estudo de argilas usadas em cerÂmica vermelha · rização por escrito do diretor, citando fontes,...
TRANSCRIPT
TEMPO TÉCNICO - Edição 06 1
E S T U D O D E A R G I L A S U S A D A S E M C E R Â M I C A V E R M E L H A
Deus
seja
louva
do!




6 TEMPO TÉCNICO - Edição 06
MATÉRIA PRIMAQUEIMAENERGIA
301608Estudo das argilas usadas em cerâmica vermelha
Processamento de cerâmica vermelha usando um ciclo rápido de queima
Redução no preço da energia elétrica é vista com cautela por empresários
S U M Á R I O
Jorge Luís Espíndola Diretor Geral
Larraine Espíndola FerreiraDiretora Administrativa
Kennia Cristina S. de Andrade Diretora de Redação
Daniel Luís de Andrade Projeto Gráfico, Diagramação e Arte
Rua Cel. Marcos Rovaris, nº 54, sl 34 Centro, Criciúma - SC - 88.801-100 (48) 3444.2023
Fax: (48) 3045.7862
Tiragem: 3.000 - COAN CTP
Os conceitos expressados nos artigos, são exclusivamente responsabilidade dos autores. É permitida a reprodução total ou parcial dos conteúdos desta publicação, com a auto-rização por escrito do diretor, citando fontes, edição e data de publicação .Informações adicionais de quaisquer artigos podem ser disponibilizadas escrevendo para nosso correio eletrônico.
30


8 TEMPO TÉCNICO - Edição 06
REDUÇÃO NO PREÇO DA ENERGIA ELÉTRICA É VISTA COM CAUTELA POR EMPRESÁRIOSAnderson Collodel, Especialista em Energia
Passado o pacote de redução do preço das contas de luz de residências e indústrias abas-tecidas pelas distribuidoras de energia, à me-dida que o governo qualificou diversas vezes como “reforma estrutural” pode ficar capenga porque não estabeleceu regras claras para beneficiar também as indústrias de base do País. Embora se esperasse que a eletricidade vendida no chamado mercado livre também viesse a ficar mais barata, as companhias de uso mais intensivo de energia devem continuar pagando caro pela energia consumida.Em Santa Catarina, a redução, que poderia ser de até 32 %, ficará entre 19,01 % a 21,84 % se-
Qualquer matéria orgânica que possa ser trans-formada em energia mecânica, térmica ou elé-trica é classificada como biomassa. De acordo com a sua origem, pode ser: florestal (madeira, principalmente), agrícola (soja, arroz e cana--de-açúcar, entre outras) e rejeitos urbanos e industriais (sólidos ou líquidos, como o lixo). Os derivados obtidos dependem tanto da matéria--prima utilizada (cujo potencial energético varia de tipo para tipo) quanto da tecnologia de pro-cessamento para obtenção dos energéticos.Existem várias rotas tecnológicas para obten-
gundo a Celesc. Isso porque a Agência Nacional de Energia Elétrica (Aneel) é quem determina o valor, levando em consideração vários fatores. Apesar da medida, entidades, empresários e especialistas não acreditam que o preço das mercadorias diminua para o consumidor.A semelhança da situação que chegamos em 2013 com relação a 2001 é que em ambos os casos houve falta de planejamento e gerencia-mento, falta de investimentos no setor, perí-odo de estiagem prolongada comprometendo assim os níveis dos reservatórios de água. Vale aqui o ditado popular, memória de maus dias, “tudo como dantes no quartel de Abran-
ção da energia elétrica a partir da biomassa. Todas preveem a conversão da matéria-prima em um produto intermediário que será utilizado em uma máquina motriz. Essa máquina produzi-rá a energia mecânica que acionará o gerador de energia elétrica.De uma maneira geral, todas as rotas tecnoló-gicas, também, são aplicadas em processos de cogeração – produção de dois ou mais ener-géticos a partir de um único processo para geração de energia - tradicionalmente utiliza-da por setores industriais. Nos últimos anos,
tes”, no que se refere à negação, por parte das autoridades da existência de risco de ocorrer o desabastecimento de energia elétrica. Pa-rece validar o ditado siciliano de que “o pior nunca tem fim”.O Brasil é líder mundial em capacidade insta-lada para energia de biomassa, segundo rela-tório de um grupo sediado nos Estados Unidos esse documento também aponta a liderança brasileira em nível mundial quando o assunto é a capacidade instalada para geração de ener-gia por biomassa (obtida a partir de materiais orgânicos como resíduos agrícolas, restos de alimentos, esterco e madeira, entre outros).
transformou-se também em um dos principais estímulos aos investimentos na produção de energia a partir da cana-de-açúcar por parte das usinas de açúcar e álcool.No ano passado, a capacidade instalada do país nesse setor cresceu 1.9 GW (giga watts), totalizando 8.7 GW, de acordo com o relatório. O Brasil também lidera o ranking mundial em produção de biodiesel.Entrou em vigor norma que permite produzir energia e vender exceden-te, sobre a redução das taxas de energia para residências, comércios e indústrias que vão
Desperdício de energia e capacidade das hidrelétricas requer cada vez mais gerenciamento de energia das empresas
Como Funciona?
E N E R G I A
E n e r g i a t é r m i c a a b i o m a s s a


10 TEMPO TÉCNICO - Edição 06
O consumidor poderá instalar um sistema gera-dor de energia de fonte renovável com base em energia solar, por exemplo, com potência de até 100 KW – Microgeração Distribuída – ou central geradora com potência superior a 100 KW até 1 MW – Minigeração Distribuída – ambos conecta-dos à rede elétrica.Durante o mês, a unidade (casa, empresa ou indústria) é abastecida pela energia gerada por sua própria fonte sustentável de energia e a noi-te ou nos dias mais nublados a energia fornecida pela concessionária entra em funcionamento, complementando a energia solar. Neste período, toda energia produzida que não for consumida na unidade, entra no sistema de Compensação de Energia Elétrica, ou seja, o excedente é lançado
O vento gira uma hélice conectada a um gerador que produz eletricidade. A quantidade de energia produzida por uma turbina pode variar de acordo com o tamanho das suas hélices e também pela velocidade do vento onde a hélice está instalada. Além da velocidade dos ventos, é importante que eles sejam regulares.Um sistema eólico pode ser utilizado em três apli-cações distintas: sistemas isolados, sistemas hí-bridos e sistemas interligados à rede. Os sistemas obedecem a uma configuração básica, necessitam de uma unidade de controle de potência e, em determinados caso, de uma unidade de armazena-mento.A medida surtirá efeitos na atividade econômica. O aumento de renda, nesse caso, é tão bom quanto à baixa dos preços. Em uma pesquisa envolvendo 800 varejistas em todo o Estado, a entidade levan-tou que a média da conta de luz no comércio era
à rede de distribuição e se torna um crédito que pode ser utilizado nas próximas faturas por até 36 meses. Para isso, o consumidor deverá trocar o medidor de energia convencional por um medi-dor bidirecional, que registra a energia consumi-da e a energia injetada na rede.Essa energia excedente também pode ser re-vertida em créditos para abater o consumo de outras unidades consumidoras previamente cadastradas do mesmo proprietário ou para unidades cujos proprietários se reúnam em uma associação.No caso do crédito exceder o valor a pagar na conta de energia, ficará estabelecido uma co-brança mínima referente ao custo da disponibi-lidade do sistema de distribuição.
de R$ 350, individualmente. Se o desconto for de, em média, 20 %, a economia ficará em torno de R$ 70. A iniciativa é boa e não podemos desmerecê--la, porém, o valor economizado é baixo. Para que o setor tenha um bom desempenho, é preciso que o governo reveja a questão tributária e melhore a infraestrutura do país e para uma boa avaliação é necessário aguardar, pelo menos, seis meses para que as empresas consigam alinhar o desconto da energia. É preciso fechar os custos para ver se o objetivo será atingido, já que, por outro lado, o go-verno aumentou o combustível, por exemplo. Ainda é cedo para comemorar.Segundo o estudo de um grupo Americano, o país foi o décimo maior investidor em energia limpa no mundo em 2011, com US$ 8 bilhões (R$ 14,6 bilhões) aplicados, um aumento de 15 % em relação a 2010. No entanto, apesar de ter investido mais, o Brasil caiu quatro posições no ranking em relação a 2010,
O sistema energético brasileiro vive, de tem-pos em tempos, insegurança na distribuição de energia. A escassez da chuva diminui os níveis das represas e apavora a economia com medo do retorno do racionamento de 2001.De lá para cá, muito mudou no comportamento das empresas e dos consumidores, que mudaram seus hábitos, trocaram seus aparelhos obsoletos e suas lâmpadas incandescentes por tecnologias mais eficientes. Porém, diante da dependên-cia das chuvas para garantir o abastecimento, percebe-se que pouco mudou. Recebemos as novidades limpas de geração de energia, solar e eólica, mas muito pouco foi implantado, talvez em função do elevado investimento inicial que por sua vez se paga de curto em médio prazo.
passando do sexto para o décimo lugar, atrás de países como Estados Unidos, China e Índia, quando se analisa o total de investimentos em energias renováveis.De acordo com o relatório, o Brasil registrou o terceiro mais rápido crescimento em capacidade instalada no mundo de 2006 a 2011. No período, o aumento foi de 49 %.Nossos empresários tem a biomassa em abundan-cia já utilizada nos fornos e caldeiras, temos o sol em total desnecessário pagamento e o forte vento que nos corta todos os dias, acredito ser de total importância à obtenção de informação e o aprofun-damento em investimentos em projetos de cogera-ção utilizando as biomassas atuais gerando vapor para movimentar geradores elétricos e produzir Energia, por outro lado dependendo das condições técnicas é bem mais em conta investir em gera-dores Eólicos de menor porte específicos para a
Entenda o Sistema de Compensação de Energia
Como Funciona?
E n e r g i a E ó l i c a
variar entre 16 % e 21 % a partir de 2013, ainda existem certo receio dos grupos empresariais, por outro lado o brasileiro contará com mais um incentivo para economizar em sua conta e ainda, contribuir para a manutenção dos re-cursos não renováveis geradores de energia
no país. A Resolução Normativa (RN) 482 de 17/04/12, publicada pela Agência Nacional de Energia Elétrica (ANEEL) regulamenta a micro e mini produção de energia, ou seja, proprietários de residências, comércio e indústria poderão produzir sua própria energia e, a maior novi-
dade, é que as concessionárias devem adequar seus medidores a um modelo que permita que a energia gerada e não consumida no local pos-sa ser enviada à rede para consumo em outro ponto e gerar créditos para o consumidor na próxima fatura.

