estudo da capacidade produtiva de um fabricante … · (2007) possuem variáveis que podem...
TRANSCRIPT

ESTUDO DA CAPACIDADE PRODUTIVA DE UM
FABRICANTE DE IMPLEMENTOS AGRÍCOLAS ATRAVÉS
DA MODELAGEM E SIMULAÇÃO COMPUTACIONAL
João Airton de Mattos
(IFRS)
Daniel Battaglia
(IFRS)
Tatiane Pellin Cislaghi
(IFRS)
Fabiane Cristina Brand
(IFRS)
Resumo: : A modelagem e a simulação computacional apresentam-se como importantes ferramentas gerenciais
que auxiliam os gestores a melhorar a qualidade das decisões tomadas. A partir de uma revisão da literatura
acerca dos temas de Modelagem e Simulação, o presente trabalho visa analisar a capacidade produtiva de uma
empresa fabricante de equipamentos agrícolas. A decisão que envolve a análise apresentada diz respeito à
possibilidade de inserção de um novo produto ao mix de produção. Para auxiliar nessa decisão, foi conduzido um
estudo de caso de caráter exploratório e abordagem predominantemente quantitativa. A partir dos resultados
obtidos, observou-se que a empresa possui capacidade ociosa para inserir o novo produto no seu mix de produção
sem alteração no sistema da fábrica, além de não necessitar de novas contratações de funcionários e nem de
criação de novos espaços e setores na fábrica. O estudo também contribui para a literatura sobre as técnicas de
Modelagem e Simulação por apresentar e discutir uma aplicação em um segmento específico da economia
brasileira (implementos agrícolas), sendo o tema ainda pouco explorado em estudos nesta área. Futuros estudos
podem ser desenvolvidos para sugerir melhorias que busquem a redução dos erros de produção e melhoria da
qualidade dos produtos fabricados.
Palavras-chaves: Simulação; Sistemas; Capacidade Produtiva; Cenários
ISSN 1984-9354
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
2
1. INTRODUÇÃO
No atual cenário econômico, o desenvolvimento industrial atingiu níveis altamente
qualificados, o que proporciona bens com maior qualidade, passíveis de personalização e baixo
custo. Nesse contexto, a modelagem e simulação computacional apresentam-se como ferramentas
para auxiliar na tomada de decisão, visto que podem ser utilizadas para simular diversos formatos
de sistemas, tanto produtivo como de serviços e que possibilita analisar a capacidade produtiva das
organizações (CHWIF, 2010). A modelagem e simulação abrange o desenvolvimento de modelos
que representam o sistema real com o intuito de conduzir experimentos para a avaliação de
estratégias para sua operação. Além disso, possibilita o teste de diversas hipóteses sem a
necessidade de interferir no sistema real e permite economia de tempo e recursos financeiros no
desenvolvimento de projetos (FREITAS, 2008).
O presente estudo corrobora com elementos evidenciados por autores como Leal e Oliveira
(2011), Iannoni e Morabito (2002) e Montevechi et al. (2003). Ademais, o uso da modelagem e
simulação computacional permite verificar aspectos ainda não considerados pelos gestores para
auxiliar no processo decisório e que reflita a realidade do sistema produtivo. Como oportunidade
para a condução de estudos na área, verifica-se a necessidade das empresas em conhecerem melhor
seus processos a fim de adequar sua capacidade produtiva, gerenciar projetos e verificar a
disponibilidade de seus recursos e instalações (FREITAS, 2008; LEAL; OLIVEIRA, 2011).
Em continuidade ao exposto, o artigo tem como objetivo principal analisar a capacidade
produtiva de uma empresa do setor de máquinas agrícolas para subsidiar uma possível inserção de
um novo produto ao mix de produção. Secundariamente, verificar o lead-time médio de fabricação.
O estudo apresenta caráter exploratório, com a realização de um estudo de caso e adota a
perspectiva predominantemente quantitativa. Adicionalmente, pondera-se que a pesquisa contribui
para evidenciar a utilidade da modelagem e simulação em processos de manufatura, além de
colaborar com a área gerencial através da apresentação de um modelo de simulação desenvolvido
com a utilização do software ProModel.
Para atingir os objetivos propostos, o trabalho encontra-se dividido em cinco seções. Na
primeira seção é apresentada uma breve introdução ao tema e o objetivo do trabalho. Na segunda, é
exposta uma revisão teórica sobre modelagem e simulação e sua relevância. Na seção três são
descritos o método de pesquisa utilizado e os procedimentos adotados para a condução do estudo.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
3
Na quarta, são apresentados os dados de campo e o modelo conceitual e, por fim, são apresentados
os resultados obtidos e as considerações finais.
2. MODELAGEM E SIMULAÇÃO
Administrar um sistema produtivo constitui-se na tomada de decisões referentes a quanto, o
quê e como produzir (SIQUEIRA, 2009). A decisão quanto ao mix de produtos a serem fabricados
passa pela análise da capacidade produtiva das instalações disponíveis. Para auxiliar nessa decisão,
ferramentas de modelagem e simulação apresentam-se como opções viáveis aos gestores.
Observado por Oliveira (2007), há uma diferenciação entre modelagem e simulação. A
modelagem é entendida como uma técnica utilizada para criar um modelo cuja finalidade é entender
e resolver determinado problema. Esse modelo pode ser (i) físico, com o uso de maquetes para a
execução; (ii) abstrato, utilizando-se modelo matemático; e (iii) híbrido, abrangendo tanto o
conceito físico como o abstrato. A simulação, por sua vez, utiliza um modelo para antecipar os
possíveis resultados desse modelo e, assim, viabilizar alterações, visando a alcançar melhores
resultados sem a necessidade de utilização de modelos reais. Por essa razão, Freitas (2008) expõe
que o grande trunfo do uso de ferramentas computacionais para a modelagem e simulação é a
possibilidade dada ao analista para realizar estudos sobre o sistema modelado, de modo a verificar
as mais diversas opções existentes sem ter que interferir no sistema real, evitando perturbações,
além de permitir ser praticado sobre sistemas que ainda não são reais.
Ragsdale (2009) acrescenta que há pouco tempo atrás o campo de modelagem e simulação
era altamente especializado e apenas quem possuía acesso a conhecimentos avançados de
matemática e linguagens de programação poderia utilizar tais ferramentas. Ao longo do tempo, a
simulação deixou de ser usada apenas como última opção e passou a ser empregada como uma
técnica que permite a análise de soluções de problemas oriundos de diversos ramos de atividades.
Ademais, os modelos de simulação apresentam dados de entrada ao qual é gerada uma resposta
específica a eles, sendo diferente dos modelos de otimização que buscam uma solução ótima
(FREITAS, 2008). Do ponto de vista empresarial, o uso de simuladores contribui para facilitar a
tomada de decisões, tornando-as mais assertivas. Complementarmente, a principal vantagem da
utilização de modelos de simulação está na possibilidade de analisar um sistema mesmo quando os
dados de entrada ainda não estão totalmente consolidados, ou seja, quando o sistema está sendo
formado e desenvolvido. Além dessa vantagem, há a possibilidade de utilizar um mesmo modelo
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
4
diversas vezes alterando-se suas opções para encontrar uma solução considerada satisfatória, além
do grande nível de detalhamento permitido pela simulação, o controle do tempo e o
aperfeiçoamento do processo estudado sem o uso dos sistemas reais (FREITAS, 2008;
RAGSDALE, 2009; CHWIF, 2010).
