engenharia de produção melhoria de processo na...
TRANSCRIPT

Engenharia de Produção
MELHORIA DE PROCESSO NA FABRICAÇÃO DE
FERRAMENTAS ROTATIVAS DE METAL DURO INTEIRIÇO
Douglas Martins de Almeida
Evelyn Semeão de Souza
Maria Michelli Cardoso
Itatiba
2015

Engenharia de Produção
MELHORIA DE PROCESSO NA FABRICAÇÃO DE
FERRAMENTAS ROTATIVAS DE METAL DURO INTEIRIÇO
Douglas Martins de Almeida RA: 002201100062
Evelyn Semeão de Souza RA: 002201100189
Maria Michelli Cardoso RA: 002201100386
Monografia apresentada à disciplina Trabalho de Conclusão de Curso em Engenharia de Produção II, do Curso de Engenharia de Produção da Universidade São Francisco, sob a orientação do Profa. Dra. Elaine Cristina Marques, como exigência parcial para conclusão do curso de graduação. Orientadora: Profa. Dra. Elaine Cristina Marques
Itatiba
2015


AGRADECIMENTO
Agradecemos primeiramente ao nosso Senhor e Salvador Jesus Cristo, que nos uniu
nessa jornada acadêmica e nos fortaleceu para que chegássemos até aqui.
Às nossas famílias, que em todo o tempo nos apoiaram e colaboraram para nossa
formação e realização de um sonho.
À Iscar do Brasil, que nos confiou a oportunidade para a elaboração deste trabalho de
melhoria, concedendo os recursos necessários para que pudéssemos concluí-lo com êxito. Em
especial, agradecemos aos colaboradores da Iscar que acompanharam o andamento do
trabalho e nos auxiliaram sempre que necessário: Rafael Possari – Diretor Industrial, Luciano
Moreira – Gerente da Fábrica e Marcelo Araújo – Operador Multifuncional. Obrigado, senhores!
À nossa professora e orientadora Elaine Cristina Marques, por todo carinho, dedicação e
contribuição a este trabalho, encorajando-nos a chegar ao melhor resultado possível, sem
medir esforços para encontrar oportunidades de melhoria e aperfeiçoamento em todo o tempo.
E, por fim, a todos que contribuíram direta ou indiretamente com a nossa formação e
realização deste trabalho. A todos, os nossos sinceros agradecimentos.
Louvamos nosso Deus, “porque dele e por ele, e para ele, são todas as coisas; glória,
pois, a ele eternamente. Amém” (Romanos 11:36).

“O temor do Senhor é o princípio do conhecimento; os loucos
desprezam a sabedoria e a instrução” – Provérbios 1:7

RESUMO
O processo de fabricação de ferramentas rotativas de metal duro é um processo que
exige total estabilidade, no qual qualquer variação pode fatalmente influenciar seu desempenho
durante a usinagem e sua vida útil no cliente. Vibrações durante a retificação, esforços de corte,
geração de calor e, consequentemente, repentinas variações térmicas são características e
fatores que devem ser muito bem controlados durante a retificação da ferramenta. Portanto,
este trabalho visou a melhoria de processo e redução de tempo sem afetar as características
construtivas e mecânicas de cada ferramenta. Neste trabalho foi realizado um estudo de caso
na multinacional Iscar do Brasil, que produz ferramentas especiais rotativas de metal duro. A
principal etapa estudada foi a retificação dos canais de escoamento de cavaco, que representa
cerca de 60% do tempo total de retificação de toda geometria de corte de uma ferramenta.
Além do elevado tempo de ciclo, a retificação dos canais se trata de uma etapa crítica do
processo de fabricação devido à alta remoção de material e, consequentemente, aos altos
esforços de corte, exigindo alto desempenho do rebolo utilizado para o trabalho. Mesmo com as
criticidades do processo, obteve-se redução de 35% de todo o tempo operacional da retificação
de uma broca helicoidal e 49% para uma fresa de topo helicoidal, isso foi possível graças à
aplicação de um rebolo com granulometria mais baixa (0,091 para 0,054 mm), porém com uma
concentração de diamantes maior. Outro ponto muito importante da fabricação de ferramentas,
e que está citada neste trabalho, é a padronização do processo, que inclui desde utilização
correta de cada rebolo, de acordo com a geometria (perfil), granulometria, tipo de elemento
ligante dos diamantes, entre outros e até a padronização de dispositivos de fixação. Com a
padronização o estoque de rebolos foi reduzido em 50%.
PALAVRAS-CHAVE: Ferramenta de Corte, Metal Duro, Melhoria de Processo, Padronização, Redução de Tempo.

ABSTRACT
The carbide cutting rotary tools manufacturer process is a process that requires total
stability, where any variation might fatally influence on its performance during the machining and
tool life in the customer. Vibrations during the grinding, cutting efforts, heat generating and
consequently repeated thermal variations are characteristics and factors that must be well
controlled during the cutting tool’s grinding. Therefore, this work focused in process
improvements and time reduction without affecting the mechanical and in the constructive
characteristics of each tool. In this work was made a case study in a multinational company
named Iscar do Brasil, that produces special rotary carbide cutting tools. The main studied step
was the flute’s grinding representing about 60% of the grinding time in all cutting tool’s cutting
geometry. Besides of the elevated cycle time, the flute grinding is critical step in the manufacture
process due to the high material removal and consequently the high cutting efforts requiring
great performance from the grinding wheels designated for the work. Even with the process’
criticality, obtained a reduction of 35% of all operational time of a helical drill and 49% for a
helical end mill, due to the application of a grinding wheel with a lower granulometry (0.091 to
0.054 mm), however with a higher diamond’s concentration. Another important cutting tool
manufacture matter, which is cited on this work, is the process standardization, that includes
since from using the right grinding wheel, according to the geometry (profile), granulometry, kind
of diamond’s agglutinative and so on, and also devices standardization.
KEYWORDS: Cutting Tools, Carbide, Process Improvement, Standardization, Time Reduction.

LISTA DE FIGURAS
Figura 1 – Foto da Fachada da Empresa Iscar do Brasil (Fonte: Iscar, 2015) ........................... 13
Figura 2 – Dureza a Quente de Metal Duro WC+Co em Comparação à Dureza do Aço Rápido
(Fonte: CHIAVERINI, 1992)....................................................................................................... 20
Figura 3 – Dureza a Quente de Metal Duro WC+TiC+Co em Comparação à Dureza do Aço
Rápido (Fonte: CHIAVERINI, 1992) .......................................................................................... 20
Figura 4 – Classificação dos Tipos de Metal Duro Segundo a Norma ISO (Fonte: baseado em
Chiaverini, 1992) ....................................................................................................................... 21
Figura 5 – Arestas de Corte e Superfícies da Parte de Corte de uma Ferramenta de
Torneamento (Fonte: DINIZ; COPPINI; MARCONDES, 2006) .................................................. 24
Figura 6 – Cunha de Corte da Ferramenta de Torneamento (Fonte: DINIZ; COPPINI;
MARCONDES, 2006) ................................................................................................................ 24
Figura 7 – Arestas de Corte e Superfícies da Parte de Corte de uma Fresa Frontal (Fonte:
DINIZ; COPPINI; MARCONDES, 2006) .................................................................................... 24
Figura 8 – Arestas de Corte e Superfícies da Parte de Corte de uma Broca (Fonte: DINIZ;
COPPINI; MARCONDES, 2006) ............................................................................................... 25
Figura 9 – Planos do Sistema de Referência da Ferramenta de Torneamento (Fonte: DINIZ;
COPPINI; MARCONDES, 2006) ............................................................................................... 27
Figura 10 – Planos do Sistema de Referência da Ferramenta numa Fresa Cilíndrica (Fonte:
DINIZ; COPPINI; MARCONDES, 2006) .................................................................................... 27
Figura 11 – Planos do Sistema de Referência da Ferramenta numa Broca Helicoidal (Fonte:
DINIZ; COPPINI; MARCONDES, 2006) .................................................................................... 28
Figura 12 – Ângulos de Localização das Arestas de Corte no Sistema de Referência da
Ferramenta para Torneamento Cilíndrico e Torneamento de Faceamento (Fonte: DINIZ;
COPPINI; MARCONDES, 2006) ............................................................................................... 30
Figura 13 – Ângulos de Saída, de Cunha e de Folga da Ferramenta, Representados no Plano
Admitido de Trabalho (Fonte: DINIZ; COPPINI; MARCONDES, 2006) ...................................... 30
Figura 14 – Ângulos de uma Ferramenta de Torneamento (Fonte: DINIZ; COPPINI;
MARCONDES, 2006) ................................................................................................................ 31
Figura 15 – Ângulos da Ferramenta numa Fresa de Faceamento (Fonte: DINIZ; COPPINI;
MARCONDES, 2006) ................................................................................................................ 31
Figura 16 – Ângulos da Ferramenta numa Broca Helicoidal (Fonte: DINIZ; COPPINI;
MARCONDES, 2006) ................................................................................................................ 32

Figura 17 – Broca Sumocham Especial (Fonte: Iscar, 2015) ..................................................... 39
Figura 18 – Cabeçote Fresador com Insertos Tangenciais Intercambiáveis (Fonte: Iscar, 2015)
.................................................................................................................................................. 40
Figura 19 – Inserto de Metal Duro (Fonte: Iscar, 2015) ............................................................. 40
Figura 20 – Broca Helicoidal para Furação de Aços em Geral (Fonte: Iscar, 2015) ................... 40
Figura 21 – Desenho da Broca de Metal Duro Helicoidal IBR 55 HDA 10024 R Utilizada nos
Testes (Fonte Própria)............................................................................................................... 41
Figura 22 – Fresa de Topo Helicoidal EC-A3-25.0-W25N-17674 (Fonte Própria) ...................... 41
Figura 23 – Retífica de Corte Walter Helitronic Power (Fonte: Walter, 2015) ............................ 42
Figura 24 – Rugosímetro Mitutoyo Modelo SJ-410 (Fonte Própria) ........................................... 43
Figura 25 – Fotomicrografia da Estrutura do Rebolo Antigo Antes do Uso – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 46
Figura 26 – Fotomicrografia da Estrutura do Rebolo D91 Após o Teste 1A – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 47
Figura 27 – Fotomicrografia da Estrutura do Rebolo D54 Antes do Teste 1B – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 48
Figura 28 – Fotomicrografia da Estrutura do Rebolo D54 Após o Teste 1B – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 50
Figura 29 – Fotomicrografia da Estrutura do Rebolo D54 Após o Teste 1D – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 52
Figura 30 – Operador Passando a Pedra no Rebolo – Vista Frontal (Fonte Própria) ................. 53
Figura 31 – Operador Passando a Pedra no Rebolo – Vista Lateral (Fonte Própria) ................. 53
Figura 32 – Fotomicrografia da Estrutura do Rebolo D54 antes do Teste 2A – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 55
Figura 33 – Vista Frontal da Fresa Helicoidal (Fonte Própria) ................................................... 56
Figura 34 – Fotomicrografia da Estrutura do Rebolo D54 Após o Teste 2A – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 56
Figura 35 – Fotomicrografia da Estrutura do Rebolo D54 Após o Teste 2B – Aumento de 80X
(Fonte Própria) .......................................................................................................................... 57
Figura 36 – Operador Aplicando Polimento nos Canais de uma Ferramenta de Corte (Fonte
Própria) ..................................................................................................................................... 58
Figura 37 – Tabela de Rugosidade (NORMA ABNT NBR ISO 4287, 2002)............................... 60
Figura 38 – Conjunto de Rebolos (Fonte Própria) ..................................................................... 63
Figura 39 – Conjuntos de Rebolos Montados no Spindle (Fonte Própria) ................................. 63
Figura 40 – Desenho do Conjunto de Rebolos C-27 (Fonte Própria) ......................................... 64

Figura 41 – Estrutura de um Item no Sistema de Informação (Fonte Própria) ........................... 66
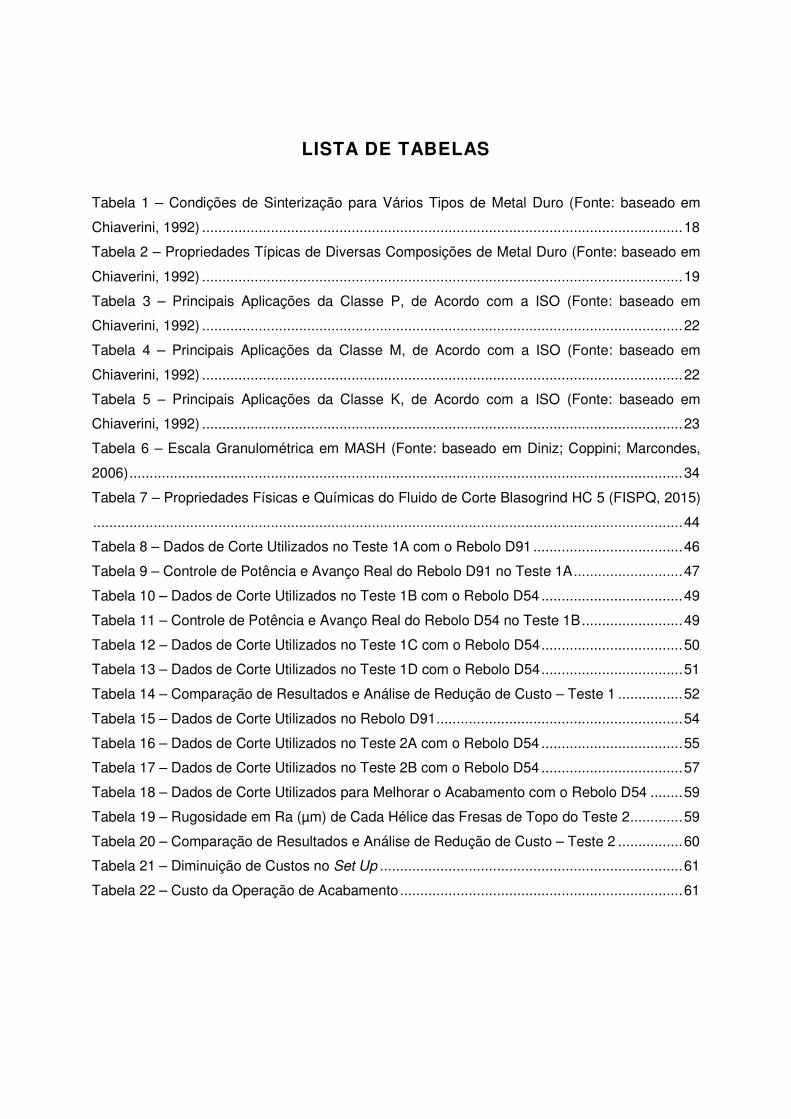
LISTA DE TABELAS
Tabela 1 – Condições de Sinterização para Vários Tipos de Metal Duro (Fonte: baseado em
Chiaverini, 1992) ....................................................................................................................... 18
Tabela 2 – Propriedades Típicas de Diversas Composições de Metal Duro (Fonte: baseado em
Chiaverini, 1992) ....................................................................................................................... 19
Tabela 3 – Principais Aplicações da Classe P, de Acordo com a ISO (Fonte: baseado em
Chiaverini, 1992) ....................................................................................................................... 22
Tabela 4 – Principais Aplicações da Classe M, de Acordo com a ISO (Fonte: baseado em
Chiaverini, 1992) ....................................................................................................................... 22
Tabela 5 – Principais Aplicações da Classe K, de Acordo com a ISO (Fonte: baseado em
Chiaverini, 1992) ....................................................................................................................... 23
Tabela 6 – Escala Granulométrica em MASH (Fonte: baseado em Diniz; Coppini; Marcondes,
2006) ......................................................................................................................................... 34
Tabela 7 – Propriedades Físicas e Químicas do Fluido de Corte Blasogrind HC 5 (FISPQ, 2015)
.................................................................................................................................................. 44
Tabela 8 – Dados de Corte Utilizados no Teste 1A com o Rebolo D91 ..................................... 46
Tabela 9 – Controle de Potência e Avanço Real do Rebolo D91 no Teste 1A ........................... 47
Tabela 10 – Dados de Corte Utilizados no Teste 1B com o Rebolo D54 ................................... 49
Tabela 11 – Controle de Potência e Avanço Real do Rebolo D54 no Teste 1B ......................... 49
Tabela 12 – Dados de Corte Utilizados no Teste 1C com o Rebolo D54 ................................... 50
Tabela 13 – Dados de Corte Utilizados no Teste 1D com o Rebolo D54 ................................... 51
Tabela 14 – Comparação de Resultados e Análise de Redução de Custo – Teste 1 ................ 52
Tabela 15 – Dados de Corte Utilizados no Rebolo D91 ............................................................. 54
Tabela 16 – Dados de Corte Utilizados no Teste 2A com o Rebolo D54 ................................... 55
Tabela 17 – Dados de Corte Utilizados no Teste 2B com o Rebolo D54 ................................... 57
Tabela 18 – Dados de Corte Utilizados para Melhorar o Acabamento com o Rebolo D54 ........ 59
Tabela 19 – Rugosidade em Ra (µm) de Cada Hélice das Fresas de Topo do Teste 2 ............. 59
Tabela 20 – Comparação de Resultados e Análise de Redução de Custo – Teste 2 ................ 60
Tabela 21 – Diminuição de Custos no Set Up ........................................................................... 61
Tabela 22 – Custo da Operação de Acabamento ...................................................................... 61

