efeito da exposição a luz ultravioleta em adesivo nanomodificado por grafeno
DESCRIPTION
Dissertação de mestrado.TRANSCRIPT

UNIVERSIDADE FEDERAL DE MINAS GERAIS
PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA
EFEITO DA EXPOSIÇÃO A LUZ ULTRAVIOLETA EM
ADESIVO NANOMODIFICADO POR GRAFENO
Diego Thadeu Lopes da Cruz
Belo Horizonte, 12 de julho de 2013.

II
Diego Thadeu Lopes da Cruz
EFEITO DA EXPOSIÇÃO A LUZ ULTRAVIOLETA EM
ADESIVO NANOMODIFICADO POR GRAFENO
Dissertação apresentada ao Programa de Pós-Graduação em
Engenharia Mecânica da Escola de Engenharia da
Universidade Federal de Minas Gerais como requisito parcial
para obtenção do título de Mestre em Engenharia Mecânica.
Área de concentração: Projeto Mecânico
Orientador: Prof. Antônio Ferreira Ávila, PHD.
Belo Horizonte
Escola de Engenharia da UFMG
2013

Cruz, Diego Thadeu Lopes da. C957e Efeito da exposição a luz ultravioleta em adesivo nanomodificado por
grafeno [manuscrito] / Diego Thadeu Lopez da Cruz. – 2013. xiii, 78 f., enc.: il.
Orientador: Antônio Ferreira Ávila.
Dissertação (mestrado) Universidade Federal de Minas Gerais, Escola de Engenharia. Bibliografia: f. 71-78.
1. Engenharia mecânica – Teses. 2. Projetos mecânicos – Teses. I. Ávila, Antônio Ferreira. II. Universidade Federal de Minas Gerais, Escola de Engenharia. III. Título.
CDU: 621(043)

III

IV
À minha segunda mãe:
Tia Preta.

V
AGRADECIMENTOS
À minha mãe, D. Myriam alicerce para minha formação pelo carinho, incentivo e apoio
total em todas as minhas decisões.
À Marina pelo incentivo e por compreender as minhas saídas às três da manhã de sua casa
em diversos sábados para retirar corpos de prova da estufa .
Ao professor Antônio Ferreira Ávila, pela oportunidade, conhecimentos compartilhados,
generosidade, compreensão e principalmente pela paciência em toda as etapas da
realização desse trabalho.
Agradeço aos colegas de Laboratório de Mecânica de Nanocompósitos da UFMG, José de
Ávila Jr., Daniel Jardim, Mayara Cele, Glenda Lacerda e Gláucio Carley. Em especial
agredeço ao amigo Almir Silva Neto pela disponibilidade e ajuda inestimável na realização
de diversas etapas desse trabalho.
Ao amigo Gilberto Rennó Jr. por fazer parte da caminhada na graduação e pós-graduação.
Aos porteiros do Galpão da Mecânica. Em especial ao Sr. Adão e Sr. Jorge pelo ótimo
serviço prestado.
Ao Centro de Microscopia da UFMG, em especial à Luciana pela realização dos ensaios de
nanoindentação. Ao Professor Vicente Buono do Departamento de Engenharia de Minas da
UFMG e à Andréia pela realização dos ensaios de difração de raios X. Ao doutorando
Wellington Silva do Departamento de Química da UFMG pela realização dos ensaios de
infravermelho.
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico CNPQ pelo apoio
financeiro para o desenvolvimento desse projeto.
A todos que de forma direta ou indireta contribuíram para a realização desse trabalho.

VI
“Every champion was once a contender
that refused to give up”
Rocky Balboa

VII
RESUMO
Este estudo investiga as alterações nas propriedades mecânicas causadas pela dispersão de
grafeno em adesivos epóxi e o efeito de mudanças fotoquímicas nesses adesivos
nanomodificados devido a exposição a luz ultra violeta. Para isto duas estratégias foram
empregadas. A primeira foi baseada na nanoindentação de amostras submetidas a
exposição direta à UV, enquanto a segunda foi focada em testes de cisalhamento aparente
de juntas coladas single-lap com adesivos nano-modificados. Em ambos os casos, a
exposição foi de até 400 horas. Para 200 horas de envelhecimento (exposição a luz UV), os
ensaios de nanoindentação mostraram um aumento no módulo de elasticidade médio do
adesivo de 9% e 15% para adição de 1% e 2% de grafeno respectivamente. Quando as
juntas single-lap foram testadas, os resultados indicaram um aumento na tensão de ruptura
e no deslocamento final obtido. A adição de 1% de grafeno combinada a 100 horas de
envelhecimento elevou em 41% e 33% a tensão de ruptura e o deslocamento final
respectivamente. Um aumento ainda maior, 73% para a tensão de ruptura e 63% para o
deslocamento final, foram detectados para 2%-400h. Os ensaios de difração de raios X
indicaram a presença de morfologia esfoliada para 1% de adição de grafeno, enquanto para
a adição de 2% os ensaios indicaram a presença de nanoestruturas mistas intercaladas-
esfoliadas com tamanho médio de 22 nm. Os ensaios de infravermelho indicaram
mudanças nos grupos carbonila, hidroxila, epóxi e p-fenileno que podem estar relacionadas
ao aumento da resistência ao cisalhamento do adesivo. O grande aumento na tensão de
ruptura pode ser devido a mudanças no modo de falha de adesivo para um modo misto de
coesivo/adesivo.
Palavras chave: adesivos, grafeno, ultravioleta

VIII
ABSTRACT
This study investigates the mechanical properties variations caused by graphene dispersion
into epoxy adhesives and the effect of photochemical changes into these nano-modified
adhesives due ultraviolet light exposure. To achieve this goal, two approaches were
employed. The first one was based on nanoindentation of samples submitted to UV direct
exposure, while the second one was focused on apparent shear testing of single-lap bonded
joints with these nano-modified adhesives. In both cases, the UV exposure was up to 400
hours. An increase on average Young’s moduli (9% and 15%) at 200 hours of aging was
detected with addition of 1 wt. % and 2 wt. %, respectively. When single-lap bonded joints
were tested, the results showed an increase in ultimate strength and displacement at failure.
The addition of 1 wt. % graphene combined with 100 hours of UV exposure led to an
increase on ultimate strength (41 %) and displacement at failure (33%), respectively. A
much larger increase, ultimate strength (73 %) and displacement at failure (63%), was
detected for 2 wt. % 400 hours. X-ray diffraction tests indicated the presence of exfoliated
morphology for adhesives with 1 wt. % graphene, while mixed intercalated-exfoliated
nano-structures with mean size of 22 nm where detected in all samples with 2 wt. %
graphene concentration. The Fourier transformed infrared tests pointed out changes in
carbonyl, hydroxyl, epoxy and p-phenylene groups, which could be related to the increase
in adhesive shear strength. The largest increase on ultimate strength could be due failure
mode changes from adhesive to a mixed mode cohesive/adhesive.
Keywords: adhesives, graphene, ultraviolet

IX
LISTA DE FIGURAS
FIGURA 1- Reparo de fibra de carbono em tubulação. 2
FIGURA 2- Compósito natural. 5
FIGURA 3- Micrografia da seção transversal de um compósito polimérico laminado. 6
FIGURA 4- Trinca transversal em um compósito heterogêneo. 7
FIGURA 5-. Simulação do estado de tensões em compósitos laminados. 7
FIGURA 6- Classificação dos materiais compósitos. 9
FIGURA 7- Fibra de carbono nas forma unidirecionais e tecido. 10
FIGURA 8- Fibras de aramida. 11
FIGURA 9- A fibra de carbeto de silício (SiC). 12
FIGURA 10- Gráfico tensão por deformação para fibras. 13
FIGURA 11- Gráfico tensão por deformação para carregamento longitudinal 15
FIGURA 12- Gráfico tensão por deformação para carregamento transversal 15
FIGURA 13-(a) Dreamliner 787 (b) Seção do nariz da aeronave. 16
FIGURA 14- Quadro de bicicleta em material compósito. 17
FIGURA 15- Carro conceito em material compósito. 17
FIGURA 16- Eyecatcher Building. (a) Vista da fachada (b) Vista interna. 18
FIGURA 17- Turbina eólica. 19
FIGURA 18- Compósitos para utilização médica. 19
FIGURA 19- Relações área/volume para várias 20
FIGURA 20- Representação esquemática dos tipos de nanoestruturas. 21
FIGURA 21-Compósito particulado. 22
FIGURA 22- (a) Estrutura intercalada (b) Estrutura esfoliada. 22
FIGURA 23- Representação esquemática dos tipos de nanopartículas. 23
Figura 24- Microscopia de transmissão do grafeno mostrando os átomos 24
Figura 25 - Lâmina de grafeno sobre o substrato de silicio. 25
Figura 26 - Curva tensão por deformação para PVA com 26
FIGURA 27- Gota de água após a rotação da placa (A) Gotas de 50 μL de óleo de silicone
e água depositadas sobre o revestimento (B). 27

X
FIGURA 28- Tipos de falha em juntas coladas (a) Falha adesiva (b) Falha coesiva (c)
Falha coesiva do aderente. 30
FIGURA 29- Carregamentos aplicados às juntas coladas. 32
FIGURA 30- Configuração de uniões adesivas comumente utilizadas 34
FIGURA 31- Distribuição de tensão numa junta sujeita a carregamento cisalhante. 35
FIGURA 32- Influência do aumento da largura e do comprimento na carga de falha 35
FIGURA 33- Equipamentos utilizados na colagem dos corpos de prova. 40
FIGURA 34- Máquina de ensaios universal. 41
FIGURA 35- Dimensões da junta Single-lap. 42
FIGURA 36- Juntas single-lap produzidas. a) Alumínio, b) Fibra de carbono. 42
FIGURA 37- Dispositivo para bombeamento de água gelada. 44
FIGURA 38- Tensões médias na ruptura para o grupo 1 (Fibra de carbono) 47
FIGURA 39- Tensões médias na ruptura para o grupo 2 (Alumínio) 48
FIGURA 40- Detalhe da falha para 1%-400h. 49
FIGURA 41- Falhas representativas para os aderentes de fibra de carbono (grupo 2). 50
FIGURA 42- Tensões médias na ruptura (Grupo 3) 52
FIGURA 43- Deslocamentos médios na ruptura (Grupo 3). 54
FIGURA 44- Modos de falha representativos. 56
FIGURA 45- Curva esquemática obtida no ensaio de nanoindentação. 57
FIGURA 46- Curvas de força por deslocamento. 59
FIGURA 47- Módulo de elasticidade médio 60
FIGURA 48- Superfície da amostra 1%-0h. 61
FIGURA 49- Dureza média 62
FIGURA 51- Padrão de difração de raios-x para as amostras testadas. 64
FIGURA 52- Amostras com pico característico detectado. 65
FIGURA 53- Amostras preparadas para os ensaios de FTIR. 66
FIGURA 54- Espectro no FTIR para 0% de grafeno. 67
FIGURA 55- Espectro no FTIR para 1% de grafeno. 68
FIGURA 56- Espectro no FTIR para 2% de grafeno. 68

XI
LISTA DE TABELAS
TABELA 1- Modos de falha para materiais compósitos. (SILVA NETO, 2011, adaptado)
............................................................................................................................................. 31
TABELA 2- Métodos de resfriamento e fixação para ensaios de cisalhamento aparente. . 45
TABELA 3- Tipos de CP's produzidos. .............................................................................. 45
TABELA 4- Amostras de resina preparadas. ...................................................................... 46
TABELA 5- Teste de Tukey para os resultados de tensão máxima .................................... 52
TABELA 6- Teste de Tukey para os resultados de tensão máxima .................................... 53
TABELA 7- Teste de Tukey para os resultados de tensão máxima .................................... 53
TABELA 8- Teste de Tukey para os resultados de deslocamento máximo ........................ 54
TABELA 9- Teste de Tukey para os resultados de deslocamento máximo ........................ 54
TABELA 10- Teste de Tukey para os resultados de deslocamento máximo ...................... 55
TABELA 11- Teste de Tukey para os resultados de Módulo de Elasticidade .................... 60
TABELA 12- Teste de Tukey para os resultados de Módulo de Elasticidade .................... 60
TABELA 13- Teste de Tukey para os resultados de Módulo de Elasticidade .................... 61
TABELA 14- Teste de Tukey para os resultados de Dureza .............................................. 62
TABELA 15- Teste de Tukey para os resultados de Dureza .............................................. 63
TABELA 16- Teste de Tukey para os resultados de Dureza .............................................. 63
TABELA 17 - Atribuição aproximada das principais bandas de absorção para o sistema
epóxi. ................................................................................................................................... 67

XII
SUMÁRIO
1. INTRODUÇÃO ............................................................................................................. 1
2. OBJETIVOS................................................................................................................... 4
2.1 Geral ........................................................................................................................ 4
2.2 Específicos .............................................................................................................. 4
3. REVISÃO BIBLIOGRÁFICA ....................................................................................... 5
3.1 Materiais compósitos .............................................................................................. 5
3.1.1 Definição ......................................................................................................... 5
3.1.2 Classificações .................................................................................................. 8
3.1.3 Fibras ............................................................................................................... 9
3.1.4 Matrizes ......................................................................................................... 13
3.1.5 Aplicações de compósitos ............................................................................. 16
3.2 Nanocompósitos .................................................................................................... 20
3.2.1 Nanocompósitos poliméricos ........................................................................ 20
3.2.2 Nanopartículas ............................................................................................... 23
3.2.3 Grafeno .......................................................................................................... 24
3.3 Uniões adesivas ..................................................................................................... 28
3.3.1 Introdução ...................................................................................................... 28
3.3.2 Vantagens e desvantagens ............................................................................. 28
3.3.3 Mecanismos de falha ..................................................................................... 30
3.3.4 Projeto de uniões adesivas ............................................................................. 31
3.3.4.1 Tipos de carregamento .......................................................................... 32
3.3.4.2 Configurações geométricas das juntas .................................................. 34
3.3.4.3 Métodos para aumentar a eficiência das juntas single lap .................... 34
3.3.5 Envelhecimento de juntas coladas ................................................................. 36
4. METODOLOGIA ........................................................................................................ 39

XIII
4.1 Materiais e equipamentos ..................................................................................... 39
4.2 Procedimento Experimental .................................................................................. 42
5. RESULTADOS E DISCUSSÕES ............................................................................... 47
5.1 Ensaios de cisalhamento aparente para juntas single-lap ..................................... 47
5.1.1 Estudo preliminar .......................................................................................... 47
5.1.2 Estudo final .................................................................................................... 51
5.2 Nanoindentação .................................................................................................... 57
5.3 Difração de raios-x ................................................................................................ 64
5.4 Espectroscopia na região do infravermelho por Transformada de Fourier........... 66
6. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ......................... 69
7. REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................ 71

1
1. INTRODUÇÃO
Adesivos têm sido utilizados desde os primórdios da humanidade, mas até um século atrás,
em sua grande maioria eram obtidos a partir de substâncias de origem vegetal, animal ou
mineral. Foi apenas no início do século 20 que os adesivos à base de polímeros sintéticos
foram introduzidos, mas sua utilização foi limitada devido ao seu elevado custo e
propriedades mecânicas pobres. Segundo Crocombe e Ashcroft (2008), foi somente em
1940 que uma abordagem mais científica foi empregada para compreender o fenômeno da
adesão. Os avanços na tecnologia de polímeros levaram ao desenvolvimento de novos
adesivos, e consequentemente, a um aumento na capacidade de suporte de carga. A
utilização de nanopartículas como reforço da matriz polimérica é também uma alternativa
para aumentar a capacidade de carga dos adesivos. Silva Neto, (2011) desenvolveu um
adesivo nanomodificado pela adição de blocos de grafeno. Devido a baixa viscosidade do
sistema epóxi nanomodificado, esse adesivo pode ser aplicado em reparos de grandes
áreas danificadas ou até mesmo na laminação de compósitos híbridos.
Uma aplicação recente dos adesivos é na industria de petróleo e gás e está relacionada ao
reparo de tubulações (FIG. 1). Devido ao fato que a maioria das tubulações estão
alcançando o final do seu período de operação, muitas destas precisam ser reparadas
devido a corrosão para continuarem em operação até a sua substituição definitiva. Além de
possuírem menor custo, os reparos realizados com materiais poliméricos reforçados por
fibras apresentam outras vantagens sobre os reparos soldados tradicionais, tais como:
menor tempo para realização do reparo; o reparo pode ser realizado sem interrupção da
linha e a possibilidade de explosão é eliminada, pois não há necessidade de cortar ou soldar
a tubulação. (GÜNAYDIN et al., 2013). Vários trabalhos foram realizados e diversas
configurações de reparos foram testadas com sucesso, porém devido a matriz polimérica
utilizada nesses reparos, a exposição a luz ultravioleta pode influenciar o desempenho do
compósito.
Segundo Woo et al., (2008), exposição de polímeros a luz ultravioleta (UV) pode provocar
alterações físicas, como descoloramento e micro trincas. A degradação mecânica pode
conduzir a rigidez excessiva, redução da capacidade de suporte de carga e também da
durabilidade do polímero. Para períodos de exposição relativamente pequenos, são
observadas apenas mudanças na morfologia da superfície. Para longos períodos de

2
exposição a radiação UV, as propriedades mecânicas finais dos polímeros, especialmente,
alongamento e tensão de ruptura, são fortemente afetadas e eventualmente podem
conduzir degradação completa do material.
FIGURA 1- Reparo de fibra de carbono em tubulação.
(GOERTZEN e KESSLER, 2007, adaptado)
O presente trabalho tem por objetivo verificar as alterações devido a exposição a luz UV
nas propriedades de adesivos nanomoficados. Para isto foram utilizadas duas estratégias:
Ensaios realizados com juntas coladas com adesivo nanomodificado para diversos
tempos de exposição a luz UV.
Ensaios com o adesivo nanomodificado após exposição direta a luz UV.
O capítulo 3 apresenta uma revisão bibliográfica que foi dividida em três partes. A
primeira, sobre materiais compósitos, apresenta conceitos importantes sobre o assunto, os
tipos de materiais comumente utilizados e exemplos de aplicações para esses materiais. A
segunda parte aborda conceitos sobre nanocompósitos poliméricos com uma subseção
voltada para a utilização do grafeno como reforço nesse tipo de material. A última seção
engloba conceitos acerca de uniões adesivas e também o envelhecimento de adesivos e de
juntas coladas.
O capítulo 4 é composto pela metodologia, que descreverá os materiais, equipamentos e o
procedimento experimental adotado. A apresentação e discussão dos resultados obtidos
são abordadas no capítulo 5. O capítulo 6 apresenta as conclusões realizadas a partir deste

3
estudo e algumas sugestões para trabalhos futuros. As referências bibliográficas utilizadas
nessa pesquisa são mostradas no capítulo 7.