Por outro lado, existem desvantagens quanto ao uso de modelos de simulação. Uma delas é
a necessidade de mão de obra especializada. Com os avanços nos simuladores, a tarefa de modelar
se tornou mais ágil e prática, exigindo menos conhecimentos avançados, porém são necessários
conhecimentos mínimos da ferramenta de simulação utilizada e do tratamento dos dados.
Frequentemente, os resultados obtidos pela simulação também não são claros, o que exige certa
habilidade para transformar os valores apresentados pelos programas em soluções efetivas aos
problemas observados. O alto consumo de recursos para a sua execução, assim como o tempo de
construção dos modelos, também é apontada na literatura como uma desvantagem (FREITAS,
2008).
2.1 Tipos de Simulação
Uma primeira classificação da simulação computacional, sugerida por Chwif (2010), é
composta por quatro categorias. A primeira categoria refere-se à Simulação de Monte Carlo que
utiliza geradores de números aleatórios para solucionar problemas complexos de matemática. A
segunda denomina-se Simulação contínua, utilizada para a simulação de sistemas cujo estado varia
continuamente ao longo do tempo (ex.: desgaste do pneu de carro, esvaziamento de reservatório de
água, crescimento de uma árvore). A terceira categoria, denominada Simulação de eventos
discretos, é utilizada para a simulação de sistemas que mudam o seu estado em momentos discretos
no tempo, ou seja, a partir da ocorrência de eventos. Por fim, a última categoria refere-se à
necessidade de construção de um sistema hibrido, que mescla a simulação contínua e discreta.
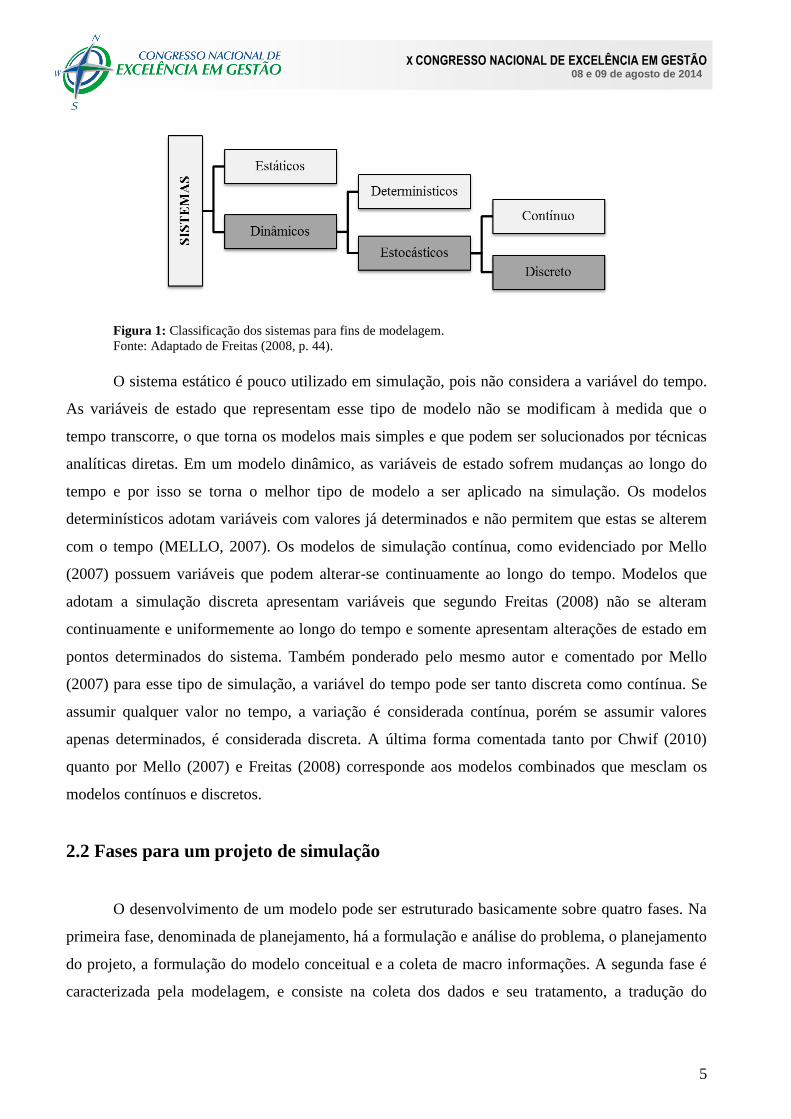
Outra forma de classificar os sistemas é observada por Freitas (2008) e é apresentada na
Figura 1.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
5
Figura 1: Classificação dos sistemas para fins de modelagem.
Fonte: Adaptado de Freitas (2008, p. 44).
O sistema estático é pouco utilizado em simulação, pois não considera a variável do tempo.
As variáveis de estado que representam esse tipo de modelo não se modificam à medida que o
tempo transcorre, o que torna os modelos mais simples e que podem ser solucionados por técnicas
analíticas diretas. Em um modelo dinâmico, as variáveis de estado sofrem mudanças ao longo do
tempo e por isso se torna o melhor tipo de modelo a ser aplicado na simulação. Os modelos
determinísticos adotam variáveis com valores já determinados e não permitem que estas se alterem
com o tempo (MELLO, 2007). Os modelos de simulação contínua, como evidenciado por Mello
(2007) possuem variáveis que podem alterar-se continuamente ao longo do tempo. Modelos que
adotam a simulação discreta apresentam variáveis que segundo Freitas (2008) não se alteram
continuamente e uniformemente ao longo do tempo e somente apresentam alterações de estado em
pontos determinados do sistema. Também ponderado pelo mesmo autor e comentado por Mello
(2007) para esse tipo de simulação, a variável do tempo pode ser tanto discreta como contínua. Se
assumir qualquer valor no tempo, a variação é considerada contínua, porém se assumir valores
apenas determinados, é considerada discreta. A última forma comentada tanto por Chwif (2010)
quanto por Mello (2007) e Freitas (2008) corresponde aos modelos combinados que mesclam os
modelos contínuos e discretos.
2.2 Fases para um projeto de simulação
O desenvolvimento de um modelo pode ser estruturado basicamente sobre quatro fases. Na
primeira fase, denominada de planejamento, há a formulação e análise do problema, o planejamento
do projeto, a formulação do modelo conceitual e a coleta de macro informações. A segunda fase é
caracterizada pela modelagem, e consiste na coleta dos dados e seu tratamento, a tradução do
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
6
modelo, a sua validação e verificação. Na sequência, a terceira fase é denominada experimentação e
consiste na execução do projeto experimental, análise e interpretação estatística dos resultados da
simulação. Por último, a quarta fase é tratada como decisão e conclusão do projeto, com a
comparação dos sistemas simulados, a identificação das melhores soluções, a documentação,
apresentação e implementação dos resultados obtidos (FREITAS, 2008). É notório que o processo
de validação e verificação de modelos de simulação seja fundamental para que um projeto de
simulação seja bem sucedido, visto que permite a descoberta de erros relacionados a sintaxes, à
lógica, além de possibilitar a análise quanto à adequação do modelo desenvolvido ao sistema real
(CHWIF, 2010).
2.3 Aplicações da simulação
Os modelos de simulação podem ser utilizados em uma vasta área de atuação (PRADO,
2010). Em aeroportos e portos é possível aplicá-los à simulação em diversos ramos de atividades,
como a verificação do dimensionamento de sistema de transporte de bagagens em um aeroporto ou
o cálculo da mão de obra e equipamentos necessários à carga e descarga de navios conforme o
tempo desejado.
