estudo da influÊncia dos parÂmetros de corte no … · ao técnico camilo léllis dos santos do...
TRANSCRIPT

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Marcelo Oliveira Gomes
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE CORTE NO PROCESSO
DE RETIFICAÇÃO PLANA TANGENCIAL DO AÇO SAE 52100 UTILIZANDO
REBOLO DE CARBETO DE SILÍCIO
São João Del Rei, 2016

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Marcelo Oliveira Gomes
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE CORTE NO PROCESSO
DE RETIFICAÇÃO PLANA TANGENCIAL DO AÇO SAE 52100 UTILIZANDO
REBOLO DE CARBETO DE SILÍCIO
Dissertação apresentada ao Curso de Mestrado da
Universidade Federal de São João del-Rei como
requisito para a obtenção do título de Mestre em
Engenharia Mecânica
Área de Concentração: Materiais e Processos de
Fabricação
Orientador: Prof. Dr. Lincoln Cardoso Brandão
São João Del Rei, 2016



Dedico este trabalho à minha família e à minha
Namorada pelo incentivo e apoio incondicional.


AGRADECIMENTOS
Agradeço,
À Deus, pela inspiração e coragem a mim concedidos, fazendo-me forte para alcançar
meus objetivos.
À minha mãe Shirley que, com paciência, ouviu várias vezes meu lamento sem permitir
que eu desistisse.
Ao meu pai Jeronimo que, na sua simplicidade, muitas vezes me disse sábias palavras,
dignas de mestre.
À minha namorada Isaura, que muito me incentivou, dividindo comigo momentos
difíceis e me mostrando que vale a pena persistir.
Aos meus irmãos, Murilo e Silvia, que em todos os momentos me apoiaram acreditando
na minha capacidade de vencer.
Aos colegas Étory Madrilles Arruda, Juliano Aparecido de Oliveira, Sérgio Luiz Moni
Ribeiro Filho e Thiago Castro Freitas, pelo compartilhamento de ideias e conhecimentos.
Aos professores da UFSJ que, com sabedoria, transmitiram todos os conhecimentos
necessários para a minha formação.
Ao técnico Camilo Léllis dos Santos do Laboratório de Usinagem do Departamento de
Engenharia Mecânica da Universidade Federal de São João del-Rei - UFSJ pela ajuda e troca
de conhecimentos durante a realização deste trabalho.
Ao meu orientador Lincoln Cardoso Brandão pela confiança, orientação, amizade e
principalmente paciência na condução do trabalho.
À Universidade Federal de São João del-Rei – UFSJ e à Fundação de Amparo à Pesquisa
de Minas Gerais – FAPEMIG, por permitir e possibilitar a realização de mais este trabalho de
pesquisa.
À família Full House, em especial Luiz Gustavo Torres Corgozinho, pelas histórias e
bons momentos passados juntos durante mais esta etapa.
À minha família e a todos os amigos que de forma direta e/ou indireta contribuíram para
a realização deste trabalho.


“Ninguém pode ser escravo de sua identidade: quando
surge uma possibilidade de mudança é preciso mudar.”
Elliot Gould


Gomes, M. O., Estudo da influência dos parâmetros de corte no processo de retificação
plana tangencial do aço SAE 52100 utilizando rebolo de carbeto de silício. Dissertação
(Mestrado) - Universidade Federal de São João del-Rei, São João del-Rei, 2016.
RESUMO
A retificação é um processo de usinagem mecânico por ferramenta abrasiva (rebolo)
amplamente utilizado na indústria devido à alta precisão geométrica e dimensional que confere
à peça usinada. De folhas de papel à componentes de turbinas aeroespaciais, a grande maioria
dos produtos são fabricados por equipamentos que utilizaram o processo de retificação. O
domínio sobre as técnicas de retificação, no entanto, é reconhecidamente inferior quanto
comparado com os processos convencionais como torneamento, fresamento e furação. Neste
sentido, este trabalho teve como finalidade contribuir para o acervo técnico científico a
respeito dos processos de retificação. O estudo dos parâmetros de corte desenvolvidas neste
trabalho tiveram como objetivo elucidar o comportamento do aço SAE 52100 durante o
processo de retificação com rebolo de carbeto de silício. Foram avaliados a influências da
variação dos parâmetros profundidade de corte, velocidade de avanço da peça e velocidade de
corte sobre as superfícies de resposta; força normal (Fn), força tangencial (Ft), rugosidade
transversal (Rax) e longitudinal à direção de corte (Ray) e microdureza. As principais
conclusões foram: o incremento da profundidade de corte aumentou todos os resultados das
variáveis de resposta; a velocidade de avanço obteve resultado semelhante a variação da
profundidade de corte, excetuando-se pelo fato de não ter influenciado significativamente no
resultado de força normal; o acréscimo da velocidade de corte resultou em valores menores
de força normal, não tendo influenciado significativamente nenhuma outra variável de
resposta; a direção utilizada para medir a rugosidade de uma peça retificada pode resultar em
valores equivocados a respeito da qualidade superficial da peça; os corpos de prova que
apresentaram sinais de queima tiveram os piores resultados de rugosidade Rax e Ray, força
normal, força tangencial e microdureza.
Palavras-chave: Retificação plana, SAE 52100, Rugosidade, Força, Microdureza.


Gomes, M. O., Study of influence of the cutting parameters in the tangential plane
grinding of the 52100 SAE steel using silicon carbide grinding wheel. Thesis (Master
Degree) – Federal University of São João del-Rei, São João del-Rei, 2016.
ABSTRACT
Grinding is a mechanical machining process by abrasive tool (wheel) widely used in industry
due to high geometric and dimensional accuracy which provides to workpiece. From sheets of
paper to components of aerospace turbines, the great majority of products have passed or were
manufactured by equipment that passed through the grinding process. The mastery of grinding
techniques, however, is recognizably lower if compared to conventional processes such as
turning, milling and drilling. Thus, the work that will be presented, intended to enhance the
scientific technical assets regarding the grinding process. The cutting parameters studies
developed in this work aim to elucidate the SAE 52100 steel behavior front of the grinding
process using silicon carbide grinding wheel. Were evaluated the influences of changes in depth
of cut, feed speed and cutting speed on responses of normal (Fn) and tangential(Ft) force,
roughness in transverse (Rax) and in favor (Ray) of cutting lines and microhardness. The major
conclusions were: the increase in depth of cut resulted in higher values of all output variables
results; the results of the workpiece feed speed were similar to those obtained for the variation
of the depth of cut, except by the fact that the result of normal force was not significantly
affected; the increasing in cutting speed resulted in lower normal force values, having
influenced no other response variable significantly; the direction used to measure the
roughness of a ground part can result in mistaken values regarding the workpiece surface
quality; the specimens that showed marks of burning had the results of Rax and Ray roughness,
normal and tangential force and microhardness aggravated.
Key-words: Flat grinding, SAE 52100, Roughness, Force, Microhardness.


LISTA DE FIGURAS
Figura 1: Esquema do processo de dressagem (Fonte: KHENAIFES, 2006) ................... 8
Figura 2: Operações de retificação (Fonte: Adaptado OLIVEIRA, 1988) ..................... 10
Figura 3: Grandezas elementares de uma retificadora sem centro de mergulho (Fonte:
Adaptado KÖNIG e KLOCKE, 2005) ..................................................................................... 12
Figura 4: Grandezas elementares de uma retificadora sem centro de passagem (Fonte:
Adaptado KÖNIG e KLOCKE, 2005). .................................................................................... 13
Figura 5: Forças na Retificação Plana (Fonte: Autoria própria) ..................................... 21
Figura 6: Detalhamento do modo de operação do indentador Vickers (Fonte: CIMM,
2016) ......................................................................................................................................... 26
Figura 7: Corpo de prova preparado para os experimentos (Fonte: Autoria própria). .... 29
Figura 8: (a) Centro de usinagem Romi Discovery 560, (b) Rebolo acoplado ao suporte
já balanceado e fixada ao centro de usinagem (Fonte: autoria própria) ................................... 30
Figura 9: Sistema de fixação do corpo de prova (Fonte: Autoria própria). .................... 32
Figura 10: Sistema montado para a realização dos experimentos (Fonte: Autoria própria).
.................................................................................................................................................. 33
Figura 11: Diagrama e equipamentos utilizados nos ensaios de força (Fonte: Autoria
própria). .................................................................................................................................... 36
Figura 12: Perfilômetro Taylor Hobson modelo 131C (Fonte: Autoria própria)............ 37
Figura 13: Direções de medição dos ensaios de rugosidade (Fonte: Autoria própria). .. 37
Figura 14: Microdurômetro Mitutoyo® MVK-G1 (Fonte: Autoria própria). .................. 38
Figura 15: Disposição dos ensaios de microdureza (Fonte: Autoria própria). ................ 39
Figura 16: (a) Ensaio sem presença de queima; (b) Ensaio com a presença de queima
(Fonte: Autoria própria)............................................................................................................ 40
Figura 17: Gráficos de Resíduo para Rax (Fonte: Autoria própria). ............................... 41
Figura 18: Gráfico de Efeitos Principais para Rax (Fonte: Autoria própria). .................. 41
Figura 19: Gráfico de Interações para Rax (Fonte: Autoria própria). ............................. 41
Figura 20: Gráfico de média dos valores de rugosidade na direção transversal de corte
(Fonte: Autoria própria)............................................................................................................ 41
Figura 21: Gráfico de Resíduos para Ray (Fonte: Autoria própria). ............................... 41
Figura 22: Gráfico de Efeitos Principais para Ray (Fonte: Autoria própria). .................. 41
Figura 23: Gráfico de Interações para Ray (Fonte: Autoria própria). ............................. 41

Figura 24: Gráfico de média dos valores de rugosidade na direção das linhas de corte
(Fonte: Autoria própria)............................................................................................................ 41
Figura 25: Perfil da superfície retificada (Fonte: Autoria própria). ................................ 41
Figura 26: Gráfico de Rax para Vc=16m/s, Vf=1,08m/min e ap=100μm (Fonte: Autoria
própria). .................................................................................................................................... 41
Figura 27: Gráfico de Rax para Vc=16m/s, Vf=1,08m/min e ap=100μm (Fonte: Autoria
própria) ..................................................................................................................................... 41
Figura 28: Gráfico de Resíduo para Força Média Normal (Fonte: Autoria própria). ..... 42
Figura 29: Gráfico de Efeitos Principais para Força Média Normal (Fonte: Autoria
própria). .................................................................................................................................... 42
Figura 30: Gráfico de Interações para Força Média Normal (Fonte: Autoria própria). .. 42
Figura 31: Média dos Valores de Força Média Normal (Fonte: Autoria própria). ......... 42
Figura 32: Gráfico de Resíduo para Força Média Tangencial (Fonte: Autoria própria). 42
Figura 33: Gráfico de Efeitos Principais para Força Média Tangencial (Fonte: Autoria
própria). .................................................................................................................................... 42
Figura 34: Gráfico de Interações para Força Média Tangencial (Fonte: Autoria própria).
.................................................................................................................................................. 42
Figura 35: Média dos Valores de Força Média Tangencial (Fonte: Autoria própria). ... 42
Figura 36: Gráfico de Resíduo para Microdureza (Fonte: Autoria própria). .................. 42
Figura 37: Gráfico de Efeitos Principais para Microdureza (Fonte: Autoria própria). ... 42
Figura 38: Gráfico de interações para Microdureza (Fonte: Autoria própria). ............... 42
Figura 39: Média dos Valores de Microdureza (Fonte: Autoria própria). ...................... 42


LISTA DE TABELAS
Tabela 1: Propriedades dos materiais abrasivos (adaptado MALKIN et al., 2008) .......... 5
Tabela 2: Composição química do aço SAE 52100 (Fonte: Norma ASTM A295, 2010)
.................................................................................................................................................. 28
Tabela 3: Ordem de execução do primeiro bloco de experimentos (Fonte: Autoria
própria). .................................................................................................................................... 34
Tabela 4: Análise de Variância para Rax (Fonte: Autoria própria). ................................ 41
Tabela 5: Análise de Variância para Ray (Fonte: Autoria própria). ................................ 41
Tabela 6: Análise de Variância para Força Média Normal (Fonte: Autoria própria). .... 42
Tabela 7: Análise de Variância para Força Média Tangencial (Fonte: Autoria prorpia).
.................................................................................................................................................. 42
Tabela 8: Análise de Variância para Microdureza (Fonte: Autoria própria). ................. 42
Tabela 9: Resultados obtidos no primeiro bloco de experimentos (Fonte: Autoria própria).
.................................................................................................................................................. 56
Tabela 10: Resultados obtidos no segundo bloco de experimentos (Fonte: Autoria
própria). .................................................................................................................................... 56
Tabela 11: Resultados obtidos no terceiro bloco de experimentos (Fonte: Autoria própria).
.................................................................................................................................................. 57


LISTA DE EQUAÇÕES
Equação 1: Profundidade de corte (Fonte: MALKIN et al., 2008). ................................ 13
Equação 2: Velocidade de corte (Fonte: GRAF, 2004). ................................................. 14
Equação 3: Velocidade de avanço (Fonte: GRAF, 2004). .............................................. 14
Equação 4: Espessura equivalente de corte (Fonte: GRAF, 2004). ................................ 15
Equação 5: Comprimento de contato (Fonte: MALKIN et al., 2008). ........................... 15
Equação 6: Espessura máxima de cavaco teórica (Fonte: BIANCHI, 1992). ................. 15
Equação 7: Potencia de corte (Fonte: MALKIN et al., 2008). ........................................ 16
Equação 8: Potência em função da velocidade de corte (Fonte: MALKIN et al., 2008).
.................................................................................................................................................. 16
Equação 9: Energia Específica de Corte (Fonte: MALKIN et al., 2008) ....................... 16
Equação 10: Velocidade de Corte (Fonte: MALKIN et al.,2008) .................................. 16
Equação 11: Formula para cálculo de dureza (Fonte: Paula, 2007) ................................ 24


LISTA DE ABREVIATURAS E SÍMBOLOS
Letras Latinas Unidade
A0 Área projetada para indentação [mm²]
Ad Profundidade de dressagem [mm]
aed Avanço do dressador [mm]
ap Profundidade de corte [mm]
b Largura do rebolo [mm]
B Ligante tipo Resinóide
Bd Largura de atuação do dressador [μm]
BF Ligante tipo Resinóide reforçado
br Largura do rebolo de arraste [mm]
bs Largura do rebolo de corte [mm]
bs a Região de acabamento [mm]
bs eff Largura efetiva de corte [mm]
C Diamante
d1 Diagonal primaria para medição de dureza [mm]
d2 Diagonal secundaria para medição de dureza [mm]
de Diâmetro equivalente [mm]
Dr Diâmetro do rebolo de arraste [mm]
ds Diâmetro do rebolo [mm]
Ds Diâmetro do dressador [μm]
Dw Diâmetro de peça [mm]