4
2. OBJETIVOS
2.1 Geral
Analisar o comportamento de um adesivo modificado pela adição de grafeno submetido a
um processo de envelhecimento por meio da exposição à luz ultravioleta.
2.2 Específicos
Analisar a influência da adição de grafeno e da exposição a luz UV nas
propriedades mecânicas do adesivo, por meio do ensaio de Cisalhamento Aparente.
Avaliar via Nanoindentação as possíveis alterações do adesivo nanomodificado
devido a exposição a luz UV.
Caracterizar as nanoestruturas formadas por meio do ensaio de Difração de Raios
X.
Identificar as mudanças físico-químicas ocorridas durante o processo de
envelhecimento por ensaios de infravermelho (Transformada de Fourier de
Infravermelho FTIR)

5
3. REVISÃO BIBLIOGRÁFICA
3.1 Materiais compósitos
3.1.1 Definição
Compósitos podem ser definidos de várias formas. Segundo Mendonça (2005) “A estrutura
de um compósito consiste de duas ou mais fases numa escala macroscópica na qual o
desempenho mecânico e a propriedade são projetados para serem superiores se
comparados com cada constituinte do compósito isoladamente”. Já segundo Herakovich
(1998), tem-se: “Que o compósito está presente em diversas formas na natureza, incluindo
o corpo humano, plantas e animais, sendo definido como um composto de duas ou mais
fases distintas, constituindo um material heterogêneo”. A FIG. 2 mostra um compósito de
fibras de sisal cujo recobrimento de celulose foi produzido por bactérias.
FIGURA 2- Compósito natural.
(SCIENCE DAILY, 2008)
A estrutura de um compósito é dividida em duas partes uma chamada matriz onde, na
maioria das vezes, tem-se um material com ductilidade e tenacidade maiores e resistência
mecânica e rigidez menores. Já a outra fase é chamada de reforço (geralmente fibras),
composta de um material de resistência e rigidez superiores, porém com características
pobres de ductilidade e tenacidade. Em alguns casos, por causa de interações químicas e
outros processos, pode surgir entre a matriz e o reforço uma terceira fase denominada
interface, que possui relação com os mecanismos de falha, tenacidade a fratura e com o

6
comportamento tensão em função da deformação do material (CALLISTER JR., 2002;
DANIEL e ISHAI, 1994). A FIG. 3 mostra uma micrografia das fibras e matriz de um
compósito polimérico laminado.
FIGURA 3- Micrografia da seção transversal de um compósito polimérico laminado.
(EDGREN, et al., 2004, adaptado)
As propriedades de um compósito dependem das características de cada constituinte ou
fase, da geometria e de sua distribuição. Outro parâmetro importante é a fração em volume
de reforço ou a fração em volume da matriz, pois esta determinará qual a proporção que
cada propriedade isolada contribuirá para as propriedades do compósito. A distribuição das
fibras sobre a matriz determina a uniformidade do material. Quanto mais heterogênea é a
distribuição do reforço sobre a matriz maior a probabilidade de falha do compósito. A
geometria, a orientação e as formas de compactação das fibras têm influência na
anisotropia do compósito (DANIEL e ISHAI, 1994). A FIG. 4 mostra uma falha em um
compósito heterogêneo.
Os compósitos apresentam elevados valores de rigidez e resistência específicas, permitindo
com isso um aumento na eficiência do material e a redução do consumo de energia, ambos
de vital importância nas considerações de projeto de estruturas de engenharia
(HERAKOVICH, 1998). Cada fase do compósito contribui para a formação das
propriedades do material, ou seja, a elevada resistência das fibras (reforço) aliada à
ductilidade da matriz e sua capacidade de dissipação de energia proporcionam um material
dúctil e resistente.
Fibras
Matriz

7
FIGURA 4- Trinca transversal em um compósito heterogêneo.
(FERNBERG e BERGLUND, 2000)
Outro fato significativo é a forma do campo de tensões entre as fibras e a matriz, ou seja,
em um material convencional1 submetido à tração, o campo de tensões é unidimensional
enquanto que no compósito o campo é tridimensional. A distribuição tridimensional faz
com que os valores das componentes do tensor de tensões sejam, em módulo, menores nos
compósitos. Muito embora o campo de tensões nos compósitos seja favorável a uma
situação tridimensional, a concentração de tensão local ao redor das fibras reduz
significativamente a resistência à tração no sentido transversal. A FIG. 5 mostra uma
simulação numérica destes campos de tensões.
FIGURA 5-. Simulação do estado de tensões em compósitos laminados.
(ONERA, 2012)
1 No presente trabalho material convencional é considerado como homogêneo, isotrópico e monofásico.

8
Nos materiais convencionais, a rigidez e a resistência são mais sensíveis ao tipo de
microestrutura e irregularidades, que consequentemente influenciam no comportamento
dúctil ou frágil do material (DANIEL e ISHAI, 1994). Daniel e Ishai (1994) mencionam
que a caracterização do compósito é mais complexa que a do material convencional,
mesmo numa análise macromecânica que estima propriedades médias. A estimativa
experimental requer um vasto programa de testes para a determinação de um grande
número de parâmetros. Já no caso de materiais convencionais a caracterização é mais
simples, pois envolve o módulo de elasticidade o coeficiente de Poisson e duas tensões
(escoamento e máxima).
3.1.2 Classificações
Com relação ao tipo de reforço, os compósitos estão divididos em três grupos (FIG. 6):
particulados, fibras descontínuas e fibras contínuas sob uma matriz. Os particulados são
constituídos de partículas de vários tamanhos dispostas numa matriz de forma aleatória.
Por causa desta distribuição aleatória o compósito pode ser considerado quase homogêneo
e numa escala ampliada, isotrópico (DANIEL e ISHAI, 1994).
As fibras descontínuas podem estar orientadas de maneira ordenada ou aleatória. A
distinção entre particulado e a fibra descontínua está no comprimento das fibras que são
muito maiores em relação ao diâmetro (DANIEL e ISHAI, 1994).
As fibras contínuas são mais eficientes sobre o aspecto de rigidez e resistência mecânica.
As fibras contínuas apresentam os fios arranjados de forma paralela (unidirecionais),
podendo também estar os fios orientados ortogonalmente em ângulos de 00 e 90
0
(crossply), ou podendo ainda estar orientadas em várias direções (multidirecional). Neste
último caso o compósito pode ser caracterizado como quase isotrópico, dependendo é claro
da escala de análise utilizada (DANIEL e ISHAI, 1994).

9
FIGURA 6- Classificação dos materiais compósitos.
(DANIEL e ISHAI, 1994, adaptado)
3.1.3 Fibras
Atualmente, estão disponíveis no mercado uma grande variedade de fibras para utilização
em compósitos. Desde o ano de 1930 a fibra de vidro tem sido utilizada, mas somente em
1950 foi desenvolvida a alta resistência da fibra para aplicações estruturais. Assim criou-se
o conceito de resistência específica e módulo de elasticidade específico, que consistem na
resistência e o módulo divididos pela densidade do material. Isto porque se identificou a
necessidade da diminuição de peso em aeronaves, para a produção de vôos mais
econômicos (KAW, 1997). Os principais materiais fibrosos são: vidro, aramida, carbono,
boro, alumina e carbeto de silício (SiC) (KAW, (1997); GAY, et al. 2003).
As fibras de vidro estão divididas em tipo E e tipo S. A primeira é utilizada onde a
resistência mecânica e alta resistividade elétrica são requeridas, a segunda é utilizada em
aplicações estruturais em que são requeridas elevadas resistência mecânica, rigidez e
estabilidade a altas temperaturas e resistência à corrosão. A fibra de vidro é produzida

10
através da trefilação do vidro, que ao passar por finos orifícios forma os filamentos. Este
método produz filamentos com diâmetros pequenos, isotrópicos e flexíveis (KAW, 2006).
A fibra de vidro é a mais utilizada em compósito de baixo e médio desempenho, pois este
apresenta um baixo custo e alta resistência mecânica. A aplicação da fibra de vidro é
limitada, pois ela apresenta módulo de elasticidade e limite de endurância baixos e rápida
degradação quando exposta intensamente a ambientes úmidos (DANIEL e ISHAI, 1994).
A fibra de boro é um filamento cerâmico produzido pelo processo de deposição química de
vapor de boro, em alguns casos, em torno de um filamento de tungstênio. O filamento
produzido apresenta seção circular de aproximadamente (33-400m) de diâmetro, tendo
um valor típico de 140m. Este é um diâmetro de fibra relativamente grande o que resulta
numa menor flexibilidade e, além disso, o boro é um material frágil. Outro problema é a
diferença de coeficiente de expansão térmica do boro e do tungstênio, o que gera uma
tensão residual. As fibras de boro tem aplicação restrita aos casos em que se faz necessária
uma elevada rigidez (HERAKOVICH, 1998).
As fibras de carbono (FIG. 7) são produzidas pela deposição química por temperatura do
poliacrilonitreto (PAN). O módulo de elasticidade e a resistência mecânica da fibra variam
de acordo com os parâmetros do processamento utilizados durante a fabricação, ou seja,
decomposição térmica do PAN, sob um controle preciso de temperatura e pressão. O
filamento produzido apresenta um diâmetro de aproximadamente (4-10 m). Os fios são
constituídos um conjunto de filamentos podendo apresentar de 3000 a 30000 fios. O
pequeno diâmetro do filamento e os arranjos de fios permitem uma maior flexibilidade não
produzindo quebra nos fios (HERAKOVICH, 1998).
FIGURA 7- Fibra de carbono nas forma unidirecionais e tecido. (BARRACUDA, 2013)

11
Um segundo tipo de fibra de carbono é derivado do piche, subproduto do petróleo. A seção
da fibra produzida é não circular tendo o formato de um grão de feijão. Ambos os tipos de
fibra de carbono são considerados anisotrópicos. Encontram-se fibras de carbono em
escalas variadas de rigidez e resistência mecânica, por exemplo: alta rigidez e alta
resistência em fibras de carbono (AS4, T300, C6000), são processadas entre 1200 e
15000C. Ultra-rigidez (GY-70), são processados entre temperaturas de 2000 e 3000
0C
(DANIEL e ISHAI, 1994).
A fibra de alumina é um material cerâmico fabricado por centrifugação de partículas de
alumina e aditivos para formar os filamentos que serão submetidos a aquecimento
controlado. A fibra de alumina é muito utilizada em aplicações que envolvem altas
temperaturas pois mantém sua resistência nessas condições (HERAKOVICH, 1998).
A fibra de aramida ou kevlar® (FIG. 8), consiste de um composto orgânico aromático
constituído de carbono, hidrogênio, oxigênio e nitrogênio. Como vantagens a fibra de
aramida apresenta baixa densidade, elevada resistência mecânica, baixo custo e elevada
resistência ao impacto. Como desvantagens a fibra de aramida apresenta baixas
propriedades compressivas, degradação à luz solar e absorção de umidade. Os tipos
principais de fibras de aramida são o Kevlar 29®
e Kevlar 49®. Os dois tipos possuem
resistência específica similar, porém o Kevlar 49 apresenta uma maior rigidez específica. O
Kevlar 29 é usado principalmente em coletes a prova de balas, cordas e cabos. Aplicações
de alto desempenho na indústria aeronáutica utilizam o Kevlar 49 (KAW, 2006).
FIGURA 8- Fibras de aramida. (BARRACUDA, 2013)

12
A fibra de carbeto de silício (SiC) é um cerâmico que é produzido por deposição química
de vapor (CVD) de silício e carbono ao redor de um núcleo de carbono recoberto de grafite
(FIG. 9). Esta fibra produzida é muito similar em tamanho e microestrutura da fibra de
boro. Um segundo método de produção deste tipo de fibra é a pirólise controlada por
deposição química por temperatura de um polímero. Este processo produz filamentos
similares aos de carbono em termos de tamanho e microestrutura. O primeiro método
produz filamentos mais rígidos tendo diâmetros de aproximadamente 140m. O segundo
produz filamentos mais flexíveis com diâmetros de aproximadamente 14m
(HERAKOVICH, 1998).
FIGURA 9- A fibra de carbeto de silício (SiC).
(HERAKOVICH, 1998)
A FIG. 10 mostra um gráfico de tensão por deformação, para algumas fibras. A maioria
das fibras apresenta um comportamento linear até a ruptura, com exceção da fibra de
carbono (AS4), em que o comportamento até a falha é ligeiramente não linear. Uma
importante propriedade das fibras que está relacionada com a resistência mecânica e
rigidez são a tensão e a deformação na ruptura da fibra (MENDONÇA, 2005).