Em bancos, a simulação é utilizada principalmente para definir o layout, o tempo de espera
em fila e o número de caixas necessários ao atendimento dos clientes. Nas centrais de atendimento
são empregados tanto para descobrir a melhor configuração das linhas de atendimento, como o
número de atendentes e os equipamentos necessários. Em hospitais permite a definição desde o
layout até o dimensionamento de ambulâncias. Adicionalmente, existem outros segmentos em que
os modelos podem ser explorados como restaurantes, supermercados, parques de diversões e
escritórios (CHWIF, 2010).
3. MÉTODOS E PROCEDIMENTOS
Método pode ser descrito como o conjunto de atividades que permitem alcançar os objetivos
propostos de forma mais confiável, evitando desperdícios e auxiliando na escolha das melhores
decisões. É entendido também como um conjunto de procedimentos para a obtenção de
conhecimentos (BARROS; LEHFELD, 2008; LAKATOS; MARCONI, 2010). Uma pesquisa pode
ter caráter qualitativo ou quantitativo. O estudo apresentado caracteriza-se como quantitativo e

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
7
conduzido através de Estudo de Caso. O método quantitativo difere do qualitativo por utilizar
amostras amplas de dados, enquanto no qualitativo as amostras são mais profundas e tendem a ser
em menor quantidade. Suplementarmente, o método quantitativo também se caracteriza por sofrer
tratamento por meio de técnicas estatísticas para apresentação e análise dos dados (HAIR et. al.,
2005).
Como os dados do estudo foram coletados no local em que o fenômeno ocorreu, a pesquisa
apresentada classifica-se, quanto ao seu meio de investigação, como um estudo de campo e consiste
em observar os fatos exatamente da forma que ocorreram, permitindo o registro das variáveis à
análise (LAKATOS; MARCONI, 2010). Para a condução da pesquisa, optou-se por um Estudo de
Caso único com o intuito de analisar e descrever um sistema real de forma que se passe a entendê-
lo. Essa escolha ocorreu, sobretudo, pelo fato da simulação se basear principalmente em sistemas
reais. O Estudo de Caso pode ser utilizado em uma pesquisa em que há questões predominantes do
tipo “como” e “por que” e o pesquisador possui pouco controle sobre os eventos (YIN, 2010).
Geralmente esse tipo de pesquisa é mais flexível e na medida em que é desenvolvida, podem surgir
alterações nas etapas seguintes (GIL, 2010). O caso escolhido deve ser representativo e permitir
futuras comparações com outros casos semelhantes. Os dados utilizados, também devem ser
coletados e registrados com o rigor necessário a uma pesquisa bem fundamentada (SEVERINO,
2007). O Estudo de Caso único, por sua vez, permite o aprofundamento e o detalhamento da
unidade de análise de forma mais apurada (YIN, 2010).
Para a coleta dos dados utilizou-se um sistema de fichas de pedidos para a inserção dos
tempos de processamento do produto manufaturado em cada equipamento. Essa coleta ocorreu
entre 11 de fevereiro e 24 de julho de 2013, totalizando 38 máquinas produzidas referentes aos
modelos fabricados. Cada pedido foi anotado com seu respectivo tempo de processo, em minutos, e
em tabela específica. Na sequência, os dados coletados foram lançados em planilha do MS Excel,
para serem tratados e utilizados no modelo de simulação desenvolvido. Foram realizadas análises
estatísticas com o amparo do software StatFit versão 2.0 para organizar o conjunto de dados e
realizar as inferências das distribuições de frequências, e identificar de padrões de comportamento
dos dados. O modelo foi construído utilizando-se o software ProModel versão 8.5. Foram
conduzidas também entrevistas não-estruturadas com os diretores e funcionários da empresa para
melhor compreensão dos processos de fabricação na empresa investigada.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
8
4. APRESENTAÇÃO DO CASO
O Estudo de Caso foi realizado em um fabricante de implementos agrícolas especiais
voltados ao mercado de viticultura e fruticultura e está localizado no estado do Rio Grande do Sul.
Atualmente, a empresa atende ao mercado nacional, com maior ênfase ao mercado da Região Sul. A
empresa é classificada como de pequeno porte, segundo a classificação do SEBRAE (2013) e não
conta com concorrente nacional expressivo. No ano de 2013, houve uma redução nas vendas da
empresa entre o período considerado de alta demanda (de Julho a Dezembro) e praticamente não
apresentou venda expressiva entre os meses de Janeiro a Junho do mesmo ano. Esse comportamento
induziu os gestores a tomarem decisões importantes. Na busca por alternativas ao negócio, a nova
estratégia passou a ser a diversificação do portfólio de produtos da empresa, avançando para outros
segmentos que não estão sujeitos fortemente à sazonalidade, a exemplo da construção civil.
O sistema produtivo da empresa é caracterizado como produção puxada em que há a
produção de itens conforme as ordens de fabricação iniciadas a partir das demandas dos clientes ou
para atender os processos de manufatura seguintes (OHNO, 1997; MOREIRA, 2011;
KRAJEWSKI; RITZMAN; MALHOTRA, 2009). Assim, quando um pedido de venda é
formalizado, o setor de compras fica responsável pela análise dos componentes em estoque, além de
emitir ordens de compra para o material faltante. A principal razão para a aplicação desse tipo de
produção é o extenso portfólio de produtos da empresa, aliado à baixa previsibilidade de demanda,
que dificulta a geração de estoques de produtos acabados. Além de adotar este modelo de produção,
há alta taxa de terceirização dos processos. Dessa forma, um parceiro com know-how em
determinado processo pode oferecer um produto com menor custo e melhor qualidade. A empresa
realiza, basicamente, três processos internos: solda, pintura e montagem. A Figura 2 apresenta o
fluxo produtivo da empresa analisada.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
9
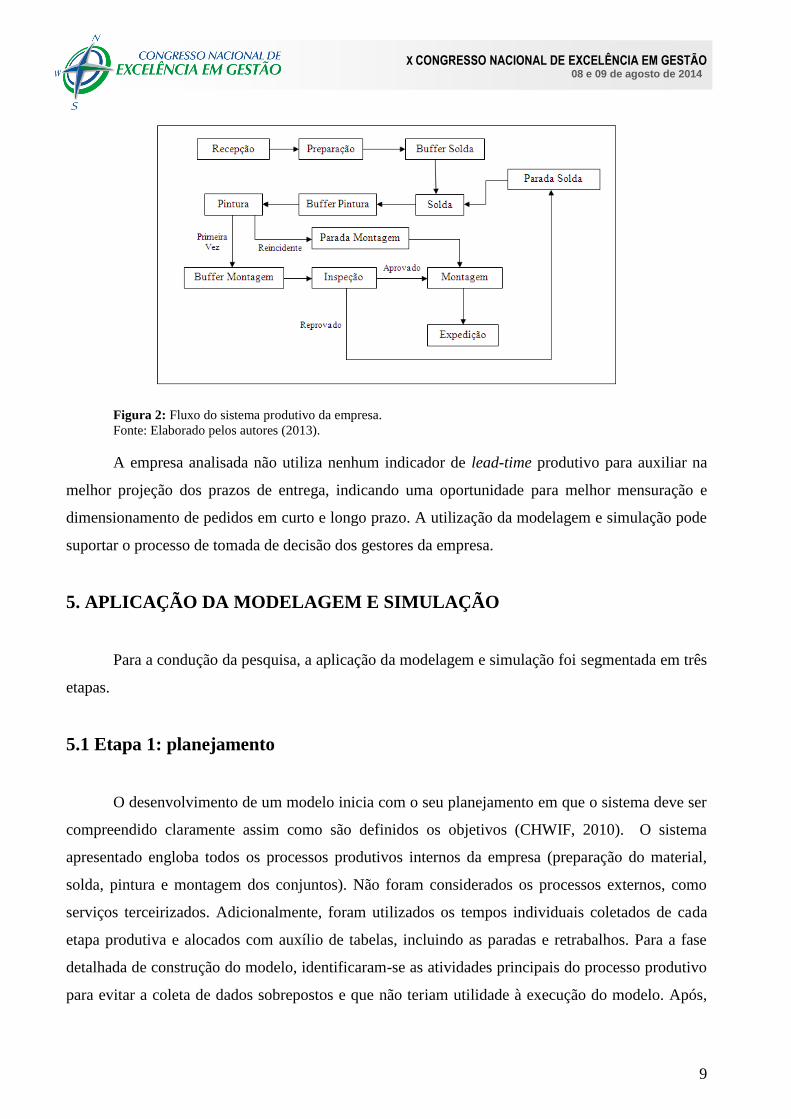
Figura 2: Fluxo do sistema produtivo da empresa.
