e da metalização por deposição química para células ... · aos resultados das simulações,...
TRANSCRIPT
PUCRS
PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL
PRÓ-REITORIA DE PESQUISA E PÓS-GRADUAÇÃO PPRROOGGRRAAMMAA DDEE PPÓÓSS--GGRRAADDUUAAÇÇÃÃOO EEMM EENNGGEENNHHAARRIIAA EE
TTEECCNNOOLLOOGGIIAA DDEE MMAATTEERRIIAAIISS Faculdade de Engenharia
Faculdade de Física Faculdade de Química
PGETEMA
Otimização do Emissor n+ e da Metalização por Deposição Química para Células Solares Industriais
Canan Rodrigues Ramos Engenheiro Químico
DISSERTAÇÃO PARA A OBTENÇÃO DO TÍTULO DE MESTRE EM
ENGENHARIA E TECNOLOGIA DE MATERIAIS.
Porto Alegre, julho de 2006.
PUCRS
PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL
PRÓ-REITORIA DE PESQUISA E PÓS-GRADUAÇÃO PPRROOGGRRAAMMAA DDEE PPÓÓSS--GGRRAADDUUAAÇÇÃÃOO EEMM EENNGGEENNHHAARRIIAA EE
TTEECCNNOOLLOOGGIIAA DDEE MMAATTEERRIIAAIISS Faculdade de Engenharia
Faculdade de Física Faculdade de Química
PGETEMA
Otimização do Emissor n+ e da Metalização por Deposição Química para Células Solares Industriais
Canan Rodrigues Ramos Engenheiro Químico
Orientadora: Profa. Dra. Izete Zanesco Co-orientador: Prof. Dr. Adriano Moehlecke
Trabalho realizado no Programa de Pós-Graduação em Engenharia e Tecnologia dos Materiais-PGETEMA, como parte dos requisitos para a obtenção do título de Mestre em Engenharia e Tecnologia de Materiais.
Porto Alegre, julho de 2006.

2

I
“O ensinamento para mim é tão grande porque verdadeiramente nos
ensina a viver.” V.M. Rabolú
“A verdade não é questão de aceitar algo ou rechaçá-lo. A
verdade é questão de experimentar, vivenciar e
compreender.” V.M. Rabolú

II
I
AGRADECIMENTOS
As hierarquias divinas por concederem à oportunidade de trilhar este caminho.
Aos meus familiares e a minha namorada pelo apoio, dedicação e compreensão
dispensada em toda a trajetória. Aos orientadores e colegas, do Núcleo Tecnológico
em Energia Solar desta Universidade, pela orientação, apoio e participação neste
trabalho. A banca examinadora por aceitar o convite. A Pontifícia Universidade
Católica do Rio Grande do Sul pela bolsa de mestrado, durante 1 ano, uma contra-
partida no projeto intitulado de “Planta Piloto de Módulos Fotovoltaicos com
Tecnologia Nacional”. A Companhia Estadual de Energia Elétrica, pois no âmbito do
projeto intitulado “Metalização de Alta Definição para Células Solares Industriais
Eficientes” desenvolvi esta dissertação.
II
RESUMO
O Sol é uma fonte inesgotável de energia e fornece seis vezes mais energia do
que o consumo anual mundial. Sendo assim, seria possível substituir todo o
potencial de recursos fósseis pelos recursos solares. O dispositivo que converte
energia solar em elétrica é a célula solar. Os objetivos desta dissertação foram
implementar e otimizar o processo para obtenção do emissor n+, o processo de
gettering bem como a metalização por deposição química sem eletrodos em
substrato de silício Czochralski, tipo p. Para isso foram otimizadas, por meio de
simulações, a regiões frontal e posterior, constatando-se que é possível obter
dispositivos de até 18% de eficiência, para metalizações realizadas por electroless
com região n+ de resistência de folha de 114 Ω/ a 148 Ω/ . Esta região n+ foi
implantada em fornos convencionais, empregando o dopante líquido Phosphorus
Film P509, fornecido pela Filmtronics, depositado pela técnica de spin-on. Foram
alcançadas resistências de folha de 50 Ω/ a 150 Ω/ , para temperaturas variando
de 700 °C a 800 °C e tempo de difusão de 5 min a 15 min. Os valores são próximos
aos resultados das simulações, para a obtenção de células de alta eficiência. Os
mecanismos de gettering por fósforo foram estudados e avaliados dentro dos
mesmos intervalos de tempo e temperatura utilizados para obter o emissor n+. Estes
mecanismos são efetivos, apresentando um aumento no tempo de vida dos
portadores minoritários de até 400 %, para a temperatura de 800 °C durante 15
minutos. Neste caso, a resistência de folha é 80 Ω/ . A metalização por deposição
química sem eletrodos, electroless, para níquel, cobre e prata foi desenvolvida para
III
uma estrutura n+pp+. O processo de fotolitografia e ativação superficial foram
implementados para otimizar o tempo e a temperatura de imersão nas soluções.
Foram obtidas espessuras de trilhas da malha metálica da ordem de 10 µm e a
resistência elétrica da estrutura de medida de 3 mm de comprimento é de 0,5 Ω. O
fator de forma das células solares fabricadas é 0,50, devido a problemas de
resistência série. A tensão de circuito aberto varia entre 525 mV a 545 mV, e é
limitada principalmente pelo baixo tempo de vida de portadores minoritários. A
densidade de corrente de curto-circuito é 30 mA/cm2, para dispositivos sem filme
anti-reflexo. Com a malha metálica formada por electroless, os protótipos de células
apresentaram eficiência de 10 %, similar à eficiência das células solares com
metalização por evaporação de prata seguida da deposição por electroless.
IV
ABSTRACT
The Sun is an inexhaustible source of energy and it supplies six times more
energy than the world annual consumption. Therefore, fossil resources would be
substituted by solar resources. Solar cell is the device that converts solar energy in
electric energy. The most common structure is n+pp+, that is, with a n+ emitter and a
p+ BSF. The purpose of this work is to optimize the process of obtaining n+ emitter
and gettering mechanisms in the diffusion and to implement the electroless metal
deposition. Highly doped regions n+ and p+ were optimized by simulation, finding out
that 18% efficient solar cells can be obtained, taking into account electroless metal
grid and n+ region with sheet resistance from 114 Ω/ to 148 Ω/ . The n+ emitter was
implemented in a conventional furnace, by using the liquid dopant Phosphorus Film
P509, deposited by spin-on. Sheet resistances from 50 Ω/ to 150 Ω/ were
obtained, for temperatures from 700 °C to 800 °C and diffusion time from 5 min to 15
min. Phosphorus gettering was studied for the same temperatures and times ranges
and we observed that gettering was very effective allowing a 400% improvement in
bulk minority carrier lifetime for diffusion at 800 °C during 15 min. With these process
parameters, sheet resistance obtained was 80 Ω/ . Electroless deposition of nickel,
copper and silver was implemented and metal grid was defined by a
photolithographic process. Surface activation was optimized considering time and
temperature of the solutions during the process. Thick fingers of 10 µm were
achieved and an average electrical resistance of 0,5 Ω was obtained for 3 mm length
structures. The fill factor of the solar cells was only 0,50, due to problems of series
V
resistance. The open circuit voltage was from 525 mV to 545 mV, and it was
limited mainly by the low bulk minority carrier lifetime. The short circuit current density
was 30 mA/cm2 for devices without anti-reflecting coating. With the metal grid
deposited by electroless, 10% efficient solar cells were produced. This result is
similar to that obtained with metal grid deposited by titanium-silver vacuum
evaporation and silver deposition by electroless.