Dw0 Diâmetro inicial da peça [mm]
E Ligante tipo Goma-lasca
F Carga aplicada na indentação [kgf]
Fn Força normal [N]
Ft Força tangencial de corte [N]
G Razão entre volume de material removido por volume de rebolo gasto
H Dureza [HV]
hdr Altura de dressagem [mm]
heq Espessura equivalente de corte [mm]
Hmax Espessura teórica máxima de cavaco [mm]
L Espaçamento médio entre os grãos abrasivos [mm]
lc Comprimento de contato [mm]
lw Comprimento de peça [mm]
M Ligante tipo Metal
nr Rotação do rebolo de arraste [RPM]
nR Rotação do disco dressador [RPM]
ns Rotação do rebolo de corte [RPM]
nw Rotação da peça [RPM]
O Ligante tipo Oxicloreto
P Potência de corte [W]
Qw Taxa de remoção volumétrica [mm³/s]
R Ligante tipo Borracha
R² Coeficiente de determinação

Ra Rugosidade aritmética média [μm]
Rax Rugosidade média na direção transversal de corte [μm]
Ray Rugosidade média na direção longitudinal de corte [μm]
RF Ligante tipo Borracha Reforçada
Rt Rugosidade de superfície máxima [μm]
Rz Rugosidade média aritmética das leituras máximas pico a vale [μm]
S Ligante tipo Silicato
Sd Passo de dressagem [μm]
u Energia específica de retificação
Ud Grau de recobrimento
V Ligante tipo Vitrificado
Vc Velocidade de corte [m/s]
Vf Velocidade de mergulho ou de avanço do rebolo
Vfad Velocidade de avanço do dressador [m/min]
Vfr Velocidade de avanço radial [m/min]
Vp Velocidade de passagem da peça [m/min]
Vs Velocidade periférica do rebolo [m/s]
Vsd Velocidade de dressagem [m/s]
Vw Velocidade de avanço ou periférica da peça [m/min]
z' Sobremetal [mm]
Letras Gregas
αdr Ângulo de rotação do dressador °
αr Ângulo de inclinação do rebolo de arraste °
β Ângulo de topo da régua de apoio °
δr Ângulo de rotação do rebolo de arraste °
π Pi
Siglas
ABNT Associação Brasileira de Normas Técnicas
AD Anderson-Darling
AISI American Iron and Steel Institute (Sistema americano para a classificação dos aços)
Al2O3 Óxido de Alumínio
ANOVA Análise de variância
ASTM American Society for Testing and Materials (Órgão americano de normatização)
CBN Cúbico de Boro
CLP Controlador Lógico Programável
CNC Comando numérico computadorizado
DIN Deutches Institut für normung (Instituto Alemão de Normalização)
DOE Design of Experiment (Delineamento de Experimeto)
SAE Society of Automotive Engineers (Sistema americano para classificação de aço-carbono)
SiC Carbeto de Silício


SUMÁRIO
1 INTRODUÇÃO ........................................................................................................... 1
1.1 Estrutura do Trabalho ....................................................................................... 2
2 REVISÃO DA LITERATURA ................................................................................... 4
2.1 Rebolo ............................................................................................................... 5
2.1.1 Grão Abrasivo ............................................................................................... 5
2.1.2 Granulometria................................................................................................ 5
2.1.3 Ligante ........................................................................................................... 5
2.1.4 Dureza ........................................................................................................... 5
2.1.5 Estrutura ........................................................................................................ 5
2.2 Lubrificação ...................................................................................................... 5
2.3 Dressagem ......................................................................................................... 7
2.4 Retificação Plana .............................................................................................. 9
2.5 Retificação cilíndrica ...................................................................................... 10
2.6 Retificação cilíndrica sem centros (centerless) ............................................... 11
2.7 Parâmetros de Corte ........................................................................................ 13
2.8 Formação de Cavaco ....................................................................................... 15
2.9 Restrições nos processos de retificação .......................................................... 18
2.10 Forças na retificação ....................................................................................... 20
2.11 Rugosidade ...................................................................................................... 22
2.12 Dureza ............................................................................................................. 24
3 MATERIAIS E MÉTODOS ...................................................................................... 27
3.1 Seleção do Material e confecção dos Corpos de Prova .................................. 27
3.2 Seleção do Rebolo .......................................................................................... 29
3.3 Equipamento utilizado para o processo de retificação .................................... 30
3.4 Fluido de Corte ............................................................................................... 30
3.5 Fixação do Corpo de Prova ............................................................................. 31

3.6 Montagem do Experimento ............................................................................ 32
3.7 Parâmetros de corte ......................................................................................... 34
3.8 Planejamento Experimental ............................................................................ 34
3.9 Ensaios Experimentais .................................................................................... 35
3.10 Medição de Força ............................................................................................ 36
3.11 Medição de Rugosidade .................................................................................. 37
3.12 Ensaios de Microdureza .................................................................................. 38
4 RESULTADOS E DISCUSSÕES ............................................................................. 40
4.1 Rugosidade média na direção transversal de corte Rax .................................. 41
4.1.1 Análise Estatística ....................................................................................... 41
4.1.2 Influência da Profundidade de Corte (ap) ................................................... 41
4.1.3 Influência da Velocidade de avanço (Vf) .................................................... 41
4.1.4 Considerações finais sobre os resultados de Rax ......................................... 41
4.2 Rugosidade média na direção das linhas de corte Ray .................................... 41
4.2.1 Análise Estatística ....................................................................................... 41
4.2.2 Influência da Profundidade de Corte (qp) ................................................... 41
4.2.3 Influência da Velocidade de avanço (Vf) .................................................... 41
4.2.4 Considerações finais sobre os resultados de Ray ......................................... 41
4.3 Força Média Normal (Fn) ............................................................................... 42
4.3.1 Análise Estatística ....................................................................................... 42
4.3.2 Influência da Profundidade de Corte (ap) ................................................... 42
4.3.3 Influência da Velocidade de Corte (Vc) ...................................................... 42
4.3.4 Considerações finais sobre os resultados de Força normal (Fn) ................. 42
4.4 Força Média Tangencial (Ft) .......................................................................... 42
4.4.1 Análise Estatística ....................................................................................... 42
4.4.2 Influência da Profundidade de Corte (ap) ................................................... 42
4.4.3 Influência da Velocidade de avanço (Vf) .................................................... 42

4.4.4 Considerações finais sobre os resultados de Força Tangencial (Ft) ............ 42
4.5 Microdureza: ................................................................................................... 42
4.5.1 Análise Estatística ....................................................................................... 42
4.5.2 Influência da Profundidade de Corte (ap) ................................................... 42
4.5.3 Influência da Velocidade de avanço (Vf) .................................................... 42
4.5.4 Considerações finais sobre os resultados de microdureza (mHV) .............. 42
5 CONCLUSÕES ......................................................................................................... 42
6 REFERÊNCIAS ......................................................................................................... 46
7 APÊNDICE ................................................................................................................ 56


CAPÍTULO 1
1 INTRODUÇÃO
A indústria metal/mecânica em geral tem como finalidade a transformação de matéria
prima em produtos acabados prontos para o consumo. Para isso, são necessárias várias etapas
com vários processos de fabricação. Entre estes processos de fabricação, destaca-se a
retificação, que na cadeia produtiva é responsável pela obtenção de altos níveis de qualidades
geométricas, dimensionais e superficiais.
A retificação é um processo de usinagem mecânico que utiliza uma ferramenta abrasiva
em alta rotação, denominada rebolo, para remover material de uma peça que tem uma
velocidade menor. O rebolo é basicamente constituído por grãos abrasivos, agentes ligantes e
porosidade (Malkin, 2008). Visto por um anglo mais técnico, a retificação é um processo de
usinagem com geometria indefinida de corte que remove material na forma de pequenos
cavacos por meio da ação mecânica de grãos abrasivos (HOWES, et.al., 1999).
A remoção de material é promovida através do contato entre a ferramenta abrasiva e a
peça, em que cada grão abrasivo do rebolo age como uma pequena ferramenta de corte
removendo porções de material (Kopac e Krajnik, 2006). E devido à grande quantidade de
arestas cortantes, aliadas a parâmetros adequados de usinagem, é que se consegue obter o alto
grau de qualidade encontrado em peças retificadas (ALAGUMURTHI, PALANIRADJA e
SOUNDARARAJAN, 2007).
Apesar de ser um processo de acabamento muito utilizado na fabricação de componentes
mecânicos, a retificação pode ser considerada como um processo de pouco domínio tecnológico
se comparado aos processos convencionais de usinagem como, por exemplo, torneamento,
fresamento e furação, além de, geralmente, ter a função de solucionar os problemas de
qualidade e tempo de toda a sequência de fabricação (Aguiar et al., 2009; Dotto et al., 2006;
Aguiar et al., 2005). Ou seja, o processo de retificação visa melhorar o acabamento superficial
e garantir a integridade das peças, sendo indesejável a perda de uma peça nesta etapa, pois o
valor agregado ao material nesta fase já é muito elevado devido aos outros processos que o
antecederam (SOARES, 2002).
Segundo Malkin et al. (2008), o processo de retificação requer uma quantidade
significativa de energia para a remoção de material. Durante o processo, esta energia é

transformada em calor, o qual é concentrado dentro da região de corte, e dissipada através da
peça, sendo causadora de vários danos à peça, tais como queima, tensões residuais de tração,
transformação de fase, trincas e redução de resistência à fadiga. Além disso, a expansão térmica
da peça durante a retificação contribui para erros dimensionais e de forma no estado final da
peça.
Ainda segundo Malkin et al. (2008), o processo de retificação acaba por originar tensões
residuais na superfície usinada, afetando o comportamento mecânico do material. As tensões
residuais são induzidas por deformação plástica não uniforme na superfície da peça, provocadas
por deslocamentos de material localizados, uma vez que o mecanismo de formação do cavaco
na retificação inicia-se com tais deformações plásticas.
Outro fator relevante na retificação é a alta complexidade do processo, seu desempenho
é extremamente dependente da habilidade e experiência do operador e das condições de
usinagem. Neste sentido, vários estudos procuram monitorar os parâmetros do processo a fim
de torna-lo mais independente e eficaz.
O estudo de técnicas e parâmetros de retificação fornece resultados importantes para a
otimização e desenvolvimentos das tecnologias disponíveis na retificação. A análise dos
esforços de corte, por exemplo, é de grande importância para o melhor controle do desgaste da
ferramenta abrasiva. Do ponto de vista do material usinado, a avalição das características
superficiais, proporciona um melhor entendimento dos processos que levam a formação da
qualidade final da peça. Consequentemente obtém-se parâmetros de usinagem que visam evitar
danos termo-mecânicos que podem levar à falha do material (MALKIN et al., 2008 e
MARINESCU et al., 2007).
Neste sentido, foi desenvolvido neste trabalho a avaliação da influência dos parâmetros
velocidade de corte, velocidade de avanço e profundidade de corte, no processo de retificação
do aço SAE 52100, utilizando rebolo de carbeto de silício vitrificado.
1.1 Estrutura do Trabalho
O trabalho foi dividido em sete capítulos, a saber:
Capitulo 1 – Introdução: Apresenta a importância do controle dos parâmetros de
retificação, bem como os objetivos principais e a estrutura do trabalho.

Capítulo 2 – Revisão Bibliográfica: discuti as informações técnicas necessárias para a
compreensão do processo de retificação e como os parâmetros de usinagem influenciam nos
resultados de força, rugosidade e microdureza.
Capítulo 3 – Materiais e Métodos: São apresentados os equipamentos utilizados,
preparação dos corpos de prova, sistemas de fixação, planejamento experimental e os
procedimentos utilizados nos experimentos e nos ensaios de força, rugosidade, microdureza.
Capitulo 4 – Resultados e Discussões: Apresenta as análises estatísticas e as discussões
dos resultados obtidos em relação a forças de corte normal e tangencial, rugosidades médias
Rax e Ray e microdureza superficial da peça.
Capítulo 5 – Conclusão: São apresentados de forma resumida os principais resultados e
as conclusões obtidos para a retificação do aço SAE 52100 utilizando rebolo de carbeto de
silício.
Capítulo 6 – Apresenta as referências bibliográficas utilizadas no desenvolvimento do
trabalho.

CAPÍTULO 2
2 REVISÃO DA LITERATURA
A usinagem por abrasão tem como base a remoção de material por grãos não metálicos e
duros, diferentemente dos processos de usinagem com geometria definida. Tais grãos
apresentam forma não regular e constituem parte de uma ferramenta de corte com geometria
não definida. O uso da abrasão para remoção de material foi registrado pela primeira vez no
antigo Egito (2000 a.C.), porém o uso industrial teve início apenas no ano de 1860 (MALKIN
et al., 2008).
O processo de retificação é, na manufatura, um dos processos mais importantes existentes.
Esta importância é deve-se ao fato da maioria dos produtos industrializados ser depende deste
processo para garantir a sua qualidade, melhorando a fabricação de componentes industriais,
ou mesmo para a garantia de precisão dos maquinários utilizados nos principais processos de
fabricação (MALKIN et al., 2008).
A retificação utiliza de uma ferramenta com múltiplas arestas de corte e com forma não
definida, e é utilizada para melhorar o acabamento superficial das peças. Estas ferramentas são
chamadas de rebolo, que tem, em sua constituição, grãos abrasivos e aglomerantes. Este padrão
de ferramenta remove pequenos cavacos da peça, e, por isso, garante a qualidade de acabamento
superior em relação ao torneamento, por exemplo (AGOSTINHO, 2004).
O objetivo do processo de retificação é o melhoramento da qualidade superficial da peça.
É um processo de grande importância e precisão, pois é feito em um momento em que o valor
agregado do produto já está muito elevado (SOARES; OLIVEIRA, 2002).
A retificação tem relevância na indústria metal-mecânica pela capacidade de atingir
tolerâncias dimensionais e geométricas que não são obtidas por outros tipos de usinagem com
ferramentas de forma definida. Apresenta como ponto negativo em relação às usinagens
convencionais o fato de ter eficiência baixa, ou seja, há um alto consumo energético para pouca
remoção de material (MACHADO, 2009).