13
FIGURA 10- Gráfico tensão por deformação para fibras.
(MENDONÇA, 2005)
3.1.4 Matrizes
As matrizes dos compósitos são geralmente compostas por polímeros, metais ou
cerâmicos, moldam a forma do componente e são responsáveis pelas seguintes funções
adicionais:
transferir o esforço solicitante para dentro e para fora das fibras,
separar as fibras para prevenir a falha de fibras adjacentes quando uma falhar
proteger a fibra do ambiente.
Algumas propriedades do compósito são afetadas significantemente pelas propriedades da
matriz. Dentre essas podemos destacar a resistência a elevadas temperatura e ao ambiente,
resistência a compressão, resistência à tensão transversal e resistência ao cisalhamento
(BAKER, DUTTON e KELLY, 2004)
Os polímeros podem ser divididos em termoplásticos e termofixos. Os termoplásticos
podem ser modelados e remodelados bastando para isso levá-los a temperatura de fusão ou
próxima dela. Os polímeros termoplásticos utilizados em compósitos são: polipropileno,
cloreto de polivinila (PVC), nylon, poli-éter-éter-cetona (PEEK), sulfito de politenileno
(PPS) e polisulfono (HERAKOVICH, 1998). Os termofixos são gerados através de reações
químicas e na presença de calor se degradam, assim não é possível reutilizá-los (DANIEL
e ISHAI, 1994). Os termofixos mais comuns para matrizes são: poliésteres, epóxi e
poliamidas. Poliésteres são usados na maioria das vezes com fibra de vidro. Esta resina é

14
de baixo custo e peso, tendo temperatura de uso em torno de 1000C e em alguns casos é
resistente a ações do ambiente. As matrizes epoxídicas são mais caras, porém tem maior
resistência a umidade e baixa contração na cura. Sua temperatura máxima de uso é 1750C.
As poliamidas apresentam altas temperaturas de uso 3000C, mas são mais difíceis de serem
produzidas (HERAKOVICH, 1998).
Algumas limitações da utilização de compósitos de matriz polimérica são: pequena faixa
de temperatura de trabalho, susceptibilidade a umidade, radiação e átomos de oxigênio
presentes no ambiente; baixa resistência transversal e altas tensões residuais devido a
grande diferença entre o coeficiente de expansão térmico da matriz e da fibra. Tipicamente
o polímero não pode trabalhar perto ou sobre a sua temperatura de transição vítrea, onde as
propriedades do polímero diminuem abruptamente (HERAKOVICH, 1998).
Em resumo, determinadas fibras são utilizadas com tipos específicos de matrizes, podendo
então classificar fibras de acordo com as matrizes. As fibras de vidro, carbono, kevlar e
boro, são utilizadas em matrizes poliméricas incluindo, termofixas (epóxi, poliamida,
poliéster) ou termoplásticas (PEEK, polisulfono), sendo geralmente utilizadas em
aplicações de baixas temperaturas. As fibras de boro, borsic, cerâmica, grafite e carbeto de
silício SiC, são utilizadas em matrizes de alumínio, magnésio, titânio e cobre, tendo
temperatura de aplicação limitada pela fase de menor ponto de fusão. Fibras de cerâmica
(carbeto de silício SiC, alumina, nitreto de silício) numa matriz cerâmica são as melhores
para aplicação em altas temperaturas. Restando a fibra de carbono numa matriz de
carbono. Estas são as únicas que apresentam alta resistência e temperaturas de trabalho que
podem exceder a 22000C com baixo coeficiente de expansão e baixa densidade. A
desvantagem deste tipo de fibra está no alto custo de fabricação, só se justificando o uso
nos casos essenciais, por exemplo, o aquecimento de um veículo espacial quando este entra
na atmosfera terrestre (HERAKOVICH, 1998).
E finalmente combinando as propriedades dos materiais (matriz e fibra), obtêm-se os
compósitos, onde o desempenho é medido tomando como base a resistência e módulo
específicos. Em compósitos unidirecionais, a rigidez do compósito está diretamente ligada
com as propriedades da fibra. Na FIG. 11, podem-se observar alguns compósitos que
foram submetidos ao ensaio de tração com carregamento na direção das fibras. Assim
percebe-se que aumentando a rigidez (inclinação do gráfico) ocorre uma diminuição na

15
deformação final, e especialmente para os materiais 4, 5, 6 e 7 um aumento na rigidez é
acompanhado de uma drástica redução da resistência (MENDONÇA, 2005).
FIGURA 11- Gráfico tensão por deformação para carregamento longitudinal
(na direção das fibras). (MENDONÇA, 2005)
A resistência do compósito à carregamentos transversais ao sentido da fibra é basicamente
dominada pela resistência da matriz (FIG. 12). Todos apresentam comportamento quase
linear com baixa resistência, e, além disso, os compósitos de matriz polimérica (1,2,3)
apresentam comportamentos semelhantes, independente do tipo de fibra (MENDONÇA,
2005).
FIGURA 12- Gráfico tensão por deformação para carregamento transversal
(na direção transversal a fibras). (MENDONÇA, 2005)

16
3.1.5 Aplicações de compósitos
Herakovich, (1998) enumera os seguintes usos para demonstrar o vasto campo de
utilização:
Aeroespaciais - aviões, satélites, telescópios, nave espacial, estações espaciais, mísseis,
helicópteros e propulsores de foguete. A FIG. 13 mostra o mais recente modelo da
aviação comercial produzido pela Boeing, o Dreamliner 787, que já faz uso intensivo
de compósitos laminados, em especial de fibra de carbono. A principal razão de se
usar compósitos nesta classe é devido à resistência e rigidez específicos2, resistência à
fadiga, projeto orientado3, estabilidade dimensional e resistência à temperatura.
(a) (b)
FIGURA 13-(a) Dreamliner 787 (b) Seção do nariz da aeronave.
(BOEING, 2013)
Equipamentos esportivos - raquete de tênis, capacetes, esquis, vara de pescar, casco de
barco, pranchas de windsurf e surf. Os compósitos são utilizados nos esportes pela melhora
do desempenho, redução de peso e flexibilidade na escolha das propriedades. Em
competições esportivas, como o Mountain biking, o baixo peso também é desejável, mas o
2 consiste da resistência e módulo de elasticidade divididos pela densidade do material
3 orientam-se as propriedades do material de acordo com as solicitações

17
mais interessante é a resistência à corrosão e a pouca necessidade de manutenção das peças
em compósito (FIG. 14).
FIGURA 14- Quadro de bicicleta em material compósito. (RACYCLES, 2013)
Automotivos - eixos, hélices, molas, para-choques, mangueiras, parafuso e partes do
motor. Os principais motivos da utilização de compósitos no campo automotivo são o
baixo peso e a durabilidade (resistência à corrosão, fadiga, a utilização por longo
período e impacto). Os compósitos também estão sendo usado em carros conceito
como o mostrado na FIG. 15.
FIGURA 15- Carro conceito em material compósito.
(ENLIGHTEN, 2013)

18
Aplicações estruturais - pontes, turbinas eólicas, construção civil, plataformas e
ambientes com presença de produtos químicos. Nestes casos, a maior importância não
é a redução de peso, pois estas estruturas são consideradas estáticas. No entanto, o
baixo custo de manutenção e edificação faz com que os compósitos sejam cada vez
mais aplicados em construções civis (FIG. 16). Nestas estruturas são utilizados
compósitos quando o fator corrosão for importante na consideração de projeto. Outro
fator importante é a resistência à fadiga, que nesse caso é extremamente importante no
caso de turbinas eólicas mostradas na FIG. 17.
(a) (b)
FIGURA 16- Eyecatcher Building4. (a) Vista da fachada (b) Vista interna.
(FIBERLINE COMPOSITES, 2013)
Militares - capacetes, vestes a prova de projétil, veículos resistentes a impacto, pontes
móveis, e instrumentos utilizados para proteção individual.
Eletrônicos – circuitos integrados ou chips são laminados num sistema híbrido de
compósito que desempenha várias funções. Fatores de projeto importantes são: a
resistência à degradação ambiental e boa condutividade térmica. As chamadas placas
mãe dos computadores são também feitas de compósitos.
4 O Eyecatcher é um edifício cuja estrutura principal é feita de material polimérico reforçado com
fibra de vibro. Ele foi construído para exibição na Swissbau 99. Após a exibição o edifício foi desmontado e reconstruído no seu endereço final onde está servindo como um prédio de escritórios.

19
FIGURA 17- Turbina eólica.
(VASSILOPOULOS e KELLER, 2011)
Aplicações médicas - dispositivos médicos para implante, próteses, órteses e juntas
de quadril, devem ser leves, duráveis e biologicamente compatíveis para evitar
rejeições. Compósitos são fortes candidatos a aplicações médicas. A FIG. 18
mostra uma prótese de polietileno de alta densidade (PEAD) reforçada com fibra
de vidro.
FIGURA 18- Compósitos para utilização médica.
(SCHOLZ, et al., 2011).

20
3.2 Nanocompósitos
3.2.1 Nanocompósitos poliméricos
Compósitos particulados reforçados com partículas micrométricas de vários materiais são o
tipo de compósito mais utilizado atualmente. As partículas são tipicamente adicionadas
com o intuito de melhorar a resistência e a rigidez da matriz. Por meio da redução do
tamanho das partículas para a escala nanométrica são obtidas novas propriedades para o
material (THOSTENSON et al., 2005).
Nanocompósitos poliméricos são materiais em que o reforço da matriz polimérica é
constituído por partículas que possuem pelo menos uma de suas dimensões na escala
nanométrica. Quando introduzidas na matriz polimérica as nanopartículas podem melhorar
várias propriedades do material, tais como rigidez, resistência mecânica, resistência ao
impacto (KOO, 2006).
Essas partículas possuem, em geral, dimensões variando numa faixa de 1 nm a 100 nm, o
que leva a uma elevada área de superfície específica. Mudanças nas dimensões
características dessas partículas de micrômetros para nanômetros afetam diretamente a
dimensão da área superficial específica em cerca de três ordens de grandeza, como pode
ser observado na FIG. 19 (THOSTENSON et al., 2005).
FIGURA 19- Relações área/volume para várias
geometrias do reforço. (THOSTENSON et al., 2005, adaptado).

21
A presença de uma elevada área superficial específica está relacionada a uma grande
interface com a matriz do polímero (MILLER et al., 2010). Como a região de interface
dos materiais compósitos possui influência sobre interações físicas e químicas do material,
a introdução de uma pequena quantidade de nanopartículas à matriz polimérica fornece
diferentes propriedades mecânicas e termomecânicas das encontradas nas matrizes
poliméricas tradicionais (LI e WEI-HONG ZHONG, 2011).
As propriedades de um nanocompósito são muito influenciadas pelo tamanho de escala,
pelas fases dos seus componentes e pelo grau de mistura entre eles. Dependendo da
natureza dos componentes utilizados e do método de preparação, diferenças significativas
no compósito formado podem ser obtidas. A FIG. 20 representa os três tipos principais de
compósitos de materiais de lamelares. Quando o polímero é capaz de intercalar (ou
penetrar) entre as folhas do reforço, uma composição de fase separada é obtida, e as
propriedades se assemelham ao mesmo intervalo que os microcompósitos tradicionais
(FIG. 21). Numa estrutura intercalada (FIG. 22a ), uma cadeia de polímero única estendida
pode penetrar entre as camadas do reforço, neste caso, um resultado bem ordenado em
termos de morfologia multicamadas com alternância polimérica entre as camadas
inorgânicas é obtido. No entanto, quando as camadas do reforço são completamente e
uniformemente dispersas num contínuo no polímero matricial, uma estrutura esfoliada
delaminada é então obtida (FIG. 22b) (HUSSAIN, 2006).
FIGURA 20- Representação esquemática dos tipos de nanoestruturas.
(HUSSAIN et al, 2006, adaptado)

22
FIGURA 21-Compósito particulado.
(FISCHER, 2003)
(a) (b)
FIGURA 22- (a) Estrutura intercalada (b) Estrutura esfoliada.
(HUSSAIN et al., 2006, adaptado)
De maneira geral, para uma mesma concentração de nanopartículas, compósitos com
morfologia esfoliada apresentam melhores propriedades quando comparados aos de
morfologia intercalada. Isto ocorre devido a interação individual das lâminas do reforço
com a matriz e a presença de uma maior área superficial específica (STANKOVICH et al,
2007).

23
3.2.2 Nanopartículas
Segundo Ajayan et al., (2003) as nanopartículas podem ser classificadas em três tipos
principais: nanofibras e nanotubos, nanopartículas lamelares e nanopartículas tridimensionais
como ilustra a FIG. 23.
FIGURA 23- Representação esquemática dos tipos de nanopartículas.
(AJAYAN et al. 2003, adaptado)
Entre as nanopartículas mais utilizadas para síntese de materiais nanoestruturados estão os
nanotubos de carbono, agrupamentos de folhas de grafeno, nanocerâmicas, nanopartículas
de prata, ouro e sílica coloidais (NETO, 2011). A seleção da nanopartícula a ser utilizada
depende de qual propriedade deseja-se incrementar, seja elétrica, térmica ou mecânica do
nanocompósito a ser produzido. Por exemplo, nanopartículas metálicas como as de
alumínio, são frequentemente selecionadas devido a sua elevada condutividade,
nanopartículas de carbonato de cálcio são escolhidas devido ao seu baixo custo e
nanopartículas de carboneto de silício (SiC) são utilizadas devido a sua elevada dureza,
resistência a corrossão e resistência mecânica (CHEN et al., 2005).

24
3.2.3 Grafeno
Grafeno é uma forma alotrópica plana do carbono, em que, todos os átomos formam
ligações covalentes em um único plano, formando uma estrutura de colmeia (FIG. 24)
(WONG e AKINWANDE, 2011). Inicialmente houve grande euforia acerca das suas
propriedades eletrônicas, o que concentrou as pesquisas iniciais em aplicações do grafeno
em dispositivos eletrônicos, tais como os transistores (AVOURIS, 2010; SCHWIERZ,
2010).
Figura 24- Microscopia de transmissão do grafeno mostrando os átomos
de carbono dispostos numa estrutura de colmeia.
(WONG E AKINWANDE, 2011)
O módulo de elasticidade e a resistência intrínseca de monolâminas de grafeno foram
medidas por Lee et al. (2008), essas medições foram obtidas por meio da nanoindentação
em um microscópio de força atômica. A FIG. 25 mostra uma lamina de grafeno depositada
sobre o substrato de silício pronta para o ensaio. O módulo de Young medido foi da ordem
de 1000 GPa e a resistência intrínseca da ordem de 130 GPa. Além disso, as folhas de
grafeno possuem elevada condutividade térmica (3000 W m-1
K-1
) e elevada área
superficial específica (2600 m² g-1
) (WANG, et al. , 2009). Os métodos mais comuns para
a produção de grafeno são: crescimento por deposição química de vapor (CVD), esfoliação
mecânica do grafite, crescimento em cristais de carbeto de silício e por métodos químicos
(POTTS, et al 2011).

25
Figura 25 - Lâmina de grafeno sobre o substrato de silicio.
a) Imagem de MEV, b) Representação esquemática do ensaio.
(LEE et al. 2008, adaptado)
As propriedades superiores do grafeno também são transmitidas aos nanocompósitos
poliméricos, e a transferência de certas características para os materiais poliméricos usados
em diversas aplicações é de grande interesse para a comunidade científica. Novos
compósitos poliméricos baseados em grafeno têm emergido como uma nova classe de
materiais avançados altamente funcionais que carregam a responsabilidade de ser uma
alternativa mais versátil e com menor custo comparada aos compósitos que utilizam
nanotubos de carbono (GALLEGO et al., 2011).
Ávila et al., (2010) demonstraram que a adição de nanofolhas de grafeno, em matrizes
poliméricas de compósitos laminados de fibra de carbono proporcionaram a esse compósito
características anti-chama. Para as amostras em forma de vigas curtas, a adição de nanofolhas
de grafeno aumentou a espessura não queimada de 0,16 mm para 2,74 mm. Quando amostras
na forma de pequenas placas foram testadas, a melhoria no desempenho de queima foi
reduzida. A espessura não queimada foi diminuída em cerca de 12,8 % na presença de
nanofolhas de grafeno.
Carvalho et al., (2011), investigaram o efeito da adição de nanofolhas de grafeno nas
propriedades térmicas de nanocompósitos poliméricos. Para adição de 3% em peso de
nanopartícula a matriz epóxi, foi observado um aumento de 13°C na estabilidade térmica
quando comparada ao grupo controle. Entretanto, com relação a temperatura de transição
vítrea, foi verificada uma redução de aproximadamente 5°C.

