estudo da influência de parâmetros de floculação no ... · aos meus colegas da lundin mining,...
TRANSCRIPT
Estudo da Influência de Parâmetros de Floculação no
Espessamento dos Rejeitados das Lavarias da Mina de
Neves-Corvo
Tomás Bosisio de Melo
Dissertação para obtenção do Grau de Mestre em
Engenharia Geológica e de Minas
Orientadora: Professora Doutora Maria Teresa da Cruz Carvalho
Orientadora: Doutora Luísa Mafalda Ferreira da Silva Beato de Oliveira Toscano
Júri
Presidente: Professor Doutor António Jorge Gonçalves de Sousa
Orientadora: Professora Doutora Maria Teresa da Cruz Carvalho
Vogal: José Manuel Gaspar Martinho
Junho 2015
II
Agradecimentos
À Professora Teresa Carvalho por ter aceite o desafio de orientar a minha tese, com um tema proposto
por mim, pelo acompanhamento que prestou apesar da distância, pelo acolhimento e abertura com que
sempre me recebeu e ouviu, pela exigência e rigor que impôs e que assumiu nas suas intervenções.
À empresa Somincor, nomeadamente à Doutora Mafalda Oliveira por ter aceite o meu 2º estágio na
empresa, no seu departamento, de forma a poder desenvolver o meu trabalho necessário para a minha
tese, e pelo valor, reconhecimento e interesse depositado no mesmo.
Ao Professor Gaspar Martinho por tão breve e abertamente ter-se disponibilizado para esclarecimentos
da componente química da floculação.
Aos colegas do Departamento de Barragens e Águas, António Silva, Ana Rodrigues, Delmiro Ventura,
Flávio Martins, Hugo Alves, Jorge Caeiro, José Bento, Luís Martins, Odete Soares, e fora do
departamento, Alexandre Felício, Élia Alves e José Simão pelo espírito de companheirismo transmitido
diariamente, por me acompanharem e apoiarem nas tarefas da minha tese, por terem providenciado
todos os recursos necessários para o desenvolvimento das mesmas, por estarem abertos e recetivos
às minhas sugestões e ideias e por terem reconhecido o valor do meu trabalho.
Aos meus colegas do Departamento da Metalurgia, Carla Albino, Greg Williams, Moacir Lamares, José
Ferreira, e José Simão e fora do departamento, Tiago Fernandes, por me apoiarem na fase final da
tese, no desafio de conciliar o estágio com a mesma.
Aos meus colegas da Lundin Mining, Elin Travik, e Robin Majer, pelas dicas e esclarecimentos sobre a
componente química da floculação, e na escrita em inglês.
Aos meus amigos e colegas de universidade, por me acompanharem e motivarem, ao longo de todos
os meus estudos, sendo como família para mim.
Aos meus colegas da equipa de pólo-aquático do Sporting Clube de Portugal, por me motivarem na
tese, e pela amizade e espírito de equipa que me receberam na equipa, tornando a minha estadia em
Lisboa muito mais feliz e marcante.
Aos meus pais, por concederem as condições necessárias para os meus estudos e realocar-me em
Lisboa possibilitando a realização deste mestrado, e por toda a disciplina que desde sempre me
incutiram como pessoa e como estudante. Em particular, à minha mãe, pelos ensinamentos e sabedoria
que me partilhou, e por ter estado presente em todas as fases deste projeto.
E por fim, um agradecimento especial à minha namorada, Silvana Fernandes, por tão presentemente
me acompanhar, apoiar e motivar durante esta longa etapa da minha vida.
III
Resumo
A indústria mineira enfrenta atualmente o crescente desafio de explorar minérios de baixo teor, o que
se traduz no aumento da produção de rejeitados. Consequentemente as empresas deste setor de
atividade encontram-se obrigadas a procurar soluções de otimização do seu espaço disponível para
deposição dos rejeitados. Para além disto, as empresas encontram-se sujeitas a uma pressão por parte
de autoridades ambientais, sendo assim obrigadas a garantir a estabilidade geotécnica e geoquímica
dos seus depósitos de rejeitados. O facto de o processamento dos rejeitados tratar-se de uma operação
não lucrativa, reforça o interesse na redução dos seus custos.
A presente dissertação de mestrado pretende desenvolver uma estratégia de redução de custos em
floculante utilizado no espessamento dos rejeitados da Mina de Neves Corvo, tendo como base o
estudo da influência da dosagem de diferentes floculantes e concentração em solução dos mesmos,
tarefa que foi realizada durante um estágio curricular de 4 meses na mesma.
O trabalho experimental desta dissertação consistiu na realização de ensaios de sedimentação,
aplicando uma metodologia adaptada do Método de Coe & Clevenger, utilizando-se várias
combinações dos parâmetros acima referidos, abrangendo assim os diferentes cenários considerados,
com foco em reproduzir as condições de funcionamento da Central de Pasta.
A interpretação de resultados baseou-se na velocidade de sedimentação, dividindo-se esta em duas
fases, livre e perturbada. A velocidade livre é um indicativo da formação de flocos e limpidez da água
sobrenadante, enquanto a velocidade perturbada depende da compressibilidade do rejeitado e do
encaixe entre as partículas.
Os resultados da velocidade de sedimentação livre indicaram que é possível reduzir a dosagem de
floculante, e manter uma eficaz floculação, tendo-se no entanto, registado perdas de velocidade de
sedimentação.
Pelos resultados da sedimentação perturbada, pode observar-se que na maioria dos casos a
compressibilidade do rejeitado, que utilizando um floculante de menor peso molecular podem obter-se
densidades mais elevadas. No entanto, considera-se que a compressibilidade observada em escala de
laboratório, como informação insuficiente para prever a influência que esta terá no comportamento do
rejeitado espessado durante o transporte e após a sua deposição.
Palavras chave: Rejeitado Espessado, Floculação, Dosagem, Concentração de solução,
Sedimentação, Compressibilidade.
IV
Abstract
The mining industry faces the growing challenge of exploiting increasingly lower grade orebodies, and
by definition, lower grade ore results in an increase in tailings production. Mining operations are
encountering the need to optimize their tailings storage capacity. Also increasing pressure from
authorities to obligate to guarantee the geotechnical and geochemical stability of tailings storage
facilities. Tailings production is not profitable and, subsequently, there is interest in reducing the
associated costs.
This Master’s Thesis aims to develop a strategy for the cost reduction of flocculant used on the tailings
thickening process of Neves Corvo Mine. The dosage and concentration of three different flocculants is
modified and the effect on settling measured.
During a 4 months internship on the company, settling tests were carried out, using several combinations
of the aforementioned parameters following methodology adapted from the work of Coe & Clevenger.
Different scenarios were considered with the goal of reproducing the conditions of the Neves-Corvo
tailings thickening facility.
Data analysis examined the settling speed, divided in two different phases, free and disturbed. Free-
settling speed has a strong correlation with floc formation and supernatant water clarity, whilst disturbed-
settling speed correlates with the compressibility and the engagement between particles.
The free-settling experimental results show that it is possible to reduce the current flocculant dosage,
however, in this case, some loss of settling speed is observed.
The disturbed-settling results show that, using a lower molecular weight flocculant, higher densities can
be achieved, however, it is important to realise that compressibility of samples on the laboratory scale,
is not considered comprehensive enough to accurately predict tailings behaviour during its transport and
after deposition.
Keywords: Thickened Tailings, Flocculation, Dosage, Solution Concentration, Settling,
Compressibility.
V
Índice
Agradecimentos .................................................................................................................................... II
Resumo.................................................................................................................................................. III
Abstract ................................................................................................................................................. IV
Índice ...................................................................................................................................................... V
Lista de Tabelas ................................................................................................................................... VII
Lista de Figuras .................................................................................................................................. VIII
Lista de Abreviaturas ............................................................................................................................ X
1. Introdução ...................................................................................................................................... 1
1.1. Caso de estudo - Mina de Neves Corvo, Somincor ........................................................... 2
1.2. Tecnologia de Espessamento de Rejeitados ..................................................................... 4
1.3. Objetivos e Vantagens da Tecnologia de Espessamento de Rejeitados ........................ 6
1.4. Deposição ............................................................................................................................... 9
1.5. Sedimentação e Compressibilidade. ................................................................................. 12
1.6. Floculação ............................................................................................................................ 15
1.6.1. Modo de Ação dos Floculantes .................................................................................. 17
1.7. Objetivo ................................................................................................................................ 20
1.8. Metodologia.......................................................................................................................... 21
2. Trabalho Experimental ................................................................................................................ 23
2.1. Parâmetros Operacionais da Central de Pasta ................................................................ 24
2.2. Método de amostragem ...................................................................................................... 29
2.3. Equipamento ........................................................................................................................ 30
2.4. Procedimento Experimental ............................................................................................... 31
2.4.1. Preparação de Solução de Floculante: ..................................................................... 32
2.4.2. Preparação da Amostra .............................................................................................. 32
2.4.3. Ensaio de Sedimentação ............................................................................................ 32
2.5. Campanha de Ensaios ........................................................................................................ 33
2.6. Análise de resultados ......................................................................................................... 34
2.6.1. Registo de Tempos de Sedimentação dos Sólidos ................................................. 34
2.6.2. Cálculo das Velocidades de Sedimentação ................................................................... 38

VI
3. Resultados ................................................................................................................................... 41
3.1. Sedimentação Livre ............................................................................................................. 42
3.1.1. Ensaios de Triagem com Rejeitado Total ................................................................. 42
3.1.2. Ensaios de Replicação com Rejeitado Total ............................................................ 45
3.1.3. Ensaios com Rejeitado da Lavaria de Cobre ............................................................ 49
3.1.4. Ensaios com Rejeitado da Lavaria de Zinco ............................................................ 50
3.1.5. Sumário de Resultado da Sedimentação Livre ........................................................ 51
3.2. Sedimentação Perturbada .................................................................................................. 52
3.2.1. Ensaios com Rejeitado Total ...................................................................................... 53
3.2.2. Ensaios com Rejeitado da Lavaria de Cobre ............................................................ 54
3.2.3. Ensaios com Rejeitado da Lavaria de Zinco ............................................................ 56
3.2.4. Sumário de Resultados da Sedimentação Perturbada ............................................ 57
4. Estratégias de Redução de Custos na Floculação .................................................................. 58
4.1. Análise de Custos ............................................................................................................... 59
4.2. Opções de Redução de Custos.......................................................................................... 60
5. Conclusões .................................................................................................................................. 64
5.1. Objetivo principal ................................................................................................................ 65
5.2. Floculação de Rejeitados de Minérios Sulfuretos ........................................................... 65
5.3. Influência da Dosagem e Concentração de Floculante ................................................... 67
6. Trabalho Futuro ........................................................................................................................... 69
7. Referências Bibliográficas ......................................................................................................... 71
8. Anexos .......................................................................................................................................... 76
VII
Lista de Tabelas
Tabela 1. Peso molecular, carga iónica e preço dos floculantes utilizados .............................................. 20
Tabela 2. Parâmetros utilizados nos ensaios de triagem. ........................................................................... 28
Tabela 3. Parâmetros operacionais selecionados para replicação de ensaios com floculante MG1011.
.............................................................................................................................................................................. 46
Tabela 4. Parâmetros operacionais selecionados para replicação de ensaios com floculante MG338.
.............................................................................................................................................................................. 46
Tabela 5. Tabela de cálculo do volume de solução de MG1011 utilizada para os ensaios de
replicação. ........................................................................................................................................................... 78
Tabela 6. Tabela de cálculo do volume de solução de MG1011 utilizada para os ensaios de triagem.
.............................................................................................................................................................................. 78
Tabela 7. Tabela de cálculo do volume de solução de MG338 utilizada para os ensaios de triagem.. 79
Tabela 8. Tabela de cálculo do volume de solução de MG1011 utilizada para os ensaios de cobre e
zinco ..................................................................................................................................................................... 79
Tabela 9. Tabela de cálculo do volume de solução de MG338 utilizada para os ensaios de replicação.
.............................................................................................................................................................................. 80
Tabela 10. Tabela de cálculo do volume de solução de MG338 utilizada para os ensaios de zinco. .. 80
Tabela 11. Velocidades de sedimentação livre obtidas nos ensaios de triagem. .................................. 101
Tabela 12. Velocidades de sedimentação livre obtidas nos ensaios de replicação. ............................. 102
Tabela 13. Velocidades de sedimentação livre obtidas nos ensaios realizados com rejeitado de cobre.
............................................................................................................................................................................ 103
Tabela 14. Velocidades de sedimentação livre obtidas nos ensaios realizados com rejeitado de zinco.
............................................................................................................................................................................ 104
Tabela 15. Velocidade de sedimentação perturbada obtidas nos ensaios de replicação. ................... 104
Tabela 16. Velocidade de sedimentação perturbada obtidas nos ensaios com rejeitado de cobre.... 105
Tabela 17. Velocidade de sedimentação perturbada obtidas nos ensaios com rejeitado de zinco. ... 105

VIII
Lista de Figuras
Figura 1. Localização da empresa Somincor (Minas e Minérios em Castro Verde – Somincor, 2015) . 2
Figura 2. Circuito da Central de Pasta da Somincor (Melo, 2014).......................................................... 5
Figura 3. Espessador modelo Deep Cone (Catálogo EIMCO, 2008). .................................................... 6
Figura 4. a) Distribuição granulométrica de um grupo de amostras de rejeitado não espessado. b)
Distribuição granulométrica de um grupo de amostras de rejeitado espessado (Melo, 2014). .............. 7
Figura 5. Vantagens da TER e sua influência a nível operacional e ambiental da indústria mineira.
(Adaptada de Barreda 2008). .................................................................................................................. 8
Figura 6. Diferenças na deposição de rejeitado não espessado (esquerda) e espessado (direita)
(Laudriault, 2002). ................................................................................................................................... 9
Figura 7. Representação de pilha cónica da instalação de Kidd Creek CTD (Jon Engels 2014). ........ 10
Figura 8. Planta de Instalação de Rejeitados do Cerro do Lobo (Somincor, 2015). ............................ 10
Figura 9. a) Representação de todo o circuito do rejeitado desde as lavarias até a deposição. b)
Representação do resultado da deposição por “stacking” de camadas (Cooling, 2003). .................... 11
Figura 10. Velocidade de sedimentação de partículas grandes (◙) e pequenas (●) em função da
temperatura (a) e salinidade (b) (Winkler 2012). .................................................................................. 12
Figura 11. Altura da interface água/sólidos em função do tempo observada para diferentes
concentrações de sólidos (Holdich, 2015). ........................................................................................... 14
Figura 12. Variação de estabilidade da partícula em função do potencial zeta (Pascoe, 2011). ......... 16
Figura 13. Dupla camada elétrica (Pascoe, 2011). ............................................................................... 16
Figura 14. Conformação de polímeros usados com floculantes adsorvidos em substratos sólidos. ... 17
Figura 15. Partículas em estabilização eletrostática (Linnert, 2015). ................................................... 19
Figura 16. Partículas antes (a) e depois (b) da estabilização estérica (Martinho, 2013 (a) e Linnert,
2015 (b) ). .............................................................................................................................................. 19
Figura 17. Circuito de espessamento de rejeitados da Somincor. A - Alimentação, F – Floculante, E -
Espessado, T - Transbordo. (Tomás Melo, Relatório de Estágio 2014). .............................................. 25
Figura 18. Preparação da solução de floculante e adição da mesma ao espessador (concentrações
em peso). ............................................................................................................................................... 26
Figura 19. Vista superior da entrada da alimentação e na caleira do feedwell do espessador. ........... 27
Figura 20. Aparelho Jar Test. ................................................................................................................ 30
Figura 21. Proveta de 1000 mL. ............................................................................................................ 31
Figura 22. a) Fase inicial da sedimentação livre. b) Fase intermédia da sedimentação livre. c) Fase
final da sedimentação livre. ................................................................................................................... 35
Figura 23. a) Fase inicial da sedimentação perturbada. b) Fase intermédia da sedimentação
perturbada. c) Fase final da sedimentação perturbada. ....................................................................... 35
Figura 24. Valores experimentais da altura da interface água/sólidos em função do tempo em valores
experimentais (ensaios realizados com o floculante MG1011 para as condições dos ensaios de
triagem, utilizando rejeitado total como amostra). ................................................................................ 37

IX
Figura 25. Valores experimentais em paralelo com a respetiva recta de ajustamento da altura
interface água/sólidos, utilizados obtenção da equação da recta de ajustamento da altura da interface
água/sólidos, y = -12,964x + 577,33, para posterior determinação da velocidade de sedimentação
média, em que y e x correspondem às coordenadas de um ponto imaginário pertencente à recta de
ajustamento, o valor 12,964 corresponde à velocidade de sedimentação média para o exemplo
apresentado e 577,33 corresponde ao valor da altura da interface água/sólidos no início da
sedimentação livre. ................................................................................................................................ 38
Figura 26. Retas de ajustamento dos valores experimentais da altura da interface água/sólidos em
função do tempo (ensaios realizados com o floculante MG1011 com as condições dos ensaios de
triagem, utilizando rejeitado total como amostra). ................................................................................ 40
Figura 27. Velocidade de sedimentação em função da dosagem e concentração do floculante MG
1011. ...................................................................................................................................................... 42
Figura 28. Velocidade de sedimentação em função da dosagem e concentração do floculante MG
338. ........................................................................................................................................................ 43
Figura 29. Velocidade de sedimentação em função da dosagem e concentração do floculante
NC8172.................................................................................................................................................. 44
Figura 30. Velocidade de sedimentação de 2 ensaios realizados nas mesmas condições à exceção
da dosagem e concentração do floculante MG1011, obtida com rejeitado total. ................................. 47
Figura 31. Velocidade de sedimentação de 2 ensaios realizados nas mesmas condições à exceção
da dosagem e concentração do floculante MG338, obtida com rejeitado total .................................... 48
Figura 32. Velocidade de sedimentação em função da dosagem e concentração do floculante
MG1011 e MG338 (verde e azul, respetivamente), utilizando rejeitado da lavaria de cobre. .............. 49
Figura 33. Velocidade de sedimentação em função da dosagem e concentração do floculante
MG1011 utilizando rejeitado da lavaria de zinco. ................................................................................. 50
Figura 34. Velocidade de sedimentação livre (eixo da esquerda) e velocidade de sedimentação
perturbada (eixo da direita) obtidas com rejeitado total, utilizando MG1011. ....................................... 53
Figura 35. Velocidade de sedimentação livre (eixo da esquerda) e velocidade de sedimentação
perturbada (eixo da direita) em função da dosagem e concentração dos floculantes MG1011 e
MG338, obtidas com rejeitado da lavaria de cobre. .............................................................................. 54
Figura 36. Velocidade de sedimentação livre (eixo da esquerda) e velocidade de sedimentação
perturbada (eixo da direita) em função da dosagem e concentração do floculante MG1011, obtidas
com rejeitado da lavaria de zinco. ......................................................................................................... 56
Figura 37. Análise anual de custos em floculante do ano 2013. .......................................................... 59
Figura 38. Previsão de despesa os floculantes MG1011 e MG338, utilizando 30, 26 e 22 g/ton (custos
em floculante referentes ao ano de 2013)............................................................................................. 60
Figura 39. Relação da VS livre com a despesa em floculante em função do tipo e dosagem de
floculante, utilizando rejeitado total como amostra. .............................................................................. 62
Figura 40. Variabilidade de VS livre entre concentrações. ................................................................... 63
Figura 41. Ligação de duas partículas por polymer bridging (Hancock, 2013). .................................... 66
X
Lista de Abreviaturas
IAS – Interface Água/Sólidos
IRCL – Instalação de Resíduos do Cerro do Lobo
ORP – Oxygen reduction potential
TAI – Tanque de Água Industrial
TER – Tecnologia de Espessamento de Rejeitados
TDS – Total Dissolved Solids (Total de Sólidos dissolvidos)

1
1. Introdução
2
1.1. Caso de estudo - Mina de Neves Corvo, Somincor
A Somincor é uma empresa portuguesa que explora a Mina de Neves-Corvo, situada aproximadamente
a 220 km a sudeste de Lisboa, no Baixo Alentejo, distrito de Beja (figura 1). Atualmente as operações
mineiras cobrem uma área de 13.5 km2, abrangendo as freguesias de Santa Bárbara de Padrões e
Senhora da Graça de Padrões.
Figura 1. Localização da empresa Somincor (Minas e Minérios em Castro Verde – Somincor, 2015)
Os jazigos de Neves-Corvo foram descobertos em 1977, e em 1983 o Somincor iniciou a exploração
dos mesmos, tendo sido designados Corvo, Graça, Neves e Zambujal. Estes jazigos, compostos de
minérios sulfuretos, abrangeram uma área de 1.5 km x 2 km.
Em 1985, a empresa Rio Tinto envolveu-se num projeto de parceria de 49-51% com o Governo
Português, tendo-se dado o início da produção para Janeiro de 1989, com a exploração dos jazigos
Corvo e Graça. Durante o desenvolvimento da mina, foram descobertos altos teores em estanho
associados com a mineralização do cobre, o que conduziu à construção da lavaria do estanho, em
1990. A linha ferroviária Somincor-Setúbal, construída entre 1990 e 1992 possibilitou a exportação dos
concentrados e importação de areias para a produção de “backfill”. Posteriormente, devido ao avanço
em profundidade da mina foi concebida a rampa de transporte, que faz a ligação dos níveis 700 aos
550.
Em Junho de 2004, a empresa EuroZinc adquiriu a totalidade da Somincor por um preço de 128 milhões
de euros, e em 2006 associou-se à empresa Lundin Mining. Nesta data, iniciou-se a produção de zinco,
sendo este processado na antiga lavaria do estanho, modificada e adaptada para este minério. Em
2007 a empresa Silver Wheaton adquiriu 100% da produção total de prata da mina.
Em Novembro de 2008, a produção de zinco foi suspensa devido à grande queda do seu preço, mas
em Setembro de 2009 com a revalorização deste metal, procedeu-se à expansão da lavaria de zinco,
num investimento de 43 milhões de euros, dimensionada para uma capacidade de tratamento de

3
50.000 toneladas de concentrado de zinco, com uma previsão de início de produção para meados de
2011. Entretanto em 2009, foram implementados em ambas as lavarias, cobre e zinco, sistemas de
aumento de recuperação dos rejeitados.
Na Somincor, os rejeitados foram depositados subaquaticamente até 2010, e nesta fase, devido a
motivos referidos no capítulo 1.2, adotou-se o método de deposição dos rejeitados em forma de
rejeitado espessado, na Instalação de Rejeitados do Cerro de Lobo (IRCL).
Em Outubro de 2010 as sondagens de superfície concentraram-se numa nova área próxima da mina,
onde foi descoberto o jazigo “Semblana”, sendo identificado como um grande jazigo de alto teor em
cobre. Em 2011 este jazigo foi completamente delineado, tendo-se estimado um compósito de 6.58
milhões de toneladas com 3% de teor em cobre e 24g/t de prata.
Em finais de 2011, o Projeto Expansão Neves-Corvo Zinco estava completo e foi obtido o primeiro
concentrado de zinco. O circuito da lavaria do zinco foi dimensionado para tratar 1 milhão toneladas
por ano de minério, produzindo 50 mil toneladas de concentrado de zinco por ano.
Atualmente a empresa explora 5 jazigos a partir da mina subterrânea, onde extrai predominantemente
calcopirite, blenda e galena, que após processados nas lavarias, dão origem a concentrado de cobre,
chumbo e zinco. Os concentrados são exportados por via ferroviária até Setúbal e por via marítima até
aos clientes, enquanto os rejeitados são depositados na Instalação de Rejeitados do Cerro do Lobo
(IRCL) situada a 3 km das lavarias.
Relativamente aos jazigos mencionados, a Somincor tem um contrato de exploração, assinado em
1989, que lhe confere o direito de explorar minerais de cobre, zinco, chumbo, prata, ouro, estanho e
cobalto, durante um período de 50 anos. A concessão de exploração contratualizada consta de uma
área de exploração de 549 km2 e outra de 808 km2. A empresa opera sob uma Licença de Prevenção
de Poluição Integrada e Controlo, concedida pela Agência Portuguesa do Ambiente em 2008.
A região da Mina de Neves-Corvo conta com a rede de estradas nacional (cerca de 30 km da
autoestrada), tanto para o sul como para o norte do país, sendo que nos arredores da mina o trânsito
rodoviário é relativamente reduzido, o que permite uma fácil e rápida circulação.
O clima da região é semi-seco, com uma temperatura máxima de 40⁰C no verão e uma mínima de
3.8⁰C no inverno. A precipitação, predominante no Inverno e início de primavera, ronda os 426 mm
anuais (Lundin Mining, 2013).
4
1.2. Tecnologia de Espessamento de Rejeitados
A empresa Falconbridge, na KiddCreek Metallurgy Plant, em Timmins, Ontario, Canada foi a primeira
a adotar a tecnologia de espessamento de rejeitados (TER) em 1973 (Engels and Dixon-Hardy, 2004),
dispensando assim, obras de alteamento das barragens de retenção dos rejeitados podendo depositar-
se o rejeitado espessado, sob a forma de uma grande pilha cónica.
Esta tecnologia desenvolveu-se significativamente desde 1990, e é agora uma prática bem provada,
com mais de 150 instalações em todo o mundo, sendo aproximadamente metade na indústria do
alumínio (Ubilla, 2009). O maior projeto de TER atualmente ativo consta de uma capacidade de 95000
toneladas por dia, e localiza-se no norte do Chile (Wang, 2014).
A progressiva adesão a esta tecnologia promoveu a sua evolução para espessadores de vários tipos e
para rejeitados de vários minérios. Atualmente, os tipos de espessadores são selecionados de acordo
com os objetivos e estratégias de espessamento e deposição.
A Somincor depositou os seus rejeitados subaquaticamente muitos anos, e adotou a TER por motivos
de exaustão da capacidade de deposição de rejeitados na Instalação de Rejeitados de Cerro do Lobo
(para o mesmo método de deposição). A instalação de espessamento de rejeitados (Central de Pasta)
foi projetada e comissionada em 2010, com apenas um espessador FLSmidth, tendo adquirido o seu
segundo espessador Outotec, em 2012. Atualmente, e desde a aquisição do espessador Outotec, os
rejeitados são espessados na sua totalidade, e depositados na IRCL sob forma de rejeitado espessado
(Melo, 2013). Recentemente, em 2014, foi construída e comissionada a Reservatório do Cerro da Mina,
uma nova barragem destinada apenas ao armazenamento de água proveniente do transbordo do
espessamento, sendo que parte desta água é enviada para o Tanque de Água Industrial (TAI), para
reutilização no processo de flutuação das lavarias (ver figura 2).
A tecnologia do espessamento de rejeitados consiste na remoção de uma parte da água, transformando
os rejeitados numa pasta densa e não segregável. Os rejeitados espessados de alta densidade
definem-se como os rejeitados de tal modo “dewatered” ao ponto de tomarem a forma de uma massa
homogénea não segregável aquando depositada na extremidade de uma tubagem (Welch 2003).
Na Somincor, os rejeitados são enviados das lavarias de cobre e de zinco para a Central de Pasta, sob
a forma de uma polpa com uma percentagem de sólidos em peso, variando no intervalo dos 15 aos
35%. Os rejeitados alimentam os espessadores, e neste ponto é adicionada uma solução de floculante
que promove a agregação das partículas, tornando-as em aglomerados maiores e mais pesados,
contribuindo para a sua sedimentação.

5
Na figura 2 apresenta-se um esquema do circuito da instalação de espessamento de rejeitados da
Somincor (Central de Pasta).
Figura 2. Circuito da Central de Pasta da Somincor (Melo, 2014).
Enquanto a água é recolhida no transbordo do espessador, as partículas sólidas sedimentadas formam
um depósito no fundo do espessador. Este depósito sofre golpes (cortes) aplicados pelos “rakes” 1 dos
espessadores, que com a pressão do próprio peso do depósito promovem a libertação da água e do ar
aprisionados dentro deste depósito (ver figura 3), contribuindo assim para um melhor encaixe entre as
partículas e formando uma pasta consistente no fundo do espessador, que é bombeada para deposição
no aterro de rejeitados.
1 Rakes: Estruturas metálicas com forma de pás do comprimento do diâmetro do espessador.

6
Figura 3. Espessador modelo Deep Cone (Catálogo EIMCO, 2008).
1.3. Objetivos e Vantagens da Tecnologia de
Espessamento de Rejeitados
Esta tecnologia é aplicada com 2 objetivos principais relacionados com as necessidades comuns em
minas que produzem elevadas quantidades de rejeitados:
Otimização da capacidade disponível em aterro – A remoção de grande parte da quantidade
de água contida nos rejeitados, e a formação das beach slopes2 nas áreas de deposição3
rejeitado, permitem a deposição de rejeitado acima da cota das barragens de retenção de
rejeitado. Com isto, minimiza-se a necessidade de obras de alteamento do corpo principal da
barragem, permitindo uma redução de custos e da alteração do meio ambiente (Melo, Tomás
2013).
Melhor estabilidade geotécnica – o rejeitado espessado por ser uma pasta não segregável e
viscosa, após a sua deposição irá manter-se conexa e coesa, garantindo melhores
2 Beach slopes: Superfície de rejeitado espessado depositado de inclinação ideal para escoamento da água proveniente da consolidação das camadas de rejeitado espessado depositado. 3 Áreas de deposição: Áreas limitadas por diques de retenção.
7
características resistentes, como por exemplo, a resistência ao corte, coesão e ângulo de atrito
interno, providenciando uma maior estabilidade geotécnica à IRCL (Rodrigues, 2011).
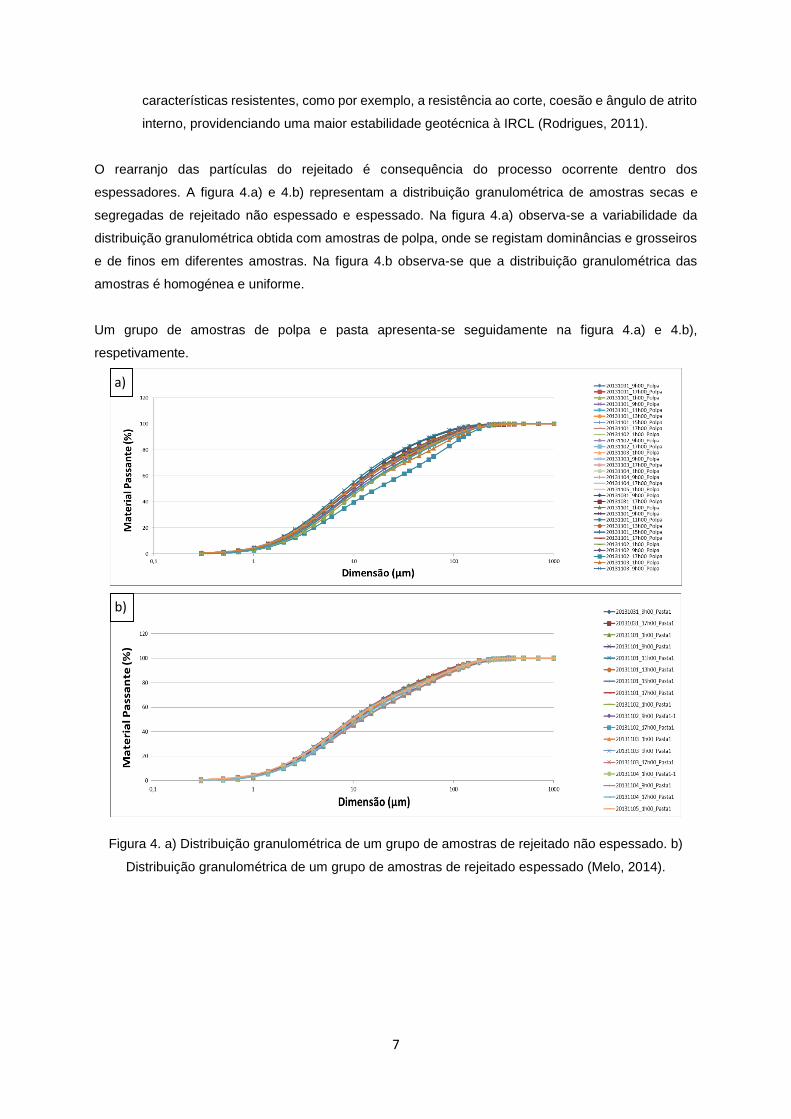
O rearranjo das partículas do rejeitado é consequência do processo ocorrente dentro dos
espessadores. A figura 4.a) e 4.b) representam a distribuição granulométrica de amostras secas e
segregadas de rejeitado não espessado e espessado. Na figura 4.a) observa-se a variabilidade da
distribuição granulométrica obtida com amostras de polpa, onde se registam dominâncias e grosseiros
e de finos em diferentes amostras. Na figura 4.b observa-se que a distribuição granulométrica das
amostras é homogénea e uniforme.
Um grupo de amostras de polpa e pasta apresenta-se seguidamente na figura 4.a) e 4.b),
respetivamente.
Figura 4. a) Distribuição granulométrica de um grupo de amostras de rejeitado não espessado. b)
Distribuição granulométrica de um grupo de amostras de rejeitado espessado (Melo, 2014).
a)
b)

8
De seguida na figura 5 apresenta-se um diagrama com os aspetos positivos da TER e seus respetivos
benefícios a nível operacional/financeiro e a nível social/ambiental.
Figura 5. Vantagens da TER e sua influência a nível operacional e ambiental da indústria mineira.
(Adaptada de Barreda 2008).
Vantagens
Melhores características resistentes do rejeitado depositado
Melhor superfície para lixiviação e drenagem
Benefícios operacionais,
estruturais
Melhor estabilidade geotécnica do depósito
Possibilidade de crescimento do aterro em altura
Redução dos custos de compras de terreno para deposição
Menor risco de infiltrações
Menor risco de liquefação das camadas de rejeitado inferiores
Melhores condições para consolidação das camadas de rejeitado depositadas
Redução do Impacto
Ambiental
Menor contaminação da terra e águas superficiais
Menor emissão de gases do efeito de estufa devida da evaporação
Menor alteração da paisagem
Melhor recuperação da vegetação
9
1.4. Deposição
A deposição geralmente é realizada pela execução de stacking 4 de camadas de rejeitado, com o
objetivo de tornar o depósito mais estável geotecnicamente e geoquimicamente (Melo, 2013). O
rejeitado ao ser depositado, escoa a favor da inclinação do terreno, até estabilizar e formar uma
superfície inclinada. Posteriormente, a camada de rejeitado inicia o seu processo de consolidação,
libertando a água nela contida, esta que, seguidamente escoa também pela inclinação da camada.
Com isto explica-se o interesse de manter uma determinada inclinação na superfície das camadas de
rejeitado, pois ao remover a água do rejeitado, previnem-se fenómenos de liquefação de camadas,
infiltrações, deslizamentos, o que a nível geotécnico revela-se importante. Em paralelo minimiza-se o
risco de acumulação de sais evaporação da água na superfície do rejeitado, devida da evaporação da
água.
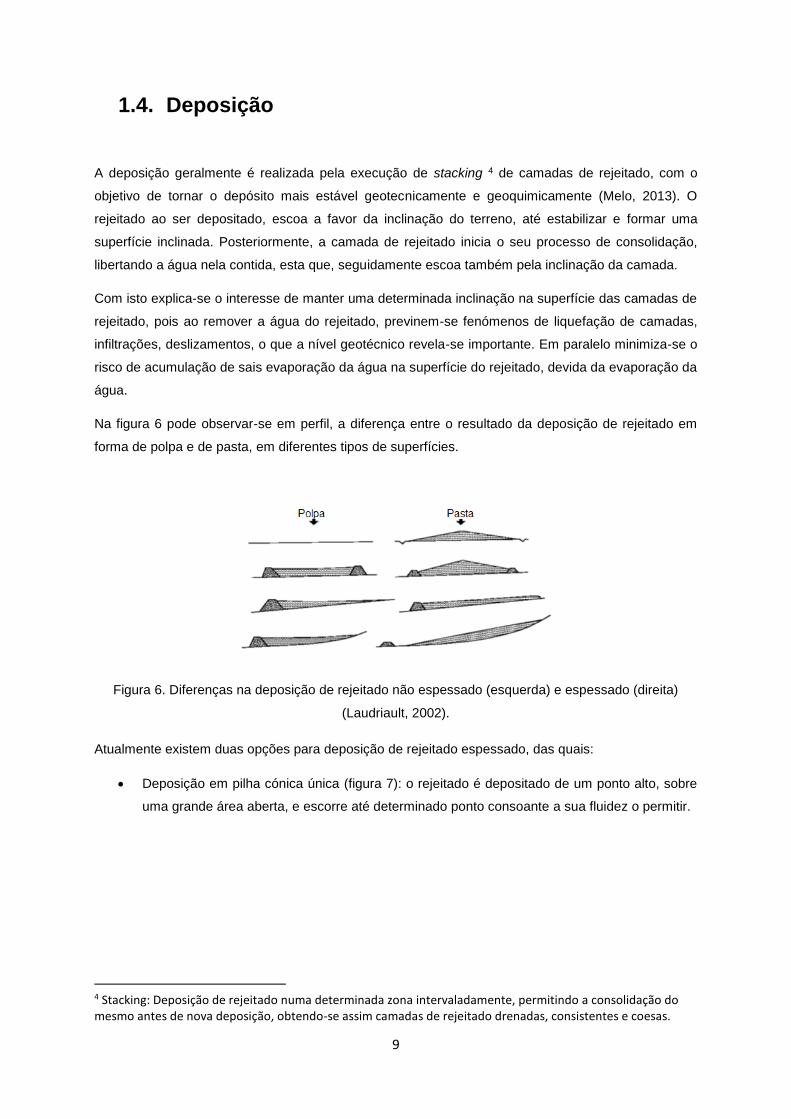
Na figura 6 pode observar-se em perfil, a diferença entre o resultado da deposição de rejeitado em
forma de polpa e de pasta, em diferentes tipos de superfícies.
Figura 6. Diferenças na deposição de rejeitado não espessado (esquerda) e espessado (direita)
(Laudriault, 2002).
Atualmente existem duas opções para deposição de rejeitado espessado, das quais:
Deposição em pilha cónica única (figura 7): o rejeitado é depositado de um ponto alto, sobre
uma grande área aberta, e escorre até determinado ponto consoante a sua fluidez o permitir.
4 Stacking: Deposição de rejeitado numa determinada zona intervaladamente, permitindo a consolidação do mesmo antes de nova deposição, obtendo-se assim camadas de rejeitado drenadas, consistentes e coesas.

