elaboraÇÃo de estratÉgias de …congreso.pucp.edu.pe/cibim8/pdf/12/12-09.pdf · conceito dá-se...
TRANSCRIPT

ELABORAÇÃO DE ESTRATÉGIAS DE MANUTENÇÃO PARA LINHA DE
PRODUÇÃO OPERANDO NOVOS CONCEITOS EM SMD
Idélcio Alexandre Palheta Cardoso, [email protected] INdT – Instituto Nokia de Tecnologia
Rod. Torquato Tapajós 7200, Tarumã, 69093-415, Manaus-AM-Brasil
Gilberto Francisco Martha de Souza, [email protected] Escola Politécnica da Universidade de São Paulo, EPUSP, Mechatronics and Mechanical Systems Dep. – PMR
Av. Professor Mello Moraes 2231, 05508-900, Cidade Universitária, São Paulo-SP-Brasil
Domingos M. Tomyama, [email protected] Fuji Machines Co.
Rua João Cachoeira 128, 04535-000, Itaim-Bibi, São Paulo-SP-Brasil
RESUMO A manufatura de produtos eletrônicos desenvolveu-se notavelmente com a introdução da tecnologia SMT (do inglês Surface Mounting Technology), a qual permitiu a miniaturização dos ciurcuitos, redução de custos logísticos e aumento na produtividade das linhas que utilizam equipamentos SMD (do inglês Surface Mounting Devices). Em contrapartida, a indústria de máquinas viu-se forçada a inovar em termos de automação e acuracidade, desenvolvendo máquinas complexas, dispostas, muitas vezes, em série, o que significa que uma simples parada pode paralisar a linha como um todo. As primeiras máquiinas SMD eram – a despeito da automação e controle computadorizados – eminentemente mecânicas. Mas a evolução tecnológica trouxe novos conceitos, como os modelos XP e NXT fabricados pela FUJI MACHINES Co. Ltd., inovando em termos de acionamentos, posicionamento e mesmo de operação de uma linha SMD, o que inclui sua manutenção, a qual, em virtude da natureza dos componentes da máquina, exige um planejamento criterioso. Este trabalho, a partir da análise das características construtivas destas novas máquinas, pretende utilizar-se de conceitos de análise de risco para elaborar uma estratégia de manutenção aplicável a estas máquinas, as quais, num futuro próximo, estarão presentes nas linhas de pequenas e médias empresas do setor eletrônico. Palavras-chave: manutenção, manufatura, análise de risco, indústria eletrônica

CIBIM8 1507
1. INTRODUÇÃO
Nenhuma outra indústria tem experimentado taxas de crescimento tão altas quanto as aplicações de eletrônica. É notório que aparelhos eletrônicos estão presentes em qualquer, senão em todos os campos de atividades e isto significa que tais aparelhos devem apresentar alto desempenho, sobreviver pela vida útil especificada em projeto, ocupar espaços diminutos, aliado à capacidade de processamento de dados e aceleração de tarefas, tudo isto ao menor custo possível. A fim de atender tais exigências, deve-se prestar atenção ao projeto (dimensionamento de tais produtos), seleção de componentes, fabricação e demais estágios do ciclo de vida.
Este trabalho enfoca a manufatura de tais produtos, destacando especialmente, as diretrizes para uma apropriada política de manutenção aplicada a modernas máquinas SMT, quando operadas por pequenas e médias empresas.
2. PROCESSOS DE MONTAGEM USANDO SMT: ORIGENS DOS RISCOS
A montagem de produtos eletrônicos envolve muito mais que agrupar componentes tais como diodos, transistores, resistores, chips, visores e placas de circuito impresso por meio de juntas de solda. Atualmente, é impossível produzir aparelhos sofisticados e/ou complexos por meio de montagem manual, em virtude da miniaturização dos componentes – que, naturalmente, dificulta o manuseio, proteção contra descargas eletrostáticas (ESD, do inglês Electro Static Discharge) e complexidade dos circuitos (mesmo para aparelhos aparentemente simples), entre outros fatores. Por razões econômicas, até mesmo linhas de produção ditas pequenas, por exemplo, apenas capazes de montar “kits” necessita, atualmente, de algum grau de automação ou auxílio de algum equipamento capaz de produzir um bem de elevada qualidade a custos razoáveis.
Isto é especialmente verdadeiro devido ao tamanho dos componentes, densidade de uma placa de circuito impresso (PCB, do inglês Printed Circuit Board) e sensibilidade à umidade dos componentes, entre outros fatores.
Os primeiros circuitos eletrônicos usavam a tecnologia – ainda presente – conhecida como PTH (do inglês Pin Thru Hole), na qual os componentes - cujo exemplo mais comum são os resistores cerâmicos com longos terminais metálicos – devem ser encaixados em posições previamente furadas na placa e as trilhas condutivas de cobre são impressas no lado oposto da mesma. Como mostrado na Figura 1, os componentes do tipo PTH são maiores que aqueles de outros tipos e algumas operações adicionais são necessárias a fim de preparar o componente para a montagem, por exemplo, cortando-se as pontas excedentes dos terminais. A solda é feita manualmente ou por imersão dos terminais encaixados à placa em um banho de solda derretida. Por efeitos da tensão superficial, a solda líquida migra terminais acima até o contato com a ilha de cobre na placa, para então resfriar-se, solidificar-se e fazer o componente aderir à placa de forma permanente.
Figura 1 – Montagem utilizando-se PTH assembly
A tecnologia PTH não permite obter circuitos com densidades de componentes (quantidade de componentes por unidade de área do circuito) muito altas. Como alternativa, placas montadas em ambas as faces foram desenvolvidas e propostas, mas a produtividades, neste caso, é baixa, já que não se pode utilizar a imersão.
À medida em que foram desenvolvidos processadores baseados em chips, a necessidade de usar-se outros componentes para o gerenciamento de funções elétricas (os chamado componentes discretos) aumentou, mais ainda, a redução do tamanho dos aparelhos eletrônicos estimulou o desenvolvimento de placas multi-camadas (multi-layered

CIBIM8 1507
PCB), onde complexas interconexões elétricas soa possibilitadas pela presença de várias camadas condutivas superpostas e separadas por um material isolante, sendo comum encontrar-se placas com espessura pouco maior que 1.0 mm e 10 camadas, havendo placas com mais camadas.