Fonte: Elaborado pelos autores (2013).
A empresa analisada não utiliza nenhum indicador de lead-time produtivo para auxiliar na
melhor projeção dos prazos de entrega, indicando uma oportunidade para melhor mensuração e
dimensionamento de pedidos em curto e longo prazo. A utilização da modelagem e simulação pode
suportar o processo de tomada de decisão dos gestores da empresa.
5. APLICAÇÃO DA MODELAGEM E SIMULAÇÃO
Para a condução da pesquisa, a aplicação da modelagem e simulação foi segmentada em três
etapas.
5.1 Etapa 1: planejamento
O desenvolvimento de um modelo inicia com o seu planejamento em que o sistema deve ser
compreendido claramente assim como são definidos os objetivos (CHWIF, 2010). O sistema
apresentado engloba todos os processos produtivos internos da empresa (preparação do material,
solda, pintura e montagem dos conjuntos). Não foram considerados os processos externos, como
serviços terceirizados. Adicionalmente, foram utilizados os tempos individuais coletados de cada
etapa produtiva e alocados com auxílio de tabelas, incluindo as paradas e retrabalhos. Para a fase
detalhada de construção do modelo, identificaram-se as atividades principais do processo produtivo
para evitar a coleta de dados sobrepostos e que não teriam utilidade à execução do modelo. Após,

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
10
conduziu-se à construção do modelo conceitual com a aplicação do ACD (Activity Cicle Diagram).
O ACD é uma das formas para modelar as interações entre os objetos de um sistema (CHWIF,
2010).
5.2 Etapa 2: modelagem
Para a construção do modelo no ProModel, considerou-se o pedido completo em que todos
os componentes necessários à fabricação da máquina estão disponíveis. O modelo tratou uma
entidade para a simulação, denominada “produto” e seu respectivo atributo. Foram também
considerados para o modelo, os três responsáveis pelo setor produtivo da empresa, além de um
auxiliar responsável pela operação de compras e separação/preparação dos materiais.
Após o material passar pela recepção segue ao setor de preparação que possui capacidade
para seis pallets. Cada um dos pallets é considerado como um pedido que contém o conjunto
completo de peças para a produção de um equipamento. Do setor de preparação, os pedidos seguem
ao buffer solda que é utilizado para armazená-los enquanto espera a disponibilidade do soldador,
que possui capacidade para atender quatro pedidos. Quando o soldador torna-se disponível, um dos
pedidos que se encontra no buffer solda é retirado pela ordem FIFO (First In, First Out), levando-o
ao setor solda. Nesse setor são realizadas duas operações: a montagem solda e a solda final.
Finalizado esse processo, o pedido é encaminhado pelo soldador até o local buffer pintura, que
possui capacidade para quatro pallets e sua utilização é a mesma do buffer solda. Quando
processadas no setor da pintura, os pedidos seguem ao buffer montagem, que possui capacidade
para dez pallets e é utilizado para armazenar os pedidos enquanto o montador está indisponível.
Quando um pedido é resgatado pelo montador é levado ao local de inspeção, em que é realizada
uma pré-montagem dos conjuntos para a verificação das especificações. Quando rejeitado, o pedido
é destinado ao local “parada solda” que aguarda o reparo do soldador. Em seguida, é conduzido à
pintura e, então, à “parada montagem” aguardando o montador ficar disponível para o processo de
montagem. No momento em que o pedido da inspeção é aprovado, segue à montagem onde ocorre o
último processo de produção.
Para designar quais pedidos sofrem ou não parada foi utilizada uma distribuição de usuários
com base nos pedidos reais que sofreram parada por erros de produção. Quando finalizada a
montagem, o pedido é encaminhado à expedição, em que, geralmente, aguarda dois dias para ser
recolhido. Para complementar a qualidade do objeto simulado, os turnos de trabalho foram
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
11
estabelecidos, conforme o sistema real. Assim, o modelo respeitou o período estipulado de
simulação, permitindo apenas que ocorresse processamento do sistema nos horários e dias
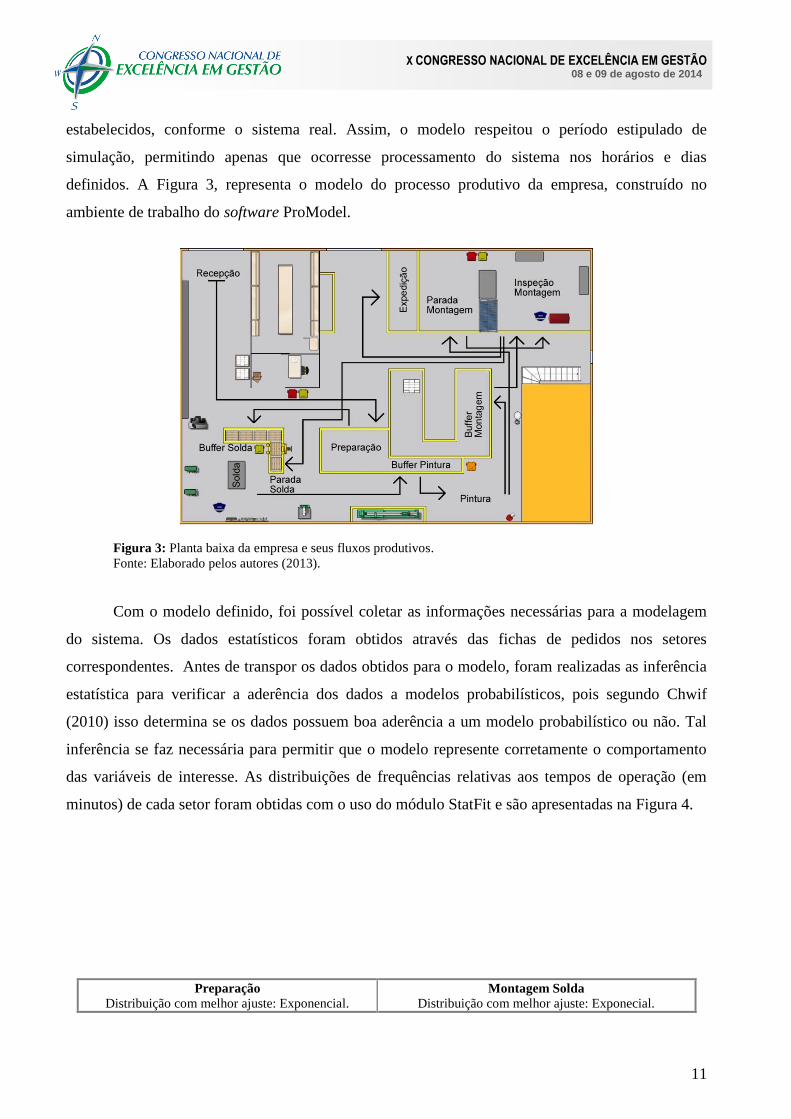
definidos. A Figura 3, representa o modelo do processo produtivo da empresa, construído no
ambiente de trabalho do software ProModel.