12 TEMPO TÉCNICO - Edição 06
Os painéis fotovoltaicos são compostos por estru-turas chamadas células fotovoltaicas, que têm a propriedade de criar uma diferença de potencial elétrico por ação da luz. O efeito fotovoltaico faz com que essas células absorvam a energia do sol e façam a corrente elétrica fluir entre duas cama-das com cargas opostas.Os materiais mais frequentemente usados para a fabricação destas células são o silício cristalino e o arsenieto de gálio. Um conjunto de células for-mam cristais, que são posteriormente cortados em pequenos discos polidos, que são as pequenas bolinhas que vemos nos painéis. Com a adição de fósforo e condutores metálicos, formam-se as cé-lulas, que são posteriormente fixadas num painel rígido ou flexível e que recebe uma placa de vidro na face frontal para proteção das células.A histeria do apagão e a resistência a microge-ração, um dos erros da administração de energia é que ela foi montada nos preceitos do século passado. Ou seja, com grandes usinas geradoras distantes dos pólos de consumo com investimen-tos imensos. Mas, o Calcanhar de Aquiles está na transmissão. A rede está defasada, ela cresceu bem menos que a geração e a demanda de con-sumo. Falta manutenção, gestão e redundância do sistema, sem falar na crônica falta de mão de obra qualificada, que afeta todas as áreas no Brasil, principalmente no dilapidado setor público depois da experiência neoliberal. O Brasil ainda não fez – e resiste em fazer – a transição para uma econo-mia energética de redes para incluir micro e mini geração. E nem para a geração de renováveis de grande porte, como demonstra os gargalos no se-tor eólico e solar. É preciso o empresariado abrir a palma da mão para receber, pois se fechada não pode apanhar o tesouro que hoje se tornou a ener-gia elétrica, o mesmo investimento que é feito em maquinas e tecnologias é tanto quanto importante nos dias de hoje serem direcionados ao setor de auto-produção de energia para os ceramistas que
tem uma das maiores faturas de energia elétrica. Há também diferenças que permitem afirmar que a falta de energia não é para agora, mas que exis-te risco a partir dos próximos anos, caso não haja uma mudança radical no que concerne à diversi-ficação da matriz elétrica, incorporando substan-cialmente as novas fontes renováveis, geração solar (o uso em larga escala do aquecimento solar e a micro geração fotovoltaica) e eólica. Chega de retórica. A contribuição destas fontes tem que ser rapidamente elevada para níveis de 15 a 20 % da capacidade total instalada. Além de ser levado mais a sério, ou seja, priorizar investimentos no uso eficiente de energia. Evitando assim desperdí-cios em processos industriais obsoletos; sistemas de refrigeração, aquecimento e iluminação inade-quados; utilizando sistemas de automação, por exemplo, que permite o desligamento automático quando não há pessoas presentes no local.Essa mesma falta de energia contribui é claro para o aumento vertical escalado do custo da energia no Brasil, que por sua vez favorece o próprio governo que arrecada mais e os grandes produtores (geradores) de energia no país, pois é de conhecimento geral de quando não se tem pro-duto no mercado a sua falta ou carência sofre as leis de mercado, quanto maior à busca maior será o seu preço e quanto à falta de energia com os poucos investimentos pelo governo e pelos atuais produtores, ainda mais alto será o preço da ener-gia disponível no sistema elétrico, é algo muito ruim para empresários e que ao mesmo tempo é bom para poucos produtores e altamente prejudi-cial para a indústria num contesto geral afetando inclusive o trabalhador, piorando ainda mais com o aumento atual dos combustíveis e por mais que se reduza os impostos da energia vivemos uma crise real onde a cada dia deixamos de apanhar nosso lucro para enriquecer governo e geradoras de energia. Foram muitos acertos na área de geração desde
a reforma do sistema em 2004, que elevou a ca-pacidade instalada nacional de 75 GW para 129 GW, com uma diversidade de fontes necessárias para um país como o Brasil. Este ano, mais 1,6 GW de no-vos parques eólicos devem entrar em operação, e até 2016, mais uns 4 GW. De novo, dos que entram em operação este ano, mais 600 MW devem ficar parados por falta de conexão. Finalmente, as eóli-cas de grande porte. A fome de investimento neste setor é enorme tanto que em poucos anos saímos de quase zero para 2 % da capacidade instalada. São 2.4 GW dos parques instalados e prontos para operar. Mas, e aí vem o xis da questão, cerca de 600 MW estão parados por falta conexão à rede.Enquanto os recursos públicos não chegam à es-fera das energias alternativas, é preciso adotar o consumo inteligente em empresas e residências para evitar o desperdício. Segundo uma pesqui-sa da Associação Brasileira das Empresas de Serviços de Conservação de Energia (Abesco) divulgada neste mês, cerca de 10 % dos 430 terawatt-hora (TWh) consumidos no país a cada ano são desperdiçados, volume superior ao con-sumido pelo total da população do estado do Rio de Janeiro, que alcança cerca de 36 TWh. Ou seja, gastamos um excedente capaz de abastecer todo o Estado do Rio.Apagar as luzes, instalar sensor de presença, aproveitar a luz natural, trocar as lâmpadas in-candescentes por tecnologias mais eficientes, como a lâmpada eletrônica ou o LED. Este simples gesto pode gerar economia de até 70 % no consu-mo. Além de muito importante investir em painéis solares e geradores eólicos de pequeno e médio porte ajudam as contas do empresariado e o próprio planeta. Outros pontos de maior consumo como transformadores de alta tensão e motores de grandes capacidades podem ser projetados filtros específicos para gerar energia reativa e compensar a redução da energia ativa o que reduz o consumo de kilowatts/hora.
Como Funciona?
E n e r g i a S o l a r
Cerâmica/indústria e o Brasil sem sombra alguma com todo sol que recebemos diariamente é um ce-leiro solar mundial que podemos aproveitar mais essa fonte que esta nos visitando todos os dias e que podemos converter essa energia radiante so-lar em eletricidade através dos painéis solares de
captação fotovoltaica de forma muito simples, mo-derna e segura. Além da possibilidade de instalação de banco de baterias que armazenam e injetam no sistema elétrico quando programado, servindo não só como geração alternativa para redução da fa-tura mensal e até às vezes zerando essa demanda
por energia da concessionária como também com o uso das baterias uma excelente forma de sistema de emergência como os UPS – NOBREAK´s, que servem como gerador em caso de emergência na falta da energia da concessionária ou em caso de apagões.


14 TEMPO TÉCNICO - Edição 06
A u t o n o m i a e E f i c i ê n c i a E n e r g é t i c a
Possui o benefício de reduzir o consumo de energia aperfeiçoando os sistemas de alimentação, gerar a própria energia para as atividades em-presariais ou residenciais, reduzir a emissão de poluentes e GEE’s na matriz energética e possibilitar maior direcionamento de energia para a indústria, base para o desenvolvimento da economia do país.A Eficiência Energética busca melhorar a relação de energia consumida em relação ao produto ou projeto. Dessa forma, pode-se reduzir o con-sumo de energia e manter a produtividade, ou manter o mesmo consumo de energia e ser mais produtivo.
A Confederação Nacional das Indústrias (CNI) es-tima que as despesas com a energia elétrica re-presentem 3,9 % do custo da produção industrial. Cerca de 40 % de toda a energia consumida no Estado é do setor industrial, sendo que os motores são responsáveis por quase 70 %. Segundo estudo da Fiesc, 70 % das indústrias pos-suem projetos de eficiência e 23 % apontam a falta
de financiamentos como a maior dificuldade para as oportunidades na área. Muitos dos sistemas habituais e convencionais são ineficazes, alguns até ajudam na eliminação de multas corrigindo a rede da concessionária, mas não chegando as grandes cargas elétricas da indústria, esses sis-temas convencionais são obsoletos e em desuso atualmente com a presença de cargas não lineares,
não reagem de forma adequada e se tornam pouco eficientes.As atuais cargas não lineares que tem formas de onda distorcidas da fundamental devem ser trata-das com monitoramento e diagnostico para aplica-ção de Filtros de Energia adequados para um real beneficio na redução da Demanda Contratada de Eletricidade das Cerâmicas.
M o t o r e s s ã o r e s p o n s á v e i s p o r m a i o r c o n s u m o
16 TEMPO TÉCNICO - Edição 06
PROCESSAMENTO DE CERÂMICA VERMELHA USANDO UM CICLO RÁPIDO DE QUEIMAGT Saleiro; JNF Holanda - Universidade Estadual do Norte Fluminense Darcy Ribeiro
A indústria de cerâmica vermelha é baseada, principalmente, na produção de materiais argilo-sos cerâmica para uso na construção civil, como tijolos, blocos cerâmicos, telhas e tubos1. Argilas comuns são basicamente as matérias-primas utilizadas para o fabrico de cerâmica vermelha. De acordo com Dondi2 o processamento de cerâ-mica vermelha é caracterizada por várias etapas de fabricação, incluindo a preparação do corpo, modelagem, secagem e queima.Os fatores principais envolvidos no processo de fabricação de cerâmica vermelhos são a compo-sição das matérias-primas e do ciclo de queima (tempo e temperatura de queima). Estes fatores influenciam a qualidade e, fundamentalmente, do custo do produto final. Ciclos de queima lenta são tipicamente usados para a fabricação de cerâmi-ca vermelha em todo o mundo, o que pode atingir até 60 h (frio ao frio), dependendo do produto final2. É importante salientar que o processo de queima é irreversível, e é responsável pela forma final da peça cerâmica definido na fase de molda-gem do corpo argiloso. De acordo com Brindley3 na queima a argila corpos cerâmicos sofrem uma série complexa de reações físico-químicas. Tem sido relatado na literatura4 de que as principais características físico-químicas de reações cauli-níticos são: desidroxilação de minerais de argila, desidratação de hidróxidos, transformações de fase, e de fusão parcial, com formação de uma fase líquida a uma temperatura elevada. O pro-cesso de queima de cerâmica vermelha, no entan-to, requer uma elevada procura de energia.Trabalhos anteriores têm sido dedicados à utiliza-ção de tecnologia de queima rápida para a produ-ção de vários materiais cerâmicos. Giuliano5 re-latou a utilização de tecnologia de queima rápido nas indústrias de tijolos e telhas. Foi demonstrado que a tecnologia de queima rápido apresenta alto
potencial para aperfeiçoar o processo de queima de materiais cerâmicos para construção civil. A viabilidade do rápido-acendimento de alumina pura (Al2O3 ) tem sido investigada6. Verificou-se que a abordagem de disparo rápido pode ser usado para a fabricação de alumina dentro de tempos de produção muito curto, à temperatu-ra baixa. Rápido disparado exposições alumina desempenho mecânico quase comparáveis aos da alumina sintetizada convencionalmente. As propriedades mecânicas e na microestrutura de tijolos de argila obtidos por meio ciclo tradicional lento (24 h frio a frio) e os ciclos de queima rápida (3-5 h frio a frio), foram estudados7. Verificou--se que, para os tijolos de barro com a absorção de água equivalente, a técnica de queima rápida conduz a uma maior resistência à flexão, de bai-xa densidade aparente, maior o tamanho médio de poro, e melhoraram a resistência à geada. O processo de densificação da cerâmica PZT tipo de abordagem de queima rápida tem sido descrita8. O comportamento de densificação de compactos de PZT em pó foi encontrado para ser influenciado pelo ciclo de queima, no qual a densidade máxima de 98,5 % foi obtido para fast-fired compactos a 1350 min. C/20°. Verificou-se que todas as propriedades piezoeléctricas foram melhoradas por um processo de queima rápida em compa-ração com a de sinterização convencional. Um importante estudo9 reportaram a influência das condições de calcinação (2°C / min. (ciclo lento) e 13°C / min. (ciclo rápido)) sobre as proprieda-des tecnológicas de argilas calcárias e não cal-cária. Verificou-se que a absorção de água e os valores de porosidade resultou ser mais elevado, enquanto o encolhimento linear e resistência à flexão menor nas argilas fast-fired. Em termos de distribuição de tamanho dos poros duas ten-dências contrastantes foram observadas para
argilas calcárias (poros maiores em queima rá-pida) e para não calcários argilas (vice-versa). Além disso, os slow-demitidos amostras de argila calcários apresentam uma maior quantidade de fases recém-formados (plagioclásio, clinopiroxê-nio, melilite) se comparados com os de fast-fired. A análise comparativa das propriedades tecnoló-gicas de corpos cerâmicos sintetizados produzi-dos usando um ciclo de queima lenta tradicional (24 h frio a frio) e queima rápido ciclo (1 h frio a frio) foram também descritas10. Concluiu-se que a utilização de um ciclo de queima lenta, resultou em melhores propriedades dos corpos cerâmicos sintetizados. O efeito de porcelana e esmalte de queima ciclos no ajuste de 3 tipos de coroas de cerâmica pura foi investigado11. Verificou-se que o ciclo de queima de porcelana afetou a adap-tação marginal das coroas de cerâmica pura. No entanto, o ciclo de queima esmalte não teve qualquer efeito significativo sobre o ajuste. Ma-ciulaitis e Malaiskiene12 relatou sobre a viabilidade de controlar a qualidade da cerâmica, alterando as magnitudes de disparar ciclos. Verificou-se uma forte interdependência entre os estágios de ciclos de queima e parâmetros estruturais. Além disso, constatou-se igualmente que é possível se-lecionar os ciclos de queima de acordo com os parâmetros desejados estruturais de um produto cerâmico. Como pode ser observado, a tecnologia de queima rápido foi utilizado com sucesso para vários materiais cerâmicos. No entanto, a valida-de do conceito de queima rápida no campo da ce-râmica vermelha ainda está sujeita a restrições e requer muita pesquisa e desenvolvimento.Neste trabalho é feito um estudo sistemático sobre o uso de ciclos de queima rápida na fabri-cação de cerâmica vermelha para a construção civil, com especial ênfase sobre o tratamento e propriedades tecnológicas das peças movidas.
INTRODUÇÃO
Q U E I M A
18 TEMPO TÉCNICO - Edição 06
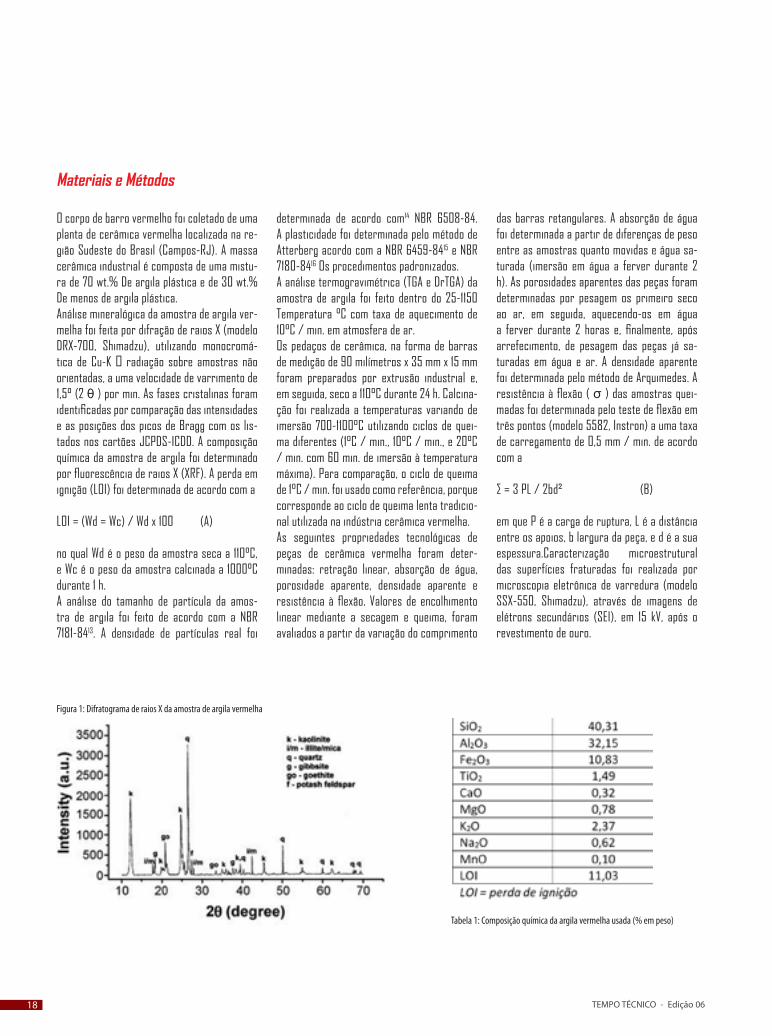
O corpo de barro vermelho foi coletado de uma planta de cerâmica vermelha localizada na re-gião Sudeste do Brasil (Campos-RJ). A massa cerâmica industrial é composta de uma mistu-ra de 70 wt.% De argila plástica e de 30 wt.% De menos de argila plástica.Análise mineralógica da amostra de argila ver-melha foi feita por difração de raios X (modelo DRX-700, Shimadzu), utilizando monocromá-tica de Cu-K α radiação sobre amostras não orientadas, a uma velocidade de varrimento de 1,5° (2 θ ) por min. As fases cristalinas foram identificadas por comparação das intensidades e as posições dos picos de Bragg com os lis-tados nos cartões JCPDS-ICDD. A composição química da amostra de argila foi determinado por fluorescência de raios X (XRF). A perda em ignição (LOI) foi determinada de acordo com a
LOI = (Wd = Wc) / Wd x 100 (A)
no qual Wd é o peso da amostra seca a 110°C, e Wc é o peso da amostra calcinada a 1000°C durante 1 h.A análise do tamanho de partícula da amos-tra de argila foi feito de acordo com a NBR 7181-8413. A densidade de partículas real foi
determinada de acordo com14 NBR 6508-84. A plasticidade foi determinada pelo método de Atterberg acordo com a NBR 6459-8415 e NBR 7180-8416 Os procedimentos padronizados.A análise termogravimétrica (TGA e DrTGA) da amostra de argila foi feito dentro do 25-1150 Temperatura °C com taxa de aquecimento de 10°C / min. em atmosfera de ar.Os pedaços de cerâmica, na forma de barras de medição de 90 milímetros x 35 mm x 15 mm foram preparados por extrusão industrial e, em seguida, seco a 110°C durante 24 h. Calcina-ção foi realizada a temperaturas variando de imersão 700-1100°C utilizando ciclos de quei-ma diferentes (1°C / min., 10°C / min., e 20°C / min. com 60 min. de imersão à temperatura máxima). Para comparação, o ciclo de queima de 1°C / min. foi usado como referência, porque corresponde ao ciclo de queima lenta tradicio-nal utilizada na indústria cerâmica vermelha.As seguintes propriedades tecnológicas de peças de cerâmica vermelha foram deter-minadas: retração linear, absorção de água, porosidade aparente, densidade aparente e resistência à flexão. Valores de encolhimento linear mediante a secagem e queima, foram avaliados a partir da variação do comprimento
das barras retangulares. A absorção de água foi determinada a partir de diferenças de peso entre as amostras quanto movidas e água sa-turada (imersão em água a ferver durante 2 h). As porosidades aparentes das peças foram determinadas por pesagem os primeiro seco ao ar, em seguida, aquecendo-os em água a ferver durante 2 horas e, finalmente, após arrefecimento, de pesagem das peças já sa-turadas em água e ar. A densidade aparente foi determinada pelo método de Arquimedes. A resistência à flexão ( σ ) das amostras quei-madas foi determinada pelo teste de flexão em três pontos (modelo 5582, Instron) a uma taxa de carregamento de 0,5 mm / min. de acordo com a
∑ = 3 PL / 2bd² (B)
em que P é a carga de ruptura, L é a distância entre os apoios, b largura da peça, e d é a sua espessura.Caracterização microestrutural das superfícies fraturadas foi realizada por microscopia eletrônica de varredura (modelo SSX-550, Shimadzu), através de imagens de elétrons secundários (SEI), em 15 kV, após o revestimento de ouro.
Materiais e Métodos
Figura 1: Difratograma de raios X da amostra de argila vermelha
Tabela 1: Composição química da argila vermelha usada (% em peso)