Tais placas com múltiplas camadas proporcionam – como já mencionado – complexas formas de conexão entre componentes e chips, as quais são impossíveis de serem obtidas por meio de placas menos complexas. Componentes são montados em ambas as superfícies externas da placa e são fixados às ilhas de cobre (pads) por meio de juntas de solda, não somente para fixá-los mecanicamente, mas para prover um necessário e confiável contato elétrico. A este conceito dá-se o nome de Montagem em Superfície ou SMT (do inglês Surface Mounting Technology), o qual é ilustrado na figura 2.
Figura 2 – Exemplo de Placa SMT Devido à quantidade de componentes a serem montados, os mesmos devem ser de pequeno tamanho (há
componentes com comprimento de 0,4 mm) e têm formatos bastante diversos daqueles dos componentes tipo PTH, especialmente mencionando-se seus terminais, os quais não podem ser os fios cilíndricos semi-rígidos usados nos componentes PTH. Tais terminais devem ter seu formato compatível com os pads nas placas e permanecerem estáveis durante a inserção, o transporte e a refusão.
O processo SMT, em sua generalidade, é mostrado na Figura 3.
SMD ROUTER TESTESFUNCIONAIS
RETRABALHO
MONTAGEMFINAL
EEMBALAGEM
Figura 3 – Disposição Resumida dos Equipamentos de uma Linha de Produção SMT
O processo SMT inicia-se pela etapa de impressão da pasta de solda. Uma impressora especialmente projetada para
este fim deposita a pasta de solda específica para um determinado produto a ser montado, de modo que a pasta de solda deposite-se coincidentemente aos pads, por meio de estêncil.
A seção de SMD (do inglês Surface Mounting Devices), que consiste nas máquinas de inserção automática de componentes na placa de circuito impresso, é responsável pelo segundo passo no processo SMT. Dependendo dos componentes a serem inseridos e do produto a ser manufaturado, diferentes tipos de máquinas SMD são utilizados. Tais máquinas são comumente conhecidas como pick-and-place. É bastante usual haver uma seção de inspeção logo após a inserção dos componentes, seja ela manual ou automatizada.
O passo seguinte consiste em fazer passar por um forno programável e com diversas zonas de aquecimento (em geral sete), que vai provocar a refusão da solda, permitindo que os componentes sejam fixados à placa. É nesta etapa que muitos problema que culminarão com uma falha do produto surgem ou são revelados, sobretudo após a adoção das soldas livres de chumbo colocar referência. As soldas anteriormente utilizadas (ligas de estanho-chumbo ou Sn-Pb) proporcionavam auto-alinhamento e corrigiam pequenos erros de posicionamento de componentes durante a refusão, propriedade que as soldas livres de chumbo (lead-free) não apresentam. Isto significa que mesmo pequenos desvios não são tolerados e que os equipamentos devem prover acuracidade na inserção dos componentes, justificando especial

CIBIM8 1507
cuidado por parte da manutenção. Após a refusão, a placa é inspecionada por equipamentos ópticos automatizados, os quais utilizam-se de recursos tais como visão computacional e laser.
Atualmente, a maioria dos produtos eletrônicos utiliza placas de circuito impresso (PCB) com componentes em ambos os lados externos, neste caso, há a inserção dos componentes e refusão do lado 1 e, após, a placa é girada de 180º e há a inserção e refusão do lado 2. Isto é possível graças ao uso de ativadores químicos na pasta de solda, que permite que a mesma se liquefaça a temperaturas abaixo do ponto de fusão da solda em si, caso contrário, os componentes já inseridos e fixados cairiam da placa na refusão do lado 2. Uma vez que a refusão ocorre, sob os componentes do tipo BGA (do inglês Ball Grid Arrays, os quais refrem-se a componentes com encapsulamento especial e que, na maioria das vezes, contém processadores, memórias e circuitos integrados) formam-se as bolas de solda. A temperatura de fusão destas bolas de solda é mais alta que a da pasta de solda. Após a montagem do lado 2, é executado um teste funcional para assegurar que a placa encontra-se operacional conforme projetada.
Uma típica linha de produção SMD é ilustrada pela figura 4, sendo que pode-se encontrar linhas onde até 8 máquinas pick-and-place de diferentes tipos são utilizadas.
A figura 5 mostra um componente incorretamente posicionado cujo deslocamento não pôde ser compensado pela refusão. Em alguns casos, é até mesmo impossível retrabalhar a placa, pois a remoção de um componente incorretamente inserido causa danos às trilhas e pads.
Figura 4 – Típico Fluxo de uma Linha SMD
Figure 5 – Componente BGA erroneamente posicionado após refusão
2.1. Compreensão dos Riscos em SMT
Os riscos relacionados a SMT começam, na verdade, com a produção dos componnetes, além de estênciles para impressão de pasta desolda, placas de circuito impresso e acessórios, progredindo para a armazenagem, manuseio e ajuste dos parâmetros de operação das máquinas (SMD). Tratar de tais riscos e suas conseqüências é papel de um processo de monitoramento da qualidade e, nestes casos, a manutenção não tem como agir propiciando melhorias no desempenho do processo.
Em relação ao processo SMT, as implicações da manutenção iniciam-se na fase de impressão da pasta de solda, uma vez que as condições do estêncil e das ferramentas que forçam a passagem da pasta de solda pelos furos do estêncil, ao lado da habilidade da máquina em seguir a programação ajustada – a qual é influenciada pela velocidade e pressão da

CIBIM8 1507
ferramenta como função do tipo de pasta de solda e de estêncil utilizado – devem ser tratadas pelo pessoal de manutenção.
De acordo com CARDOSO e SOUZA (2005), equipamentos de inspeção e fornos de refusão são objeto de ações de manutenção dada sua importância para o processo. Porém, máquinas do tipo “pick-and-place” são as mais complexas e têm a maior posibilidade de, ao mesmo tempo – introduzirem e sofrerem falhas referentes ao processo. A figura 6 mostra como pode ser complexa uma máquina deste tipo, trazendo um sub-sistema pertencente a uma máquina modelo CP, fabricada pela FUJI Co.