Figura 3: Planta baixa da empresa e seus fluxos produtivos.
Fonte: Elaborado pelos autores (2013).
Com o modelo definido, foi possível coletar as informações necessárias para a modelagem
do sistema. Os dados estatísticos foram obtidos através das fichas de pedidos nos setores
correspondentes. Antes de transpor os dados obtidos para o modelo, foram realizadas as inferência
estatística para verificar a aderência dos dados a modelos probabilísticos, pois segundo Chwif
(2010) isso determina se os dados possuem boa aderência a um modelo probabilístico ou não. Tal
inferência se faz necessária para permitir que o modelo represente corretamente o comportamento
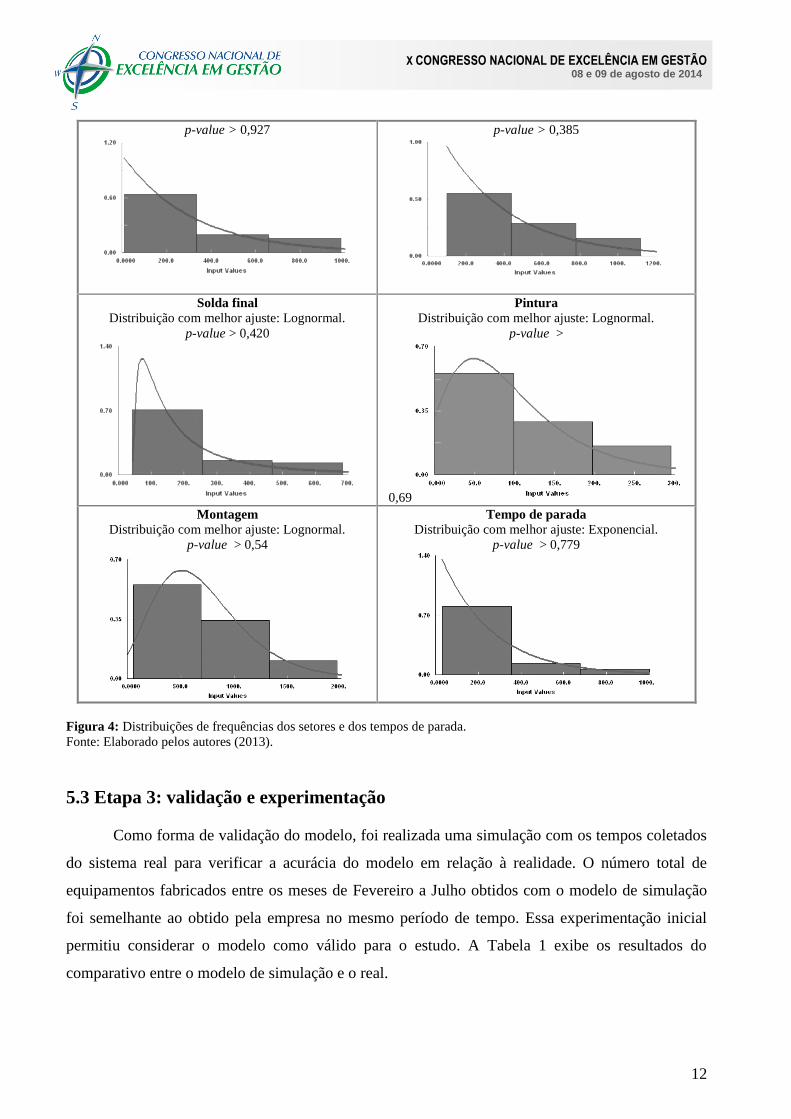
das variáveis de interesse. As distribuições de frequências relativas aos tempos de operação (em
minutos) de cada setor foram obtidas com o uso do módulo StatFit e são apresentadas na Figura 4.
Preparação
Distribuição com melhor ajuste: Exponencial. Montagem Solda
Distribuição com melhor ajuste: Exponecial.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
12
p-value > 0,927
p-value > 0,385
Solda final
Distribuição com melhor ajuste: Lognormal.
p-value > 0,420
Pintura
Distribuição com melhor ajuste: Lognormal.
p-value >
0,69
Montagem
Distribuição com melhor ajuste: Lognormal.
p-value > 0,54
Tempo de parada
Distribuição com melhor ajuste: Exponencial.
p-value > 0,779
Figura 4: Distribuições de frequências dos setores e dos tempos de parada.
Fonte: Elaborado pelos autores (2013).
5.3 Etapa 3: validação e experimentação
Como forma de validação do modelo, foi realizada uma simulação com os tempos coletados
do sistema real para verificar a acurácia do modelo em relação à realidade. O número total de
equipamentos fabricados entre os meses de Fevereiro a Julho obtidos com o modelo de simulação
foi semelhante ao obtido pela empresa no mesmo período de tempo. Essa experimentação inicial
permitiu considerar o modelo como válido para o estudo. A Tabela 1 exibe os resultados do
comparativo entre o modelo de simulação e o real.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
13
Tabela 1: Relação entre a produção real de equipamentos e do sistema simulado.
Produção total entre os meses fevereiro a julho
Modelo Real Modelo Virtual
38 equipamentos 38 equipamentos
Fonte: Elaborado pelos autores (2013).
6. APRESENTAÇÃO DOS RESULTADOS
Nessa seção, apresentam-se os principais resultados obtidos no presente Estudo de Caso.
6.1 Cenário 1: modelo real
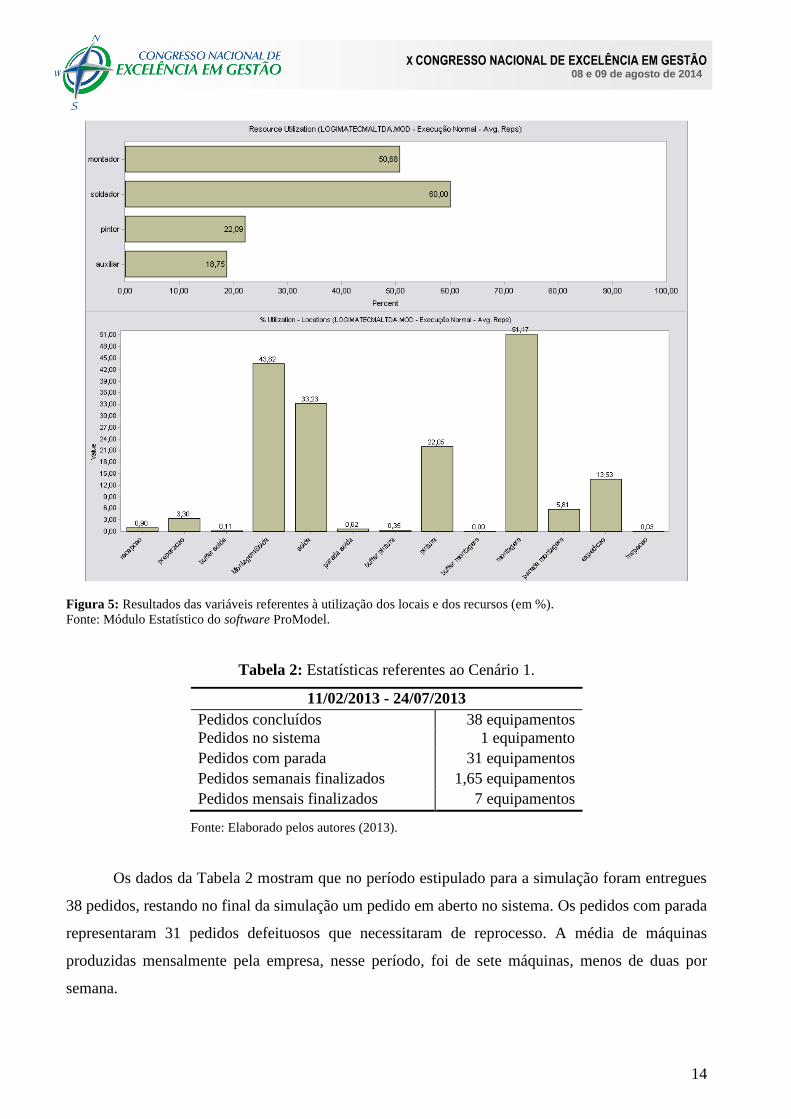
No primeiro cenário simulado, a análise estatística obtida com o modelo permitiu verificar,
de acordo com o sistema real, o comportamento das principais variáveis da simulação. A Figura 5
apresenta os resultados obtidos do primeiro cenário simulado em relação à utilização dos recursos e
dos locais.