20 TEMPO TÉCNICO - Edição 06
O primeiro passo desta investigação destinada à caracterização do corpo industrial argila verme-lha utilizada. Isto é muito importante para com-preender os efeitos dos ciclos de queima sobre o processamento e as propriedades tecnológicas de cerâmica vermelha.O padrão de XRD da amostra de argila é mostrado na figura 1. O barro vermelho tem picos de difração predominantemente associados caulinita (Al2O3 0,2 SiO2 .2 H2O). Para além da fase de caulinita, gibb-sita (Al2(OH)6 ), goetite (Fe2O3 . H2O), quartzo (SiO2 ), feldspato potássico (Kalsi3O8 ), e ilite / mica são detectados por a análise de XRD.A tabela 1 apresenta a composição química e per-da em ignição da amostra de argila vermelha. O pó de argila é composta principalmente de SiO2 e Al2O3, o que corresponde a cerca de 72,46 wt.%. Este resultado confirma que a amostra de argila é composta principalmente de mineral de argila caulinita. A sílica (SiO2) está presente na estrutu-ra dos minerais de argila como a caulinite e ilite / mica, feldspato potássico de estrutura, bem como partículas livres de quartzo. A alumina (Al2O3) não ocorre na sua forma livre, em que o pó de argila,
sendo delimitada a argila e minerais gibbsita, como observado na figura 1. A quantidade de material de fluxo (K2O, Na2O, CaO e MgO) é baixo, exceto Fe2O3. O teor de óxido de ferro de alta seria responsável pela cor avermelhada de peças de cerâmica ver-melha após a queima. A perda em ignição (LOI) é relativamente elevada (11,03 %), e está associada com a presença de minerais de argila, hidróxidos e matéria orgânica.A tabela 2 apresenta características físicas re-levantes da amostra de argila. Verificou-se que a amostra de argila apresentou cor avermelhada, que é devido ao seu elevado teor de óxido de ferro (tabela 1). A densidade real obtido de 2,67 g / cm3 reflete a sua análise mineralógica (figura 1), e é tí-pico dos materiais argilosos. A amostra de argila em pó apresentou uma ampla gama de tamanhos de partículas (1-500 μ m), em que os intervalos de tamanho são importantes argila (<2 μ m) com 31 %, o lodo (2 ≤ x <63 μ m), com 55 %, e areia (> 63μ m), com 14 %. Quando plotados no diagrama de Wink-ler17, a amostra de argila vermelha é colocada den-tro do campo de característica para telhas (campo B). A plasticidade da amostra de argila foi avaliada
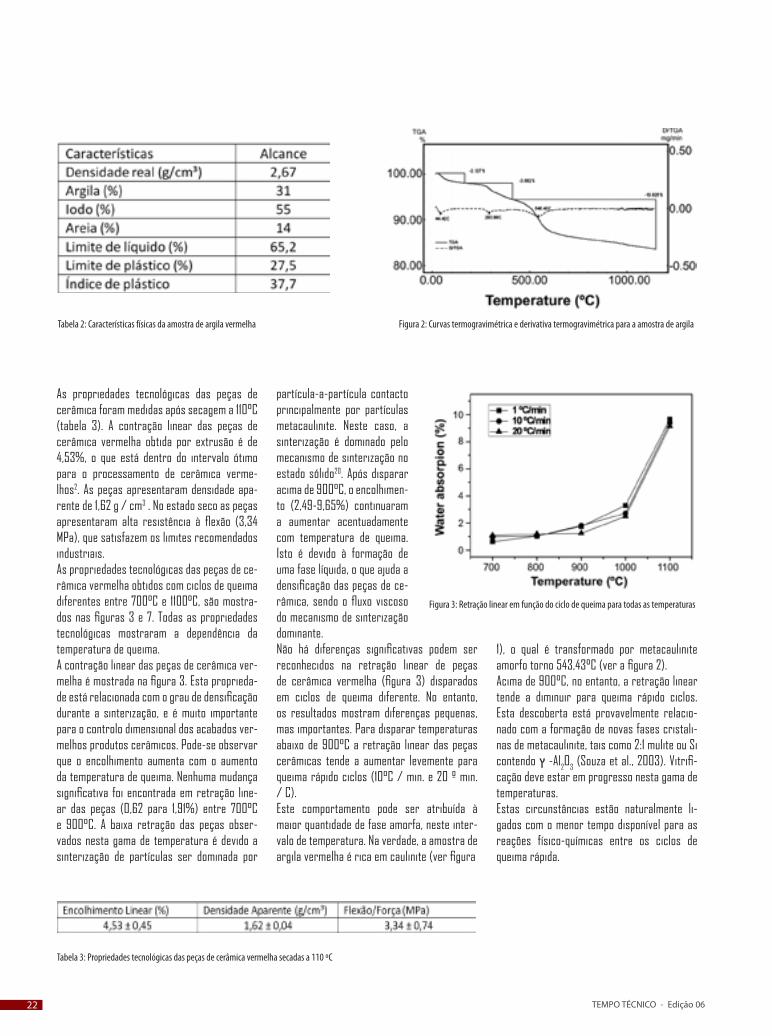
por meio de limites de Atterberg a consistência de18. Os valores de plasticidade para a amostra de argila estão dentro do intervalo aceitável para o processamento industrial de cerâmica vermelha. Em termos de mecânica do solo, a amostra do cor-po da argila pode ser classificada como pertencen-do ao grupo das argilas inorgânicas plasticidade elevadas19.Os termogravimétricas (TGA e DrTGA) curvas para a amostra de argila vermelha é mostrada na figura 2. Três eventos endotérmicos são vistos na curva DrTGA, que estão relacionados essencialmente com a evolução da água fisicamente adsorvida, desidratação de hidróxidos e desidroxilação de mi-nerais de argila. Os eventos endotérmicos corres-pondem a um intenso processo de transferência de massa na amostra tal como observado na curva TG. A amostra apresentou uma perda de peso total durante o aquecimento em torno de 16,50 %. A ter-mogravimetria (TGA e DrTGA) da amostra confirma a natureza caulinítica da argila vermelha (desidro-xilação da caulinita em 543,43°C) e a presença de hidróxidos como gibbsita e goethita (desidratação de hidróxidos de 293,99°C).
Resultados e Discussão