Figura 6 – Mecanismo de Torres e Bicos Insersores (nozzles) de uma Máquina Modelo CP
Quanto mais partes mecânicas tais máquinas possuem, mais problemas são passíveis de serem introduzidos, devido
aos seguintes fatores:
• Altas velocidades necessáriaspara se adequar ao ritmo de produção, o que leva a centuado desgaste em atuadores, mancais, pinos e travas entre outros;
• Folgas inerentes (e necessárias) a montagens de componentes mecânicos e que afetam a acuracidade total do equipamento, independentemente da qualidade deste, as quais devem ser observadas durante trabalhos de manutenção;
• Variabilidade natural de posicionamento como resultado da resposta de sensores, atuadores, válvulas e nozzles dos sistemas de vácuo, as quais introduzem, diretamente, variações no posicionamento.
A complexidade dos trabalhos de manutenção deve ser adiconada a estes fatores, pois a lista de tarefas é,
geralmente, extensa e o risco de introduzir problemas durante as intervenções da manutenção é alto, segundo CLEMEN (1996).
Alguns modelos de tais máquinas são capazes de inserir até 53000 components por hora (modelos CP), então quanlquer variação necessita ser cuidadosamente controlada.
As seções seguintes deste trabalho, discutem diferentes modelos de máquinas tipo “pick-and-place”. 2.2. Conceitos de Máquinas de Inserção de Componentes (Pick-and-Place)
O principal risco relacionado a máquinas de inserção refere-se a retirar componentes de seus casulos (uma bobina, bandeja, blister) e posicioná-los na superfície da placa de circuito impresso (PCB). Então, é exigido haver contato mecânico entre aluguma parte da máquina e o componente a ser inserido. É improvável que máquinas puramente mecânicas possam manipular componentes muito pequenos a altas velocidades e operar a um custo viável em termos industriais. A automação de tais equipamentos trouxe a necessidade de usar extensivamente controles eletrônicos e sistemas auxiliares, tais como os de visão computacional, para identificar se o componente capturado em um determinado passo está condizente com o tipo programado e se está, também, na posição correta.
As primeiras máquinas de inserção eram acionadas por motores elétricos, mas o sincronismo dependia fortemente de elementos mecânicos, tais como cames, eixos, engrenagens, correias e polias. Um problema com tais componentes é que, na maioria dos casos, a disposição do sistema obedece a um esquema em série e uma falha, não importando quão simples possa ser, afeta a operação da máquina toda, podendo levá-la, facilmente à paralisação. Alguns destes
CIBIM8 1507
componentes não são adequados a operações em altas velocidades (como alguns tipos de correias e polias), então, o desenvolvimento de tais máquinas atingiu rapidamente seu limite.
Adicionalmente, como um efeito das altas velocidades e acelerações, os componentes mec6anicos de tais máquinas estão sujeitos a choques e falhas decorrentes de tais carregamentos. Isto significa que o consumo de peças de reposição é algo elevado e freqüente e as empresas devem manter estoques em seus inventários.
Isto também significa que as substituições e reposições devem ser executadas durante paradas programadas e, para equipamentos com este grau de complexidade, as atividades programadas demandam bastante tempo de execução, somando-se o risco de introdução de falhas durante as intervenções em virtude da extensão e complexidade dos procedimentos de manutenção.
Quando falhas ou paradas inesperadas ocorrem, é comum haver a parada do equipamento ou a entrega de produtos defeituosos. Dada a capacidade e velocidade de tais máquinas, os efeitos de uma falha tendem a se tornarem mais intensos rapidamente e afetam a produção como um todo, não apenas o equipamento. Isto porque produtos defeituosos necessitam ser remanufaturados (retrabalhados) ou, ainda pior, podem ser enviados ao usuário final, já que os testes funcionais podem não ser capazes de detectar uma falha e acabam por aprovar um produto impróprio, com alguma falha latente introduzida pelo processo de SMT. Paradas inesperadas também podem demandar tempo para a diagnose, pois a falha pode ser desconhecida e as ações para se eliminar suas causas precisam ser elaboradas, não estando previamente documentadas ou recomendadas pelo fabricante do equipamento. Para equipamentos complexos neste nível, o tempo investido em diagnose não raro supera o do trabalho da manutenção corretiva em si.
As máquinas de inserção de gerações mais antigas não eram capazes de manipular componentes de qualquer tipo, especialmente em função de seu tamanho (dos componentes). O fabricante FUJI, líder na fabricação de tais máquinas, intorduziu dois tipos de equipamentos: os modelos CP e QP. Os modelos CP eram dedicados à inserção de pequenos componentes, como diodos, led, resistores, capacitores. Mas circuitos integrados e memórias deveriam ser inseridos por outra classe de máquinas, as QP. Embora a capacidade de inserção das CP seja maior que a das QP, este último tipo costuma ser empregado com alguma folga, já que os produtos eletrônicos têm menor quantidade de componentes grandes como os mencionados anteriormente. Há exceções, mas na maior parte das linhas, as máquinas CP constituem-se em gargalos, desta forma, qualquer variação é capaz de provocar redução no desempenho da linha de produção, além do que, os modelos CP se mostram mais sensíveis a falhas em seus componentes e subsistemas que os modelos QP.
As máquinas modelo CP também possuem um complexo sistema de alimentadores que retém o componente durante o transporte até a estação onde deve ser depositado o componente para inserção. Muitos alimentadores, os quais são escolhidos conforme o tipo e dimensões dos componentes, são montados na parte de trás da máquina e movimentados para irem ao encontro do nozzle especificado para um determinado passo do programa de inserção na PCB.
Um subsistema de vácuo é necessário para remover o componete de seu alojamento no alimentador (ou fita/bobina/bandeja/blister), permitnido que seja retido pelo nozzle e movimentado até a posição de inserção. Tal subsistema é composto por uma bomba de vácuo, dutos, válvulas e filtros (sendo comum encontrar-se componentes pequenos retidos nos elementos dos filtros). As bombas de vácuo são geralmente complexas e as das máquinas CP não são diferentes. Os mancais destas bombas são especiais e devem suportar horas seguidas de operação e manterem folgas reduzidas entre o rotor e seu alojamento, o que garante a apropriada vedação da bomba. O motor é conectado à bomba de forma indireta, há um sistema de correia e polias para absorver choques e minimizar efeitos de vibrações. E as válvulas necessitam de cuidadosa lubrificação, pois devido à resposta exigida e quantidade de acionamentos, a ação das mesmasé bastante rápida.