2.1 Rebolo
Rebolo é uma ferramenta abrasiva com geometria indefinida da cunha de corte, composta
por grãos abrasivos duros, material ligante e porosidade. Os rebolos podem ser fabricados em
diversas formas e serem usados para diferentes aplicações. O processo de fabricação consiste
na fundição do aglomerante, neste estado, une os grãos abrasivos, e sob pressão são colocados
na forma desejada de rebolo para o resfriamento. Nesta junção surgem espaços vazios no corpo
do rebolo que são denominados de poros. Aparentemente indesejado, os poros têm grande
importância no processo de refrigeração, lubrificação e limpeza da zona de corte. Durante o
processo de retificação pequenos cavacos são levados e fluido de corte adicionados à região de
corte garantindo um melhor acabamento superficial da peça. (MACHADO et al., 2009).
Os rebolos são especificados internacionalmente segundo norma DIN 69100 (1988),
nacionalmente segundo ABNT NBR ISO 603-x (2013) e tem suas composições classificadas
de acordo com o tipo de grão abrasivo, granulometria, liga, grau de dureza e estrutura. Segundo
Malkin et al. (2008), dentre os materiais ligantes, quatro são predominantemente utilizados:
vitrificado, resinóide, elástico e metálico. Quanto aos materiais abrasivos que são utilizados,
destacam-se o óxido de alumínio (Al2O3), carbeto de silício (SiC), nitreto cúbico de boro (CBN)
e o diamante (C).
2.1.1 Grão Abrasivo
2.1.2 Granulometria
2.1.3 Ligante
2.1.4 Dureza
2.1.5 Estrutura
2.2 Lubrificação
Fluidos de corte não tem uma classificação padronizada, variando de acordo com o
fabricante. Segundo Machado et al. (2009), os fluidos de corte têm quatro principais funções.
São elas: lubrificação, refrigeração, remoção de cavacos da zona de corte e proteção da
máquina-ferramenta e da peça contra oxidação; dentre as quais destaca-se a lubrificação e a
refrigeração.
A lubrificação, utilizada em processos com velocidades mais baixas, tem a função de
reduzir atrito e área de contato rebolo-peça. Em processos de alta velocidade de corte, a
refrigeração através do fluido de corte tem função de trocar calor do processo ao ambiente
externo e reduzir a temperatura. Experimentalmente é possível afirmar que a capacidade de
refrigeração de um fluido, diminui com o aumento da velocidade e profundidade de corte
(SHAW, 1951).
Os fluidos de corte podem ser aplicados nos estados sólido, líquido e gasoso. Os sólidos,
que hoje têm uso limitado, trabalham com intenção de diminuir o coeficiente de atrito entre
ferramenta e o cavaco. A aplicação é feita na saída da ferramenta e exige interrupção do
processo para reaplicação. (MACHADO et al., 2009)
No campo dos gasosos o mais utilizado é o ar comprimido, que exerce função de remoção
de cavacos. Quando utilizados em temperaturas negativas e sob pressão, apesar de
economicamente inviáveis, os gases apresentam bons resultados com relação à redução do
desgaste do rebolo, prolongando, assim, a vida da ferramenta (SHAW, 1982).
Fluidos de corte líquidos são os mais utilizados e são classificados em três tipos: óleos,
emulsões e soluções. Os óleos têm como composto o óleo mineral com ou sem aditivos e
apresentam base parafínica (BIANCHI, 2004). A utilização de óleos de corte resulta, na maioria
dos casos, em melhor relação “G” (razão entre volume de material removido por volume de
rebolo gasto), menor força de corte e melhor qualidade superficial quando comparado aos óleos
solúveis (soluções compostas por água, óleos e agente emulsificante). Tal fato se deve à melhor
capacidade de lubrificação dos óleos de corte (DINIZ, 2004).
Emulsões abrangem fluidos emulsionáveis e semissintéticos. São bifásicos compostos de
óleo mineral e água na proporção que pode variar de 1:10 a 1:100, além de agentes
emulsificantes. Os agentes emulsificantes são usados para garantir a uniformidade da mistura
ao reduzir o óleo mineral a pequenas partículas. Apresentam menor capacidade de lubrificação
e maior de refrigeração em relação aos óleos integrais (GONÇALVES NETO, 2008).
Semissintéticos contêm baixas quantidades de óleo mineral, são utilizados em misturas com a
água, formando, assim, uma emulsão muito fina (microemulssão), semelhante as soluções
(RUNGE e DUARTE, 1993).
As soluções são compostos monofásicos de água e óleos que se dissolvem totalmente.
Precisam de agente emulsificantes, pois devido a reações, os compostos formam fases únicas.
São transparentes, o que ajuda no momento da operação de corte, pela boa visibilidade e têm

características anticorrosivas e de refrigeração. Alguns, mais complexos, apresentam
qualidades para todos os usos: lubrificante e refrigerante (MACHADO et al., 2009).
2.3 Dressagem
A dressagem é a operação de afiação dos rebolos, que visa reaver a capacidade de
remoção de material pelo rebolo gerando novas arestas de corte. Pode ser feita de várias formas
a depender do tipo de dressador. Oliveira (1989), definiu três principais funções de uma
dressagem:
• Obtenção de concentricidade, entre superfície de trabalho e eixo central do rebolo;
• Perfilamento da face de trabalho;
• Remoção dos grãos que perderam afiação.
Retificadoras modernas já possuem sistema de dressagem simultâneo à atividade do
rebolo. Porém, na maioria dos equipamentos existe a necessidade de suspender o
funcionamento para que o processo seja realizado.
A determinação do momento certo para a operação de dressagem é de grande importância,
pois influi no custo e no tempo total de um processo. Quando feita antes que haja um desgaste
mínimo do rebolo, os custos de produção aumentam devido à retirada de grãos ainda com
capacidade de corte, paralização da máquina e a consequente perda de tempo produtivo. O
panorama contrário também é deficitário. Para dressagem tardia o problema consiste em operar
um rebolo sem capacidade de corte, o que pode danificar a peça retificada (MACHADO et al.,
2009).
Segundo Diniz (2004) e Konig e Klocke (2005), o processo de dressagem gera uma
fratura dos grãos abrasivos, e com isso, dois efeitos surgem: macro efeito e micro efeito. O
macro efeito tem constituição em função do formato do dressador, da profundidade e do passo
de dressagem. Essa consequência da dressagem define a posição a qual os grãos abrasivos
assumirão. A Figura 1 mostra como acontece o macro efeito, e as variáveis que fazem parte do
mesmo, respeitando a seguinte legenda: Sd: passo de dressagem; Bd: largura de atuação do
dressador; Ad: profundidade de dressagem.

Figura 1: Esquema do processo de dressagem (Fonte: KHENAIFES, 2006)
Micro efeito é uma consequência do processo de dressagem em que grãos já desgastados
e sem aresta de corte são removidos e grãos não totalmente gastos são fraturados, para que
então, novas arestas de corte surjam (DINIZ, 2004).
Para melhor entendimento dos parâmetros de dressagem é possível quantificar o processo
em função da razão entre largura de atuação (Bd) e passo de dressagem (Ad). Segundo Machado
et al. (2009), o resultado do cálculo, conhecido como grau de recobrimento “Ud”, pode ser
interpretado da seguinte forma:
• Para Ud < 1, o dressador não opera por toda a superfície de trabalho e, portanto, deixa
espaços com grãos gastos no rebolo;
• Para Ud = 1, o processo é feito por toda a superfície de trabalho, atingindo a maioria
dos grãos abrasivos, e produz uma rosca no rebolo deixada pelo dressador de largura igual
ao passo “Ad”;
• Para Ud > 1, o processo é feito por toda a superfície de trabalho, gera roscas finas e mais
grãos ativos se comparado com as outras duas situações. Neste caso, é possível observar
uma melhoria no acabamento da peça retificada, e maior agressividade do rebolo.
As ferramentas de dressagem devem ser mais duras que o material do rebolo para que
seja possível executar o processo. Por este motivo, normalmente são utilizadas ferramentas de

diamante para dressar rebolos convencionais. As ferramentas de dressagem são classificadas de
duas formas e se diferem quanto ao modo de ação: estática ou rotativa (KÖNIG, 1997).
Ferramentas estáticas tem como característica apenas o movimento de translação e têm
um modus operandi semelhante a um torno. Nesta comparação o rebolo seria a peça a ser
torneada e o dressador a ferramenta de corte. O rebolo fica em rotação e a ferramenta de
dressagem, geralmente fixa à mesa, se aproxima com velocidade constante (Vsd). Ao entrar em
contato com o rebolo e atingir a profundidade de dressagem “Ad” definida, continua em
velocidade constante até dressar toda a largura do rebolo (KHENAIFES, 2006).
Ferramentas rotativas podem funcionar de duas maneiras: com o mesmo perfil do rebolo
ou percorrendo o disco dressador sem perfil pelo rebolo; ambas têm a função de determinar o
perfil. Estas ferramentas são feitas de material abrasivo, e a escolha do material do dressador
varia com o material do rebolo: grãos finos são utilizados para dressar diamantados, enquanto
grãos grossos para outros rebolos (CATAI, BIANCHI e AGUIAR, 2002).
2.4 Retificação Plana
A retificação, em outros tempos, exercia meramente a função de acabamento de peças,
mas hoje, tem função em várias etapas da fabricação (Shaw, 1996).
A partir de milhares de arestas de corte, geradas pelos grãos que formam o rebolo, a
retificação consegue atingir grandes níveis de acabamento e qualidade superficial da peça
(ALAGUMUTHI, PALANIRADJA e SOUNDARARAJAN, 2007). Marinescu et al. (2007),
definiu características positivas e negativas do processo de retificação. Dentre as positivas, está
a baixas tolerâncias obtidas pelo processo, a possibilidade de uso para materiais duros ou
frágeis, entre outras. Negativamente destacam-se o dano térmico no material e o difícil domínio
sobre a rugosidade da peça.
As formas de retificação consistem todas na mesma base: o rebolo pressiona a peça, de
forma a conseguir uma remoção de material desejada (LINDSAY, 1995).
A Figura 2 mostra um esquema de funcionamento dos tipos de retificação.

Figura 2: Operações de retificação (Fonte: Adaptado OLIVEIRA, 1988)
A retificação plana é utilizada com a peça passando por um plano horizontal que entra
em contato com um rebolo em rotação. Com este tipo de retificação, são feitas superfícies
planas, perfiladas e angulares na peça (KRAR, 1995).
O processo é feito dentro de um tempo total. Este tempo é medido a partir da somatória
do tempo demandado para cada etapa da retificação. O processo começa com a colocação da
peça na máquina e termina com a saída da peça da máquina (OLIVEIRA, 1989).
A retificação é um processo caro, e, portanto, é importante otimizar o tempo para reduzir
custos. Tal objetivo pode ser alcançado a partir de tempo improdutivos do processo, como, por
exemplo, nos movimentos passivos, onde não há remoção de material (Baldo, 1994).
2.5 Retificação cilíndrica
A retificação cilíndrica é classificada segundo a norma DIN 8589. Esta norma divide em
retificação cilíndrica externa e interna. No caso da externa, há quatro outras subdivisões:
tangencial de mergulho, tangencial de passagem, lateral de mergulho e lateral de passagem. Ao

tratar de retificação cilíndrica interna, tem-se duas subdivisões: tangencial de mergulho e
tangencial de passagem.
Nussbaum (1988), caracterizou a retificação externa de mergulho como um procedimento
de alta produtividade, onde é possível aplicar em peças de vários diâmetros. Este tipo de
operação é feita sobre toda a peça e é realizado sem movimentos longitudinais necessitando
apenas do movimento em mergulho no sentido radial do rebolo (BALDO, 1994).
A retificação cilíndrica externa de mergulho é feita a partir de um ajustamento inicial para
avanço radial e certa velocidade de mergulho. Com o início do processo, forças surgem e tem
relação com a penetração. Neste caso, o conjunto formado pela máquina rebolo e peça deforma-
se proporcionalmente à força normal. A remoção de material irá causar uma distorção entre a
posição instantânea do rebolo e sua posição real. Para que a retificação seja concluída com
sucesso, é necessário fazer a correção desta posição a cada número certo de voltas (MALKIN,
2008).
2.6 Retificação cilíndrica sem centros (centerless)
No caso de uma peça cilíndrica longa e fina, a pressão da ferramenta abrasiva (rebolo)
pode fletir e prejudicar a peça devido à distância longa dos contrapontos. Uma peça curta não
pode ser bem retificada, devido à proximidade dos contrapontos. A retificação cilíndrica sem
centros surge para resolver o problema de trabalhar com peças cilíndricas de difícil operação
(DINIZ, 2004; ROSSI, 1970).
O processo de retificação cilíndrica sem centros pode ser dividido de duas formas:
• Mergulho;
• Passagem.
A retificação sem centros de mergulho é aplicada sobre peças que possuem
irregularidades com relação ao diâmetro, a forma ou outras. Este tipo de retificação limita o
tamanho da peça a largura do rebolo de corte (GONÇALVES NETO, 2008).
Este tipo de retificação tem como característica a não movimentação axial da peça. Para
o desenvolvimento da operação, o rebolo de arraste é posicionado paralelo ao rebolo de corte.
A remoção de material acontece com o avanço da mesa do rebolo de arraste, que acontece

perpendicularmente ao eixo da peça, para pressioná-la contra o rebolo de corte (SCHMIDT,
1989).
A Figura 3 estabelece as grandezas que compõe a retificação sem centros de mergulho.
A retificação sem centro de passagem é utilizada em peças cilíndricas com forma e diâmetro
bem definidos. Neste tipo de retificação, a peça é livre durante todo o processo. A remoção do
material acontece com a passagem da peça pela superfície do rebolo de corte. O percurso da
peça pelo vão de retificação é conduzido pelo rebolo de arraste.
As grandezas que contribuem para a retificação sem centro de arraste estão representadas
na Figura 4.
Figura 3: Grandezas elementares de uma retificadora sem centro de mergulho (Fonte:
Adaptado KÖNIG e KLOCKE, 2005)

Figura 4: Grandezas elementares de uma retificadora sem centro de passagem (Fonte:
Adaptado KÖNIG e KLOCKE, 2005).
2.7 Parâmetros de Corte
Os principais parâmetros envolvidos na retificação plana são: profundidade de corte;
velocidade de corte; velocidade de avanço; espessura equivalente de corte; comprimento de
contato; espessura teórica máxima de cavaco; relação G; rebolo; fluido de corte e dressagem.
A profundidade de corte “ap” está intimamente ligado às forças e temperatura do processo
de retificação, quanto maior o ap, maior serão os esforços de corte e a temperatura na zona de
corte. Este fato se deve à maior área de contato peça/rebolo, e por consequência maior atrito
entre grãos abrasivos e peça. Com maior interação do rebolo com a superfície retificada, cada
grão remove menos material, e por consequência há a formação de cavacos mais finos e
alongados (BIANCHI, 1996). O aumento da profundidade de corte, geralmente, resulta em uma
melhor qualidade superficial na peça (MORGAN, 1993).
A profundidade de corte pode ser definida pela Equação 1.
𝑎𝑝 = 𝜋 . 𝑑𝑤 . 𝑉𝑓
𝑉𝑤
Equação 1: Profundidade de corte (Fonte: MALKIN et al., 2008).