VI
SUMÁRIO
AGRADECIMENTOS .....................................................................................................I
RESUMO .....................................................................................................................II
ABSTRACT................................................................................................................ IV
LISTA DE FIGURAS ................................................................................................. VIII
LISTA DE TABELAS ................................................................................................. XII
LISTA DE SÍMBOLOS ..............................................................................................XIV
1 INTRODUÇÃO ..........................................................................................1
2 PROCESSOS DE EXTRAÇÃO E NEUTRALIZAÇÃO DE IMPUREZAS....................5
2.1 Processos de Contaminação com Impurezas Metálicas .................................5
2.2 Processos de Gettering ......................................................................................6
2.3 Processos de Gettering por Alumínio ...............................................................8
2.4 Processos de Gettering por Fósforo. ..............................................................12
2.5 Processo de Co-Gettering por Fósforo e Alumínio ........................................17
2.6 Processo de Gettering por Boro ......................................................................18
3 OTIMIZAÇÃO DAS REGIÕES N+ E P
+ POR SIMULAÇÃO .......................................20
3.1 Procedimentos ..................................................................................................20
3.2 Resistência Série Total .....................................................................................23
3.3 Otimização do Emissor n+ ................................................................................25
3.4 Otimização da Região p+...................................................................................28
3.5 Resultados da Otimização................................................................................30

VII
4 IMPLEMENTAÇÃO DOS PROCESSOS DE DIFUSÃO E GETTERING EM
FORNO CONVENCIONAL..........................................................................................33
4.1 Introdução..........................................................................................................33
4.2 Procedimentos ..................................................................................................34
4.3 Otimização do Emissor n+ e dos Processos de Gettering.............................36
4.4 Simulações de Células Solares com Parâmetros Experimentais .................43
4.5 Processo de Decapagem Química da Região n+ ............................................43
5 METALIZAÇÃO POR DEPOSIÇÃO QUÍMICA ................................................46
5.1 Comparação entre Processos de Metalização................................................46
5.2 Fabricação de Protótipos de Células Solares.................................................49
5.3 Deposição de Níquel .........................................................................................52
5.3.1 Características das Soluções Químicas para Deposição de Níquel.................53
5.3.2 Processo de Ativação da Superfície por PdCl2 ................................................56
5.3.3 Implementação do Processo de Deposição .....................................................57
5.4 Processo de Deposição de Cobre ...................................................................63
5.5 Processo de Deposição de Prata.....................................................................66
5.5.1 Deposição de Prata sobre Cobre .....................................................................68
5.5.2 Deposição de Prata sobre Prata Evaporada ....................................................72
5.5.3 Recozimento ....................................................................................................75
6 CONCLUSÕES .......................................................................................................77
7 REFERÊNCIAS BIBLIOGRÁFICAS .........................................................................80
VIII
LISTA DE FIGURAS
Figura 2.1 – Dependência da eficiência da célula solar com a concentração de impurezas indesejadas. Para (a) silício tipo p, 4 Ωcm e (b) silício tipo n, 1,5 Ωcm [19]...................................................................................7
Figura 2.2 – Resposta espectral da célula solar para os diferentes recozimentos C300, C600 e C800 [34]...................................................................11
Figura 2.3 – Típicas curvas I-V simuladas sobre a iluminação sob condições padrões para células do grupo C300, C600 e C800 com diferentes recozimentos com alumínio [34].......................................................12
Figura 2.4 – Evolução do comprimento de difusão de portadores minoritários em função do tempo de difusão de P na temperatura de 850°C (•) e 900°C (ο) em Si-Mc [36]...................................................................16
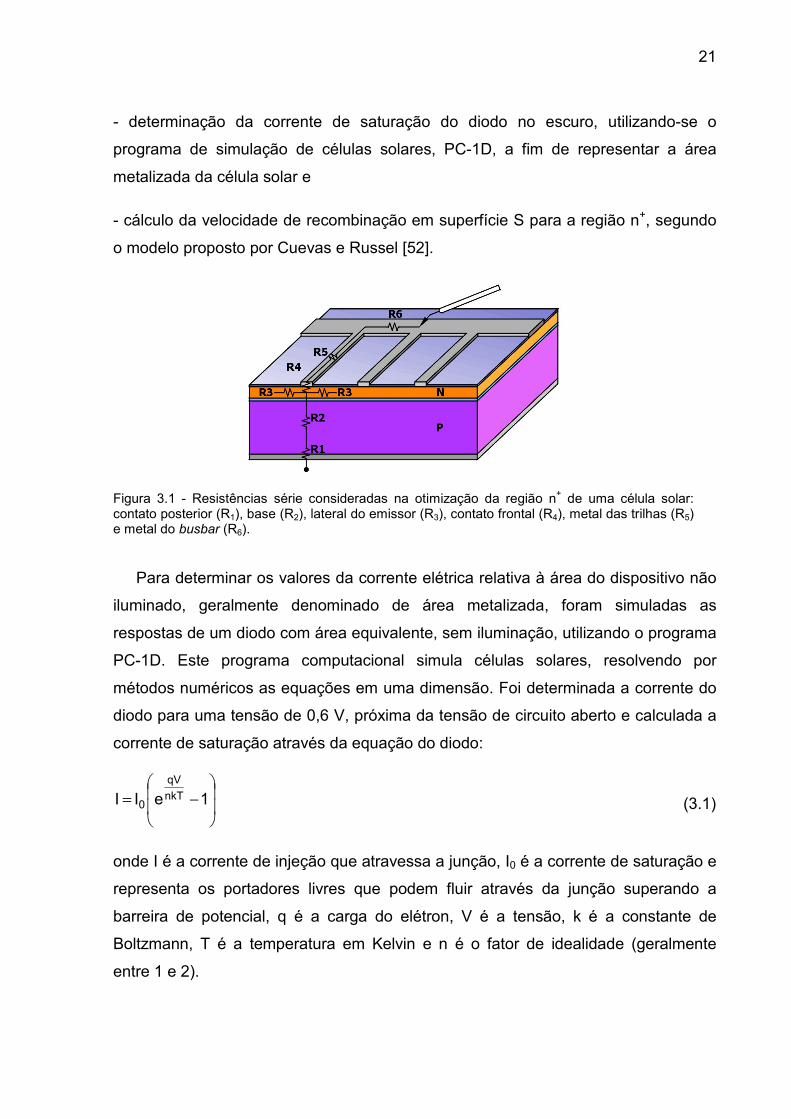
Figura 3.1 – Resistências série consideradas na otimização da região n+ de uma célula solar: contato posterior (R1), base (R2), lateral do emissor (R3), contato frontal (R4), metal das trilhas (R5) e metal do busbar(R6)...................................................................................................21
Figura 3.2 – Densidade de corrente de saturação em função da profundidade de junção (xj) é da concentração de superfície (CS).............................25
Figura 3.3 – Eficiência das células solares simuladas para otimizar o emissor n+
com malha metálica formada por deposição química sem eletrodos de Ni-Cu e (b) Ni e Ag......................................................................26
Figura 3.4 – Eficiência das células solares simuladas em função da profundidade da junção xj e concentração de dopantes em superfície CS, utilizados para otimizar o emissor n+ com malha metálica obtida por evaporação de (a) Ti e Cu e (b) Ti e Ag...........................................27

IX
Figura 3.5 – Resultados do processo de otimização da região p+ de células solares com malha metálica produzida por deposição química de Ni-Cu................................................................................................29
Figura 3.6 – Resultados do processo de otimização da região p+ de células solares com malha metálica obtida por evaporação de Al-Ag.........29
Figura 3.7 – Resultados do processo de otimização da região n+ de células solares com tempo de vida dos portadores minoritários de 50 µs e malha metálica produzida por (a) evaporação de Ti e Ag e (b) deposição química de Ni e Cu..........................................................32
Figura 4.1 – Spinner utilizado para a deposição do dopante Phosphorus Film P509, fornecido pela Filmtronics......................................................36
Figura 4.2 – Detalhe do forno de difusão marca Bruce: (a) vista lateral e a (b) extração das lâminas da câmara de quartzo....................................37
Figura 4.3 – Influência do tempo e da temperatura na difusão de fósforo em função da resistência de folha..........................................................39
Figura 4.4 – Tempo de vida dos portadores minoritários em lâminas de Si-Cz, tipo P, após difusão de fósforo por diferentes tecnologias...............40
Figura 4.5 – Processo de gettering por fósforo para diferentes tecnologias: (1)Spin-on/forno convencional, realizado neste trabalho; (2) Spin-on/RTP [65] e (3) POCl3/Convencional [66].....................................41
Figura 4.6 – Resistência de folha em função da espessura atacada pelo processo de decapagem [70]...........................................................44
Figura 4.7 – Resistência de folha do emissor n+ em função do tempo de decapagem para as duas amostras.................................................45
Figura 5.1 – Curva I-V da célula solar com contatos elétricos produzidos (a) por electroless de Ni/Cu e (b) por evaporação de Ti/Pd/Ag. A medição foi realizada sob condições padrão..................................................48
Figura 5.2 – Detalhe da evaporadora de metais, empregada para a deposição de alumínio de alta pureza para formar a região de BSF.....................49
Figura 5.3 – Processo de fotolitografia.................................................................51
Figura 5.4 – Alinhadora de fotomáscaras, da empresa Quintel Corporation, modelo Q4000-6TL 6"......................................................................51
Figura 5.5 – Máscara para definição por fotolitografia de células solares de 2 cm x 2 cm, com trilhas metálicas de 44 µm de largura..........................52
Figura 5.6 – Variação da eficiência da camada e da eficiência de recuperação com a concentração do estabilizador...............................................55
X
Figura 5.7 – Variação da eficiência da camada e da eficiência de recuperação com a temperatura de operação do banho......................................55
Figura 5.8 – Variação do tamanho do cristalito em função da concentração do estabilizador (temperatura do banho de deposição 85°C)...............55
Figura 5.9 – Variação do tamanho do cristalito em função da temperatura do banho de deposição (concentração do estabilizador = 25 g/L)........56
Figura 5.10 – Taxa de deposição do filme de níquel em função da temperatura [73]....................................................................................................60
Figura 5.11 – Dispositivo experimental usado nas deposições de níquel, cobre e prata.................................................................................................61