Nas máquinas do tipo CP, há ainda um subsistema de identificação baseado em reconhecimento óptico, que assegura que o nozzle capturou o componente correto e na posição especificada.
Uma outra caracterísitca destas máquinas diz respeito às suas dimensões, são máquinas grandes e alguns modelos possuem 4 metros de largura. Como mostrado na Figura 2, é possível encontrar-se linhas de produção onde até 8 máquinas são configuradas em série, juntamente com máquinas de outros tipos e com outras funções. Quando uma máquina CP falha, é conveniente evitar sua remoção do local de operação, a menos que uma intervenção mais drástica seja necesária; é ainda menos provável substituir uma CP por uma outra sobressalente.
Tais máquinas requerem programas computacionais para sua operação e ajustes mecânicos para adaptar nozzles diferentes, visando o trabalho com componentes de diferentes formas, tamanhos e posições de inserção. Isto significa que a flexibilidade de uma linha de produção baseada em modelos CP é limitada pelo ajuste (set up) das máquinas. Deve ser notado que as máquinas CP não são deficientesem termos de projeto ou concepção, ao reverso, são equipamentos de alta capacidade e altamente automatizadas. O planejamento da manutenção deve levar em conta todas estas características de construção e utilização.
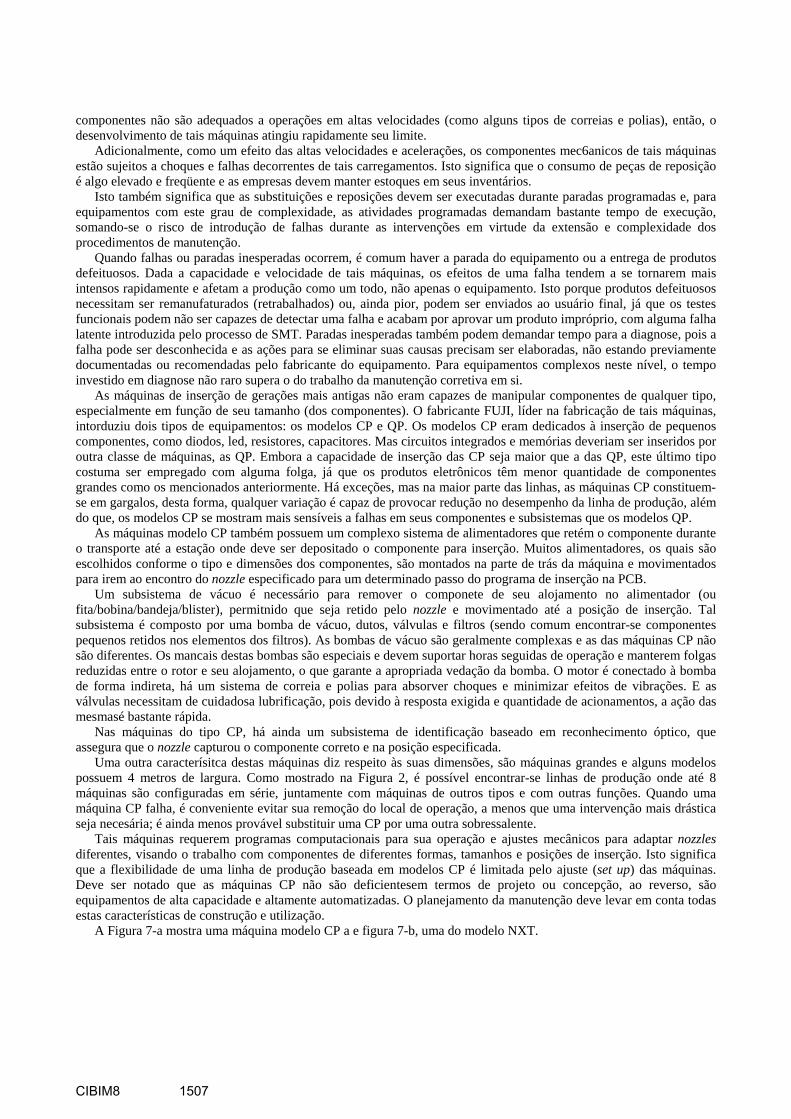
A Figura 7-a mostra uma máquina modelo CP a e figura 7-b, uma do modelo NXT.

CIBIM8 1507
(a) (b)
Figura 7 – (a) CP-732E ; (b) NXT As máquinas modelo NXT são muito diferentes das CP, embora cumpram, em muitos casos, amesma função. Tais
máquinas possuem atuadores elétricos e o sincronismo é obtido por meio de um conjunto micro-processado, o que permite que tais máquinas possam ser be menores que as CP. As máquinas NXT são caracterizadas por terem cabeçotes intercambiáveis, os quais podem ser rapidamente trocados, mas a característicamais marcante deste modelo é que são máquinas multi-funcionais, capazes de trabalhar com pequenos componentes ou chips, BGA e memórias – componetes considerados grandes.
Ao invés de uma complexa torre com hastes e nozzles, cada módulo possui um cabeçote capaz de capturar vários componetes em um passo do programa de inserção e depositá-los em suas posições na PCB. Isso propicia uma operação mais silenciosa e suave que em modelos mais antigos e denota ser um novo conceito de projeto.
3. RISCOS INERENTES A UMA LINHA DE PRODUÇÃO SMD: CENÁRIO E RELAÇÃO COM A MANUTENÇÃO
Riscos são comumente associados à possibilidade de ocorrência de um evento indesejado, de acordo com as
definições de AYYUB et al. (1999), APELAND e AVEN (2000) e BOUTALEB (2000), entre outros autores. A norma AZ/NZS 4360/2004, aplicada também na indústria, não faz esta restrição e considera risco como a conjunção entre uma probabilidade e as conseqüências, sejam estas “boas”ou “ruins”.
A definição de risco estabelece que o mesmo é expresso em função da probabilidade de ocorrência de um evento e suas conseqüências, como mostrado na equação 1.
Risco = (pi , ci) (1)
Onde: pi .... probabilidade de ocorrência do evento i ci .... conseqüência do evento i.
Para efeitos de manutenção, o risco é mais comuments definido como o produto entre a probabilidade de ocorrência de uma dada falha e suas conseqüências, como mostrado na equação 2.