Para o cenário um, o número de pedidos concluídos ficou em conformidade com o número
de pedidos concluídos no sistema real. O lead-time médio do tempo de parada por erros de
produção foi de 642 minutos para cada pedido, ou seja, esse foi o tempo médio que um pedido que
apresentou defeito levou a mais para ser produzido em virtude dos reprocessos que sofreu. O lead
time médio do tempo de produção foi de 3.361 minutos por pedido. Com base na Figura 5, nota-se
que os recursos apresentaram reduzido nível de utilização, sendo o soldador o colaborador que
apresentou o maior índice de utilização no processo produtivo.
O local de montagem apresenta maior ocupação e aproveita apenas 51,17% de sua
capacidade. Tal aspecto apresenta como indicativo a possibilidade de ampliação no número de
pedidos que passem pelos locais. A Tabela 2 apresenta os resultados obtidos com o primeiro
cenário.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
14
Figura 5: Resultados das variáveis referentes à utilização dos locais e dos recursos (em %).
Fonte: Módulo Estatístico do software ProModel.
Tabela 2: Estatísticas referentes ao Cenário 1.
11/02/2013 - 24/07/2013
Pedidos concluídos 38 equipamentos
Pedidos no sistema 1 equipamento
Pedidos com parada 31 equipamentos
Pedidos semanais finalizados 1,65 equipamentos
Pedidos mensais finalizados 7 equipamentos
Fonte: Elaborado pelos autores (2013).
Os dados da Tabela 2 mostram que no período estipulado para a simulação foram entregues
38 pedidos, restando no final da simulação um pedido em aberto no sistema. Os pedidos com parada
representaram 31 pedidos defeituosos que necessitaram de reprocesso. A média de máquinas
produzidas mensalmente pela empresa, nesse período, foi de sete máquinas, menos de duas por
semana.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
15
6.2 Cenário 2: modelo com incremento no mix produtivo
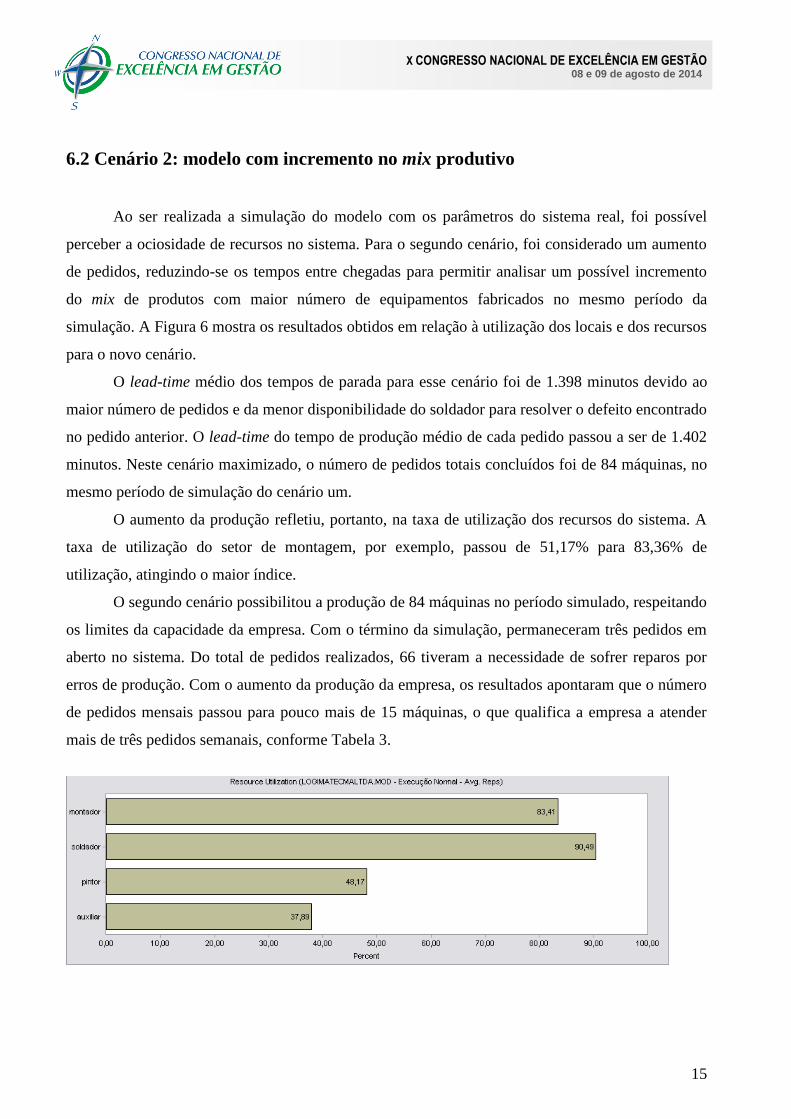
Ao ser realizada a simulação do modelo com os parâmetros do sistema real, foi possível
perceber a ociosidade de recursos no sistema. Para o segundo cenário, foi considerado um aumento
de pedidos, reduzindo-se os tempos entre chegadas para permitir analisar um possível incremento
do mix de produtos com maior número de equipamentos fabricados no mesmo período da
simulação. A Figura 6 mostra os resultados obtidos em relação à utilização dos locais e dos recursos
para o novo cenário.
O lead-time médio dos tempos de parada para esse cenário foi de 1.398 minutos devido ao
maior número de pedidos e da menor disponibilidade do soldador para resolver o defeito encontrado
no pedido anterior. O lead-time do tempo de produção médio de cada pedido passou a ser de 1.402
minutos. Neste cenário maximizado, o número de pedidos totais concluídos foi de 84 máquinas, no
mesmo período de simulação do cenário um.
O aumento da produção refletiu, portanto, na taxa de utilização dos recursos do sistema. A
taxa de utilização do setor de montagem, por exemplo, passou de 51,17% para 83,36% de
utilização, atingindo o maior índice.