Figura 5.12 – (a) Micro-deposição negativa ou pobre nivelamento, (b) o nivelamento geométrico e (c) o verdadeiro nivelamento, onde o depósito é mais espesso nos vales do que nas micro-pirâmides....62
Figura 5.13 – Largura da trilha com Ni obtida com o microscópio eletrônico de varredura (MEV) da PUCRS, no modo BSE..................................................................................................62
Figura 5.14 – Espectro do filme de níquel realizado no modo EDS no MEV..................................................................................................63
Figura 5.15 – Largura da trilha com cobre depositado, obtida com o microscópio eletrônico de varredura no modo BSE..................................................................................................66
Figura 5.16 – Espectro do filme de cobre realizado no modo EDS no MEV..................................................................................................66
Figura 5.17 – Secção transversal de uma trilha da malha metálica, após deposição de prata sobre Ni/Cu por electroless, obtida com o MEV..................................................................................................69
Figura 5.18 – Secção transversal de uma trilha da malha metálica obtida pela deposição de prata sobre Ni/Cu por electroless, após recozimento, obtida com MEV...............................................................................69
Figura 5.19 – (a) Largura da malha metálica e (b) superfície da camada de prata depositada........................................................................................70
Figura 5.20 – Espectro do filme composto por níquel, cobre e prata depositados por electroless, obtido no MEV, no modo EDS..................................................................................................70
Figura 5.21 – (a) Largura e (b) espessura da trilha da malha metálica formada pela evaporação de Ti/Ag........................................................................72
XI
Figura 5.22 – Comportamento da resistência das estruturas correspondentes àtrilha da malha metálica em função do tempo de imersão na solução para deposição de prata...................................................................74
Figura 5.23 – Superfície da trilha formada pela evaporação de Ti e Ag e electroless de Ag..............................................................................74
Figura 5.24 – (a) Largura e (b) espessura da trilha formada pela evaporação de Ti e Ag e electroless de Ag...................................................................75
Figura 5.25 – Forno de infravermelho para recozimento da malha metálica.........75
XII
LISTA DE TABELAS
Tabela 2.1 - Parâmetros da célula solar extraídos da curva I-V sob iluminação, onde a potência incidente é 100mW/cm2 na temperatura de 300 K. FF é o fator de forma. .....................................................................................12
Tabela 2.2 - Parâmetros característicos das células solares determinados em simulações com o programa computacional PC-1D, decorrente das variações no processo de difusão de Al, onde a concentração de superfície em átomos de Alumínio é 1016 cm-3. ...................................13
Tabela 2.3 - Evolução do comprimento de difusão em lâminas FZ submetidas aos passos de oxidação e gettering por fósforo. ........................................15
Tabela 2.4 - Evolução do comprimento de difusão, em lâminas Cz, submetidas aos passos de oxidação e gettering por fósforo. ........................................16
Tabela 2.5 - Concentração de oxigênio intersticial e comprimento de difusão antes e depois do gettering de fósforo em lâminas de silício multicristalino com diferentes concentrações de oxigênio intersticial. ...............................17
Tabela 2.6 - Parâmetros da célula solar após co-gettering por P e Al e após separadamente gettering por P e gettering por Al................................18
Tabela 2.7 - Comprimentos de difusão (L) em silício Cz submetidos ao gettering por alumínio, gettering por fósforo e co-gettering por alumínio e fósforo. ..19
Tabela 3.1 - Valores da concentração em superfície (CS), profundidade da junção (xj), resistência de folha (R) e eficiência (η) para as regiões n
+ e p+ e metalização por deposição química. ...................................................30
Tabela 3.2 - Valores da concentração em superfície (CS), profundidade da junção (xj), resistência de folha (R) e eficiência (η) para as regiões n
+ e p+ e metalização por evaporação. ..............................................................31
Tabela 3.3 - Características elétricas das células solares simuladas, fator de forma (FF), densidade de corrente de curto-circuito (Jsc), tensão de circuito aberto (Voc) e eficiência para ambos processos de metalização..........31
XIII
Tabela 4.1 - Análise da resistência de folha e profundidade de junção para as temperaturas e tempos determinados nos processos de difusão em fornos convencionais. ..........................................................................38
Tabela 4.2 - Tempo de vida dos portadores minoritários antes (τ0) e após a difusão de fósforo (τ) no forno de difusão convencional e o maior valor para cada processo. ....................................................................................39
Tabela 4.3 - Solubilidade sólida do P no Si em função das temperaturas de difusão..............................................................................................................42
Tabela 4.4 - Limites da eficiência de células solares simuladas em função da concentração em superfície, resistência de folha e tempo de vida dos portadores minoritários. .......................................................................43
Tabela 5.1 - Resistência de contato específica entre a deposição de níquel substrato de silício tipo-n .....................................................................................57
Tabela 5.2 - Resistência de contato específica entre a deposição de níquel substrato de silício tipo-p .....................................................................................57
Tabela 5.3 - Propriedades físicas do depósito de níquel e condições de operação especificadas pelo fornecedor..............................................................59
Tabela 5.4 - Condições operacionais da solução de cobre, especificadas pelo fornecedor. ...........................................................................................64
Tabela 5.5 - Formulação e condições operacionais das soluções típicas de pré-prata..............................................................................................................67
Tabela 5.6 - Condições operacionais da solução Pré-ElectroSilver, especificadas pelo fornecedor.. ..................................................................................68
Tabela 5.7 - Resistência (R) e espessura da trilha da malha metálica produzida por deposição química sem eletrodos de Ni, Cu e Ag em função do tempo de deposição........................................................................................70
Tabela 5.8 - Resistência das estruturas produzidas por evaporação de Ti e Ag, seguida da deposição química sem eletrodos de Ag em função do tempo. ..................................................................................................73
Tabela 5.9 - Fator de forma das células solares sem recozimento e após recozimento na temperatura especificada. ...............................................................75
Tabela 5.10 - Tensão de circuito aberto (mV) das células solares sem recozimento e após recozimento na temperatura especificada...................................76
XIV
LISTA DE SÍMBOLOS
RTP Processamento térmico rápido
Si-Cz Silício tipo Czochralski
Si-FZ Silício tipo float zone
Si-mc Silício multicristalino
Sil Silício intersticial
η Eficiência
Voc Tensão de circuito aberto
Isc Corrente de curto circuito
OI Oxigênio intersticial
FF Fator de forma
L Comprimento de difusão
R1 Resistência do contato posterior
R2 Resistência do contato da base
R3 Resistência lateral do emissor
R4 Resistência do contato frontal
XV
R5 Resitência do metal das trilhas
R6 Resitência do busbar
I
I0
Corrente de injeção
Corrente de saturação
q Carga do elétron
V Tensão
k Constante de Boltzmann
T Temperatura
d Distância entre as trilhas coletoras
l Comprimento das trilhas
a Altura das trilhas
lB Comprimento do busbar
LB Largura do busbar
Cs Concentração de superfície
Xj Profundidade de junção
ρc Resistividade de contato
LT Comprimento de transporte
R Resistência de folha
re Resistência específica da região altamente dopada
F Fator de transparência
A Área
rm Resistência específica da trilha metálica,
ρmetal Resistividade do metal
CSP Concentração de fósforo em superfície
CP Solubilidade sólida do fósforo em Si
XVI
τ0 Tempo de vida dos portadores minoritários inicial
τ Tempo de vida dos portadores minoritários
BSF Back surface field
RCA1 Radio Corporation of America 1
RCA2 Radio Corporation of America 2
RF Rádio – freqüência
PERC High-Efficiency Passivated Emitter and Rear Cells
BCSC Buried Contact Solar Cells
Nir Eficiência de recuperação de níquel
Nic Eficiência da camada
Nis Níquel aderente depositado no substrato
Nim Porcentagem do total de níquel metálico recuperado
MEV Microscópio Eletrônico de Varredura
BSE Back Scattered Electrons
EDS Energy Dispersive Spectrometry
R Resistência de trilha
1 INTRODUÇÃO E OBJETIVOS
A fonte inesgotável de energia: o Sol, fornece à Terra 15.000 vezes mais energia
ao ano do que o consumo anual de energia nuclear e fóssil [1]. Somente na Itália,
ele fornece seis vezes mais energia do que o consumo mundial anual. Sendo assim,
seria possível substituir todo o potencial de recursos fósseis pelos recursos solares
[1].