Risco = pi . ci (2)
Para um sistema (ou equipamento) ou conjunto de equipamentos, a ocorrência de um evento indesejado está associada à ocorrência de um evento inicial – ou falha inicial – o qual acomete um componete ou subsistema específico. Como resultado do arranjo físico dos vários subsistemas que são parte de uma máquina e a forma como são interligados (física e logicamente), observa-se a propagação da falha para além do compoente inicial e, por esta razão, os mesmos apresentarão falhas induzidas pela falha inicial, ou problemas operacionais, até que a máquina revele sintomas destas falhas tendo seu desempenho afetado ou, até mesmo, pare de operar por completo.
Uma dada seqüência de propagação da falha a partir de um evento incial é conhecida como cenário da falha, de acordo com CARDOSO (2004) e SOUZA e AYYUB (2000). Dependendo do arranjo físico e das caracterísitcas de projeto deum equipamento, vários cenários podem ocorrer, inclusive, simultaneamente.
Para um sistema (máquina) ou mesmo para uma estrutura, o risco estáligado a uma quantidade finita de cenários, cada um dos quais apresentando probabilidades e conseqüências, como mostrado pela equação 3.

CIBIM8 1507
Risco = { (p1 , c1) , (p2 , c2) , . . . , (pn , cn) }. (3) Em termos qualitativos, nota-se que, quanto mais complexo é um sistema, mais falhas podem ocorrer e os riscos
podem ser altos para tais tipos de máquinas – embora haja ferramentas para aumento de confiabilidade aplicáveis na fase de projeto dos equipamentos, conforme O’CONNOR (2003). Naturalmente, a confiabilidade inicial (de projeto) e a robustez do sistema mecânico são fatores de infuência para este risco, o mesmo podendo ser dito sobre a disposição dos componentes e subsistemas (a qual é comumente expressa por meio dos diagramas de blocos); logo, os riscos na operação de equipamentos complexos devem ser cuidadosamente analisados.
Uma estimativa difícil de ser obtida diz respeito às conseqüências de uma falha, pois a acuracidade desta estimativa depende da correta interpretação do cenário, compreensão das operações dos equipamentos ou sistemas, prioridades que orientem a tomada de decisões e muitos outros, ao lado de componentes subjetivas também presentes na análise de risco, conforme BURNS e TURCOTTE (2000).
Atualmente, a forma mais comum de se expressar as conseqüências de um evento é por meio dos custos relacionados à falha, de acordo com SHIMIZU (2000) e CARDOSO (2004). Para a manutenção, os custos devem levar em conta efeitos da falha, sendo possível encontrar casos onde os custos de garantia, recall, ações judiciais e substituição são considerados.
Conseqüências e custos sempre estarão presentes, quer adote-se políticas baseadas em ações de manutenção preventiva ou puramente corretivas. Ainda, a probabilidade de falhas jamais é igual a zero, haja vista a confiabilidade de um sistema não ser 100% e decair continuamente ao longo do tempo, de acordo com O’CONNOR (2003) e LEWIS (1986). Depreende-se então que não há política de manutenção que conduza ao risco zero; os trabalhos da engenharia de manutenção devem elaborar e escolher dentre as alternativas para políticas de manutenção, aquela que leve ao menor risco total. A incorreta interpretação do impacto dos custos leva a equívocos bastante comuns na indústria, como o caso em que gestores de operações industriais que eliminam ou negligenciam políticas preventivas em função de seus custos fixos, mas não julgam apropriadamente os custos de uma parada inesperada devido a uma falha.
Obviamente, a manutenção preventiva nem sempre é a melhor escolha, de acordo com LEWIS (1986). A natureza e os mecanismos de falhas associados aos componentes de um sistema indicarão quais práticas de manutenção devem ser adotadas em cada caso e, algumas vezes, é conveniente operar o equipamento até a falha, embora isto esteja fora de questão para equipamentos SMD, especialmente se estiverem alocados em linhas de produção em série.
Como na indústria eletrônica há vários testes aos quais cada unidade produzida deve ser submetida antes de ser enviada ao cliente, este trabalho não considerará entes custos da extensão da falha para além das fronteiras da empresa, dada a baixa probabilidade de ocorrência e a dificuldade na obtenção de dados confiáveis sobre custos de garantia, detalhes de operação e até mesmo, dados sobre o projeto do produto.
3.1. Determinação do Cenário
Inicialmente, serão esboçados os cenários para a operação das máquinas modelo CP, pois em sentido estrito, valores
de probabilidades são necessários para a completa definição de um cenário. Como as máquinas CP inserem pequenos componentes, tais como diodos, resistores, capacitores e “leds”, é possível
que mesmo que um componente seja inserido de forma incorreta, o defeito não seja notado pelas inspeções e testes. Vários são os fatores que afetam o posicionamento dos componentes em SMT, como a incorreta seleção de alimentadores, montagem dos nozzles e alimentadores, calibração do sistema de reconhecimento óptico e posicionamento e, logicamente, as condições da máquina em si e de seus subsistemas. Quando ocorre a seleção incorreta de nozzles e alimentadores, poucos ou mesmo apenas um tipo de componente pode vir a ser incorretamente inserido. Mas quando o desgaste normal das peças mecânicas atinge certo estágio de evolução, ou falhas inesperadas ocorrem, todos os componentes eletrônicos podem ser incorretamente inseridos, é dizer, erros deposicionamento não podem ser compensados ou corrigidos com alterações no programa da máquina.
Haja vista não haver dados disponíveis a respeito de custos e mesmo probabilidades, este trabalho considerará o desempenho na inserção como indicador de acuracidade de posicionamento, logo, quando o posicionamento da mairia dos componentes demonstrar estar fora de um limite especificado, este fato denota uma falha.
Para efeitos de comparação, a acuracidade de posicionamento será considerada para o exemplo neste trabalho, quando variações na acuracidade puderem ser detectadas por equipamentos como as unidades AOI (Automated Optical Inspection), este resultado será interpretado como uma falha.
A Tabela 1 mostra a acuracidade esperada para os modelos CP e NXT.