26
A adição de nanopartículas também pode melhorar as propriedades mecânicas de adesivos.
O trabalho realizado por Neto et al., (2012) investigou a possibilidade do uso de um
adesivo epóxi nanomodificado pela adição de aglomerados de folhas grafeno. Para uma
dispersão de 2% em massa de nanopartículas na matriz epóxi, foi verificado um aumento
de 57% na capacidade de carga do adesivo quando comparado ao grupo controle. Também
foi verificado um aumento de 22% na rigidez desses adesivos.
Vários trabalhos realizados nessa área tem utilizado o óxido de grafeno, às vezes em sua
forma reduzida. O óxido de grafeno pode ser diretamente obtido em grandes quantidades,
facilmente esfoliado e disperso numa matriz polimérica, e possui grupos funcionais que
formam uma interface forte com o polímero. As lâminas individuais de óxido de grafeno,
por sua vez apresentam propriedades mecânicas significantemente inferiores quando
comparadas ao grafeno (YOUNG et al., 2012).
Zhao et al. (2010) investigaram o efeito da dispersão de várias quantidades de óxido de
grafeno reduzido numa matriz de álcool polivinílico (PVA). Foi verificada uma melhora
significativa nas propriedades mecânicas dos nanocompósitos. Para uma adição de 1,8%
em volume de nanopartícula, foi verificado um aumento de 150% na resistência mecânica
e um módulo de elasticidade 10 vezes maior quando comparado ao PVA. Esses resultados
podem vistos nas curvas tensão por deformação na FIG. 26.
Figura 26 - Curva tensão por deformação para PVA com
adição de óxido de grafeno reduzido.
(ZHAO et al. (2010), adaptado)

27
Outras propriedades também podem ser melhoradas pela adição de grafeno. Zhou et al.
(2012) fabricaram filmes de grafeno com elevada hidrofobicidade e desempenho adesivo.
Os filmes foram produzidos pela modificação química do óxido de grafite seguida de um
tratamento térmico. Os filmes produzidos mostraram propriedades super-hidrofóbicas
notáveis, como um ângulo de contato de 160,5°. Ao contrário de vários materiais super-
hidrofóbicos, o filme obtido é altamente adesivo, permitindo que gotas de água de 50μL
depositadas sobre o filme sejam invertidas 180° (FIG. 27A). Por outro lado, a película
pode ser totalmente molhada por óleo de silicone (FIG. 27B). Este desempenho altamente
hidrofóbico, óleofílico e adesivo dos filmes grafeno poderia ser útil em dispositivos e
aplicações biomateriais.
FIGURA 27- Gota de água após a rotação da placa (A) Gotas de 50 μL de óleo de silicone e água depositadas
sobre o revestimento (B). (ZHOU et al., 2012, adaptado)

28
3.3 Uniões adesivas
3.3.1 Introdução
Um adesivo é um material que é aplicado a superfície de pelo menos dois elementos com o
intuito de uni-los. O adesivo forma ligações com cada uma das partes a serem unidas e o
objeto final, consiste em duas ou mais seções unidas. Os adesivos funcionam devido a
propriedade da adesão. A adesão consiste na atração entre duas substâncias diferentes
devido a forças intermoleculares entre elas. (EBNESAJJAD, 2008; PETRIE, 2000). A
função primária dos adesivos é manter os elementos de uma união juntos. A selagem é
outra importante função das uniões adesivas, nesse caso a característica contínua do
adesivo impede a entrada de líquidos ou gases que não ataquem o adesivo (EBNESAJJAD,
2008).
Existem dois tipos principais de união adesiva:
União adesiva estrutural: o adesivo é utilizado para aplicações onde os aderentes
(os objetos que estão sendo colados) são submetidos a tensões próximas ao seu
limite de escoamento. A união adesiva estrutural deve ser capaz de transmitir os
esforços sem perda de integridade dentro dos limites de projeto (EBNESAJJAD,
2008).
União adesiva não estrutural: são utilizados adesivos dotados de menor resistência
e menor tempo de permanência em serviço. São geralmente utilizados para uniões
temporárias, ou para unir aderentes menos resistentes (PETRIE, 2000).
3.3.2 Vantagens e desvantagens
Uma grande variedade de métodos de união pode ser utilizada para executar a função de
montagem. Esses métodos incluem: união adesiva, soldagem, brasagem e juntas
aparafusadas. Geralmente não existe uma escolha óbvia para o método de união. Ao
avaliar um método de união apropriado para uma aplicação particular, vários fatores
devem ser considerados, tais como a durabilidade, distribuição de tensões, materiais a
serem unidos, temperatura de trabalho e resistência mecânica. Os adesivos são uma escolha
apropriada quando os aderentes são fisicamente dissimilares ou metalurgicamente
29
incompatíveis, na união de polímeros termofixos, cerâmicos e elastômeros (PETRIE,
2000).
A utilização das uniões adesivas reúnem outras vantagens quando comparadas aos outros
métodos de união. Ebnesajjad (2008) cita algumas dessas vantagens:
Distribuição uniforme de tensões.
Capacidade de unir materiais finos ou espessos independente da forma.
Capacidade de unir materiais dissimilares.
Minimiza ou previne a corrosão galvânica entre materiais dissimilares.
Resiste a fadiga.
Produzem juntas com contornos suaves.
Isola ou permite a transferência de calor e condução de eletricidade.
O calor requerido para a cura das juntas é geralmente muito pequeno para reduzir a
resistência das partes metálicas.
Amortece vibrações e absorve choques.
Produzem juntas com uma boa relação entre resistência e peso.
O processo de união é realizado de maneira mais rápida e ou com menor custo que
as fixações mecânicas.
Dentre as desvantagens das uniões adesivas citadas por Ebnesajjad (2008) encontram-se:
Não permite a inspeção visual da área de colagem.
Preparação cuidadosa da superfície de colagem é necessária para obter-se uma
união durável.
Extenso período de cura pode ser necessário quando a mesma é realizada a baixas
temperaturas
Dispositivos de fixação, prensas, fornos e autoclaves, geralmente não utilizados
nos outros métodos de fixação são necessários neste caso.
A temperatura de serviço fica limitada aproximadamente em 177 oC na maioria
dos casos. Adesivos especiais, geralmente com custo mais elevado, são disponíveis
para uso até 371 oC.
Severo controle de processo é necessário, foco na limpeza é necessário para a
maioria dos adesivos.

30
A vida útil da junta colada depende do ambiente ao qual a mesma encontra-se
exposta.
Adesivos naturais ou de origem vegetal estão sujeitos ao ataque de bactérias,
mofos, roedores e vermes.
A exposição a solventes usados na limpeza podem causar problemas de saúde.
3.3.3 Mecanismos de falha
De acordo com Petrie, (2000) os adesivos funcionam devido a propriedade da adesão.
Adesão é a atração entre duas substâncias diferentes resultante de forças intermoleculares
entre elas. Este conceito é diferente do conceito de coesão, que envolve somente forças
intermoleculares dentro de uma mesma substância. As forças intermoleculares que agem
nos mecanismos de adesão e coesão são primariamente forças de Van der Waals.
Juntas coladas podem falhar por adesão ou coesão ou por alguma combinação dos dois
mecanismos. A falha adesiva é uma falha interfacial da colagem entre o adesivo e o
aderente. A falha coesiva acontece quando a fratura ocorre no adesivo, de maneira que uma
camada de adesivo permanece em ambos os aderentes. Quando o aderente falha antes do
adesivo e a área de colagem permanece intacta, é dado o nome de falha coesiva do
aderente. (PETRIE, 2000). Os modos de falha frequentemente envolvem mais de um
mecanismo de falha. Neste caso, o tipo de falha é descrito como uma porcentagem em
relação ao total da área colada das falhas adesiva e coesiva (EBNESAJJAD, 2008). Esses
modos de falha podem ser melhor compreendidos a partir da FIG. 28.
FIGURA 28- Tipos de falha em juntas coladas (a) Falha adesiva (b) Falha coesiva (c) Falha coesiva do
aderente. (EBNESAJJAD, 2008, adaptado)

31
No caso de materiais poliméricos reforçados por fibras a ASTM International, por meio da
norma D5573-99 (2012) define sete tipos de falhas possíveis, sendo seis principais e um
que consiste na combinação de dois ou mais modos de falha principais. A TAB. 1 mostra
um resumo a respeito desses modos de falha.
TABELA 1- Modos de falha para materiais compósitos. (SILVA NETO, 2011, adaptado)
Abreviação Modo de falha Descrição Representação
ADH Falha adesiva
Ruptura da união adesiva na qual a
separação parece ocorrer na interface
entre adesivo e aderente.
COH Falha coesiva Ruptura da união adesiva na qual a
separação ocorre no adesivo.
TLC Falha coesiva de
fina camada
Ruptura da união adesiva na qual a
separação ocorre no adesivo, porém
muito próximo à interface
adesivo/aderente.
LFT
Falha de
rompimento leve
da fibra
Ruptura exclusivamente da matriz da
primeira camada do aderente.
FT
Falha de
rompimento da
fibra
Ruptura no aderente com ruptura de
camadas de fibra
SB Falha na haste do
aderente
Ruptura do aderente no corpo de
prova fora da região colada.
3.3.4 Projeto de uniões adesivas
Juntas para união adesiva devem ser projetadas particularmente para o uso de adesivos. A
modificação de juntas projetadas para outros métodos de fixação para uniões adesivas
muitas vezes conduz a resultados inadequados. Ao projetar juntas para fixação adesiva, as
características básicas dos adesivos devem comandar o projeto. Fixações adesivas atuam
sobre áreas e não em um ponto único, por este motivo, as juntas devem ser projetadas com
o objetivo de minimizar a concentração de tensões (EBNESAJJAD, 2008). Também
devem ser observadas as propriedades físicas do adesivo, bem como as condições de cura
utilizadas. Outros fatores que influenciam o projeto das juntas são os custos com usinagem
e conformação dos aderentes em diversas geometrias (PETRIE, 1999).

32
De acordo com Silva Neto, (2011) a resistência de uma união adesiva é determinada por:
Propriedades mecânicas do adesivo e do aderente
Tensões residuais internas
Grau de contato interfacial entre adesivo e aderente
Tipo de carregamento ao qual a junta é submetida
Geometria da junta
3.3.4.1 Tipos de carregamento
Uma distribuição de tensões uniforme em uma junta adesiva é raramente produzida pela
aplicação de uma força externa. Pelo contrário, distribuições não uniformes de tensões são
o padrão. Como a fratura se inicia quando a tensão local excede a resistência local, as
concentrações de tensão tem uma grande influência sobre a resistência à ruptura de uma
junta (PETRIE, 2000).
As juntas coladas podem ser submetidas a cinco tipos de carregamentos. Várias
combinações desses carregamentos podem ser encontradas nas aplicações dos adesivos. A
FIG. 29 mostra a representação desses carregamentos (EBNESAJJAD, 2008).
FIGURA 29- Carregamentos aplicados às juntas coladas. (EBNESAJJAD, 2008, adaptado)

33
As juntas submetidas a esforços puros de compressão são as menos prováveis de falhar
quando comparadas a outras juntas submetidas aos outros tipos de carregamento. Porém
na prática, juntas submetidas a esforços de compressão possuem aplicações limitadas
(SILVA NETO, 2011).
O carregamento de cisalhamento impõe tensões sob toda area colada, utilizando toda a área
da junta para suportar o carregamento aplicado. Este tipo de configuração produz uma
junta de baixo custo e resistente a falha. Sempre que possível a maioria do carregamento
deve ser transmitido através da junta como um esforço de cisalhamento (SILVA NETO,
2011; EBNESAJJAD, 2008).
Tensões de tração são desenvolvidas quando esforços agindo perpendicularmente ao plano
da junta são distribuídos sobre toda a área de colagem. A resistência de juntas carregadas
em tração e cisalhamento são comparáveis. Como no cisalhamento as tensões são
distribuidas uniformemente sob a área da junta, porém não é sempre possível afirmar que
outras tensões não estejam presentes. Se o esforço aplicado possui algum grau de
desalinhamento, a distribuição de tensões deixa de ser uniforme e a junta torna-se mais
sucetível a falha. Os aderentes devem ser espessos e não é desejável que estes apresentem
deflexões consideráveis sob o carregamento aplicado. Esta situação resulta em tensões não
uniformes (EBNESAJJAD, 2008).
As tensões de delaminação (peel) ocorrem quando um esforço atuante fora da direção de
colagem conduz a abertura da junta de maneira não uniforme frequentemente em uma de
suas extremidades. Para isto, um os ambos os aderentes devem ser flexíveis. Neste
processo uma tensão elevada é desenvolvida na extremidade da linha de colagem e ao
menos que a junta seja larga ou o carregmento pequeno, a falha do adesivo ocontecerá.
Este tipo de carregamento deve ser evitado se possível. As tensões de clivagem são
similares as de delaminação e ocorrem quando uma força atuante em uma extremidade de
um conjunto rígido age para separar os aderentes. A clivagem pode ocorrer quando uma
força de tração deslocada do centróide ou um momento fletor é aplicado. A distribuição de
tensão resultante é não uniforme e concentra-se próxima a uma das extremidades. Uma
área de colagem suficientemente grande é necessária para acomodar essas tensões, o que
aumenta o custo desta configuração (EBNESAJJAD, 2008).

34
3.3.4.2 Configurações geométricas das juntas
Existem várias configurações geométricas possivéis para uma união adesiva. Segundo
Ebnesajjad, (2008) a união adesiva ideal é aquela em que, submetida a qualquer condição
de carregamento encontrada o adesivo será solicitado na direção na qual possui maior
resistência. Segundo He (2011), dentre as várias configurações disponíveis para as juntas
coladas, as mais comumente usadas são single-lap, double-lap, single-lap chanfrada, topo
com contraforte e topo com duplo contraforte. Esse tipos de juntas são mostradas na FIG.
30.
FIGURA 30- Configuração de uniões adesivas comumente utilizadas
(HE, 2011, adaptado)
3.3.4.3 Métodos para aumentar a eficiência das juntas single lap
As tensões no adesivo de uma junta consistem numa combinação de vários tipos de
tensões. A flexibilidade relativa dos adesivos com relação ao aderente possui um efeito
pronunciado na distribuição de tensões. Neste caso as tensões são concentradas nas
extremidades, de maneira que grande parte da junta (próxima ao centro) fica sujeita a
níveis de tensão comparativamente menores (EBNESAJJAD, 2008). A FIG. 31 mostra a
distribuição de tensões na camada de adesivo.

35
FIGURA 31- Distribuição de tensão numa junta sujeita a carregamento cisalhante.
(PETRIE, 2000, adaptado)
Para uma dada combinação de adesivo e aderente, a resistência da junta sujeita a um
esforço cisalhante depende primariamente da largura, do comprimento sobreposto da junta
e da espessura do aderente. Como as extremidades de uma junta colada suportam uma
parcela maior do carregamento que o interior, a maneira mais efetiva de aumentar a
resistência da junta é por meio do aumento da largura de colagem (PETRIE, 2000). A FIG.
32 mostra a influência do aumento da largura e do comprimento sobreposto na carga de
falha.
FIGURA 32- Influência do aumento da largura e do comprimento na carga de falha
(EBNESAJJAD, 2008, adaptado)

36
Com relação a espessura do adesivo os parâmetros mais importantes são as suas dimensões
e sua uniformidade. A espessura da camada de adesivo obtida deve ser o mais fina
possível, porém sem a presença de vazios. Na prática isso pode ser traduzido em
espessuras de colagem na faixa de 0,05 a 0,20 mm (PETRIE, 2000). Kahraman et al.
(2008) estudaram a influência da espessura de adesivo na resistência de juntas coladas de
alumínio. A faixa de espessuras investigadas variou ontre 0,03 mm a 1,3 mm. O aumento
da espessura de adesivo de 0,03 mm para 1,3 mm resultou numa redução por volta de 35-
40% na resistência ao cisalhamento da junta.
3.3.5 Envelhecimento de juntas coladas
Segundo Banea e da Silva, (2009), é esperado que as juntas coladas possam suportar
carregamentos estáticos ou cíclicos, por períodos de tempo consideráveis, sem qualquer
efeito adverso sobre a capacidade de suporte de carga da estrutura. Ainda mais importante
tal como descrito por Petrova e Lukina, (2007), juntas adesivas utilizadas na indústria
aeroespacial, tais como, estruturas de avião e helicóptero operam no estado carregado.
Portanto, estas devem manter uma elevada estabilidade em meio a uma variedade de
alterações mecânicas, químicas e físicas sob as condições de operação. Estas alterações
são, na maioria dos casos, provocadas pelas condições ambientais. De acordo com Kablov
et al. (2011), as alterações climáticas podem ser representadas por ciclos higrotérmicos.
Embora a difusão de umidade e as mudanças de temperatura sejam fatores importantes
para compreender as mudanças nas propriedades mecânicas e físico-químicas dos
adesivos, outra problema deve ser considerado, por exemplo, a exposição à luz ultravioleta
(UV).
A singularidade da fotodegradação pela luz UV de matrizes poliméricas foi abordado por
diversos pesquisadores de diferentes maneiras. Woo et al. (2008) investigaram as
propriedades residuais de nanocompósitos compostos por epóxi/nanocerâmica expostos à
luz UV e umidade. Como esperado, houve uma redução do módulo de flexão devido ao
efeito de plastificação relacionado a presença de umidade. Outro efeito bem conhecido da
exposição a luz UV, a fragilização, também foi detectado. No entanto, não foi possível de
identificar claramente o efeito da nanocerâmica no processo de envelhecimento os
nanocompósito.