Onde ap = profundidade de corte [mm]; dw = diâmetro da peça [mm]; Vf = velocidade de
mergulho [m/min] e Vw = velocidade da mesa [mm/min].
Velocidade de corte [m/s] (Vs) é também chamada de velocidade periférica do rebolo.
Tem uma grande importância na definição de vida útil da ferramenta abrasiva, além de também
se relacionar com a qualidade superficial da peça (WINTER, 2004).
A velocidade de corte pode ser definida pela Equação 2:
𝑉𝑠 =𝜋 . 𝑑𝑠 . 𝑛𝑠
60 . 1000
Equação 2: Velocidade de corte (Fonte: GRAF, 2004).
Onde Vs = velocidade de corte [m/s]; ds = diâmetro do rebolo [mm]; ns = rotação do
rebolo [RPM].
Velocidade de avanço [m/min] (Vw) é a mesma da mesa na retificação plana. Cavacos de
espessura maiores são gerados a partir do aumento de Vw (GRAF, 2004).
A velocidade de avanço pode ser definida pela Equação 3:
𝑉𝑤 =𝜋 . 𝑑𝑤 . 𝑛𝑤
60
Equação 3: Velocidade de avanço (Fonte: GRAF, 2004).
Onde Vw = velocidade de avanço [m/min]; dw = diâmetro da peça [mm]; nw = rotação
da peça [RPM].
Espessura equivalente de corte [mm] (heq) é o parâmetro da retificação plana que tem por
objetivo mensurar a espessura da camada de material arrancada (LANÇONI, 2008). A
espessura equivalente de corte interage com o processo de retificação, porque está diretamente
relacionado com varáveis de saída do processo, como: força de corte da máquina e rugosidade
da peça. (MALKIN et al., 2008).
A espessura equivalente de corte pode ser definida pela Equação 4:

ℎ𝑒𝑞 = 𝑎𝑝 .𝑉𝑤
𝑉𝑠
Equação 4: Espessura equivalente de corte (Fonte: GRAF, 2004).
Onde heq = espessura equivalente de corte [mm]; ap = profundidade de corte [mm]; Vw =
velocidade de avanço [m/min]; Vs = velocidade de corte do rebolo [m/s].
Comprimento de contato [mm] (lc) está relacionado com o comprimento da interação
rebolo-peça no transcorrer da retificação (DAMASCENO, 2010).
O comprimento de contato pode ser definido pela Equação 5:
𝑙𝑐 = √𝑎𝑝 . 𝑑𝑒
Equação 5: Comprimento de contato (Fonte: MALKIN et al., 2008).
Onde lc = comprimento de contato [mm]; ap = profundidade de corte [mm]; de = diâmetro
equivalente [mm].
Espessura teórica máxima de cavaco (Hmax) é dada pela Equação 6:
𝐻𝑚𝑎𝑥 = 2𝐿
𝑙𝑐 . ℎ𝑒𝑞
Equação 6: Espessura máxima de cavaco teórica (Fonte: BIANCHI, 1992).
Onde Hmax = Espessura máxima de cavaco teórica [mm]; L = espaçamento médio entre
os grãos abrasivos [mm]; lc = comprimento de contato [mm]; heq = espessura equivalente de
corte [mm].
2.8 Formação de Cavaco
Os cavacos em retificação são formados através do cisalhamento do material retificado
pelas arestas de corte do grão abrasivo. É possível afirmar isto, a partir da comparação
microscópica entre os cavacos obtidos na retificação com os outros tipos de usinagem, que
apresentaram resultados com grandes semelhanças (MALKIN et al., 2008).

Os esforços para a remoção de material, e consequente formação de cavaco, estão
associados a potência de corte “P”:
𝑃 = 𝐹𝑡. (𝑉𝑠 ± 𝑉𝑤)
Equação 7: Potencia de corte (Fonte: MALKIN et al., 2008).
Onde P = potência de corte [w]; Ft = Força tangencial de corte [N]; Vs = velocidade
periférica do rebolo [m/s]; Vw = velocidade periférica da peça [m/min].
No cálculo da fórmula de potência da Equação 7, a operação que está entre parênteses
adota a soma quando Vs e Vw estão em direções opostas na região de corte. Adota-se a
subtração, nos casos em que Vs e Vw estão na mesma direção na zona de corte. Outra situação
que corre é o fato de que Vw costuma ser muito menor do que Vs. A fórmula pode, então, ser
resumida a seguinte configuração:
𝑃 = 𝐹𝑡 𝑥 𝑉𝑠
Equação 8: Potência em função da velocidade de corte (Fonte: MALKIN et al., 2008).
Há outro parâmetro associado a potência, a energia específica de retificação (u).
Parâmetro este que se relaciona com a potência através da expressão seguinte:
𝑢 = 𝑃
𝑄𝑤
Equação 9: Energia Específica de Corte (Fonte: MALKIN et al., 2008)
Onde u = energia específica [J/mm³]; P = potência de corte [w] e Qw = taxa de remoção
volumétrica [mm³/s]. Grandeza que é, por sua vez, definida pela equação que segue:
𝑄𝑤 = 𝑎𝑝. 𝑉𝑓 . 𝑏
Equação 10: Velocidade de Corte (Fonte: MALKIN et al.,2008)

Onde Qw = taxa de remoção volumétrica [mm3/s]; ap = profundidade de corte [mm];
diâmetro da peça [mm]; Vf = velocidade de avanço do rebolo [m/min]; b = largura do rebolo
[mm].
Segundo Malkin (2008), a formação de cavaco ocorre em três etapas:
I. Deslizamento;
II. Deformação plástica sem remoção de material – também conhecida como plowing
ou efeito aração;
III. Formação de cavaco propriamente dita.
No processo de corte, o grão abrasivo parte de uma profundidade de corte zero até a
profundidade de corte máxima. Nesta ação, a peça passa por uma parte elástica, seguida pela
parte plástica plowing, e, posteriormente ocorre o cisalhamento do material. Em linhas gerais,
o corte propriamente dito começa quando é atingida a profundidade de corte crítica.
(KHENAIFES, 2006).
A primeira etapa consiste no escorregamento do grão abrasivo sobre a peça retificada,
responsável pela deformação plástica. Esta etapa pode ser agravada pela presença de grãos
abrasivos cegos que deslizam sobre a peça e não removem material. Grãos cegos podem surgir
através de um dressagem pouco agressiva, por desgaste durante o processo de corte, pela adesão
de material da peça peço rebolo, entre outros (MALKIN et al., 2008).
A segunda etapa do processo de formação de cavaco é o plowing. A esta etapa está
associada ao escoamento lateral do material. O escoamento assume forma de cristas ao longo
da trajetória do grão abrasivo e ainda conta com deformação plástica sob a superfície do
material retificado (ABEBE, 1981).
A melhor forma de controlar a deformação plástica é através da alteração dos parâmetros
de velocidade de avanço da peça e da profundidade de corte. A elevação destes parâmetros
resulta no aumento da espessura de cavaco não deformado que, por sua vez, fará com que a
profundidade de corte crítica seja atingida mais rapidamente. E assim, ocorrerá uma diminuição
na quantidade de material atingido pela deformação plástica. Na situação mais extrema em que
o cavaco tende a sua espessura máxima e a deformação plástica tende a zero, é possível dizer
que a energia específica tende à energia específica de retificação (KHENAIFES, 2006).
A terceira fase começa no momento em que o grão abrasivo atinge o valor de penetração
de corte crítico. A penetração de corte crítico exige uma pressão crítica, que é a pressão mínima
para haver remoção de material e formação de cavaco. Este é o momento em que boa parte da
energia do processo passa a ser gasta com o cisalhamento do material da peça (MALKIN et al.,
2008)
Após o cisalhamento do material, o cavaco que foi gerado é removido da zona de corte
pelos poros da ferramenta abrasiva, e é então expulso da mesma através do fluido de corte ou
força centrífuga. A má eficiência na remoção dos cavacos pode gerar perdas na qualidade
superficial da peça, além de elevação na temperatura do processo, aumento na vibração, entre
outros (FERNANDES, 2005).
2.9 Restrições nos processos de retificação
A vida útil de uma ferramenta é determinada a partir do tempo ativo entre vários
dressamentos consecutivos, ou seja, entre o tempo de trabalho da ferramenta. Porém, o mais
comum é medir o tempo de vida a partir da quantidade de material removido entre os vários
dressamentos. O processo de retificação sofre com restrições, que podem influir no tempo de
vida da ferramenta (MALKIN et al., 2008).
As restrições mais comuns são: capacidade de potência da máquina, vibrações, danos
térmicos, desgaste do rebolo, rugosidade e tolerância.
A potência da máquina, geralmente, não é a sua capacidade total, devido às perdas nos
sistemas de transmissão. Para a redução das restrições com relação a potência, e assim facilitar
atingir o limite de potência do eixo, é necessário reduzir a energia específica do processo. Esta
redução pode ser alcançada utilizando um fluido de corte mais lubrificante ou um rebolo mais
macio; outra forma é dressar grosseiramente o rebolo (MALKIN et al., 2008).
Khenaifes (2006), divide a potência de acionamento do motor principal em duas
componentes:
• Potência do motor em vazio (existente devido ao atrito e perdas);
• Potência de corte como decorrência das forças de retificação.
A potência de usinagem é medida a partir da multiplicação da força tangencial e da
velocidade de corte. A elevação da velocidade de corte acarreta na diminuição da força
tangencial e normal, e, na maioria dos casos, no aumento da potência de usinagem, que gera
uma maior temperatura no processo (HELLMEISTER, 2004).
Vibrações podem causar baixa qualidade superficial da peça e limitar a produtividade do
processo. São divididas em duas categorias: forçada e auto excitada (regenerativa). No caso da
primeira, há a possibilidade de redução e até de eliminação da vibração em alguns casos. Ao se
tratar de vibração regenerativa, a eliminação dela não é possível na maioria dos casos, exceto
quando com baixas taxas de remoção. É possível impedir o crescimento da vibração, e assim,
trabalhar por mais tempo sem os efeitos da vibração. Para tal, é necessário a redução das forças
de corte, conseguido através de uma dressagem mais grosseira, baixa friabilidade do rebolo ou
melhor lubrificação (MALKIN et al., 2008).
A zona de retificação está sujeita a altas temperaturas que podem prejudicar e limitar o
processo de retificação. Queima de peças, redução da resistência a fadiga e trincas são eventos
possíveis com este tipo de problema. A redução deste tipo de problema pode ser alcançada com
a redução da potência de corte e o uso de lubrificantes. Análises de transferência de calor
concluíram que o aumento da velocidade de corte com a manutenção da taxa de remoção pode
abaixar a temperatura local, mas isto não se comprova sempre na prática (MALKIN et al.,
2008).
Os processos de retificação estão também sujeitos ao desgaste do rebolo. Esta limitação
está ligada a definição da rugosidade e tolerância da peça. Podem ser classificados em três tipos:
atrito, fratura do grãos e fratura do ligante. Todos estes desgastes acontecem simultaneamente.
A relação G pode demonstrar o desgaste total. Caso forças e temperaturas mais altas possam
ser toleradas, uma forma de reduzir o desgaste é utilizar rebolos mais friáveis. Fluido de corte
também são importantes componentes para aumentar a relação G e reduzir temperatura de
usinagem (MALKIN et al., 2008).
Para Aguiar (1997), a rugosidade de uma peça, tem relação complexa com a característica
superficial da ferramenta abrasiva, interações tribológicas e os parâmetros de retificação. A
retificação é capaz de atender aos processos mais exigentes de rugosidade e tolerância. Nas
situações em que existe restrição de acabamento superficial, é possível elevar a taxa de remoção
de material e preservar o acabamento. Para isto, deve-se utilizar uma dressagem mais fina, e
tomar medidas de precaução que visam adequar o processo sem que ocorra consequências como
força e temperatura maiores (MALKIN et al., 2008).
A tolerância, tanto a dimensional quanto a de forma, são medidas de uma superfície
acabada para outra. Frequentemente são feitas relações diretas entre tolerância e rugosidade
superficial, combinadas em certos pontos de medição. É necessário exigir acabamentos mais

refinados para atingir limites de tolerância mais estreitos. Os elementos de retificação que
influenciam mais na tolerância dimensional, além da rugosidade, são: deflexão da máquina;
variação térmica e consequente distorção e expansão de máquina e peça; vibrações; desgaste
do rebolo. Destes, o que mais atinge a tolerância geométrica é o desgaste de rebolo (MALKIN
et al., 2008).
2.10 Forças na retificação
Considerando a importância dos processos de retificação na cadeia produtiva para a
obtenção de um produto final com o acabamento e tolerância geométrica desejado, vários
estudos são realizados visando qualificar e quantificar os parâmetros controláveis e as
influências desses sobre as variáveis de resposta. Força e rugosidade são, geralmente, as
principais variáveis de resposta para qualificar e gerar informações a respeito dos processos de
retificação.
As forças que atuam na retificação estão relacionadas à qualidade superficial da peça, ao
desgaste do rebolo e à temperatura na zona de corte. Sendo assim, o estudo das forças de
retificação é de grande importância para otimização do processo. Estes estudos, porém, são
limitados pela dificuldade de instalar instrumentos de medição no exato ponto de contato entre
o rebolo e a região retificada (LEE, 2001).
Para Jeong (2002), a medição de forças pode ser feita com um dinamômetro como sensor.
Este tipo de dispositivo apresenta restrições: tem um alto custo e baixa resistência a choques
mecânicos, além de interferir na operação da retificação. Um outro meio para chegar ao valor
estimado das forças é através da utilização equações em função da corrente elétrica do motor
de avanço. Pode-se considerar que as forças surgem na interação rebolo-peça. Na retificação
plana o vetor resultante das forças é formado por força tangencial (Ft) e força normal (Fn). A
Figura 5 identifica a atuação de cada força.

Figura 5: Forças na Retificação Plana (Fonte: Autoria própria)
A força normal, segundo King & Hahn (1986), é essencial para o acabamento superficial
das peças retificadas. Segundo os autores a interação rebolo-peça e a força normal nas últimas
quatro ou cinco revoluções antes do fim da retificação são as que definem um dos parâmetros
de acabamento da peça.
A força tangencial é, geralmente, relacionada ao desgaste do rebolo. A presença de grãos
mais cegos resulta em valores menores de força tangencial. Schwarz (1999), afirma que um
rebolo gasto pode gerar um acabamento mais liso, mas como consequência pode o risco de
danos térmicos, trepidação, entre outros. Afirma, ainda, que a partir da força tangencial é
possível calcular parâmetros do rebolo, como desempenho e desgaste.
A partir da medição destas duas forças, é criado um parâmetro para medir a relação de
força de usinagem: Fn/Ft; a força tangencial aparece no mesmo sentido do corte (KÖNIG,
2007). Por esta relação, é possível concluir que o grão com raio menor e com maior afiação,
que tem maior facilidade para o arrancamento de material, gera uma força tangencial maior, e,
portanto, uma relação de força de usinagem menor (GONÇALVES NETO, 2008).
No caso de existirem grãos com raios maiores (maior área plana) e/ou uma lubrificação
em excesso, a previsão é de que a relação de forças aumentará. Tal fato ocorre pelo motivo de
que lubrificação e os grãos nestas condições resultam em menor capacidade de remoção de
cavaco do material, resultando numa força tangencial menor. Estes grãos mais cegos geram

maior deformação plástica e aumento da energia dissipada sobre a peça, que pode comprometer
a qualidade da mesma (KÖNIG, 1980).
Parâmetros importantes para o entendimento das forças envolvidas na retificação são as
velocidades de corte e de avanço. A velocidade de corte maior reduz as forças de retificação.
Isto ocorre porque o número de grãos ativos é maior, e, portanto, o volume de material retirado
é menor (KHENAIFES, 2006). As forças no processo de retificação tendem a aumentar junto
com o aumento da velocidade avanço e profundidade de corte. Tal fato ocorre pela maior área
de contato rebolo-peça, e também, maior espessura de cavaco não-deformado (HOOD, 2007).
A queima do material da peça interfere na qualidade superficial e no módulo das forças.
Na ocorrência da queima, partículas da peça que estão na zona de corte tendem a aderir à
superfície do rebolo. Esta situação faz com que ocorra um desgaste maior da ferramenta
abrasiva, e também, uma elevação das forças de corte (MALKIN et al., 2008).
2.11 Rugosidade
Rugosidade são irregularidades na superfície que caracterizam a peça. Esta característica
da peça, também chamada de erro microgeométrico, influi na resistência à corrosão e à fadiga,
qualidade do deslizamento, aparência, entre outros (Paula, 2007).
Para Schaffer (1988), o acabamento superficial está ligado a combinação de
características que são divididas em rugosidade, ondulações e falhas. Kalpakjian (1995), define
as propriedades que influenciam na determinação do acabamento superficial em sete itens: grau
de acoplamento entre componentes; coeficiente de atrito, desgaste e lubrificação; resistência à
fadiga e corrosão; resistência elétrica e térmica de contato; processamento posterior; aparência
e custo.
A rugosidade pode ser definida a partir da finalidade de uso da peça a ser usinada.
Superfícies que servirão para escoamento de fluidos e/ou que dependem de um acabamento
visual com mais brilho necessitam de uma rugosidade mais baixa, por exemplo. Já superfícies
que funcionam com lubrificação precisam de uma rugosidade especifica para permitir uma
interação da superfície retificada com o fluido lubrificante (ROSA, 2006).
Para a medição da rugosidade são utilizados três parâmetros, classificados em parâmetros
de amplitude (tem relação com altura de pico e profundidade de vale), parâmetros de espaço
(relaciona-se com o espaçamento de desvio do perfil) e parâmetros híbridos (determinados pela