Tabela 1 – Comparação entre os desempenhos de acuracidade de posicionamento entre os modelos CP e NXT

CIBIM8 1507
Comparativo NXT CP7
Chips (incluindo 0603 (0201)): Chips retangulares e outros de pequenas dimensões e formatos especiais
H12S/H08/H04: ± 0.050 mm 3σ (Cpk ≥ 1.00)
±0.066 mm (3σ)
H12S/H08/H04: ± 0.066 mm 3σ (Cpk ≥ 1.33) ±0.132 mm (6σ)
Componentes com terminais salientes:
H01: ± 0.030 mm 3σ (Cpk ≥ 1.00)
H01: ± 0.040 mm 3σ (Cpk ≥ 1.33) NXT x CP7
Acuracidade de Posicionamento (Sigma)
Notes: 1. Referência baseada em marca fiducial 2. A acuracidade do posicionamento acima é baseada em testes executados pela FUJI Co. 3. Dependendo da acuracidade de fabricação dos componentes e PCB, pode não ser possível garantir que a acuracidade acima será alcançada.
A acuracidade de posicionamento foi obtida pela FUJI Co. utilizando-se maraca fiducial e não considera desvios angulares. A acuracidade de posicionamento depende da acuracidade na fabricação dos componentes e PCB.
A série de máquinas CP apresenta acuracidade menor que as NXT e quando acuracidades tão altas quanto os limites de projeto da máquina são requeridas, a capabilidade do processo é reduzida. Em termos práticos, isto significa que para componentes pequenos e/ou PCBs mais precisas, a capacidade horária de produção do processo é reduzida quando se utiliza máquinas do tipo CP.
Para a melhor elaboração e entendimento dos cenários de falhas, há diversas ferramentas de análise disponíveis, uma das quais, o diagrama causa-conseqüência, conforme SOUZa e AYYUB (2000). Este diagrama é uma análise gráfica-lógica que lista a seqüência, a partir de um evento inicial conhecido, que leva a um conjunto de conseqüências, por meio de uma sintaxe específica, conforme CARDOSO (2004), tal sintaxe é mostrada na Figura 8, adaptada de KUMAMOTO e HENLEY (1996).
Evento"falha
A falha édetectada?
Sim
Não
A falha éreparada? Sim
Sim
Sim
Não
Conseqüência1
Não
Fim
Não
Conseqüência2
Fim
Fim
Conseqüência3
Sim
Não
Ä falha édetectada?
Conseqüência4 Não
Sim
Figura 8 – Sintaxe dos Diagramas Causa-conseqüência
O diagrama acima parte de um evento inicial, uma falha para os propósitos deste trabalho, e desenvolve a
progressão desta até que se chegue às conseqüências. Obviamente, a acuracidade deste diagrama depende do conhecimento sobre o sistema a ser analisado, do projeto do sistema (equipamento), operações e implicações para a produção da linha onde o equipamento está alocado. Logo, o evento inicial deve ser o mesmo para qualquer pessoa que conduza a análise, mas as conseqüências e seus impactos podem varias, dependendo do grau de conhecimento que o analista tem sobre o sistema e seu ambiente. Isto é inerente ao método baseado em análise de risco.
Para este trabalho, o subsistema de vácuo de uma máquina CP, como descrito na seção 2.2, será analisado, com seu diagrama causa-conseqüência mostrado na Figura 9.

CIBIM8 1507
Vácuo ausenteou insuficiente
Falhadetectada?
SimNão
Sim
Sim
SimNão
Não
Não
Componentemal
posicionado
Ciclo abortado Erropersiste?
Retorno àoperação normal
Linha paralisada
Falhareparada?
Erropersiste?
Retorno àoperação normal
Descartado
Reprovado nostestes
Produto enviadoao cliente
Retorno àoperação normal
Componente malposicionado
Falha induzidanas routers
Componentemalposicionado
EXT # 1
EXT # 1
EXT # 1
Fim
Fim
Fim
Fim
Fim
Fim
Fim
Fim
Fim
SimNão Novas
falhas? NãoSim
Fim
Fim
EXT # 2
EXT # 2
Retorno àoperação normal
Fim
Figura 9 – Diagrama Causa-conseqüência para falha em Subsistema de Vácuo
O diagrama mostrado na Figura 9 é considerado como sendo simples. Há dois conjuntos de conseqüências
replicadas para alguns eventos. O conjunto 1 (EXT#1) engloba as conseqüências delimitadas por um círculo e uma das conseqüências é a falha induzida nas máquinas ROUTER, que separam os painéis de PCB após a última refusão. Apenas uma conseqüência diz respeito ao Cliente e a experiência mostra que ela ocorre, mas com uma probabilidade bastante baixa. A maioria das falhas causa atrasos e transtornos para o processo. Um controle bastante simplesporparte do processo, permitiria o cálculo das probabilidades, tornando o cenário muito mais acurado. O conjunto 2 é delimitado por um círculo aberto e compreende toda a seqüência de eventos possíveis deocorrerem se uma falha não for reparada.
Para as NXT, o subsistema de vácuo também será analisado, mas neste caso, EXT1 é diferente porque EXT1 não acontecerá se o equipamento for operado de acordo com os valores listados na tabela 1. A Figura 10 mostra o diagrama causa-conseqüência para a falha em subsistema de vácuo nas máquinas modelo NXT.
Sem vácuo ouinsuficiente
Falhadetectada?
SimNão
Sim
Sim
SimNão
Não
Não
Componentemal
posicionado
Ciclo abortado Erropersiste?
Retorno àoperação normal
Linha pralisada
Falhareparada?
Erropersiste?
Retorno àoperação normal
Descartado
Retorno àoperação normal
Componete malposicionado
Componente malposicionado EXT # 1
EXT # 1
Fim
Fim
Fim
Fim
Fim
Fim
SimNão
Novasfalhas? Não
Sim
Fim
Fim
EXT # 1EXT # 1
Retorno àoperação
normal Fim
Figura 10 – Diagrama Causa-conseqüência para falha no sistema de vácuo em máquina NXT
3.2. Definição de Poíticas de Manutenção para Máquinas SMD
Haja vista os equipamentos modelo CP serem essencialmente mecânicos, muitas de suas falhas têm mecanismos
cumulativos, como o desgaste, conforme cita O’CONNOR (2003), o que não é diferente com o sistea de vácuo. É então, esperado, que tais falhas apresentem um tempo de desenvolvimento e revelem sintomas progressivamente, logo, as falhas são detectáveis e há um tempo decorrido até que a falha se desenvolva por completo, tornando-se uma falha catastrófica. No que tange à definição de práticas de manutenção, é bastante claro que ações preventivas devem ser elencadas. O fabricante de tais máquinas (FUJI Co.) recomenda que algumas destas ações sejam executadas pelo próprio operador, como aquelas listadas na Tabela 2, porém há outras, mais complexas, que exigem ferrementas e pessoal especialmente qualificados para sua execução.