22 TEMPO TÉCNICO - Edição 06
1), o qual é transformado por metacaulinite amorfo torno 543,43°C (ver a figura 2). Acima de 900°C, no entanto, a retração linear tende a diminuir para queima rápido ciclos. Esta descoberta está provavelmente relacio-nado com a formação de novas fases cristali-nas de metacaulinite, tais como 2:1 mulite ou Si contendo ץ -Al2O3 (Souza et al., 2003). Vitrifi-cação deve estar em progresso nesta gama de temperaturas. Estas circunstâncias estão naturalmente li-gados com o menor tempo disponível para as reações físico-químicas entre os ciclos de queima rápida.
Tabela 2: Características físicas da amostra de argila vermelha Figura 2: Curvas termogravimétrica e derivativa termogravimétrica para a amostra de argila
Figura 3: Retração linear em função do ciclo de queima para todas as temperaturas
Tabela 3: Propriedades tecnológicas das peças de cerâmica vermelha secadas a 110 ºC
As propriedades tecnológicas das peças de cerâmica foram medidas após secagem a 110°C (tabela 3). A contração linear das peças de cerâmica vermelha obtida por extrusão é de 4,53%, o que está dentro do intervalo ótimo para o processamento de cerâmica verme-lhos2. As peças apresentaram densidade apa-rente de 1,62 g / cm3 . No estado seco as peças apresentaram alta resistência à flexão (3,34 MPa), que satisfazem os limites recomendados industriais.As propriedades tecnológicas das peças de ce-râmica vermelha obtidos com ciclos de queima diferentes entre 700°C e 1100°C, são mostra-dos nas figuras 3 e 7. Todas as propriedades tecnológicas mostraram a dependência da temperatura de queima.A contração linear das peças de cerâmica ver-melha é mostrada na figura 3. Esta proprieda-de está relacionada com o grau de densificação durante a sinterização, e é muito importante para o controlo dimensional dos acabados ver-melhos produtos cerâmicos. Pode-se observar que o encolhimento aumenta com o aumento da temperatura de queima. Nenhuma mudança significativa foi encontrada em retração line-ar das peças (0,62 para 1,91%) entre 700°C e 900°C. A baixa retração das peças obser-vados nesta gama de temperatura é devido a sinterização de partículas ser dominada por
partícula-a-partícula contacto principalmente por partículas metacaulinite. Neste caso, a sinterização é dominado pelo mecanismo de sinterização no estado sólido20. Após disparar acima de 900°C, o encolhimen-to (2,49-9,65%) continuaram a aumentar acentuadamente com temperatura de queima. Isto é devido à formação de uma fase líquida, o que ajuda a densificação das peças de ce-râmica, sendo o fluxo viscoso do mecanismo de sinterização dominante.Não há diferenças significativas podem ser reconhecidos na retração linear de peças de cerâmica vermelha (figura 3) disparados em ciclos de queima diferente. No entanto, os resultados mostram diferenças pequenas, mas importantes. Para disparar temperaturas abaixo de 900°C a retração linear das peças cerâmicas tende a aumentar levemente para queima rápido ciclos (10°C / min. e 20 º min. / C). Este comportamento pode ser atribuída à maior quantidade de fase amorfa, neste inter-valo de temperatura. Na verdade, a amostra de argila vermelha é rica em caulinite (ver figura

24 TEMPO TÉCNICO - Edição 06
paradas sob ciclos de queima diferentes. Isto está de acordo com os valores da porosidade aparente (figura 5). No entanto, de uma forma semelhante para os valores de encolhimento, mais uma vez, pequenas diferenças podem ser observadas. Em geral, a absorção de água e os valores de porosidade aparente foram obser-vados para aumentar ligeiramente para ciclos de queima rápida, principalmente para 20°C / min.
ramente inferior na cerâmica de queima rápida vermelhas. A 1100°C, no entanto, uma tendência para diminuir a resistência à flexão das cerâmi-cas de queima rápida vermelhos é observada. Este comportamento está relacionado com a formação de microfissuras na matriz sintetiza-da durante o arrefecimento, devido à transfor-mação de fase β - α das partículas de quartzo. Apesar disso, todas as peças de cerâmica dis-parados a 1100°C preencheram os requisitos de resistência mecânica para cerâmica vermelha previsto pela especificação padrão brasileiro. Este resultado é muito importante, porque de-monstra a possibilidade de grande economia de energia durante o processamento de cerâmica vermelha com único sacrifício pequeno das propriedades tecnológicas.
A absorção de água das peças de cerâmica vermelha é mostrada na figura 4. A absor-ção de água é relacionada diretamente com a microestrutura, e determina o nível de po-rosidade aberta dos pedaços de cerâmica. A porosidade aberta afeta várias propriedades, tais como resistência mecânica, térmica e ca-pacidade de isolamento acústico, a resistência ao gelo e permeabilidade. Tal como esperado, a redução da absorção de água com o aumento
A densidade aparente das peças de cerâmica é mostrada na figura 6. Pode-se observar que o aumento da densidade aparente com o aumento da temperatura de queima, sendo mais signifi-cativo acima de 900°C, de forma independente do ciclo de disparo. Este comportamento pode ser atribuído à vitrificação, que ajuda a reduzir a porosidade aberta, o que resulta em mais densas vermelhas peças de cerâmica. A den-sidade aparente das peças, como mostrado na figura 6, apresentou apenas pequenas diferen-ças com os ciclos de queima. Comparando-se os ciclos de queima diferentes, os valores de densidade aparente resultou a ser ligeiramente inferior na cerâmica de queima rápida verme-lhas.A resistência à flexão das peças movidas como
da temperatura de queima de forma indepen-dente do ciclo de disparo. Sinterização das pe-ças cerâmicas acelera acima de 900°C, a fase vítrea é formada. Esta fase penetra nos poros abertos, fechando em seguida o isolamento e poros vizinhos. Isto explica a diminuição in-tensa da absorção de água em temperaturas mais altas de queima. Por outro lado, não foi observada alteração significativa na absorção de água das peças de cerâmica vermelha dis-
uma função da temperatura de queima e ciclo de queima é mostrada na figura 7. O efeito da temperatura de queima foi de aumentar a resistência à flexão das peças por meio de densificação, e atingiram os valores máximos a 1100°C. A correlação entre a resistência à flexão e as propriedades físicas (encolhimento linear, absorção de água, porosidade aparente e densidade aparente) de peças de cerâmica vermelha está bem estabelecida. Em geral, os valores de resistência à flexão resultou a ser ligeiramente inferior na cerâmica de queima rápida vermelhas. Ela também pode ser obser-vado na figura 7 o efeito do ciclo de disparo em relação à resistência mecânica. Para disparar a temperaturas de até 1000°C, os valores de resistência à flexão resultou ser apenas ligei-
Figura 4: Absorção de água em função do ciclo de queima para todas as temperaturas Figura 5: Porosidade aparente em função do ciclo de queima para todas as temperaturas



28 TEMPO TÉCNICO - Edição 06
CONCLUSÕES
AGRADECIMENTOS
A fim de esclarecer o comportamento de den-sificação na queima, a superfície de fratura dos movidas vermelhas como peças de cerâmica foram examinados (figura 8c). As micrografias mostram a evolução da estrutura da cerâmica vermelha disparada a 1000°C, com ciclo de quei-
ma. As imagens de SEM da superfície de fratura de todas as peças de revelar a aglomeração de partículas de argila de vários tamanhos e for-mas, os poros e espaços vazios microscópicos. Isso significa que as peças lenta-fired tinha uma microestrutura semelhante ao da queima rápida
de peças cerâmicas. Isto mostra claramente que a utilização de ciclos de queima rápida no processamento de cerâmica vermelha não cau-sa alteração significativa na textura e porosida-de das peças movidas. Estes resultados estão de acordo com as propriedades tecnológicas.
Os resultados experimentais mostraram claramente que o uso de ciclos de queima rápida (tempo mais curto) parece ser uma abordagem importante no processamento de cerâmica vermelha, resultando em economia de energia. O desempenho das propriedades tecnológicas dos fast-disparando peças de
cerâmica vermelha entre 700 e 1100°C é, em primeira aproximação, comparável às conven-cionais disparados cerâmica vermelha, exceto a resistência à flexão em 1100°C. A utilização de ciclos rápidos de queima não causa alteração significativa na microestrutura e porosidade das peças de cerâmica vermelha. No contexto
do fabrico de produtos de cerâmica vermelhos, é evidente a partir dos resultados obtidos, que a utilização de tecnologia de queima rápido é técnica e economicamente viável. Além disso, a tecnologia de queima rápida, pode ser fa-cilmente adaptado para o processamento de cerâmica vermelhos industrial.
Ao CNPq, CAPES e FAPERJ de apoio financei-ro, e de São José Indústria pela oferta do corpo de barro vermelho.
[1] PS Santos, Ciência e Tecnologia de Argilas , vol. 1, 2 ª ed., Edgard Blücher Ltda., São Paulo, SP (1989). [ Ligações ][2] M. Dondi, Int. Ceram. J. (2003) 55-59. [ Ligações ][3] GW Brindley, Cerâmica 42 (1978) 217-224. [ Ligações ][4] GP Souza, R. Sánchez, JNF Holanda, J. Therm. Anal. Calorim. 73 (2003) 293-305. [ Ligações ][5] E. Giuliano, Ziegel. Int. 46 (1993) 168. [ Ligações ][6] De Garcia, J. Seidel, R. Janssen, N. Clanssen, J. Eur. Ceram. Soc. 15 (1995) 935-938. [ Ligações ][7] M. Dondi, M. Marsigli, I. Venturi, Brit. Ceram. Trans. 98 (1999) 12-18. [ Ligações ][8] C. Miclea, L. Tanasaiu, CF Miclea, L. Amarande, R. Iorgulescu, V. Tanasaiu, S. Moscu, J. Optoelec, Adv.Mater. 3 (2001) 83-87. [ Ligações ][9] MI Carretero, M. Dondi, B. Fabbri, M. Raimondo, Appl. Sci argila. 20 (2002) 301-306. [ Ligações ][10] Pinto MF, SJG Sousa, JNF Holanda, Cerâmica 51 , 319 (2005) 225-229. [ Ligações ][11] MC Balkaya, A. Cinar, S. Pamuk, J. Prost. Dent. 93 (2005) 346-355. [ Ligações ][12] R. Maciulaitis, J. Malaiskiene, Const. Construir. Mater. 23 (2009) 226-232. [ Ligações ][13] NBR 7181-84, do solo: análise granulométrica , a ABNT (1984). [ Ligações ][14] NBR 6508-84, Solo: massa específica real , a ABNT (1984). [ Ligações ][15] NBR 6459-84, Solo: Determinação do limite de liquidez , a ABNT (1984). [ Ligações ][16] NBR 7180-84, Solo: Determinação do Limite Plástico , ABNT (1984). [ Ligações ][17] S. Pracidelli, FG Melchiades, Ceram. Ind. 2 (1997) 31-35. [ Ligações ][18] CF Gomes, Argilas - O Que São e Pará Que Servem, Fundação Calouste Gulbenkian , Lisboa, Portugal (1988).[ Ligações ][19] HP Caputo, Mecânica dos Solos e SUAS APLICAÇÕES Fundamentais , Livros Técnicos, Rio de Janeiro, RJ (1994). [ Ligações ][20] FAC Milheiro, MN Freire, AGP Silva, JNF Holanda, Ceram. Int. 31 (2005) 757-763. [ Ligações ]
Figura 6: Massa específica aparente em função do ciclo de queima para todas as temperaturas
Figura 7: Tensão de ruptura a flexão em função do ciclo de queima para todas as temperaturas
Figura 8: Microestrutura de cerâmica vermelha queimada a 1000°C em diferentes ciclos de queima: (a) 1°C/min. (ciclo de queima lento); (b) 10°C/min.; e (c) 20°C/min.
Refe
rênc
ias