combinação dos outros dois citados). As principais medidas de rugosidade são classificadas
pela ABNT NBR ISO 4287 (2002) como: Ra, Rt, Rz.
Marinescu et al. (2007), define estes parâmetros em:
Rt – rugosidade de superfície máxima -, é a diferença máxima entre a altura do
pico e a profundidade do vale dentro do comprimento de amostragem. A princípio,
Rt é independe da profundidade de corte.
Rz – média aritmética das leituras máximas pico a vale – é feita ao longo de cinco
amostragens individuais comprimentos adjacentes. Os valores Rt e Rz são muito
maiores do que os valores de rugosidade Ra de medições a partir da mesma
superfície.
Ra - desvio aritmético médio – é definido pelo somatório de áreas calculadas
abaixo e acima de uma linha média dentro de um comprimento de amostragem.
O parâmetro de amplitude Ra é o mais adotado para controle de processo. Isto se deve ao
fato da alteração no seu valor caracterizar variações no processo, com destaque para o desgaste
da ferramenta (MUMMERY, 1992).
O fato do parâmetro Ra ser uma média calculada, faz com que ele se torne um parâmetro
estável, e assim, justifica-se seu uso em larga escala. Apresenta como desvantagem o fato de
que superfícies muito diferentes podem ter o mesmo valor de Ra, logo, é necessário o uso de
outros parâmetros – como Rt e Rz - para completar a definição de uma superfície (MACHADO
et al., 2009).
A medição da rugosidade é feita a partir do deslocamento de um sensor por uma área a
ser analisada. Normalmente, é feita com um apalpador mecânico de forma normalizada, que se
move verticalmente em relação a uma guia. O apalpador acompanha a rugosidade da peça, e a
guia acompanha as ondulações da superfície. As variações e movimentos da agulha são
captados através da transformação destes em impulso elétrico (PAULA, 2007).
O apalpador tem um certo raio na sua ponta. Esta característica faz com que a medida
perca um pouco da precisão, pois com isto, certas variações topográficas da peça são
despercebidas pelo sistema. Outra característica que reduz a precisão do apalpador é o fato ser
muito pequeno. A partir disto é gerada uma pressão muito grande com forças baixas, o que pode
danificar peças macias (MACHADO et al., 2009).

O acabamento superficial da peça tem relação complexa de dependência com a
dressagem, os parâmetros de retificação e as interações tribológicas peça-abrasivo (XIAO e
MALKIN, 1996). Dentre os parâmetros que influenciam na rugosidade final da peça, tem-se a
velocidade de corte. Ao atingir velocidades de corte elevadas, os grãos arrancam menos
material em volume e com uma frequência maior. Este fato gera uma diminuição da rugosidade
da peça (PAULA, 2007).
A profundidade de corte gera um maior número de grãos ativos e maior tempo de contato
rebolo-peça. Situação que faz com que cada grão remova menos material e gere cavacos mais
finos e alongados. Esta formação de cavaco tem por consequência mais atrito e riscamento.
Estes dois últimos culminam em uma maior temperatura que eleva a rugosidade (BIANCHI,
1996).
A necessidade de se atingir um bom acabamento faz com que outras definições do
processo sejam mudadas para atingir o que é esperado (SHOUCKRY, 1982). Alguns fatores
que reduzem a rugosidade e otimizam o acabamento são: pequenas flexões, redução nos
esforços e vibrações de usinagem; ferramenta e peça corretamente posicionadas; material da
peça livre de defeitos; eixo máquina-ferramenta bem alinhados.
2.12 Dureza
A dureza é a propriedade de um material que mede a resistência a deformação plástica. A
relação se dá de forma que, quanto mais o material resistir a deformação, maior a sua dureza
(MELO, 2014).
A medição consiste, de forma introdutória, na aplicação de uma força do indentador sobre
a superfície de um sólido, e então, o resultado é a razão entre a carga aplicada e a área residual
(SUTERIO, 2005). A equação 5 apresenta a formula utilizada para o cálculo de dureza.
𝐻𝑉 =𝐹
𝐴0
Equação 11: Formula para cálculo de dureza (Fonte: Paula, 2007)
Onde H = dureza Vickers [HV], F = carga aplicada na indentação [N ou Kgf] e A0 = área
projetada da indentação [mm2].
O ensaio de dureza é muito utilizado para fins de controle e constatação de características
superficiais da peça. Isto se dá pela possibilidade de extrair informações de propriedades
mecânicas com rapidez e menor custo (LETA, 2004).
É preciso ficar atento às instruções de medição de dureza, com o objetivo de não alterar
nenhum parâmetro que tem influência direta na medição e assim evitar erros nos resultados. Os
parâmetros são seis: força utilizada nos ensaios, velocidade do penetrador, duração da aplicação
da força, vibração, preparo da superfície do corpo de prova e orientação em relação ao
penetrador (PAULA, 2007).
Segundo Melo (2007), os processos de medição de dureza são divididos em três: risco,
rebote e penetração. A dureza por risco é subdividida em escala Mohs e micro dureza Bierbaum.
A medição por risco não tem grande uso para metais, sendo mais utilizada em minerais. Dentro
da dureza por risco, a mais conhecida é a escala Mohs, que classifica dez minerais pela dureza
com números de 1 a 10, sendo o que tem maior número capaz de riscar todos os inferiores. Na
escala Mohs o diamante é o material que apresenta o maior valor e o talco o material que
apresenta o menor valor de dureza.
A dureza por rebote é classificada em dureza Shore. Este tipo de medição é feito a partir
da soltura de uma barra de aço de peso padrão, 2,5N, com altura também padronizada de
256mm. A barra de aço conta com uma ponta arredondada de diamante ligada a uma mola. O
resultado é obtido no momento em que a barra atinge a superfície do material e é rebatida para
cima; a altura de subida no rebote é a sua dureza. Neste tipo de medição quanto maior a dureza,
maior será o valor final, já que a superfície mais dura absorverá pouco impacto e rebaterá à uma
altura maior. Este tipo de medição de dureza é muito aplicado em materiais poliméricos
principalmente para a medição de dureza em borrachas (MELO, 2007).
A dureza por penetração é dividida em: Brinell, Rockwell, Vickers, micro dureza Knoop
e micro dureza Vickers. Este processo consiste em um penetrador que produz uma pequena
marca na superfície da peça através da aplicação de uma carga. Os testes de micro dureza
baseiam-se na impressão microscópica na superfície do material, a partir de um penetrador de
diamante com cargas abaixo de 1kgf (MELO, 2007).
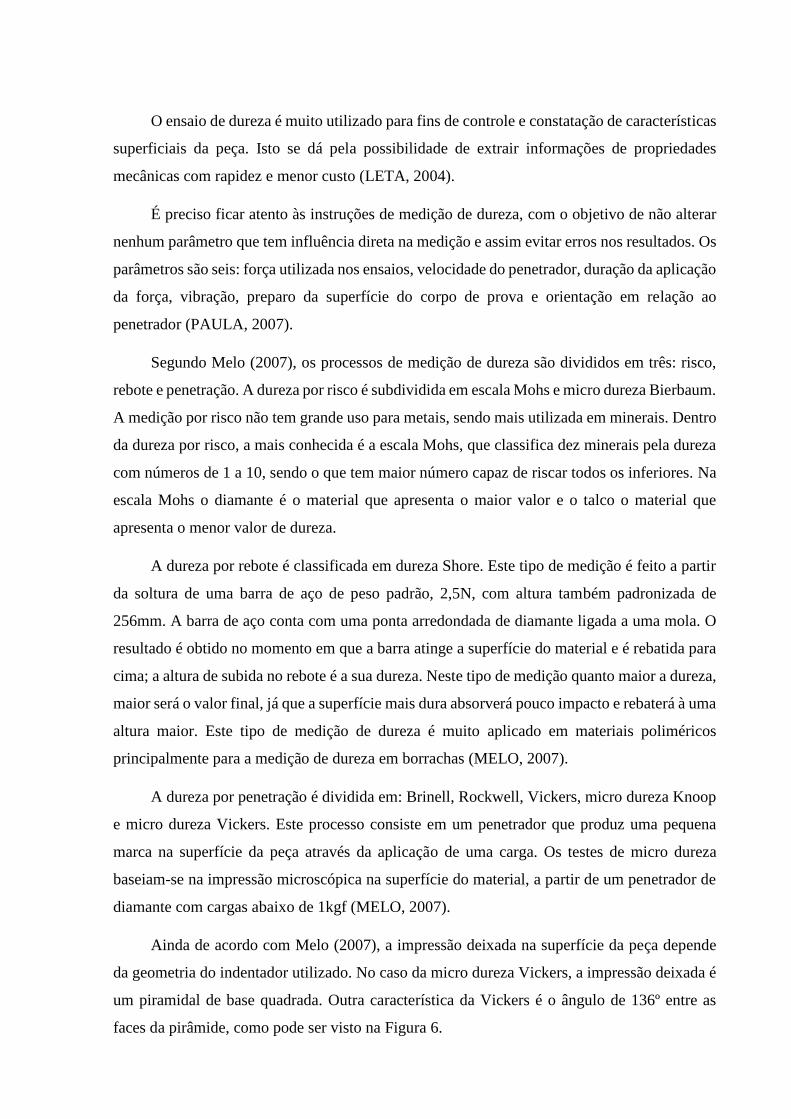
Ainda de acordo com Melo (2007), a impressão deixada na superfície da peça depende
da geometria do indentador utilizado. No caso da micro dureza Vickers, a impressão deixada é
um piramidal de base quadrada. Outra característica da Vickers é o ângulo de 136º entre as
faces da pirâmide, como pode ser visto na Figura 6.

Figura 6: Detalhamento do modo de operação do indentador Vickers (Fonte: CIMM, 2016)
O método Vickers não deforma e nem inutiliza a peça utilizada ao se a fazer a medição
de dureza. Isto é possível porque as impressões de medição deixadas na peça são extremamente
pequenas. Este tipo de medição pode ser feito em matérias com qualquer espessura. O
penetrador Vickers é feito de diamante, e, portanto, se desgasta muito lentamente, devido à alta
dureza do mesmo. Geralmente, testes de micro dureza são empregados para medição de
camadas finas de material, como por exemplo, coberturas de ferramentas de corte e filmes
protetivos aplicados para utilizações especiais (PAULA, 2007).
Como desvantagem, o método Vickers apresenta uma possível falha na medição para
forças abaixo de 300gf, em razão da recuperação elástica do material. O monitoramento da
máquina de medição Vickers é importante, pois, qualquer falha na velocidade pode gerar
grandes erros no resultado final. É importante observar que as medições são baseadas em
parâmetros diferentes, e, portanto, a comparação de forma direta de uma escala com a outra é
uma situação que merece atenção (PAULA, 2007).

CAPÍTULO 3
3 MATERIAIS E MÉTODOS
Para o desenvolvimento deste trabalho foram realizados testes experimentais no
Laboratório de Usinagem do Departamento de Engenharia Mecânica da Universidade Federal
de São João del-Rei com o objetivo de monitorar o processo de retificação com variação dos
parâmetros de corte e a influência desses sobre os parâmetros de resposta.
Neste sentido, foi selecionada a operação de retificação plana tangencial de passagem e
os seguintes fatores como resposta: Força normal e tangencial de corte, rugosidade e dureza
superficial da peça retificada. Os parâmetros de usinagem serão posteriormente abordados.
Com relação às respostas, os fatores foram selecionados levando em consideração a
influência que têm sobre os principais problemas nos processos de retificação, como desgaste
do rebolo, danos térmicos e defeitos superficiais da peça.
Os próximos tópicos seguem a dinâmica elaborada para o desenvolvimento da parte
experimental do trabalho.
3.1 Seleção do Material e confecção dos Corpos de Prova
Para a seleção do material foram realizadas pesquisas afim de identificar materiais com
grande aplicação na indústria e que comumente passam pelo processo de retificação. Segundo
Marcomini (2012), o aço SAE 52100, nas condições temperado e revenido, tem sido utilizado
amplamente na indústria automotiva para a fabricação de rolamentos, que é um componente
com tolerâncias dimensionais rigorosas e exigência de ótimo acabamento superficial.
Já Mao et al. (2010), que investigaram a camada afetada pelo processo de retificação,
afirmam que outra característica do aço SAE 52100 é o fato deste material recozido não conter
martensita ou austenita antes de passar pela retificação. O que faz da presença destas estruturas,
após a retificação, evidência da transformação de fase durante o processo.
O aço SAE 52100 tem grande capacidade de corte e possuem alta dureza e resistência ao
desgaste, principalmente devido à alta concentração de carbono. A Tabela 2 apresenta os

principais elementos da composição químicas do aço SAE 52100 segundo a norma ASTM
A295 para aço cromo de alto teor de carbono para rolamentos.
Tabela 2: Composição química do aço SAE 52100 (Fonte: Norma ASTM A295, 2010)
Elemento C Mn P S Si Cr Ni Cu Mo
[%] 0,93-
1,05
0,25-
0,45 0,025 0,015 0,15-0,35 1,35-1,60 0,25 0,30 0,10
O material selecionado foi fresado e cortado em forma de prismas com dimensões de
25mm de comprimento, 15mm de largura e 15mm de altura. Posteriormente, foram realizados
o tratamento térmico e a identificação dos corpos de prova.
O primeiro procedimento aplicado aos corpos de prova foi o lixamento de duas faces
opostas. O objetivo é eliminar riscos e marcas da superfície afim de obter um melhor
acabamento superficial da peça, preparando um lado para o ensaio de microdureza, e o outro
como base plana para apoio dos próximos procedimentos.
O lixamento semiautomático foi realizado em uma lixadeira orbital do Laboratório de
Materiais do Departamento de Engenharia Mecânica da Universidade Federal de São João del
Rei numa sequência de lixas com granulometria cada vez menor (80, 220, 320, 400, 600, 1200
e 1500), mudando a direção a cada lixa subsequente e mantendo o processo até desaparecerem
os riscos da lixa anterior. Isto foi mantido para a face que foi manipulada durante os
experimentos de retificação, para a face de apoio do corpo de prova o lixamento foi realizado
até a lixa 320.
Finalizado o processo de lixamento, foi utilizado o Perfilômetro Taylor Hobson modelo
131C do Departamento de Engenharia Mecânica da Universidade Federal de São João del Rei
para mensurar a rugosidade média “Ra” de todos os corpos de prova para se ter a garantia de
que apresentavam o mesmo acabamento superficial, mantendo-se assim as condições iniciais
idênticas para todos os corpos de prova. O valor médio de Ra das amostras foi de 0,02μm e o
desvio padrão de 0,006μm. Valores que se enquadram na classe mais fina de acabamento
superficial.
O passo seguinte realizado foi a medição de microdureza Vickers “[HV] como valores de
referência para uma posterior avaliação e comparação da microdureza final da peça retificada.
Foram realizadas cinco medições em cada corpo de prova utilizado o microdurômetro
Mitutoyo® MVK-G1 do Laboratório de Materiais do Departamento de Engenharia Mecânica

da Universidade Federal de São João del Rei. Tirou-se a média de cada amostra e o resultado
utilizado como valor de referência para a microdureza de toda a superfície. O valor de
microdureza média das amostras foi de 703HV, com desvio padrão de 9,6HV.
A última etapa da fase de preparação das amostras baseou-se na divisão da face de 25mm,
que foi retificada, em seções de 7mm de largura e a usinagem de um chanfro para facilitar a
entrada do rebolo no início do corte. A Figura 7 ilustra o resultado desta etapa.
Figura 7: Corpo de prova preparado para os experimentos (Fonte: Autoria própria).
3.2 Seleção do Rebolo
Na retificação dos corpos de prova foi utilizado o rebolo de carbeto de silício vitrificado,
granulometria média, considerado mole, estrutura médio aberta, diâmetro externo de 254mm,
25,4mm de largura e 76,2 mm de furo interno. O rebolo possui a especificação técnica
GC100K05V5 e segundo o fabricante, Alcar Abrasivos Ltda., é indicado para retificações
planas de aços extremamente duros e tem velocidade de trabalho de até 60m/s. A Figura 8 (b)
mostra o rebolo já balanceado e fixado ao cabeçote do equipamento de retificação.
Para o condicionamento do rebolo foi utilizado o dressador estático do tipo pontas
múltiplas de diamante. No processo de dressagem foram utilizados velocidade do rebolo de
16m/s, velocidade de avanço de dressagem de 250mm/min e profundidade de dressagem de
10μm.