SUMÁRIO
1 INTRODUÇÃO ...................................................................................................12
1.1 Justificativa .......................................................................................................... 13
1.2 Objetivo ................................................................................................................ 14
2 REVISÃO BIBLIOGRÁFICA ...............................................................................15
2.1 Metal Duro ........................................................................................................... 15
2.1.1 Definição ....................................................................................................... 15
2.1.2 Fabricação .................................................................................................... 15
2.1.3 Propriedades do Metal Duro .......................................................................... 18
2.1.4 Classes do Metal Duro .................................................................................. 20
2.1.5 Aplicações do Metal Duro .............................................................................. 21
2.2 Ferramentas de Usinagem ................................................................................... 23
2.2.1 Sistema de Referência da Ferramenta .......................................................... 25
2.2.2 Sistema Efetivo de Referência....................................................................... 28
2.2.3 Ângulos da Parte de Corte ............................................................................ 29
2.2.4 Ângulos de Corte no Sistema Efetivo de Referência ..................................... 32
2.3 Rebolo .................................................................................................................. 32
2.3.1 Tamanho do Grão ......................................................................................... 34
2.3.2 Dureza ........................................................................................................... 35
2.3.3 Estrutura ........................................................................................................ 35
2.3.4 Liga ............................................................................................................... 35
2.3.5 Fatores de Influência na Seleção das Características do Rebolo ................ 36
2.3.6 Rebolos Diamantados e CBN Para Retificação ............................................. 38
3 METODOLOGIA .................................................................................................39
3.1 Iscar do Brasil ...................................................................................................... 39
3.2 Ferramentas Produzidas nos Testes .................................................................... 40

3.3 Retíficas de Corte ................................................................................................ 42
3.4 Dados de Corte e Características de Retificação de Ferramentas de Metal Duro 42
3.5 Rugosímetro......................................................................................................... 43
3.6 Microscopia Óptica ............................................................................................... 43
3.7 Fluido de Corte ..................................................................................................... 44
4 RESULTADOS E DISCUSSÕES ........................................................................45
4.1 Teste 1 – Broca Helicoidal .................................................................................... 45
4.1.1 Teste 1A ........................................................................................................ 45
4.1.2 Teste 1B ........................................................................................................ 48
4.1.3 Teste 1C ........................................................................................................ 50
4.1.4 Teste 1D ........................................................................................................ 51
4.1.5 Comparação de Resultados e Análise de Redução de Custo do Teste 1 ...... 52
4.2 Teste 2 – Fresa de Topo Helicoidal para Usinagem de Alumínio ......................... 54
4.2.1 Teste 2A ........................................................................................................ 54
4.2.2 Teste 2B ........................................................................................................ 57
4.2.3 Eliminação de Operação ............................................................................... 58
4.2.4 Comparação de Resultados e Análise de Redução de Custo do Teste 2 ...... 60
4.3 Redução de Custos – Testes 1 e 2 ...................................................................... 62
4.4 Padronização do Processo ................................................................................... 62
4.4.1 Padronização dos Conjuntos de Rebolos ...................................................... 62
4.4.2 Padronização dos Recursos e Dispositivos ................................................... 65
5 CONCLUSÃO .....................................................................................................67
6 REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................68

12
1 INTRODUÇÃO
O metal duro é o material mais empregado na fabricação de ferramentas de
usinagem, pois suas características, estrutura atômica, custo, resistência ao desgaste,
aplicabilidade, tenacidade e ao mesmo tempo dureza se sobressaem em relação aos
demais materiais empregados neste ramo, como Aço Rápido (HSS), Nitreto Cúbico de Boro
(CBN), Policristalino de Diamante (PCD), entre outros.
O processo de usinagem pode ser definido como uma operação que consiste num
processo mecânico de remoção de material amplamente utilizado na indústria em virtude de
sua flexibilidade quanto às características que o processo compreende e a geometria da
peça (FITZPATRICK, 2013).
Com a ciência de que o que mais influencia no custo do processo de usinagem não é
o preço da ferramenta de corte, mas sim seu desempenho, a busca por ferramentas de
qualidade e alto desempenho tem aumentado cada vez mais. Com a melhoria de
rendimento, velocidade de corte e avanço, a redução no custo do processo pode chegar até
15%, enquanto apenas baixando o preço da ferramenta, a redução do custo chega até
apenas 1,5%. Para tal melhoria, as empresas do ramo de usinagem têm procurado
fabricantes de ferramentas que oferecem maior tecnologia e know-how da ferramenta,
fazendo com que as empresas sem este respaldo percam cada vez mais market share
(ISCAR, 2015).
Em contrapartida, o que se vê nas empresas de ponta que fabricam ferramentas de
usinagem é o prazo elevado para fornecimento e capacidade produtiva cada vez mais
comprometida devido ao amadurecimento das empresas na hora de definir seu fornecedor
de ferramentas, onde a tecnologia e know-how citados acima têm o maior peso de decisão
na hora da compra.
Visando atender os clientes no prazo e com a qualidade desejada, os fabricantes de
ferramentas se veem na missão de aumentar sua produtividade sem diminuir a qualidade da
ferramenta. Isto parece uma missão fácil, mas devido à complexidade, tolerâncias
dimensionais e geométricas exigidas e a dureza do material usinado, qualquer alteração no
processo feita sem a devida cautela poderá influenciar diretamente no desempenho da
ferramenta e, consequentemente, na satisfação do cliente.
Devido à elevada dureza do metal duro, o único material capaz de usina-lo é o
diamante, simplesmente o material mais duro encontrado na natureza. O diamante é
misturado com determinados aglutinantes em volta de um disco com determinado diâmetro,
sendo assim transformado em rebolos diamantados, a ferramenta empregada para a
retificação da ferramenta. Assim como na usinagem de materiais ferrosos e não ferrosos, na
13
retificação de metal duro existem operações de desbaste e acabamento, tendo assim a
necessidade da aplicação de rebolos com diferentes conceitos e características
convenientes para cada aplicação. Por isso, há rebolos com diversas durezas de liga,
concentração de diamante e granulometria, onde a escolha correta tem participação direta
na redução de tempo da operação, custo, melhoria de qualidade e desempenho da
ferramenta, assuntos que serão discutidos no decorrer deste trabalho.
1.1 Justificativa
A Iscar, empresa multinacional com matriz situada em Israel na cidade de Tefen,
atua no segmento de usinagem em todo o mundo há mais de 60 anos. No Brasil, a empresa
está completando 20 anos de atuação, atendendo todo o mercado nacional. Na unidade de
Vinhedo-SP, conforme Figura 1, a empresa comercializa os produtos Standards fabricados
em Israel, mas fornece soluções especiais de usinagem, fabricando ferramentas
customizadas. Por ter um nome forte no mercado e alta tecnologia, a Iscar tem aumentado o
seu market share, fazendo com que a capacidade da sua unidade fabril fique cada vez mais
comprometida (ISCAR, 2015). Diante deste cenário, surge a necessidade de aumentar a
capacidade produtiva, sem perder a qualidade das ferramentas.
Figura 1 – Foto da Fachada da Empresa Iscar do Brasil (Fonte: Iscar, 2015)
A etapa mais demorada na fabricação de uma ferramenta rotativa de metal duro,
sem sombra de dúvida, é a retificação dos canais de escoamento de cavaco, que
representam cerca de 60% do tempo de retificação de toda geometria de corte de uma
ferramenta na maioria dos casos, pois dependendo do comprimento dos canais, esta
proporção aumenta significativamente. Além do elevado tempo de ciclo, a retificação dos
canais se trata de uma etapa crítica do processo de fabricação devido à alta remoção de
material e, consequentemente, aos altos esforços de corte, exigindo alto desempenho do

14
rebolo determinado para o trabalho. Outra característica importante dos canais de
escoamento é a baixa rugosidade superficial, fazendo com que o cavaco escoe com
facilidade e sem atrito com a superfície, diminuindo o desgaste, aumentando a vida útil e o
desempenho da ferramenta. Para casos como esse, o investimento em tecnologia e novas
soluções para rebolos são condições impreteríveis para o sucesso.
1.2 Objetivo
O objetivo deste trabalho foi estudar e implementar melhorias no processo de
produção de ferramentas de metal duro, visando redução de tempo sem afetar as
características construtivas e mecânicas de cada ferramenta e melhorar a qualidade da
mesma. Para tanto, pretende-se estudar diversas variáveis de interesse, como velocidade
de corte, avanço linear, profundidade, granulometria e concentração de diamantes dos
rebolos utilizados no processo.

15
2 REVISÃO BIBLIOGRÁFICA
2.1 Metal Duro
2.1.1 Definição
Metal duro é um produto formado por carbonetos de alta dureza e um metal
aglomerante, nesse caso o cobalto. O carboneto principal da composição é o tungstênio,
sendo os demais carbonetos os de titânio, de tântalo e do nióbio. O cobalto, que faz a
aglomeração das partículas duras dos carbonetos, traz a tenacidade necessária do produto.
Os carbonetos proporcionam a alta dureza do produto à temperatura ambiente, mas
também mantêm essa dureza quando em altas temperaturas e, em razão dessa
característica, o metal duro se torna importante na usinagem de materiais, uma vez que
nesse processo são aplicadas condições mais severas (CHIAVERINI, 1992).
2.1.2 Fabricação
2.1.2.1 Carboneto de Tungstênio
Para o carboneto de tungstênio é empregado o negro de fumo. Mistura-se a seco os
pós de tungstênio e negro de fumo e em seguida são aquecidos em botes de grafita. Para
aquecer a mistura podem ser utilizados fornos de indução de alta frequência ou fornos de
resistência ao molibdênio ou de tubo de carbono. A temperatura desse processo de
carbonetação varia de acordo com o tamanho do grão desejado do carboneto de tungstênio,
podendo estar entre 1375 e 1650 °C (CHIAVERINI, 1992).
O resultado da carbonetação será, teoricamente, um carboneto de tungstênio com
6,13% de carbono, havendo estruturas de duas fases: WC (carboneto de tungstênio) e uma
solução sólida rica em cobalto. Contudo, o valor de carboneto pode variar de 6,10 a 6,15%,
sendo que desse valor apenas 0,05 a 0,10% será livre. Quando há excesso de carbono, ou
seja, mais do que os 0,05 a 0,10% aceitáveis, há mais uma fase, chamada de grafita livre.
Essa terceira fase gera maior porosidade no produto final, diminuindo a dureza e resistência
mecânica. Por outro lado, quando há menos carbono, surge o carboneto duplo CO3W3C, o
qual atribui fragilidade ao produto (CHIAVERINI, 1992).

16
2.1.2.2 Carboneto de Tântalo
Para obter-se o carboneto de tântalo, mistura-se pentóxido de tântalo e carbono, a
uma temperatura de 1540 °C. É possível conduzir a carbonetação a partir de ligas com
tântalo e nióbio concomitantemente, ou também com ácido tantálico-nióbico, já que não há
oposições técnicas quanto à presença de nióbio (CHIAVERINI, 1992).
2.1.2.3 Carboneto de Titânio
Quanto ao carboneto de titânio, é feita a carbonetação do titânio na forma de solução
sólida junto ao carboneto de tungstênio. Para essa solução sólida é usada alta temperatura,
em torno de 2050 °C. Quando é formado a partir de misturas de tungstênio, carbono e óxido
de titânio TiO2, a temperatura para a carbonetação é mais baixa, por volta de 1700 °C
(CHIAVERINI, 1992).
Uma vez obtidos os pós de carbonetos e cobalto metálico, estes são misturados
proporcionalmente em função dos tipos ou classes de metal duro que se deseja produzir.
Essa mistura é feita em um meio líquido e geralmente demanda um longo tempo, podendo
chegar a dezenas de horas. Os meios líquidos que podem ser utilizados são: água, acetona,
benzina ou tetracloreto de carbono, em moinhos de bola, a fim de produzir certa moagem,
além de uma mistura íntima. Em seguida, o agente líquido é removido através de
decantação, filtragem a vácuo ou centrifugação e a secagem é feita por destilação a vácuo
ou em estufa a temperaturas entre 650 e 750°C. Quando já seca, faz-se a peneiração e a
compactação da mistura, adicionando-se a parafina em solução com solventes de fácil
volatilização. A função da parafina é trazer lubrificação, melhorando a compressibilidade da
mistura. Para a compactação, a pressão varia de 0,5 a 4,0 tc/cm2, sendo que essa variação
está diretamente ligada aos tipos de classes a serem produzidos, bem como das dimensões
especificadas para os compactados. O próximo passo é a sinterização, a fim de promover
contração dos compactados. Nesse processo, quanto menor for a pressão de compactação,
maior a contração, contudo, altas pressões podem ocasionar desgaste em excesso das
matrizes (CHIAVERINI, 1992).
As peças de metal duro para utilização em operações de usinagem possuem, na
maioria das vezes, formas e dimensões padronizadas. Isso quer dizer que essas peças são
compactadas em matrizes com cavidades que correspondem às formas das peças, já sendo
calculadas as variações presentes na sinterização. Essas peças utilizadas na usinagem
comumente são chamadas de pastilhas (CHIAVERINI, 1992).