30 TEMPO TÉCNICO - Edição 06
ESTUDO DAS ARGILASUSADAS EM CERÂMICA VERMELHAR. S. Macedo, R. R. Menezes, G. A. Neves, H. C. FerreiraUniversidade Federal de Campina Grande
INTRODUÇÃO
MATERIAIS E MÉTODOS
A indústria cerâmica brasileira tem partici-pação de cerca de 1% no PIB nacional, sendo aproximadamente 40% desta participação re-presentada pelo setor de cerâmica vermelha. O setor de cerâmica vermelha consume cer-ca de 70 milhões de toneladas de matérias primas por ano, através das 12 mil empresas distribuídas pelo país, a maioria de pequeno porte, gerando centenas de milhares de em-pregos1,2.Apesar da grande importância econômica e social da cerâmica vermelha no país, a grande maioria dos jazimentos de argilas não é de-vidamente estudada, não havendo, em geral, dados técnico-científicos que orientem sua aplicação industrial da maneira mais racional e otimizada possível3. O Estado da Paraíba possui uma grande quan-tidade de indústrias de cerâmica vermelha com uma grande produção de blocos e telhas. Entretanto, o Estado não foge à regra do res-tante do país, não havendo o conhecimento adequado e necessário acerca das caracte-rísticas tecnológicas das argilas utilizadas por essa indústria, apesar dos esforços3-6 que vêm sendo desenvolvidos nos últimos anos vi-sando suprir essa lacuna tecnológica do setor
cerâmico paraibano. Em geral, as argilas são materiais muito he-terogêneos, cujas características dependem da sua formação geológica e da localização da extração. No Estado da Paraíba a maior parte das argilas é procedente das várzeas dos rios e açudes; entretanto, o estado apresenta 17 bacias hidrográficas, cada uma com caracte-rísticas e particularidades geológicas, o que propicia uma grande complexidade e variabi-lidade composicional às argilas extraídas e utilizadas industrialmente.Para a utilização das argilas em processos industriais é importante e indispensável uma identificação completa do tipo de argila e de suas propriedades, para estabelecer quais as formulações e condições de processamento são mais adequadas para se obter produtos com as propriedades finais desejadas7. As propriedades do produto final estão estreita-mente relacionadas às características iniciais das matérias-primas, como granulometria, plasticidade e composição mineralógica7-8, dentre outras.Em vários países o entendimento das carac-terísticas físicas, químicas e mecânicas dos materiais argilosos já é considerado uma das
etapas mais importantes do processamento, fundamental para se obter produtos de boa qualidade9-11. No Brasil não se observa essa tendência no setor de cerâmica vermelha, à exceção de algumas fábricas concentradas basicamente no Estado de S. Paulo, o que se reflete na produção de produtos de má qua-lidade na grande maioria das olarias do país. O conhecimento de suas matérias-primas contribui diretamente para a melhora das propriedades do produto final e possibilita ao fabricante flexibilidade, redução de custos de produção e aumento no valor agregado de seu produto. Assim, o conhecimento das carac-terísticas das argilas não tem valor apenas acadêmico, mas também grande interesse co-mercial12. Essa preocupação com a adequada caracterização de argilas para aplicação em cerâmica vermelha e seu reflexo na produtivi-dade e qualidade dos produtos finais se mani-festa em todo o mundo13-17, a cada dia de forma mais intensa. Assim, esse trabalho tem por objetivo a ca-racterização física e mineralógica de argilas utilizadas industrialmente para a produção de blocos cerâmicos, visando avaliar sua adequa-ção a esse processo cerâmico.
Nessa pesquisa foram estudadas argilas uti-lizadas industrialmente para a produção de blocos cerâmicos no Estado da Paraíba. As amostras foram identificadas por A, B, C, D e E, sendo A e B oriundas da bacia hidrográfica do baixo Rio Paraíba, C da bacia hidrográfica do médio Rio Paraíba, D da bacia hidrográfica do Rio Mamanguape e E da bacia hidrográfica
do Rio Taperoá. Essas bacias hidrográficas abrangem as regiões com as maiores densi-dades populacionais do Estado e apresentam, por conseguinte, os maiores volumes de uti-lização de argilas para fins cerâmicos, o que fez com que fossem as escolhidas para esse estudo. As amostras coletadas foram secas, passadas
em peneira ABNT 80 (0,177 mm) e caracteri-zadas por meio da determinação da distribui-ção de tamanho de partículas, pela técnica de espalhamento laser (Cilas 1064 LD), limites de Atterberg, conforme normalização18,19, análise química (via úmida), difração de raios X com radiação CuKα (Shimadzu, XRD 7000), análise térmica diferencial (ATD) e gravimétrica (TG),
M A T É R I A P R I M A


32 TEMPO TÉCNICO - Edição 06
com razão de aquecimento 10°C/min (BP En-genharia, RB3000). Após caracterização, fo-ram confeccionados corpos de prova de 100 mm x 20 mm x 10 mm por extrusão (extrusora Vêrdez, modelo BR). Os corpos de prova foram
queimados a 800, 900 e 1000°C e, em seguida, foram determinadas suas absorções de água e o módulo de ruptura à flexão pelo método dos três pontos (com velocidade de aplicação de carga de 0,5 mm/min). Foram determina-
das também a absorção de água e a resistên-cia a compressão simples (segundo a normali-zação20) de blocos cerâmicos industrializados produzidos com as amostras estudadas.
A Figura 1 apresenta as distribuições gra-nulométricas das amostras estudadas. As amostras apresentam largas distribuições granulométricas, com as amostras A e E apre-sentando as distribuições mais “grosseiras” e a amostra C a mais “fina”. As amostras A e B, apesar de oriundas da mesma bacia hidro-gráfica, apresentam granulometria um pouco diferente, observando-se uma maior seme-lhança entre as distribuições das amostras A e E que são de bacias distintas.Considera-se a fração argila de uma matéria prima cerâmica natural a fração granulomé-trica com dimensão inferior a 2 μm21; pode-se observar que a fração argila das amostras analisadas variou de 7,6% para a amostra E a 18,1% para a amostra C. As amostras apresen-tam fração argila abaixo do mínimo indicado pelo diagrama de Winkler22,23 para massas ce-
râmicas visando a produção de blocos (tijolos furados) (fração argila entre 20 e 30%). Uma massa cerâmica por não poder ser constituída apenas por argila (em virtude de dificuldade que surgiriam no processamento) é formulada contendo materiais não plásticos, o que acar-reta uma “mistura” de granulometrias, sendo a fração mais “fina” associada à argila e as demais (“mais grosseira”) relacionadas aos materiais friáveis. O diagrama de Winkler au-xilia no estudo da composição granulométrica ótima, indicando a dosagem de partículas fi-nas, médias e grossas, que possibilitariam obter as melhores propriedades no produto final. No entanto, trabalhos analisando a via-bilidade de utilização de argilas em cerâmica vermelha, indicaram argilas, cujas composi-ções também não se encaixavam na região do diagrama de Winkler, como adequadas para a
produção de blocos cerâmicos11,24. Os limites de Atterberg das amostras estão na Tabela 1. Os limites de liquidez (LL) e de plasticida-de (LP) variaram de 34,8 a 40%, e de 17,8 a 20,5%, respectivamente, enquanto o índice de plasticidade situou-se entre 17,0 e 21,0%. Com base em dados da literatura5,21,25 verifica--se que os valores obtidos estão dentro dos intervalos observados para cerâmica verme-lha, 30 a 60% para o LL, 15 a 30% para o LP e 10 a 30% para o IP. Com base no limite de plasticidade verifica-se que as plasticidades das argilas são semelhantes, sendo E a me-nos plástica e A a mais plástica. Essas argilas apresentam distribuições granulométricas muito parecidas, assim a diferença de plasti-cidade deve está provavelmente associada a alguma diferença mineralógica ou no teor de matéria orgânica.
A Tabela 2 apresenta a composição química das amostras analisadas. Observa-se uma composição típica de argila para cerâmica vermelha21, com predominância de SiO2 e Al2O3 e altos teores de Fe2O3. Os padrões de difração de raios X das amos-tras analisadas estão na Figura 2. As amos-tras apresentam basicamente as seguintes fases cristalinas: quartzo, caulinita, mica/
ilita, feldspatos (sódico e potássico). As amostras A, B e C também contêm um hidróxido sílico-aluminoso (NaCa2(Fe2+
4Al)Si6Al2O22(OH)2) (“ferropargasite”) e as amos-tras B e C apresentam goetita (hidróxido de ferro). Com base nos padrões de difração e nas composições químicas (Tabela 2) observa-se que as amostras apresentam caulinita mal cristalizada, porque a intensi-
dade do pico de difração é pequena, mas sua presença significativa nas amostras é inferida a partir do elevado teor de óxido de alumínio presente na composição química e da não existência de fases fontes de óxido de alumí-nio em grande quantidade (como gibsita ou boemita) (Figura 2). Mesmo as argilas oriundas da mesma bacia hi-drográfica apresentam constituição um pouco
RESULTADO S E DISCUSSÃO
Figura 1: Distribuição granulométrica das amostras. Tabela 1 - Limites de Atterberg das amostras.