3.3 Equipamento utilizado para o processo de retificação
O equipamento utilizado para os ensaios foi o centro de usinagem CNC Romi® Discovery
560 do Laboratório de Usinagem do Departamento de Engenharia Mecânica da Universidade
Federal de São João del-Rei.
Figura 8: (a) Centro de usinagem Romi Discovery 560, (b) Rebolo acoplado ao suporte já
balanceado e fixada ao centro de usinagem (Fonte: autoria própria)
Segundo a fabricante o centro de usinagem possui precisão de posicionamento de
0,006mm, sistema de coordenadas com quatro eixos, avanço máximo nos eixos X e Y de
30m/min, avanço máximo no eixo Z de 20m/min, plano de trabalho XY de 560x400mm e
rotação máxima do eixo da arvore de 10.000rpm. Tais características permitiu ao técnico
programador estabelecer com precisão os parâmetros de corte que foram utilizados durante o
processo de usinagem. O equipamento fornece, ainda, informações de velocidade de
deslocamento dos eixos, rotação e carga na arvore do motor, possibilitando ao operador o
monitoramento do processo em tempo real.
3.4 Fluido de Corte
Todos os experimentos foram realizados utilizando fluido de corte em abundância na
forma de emulsão. O sistema do equipamento ROMI Dicovery 560 disponibiliza três bicos,
com jato de fluxo constante, para direcionamento do fluido na zona de corte. O óleo solúvel
sintético biodegradável Bio 100-E foi utilizado em solução aquosa na proporção de 1:20, ou

5%, sendo indicado para processos de usinagem e tem características lubrificante, refrigerante
e anticorrosiva.
A refrigeração durante a usinagem é de grande importância na prevenção de danos
térmicos, principalmente em processo de retificação do aço SAE 52100 que apresenta alto valor
de dureza.
O fluido de corte contribui para a retirada de cavaco durante o processo de retificação.
Possui ainda características que reduzem o atrito no contato entre o rebolo e o material
retificado, proporcionando menores esforços de corte, menor desgaste do rebolo e menor
temperatura na zona de corte.
Em resumo, a aplicação adequada do fluido de corte diminui os danos térmicos e
mecânicos intrínsecos do processo. Dessa forma é imprescindível a escolha e o direcionamento
correto do fluido, afim de se ter um melhor controle da retificação.
3.5 Fixação do Corpo de Prova
Para a fixação do corpo de prova foi desenvolvido um suporte articulado, tipo morsa de
fixação, em aço SAE 1020 que permitiu a troca de amostras e ao mesmo tempo garante uma
acomodação firme durante a usinagem. O suporte foi preso a um dinamômetro de quatro eixos
modelo 9272 da empresa Kistler que, por sua vez, foi fixado em um suporte maior e mais
robusto, garantindo a estabilidade do sistema de aquisição de força.
A Figura 9 ilustra o sistema utilizado para fixar os corpos de prova.

Figura 9: Sistema de fixação do corpo de prova (Fonte: Autoria própria).
3.6 Montagem do Experimento
Para a realização dos experimentos deste trabalho foi montado no Centro de Usinagem
ROMI Discovery 560 do Laboratório de Usinagem do Departamento de Engenharia Mecânica
de São João del Rei o esquema da figura abaixo.

Figura 10: Sistema montado para a realização dos experimentos (Fonte: Autoria própria).
Como pode ser visto na Figura 10 o rebolo foi colocado na posição horizontal. Devido às
restrições de movimento da mesa, foi estabelecido que o movimento de aproximação e
passagem do rebolo fosse executado pelo sistema que dá suporte à ferramenta (cabeçote). Ou
seja, a estrutura de fixação dos corpos de prova permaneceu estática e o cabeçote do rebolo
realizou o avanço sobre a peça. Dessa forma, os deslocamentos nas direções de X e Y do
cabeçote do equipamento foram utilizados para variar a profundidade de corte “ap” e a
velocidade de avanço da peça “Vf”, respectivamente. A variação de velocidade de corte foi
realizada através do controle de rotação do eixo da árvore do motor.
Para a aplicação de fluido de corte foram posicionas três bicos injetores, que se deslocam
junto com o cabeçote do equipamento, em direção à zona de corte. O sistema foi regulado com
vazão de 20l/min à uma distância média dos bicos da peça de 20 à 80mm.
Na parte inferior esquerda encontra-se o dressador preso à uma morsa fixada na mesa do
equipamento. O dressador foi utilizado para o condicionamento do rebolo antes de cada bateria
de experimentos.

3.7 Parâmetros de corte
Durante as pesquisas foram estabelecidos três parâmetros de corte para a avaliação do
processo de retificação do aço SAE 52100 com rebolo de carbeto de silício. Os parâmetros
escolhidos foram profundidade de corte, velocidade de corte e velocidade de avanço da peça.
Todos possuem relação direta com a qualidade final da superfície da peça retificada.
Para a definição dos níveis de cada variável nos experimentos foram realizados testes em
corpos de prova sobressalentes com diferentes parâmetros de usinagem recomendados pela
literatura técnica, afim de avaliar o comportamento em cada processo. Resultados como queima
excessiva e sobrecarga na arvore do motor foram sendo descartados e por fim foi obtido os
seguintes valores para a realização dos experimentos:
• Velocidade de corte – 12m/s e 16m/s;
• Velocidade de avanço – 0,54m/min e 1,08m/min
• Profundidade de corte – 10μm, 50μm e 100mμ.
3.8 Planejamento Experimental
Para a realizar a etapa experimental deste trabalho foi desenvolvido o planejamento de
experimentos (DOE) através do software Minitab 17 com dois fatores de dois níveis, um fator
de três níveis e três repetições, resultando num total de 36 experimentos. Na Tabela 3 pode ser
visto o primeiro bloco de experimentos.
Tabela 3: Ordem de execução do primeiro bloco de experimentos (Fonte: Autoria própria).
Ordem Velocidade de corte Velocidade de avanço Profundidade de corte
4 12m/s 1,08 mm/min 10μm
5 12m/s 1,08 mm/min 50μm
6 12m/s 1,08 mm/min 100μm
1 12m/s 0,54 mm/min 10μm
8 16m/s 0,54 mm/min 50μm
10 16m/s 1,08 mm/min 10μm
2 12m/s 0,54 mm/min 50μm
3 12m/s 0,54 mm/min 100μm
7 16m/s 0,54 mm/min 10μm
11 16m/s 1,08 mm/min 50μm
12 16m/s 1,08 mm/min 100μm

9 16m/s 0,54 mm/min 100μm
Ao se observar mais atentamente a ordem de execução do planejamento, nota-se uma
sequência comum a cada três experimentos. A sequência começa com a menor profundidade
de corte, em seguida tem-se o ap de 50μm e por fim o de 100μm. Este comportamento foi
estabelecido para adequar-se à parte prática do experimento, que não admitia uma sequência
diferente desta devido à objeção do posicionamento do rebolo em relação à amostra.
3.9 Ensaios Experimentais
Os ensaios experimentais foram realizados seguindo a ordem estabelecida pelo
planejamento de experimentos. Porém, antes dos ensaios foram realizados alguns
procedimentos.
O primeiro procedimento realizado antes de cada bloco de ensaios foi a dressagem do
rebolo. Este procedimento visa garantir que o rebolo não se apresentasse deteriorado ou
contaminado por cavacos das operações anteriores antes da realização dos ensaios
subsequentes. Além disso, este procedimento permitiu, teoricamente, que a condição de afiação
do rebolo estivesse igual para todos os experimentos.
Como foi visto no item 3.1, cada corpo de prova foi subdividido em três seções, e então,
cada corpo de prova possuía área suficiente e igual para a realização de três ensaios, um por
seção. Afim de garantir exatidão no processo, a cada corpo de prova foi realizado o zeramento
da ferramenta, e logo após foi feita a pré-retificação da peça. Esta pré-retifica dos corpos de
prova foram realizadas para eliminar possíveis erros no valor da profundidade de corte durante
os ensaios. Vale ressaltar que os parâmetros de corte utilizados nesta etapa foram os mais
conservadores possíveis, com profundidade de corte mínimas, afim de não afetar os resultados
finais.
Realizados os procedimentos preliminares, iniciou-se a execução dos ensaios e para cada
experimento foi atribuído os parâmetros de corte preestabelecidos no planejamento de
experimentos e realizado a retificação no sentido concordante e em um único passe. O
acionamento do fluxo de fluido de corte foi feito antes do rebolo tocar a peça em cada ensaio.
Foi realizado o monitoramento em tempo real da carga da máquina e as variações nas
velocidades de corte e de avanço da peça através do painel CLP do centro de usinagem. Em

todos os ensaios não foram identificadas variações significativas destes parâmetros e que
pudesse comprometer os experimentos durante os testes de retificação.
Após cada ensaio, os corpos de prova eram analisados visualmente afim de identificar
danos térmicos e ou falhas de processo. A presença de queima, identificadas visualmente, foram
anotadas e avaliadas posteriormente. Para a obtenção dos resultados, a aquisição de dados se
deu em três etapas. A primeira foi a medição das forças de corte durante o processo de
retificação. A segunda e a terceira etapa, medição de rugosidade e microdureza, foram obtidas
após a retificação. O procedimento para cada etapa será visto nos próximos tópicos.
3.10 Medição de Força
Para a medição dos esforços de corte, foi acoplado ao suporte dos corpos de prova o
dinamômetro piezoelétrico Kistler modelo 9272 com três canais de força e um canal de torque.
Os sinais do dinamômetro eram amplificados pelo amplificador Kistler 5070A e transmitidos
para o computador equipado com o software DynoWare fornecido pela Kistler®. O software
interpretava os sinais emitidos pelo dinamômetro e gerava um banco de dados com os valores
de força mensurados durante a retificação. Estes dados eram posteriormente transferidos para
planilhas, onde foram manipulados para se obter a força média normal e tangencial dos
experimentos. O diagrama e os equipamentos utilizados para a medição de força estão ilustrados
na Figura 11.
Figura 11: Diagrama e equipamentos utilizados nos ensaios de força (Fonte: Autoria própria).

3.11 Medição de Rugosidade
Com o objetivo de medir a influência dos parâmetros de corte na qualidade superficial da
peça, foram realizados ensaios para análise de rugosidade dos corpos de prova. Os ensaios de
rugosidade foram realizados no Perfilômetro Taylor Hobson modelo 131C do Departamento de
Engenharia Mecânica da Universidade Federal de São João del Rei ilustrado na Figura 12.
Figura 12: Perfilômetro Taylor Hobson modelo 131C (Fonte: Autoria própria).
Foi utilizado o cut-off de 0,8mm para um comprimento de medição de 5mm. Para cada seção
do corpo de prova foram feitas três medições na direção transversal de corte “X” e três medições
na direção longitudinal de corte “Y”, como pode ser visto na Figura 13. Os resultados de
rugosidade média “Ra” foram transferidos para planilhas, onde foram manipulados e realizados
os cálculos das médias de rugosidade de cada ensaio.
Figura 13: Direções de medição dos ensaios de rugosidade (Fonte: Autoria própria).

3.12 Ensaios de Microdureza
Os ensaios de microdureza Vickers foram realizados no microdurômetro Mitutoyo®
MVK-G1 do Laboratório de Materiais do Departamento de Engenharia Mecânica da
Universidade Federal de São João del Rei. Para realizar os ensaios foi utilizado um penetrador
de diamante de forma piramidal, carga de 500gf (grama força), tempo de carga de 20s e lentes
de 55x.
Figura 14: Microdurômetro Mitutoyo® MVK-G1 (Fonte: Autoria própria).
Em cada seção dos corpos de prova foram tiradas três medições de microdureza com
distância de pelo menos 2mm entre si, como pode ser visto na Figura 15. Foi feita a média das
medições de cada seção e os resultados, em HV, transferidos para planilhas onde foram
comparados com a microdureza inicial dos corpos de prova dos respectivos ensaios.

Figura 15: Disposição dos ensaios de microdureza (Fonte: Autoria própria).

CAPÍTULO 4
4 RESULTADOS E DISCUSSÕES
O primeiro aspecto observado após o processo de retificação foi a aparência do corpo de
prova. Características como integridade e qualidade da superfície usinada foram avaliadas para
identificar se houve queima da peça ou possíveis erros de processo.
A queima do material retificado pode, em muitos casos, ser notado através da percepção
visual e é caracterizado pelo escurecimento da superfície da peça. Neste sentido, foram
detectados sinais de queima em todas as condições de usinagem com profundidade de corte de
100μm. Para condições com profundidade de 50μm os sinais de queima foram mais brandos,
sendo inexistentes para a velocidade de avanço de 0,54m/min. Não foram observadas
características de queima para ap=10μm.
Os fatos observados seguem a afirmativa de que o aumento da profundidade de corte e da
velocidade de avanço aumentam a potência e a força no processo devido a maior área de contato
dos grãos abrasivos e de espessura de cavaco não-deformado, criando uma maior região de
atrito e assim favorecendo queima da peça trabalhada. (Hood et al., 2007)
Segundo Aguiar (1997) e Aguiar (1988), a queima ocorre quando a quantidade de energia
gerada no contato peça/rebolo aumenta temperatura na região de corte que resulta na formação
de uma camada de óxido sobre a superfície da peça. Além disso, segundo Malkin e Cook (1971),
a queima pode ocasionar a adesão de partículas do material usinado nos grãos abrasivos,
aumentado a força de corte e o desgaste do rebolo.
Figura 16: (a) Ensaio sem presença de queima; (b) Ensaio com a presença de queima (Fonte:
Autoria própria).