O potencial da energia solar possui três características que são opostas às
características dos recursos fósseis. Em primeiro lugar, a energia solar é
inesgotável, enquanto o sistema solar existir, ou seja, para toda a história futura da
Terra, aproximadamente ainda cinco bilhões de anos [1]. Em segundo lugar, na sua
transformação em energias secundárias e matérias secundárias, não surge
nenhuma emissão ou resíduo. A crise ecológica mundial pode ser evitada com o
apoio destes recursos. Em terceiro lugar, a energia solar é parcialmente ou
totalmente disponível em todos os lugares, de forma descentralizada e
regionalizada.
Em nível mundial, esta tecnologia de conversão de energia está avançada e em
pleno crescimento, principalmente nos países desenvolvidos [2], [3], onde há fortes
incentivos financeiros, tanto para a divulgação e instalação de sistemas fotovoltaicos
quanto para o desenvolvimento científico e tecnológico.
O Brasil é um país com elevados índices de radiação solar de norte a sul e
aproximadamente 6% da população brasileira não dispõe de energia elétrica em
suas residências. Esta parte da sociedade menos favorecida geralmente encontra-se
2
em locais isolados e afastados. Estes fatos tornam os sistemas fotovoltaicos uma
das melhores opções para produzir energia elétrica em todo País [4]. Outra forma de
aplicação desta tecnologia é em sistemas conectados à rede elétrica convencional,
instalados nos telhados de residências ou fachadas de edifícios. O dispositivo de
conversão de energia é a célula solar, que associadas eletricamente e encapsuladas
formam o módulo fotovoltaico.
Cabe destacar que atualmente no Brasil os módulos fotovoltaicos são importados
e que o País possui as maiores reservas de quartzo, a matéria prima para produzir
lâminas de silício [5]. Além disso, com investimentos em P&D o País poderá dominar
a tecnologia para fabricação destes células solares e módulos fotovoltaicos.
A viabilização tecnológica destes dispositivos só foi possível a partir da década
de 70. Observou-se um período de inovação no desenvolvimento de células solares
de silício, marcado pelo acréscimo na eficiência do dispositivo [6]. No final dos anos
70, o volume de células produzido para uso terrestre ultrapassou o volume de
células solares produzido para o uso espacial [6]. Hoje, as linhas de pesquisa
centram-se no desenvolvimento de dispositivos que possibilitem a redução do custo
da energia elétrica produzida. Uma das atividades de pesquisa é o desenvolvimento
de células solares de alta eficiência e/ou baixo custo. Até hoje, nenhum material ou
tecnologia foi capaz de atingir completamente este objetivo, pois as células de alta
eficiência são caras e as de baixo custo não alcançam rendimentos satisfatórios [5].
O desenvolvimento de uma célula solar resume-se na escolha do tipo de silício e,
a partir deste, é necessário otimizar os processos de: difusão de dopantes
(otimizando as regiões dopadas e o tempo de vida dos portadores minoritários),
passivação da superfície, deposição do filme anti-reflexo e metalização [6] - [8].
Atualmente, os processos de difusão de dopantes são realizados em fornos
convencionais de alta temperatura, os mais usados para o processamento de células
solares [9]. Nestes fornos convencionais, as altas temperaturas são atingidas por
resistências elétricas. Os dopantes mais utilizados são: o POCl3 e o BBr3, carregados
em fase gasosa para dentro dos tubos de quartzo. Outro tipo de forno para a
realização da difusão das impurezas que surgiu nos últimos anos, é o forno de
processamento térmico rápido (Rapid Thermal Process, RTP) [10], [11]. As difusões
realizadas neste tipo de forno são obtidas pela deposição de líquidos dopantes por
spin on [12], [13]. A temperatura das lâminas de silício aumenta rapidamente devido
3
a radiação absorvida de lâmpadas halógenas. Até o momento, as células solares
fabricadas por processos térmicos rápidos não atingiram as altas eficiências das
células solares fabricadas em fornos convencionais.
O objetivo deste trabalho foi contribuir para o desenvolvimento de um processo
de fabricação de células solares eficientes em substrato de silício Czochralski (Si-
Cz).
Para isso é otimizado o processo para obtenção do emissor n+, os processos de
gettering, bem como a metalização por deposição química. O emissor n+ foi
implantado em fornos convencionais, empregando o dopante líquido Phosphorus
Film P509, fornecido pela Filmtronics. Esta tecnologia foi empregada por outros
autores [14] – [16] para a obtenção de emissores seletivos. Na metalização por
deposição química sem eletrodos (electroless) otimizou-se a temperatura e o tempo
de imersão da amostra.
Os objetivos específicos resumem-se em:
Otimizar por simulações no programa computacional PC-1D, em estruturas
n+pp+, as regiões dopadas considerando dois tipos de metalização: por electroless e
por evaporação;
Otimizar os processos de difusão e gettering por fósforo em fornos convencionais
para dopante líquido depositado pela técnica de spin on;
Implantar o processo completo de metalização por deposição química sem
eletrodos (electroless);
Comparar o processo de metalização por deposição química com a metalização
por evaporação de titânio e prata, seguida de electroless de prata.
O Capítulo 2 apresenta uma revisão sobre processos de extração e neutralização
de impurezas, denominados de gettering. Neste contexto são relatados: os
processos de contaminação com impurezas metálicas, os mecanismos de gettering,
os processos de gettering por alumínio, fósforo e boro e cogettering por fósforo e
alumínio.
No Capítulo 3 são apresentados às simulações de células solares otimizadas
com o programa computacional PC-1D, em estruturas n+pp+, para a metalização por
electroless. Os parâmetros otimizados são: profundidade de junção, concentração
4
de superfície e resistência de folha, das regiões n+ e p+. Também são apresentados
os resultados das metalizações por evaporação visando compraram os processos.
O desenvolvimento dos processos de difusão e gettering por fósforo em fornos
convencionais, empregando dopante líquido depositado pela técnica de spin on, é
apresentado no Capítulo 4. O processo de gettering por fósforo visa atingir os
maiores valores do tempo de vida dos portadores minoritários, em lâminas de Si-Cz.
No Capítulo 5 são apresentados os procedimentos para a implementação da
metalização por deposição química sem eletrodos. Descrevem-se as características
e os parâmetros das soluções químicas empregadas e o desenvolvimento das
deposições de níquel, cobre e prata. Também se comparam os resultados da
metalização por deposição química de níquel, cobre e prata com a metalização de
prata em células solares com titânio e prata evaporados em vácuo.
O Capítulo 6 apresenta as conclusões mais relevantes deste trabalho e algumas
sugestões de continuidade do mesmo.