17
Contudo, também é comum produzir peças em quantidades menores, as quais são
de aplicações especiais e, nessas situações, não se faz o uso de matrizes complexas e de
altos custos para a compactação, pois essas quantidades mais baixas não justificam o alto
custo empregado. Então, nesses casos, são feitas por compactação peças ou briquetes em
forma regular. Após essa compactação, são colocadas em sinterização preliminar, também
chamada de pré-sinterização, onde são submetidas a temperaturas bem mais baixas em
relação às temperaturas utilizadas para a sinterização final. Na pré-sinterização, são
utilizados fornos contínuos, em atmosfera de hidrogênio e as temperaturas variam entre 700
e 800 °C. Nessa etapa, não há nenhuma alteração dimensional e as briquetes resultantes
apresentam resistência suficiente para serem submetidas a manuseio e até mesmo para
serem esmerilhadas com ferramentas de metal duro ou diamante (CHIAVERINI, 1992).
Em questão de produção de metal duro, a sinterização final é a etapa mais
importante. Nessa operação são empregadas temperaturas acima de 1450 °C, podendo
chegar algumas vezes a 1600 °C. Para essa sinterização são empregados forno contínuo ou
forno a vácuo, sendo o segundo o mais comum, e exige-se atmosfera do hidrogênio puro.
As temperaturas aplicadas citadas anteriormente são mais baixas que as dos carbonetos
presentes no processo e mais altas que a de fusão do cobalto (CHIAVERINI, 1992).
Embora a temperatura de fusão do cobalto não seja ultrapassada, é formada uma
fase líquida a 1350 °C contendo carboneto de tungstênio e cobalto, sendo que a
temperatura de fusão do cobalto é de 1495 ° C. Essa fase líquida que é formada faz a
aglomeração das partículas de carboneto, o que traz quase total isenção de porosidade e
também proporciona as resistência e dureza requeridas (CHIAVERINI, 1992).
O cobalto solidifica-se por volta de 1275 °C. A essa temperatura ainda está retido em
solução no cobalto 4% de carboneto de tungstênio. Quando em temperatura ambiente, essa
quantidade é inferior a 1%. Essas características observadas na sinterização do sistema WC
mais cobalto explicam o motivo pelo qual o cobalto é o melhor metal aglomerante das
partículas de carboneto de tungstênio. Para os sistemas mais complexos, os quais contém
partículas de WC, TaC (NbC) e TiC, o cobalto também é considerado o melhor metal
aglomerante (CHIAVERINI, 1992).
As condições de sinterização para vários sistemas de metal duro são observadas
nas informações da Tabela 1:

18
Tabela 1 – Condições de Sinterização para Vários Tipos de Metal Duro (Fonte: baseado em
Chiaverini, 1992)
Composição Temperatura de
sinterização (°C)
Tempo de sinterização em min. para pastilhas de espessura:
2 mm 15 mm
94 WC - 6 Co 1420 20 100 89 WC - 11 Co 1400 20 100 85 WC - 15 Co 1380 17 60 94 WC - 6 Co (grão fino) 1420 17 60 91,5 WC - 1TaC - 0,5 VC - 7 Co 1500 66 220 78 WC - 16 TiC - 6 Co 1600 20 100 78 WC - 14 TiC - 8 Co 1550 20 100 78 WC - 15 TiC - 7 Co 1500 20 100 69 WC - 25 TiC - 6 Co 1550 66 220 34 WC - 60 TiC - 6 Co 1700 66 200
Embora a maior parte das peças de metal duro seja fabricada através da
compactação a frio seguida de sinterização, também podem existir produção por
compactação a quente ou compactação isostática a quente. Essas aplicações são feitas em
peças de grandes dimensões e de formas complexas. Nessas situações, as pressões são
mais baixas e não ultrapassam 0,2 tc/cm2. O resultado final é de quase 100% de isenção de
porosidade, alta dureza e resistência ao desgaste (CHIAVERINI, 1992).
Como mencionado anteriormente, as pastilhas de metal duro para operações de
usinagem exigem tolerâncias dimensionais e, além disso, há elevada contração durante a
sinterização. Essas ocorrências exigem retificação final para esse produto e, como o
material é de elevada dureza, para essa retificação é necessário o uso de rebolos de
diamante (CHIAVERINI, 1992).
2.1.3 Propriedades do Metal Duro
As principais propriedades que definem o metal duro são dureza a temperatura
ambiente e também a altas temperaturas, resistência ao desgaste e tenacidade. A
resistência ao desgaste está diretamente ligada à dureza e a tenacidade tem sua medição
feita através da ruptura transversal, o que também indica a resistência ao choque desse
material. Geralmente, no controle de qualidade do metal duro avalia-se a porosidade e a
microestrutura (CHIAVERINI, 1992).
A Tabela 2 apresenta as propriedades para diversos sistemas de metal duro.

19
Tabela 2 – Propriedades Típicas de Diversas Composições de Metal Duro (Fonte: baseado
em Chiaverini, 1992)
Composição Densidade
g/cm³
Dureza
R.A.
Resistência à ruptura transversal
WC TiC TaC-NbC Co kgf/mm² MPa
97 - - 3 15,2 92,0 108,5 1065
94 - - 6* 15,0 90,5 168 1650
94 - - 6** 15,0 91,5 152 1490
89 - - 11 14,2 89,0 182 1790
75 - - 25 12,9 83,0 245 2410
94 1 - 5 14,6 90,5 148,5 1455
86 5 - 9 13,3 90,0 154 1510
75 18 - 7 8,9 92,5 91 890
81 - 10 9 14,4 89,0 168 1650
85 4 1 10 13,3 90,0 175 1720
76 7,5 6,5 10 12,1 90,0 186 1820 * pó grosso; ** pó fino
As cinco primeiras composições mostradas na Tabela 2 são tidas como o sistema
mais simples constituído apena de WC mais Co. A aplicação desse sistema está voltada
para a usinagem de ferro fundido e materiais não-ferrosos, com exceção da 5ª composição
que possui maior proporção de cobalto, sendo esta de 25%. Observa-se que conforme o
teor de cobalto é aumentado, a dureza diminui e a tenacidade aumenta. Além disso,
também é possível observar na Tabela 2 que a composição que possui maior dureza é a
qual tem o mais alto teor de carboneto de titânio (CHIAVERINI, 1992).
Visto que muitas aplicações do metal duro têm como resultado o aumento da sua
temperatura, é de suma importância sua característica de manter sua dureza em
temperaturas elevadas Por esse motivo, exige-se que a dureza original do material seja
mantida ou que sua diminuição seja relativamente pequena quando submetidos a
temperatura mais severas. É possível observar nas Figuras 2 e 3 a seguir a variação da
dureza a quente do metal duro, que é comparada com a do aço rápido (CHIAVERINI, 1992).

Figura 2 – Dureza a Quente de Metal D
Rápido (Fonte: CHIAVERINI, 1992)
Figura 3 – Dureza a Quente de Metal Duro WC+TiC+Co em Comparação à Dureza do A
Rápido (Fonte: CHIAVERINI, 1992)
2.1.4 Classes do Metal Duro
A norma International
metal duro em três grupos: P, M e K. Esses três grupos são subdivididos, usando
números, ficando da seguinte maneira: subgrupos P01 a P50, M01 a M40 e K01 a K40
(DINIZ; COPPINI; MARCONDES, 2006).
Dureza a Quente de Metal Duro WC+Co em Comparação à D
ápido (Fonte: CHIAVERINI, 1992)
Quente de Metal Duro WC+TiC+Co em Comparação à Dureza do A
ápido (Fonte: CHIAVERINI, 1992)
Classes do Metal Duro
International Organization for Standardization – ISO –
três grupos: P, M e K. Esses três grupos são subdivididos, usando
eguinte maneira: subgrupos P01 a P50, M01 a M40 e K01 a K40
(DINIZ; COPPINI; MARCONDES, 2006).
20
em Comparação à Dureza do Aço
Quente de Metal Duro WC+TiC+Co em Comparação à Dureza do Aço
– classifica os tipos de
três grupos: P, M e K. Esses três grupos são subdivididos, usando-se
eguinte maneira: subgrupos P01 a P50, M01 a M40 e K01 a K40

21
Os três grupos propostos pela ISO – P, M e K – são definidos de forma simples e
clara por Chiaverini (1992, p. 216), conforme é colocado abaixo:
“- Grupo P - para usinagem de metais e ligas ferrosas que apresentam cavacos longos;
- Grupo K - para usinagem de metais e ligas ferrosas que apresentam cavacos tanto curtos como longos;
- Grupo M - para usinagem de metais e ligas ferrosas que apresentam cavacos curtos, metais e ligas não ferrosas e materiais não metálicos.”
(CHIAVERINI, 1992, p. 216).
A Figura 4 a seguir mostra as variações de dureza e resistência ao desgaste de
acordo com cada grupo.
Figura 4 – Classificação dos Tipos de Metal Duro Segundo a Norma ISO (Fonte: baseado
em Chiaverini, 1992)
2.1.5 Aplicações do Metal Duro
As principais aplicações de cada grupo do metal duro estão descritas nas Tabelas 3,
4 e 5.

22
Tabela 3 – Principais Aplicações da Classe P, de Acordo com a ISO (Fonte: baseado em
Chiaverini, 1992)
Designação Campo de aplicação
Para materiais
ferrosos de
cavaco longo
como aço e
ferro fundido
maleável
P 01 Operações de acabamento fino, com avanços pequenos e altas velocidades, como torneamento e furação de precisão. Exige máquinas rígidas, isentas de vibração
P 10 Idem - Também para aplicações em que ocorre grande aquecimento da ferramenta
P 20 Operação de desbaste leve, com velocidades de médias e altas e avanços médios. Também em operações de aplainamento com secções pequenas de cavaco
P 25 Operação de desbaste com velocidades e avanços médios
P 30 Operações com baixas e médias velocidades de corte e secções de cavacos de médias a grandes: torneamento, fresagem, aplainamento
P 40
Operações de desbaste grosseiro e em condições severas de corte, como corte interrompido, mesmo em máquinas sujeitas a vibração: velocidades baixas e médias e grandes avanços e profundidade de corte; torneamento, aplainamento
P 50 Idem; é o tipo mais tenaz; para aplicações em que se usam máquinas obsoletas, onde substitui o aço rápido com grande vantagem
Tabela 4 – Principais Aplicações da Classe M, de Acordo com a ISO (Fonte: baseado em
Chiaverini, 1992)
Designação Campo de aplicação
Classes universais
Aços, inclusive
ligados: ferro fundido
comum, modular
maleável
M 10 Operações de torneamento com velocidades médias e altas e secções de cavaco médias
M 20 Operações de torneamento, fresamento, aplainamento, com velocidades de corte médias e secções de cavaco médios.
M 30 Idem, com secções de cavaco médias e grandes.
M 40 Torneamento, principalmente em máquinas automáticas.

23
Tabela 5 – Principais Aplicações da Classe K, de Acordo com a ISO (Fonte: baseado em
Chiaverini, 1992)
Designação Campo de aplicação
Para materiais de
cavaco curto
Ferro fundido, aço
temperado, metais
não ferrosos,
plásticos, madeira
K 01 Operações de acabamento fino e de precisão, como broqueamento e faceamento, com cortes leves e firmes, avanços pequenos e altas velocidades
K 05 Operações de acabamento, como torneamento, alisamento e furação de precisão, com altas velocidades de corte
K 10 Operações de usinagem em geral
K 20 Idem, com avanços e velocidades médias
K 30 Operações de desbaste, cortes interrompidos e profundos
K 40 Idem, onde se tem condições muito desfavoráveis e se deve trabalhar com ângulos de saída grandes
2.2 Ferramentas de Usinagem
As características construtivas de uma ferramenta de corte basicamente se
compreendem nas seguintes partes:
• Corte – Formado através da consequência dos ângulos de corte (Figura 5);
• Cunha de Corte – Formada pela intersecção das superfícies de saída e de folga
(Figura 6);
• Superfície de saída – Superfície onde o cavaco se forma e desliza até sair da
ferramenta;
• Superfície principal de folga – Superfície formada pela intersecção da aresta
principal de corte e a superfície principal de usinagem (Figuras 5, 6, 7 e 8);
• Superfície secundária de folga – Superfície formada pela intersecção da aresta de
corte secundária e a superfície secundária de usinagem (Figuras 5, 6, 7 e 8);
• Aresta principal de corte S – Aresta formada pela junção das superfícies de saída e
de folga principal, formando a superfície principal de usinagem (Figuras 6, 7 e 8);
• Aresta secundária de corte S’- Aresta formada pela junção das superfícies de saída
e a folga secundária, formando na peça a superfície secundária de usinagem
(Figuras 5, 6, 7 e 8);
• Ponta de corte – Ponta de corte é o ponto onde as arestas de corte principal e
secundária se encontram. Dependendo da aplicação, a ponta de corte pode ser
também a concordância das arestas de corte por intermédio de um arredondamento
ou na existência de um chanfro (Figuras 5, 6, 7 e 8).