37
Outra investigação sobre o efeito de nanoestruturas no envelhecimento de compósitos
poliméricos foi realizada por Allaoui et al. (2008), em que, nanotubos de carbono (CNT)
foram dispersos em sistemas epóxi. Eles não foram capazes de avaliar claramente a
influência dos nanotubos de carbono no processo de envelhecimento. Suas conclusões
foram em sua maioria, mascaradas pelas melhorias mecânicas fornecidas pelos nanotubos
de carbono.
Mailhot et al. (2008) avaliaram como a morfologia das nanopartículas/nanoestruturas
afetaram o processo de envelhecimento. Foi verificado que a morfologia das
nanopartículas/nanoestruturas não afetou o processo de envelhecimento. As alterações
químicas são movidas pela fotodegradação, e não pela presença das nanopartículas. O
trabalho realizado pelo Larche et al. (2012) abordou esta questão para a resina fenoxi. Foi
proposta uma correlação entre a ligação cruzada molecular causada pela radiação UV e as
micro-trincas formadas na superfície do compósito. A mesma analogia foi proposta
anteriormente por Dao et al. (2006) para compósitos de matriz epoxídica, neste caso
8552/IM7. Foi verificado que, o fenômeno-oxidação térmica leva ao enrijecimento
molecular, contrações e micro-trincas. Além disso, a degradação química do composito
8552/IM7 indicou que o fenômeno de degradação foi multifacetado e dependente da
temperatura e humidade. Suas conclusões foram que a modelagem da degradação pelo
envelhecimento acelerado termicamente e extrapolações de Arrhenius dos resultados não
foram capazes de produzir previsões muito precisas.
O trabalho realizado por Chang e Chow, (2010) foi além, pois eles foram capazes de
correlacionar a exposição aos raios UV com a descolagem da interface para compósitos
híbridos (fibra de vidro/epóxi/argila organofílica). Embora informações sobre o mecanismo
de descolagem não tenham sido fornecidas pelos autores, uma possível explicação para
esse fenômeno, pode ser a incompatibilidade no coeficiente de expansão térmica entre as
fibras de vidro e o sistema epóxi/nanocerâmica. Apesar da literatura sobre envelhecimento
de matrizes poliméricas pela radiação UV e por ciclos higrotérmicos mostrem diferentes
aspectos da degradação das propriedades mecânicas, as juntas coladas têm características
especiais e são tratadas através de uma abordagem diferente.
Higgins, (2000) discutiu a durabilidade de uniões adesivas, como uma função das
condições ambientais. Higgins destacou que em aviões subsônicos, juntas coladas tem sido
aplicadas em estruturas primárias e um dos problemas mais importantes é a sua resistência

38
ao cisalhamento após exposição a variações de temperatura (normalmente um avião opera
sujeito a variações entre -55°C a +80°C), humidade e a maioria dos fluidos utilizados
durante a operação do avião.
Sugiman et al. (2013) concentraram sua atenção para o processo de difusão de umidade
através das juntas coladas do tipo single-lap, e a correspondente redução da resistência. Em
seu trabalho, as juntas single-lap feitas aderentes de alumínio 2024-T3 e adesivos FM73 a
foram imersos em água deionizada a 50°C por um e dois anos, respectivamente. Eles
notaram que, após um ano, o adesivo atingiu o seu limite de saturação. Além disso,
também foi observado uma redução na capacidade de suporte de carga de 22,1% após um
ano e 24,2% após o segundo ano. Ao analisar estes resultados, é possível concluir que a
difusão de umidade é um problema importante. No entanto, para as condições de
operações de um avião na vida real, o efeito de difusão de umidade desempenha um papel
secundário, já que não há tempo suficiente para que a difusão de água cause danos a região
de interface adesivo/ aderente.
Segundo Datla et al. (2011), a perda de capacidade de suporte de carga em juntas coladas
é, em geral, atribuída a deficiências na região. É possível, no entanto, existir danos no
interior do próprio adesivo. O trabalho realizado pelo Knight et al. (2012) concluiu que sob
condições higrotérmicas, podem haver mudanças no modo de falha da junta da zona
coesiva (dentro da camada adesiva) para rompimento da fibra (nas camadas superiores do
aderente). Estes fatos podem ser atribuídos a porosidade da camada adesiva e a formação
de vazios durante a consolidação do laminado.

39
4. METODOLOGIA
4.1 Materiais e equipamentos
Para confecção das juntas coladas foram utilizados aderentes de alumínio e fibra de
carbono. Para os aderentes de alumínio foi utilizado como base, barras chatas de alumínio
6063-T3, fornecidas pela Alumiplast com dimensões transversais de 25,4 mm de largura
por 3,17 mm de espessura.
O sistema epóxi utilizado para a laminação dos aderentes de fibra de carbono foi fornecido
pela Hunstman. Este sistema é constituído de uma resina do tipo bisfenol A de nome
comercial Renlam M e do endurecedor a base de amina HY956. A proporção de mistura
sugerida pelo fabricante é de 100 partes de resina para cada 20 partes de endurecedor,
nestas condições o tempo de gel é de 30 minutos à 25°C.
Como reforço dos aderentes laminados, foi utilizado um tecido plano de fibra de carbono
de orientação bidirecional com gramatura de 220g/m². O tecido foi fornecido pela
Barracuda Advanced Composites.
Como adesivo foi utilizado o sistema AR-300 (resina) - AH30/150 (endurecedor). O
sistema é composto por uma formulação de resina epóxi e dois endurecedores com
diferentes velocidades de cura. Neste estudo foi utilizado um endurecedor composto por
90% de AH/30 e 10% de AH/150 que proporciona um tempo de gel de 57 min à 25°C. A
proporção utilizada na mistura é de 100 partes de resina para 33 de endurecedor, o que
confere a mistura uma viscosidade entre 0,8 e 0,9 Pa·s.
O grafite utilizado foi o HC 11-IQ, tratado quimicamente com ácidos sulfúrico e nítrico
que foi fornecido pela Nacional Grafite. Para o processo de dispersão da nanopartícula,
foram utilizados um misturador ultrassônico MicrosonTM
XL200 da Misonix Inc. e um
misturador de alto cisalhamento Ultra-Turrax® da IKA Works Inc. Esse processo de
mistura promove a quebra do grafite em aglomerados de blocos de grafeno.
Para a pesagem das resinas foi utilizada uma balança da marca Ohaus, linha Adventurer
modelo ARA520 com capacidade de 1500g e incremento de 0,01g. Para pesagem das
nanopartículas foi utilizada uma balança da mesma linha, modelo AR3130 com capacidade
de 310g e incremento de 0,001g.

40
Na etapa inicial do trabalho, a colagem dos corpos de prova foi realizada com auxílio do
dispositivo de colagem FIG. (33a) e grampos C apertados manualmente. Posteriormente o
procedimento de colagem foi mudado para o uso do dispositivo de colagem associado a um
torquímetro de vara modelo TT 500SD com faixa de aplicação de 0 a 5 Nm da marca
Torqueleader (FIG. 33b).
(a) (b)
FIGURA 33- Equipamentos utilizados na colagem dos corpos de prova.
a) Dispositivo de colagem b) Torquímetro de vara.
Os procedimentos de cura foram realizados numa estufa a vácuo modelo Q-819V2 da
Quimis Aparelhos Científicos Ltda. Para reprodução da luz solar foram utilizadas duas
lâmpadas UVA de 20 W de potência com comprimento de onda de 340 nm da Philips.
O ensaio de nanoindentação foi realizado no Centro de Microscopia da Universidade
Federal de Minas Gerais - UFMG. Para realização do procedimento foi utilizado um
microscópio de força atômica - AFM do fabricante Asylum Research modelo MFP-
3DTMStand Alone, equipado com o nanoindentador instrumentado MFP e uma cabine de
isolamento acústico e de vibração. A ponteira de diamante utilizada foi do tipo Berkovich.
O ensaio de difração de raios X foi realizado no Laboratório de Raios-X do Departamento
de Engenharia de Minas da UFMG. Foi utilizado um Difratômetro de raios-X modelo
PANalytical PW 1710 da Philips.

41
Os ensaios de FTIR foram realizados no Laboratório de Espectroscopia no Infravermelho
do Departamento de Química da UFMG. Foi utilizado um espectrofotômetro FTIR Perkin
Elmer System model Spectrum GX.
Os ensaios de resistência aparente ao cisalhamento foram realizados numa máquina de
ensaios universal da empresa EMIC, linha DL, modelo 10000 (FIG. 34). Foi utilizada uma
célula de carga de 100 kN para medição da força e o deslocamento medido foi o do
cabeçote da máquina.
FIGURA 34- Máquina de ensaios universal.

42
4.2 Procedimento Experimental
Os corpos de prova para o ensaio de cisalhamento aparente foram preparados com base na
norma ASTM 5868-10 (2008). As dimensões dos corpos de prova podem ser vistas na
FIG. 35. Os corpos de prova produzidos podem ser vistos na FIG. 36.
FIGURA 35- Dimensões da junta Single-lap.
FIGURA 36- Juntas single-lap produzidas. a) Alumínio, b) Fibra de carbono.
Os aderentes de fibra de carbono foram preparados por meio de laminação manual. Foi
utilizada uma relação de 50% de fibras e 50% de sistema epóxi. Para a obtenção da
espessura desejada foram utilizadas dez camadas de fibra de carbono. Sobre uma mesa de
vidro foi espalhada uma camada de cera líquida com intuito de facilitar o processo de
desmoldagem. Foi colocada uma camada de tecido 100% poliéster com área superior a da

43
fibra, com o objetivo de produzir uma superfície rugosa para facilitar a colagem dos tabs
nos corpos de prova. Com auxílio de uma espátula de plástico foi depositada uma camada
de epóxi. Sobre a mesma foi colocada a primeira camada de fibra e então foi utilizado um
rolo liso para retirada de bolhas de ar. Nas camadas seguintes foi repetido o mesmo
procedimento: aplicação de camada de epóxi, colocação da camada de fibra e retirada das
bolhas. Após a aplicação da última camada de epóxi, foi colocada mais uma camada de
tecido poliéster. Então foi realizada uma cura a temperatura ambiente por 24 horas e uma
pós-cura desse material por 24h na temperatura de 40°C. As placas confeccionadas foram
cortadas com uma serra de fita e o ajuste final das dimensões foi realizado por meio de
fresamento. Os aderentes de alumínio foram fabricados por meio do corte das barras chatas
nas dimensões padronizadas. O corte foi realizado com uma serra de esquadria e as
rebarbas foram retiradas com uma lima. Os tabs de alinhamento foram colados com
adesivo rápido a base de cianoacrilato após a limpeza das superfícies com acetona.
Para a preparação do adesivo nanomodificado foram utilizadas duas quantidades de
nanopartículas, 1% e 2% em massa de grafeno com relação a massa de epóxi. Além dessas
duas proporções, também foram produzidos corpos de prova sem adição de nanopartículas,
que seriam usados como controle.
Foram adotados dois procedimentos para produção do adesivo nanomodificado:
1. Após pesadas, a resina e as nanopartículas foram misturadas manualmente num
béquer e depois disso foi utilizado um misturador de alto cisalhamento a 17500 rpm
durante 1 hora. Então foi utilizado o misturador ultrassônico em potência máxima
por 1 hora. Para promover o resfriamento da mistura durante o processo, foi
utilizado um banho com água e gelo. A temperatura da mistura foi anotada a cada
10 min. Neste procedimento não houve controle de parâmetros ambientais como
temperatura e umidade.
2. Manteve-se o procedimento de dispersão e foi alterado o processo de resfriamento.
Foi montado um pequeno dispositivo para bombeamento de água gelada na lateral
do béquer (FIG. 37). A temperatura da mistura e do fluido refrigerante foi anotada
a cada 5 min. Neste procedimento a temperatura e umidade foram mantidas por
volta de 20°C e 40%.

44
FIGURA 37- Dispositivo para bombeamento de água gelada.
Em ambos os procedimentos, a temperatura da mistura resina/nanopartícula durante o
processo de dispersão foi em média 70°C. Após a redução da temperatura da mistura até
condição no recinto, o endurecedor foi adicionado e iniciado o procedimento de colagem.
A superfície onde o adesivo foi aplicado foi lixada e limpa com acetona antes da colagem.
Com auxílio de uma espátula de madeira foi depositada uma camada de adesivo em ambas
as faces a serem coladas. Depois de fixos os corpos de prova foram curados numa estufa a
100°C por 4 horas.
Dois meios de fixação foram utilizados: dispositivo de fixação e grampos C. A TAB. 2
resume as condições de preparação de cada grupo de corpos de provas com relação ao
material do aderente, método de resfriamento do adesivo utilizado e tipo de fixação
utilizada para a confecção dos CP's.

45
TABELA 2- Métodos de resfriamento e fixação para ensaios de cisalhamento aparente.
Grupo Aderente Método de resfriamento do
adesivo
Tipo de fixação
utilizada
Métódo de
aperto
1 Fibra de
carbono
Resfriamento com banho de
gelo sem controle das
condições do recinto
Dispositivo de
fixação Manual
2 Alumínio
Resfriamento com banho de
gelo sem controle das
condições do recinto
Grampos C Manual
3 Alumínio
Resfriamento com
bombeamento de água gelada
com controle das condições
do recinto
Dispositivo de
fixação Torquímetro
Para realização do processo de envelhecimento, as amostras foram colocadas dentro de
uma câmara fechada sob a incidência de luz UV por períodos de tempo determinados. A
câmara foi construída em madeira e possui 80 cm de comprimento, 50 cm de largura e 60
cm de altura. A TAB. 3 mostra a quantidade de nanopartícula utilizada, o tempo e a
condição de exposição a radiação UV para cada grupo de corpos de prova.
Os ensaios de cisalhamento aparente por tração foram realizados numa máquina de ensaios
universal. A velocidade de deslocamento do cabeçote da máquina foi de 13 mm/min.
Foram realizados cinco ensaios para cada condição. Os dados de força e deslocamento do
cabeçote coletados foram exportados para outro software para posterior tratamento dos
dados.
TABELA 3- Tipos de CP's produzidos.
Grupo
Quantidade
de
nanopartícula
(%)
Tempo de exposição
(h)
Posição da
amostra na
câmara
Representação
1
0 0
Normal
1 100, 200, 300, 400, 500
2 100, 200, 300, 400, 500
2
0 0
Normal
1 100, 200, 300, 400, 500
2 100, 200, 300, 400, 500
3
0 0, 100, 200, 400
Paralela
1 0, 100, 200, 400
2 0, 100, 200, 400

46
Para os outros ensaios realizados: DRX, nanoindentação e FTIR, foram preparadas
amostras de resina. As amostras utilizadas em cada ensaio estão detalhadas na TAB. 4. O
procedimento de dispersão e cura utilizado foi o mesmo das amostras para os testes de
cisalhamento aparente. Foi realizado resfriamento com água gelada, e as condições de
temperatura e umidade foram controladas.
TABELA 4- Amostras de resina preparadas.
Ensaio Quantidade de nanopartícula (%) Tempo de exposição (h)
DRX
0 0, 500
1 0, 500
2 0, 500
Nanoindentação
0 0, 100, 200, 400
1 0, 100, 200, 400
2 0, 100, 200, 400
FTIR
0 0, 100, 200, 400
1 0, 100, 200, 400
2 0, 100, 200, 400
Para os ensaios de nanoindentação, as amostras de resina foram cortadas em pequenos
quadrados, com cerca de 5 mm de lado. Então as amostras foram coladas em stubs para
realização dos ensaios. Após a calibração do equipamento, a indentação das amostras foi
realizada com uma velocidade de penetração de 20 nm/s até a profundidade de 300 nm.
Foi realizado um único carregamento com retorno completo para cada indentação. Para
cada amostra, foram realizadas 36 indentações em pontos diferentes da superfície.
Os ensaios de DRX foram realizados a partir de pequenas amostras de resina (pura e
nanomodificada). Como padrão de assinatura foi utilizado o difratograma de uma amostra
da nanopartícula em pó. O potencial elétrico do gerador foi de 40kV com o ângulo de
varredura 2θ variando entre 3,03 a 89,97° a uma taxa de 0,06°/s. O material usado como
fonte de emissão é um anodo de Cu com comprimento de onda (λ) igual a1,54439 Å.
Para os ensaios de FTIR as amostras de resina foram transformadas num pó fino. Os
espectros de infravermelho foram adquiridos utilizando pastilhas compostas de pó do
adesivo e de brometo de potássio (KBr). Os espectros foram coletados no modo
transmissão, adquiridos com 64 acumulações e sistematicamente ajustados, levando-se em
conta as correções da linha de base.