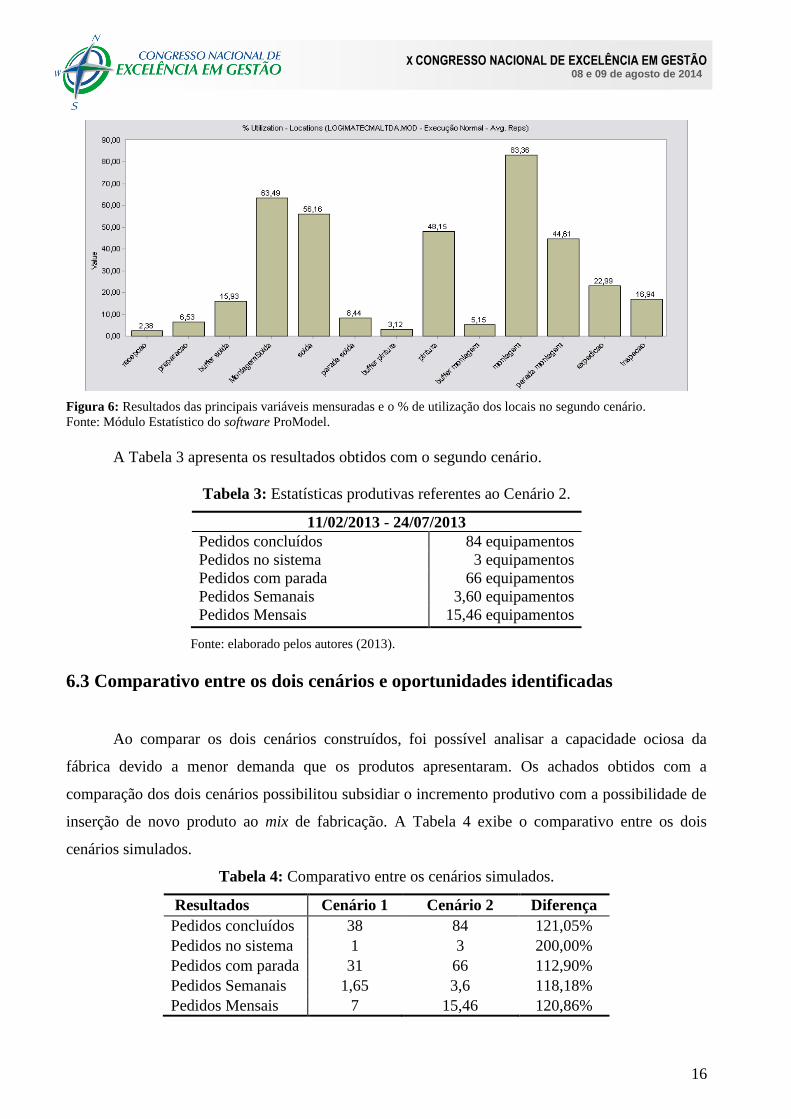
O segundo cenário possibilitou a produção de 84 máquinas no período simulado, respeitando
os limites da capacidade da empresa. Com o término da simulação, permaneceram três pedidos em
aberto no sistema. Do total de pedidos realizados, 66 tiveram a necessidade de sofrer reparos por
erros de produção. Com o aumento da produção da empresa, os resultados apontaram que o número
de pedidos mensais passou para pouco mais de 15 máquinas, o que qualifica a empresa a atender
mais de três pedidos semanais, conforme Tabela 3.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
16
Figura 6: Resultados das principais variáveis mensuradas e o % de utilização dos locais no segundo cenário.
Fonte: Módulo Estatístico do software ProModel.
A Tabela 3 apresenta os resultados obtidos com o segundo cenário.
Tabela 3: Estatísticas produtivas referentes ao Cenário 2.
11/02/2013 - 24/07/2013
Pedidos concluídos 84 equipamentos
Pedidos no sistema 3 equipamentos
Pedidos com parada 66 equipamentos
Pedidos Semanais 3,60 equipamentos
Pedidos Mensais 15,46 equipamentos
Fonte: elaborado pelos autores (2013).
6.3 Comparativo entre os dois cenários e oportunidades identificadas
Ao comparar os dois cenários construídos, foi possível analisar a capacidade ociosa da
fábrica devido a menor demanda que os produtos apresentaram. Os achados obtidos com a
comparação dos dois cenários possibilitou subsidiar o incremento produtivo com a possibilidade de
inserção de novo produto ao mix de fabricação. A Tabela 4 exibe o comparativo entre os dois
cenários simulados.
Tabela 4: Comparativo entre os cenários simulados.
Resultados Cenário 1 Cenário 2 Diferença
Pedidos concluídos 38 84 121,05%
Pedidos no sistema 1 3 200,00%
Pedidos com parada 31 66 112,90%
Pedidos Semanais 1,65 3,6 118,18%
Pedidos Mensais 7 15,46 120,86%
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
17
Fonte: Elaborado pelos autores (2013).
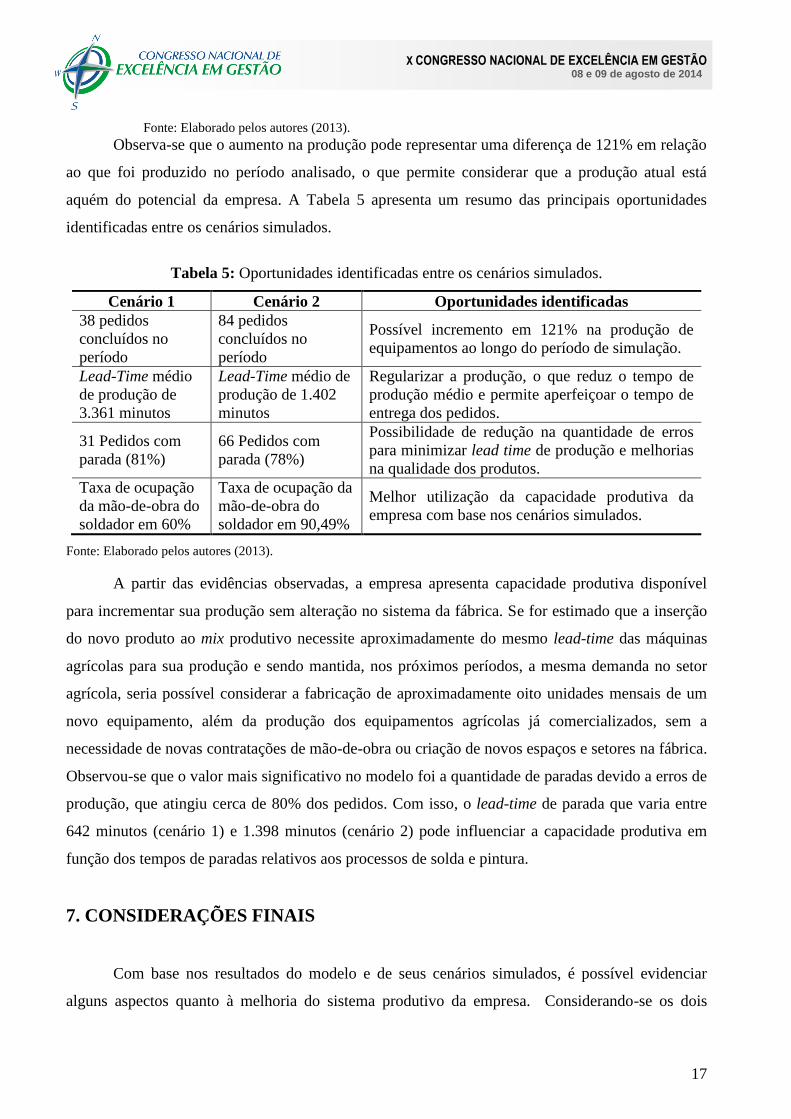
Observa-se que o aumento na produção pode representar uma diferença de 121% em relação
ao que foi produzido no período analisado, o que permite considerar que a produção atual está
aquém do potencial da empresa. A Tabela 5 apresenta um resumo das principais oportunidades
identificadas entre os cenários simulados.
Tabela 5: Oportunidades identificadas entre os cenários simulados.