24
Figura 5 – Arestas de Corte e Superfícies da Parte de Corte de uma Ferramenta de
Torneamento (Fonte: DINIZ; COPPINI; MARCONDES, 2006)
Figura 6 – Cunha de Corte da Ferramenta de Torneamento (Fonte: DINIZ; COPPINI;
MARCONDES, 2006)
Figura 7 – Arestas de Corte e Superfícies da Parte de Corte de uma Fresa Frontal (Fonte:
DINIZ; COPPINI; MARCONDES, 2006)

25
Figura 8 – Arestas de Corte e Superfícies da Parte de Corte de uma Broca (Fonte: DINIZ;
COPPINI; MARCONDES, 2006)
Toda a definição das geometrias de corte de uma ferramenta de corte não é de
simples identificação, para isto faz-se necessário o auxílio de um sistema de referência da
ferramenta e um sistema efetivo, onde cada sistema dispõe de três planos ortogonais
(DINIZ; COPPINI; MARCONDES, 2006).
O auxílio do sistema de referência tem extrema importância na escolha da geometria
de corte da ferramenta, seu projeto, confecção, afiação, reafiação e controle dimensional
dela. Portanto para se desenvolver uma nova ferramenta de corte, o primeiro passo deve
ser identificar e classificar sua geometria de corte, através da utilização do sistema de
referência efetivo. Este sistema de referência sofre a influência dos dados de corte e
material a ser usinado, para que após ser projetada e fabricada, quando em uso garanta seu
funcionamento, de acordo com os dados de corte recomendados pelo fabricante (DINIZ;
COPPINI; MARCONDES, 2006).
2.2.1 Sistema de Referência da Ferramenta
Para entender melhor as definições anteriores, é necessário conhecer a lógica do
sistema de referência da ferramenta. Portanto, os planos ortogonais são determinados por:
• Plano referência da ferramenta (Pr) – É o plano perpendicular à direção de corte
escolhida. Para determinar o plano de referência da ferramenta deve-se deixar este

26
perpendicular ou paralelo a um eixo ou superfície da ferramenta. Coincidindo as
direções de corte e admitida, não será necessária a utilização de dispositivos ou
calços, a fim de regularizar a linha de centro da ferramenta. Dependendo da
máquina e plano dela, tem-se diferentes planos de referência, onde no caso de
ferramentas que giram em seu próprio eixo, como em operações de fresamento,
furação, alargamento e etc, o plano de referência contido na Figura 9. Para
ferramentas estáticas, como nas operações de torneamento, aplainamento e etc, o
plano de referência é de acordo com as Figuras 10 e 11;
• Plano de corte da ferramenta (Ps) – Tangencia ou possui a aresta de corte
perpendicular ao plano de referência da ferramenta (Pr);
• Plano Ortogonal da ferramenta (Po) – É o plano perpendicular aos planos de
referência da ferramenta (Pr) e o plano de corte da ferramenta (Ps). (DINIZ;
COPPINI; MARCONDES, 2006).
Além dos planos de referência, também dispomos dos planos auxiliares, que são
altamente importantes para a definição de alguns ângulos de corte e posicionamento da
ferramenta. Os planos auxiliares são definidos em:
• Plano admitido de trabalho (Pf) – É o plano perpendicular ao plano de referência da
ferramenta (Pr) passando pelo ponto de corte e paralelo à direção admitida de
avanço.
• Plano dorsal da ferramenta (Pp) – Plano perpendicular ao plano de referência da
ferramenta (Pr) e ao plano admitido de trabalho (Pf).

27
Figura 9 – Planos do Sistema de Referência da Ferramenta de Torneamento (Fonte: DINIZ;
COPPINI; MARCONDES, 2006)
Figura 10 – Planos do Sistema de Referência da Ferramenta numa Fresa Cilíndrica (Fonte:
DINIZ; COPPINI; MARCONDES, 2006)

28
Figura 11 – Planos do Sistema de Referência da Ferramenta numa Broca Helicoidal (Fonte:
DINIZ; COPPINI; MARCONDES, 2006)
2.2.2 Sistema Efetivo de Referência
A única diferença entre o sistema de efetivo de referência e o sistema de referência,
caso seja escolhido o mesmo ponto de corte, será a rotação entre si. No plano efetivo de
referência, ele é perpendicular á direção efetiva de corte, já o plano de referência da
ferramenta é perpendicular à direção de corte. Contudo, os sistemas estão rotacionados em
relação ao ângulo da direção efetiva de corte (n). Com isso, o plano efetivo de referência
será definido por:
• Plano de referência efetivo (Pre) – É o plano que, passando pelo ponto de corte
escolhido, é perpendicular à direção efetiva de corte;
• Plano de corte efetivo (Pse) – É o plano que passando pelo ponto de corte
escolhido, é tangente à aresta de corte e perpendicular ao plano de referência
efetivo (Pre);
• Plano ortogonal efetivo (Poe) – É o plano que passando pelo ponto de corte
escolhido, é perpendicular aos planos de referência efetivo (Pre) e de corte efetivo
(Pse).(DINIZ; COPPINI; MARCONDES, 2006).
Os planos auxiliares no sistema efetivo de referência são:

29
• Plano de trabalho (Pfe) – É o plano que passando que passando pelo ponto de
corte escolhido, contém as direções efetiva de corte e a direção do avanço.
• Plano dorsal efetivo (Ppe) – É o plano que passando pelo ponto de corte escolhido,
é perpendicular aos planos de referência efetivo (Pre) e de trabalho (Pfe). (DINIZ;
COPPINI; MARCONDES, 2006).
2.2.3 Ângulos da Parte de Corte
A determinação da posição e da forma de corte é dada pelos ângulos de corte em
relação aos sistemas de referência da ferramenta e efetivo, conforme abaixo:
• Ângulo de posição da Ferramenta (Xr) – É o ângulo entre o plano de corte da
ferramenta (Os) e o plano admitido de trabalho (Pf), medido sobre o plano de
referência da ferramenta (Pr) – Figuras 12, 13, 14 e 15;
• Ângulo de Posição da aresta Secundária da Ferramenta (X’r) – É o ângulo entre o
plano de corte secundário da ferramenta (P’s) e o Plano admitido de trabalho (Pf)
medido sobre o plano de referência da ferramenta (Pr) – Figuras 12, 13, 14 e 15;
• Ângulo de Ponta da Ferramenta (Er) – É o ângulo entre os planos principal de corte
(Ps) e secundário de corte (P’s), medido sobre o plano de referência da ferramenta
– Figuras 12, 13, 14 e 15;
• Ângulo de Inclinação da Ferramenta (As) – É o ângulo entre a aresta de corte e o
plano de referência da ferramenta (Pr), medido sobre o plano de corte da
ferramenta (Ps) – Figuras 12, 14, 15 e 16;
• Ângulo de Saída da Ferramenta – É o ângulo entre a superfície de saída (Ay) e o
plano de referência da ferramenta (Pr) – Figura 13;
• Ângulo de Cunha da Ferramenta – É o ângulo entre as superfícies de saída (Ag) e
de folga (Aa) – Figura 13;
• Ângulo de Folga da Ferramenta – É o ângulo entre a superfície de folga (Aa) e o
plano de corte da ferramenta (Ps) – Figura 14.

30
Figura 12 – Ângulos de Localização das Arestas de Corte no Sistema de Referência da
Ferramenta para Torneamento Cilíndrico e Torneamento de Faceamento (Fonte: DINIZ;
COPPINI; MARCONDES, 2006)
Figura 13 – Ângulos de Saída, de Cunha e de Folga da Ferramenta, Representados no
Plano Admitido de Trabalho (Fonte: DINIZ; COPPINI; MARCONDES, 2006)

31
Figura 14 – Ângulos de uma Ferramenta de Torneamento (Fonte: DINIZ; COPPINI;
MARCONDES, 2006)
Figura 15 – Ângulos da Ferramenta numa Fresa de Faceamento (Fonte: DINIZ; COPPINI;
MARCONDES, 2006)

32
Figura 16 – Ângulos da Ferramenta numa Broca Helicoidal (Fonte: DINIZ; COPPINI;
MARCONDES, 2006)
2.2.4 Ângulos de Corte no Sistema Efetivo de Referência
No sistema efetivo de referência os ângulos de corte são definido conforme abaixo:
• Ângulo de posição efetivo (Xre) – É o ângulo entre o plano de trabalho (Pfe) e o
plano efetivo de corte (Pse), medido sobre o plano efetivo de referência;
• Ângulo de inclinação efetivo (Yse) – É o ângulo entre a aresta principal de corte (S)
e o plano efetivo de referência (Pre), medido sobre o plano efetivo de corte (Pse);
• Ângulo de saída efetivo – É o ângulo entre a superfície de saída (Ay) e o plano
efetivo de referência (Pre);
• Ângulo de cunha efetivo – É o ângulo entre a superfície de folga (Ab) e a superfície
de saída (Ay);
• Ângulo de folga – É o ângulo entre a superfície de folga (Ab) e o plano efetivo de
corte (Pse). (DINIZ; COPPINI; MARCONDES, 2006).
2.3 Rebolo
Existem duas famílias de abrasivos: os naturais e os artificiais. Os naturais são
aplicados na produção de ferramentas mais específicas, por exemplo: lixas. Já os artificiais

33
têm um amplo aproveitamento, os mais relevantes são o óxido de alumínio e o carboneto de
silício. O nitreto de boro cúbico (CBN) e o diamante policristalino (PCD) são empregados
nos superabrasivos (DINIZ; COPPINI; MARCONDES, 2006).
• Óxido de Alumino (Al2O3) – aplicado para a retificação de materiais mais resistentes
à tração, por exemplo: aço carbono, ligas de aço, aço rápido, ferro fundido
maleável, ferro fundido nodular e outros metais semelhantes. Abaixo seguem os
tipos identificados de óxido de alumínio;
• Óxido de Alumínio Comum (A) – possui 96 a 97% de Al2O3 cristalizado e sua
dureza é de 2.000 Knoop. Aplicado na realização de desbaste e retificações
cilíndricas, salvo em aços com sensibilidade ao calor e alta dureza;
• Óxido de Alumínio Branco (AA) – é um tipo mais purificado de Al2O3, podendo ser
encontrado até 99% em sua essência. Apresenta uma dureza elevada e
friabilidade, o que o torna um material que se fragmenta facilmente. Sua aplicação
fundamental é em usinagens leves preservando-o do calor superficial;
• Óxido de Alumínio Rosa – é adquirido adicionando entre 0,2 até 2,5% do Cr2O3.
Apresenta um pouco mais de dureza em relação ao branco e friabilidade elevada;
• Óxido de Alumínio Zirconado – empregado em rebolos com ligas resinóides,
principalmente para desbaste de lingotes de aços especiais, em especial os
inoxidáveis. Possui óxido de zircônio em proporção de 10 a 40%, com tenacidade
alta.(DINIZ; COPPINI; MARCONDES, 2006).
• Carboneto de Silício (SiC) – apropriado para retificação de materiais de dureza
elevada como o ferro fundido cinzento, materiais não-ferrosos (especialmente o
metal duro) e não-metálicos. Não recomendado na retificação de aços. Seus
principais tipos são:
• Carboneto de Silício Comum – empregado nas retificações dos materiais já citados
acima;
• Carboneto de Silício Verde – é uma variedade do anterior, recomendado
particularmente para processos com pastilhas de metal duro. Por ser tratar de um
tipo cristalino mais puro do que do SiC comum, possui alta facilidade de
rompimento dos seus cristais.(DINIZ; COPPINI; MARCONDES, 2006).
O diamante artificial também é utilizado na retificação de materiais não-ferrosos, tais
como porcelana, peças cerâmicas, vidro e ferramentas de metal duro, e sobre o CBN
(nitreto de boro cúbico) empregado basicamente para materiais ferrosos – aços com dureza
intensa e ferro fundido (DINIZ; COPPINI; MARCONDES, 2006).
A aplicação do diamante como grão abrasivo varia de policristalino a monocristalino,
sendo que o primeiro é frágil, quebrável e possui o formato irregular, já o segundo é

34
resistente a rupturas com formato regular. Para a retificação de metais duros com rebolos
com liga resinóide é utilizado o grão policristalino, e para materiais como cerâmica, pedras,
vidros (materiais duros e friáveis), é usado o grão monocristalino, pois contém alta
tenacidade e é bem forte, explicado o autor (DINIZ; COPPINI; MARCONDES, 2006).
2.3.1 Tamanho do Grão
O tamanho do grão é definido de acordo com a aplicação do material. Existe uma
numeração que indica o número de malhas por polegada linear (MESH) da peneira de
classificação, por exemplo: um grão 60 atravessaria uma peneira de 60 malhas por
polegada linear, porém não conseguiria em uma de 61 ou mais malhas. Esta escala
granulométrica é representada por uma Tabela 6, que auxilia na escolha do tamanho do
grão, considerando as regras abaixo (DINIZ; COPPINI; MARCONDES, 2006).
• Grãos grossos:
a) Materiais maleáveis, fibrosos como alumínio ou aços moles;
b) Para remover muito material (desbaste);
c) Quando a qualidade superficial não é necessária;
d) Quando existem grandes áreas de contato.
• Grãos finos:
a) Metal duro ou vidro (materiais friáveis, resistentes);
b) Para obter boa qualidade superficial;
c) Para poucas áreas de contato;
d) Para perfis com poucas dimensões e manutenção de bordas.
Tabela 6 – Escala Granulométrica em MASH (Fonte: baseado em Diniz; Coppini;
Marcondes, 2006)
Muito grosso Grosso Médio Fino Muito fino Pó
6 16 36 100 280 600 8 20 46 120 320 700 10 24 54 150 400 800 12 30 60 180 500 1000 14 70 220 1200 80 240 1600 90
35
2.3.2 Dureza
A dureza de uma ferramenta abrasiva é denominada como o nível de coesão dos
aglomerantes junto aos grãos, sendo definido através da resistência em que o grão é preso
no material aglutinante. Quando a coesão for suficiente para suportar o esforço de
retificação para retirar o grão do rebolo, este é rotulado como duro, no oposto obtém-se uma
mistura mole. Existe uma classificação crescente por letras entre E e V feita pela ABNT
(Associação Brasileira de Normas Técnicas) que indica a dureza dos rebolos, conforme
abaixo (DINIZ; COPPINI; MARCONDES, 2006).
• E – F – G: rebolos muito moles
• H – I – J – K: rebolos moles
• L – M – N – O: rebolos de dureza média
• P – Q – R: rebolos duros
• S – T – U – V: rebolos muito duros
2.3.3 Estrutura
O que classifica a estrutura do rebolo são os números inteiros, do 1 em diante. Isto
aponta no nível de concentração volumétrica de grão abrasivo, que direciona a aplicação
dele (DINIZ; COPPINI; MARCONDES, 2006).
• 1 a 4 – rebolos com muitos grãos (estrutura fechada);
• 5 a 7 – estrutura média;
• 8 a 12 – estrutura aberta;
• Acima de 12 – rebolos com pouco abrasivo.
A estrutura mais aberta é utilizada para finalização em que não é necessária uma
boa qualidade, para o mesmo é aplicado um abrasivo com estrutura fechada. No entanto, é
preciso retirar os cavacos quando a peça sofrer a retificação, através dos cortes que os
grãos provocam na peça (DINIZ; COPPINI; MARCONDES, 2006).
2.3.4 Liga
A liga é o elemento que faz com que os abrasivos permaneçam juntos. De acordo
com Diniz, Coppini e Marcondes (2006), as ligas fundamentais são:

36
• Vitrificada – Muito utilizada para obter exatidão na retificação. Não é indicada para
aplicações com muita pressão ou alto impacto. Em contrapartida, pode ser utilizada
normalmente com ácidos, água ou óleos. A letra usada para indicar a dureza é a V
(DINIZ; COPPINI; MARCONDES, 2006).
• Resinóide – É uma liga de alta resistência e resiliência, pois contem resinas
orgânicas. Sua dureza, segundo a ABNT, está classificada pela letra B, sendo
aplicada em operações de desbaste pesado, corte e que necessita de um
acabamento melhor (DINIZ; COPPINI; MARCONDES, 2006).
No caso de rebolos superabrasivos são adicionados dois dígitos no numeral de
Concentração e de Profundidade do Abrasivo, que significam:
• Digito de Concentração – É seguido da letra que indica a dureza do rebolo. Esta
concentração é feita em uma proporção que se divide em quatro, que representa
em porcentagem volumétrica de abrasivos que compõem o rebolo (DINIZ;
COPPINI; MARCONDES, 2006).
• Digito de Profundidade do Abrasivo – A altura da penetração deste material é
identificada através do último número da classificação do rebolo, que geralmente
está em milímetros ou polegadas. Apenas a superfície desta classe de rebolo tem
liga e abrasivo (DINIZ; COPPINI; MARCONDES, 2006).
2.3.5 Fatores de Influência na Seleção das Características do Rebolo
2.3.5.1 Material da Peça
O tipo do abrasivo, a dureza do rebolo e o tamanho do grão a ser utilizado em uma
operação dependem muito do material que sofrerá o corte. O óxido de alumínio é utilizado
como abrasivo nas aplicações com aços e suas ligas, ou o nitreto de boro cúbico para os
superabrasivos. Para o ferro fundido, metais não-ferrosos (metal duro) e não-metálicos, o
mais adequado é o carboneto de silício (DINIZ; COPPINI; MARCONDES, 2006).
Os rebolos com grãos finos são aplicados em material rígido e frágil, que produz
cavaco curto. O mesmo princípio é usado inversamente para rebolos com grãos grossos, ou
seja, para materiais dúcteis e moles (DINIZ; COPPINI; MARCONDES, 2006).
Quando o tratamento térmico final já foi aplicado no material (tornando-o duro), o
rebolo mais indicado para a retificação é o de baixa dureza, uma vez que não produz muito
calor, diminuindo a chance de prejudicar a superfície da peça. Para materiais que não
possuem o tratamento térmico final, é utilizado este conceito inversamente, ou seja,

37
materiais mais moles são utilizados rebolos de alta dureza para retificação (DINIZ; COPPINI;
MARCONDES, 2006).
2.3.5.2 Volume de Material Removido e Acabamento Superficial
A quantidade retirada da peça na parte da superfície indica a melhor escolha do
rebolo a ser utilizado:
• Tamanho do Grão – Se o grão for muito grande, remove mais material. Porém
prejudica a finalização da peça. A melhor opção para aplicar rebolos com esse tipos
grãos são para desbaste, já os com grãos finos são para peças que precisam de
um acabamento apresentável (DINIZ; COPPINI; MARCONDES, 2006).
• Liga – Existem dois tipos de ligas, a vitrificada e a resinóide, sendo que esta última
é empregada em operações que precisa de acabamento com qualidade elevada, e
a vitrificada pode ser uma qualidade média na finalização. Os rebolos resinóides
são comuns em aplicações que necessitam de maior remoção de material da peça,
e para um melhor acabamento (DINIZ; COPPINI; MARCONDES, 2006).
2.3.5.3 Velocidade de Corte dos Rebolos
A liga aglomerante é quem restringe a capacidade da velocidade máxima de um
rebolo. As ligas vitrificadas operam frequentemente até 33m/s, sendo que as especiais
desse mesmo tipo alcançam velocidade de 45 ou 60 m/s(DINIZ; COPPINI; MARCONDES,
2006).
Essa velocidade é o limite para operá-la com segurança, sendo que acima disso se
torna perigoso. Os rebolos resinóides trabalham usualmente com a velocidade de 48 m/s, e
em alguns casos específicos chegam até 80 ou 100 m/s(DINIZ; COPPINI; MARCONDES,
2006).
2.3.5.4 Potência da Máquina
Rebolos com alta dureza, os quais suportam a retificação sem ceder os grãos,
aumentando a força na retificação e também o tornando menos agressivo, devem ser
aplicados em equipamentos de potência elevada (DINIZ; COPPINI; MARCONDES, 2006).

38
2.3.5.5 Algumas Características do Processo de Retificação
Dentro da retificação o cavaco que se produz não é da mesma forma que os outros
processos, o mesmo é abrasivo, o que torna a abrasão a principal característica para a
remoção do cavaco (DINIZ; COPPINI; MARCONDES, 2006).
No processo, o grão entra em atrito na parte em contato da peça, iniciando a
deformação elástica. No decorrer do processo, elevam-se as tensões e os impactos causam
então a deformação plástica em outra parte também em contato com a peça (riscamento).
Este processo finaliza-se quando as tensões aumentam tanto que excede, causando a
ruptura do material, produzindo o que é conhecido como “cavaco” (DINIZ; COPPINI;
MARCONDES, 2006).
2.3.6 Rebolos Diamantados e CBN Para Retificação
A palavra “retificação” dentro da Norma DIN8589 significa a aplicação do corte
usando abrasivos sem aresta fixa. Os rebolos que possuem níveis abrasivos de Diamante
ou Bornitrid seguem a norma já descrita acima. Os grãos abrasivos são os responsáveis por
formar as “arestas de corte” (WINTER, 2014).
2.3.6.1 Propriedades dos Superabrasivos
A propriedade principal para este material é a dureza, indicando o quanto é
suportado ao desgaste da aresta do corte. Para não romper prematuramente, os grãos
precisam resistir os choques mecânicos do processo, ou seja, é preciso ter tenacidade. Em
contrapartida, uma característica que é importante encontrar neles é a friabilidade, ou seja,
quando se desgasta as arestas cortantes (arredondando), os esforços são elevados,
fragmentando os grãos e apresentando arestas novas (WINTER, 2014).

39
3 METODOLOGIA
3.1 Iscar do Brasil
A Iscar do Brasil está presente no mercado brasileiro desde 1995, comercializando
todos os produtos importados de sua matriz em Israel, mas foi em 2004 que ela deu um
passo para o futuro que não teria mais volta, um passo que marcaria o início para que hoje
pudesse ser uma das líderes do mercado nacional no segmento de ferramentas, que foi a
construção de uma fábrica de ferramentas especiais no Brasil. A Iscar do Brasil investe
pesado em tecnologia e inovação, fabricando ferramentas especiais de alto desempenho e
custo-benefício, fazendo com que o cliente veja seu tempo de usinagem cada vez mais
reduzido. Para isto, ela projeta e fabrica ferramentas especiais e conjugadas, que são várias
ferramentas em uma só, conforme Figura 17, que realiza três operações em uma só: furo,
chanfro e rebaixo (ISCAR, 2015).
Figura 17 – Broca Sumocham Especial (Fonte: Iscar, 2015)
Além de fabricar ferramentas intercambiáveis, que são ferramentas feitas de aço
carbono (Figura 18) onde apenas são trocados os insertos de metal duro (Figura 19), a Iscar
também fabrica ferramentas de metal duro inteiriço, que são ferramentas que possuem o
corpo fabricado inteiro em metal duro, conforme Figura 20.

40
Figura 18 – Cabeçote Fresador com Insertos Tangenciais Intercambiáveis (Fonte: Iscar,
2015)
Figura 19 – Inserto de Metal Duro (Fonte: Iscar, 2015)
Figura 20 – Broca Helicoidal para Furação de Aços em Geral (Fonte: Iscar, 2015)
3.2 Ferramentas Produzidas nos Testes
Para desenvolvimento deste trabalho, foram realizados dois testes. Para estes
testes, foram produzidas ferramentas de lotes que iram para clientes. No Teste 1, foi

fabricada uma broca helicoidal
Figura 21.
Figura 21 – Desenho da Broca de Metal Duro
Testes (Fonte Própria)
Para o Teste 2, foi fabricada uma fresa de topo
EC-A3-25.0-W25N-17674, conforme Figura 2
Figura 22 – Fresa de Topo Helicoidal
uma broca helicoidal de metal duro, a ferramenta IBR 55 HDA 10024 R, conforme
Desenho da Broca de Metal Duro Helicoidal IBR 55 HDA 10024 R U
Para o Teste 2, foi fabricada uma fresa de topo helicoidal de metal duro, a ferramenta
, conforme Figura 22.
Fresa de Topo Helicoidal EC-A3-25.0-W25N-17674 (Fonte Própria)
41
de metal duro, a ferramenta IBR 55 HDA 10024 R, conforme
Helicoidal IBR 55 HDA 10024 R Utilizada nos
helicoidal de metal duro, a ferramenta
(Fonte Própria)
42
3.3 Retíficas de Corte
Uma grande aliada neste processo de redução de custo são as máquinas retíficas de
corte, que são as responsáveis pela retificação da geometria de corte das ferramentas
inteiriças de metal duro. A Iscar do Brasil possui duas máquinas de alta tecnologia e
precisão de origem germânica com ampla atuação no mercado de ferramentas.
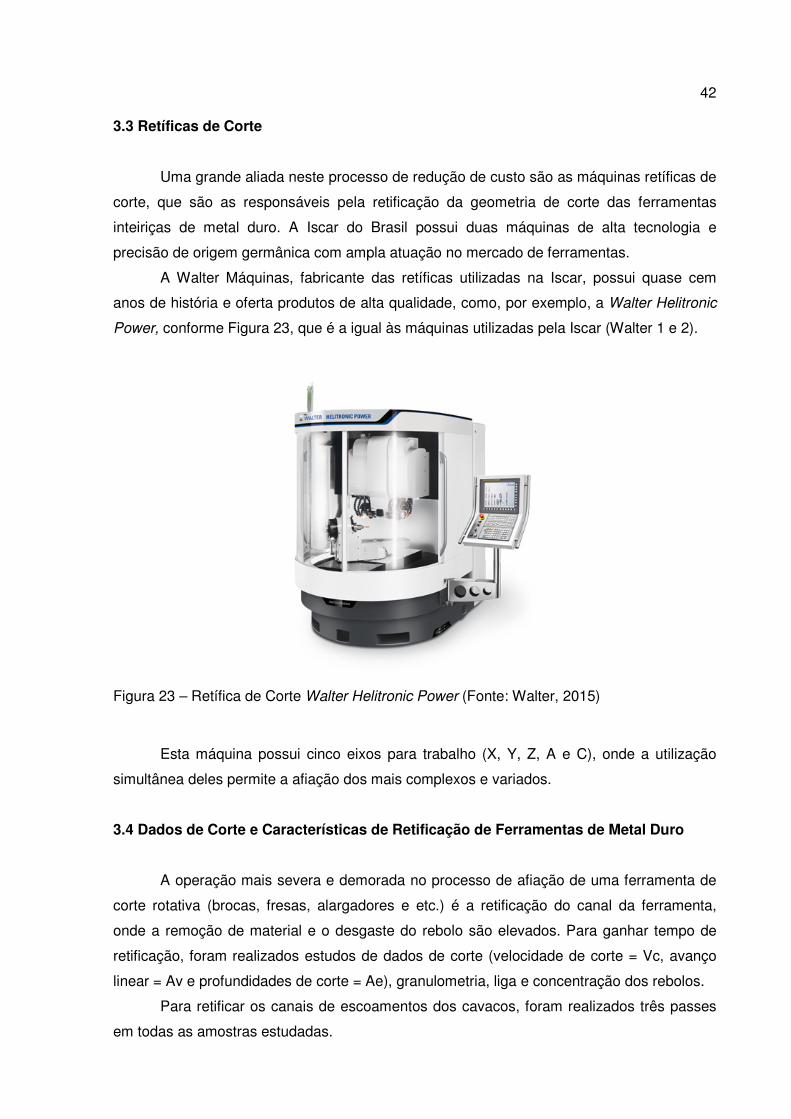
A Walter Máquinas, fabricante das retíficas utilizadas na Iscar, possui quase cem
anos de história e oferta produtos de alta qualidade, como, por exemplo, a Walter Helitronic
Power, conforme Figura 23, que é a igual às máquinas utilizadas pela Iscar (Walter 1 e 2).
Figura 23 – Retífica de Corte Walter Helitronic Power (Fonte: Walter, 2015)
Esta máquina possui cinco eixos para trabalho (X, Y, Z, A e C), onde a utilização
simultânea deles permite a afiação dos mais complexos e variados.
3.4 Dados de Corte e Características de Retificação de Ferramentas de Metal Duro
A operação mais severa e demorada no processo de afiação de uma ferramenta de
corte rotativa (brocas, fresas, alargadores e etc.) é a retificação do canal da ferramenta,
onde a remoção de material e o desgaste do rebolo são elevados. Para ganhar tempo de
retificação, foram realizados estudos de dados de corte (velocidade de corte = Vc, avanço
linear = Av e profundidades de corte = Ae), granulometria, liga e concentração dos rebolos.
Para retificar os canais de escoamentos dos cavacos, foram realizados três passes
em todas as amostras estudadas.

43
Além da necessidade de redução de tempo, também foi avaliada a qualidade da
ferramenta, onde o maior quesito levado em consideração foi o acabamento superficial da
ferramenta, que exerce impacto direto na vida útil da ferramenta, mantendo a Iscar com um
nome forte no mercado.
3.5 Rugosímetro
Para verificar a rugosidade das superfícies retificadas, foi utilizado o rugosímetro
Mitutoyo, modelo SJ-410 equipado com desempeno e display digital, com opções para
diversas faixas de rugosidade. As medições foram realizadas no rugosímetro da Iscar. O
rugosímetro é mostrado na Figura 24.
Figura 24 – Rugosímetro Mitutoyo Modelo SJ-410 (Fonte Própria)
3.6 Microscopia Óptica
Para verificar a morfologia dos rebolos testados, foi utilizado a câmera microscópica
TecSart, modelo Metric 8.10 MT Live equipada com lentes de aumento de 40 e 80 vezes, da
Iscar.
Como o trabalho visa apenas o estudo do rebolo utilizado no processo, na sequência
são apresentados os dados do fluido de corte utilizado durante todo esse trabalho.

44
3.7 Fluido de Corte
O fluido de corte é utilizado no processo de retificação de ferramentas para facilitar o
corte, refrigerar a peça e o rebolo e também para remover o cavaco durante a retificação.
Além desses benefícios, com a utilização do fluido de corte, é possível aplicar dados de
corte mais elevados e, consequentemente, aumentar a produtividade. Na retificação de
ferramentas de metal duro em específico, o fluido de corte também tem a função de eliminar
as trincas térmicas, já que o metal duro é um material que não suporta a variações de
temperatura frequentes. Já para a máquina, o fluido de corte também preserva sua
integridade da máquina, evitando a oxidação (DINIZ; COPPINI; MARCONDES, 2006).
Nos testes realizados, foi utilizado o fluido de corte Blasogrind HC 5 da Blaser
Swisslube. As propriedades deste fluido são apresentadas na Tabela 7.
Tabela 7 – Propriedades Físicas e Químicas do Fluido de Corte Blasogrind HC 5 (FISPQ,
2015)
Aspecto (estado físico, forma e cor): Líquido incolor
Odor e limite de odor: Fraco, característico
pH: Não aplicável
Ponto de congelamento/Ponto de fusão Não disponível
Ponto de ebulição inicial e faixa de temperatura de ebulição > 250°C
Ponto de fulgor: 150°C
Taxa de evaporação: Não disponível
Inflamabilidade (sólido ou gás): O produto não é auto-inflamável
Limite inferior/superior de inflamabilidade ou explosividade: O produto não corre o risco de explosão
Pressão de vapor Não disponível
Densidade de vapor: Não disponível
Densidade relativa: 0,8500 (20°C)
Solubilidade: Insolúvel
Coeficiente de partição - n - octanol/água: Não disponível
Temperatura de autoignição: Não disponível
Temperatura de decomposição: Não disponível
Viscosidade: 5 mm²/s a 40°C
Este fluido de corte possui viscosidade baixa, facilitando a fluidez do líquido e
aumentando sua eficiência.