10
Figura 7. Representação de pilha cónica da instalação de Kidd Creek CTD (Jon Engels 2014).
Deposição por áreas (figura 8): o rejeitado depositado está dividido por pequenas barreiras de
retenção formando áreas independentes. Estas barreiras de retenção estão diariamente
sujeitas a obras de alteamento, de forma a aumentar a capacidade de armazenamento de
rejeitado, fazendo o depósito assumir a forma de bancada.
Figura 8. Planta de Instalação de Rejeitados do Cerro do Lobo (Somincor, 2015).
A deposição é a etapa final do percurso de todo o rejeitado, e todos os processos antecedentes
provocam alterações à constituição do mesmo, e assim, de forma a poder-se executar uma segura
gestão e monitorização da deposição torna-se necessário conhecer todo esse processo antecedente à
deposição. Como é visível na figura 9, o rejeitado, antes de chegar á fase de espessamento, é enviado
para produção de pasta de enchimento a ser utilizado em operações no fundo de mina. Nesta fase, o

11
rejeitado é ciclonado, sendo o espessado enviado para produção de pasta de enchimento, e o
transbordo, enviado para produção de rejeitado espessado.
Figura 9. a) Representação de todo o circuito do rejeitado desde as lavarias até a deposição. b)
Representação do resultado da deposição por “stacking” de camadas (Cooling, 2003).
a)
b)

12
1.5. Sedimentação e Compressibilidade.
A sedimentação de partículas num meio é um fenómeno comum em ambos os processos naturais e
industriais (Zaidi, 2015), e é o resultado das forças aplicadas pela ação da gravidade com as forças
de impulsão exercidas pelo meio aquoso em que se inserem.
Vários fatores influenciam a sedimentação dos sólidos, nomeadamente, as características das
partículas e do próprio meio. O peso específico, granulometria e forma da partícula, determinam a sua
tendência para sedimentar e o seu movimento no meio. Quanto mais pesada e esférica for a partícula
maior é a sua tendência a sedimentar.
As características do meio, como a temperatura, salinidade do meio, influenciam a viscosidade e
densidade do mesmo, respetivamente. Segundo Winkler (2012), com maiores temperaturas, a
viscosidade diminui, e oferece menor resistência ao movimento dos sólidos. Em contrapartida, uma
maior salinidade no meio aumentará uma maior densidade, oferecendo uma maior resistência,
reduzindo a velocidade de sedimentação, como é analisável na figura 10.
Figura 10. Velocidade de sedimentação de partículas grandes (◙) e pequenas (●) em função da
temperatura (a) e salinidade (b) (Winkler 2012).
a)
b)

13
Como já referido, na indústria da TER são realizados vários estudos e investigações, para avaliação
das características do rejeitado. Estes estudos poderão ter como base vários objetivos, desde
dimensionamentos de espessadores, monitorizações de depósitos de rejeitados, otimizações de
floculante, entre outros.
Ao longo dos anos, muitos estudos foram desenvolvidos sobre o comportamento da sedimentação,
propriedades da floculação e métodos de determinação do perfil dos espessadores Gh.A. (Parsapour
2013). As abordagens de Coe-Clevenger e Talmage-Fitch são maioritariamente utilizadas no
dimensionamento de espessadores. Através de ensaios de sedimentação é medido o fluxo de descida
da interface entre os sólidos sedimentados e o líquido clarificado. Seguidamente apresentam-se estes
dois métodos principais, que utilizam como parâmetro principal, a velocidade de sedimentação.
Ensaios Coe Clevenger
O ensaio Coe Clevenger trata-se de um ensaio recomendado para determinar a área de espessadores
baseando-se num modelo de sedimentação, (Coe, 1916). Os autores apresentaram um modelo
determinante da área unitária de um espessador (área necessária para espessar 1 tonelada de sólidos
por hora), seguidamente apresentada na expressão 1.
𝑈. 𝐴. = (1
𝐶−
1
𝐶𝑢)
1
𝑅 × 𝜌𝑙 Expressão 1
Onde C é referente à relação entre os sólidos da alimentação com os sólidos do espessado, C𝑢 é a
fração de sólidos do espessado, 𝜌𝑙 é a densidade do líquido e o R é o fluxo de sedimentação.
Resumidamente, e de acordo com Coe e Clevenger, o procedimento experimental do ensaio é o
seguinte:
1. São retirados 1000 cm3 de polpa de alimentação e o ensaio é realizado com o registo da altura
da interface na proveta de 2 em 2 min.
2. Após completo o passo 1, a polpa é agitada de forma a homogeneizar os sólidos com a água,
e seguidamente são retirados 25cm3 da suspensão e substituídos por 25cm3 de material
espessado (obtido em teste aparte). Com estas condições o passo a. é repetido, e desta forma
a percentagem de sólidos em peso é gradualmente aumentada.
3. O passo 2 é repetido com a remoção de volumes de 30, 45, 75, 100, 160 e 260cm3 e por fim
obter-se-ão 8 curvas de sedimentação correspondentes às várias percentagens de sólidos em
peso preparas, desde a original alimentação até aos valores superiores a esta.

14
Método Talmage-Fitch
Talmage e Fitch aplicaram o modelo de Kynch, que propõe um modelo matemático que relaciona a
velocidade de sedimentação com a percentagem de sólidos em peso, que tornando possível determinar
a velocidade de sedimentação de diferentes percentagens de sólidos em peso, através de apenas um
ensaio de sedimentação. Foi por eles demonstrado, que ao construir uma recta tangente a qualquer
ponto da curva de sedimentação, a partir do gradiente e da interceção no “y”, pode ser determinada a
velocidade de sedimentação e a percentagem de sólidos em peso
A compressibilidade consiste na auto-filtração das partículas devido ao seu próprio peso (Holdich, 2015)
e é uma função da percentagem de sólidos em peso (figura 11), ou seja, com uma percentagem de
sólidos em peso máxima, a compressibilidade encontra-se na sua fase final, e em caso oposto, com
baixa percentagem de sólidos em peso, a sedimentação encontra-se em regime livre.
A granulometria das partículas e dos flocos formados (no caso da utilização de floculante) poderá ser
um factor de grande importância. Segundo Holdich (2015), na presença de uma elevada quantidade de
finos, estes sedimentam mais facilmente que os grosseiros, causando assim uma resistência ao
encaixe entre as partículas e uniformização granulométrica. Em casos de elevadas quantidades de
grosseiros, pode obter-se um aumento de vazios (preenchidos com água) na camada sedimentada.
Altura
da inte
rface á
gua/s
ólid
os
Tempo de sedimentação
Figura 11. Altura da interface água/sólidos em função do tempo observada para diferentes
concentrações de sólidos (Holdich, 2015).
15
1.6. Floculação
A aplicação de floculação no processamento de rejeitados surge principalmente da necessidade de
separar a água dos sólidos numa determinada polpa em constante alimentação, e produzir uma pasta
densa e não segregável. Este produto é conseguido através do aumento da velocidade de
sedimentação dos sólidos, proveniente da agregação dos mesmos como resultado da intervenção do
floculante.
A dificuldade na sedimentação dos sólidos deve-se à elevada presença de partículas finas (resultante
dos processos de moagem). Estas, segundo Wills (1997), no meio aquoso tendem a assumir um
“movimento browniano”, ou seja, tomam movimentos irregulares em busca de zonas com menor
concentração de sólidos. Quanto menor for a dimensão da partícula, mais acentuado será o movimento
browniano (Guimarães, 2010).
A agregação de partículas finas pela adição de polímeros e outros aditivos macromoleculares é utilizada
em muitas aplicações dentro e fora da área do processamento de minérios, o que tem vindo a atrair
imenso interesse académico (Palmer, 2012).
A floculação é vastamente utilizada, abrangendo desde concentrados, rejeitados, pastas de
enchimento, e até fora da indústria mineira. Na indústria petrolífera é aplicada, na preparação de fluidos
de perfuração, e no espessamento de areias betuminosas, e de emulsões “oil-in-water” (Bratskaya,
2008).
Os floculantes podem ser desenhados de forma a obter um dado peso molecular, carga elétrica e tipo
de carga iónica, conforme os requisitos, e para além destes parâmetros, podem ser aplicadas outras
modificações estruturais para conferir outras propriedades adicionais como floculantes (Wang, 2014).
Segundo (Cortez, Leopoldo 1982), listam-se alguns fatores que influenciam a ligação do floculante à
superfície do mineral, tais como:
- Densidade da polpa e percentagem de sólidos em peso: determinante do número de colisões entre
partículas.
- Peso específico do material: tendência/facilidade de sedimentação dos sólidos da polpa.
- Temperatura: importante para definir a solubilidade do meio, até certo ponto, quanto maior for a
temperatura melhor a sua solubilidade.
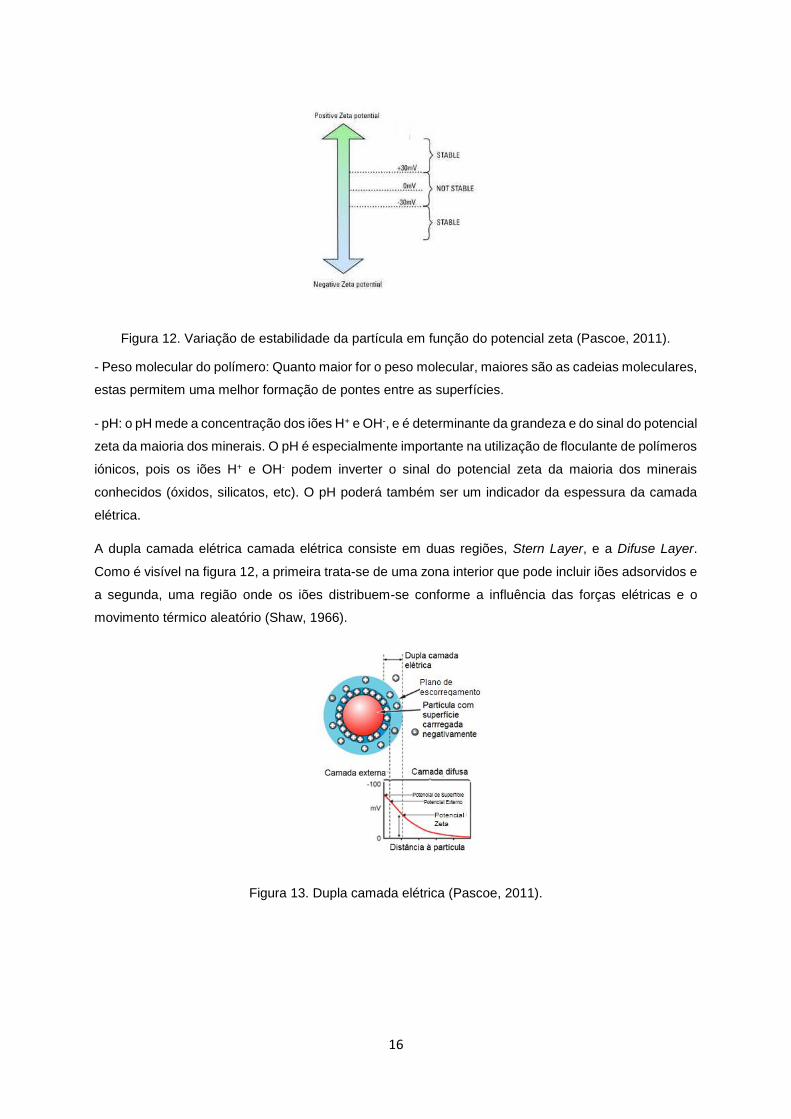
- Potencial Zeta: indicador da estabilidade da suspensão, como é visível na figura 13.
16
Figura 12. Variação de estabilidade da partícula em função do potencial zeta (Pascoe, 2011).
- Peso molecular do polímero: Quanto maior for o peso molecular, maiores são as cadeias moleculares,
estas permitem uma melhor formação de pontes entre as superfícies.
- pH: o pH mede a concentração dos iões H+ e OH-, e é determinante da grandeza e do sinal do potencial
zeta da maioria dos minerais. O pH é especialmente importante na utilização de floculante de polímeros
iónicos, pois os iões H+ e OH- podem inverter o sinal do potencial zeta da maioria dos minerais
conhecidos (óxidos, silicatos, etc). O pH poderá também ser um indicador da espessura da camada
elétrica.
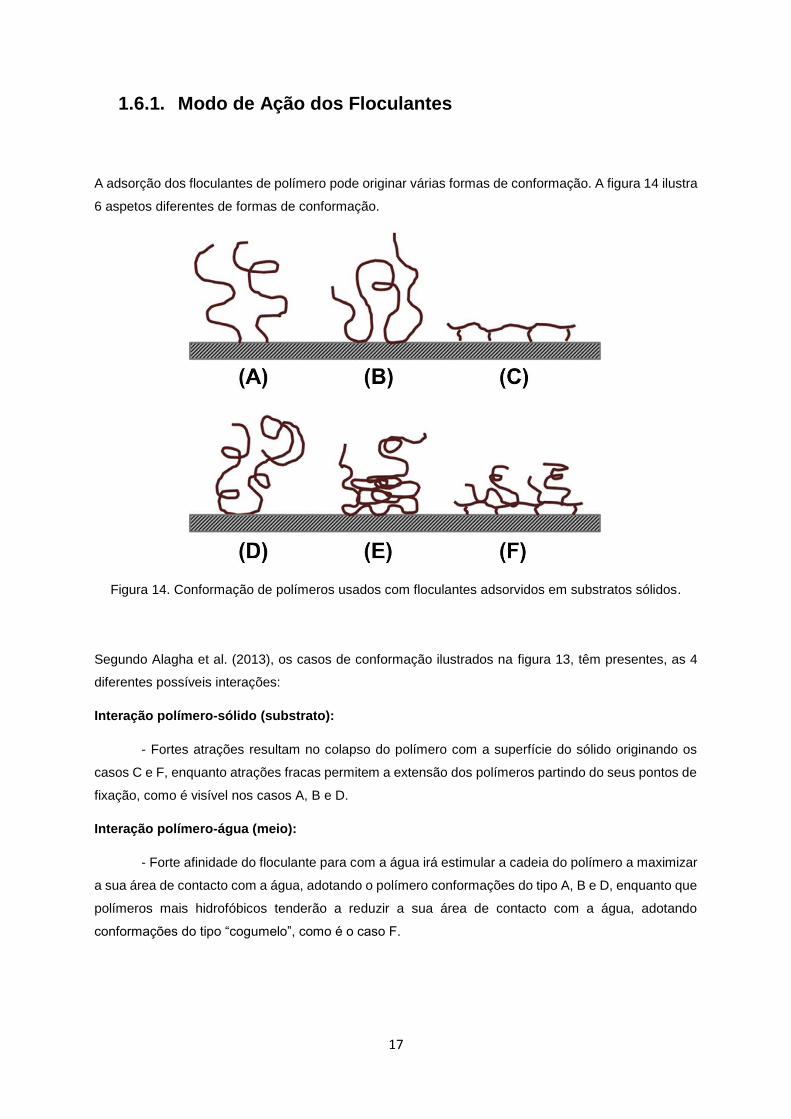
A dupla camada elétrica camada elétrica consiste em duas regiões, Stern Layer, e a Difuse Layer.
Como é visível na figura 12, a primeira trata-se de uma zona interior que pode incluir iões adsorvidos e
a segunda, uma região onde os iões distribuem-se conforme a influência das forças elétricas e o
movimento térmico aleatório (Shaw, 1966).
Figura 13. Dupla camada elétrica (Pascoe, 2011).
17
1.6.1. Modo de Ação dos Floculantes
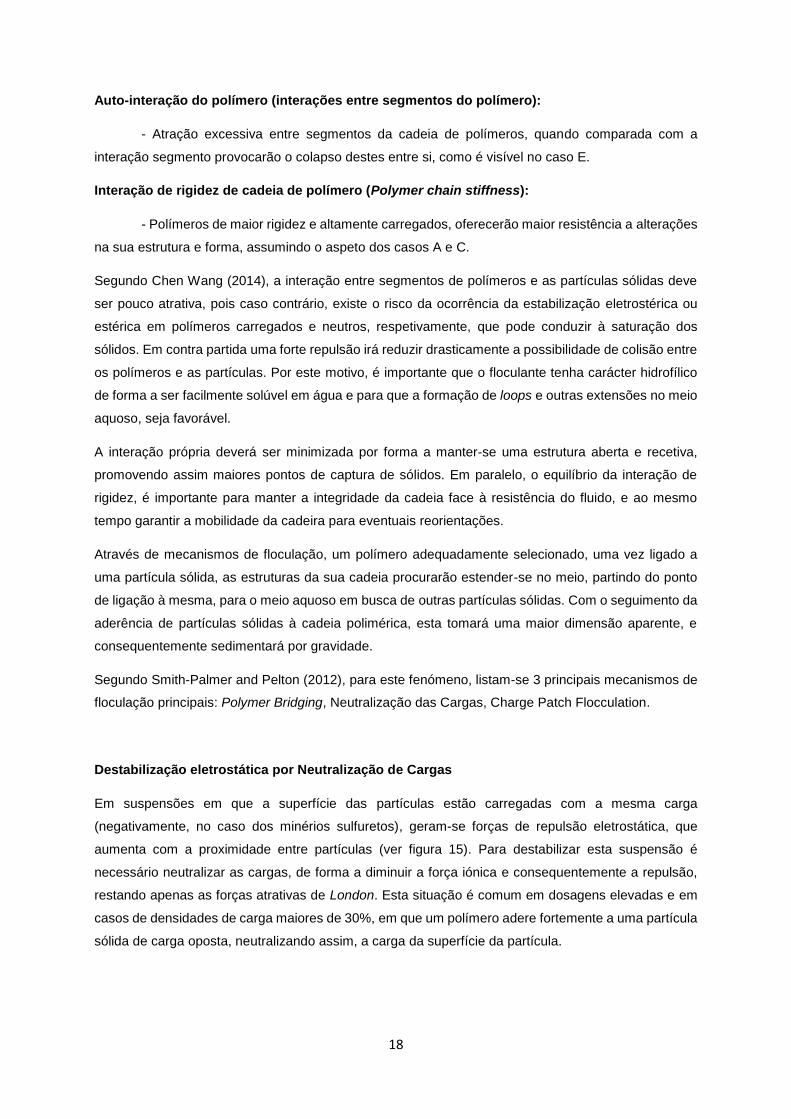
A adsorção dos floculantes de polímero pode originar várias formas de conformação. A figura 14 ilustra
6 aspetos diferentes de formas de conformação.
Figura 14. Conformação de polímeros usados com floculantes adsorvidos em substratos sólidos.
Segundo Alagha et al. (2013), os casos de conformação ilustrados na figura 13, têm presentes, as 4
diferentes possíveis interações:
Interação polímero-sólido (substrato):
- Fortes atrações resultam no colapso do polímero com a superfície do sólido originando os
casos C e F, enquanto atrações fracas permitem a extensão dos polímeros partindo do seus pontos de
fixação, como é visível nos casos A, B e D.
Interação polímero-água (meio):
- Forte afinidade do floculante para com a água irá estimular a cadeia do polímero a maximizar
a sua área de contacto com a água, adotando o polímero conformações do tipo A, B e D, enquanto que
polímeros mais hidrofóbicos tenderão a reduzir a sua área de contacto com a água, adotando
conformações do tipo “cogumelo”, como é o caso F.
18
Auto-interação do polímero (interações entre segmentos do polímero):
- Atração excessiva entre segmentos da cadeia de polímeros, quando comparada com a
interação segmento provocarão o colapso destes entre si, como é visível no caso E.
Interação de rigidez de cadeia de polímero (Polymer chain stiffness):
- Polímeros de maior rigidez e altamente carregados, oferecerão maior resistência a alterações
na sua estrutura e forma, assumindo o aspeto dos casos A e C.
Segundo Chen Wang (2014), a interação entre segmentos de polímeros e as partículas sólidas deve
ser pouco atrativa, pois caso contrário, existe o risco da ocorrência da estabilização eletrostérica ou
estérica em polímeros carregados e neutros, respetivamente, que pode conduzir à saturação dos
sólidos. Em contra partida uma forte repulsão irá reduzir drasticamente a possibilidade de colisão entre
os polímeros e as partículas. Por este motivo, é importante que o floculante tenha carácter hidrofílico
de forma a ser facilmente solúvel em água e para que a formação de loops e outras extensões no meio
aquoso, seja favorável.
A interação própria deverá ser minimizada por forma a manter-se uma estrutura aberta e recetiva,
promovendo assim maiores pontos de captura de sólidos. Em paralelo, o equilíbrio da interação de
rigidez, é importante para manter a integridade da cadeia face à resistência do fluido, e ao mesmo
tempo garantir a mobilidade da cadeira para eventuais reorientações.
Através de mecanismos de floculação, um polímero adequadamente selecionado, uma vez ligado a
uma partícula sólida, as estruturas da sua cadeia procurarão estender-se no meio, partindo do ponto
de ligação à mesma, para o meio aquoso em busca de outras partículas sólidas. Com o seguimento da
aderência de partículas sólidas à cadeia polimérica, esta tomará uma maior dimensão aparente, e
consequentemente sedimentará por gravidade.
Segundo Smith-Palmer and Pelton (2012), para este fenómeno, listam-se 3 principais mecanismos de
floculação principais: Polymer Bridging, Neutralização das Cargas, Charge Patch Flocculation.
Destabilização eletrostática por Neutralização de Cargas
Em suspensões em que a superfície das partículas estão carregadas com a mesma carga
(negativamente, no caso dos minérios sulfuretos), geram-se forças de repulsão eletrostática, que
aumenta com a proximidade entre partículas (ver figura 15). Para destabilizar esta suspensão é
necessário neutralizar as cargas, de forma a diminuir a força iónica e consequentemente a repulsão,
restando apenas as forças atrativas de London. Esta situação é comum em dosagens elevadas e em
casos de densidades de carga maiores de 30%, em que um polímero adere fortemente a uma partícula
sólida de carga oposta, neutralizando assim, a carga da superfície da partícula.

19
Figura 15. Partículas em estabilização eletrostática (Linnert, 2015).
Destabilização Estérica por Charged Patch Flocculation
Quando já existem polímeros adicionados na solução, após adsorvidos às paredes da solução, se
estiverem presentes em elevada concentração poderão provocar uma repulsão estérica, devida da
pressão osmótica, afastando as partículas umas das outras (figura 16), resultando na restabilização do
sistema. O Charged Patch Flocculation consiste no fecho destas cadeias poliméricas, impedindo a
pressão osmótica (ou gerando uma pressão osmótica negativa).
Figura 16. Partículas antes (a) e depois (b) da estabilização estérica (Martinho, 2013 (a) e Linnert, 2015 (b) ).
Polymer Bridging
O fenómeno Polymer Bridging consiste na união entre duas partículas através da conexão de
segmentos de polímeros estendidos no meio com uma extremidade adsorvida na partícula, que
contenham cadeias que se atraiam, unindo assim os segmentos entre si, formando pontes. Deste
modo, na prática, torna-se crítico determinar a dosagem ótima de um determinado floculante em ordem
a maximizar a conexão das partículas (Masliyah and Czarnecki, 2011). Ao adicionar-se excesso de
floculante arrisca-se a ocorrência de restabilização estérica, e com dose insuficiente, poder-se-á ter
uma escassez de formação de pontes entre partículas, não suficientes para a agregação das partículas.
a) b)

20
1.7. Objetivo
Como já foi referido, cada vez mais a indústria mineira depara-se com o desafio de explorar
jazigos/minérios de baixo teor, e consequentemente com uma elevada produção de rejeitados, e dado
o facto de o processamento destes rejeitados tratar-se de uma operação não lucrativa reforça-se assim
o interesse para as empresas, a redução de custos da mesma.
A presente dissertação de mestrado pretende desenvolver uma estratégia de redução de custos em
floculante utilizado no espessamento dos rejeitados da Mina de Neves Corvo, tendo como base o
estudo da influência da dosagem de diferentes floculantes e concentração em solução dos mesmos.
Para isto abrangeu-se um grupo de dosagens e concentrações da solução de floculante de 3 diferentes
floculantes aniónicos. Utilizou-se separadamente amostra de rejeitado total5, rejeitado da lavaria de
cobre e de zinco, pois desta forma, obtém-se uma noção da eficiência da floculação, em caso de
alterações no jazigo/minério ou outros eventos como paragens de lavarias, avarias, etc.
Os parâmetros de floculação são importantes, pela sua influência na funcionalidade dos floculantes na
sua função de agregação e sedimentação dos sólidos. A dissolução entre o floculante e os sólidos, e a
tendência de sedimentação dos sólidos estão dependentes dos parâmetros propriamente ditos.
A interpretação de resultados baseou-se na velocidade de sedimentação, dividindo-se esta em duas
fases, livre e perturbada. A velocidade livre é um indicativo da formação de flocos e limpidez da água
sobrenadante, enquanto a velocidade perturbada depende da compressibilidade do rejeitado e no
encaixe entre as partículas.
Na tabela 1 apresentam-se os floculantes que foram utilizados neste trabalho. No Anexo E
encontram-se as fichas técnicas dos floculantes.
Tabela 1. Peso molecular, carga iónica e preço dos floculantes utilizados
5 Rejeitado Total: produto da mistura dos rejeitados de ambas as lavarias (cobre e zinco).
Floculante Peso molecular Carga Iónica Preço (€/kg) Acrónimo
Magnafloc 1011 Muito elevado Aniónico 3,04 MG1011
Magnafloc 338 Elevado Aniónico 2,96 MG338
Nalco 8172 Elevado Aniónico 4,58 NC8172
21
1.8. Metodologia
Considerando os objetivos propostos, realizou-se uma pesquisa bibliográfica e recolha de informação
sobre o estado atual da TER, da floculação e a relevância destas no mundo da indústria mineira.
Uma vez validado o interesse deste tema e seus objetivos procedeu-se à estruturação de um plano de
trabalhos. O trabalho experimental desta dissertação foi realizado em ambiente empresarial nas
instalações da Mina de Neves Corvo (SOMINCOR), durante um estágio curricular com duração de 4
meses, de Março a Junho de 2014.
A tarefa inicial foi o reconhecimento dos parâmetros operacionais utilizados na Central de Pasta, dos
quais listam-se os principais, tais como: dosagem de solução e respetivas concentrações de solução
de floculante, e de seguida, as percentagens de sólidos em peso do rejeitado, densidades das polpas
e peso específico dos sólidos.
Seguidamente procedeu-se à definição do método de amostragem, em que se ponderaram dois
métodos, a recolha convencional de uma grande amostra de polpa de alimentação, e a recolha
individual diretamente da alimentação.
Uma vez conhecidas as características do rejeitado, parâmetros operacionais da Central de Pasta e
selecionado o método de amostragem, realizaram-se ensaios preliminares, apenas com observação
visual seguindo os dois seguintes objetivos:
Estabelecer uma gama de concentrações de solução de floculante semelhante.
Estabelecer um volume fixo de polpa a recolher de forma a conseguir testar diferentes
percentagens de sólidos em peso, não comprometendo a capacidade da proveta de 1000
mL.
Assim que estabelecidos estes parâmetros, procedeu-se à realização dos ensaios de triagem, onde se
testaram 3 valores de cada parâmetro, utilizando 3 diferentes floculantes, obtendo-se um total de 27
ensaios. Estes ensaios foram realizados com rejeitado total.
Realizados estes ensaios, procedeu-se a uma replicação dos mesmos, na qual se aplicou uma seleção
baseada nos resultados obtidos, selecionando-se as combinações de parâmetros que conduziram tanto
aos bons resultados como aos resultados incoerentes e inconclusivos.
De seguida procedeu-se à realização de testes com rejeitado proveniente da lavaria de cobre e de
zinco, separadamente, e aplicando a seleção de combinações com o critério utilizado na replicação dos
ensaios de triagem.
Para análise de resultados utilizou-se como referência principal, a velocidade de sedimentação livre e
perturbada da interface água-sólidos. Em casos excecionais, a avaliação visual foi suficiente para
obtenção de conclusões.
22
Abaixo encontra-se por etapas, o plano de trabalhos adotado nesta dissertação:
1) Pesquisa bibliográfica e recolha de informação.
2) Reconhecimento de parâmetros operacionais utilizados na Central de Pasta.
3) Decisão de método de amostragem.
4) Realização de ensaios preliminares.
5) Definição de parâmetros de floculação e metodologia experimental.
6) Ensaios realizados e respetiva análise de velocidade de sedimentação livre e perturbada:
a) Ensaios de sedimentação de triagem com rejeitado total.
b) Ensaios de replicação dos ensaios de sedimentação com rejeitado total.
c) Ensaios de sedimentação com rejeitado da lavaria de cobre.
d) Ensaios de sedimentação com rejeitado da lavaria de zinco.
23
2. Trabalho
Experimental

24
Como referido na metodologia, e de acordo com o objetivo proposto, o desenvolvimento do trabalho
começa com o reconhecimento do processo da Central de Pasta e respetivos parâmetros operacionais
de floculação, com vista a futuramente simular as condições da atual floculação em escala de
laboratório.
2.1. Parâmetros Operacionais da Central de Pasta
Abaixo listam-se os parâmetros operacionais da Central de Pasta:
(A) Alimentação.
- Rejeitado em forma de polpa com percentagem de sólidos em peso de 20-30% e
densidade de 1.10-1.30 g/cm3.
(E) Espessado.
- Rejeitado em forma de pasta com percentagem de sólidos em peso de 60-70% e
densidade de 1.60-1.90 g/cm3.
(T) Transbordo.
- Água removida da polpa de alimentação.
(F) Floculante.
- Dosagem (gramas de floculante por tonelada de rejeitado), solução de floculante
(gramas de floculante por gramas de água).
(SP) Percentagem de sólidos em peso do espessado (E) e de alimentação (A).
- Relação entre quantidade de sólidos e de água presente na suspensão.
.
25
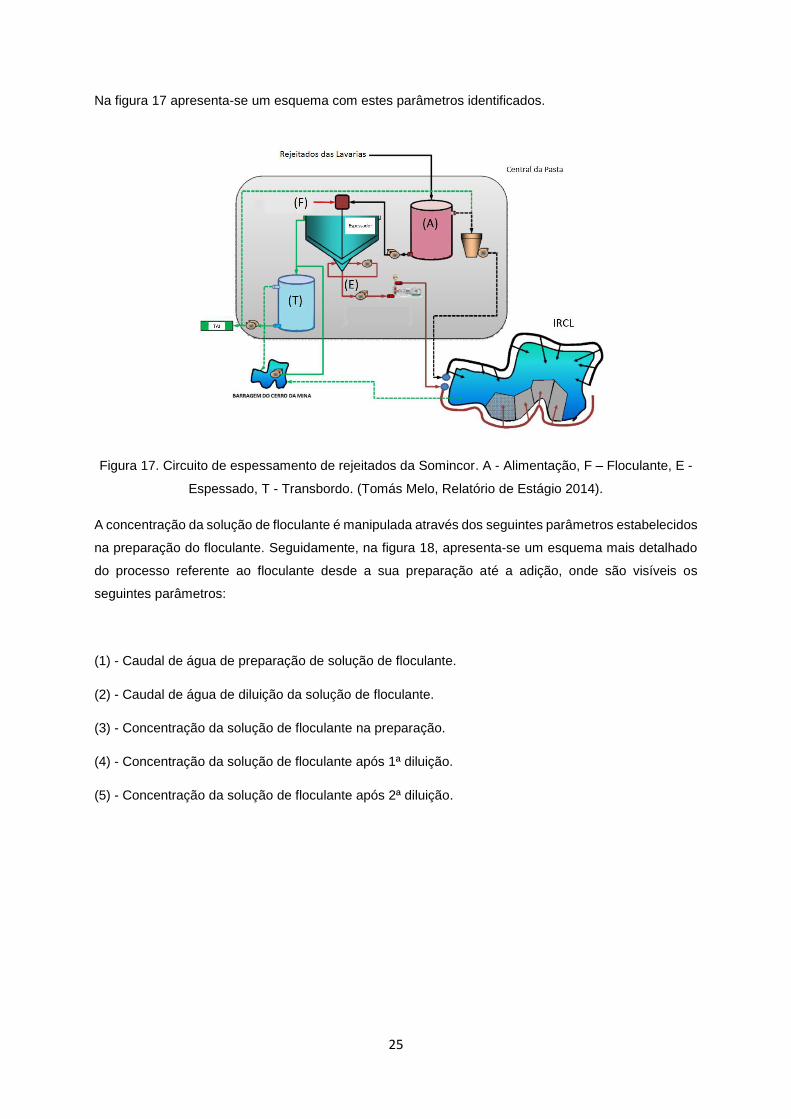
Na figura 17 apresenta-se um esquema com estes parâmetros identificados.
Figura 17. Circuito de espessamento de rejeitados da Somincor. A - Alimentação, F – Floculante, E -
Espessado, T - Transbordo. (Tomás Melo, Relatório de Estágio 2014).
A concentração da solução de floculante é manipulada através dos seguintes parâmetros estabelecidos
na preparação do floculante. Seguidamente, na figura 18, apresenta-se um esquema mais detalhado
do processo referente ao floculante desde a sua preparação até a adição, onde são visíveis os
seguintes parâmetros:
(1) - Caudal de água de preparação de solução de floculante.
(2) - Caudal de água de diluição da solução de floculante.
(3) - Concentração da solução de floculante na preparação.
(4) - Concentração da solução de floculante após 1ª diluição.
(5) - Concentração da solução de floculante após 2ª diluição.