2 PROCESSOS DE EXTRAÇÃO E NEUTRALIZAÇÃO DE IMPUREZAS
2.1 Processos de Contaminação com Impurezas Metálicas
As impurezas metálicas indesejadas introduzem centros de recombinação na
banda proibida do silício, aumentam a corrente de fuga e reduzem o tempo de vida e
a geração dos portadores de carga minoritários. Nos semicondutores, os elétrons e
as lacunas atuam como portadores de carga. Os portadores menos abundantes são
chamados de portadores minoritários, nos semicondutores tipo n são as lacunas e
nos tipo p são os elétrons. O tempo de vida dos portadores minoritários do material é
o tempo médio que os portadores podem levar para se recombinarem após o
processo de geração do par elétron-lacuna. O comprimento de difusão dos
portadores minoritários (L) é a distância média que um portador pode mover-se
desde sua geração até sua recombinação.
Apesar do avanço tecnológico, existem focos de contaminação durante: a) o
crescimento do cristal; b) o corte e o polimento das lâminas e c) a fabricação dos
dispositivos. As impurezas contaminantes mais comuns pertencem ao grupo dos
metais de transição, em especial aqueles com configuração do orbital 3d, ocupando
geralmente posições intersticiais. Também existe a probabilidade de ocuparem
posições substitucionais, à medida que, o número atômico aumenta [17].
Normalmente, os metais localizados na tabela periódica entre escândio e ferro são
impurezas intersticiais e cresce a probabilidade dos átomos ocuparem posições
6
substitucionais para o caso do cobalto, níquel e cobre, até chegar no zinco, que
ocupa posição substitucional exclusivamente.
Entre as impurezas mais comuns no silício cristalino encontram-se: ferro, níquel e
cobre [18]. Admite-se que as impurezas intersticiais difundem-se mais rapidamente
que as substitucionais [17]. Ambos os casos são influenciados pela existência de
defeitos na rede, tanto pontuais, como presença de discordâncias, fronteiras de grão
entre outros.
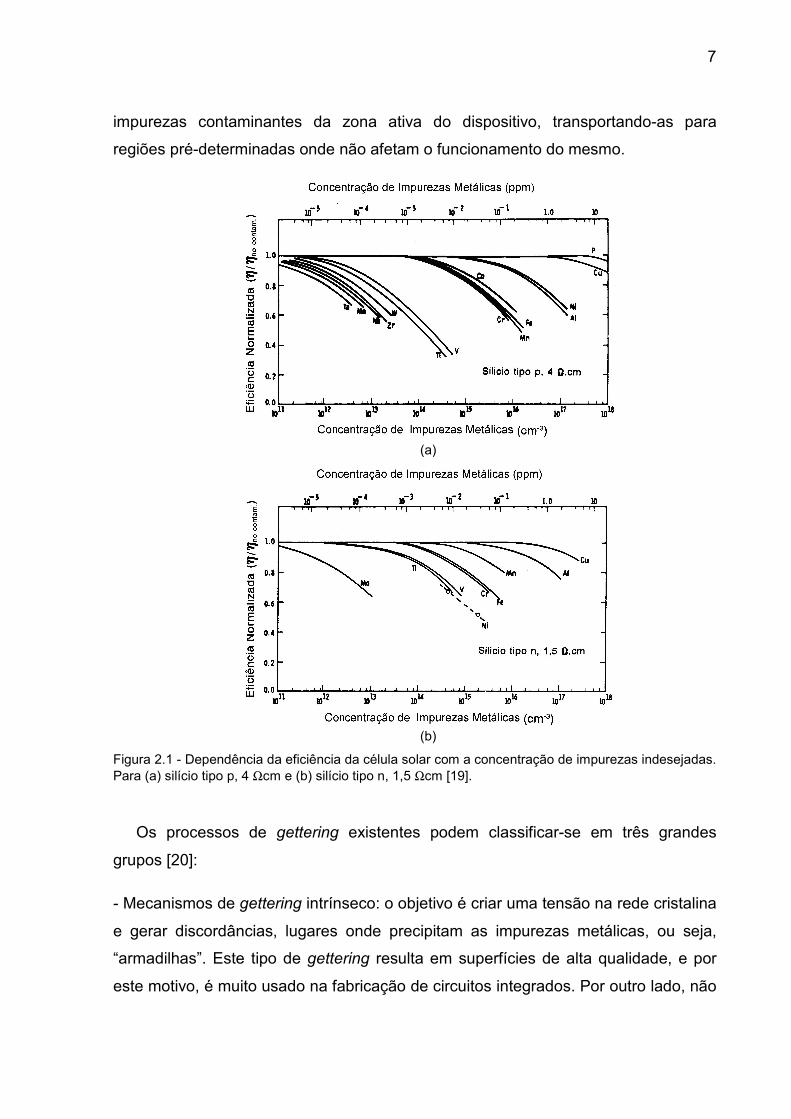
Durante a difusão, devido à temperatura, as impurezas encontradas na superfície
da lâmina se difundem no semicondutor. Cada impureza deteriora a eficiência da
célula solar de forma diferente, considerando as características de captura de
portadores minoritários. Por exemplo, na Figura 2.1 [19] observa-se à influência de
diversos tipos de impurezas sobre a eficiência das células solares em função da
concentração das mesmas no substrato. Nota-se que a maior parte das impurezas
degradam menos as células de base n que as de base p.
Porém, para cada tipo de metal existe uma concentração específica a partir da
qual a degradação se faz presente. Ambas as conclusões derivam dos diferentes
valores da secção de captura dos minoritários (elétrons no Si tipo p, lacunas no Si
tipo n) dos diferentes metais. Desta forma, torna-se necessário evitar, dentro do
possível, a contaminação, para obter dispositivos de alta eficiência. As estratégias
habitualmente seguidas são: realizar processos de limpeza que eliminam as fontes
de contaminação superficiais e incorporar técnicas, denominadas de gettering. Os
processos de gettering produzem a extração e/ou neutralização de impurezas
contaminantes na área ativa do dispositivo, realizada durante o crescimento do
cristal ou em passos subseqüentes da fabricação de dispositivos eletrônicos.
2.2 Processos de Gettering
As técnicas de limpeza com produtos químicos reduzem as impurezas
indesejadas na superfície, evitando sua difusão para o interior da lâmina. Para
reduzir as impurezas no volume da amostra, existe uma série de técnicas que
denominamos de processos de gettering, que reduzem a concentração de
7
impurezas contaminantes da zona ativa do dispositivo, transportando-as para
regiões pré-determinadas onde não afetam o funcionamento do mesmo.
(a)
(b)
Figura 2.1 - Dependência da eficiência da célula solar com a concentração de impurezas indesejadas. Para (a) silício tipo p, 4 Ωcm e (b) silício tipo n, 1,5 Ωcm [19].
Os processos de gettering existentes podem classificar-se em três grandes
grupos [20]:
- Mecanismos de gettering intrínseco: o objetivo é criar uma tensão na rede cristalina
e gerar discordâncias, lugares onde precipitam as impurezas metálicas, ou seja,
“armadilhas”. Este tipo de gettering resulta em superfícies de alta qualidade, e por
este motivo, é muito usado na fabricação de circuitos integrados. Por outro lado, não
8
é usado na fabricação de dispositivos fotovoltaicos, pois não apresenta melhoras no
volume da lâmina.
- Mecanismos de gettering extrínseco: implicam no uso de meios externos para
facilitar a captura de impurezas. Os dois mecanismos mais usados para explicar este
tipo de gettering são [21], [22]: 1) o gettering induzido por relaxação ou precipitação
de impurezas: a maioria dos métodos usados pertence a este tipo de gettering,
inclusive o intrínseco. Após o processo em altas temperaturas, durante o
resfriamento da lâmina, as impurezas, ao alcançarem a supersaturação, precipitam
em defeitos cristalinos criados intencionalmente, discordâncias e precipitados de
outros átomos. 2) o gettering induzido por segregação de impurezas: este tipo de
gettering ocorre a partir da difusão de metais que formam uma camada ao reagir
com Si, metal-silício, sendo esta muito eficaz na captura de impurezas. A
solubilidade das impurezas é maior na camada formada, metal-silício, do que no
silício. Este fato garante a segregação, ou seja, a passagem das impurezas do silício
para camada metal-silício. O exemplo típico de gettering induzido por segregação é
provocado por alumínio.
- Mecanismos de gettering químico: baseiam-se na eliminação de impurezas através
de reações físico-químicas e químicas superficiais antes que estas difundam para o
interior da lâmina. Por exemplo, o uso de halogênios nos fluxos de gases, nos
fornos, os quais reagem com as impurezas metálicas formando compostos voláteis.