47
5. RESULTADOS E DISCUSSÕES
5.1 Ensaios de cisalhamento aparente para juntas single-lap
O ensaio de caracterização mecânica utilizando juntas single-lap permite a avaliação da
resistência aparente ao cisalhamento do adesivo. Os resultados obtidos foram separados em
duas partes devido a diferenças na preparação do adesivo e metodologia de colagem
utilizadas.
5.1.1 Estudo preliminar
Este estudo consiste de dados obtidos dos ensaios realizados para o grupos 1 e 2. Para o
grupo 1 foram utilizados aderentes de fibra de carbono, já para o grupo 2 foram utilizados
aderentes de alumínio. O resfriamento da mistura foi realizado com banho de gelo com
água e para a colagem foram utilizados grampos c e dispositivo de colagem com aperto
manual. Os resultados para o grupo 1, são mostrados na FIG. 38.
FIGURA 38- Tensões médias na ruptura para o grupo 1 (Fibra de carbono)
Uma primeira análise pode ser realizada a respeito da concentração de nanopartículas.
Observando os CP's envelhecidos, notaram-se dois tipos de comportamentos: para os CP's
com 100 e 300 horas de envelhecimento, a tensão máxima foi obtida para a concentração
de 1% de grafeno; para os CP's com 200, 400 e 500 horas de envelhecimento, a maior
0
2
4
6
8
10
12
14
16
0 100 200 300 400 500
Ten
são
Mé
dia
Máx
ima
(MP
a)
Tempo de exposição (h)
0%
1%
2%

48
tensão foi obtida para o adesivo com 2% de grafeno. Os resultados para 100 e 300 horas
são incoerentes, pois estudos anteriores, como o realizado por Silva Neto et al., (2013),
mostraram que as tensões máximas são obtidas geralmente para a concentração de 2%.
Com relação ao tempo de envelhecimento, podemos verificar que para todos os CP's
envelhecidos, foram obtidos valores de tensão máxima aproximadamente igual (1%-100h)
ou inferiores quando comparados ao grupo controle (0%-0h). Não é possível a visualização
de um comportamento padronizado com o decorrer do processo de envelhecimento. Para
ambas as concentrações de grafeno foi notado um comportamento oscilante não
padronizado.
Com relação a quantidade de nanopartícula, os resultados do ensaio para o grupo 2 (FIG.
39), apresentou resultados mais coerentes, pois ao comparar-se as concentrações para um
mesmo tempo de envelhecimento, a tensão obtida na ruptura foi superior para a
concentração de 2%. Novamente a análise das tensões médias máximas com o tempo de
envelhecimento não mostrou um padrão de aumento ou redução da propriedade avaliada.
FIGURA 39- Tensões médias na ruptura para o grupo 2 (Alumínio)
Entretanto, para esse grupo de testes, quando comparadas a configuração controle foi
verificado um aumento na tensão de ruptura de 2% para a condição 2%-200h e 8% para
2%-500h. A ausência de testes realizados em corpos de prova com 1 e 2% de grafeno sem
0
2
4
6
8
10
12
0 100 200 300 400 500
Ten
são
Mé
dia
Máx
ima
(MP
a)
Tempo de exposição (h)
0%
1%
2%

49
envelhecimento impossibilitam inferir se o aumento da tensão de ruptura para essas duas
condições foi devido ao processo de envelhecimento ou a adição de grafeno.
Entretanto, este aumento nas tensões levou a hipótese de que o comportamento
apresentado pelos dados para 100, 300 e 400 horas de envelhecimento, poderia estar
relacionado a possíveis problemas durante a preparação do adesivo e também no processo
de colagem das juntas.
Durante a preparação do adesivo nanomodificado foi utilizado resfriamento em banho de
gelo. Devido as proporções entre o béquer com o adesivo e o recipiente com gelo, uma
pequena quantidade de água ou gelo pode ter caído na mistura durante a reposição do gelo.
Ao verificar-se a falha dos corpos de prova, pode ser notada a presença de cura incompleta
em algumas configurações para ambos os tipos de aderentes. O aspecto fluido do adesivo
para a configuração 1%-400h (FIG. 40) evidencia a ausência de cura completa do adesivo.
FIGURA 40- Detalhe da falha para 1%-400h.
Outro fator que pode ter influenciado os resultados foi o método de fixação para as juntas.
Para os aderentes de carbono foi utilizado um dispositivo de fixação, já para os aderentes
de alumínio foram utilizados sargentos para a fixação. Considerando que a espessura de
adesivo depende diretamente da pressão aplicada, o aperto manual do dispositivo de
fixação e dos sargentos pode ter causado pressões excessivas na região de colagem, o que

50
pode ter prejudicado a colagem em alguns casos. A FIG. 41a mostra a falha representativa
para os aderentes de fibra de carbono para as configurações que alcançaram os maiores
valores para a tensão de ruptura. Este tipo de falha foi observado para o adesivo controle
(0%-0h) e para as configurações 1%-100h, 1%-500h e 2%-500h. Observa-se que a
primeira camada da matriz foi arrancada após a ruptura. Entretanto, o tipo de falha
representativo encontrado para as outras configurações foi diferente (FIG. 41b). Observa-
se que mesmo após o rompimento do corpo de prova, não houve alteração significativa na
área de colagem quando comparado ao aderente antes do processo de colagem. Este fato
evidencia a ausência de adesivo suficiente na região de colagem. Uma possível explicação
pode estar relacionada ao torque excessivo aplicada pelos dispositivos de fixação no
momento da colagem dos corpos de prova.
(a) (b)
FIGURA 41- Falhas representativas para os aderentes de fibra de carbono (grupo 2).
(a) 0%-0h, 1%-100h, 1%-500h e 2%- 500h (b) Demais configurações.
A posição das amostras na câmara durante o processo de envelhecimento também deve ser
avaliada. As amostras foram colocadas na câmara simulando uma condição real de
operação, ou seja, com a luz UV incidindo diretamente no aderente (TAB. 3). Devido à
opacidade e a espessura dos aderentes utilizados, é possível que a luz UV não tenha
penetrado na camada de adesivo. Considerando estes fatos, optou-se pela realização de
novos ensaios utilizando aderentes de alumínio com as seguintes alterações no
procedimento:

51
Alteração dos períodos de envelhecimento para 0, 100, 200 e 400 horas.
Produção de CP's com 0% de nanopartícula para cada tempo de envelhecimento
testado.
Processo de resfriamento utilizando bombeamento de água gelada (FIG. 37).
Fixação das juntas utilizando dispositivo de fixação associado a um torquímetro,
com o intuito de aplicar uma mesma pressão sobre a camada de adesivo.
Colocação das juntas produzidas na câmara com a luz UV incidindo
paralelamente a área de colagem (TAB. 3).
Controle das condições ambientais do recinto onde a preparação e aplicação do
adesivo foi realizada.
5.1.2 Estudo final
O estudo final utiliza dados obtidos para o grupo de amostras 3. Este grupo de CP's foi
produzido com as alterações no procedimento descritas na seção anterior. Os resultados
para as tensões na ruptura no ensaio de cisalhamento aparente são mostradas na FIG. 42.
Analisando cada tempo de envelhecimento de maneira independente, nota-se que um
aumento na quantidade de nanopartícula eleva a tensão de ruptura obtida. Pode ser notado
também um comportamento mais estável dos dados com relação ao tempo de
envelhecimento. Por meio da análise de variância (ANOVA) é possível avaliar se existe
diferença significativa entre essas médias. Foi utilizado um nível de significância α=0,05.
Para verificar quais médias apresentavam diferença significativa foi utilizado o teste de
Tukey. Três comparações foram feitas:
Comparação entre o efeito da adição das nanopartículas na tensão de ruptura para
um mesmo período de envelhecimento.
Comparação entre o efeito da exposição a luz UV na tensão de ruptura para uma
mesma concentração de nanopartícula.
Comparação entre o efeito combinado da adição de nanopartículas e
envelhecimento na tensão de ruptura.

52
FIGURA 42- Tensões médias na ruptura (Grupo 3)
A TAB. 5 avalia a influência da concentração de nanopartícula para um mesmo tempo de
exposição a luz UVA. Quando comparadas as concentrações de 0% e 2% o teste de Tukey
mostrou haver diferenças significativas entre as tensões médias para todos os tempos de
envelhecimento. Esses acréscimos foram de aproximadamente 36, 60, 36 e 52% para 0,
100, 200 e 400 horas de envelhecimento respectivamente. Quando comparadas as
concentrações de 0% e 1% de nanopartícula, foi obtido um aumento de 31% para 100
horas de envelhecimento.
TABELA 5- Teste de Tukey para os resultados de tensão máxima
(influência da nanopartícula)
Análise de comparação entre as médias
0 horas 100 horas 200 horas 400 horas
1% - 0% Dif médias Não significativa Significativa Não significativa Não significativa
% de variação 14 31 8 16
2% - 0% Dif médias Significativa Significativa Significativa Significativa
% de variação 36 60 36 52
A TAB. 6 avalia a influência do tempo de envelhecimento para uma mesma concentração
de grafeno no adesivo. Observa-se que ao comparar 0 e 400 horas de envelhecimento,
foram encontradas diferenças significativas entre as médias para as três concentrações. Foi
observada uma variação de 14, 16 e 28% de aumento para 0, 1 e 2% de concentração
respectivamente. As comparações entre 0 e 200 horas não mostrou diferenças
0 horas 100 horas 200 horas 400 horas
0% 6,268 6,762 7,308 7,17
1% 7,136 8,848 7,926 8,306
2% 8,498 10,824 9,954 10,896
0
2
4
6
8
10
12
Ten
são
Mé
dia
Máx
ima
(MP
a)

53
significativas. Quando comparadas 0 e 100h apenas os CP's com 0% de grafeno não
apresentou diferenças significativas.
TABELA 6- Teste de Tukey para os resultados de tensão máxima
(influência do envelhecimento)
Análise de comparação entre as médias
0% 1% 2%
100h - 0h Dif médias Não Significativa Significativa Significativa
% de variação 8 24 27
200h - 0h Dif médias Não Significativa Não Significativa Não Significativa
% de variação 17 11 17
400h - 0h Dif médias Significativa Significativa Significativa
% de variação 14 16 28
A última análise visa avaliar o efeito combinado do envelhecimento e da adição de
grafeno. Para isso, todos os corpos de prova com adesivo nanomodificado que passaram
pelo processo de envelhecimento foram comparados com os corpos de prova sem
envelhecimento e sem nanopartícula (0%-0h). Esses resultados são mostrados na TAB. 7.
TABELA 7- Teste de Tukey para os resultados de tensão máxima
(influência da nanopartícula + envelhecimento)
Análise de comparação entre as médias
Comparação Dif médias Aumento (%)
1%100h - 0%0h Significativa 41
1% 200h - 0%0h Não Significativa 26
1% 400h - 0%0h Significativa 33
2%100h - 0%0h Significativa 73
2%200h - 0%0h Significativa 59
2%400h - 0%0h Significativa 74
Observa-se que para todos as comparações realizadas, exceto entre 1%-200h e 0%-0h
foram obtidos aumentos significativos, com destaque para a configuração 2%-400h que
apresentou um aumento na tensão de ruptura de 74%.
O outro parâmetro coletado do ensaio de cisalhamento aparente foi o deslocamento obtido
até o momento da ruptura. A FIG. 43 apresenta esses resultados e as TAB. 8, 9 e 10,
mostram o resultado das comparações entre as médias.

54
FIGURA 43- Deslocamentos médios na ruptura (Grupo 3).
TABELA 8- Teste de Tukey para os resultados de deslocamento máximo
(influência da nanopartícula)
Análise de comparação entre as médias
0 horas 100 horas 200 horas 400 horas
1% - 0% Dif médias Não significativa Significativa Não significativa Não significativa
% de variação 11 21 9 12
2% - 0% Dif médias Significativa Significativa Significativa Significativa
% de variação 22 40 23 39
TABELA 9- Teste de Tukey para os resultados de deslocamento máximo
(influência do envelhecimento)
Análise de comparação entre as médias
0% 1% 2%
100h - 0h Dif médias Não Significativa Significativa Significativa
% de variação 10 19 26
200h - 0h Dif médias Não Significativa Não Significativa Não Significativa
% de variação 13 11 13
400h - 0h Dif médias Significativa Significativa Significativa
% de variação 17 18 33
0 horas 100 horas 200 horas 400 horas
0% 0,9998 1,0998 1,129 1,174
1% 1,1128 1,3276 1,2344 1,3154
2% 1,2244 1,5382 1,3848 1,6312
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
De
slo
cam
en
to M
éd
io M
áxim
o (
mm
)

55
TABELA 10- Teste de Tukey para os resultados de deslocamento máximo
(influência da nanopartícula+envelhecimento)
Análise de comparação entre as médias
Comparação Dif médias Aumento (%)
1%100h - 0%0h Significativa 33
1% 200h - 0%0h Significativa 23
1% 400h - 0%0h Significativa 32
2%100h - 0%0h Significativa 54
2%200h - 0%0h Significativa 39
2%400h - 0%0h Significativa 63
Observa-se que de modo geral, mesmo analisados individualmente, a adição de grafeno e o
processo de envelhecimento aumentaram o deslocamento final na ruptura. Quando
combinados os dois efeitos, foram obtidos aumentos significativos em todas as
comparações realizadas, com destaque para a configuração 2%-400h que apresentou um
aumento no deslocamento na ruptura de 63% quando comparada a configuração controle.
Os modos de falha representativos obtidos para os corpos de prova ensaiados são
mostrados na FIG. 44. Observa-se que o modo de falha obtido pode ser classificado como
uma falha adesiva, caracterizada pela falha na interface entre o adesivo e o aderente. No
caso das falhas para as concentrações de grafeno de 0% e 1% a falha adesiva é muito bem
caracterizada independente do tempo de exposição à luz UV. No entanto, no caso dos
corpos de prova com a concentração de grafeno de 2 % em peso, o modo de falha pode ser
caracterizado como um modo misto de falha coesiva e adesiva. Observando a FIG. 44
nota-se que o modo de falha adesiva é dominante (maior área).

56
0%-0h 1%-0h 2%-0h
0%-100h 1%-100h 2%-100h
0%-200h 1%-200h 2%-200h
0%-400h 1%-400h 2%-400h
FIGURA 44- Modos de falha representativos.

57
5.2 Nanoindentação
O ensaio de nanoindentação permite avaliar a rigidez e dureza dos adesivos. O ensaio
consiste no carregamento e descarregamento de um nanoindentador sobre a superfície
desejada. Uma curva esquemática de carregamento e descarregamento é mostrada na FIG.
45.
FIGURA 45- Curva esquemática obtida no ensaio de nanoindentação.
(OLIVER; PHAR, 1992)
Por meio da plotagem dos dados de força e deslocamento o método de Oliver-Phar
determina o módulo de elasticidade reduzido (Er) através da relação mostrada na EQ. 5.1.
(5.1)
Onde S é o valor da inclinação da reta tangente a curva de descarregamento no ponto
correspondente a força máxima e A é a área indentada. O módulo de elasticidade E do
material pode ser calculado pela EQ. 5.2, onde Er, E, v, Ei e vi são: o módulo de
elasticidade reduzido e os módulos de elasticidade e coeficientes de Poisson referentes ao
material e ao nanoindentador.