26
Dentro deste processo definiram-se 3 diferentes fases: preparação da solução de floculante, diluição
da solução de floculante e por fim adição da solução de floculante ao rejeitado aquando da sua entrada
no espessador.
O floculante é inicialmente preparado com água proveniente da Barragem de Santa Clara, pois esta
por ser muito pura e limpa garante uma melhor dissolução do pó de floculante no meio líquido. Como
produto desta primeira preparação obtém-se uma solução de floculante com uma concentração de
0.38%.
Seguidamente esta é diluída, e como esta fase não necessita de uma água tão pura, é utilizada água
do transbordo do espessamento, reduzindo-se assim a solução para uma concentração de 0.02%.
Desta forma reduz-se o recurso da água da Barragem de Santa Clara, reutilizando-se uma água já
introduzida no circuito, defendendo assim um dos princípios da TER, a reutilização das águas do
processo.
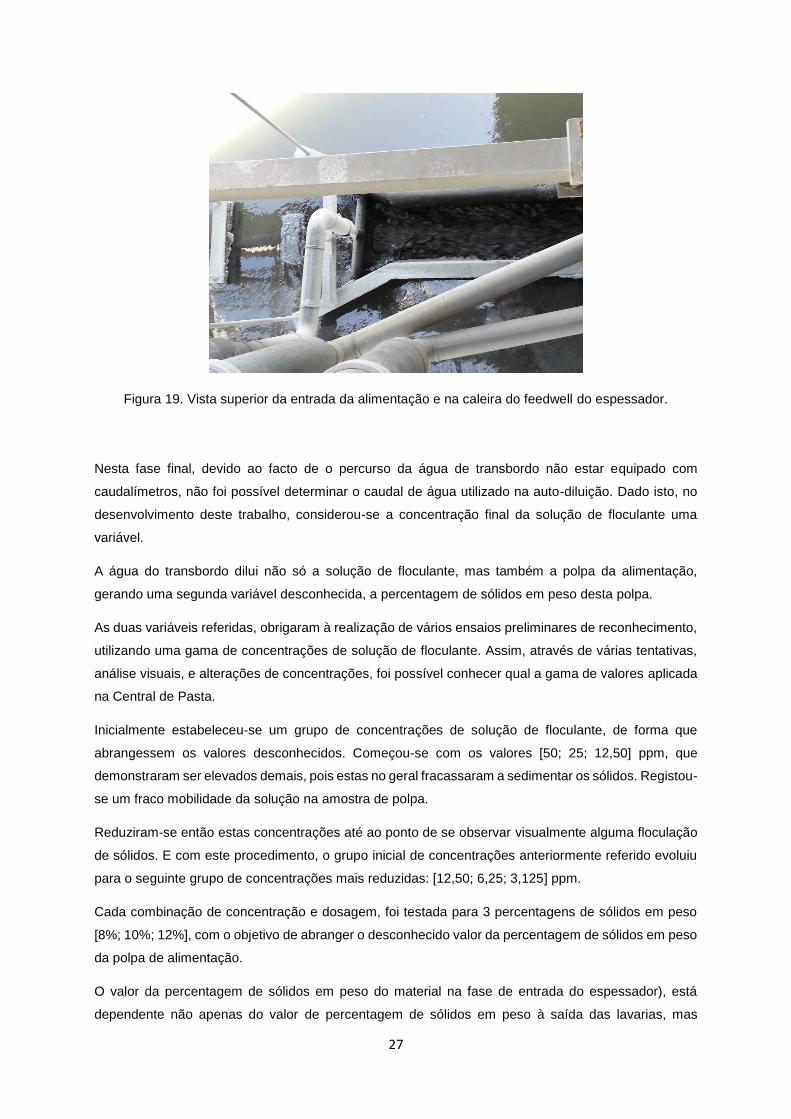
Na fase de adição da solução de floculante no espessador, esta é novamente diluída com mais água
proveniente do transbordo do espessamento, diretamente na caleira do feedwell6, denominada como a
auto-diluição, como é visível na figura 19.
6 Feedwelll: trata-se de um pequeno tanque submerso, à superfície do espessador, que tem a função de receber a polpa de rejeitado da alimentação e promover agitação deste com a solução de floculante, através da sua forma geométrica em espiral e o do próprio fluxo de entrada.
(2) - Água do transbordo
do Espessador
(4) - Concentração: 200 ppm
Tanque de preparação de
solução de floculante.
(3) - Concentração: 3800
ppm
(5) - Concentração de
floculante < 200 ppm
Percentagem de
Sólidos em Peso:
8% < x < 12 %
Espessador
Figura 18. Preparação da solução de floculante e adição da mesma ao espessador
(concentrações em peso).
(1) - Água de
Santa Clara Floculante em
pó
27
Figura 19. Vista superior da entrada da alimentação e na caleira do feedwell do espessador.
Nesta fase final, devido ao facto de o percurso da água de transbordo não estar equipado com
caudalímetros, não foi possível determinar o caudal de água utilizado na auto-diluição. Dado isto, no
desenvolvimento deste trabalho, considerou-se a concentração final da solução de floculante uma
variável.
A água do transbordo dilui não só a solução de floculante, mas também a polpa da alimentação,
gerando uma segunda variável desconhecida, a percentagem de sólidos em peso desta polpa.
As duas variáveis referidas, obrigaram à realização de vários ensaios preliminares de reconhecimento,
utilizando uma gama de concentrações de solução de floculante. Assim, através de várias tentativas,
análise visuais, e alterações de concentrações, foi possível conhecer qual a gama de valores aplicada
na Central de Pasta.
Inicialmente estabeleceu-se um grupo de concentrações de solução de floculante, de forma que
abrangessem os valores desconhecidos. Começou-se com os valores [50; 25; 12,50] ppm, que
demonstraram ser elevados demais, pois estas no geral fracassaram a sedimentar os sólidos. Registou-
se um fraco mobilidade da solução na amostra de polpa.
Reduziram-se então estas concentrações até ao ponto de se observar visualmente alguma floculação
de sólidos. E com este procedimento, o grupo inicial de concentrações anteriormente referido evoluiu
para o seguinte grupo de concentrações mais reduzidas: [12,50; 6,25; 3,125] ppm.
Cada combinação de concentração e dosagem, foi testada para 3 percentagens de sólidos em peso
[8%; 10%; 12%], com o objetivo de abranger o desconhecido valor da percentagem de sólidos em peso
da polpa de alimentação.
O valor da percentagem de sólidos em peso do material na fase de entrada do espessador), está
dependente não apenas do valor de percentagem de sólidos em peso à saída das lavarias, mas

28
também da gestão de caudais da alimentação e espessado dos espessadores, estes que estão muito
relacionados com o nível do depósito dentro do espessador, devendo-se isto tudo à anteriormente
referida auto-diluição, passando-se a explicar.
No caso de a Central de Pasta apresentar um depósito alto no seu espessador, este é rebaixado através
de um aumento do caudal de espessado, reduzindo assim o caudal de água de transbordo o que resulta
num aumento da percentagem de sólidos em peso da alimentação. A situação inversa, conduz a uma
diminuição da percentagem de sólidos em peso.
É importante manter uma altura ideal do depósito no interior do espessador de forma a não
comprometer a capacidade de vazão dos espessadores, e em simultâneo, garantir uma altura suficiente
que aplique compressão nas camadas inferiores do depósito, devida do peso próprio do mesmo.
As dosagens utilizadas foram selecionadas com referência na dosagem utilizada na Central de Pasta,
isto é, simulou-se a dosagem de 30 gramas de floculante por tonelada de rejeitado como ensaio base,
e de seguida as dosagens de 26 e 22 g/ton na perspetiva de reduzir os custos em floculante.
Chamaram-se a estes ensaios de triagem, que foram postos em prática com os parâmetros que figuram
na configuração presente na tabela 2, utilizando como floculantes: Magnafloc 1011, Magnafloc 338,
Nalco 8172.
Tabela 2. Parâmetros utilizados nos ensaios de triagem.
Dosagem (g/ton)
Concentração
da solução de
floculante (ppm)
Sólidos
em peso (%)
Id do
ensaio
12 110 28 3
12 410 58 6
12 710 88 9
12 1010 118 12
12 1310 148 15
12 1610 178 18
12 1910 208 21
12 2210 238 24
12 2510 268 27
3,125
12,5
6,25
3,125
26
22
6,25
12,5
6,25
3,125
30
12,5

29
2.2. Método de amostragem
A amostra utilizada foi o rejeitado em polpa proveniente do tanque de alimentação aos espessadores.
É importante que a amostra recolhida seja representativa do material que realmente alimenta os
espessadores da Central de Pasta.
Para isto, sugerem-se dois métodos de recolha da amostra:
1. Recolha convencional de amostra única
Este método consiste em recolher uma grande quantidade de amostra para um grande recipiente (50
litros), que requer uma muito boa agitação para cada recolha individual de material em cada ensaio.
Este método tem a vantagem de permitir a realização de um elevado número de ensaios com material
muito semelhante em termos de peso específico e distribuição granulométrica, mas tem a desvantagem
de não ser viável a longo prazo devido à evaporação da água e à logística de recolha da amostra.
Para contornar a desvantagem relativa à evaporação e consequente modificação da diluição, pode-se
proceder à decantação, remoção da água, secagem. Neste caso recolhe-se a quantidade de amostra
pretendida para o ensaio, e adiciona-se a água necessária para obter a percentagem de sólidos em
peso pretendida para o ensaio. Este método tem ainda a desvantagem da grande dificuldade de secar
a amostra de tal dimensão (50 litros), acabando-se por se obter uma amostra de diluição desconhecida.
2. Recolha de 1 amostra por ensaio
O segundo método consiste em recolher a amostra diretamente do tanque de alimentação na Central
de Pasta. Para isto, é necessário conhecer a percentagem de sólidos em peso do rejeitado. Para tal,
recorre-se a densímetros e à balança de Marcy, considerando um peso específico de 3.4 g/cm3.
Seguidamente, é calculado o volume de rejeitado em polpa a recolher para as provetas de ensaio
(tabela 6 em anexo). Posteriormente é adicionada a quantidade de água necessária para obtenção da
diluição pretendida para o ensaio.
Para este trabalho adotou-se o 2º método de recolha. A escolha deveu-se principalmente à precisão
que o método oferece em termos de massa de sólidos recolhidos. Este fator revela-se importante dado
o facto que a dosagem de floculante é baseada na massa de rejeitado a processar.
No anexo (tabela 1 em anexo) encontra-se a tabela que foi utilizada para o cálculo do volume de
amostra a recolher, e da quantidade de água a adicionar para obtenção das várias percentagens de
sólidos em peso.
30
2.3. Equipamento
Para o desenvolvimento do trabalho experimental desta dissertação testou-se a aplicação de dois
diferentes métodos:
Ensaio de floculação com aparelho Jar Test.
Ensaio de sedimentação com proveta graduada.
O Jar Test é um aparelho ideal para realização de testes de clarificação de fluidos com baixa
concentração de sólidos, por isso é geralmente utilizado para clarificação de águas contaminadas, ou
para agitação de outros fluidos leves. Neste trabalho utilizou-se o Jar Test para homogeneização da
solução de floculantes a utilizar nos ensaios. As pás giratórias do aparelho simulam o processo
realizado no tanque de preparação de floculante, à escala de laboratório.
Na figura 20 encontra-se um exemplo de um aparelho Jar Test.
Figura 20. Aparelho Jar Test.
Com uma avaliação apenas visual, foi possível averiguar que o aparelho Jar Test demonstrou-se não
adequado para floculação dos rejeitados, isto devido principalmente aos seguintes fatores:
Quantidade excessiva de sólidos.
Irregularidade da zona de rejeitado abrangido pelas pás do aparelho.
Floculação não homogénea ao longo da altura do gobelé de ensaio.
Usou-se uma proveta de vidro de 1000 mL (figura 21) nos ensaios de sedimentação, pois o seu formato
esbelto e a claridade do vidro, torna possível a observação com pormenor da interface água/sólidos
durante a sedimentação, bem como realizar uma avaliação visual da clarificação da água sobrenadante
(ver figuras 22 e 23). O formato esbelto comprido promove também uma boa homogeneização entre
os sólidos e a água.
31
Figura 21. Proveta de 1000 mL.
2.4. Procedimento Experimental
O procedimento experimental inicia-se com a preparação das soluções de floculante que são
posteriormente utilizados nos ensaios de sedimentação. Dado o facto de cada grupo de ensaios
necessitar de várias soluções de floculante (uma para cada combinação de dosagem – concentração -
% sólidos em peso), estas foram preparadas no dia anterior ao dia respetivo dos ensaios de
sedimentação.
A solução de floculante foi preparada com a utilização do aparelho Jar Test, de forma a promover um
eficaz homogeneização da solução, sendo de seguida armazenada em copos de plástico vedados e
identificados conforme a combinação de parâmetros a que correspondem. Após a preparação foram
armazenados em frigorífico para evitar a evaporação e consequente adulteração da dosagem e
concentração.
No Anexo A encontram-se as tabelas utilizadas para determinação o volume de solução de floculante
correspondente a cada ensaio.
32
2.4.1. Preparação de Solução de Floculante:
Para preparação da solução de floculante foram realizadas as seguintes etapas:
1. Preparar 500 mL de água destilada.
2. Adicionar 0.50 g de floculante, obtendo assim uma solução inicial de 0.1 %.
3. Agitar a solução no aparelho Jar test, durante o tempo suficiente até se eliminarem as bolhas
de ar.
4. Retirar para outro gobelé 250 mL da solução preparada e adicionar 250 mL de água destilada,
reduzindo assim a concentração para metade da anterior.
5. Repetir a etapa 4 com quantidades de água destilada adequadas para obtenção das
concentrações necessárias para os ensaios que se pretendem realizar.
2.4.2. Preparação da Amostra
Seguidamente é apresentada por etapas a metodologia da recolha e preparação de amostra a ser
utilizada nos ensaios de sedimentação
1. Registar o valor da percentagem de sólidos em peso da alimentação da Central de Pasta,
através do monitor da sala de controlo e com a Balança de Marcy.
2. Calcular o volume de amostra a recolher (tabela 1), assumindo um peso específico (SG) de 3.4
g/cm3, e utilizando a percentagem de sólidos em peso registada.
3. Adicionar a quantidade de água correspondente à percentagem de sólidos em peso que se
pretende ensaiar.
No Anexo A encontram-se as tabelas utilizadas para determinação do volume de água a adicionar em
cada ensaio.
2.4.3. Ensaio de Sedimentação
Assim que recolhida e preparada a amostra, procede-se ao ensaio de sedimentação. O procedimento
adotado nos ensaios de sedimentação realizados, é adaptado dos ensaios Coe & Clevenger,
implementados por H.S. Coe e G.H. Clevenger (Coe, 1916), como se apresenta seguidamente.
1. Introduzir a amostra na proveta.
2. Vedar a proveta.
3. Virar e revirar a proveta 3 vezes para homogeneização da polpa.
4. Adicionar a solução de floculante.
5. Vedar a proveta.
33
6. Virar e revirar a proveta 5 vezes.
7. Pousar a proveta.
8. Registar os tempos de sedimentação.
2.5. Campanha de Ensaios
Seguindo a metodologia apresentada em 1.8, realizou-se um plano de ensaios de forma a testar as
condições propostas. Testaram-se 3 floculantes (MG1011, MG338 e NC8172), 3 valores de dosagem
(22, 26 30 g/ton) e 3 valores de concentração (3,125, 6,25 e 12,5 ppm), analisando-se a velocidade de
sedimentação no seu regime livre e perturbado, separadamente.
Com o objetivo de simplificar a interpretação, na apresentação dos resultados, as velocidades de
sedimentação obtidas com uma determinada dosagem e concentração, são a média das velocidades
obtidas com as 3 percentagens de sólidos em peso utilizadas [8%; 10%; 12%]. Estes 3 valores de
percentagem de sólidos em peso foram considerados para contabilizar pequenas oscilações derivadas
da auto-diluição na entrada do espessador.
Desta forma a apresentação dos resultados assume a seguinte estrutura:
1. Sedimentação livre
a. Ensaios de triagem
Rejeitado total
1. Floculante MG1011
2. Floculante MG338
3. Floculante NC8172
b. Ensaios de replicação de triagem
Rejeitado total
i. Floculante MG1011 e MG338
c. Ensaio com rejeitado da lavaria de cobre
i. Floculante MG1011
ii. Floculante MG338
d. Ensaio com rejeitado da lavaria de zinco
i. Floculante MG1011
ii. Floculante MG338
2. Sedimentação perturbada
a. Ensaios de replicação dos ensaios com rejeitado total
i. Floculante MG1011 e MG338
b. Rejeitado da lavaria de cobre
i. Floculante MG1011 e MG338
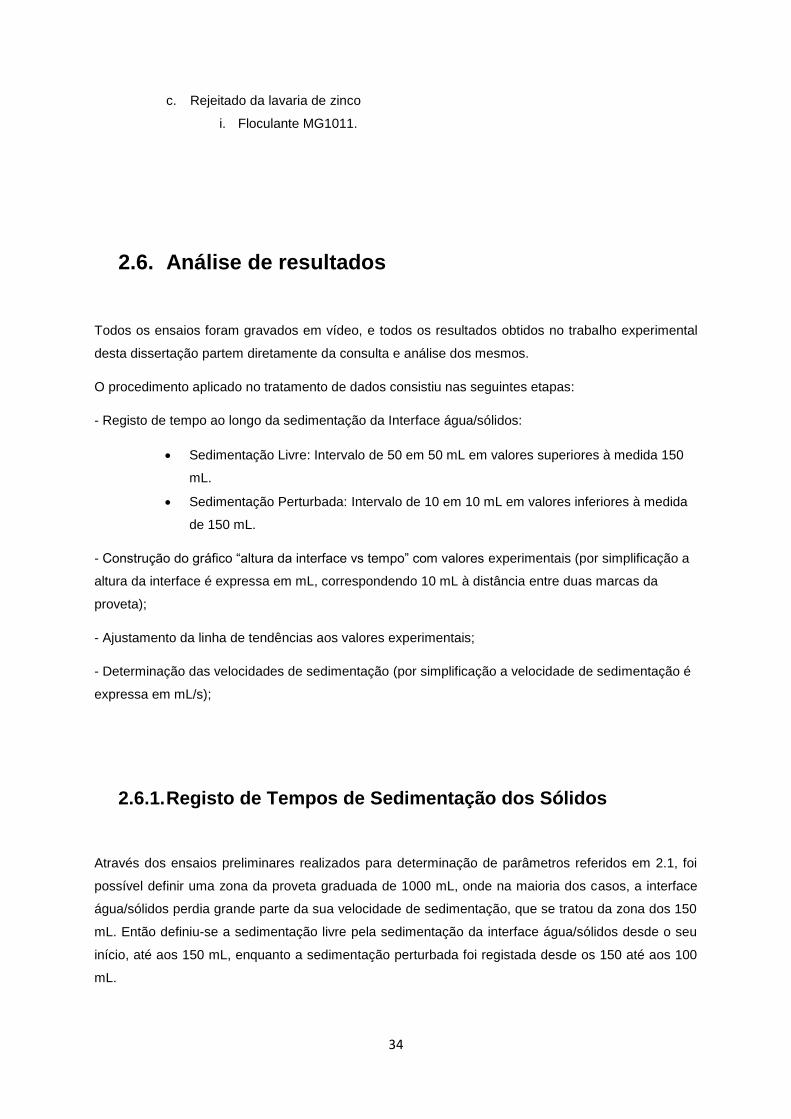
34
c. Rejeitado da lavaria de zinco
i. Floculante MG1011.
2.6. Análise de resultados
Todos os ensaios foram gravados em vídeo, e todos os resultados obtidos no trabalho experimental
desta dissertação partem diretamente da consulta e análise dos mesmos.
O procedimento aplicado no tratamento de dados consistiu nas seguintes etapas:
- Registo de tempo ao longo da sedimentação da Interface água/sólidos:
Sedimentação Livre: Intervalo de 50 em 50 mL em valores superiores à medida 150
mL.
Sedimentação Perturbada: Intervalo de 10 em 10 mL em valores inferiores à medida
de 150 mL.
- Construção do gráfico “altura da interface vs tempo” com valores experimentais (por simplificação a
altura da interface é expressa em mL, correspondendo 10 mL à distância entre duas marcas da
proveta);
- Ajustamento da linha de tendências aos valores experimentais;
- Determinação das velocidades de sedimentação (por simplificação a velocidade de sedimentação é
expressa em mL/s);
2.6.1. Registo de Tempos de Sedimentação dos Sólidos
Através dos ensaios preliminares realizados para determinação de parâmetros referidos em 2.1, foi
possível definir uma zona da proveta graduada de 1000 mL, onde na maioria dos casos, a interface
água/sólidos perdia grande parte da sua velocidade de sedimentação, que se tratou da zona dos 150
mL. Então definiu-se a sedimentação livre pela sedimentação da interface água/sólidos desde o seu
início, até aos 150 mL, enquanto a sedimentação perturbada foi registada desde os 150 até aos 100
mL.
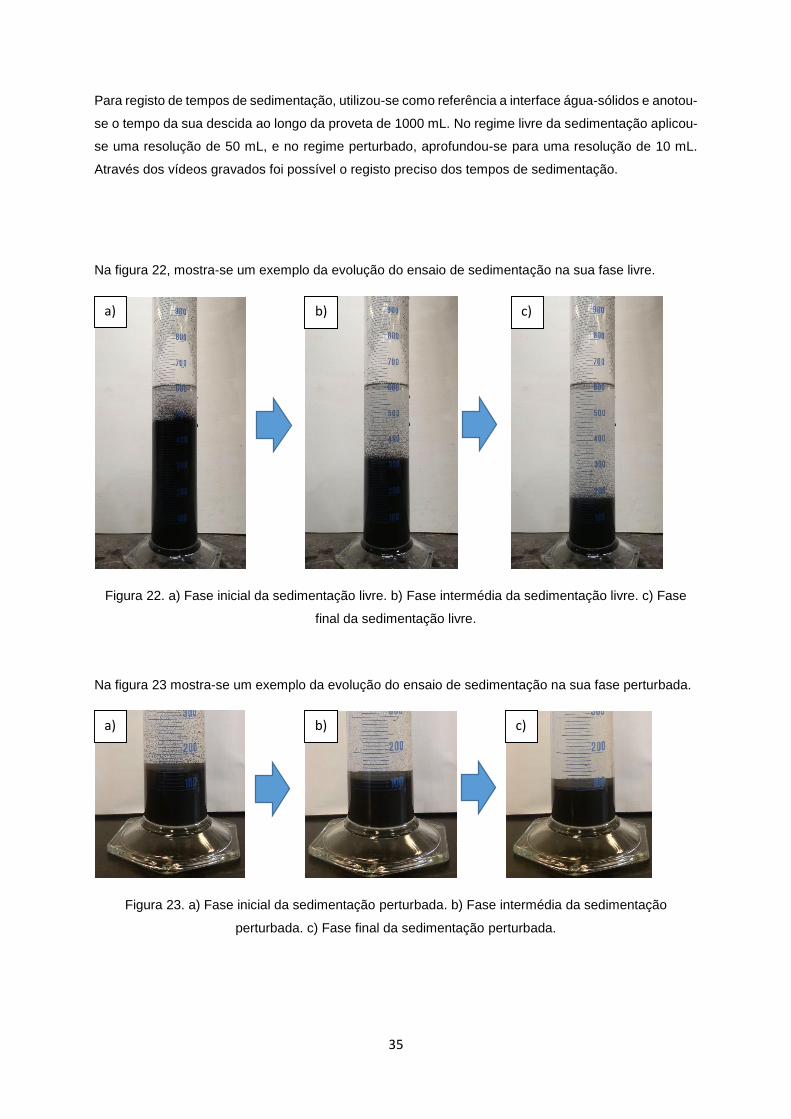
35
Para registo de tempos de sedimentação, utilizou-se como referência a interface água-sólidos e anotou-
se o tempo da sua descida ao longo da proveta de 1000 mL. No regime livre da sedimentação aplicou-
se uma resolução de 50 mL, e no regime perturbado, aprofundou-se para uma resolução de 10 mL.
Através dos vídeos gravados foi possível o registo preciso dos tempos de sedimentação.
Na figura 22, mostra-se um exemplo da evolução do ensaio de sedimentação na sua fase livre.
Figura 22. a) Fase inicial da sedimentação livre. b) Fase intermédia da sedimentação livre. c) Fase
final da sedimentação livre.
Na figura 23 mostra-se um exemplo da evolução do ensaio de sedimentação na sua fase perturbada.
Figura 23. a) Fase inicial da sedimentação perturbada. b) Fase intermédia da sedimentação
perturbada. c) Fase final da sedimentação perturbada.
a) b) c)
a) b) c)

36
Seguidamente, procedeu-se à construção de um gráfico “Altura da interface água/sólidos VS tempo”
para as 27 combinações testadas (referidas na tabela 2).
A figura 24 representa um exemplo do gráfico “Altura da interface água/sólidos VS Tempo”, referente
ao floculante Magnafloc 1011. No Anexo B encontram-se os gráficos representativos da sedimentação
da altura da interface água/sólidos em função do tempo obtidos para todos os ensaios realizados em
valores experimentais.
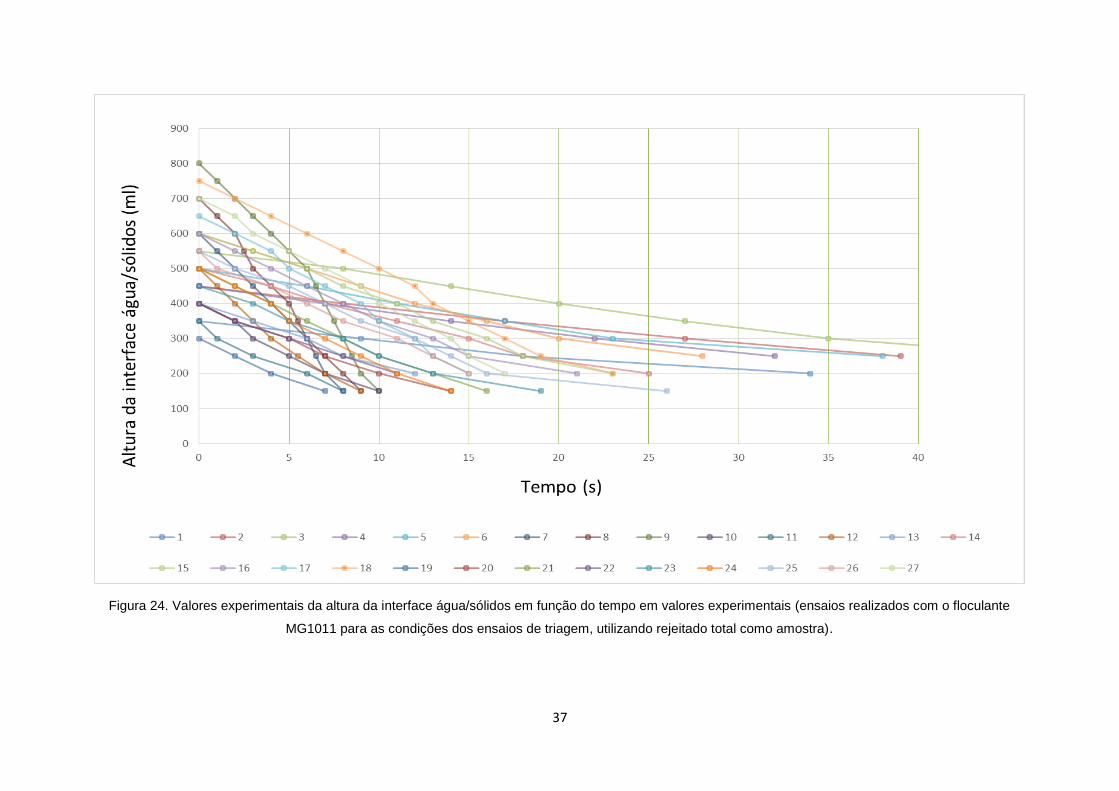
37
Figura 24. Valores experimentais da altura da interface água/sólidos em função do tempo em valores experimentais (ensaios realizados com o floculante
MG1011 para as condições dos ensaios de triagem, utilizando rejeitado total como amostra).
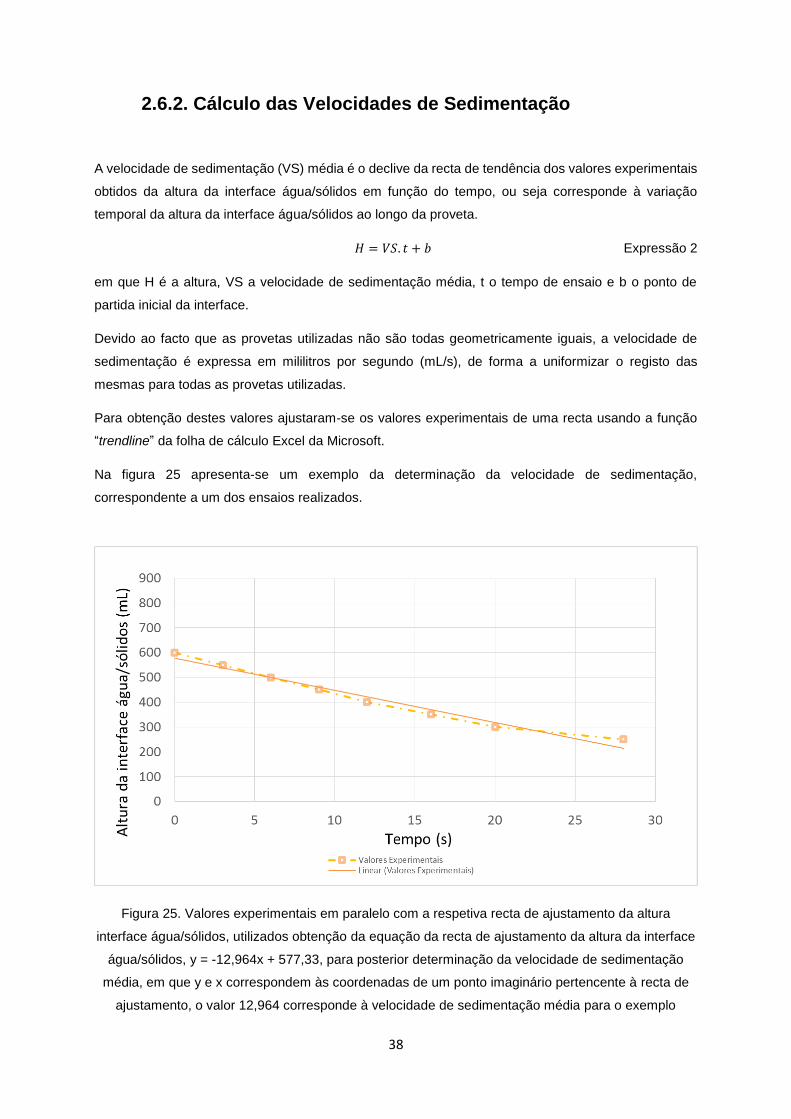
38
2.6.2. Cálculo das Velocidades de Sedimentação
A velocidade de sedimentação (VS) média é o declive da recta de tendência dos valores experimentais
obtidos da altura da interface água/sólidos em função do tempo, ou seja corresponde à variação
temporal da altura da interface água/sólidos ao longo da proveta.
𝐻 = 𝑉𝑆. 𝑡 + 𝑏 Expressão 2
em que H é a altura, VS a velocidade de sedimentação média, t o tempo de ensaio e b o ponto de
partida inicial da interface.
Devido ao facto que as provetas utilizadas não são todas geometricamente iguais, a velocidade de
sedimentação é expressa em mililitros por segundo (mL/s), de forma a uniformizar o registo das
mesmas para todas as provetas utilizadas.
Para obtenção destes valores ajustaram-se os valores experimentais de uma recta usando a função
“trendline” da folha de cálculo Excel da Microsoft.
Na figura 25 apresenta-se um exemplo da determinação da velocidade de sedimentação,
correspondente a um dos ensaios realizados.
Figura 25. Valores experimentais em paralelo com a respetiva recta de ajustamento da altura
interface água/sólidos, utilizados obtenção da equação da recta de ajustamento da altura da interface
água/sólidos, y = -12,964x + 577,33, para posterior determinação da velocidade de sedimentação
média, em que y e x correspondem às coordenadas de um ponto imaginário pertencente à recta de
ajustamento, o valor 12,964 corresponde à velocidade de sedimentação média para o exemplo