A Figura 16 (b) ilustra a região onde ocorreu a queima do corpo de prova. Não por acaso,
foi apresentado o ensaio com a condição de usinagem mais severa, ou seja, maior profundidade
de corte, maior velocidade de avanço da peça e menor velocidade de corte. Trata-se da peça
com maior dano térmico visível. Nela, pode-se observar o escurecimento na extremidade de
saída do rebolo (indicada pela seta vermelha), que caracteriza a queima da peça. Neste sentido,
pressupõe-se que a temperatura no final da retificação foi muito maior, à ponto de danificar a
superfície do material. A este fato, tem-se a ideia de que durante o processo parte do calor não
foi dissipado, se acumulando até atingir temperatura suficiente para que ocorresse a queima.
Em direção oposta, a Figura 16 (a), lado esquerdo, apresenta a condição de usinagem com
ótimo acabamento superficial. O corpo de prova retificado com profundidade de corte de 50μm,
velocidade de avanço de 0,54m/min e velocidade de corte de 16m/s foi utilizado para demostrar
uma peça com bom acabamento superficial, pois obteve o melhor resultado de rugosidade, que
será discutido nos dois próximos tópicos.
Finalizada a parte de análise visual, partiu-se para os aspectos mensurados do
experimento. Foram quantificados no corpo de prova valores de Microdureza [HV],
Rugosidade média “Ra”, nas direções longitudinal “Y” e transversal “X” de corte, e durante o
processo de retificação as Forças Normais “Fn” e Tangenciais “Ft”.
4.1 Rugosidade média na direção transversal de corte Rax
4.1.1 Análise Estatística
4.1.2 Influência da Profundidade de Corte (ap)
4.1.3 Influência da Velocidade de avanço (Vf)
4.1.4 Considerações finais sobre os resultados de Rax
4.2 Rugosidade média na direção das linhas de corte Ray
4.2.1 Análise Estatística
4.2.2 Influência da Profundidade de Corte (qp)
4.2.3 Influência da Velocidade de avanço (Vf)
4.2.4 Considerações finais sobre os resultados de Ray

4.3 Força Média Normal (Fn)
4.3.1 Análise Estatística
4.3.2 Influência da Profundidade de Corte (ap)
4.3.3 Influência da Velocidade de Corte (Vc)
4.3.4 Considerações finais sobre os resultados de Força normal (Fn)
4.4 Força Média Tangencial (Ft)
4.4.1 Análise Estatística
4.4.2 Influência da Profundidade de Corte (ap)
4.4.3 Influência da Velocidade de avanço (Vf)
4.4.4 Considerações finais sobre os resultados de Força Tangencial (Ft)
4.5 Microdureza:
4.5.1 Análise Estatística
4.5.2 Influência da Profundidade de Corte (ap)
4.5.3 Influência da Velocidade de avanço (Vf)
4.5.4 Considerações finais sobre os resultados de microdureza (mHV)
5 CONCLUSÕES
Através desta pesquisa foi observado e discutido o comportamento do processo de
retificação plana tangencial de passagem do aço rolamento SAE 52100, utilizando rebolo de
carbeto de silício vitrificado de granulometria média para as profundidades de corte de 10, 50
e 100μm, velocidades de corte de 12 e 16m/s e velocidades de avanço da peça de 0,54 e
1,08m/min. Dos resultados e revisão bibliográfica podem ser tomadas as seguintes conclusões:
Os parâmetros que mais influenciaram os resultados foram velocidade de avanço (Vf) e
profundidade de corte (ap). Sendo a variação da velocidade de corte (Vc) indiferente para
quatro das cinco variáveis de respostas.
A variação da profundidade de corte (ap) de 10μm para 50μm não alterou os resultados
de rugosidade Rax e Ray. Diferente do ocorrido para ap=100μm, que apresentou

rugosidade com valores na média de 40% maiores para Rax e de 73% maiores para Ray,
dependendo dos outros parâmetros de corte utilizados.
O incremento na velocidade de avanço (Vf) resultou em medições de rugosidade com
valores médios 94% maiores para Rax e 91%, também maiores, para Ray.
A variação dos parâmetros de corte influenciou de forma análoga as duas medidas de
rugosidade, porém com magnitudes diferentes. Foi constatado que a direção utilizada para
mensurar Ray apresentou menos oscilação de picos e vales no perfil superficial da peça.
Em sentido contrário, a oscilação na direção de Rax foi bem mais agressiva, o que tornou
o valor desta rugosidade maior. Ou seja, a direção utilizada para medir a rugosidade de
uma peça retificada pode resultar em conclusões equivocadas a respeito da qualidade
superficial da peça.
Para força média normal (Fn) os fatores que resultaram em diferença nas médias foram
velocidade de corte (Vc) e profundidade de corte (ap). Sendo o incremento na velocidade
de corte (Vc) responsável por uma ligeira baixa na força média normal (Fn), redução
média de 18%. Já o acréscimo na profundidade de corte (ap) resultou em valores de força
normal (Fn) média maiores. Entre os valores de profundidade de corte de 10 e 50μm o
aumento nos resultados de força média foi da ordem de 106%, mas depois ficou menor,
na faixa de 37% para o acréscimo da profundidade de corte de 50 para 100μm.
Os parâmetros que influenciaram os resultados de força média tangencial (Ft) foram
velocidade de avanço (Vf) e profundidade de corte (ap). O acréscimo da profundidade de
corte (ap) de 10 para 50μm provocou um aumento médio de 161% nos valores de força
média tangencial (Ft). E para o acréscimo do ap de 50 para 100μm o aumento médio foi
de 75%.
Para as profundidades de corte (ap) de 50 e 100μm, o incremento na velocidade de avanço
(Vf) elevou os valores de força média tangencial em 59%.
No caso da menor profundidade de corte (ap), ocorreu um comportamento anormal. As
variações de velocidade de corte (Vc) e de avanço (Vf) da peça não causaram alterações
relevantes nos resultados de força média tangencial (Ft). A este fato, foi sugerido que na
profundidades de corte (ap) de 10μm a componente de força por deformação plástica foi
mais predominante que as demais. E assim, independentemente das variações de
velocidade de corte (Vc) e velocidade de avanço (Vf), os valores de força média
tangencial (Ft) se mantiveram num mesmo patamar, em torno de 33N.
Os valores de força normal (Fn) foram em média três vezes maiores que o valores de
força tangencial (Ft). Deste fato, duas conclusões podem ser estabelecidas: A primeira,

que os resultados de força média normal foram significativamente mais afetados pelo
atrito se comparados com os resultados de força média tangencial (Ft). E a segunda, que
pode ser entendida como consequência da primeira, refere-se ao fato do fator velocidade
de corte (Vc) causar pouca variação na quantidade de atrito envolvido no processo, e por
isso não influenciou os resultados de força média tangencial (Ft).
Para microdureza, os parâmetros que tiveram significância na superfície de resposta
foram velocidade de avanço (Vf) e profundidade de corte (ap). O aumento da velocidade
de avanço (Vf) resultou em valores de microdureza na média de 162% maiores. No caso
do incremento na profundidade de corte (ap) os aumentos ficaram em torno de 400% na
relação de 50μm/10μm e 45% para a relação 100μm/50μm.
Os resultados de microdureza revelaram, também, o amolecimento da camada superficial
dos corpos de prova para as condições com menor profundidade de corte (ap) e menor
velocidade de avanço (Vf). Para todas as outras condições foram obtidos resultados que
apontam o endurecimento dos corpos de prova após os experimentos de retificação.
Para os casos em que houve o amolecimento supôs-se a ocorrência do processo de
têmpera do material. Para os demais, a suposição é que tenha se formado uma camada de
martensita na superfície dos corpos de prova, elevando os valores de microdureza.
Os maiores valores de microdureza foram obtidos nas condições de maior velocidade de
avanço (Vf) e maior profundidade de corte (ap). Apesar da não interação entre os fatores
velocidade de avanço (Vc) e profundidade de corte (ap), foi observado uma relação de
agravamento dos efeitos de um fator sobre o outro na superfície da peça.
Os corpos de prova que apresentaram sinais de queima tiveram os resultados de
rugosidade Rax e Ray, força normal e tangencial e microdureza agravados. Pode-se dizer
que os danos térmicos afetam diretamente todas as propriedades superficiais do material
retificado.
Como pode ser observado, no presente trabalho tanto a análise de resultados quanto as
conclusões apresentaram as respostas de forma quantitativa, e não qualitativas. Isto se deve à
diversidade dos processos de fabricação, em que nem sempre os parâmetros que resultam na
menor rugosidade, no menor esforço de corte e na menor variação de microdureza são as
melhores opções a serem utilizadas na retificação de uma peça ou componente. E sendo assim,
este trabalho cumpre a função de enriquecer o acervo cientifico com mais informações acerca
de um processo que ainda se tem pouco domínio.


CAPÍTULO 6
6 REFERÊNCIAS
ABEBE, M.; APPL, F. C. A Slip Line Field for Negative Rake Angle Cutting.
Proceedings, Ninth North American Manufacturing Research Conference, SME, 1981, p.341
AGUIAR P. R. et al. Predicting surface roughness in grinding using neural
networks. Advances in Robotics, Automation and Control, Jesus Aramburo and Antonio
Ramirez Trevino (Ed.), InTech, 2008. ISBN: 978-953-7619-16-9.
AGUIAR, P. R. et al. Monitoring the dressing operation in the grinding process.
International Journal of Machining and Machinability of Materials, vol. 5, n. 1, 2009. p. 3-22.
AGUIAR, P. R. Monitoramento da queima superficial em processo de usinagem
por retificação usando a potência elétrica do motor de acionamento e emissão acústica.
Tese Doutorado, Escola Politécnica da Universidade de São Paulo, São Paulo. 1997.
AGUIAR, P. R.; DOTTO, F. R. L.; BIANCHI, E. C. Study of threshold to burning in
surface grinding process. Journal of the Brazilian Society of Mechanical Science and
Engineering, vol. 27, n. 2, 2005. p. 150-156.
AGUIAR, P. R; WILLETT, P.; WEBSTER, J. Acoustic emission applied to detect
workpiece burn during grinding. International Symposium on Acoustic Emission: Standards
and Technology Update, S. Vahaviolos, Ed., Fort Lauderdale, FL., vol. STP 13, 1999. p. 107–
124.
ALAGUMURTHI, N.; PALANIRADJA, K.; SOUNDARARAJAN, V. Cylindrical
grinding: A review on surface integrity. International Journal of Precision Engineering and
Manufacturing, vol. 8, n. 3, 2007. p. 24-44.
ALVES, M. C. S.; BIANCHI, E.C.; AGUIAR, P.R., Influência da velocidade de
avanço do rebolo nos danos de aços endurecidos retificados. Matéria (Rio J.), vol.13, n.4,
2008. p. 636–642.
BENTLEY, S. A.; ASPINWALL, D. K. The identification of significant operating
parameters when conventional abrasive creep feed grinding a gamma titanium aluminide

intermetallic., Fourth International Charles Parsons Turbine Conference: Advances in Turbine
Materials, Design and Manufacturing, Newcastle, 1997. p. 474–478.
BENTLEY, S. A.; GOH, N. P.; ASPINWALL, D.K. Reciprocating surface grinding
of gamma titanium aluminide intermetallic alloy. Journal of Materials Processing
Technology, vol. 118, 2001. p. 22–28.
BIANCHI E, C. et al. Estudo da influência da velocidade de avanço no resultado
final de peças retificadas por rebolo convencional. Congresso Brasileiro de Engenharia de
Fabricação – COBEF, 2003.
BIANCHI, E. C. Análise do comportamento de rebolos convencionais na retificação
de aços frágeis. Congresso de Engenharia Mecânica, Norte Nordeste, Fortaleza, 1996.
BIANCHI, E. C., et al. Análise do comportamento de rebolos convencionais na
retificação de aços dúcteis. Congresso Norte Nordeste de Engenharia Mecânica, IV, 1996. p.
387–392.
BIANCHI, E. C.; AGUIAR, P. R. PIUBELI, B. A. Aplicação e utilização de fluídos
de corte nos processos de retificação. Editora Artliber, 2004.
BIANCHI, E. C.; et al. Análise do comportamento de rebolos convencionais na
retificação de aços frágeis e dúcteis. Revista Brasileira de Ciências Mecânicas, vol. 19, n. 3,
1997. p. 410–425.
BOETTLER, E. Konzept und Technologie Grundlagen zum Aufbau eines
Informationszentrum fuer die Schleifbearbeitung. Dr. Thesis, Aachen, Germany, 1978.
BRINKSMEIER, E.; MINKE E. High-performance surface grinding: The influence
of coolant on the abrasive process. CIRP Annals - Manufacturing Technology, vol. 42, Issue
1, 1993. p. 367–370.
CATAI, R. E.; BIANCHI, E. C.; AGUIAR, P. R. Formas otimizadas para a aplicação
de fluídos de corte na retificação dos metais. Congresso Brasileiro de Engenharia e Ciências
dos Materiais, 2002. p. 3274–3280.
CIMM. Material didático: Ensaios mecânicos, Ensaio de dureza, Teste da
Microdureza. URL: http://www.cimm.com.br/portal/material_didatico/6560#.V5vQffkrLIU.
2016.

DI ILIO, A. et al. An experimental study on grinding of silicon carbide reinforced
aluminium alloys. International Journal of Machine Tools and Manufacture, v.36 (6), 1995. p.
673–685.
DINIZ, A. E. Apostila do curso de especialização em Automação Industrial –
Processos abrasivos de Usinagem: Retificação com rebolos abrasivos. UNICAMP,
Campinas, 2004.
DOTTO, F. R. L. et al. Automatic system for thermal damage detection in
manufacturing process with internet monitoring. Journal of the Brazilian Society of
Mechanical Science and Engineering, vol. 28, n. 2, 2006, p. 153-160.
DURGUMAHANTI, P. U.; SINGH, V.; RAO, P. A new model for grinding force
prediction and analysis. International Journal of Machine Tools and Manufacture, vol. 50/3,
2010. p. 231–240.
FELIPE JUNIOR, J. Contribuição para implementação de funções de retificação
inteligente (RI) utilizando técnicas de monitoramento por emissão acústica. Tese de
Doutorado, EESC, USP, São Carlos, 1996.
GONÇALVES NETO, L. M. Estudo das correlações dos parâmetros e fenômenos
do processo de retificação centerless de passagem com a circularidade da peça. Dissertação
de Mestrado, Tecnologia dos Materiais e Processos de Fabricação, UNITAU, Taubaté, 2008.
GRAF, W. Cylindrical Grinding. Copyright WST Winterthur Schleiftechnik AG,
Schweiz, 2004.
GRUM, J. A review of the influence of grinding conditions on resulting residual
stresses after induction surface hardening and grinding. Journal of Materials Processing
Technology, vol 114, Issue 3, 2001. p. 212–226.
GUO, G.; LIU, Z.; AN, Q. Experimental investigation on conventional grinding of
Ti-6Al-4V using SiC abrasive. The International Journal of Advanced Manufacturing
Technology, vol. 57, 2011. p. 135–142.
HELLMEISTER, C. F. L. P. Monitoramento da dressagem na retificação através do
sinal puro de emissão acústica. Dissertação de mestrado, Unesp, Bauru, 2004.