34 TEMPO TÉCNICO - Edição 06
diferente, o que evidencia o caráter particular de cada amostra quando se trata de jazimen-tos de cerâmica vermelha.Na Figura 2 pode-se inferir que a pequena fra-ção argila observada na Figura 1 pode estar associada à presença de partículas de mica, cuja anisometria pode ter induzido o equipa-mento de análise a classificá-las como partí-culas maiores, e a presença dos feldspatos, que apresentam partículas com dimensões superiores a 2 μm. A presença de feldspatos e mica/ilita é a razão da presença de óxido de sódio e potássio em certa quantidade nas amostras estudadas, não sendo o potássio oriundo apenas dos argilominerais. A presen-
ça de felsdpatos, mica/ilita e quartzo prova-velmente influencia muito o comportamento de plasticidade das amostras analisadas. O feldspato e o quartzo agem como redutores de plasticidade, sendo possivelmente um dos motivos para se ter massas com limites de plasticidade adequados para cerâmica verme-lha (valores medianos), sem a necessidade de adição de materiais friáveis. Caso as amos-tras apresentassem altos teores de argilomi-nerais (fração argila), provavelmente teriam alta plasticidade e seriam inadequadas (ou comprometeria em muito) ao processamento por extrusão.Com base nos dados obtidos por difração
de raios X, verifica-se que as amostras A e E apresentam composições mineralógicas semelhantes; no entanto, a E apresenta pos-sivelmente maior teor de mica/ilita. Por outro lado, estudos mostraram que os valores de limites de plasticidade dos argilominerais de-crescem na seguinte ordem: montmorilonita, ilita, caulinita mal cristalizada e caulinita bem cristalizada27-29. Assim, esperar-se-ia com base nos resultados granulométricos e mine-ralógicos que a amostra E apresentasse uma maior plasticidade, o que não ocorre. Então, acredita-se que a maior plasticidade da amos-tra A está associada ao seu teor de matéria orgânica.
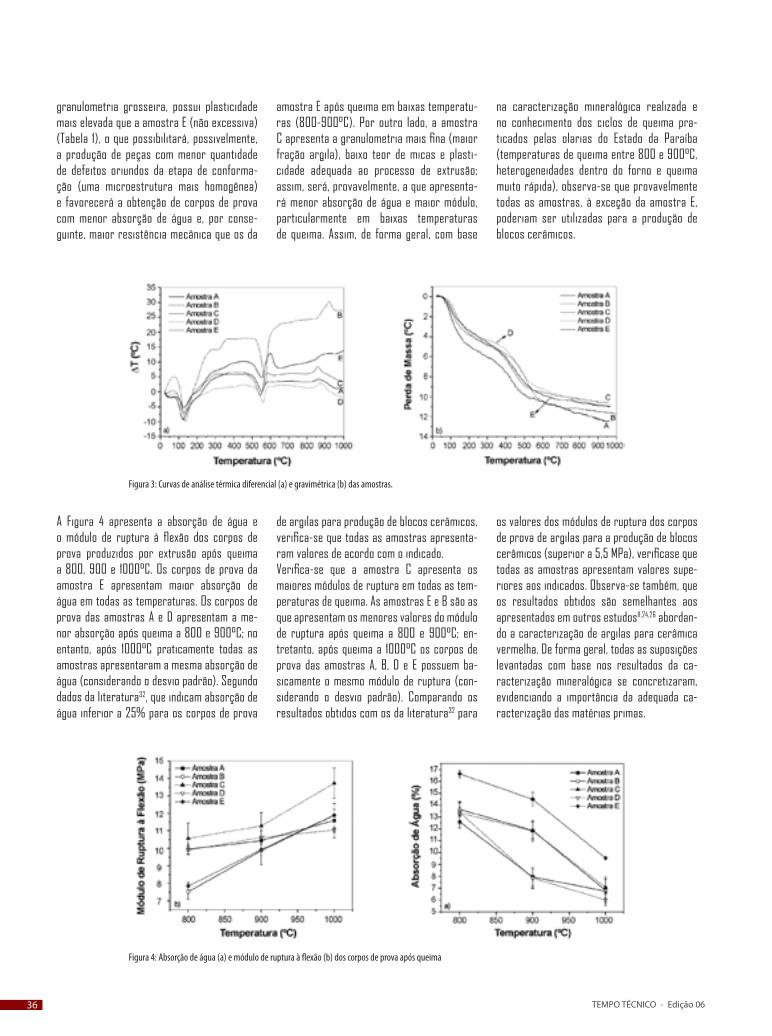
A Figura 3 apresenta as curvas de ATD e TG das amostras estudadas. De forma geral as amostras apresentam: picos endotérmicos entre 120 e 140°C, possivelmente relacionados à eliminação da água livre presente nas amos-tras; picos endotérmicos entre 545 e 575°C associados provavelmente à dexidroxilação dos argilominerais presentes nas argilas e pi-cos exotérmicos entre 860 e 925°C possivel-mente relacionados à formação de espinélio após a total destruição da estrutura da mica/ilita30,31. Entretanto, esse pico em algumas mi-cas/ilitas pode não ser bem pronunciado ou ocorrer em temperatura acima de 1000°C30. Acredita-se que o pico exotérmico observado
não esteja relacionado à nucleação da muli-ta após destruição da estrutura da caulinita, porque esse pico ocorre em temperaturas próximas de 975°C21.Por meio das análises térmicas verifica-se também que as amostras A, D e E apresentam bandas exotérmicas entre 130 e 500°C (mais pronunciada na amostra A), que estão possi-velmente relacionadas à queima da matéria orgânica. Verifica-se também um pequeno pico endotér-mico na amostra B em torno de 320°C; todavia ainda não há um entendimento da origem des-se pico. Poderia estar relacionado à dexidroxi-lação de gibsita; entretanto, não se observou a presença de gibsita nos difratogramas e a his-tória geológica desse tipo de jazimento não vi-ria ao encontro de presença de gibsita. Anali-sando as curvas da análise termogravimétrica observa-se que ocorreu uma perda de massa próxima em todas as amostras, variando de 10,5 a 12,5%, o que vem ao encontro dos dados de perda ao fogo obtidos com a análise quími-ca. No entanto, a amostra A apresentou uma perda de massa mais acentuada que as outras amostras entre 140 e 500°C, o que, provavel-mente, está associada à queima de matéria
orgânica e indica que a amostra apresenta um teor de matéria orgânica superior ao das de-mais amostras. Com base nesses resultados mesmo as argilas oriundas da mesma bacia hidrográfica apresentam teores de matéria orgânica distintos, o que vai influenciar na sua plasticidade (tal como observado na Tabela 1). O motivo da diferença de plasticidade entre as amostras A e E, apesar de suas distribuições granulométricas tão semelhantes e composi-ção mineralógica similar, está provavelmente associado ao teor de matéria orgânica. Por meio da caracterização realizada podem--se inferir algumas características dos blocos que seriam produzidos utilizando-se essas argilas e se elas seriam adequadas para a produção de blocos cerâmicos. A amostra E, pela pequena fração argila (argila com menor fração argila) e alto teor de mica, provavel-mente terá os corpos de prova com maior absorção de água e menor módulo de rup-tura com a queima em baixas temperaturas, da ordem de 800 e 900°C; entretanto, com a queima a 1000°C provavelmente a resistência melhorará com a nucleação e crescimento de fases cristalinas que confeririam maior re-sistência. A amostra A, apesar de apresentar
Figura 2: Padrão de difração de raios X das amostras.
Tabela 2 - Composição química das amostras

36 TEMPO TÉCNICO - Edição 06
granulometria grosseira, possui plasticidade mais elevada que a amostra E (não excessiva) (Tabela 1), o que possibilitará, possivelmente, a produção de peças com menor quantidade de defeitos oriundos da etapa de conforma-ção (uma microestrutura mais homogênea) e favorecerá a obtenção de corpos de prova com menor absorção de água e, por conse-guinte, maior resistência mecânica que os da
amostra E após queima em baixas temperatu-ras (800-900°C). Por outro lado, a amostra C apresenta a granulometria mais fina (maior fração argila), baixo teor de micas e plasti-cidade adequada ao processo de extrusão; assim, será, provavelmente, a que apresenta-rá menor absorção de água e maior módulo, particularmente em baixas temperaturas de queima. Assim, de forma geral, com base
na caracterização mineralógica realizada e no conhecimento dos ciclos de queima pra-ticados pelas olarias do Estado da Paraíba (temperaturas de queima entre 800 e 900°C, heterogeneidades dentro do forno e queima muito rápida), observa-se que provavelmente todas as amostras, à exceção da amostra E, poderiam ser utilizadas para a produção de blocos cerâmicos.
A Figura 4 apresenta a absorção de água e o módulo de ruptura à flexão dos corpos de prova produzidos por extrusão após queima a 800, 900 e 1000°C. Os corpos de prova da amostra E apresentam maior absorção de água em todas as temperaturas. Os corpos de prova das amostras A e D apresentam a me-nor absorção após queima a 800 e 900°C; no entanto, após 1000°C praticamente todas as amostras apresentaram a mesma absorção de água (considerando o desvio padrão). Segundo dados da literatura32, que indicam absorção de água inferior a 25% para os corpos de prova
de argilas para produção de blocos cerâmicos, verifica-se que todas as amostras apresenta-ram valores de acordo com o indicado.Verifica-se que a amostra C apresenta os maiores módulos de ruptura em todas as tem-peraturas de queima. As amostras E e B são as que apresentam os menores valores do módulo de ruptura após queima a 800 e 900°C; en-tretanto, após queima a 1000°C os corpos de prova das amostras A, B, D e E possuem ba-sicamente o mesmo módulo de ruptura (con-siderando o desvio padrão). Comparando os resultados obtidos com os da literatura32 para
os valores dos módulos de ruptura dos corpos de prova de argilas para a produção de blocos cerâmicos (superior a 5,5 MPa), verificase que todas as amostras apresentam valores supe-riores aos indicados. Observa-se também, que os resultados obtidos são semelhantes aos apresentados em outros estudos11,24,26 abordan-do a caracterização de argilas para cerâmica vermelha. De forma geral, todas as suposições levantadas com base nos resultados da ca-racterização mineralógica se concretizaram, evidenciando a importância da adequada ca-racterização das matérias primas.
Figura 3: Curvas de análise térmica diferencial (a) e gravimétrica (b) das amostras.
Figura 4: Absorção de água (a) e módulo de ruptura à flexão (b) dos corpos de prova após queima


38 TEMPO TÉCNICO - Edição 06
A Tabela 3 apresenta os valores de absorção de água e resistência à compressão simples dos blocos cerâmicos produzidos com as amostras estudadas e queimados em olarias do Estado da Paraíba. Os blocos da amostra E foram os que apresentam a maior absorção e a menor resistência à compressão simples, enquanto os blocos da amostra C apresentam a maior resistência. É interessante mencio-nar também o comportamento dos blocos da amostra A, que apresentam a menor absor-ção de água e uma das maiores resistências mecânicas, o que provavelmente está asso-ciado, não apenas a sua composição mine-ralógica, mas também a matéria orgânica, que favorece a plasticidade da massa e, por conseguinte, uma série de benefícios durante
o processo de conformação. Comparando os resultados da Tabela 3 com os valores indica-dos na normalização33 para blocos cerâmicos de vedação (absorção entre 8 e 22% e re-sistência superior a 1,5 MPa), verifica-se que todas os blocos atendem as especificações, à exceção dos blocos da amostra E.Os resultados evidenciam a grande importân-cia dos ensaios de caracterização na seleção das matérias-primas adequadas para a produ-ção de blocos cerâmicos, permitindo estimar o comportamento das peças a serem produzidas a partir do adequado conhecimento dos jazi-mentos. Indica também que se deve ter cautela ao indicar ou não uma matéria prima como adequada para produção de blocos ou telhas, sem conhecer o ciclo de queima a ser utilizado
na olaria, já que a comparação com indicações da literatura não leva em consideração que as características de processamento na empresa e no laboratório podem ser distintas. O que ressalta ainda mais a importância da carac-terização das matérias primas para o total entendimento do comportamento de queima e evolução microestrutural da peça produzida.
Tabela 3 - Absorção de água e resistência à compressão simples dos blocos cerâmicos industrializados
As amostras possuem granulometria com baixo teor de fração argila, mas apresentam limites de Atterberg dentro do intervalo indicado para utiliza-ção em cerâmica vermelha; são constituídas basi-camente por quartzo, caulinita, feldspatos e mica/
ilita, com algumas amostras apresentando também goetita e hidróxido sílico-aluminoso; apresentam absorção de água e módulo de ruptura à flexão, ob-tidos em ensaios de laboratório, dentro da faixa de valores indicada na literatura para argilas usadas
na produção de blocos cerâmicos. Os ensaios de caracterização permitiram prever, com base nos conhecimentos dos ciclos de queima, a adequação ou não das matérias-primas para a produção de blocos cerâmicos.
À FAPESQ/MCT/CNPq (001/06) pelo apoio financeiro.
[1] A. L. D. Gesicki, P. C. Boggiani, A. R. Salvatti, Cerâmica Industrial 7 (2002) 44.[2] I. M. G. Santos, J. M. Silva, M. F. S. Trindade, L. E. B. Soledade, A. G. Souza, C. A. Paskocimas, E. Longo,Cerâmica 51 (2005) 144.[3] R. R. Menezes, G. A. Neves, H. C. Ferreira, Cerâmica 47 (2001)77.[4] R. S. Macedo, A. G. S. Galdino, C. R. S. Morais, H. C. Ferreira, Cerâmica 41 (1996) 259.[5] R. S. Macedo, Estudo das matérias-primas e tijolos furados produzidos no Estado da Paraíba, Diss. Mestrado, DEQ-CCT-UFPB (1997) 107.[6] R. R. Menezes, H. S. Ferreira, G. de A. Neves, H. C. Ferreira, Cerâmica 49 (2003) 120.[7] D. M. Morais, R. M. Sposto, Ceram. Ind. 11 (2006) 35.[8] R. P. S. Dutra, M. L. Varela, R. M. Nascimento, U. U. Gomes, C. A. Paskocimas, P. T. Melo, Ceram. Ind. 11 (2006) 42.[9] W. H. Fitzjohn, W. E. Worall, Trans. Brit. Ceram. Soc. 79 (1990) 74.[10] H. M. Shah, R. M. Savsami, T. K. Dan, Tile & Brick Int. 8 (1992) 328.[11] G. P. Souza, R. Sanchez, J. N. F. Holanda, Cerâmica 48 (2002) 102.[12] G. P. Souza, S. J. G. Sousa, L. A. H. Terrones, J. N. F. Holanda, Cerâmica 51 (2005) 381.[13] M. Dondi, Appl. Clay Sci. 15 (1999) 337.[14] M. Hajjaji, S. Kacim, A. Alami, A. El Bouadili, M. El Mountassir, Appl. Clay Sci. 20 (2001) 1.[15] G. Bianchini, R. Laviano, S. Lovo, C. Vaccaro, Appl. Clay Sci. 21 (2002) 165.[16] M. Hajjaji, S. Kacim, M. Boulmane, Appl. Clay Sci. 21 (2002) 203.[17] J. Sei, A. A. Touré, J. Olivier-Fourcade, H. Quiquampoix, S. Staunton, J. C. Jumas, M. Womes, App. Clay Sci. 27 (2004) 235.[18] Associação Brasileira de Normas Técnicas, NBR 6459, “Determinação do limite de liquidez - método de ensaio”, Rio de Janeiro, RJ (1984).[19] Associação Brasileira e Normas Técnicas, NBR 7180, “Determinação do limite de plasticidade - método de ensaio”, Rio de Janeiro, RJ (1984).[20] Associação Brasileira e Normas Técnicas, NBR 15270-3, “Componentes cerâmicos - Parte 3: Blocos cerâmicos para alvenaria estrutural e de vedação - Métodos de ensaio”, Rio de Janeiro, RJ (2005).[21] P. Souza Santos, Ciência e Tecnologia de Argilas, 3 a Ed., Vol. 1, Edgard Blücher, S. Paulo, SP (1992) 4.[22] S. F. Pracidelli, F. G. Melchiades, Cerâmica Industrial 2 (1997) 31.[23] M. Dondi, B. Fabbri, G. Guarini, Clay Minerals 33 (1998) 435.[24] C. M. F. Vieira, T. M. Soares, S. N. Monteiro, Cerâmica 49 (2003) 245.[25] L. F. A. Campos, R. S. de Macedo, P. K. Kiyohara, H. C. Ferreira, Cerâmica 45 (1999) 295.[26] C. M. F. Vieira, J. N. F. Holanda, D. G. Pinatti, Cerâmica 46 (2000) 14.[27] R. E. Grim, Clay mineralogy, 2nd Ed., McGraw-Hill Book, New York, EUA (1968). [28] J. Rawet, P. Souza Santos, Cerâmica 26 (1980) 198.[29] L. C. S. Silveira, “Plasticidade de solos lateríticos: métodos de ensaios e efeito da temperatura de secagem”. Diss. Mestrado, DEC-CCT/UFPB (1984) 110.[30] R. E. Grim, R. A. Rowland, Differential thermal analysis of clay minerals and other hydrous materials. Part 1. Disponível em www.minsocam.org/ammin/AM27/AM27_746.pdf. Acesso em 07/11/2007.[31] J. H. de Araújo, N. F. da Silva, W. Acchar, U. U. Gomes, Mater. Res. 7 (2004) 359.[32] I. L. Barzaghi, A. Salge, Cerâmica 28 (1982) 15.[33] Associação Brasileira e Normas Técnicas, NBR 15270-1, “Componentes cerâmicos - Parte 1: Blocos cerâmicos para alvenaria de vedação - Terminologia e requisitos”, Rio de Janeiro, RJ (2005).(Rec. 20/11/2007, Rev. 01/05/2008, Ac. 30/05/2008)
CONCLUSÕES
AGRADECIMENTOS
REFERÊNCIAS