Entre os processos de gettering mais usados na indústria para fabricação de
dispositivos fotovoltaicos destacam-se os mecanismos provocados por fósforo e por
alumínio [18].
2.3 Processos de Gettering por Alumínio
A primeira evidência de gettering por alumínio corresponde a Thompson e Tu
[23], que observaram que a 540 °C, abaixo da temperatura da fase eutética (577 °C),
uma camada de Al depositada em uma das faces da lâmina dissolve uma grande
quantidade de cobre na face oposta. Em geral, os processos de fabricação de
células solares envolvendo alumínio ocorrem a temperaturas superior a da fase
9
eutética, dando lugar a uma camada líquida formada, que consome o alumino
depositado e uma determinada quantidade de silício da lâmina. Durante o
resfriamento é crescida uma camada epitaxial de silício dopada com alumínio,
camada Al-Si.
Hoje existe um amplo acordo em que os fenômenos de gettering devem-se a
maior solubilidade dos metais na camada Al-Si do que no silício [22]. Na liga líquida
Al-Si que se forma, a solubilidade do metal típico é aproximadamente 5x1021 átomos
do metal típico por centímetro cúbico. Por exemplo, o cobre, o níquel, o ferro e o
manganês formam uma fase eutética com o alumínio, a temperaturas que vão de
549 °C (para o cobre) a 658 °C (para o manganês), com solubilidade no líquido
eutético de 2 % (no manganês) até 18 % (no cobre). Como a solubilidade dos metais
em Si não supera 1017 cm-3, o coeficiente de segregação do metal entre o líquido e o
Si é da ordem de 104 [24], valor suficiente para que as impurezas presentes no Si
segreguem para a camada líquida. Sabe-se que o coeficiente de segregação é a
relação entre a solubilidade do metal na camada líquida Al-Si e a solubilidade do
metal em silício.
Existem muitos experimentos que comprovam que a eficácia do gettering por Al
depende do tipo de Si empregado [25]. McHugo et al. [26] analisaram distintos
materiais, inclusive de vários fabricantes. Suas constatações são que o silício
cristalino crescido pela técnica de Float Zone (Si-FZ) melhora apenas ligeiramente,
enquanto que o Si-Cz, silício cristalino crescido pela técnica Czochralski, grau
semicondutor, melhora sensivelmente. Para o caso do Si-Cz grau solar,
constataram-se diferenças dependendo do fabricante e da quantidade de carbono
nas lâminas. Porém, em nenhum destes casos de silício grau solar, se consegue
gettering com eficácia. Os mesmos autores, em estudos posteriores [27],
constataram gettering para o ferro em Si-FZ e calcularam um coeficiente de
segregação maior que 106. Schubert e Gee [27] comprovaram gettering eficaz no
material Si-Cz grau semicondutor e material multicristalino, porém não verificaram o
gettering no Si-Cz grau solar. Outros autores destacam o gettering em Si-Cz [24],
inclusive para o caso de deposição serigráfica de pastas de Al [28]. Neste caso foi
medido claramente o efeito de gettering em Si-FZ [29] assim como em Si-Cz e silício
multicristalino (Si-mc) de diferentes procedências [30]. Também foram observados
10
efeitos sinérgicos em processos de gettering simultâneos por alumínio e fósforo,
tanto em fornos convencionais como em fornos de processamento térmico rápido
[31], [32]. Por outro lado, Kang e Schroder comentam que este efeito não é relevante
[33].
Esta variação tão grande de resultados pode ser entendida facilmente por tratar-
se de experimentos diferentes, porém é indicativo da grande quantidade de fatores
que influenciam os processos de gettering: as condições de temperatura, o tempo, o
resfriamento e limpeza dos fornos, o nível de contaminação prévio dos materiais, a
interação com outras impurezas como o oxigênio e carbono ou defeitos da rede
como discordâncias ou contornos de grãos, entre outros.
Kang e Schroder [33] indicam a existência de uma temperatura ótima para os
processos de gettering. As baixas temperaturas limitam a extração de impurezas
realizada pela camada líquida Al-Si, enquanto em altas temperaturas o fator limitante
é a solubilidade das impurezas na camada líquida Al-Si. Esta temperatura ótima é
afetada pela existência de discordâncias ou outros defeitos que podem precipitar as
impurezas contaminantes [25].
O tempo necessário para extrair um tipo de impureza está relacionado
principalmente com a sua difusividade, ainda que se suponha que as influências dos
defeitos sejam grandes. Joshi et al. [24] sugere que o gettering por Al é apropriado
para impurezas metálicas intersticiais e não muito para substitucionais (como é o
caso do ouro) ou precipitados, devido aos tempos de processos relativamente curtos
para os casos de gettering eficaz.
Santana et al [34] demonstram que o recozimento em forming gas, uma mistura
de gases com 95 % de nitrogênio e 5 % de hidrogênio, a 800 °C, provocam aumento
nas características elétricas de células solares de silício Cz, n+pp+, resistividade 1
Ωcm a 3 Ωcm, com região n+ de resistência de folha entre 120 Ω/ a140 Ω/ . O
autor dividiu as células solares, 1 cm2, em três grupos. O primeiro grupo, (C300),
não possui camada de alumínio depositada e nem recozimento térmico. Este grupo
foi usado como grupo de referência. No segundo grupo (C600), foi depositado na
face posterior 1 µm de alumínio e o recozimento foi feito em forming gas em 600°C
11
durante 40 min. No terceiro grupo, (C800), da mesma forma foi depositado 1 µm de
alumínio e o recozimento em forming gas a 800 °C durante 40 min.
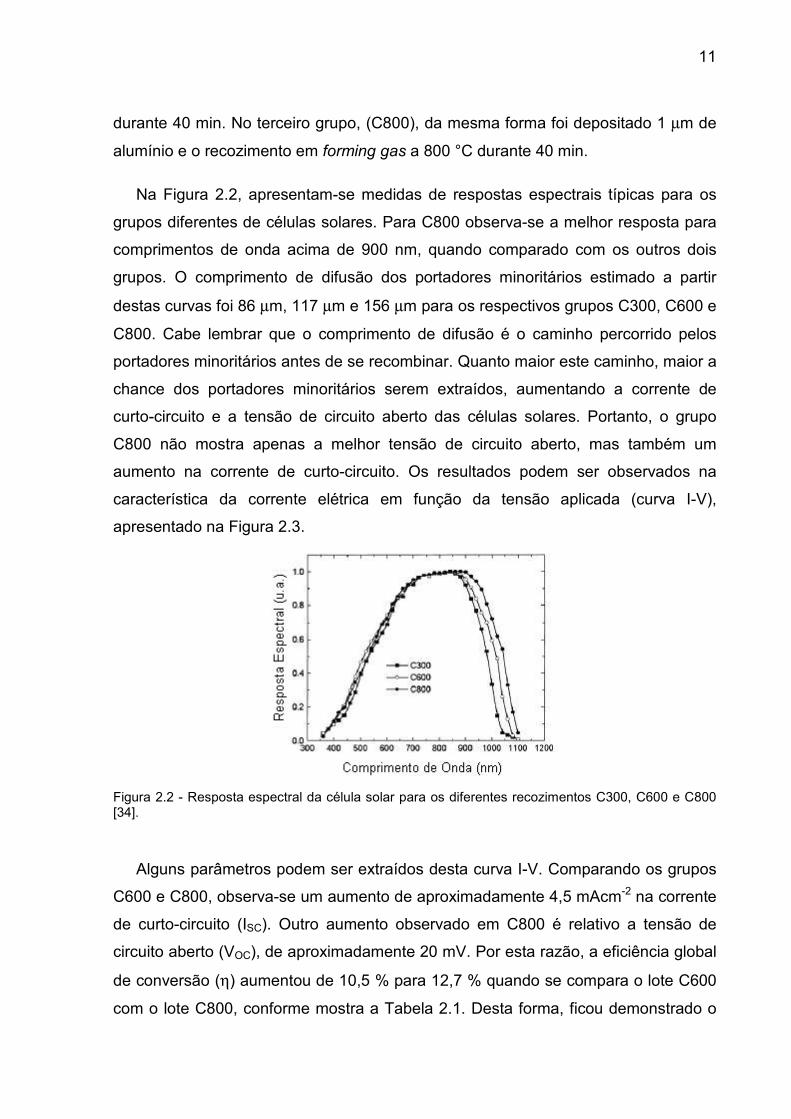
Na Figura 2.2, apresentam-se medidas de respostas espectrais típicas para os
grupos diferentes de células solares. Para C800 observa-se a melhor resposta para
comprimentos de onda acima de 900 nm, quando comparado com os outros dois
grupos. O comprimento de difusão dos portadores minoritários estimado a partir
destas curvas foi 86 µm, 117 µm e 156 µm para os respectivos grupos C300, C600 e
C800. Cabe lembrar que o comprimento de difusão é o caminho percorrido pelos
portadores minoritários antes de se recombinar. Quanto maior este caminho, maior a
chance dos portadores minoritários serem extraídos, aumentando a corrente de
curto-circuito e a tensão de circuito aberto das células solares. Portanto, o grupo
C800 não mostra apenas a melhor tensão de circuito aberto, mas também um
aumento na corrente de curto-circuito. Os resultados podem ser observados na
característica da corrente elétrica em função da tensão aplicada (curva I-V),
apresentado na Figura 2.3.