45
4 RESULTADOS E DISCUSSÕES
4.1 Teste 1 – Broca Helicoidal
A fim de obter melhoria no processo, foi necessário analisar possíveis rebolos no
mercado que possuíssem tecnologia superior a do utilizado atualmente, porém mantendo a
mesma geometria. Em vista disso, foram analisados diversos rebolos e suas características
mecânicas. Nesta análise, o rebolo da Winter se sobressaiu uma liga mais macia, permitindo
maior remoção de material e a auto manutenção das arestas de corte.
Uma vez definido o rebolo a ser testado, foi definida a máquina a ser utilizada para
os testes, a qual foi a Walter 1, modelo Helitronic Power.
O primeiro teste, denominado Teste 1A, foi realizado no dia 26/05/2015, produzindo
a broca de metal duro IBR 55 HDA 10024 R, Figura 21.
4.1.1 Teste 1A
Primeiramente, foi produzida uma peça com o rebolo antigo, com as seguintes
características: 1A1 125x15x6x20 D91 J C100 BW, conforme abaixo:
• 1A1 - Formato do rebolo (reto);
• 125 – Diâmetro (mm);
• 15 - Largura da camada de diamante (mm);
• 6 - Espessura da camada de diamante (mm);
• 20 - Diâmetro do furo (mm);
• D91 - Granulometria (0,091 mm);
• J - Dureza da liga;
• C100 - Concentração de diamantes e
• BW - Indica que o rebolo possui liga para trabalhar com o auxílio de refrigeração.
A Figura 25 mostra a morfologia do rebolo.

Figura 25 – Fotomicrografia da Estrutura do R
(Fonte Própria)
Conforme imagem, este rebolo possuía poros pequenos, que é uma característica
negativa para um rebolo, pois os poros são responsáveis por alojar os cavacos durante
retificação e garantirem que o rebolo tenha um bom desempenho.
Os dados de corte empregados neste rebolo estão descritos na Tabela
Tabela 8 – Dados de Corte Utilizados no Teste 1A com o Rebolo D91
Dados
Vc (m/s)
Av (mm/min)
Ae (mm)
Torque (N/m)
O rebolo não teve um bom rendimento durante a retificação e o operador precisou
controlar o avanço no potenciômetro, que é um recurso que a máquina oferece para
controlar a velocidade de movimentação dos eixos da máquina (mm/min). A Tabela
a variação do avanço, devido ao esforço gerado pela operação.
otomicrografia da Estrutura do Rebolo Antigo Antes do U
Conforme imagem, este rebolo possuía poros pequenos, que é uma característica
negativa para um rebolo, pois os poros são responsáveis por alojar os cavacos durante
retificação e garantirem que o rebolo tenha um bom desempenho.
Os dados de corte empregados neste rebolo estão descritos na Tabela
Dados de Corte Utilizados no Teste 1A com o Rebolo D91
1º Passe 2º Passe
16 16
60 60
2,5 2,5
45 45
O rebolo não teve um bom rendimento durante a retificação e o operador precisou
controlar o avanço no potenciômetro, que é um recurso que a máquina oferece para
controlar a velocidade de movimentação dos eixos da máquina (mm/min). A Tabela
a variação do avanço, devido ao esforço gerado pela operação.
46
Uso – Aumento de 80X
Conforme imagem, este rebolo possuía poros pequenos, que é uma característica
negativa para um rebolo, pois os poros são responsáveis por alojar os cavacos durante a
Os dados de corte empregados neste rebolo estão descritos na Tabela 8.
3º Passe
16
60
2,5
45
O rebolo não teve um bom rendimento durante a retificação e o operador precisou
controlar o avanço no potenciômetro, que é um recurso que a máquina oferece para
controlar a velocidade de movimentação dos eixos da máquina (mm/min). A Tabela 9 mostra

Tabela 9 – Controle de Potência e Avanço Real do Rebolo D91 no Teste 1A
Passe (Nº) Canal (Nº)
1 1
2
2 1
2
3 1
2
Além da variação de avanço, o rebolo consumiu 45 N/m de torque da máquina
foi medido pela própria máquina e estava disponível em seu painel.
muito calor durante a retificação, evidenciado pela formação de fumaça proveniente do
alcance da temperatura de ebulição do fluido de corte
e soltasse os diamantes. É possível ver a coloração escura da resina e os burac
ausência de diamante, conforme morfologia mostrada na
Figura 26 – Fotomicrografia da Estrutura do Rebolo D91 A
(Fonte Própria)
O torque se manteve no mesmo valor de 45 N/m para os três passes porque o
operador controlou a taxa de avanço através do potenciômetro
danificar a peça, pois trata
controlasse, poderia levar à quebra,
Controle de Potência e Avanço Real do Rebolo D91 no Teste 1A
Potenciômetro (%) Avanço Real (mm/min)
90
80
100
100
90
90
Além da variação de avanço, o rebolo consumiu 45 N/m de torque da máquina
foi medido pela própria máquina e estava disponível em seu painel.
muito calor durante a retificação, evidenciado pela formação de fumaça proveniente do
da temperatura de ebulição do fluido de corte, fazendo com que a resina queimasse
e soltasse os diamantes. É possível ver a coloração escura da resina e os burac
ausência de diamante, conforme morfologia mostrada na Figura 26 do rebolo após o teste
fia da Estrutura do Rebolo D91 Após o Teste 1A
O torque se manteve no mesmo valor de 45 N/m para os três passes porque o
a taxa de avanço através do potenciômetro. Isso foi necessário para
pois trata-se de metal duro, e nem a máquina, uma vez que se ele não a
ntrolasse, poderia levar à quebra, devido ao esforço do motor.
47
Controle de Potência e Avanço Real do Rebolo D91 no Teste 1A
Avanço Real (mm/min)
54
48
60
60
54
54
Além da variação de avanço, o rebolo consumiu 45 N/m de torque da máquina, que
Além disso, gerou-se
muito calor durante a retificação, evidenciado pela formação de fumaça proveniente do
fazendo com que a resina queimasse
e soltasse os diamantes. É possível ver a coloração escura da resina e os buracos devido à
do rebolo após o teste.
pós o Teste 1A – Aumento de 80X
O torque se manteve no mesmo valor de 45 N/m para os três passes porque o
. Isso foi necessário para não
nem a máquina, uma vez que se ele não a

Devido à variação de potência e, consequentemente, a variação de avanço, o tempo
de ciclo total foi 20 minutos e 38 segundos.
4.1.2 Teste 1B
Após anotar todos os dados, foi trocado o rebolo da máquina pelo novo, o rebolo 1A1
100x15x16x20 D54 C125 Q
• 1A1 - Formato do rebolo (reto);
• 100 – Diâmetro (mm);
• 15 - Largura da camada de diamante (mm);
• 16 - Espessura da camada de diamant
• 20 - Diâmetro do furo (mm);
• D54 - Granulometria (0,054 mm);
• Q-Flute2 - Liga da Winter e
• C125 - Concentração de diamantes.
Este rebolo possui uma liga mais macia que o primeiro rebolo e uma granulometria
menor (0,054 mm). Isto confere uma melhor ma
renova com maior facilidade durante a retificação, sempre oferecendo um melhor poder de
corte. Além disso, os poros do rebolo são mais abertos, permitindo maior remoção de
material, conforme visualizado
Figura 27 – Fotomicrografia da Estrutura do R
80X (Fonte Própria)
Devido à variação de potência e, consequentemente, a variação de avanço, o tempo
de ciclo total foi 20 minutos e 38 segundos.
Após anotar todos os dados, foi trocado o rebolo da máquina pelo novo, o rebolo 1A1
100x15x16x20 D54 C125 Q-Flute2 da Winter.
Formato do rebolo (reto);
Diâmetro (mm);
Largura da camada de diamante (mm);
Espessura da camada de diamante (mm);
Diâmetro do furo (mm);
Granulometria (0,054 mm);
Liga da Winter e
Concentração de diamantes.
Este rebolo possui uma liga mais macia que o primeiro rebolo e uma granulometria
menor (0,054 mm). Isto confere uma melhor manutenção do rebolo, ou seja, o rebolo se
renova com maior facilidade durante a retificação, sempre oferecendo um melhor poder de
corte. Além disso, os poros do rebolo são mais abertos, permitindo maior remoção de
material, conforme visualizado na Figura 27.
tomicrografia da Estrutura do Rebolo D54 Antes do Teste 1B
48
Devido à variação de potência e, consequentemente, a variação de avanço, o tempo
Após anotar todos os dados, foi trocado o rebolo da máquina pelo novo, o rebolo 1A1
Este rebolo possui uma liga mais macia que o primeiro rebolo e uma granulometria
nutenção do rebolo, ou seja, o rebolo se
renova com maior facilidade durante a retificação, sempre oferecendo um melhor poder de
corte. Além disso, os poros do rebolo são mais abertos, permitindo maior remoção de
ntes do Teste 1B – Aumento de

49
Os poros deste rebolo são mais abertos que os do Teste 1, que garantem melhor
desempenho do rebolo, pois com o aumento dos poros, os cavacos se alojam melhor e
diminui a probabilidade de serem aglomerados no rebolo, evitando que voltem para a região
de contato e prejudiquem o corte.
Os dados de corte empregados neste rebolo para a primeira peça estão
apresentados na Tabela 10:
Tabela 10 – Dados de Corte Utilizados no Teste 1B com o Rebolo D54
Dados 1º Passe 2º Passe 3º Passe
Vc (m/s) 20 20 20
Av (mm/min) 80 80 80
Ae (mm) 2,5 2,5 2,5
Torque (N/m) 36,5 39,5 46
Devido às suas características mecânicas, o rebolo teve um rendimento muito melhor
que o anterior, estabilizando a retificação, não sendo necessário controlar a potência,
conforme é mostrado na Tabela 11.
Tabela 11 – Controle de Potência e Avanço Real do Rebolo D54 no Teste 1B
Passe (Nº) Canal (Nº) Potenciômetro (%) Avanço Real (mm/min)
1 1 100 80
2 100 80
2 1 100 80
2 100 80
3 1 100 80
2 100 80
A estrutura do rebolo não sofreu deformações, queima ou desprendimento de
diamantes. A Figura 28 mostra a estrutura do rebolo novo após a produção da primeira
peça.

Figura 28 – Fotomicrografia da Estrutura do Rebolo D54
(Fonte Própria)
O tempo de ciclo do
de 30% do tempo de retificação em relação ao
4.1.3 Teste 1C
Após este resultado, foi observado que era possível melhorar ainda mais os dados
de corte e reduzir o tempo de ciclo. Devido ao fato do rebolo ir aumentando gradativamente
o volume de remoção, foi possível variar
rebolo com a peça. Portanto, foram aplicados os dados de corte presentes na Tabela
para o Teste 1C com o rebolo
Tabela 12 – Dados de Corte Utilizados no Teste 1C com o Rebolo D54
Dados
Vc (m/s)
Av (mm/min)
Ae (mm)
Torque (N/m)
Com esta aplicação de dados de corte, a retificação se manteve estável, pois o
avanço do rebolo foi reduzindo a cada passe à medida que o volume de material removido
ia aumentando. O grande diferencial foi o aumento dos dois primeiros passes em relação à
primeira peça produzida pelo rebolo
Fotomicrografia da Estrutura do Rebolo D54 Após o Teste 1B
do Teste 1B foi 14 minutos e 29 segundos, conferindo uma redução
de 30% do tempo de retificação em relação ao Teste 1A.
Após este resultado, foi observado que era possível melhorar ainda mais os dados
de corte e reduzir o tempo de ciclo. Devido ao fato do rebolo ir aumentando gradativamente
o volume de remoção, foi possível variar o avanço de acordo com o aumento do contato
. Portanto, foram aplicados os dados de corte presentes na Tabela
com o rebolo D54.
Dados de Corte Utilizados no Teste 1C com o Rebolo D54
1º Passe 2º Passe
18 18
100 90
2,5 2,5
25 27,5
Com esta aplicação de dados de corte, a retificação se manteve estável, pois o
avanço do rebolo foi reduzindo a cada passe à medida que o volume de material removido
O grande diferencial foi o aumento dos dois primeiros passes em relação à
primeira peça produzida pelo rebolo D54. Essa estratégia foi tomada levando
50
Teste 1B – Aumento de 80X
foi 14 minutos e 29 segundos, conferindo uma redução
Após este resultado, foi observado que era possível melhorar ainda mais os dados
de corte e reduzir o tempo de ciclo. Devido ao fato do rebolo ir aumentando gradativamente
aumento do contato do
. Portanto, foram aplicados os dados de corte presentes na Tabela 12
Dados de Corte Utilizados no Teste 1C com o Rebolo D54
3º Passe
18
70
2,5
49
Com esta aplicação de dados de corte, a retificação se manteve estável, pois o
avanço do rebolo foi reduzindo a cada passe à medida que o volume de material removido
O grande diferencial foi o aumento dos dois primeiros passes em relação à
. Essa estratégia foi tomada levando-se em

51
consideração a remoção de material. Mesmo com o aumento do avanço no primeiro e no
segundo passe, o rebolo trabalhou sem gerar esforços e calor excessivo na região de corte.
A condição do rebolo se manteve a mesma, apenas houve mais aglomeração de pó
de metal duro dos poros. Contudo, o tempo de ciclo do Teste 1C foi de 13 minutos e 26
segundos, conferindo uma redução de 35% em relação ao tempo de ciclo do Teste 1A e 7%
em relação ao Teste 1B.
4.1.4 Teste 1D
No último teste – 1D – foram alterados novamente os dados de corte, a fim de
melhorar a remoção e desempenho do rebolo, para evitar seu desgaste prematuro, pois no
último passe, onde a remoção é maior, foi possível notar que o rebolo D54 gerou um torque
elevado, sendo assim prejudicial para a máquina e para ele. O torquímetro no painel da
máquina acusou 51 N/m.
Os dados de corte para o Teste 1D são mostrados na Tabela 13.
Tabela 13 – Dados de Corte Utilizados no Teste 1D com o Rebolo D54
Dados 1º Passe 2º Passe 3º Passe
Vc (m/s) 18 18 18
Av (mm/min) 120 100 60
Ae (mm) 2,5 2,5 2,5
Torque (N/m) 35,5 42,5 50,5
A morfologia do rebolo D54 se manteve imutável, conforme Figura 29.