39
apresentado e 577,33 corresponde ao valor da altura da interface água/sólidos no início da
sedimentação livre.
Este procedimento foi aplicado em todos os ensaios realizados. Na figura 26 apresenta-se como
exemplo, o gráfico do ajustamento dos valores de experimentais de velocidade de sedimentação livre
obtidos com o floculante MG1011. No Anexo C encontram-se os gráficos representativos da
sedimentação da altura da interface água/sólidos em função do tempo obtidos em todos os ensaios
realizados, com os ajustamentos para linhas de tendência.
No Anexo D encontram-se as tabelas com os valores de velocidade de sedimentação agrupados por
floculante e respetivas de combinações de parâmetros.
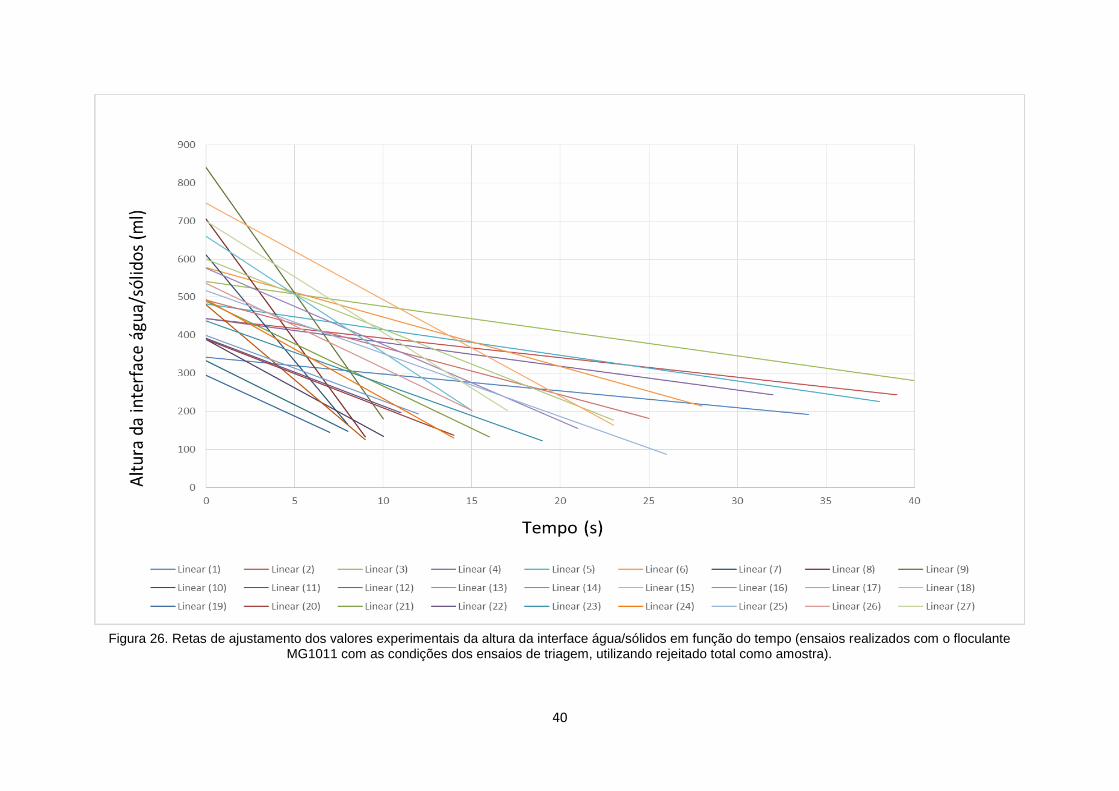
40
Figura 26. Retas de ajustamento dos valores experimentais da altura da interface água/sólidos em função do tempo (ensaios realizados com o floculante MG1011 com as condições dos ensaios de triagem, utilizando rejeitado total como amostra).

41
3. Resultados
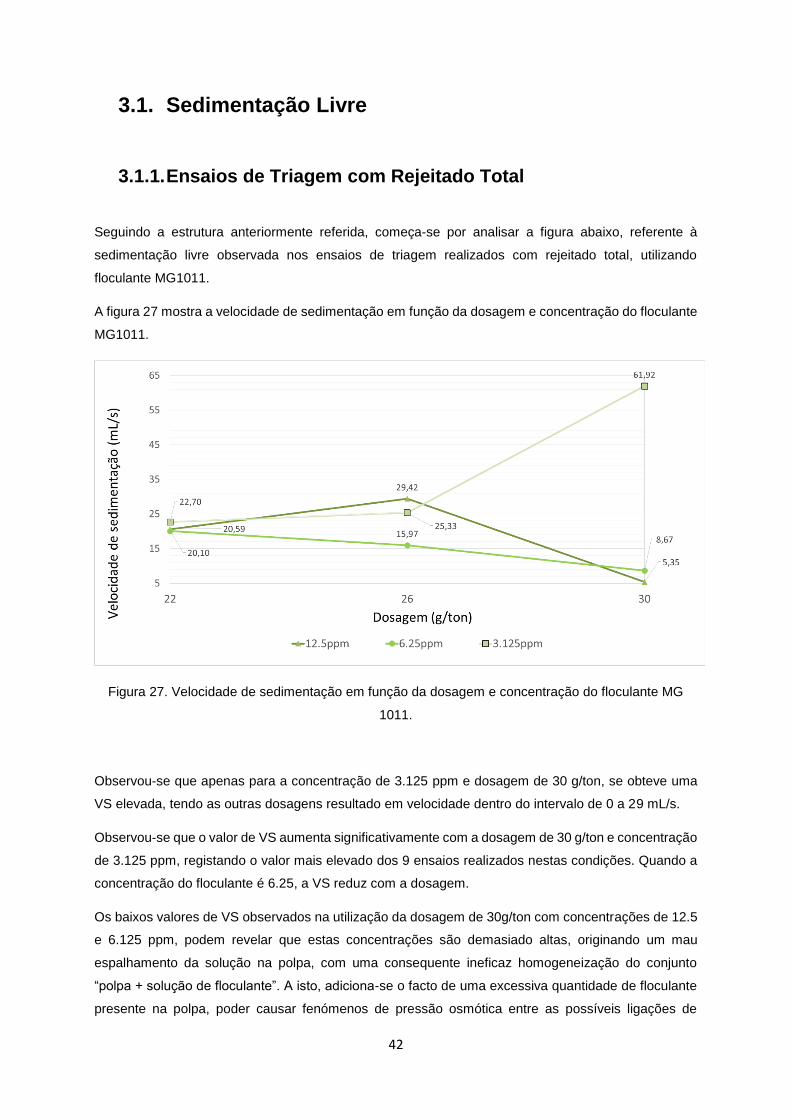
42
3.1. Sedimentação Livre
3.1.1. Ensaios de Triagem com Rejeitado Total
Seguindo a estrutura anteriormente referida, começa-se por analisar a figura abaixo, referente à
sedimentação livre observada nos ensaios de triagem realizados com rejeitado total, utilizando
floculante MG1011.
A figura 27 mostra a velocidade de sedimentação em função da dosagem e concentração do floculante
MG1011.
Figura 27. Velocidade de sedimentação em função da dosagem e concentração do floculante MG
1011.
Observou-se que apenas para a concentração de 3.125 ppm e dosagem de 30 g/ton, se obteve uma
VS elevada, tendo as outras dosagens resultado em velocidade dentro do intervalo de 0 a 29 mL/s.
Observou-se que o valor de VS aumenta significativamente com a dosagem de 30 g/ton e concentração
de 3.125 ppm, registando o valor mais elevado dos 9 ensaios realizados nestas condições. Quando a
concentração do floculante é 6.25, a VS reduz com a dosagem.
Os baixos valores de VS observados na utilização da dosagem de 30g/ton com concentrações de 12.5
e 6.125 ppm, podem revelar que estas concentrações são demasiado altas, originando um mau
espalhamento da solução na polpa, com uma consequente ineficaz homogeneização do conjunto
“polpa + solução de floculante”. A isto, adiciona-se o facto de uma excessiva quantidade de floculante
presente na polpa, poder causar fenómenos de pressão osmótica entre as possíveis ligações de
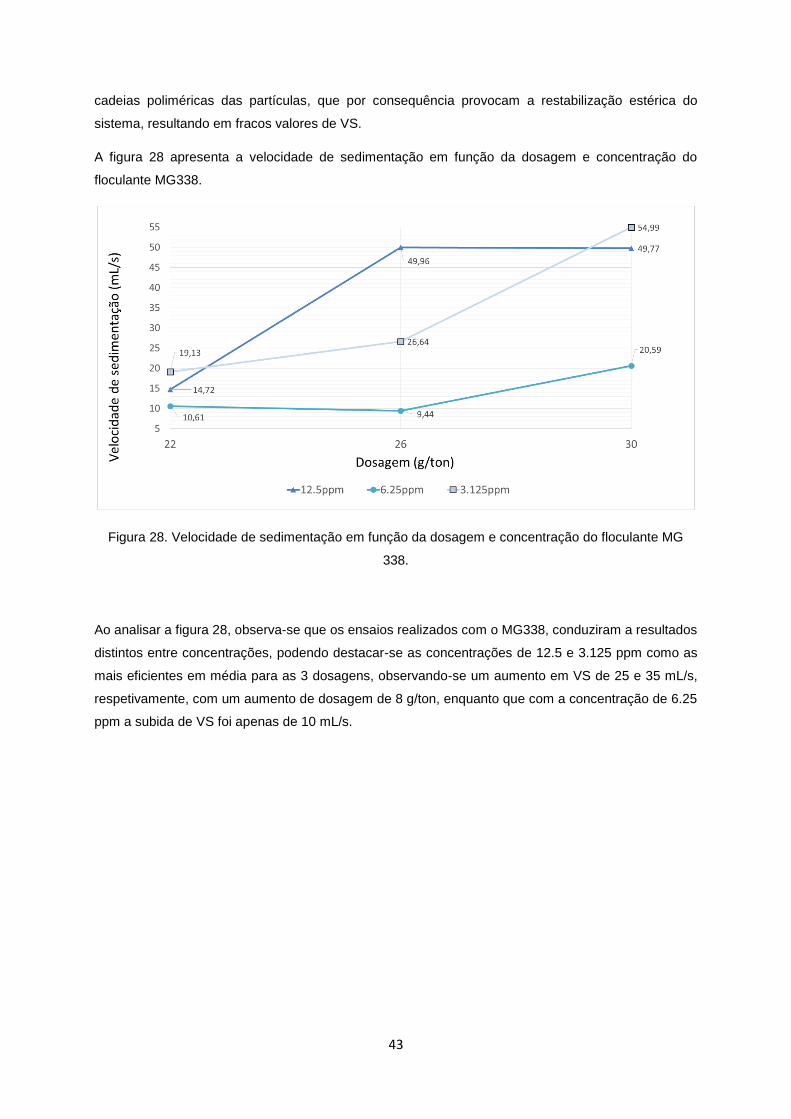
43
cadeias poliméricas das partículas, que por consequência provocam a restabilização estérica do
sistema, resultando em fracos valores de VS.
A figura 28 apresenta a velocidade de sedimentação em função da dosagem e concentração do
floculante MG338.
Figura 28. Velocidade de sedimentação em função da dosagem e concentração do floculante MG
338.
Ao analisar a figura 28, observa-se que os ensaios realizados com o MG338, conduziram a resultados
distintos entre concentrações, podendo destacar-se as concentrações de 12.5 e 3.125 ppm como as
mais eficientes em média para as 3 dosagens, observando-se um aumento em VS de 25 e 35 mL/s,
respetivamente, com um aumento de dosagem de 8 g/ton, enquanto que com a concentração de 6.25
ppm a subida de VS foi apenas de 10 mL/s.

44
A figura 29 apresenta a velocidade de sedimentação em função da dosagem e concentração do
floculante NC8172.
Figura 29. Velocidade de sedimentação em função da dosagem e concentração do floculante
NC8172.
O floculante NC8172, é o que conduziu a VS’s mais baixas para os mesmos valores dos restantes
parâmetros, mantendo-se dentro do intervalo de 10 a 35 mL/s, tornando assim o floculante não
interessante para este estudo, adicionando ainda o facto de ser o floculante mais caro entre os testados.
Depois de analisados os resultados dos ensaios realizados para todos os parâmetros (concentrações,
dosagens, floculantes), puderam verificar-se alguns padrões e comportamentos nas velocidades de
sedimentação, tais como:
A concentração intermédia de 6.25ppm conduziu aos piores resultados.
As concentrações de 3.125ppm e de 12.5ppm conduziram no geral aos melhores resultados,
mas ainda assim não demonstraram qualquer padrão de comportamento.
A dosagem mais alta, 30g/ton, conduziu aos melhores resultados para todas as concentrações
e floculantes testados, com exceção do MG1011 quando com concentrações de 12.5 e
6.25ppm. Este resultado pode prender-se com o facto de este floculante de elevado peso
molecular e viscosidade, quando aplicado com uma elevada dosagem, como 30 g/ton,
necessitar de baixas concentrações para evitar o fenómeno de saturação das superfícies das
partículas e restabilização do sistema;
O floculante MG338 conduziu a VS elevadas, mas muito divergentes entre concentrações.
A utilização de MG1011 doseado a 22g/ton conduziu a velocidades bastante semelhantes entre
as 3 concentrações.

45
O floculante NC8172 conduziu, às velocidades mais baixas para as concentrações e dosagens
testadas, e por se tratar do floculante mais caro entre os testados, é por isto eliminado do
objetivo do presente estudo, visto que não tem interesse do ponto de vista da redução de custos
em floculante. No entanto este revelou um comportamento constante, conduzindo para maiores
valores de VS nas maiores dosagens e menores concentrações.
De uma forma geral, as concentrações que deram origem às melhores cinéticas de sedimentação foram
as concentrações extremas, de 12.5 ppm e 3.125 ppm, enquanto que a concentração intermédia de
6.25ppm resultou em velocidades mais baixas.
Observou-se também, que com os 3 floculantes testados, a dosagem de 22 g/ton conduziu às menores
diferenças de VS entre diferentes concentrações, o que pode explicar-se pelo facto de a influência da
concentração da solução está dependente da quantidade de floculante presente na suspensão, isto é,
a dosagem. Quanto menor é a dosagem de floculante menor diferença faz a utilização de diferentes
concentrações.
Alguns fatores (não controláveis pelo operador), tais como a variabilidade do rejeitado, agitação e
dissolução não perfeita da solução de floculante, podem influenciar os ensaios, e devido a estes é
necessária a replicação dos ensaios. A replicação de ensaios é importante sobretudo para avaliar o
grau de confiança perante os resultados, ou seja, a reprodutibilidade dos mesmos.
3.1.2. Ensaios de Replicação com Rejeitado Total
Realizados os ensaios de triagem, e analisados os seus resultados procedeu-se à repetição de alguns
ensaios, e para isto foi necessário aplicar um critério de seleção, pois não seria possível no tempo
disponível replicar todos os testes que seria o procedimento correcto.
Deste modo selecionaram-se os parâmetros que conduziram aos melhores resultados, e em paralelo,
os resultados que se revelaram incoerentes, procurando-se assim por um lado confirmar a eficácia das
combinações que originaram velocidades elevadas, e por outro lado esclarecer dúvidas em
combinações não conclusivas e fora do expectável. Têm-se como exemplo as concentrações de 12.5,
6.25 e 3.125ppm, que para a dosagem de 22g/ton, utilizando o MG1011, conduziram a velocidades
muito semelhantes. Outra situação foi a utilização da dosagem de 26 g/ton de MG1011, que originou
VS’s reduzidas.
O floculante MG338 conduziu a valores de VS bastante dispersos entre si para diferentes
concentrações, tendo-se registarado valores elevados, com 12.5 e 3.125 ppm, que justificam assim a
realização de réplicas dos mesmos.
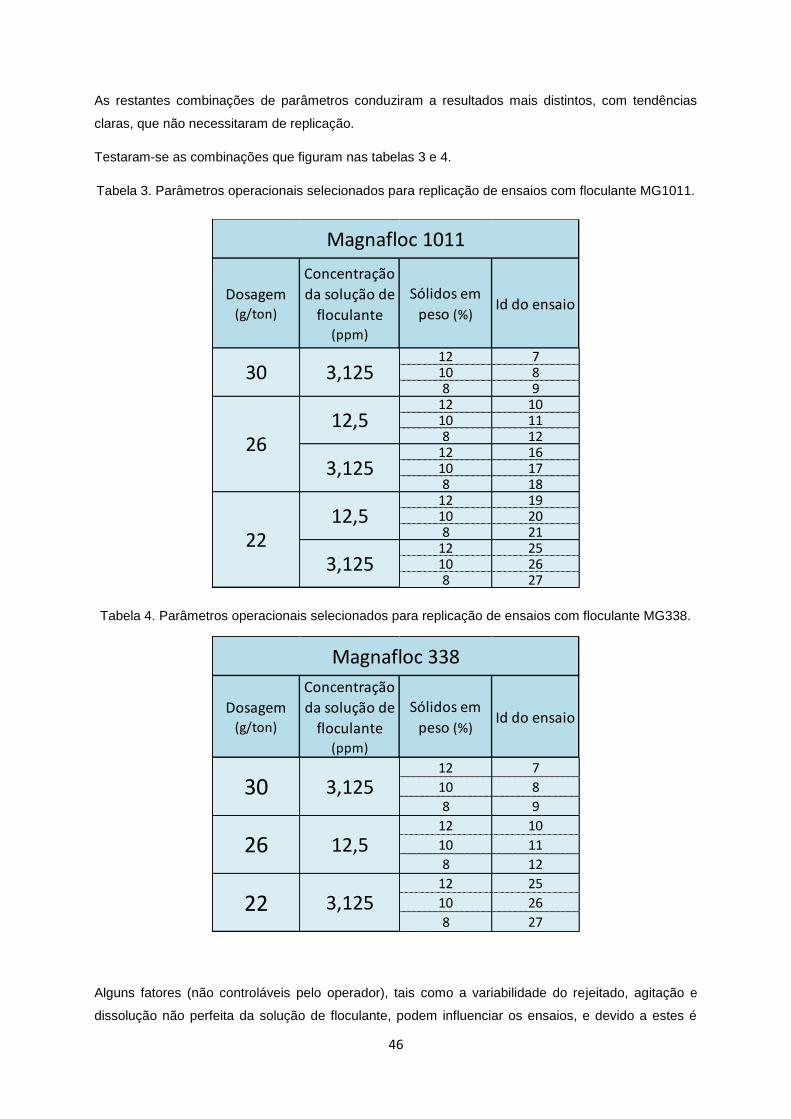
46
As restantes combinações de parâmetros conduziram a resultados mais distintos, com tendências
claras, que não necessitaram de replicação.
Testaram-se as combinações que figuram nas tabelas 3 e 4.
Tabela 3. Parâmetros operacionais selecionados para replicação de ensaios com floculante MG1011.
Tabela 4. Parâmetros operacionais selecionados para replicação de ensaios com floculante MG338.
Alguns fatores (não controláveis pelo operador), tais como a variabilidade do rejeitado, agitação e
dissolução não perfeita da solução de floculante, podem influenciar os ensaios, e devido a estes é
Dosagem (g/ton)
Concentração
da solução de
floculante (ppm)
Sólidos em
peso (%)Id do ensaio
12 710 88 9
12 1010 118 12
12 1610 178 18
12 1910 208 21
12 2510 268 27
30
Magnafloc 1011
3,125
2612,5
3,125
2212,5
3,125
Dosagem (g/ton)
Concentração
da solução de
floculante (ppm)
Sólidos em
peso (%)Id do ensaio
12 7
10 8
8 9
12 10
10 11
8 12
12 25
10 26
8 273,125
26 12,5
22
Magnafloc 338
30 3,125

47
necessária a replicação dos ensaios. A replicação de ensaios é importante sobretudo para avaliar o
grau de confiança perante os resultados, ou seja, a reprodutibilidade dos mesmos.
Seguidamente na figura 30, é apresentada a comparação entre as velocidades obtidas no ensaio de
triagem e replicação (designado pela letra D antes do nome do floculante), obtidas com o floculante
MG1011.
Figura 30. Velocidade de sedimentação de 2 ensaios realizados nas mesmas condições à exceção
da dosagem e concentração do floculante MG1011, obtida com rejeitado total.
Como é visível na figura 30, as velocidades obtidas com o floculante Magnafloc 1011, utilizando a
concentração 3.125ppm mantiveram o seu valor para as diferentes dosagens, tendo a VS aumentado
em 20 mL/s da dosagem de 22 até 30 g/ton. Os valores de VS para a concentração de 12.5ppm também
mantiveram o valor semelhante ao observado nos ensaios de triagem, ou seja, um aumento de VS com
a dosagem, mas registando-se um redução de cerca de 5 mL/s com ambas as dosagens.
Pode ainda constatar-se que para a concentração de 3.125 ppm a variabilidade, aumentou com o
aumento da dosagem. Novamente volta a verificar-se que a influência da concentração da solução de
floculante aumenta com o aumento da dosagem.

48
Na figura 31 apresentam-se os resultados obtidos nos ensaios de replicação realizados com floculante
MG338.
Figura 31. Velocidade de sedimentação de 2 ensaios realizados nas mesmas condições à exceção
da dosagem e concentração do floculante MG338, obtida com rejeitado total
Como é visível na figura 31, com ambas as concentrações, 12.5 e 3.125 ppm, as velocidades obtidas
na réplica do ensaio com MG338, foram sempre inferiores às obtidas no ensaios de triagem,
demonstrando igualmente um ligeiro aumento com a dosagem, e registando-se uma grande diferença
de (40 mL/s) quando se utilizou a concentração de 12.5 ppm.
Com a concentração de 3.125 ppm a variação entre a VS obtidas nos ensaios de triagem e a respetiva
réplica aumentou também com a dosagem, o que já se verificou com o MG1011, mas desta ver com
maior ênfase resultando numa diferença de 30 mL/s.
No geral, os ensaios de replicação revelaram que o MG1011 demonstrou-se um floculante mais
constante e estável, pois em ambas as concentrações observaram-se variações no máximo de 14 ml/s.

49
3.1.3. Ensaios com Rejeitado da Lavaria de Cobre
Na figura 32 apresentam-se os resultados de VS dos ensaios realizados com rejeitado de cobre,
utilizando MG1011 e em MG 338, ilustrado a verde e azul, respetivamente.
Figura 32. Velocidade de sedimentação em função da dosagem e concentração do floculante
MG1011 e MG338 (verde e azul, respetivamente), utilizando rejeitado da lavaria de cobre.
Observou-se que o floculante MG338 conduziu a VS’s claramente superiores às obtidas com o
MG1011. Verificou-se o típico comportamento observado também nos ensaios realizados com rejeitado
total, obtendo-se valores de VS superiores com as maiores dosagens e menores concentrações, e
encontrando-se novamente presente um ligeiro aumento de desparamento de velocidade de
sedimentação entre concentrações, com o aumento da dosagem.
As cinéticas de sedimentação com MG338, foram benéficas quando comparadas com as cinéticas
obtidas com MG1011, pois enquanto com este último os valores, se centraram no intervalo de 10 a 35
ml/s, com o floculante MG338 situaram-se no intervalo de 33 a 83 ml/s.
Os melhores resultados obtidos com o floculante MG338, podem estar relacionados com o facto de se
tratar de um floculante menos forte e viscoso que o floculante MG1011, promovendo assim uma melhor
mobilidade na polpa, contribuindo para uma melhor dissolução deste na polpa, dado o facto de o
rejeitado de cobre ter menor peso específico que o rejeitado de zinco (3,4 e 3,8 g/cm3, respetivamente).

50
Por outro lado, estes resultados podem ser explicados pelo menor pH do rejeitado de cobre (ph 9)
(quando comparado com o pH de 11 do rejeitado de zinco e rejeitado total), pois indica que as partículas
apresentam uma menor espessura da dupla camada elétrica, podendo assim tornar favorável um
floculante de menor peso molecular, com menor comprimento das cadeias poliméricas.
No caso de se utilizar um floculante de elevado peso molecular, como o MG1011, este pode originar
um excesso de adsorção de cadeias entre as partículas, provocando assim a pressão osmótica e
consequentemente a restabilização estérica das partículas.
3.1.4. Ensaios com Rejeitado da Lavaria de Zinco
O floculante MG338 não gerou qualquer sedimentação de partículas, obtendo-se apenas uma polpa
estabilizada com os sólidos suspensos. Na figura 33 são apresentados os resultados de VS obtidos
com rejeitado de zinco utilizando MG1011.
Figura 33. Velocidade de sedimentação em função da dosagem e concentração do floculante
MG1011 utilizando rejeitado da lavaria de zinco.
Observa-se, que o floculante MG1011 conduziu a valores de velocidade de sedimentação elevada
mesmo com baixas dosagens, situando-se no intervalo de 32 a 67 mL/s. Ainda assim é de notar a
51
elevada diferença de 40 % entre valores de VS, facilmente destacando-se a concentração de 3.125
ppm como a mais favorável, dado o facto que atinge uma velocidade de sedimentação de 67.86 ml/s.
O facto de o floculante MG338 se demonstrar incompatível com o rejeitado de zinco pode dever-se ao
elevado valor de pH do mesmo (11) e elevado peso específico do material (3.8 a 4 g/cm3).
Devido a quantidade de cal adicionada no processo de flutuação da lavaria de zinco, o seu rejeitado
tem um pH de 11, o que aumenta a espessura da dupla camada elétrica das suas partículas. Para isto
pode requer-se um floculante de maior peso molecular, e cadeias poliméricas mais longas que sejam
capazes de criar pontes entre as partículas. Por se tratar de um material pesado, com peso específico
de 3.8-4 g/cm3, torna-se importante a utilização de um floculante de solução mais viscosa (com
determinada dosagem e concentração), e capaz de agregar partículas mais pesadas.
Estes dois aspetos referidos invalidam a utilização do floculante MG338 na floculação de rejeitado de
zinco.
3.1.5. Sumário de Resultado da Sedimentação Livre
Utilizando o método definido para a componente experimental deste trabalho, foi possível abranger
algumas combinações de valores de alguns parâmetros. Obtiveram-se resultados de sedimentação
livre dos ensaios de triagem, ensaios de replicação, ensaios com rejeitado total, rejeitado da lavaria de
cobre, e por fim de zinco.
Pelos resultados obtidos nos ensaios de triagem, em 3.1.1, observou-se que relativamente aos 3
floculantes, o cenário mais favorável encontra-se na aplicação da dosagem 30 g/ton, acentuando-se
na concentração de 3.125 ppm, isto é, dosagem mais elevada e concentração mais baixa. Estas
condições conduziram aos valores de VS mais elevados. Nesta fase foi possível eliminar o floculante
NC8172, pois dados os reduzidos valores de VS obtidos em todas as combinações de parâmetros
testados, e o seu elevado preço comparativamente com os restantes floculantes testados, este tornou-
se desinteressante para este estudo.
Em 3.1.2, analisou-se a variabilidade destes resultados através da realização de ensaios de replicação.
. Observou-se que o floculante MG1011 se revelou o mais estável, tendo-se registado valores de VS
elevados também com o floculante MG338.
Pelos resultados dos ensaios realizados com rejeitado de cobre e zinco pretendeu-se avaliar o
comportamento dos floculantes perante alterações nas características da polpa. Com isto observaram-
se claras diferenças, onde o floculante MG1011 se demonstrou mais favorável para floculação de
rejeitado da lavaria de zinco e o floculante MG338 favorável para o rejeitado da lavaria de cobre.
52
Em praticamente todos os ensaios realizados, os resultados obtidos indicaram que a VS aumenta com
o aumento da dosagem (com exceção do ensaio de triagem realizado com floculante MG1011). Em
termos de concentração, registou-se que a concentração de 3.125 ppm (mais baixa das testadas) foi a
que conduziu a VS superior na maioria dos testes. Com isto pode-se à partida concluir que poderá ser
interessante testar concentrações ainda mais baixas que 3.125 ppm.
3.2. Sedimentação Perturbada
Seguidamente são apresentados os resultados das velocidades de sedimentação perturbada (eixo da
direita) em paralelo com as velocidades de sedimentação livre (eixo da esquerda). Isto com o objetivo
de analisar qual a correlação entre estas as fases para as várias combinações de parâmetros testadas.
Neste capítulo não se apresentam resultados obtidos com MG338 (à exceção do rejeitado total para
dosagem de 26 g/ton e 12,5 ppm), porque com ambos os ensaios realizados com rejeitado total e com
o rejeitado da lavaria de cobre, este floculante conduziu a uma sedimentação praticamente total em
regime livre, tendo-se observado pouco movimento da interface água/sólidos em regime perturbado,
não relevante para registo. Entende-se com isto, que o MG338 conduz a um bom encaixe entre as
partículas.