58
(5.2)
A dureza do material pode ser calculada pela EQ. (5.3).
(5.3)
As amostras foram preparadas à parte e receberam radiação UVA diretamente. Segundo
Mailhot et al. (2008) o módulo de elasticidade de matrizes poliméricas se mantém
inalterado para profundidades maiores que 40 μm. Todos os ensaios foram realizados a
uma profundidade de 300 nm. O objetivo do ensaio foi avaliar o efeito da adição de
grafeno e da exposição a luz UV. As curvas de carregamento e descarregamento obtidas
para os ensaios de nanoindentação são mostradas na FIG. 46.
(a) (b)
(c) (d)

59
(e) (f)
(g) (h)
(i) (j)
(k) (l)
FIGURA 46- Curvas de força por deslocamento. (a) 0%-0h, (b) 0%-100h, (c) 0%-200h, (d) 0%-400h,
(e) 1%-0h, (f) 1%-100h, (g) 1%-200h, (h) 1%-400h (i) 2%-0h, (j) 2%-100h, (k) 2%-200h, (l) 2%-400h.
Observa-se que para a maioria das amostras envelhecidas e nanomodificadas, as curvas
apresentam-se praticamente sobrepostas o que indica uma boa dispersão das nanoestruturas
e que a radiação UVA atingiu a superfície de maneira uniforme. A FIG. 47 mostra os

60
valores obtidos para o módulo de elasticidade. As TABS. 11, 12 e 13 mostram as variações
obtidas para as comparações realizadas.
FIGURA 47- Módulo de elasticidade médio
TABELA 11- Teste de Tukey para os resultados de Módulo de Elasticidade
(influência da nanopartícula)
Análise de comparação entre as médias
0 horas 100 horas 200 horas 400 horas
1% - 0% Dif médias Significativa Significativa Significativa Não significativa
% de variação -8 4 13 -4
2% - 0% Dif médias Significativa Significativa Significativa Significativa
% de variação 14 19 20 10
TABELA 12- Teste de Tukey para os resultados de Módulo de Elasticidade
(influência do envelhecimento)
Análise de comparação entre as médias
0% 1% 2%
100h - 0h Dif médias Não Significativa Significativa Não Significativa
% de variação -5 7 -1
200h - 0h Dif médias Não Significativa Significativa Não Significativa
% de variação -4 18 1
400h - 0h Dif médias Não Significativa Significativa Significativa
% de variação -0,1 9 -4
0 horas 100 horas 200 horas 400 horas
0% 2766,88 2616,35 2652,06 2762,81
1% 2541,89 2714,72 3006,00 2663,72
2% 3153,08 3112,50 3195,57 3035,21
0
500
1000
1500
2000
2500
3000
3500
Mó
du
lo d
e e
last
icid
ade
(M
Pa)

61
TABELA 13- Teste de Tukey para os resultados de Módulo de Elasticidade
(influência da nanopartícula+envelhecimento)
Análise de comparação entre as médias
Comparação Dif médias Variação (%)
1%100h - 0%0h Não Significativa -2
1% 200h - 0%0h Significativa 9
1% 400h - 0%0h Significativa -4
2%100h - 0%0h Significativa 12
2%200h - 0%0h Significativa 15
2%400h - 0%0h Significativa 10
O efeito da adição de partícula no adesivo pode ser verificado pela análise da TAB. 11.
Observa-se que a adição de 2% de grafeno ao adesivo conduziu a incrementos
significativos no modulo de elasticidade do adesivo. Para a adição de 1% de grafeno foi
verificado aumento da rigidez apenas para 100 e 200 horas de exposição ao UV. Para 0
horas de exposição foi obtida uma redução significativa de 8% no módulo de elasticidade.
Para 400 horas não foi obtida variação significativa. Uma possível explicação para esta
redução pode estar relacionada a elevada rugosidade e porosidade encontradas na amostra
1%-0h (FIG. 48). A presença de poros nas amostras pode estar relacionada a não realização
de vácuo na resina após a etapa de dispersão das nanopartículas no adesivo.
FIGURA 48- Superfície da amostra 1%-0h.
A TAB. 12 avalia o efeito da exposição ao UV. Observa-se que para 0% de nanopartícula
não houve diferença significativa entre as médias. Para 2% de grafeno apenas a
comparação entre 0 e 400 horas mostrou redução significativa do módulo, porém a mesma
foi de apenas 4%. As amostras com 1% de grafeno obtiveram aumentos significativos

62
quando coparados os períodos de exposição de 0-100h, 0-200h e 0-400h, porém a
dimensão desse aumento pode não estar relacionada ao tempo de exposição ao UV, mas
ao baixo valor de rigidez encontrado para a amostra 1%-0h. A partir da avaliação do efeito
combinado da adição de grafeno e exposição ao UV (TAB. 13) observa-se que o efeito da
adição de nanopartícula foi dominante nesse ensaios. Ao comparar-se o aumento obtido
para o efeito combinado e o devido a adição de grafeno, observa-se que a diferença entre
eles é aproximadamente a diferença entre as amostras utilizadas como controle. Estes
resultados levam a hipótese que para os períodos de exposição testados a luz UV não teve
influência na rigidez do adesivo puro nem do adesivo nanomodificado.
A FIG. 49 mostra os resultados para a dureza do adesivo. As TABS. 14, 15 e 16 mostram
as variações obtidas para as comparações realizadas.
FIGURA 49- Dureza média
TABELA 14- Teste de Tukey para os resultados de Dureza
(influência da nanopartícula)
Análise de comparação entre as médias
0 horas 100 horas 200 horas 400 horas
1% - 0% Dif médias Significativa Significativa Significativa Significativa
% de variação -23 -9 -15 -15
2% - 0% Dif médias Significativa Significativa Não significativa Não significativa
% de variação 4 9 3 2
0 horas 100 horas 200 horas 400 horas
0% 274,82 260,30 264,85 256,42
1% 211,30 236,16 224,15 226,51
2% 286,89 282,82 276,02 260,87
0
50
100
150
200
250
300
350
Du
reza
(M
Pa)
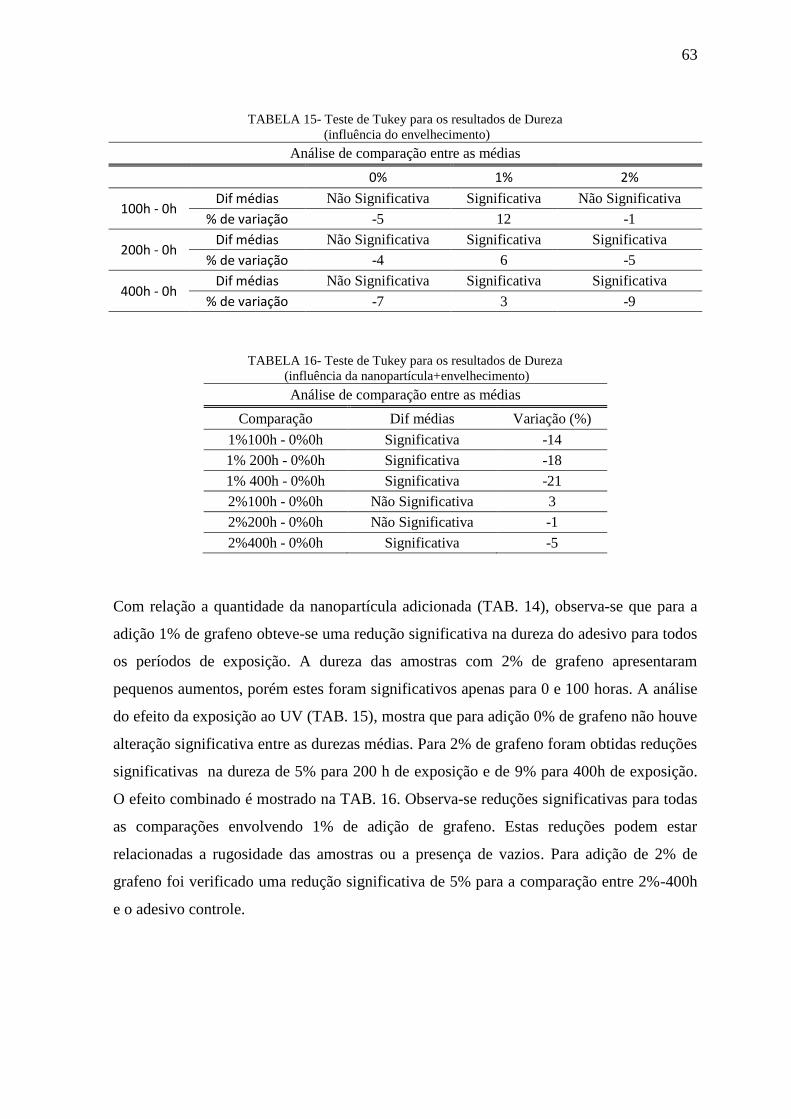
63
TABELA 15- Teste de Tukey para os resultados de Dureza
(influência do envelhecimento)
Análise de comparação entre as médias
0% 1% 2%
100h - 0h Dif médias Não Significativa Significativa Não Significativa
% de variação -5 12 -1
200h - 0h Dif médias Não Significativa Significativa Significativa
% de variação -4 6 -5
400h - 0h Dif médias Não Significativa Significativa Significativa
% de variação -7 3 -9
TABELA 16- Teste de Tukey para os resultados de Dureza
(influência da nanopartícula+envelhecimento)
Análise de comparação entre as médias
Comparação Dif médias Variação (%)
1%100h - 0%0h Significativa -14
1% 200h - 0%0h Significativa -18
1% 400h - 0%0h Significativa -21
2%100h - 0%0h Não Significativa 3
2%200h - 0%0h Não Significativa -1
2%400h - 0%0h Significativa -5
Com relação a quantidade da nanopartícula adicionada (TAB. 14), observa-se que para a
adição 1% de grafeno obteve-se uma redução significativa na dureza do adesivo para todos
os períodos de exposição. A dureza das amostras com 2% de grafeno apresentaram
pequenos aumentos, porém estes foram significativos apenas para 0 e 100 horas. A análise
do efeito da exposição ao UV (TAB. 15), mostra que para adição 0% de grafeno não houve
alteração significativa entre as durezas médias. Para 2% de grafeno foram obtidas reduções
significativas na dureza de 5% para 200 h de exposição e de 9% para 400h de exposição.
O efeito combinado é mostrado na TAB. 16. Observa-se reduções significativas para todas
as comparações envolvendo 1% de adição de grafeno. Estas reduções podem estar
relacionadas a rugosidade das amostras ou a presença de vazios. Para adição de 2% de
grafeno foi verificado uma redução significativa de 5% para a comparação entre 2%-400h
e o adesivo controle.

64
5.3 Difração de raios-x
O ensaio de difração de raios x permite medir o espaçamento entre os planos atômicos da
fase cristalina da amostra. A intensidade dos raios X difratados é medida em função do
ângulo de difração (2θ) e da orientação da amostra o que fornece um difratograma para a
amostra. A lei de Bragg (EQ. 5.4) relaciona o espaçamento d entre os planos atômicos com
comprimento de onda da radiação emitida λ e o angulo de difração.
(5.4)
A FIG. 50 mostra o padrão de difração de raios-x obtidos para as amostras testadas.
Observa-se que para o difratograma controle (HC11IQ), o pico característico encontra-se a
aproximadamente 26,2° e corresponde a um espaçamento basal de 0,338 nm. Segundo
Saito et al. (2005) o espaçamento entre as folhas de grafeno é de aproximadamente 0,34
nm, o que valida os resultados experimentais.
FIGURA 50- Padrão de difração de raios-x para as amostras testadas.
A presença de nanoestruturas de grafeno também pode ser detectada nas amostras de 2%-
0h e 2%-500h (FIG.51). Para essas amostras o espaçamento basal verificado foi de 0,336

65
nm para 2%-0h e de 0,339 nm para 2%-500h. Portanto nota-se que o processo de dispersão
não foi capaz de alterar o espaçamento entre os planos. Para as amostras com 1% de
concentração o pico característico do grafeno não foi detectado o que evidencia a presença
de uma estrutura esfoliada.
FIGURA 51- Amostras com pico característico detectado.
O limite mínimo para o diâmetro médio das nanopartículas pode ser estimado pela EQ. 5.5
utilizada por Birks e Friedman (1946).
(5.5)
Onde D é o diâmetro médio das nanoestruturas formadas, K é uma constante (definida
como 0,89), B é a largura do pico em radianos, λ é o comprimento de onda da radiação
utilizada e θ é o ângulo de difração. O tamanho médio calculado para as nanoestruturas foi
de 22,41 nm para a amostra 2%-0h e 22,39 nm para 2%-500h. O tamanho mínimo
encontrado corresponde a blocos de grafite com cerca de 66 folhas de grafeno. A
morfologia desse nanocompósito pode ser classificada como parcialmente esfoliada.

66
5.4 Espectroscopia na região do infravermelho por Transformada de Fourier
A espectroscopia de infravermelho é uma técnica de caracterização essencial para elucidar
a estrutura da matéria em nível molecular. A composição química, o arranjo das ligações
dos constituintes pode ser obtido em compósitos poliméricos pela utilização da
espectroscopia na região do infravermelho. A relação entre a intensidade do feixe de
infravermelho transmitido através da amostra com a frequência do feixe produz uma
assinatura da estrutura molecular. A radiação infravermelha é absorvida quando um dipolo
vibra naturalmente na mesma frequência no absorvedor. O padrão de vibração é único para
uma dada molécula e a intensidade da absorção é relacionada a quantidade do absorvedor
presente. A técnica de FTIR pode ser utilizada para analisar gases, líquidos e sólidos com
preparação mínima (THEOPHANIDES, 2012).
Para entender como as nanoestruturas de grafeno afetaram a degradação do adesivo
AR300/AH30-150, os ensaios de FTIR foram realizados para cada conjunto de amostras.
Os espectros foram obtidos a partir de amostras em pastilha (FIG. 52) na faixa de 400 a
4000 cm-1
.
FIGURA 52- Amostras preparadas para os ensaios de FTIR.
(a) adesivo nanomodificado (b) adesivo puro.
As FIGS. 53, 54 e 55, mostram as assinaturas de FTIR do modo de transmissão para
identificar os produtos da degradação. Baseado no trabalho de Ngono e Marechal (2000),
uma atribuição aproximada das principais bandas de absorção do sistema epóxi estudado
foi realizada (TAB. 17).

67
TABELA 17 - Atribuição aproximada das principais bandas de absorção para o sistema epóxi.
Banda (cm-1
) Designação
3406 Banda de Hidroxila (-OH) estiramento
2968-2850 Unidade Alquila (C-H) estiramento
1653 Grupo carbonila (C=O)
1612-1545-1512 Estiramento anel aromático
1297 Modo de torção dor grupos -CH2-
1255 Éter aromático estiramento
1182 Estiramento C-C de dois grupos p-fenileno
1041 Estiramento das formas trans da cadeia de éter
918 Grupo funcional epóxi
829 Grupo p-fenileno
Observa-se que durante o processo de envelhecimento houve um aumento da banda de
hidroxila, que é um indicativo da entrada de água no sistema. Para as amostras sem adição
de grafeno, foi verificada uma redução da banda referente ao estiramento do anel
aromático com o decorrer do processo de envelhecimento. Para as amostras com adesivo
nanomodificado, observou-se um comportamento diferente. A banda de estiramento do
anel aromático (1612-1545-1512 cm-1
) aumentou com o tempo de envelhecimento. Este
fato associado ao aumento nas bandas relacionadas aos grupos funcional epóxi (918 cm-1
)
e p-fenileno (829 cm-1
) explicam o aumento observado na rigidez do adesivo.
FIGURA 53- Espectro no FTIR para 0% de grafeno.

68
FIGURA 54- Espectro no FTIR para 1% de grafeno.
FIGURA 55- Espectro no FTIR para 2% de grafeno.

69
6. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Uma família de adesivos nanomodificada com blocos de grafeno foi preparada e
posteriormente exposta a luz ultra violeta. Foi avaliado o comportamento mecânico, físico-
químico e a morfologia das nanoestruturas formadas.
Os ensaio de cisalhamento aparente mostraram que a adição de grafeno e a exposição ao
UV aumentaram a resistência ao cisalhamento e o deslocamento na ruptura do adesivo. O
efeito combinado da adição de grafeno e exposição ao UV conduziu a aumentos na tensão
de ruptura de 41 e 73% para 1%-100h e 2%-400h respectivamente. Para o deslocamento
foram obtidos aumentos de 33 e 63% para 1%-100h e 2%-400h. O modo de falha
encontrado para as juntas single-lap testadas com 0% e 1% de grafeno foi classificado
como falha adesiva e não foi alterado com o tempo de exposição a luz UV. Para 2% de
grafeno o modo de falha encontrado consistiu numa mistura de falhas adesiva e coesiva..
Os ensaios de nanoindentação revelaram que a adição de 1 de 2% de grafeno elevaram a
rigidez dos adesivos em 13 e 20% para a comparação realizada entre as amostras com 200
horas de exposição a luz ultravioleta. O efeito da exposição a luz UV não apresentou
efeitos significativos no módulo de elasticidade do adesivo. Com relação ao efeito
combinado, foram obtidos aumentos de 9 e 15% para as amostras 1-200h e 2%-200h.
A análise de difração de raios x apresentam um possível indicativo de que as amostras com
adição de 1% de grafeno encontram-se na forma esfoliada. Para as amostras com 2% de
grafeno, foi detectada a presença do pico característico do grafite correspondendo a um
espaçamento basal de 0,34 nm. O tamanho mínimo da nanoestruturas presentes nessas
amostras foi de cerca de 22 nm.
Os ensaios de infravermelho revelaram mudanças nos grupos carbonila, hidroxila, epóxi e
p-fenileno com o tempo de exposição a luz UV. Essas mudanças parecem estar associadas
ao aumento da capacidade de carga do adesivo.
Como sugestões para trabalhos futuros podemos destacar:
avaliar a dispersão das nanopartículas na matriz por meio de microscopia
eletrônica de varredura (MEV).
Avaliar o grau de cura do adesivo antes e depois da exposição a luz UV.