Figura 29 – Fotomicrografia da
80X (Fonte Própria)
O tempo de ciclo do
segundos abaixo do teste anterior,
4.1.5 Comparação de Resultados e Análise de Redução de Custo
Após os quatro testes, foram analisados todos os dados de corte, tempos e
consequentemente a redução de custo
Tabela 14 – Comparação de Resultados e Análise de Redução de Custo
Teste Passe Vc (m/s) (mm/min)
1A 1 16 2 16 3 16
1B 1 20 2 20 3 20
1C 1 18 2 18 3 18
1D 1 18 2 18 3 18
Fotomicrografia da Estrutura do Rebolo D54 Após o Teste 1D
O tempo de ciclo do Teste 1D foi de 13 minutos e 18 segundos, sendo assim 8
segundos abaixo do teste anterior, 1C.
de Resultados e Análise de Redução de Custo do Teste 1
Após os quatro testes, foram analisados todos os dados de corte, tempos e
a redução de custo, conforme Tabela 14.
Comparação de Resultados e Análise de Redução de Custo
Av (mm/min)
Tempo Total
Tempo Canal Redução
60 31min 18s 20min 38s 0 60
60 80
25min 9s 14min 29s 6min 9s80 80 100
24min 6s 13min 26s 7min 12s90 70 120
23min 58s 13min 18s 7min 20s100 60
52
pós o Teste 1D – Aumento de
foi de 13 minutos e 18 segundos, sendo assim 8
do Teste 1
Após os quatro testes, foram analisados todos os dados de corte, tempos e
Comparação de Resultados e Análise de Redução de Custo – Teste 1
Redução Redução de Custo por
peça
R$ -
9s R$ 14,40
12s R$ 17,50
20s R$ 17,83

53
Esta redução de R$ 17,83 representa 20% do custo de retificação. Além dessas
melhorias, o rebolo novo não necessita ser dressado durante a produção das peças, que é o
processo de limpeza e abertura dos poros do rebolo. A eliminação desta operação resulta
em menos tempo de máquina parada, pois cada dressagem leva cerca de 1 minuto e 10
segundos. Em contrapartida, o rebolo antigo necessita ser dressado a cada peça produzida.
Esse processo se faz necessário para recuperar a capacidade de corte do rebolo, uma vez
que, conforme ele vai trabalhando, os poros vão se fechando devido à aglomeração de pó
de metal duro, fazendo com que perca seu poder de corte. A dressagem é feita pelo próprio
operador, utilizando uma pedra para realizar o processo de limpeza. Essa pedra é feita de
óxido de alumínio, pois esse material não agride o diamante presente no rebolo, apenas a
resina.
As Figuras 30 e 31 mostram o processo de dressagem.
Figura 30 – Operador Passando a Pedra no Rebolo – Vista Frontal (Fonte Própria)
Figura 31 – Operador Passando a Pedra no Rebolo – Vista Lateral (Fonte Própria)

54
4.2 Teste 2 – Fresa de Topo Helicoidal para Usinagem de Alumínio
O segundo teste foi realizado na fabricação de uma fresa de topo helicoidal de três
cortes para usinagem de alumínio, conforme mostrado na Figura 22.
Este teste foi realizado na Walter 2, modelo Helitronic Power e possuía duas
finalidades: redução de tempo e eliminação de uma operação, a qual era realizada em outra
etapa fora da máquina.
Como já se tinha o histórico do primeiro teste e a quantidade do lote a ser produzido
era pequena, de apenas duas peças, não foi feito o teste com o rebolo antigo (1A1
125x15x6x20 D91 JC 100 BW), mas apenas verificado os dados de corte aplicados e o
tempo de fabricação, pois não havia margem para erro. Os dados de corte que eram
empregados são mostrados na Tabela 15.
Tabela 15 – Dados de Corte Utilizados no Rebolo D91
Dados 1º Passe 2º Passe 3º Passe
Vc (m/s) 16 16 16
Av (mm/min) 50 50 50
Ae (mm) 1,875 1,875 1,875
O tempo de retificação do canal era de 28 minutos e 45 segundos.
4.2.1 Teste 2A
Para o Teste 2, foi aplicado o mesmo rebolo utilizado no Teste 1, o rebolo 1A1
100x15x16x20 D54 C125 Q-Flute2 da Winter, que possuía a estrutura antes do teste
conforme mostrado na Figura 32.
Figura 32 – Fotomicrografia da Estrutura do Rebolo D54 a
80X (Fonte Própria)
Os dados de cortes propostos para
Tabela 16 – Dados de Corte Utilizados no
Dados
Vc (m/s)
Av (mm/min)
Ae (mm)
Além da variação de velocidade
de Ae, variando de 3 mm no primeiro passe para 1 mm no ú
devido ao canal de uma fresa para alumínio ser mais “aberto”, ou seja, com área para
escoamento maior que para os demais
volumoso. O canal faz com que a remoção de material seja maior do que um
helicoidal, já que a área de contato do rebolo é bem maior.
A Figura 33, obtida através do software de simulação
ferramenta, mostra a remoção de
Fotomicrografia da Estrutura do Rebolo D54 antes do Teste 2
Os dados de cortes propostos para o Teste 2A estão descritos na
Dados de Corte Utilizados no Teste 2A com o Rebolo D54
1º Passe 2º Passe
18 18
100 90
3 1,25
Além da variação de velocidade de corte a cada passe, também houve uma variação
no primeiro passe para 1 mm no último. Esta variação foi aplicada
devido ao canal de uma fresa para alumínio ser mais “aberto”, ou seja, com área para
que para os demais materiais, já que o cavaco deste material é bastante
O canal faz com que a remoção de material seja maior do que um
helicoidal, já que a área de contato do rebolo é bem maior.
, obtida através do software de simulação ToolStudio 2.0
ferramenta, mostra a remoção de material para obter-se o canal.
55
ntes do Teste 2A – Aumento de
estão descritos na Tabela 16.
54
3º Passe
18
80
1
corte a cada passe, também houve uma variação
ltimo. Esta variação foi aplicada
devido ao canal de uma fresa para alumínio ser mais “aberto”, ou seja, com área para
materiais, já que o cavaco deste material é bastante
O canal faz com que a remoção de material seja maior do que uma broca
ToolStudio 2.0 de retificação da

Figura 33 – Vista Frontal da Fresa Helicoidal (Fonte Própria)
Com estes dados, o tempo de retificação do canal foi de 16 minutos e
conferindo uma redução de 43%
Além da redução de tempo, a usinagem se manteve estável
excessivos, eliminando a necessidade de controlar a potência no potenciômetro.
Após a retificação da pr
forma intacta, conforme mostrado na Figura 3
Figura 34 – Fotomicrografia da Estrutura do Rebolo D54 A
(Fonte Própria)
Vista Frontal da Fresa Helicoidal (Fonte Própria)
o tempo de retificação do canal foi de 16 minutos e
conferindo uma redução de 43% em relação ao processo atual.
redução de tempo, a usinagem se manteve estável e sem esforços de corte
a necessidade de controlar a potência no potenciômetro.
Após a retificação da primeira peça, o rebolo manteve sua estrutura e seus poros de
forma intacta, conforme mostrado na Figura 34.
fia da Estrutura do Rebolo D54 Após o Teste
56
o tempo de retificação do canal foi de 16 minutos e 23 segundos,
e sem esforços de corte
a necessidade de controlar a potência no potenciômetro.
imeira peça, o rebolo manteve sua estrutura e seus poros de
pós o Teste 2A – Aumento de 80X

4.2.2 Teste 2B
Após os resultados do
mais elevados, já que a retificação do t
empregados no Teste 2B são mostrados na Tabela 1
Tabela 17 – Dados de Corte Utilizados no Teste 2B com o Rebolo D54
Dados
Vc (m/s)
Av (mm/min)
Ae (mm)
Assim como os testes anteriores, o operador não precisou controlar o avanço no
potenciômetro durante a retificação, fazendo com o tempo de retificação do canal diminuísse
mais ainda. O tempo caiu para 14 minutos e 6 segundos, reduzindo o tempo operacional em
49% em relação ao processo atual e 14% em relação ao Teste 2A.
Mesmo com os dados de corte
nenhuma alteração e os poros continuaram abertos
mostrando que o rebolo pode continuar sendo utilizado sem ser dressado, mesmo com altas
remoções de materiais.
Figura 35 – Fotomicrografia da Estrutura do Rebolo D54 A
(Fonte Própria)
s resultados do Teste 2A, foi possível propor dados de cortes com avanços
vados, já que a retificação do teste anterior foi muito satisfatória. Os dados de corte
são mostrados na Tabela 17.
Dados de Corte Utilizados no Teste 2B com o Rebolo D54
1º Passe 2º Passe
18 18
120 110
3 1,25
estes anteriores, o operador não precisou controlar o avanço no
durante a retificação, fazendo com o tempo de retificação do canal diminuísse
mais ainda. O tempo caiu para 14 minutos e 6 segundos, reduzindo o tempo operacional em
49% em relação ao processo atual e 14% em relação ao Teste 2A.
Mesmo com os dados de corte mais agressivos, a estrutura do rebolo não sofreu
nenhuma alteração e os poros continuaram abertos conforme apresentado
que o rebolo pode continuar sendo utilizado sem ser dressado, mesmo com altas
fia da Estrutura do Rebolo D54 Após o Teste
57
dados de cortes com avanços
este anterior foi muito satisfatória. Os dados de corte
Dados de Corte Utilizados no Teste 2B com o Rebolo D54
3º Passe
18
100
1
estes anteriores, o operador não precisou controlar o avanço no
durante a retificação, fazendo com o tempo de retificação do canal diminuísse
mais ainda. O tempo caiu para 14 minutos e 6 segundos, reduzindo o tempo operacional em
mais agressivos, a estrutura do rebolo não sofreu
apresentado na Figura 35,
que o rebolo pode continuar sendo utilizado sem ser dressado, mesmo com altas
pós o Teste 2B – Aumento de 80X

58
4.2.3 Eliminação de Operação
Além da redução de tempo e da melhoria de processo, este teste também tinha por
objetivo melhorar a qualidade da ferramenta fornecida ao cliente. O processo atual requeria
polimento nos canais de escoamento dos cavacos e, nesta operação, a aresta de corte
sofria um leve arredondamento, fazendo com que a eficácia do corte ficasse comprometida
em sua aplicação. Este arredondamento é prejudicial na usinagem de alumínio, pois este
material é dúctil e exige uma aresta de corte bem viva, tanto no topo quanto por toda
extensão do canal, para possibilitar o corte e não o arrancamento de material. Além disso, o
arredondamento aumenta a probabilidade de formação de aresta postiça, que é a
aglomeração de material usinado na aresta de corte.
O polimento mencionado acima pode ser realizado em um motoesmeril com a
utilização de um disco de feltro e pasta diamantada. O operador deve passar o feltro por
todo o canal para garantir um polimento uniforme por toda sua extensão, conforme mostrado
na Figura 36.
Figura 36 – Operador Aplicando Polimento nos Canais de uma Ferramenta de Corte (Fonte
Própria)
Esta operação melhora o acabamento, mas, em contrapartida, arredonda as arestas
de corte, pois ao passar o disco de feltro no canal, a lateral do disco pega nas arestas de
corte da ferramenta.
Para eliminar este problema, foi necessário acrescentar um passe na operação de
retificação dos canais. Essa ação melhorou o acabamento do canal e tornou desnecessária
a operação de polimento, a qual acabava prejudicando o corte da ferramenta.

59
Para melhorar o acabamento, foram aplicados os dados de corte mostrados na
Tabela 18.
Tabela 18 – Dados de Corte Utilizados para Melhorar o Acabamento com o Rebolo D54
Dados Valores
Vc (m/s) 28
Av (mm/min) 40
Ae (mm) 0,375
Com uma velocidade de corte de 28 m/s e um avanço de 40 mm/min fez com que
cada diamante passasse mais vezes sobre o mesmo local e, com isso, a rugosidade da
superfície do canal diminuiu.
Para mensurar a rugosidade da peça retificada foram realizados testes utilizando um
rugosímetro. Os valores de Ra (rugosidade média) são mostrados na Tabela 19.
Tabela 19 – Rugosidade em Ra (µm) de Cada Hélice das Fresas de Topo do Teste 2
Ferramenta Teste 2A Teste 2B
Hélice 1 0,139 0,124
Hélice 2 0,121 0,112
Hélice 3 0,078 0,098
Esses resultados de rugosidade se assemelham ao acabamento de polimento e
estão dentro das classes N3 e N2, conforme Figura 37, conferindo que a ferramenta está
apta para usinagem de alumínio. Além disso, a aresta de corte ficou bem viva, já que o
processo de polimento foi eliminado.

Figura 37 – Tabela de Rugosidade (
4.2.4 Comparação de Resultados e Análise de Redução de Custo
Após os dois testes
consequentemente, a redução de custo
Tabela 20 – Comparação de Resultados e Anális
Teste Passe Vc (m/s)
Av (mm/min)
Atual 1 16 502 16 503 16 50
2A 1 20 1002 20 903 20 80
2B 1 18 1202 18 1103 18 100
Tabela de Rugosidade (NORMA ABNT NBR ISO 4287, 200
Comparação de Resultados e Análise de Redução de Custo do Teste 2
Após os dois testes – 2A e 2B – foram analisados todos os dados de corte, tempos e
a redução de custo, conforme Tabela 20.
Comparação de Resultados e Análise de Redução de Custo
Av (mm/min)
Tempo total (min)
Tempo Canal (min)
Redução (min)
50 40 min e 30 s 28 min e 45 s 50
50 100
28 min e 08 s 16 min e 23 s 12 min e 22 s90 80 120
25 min e 51 s 14 min e 6 s 14 min e 39 s110 100
60
, 2002)
do Teste 2
foram analisados todos os dados de corte, tempos e,
e de Redução de Custo – Teste 2
Redução (min)
Redução de Custo por peça
0 R$ -
12 min e 22 s R$ 48,54
14 min e 39 s R$ 54,78

61
A redução de R$ 54,78 representa 35%. Estes custos apenas consideram o
desbaste do canal, mas, como se trata de uma fresa para usinar alumínio, devem ser
considerados os custos de polimento dos canais também. O polimento, conforme citado nos
capítulos acima, era feito em motoesmeril com a utilização de um disco de feltro e pasta
diamantada, e esta operação era realizada pelo próprio operador durante a retificação dos
canais, ou seja, enquanto a máquina retificava uma peça, ele aproveitava o tempo para polir
os canais de uma ferramenta já retificada.
Como foi adicionada uma operação no processo para acabamento, é necessário
compilar o tempo acrescido, mas, antes de apresentar os custos do tempo acrescido,
primeiramente será mostrada a redução de custo no set up, pois antes eram necessários
dois set ups para se produzir uma ferramenta para usinagem de alumínio, mas com a
alteração é possível tirar a peça pronta em apenas uma fixação, apenas um set up. A
Tabela 21 mostra o tempo de set up para o processo Atual e o processo novo.
Tabela 21 – Diminuição de Custos no Set Up
Processo
Set Up 1 (min)
Set Up 2 (min)
Tempo Total
Custo Set Up/Hora
Custo Total
Atual 40 30 70 R$ 143,50 R$ 167,42 Novo 48 - 48 R$ 143,50 R$ 114,80
Redução R$ 52,62
Redução por peça R$ 26,31
Com apenas um set up é possível diminuir o custo de set up em R$ 52,62. Mas como
o tamanho do lote era de duas peças, a redução por peça foi de R$ 26,31. Porém, mesmo
com a adição de uma operação para acabamento, o processo ainda se tornou mais
vantajoso, pois o custo acrescido foi menor do que a redução que se teve em relação ao set
up. A Tabela 22 mostra o custo da nova operação.
Tabela 22 – Custo da Operação de Acabamento
Operação Tempo Custo Acabamento 10 min e 6 s R$ 18,51
Contudo, chega-se a uma redução de R$ 7,80 através da eliminação da operação de
polimento.
Somando-se então as reduções obtidas no Teste 2, tem-se uma redução total de R$
62,58 (R$ 54,78 + R$ 7,80).