HOOD, R. et al. Creep feed grinding of gamma titanium aluminide and burn
resistant titanium alloys using SiC abrasive. International Journal of Machine Tools and
Manufacture, vol. 47, 2007. p. 1486–1492.
HOOD, R.; ASPINWALL, D. K.; VOICE W. Creep feed grinding of a gamma
titanium aluminide intermetallic alloy using SiC abrasives. Journal of Materials Processing
Technology, vol. 191, Issue 1-3, 2007. p. 210–214.
HOWES, T. D.; WEBSTER, J.; MARINESCU, I. D. Grinding: Unit Manufacturing
and Assembly Process. Modern Manufactuing, Mechanical Engineering Handbook, CRC
Press LLC, Ed. Frank Kreith, 1999.
JAHANMIR, S.; XU, H. H. K.; IVES, L. K. Mechanisms of material removal in
abrasive machining of ceramics. Machining of Ceramics and Composites, Marcel Dekker,
1999. p. 11–84.
JAWAHIR, I. S. et al. Surface integrity in material removal processes: Recent
advances. CIRP Annals - Manufacturing Technology, vol. 60, Issue 2, 2011. p. 603–626.
JEONG, Y. H.; CHO, D. W. Estimating cutting force from rotating and stationary
feed motor currents on a milling machine. International Journal of Machine Tools and
Manufacture, vol. 42, 2002. p. 1559–1566.
KALPAKJIAN, S. Manufacturing engineering and technology. 3ª ed., Addison-
Wesley Publishing Company, Nova York, 1995.
KHENAIFES, M. Investigação de novas ferramentas estatísticas e utilização de
microcontrolador no monitoramento da queima na retificação plana tangencial.
Dissertação Mestrado, Faculdade de Engenharia da UNESP, Bauru, SP, Brasil, 2006.
KING, R. I.; HAHN, R. S. Handbook of Modern Grinding Technology. Chapman
and Hall, New York, 1986.
KLEIN, C. Sistema de mapeamento da superfície de rebolos durante o processo de
retificação. Tese de Doutorado, EESC, USP, São Carlos, 1994.
KÖNIG, W.; KLOCKE F. Fertigungsverfahren: Schleifen, Honen, Läppen. Bd. 2,
Springer-Verlag, Heidelberg, Berlin, 2005.

KÖNIG, W. Retificação, Brunimento e Lapidação. Tradução de Walter
Weingaertner, Florianópolis: UFSC, 1980. 342 p.
KÖNIG, W.; KLOCKE, F. Fertigungsverfahren: drehen, fräsen, bohren. 5. ed.,
Springer, Berlin, 1997.
KOPAC, J.; KRAJNIK, P. High-performance grinding: A review. Journal of
Materials Processing Technology, vol. 175, 2006. p. 278–284.
KRAR, S. F. Grinding Technology. 2ª ed., Delmar Publisher Inc., Albany, New York,
1995.
KUMAWAT, M. Development of modified chip thickness model for estimation of
surface roughness in grinding. Master Tech Thesis, Department of Mechanical Engineering,
IIT Delhi, 2000.
KWAK, J. S.; SIM, S. B.; JEONG, Y. D. An analysis of grinding power and surface
roughness in external cylindrical grinding of hardened SCM440 steel using the response
surface method. International Journal of Machine Tools and Manufacture, vol. 46, 2006. p.
304–312.
LEE, D. C.; LIM, D. S. CA Voltage and current sensorless control of three-phase
PWM rectifiers. IEEE Transactions on Power Electronics, vol. 17, n. 6, 2001. p. 833-890.
LETA, F. R.; MENDES, V. B.; MELLO, J. C. S. Medição de identações de dureza
com algoritmos de visão computacional e técnicas de decisão com incertezas.
ENGEVISTA, vol. 6, n. 2, 2004. p. 15-35.
LINDSAY, R. P. Principles of grinding. Metals handbook: machining. 9 ed., ASM
Internacional, Nova York, 1995.
LIU, M. et al. Effect of grinding-induced cyclic heating on the hardened layer
generation in the plunge grinding of a cylindrical component. International Journal of
Machine Tools and Manufacture, vol. 89, 2015. p. 55–63.
MACHADO, A. R. et al. Teoria da usinagem dos materiais. São Paulo, Editora
Blucher, 2009.
MALKIN, S.; COOK, N. H. The wear of Grinding Wheels, Part 1: Attritious Wear.
Journal of Engineering for Industry, vol. 93, 1971. p. 1120–1128.

MALKIN, S.; Guo, C. Grinding Technology: Theory and Aplication of Machining
With Abrasives. 2ª ed., Industrial Press, New York, 2008.
MANIMARAN, G.; KUMAR, M. P.; VENKATASAMY, R. Influence of cryogenic
cooling on surface grinding of stainless steel 316. Cryogenics, vol. 59, 2014. p. 76–83.
MANIMARAN, G.; PRADEEP KUMAR, M. Effect of cryogenic cooling and sol–gel
alumina wheel on grinding performance of AISI 316 stainless steel. Archives of civil and
mechanical engineering, vol. 13, 2013. p. 304–312.
MAO, C. et al. An experimental investigation of affected layers formed in grinding
of AISI 52100 steel. International Journal Advanced Manufacture Technology, vol. 54, 2011.
p. 515–523.
MARCOMINI, J. B. Caracterização da nova liga Fe-C-Mn-Si-Cr: fragilização da
martensita revenida e curvas de revenimento. Tese de Doutorado, Escola Politécnica da
Universidade de São Paulo, 2012.
MARINESCU, I. D. et al. Handbook of machining with grinding wheels. CRC Press,
2007.
MELO, A. P. B. Avaliação de tensões residuais na operação de cunhagem em um
componente automotivo estampado. Dissertação de Mestrado, UFSJ, São João Del Rei, 2014.
MINITAB INC. Getting Started with Minitab 17. URL: www.minitab.com, 2010.
MISHRA, V. K.; SALONITIS, K. Empirical estimation of grinding specific forces
and energy based on a modified Werner grinding model. Procedia CIRP 8, 2013. p. 287–
292.
MUMMERY, L. Surface texture analysis: The handbook. Hommelwerke, Germany,
1992.
OLIVEIRA, J. F. G. Análise da ação do macroefeito de dressagem no desempenho
do processo de retificação. Tese de Doutorado, EESC, USP, São Carlos, 1988.
OLIVEIRA, J. F. G. Tópicos avançados sobre o processo de retificação. Publicação
048/89, EESC, USP, São Carlos, 1989.

PAUL, S.; CHATTOPADHYAY, A.B. Effects of cryogenic cooling by liquid
nitrogen jet on forces, temperature and surface residual stresses in grinding steels.,
Cryogenics, vol. 35, Issue 8, 1995. p. 515–523.
PAULA, W. C. F. Análise de superfícies de peças retificadas com o uso de redes
neurais artificiais. Dissertação de Mestrado, Unesp, Bauru, 2007.
ROSA, L. C. Apostila de oficina mecânica para automação. Acabamento de
superfícies: rugosidade superficial. Apostila do curso de Engenharia de Controle e
Automação, UNESP, Sorocaba/SP, 2006.
ROSSI, M. Máquina Operatrizes Modernas: Comandos óleodinâmicos, Métodos
de usinagem, Tempo de produção, vol. II, Editorial Científico, Barcelona, Espanha, 1970.
ROWE, W. B. et al. The effect of deformation in the contact area in grinding. CIRP
Annals, 42 (1), 1993. p. 409-412.
RUNGE, P. R. F.; DUARTE, G. N. The effect deformation on the contact area in
grinding. CIRP Annals, 1993.
SAGAR, C. K.; PAL, B. Modeling and Estimation of Grinding Forces for Mono
Layer CBN Grinding Wheel. International Journal of Current Engineering and Technology”,
Issue 2, 2014. p. 78-87.
SALMON, S. C. Modern grinding process technology. McGraw-Hill, Nova York,
1992.
SCHAFFER, G. H. The many faces of surface texture. American Machinist and
Automated Manufacturing, 1988. p. 61-68.
SCHMIDT, E. Standzeituntersuchung an Schleifscheiben. Diplomarbeit.
Fachhochschule des Landes, Rheinlend Pfalz, 1989.
SCHWARZ, J. O ótimo super-acabamento começa pelo acabamento certo. Revista
Máquinas e Metais, 1999. p. 126–133.
SHAJI, S.; RADHAKRISHNAN, V. An investigation on solid lubricant moulded
grinding wheels. International Journal of Machine Tools & Manufacture, vol. 43, 2003. p. 965–
972.

SHAW, M. C. et al. The effect of the cutting fluid upon chip-tool interface
temperature. Trans. of ASME, vol. 73, n. 1, 1951. p. 45-56.
SHAW, M. C. Metal cutting principle. University Press, Oxford, Londres, 1982.
SHAW, M. C. Principles of abrasive processing. Clarendon Press, Oxford, Londres,
1982.
SHOUCKRY, A. S. The effect of cutting conditionson dimensional accuracy. Wear,
v. 80, 1982. p. 197-205.
SOARES, D. D.; OLIVEIRA, J. F. G. Diagnóstico de processos de retificação pela
análise de sinais. Revista Máquinas e Metais, nº 436, 2002. p. 140-157.
SUN, L. et al. A new model of grinding forces prediction for machining brittle and
hard materias. 13th CIRP conference on Computer Aided Tolerancing, vol. 27, 2015. p. 192–
197.
SUTERIO, R. Medição de tensões residuais por indentação associada à holografia
eletrônica. Tese Doutorado, UFSC, Florianópolis, 2005.
TANG, J.; DU, J.; CHEN, Y. Modeling and experimental study of grinding forces
in surface grinding. Journal of Materials Processing Technology, vol. 209, 2009. p. 2847–
2854.
TAWAKOLI, T. et al. An experimental investigation of the effects of workpiece and
grinding parameters on minimum quantity lubrication: MQL grinding. International
Journal of Machine Tools and Manufacture, vol. 49, 2009. p. 924–932.
XU, L. M.; SHEN, B.; SHIH, A. J. Vitreous bond silicon carbide wheel for grinding
of silicon nitride. International Journal of Machine Tools and Manufacture, vol. 46 (6), 2006.
p. 631-639.
YAO C. F. et al. A comparative study of residual stress and affected layer in
Aermet100 steel grinding with alumina and CBN wheels. International Journal of Advanced
Manufacturing Technology, vol. 74, 2014. p. 125–137.
YAO C. F. et al. Experimental study on grinding force and grinding temperature
of Aermet 100 steel in surface grinding. Journal of Materials Processing Technology, vol.
214, 2014. p. 2191–2199.

YAO, C. F. et al. Research on surface integrity of grinding Inconel718. The
International Journal of Advanced Manufacturing Technology, Vol. 65, Issue 5, 2013. p. 1019–
1030.
ZHENG L. et al. Comparative investigation on high-speed grinding of TiCp/Ti–
6Al–4V particulate reinforced titanium matrix composites with single-layer electroplated
and brazed CBN wheels. Chinese Journal of Aeronautics, 2016.
DOI:10.1016/j.cja.2016.01.005.


7 APÊNDICE
Resultados obtidos durante ensaios experimentais
Tabela 9: Resultados obtidos no primeiro bloco de experimentos (Fonte: Autoria própria).
Tabela 10: Resultados obtidos no segundo bloco de experimentos (Fonte: Autoria própria).
ap Vc Vf Ra X (μm) Ra Y (μm) Fn (N) Dureza (HV) Aspecto de queima
10μm 12m/s 1,08m/min 0,3391 0,1405 143,9 69 Não
10μm 12m/s 0,54m/min 0,1089 0,0524 179 57,7 Não
10μm 16m/s 1,08m/min 0,3102 0,089 144,3 50,3 Não
10μm 16m/s 0,54m/min 0,1598 0,053 125,1 -138,3 Não
50μm 12m/s 1,08m/min 0,3979 0,1348 279,7 200 Sim
50μm 12m/s 0,54m/min 0,2631 0,087 272,2 69,3 Não
50μm 16m/s 1,08m/min 0,2939 0,0891 216,1 184,1 Sim
50μm 16m/s 0,54m/min 0,1064 0,0487 255,8 33,1 Não
100μm 12m/s 1,08m/min 0,4548 0,1899 370,1 148,6 Sim
100μm 12m/s 0,54m/min 0,125 0,0972 377,3 62,1 Não
100μm 16m/s 1,08m/min 0,4299 0,232 311,8 107,6 Sim
100μm 16m/s 0,54m/min 0,1374 0,0791 328,3 92,1 Sim
Ap Vc Vf Ra X (μm) Ra Y (μm) Fn (N) Dureza (HV) Aspecto de queima
10μm 12m/s 1,08m/min 0,2179 0,0728 143,5 118,1 Não
10μm 12m/s 0,54m/min 0,1417 0,0602 90,4 -99,9 Não
10μm 16m/s 1,08m/min 0,2012 0,097 94,5 2 Não
10μm 16m/s 0,54m/min 0,0859 0,0279 92,1 52,3 Não
50μm 12m/s 1,08m/min 0,2251 0,1347 309,4 121 Sim
50μm 12m/s 0,54m/min 0,1152 0,0547 274,6 52,5 Não
50μm 16m/s 1,08m/min 0,2007 0,0952 239,2 65,7 Não
50μm 16m/s 0,54m/min 0,1243 0,1045 185 11,7 Não
100μm 12m/s 1,08m/min 0,4058 0,1705 359,1 205,1 Sim
100μm 12m/s 0,54m/min 0,1657 0,0708 317,5 81 Não
100μm 16m/s 1,08m/min 0,4313 0,2632 302,1 189,8 Sim
100μm 16m/s 0,54m/min 0,1584 0,1235 311,3 127,7 Sim

Tabela 11: Resultados obtidos no terceiro bloco de experimentos (Fonte: Autoria própria).
Ap Vc Vf Ra X (μm) Ra Y (μm) Fn (N) Dureza (HV) Aspecto de queima
10μm 12m/s 1,08m/min 0,4041 0,214 135 97,3 Não
10μm 12m/s 0,54m/min 0,1595 0,071 89,1 39,9 Não
10μm 16m/s 1,08m/min 0,2235 0,0922 76,9 32,3 Não
10μm 16m/s 0,54m/min 0,2007 0,1167 99,6 -32,3 Não
50μm 12m/s 1,08m/min 0,3538 0,146 209,6 77 Sim
50μm 12m/s 0,54m/min 0,1631 0,0704 229,4 37,5 Não
50μm 16m/s 1,08m/min 0,2157 0,0916 222,6 272,6 Sim
50μm 16m/s 0,54m/min 0,1725 0,066 225,6 136,4 Não
100μm 12m/s 1,08m/min 0,2585 0,1496 369 212,5 Sim
100μm 12m/s 0,54m/min 0,3617 0,1032 377,5 179,7 Sim
100μm 16m/s 1,08m/min 0,4302 0,2803 296,1 263,6 Sim
100μm 16m/s 0,54m/min 0,2471 0,1155 289 152,3 Sim