53
3.2.1. Ensaios com Rejeitado Total
Na figura 34 apresentam-se as velocidades de sedimentação perturbada, fazendo-se uma comparação
com as velocidades de sedimentação livre obtidas nos ensaios realizados, com as mesmas condições.
Figura 34. Velocidade de sedimentação livre (eixo da esquerda) e velocidade de sedimentação
perturbada (eixo da direita) obtidas com rejeitado total, utilizando MG1011.
Observa-se que a velocidade de sedimentação perturbada seguiu o comportamento da velocidade da
sedimentação livre, aumentando cerca de 25 % com o aumento de 4 g/ton na dosagem de floculante,
e confirmando-se a tendência observada na sedimentação livre, em que a concentração de 3,125 ppm
conduz a VS mais elevada.
Observa-se que utilizando floculante MG1011, existe correlação entre ambos os regimes de
sedimentação, tanto para a concentração como para a dosagem. Sugere-se que a baixa concentração
providencia uma agregação de partículas uniforme, sem formação de flocos de dimensão excessiva,
permitindo assim a saída da água da camada de sólidos sedimentada obtendo-se assim uma boa
compressibilidade dos sólidos.
Não se apresentam resultados obtidos com MG338, pois a compressibilidade foi de tal forma eficaz
que o material sedimentou por completo em regime livre (à exceção do rejeitado da lavaria de zinco
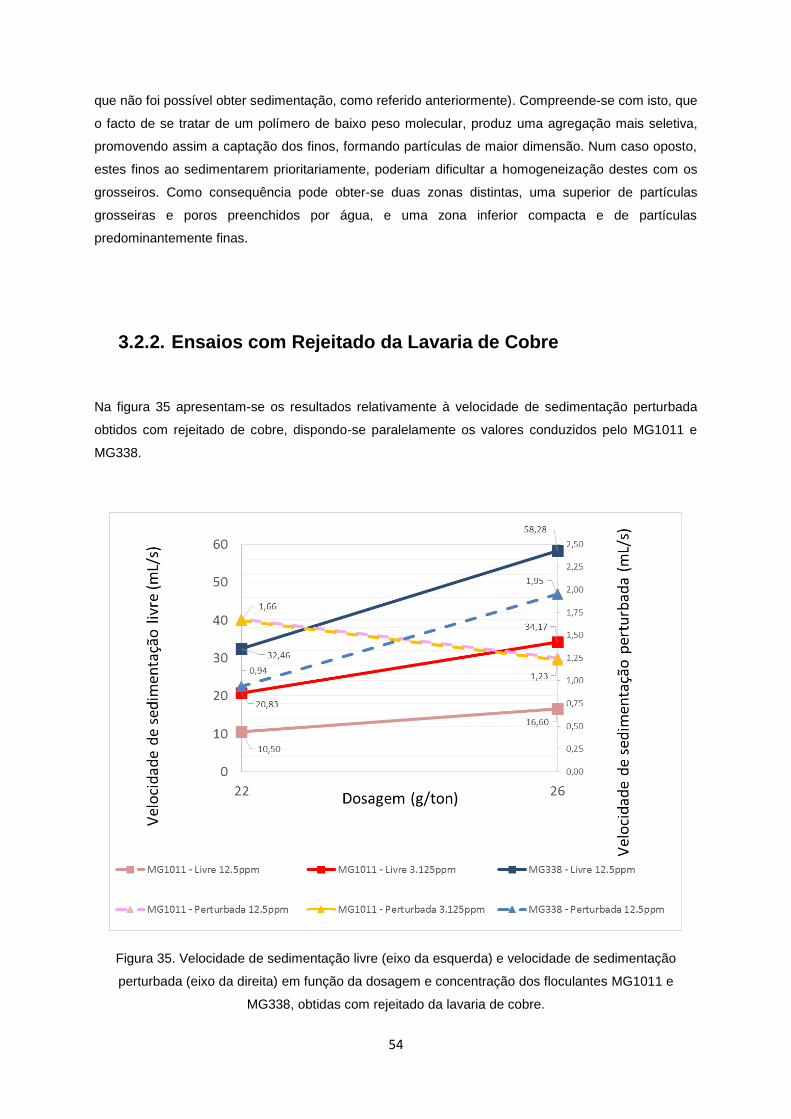
54
que não foi possível obter sedimentação, como referido anteriormente). Compreende-se com isto, que
o facto de se tratar de um polímero de baixo peso molecular, produz uma agregação mais seletiva,
promovendo assim a captação dos finos, formando partículas de maior dimensão. Num caso oposto,
estes finos ao sedimentarem prioritariamente, poderiam dificultar a homogeneização destes com os
grosseiros. Como consequência pode obter-se duas zonas distintas, uma superior de partículas
grosseiras e poros preenchidos por água, e uma zona inferior compacta e de partículas
predominantemente finas.
3.2.2. Ensaios com Rejeitado da Lavaria de Cobre
Na figura 35 apresentam-se os resultados relativamente à velocidade de sedimentação perturbada
obtidos com rejeitado de cobre, dispondo-se paralelamente os valores conduzidos pelo MG1011 e
MG338.
Figura 35. Velocidade de sedimentação livre (eixo da esquerda) e velocidade de sedimentação
perturbada (eixo da direita) em função da dosagem e concentração dos floculantes MG1011 e
MG338, obtidas com rejeitado da lavaria de cobre.
55
Observou-se que com MG1011 a velocidade de sedimentação perturbada diminuiu cerca de 30% com
o aumento da dosagem de 22 para 26 g/ton, e a sedimentação livre, como foi anteriormente analisado,
assumiu velocidade reduzida, no intervalo de 10 e 16 ml/s, com uma subida de 60% quando se
aumentou a dosagem de 22 para 26 g/ton de dosagem.
O baixo valor de VS perturbada quando se usou 26 g/ton pode estar relacionado com a formação de
flocos de elevada dimensão provocada por um elevada dosagem. Nesta situação prevê-se então, que
tenha ocorrido a desorganização de granulometria por camadas, tal como referido em 3.2.1.
O MG338 conduziu a velocidade de sedimentação perturbada elevada, cerca de 20 e 50 mL/s,
constando assim, de um incremento de 100% do seu valor, quando alterando de 22 para 26 g/ton de
dosagem. Reconfirma-se assim, que o MG338 providencia uma melhor compressibilidade, pelos
motivos revistos nos resultados obtidos com rejeitado total.
Ao comparar a velocidade de sedimentação livre com a velocidades de sedimentação perturbada pode
observar-se que com o floculante Magnafloc 1011 se inverteu o seu comportamento ao transitar para
sedimentação perturbada, decrescendo com a dosagem, enquanto que com o Magnafloc 338 o padrão
manteve-se.
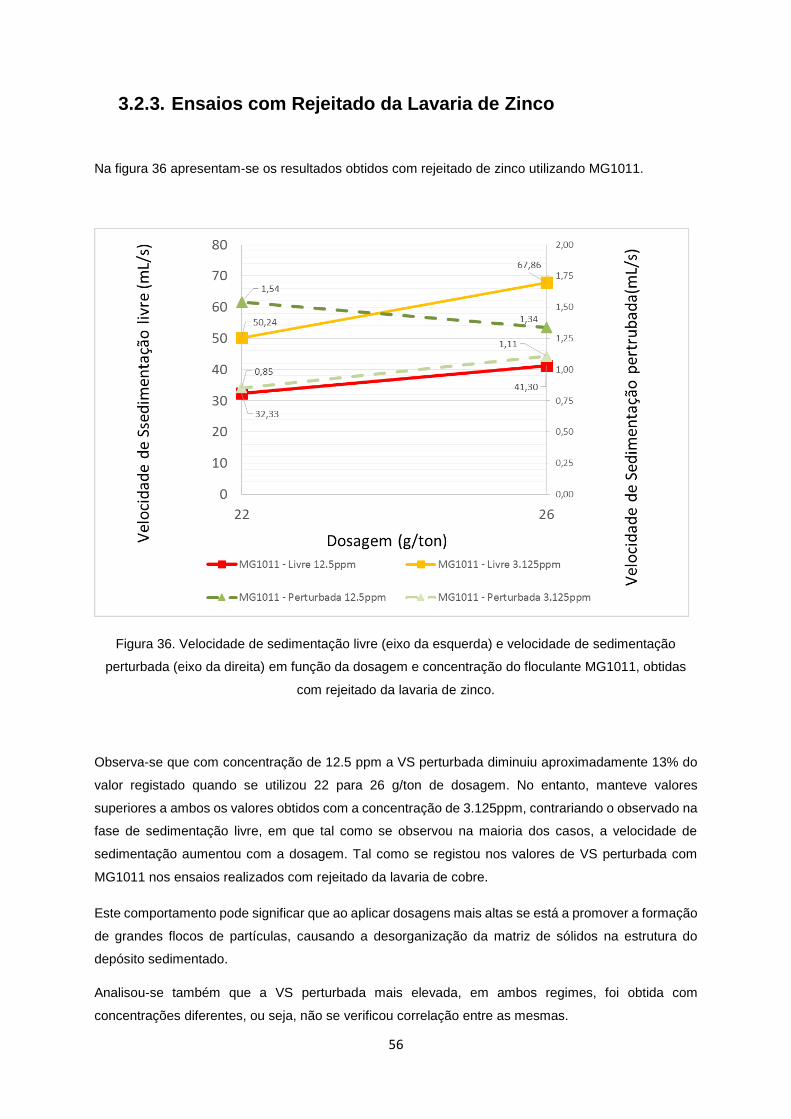
56
3.2.3. Ensaios com Rejeitado da Lavaria de Zinco
Na figura 36 apresentam-se os resultados obtidos com rejeitado de zinco utilizando MG1011.
Figura 36. Velocidade de sedimentação livre (eixo da esquerda) e velocidade de sedimentação
perturbada (eixo da direita) em função da dosagem e concentração do floculante MG1011, obtidas
com rejeitado da lavaria de zinco.
Observa-se que com concentração de 12.5 ppm a VS perturbada diminuiu aproximadamente 13% do
valor registado quando se utilizou 22 para 26 g/ton de dosagem. No entanto, manteve valores
superiores a ambos os valores obtidos com a concentração de 3.125ppm, contrariando o observado na
fase de sedimentação livre, em que tal como se observou na maioria dos casos, a velocidade de
sedimentação aumentou com a dosagem. Tal como se registou nos valores de VS perturbada com
MG1011 nos ensaios realizados com rejeitado da lavaria de cobre.
Este comportamento pode significar que ao aplicar dosagens mais altas se está a promover a formação
de grandes flocos de partículas, causando a desorganização da matriz de sólidos na estrutura do
depósito sedimentado.
Analisou-se também que a VS perturbada mais elevada, em ambos regimes, foi obtida com
concentrações diferentes, ou seja, não se verificou correlação entre as mesmas.
57
3.2.4. Sumário de Resultados da Sedimentação Perturbada
A sedimentação perturbada está relacionada com o encaixe entre as partículas no momento da
transição da sedimentação livre para a perturbada, ou seja, na fase de abrandamento da descida da
interface água/sólidos. Consequentemente, o encaixe entre as partículas está dependente da
granulometria dos flocos formados e a sua distribuição ao longo da camada de sólidos formada.
Em 3.2.1 compara-se os valores da VS perturbada com os da livre sob as mesmas condições, e
observou-se que existe correlação na maioria dos casos entre as mesmas.
Com o rejeitado da lavaria de cobre, analisou-se que a maior VS perturbada foi obtida com a menor
concentração de solução de floculante. Como foi discutido anteriormente, o MG338 pode conduzir a
uma compressibilidade consideravelmente melhor que o MG1011, provavelmente devido ao seu peso
molecular inferior.
Os ensaios com rejeitado de zinco demonstraram que o MG1011 requer muito cuidado na regulação
das variáveis, pois revelou uma VS livre mais elevada com 3,125 ppm, e uma VS perturbada mais
elevada para 12,5 de concentração. O facto de se tratar de um rejeitado pesado (peso específico de
3.8 a 4.0g/cm3), pode contribuir para uma sedimentação precoce das partículas finas (floculadas) ou
grosseiras em regime livre, oferecendo a resistência oferecida à compressibilidade da camada
sedimentada, perturbando assim a homogeneização destas com a classe de partículas restantes,
oferecendo resistência à compressibilidade.
O facto de a superfície das partículas estarem carregadas negativamente (proveniente do elevado pH)
pode criar repulsão entre as mesmas, perturbando assim o encaixe entre as partículas.

58
4. Estratégias de
Redução de Custos na
Floculação
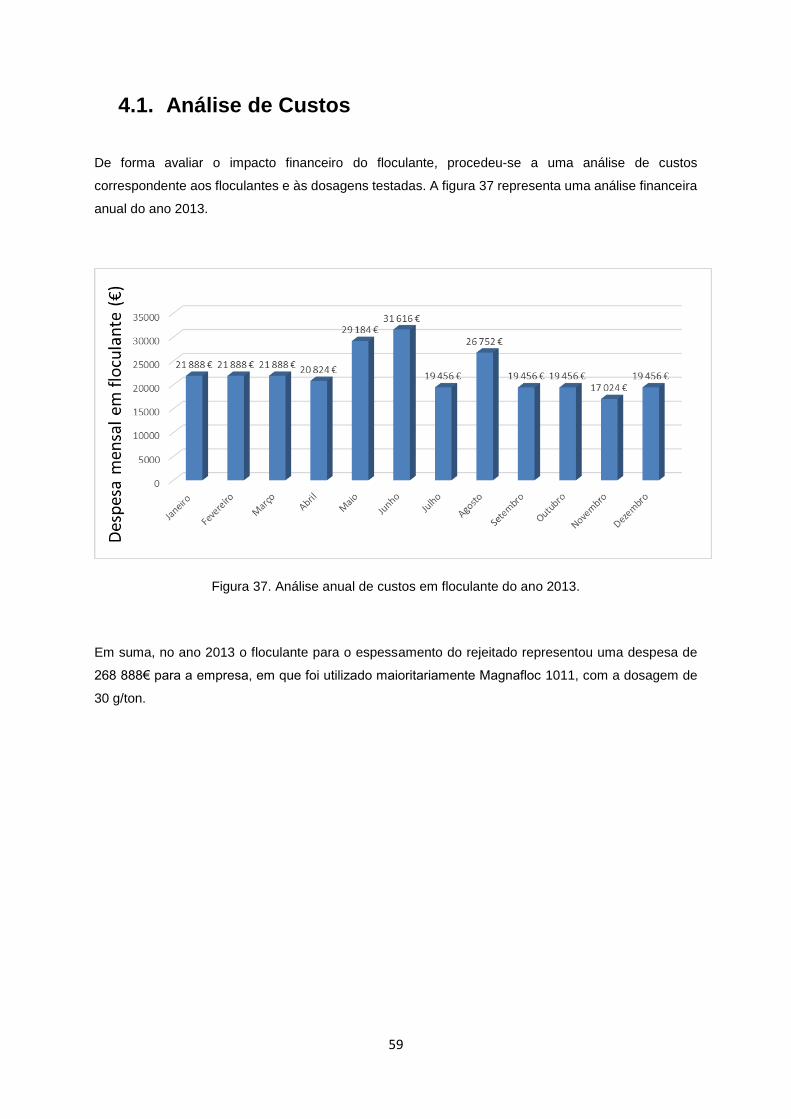
59
4.1. Análise de Custos
De forma avaliar o impacto financeiro do floculante, procedeu-se a uma análise de custos
correspondente aos floculantes e às dosagens testadas. A figura 37 representa uma análise financeira
anual do ano 2013.
Figura 37. Análise anual de custos em floculante do ano 2013.
Em suma, no ano 2013 o floculante para o espessamento do rejeitado representou uma despesa de
268 888€ para a empresa, em que foi utilizado maioritariamente Magnafloc 1011, com a dosagem de
30 g/ton.
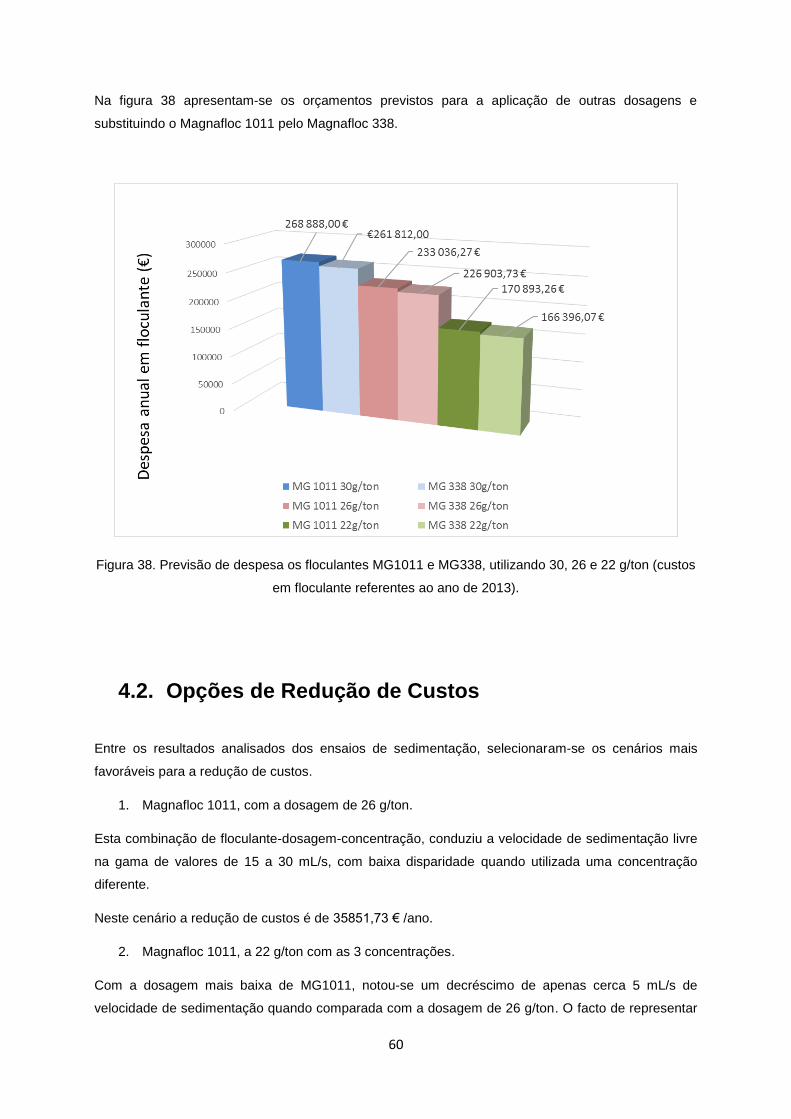
60
Na figura 38 apresentam-se os orçamentos previstos para a aplicação de outras dosagens e
substituindo o Magnafloc 1011 pelo Magnafloc 338.
Figura 38. Previsão de despesa os floculantes MG1011 e MG338, utilizando 30, 26 e 22 g/ton (custos
em floculante referentes ao ano de 2013).
4.2. Opções de Redução de Custos
Entre os resultados analisados dos ensaios de sedimentação, selecionaram-se os cenários mais
favoráveis para a redução de custos.
1. Magnafloc 1011, com a dosagem de 26 g/ton.
Esta combinação de floculante-dosagem-concentração, conduziu a velocidade de sedimentação livre
na gama de valores de 15 a 30 mL/s, com baixa disparidade quando utilizada uma concentração
diferente.
Neste cenário a redução de custos é de 35851,73 € /ano.
2. Magnafloc 1011, a 22 g/ton com as 3 concentrações.
Com a dosagem mais baixa de MG1011, notou-se um decréscimo de apenas cerca 5 mL/s de
velocidade de sedimentação quando comparada com a dosagem de 26 g/ton. O facto de representar

61
uma poupança de 4 g/ton, torna esta opção interessante. Obtiveram-se resultados muito próximos
usando diferentes concentrações.
Neste cenário a redução de custos é de 97994,74 €.
3. Magnafloc 338 com a dosagem de 26 e 30 g/ton.
O floculante Magnafloc 338 demonstrou-se uma boa opção, pois conduziu a VS’s elevadas para estas
condições. Utilizando a concentração de 3,125 ppm, podem-se ainda testar dosagens superiores a 30
g/ton e ainda assim reduzir-se os custos, graças ao seu baixo preço. Esta opção pode ser considerada
para espessar rejeitado total e rejeitado de cobre.
Verificou-se que na floculação de rejeitado de cobre, devido aos motivos explicados em 3.1.3, este é o
floculante mais favorável.
Neste cenário a redução de custos é de 41,984,27 € quando utilizada a dosagem de 22 g/ton.
Neste cenário a redução de custos é de 7076 € quando utilizada a dosagem de 30 g/ton.
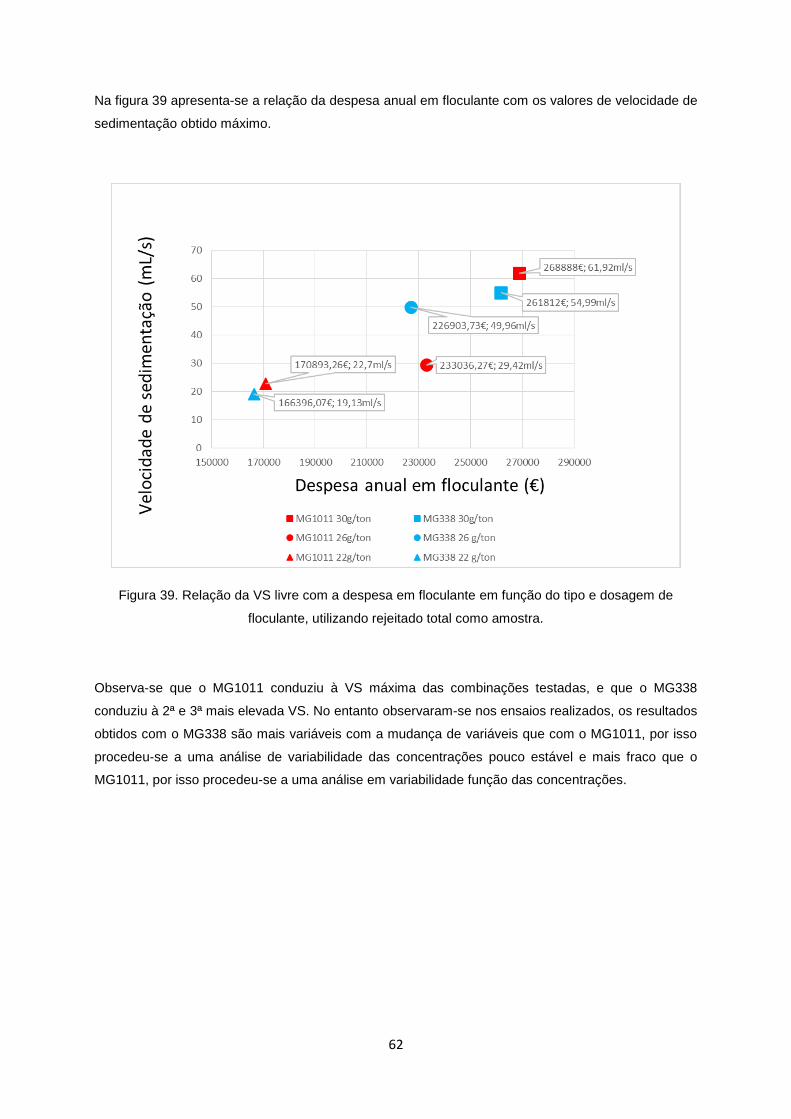
62
Na figura 39 apresenta-se a relação da despesa anual em floculante com os valores de velocidade de
sedimentação obtido máximo.
Figura 39. Relação da VS livre com a despesa em floculante em função do tipo e dosagem de
floculante, utilizando rejeitado total como amostra.
Observa-se que o MG1011 conduziu à VS máxima das combinações testadas, e que o MG338
conduziu à 2ª e 3ª mais elevada VS. No entanto observaram-se nos ensaios realizados, os resultados
obtidos com o MG338 são mais variáveis com a mudança de variáveis que com o MG1011, por isso
procedeu-se a uma análise de variabilidade das concentrações pouco estável e mais fraco que o
MG1011, por isso procedeu-se a uma análise em variabilidade função das concentrações.
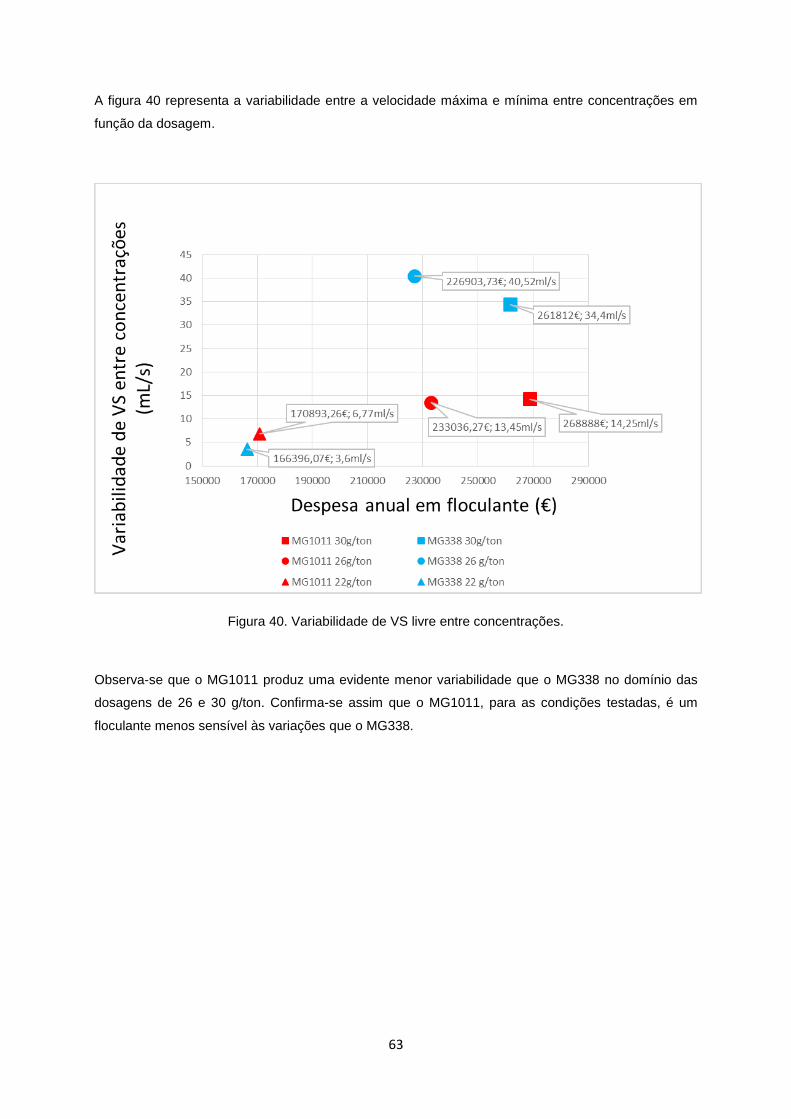
63
A figura 40 representa a variabilidade entre a velocidade máxima e mínima entre concentrações em
função da dosagem.
Figura 40. Variabilidade de VS livre entre concentrações.
Observa-se que o MG1011 produz uma evidente menor variabilidade que o MG338 no domínio das
dosagens de 26 e 30 g/ton. Confirma-se assim que o MG1011, para as condições testadas, é um
floculante menos sensível às variações que o MG338.
64
5. Conclusões
65
5.1. Objetivo principal
Neste trabalho desenvolveram-se estratégias para redução de custos com floculante no processo de
floculação presente no espessamento de rejeitados das lavarias da Mina de Neves-Corvo. Para tal foi
realizado um estágio curricular na empresa Somincor onde foram efetuados testes, nos quais foram
manipulados parâmetros de floculação e testados diferentes floculantes de forma a aumentar-se a
velocidade de sedimentação.
Nos ensaios testaram-se 3 floculantes aniónicos com peso molecular diferente, Magnafloc1011
(MG1011), Magnafloc338 (MG338) e Nalco8172 (NC8172), onde se aplicaram 3 dosagens e 3
concentrações de solução dos mesmos.
Os resultados indicaram que com redução da dosagem do floculante MG1011 comumente utilizado
e/ou a alteração para o floculante MG338 é possível reduzir os custos do processo, no entanto
registaram-se reduções de velocidade de sedimentação. Propuseram-se 3 diferentes opções para
reduzir custos na floculação, nas quais se incluíram os floculantes MG1011 e MG338, com respetivas
dosagens e concentrações. O floculante NC8172 conduziu à mais baixa velocidade de sedimentação
entre os 3 floculantes testados, não tendo assim sido incluído nas opções de redução de custos.
Neste trabalho não se pretendeu determinar os parâmetros ótimos, mas sim conhecer o comportamento
dos floculantes, produzindo informação de base para uma otimização do processo num trabalho futuro.
5.2. Floculação de Rejeitados de Minérios Sulfuretos
Em geral, na exploração de minérios sulfuretos, existe a necessidade de utilizar elevados valores de
pH nos processos de flutuação. Como consequência, as polpas de rejeitado apresentam valores de pH
de 9 a 11, dando origem a partículas de superfície carregadas negativamente. Os rejeitados da lavaria
de cobre e zinco apresenta diferente valor de pH e de peso específico, respetivamente 9 e 11, 3.4 e
3.9 g/cm3.
Neste trabalho, sugere-se que na floculação dos rejeitados das lavarias da Mina de Neves-Corvo, o
mecanismo de floculação predominante é o Polymer Bridging, pois os floculantes aniónicos de elevado
peso molecular (como os utilizados na Mina de Neves-Corvo, MG1011 e MG338), são adequados para
a adsorção das cadeias poliméricas às partículas de superfície carregadas negativamente, mantendo-
se estendidas no meio aquoso possibilitando a formação de pontes com as cadeias poliméricas de
outras partículas, como é ilustrado seguidamente na figura 41. Na ocorrência de Polymer Bridging é
importante que o meio envolvente seja um bom solvente, permitindo que as cadeias poliméricas tenham
afinidade ao meio, e não à superfície da partícula.
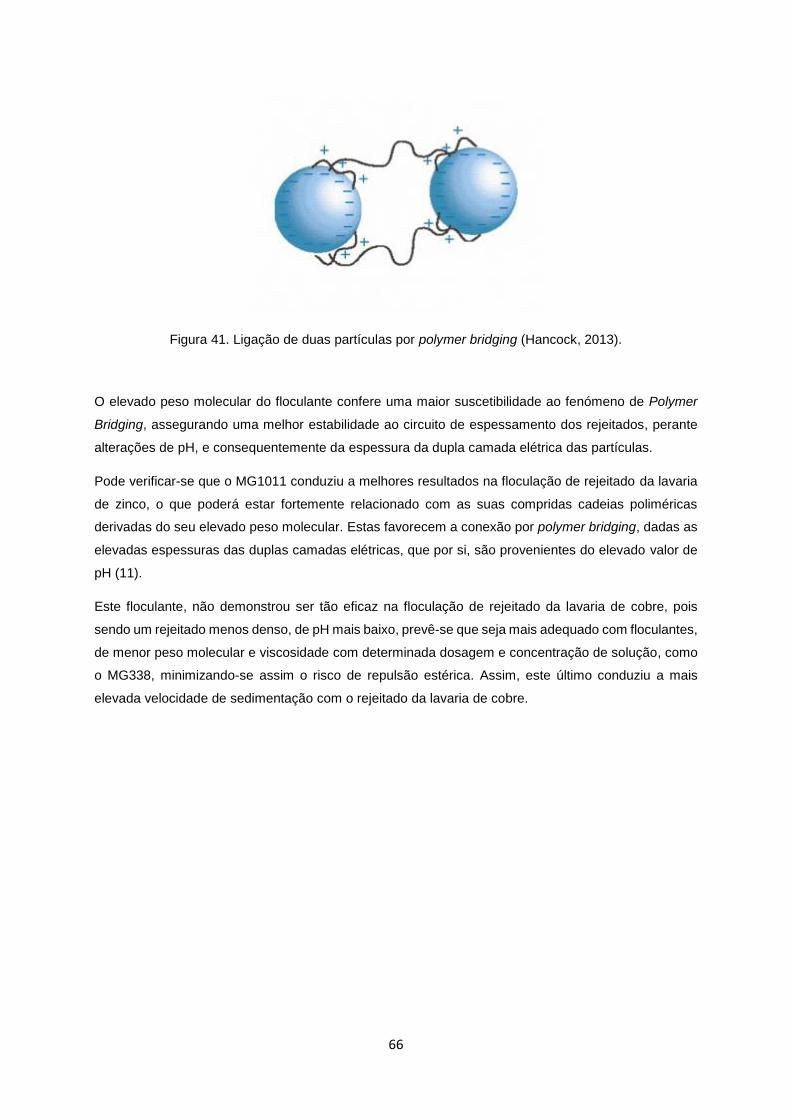
66
Figura 41. Ligação de duas partículas por polymer bridging (Hancock, 2013).
O elevado peso molecular do floculante confere uma maior suscetibilidade ao fenómeno de Polymer
Bridging, assegurando uma melhor estabilidade ao circuito de espessamento dos rejeitados, perante
alterações de pH, e consequentemente da espessura da dupla camada elétrica das partículas.
Pode verificar-se que o MG1011 conduziu a melhores resultados na floculação de rejeitado da lavaria
de zinco, o que poderá estar fortemente relacionado com as suas compridas cadeias poliméricas
derivadas do seu elevado peso molecular. Estas favorecem a conexão por polymer bridging, dadas as
elevadas espessuras das duplas camadas elétricas, que por si, são provenientes do elevado valor de
pH (11).
Este floculante, não demonstrou ser tão eficaz na floculação de rejeitado da lavaria de cobre, pois
sendo um rejeitado menos denso, de pH mais baixo, prevê-se que seja mais adequado com floculantes,
de menor peso molecular e viscosidade com determinada dosagem e concentração de solução, como
o MG338, minimizando-se assim o risco de repulsão estérica. Assim, este último conduziu a mais
elevada velocidade de sedimentação com o rejeitado da lavaria de cobre.

67
5.3. Influência da Dosagem e Concentração de
Floculante
Segundo Masliyah (2011), na presença do mecanismo de polymer brydging, é frequentemente
determinada a dosagem ótima de floculante, de forma a maximizar a conexão entre partículas, pois
com dosagem abaixo do ideal não existirá polímero suficiente para formar bridging links entre
partículas. Acima da concentração ótima, poderá ocorrer estabilização estérica (Pascoe, 2011).
De um modo geral, os resultados obtidos evidenciam uma relação direta entre a dosagem e a
variabilidade de velocidade de sedimentação entre concentrações, pois registou-se a variabilidade
reduzida para a dosagem de 22 g/ton, e variabilidade elevada para a dosagem de 30 g/ton. Com isto
confirma-se que quanto maior a dosagem utilizada, maior deverá ser a sensibilidade com se deve
manipular a concentração.
O MG1011 revelou-se mais constante que o MG338 perante alterações de dosagem e concentração,
conduzindo aos melhores resultados para a concentração de 3.125 ppm (a menor das testadas).
Compreende-se assim, que em trabalho futuro poderá ser interessante a realização de testes com
concentrações inferiores a 3.125 ppm.
Tendo em conta a elevada viscosidade da solução do floculante MG1011 com determinada dosagem
e concentração, é necessário promover uma boa mobilidade do mesmo, a fim de garantir a sua
homogeneização com os sólidos da polpa de rejeitados. Uma boa diluição da solução de floculante é
importante para prevenir a estabilização estérica entre partículas, proveniente da pressão osmótica,
pois esta pode ser muito provável em floculantes de elevado peso molecular.
O MG338 demonstrou ser um floculante muito sensível à dosagem, concentração, e características do
rejeitado a tratar. No entanto, registaram-se elevados valores de velocidade de sedimentação com
valores de concentração de 3.125 ppm e dosagem de 30 g/ton.
Na análise da sedimentação perturbada, registou-se que o MG338 demonstrou uma compressibilidade
significativamente melhor que a conduzida pelo MG1011 na floculação do rejeitado total e de cobre.
Como consideração final, entende-se que com uma otimização da dosagem e concentração do MG338
pode-se perder alguma velocidade de sedimentação livre, e aumentar a velocidade de sedimentação
perturbada, tornando assim este floculante, uma potencial alternativa para aumentar a densidade do
rejeitado espessado. Para uma melhor precisão da densidade de rejeitado espessado em laboratório,
considera-se necessária a recolha de amostras pós ensaio (utilizando provetas com torneira na base).