CIBIM8 1507
Tabela 2 – Ações de Manutenção: comparativo NXT-CP7 Item/Modelo NXT CP7
Reject parts box Remover partes rejeitadas diariamente (a cada 24 horas) Remover a cada 8 horas
Waste tape box Limpar diariamente (a cada 24 horas) Limpar a cada 8 horas
MTU-8E/9E empty-tray box - -
Nozzle center - Verificar a cada 8 horas
As máquinas modelo NXT são equipamentos modulares, isso significa que tarefas maisdetalhadase complexas de
manutenção não são executadas da mesma forma que nos modelos CP, ao invés, módulos podem ser rapidamente substituídos. Mas, naturalmente, como o contato com os componentes eletrônicos a serem inseridos é mecânico, há sub-sistemas mecânicos presentes em tais máquinas e mecanismos de falha cumulativos (como o desgaste) continuam presnetes. Em comparação com os modelos CP, as ações de manutenção preventiva que envolvem o operador são executadas a intervalos três vezes mais espaçados, como mostra a Tabela 2. No caso de um cabeçote de uma máquina modelo NXT vir a falhar, o mesmo pode ser rapidamente substituído e as grandes empresas do setor costumam ter cabeçotes sobressalentes do modelo NXT (repare-se que um cabeçote é, na verdade, uma unidade de inserção completa, governada e que pode ser agrupada juntamente com outras unidades, sendo geridas por uma cabeçote diferenciado no qual serão inseridos os programas operacionais). Isso não é viável para modelos CP em virtude da maior dificuldade em se procederem seus ajustes (set up), dimensões, peso e preço.
Para um operador de uma máquina modelo NXT, a maioria de seus subsistemas parecem ser caixas-pretas (black boxes), o que soa bastante apropriado para equipamentos altamente automatizados e microprocessados, porém, há também, nestes casos, ações preventivas que podem e devem ser executadas por técnicos que traba;hem para a empresa operadora de tais equipamentos – em outras palavras, que devem ser executadas pelo usuário. Tantopara os modelos CP, quanto para os NXT, o fabricante FUJI lista tais ações. Para os subsistemas de vácuo e transportadores (conveyors), os quais são vitais para o funcionamento das máquinas SMD, o manual de manutenção estabelece ações preventivas, o que é compatível com a proposta oriunda da análise dos diagrams causa-conseqüência destes subsistemas. A Tabela 3 mostra a comparação entre as peças de reposição necesárias à execução destas ações para os modelos NXT e CP.
Tabela 3 – Comparação entre o Consumo de Peças de Reposição para os modelos NXT and CP7
NXT – Componentes sobressalentes com substituição periódica
Modelo CP7 - Componentes sobressalentes com substituição periódica
1 Substituição da esteira do transportador 1 Substituição dos Nozzles
2 Substituição do limpador da esteira do transportador 2 Substituição dos adesivos fluorescentes da base dos Nozzles Stickers
3 Subsitituição dos pinos guia dos painéis de PCB 3 Substituição do cortador de excesso de fita
4 Substituição da bateria do amplificador do módulo de servo 4 Substituição da esteira do transportador de placas
5 Substituição da bateria do cabeçtoe 5 Substituição da lâmpada halógena do “frontlight”
6 Substituição da bateria do módulo CPU 6 Substituição do elemento filtrante da bomba de vácuo
7 Substituiçõa da bateria da base da CPU 7 Substituição da correia da bomba de vácuo
8 Substituição dos adesivos das bases dos nozzles 8 Substituição dos defletors internos e mancais da bomba de vácuo
9 Substituição de fusível em placa interna de cada módulo (condicional) 9 Substituição do motor da bomba de vácuo
10 Substituição de fusível na base da placa de I/O (condicional) 10 Substituição das conexões da bomba de vácuo
11 Substituição de fusível na base da placa controladora de I/F (condicional) 11 Substituição da lâmpada UV
12 Substituição de termo-fusível da bomba de vácuo (condicional) 12 Substituição da bateriado amplificador do servo
13 Substituição do Fan de resfriamento 13 Substituição de válvulas de retenção das unidades de cilindros de ar
14 Substituição da unidade de bandejas da unidade L e da bateria do servo-controlador
15 Substituição da bateria do amplificador do dos servos dos eixos da unidade de bandejas L
16 Substituição do fusível da placa de interface da unidade de bandejas L (condicional)
17 Substituição do Pad de espuma na unidade de bandejas
18 Substituição do fusível da placa de controle da unidade de bandejas M (condicional)
19 Substituição das gaxetas da bomba de vácuo e das vedações das válculas de entrada e saída
Da Tabela 3, nota-se que o modelo NXT requer 19 peças para a execução da manutenção preventiva, enquanto os
modelos CP7 requerem 13. Porém, a maioria das peças requeridas para as NXT são pequenas e simples, tais como fusíveis e baterias, sendo também fáceis de serem acessadas e substituídas. Mesmo o subsistema de vácuo apenas reuqer a substituição de um fusível térmico, na verdade, isto denota a adoção não da manutenção preventiva puramente,

CIBIM8 1507
mas de um modo condicional (on condition). A constatação é a de que uma ação pode ser tomada antes que uma falha venha a ocorrer ou tornar-se catastrófica.
Os modelos CP7 requerem tarefas que tomam bastante tempo, como a substituição de correias, mancais de rolamentos, guias e fusos, conexões e outras peças que demandam tempo para serem acessadas, desmontadas, substituídas e ajustadas. Adicionalmente, muitas destas peças são posicionadas em compartimentos de difícil acesso, desta feita, ainda que as conseqüências de uma falha limitem-se ao equipamento, os custos envolvidos na ocorrência da mesma serão altos, pois mão-de-obra, materiais e tempo ocioso (lucro cessante) serão maiores que aqueles concernentes às NXT. Esta é uma característica dos sistemas mecânicos, nòa se trata, absolutamente, de deficiência ou falha de projeto das máquinas tipo CP.