40 TEMPO TÉCNICO - Edição 06
INCORPORAÇÃO DERESÍDUO DE QUARTZITOS EM CERÂMICA VERMELHAM. P. Babisk, F. W. H. Vidal, W. S. Ribeiro, M. C. Aguiar, M. C. B. Gadioli e C. M. F. Vieira Universidade Estadual do Norte Fluminense Darcy Ribeiro
INTRODUÇÃO
O quartzito é classificado geologicamente como uma rocha metamórfica, composto quase que inteiramente de grãos de quartzo. Sua origem está relacionada com ação de processos metamórficos desenvolvidos princi-palmente sobre rochas sedimentares ricas em quartzo, tais como arenitos e cherts (rochas ricas em sílica amorfa)1. Alguns quartzitos, devido a concentração de micas iso-orientadas em níveis específicos, são finamente foliados ou laminados, permitin-
do com relativa facilidade sua partição através destes planos de fraqueza. A presença desta estruturação, porém, impossibilita sua extra-ção na forma de blocos e sua serragem em te-ares ou mesmo corte regulares de chapa. Em função disso, são usualmente extraídos como placas diretamente dos afloramentos2. A produção Brasileira de rochas ornamentais em 2010 foi estimada em 8,9 Mt, sendo a região nordeste responsável por 24,7%. Durante os processos de beneficiamento das rochas, há
perdas significativas de material e geração de resíduos, os quais têm sido dispostos de for-ma inadequada na natureza, sem previsão de utilização3. A indústria de extração e beneficiamento de quartzito de Várzea, localizada a 320 km de João Pessoa, na região de Seridó, Estado da Paraíba-Brasil, movimenta algo em torno de R$ 400 mil por mês, com a produção mensal de 25 mil metros quadrados de quartzito, tendo pelo menos 25 serrarias trabalhando sem parar4. Nas serrarias, placas de quartzito são trans-formadas em lajes quadradas ou retangulares, nesta fase são gerados dois rejeitos, um mais grosseiro, que é misturado aos da pedreira, e um extremamente fino (Figura 1), proveniente do desgaste da rocha durante o processo de corte com serras a diamante. No município de Várzea, são gerados cerca de 3 mil kg de resí-duos finos e 17 mil kg de aparas por dia5.A incorporação de resíduos industriais em cerâmica vermelha vem sendo muito utiliza-da atualmente na busca de matérias-primas alternativas, e também buscando uma desti-nação ambientalmente correta aos resíduos. Este trabalho teve como objetivo caracterizar e avaliar a influência da incorporação de resí-duo de quartzitos nas propriedades de cerâmi-ca vermelha.
M A T É R I A P R I M A

42 TEMPO TÉCNICO - Edição 06
R e s u l t a d o s e D i s c u s s ã o
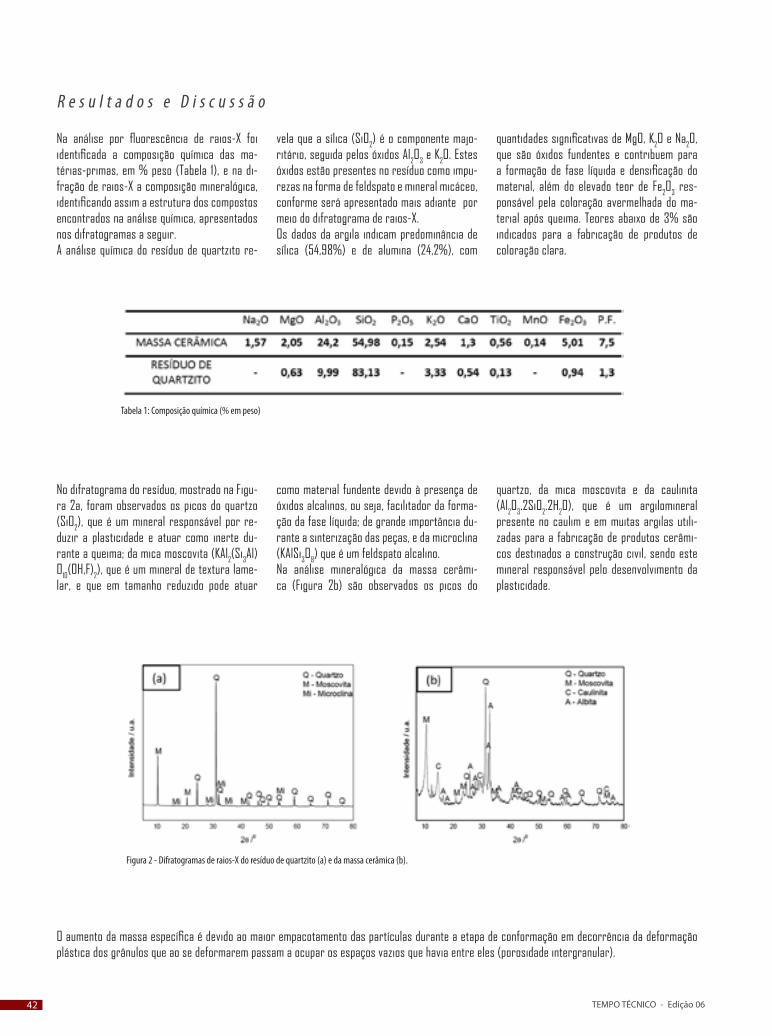
Na análise por fluorescência de raios-X foi identificada a composição química das ma-térias-primas, em % peso (Tabela 1), e na di-fração de raios-X a composição mineralógica, identificando assim a estrutura dos compostos encontrados na análise química, apresentados nos difratogramas a seguir. A análise química do resíduo de quartzito re-
vela que a sílica (SiO2) é o componente majo-ritário, seguida pelos óxidos Al2O3 e K2O. Estes óxidos estão presentes no resíduo como impu-rezas na forma de feldspato e mineral micáceo, conforme será apresentado mais adiante por meio do difratograma de raios-X. Os dados da argila indicam predominância de sílica (54,98%) e de alumina (24,2%), com
quantidades significativas de MgO, K2O e Na2O, que são óxidos fundentes e contribuem para a formação de fase líquida e densificação do material, além do elevado teor de Fe2O3 res-ponsável pela coloração avermelhada do ma-terial após queima. Teores abaixo de 3% são indicados para a fabricação de produtos de coloração clara.
No difratograma do resíduo, mostrado na Figu-ra 2a, foram observados os picos do quartzo (SiO2), que é um mineral responsável por re-duzir a plasticidade e atuar como inerte du-rante a queima; da mica moscovita (KAl2(Si3Al)O10(OH,F)2), que é um mineral de textura lame-lar, e que em tamanho reduzido pode atuar
como material fundente devido à presença de óxidos alcalinos, ou seja, facilitador da forma-ção da fase líquida; de grande importância du-rante a sinterização das peças, e da microclina (KAlSi3O8) que é um feldspato alcalino. Na análise mineralógica da massa cerâmi-ca (Figura 2b) são observados os picos do
quartzo, da mica moscovita e da caulinita (Al2O3.2SiO2.2H2O), que é um argilomineral presente no caulim e em muitas argilas utili-zadas para a fabricação de produtos cerâmi-cos destinados a construção civil, sendo este mineral responsável pelo desenvolvimento da plasticidade.
O aumento da massa específica é devido ao maior empacotamento das partículas durante a etapa de conformação em decorrência da deformação plástica dos grânulos que ao se deformarem passam a ocupar os espaços vazios que havia entre eles (porosidade intergranular).
Tabela 1: Composição química (% em peso)
Figura 2 - Difratogramas de raios-X do resíduo de quartzito (a) e da massa cerâmica (b).