68

69
6. Trabalho Futuro
70
Com a informação e o conhecimento obtido neste trabalho, considera-se importante a realização de
ensaios de sedimentação com concentrações menores dos floculantes, de forma a determinar a
concentração ótima para floculação dos rejeitados. A otimização do processo deve incluir a otimização
da dosagem usando a metodologia e análise de resultados drasticamente rigorosa.
De forma a melhorar a reprodutibilidade dos resultados é aconselhada a realização de réplica e/ou
triplicados dos ensaios, de forma a quantificar a confiança dos resultados obtidos.
Quanto à metodologia experimental, esta poderá ser complementada, com o adição de parâmetros a
manipular. Entre os parâmetros sugeridos, os principais são:
TDS (Sólidos Dissolvidos Totais) e turbidez - de modo a avaliar a clarificação da água.
Análise química do rejeitado - pois sabendo os seus componentes residuais, principalmente
restos de metais, entre outros, poderá avaliar-se a facilidade dos sólidos em sedimentar.
Distribuição granulométrica – se existir predominância de partículas grosseiras/finas na polpa,
esta terá influência na velocidade de sedimentação, e no encaixe entre as partículas, na
compressão do mesmo.
pH da polpa de rejeitado – indicador da carga da carga elétrica e do potencial zeta.
Temperatura – indicador da solubilidade do meio.
Peso específico exato da amostra – precisão da quantidade de amostra recolhida é difícil de
obter no momento, mas seria útil para melhorar a precisão da quantidade da amostra recolhida.
Paralelamente, é do interesse das empresas mineiras estudar o comportamento do rejeitado
espessado após a deposição, quando alterados os parâmetros operacionais de floculação. Como já foi
referido, a velocidade de sedimentação perturbada, é indicativo do encaixe entre as partículas, que por
si é indicativo da densidade do rejeitado floculado, que é um dado fundamental na avaliação da
qualidade do espessamento. No entanto, este dado não é suficiente para avaliar a eficácia do
comportamento do rejeitado após a sua deposição, pois existem fatores ocorrentes a nível industrial,
que não são contabilizados em ensaios de laboratório, entre os quais tem-se o peso do próprio rejeitado
dentro do espessador, e o transporte do rejeitado até a zona de deposição.
Para isto considera-se necessária a realização de um teste de deposição em apenas uma área, de
pasta produzida com determinadas condições, podendo-se assim relacionar estes, com os dados de
campo, tais como cotas de deposição, assentamentos, escoamento da água, fluidez da pasta, entre
outros.
71
7. Referências
Bibliográficas

72
Barreda Rubén. 2008. Desenvolvimento de Equipamento Produtor de Pasta Mineral. Universidade
Federal de Minas Gerais.
Bueno de Moraes Peterson, Coagulação e Floculação.
Bratskayaa Svetlana, Avramenkoa Valentin, Schwarzb Simona, Philippovaa Irina, 2005. Enhanced
flocculation of oil-in-water emulsions by hydrophobically modified chitosan derivatives. Colloids and
Surfaces A: Physicochemical and Engineering Aspects 275, 168-176.
Brostow Witold, Lobland Haley E. Hagg, Singh Sagar Pal and Ram P., 2009. Polymeric Flocculants For
Wastewater and Industrial Effluent Treatment. Journal of Materials Education 31, 157 - 166.
Bryan Rachel, Simms Paul, Verburg Rens, 2010. Coupling oxidation to transient drying during multilayer
deposition of thickened gold tailings. Minerals Engineering 23, 1101–1112.
Cortez, L. & Durão, F., 1982. Textos de Apoio ao Curso de Técnicas Laboratoriais de Mineralurgia.
Lisboa: Instituto Superior Técnico Laboratório de Mineralurgia e Planeamento Mineiro.
COOLING, D. Improving the Sustainability of Residue Storage Practices. Dry Stacking of Residue of
Alcoa World Alumina Australia, International Seminar on Paste and Thikened Tailings, 22.
Cacheira Catarina, Santos João, Faria José, Varandas Margarida, Maria da Silva, Miguel Costa. 2013.
Processo de Coagulação-Floculação. Universidade do Porto, Faculdade de Engenharia.
Chemwiki Ucdavisz (Online)
Available at:
http://chemwiki.ucdavis.edu/Physical_Chemistry/Intermolecular_Forces/Van_Der_Waals_Interactions.
[Acedido em Abril 2015].
Deschamps Thomas, Benzaazoua Mostafa, Bussie`re Bruno, Aubertin Michel, 2007. Tikou
BelemMicrostructural and geochemical evolution of paste tailings in surface disposal conditions.
Minerals Engineering.
Dickinson Eric, Golding Matt, Povey Malcolm J.W., 1996. Creaming and Flocculation of Oil-in-Water
Emulsions Containing Sodium Caseinate. Journal of Colloid and Interface Science 185, 515-529.
Dong Yingbo, Lin Hai, Wang Han, Mo Xiaolan, Fu Kaibin, Wen Hongwei, 2011. Effects of ultraviolet
irradiation on bacteria mutation and bioleaching of low-grade copper tailings. Minerals Engineering 24,
870–875.
Engels, J. and D. Dixon-Hardy (2004). Tailings disposal - Managing increasing higher volumes of waste
from mines. 7th International Symposium on Environmental Geotechnology and Global Sustainable
Development, Helsinki and Espoo, Finland.
Engels, J. and D. Dixon-Hardy (2004). Tailings disposal - Today's storage of high volumes of waste from
mines. JKMRC Conference 2004, Brisbane, Australia. 13.
73
Fan Aixing, J. Turro Nicholas, Somasundaran P., 1999. A study of dual polymer flocculation. Colloids
and Surfaces A: Physicochemical and Engineering Aspects 162, 141–148.
Guangzhi Yin, Guangzhi Li, Zuoan Wei, Ling Wana, Guohong Shui, Xiaofei Jing, 2010. Stability analysis
of a copper tailings dam via laboratory model tests: A Chinese case study. Minerals Engineering 24,
122–130.
Guimarães Filipe, 2014. Revisão nos métodos de dimensionamento de espessadores e comparação
dos modelos industriais. Universidade Federal de Minas Gerais.
Grabsch A.F., Fawell P.D., Adkins S.J., Beveridge A., 2014. The impact of achieving a higher aggregate
density on polymer-bridging flocculation. International Journal of Mineral Processing 124, 83–94.
Hansen Henrik K., Lamas Victor, Gutierrez Claudia, Nuñez Patricio, Rojo Adrian, Cameselle Claudio,
Ottosen Lisbeth M., 2012. Electro-remediation of copper mine tailings. Comparing copper removal
efficiencies for two tailings of different age. Minerals Engineering 41, 1–8.
Harsha S. Kolla, Kemira. Next Generation Polymeric Flocculants for Thickening and Dewatering.
Holdich Richard, Particle Technology (Online)
Available at: http://www.particles.org.uk/index.htm
[Acedido em Abril 2015].
Ji Yaguan, 2013. Fundamental Understanding of the Flocculation of Mineral Tailings in High Salinity
Water. University of Alberta.
Ji Yaguan, Lu Qingye, Liu Qingxia, Zeng Hongbo, 2013. Effect of solution salinity on settling of mineral
tailings by polymer flocculants. Colloids and Surfaces A: Physicochem. Eng. Aspects 430, 29–38.
Kolyaa Haradhan, Tripathya Tridib and Deb B. R., 2012. Flocculation Performance of Grafted
Xanthangum: A Comparative Study. Journal of Physical Sciences, Vol. 16, 221-234.
Linnert Harrald Victor, 2015. Estabilidade Coloidal. Departamento de Química Fundamental. Instituto
de Química - Universidade de São Paulo.
Lundin Mining Corporation, 2013. Mine Summary Neves Corvo.
http://www.lundinmining.com/i/pdf/Summary_Report_Neves-Corvo.pdf
[Acedido em Março 2015]
Martinho Gaspar, 2013. Slides da matéria “Colóides. Universidade Técnica de Lisboa Instituto Superior
Técnico.
Melo, Tomás 2014. Produção de Rejeitados Espessados e deposição em aterro. Monitorização do
comportamento geotécnico e geoquímico. Universidade Técnica de Lisboa Instituto Superior Técnico.
Minas e Minérios em Castro Verde – Somincor (Online)
http://somincor.com.pt/pt
[Acedido em Janeiro 2014]
74
Monteiro Rui, 2009. Optimização de Processo de Tratamento de Efluentes, Universidade Técnica de
Lisboa Instituto Superior Técnico.
Mpofu P., Addai-Mensah J, Ralston J., Investigation of the effect of polymer structure type on
flocculation, rheology and dewatering behaviour of kaolinite dispersions. International Journal of Mineral
Processing, 71, 247-268.
Nasser M.S. Effect of Polycrylamide Polymers on Floc Size And Rheological Behaviour Of Papermaking
Suspensions. King Fahd University of Petroleum and Minerals.
Nasser M.S., A.E. James, 2006. The effect of polyacrylamide charge density and molecular weight on
the flocculation and sedimentation behavior of kaolinite suspensions. Separation and Purification
Technology 52, 241–252.
Pattillo Chris, Determining the Settling Velocity. Sedimentation and Settling Velocity.
http://www.rpi.edu/dept/chem-eng/Biotech-Environ/SEDIMENT/sedsettle.html
[Acedido em Abril 2015].
Parsapour Gh.A., Hossininasab M., Yahyaei M., Banisi S., 2013. Effect of settling test procedure on
sizing thickeners. Separation and Purification Technology 122, 87–95.
Pinto Thiago, 2007. Aplicação de técnicas clássicas para polpas não floculadas de dimensionamento
de espessadores aplicadas a suspensões de salmoura e lodo biológico. Escola Politécnica da
Universidade de São Paulo.
Runkanaa Venkataramana, Somasundarana P., Kapur P.C., 2005. A population balance model for
flocculation of colloidal suspensions by polymer bridging. Chemical Engineering Science 61, 182 – 191.
Shaw Duncan J., 1966. Introduction to Colloid and Surface Chemistry. Formerly Principal Lecturer in
Physical Chemistry, Department of Chemistry and Biochemistry, Liverpool Polytechnic, Utterworth.
Smith-Palmer, T., Pelton, R., 2012. Flocculation of particles. In: Somasundaran, P., Hubbard, A.
Encyclopedia of Surface and Colloid Science. Taylor & Francis, 2584–2599.
Thickened Tailings (Online)
Available at: http://www.tailings.info/contactus.php.
[Acedido em Abril 2015].
Wang Chen, Harbottle David, Liu Qingxia, Xu Zhenghe, 2014. Current state of fine mineral tailings
treatment: A critical review on theory and practice. Mineral Engineering 58, 113-131.
Wills, B.A. Mineral Processing Tecnology – 6ª ediçao – Camborne School of Mines, Cornwall, England;
ButterWorth Heinemann, 1997.
Winkler, M.-K.H., et al, 2012. Temperature and salt effects on settling velocity in granular sludge
technology. Water Research 46 5445-5451.
75
Witold Brostow, Haley E. Hagg Lobland, Sagar Pal and Ram P. Singh, 2009. Polymeric Flocculants for
Wastewater and Industrial Effluent Treatment. Journal of Materials Education Vol. 31, 157 – 166.
Yu Xiang and Somasundaran P., 1995. Kinetics of Polymer Conformational Changes and Its Role in
Flocculation. Journal of Colloid and Interface Science 178, 770-774.
Yu Xiang and Somasundaran P., 1995. Role of Polymer Conformation in Interparticle-Bridging
Dominated Flocculation. Journal of Colloid and Interface Science 177, 283–287.
Zaidi Ali Abbas, et al, 2015. Hindered Settling Velocity & Structure formation during particle settling by
Direct Numerical Simulation. Procedia Engineering 102, 1656 – 1666.
Zeroday: Hancock Bill, 2013. Taking a deeper look into the chemistry of water treatment polymers, more
specifically water soluble polymers.
Available at: http://www.zerodayllc.com/blog/2013/04/16/taking-a-deeper-look-into-water-treatment-
polymers-more-specifically-water-soluble-polymers.
[Acedido em Maio 2015].

76
8. Anexos

77
Anexo A - Tabela de cálculo do volume de amostra a recolher e volume de
solução de floculante a adicionar nos ensaios.
Anexo B - Interface água/sólidos em função do tempo em valores
experimentais.
Anexo C - Retas de ajustamento dos valores experimentais da interface
água/sólidos em função do tempo.
Anexo D - Velocidades de sedimentação livre obtidas nos ensaios.
Anexo E - Fichas técnicas dos floculantes utilizados.

78
Anexo I - Tabela de cálculo do volume de amostra a recolher e volume de solução de floculante a adicionar nos ensaios.
Inicial (%) Final (%) (x0.2)
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 12 40,00 214,19 202,42 90,91 333,33 9,32% 507,52 2400000,00 0,00120 96,00 1
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 10 40,00 214,19 202,42 157,58 400,00 8,06% 574,19 2400000,00 0,00120 96,00 2
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 8 40,00 214,19 202,42 257,58 500,00 6,71% 674,19 2400000,00 0,00120 96,00 3
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 12 40,00 214,19 202,42 90,91 333,33 7,61% 507,52 4800000,00 0,00120 192,00 4
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 10 40,00 214,19 202,42 157,58 400,00 6,76% 574,19 4800000,00 0,00120 192,00 5
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 8 40,00 214,19 202,42 257,58 500,00 5,78% 674,19 4800000,00 0,00120 192,00 6
0,0078125 500 0,0015625 0,0003125 0,0016 30 19,5 471 101 19 18,14 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 5,58% 470,23 9600000,00 0,00120 384,00 7
0,0078125 500 0,0015625 0,0003125 0,0016 30 19,5 471 101 19 18,14 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 5,10% 536,89 9600000,00 0,00120 384,00 8
0,0078125 500 0,0015625 0,0003125 0,0016 30 19,5 471 101 19 18,14 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 4,52% 636,89 9600000,00 0,00120 384,00 9
0,03125 500 0,00625 0,0012500 0,0063 26 19,5 471 101 19 18,14 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 9,60% 470,23 2080000,00 0,00104 83,20 10
0,03125 500 0,00625 0,0012500 0,0063 26 19,5 471 101 19 18,14 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 8,28% 536,89 2080000,00 0,00104 83,20 11
0,03125 500 0,00625 0,0012500 0,0063 26 19,5 471 101 19 18,14 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 6,86% 636,89 2080000,00 0,00104 83,20 12
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 12 40,00 207,06 195,29 98,04 333,33 8,00% 500,39 4160000,00 0,00104 166,40 13
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 10 40,00 207,06 195,29 164,71 400,00 7,06% 567,06 4160000,00 0,00104 166,40 14
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 8 40,00 207,06 195,29 264,71 500,00 6,00% 667,06 4160000,00 0,00104 166,40 15
0,0078125 500 0,0015625 0,0003125 0,0016 26 19,5 460 105 20 19,32 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 6,00% 470,23 8320000,00 0,00104 332,80 16
0,0078125 500 0,0015625 0,0003125 0,0016 26 19,5 460 105 20 19,32 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 5,46% 536,89 8320000,00 0,00104 332,80 17
0,0078125 500 0,0015625 0,0003125 0,0016 26 19,5 460 105 20 19,32 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 4,80% 636,89 8320000,00 0,00104 332,80 18
0,03125 500 0,00625 0,0012500 0,0063 22 19,5 460 105 20 19,32 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 9,91% 470,23 1760000,00 0,00088 70,40 19
0,03125 500 0,00625 0,0012500 0,0063 22 19,5 460 105 20 19,32 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 8,50% 536,89 1760000,00 0,00088 70,40 20
0,03125 500 0,00625 0,0012500 0,0063 22 19,5 460 105 20 19,32 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 7,01% 636,89 1760000,00 0,00088 70,40 21
0,015625 500 0,003125 0,0006250 0,0031 22 18,5 514 112 22 18,29 3,4 216,22 12 40,00 187,98 176,22 117,12 333,33 8,44% 481,31 3520000,00 0,00088 140,80 22
0,015625 500 0,003125 0,0006250 0,0031 22 18,5 514 112 22 18,29 3,4 216,22 10 40,00 187,98 176,22 183,78 400,00 7,40% 547,98 3520000,00 0,00088 140,80 23
0,015625 500 0,003125 0,0006250 0,0031 22 18,5 514 112 22 18,29 3,4 216,22 8 40,00 187,98 176,22 283,78 500,00 6,24% 647,98 3520000,00 0,00088 140,80 24
0,0078125 500 0,0015625 0,0003125 0,0016 22 18,5 514 112 22 18,29 3,4 216,22 12 40,00 187,98 176,22 117,12 333,33 6,50% 481,31 7040000,00 0,00088 281,60 25
0,0078125 500 0,0015625 0,0003125 0,0016 22 18,5 514 112 22 18,29 3,4 216,22 10 40,00 187,98 176,22 183,78 400,00 5,87% 547,98 7040000,00 0,00088 281,60 26
0,0078125 500 0,0015625 0,0003125 0,0016 22 18,5 514 112 22 18,29 3,4 216,22 8 40,00 187,98 176,22 283,78 500,00 5,12% 647,98 7040000,00 0,00088 281,60 27
Parâmetros a utilizar no ensaioParâmetros a ensaiar
0,0006250%
0,0003125%
Concentração de
solução (ppm)
12,50
6,25
3,125
12,50
Dosagem (g/ton)Concentração de
solução (%)
Número
do Ensaio
Peso de água a
adiocionar à
amostra (g)
Peso total final
(g)
% Sólidos em
Peso após
adicionada a
solução de
floculante
22 g/ton
0,0012500%
0,0006250%
0,0003125%
Dose de
floculante
adicionada na
preparação (g)
Concentração da diluição (%)Dosagem
contida na
diluição (g)
30 g/ton
0,0012500%
0,0006250%
0,0003125%
6,25
3,125
12,50
6,25
3,125
26 g/ton
0,0012500%
Dosagem de
floculante a
adicionar numa
amostra (g)
Volume de
solução de
floculante a
adicionar na
amostra (mL)
Água diluição
utilizada na
preparação (mL)
Dosagem
utilizada na
C.Pasta, que se
deseja simular
no ensaio (g/t)
Peso de água na
proveta de
alimentação
recolhida (g)
Volume total na
amostra (mL)
Volume de
solução de
floculante
adicionada na
C.Pasta (mL)
% Sólidos em
peso real (%)
SG (conforme o
dia da semana)
(g/cm3)
Peso total inicial
da amostra (g)
% Sólidos em
peso desejada
p/ o ensaio
Peso de sólidos
a colocar na
amostra (g)
Volume de
alimentação a
colocar na
proveta (mL)
% Sólidos em
peso da
alimentação
Peso húmido da
amostra (g)
Peso seco da
amostra
recolhida (g)
Tara
Preparação da solução de floculante Parâmetros da alimentação à Central de Pasta
Inicial (%) Final (%) (x0.2)
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 12 40,00 214,19 202,42 90,91 333,33 9,32% 507,52 2400000,00 0,00120 96,00 1
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 10 40,00 214,19 202,42 157,58 400,00 8,06% 574,19 2400000,00 0,00120 96,00 2
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 8 40,00 214,19 202,42 257,58 500,00 6,71% 674,19 2400000,00 0,00120 96,00 3
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 12 40,00 214,19 202,42 90,91 333,33 7,61% 507,52 4800000,00 0,00120 192,00 4
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 10 40,00 214,19 202,42 157,58 400,00 6,76% 574,19 4800000,00 0,00120 192,00 5
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 8 40,00 214,19 202,42 257,58 500,00 5,78% 674,19 4800000,00 0,00120 192,00 6
0,0078125 500 0,0015625 0,0003125 0,0016 30 28 399 83 15 17,71 3,4 142,86 12 40,00 114,62 102,86 190,48 333,33 5,58% 407,96 9600000,00 0,00120 384,00 7
0,0078125 500 0,0015625 0,0003125 0,0016 30 28 399 83 15 17,71 3,4 142,86 10 40,00 114,62 102,86 257,14 400,00 5,10% 474,62 9600000,00 0,00120 384,00 8
0,0078125 500 0,0015625 0,0003125 0,0016 30 28 399 83 15 17,71 3,4 142,86 8 40,00 114,62 102,86 357,14 500,00 4,52% 574,62 9600000,00 0,00120 384,00 9
0,03125 500 0,00625 0,0012500 0,0063 26 28 399 83 15 17,71 3,4 142,86 12 40,00 114,62 102,86 190,48 333,33 9,60% 407,96 2080000,00 0,00104 83,20 10
0,03125 500 0,00625 0,0012500 0,0063 26 28 399 83 15 17,71 3,4 142,86 10 40,00 114,62 102,86 257,14 400,00 8,28% 474,62 2080000,00 0,00104 83,20 11
0,03125 500 0,00625 0,0012500 0,0063 26 28 399 83 15 17,71 3,4 142,86 8 40,00 114,62 102,86 357,14 500,00 6,86% 574,62 2080000,00 0,00104 83,20 12
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 12 40,00 207,06 195,29 98,04 333,33 8,00% 500,39 4160000,00 0,00104 166,40 13
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 10 40,00 207,06 195,29 164,71 400,00 7,06% 567,06 4160000,00 0,00104 166,40 14
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 8 40,00 207,06 195,29 264,71 500,00 6,00% 667,06 4160000,00 0,00104 166,40 15
0,0078125 500 0,0015625 0,0003125 0,0016 26 17 367 96 17 22,57 3,4 235,29 12 40,00 207,06 195,29 98,04 333,33 6,00% 500,39 8320000,00 0,00104 332,80 16
0,0078125 500 0,0015625 0,0003125 0,0016 26 17 367 96 17 22,57 3,4 235,29 10 40,00 207,06 195,29 164,71 400,00 5,46% 567,06 8320000,00 0,00104 332,80 17
0,0078125 500 0,0015625 0,0003125 0,0016 26 17 367 96 17 22,57 3,4 235,29 8 40,00 207,06 195,29 264,71 500,00 4,80% 667,06 8320000,00 0,00104 332,80 18
0,03125 500 0,00625 0,0012500 0,0063 22 19 429 70 16 13,08 3,4 210,53 12 40,00 182,29 170,53 122,81 333,33 9,91% 475,62 1760000,00 0,00088 70,40 19
0,03125 500 0,00625 0,0012500 0,0063 22 19 429 70 16 13,08 3,4 210,53 10 40,00 182,29 170,53 189,47 400,00 8,50% 542,29 1760000,00 0,00088 70,40 20
0,03125 500 0,00625 0,0012500 0,0063 22 19 429 70 16 13,08 3,4 210,53 8 40,00 182,29 170,53 289,47 500,00 7,01% 642,29 1760000,00 0,00088 70,40 21
0,015625 500 0,003125 0,0006250 0,0031 22 19 429 70 16 13,08 3,4 210,53 12 40,00 182,29 170,53 122,81 333,33 8,44% 475,62 3520000,00 0,00088 140,80 22
0,015625 500 0,003125 0,0006250 0,0031 22 19 429 70 16 13,08 3,4 210,53 10 40,00 182,29 170,53 189,47 400,00 7,40% 542,29 3520000,00 0,00088 140,80 23
0,015625 500 0,003125 0,0006250 0,0031 22 19 429 70 16 13,08 3,4 210,53 8 40,00 182,29 170,53 289,47 500,00 6,24% 642,29 3520000,00 0,00088 140,80 24
0,0078125 500 0,0015625 0,0003125 0,0016 22 17,5 312 63 9 17,82 3,4 228,57 12 40,00 200,34 188,57 104,76 333,33 6,50% 493,67 7040000,00 0,00088 281,60 25
0,0078125 500 0,0015625 0,0003125 0,0016 22 17,5 312 63 9 17,82 3,4 228,57 10 40,00 200,34 188,57 171,43 400,00 5,87% 560,34 7040000,00 0,00088 281,60 26
0,0078125 500 0,0015625 0,0003125 0,0016 22 17,5 312 63 9 17,82 3,4 228,57 8 40,00 200,34 188,57 271,43 500,00 5,12% 660,34 7040000,00 0,00088 281,60 27
Parâmetros a utilizar no ensaioParâmetros a ensaiar
12,50
6,25
3,125
12,50
6,25
3,125
3,125
Concentração de
solução (ppm)
12,50
6,25
26 g/ton
0,0012500%
0,0006250%
0,0003125%
22 g/ton
0,0012500%
0,0006250%
0,0003125%
Número
do Ensaio
30 g/ton
0,0012500%
0,0006250%
0,0003125%
Peso de sólidos
a colocar na
amostra (g)
Volume de
alimentação a
colocar na
proveta (mL)
Peso de água na
proveta de
alimentação
recolhida (g)
Peso de água a
adiocionar à
amostra (g)
Peso total final
(g)
% Sólidos em
Peso após
adicionada a
solução de
floculante
Peso seco da
amostra
recolhida (g)
Tara% Sólidos em
peso real (%)
SG (conforme o
dia da semana)
(g/cm3)
Peso total inicial
da amostra (g)
% Sólidos em
peso desejada
p/ o ensaio
Dosagem (g/ton)Concentração de
solução (%)
Preparação da solução de floculante Parâmetros da alimentação à Central de Pasta
Dose de
floculante
adicionada na
preparação (g)
Água diluição
utilizada na
preparação (mL)
Concentração da diluição (%) Dosagem
contida na
diluição (g)
Dosagem
utilizada na
C.Pasta, que se
deseja simular
no ensaio (g/t)
% Sólidos em
peso da
alimentação
Peso húmido da
amostra (g)
Volume total na
amostra (mL)
Volume de
solução de
floculante
adicionada na
C.Pasta (mL)
Dosagem de
floculante a
adicionar numa
amostra (g)
Volume de
solução de
floculante a
adicionar na
amostra (mL)
A.1. Tabela de cálculo do volume de amostra e de solução de MG1011 utilizada para os ensaios de triagem.
A.2. Tabela de cálculo do volume de amostra e de solução de MG1011 utilizada para os ensaios de replicação.
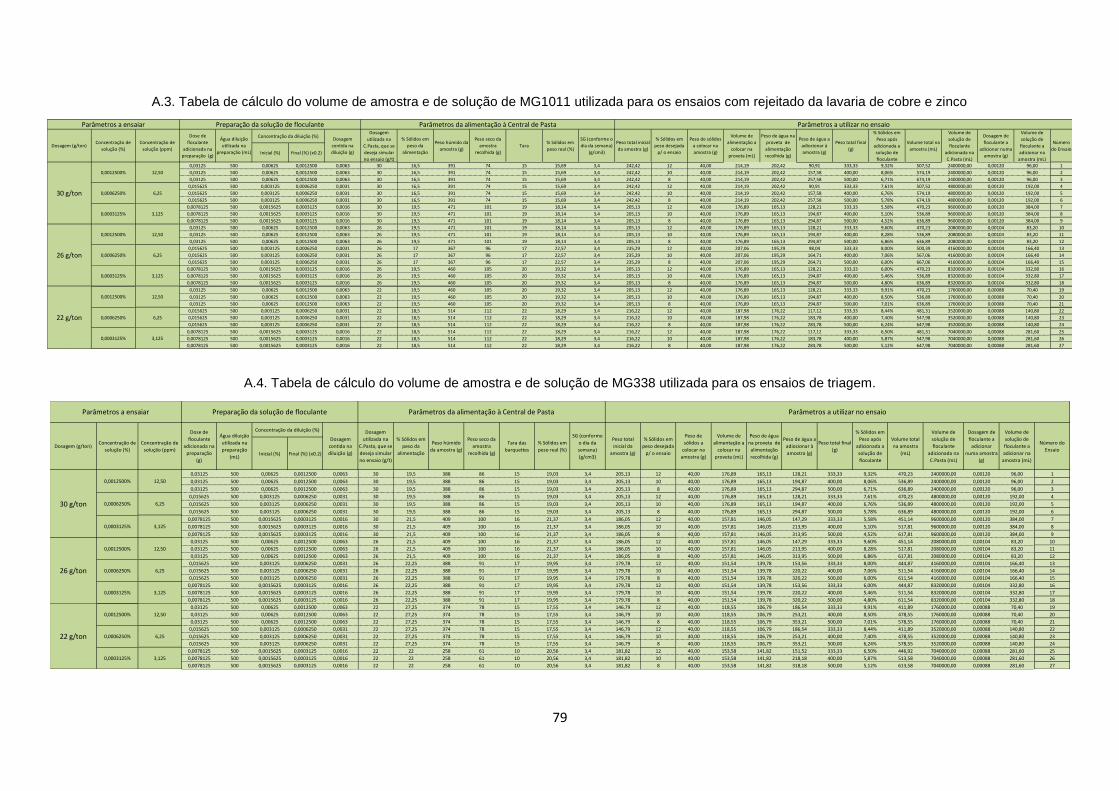
79
A.3. Tabela de cálculo do volume de amostra e de solução de MG1011 utilizada para os ensaios com rejeitado da lavaria de cobre e zinco
Inicial (%) Final (%) (x0.2)
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 12 40,00 214,19 202,42 90,91 333,33 9,32% 507,52 2400000,00 0,00120 96,00 1
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 10 40,00 214,19 202,42 157,58 400,00 8,06% 574,19 2400000,00 0,00120 96,00 2
0,03125 500 0,00625 0,0012500 0,0063 30 16,5 391 74 15 15,69 3,4 242,42 8 40,00 214,19 202,42 257,58 500,00 6,71% 674,19 2400000,00 0,00120 96,00 3
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 12 40,00 214,19 202,42 90,91 333,33 7,61% 507,52 4800000,00 0,00120 192,00 4
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 10 40,00 214,19 202,42 157,58 400,00 6,76% 574,19 4800000,00 0,00120 192,00 5
0,015625 500 0,003125 0,0006250 0,0031 30 16,5 391 74 15 15,69 3,4 242,42 8 40,00 214,19 202,42 257,58 500,00 5,78% 674,19 4800000,00 0,00120 192,00 6
0,0078125 500 0,0015625 0,0003125 0,0016 30 19,5 471 101 19 18,14 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 5,58% 470,23 9600000,00 0,00120 384,00 7
0,0078125 500 0,0015625 0,0003125 0,0016 30 19,5 471 101 19 18,14 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 5,10% 536,89 9600000,00 0,00120 384,00 8
0,0078125 500 0,0015625 0,0003125 0,0016 30 19,5 471 101 19 18,14 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 4,52% 636,89 9600000,00 0,00120 384,00 9
0,03125 500 0,00625 0,0012500 0,0063 26 19,5 471 101 19 18,14 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 9,60% 470,23 2080000,00 0,00104 83,20 10
0,03125 500 0,00625 0,0012500 0,0063 26 19,5 471 101 19 18,14 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 8,28% 536,89 2080000,00 0,00104 83,20 11
0,03125 500 0,00625 0,0012500 0,0063 26 19,5 471 101 19 18,14 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 6,86% 636,89 2080000,00 0,00104 83,20 12
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 12 40,00 207,06 195,29 98,04 333,33 8,00% 500,39 4160000,00 0,00104 166,40 13
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 10 40,00 207,06 195,29 164,71 400,00 7,06% 567,06 4160000,00 0,00104 166,40 14
0,015625 500 0,003125 0,0006250 0,0031 26 17 367 96 17 22,57 3,4 235,29 8 40,00 207,06 195,29 264,71 500,00 6,00% 667,06 4160000,00 0,00104 166,40 15
0,0078125 500 0,0015625 0,0003125 0,0016 26 19,5 460 105 20 19,32 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 6,00% 470,23 8320000,00 0,00104 332,80 16
0,0078125 500 0,0015625 0,0003125 0,0016 26 19,5 460 105 20 19,32 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 5,46% 536,89 8320000,00 0,00104 332,80 17
0,0078125 500 0,0015625 0,0003125 0,0016 26 19,5 460 105 20 19,32 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 4,80% 636,89 8320000,00 0,00104 332,80 18
0,03125 500 0,00625 0,0012500 0,0063 22 19,5 460 105 20 19,32 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 9,91% 470,23 1760000,00 0,00088 70,40 19
0,03125 500 0,00625 0,0012500 0,0063 22 19,5 460 105 20 19,32 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 8,50% 536,89 1760000,00 0,00088 70,40 20
0,03125 500 0,00625 0,0012500 0,0063 22 19,5 460 105 20 19,32 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 7,01% 636,89 1760000,00 0,00088 70,40 21
0,015625 500 0,003125 0,0006250 0,0031 22 18,5 514 112 22 18,29 3,4 216,22 12 40,00 187,98 176,22 117,12 333,33 8,44% 481,31 3520000,00 0,00088 140,80 22
0,015625 500 0,003125 0,0006250 0,0031 22 18,5 514 112 22 18,29 3,4 216,22 10 40,00 187,98 176,22 183,78 400,00 7,40% 547,98 3520000,00 0,00088 140,80 23
0,015625 500 0,003125 0,0006250 0,0031 22 18,5 514 112 22 18,29 3,4 216,22 8 40,00 187,98 176,22 283,78 500,00 6,24% 647,98 3520000,00 0,00088 140,80 24
0,0078125 500 0,0015625 0,0003125 0,0016 22 18,5 514 112 22 18,29 3,4 216,22 12 40,00 187,98 176,22 117,12 333,33 6,50% 481,31 7040000,00 0,00088 281,60 25
0,0078125 500 0,0015625 0,0003125 0,0016 22 18,5 514 112 22 18,29 3,4 216,22 10 40,00 187,98 176,22 183,78 400,00 5,87% 547,98 7040000,00 0,00088 281,60 26
0,0078125 500 0,0015625 0,0003125 0,0016 22 18,5 514 112 22 18,29 3,4 216,22 8 40,00 187,98 176,22 283,78 500,00 5,12% 647,98 7040000,00 0,00088 281,60 27
Parâmetros a utilizar no ensaioParâmetros a ensaiar
Dosagem (g/ton)Concentração de
solução (%)
Concentração de
solução (ppm)
30 g/ton
0,0012500%
0,0006250%
0,0003125%
26 g/ton
0,0012500%
0,0006250%
0,0003125%
22 g/ton
0,0012500%
0,0006250%
0,0003125%
Volume de
solução de
floculante a
adicionar na
amostra (mL)
Número
do Ensaio
12,50
6,25
3,125
12,50
6,25
3,125
Parâmetros da alimentação à Central de Pasta
Dose de
floculante
adicionada na
preparação (g)
Água diluição
utilizada na
preparação (mL)
Concentração da diluição (%)Dosagem
contida na
diluição (g)
Dosagem
utilizada na
C.Pasta, que se
deseja simular
no ensaio (g/t)
% Sólidos em
peso da
alimentação
Peso húmido da
amostra (g)
Peso seco da
amostra
recolhida (g)
Tara
% Sólidos em
Peso após
adicionada a
solução de
floculante
Volume total na
amostra (mL)
Volume de
solução de
floculante
adicionada na
C.Pasta (mL)
Dosagem de
floculante a
adicionar numa
amostra (g)
Preparação da solução de floculante
12,50
6,25
3,125
% Sólidos em
peso real (%)
SG (conforme o
dia da semana)
(g/cm3)
Peso total inicial
da amostra (g)
% Sólidos em
peso desejada
p/ o ensaio
Peso de sólidos
a colocar na
amostra (g)
Volume de
alimentação a
colocar na
proveta (mL)
Peso de água na
proveta de
alimentação
recolhida (g)
Peso de água a
adiocionar à
amostra (g)
Peso total final
(g)
Inicial (%) Final (%) (x0.2)
0,03125 500 0,00625 0,0012500 0,0063 30 19,5 388 86 15 19,03 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 9,32% 470,23 2400000,00 0,00120 96,00 1
0,03125 500 0,00625 0,0012500 0,0063 30 19,5 388 86 15 19,03 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 8,06% 536,89 2400000,00 0,00120 96,00 2
0,03125 500 0,00625 0,0012500 0,0063 30 19,5 388 86 15 19,03 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 6,71% 636,89 2400000,00 0,00120 96,00 3
0,015625 500 0,003125 0,0006250 0,0031 30 19,5 388 86 15 19,03 3,4 205,13 12 40,00 176,89 165,13 128,21 333,33 7,61% 470,23 4800000,00 0,00120 192,00 4
0,015625 500 0,003125 0,0006250 0,0031 30 19,5 388 86 15 19,03 3,4 205,13 10 40,00 176,89 165,13 194,87 400,00 6,76% 536,89 4800000,00 0,00120 192,00 5
0,015625 500 0,003125 0,0006250 0,0031 30 19,5 388 86 15 19,03 3,4 205,13 8 40,00 176,89 165,13 294,87 500,00 5,78% 636,89 4800000,00 0,00120 192,00 6
0,0078125 500 0,0015625 0,0003125 0,0016 30 21,5 409 100 16 21,37 3,4 186,05 12 40,00 157,81 146,05 147,29 333,33 5,58% 451,14 9600000,00 0,00120 384,00 7
0,0078125 500 0,0015625 0,0003125 0,0016 30 21,5 409 100 16 21,37 3,4 186,05 10 40,00 157,81 146,05 213,95 400,00 5,10% 517,81 9600000,00 0,00120 384,00 8
0,0078125 500 0,0015625 0,0003125 0,0016 30 21,5 409 100 16 21,37 3,4 186,05 8 40,00 157,81 146,05 313,95 500,00 4,52% 617,81 9600000,00 0,00120 384,00 9
0,03125 500 0,00625 0,0012500 0,0063 26 21,5 409 100 16 21,37 3,4 186,05 12 40,00 157,81 146,05 147,29 333,33 9,60% 451,14 2080000,00 0,00104 83,20 10
0,03125 500 0,00625 0,0012500 0,0063 26 21,5 409 100 16 21,37 3,4 186,05 10 40,00 157,81 146,05 213,95 400,00 8,28% 517,81 2080000,00 0,00104 83,20 11
0,03125 500 0,00625 0,0012500 0,0063 26 21,5 409 100 16 21,37 3,4 186,05 8 40,00 157,81 146,05 313,95 500,00 6,86% 617,81 2080000,00 0,00104 83,20 12
0,015625 500 0,003125 0,0006250 0,0031 26 22,25 388 91 17 19,95 3,4 179,78 12 40,00 151,54 139,78 153,56 333,33 8,00% 444,87 4160000,00 0,00104 166,40 13
0,015625 500 0,003125 0,0006250 0,0031 26 22,25 388 91 17 19,95 3,4 179,78 10 40,00 151,54 139,78 220,22 400,00 7,06% 511,54 4160000,00 0,00104 166,40 14
0,015625 500 0,003125 0,0006250 0,0031 26 22,25 388 91 17 19,95 3,4 179,78 8 40,00 151,54 139,78 320,22 500,00 6,00% 611,54 4160000,00 0,00104 166,40 15
0,0078125 500 0,0015625 0,0003125 0,0016 26 22,25 388 91 17 19,95 3,4 179,78 12 40,00 151,54 139,78 153,56 333,33 6,00% 444,87 8320000,00 0,00104 332,80 16
0,0078125 500 0,0015625 0,0003125 0,0016 26 22,25 388 91 17 19,95 3,4 179,78 10 40,00 151,54 139,78 220,22 400,00 5,46% 511,54 8320000,00 0,00104 332,80 17
0,0078125 500 0,0015625 0,0003125 0,0016 26 22,25 388 91 17 19,95 3,4 179,78 8 40,00 151,54 139,78 320,22 500,00 4,80% 611,54 8320000,00 0,00104 332,80 18
0,03125 500 0,00625 0,0012500 0,0063 22 27,25 374 78 15 17,55 3,4 146,79 12 40,00 118,55 106,79 186,54 333,33 9,91% 411,89 1760000,00 0,00088 70,40 19
0,03125 500 0,00625 0,0012500 0,0063 22 27,25 374 78 15 17,55 3,4 146,79 10 40,00 118,55 106,79 253,21 400,00 8,50% 478,55 1760000,00 0,00088 70,40 20
0,03125 500 0,00625 0,0012500 0,0063 22 27,25 374 78 15 17,55 3,4 146,79 8 40,00 118,55 106,79 353,21 500,00 7,01% 578,55 1760000,00 0,00088 70,40 21
0,015625 500 0,003125 0,0006250 0,0031 22 27,25 374 78 15 17,55 3,4 146,79 12 40,00 118,55 106,79 186,54 333,33 8,44% 411,89 3520000,00 0,00088 140,80 22
0,015625 500 0,003125 0,0006250 0,0031 22 27,25 374 78 15 17,55 3,4 146,79 10 40,00 118,55 106,79 253,21 400,00 7,40% 478,55 3520000,00 0,00088 140,80 23
0,015625 500 0,003125 0,0006250 0,0031 22 27,25 374 78 15 17,55 3,4 146,79 8 40,00 118,55 106,79 353,21 500,00 6,24% 578,55 3520000,00 0,00088 140,80 24
0,0078125 500 0,0015625 0,0003125 0,0016 22 22 258 61 10 20,56 3,4 181,82 12 40,00 153,58 141,82 151,52 333,33 6,50% 446,92 7040000,00 0,00088 281,60 25
0,0078125 500 0,0015625 0,0003125 0,0016 22 22 258 61 10 20,56 3,4 181,82 10 40,00 153,58 141,82 218,18 400,00 5,87% 513,58 7040000,00 0,00088 281,60 26
0,0078125 500 0,0015625 0,0003125 0,0016 22 22 258 61 10 20,56 3,4 181,82 8 40,00 153,58 141,82 318,18 500,00 5,12% 613,58 7040000,00 0,00088 281,60 27
Parâmetros a utilizar no ensaio
26 g/ton
0,0012500%
0,0006250%
0,0003125%
22 g/ton
0,0012500%
0,0006250%
0,0003125%
Parâmetros a ensaiar
Dosagem (g/ton)Concentração de
solução (%)
Concentração de
solução (ppm)
30 g/ton
0,0012500%
0,0006250%
12,50
6,25
3,125
12,50
6,25
3,125
0,0003125%
Número do
Ensaio
12,50
6,25
3,125
Peso total final
(g)
% Sólidos em
Peso após
adicionada a
solução de
floculante
Volume total
na amostra
(mL)
Volume de
solução de
floculante
adicionada na
C.Pasta (mL)
Dosagem de
floculante a
adicionar
numa amostra
(g)
Volume de
solução de
floculante a
adicionar na
amostra (mL)
Peso total
inicial da
amostra (g)
% Sólidos em
peso desejada
p/ o ensaio
Peso de
sólidos a
colocar na
amostra (g)
Volume de
alimentação a
colocar na
proveta (mL)
Peso de água
na proveta de
alimentação
recolhida (g)
Peso de água a
adiocionar à
amostra (g)
% Sólidos em
peso da
alimentação
Peso húmido
da amostra (g)
Peso seco da
amostra
recolhida (g)
Tara das
barquettes
% Sólidos em
peso real (%)
SG (conforme
o dia da
semana)
(g/cm3)
Preparação da solução de floculante Parâmetros da alimentação à Central de Pasta
Dose de
floculante
adicionada na
preparação
(g)
Água diluição
utilizada na
preparação
(mL)
Concentração da diluição (%)
Dosagem
contida na
diluição (g)
Dosagem
utilizada na
C.Pasta, que se
deseja simular
no ensaio (g/t)
A.4. Tabela de cálculo do volume de amostra e de solução de MG338 utilizada para os ensaios de triagem.
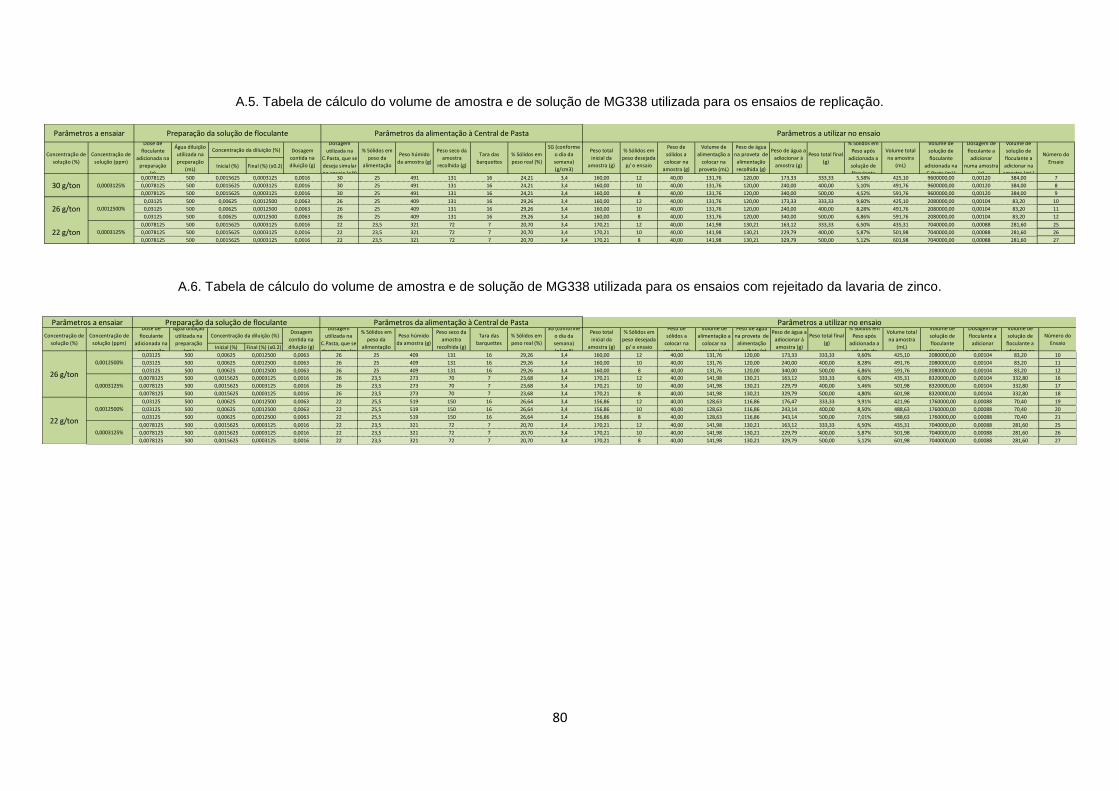
80
A.5. Tabela de cálculo do volume de amostra e de solução de MG338 utilizada para os ensaios de replicação.
A.6. Tabela de cálculo do volume de amostra e de solução de MG338 utilizada para os ensaios com rejeitado da lavaria de zinco.
Inicial (%) Final (%) (x0.2)
0,0078125 500 0,0015625 0,0003125 0,0016 30 25 491 131 16 24,21 3,4 160,00 12 40,00 131,76 120,00 173,33 333,33 5,58% 425,10 9600000,00 0,00120 384,00 7
0,0078125 500 0,0015625 0,0003125 0,0016 30 25 491 131 16 24,21 3,4 160,00 10 40,00 131,76 120,00 240,00 400,00 5,10% 491,76 9600000,00 0,00120 384,00 8
0,0078125 500 0,0015625 0,0003125 0,0016 30 25 491 131 16 24,21 3,4 160,00 8 40,00 131,76 120,00 340,00 500,00 4,52% 591,76 9600000,00 0,00120 384,00 9
0,03125 500 0,00625 0,0012500 0,0063 26 25 409 131 16 29,26 3,4 160,00 12 40,00 131,76 120,00 173,33 333,33 9,60% 425,10 2080000,00 0,00104 83,20 10
0,03125 500 0,00625 0,0012500 0,0063 26 25 409 131 16 29,26 3,4 160,00 10 40,00 131,76 120,00 240,00 400,00 8,28% 491,76 2080000,00 0,00104 83,20 11
0,03125 500 0,00625 0,0012500 0,0063 26 25 409 131 16 29,26 3,4 160,00 8 40,00 131,76 120,00 340,00 500,00 6,86% 591,76 2080000,00 0,00104 83,20 12
0,0078125 500 0,0015625 0,0003125 0,0016 22 23,5 321 72 7 20,70 3,4 170,21 12 40,00 141,98 130,21 163,12 333,33 6,50% 435,31 7040000,00 0,00088 281,60 25
0,0078125 500 0,0015625 0,0003125 0,0016 22 23,5 321 72 7 20,70 3,4 170,21 10 40,00 141,98 130,21 229,79 400,00 5,87% 501,98 7040000,00 0,00088 281,60 26
0,0078125 500 0,0015625 0,0003125 0,0016 22 23,5 321 72 7 20,70 3,4 170,21 8 40,00 141,98 130,21 329,79 500,00 5,12% 601,98 7040000,00 0,00088 281,60 27
Concentração de
solução (ppm)
Concentração de
solução (%)
Parâmetros a ensaiar Parâmetros a utilizar no ensaio
22 g/ton 0,0003125%
Número do
Ensaio
30 g/ton 0,0003125%
26 g/ton 0,0012500%
Peso total final
(g)
% Sólidos em
Peso após
adicionada a
solução de
floculante
Volume total
na amostra
(mL)
Volume de
solução de
floculante
adicionada na
C.Pasta (mL)
Dosagem de
floculante a
adicionar
numa amostra
(g)
Volume de
solução de
floculante a
adicionar na
amostra (mL)
Peso total
inicial da
amostra (g)
% Sólidos em
peso desejada
p/ o ensaio
Peso de
sólidos a
colocar na
amostra (g)
Volume de
alimentação a
colocar na
proveta (mL)
Peso de água
na proveta de
alimentação
recolhida (g)
Peso de água a
adiocionar à
amostra (g)
% Sólidos em
peso da
alimentação
Peso húmido
da amostra (g)
Peso seco da
amostra
recolhida (g)
Tara das
barquettes
% Sólidos em
peso real (%)
SG (conforme
o dia da
semana)
(g/cm3)
Preparação da solução de floculante Parâmetros da alimentação à Central de PastaDose de
floculante
adicionada na
preparação
(g)
Água diluição
utilizada na
preparação
(mL)
Concentração da diluição (%) Dosagem
contida na
diluição (g)
Dosagem
utilizada na
C.Pasta, que se
deseja simular
no ensaio (g/t)
Inicial (%) Final (%) (x0.2)
0,03125 500 0,00625 0,0012500 0,0063 26 25 409 131 16 29,26 3,4 160,00 12 40,00 131,76 120,00 173,33 333,33 9,60% 425,10 2080000,00 0,00104 83,20 10
0,03125 500 0,00625 0,0012500 0,0063 26 25 409 131 16 29,26 3,4 160,00 10 40,00 131,76 120,00 240,00 400,00 8,28% 491,76 2080000,00 0,00104 83,20 11
0,03125 500 0,00625 0,0012500 0,0063 26 25 409 131 16 29,26 3,4 160,00 8 40,00 131,76 120,00 340,00 500,00 6,86% 591,76 2080000,00 0,00104 83,20 12
0,0078125 500 0,0015625 0,0003125 0,0016 26 23,5 273 70 7 23,68 3,4 170,21 12 40,00 141,98 130,21 163,12 333,33 6,00% 435,31 8320000,00 0,00104 332,80 16
0,0078125 500 0,0015625 0,0003125 0,0016 26 23,5 273 70 7 23,68 3,4 170,21 10 40,00 141,98 130,21 229,79 400,00 5,46% 501,98 8320000,00 0,00104 332,80 17
0,0078125 500 0,0015625 0,0003125 0,0016 26 23,5 273 70 7 23,68 3,4 170,21 8 40,00 141,98 130,21 329,79 500,00 4,80% 601,98 8320000,00 0,00104 332,80 18
0,03125 500 0,00625 0,0012500 0,0063 22 25,5 519 150 16 26,64 3,4 156,86 12 40,00 128,63 116,86 176,47 333,33 9,91% 421,96 1760000,00 0,00088 70,40 19
0,03125 500 0,00625 0,0012500 0,0063 22 25,5 519 150 16 26,64 3,4 156,86 10 40,00 128,63 116,86 243,14 400,00 8,50% 488,63 1760000,00 0,00088 70,40 20
0,03125 500 0,00625 0,0012500 0,0063 22 25,5 519 150 16 26,64 3,4 156,86 8 40,00 128,63 116,86 343,14 500,00 7,01% 588,63 1760000,00 0,00088 70,40 21
0,0078125 500 0,0015625 0,0003125 0,0016 22 23,5 321 72 7 20,70 3,4 170,21 12 40,00 141,98 130,21 163,12 333,33 6,50% 435,31 7040000,00 0,00088 281,60 25
0,0078125 500 0,0015625 0,0003125 0,0016 22 23,5 321 72 7 20,70 3,4 170,21 10 40,00 141,98 130,21 229,79 400,00 5,87% 501,98 7040000,00 0,00088 281,60 26
0,0078125 500 0,0015625 0,0003125 0,0016 22 23,5 321 72 7 20,70 3,4 170,21 8 40,00 141,98 130,21 329,79 500,00 5,12% 601,98 7040000,00 0,00088 281,60 27
Concentração de
solução (ppm)
Concentração de
solução (%)
Parâmetros a ensaiar Parâmetros a utilizar no ensaio
0,0012500%
0,0003125%
26 g/ton
0,0012500%
0,0003125%
22 g/ton
Volume total
na amostra
(mL)
Volume de
solução de
floculante
adicionada na
Dosagem de
floculante a
adicionar
numa amostra
Volume de
solução de
floculante a
adicionar na
Número do
Ensaio
Peso de
sólidos a
colocar na
amostra (g)
Volume de
alimentação a
colocar na
proveta (mL)
Peso de água
na proveta de
alimentação
recolhida (g)
Peso de água a
adiocionar à
amostra (g)
Peso total final
(g)
% Sólidos em
Peso após
adicionada a
solução de
Peso seco da
amostra
recolhida (g)
Tara das
barquettes
% Sólidos em
peso real (%)
SG (conforme
o dia da
semana)
(g/cm3)
Peso total
inicial da
amostra (g)
% Sólidos em
peso desejada
p/ o ensaio
Preparação da solução de floculante Parâmetros da alimentação à Central de PastaDose de
floculante
adicionada na
preparação
Água diluição
utilizada na
preparação
(mL)
Concentração da diluição (%)Dosagem
contida na
diluição (g)
Dosagem
utilizada na
C.Pasta, que se
deseja simular
% Sólidos em
peso da
alimentação
Peso húmido
da amostra (g)