Cenário 1 Cenário 2 Oportunidades identificadas
38 pedidos
concluídos no
período
84 pedidos
concluídos no
período
Possível incremento em 121% na produção de
equipamentos ao longo do período de simulação.
Lead-Time médio
de produção de
3.361 minutos
Lead-Time médio de
produção de 1.402
minutos
Regularizar a produção, o que reduz o tempo de
produção médio e permite aperfeiçoar o tempo de
entrega dos pedidos.
31 Pedidos com
parada (81%)
66 Pedidos com
parada (78%)
Possibilidade de redução na quantidade de erros
para minimizar lead time de produção e melhorias
na qualidade dos produtos.
Taxa de ocupação
da mão-de-obra do
soldador em 60%
Taxa de ocupação da
mão-de-obra do
soldador em 90,49%
Melhor utilização da capacidade produtiva da
empresa com base nos cenários simulados.
Fonte: Elaborado pelos autores (2013).
A partir das evidências observadas, a empresa apresenta capacidade produtiva disponível
para incrementar sua produção sem alteração no sistema da fábrica. Se for estimado que a inserção
do novo produto ao mix produtivo necessite aproximadamente do mesmo lead-time das máquinas
agrícolas para sua produção e sendo mantida, nos próximos períodos, a mesma demanda no setor
agrícola, seria possível considerar a fabricação de aproximadamente oito unidades mensais de um
novo equipamento, além da produção dos equipamentos agrícolas já comercializados, sem a
necessidade de novas contratações de mão-de-obra ou criação de novos espaços e setores na fábrica.
Observou-se que o valor mais significativo no modelo foi a quantidade de paradas devido a erros de
produção, que atingiu cerca de 80% dos pedidos. Com isso, o lead-time de parada que varia entre
642 minutos (cenário 1) e 1.398 minutos (cenário 2) pode influenciar a capacidade produtiva em
função dos tempos de paradas relativos aos processos de solda e pintura.
7. CONSIDERAÇÕES FINAIS
Com base nos resultados do modelo e de seus cenários simulados, é possível evidenciar
alguns aspectos quanto à melhoria do sistema produtivo da empresa. Considerando-se os dois

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
18
cenários, observou-se que o índice de erros de produção pode ser refletido em quase 80% dos
pedidos, o que gera reprocesso e aumento do lead-time de produção e impacta em um menor
número de pedidos concluídos por período. Assim, uma melhoria na política de qualidade da
empresa poderia estimular a redução dos erros de fabricação. Uma realocação do setor de inspeção
também poderia contribuir para gerar efeitos positivos para a empresa. Observa-se que há somente
um ponto físico de inspeção no sistema produtivo (setor de montagem), o que acarreta um aumento
no lead-time da montagem solda até a inspeção, pois quando reprovado o produto retorna ao setor
da solda. Se a inspeção ocorrer logo após a finalização da solda, evita-se o reprocesso da pintura e
contribui para reduzir parcialmente o lead-time de parada, quando o pedido apresenta defeito.
Nesse sentido, o estudo explorou a modelagem e simulação computacional como ferramenta
útil a ser utilizada em empresas, independente do porte. Foi possível verificar com o estudo, que o
uso da simulação permite que sejam conduzidas análises detalhadas de sistemas complexos,
auxiliando os gestores na tomada de decisões com maior confiabilidade. O alcance do objetivo da
pesquisa tornou-se viável devido ao desenvolvimento de cenários para simular um possível
incremento produtivo e, assim, gerar dados que pudessem servir como base para a tomada de
decisão. Os cenários simulados possibilitaram a realização de análises em relação ao quadro atual
do sistema produtivo da empresa. Observou-se que o lead-time de produção médio é de 1.402
minutos e que a capacidade produtiva estipulada pelo modelo construído foi de 84 pedidos por
período (15 mensais). Comparando a produção atual da empresa (sete pedidos mensais) e o
resultado obtido, cogitou-se a possibilidade de aceitar a inserção de um novo produto no mix da
empresa, utilizando-se, para isso, a capacidade ociosa verificada.
O estudo limita-se em considerar o lead-time de processamento total de produção e não dos
setores individualmente, além disso, não foram abordados elementos de estratégia de produção e
qualidade quanto à fabricação dos produtos. Também não foram considerados aspectos vinculados
ao sequenciamento de produção e ao balanceamento das operações da fábrica. Como sugestão para
estudos futuros, recomenda-se o refinamento do modelo de simulação com a construção de outros
cenários para verificar uma possível redução dos erros de fabricação, a diminuição do retrabalho e
aperfeiçoamento do lead-time em processo.
X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
19
REFERÊNCIAS
BARROS, A. S.; LEHFELD, N. A. S. Fundamentos de metodologia cientifica. 3. ed. São Paulo:
Pearson Prentice Hall, 2007, 158p.
CHWIF, L.; MEDINA, A. C. Modelagem e simulação de eventos discretos: teoria e aplicações. 3.
ed. São Paulo: Editora Do Autor, 2010, 309p.
FREITAS, P. J. Introdução à modelagem e simulação de sistemas com aplicações em arena. 2.
ed. Florianópolis: Visual Books, 2008, 384p.
GIL, A. C. Como elaborar projetos de pesquisa. 5. ed. São Paulo: Atlas, 2010, 238p.
HAIR, J. F.; BABIN, B.; MONEY, A. H.; SAMOUEL, P. Fundamentos de métodos de pesquisa
em administração. Porto Alegre: Bookman, 2005.
IANNONI, A. P.; MORABITO, R. Análise do sistema logístico de recepção de cana-de-açúcar: um
estudo de caso utilizando simulação discreta. Gestão & Produção, v. 9, n. 2, p.107-128, 2002.
KRAJEWSKI, L.; RITZMAN, L.; MALHOTRA, M. Administração de produção e operações.
São Paulo: Pearson Prentice Hall, 2009.
LEAL, L. R.; OLIVEIRA, M. J. F. Simulação aplicada ao gerenciamento de projetos: uma revisão.
Revista Produção Online. Florianópolis, v.11, n. 2, p. 503-525, abr./jun., 2011.
LAKATOS, E.M.; MARCONI, M.A. Metodologia científica. 5. ed. São Paulo: Atlas, 2010.
MELLO, B. A. Modelagem e simulação de sistemas. Santo Ângelo: URI, 2007, 69f.
MONTEVECHI, J. A. B.; DUARTE, R.; NILSSON, G. V. O uso da simulação para análise do
layout de uma célula de manufatura. Revista Pesquisa e Desenvolvimento Engenharia de
Produção, n.1, p. 15-29, dez. 2003.
MOREIRA, D. A.. Administração da produção e operações. 2. ed. São Paulo: Cengage Learning,
2011, 624p.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre:
Bookman, 1997, 155p.
OLIVEIRA, J. B. Simulação computacional: análise de um sistema de manufatura em fase de
desenvolvimento. Itajubá: UFI, 2007, 156f. Dissertação do Programa de Pós-Graduação em
Engenharia de Produção.
PRADO, D. S. Usando o arena em simulação. Belo Horizonte: INDG Tecnologia e serviços Ltda.,
2010, 306p.
RAGSDALE, C. T. Modelagem e análise de decisão. São Paulo: Cengage Learning, 2009, 608p.

X CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 08 e 09 de agosto de 2014
20
SEVERINO, A. J. Metodologia do trabalho científico. 23. ed. São Paulo: Cortez, 2007, 304p.
SIQUEIRA, J. P. L. Gestão de produção e operações. Curitiba: IESDE Brasil S.A., 2009, 124p.
YIN, R. K. Estudo de caso: planejamento e métodos. 4. ed. Porto Alegre: Bookman, 2010.