70
Avaliar as alterações nas propriedades do adesivo sobre condições higrotérmicas.
Avaliar o comportamento do adesivo na união de compósitos e metais.
Aplicar o adesivo em reparos híbridos para tubulações do setor de petróleo e gás.

71
7. REFERÊNCIAS BIBLIOGRÁFICAS
1. AJAYAM, P. M.; SCHADLER, L. S.; BRAUN, P. V. Nanocomposites Science and
Technology. Weinheim: Wiley-VCH, 2003. 230p.
2. ALLAOUI, A.; EVESQUE, P. J.; BAI, B. Effect of Aging on the Reinforcement
Efficiency of Carbon Nanotubes in Epoxy Matrix. Journal of Materials Science,
v.43, 2008. pp. 5020-5022.
3. AMERICAN SOCIETY FOR TESTING AND MATERIALS ASTM D5868-01.
Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic. USA,
2008. Disponivel em: <http://www.astm.org/Standards/D5868.htm>.
4. AVILA, A. F.; YOSHIDA, M. I.; CARVALHO, M. G. R.; DIAS, E. C.; JÚNIOR,
J. A. An investigation on post-fire behavior of hybrid nanocomposites under
bending loads. Composites Part B: Engineering, v. 41, p. 380-387, 2010.
5. AVOURIS, P. Graphene: Electronic and Photonic Properties. Nano Letters, v. 10
(11), 2010. p. 4285-4294.
6. BAKER, A.; DUTTON, S.; KELLY, D. Composite Materials for Aircraft
Structures. 2nd. ed. 1801 Alexander Bell Drive, Reston, VA 20191-4344, USA:
AIAA Education Series, 2004. 597 p.
7. BANEA, M. D.; DA SILVA, L. F. M. Adhesively Bonded Joints in Composite
Materials: an Overview. Proceedings of the institution of mechanical engineers,
part l: journal of materials design and applications, v. 223, 2009. p. 1-18.

72
8. BARRACUDA. Acessado em 8 de maio de 2013. Disponível em:
<http://www.barracudacomposites.com.br/prod_fibras.htm>
9. BOEING. Acessado em 10 de maio de 2013. Disponivel em:
<http://www.boeing.com/boeing/companyoffices/gallery/images/commercial/787>.
10. CALLISTER, W. D. Jr. Ciência e Engenharia de Materiais: Uma introdução. 5ª ed.
Rio de Janeiro, RJ: LTC Editora, 2002. ISBN 85-216-1288-5.
11. CARVALHO, M. G.; ÁVILA, A. F.; VAN PETTEN, A. M. V. N. Estudo da
influência da adição de nanofolhas de grafeno nas propriedades térmicas de
nanocompósitos poliméricos. Revista Iberoamericana de Polímeros, v. 12(1), enero
de 2011.
12. CHANG L. N.; CHOW, W. S. Accelerated Weathering on Glass
Fiber/Epoxy/Organo-montmorillonite Nanocomposites. Journal of Composite
Materials, v. 44, 2010. pp. 1421-1434.
13. CHEN, Y.C., ZHOU, S.X. AND WU, L.M. (2005). Synthesis of Raspberry-like
PMMA/SiO2 nanocomposite particles by a soapless one-step process. European
Polymer Journal (submitted 2005).
14. DANIEL, I. M.; ISHAI, O. Engineering mechanics of composite materials. New
York: Oxford University, 1994. 395 p.
15. DAO, B.; HODGKIN, J.; KRSTINA, J.; MARDEL, J.; TIAN, W. Composite
Materials. II. Chemistry of Thermal Aging in a Structural Composite. Journal of
Applied Polymer Science, v. 102, 2006. pp.3221-3232.
16. DATLA, N. V.; ULICNY, J.; CARLSON, B.; PAPINI, M.; SPELT, J. K. Mixed-
mode Fatigue Behavior of Degraded Epoxy Adhesive Joints. International Journal
of Adhesion and Adhesives, v. 31, 2011. pp. 88-96.

73
17. EBNESAJJAD, S. Adhesives Technology Handbook. Second Edition. ed. 13 Eaton
Avenue, Norwich, NY 13815, USA: William Andrew Inc., 2008. 387 p.
18. EDGREN, F. et al. Formation of damage and its effects on non-crimp fabric
reinforced composites loaded in tension. Composites Science and Technology,
2004. v. 64, pp. 675-692.
19. ENLIGHTEN. Acessado em 10 de maio de 2013. Disponivel em:
<http://altairenlighten.com/wp-content/uploads/2012/04/BMW-i8-Spyder.jpg>.
20. FERNBERG, S. P.; BERGLUND, L. A. Effects of glass fiber size composition
(film-former type) on transverse cracking in cross-ply laminates. Composites: Part
A: Applied science and Manufacturing, 2000. v. 31, pp. 1083-1090.
21. FIBERLINE COMPOSITES. Acessado em 10 de maio de 2013. Disponivel em:
<http://www.fiberline.com/structures/case-stories-other-structures/-eyecatcher-
building/eyecatcher-building>.
22. FISHER, H. Polymer nanocomposites: from fundamental research to specific
applications. Materials Science and Engineering: C. v. 23, n. 6-8, p. 763-772, 2003.
23. GAY, D.; HOA, S. V.; TSAI, S. W. Composite Materials Design and Applications.
2000 N. W. Corporate Blvd., Boca Raton, Florida 33431, USA: CRC PRESS,
2003. 523 p.
24. GOERTZEN, W. K.; KESSLER, M. R. Dynamic mechanichal analysis of
carbon/epoxy composites for structural pipeline repair. Composites Part B:
Engineering. v. 38, 2007. p. 1-9.
25. GÜNAYDIN, B.; DAGHAN, B.; AVCI, A. Fatigue behavior of surface-notched
composite pipes repaired by composite patches. International Journal of Damage
Mechanics. v. 22, 2013. p. 490-498.

74
26. HE, X. A review of finite element analysis of adhesively bonded joints.
International Journal of Adhesion and Adhesives, v. 31, n.4 , 2011. p. 248-264.
27. HERAKOVICH, C. T. Mechanics of fibrous Composites. 605 third Avenue, New
York, USA: John Wiley & Sons, Inc., 1998. 460 p.
28. HIGGINS, A. Adhesive Bonding of Aircraft Structures. International Journal of
Adhesion and Adhesives, v. 20, 2000. pp. 367-376.
29. HUSSAIN, F.; OKAMOTO, M.; GORGA, R. S. Review article: Polymer matrix
nanocomposites, processing manufacturing, and application: an overview. Journal
of Composite Materials, v. 40, n. 17, p. 1511-1575, 2006.
30. KABLOV, E. N. et al. Climatic Aging of Composite Aviation Materials: I. Aging
Mechanisms. Russian Metallurgy, v.9, 2011. pp. 993-1000.
31. KAHRAMAN, R.; SUNAR, M.; YILBAS, B. Influende of adhesive thickness and
filler content on the mechanical performance of aluminum single-lap joints bonded
with aluminum powder filled epoxy adhesive. Journal of Materials Processing
Technology, v. 205, p. 183-189, 2008.
32. KAW, A. K. Mechanics of Composites. 2nd. ed. New York: CRC Press, 1997. 250
p.
33. KAW, A. K. Mechanics of Composite Materials. 2nd. ed. 6000 Broken Sound
Parkway NW, Suite 300, Boca Raton, FL 33487-2742, USA: Taylor & Francis,
2006. 473 p.
34. KNIGHT, K. A.; HOU, T. H.; BELCHER, M. A.; PALMIERI, F. L.; WOHL, C.
J.; CONNELL, W. J. Hygrothermal Aging of Composite Single Lap Shear
Specimens Comprised of AF-555M Adhesive and T800H/3900-2 Adherent.
International Journal of Adhesion and Adhesives, v.39, 2012. pp. 1-7.

75
35. KOO, J. H. Polymer Nanocomposites: Processing, Characterization and
Applications. 1st. ed. New York: McGral-Hill, 2006. 272.
36. KUMAR, B.; SUN, C. T.; WANG, P. H.; STERKENBURG, R. Adding
Additional Load Paths in a Bonded/Bolted Hybrid Joint. AIAA Journal, v. 47,
2010. pp. 1593-1598.
37. LARCHÉ, J-F.; BUSSIÈRE, P-O.; THÉRIAS, S.; GARDETTE, J-L.
Photooxidation of Polymers: Relating Material Properties to Chemical Changes.
Polymer Degradation and Stability, v. 97, 2012. pp. 25-34.
38. LEE, C.; WEI, X.; KYSAR, J. W.; HONE, J. Measurement of the Elastic Properties
and Intrinsic Strength of Monolayer Graphene. Science, v. 321, 2008 pp. 385-388.
39. LI, B. e ZHONG. W-H. Review on polymer/graphite nanoplatelet nanocomposites.
Journal of Materials Science, v. 46, p. 5595-5614, 2011.
40. MARTIN-GALLEGO, M.; VERDEJO, R.; LOPEZ-MANCHADO, M.A.;
SANGERMANO, M. Epoxy-Graphene UV-cured nanocomposites. Polymer, v. 52,
2011. p. 4664-4669.
41. MAILHOT, B.; MORLAT-THÉRIAS, S.; BUSSIÈRE, P-O.; PLUART, L. L.;
DUCHET, J.; SAUTEREAU, H.; GÉRARD, J-F.; GARDETTE, J-L. Photoageing
Behaviour of Epoxy Nanocomposites: Comparison between Spherical and Lamellar
Nanofillers. Polymer Degradation and Stability, v.93, 2008. pp. 1786-1792.
42. MENDONÇA, P. DE TARSO. R. Materiais Compostos e Estruturas-sanduíche -
Projeto e Análise. primeira. ed. Tamboré, Barueri: Editora Manole, 2005. 632 p.
43. MILLER, S. G.; BAUER, J. L.; MARYANNSKI, M. J.; HEIMANN, P. J.;
BARLOW, J. P.; GOSAU, J-M.; ALLRED, R. E. Characterization of epoxy

76
functionalized graphite nanoparticles an the physical. Composites Science and
Technology, v. 70, 2010. p. 1120-1125
44. NGONO, Y.; MARECHAL, Y. Epoxy-Amine Reticulates Observed by Infrared
Spectrometry. II. Modifications of Structure and of Hydration Abilities After
Irradiation in a Dry Atmosphere. Journal of Polymer Science: Part B: Polymer
Physics, Vol. 38, 2000, pp. 329–340
45. OLIVER, W. C.; PHARR, G. M. An improved technique for determining hardness
and elastic modulus using load and displacement sensing indentation experiments.
Journal of Materials Research, v. 7, 1992. p. 1564–1583.
46. ONERA. Acessado em 10 de dezembro de 2012. Disponivel em:
<http://www.onera.fr/images-science/materiaux-structures/composites-simulation-
zebulon-multi-echelle.php>.
47. PETRIE, E. M. Handbook of Adhesives and Sealants. New York, USA: McGraw-
Hill, 2000. 896 p.
48. PETROVA, A. P.; LUKINA, N. F. Behavior of Epoxy Adhesive Joints under
Service Conditions. Polymer Science Ser. C, v. 49, 2007. p. 99-105.
49. POTTS, J. R.; DREYER, D. R.; BIELAWSKI C.W.; RUOFF R. S. Graphene-
based polymer nanocomposites. Polymer, v.52, 2011. p. 5-25.
50. RACYCLES. Acessado em 15 de maio de 2013. Disponivel em:
<http://www.racycles.com/mtb/closeouts/giant/giant-anthem-xadvanced-sl-2011-
frame/>.
51. SAITO, R.; DRESSELHAUS, G.; DRESSELHAUS, M. S. Physical Properties of
Carbon Nanotubes. London, UK: Imperial College Press, 2005. 259 p.

77
52. SCHOLZ, M-S.; BLANCHFIELD, J.P.; BLOOM, L. D.; COBURN, B. H.;
ELKINGTON M.; FULLER J. D.; GILBERT, M. E.; MUFLAHI, S. A.;
PERNICE, M. F.; RAE, S.I.; TREAVARTHEN, J. A.; WHITE, S.C.; WEAVER,
P. M.; BOND, I. P. The use of composite materials in modern orthopaedic
medicine and prosthetic devices: A review. Composites Science and Technology,
v.71, 2011. p. 1791-1803.
53. SCHWIERZ, F. Graphene transistors. Nature Nanotechnology, v.5, 2010. p. 487-
496.
54. SCIENCE DAILY. Acessado em 9 de maio de 2013. Disponivel em:
<http://www.sciencedaily.com/releases/2008/06/080616091602.htm>.
55. SILVA NETO, A. Desenvolvimento de um Adesivo Nanomodificado por Grafeno.
UNIVERSIDADE FEDERAL DE MINAS GERAIS. 2011 Dissertação (mestrado)
Universidade Federal de Minas Gerais. Departamento de Engenharia Mecânica.
Belo Horizonte, 2011.
56. SILVA NETO, A.; CRUZ, D. T. L.; ÁVILA, A. F. Nano-modified Adhesive by
Graphene: The Single Lap Joint Case. Materials Research, v. 16, n. 3, 2013. p.
502-506.
57. STANKOVICH, S.; DIKIN, D. A.; PINER, R. D.; KOHLHASS, K. A.;
KLEINHAMMES, A.; JIA, Y.; WU, Y.; NGUYEN, S. T.; RUOFF, R. S. Synthesis
of graphene-based nanosheets via chemical reduction of exfoliated. Carbon, v. 45,
n. 7 , 2007. p. 1558- 1565.
58. SUGIMAN, S.; CROCOMBE, A. D.; ASCHROFT, I. Experimental and Numerical
Investigation of Static Response of Environmental Ageing Adhesively Bonded
Joints. International Journal of Adhesion and Adhesives, v. 40, 2013. pp.224-237.
59. THEOPHANIDES, T. Infrared Spectroscopy-Materials Science, Engineering and
Technology. Janeza Tridine 9, 51000 Rijeka, Croatia: InTech, 2012. 524 p.
78
60. THOSTENSON, E. T.; LI, C.; CHOU, T-W. Nanocomposites in context.
Composites Science and Technology, v. 65, n. 3-4, 2005. p. 491-516.
61. VASSILOPOULOS, A. P.; KELLER, T. Fatigue of Fiber-reinforced Composites.
[S.l.]: Springer, 2011. 252 p.
62. WANG, G.; SHEN, X.; WANG, B.; YAO, J.; PARK, J. Synthesis and
characterisation of hydrophilic and organophilic graphene nanosheets. Carbon, V.
47, 2009. p. 1359-1364.
63. WONG, H. S. P.; AKINWANDE, D. Carbon Nanotube and Graphene Device
Physics. [S.1]: Cambridge University Press., 2011. 251p.
64. WOO, R. S. C.; ZHU, H.; LEUNG, C. K. Y.; KIM, J-K. Environmental
Degradation of Epoxy-Organoclay Nanocomposites due to UV Exposure: Part II
Residual Mechanical Properties. Composites Science and Technology, v. 68, 2008.
pp.2149-2155.
65. YOUNG, R. J.; KINLOCH, I. A.; NOVOSELOV, K. S. The mechanics of
graphene nanocomposites: A review. Composites Science and Technology, v. 72,
2012. p. 1459-1476.
66. ZHAO, X.; ZHANG, Q.; CHEN, D. Enhanced Mechanical Properties of Graphene-
Based. Macromolecules, v. 43, 2010. p. 2357-2363.
67. ZHOU, Y.; XU, F.; JIANG, G.;WANG, X.; HU, R.; WANG, R.; XI, X.;WANG,
S.; WANG, T.; CHEN, W. Superhydrophobic and high adhesive performance of
functionalized graphene films. Powder Technology, v.230, 2012. p. 247-251.