81
Anexo B - Interface água/sólidos em função do tempo em valores experimentais.
B.1. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de triagem de MG1011 com rejeitado total.

82
B.2. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de triagem de MG338 com rejeitado total.
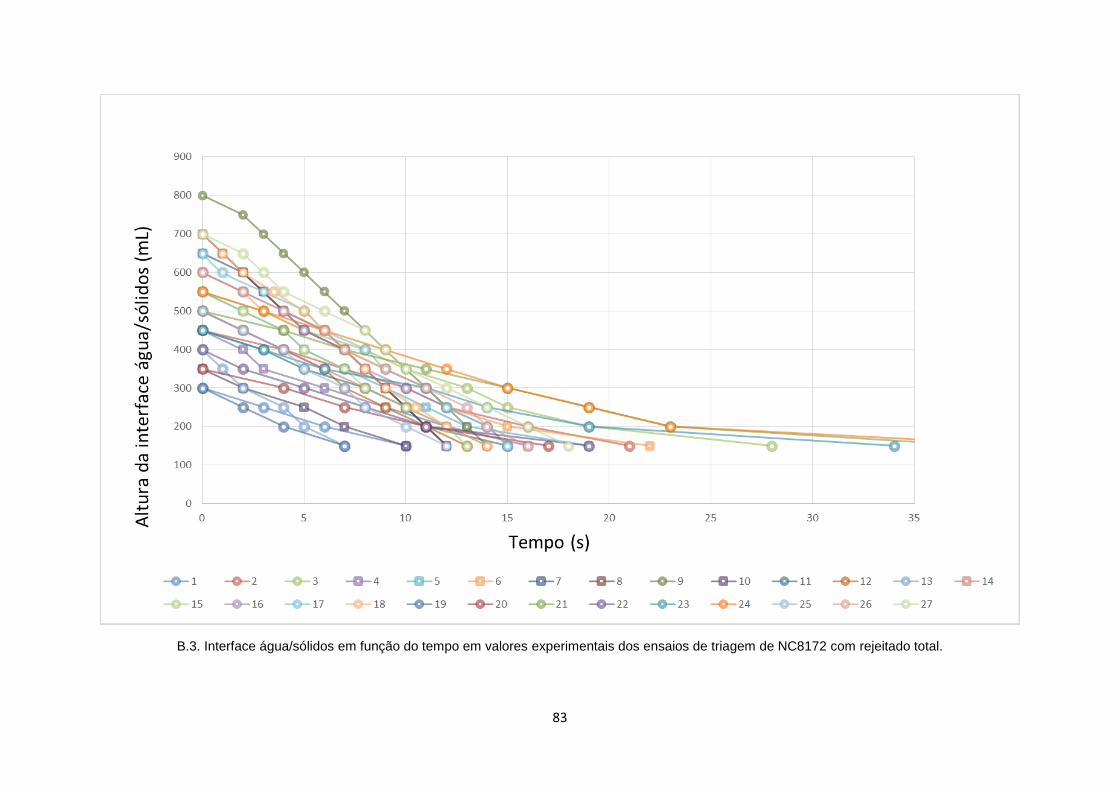
83
B.3. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de triagem de NC8172 com rejeitado total.