62
4.3 Redução de Custos – Testes 1 e 2
Analisando os dois testes, 1 e 2, é possível prospectar 30% de redução de custo de
fabricação de todas as ferramentas rotativas, pois a operação de retificação dos canais de
escoamento representam em média 60% do tempo total de retificação da ferramenta.
4.4 Padronização do Processo
Durante qualquer fabricação, todo tempo gasto procurando o dispositivo correto, a
ferramenta dedicada para aquela produção, tirando dúvidas com o projeto e entre outros faz
com que minutos preciosos sejam desperdiçados, deixando muitas vezes a máquina parada
até resolver o problema ou encontrar o recurso necessário. Este problema se agrava ainda
mais quando se trata de fabricação de ferramentas especiais, onde os produtos a serem
produzidos variam de ordem de fabricação para ordem de fabricação, de cliente para cliente
e de aplicação para aplicação. Além disso, a gama de ferramentas é vasta e cada
ferramenta especial possui uma peculiaridade e características construtivas muitas vezes
incomuns, exigindo dispositivos e recursos exclusivos que fogem do padrão.
Para melhorar o processo e diminuirmos os tempos perdidos conforme citado acima,
foi implantado a padronização dos conjuntos de rebolos, a padronização de todos os
recursos e dispositivos necessários para a produção do item, sendo tanto dispositivos da
máquina quanto dispositivos para controle dimensional.
4.4.1 Padronização dos Conjuntos de Rebolos
Como a máquina Walter Helitronic Power da Iscar do Brasil possui apenas dois
espaços para montar o conjunto de rebolos no Spindle (responsável pela fixação e
transmissão de rotação do motor para o rebolo) e não possui a opção com magazine (local
para armazenamento de rebolos sobressalentes), é necessário adotar a montagem de um
rebolo ou mais no mesmo suporte, que é denominado conjunto de rebolos, mostrado nas
Figuras 38 e 39.

63
Figura 38 – Conjunto de Rebolos (Fonte Própria)
Figura 39 – Conjuntos de Rebolos Montados no Spindle (Fonte Própria)
A necessidade de se montar mais de um rebolo por suporte é devido à ferramenta a
ser fabricada exigir mais de um perfil de rebolo para possibilitar a retificação de cada
característica da ferramenta, como: aresta principal e secundária de corte, superfície de
folga (ângulos de saída), canais (superfície de saída), aresta transversal (chisel) e etc., onde
cada rebolo de acordo com seu formato será responsável pela retificação das
características.
A Iscar do Brasil possui hoje 32 conjuntos de rebolos, mostrando assim a grande
variedade de produtos e complexidade da produção de ferramentas especiais. Mas, mesmo
com tantos conjuntos, a empresa não possuía uma nomenclatura padronizada, dificultando
a identificação e manutenção dos conjuntos. Antes havia conjuntos de rebolos com
nomenclaturas diversas sem a existência de lógica para rastreamento e controle. As
nomenclaturas eram compostas pelas letras A, B e C mais um número sequencial (Exemplo:
A-01, A-02... B-01, B-02...). O uso das três letras para identificação não possuía nenhuma
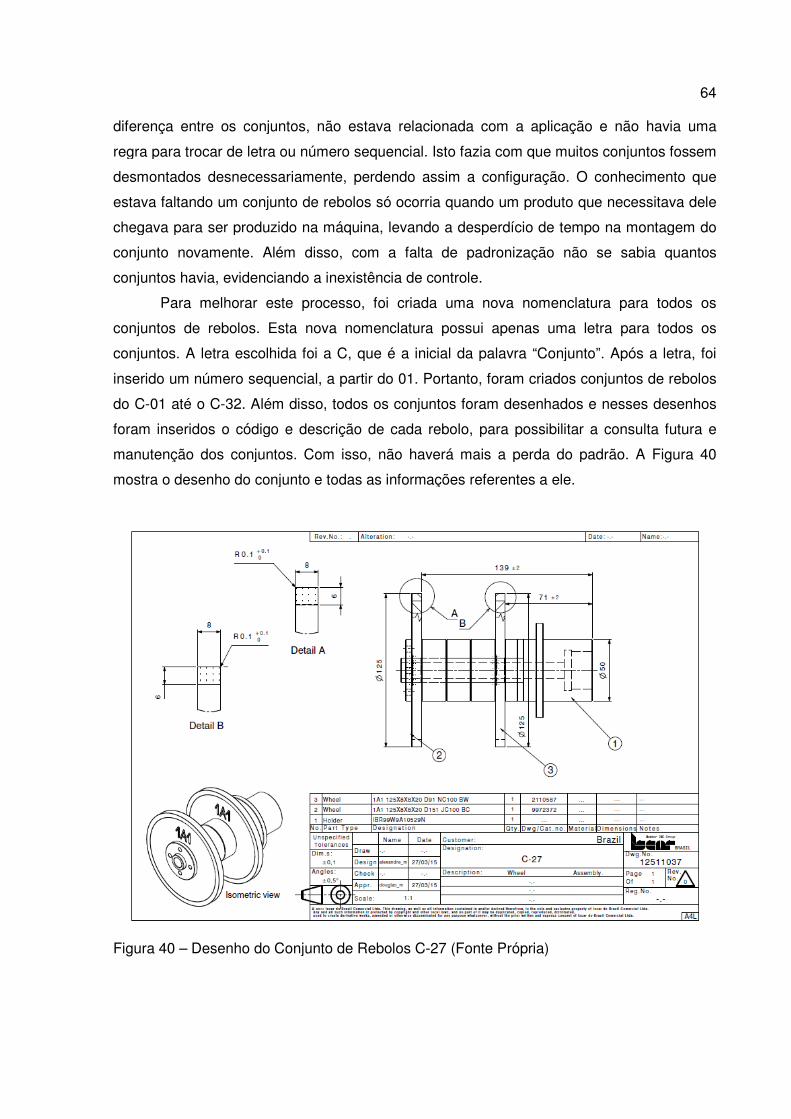
diferença entre os conjuntos,
regra para trocar de letra ou nú
desmontados desnecessariamente
estava faltando um conjunto
chegava para ser produzido
conjunto novamente. Além disso, com a falta de padronização não se sabia quantos
conjuntos havia, evidenciand
Para melhorar este processo, foi criada uma nova nomenclatura para todos os
conjuntos de rebolos. Esta nova nomenclatura possui
conjuntos. A letra escolhida foi a C, que é a inicial da palavra “C
inserido um número sequencial, a partir do
do C-01 até o C-32. Além disso,
foram inseridos o código e descrição de cada rebol
manutenção dos conjuntos. Com isso
mostra o desenho do conjunto e todas as informações referentes a ele.
Figura 40 – Desenho do Conjunto de Rebolos C
diferença entre os conjuntos, não estava relacionada com a aplicação e não havia uma
regra para trocar de letra ou número sequencial. Isto fazia com que muitos conjuntos fossem
desnecessariamente, perdendo assim a configuração.
estava faltando um conjunto de rebolos só ocorria quando um produto que necessitava
chegava para ser produzido na máquina, levando a desperdício de tempo na montagem do
Além disso, com a falta de padronização não se sabia quantos
havia, evidenciando a inexistência de controle.
Para melhorar este processo, foi criada uma nova nomenclatura para todos os
s. Esta nova nomenclatura possui apenas uma letra
juntos. A letra escolhida foi a C, que é a inicial da palavra “Conjunto”. Ap
mero sequencial, a partir do 01. Portanto, foram criados conjuntos de rebolos
Além disso, todos os conjuntos foram desenhados e nesses desenhos
digo e descrição de cada rebolo, para possibilitar a consulta futura e
manutenção dos conjuntos. Com isso, não haverá mais a perda do padrão.
mostra o desenho do conjunto e todas as informações referentes a ele.
Desenho do Conjunto de Rebolos C-27 (Fonte Própria)
64
não estava relacionada com a aplicação e não havia uma
. Isto fazia com que muitos conjuntos fossem
, perdendo assim a configuração. O conhecimento que
de rebolos só ocorria quando um produto que necessitava dele
na máquina, levando a desperdício de tempo na montagem do
Além disso, com a falta de padronização não se sabia quantos
Para melhorar este processo, foi criada uma nova nomenclatura para todos os
apenas uma letra para todos os
onjunto”. Após a letra, foi
. Portanto, foram criados conjuntos de rebolos
desenhados e nesses desenhos
para possibilitar a consulta futura e
mais a perda do padrão. A Figura 40
mostra o desenho do conjunto e todas as informações referentes a ele.

65
4.4.1.1 Redução do Estoque de Rebolos
No sistema que gerencia toda a empresa, há 123 tipos de rebolos diferentes
cadastrados e cada tipo de rebolo possui uma ou mais unidade no estoque. Com a criação
da padronização, foi possível criar também um controle de consumo mensal desses 123
tipos de rebolos. A partir disso, foi possível compilar os históricos de consumo de cada
rebolo. Após a compilação dos dados, começou-se a identificar que muitos rebolos não
estavam sendo consumidos, demonstrando elevado custo de estoque desnecessário.
O controle implantado eliminou 53 tipos de rebolos, o que representa 95 rebolos no
total do estoque. Essa melhoria eliminou 43% dos itens cadastrados. Em relação ao custo
do estoque, foi possível eliminar R$ 49.460,23 de um total anterior de R$ 145.672,50. Agora,
o custo de estoque é de R$ 96.212,27, representando 34% de redução.
4.4.2 Padronização dos Recursos e Dispositivos
Para fabricar uma ferramenta, precisa-se saber quais recursos e dispositivos serão
necessários, sendo eles: Conjunto de rebolos, dispositivos de fixação, dispositivo para
controle, entre outros.
Na Iscar do Brasil, quando se ia iniciar a produção da ferramenta, o operador não
tinha disponíveis as informações pertinentes aos recursos e dispositivos referentes àquele
produto, portanto, ele os definia com base em seu conhecimento e experiência. Com isso, a
cada produção do mesmo item era possível utilizar recursos diferentes, pois cada operador
interpretava de uma maneira, correndo o risco de alterar as características construtivas da
ferramenta, o que pode impactar seu desempenho no cliente. Além disso, também se perdia
tempo definindo o processo.
Através da utilização do sistema que gerencia todos os desenhos e projetos da
fábrica, foi possível colocar na estrutura de cada item todos os recursos e dispositivos para
produção da ferramenta na máquina Walter dentro de uma pasta que é denominada
“Technological Package”, como é mostrado na Figura 41.

Figura 41 – Estrutura de um Item no Sistema de Informação (Fonte Própria)
Após essa melhoria
sistema e consulta sua estrutura
Estrutura de um Item no Sistema de Informação (Fonte Própria)
Após essa melhoria, quando o operador inicia a fabricação de um item
a estrutura, verificando quais recursos e dispositivos são necessários.
66
Estrutura de um Item no Sistema de Informação (Fonte Própria)
um item, ele acessa o
quais recursos e dispositivos são necessários.

67
5 CONCLUSÃO
Devido à necessidade de redução de tempo e melhoria de processo na fabricação de
ferramentas rotativas de metal duro, este trabalho propôs analisar e estudar as
características dos rebolos com a finalidade de obter melhores resultados em relação ao
processo já estabelecido. Com a aplicação do rebolo Q-Flute² com granulometria D54 e
concentração C125, foi possível aumentar o avanço, consequentemente, a redução do
tempo e melhorar o acabamento superficial do canal de escoamento dos cavacos. Isto
aconteceu devido à diminuição do grão de 0,091 para 0,054 mm e ao aumento da
concentração de C100 para C125. Com isso, foi reduzida a pressão de corte e aumentada a
quantidade de diamantes, resultando na possibilidade de se aplicar maiores avanços do
rebolo na retificação da ferramenta e uma melhor auto manutenção do rebolo, que é a
limpeza dos poros durante o próprio processo.
Além disso, a diminuição do tamanho do grão resulta em melhor acabamento
superficial. Esta melhoria de conceito de aplicação de rebolo trouxe um ganho de 35% do
tempo operacional para a broca helicoidal, o que é um número significativo na fabricação de
ferramentas de metal duro, onde deve-se aplicar maiores esforços na melhoria de processo
para reduzir o custo de fabricação, levando em consideração de que o valor da matéria-
prima é elevada e não há muitos fornecedores no mercado.
No Teste 2, foi verificado que o tamanho do grão e a combinação dos dados de corte
estão diretamente ligados ao acabamento superficial exigido pela ferramenta. Com uma
granulometria menor, avanço reduzido e velocidade de corte alta foi obtido um acabamento
totalmente satisfatório, ocasionando a eliminação de uma etapa, o polimento, sem deixar de
cumprir as exigências do cliente.
Após os resultados, foi emitida a compra de mais quatro rebolos de perfis diferentes
para a aplicação na fabricação de mais ferramentas para dar continuidade na melhoria de
processos.
A padronização do processo aplicada neste trabalho também contribuiu para a
redução de custos e melhoria do processo, pois com a alteração da nomenclatura dos
conjuntos de rebolos, foi possível controlar o consumo dos mesmos, detectando que 50% do
estoque não eram necessários, pois havia duplicidade e o consumo de alguns itens era
muito baixo.

68
6 REFERÊNCIAS BIBLIOGRÁFICAS
CHIAVERINI, Vicente. Metalurgia do Pó: Técnica e Produtos. São Paulo: Associação
Brasileira de Metais, 1992. 352 p.
CHIAVERINI, Vicente. Tecnologia Mecânica: Estrutura e Propriedades das Ligas
Metálicas. 2. ed. São Paulo: McGraw-Hill, 1986. 266 p.
DINIZ, Anselmo Eduardo; COPPINI, Nivaldo Lemos; MARCONDES, Francisco
Carlos. Tecnologia da usinagem dos materiais. 5. ed. São Paulo: Artliber, 2006 255 p.
FISPQ, Blasogrind HC 5. 06 maio 2015. Blaser Swisslube.
FITZPATRICK, Michael. Introdução aos processos de usinagem: Série Tekne.
Bookman, 2013. 497 p.
ISCAR ferramentas de usinagem, 2015. Disponível em: <www.iscar.com>. Acesso em:
20 mar. 2015.
WALTER, Helitronic Power. Disponível em: <http://www.walter-
machines.com/en/products/grinding/helitronic-power.html>. Acesso em 28 set. 2015.
WINTER, Catálogo Técnico de Produtos 2014.