimensions subject tochange
Part No. :
RBS-R15-30S4-QFSH-300-300-0.023
Description :
Ball Screws - Main Configurator
Hiwin Corp.USA:Address : 1400 Madeline Lane Elgin, IL. 60124, USATel. : +1-847-827-2270Email : [email protected] : www.hiwin.com
Hiwin Technologies Corp.Taiwan:Address : No. 7, Jingke Road Taichung Precision Machinery Park Taichung 40852, TaiwanTel. : +886-4-23594510Email : [email protected] : www.hiwin.tw
BCD42
30° 30°ø4.5
36
300
1 2
ø51
10 43
63
ø34g
6
ø34

Series MG Series
Model Size 9
Rail Length 300
Precision Code C
Reinforced Cap None
No. Part Name Qty
1 Rail 1
Notes : - Drawing not to scale- Dimensions subject to changewithout notice
Part No. :
MGNR9R300CM
Description :
MG Series - Rail
Hiwin Corp.USA:Address : 1400 Madeline Lane Elgin, IL. 60124, USATel. : +1-847-827-2270Email : [email protected] : www.hiwin.com
Hiwin Technologies Corp.Taiwan:Address : No. 7, Jingke Road Taichung Precision Machinery Park Taichung 40852, TaiwanTel. : +886-4-23594510Email : [email protected] : www.hiwin.tw
9
6.5
7.5 20
300
112.5
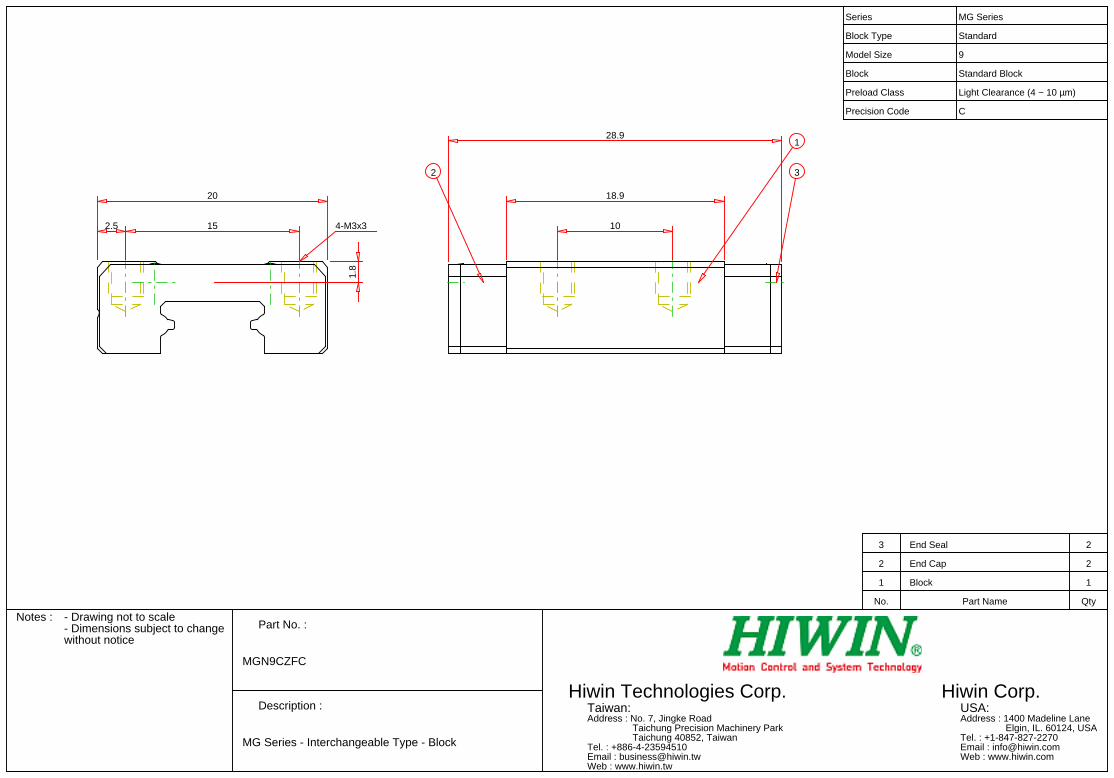
Series MG Series
Block Type Standard
Model Size 9
Block Standard Block
Preload Class Light Clearance (4 ~ 10 µm)
Precision Code C
No. Part Name Qty
1 Block 1
2 End Cap 2
3 End Seal 2
Notes : - Drawing not to scale- Dimensions subject to changewithout notice
Part No. :
MGN9CZFC
Description :
MG Series - Interchangeable Type - Block
Hiwin Corp.USA:Address : 1400 Madeline Lane Elgin, IL. 60124, USATel. : +1-847-827-2270Email : [email protected] : www.hiwin.com
Hiwin Technologies Corp.Taiwan:Address : No. 7, Jingke Road Taichung Precision Machinery Park Taichung 40852, TaiwanTel. : +886-4-23594510Email : [email protected] : www.hiwin.tw
2.5 15
20
1.8
4-M3x3 10
18.9
28.91
2 3