84
B.4. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de replicação de MG1011 com rejeitado total.

85
B.5. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de replicação de MG338 com rejeitado total.

86
B.6. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de MG1011 com rejeitado de cobre.
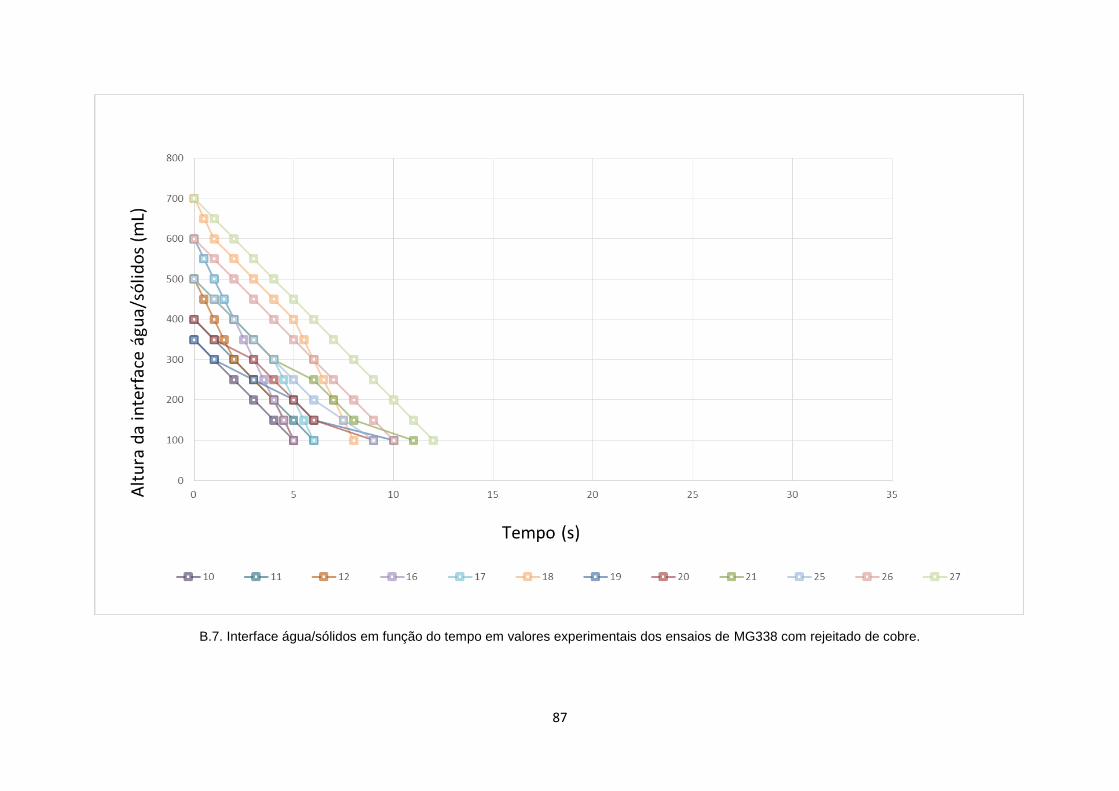
87
B.7. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de MG338 com rejeitado de cobre.
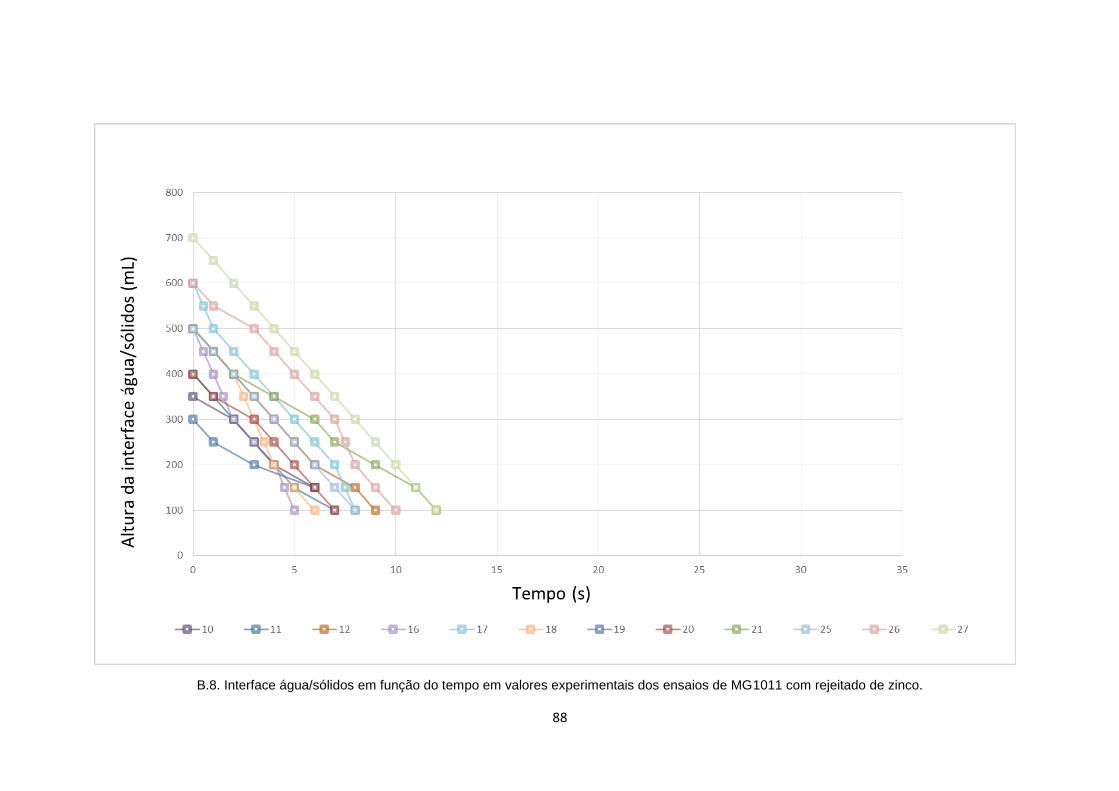
88
B.8. Interface água/sólidos em função do tempo em valores experimentais dos ensaios de MG1011 com rejeitado de zinco.
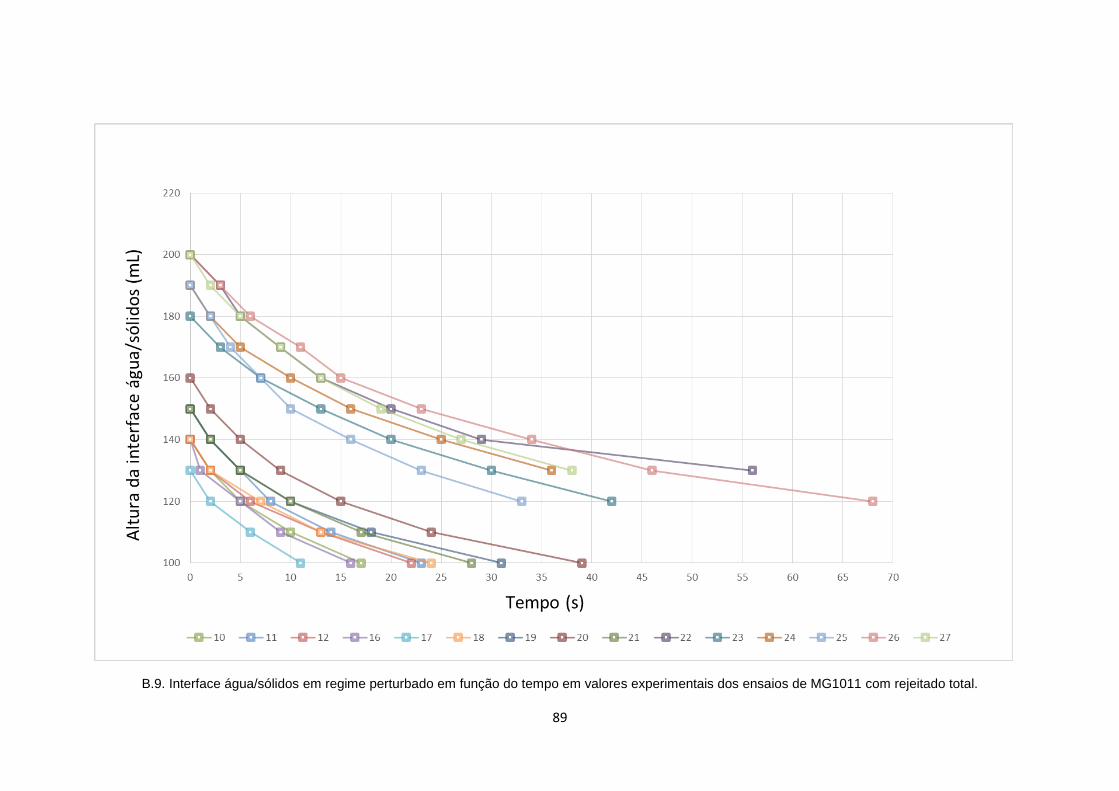
89
B.9. Interface água/sólidos em regime perturbado em função do tempo em valores experimentais dos ensaios de MG1011 com rejeitado total.
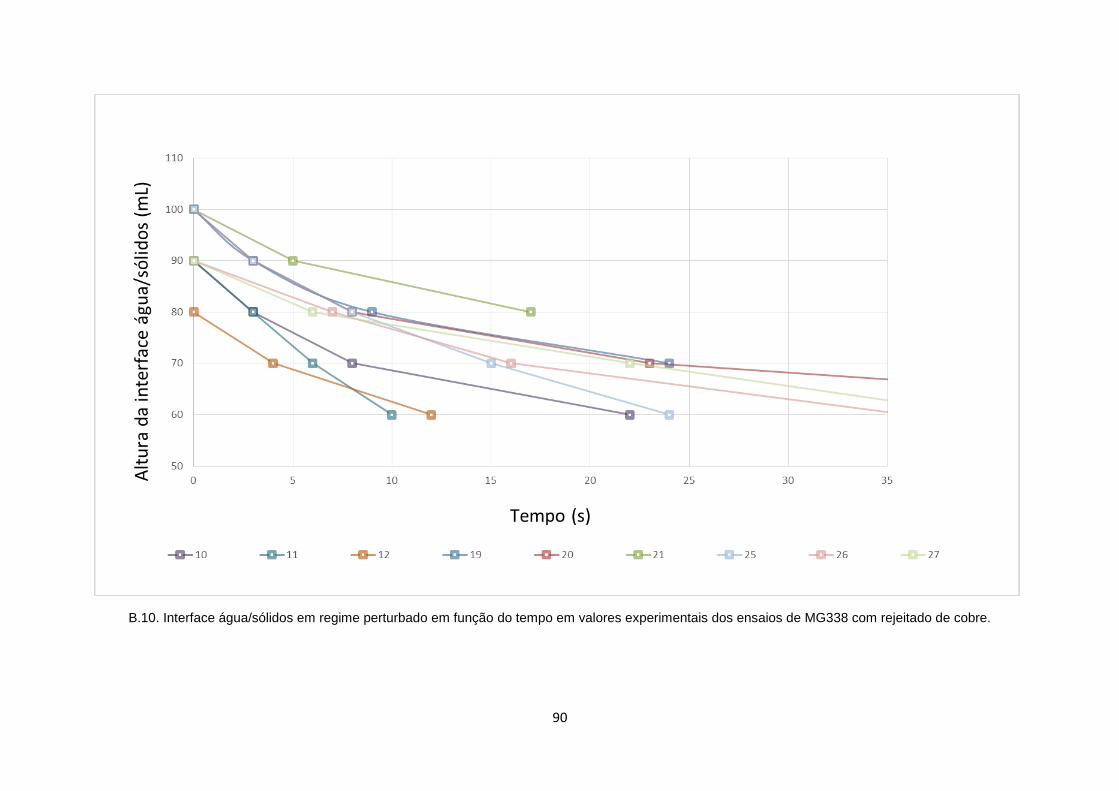
90
B.10. Interface água/sólidos em regime perturbado em função do tempo em valores experimentais dos ensaios de MG338 com rejeitado de cobre.
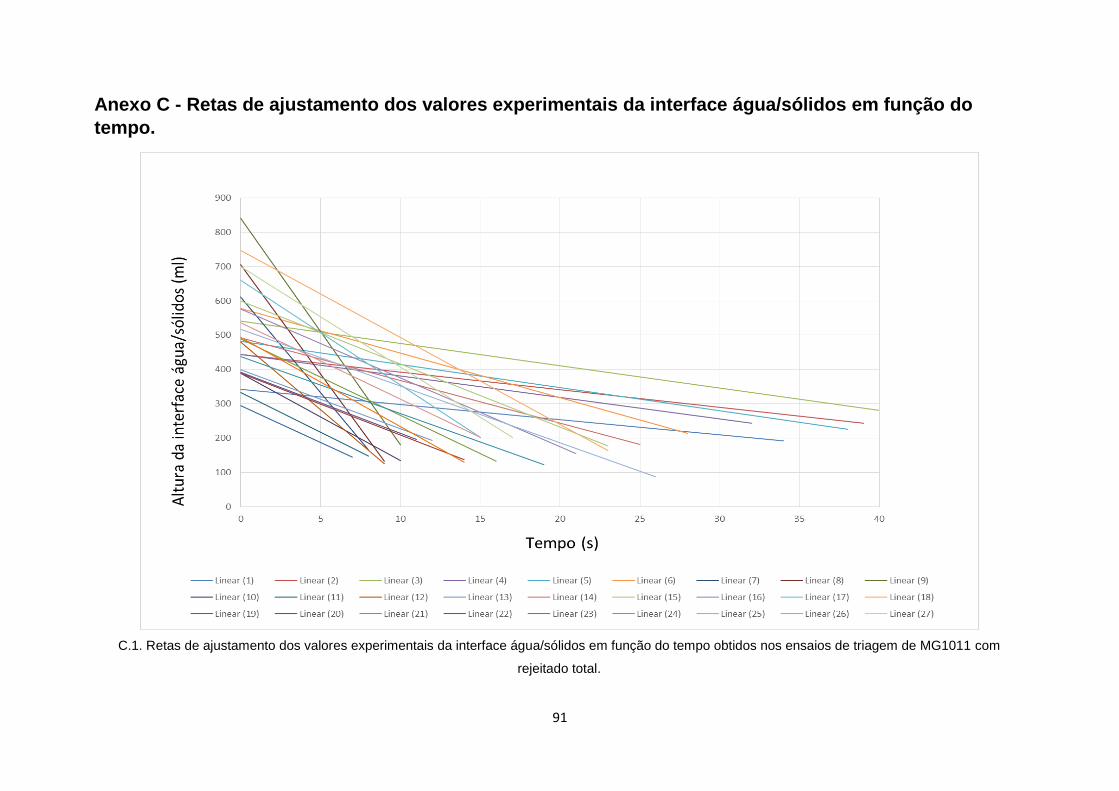
91
Anexo C - Retas de ajustamento dos valores experimentais da interface água/sólidos em função do
tempo.
C.1. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de triagem de MG1011 com
rejeitado total.
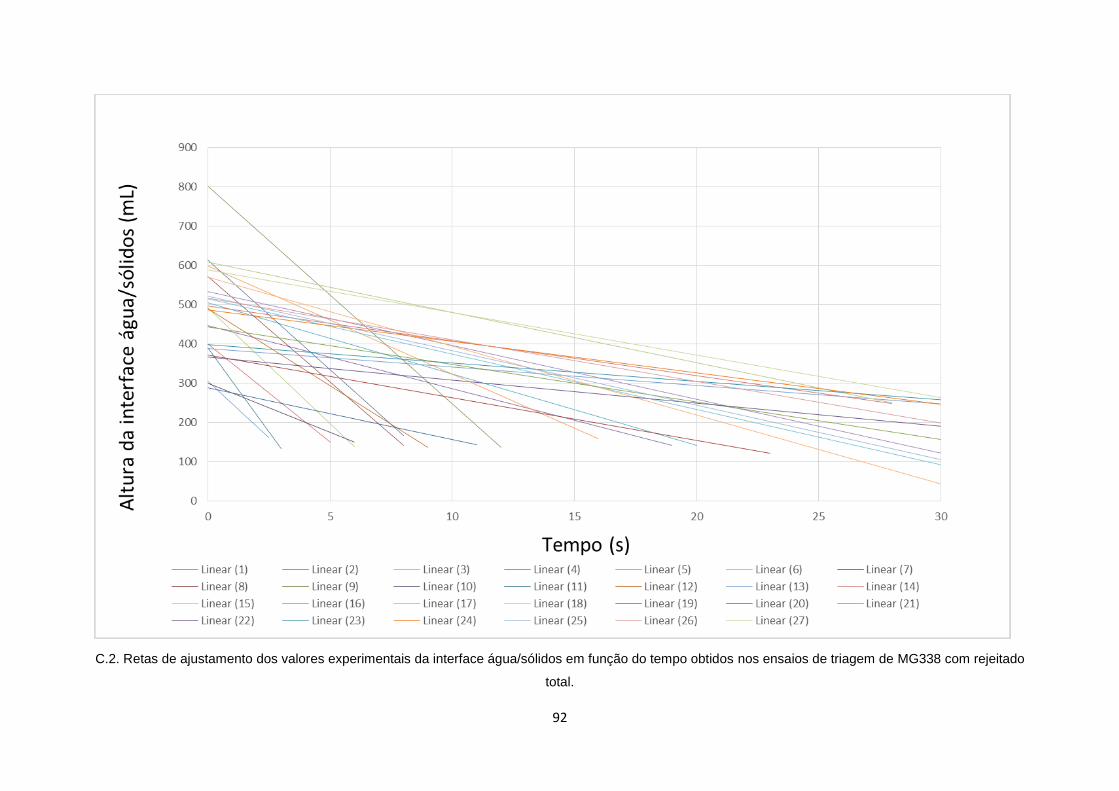
92
C.2. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de triagem de MG338 com rejeitado
total.
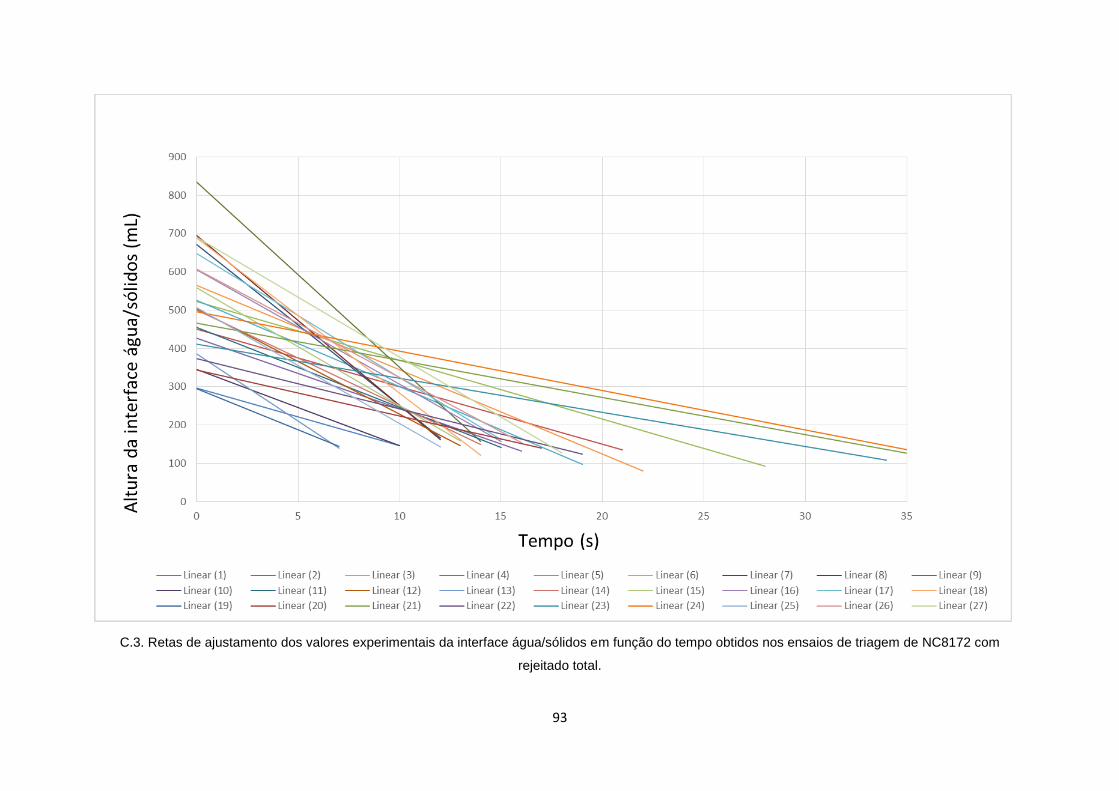
93
C.3. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de triagem de NC8172 com
rejeitado total.

94
C.4. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de replicação de MG1011 com
rejeitado total.

95
C.5. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de replicação de MG338 com
rejeitado total.

96
C.6. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de MG1011 com rejeitado de cobre.
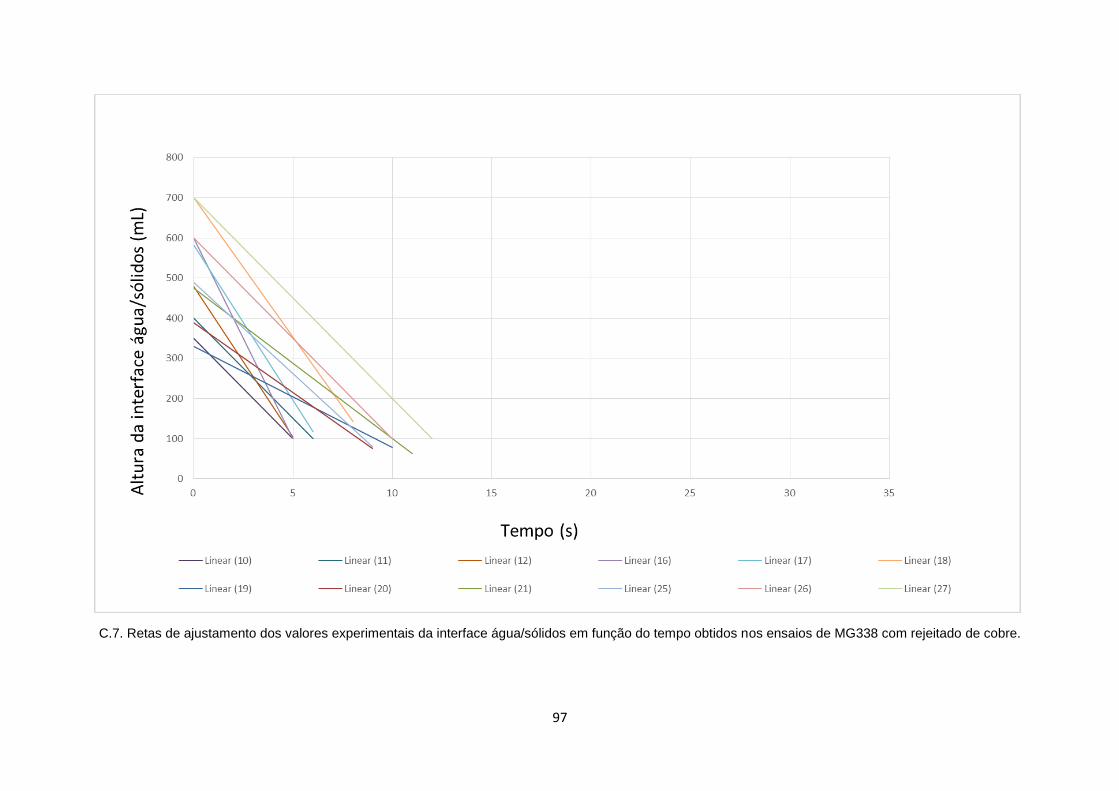
97
C.7. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de MG338 com rejeitado de cobre.

98
C.8. Retas de ajustamento dos valores experimentais da interface água/sólidos em função do tempo obtidos nos ensaios de MG1011 com rejeitado de zinco.
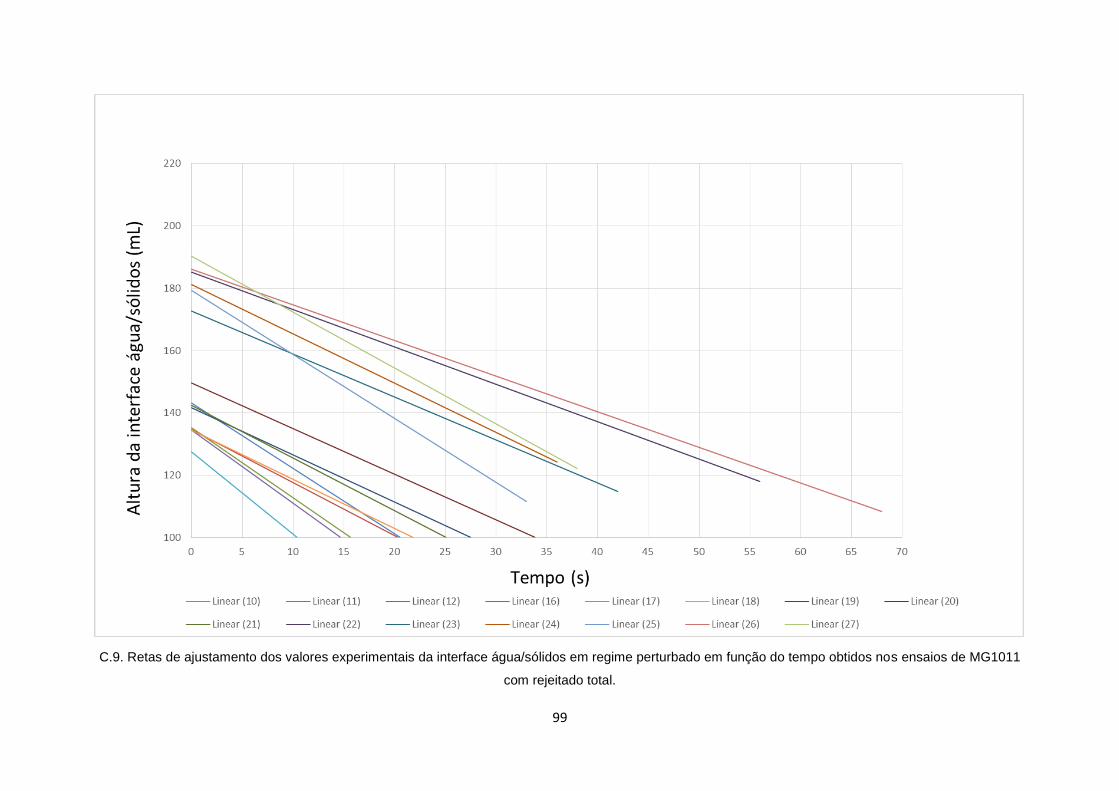
99
C.9. Retas de ajustamento dos valores experimentais da interface água/sólidos em regime perturbado em função do tempo obtidos nos ensaios de MG1011
com rejeitado total.

100
C.10. Retas de ajustamento dos valores experimentais da interface água/sólidos em regime perturbado em função do tempo obtidos nos ensaios de MG338
com rejeitado de cobre.
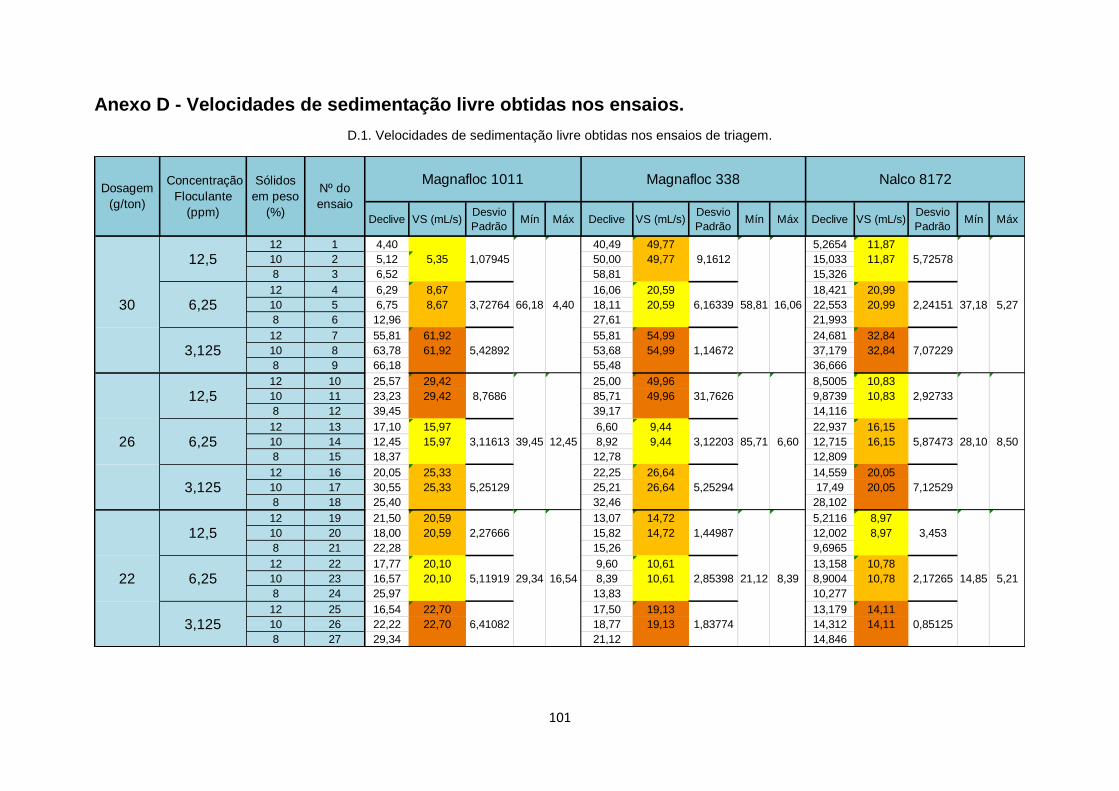
101
Anexo D - Velocidades de sedimentação livre obtidas nos ensaios.
D.1. Velocidades de sedimentação livre obtidas nos ensaios de triagem.
Declive VS (mL/s)Desvio
PadrãoMín Máx Declive VS (mL/s)
Desvio
PadrãoMín Máx Declive VS (mL/s)
Desvio
PadrãoMín Máx
12 1 4,40 40,49 49,77 5,2654 11,87
10 2 5,12 5,35 50,00 49,77 15,033 11,87
8 3 6,52 58,81 15,326
12 4 6,29 8,67 16,06 20,59 18,421 20,99
10 5 6,75 8,67 18,11 20,59 22,553 20,99
8 6 12,96 27,61 21,993
12 7 55,81 61,92 55,81 54,99 24,681 32,84
10 8 63,78 61,92 53,68 54,99 37,179 32,84
8 9 66,18 55,48 36,666
12 10 25,57 29,42 25,00 49,96 8,5005 10,83
10 11 23,23 29,42 85,71 49,96 9,8739 10,83
8 12 39,45 39,17 14,116
12 13 17,10 15,97 6,60 9,44 22,937 16,15
10 14 12,45 15,97 8,92 9,44 12,715 16,15
8 15 18,37 12,78 12,809
12 16 20,05 25,33 22,25 26,64 14,559 20,05
10 17 30,55 25,33 25,21 26,64 17,49 20,05
8 18 25,40 32,46 28,102
12 19 21,50 20,59 13,07 14,72 5,2116 8,97
10 20 18,00 20,59 15,82 14,72 12,002 8,97
8 21 22,28 15,26 9,6965
12 22 17,77 20,10 9,60 10,61 13,158 10,78
10 23 16,57 20,10 8,39 10,61 8,9004 10,78
8 24 25,97 13,83 10,277
12 25 16,54 22,70 17,50 19,13 13,179 14,11
10 26 22,22 22,70 18,77 19,13 14,312 14,11
8 27 29,34 21,12 14,846
37,18 5,276,25 3,72764 6,16339 2,24151
3,125 5,42892
12,5 1,07945
66,18 4,40
9,1612
58,81
3,11613 3,12203 5,87473
3,125
Nº do
ensaio
Sólidos
em peso
(%)
Concentração
Floculante
(ppm)
1,14672 7,07229
26
12,5 8,7686
39,45 12,45
31,7626
85,71 6,60
16,06
5,72578
30
2,92733
Dosagem
(g/ton)
Nalco 8172Magnafloc 338Magnafloc 1011
28,10 8,506,25
5,25129 5,25294 7,12529
22
12,5 2,27666
29,34 16,54
1,44987
21,12 8,39
3,453
14,85 5,216,25 5,11919 2,85398 2,17265
3,125 6,41082 1,83774 0,85125

102
D.2. Velocidades de sedimentação livre obtidas nos ensaios de replicação.
Declive VS (mL/s)Desvio
PadrãoMín Máx Declive VS (mL/s)
Desvio
PadrãoMín Máx
12 7 50,00 47,67 20,31 21,99
10 8 50,00 47,67 21,43 21,99
8 9 43,01 24,24
12 10 17,10 23,96 7,15 10,11
10 11 20,85 23,96 8,51 10,11
8 12 33,92 14,68
12 13
10 14
8 15
12 16 33,92 29,20
10 17 39,95 29,20
8 18 13,74
12 19 12,50 15,93
10 20 14,29 15,93
8 21 21,00
12 22
10 23
8 24
12 25 23,63 21,60 14,66 15,52
10 26 18,32 21,60 14,49 15,52
8 27 22,86 17,41
Magnafloc 1011 Magnafloc 338Nº do
ensaio
Sólidos em
peso (%)
Concentração
Floculante
(ppm)
Dosagem
(g/ton)
Não testado
3,125 4,03337 2,0218930
14,687,15
26
12,5 8,82956 4,0111139,9513,74
12,50 39,95
6,25
3,125 13,7308
6,25
3,125 2,87093 1,63942 17,4114,49
Não testado
Não testado
22
12,5 4,48347 23,6312,50
18,32 23,63

103
D.3. Velocidades de sedimentação livre obtidas nos ensaios realizados com rejeitado de cobre.
Declive VS (mL/s)Desvio
PadrãoMín Máx Declive VS (mL/s)
Desvio
PadrãoMín Máx
12 10 12,50 16,60 50,00 58,28
10 11 15,63 16,60 50,00 58,28
8 12 21,69 74,84
12 16 35,47 34,17 100,00 82,51
10 17 30,08 34,17 77,78 82,51
8 18 36,96 69,74
12 19 8,01 10,50 25,06 32,46
10 20 10,00 10,50 34,82 32,46
8 21 13,48 37,50
12 25 18,62 20,09 45,49 48,50
10 26 18,79 20,83 50,00 48,50
8 27 22,86 50,00
22
12,5 2,77248
8,01 22,86
26
12,5 4,67109
12,50 36,96
6,547183
45,49 50,00
3,125 2,40193 2,60385
50,00 74,84
3,125 3,61895 15,67396
14,34138
Dosagem
(g/ton)
Concentração
Floculante
(ppm)
Sólidos em
peso (%)
Nº do
ensaio
Magnafloc 1011 Magnafloc 338
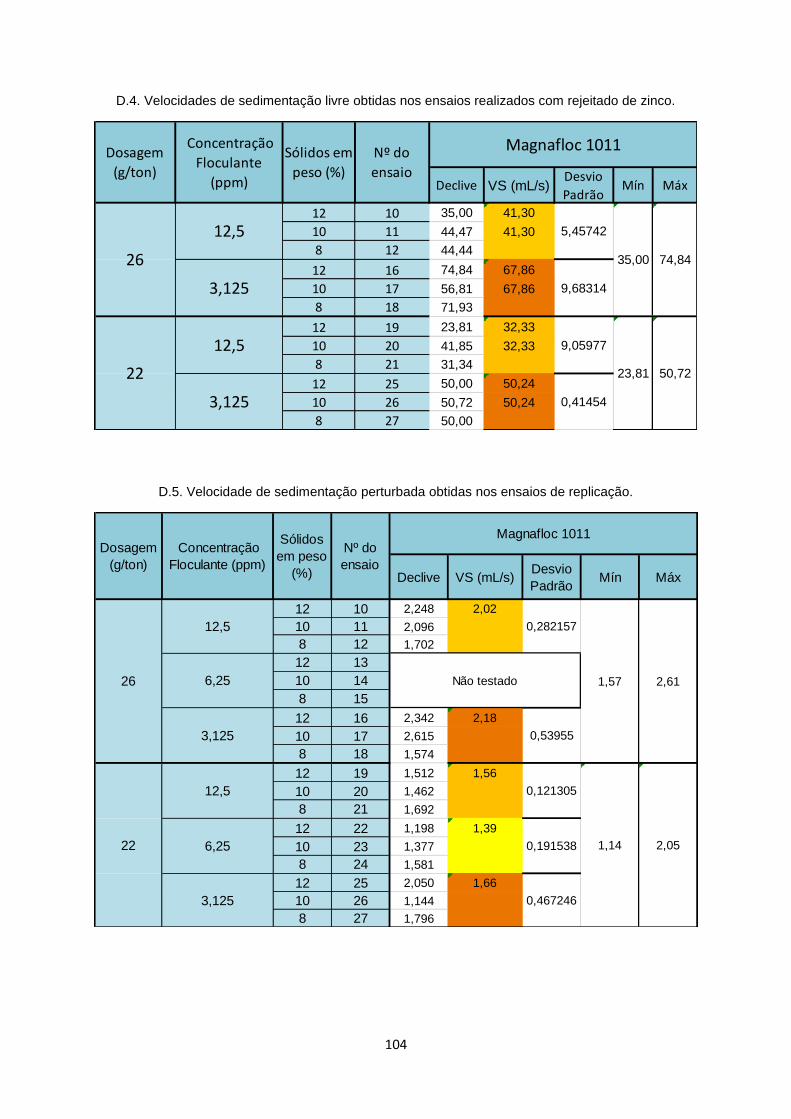
104
D.4. Velocidades de sedimentação livre obtidas nos ensaios realizados com rejeitado de zinco.
D.5. Velocidade de sedimentação perturbada obtidas nos ensaios de replicação.
Declive VS (mL/s)Desvio
PadrãoMín Máx
12 10 35,00 41,30
10 11 44,47 41,30
8 12 44,44
12 16 74,84 67,86
10 17 56,81 67,86
8 18 71,93
12 19 23,81 32,33
10 20 41,85 32,33
8 21 31,34
12 25 50,00 50,24
10 26 50,72 50,24
8 27 50,00
Dosagem
(g/ton)
Concentração
Floculante
(ppm)
Sólidos em
peso (%)
Nº do
ensaio
Magnafloc 1011
50,72
3,125 0,41454
26
12,5 5,45742
35,00 74,84
3,125 9,68314
22
12,5 9,05977
23,81
Declive VS (mL/s)Desvio
PadrãoMín Máx
12 10 2,248 2,02
10 11 2,096
8 12 1,702
12 13
10 14
8 15
12 16 2,342 2,18
10 17 2,615
8 18 1,574
12 19 1,512 1,56
10 20 1,462
8 21 1,692
12 22 1,198 1,39
10 23 1,377
8 24 1,581
12 25 2,050 1,66
10 26 1,144
8 27 1,796
Dosagem
(g/ton)
Concentração
Floculante (ppm)
Sólidos
em peso
(%)
Nº do
ensaio
Magnafloc 1011
26
12,5 0,282157
1,57 2,616,25 Não testado
3,125 0,53955
2,056,25 0,191538
3,125 0,467246
22
12,5 0,121305
1,14
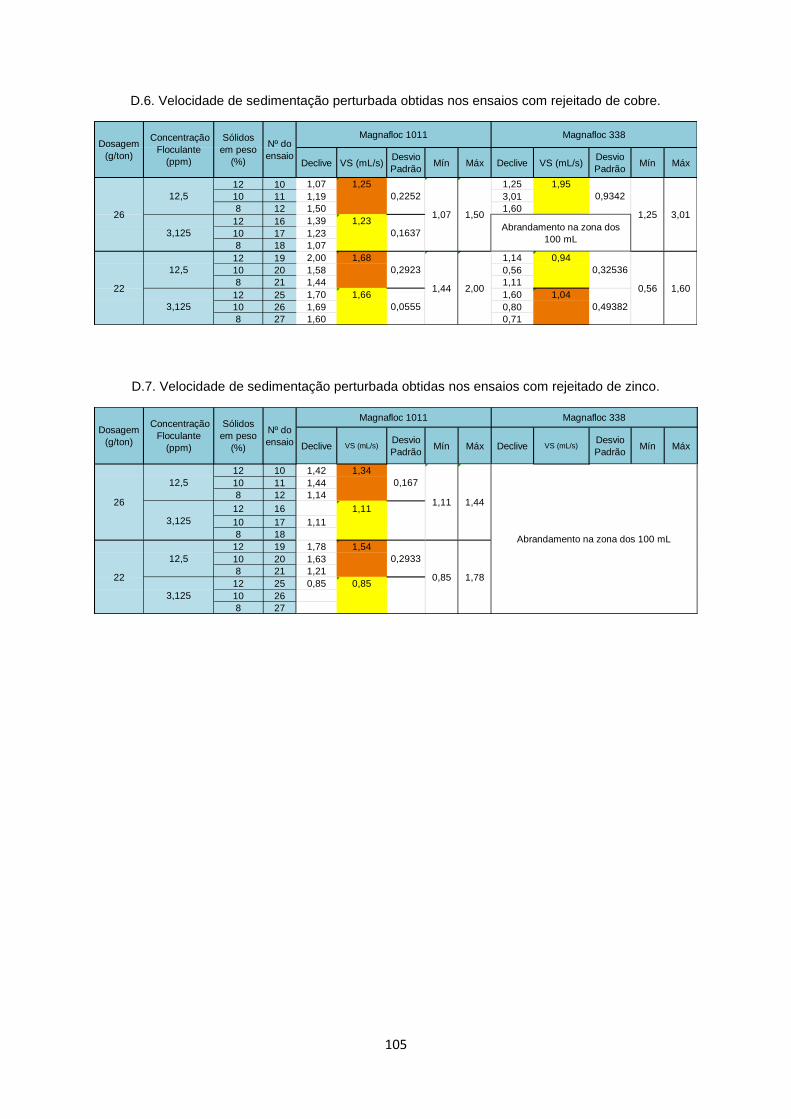
105
D.6. Velocidade de sedimentação perturbada obtidas nos ensaios com rejeitado de cobre.
D.7. Velocidade de sedimentação perturbada obtidas nos ensaios com rejeitado de zinco.
Declive VS (mL/s)Desvio
PadrãoMín Máx Declive VS (mL/s)
Desvio
PadrãoMín Máx
12 10 1,07 1,25 1,25 1,95
10 11 1,19 3,01
8 12 1,50 1,60
12 16 1,39 1,23
10 17 1,23
8 18 1,07
12 19 2,00 1,68 1,14 0,94
10 20 1,58 0,56
8 21 1,44 1,11
12 25 1,70 1,66 1,60 1,04
10 26 1,69 0,80
8 27 1,60 0,71
Dosagem
(g/ton)
Concentração
Floculante
(ppm)
Sólidos
em peso
(%)
Nº do
ensaio
Magnafloc 1011 Magnafloc 338
26
12,5 0,2252
1,07 1,50
0,9342
1,25 3,01
3,125 0,1637Abrandamento na zona dos
100 mL
22
12,5 0,2923
1,44 2,00
0,32536
0,56 1,60
3,125 0,0555 0,49382
Declive VS (mL/s)Desvio
PadrãoMín Máx Declive VS (mL/s)
Desvio
PadrãoMín Máx
12 10 1,42 1,34
10 11 1,44
8 12 1,14
12 16 1,11
10 17 1,11
8 18
12 19 1,78 1,54
10 20 1,63
8 21 1,21
12 25 0,85 0,85
10 26
8 27
Dosagem
(g/ton)
Concentração
Floculante
(ppm)
Sólidos
em peso
(%)
Nº do
ensaio
Magnafloc 1011 Magnafloc 338
26
12,5 0,167
1,11 1,44
3,125
Abrandamento na zona dos 100 mL
22
12,5 0,2933
0,85 1,78
3,125

106
Anexo E - Fichas técnicas dos floculantes Magnafloc 1011 e Magnafloc 338.
E.1. Ficha técnica do floculante Magnafloc 1011.

107
E.2. Ficha técnica do floculante Magnafloc 338.