Para empresas grandes, é viável manter estoques de peças de reposição e até máquinas reserva, de forma que uma linha parada possa ter seu impacto reduzido e assimilado pela organização. Mas empresas pequenas e médias enfrentam maiores dificuldades neste sentido e, ainda, em manter pessoal treinado e qualificado a lidar com as máquinas SMD. E, embora as ações listadas pelo fabricante para a manutenção preventiva das máquinas NXT sejam simples, se estas atividades não forem executadas conforme programado, corre-seo risco de que o equipamento venha a se degradar rapidamente, fazendo com que falhas crônicas ocorram com maior freqüência. Observe-se que estas falhas crônicas podem exigir um tempo para sua diagnose bastante longo, já que, embora não aparentem, as máquinas NXT são bastante complexas, em termos de controle eletrônico, mais que as CP.
Utilizar-se de módulos reserva para minimizar os efeitos das pradas, sejam elas programadas ou não, é uma política bastante difundida entre operadores de grande porte. Mas, para pequenas e médias empresas, as quais certamente operarão tais máquinas em um futuro próximo, impõe-se a necessidade de gerenciar o custo relacionado a estas paradas de uma forma diferente. É fato que as máquinas tipo NXT requerem algum grau de manutenção preventiva e, a despeito da simplicadade de algumas destas ações, é necessário treinar o pessoal em aspectos de sua operação e manutenção, além de manter estoques de peças mais freqüentemente utilizadas. Os treinamentos são dispendiosos e consomem tempo até serem concluídos; é igualmente dispendioso manter uma equipe inluindo mecânicos, eletricistas, programadores e operadores treinados para as tarefas listadas na Tabela 2. Indiscutivelmente, ações de manutenção adicionam custos às operações industriais, porém, o custo de paradas não programadas/esperadas, como aquelas devidas a falhas, seria maior se nenhuma ação de manutenção fosse tomada. A probabilidade de ocorrência de falhas que levem a paradas inesperadas também aumentaria e as equações 2 e 3, quando aplicadas, retornariam valores mais altos de risco e conseqüência.
A decisão mais sensata, neste caso, é transferir (terceirizar) a execução da manutenção, incluindo a propriedade dos equipamentos reserva. Esta alternativa deve estar entre as possíveis decisões a serem tomadas pelas empresas que operam tais máquinas, sobretudo as pequenas e médias. Desta feita, o planejamento da manutenção deve se ater em calcular quantas máquinas serão necessárias e quais são os recursos – materiais e humanos – a serem dedicados a manter uma operação segura da linha de produção.
4. CONCLUSÕES Tanto os equipamentos acionados mecanicamente quanto aqueles onde a presença de controles eletrônicos é maior
são capazes de lidar com os componentes utlizados na indústria de produtos eletrônicos, embora os equipamentos eminentemente mecânicos – de gerações mais antigas – sejam menos flexíveis em termos de tipos de componentes possíveis de serem inseridos, conforme o tipo de máquina.
As políticas de manutenção para os equipamentos SMD difere para tipos distintos de máquinas, dada sua natureza e, conseqüentemente, modos de falhas, o que conduz a cenários igualmente distintos para os modelos NXT e CP. Emmaior ou menor grau, subsistemas mecânicos estarão presentes em ambos os tipos de máquinas e são estes os itens mais defíceis de serem tratados, pois são complexos, às vezes pesados e posicionados em locais de difícil acesso. Devido à presença de tais subsistemas, a manutenção preventiva é sempre exigida tanto para as NXT quanto para as CP, porém, as máquinas modelo NXT têm particularidades as quais podem ser gerenciadas diferentemente por empresas de pequeno e médio porte que venham a operá-las.
Grandes empresas tendem a serem as proprietárias dos equipamentos e manter estoques de peças de reposição, em alguns casos, máquinas de reserva. Já empresas de porte menor, têm mais dificuldades em manter peças de reposição e máquinas de reserva. Porém, a operação de uma linha de produção com máquinas tipo NXT apenas é viável quando se pode usufruir de todas as vantagens em termos de produtividade e versatilidade que este conceito oferece e, neste caso, a mais sensata decisão para tais empresas é subcontratar a execução da manutenção, incluindo-se a questão de equipamentos e peças sobressalentes.
5. AGRADECIMENTOS
Os autores agradecem à Fuji Machines Co. pelos dados e conceitos fornecidos.

CIBIM8 1507
6. REFERÊNCIAS APELAND, S.; AVEN, T, Risk Based Maintenance Optimization, Reliability Engineering and System Safety, nº 67,
vol.3, pp.85-94, 2000. AYYUB, B.; KARASZEWSKI, Z.; WADE, M., Probabilistic Risk Analysis of Diesel Power Generation Outboard
Ships, in Naval Engineers Journal, vol. 111, nº 3, 1999. CARDOSO, I. A. P. ; SOUZA, G. F. M. . RISK BASED DECISION MAKING APPLIED TO MAINTENANCE
POLICY SELECTION. In: XVIII COBEM - International Congress of Mechanical Engineering, 2005, Ouro Preto. Proceedings of the COBEM 2005. v. 2005.
BOUTALEB, T., A Web-Based Decision Analysis for Risk Studies. Term paper presented to the Faculty of the Graduate School of the University of Maryland as part of the Professional Master requirements, Maryland, EUA,1999.
BURNS. K.; TURCOTTE, R., Prioritizing and Quantifying the Risk of Outstanding Corrective Actions, Reliability Engineering and System Safety, nº 68, vol.1, pp.85-94, 2000.
CLEMEN, R., Making Hard Decisions : An Introduction to Decision Analysis, 2ª ed., Duxburry Press, Belmont, EUA, 1996.
LEWIS, E., An Introduction to Reliability Engineering, John Wiley & Sons, New York, 1986. O’CONNOR, P.D., Practical Reliability Engineering, 4th edition, John Wiley & Sons, New York, 2003, SOUZA, G.F.M.; AYYUB, B., Risk-Based Inspection Planning for Ship Hull Structures, Proceedings of the 37th
Annual Technical Symposium of the Association of Scientists and Engineers of the Naval Sea Systems Command, Arlington, EUA, 2000.