44 TEMPO TÉCNICO - Edição 06
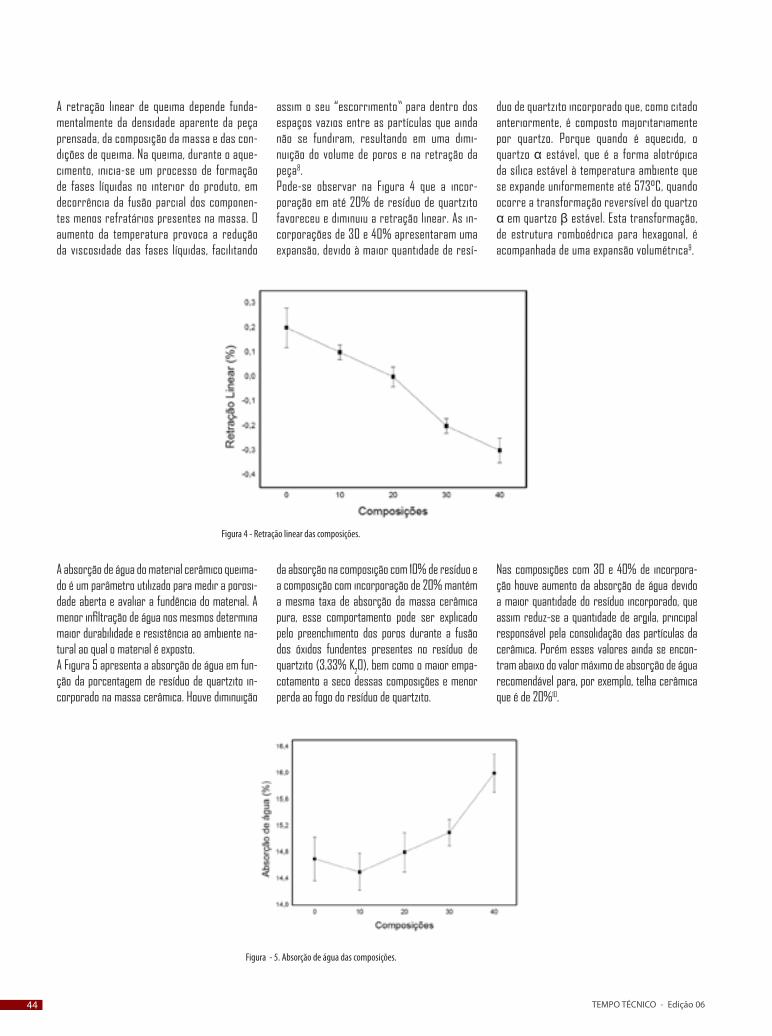
A retração linear de queima depende funda-mentalmente da densidade aparente da peça prensada, da composição da massa e das con-dições de queima. Na queima, durante o aque-cimento, inicia-se um processo de formação de fases líquidas no interior do produto, em decorrência da fusão parcial dos componen-tes menos refratários presentes na massa. O aumento da temperatura provoca a redução da viscosidade das fases líquidas, facilitando
assim o seu “escorrimento” para dentro dos espaços vazios entre as partículas que ainda não se fundiram, resultando em uma dimi-nuição do volume de poros e na retração da peça8. Pode-se observar na Figura 4 que a incor-poração em até 20% de resíduo de quartzito favoreceu e diminuiu a retração linear. As in-corporações de 30 e 40% apresentaram uma expansão, devido à maior quantidade de resí-
duo de quartzito incorporado que, como citado anteriormente, é composto majoritariamente por quartzo. Porque quando é aquecido, o quartzo α estável, que é a forma alotrópica da sílica estável à temperatura ambiente que se expande uniformemente até 573°C, quando ocorre a transformação reversível do quartzo α em quartzo β estável. Esta transformação, de estrutura romboédrica para hexagonal, é acompanhada de uma expansão volumétrica9.
A absorção de água do material cerâmico queima-do é um parâmetro utilizado para medir a porosi-dade aberta e avaliar a fundência do material. A menor infiltração de água nos mesmos determina maior durabilidade e resistência ao ambiente na-tural ao qual o material é exposto. A Figura 5 apresenta a absorção de água em fun-ção da porcentagem de resíduo de quartzito in-corporado na massa cerâmica. Houve diminuição
da absorção na composição com 10% de resíduo e a composição com incorporação de 20% mantém a mesma taxa de absorção da massa cerâmica pura, esse comportamento pode ser explicado pelo preenchimento dos poros durante a fusão dos óxidos fundentes presentes no resíduo de quartzito (3,33% K2O), bem como o maior empa-cotamento a seco dessas composições e menor perda ao fogo do resíduo de quartzito.
Nas composições com 30 e 40% de incorpora-ção houve aumento da absorção de água devido a maior quantidade do resíduo incorporado, que assim reduz-se a quantidade de argila, principal responsável pela consolidação das partículas da cerâmica. Porém esses valores ainda se encon-tram abaixo do valor máximo de absorção de água recomendável para, por exemplo, telha cerâmica que é de 20%10.
Figura 4 - Retração linear das composições.
Figura - 5. Absorção de água das composições.

46 TEMPO TÉCNICO - Edição 06
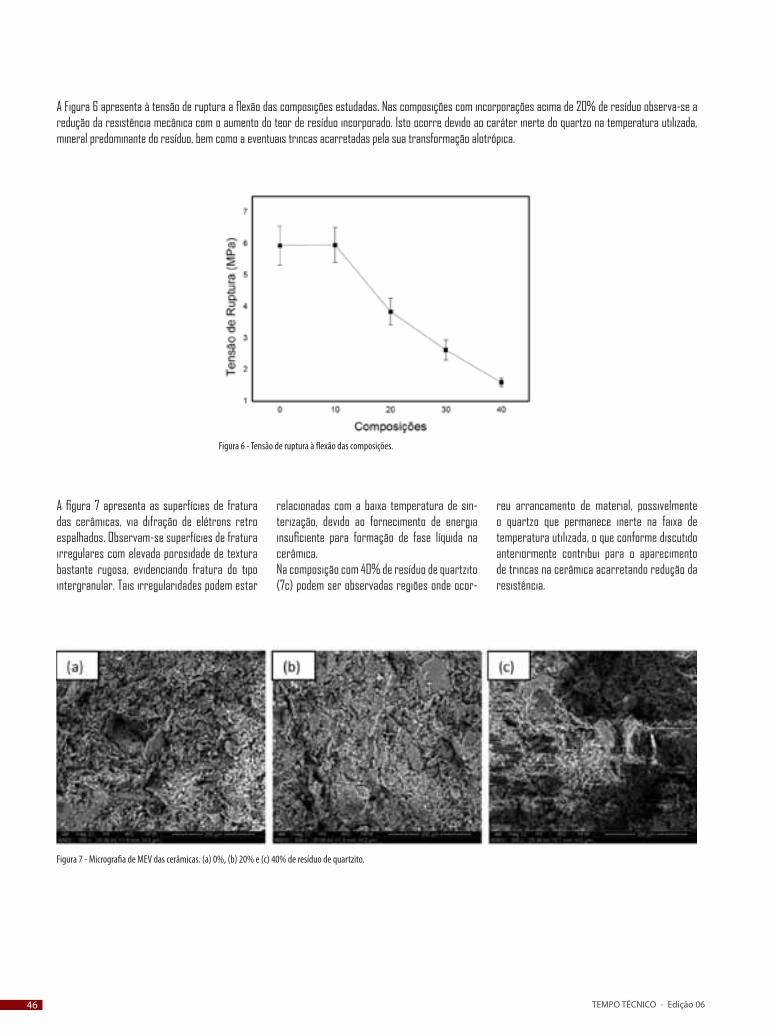
A Figura 6 apresenta à tensão de ruptura a flexão das composições estudadas. Nas composições com incorporações acima de 20% de resíduo observa-se a redução da resistência mecânica com o aumento do teor de resíduo incorporado. Isto ocorre devido ao caráter inerte do quartzo na temperatura utilizada, mineral predominante do resíduo, bem como a eventuais trincas acarretadas pela sua transformação alotrópica.
A figura 7 apresenta as superfícies de fratura das cerâmicas, via difração de elétrons retro espalhados. Observam-se superfícies de fratura irregulares com elevada porosidade de textura bastante rugosa, evidenciando fratura do tipo intergranular. Tais irregularidades podem estar
relacionadas com a baixa temperatura de sin-terização, devido ao fornecimento de energia insuficiente para formação de fase líquida na cerâmica. Na composição com 40% de resíduo de quartzito (7c) podem ser observadas regiões onde ocor-
reu arrancamento de material, possivelmente o quartzo que permanece inerte na faixa de temperatura utilizada, o que conforme discutido anteriormente contribui para o aparecimento de trincas na cerâmica acarretando redução da resistência.
Figura 6 - Tensão de ruptura à flexão das composições.
Figura 7 - Micrografia de MEV das cerâmicas. (a) 0%, (b) 20% e (c) 40% de resíduo de quartzito.

TEMPO TÉCNICO - Edição 06 47
48 TEMPO TÉCNICO - Edição 06
C o n c l u s õ e s
R e f e r ê n c i a s B i b l i o g r á f i c a s
Neste trabalho de avaliação da sua incorporação em até 40% em massa nas propriedades físicas e mecânicas de uma cerâmica queimada a 800°C, as seguintes conclusões foram obtidas: • A caracterização do resíduo de quartzito comprova a presença da sílica como componente majoritário. • A incorporação de 10% de resíduo de quartzito na massa cerâmica não altera a compactação e as propriedades tecnológicas estudadas. • As incorporações de 20 e 30% de resíduo não alteram ou melhoram a compactação, mantém a mesma absorção de água da massa cerâmica pura e diminuem a resistência mecânica. • A incorporação de 40% de resíduo piorou a compactação, causou expansão nos corpos de prova, aumentou a absorção de água e diminuiu a resistência mecânica. • Todas as composições estudadas apresentam absorção de água dentro dos limites estipulados por norma.
A incorporação de resíduo de quartzitos em cerâmica vermelha se mostrou viável através desse estudo, dando uma destinação ambientalmente correta aos resíduos que poluem, que em menores valores de incorporações mantém as propriedades tecnológicas da massa cerâmica pura, ou mesmo com maiores valores de incorporações possuem propriedades dentro de limites estabelecidos por normas.
1. ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE ROCHAS ORNAMENTAIS - ABIROCHAS. Rochas Ornamentais no Século XXI. Disponível em: http://www.abirochas.com.br/br/index.html. Acessado em maio, 2012. 2. Costa, A.G.; Campello, M.S.; Maciel, S.L.; Calixto, C.; Becerra, J.E. Rochas ornamentais e de revestimento: proposta de classificação com base na caracterização tecnológica. In: III Simpósio sobre Rochas Ornamentais do Nordeste, Anais, Recife-PE, 2002. 3. C.MARTINEZ, M. HEIDER, Rochas ornamentais e de revestimento, DNPM Sumário Mineral Brasil, 2011. 4. SEBRAE. Várzea: cidade sem desempregados. Disponível em: http://www.agenciasebrae.com.br/noticia.kmf?canal=36&cod=9686513&indice=20. Acessado em abril, 2011. 5. CETEM. Sustentabilidade na extração e beneficiamento de quartzitos. Disponível em: http://www.cetem.gov.br/noticias/cetem%20mi-dia/2010/10_08_23_sustentabilidade_na_extracao_e_beneficiamento_de_quartzitos.html. Acessado em março, 2011. 6. ASTM - AMERICAN SOCIETY FOR TESTING AND MATERIALS. Water Absorptin, Bulk Density, Apparent Porosity and Apparent Specific Gravity of Fired Whiteware Products, C373-72 (reapproved 1977), USA, 1972. 7. ASTM - AMERICAN SOCIETY FOR TESTING AND MATERIALS. Flexural Properties of Ceramic Whiteware Materials, C674-77, USA, 1977. 8. TALLINI JUNIOR, V. M. Desenvolvimento de novos materiais cerâmicos a partir de lodo de estações de tratamento de água, microesferas de vidro de jateamento, sais de neutralização de ácidos de bateria e areia de fundição. Dissertação de Mestrado. Universidade Federal do Paraná. 83p. Curitiba-PR, 2009. 9. F. Peixoto. Regeneração térmica de areia ligada quimicamente. Dissertação de Mestrado. Universidade do Estado de Santa Catarina. Joinville--SC, 2003. 10. ABNT – Associação Brasileira de Normas Técnicas. Componentes cerâmicos - Telhas - Terminologia, requisitos e métodos de ensaio NBR 15310. Rio de Janeiro-RJ, 2009.

TEMPO TÉCNICO - Edição 06 49

50 TEMPO TÉCNICO - Edição 06

TEMPO TÉCNICO - Edição 06 51