Figura 2.2 - Resposta espectral da célula solar para os diferentes recozimentos C300, C600 e C800 [34].
Alguns parâmetros podem ser extraídos desta curva I-V. Comparando os grupos
C600 e C800, observa-se um aumento de aproximadamente 4,5 mAcm-2 na corrente
de curto-circuito (ISC). Outro aumento observado em C800 é relativo a tensão de
circuito aberto (VOC), de aproximadamente 20 mV. Por esta razão, a eficiência global
de conversão (η) aumentou de 10,5 % para 12,7 % quando se compara o lote C600
com o lote C800, conforme mostra a Tabela 2.1. Desta forma, ficou demonstrado o
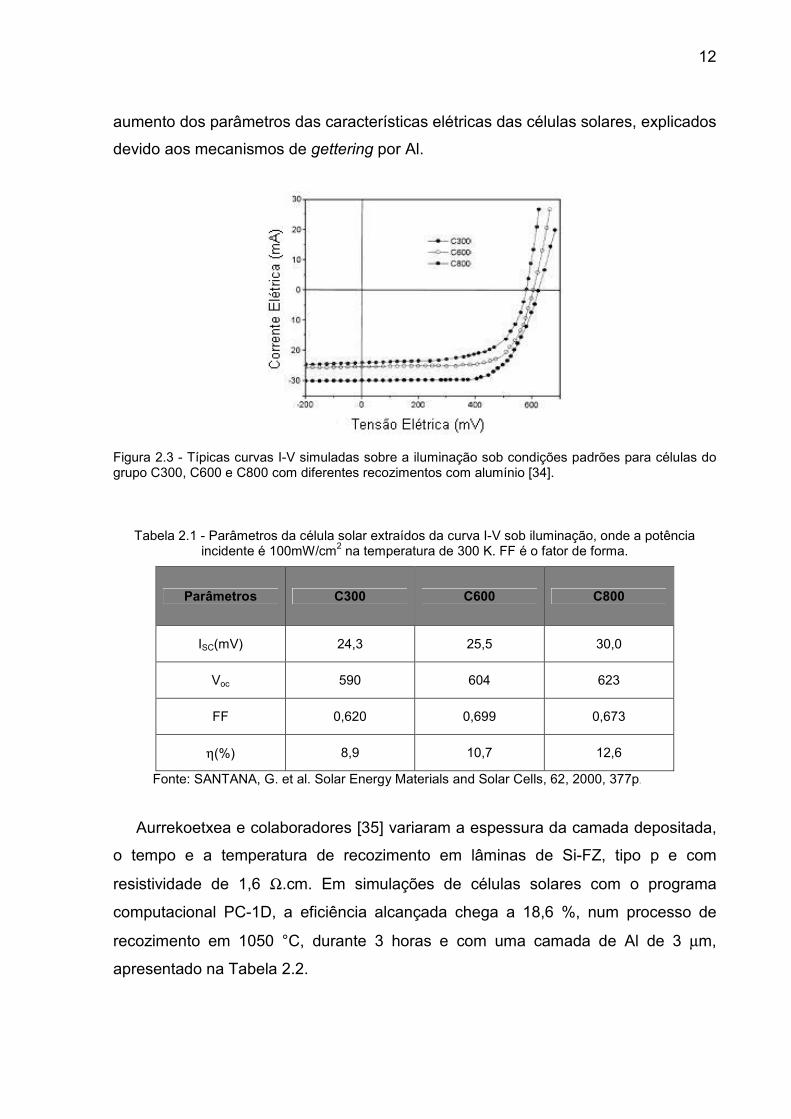
12
aumento dos parâmetros das características elétricas das células solares, explicados
devido aos mecanismos de gettering por Al.
Figura 2.3 - Típicas curvas I-V simuladas sobre a iluminação sob condições padrões para células do grupo C300, C600 e C800 com diferentes recozimentos com alumínio [34].
Tabela 2.1 - Parâmetros da célula solar extraídos da curva I-V sob iluminação, onde a potência incidente é 100mW/cm2 na temperatura de 300 K. FF é o fator de forma.
Parâmetros C300 C600 C800
ISC(mV) 24,3 25,5 30,0
Voc 590 604 623
FF 0,620 0,699 0,673
η(%) 8,9 10,7 12,6
Fonte: SANTANA, G. et al. Solar Energy Materials and Solar Cells, 62, 2000, 377p.
Aurrekoetxea e colaboradores [35] variaram a espessura da camada depositada,
o tempo e a temperatura de recozimento em lâminas de Si-FZ, tipo p e com
resistividade de 1,6 Ω.cm. Em simulações de células solares com o programa
computacional PC-1D, a eficiência alcançada chega a 18,6 %, num processo de
recozimento em 1050 °C, durante 3 horas e com uma camada de Al de 3 µm,
apresentado na Tabela 2.2.
13
2.4 Processos de Gettering por Fósforo
Um dos mecanismos mais comuns no processamento de células solares é o
processo de gettering por fósforo. Sabe-se que a difusão de fósforo em condições de
supersaturação produz gettering. Quando se difunde fósforo acima do valor de
solubilidade sólida no Si, forma-se uma camada muito dopada, melhorando o tempo
de vida dos portadores minoritários nesta lâmina. A solubilidade sólida é definida
como sendo a quantidade máxima de impureza solúvel em Si para formação de uma
fase cristalina homogênea.
Tabela 2.2 - Parâmetros característicos das células solares determinados em simulações com o programa computacional PC-1D, decorrente das variações no processo de difusão de Al, onde a
concentração de superfície em átomos de Alumínio é 1016 cm-3.
Temperatura (°C)
Tempo (h)
Tempo de Vida por volume (µs)
Velocidade Recombinação em Superfície (cm/s)
Eficiência (%)
810 1 167 8 16,9
1050 1 75 2 17,9
1050 3 220 7 18,2
1050 3 193 2 18,6
Fonte: AURREKOETXEA, L. et al. Solid-State Electronics, 49, 2005, p. 53.
A região ativa de uma célula fotovoltaica de silício é todo o volume. Portanto, o
gettering deve segregar as impurezas para as faces frontal ou posterior da lâmina,
para uma possível extração. Por meio de um ataque superficial. Os mecanismos,
mais aceitos, para explicar o gettering por fósforo são [18] [35]:
- O fenômeno de gettering está relacionado com as discordâncias que aparecem na
camada fortemente dopada. Estas discordâncias atuam como “armadilhas” onde as
impurezas são capturadas e, assim, podem ser extraídas.
- Outra idéia sugere que o fenômeno de gettering se produz devido a maior
solubilidade das impurezas, na camada fortemente dopada com fósforo quando
comparada com a solubilidade no silício, estabelecendo uma segregação.
- Uma terceira idéia é que os fenômenos de gettering devem-se ao aparecimento de
precipitados do tipo Si-P, os quais seriam os responsáveis pelo fenômeno.
14
O gettering foi comprovado para fontes de fósforo sólido, líquido e gasoso, para
processos de pré-deposição e também de redistribuição, para processos de fornos
convencionais e de processos térmicos rápidos e para diferentes impurezas
metálicas [31], [32], [36].
Esta técnica é amplamente usada na fabricação de dispositivos semicondutores,
e há alguns pontos de concordância entre os inúmeros autores:
- A difusão de fósforo produz gettering a partir de uma determinada concentração de
fósforo em superfície e temperatura de processamento, sendo que a concentração
mínima em superfície é estimada em 5x1019 cm-3 de átomos de fósforo [37].
- Existe uma temperatura ótima para gettering, maior para pré-deposição do que
para a redistribuição que se situa em torno de 850 °C a 950 °C [32].
- Os auto-intersticiais injetados pela difusão de fósforo representam um papel
relevante no gettering por fósforo, tanto para impurezas intersticiais [36] como para
substitucionais [38], [39].
- O ouro e a platina, que são impurezas substitucionais se difundem por mecanismos
de expulsão (kick-out). Neste caso o processo de gettering é reversível [36], [39],
[40].
- Existe um efeito sinérgico entre o fósforo e o alumínio de forma que sua co-difusão
pode extrair impurezas mais eficazmente do que os processos sucessivos
separados [30], [40].
Os fenômenos de gettering de fósforo em silício monocristalino são distintos do
multicristalino devido às diferenças na concentração de impurezas metálicas e aos
defeitos, tais como, contorno de grão e discordâncias. As lâminas de silício
multicristalino normalmente contêm impurezas metálicas como Cu, Ni, Fe na ordem
de 1012 átomos/cm3 a 1014 átomos/cm3, ou seja, são sensíveis a altos níveis de
contaminação [36]. A eficiência do gettering é maior no silício monocristalino do que
no multicristalino, pois a quantidade de impurezas extraídas e a densidade de
defeitos não são as mesmas [36]. A Tabela 2.3 mostra a degradação causada pelo
processo de oxidação a 1000 °C, em lâminas de Si-FZ. Também, mostra que a
15
difusão de POCl3 à 850 °C por 30 minutos, restaura parcialmente as propriedades
elétricas no volume do material [36].
Muitos estudos feitos em Si-Cz mostram que o gettering por fósforo procede de
forma diferente [42]. Em certas lâminas, a concentração de oxigênio é geralmente
cerca de 1018 cm-3 (maior que a solubilidade limite) e durante os passos de
recozimento, precipitados são formados no cristal, e especialmente em
discordâncias. Quando as amostras de Si-Cz são submetidas a uma baixa difusão
de fósforo em 850°C por 30 minutos, não são observados os aumentos
correspondentes às amostras de Si-FZ. Uma alta dopagem de fósforo resulta numa
grande quantidade de silício auto-intersticial (SiI), no volume da lâmina [36], Neste
caso, as discordâncias, criadas anteriormente pela difusão de fósforo, são
eficientemente “sumidouros” para estes átomos SiI. A alta densidade de átomos SiI
pode reduzir o precipitado de oxigênio neutralizado pela presença de discordâncias.
Um caminho preventivo para uma lenta queda na formação de precipitados de
oxigênio é aplicar uma difusão de fósforo preliminar, extraindo as impurezas antes
da criação de discordâncias [36].
Tabela 2.3 - Evolução do comprimento de difusão em lâminas FZ submetidas aos passos de oxidação e gettering por fósforo.
Resistividade da lâmina
30 Ω.cm 1 Ω.cm 0,34 Ω.cm
Concentração de átomos de fósforo Amostra
4,5x1014 cm-3 1x1016 cm-3 5x1016 cm-3
L (µm) lâmina sem processo
300 300 750
L (µm) lâmina oxidada 70 155 100
L (µm) após Gett. P em 850°C por 30 min.
200 220 200
Fonte: PERICHAUD, I. Solar Energy Materials & Solar Cells, 72, 2002, 319p.
Da mesma forma, o Si-Cz é geralmente melhorado por processos de gettering
por difusão de fósforo, conforme é demonstrado na Tabela 2.4 [36].
Na Figura 2.4, que apresenta o comprimento de difusão em função do tempo de
difusão, observa-se que, o Si-mc, silício multicristalino, é fortemente melhorado pelo
gettering por fósforo. Da mesma forma que no Si-Cz, o maior limitante deste
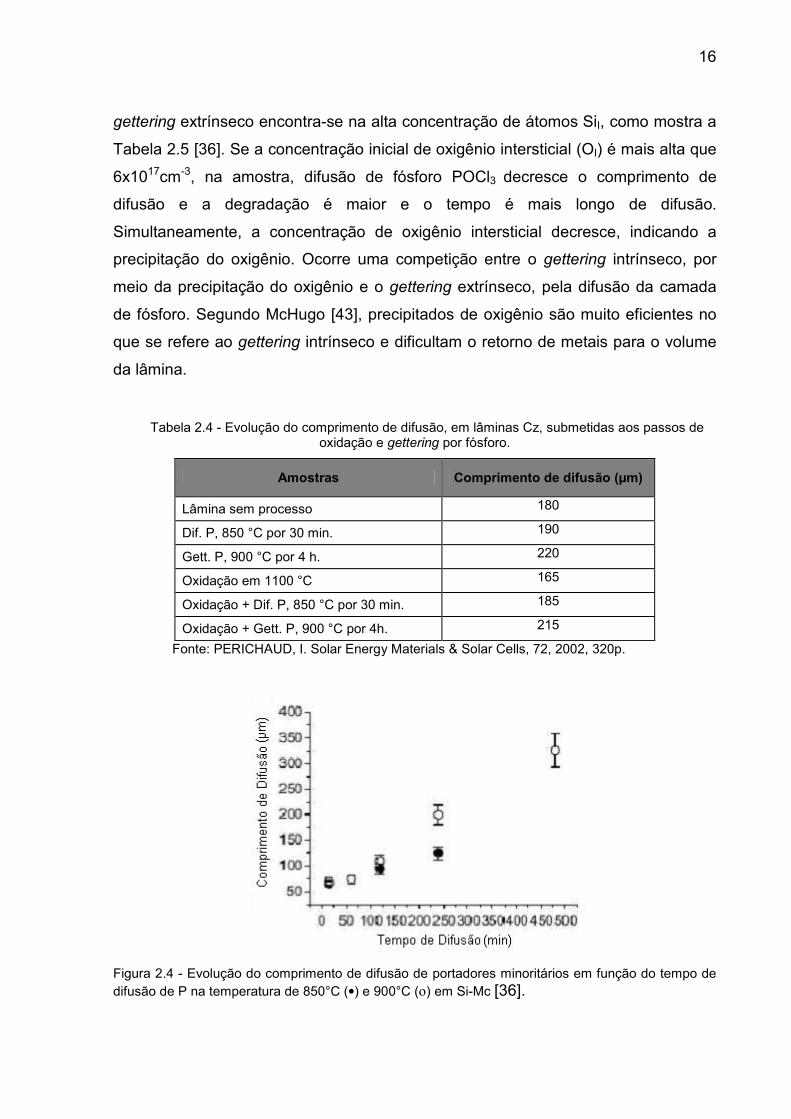
16
gettering extrínseco encontra-se na alta concentração de átomos SiI, como mostra a
Tabela 2.5 [36]. Se a concentração inicial de oxigênio intersticial (OI) é mais alta que
6x1017cm-3, na amostra, difusão de fósforo POCl3 decresce o comprimento de
difusão e a degradação é maior e o tempo é mais longo de difusão.
Simultaneamente, a concentração de oxigênio intersticial decresce, indicando a
precipitação do oxigênio. Ocorre uma competição entre o gettering intrínseco, por
meio da precipitação do oxigênio e o gettering extrínseco, pela difusão da camada
de fósforo. Segundo McHugo [43], precipitados de oxigênio são muito eficientes no
que se refere ao gettering intrínseco e dificultam o retorno de metais para o volume
da lâmina.
Tabela 2.4 - Evolução do comprimento de difusão, em lâminas Cz, submetidas aos passos de oxidação e gettering por fósforo.
Amostras Comprimento de difusão (µm)
Lâmina sem processo 180
Dif. P, 850 °C por 30 min. 190
Gett. P, 900 °C por 4 h. 220
Oxidação em 1100 °C 165
Oxidação + Dif. P, 850 °C por 30 min. 185
Oxidação + Gett. P, 900 °C por 4h. 215
Fonte: PERICHAUD, I. Solar Energy Materials & Solar Cells, 72, 2002, 320p.
Figura 2.4 - Evolução do comprimento de difusão de portadores minoritários em função do tempo de difusão de P na temperatura de 850°C (•) e 900°C (ο) em Si-Mc [36].
17
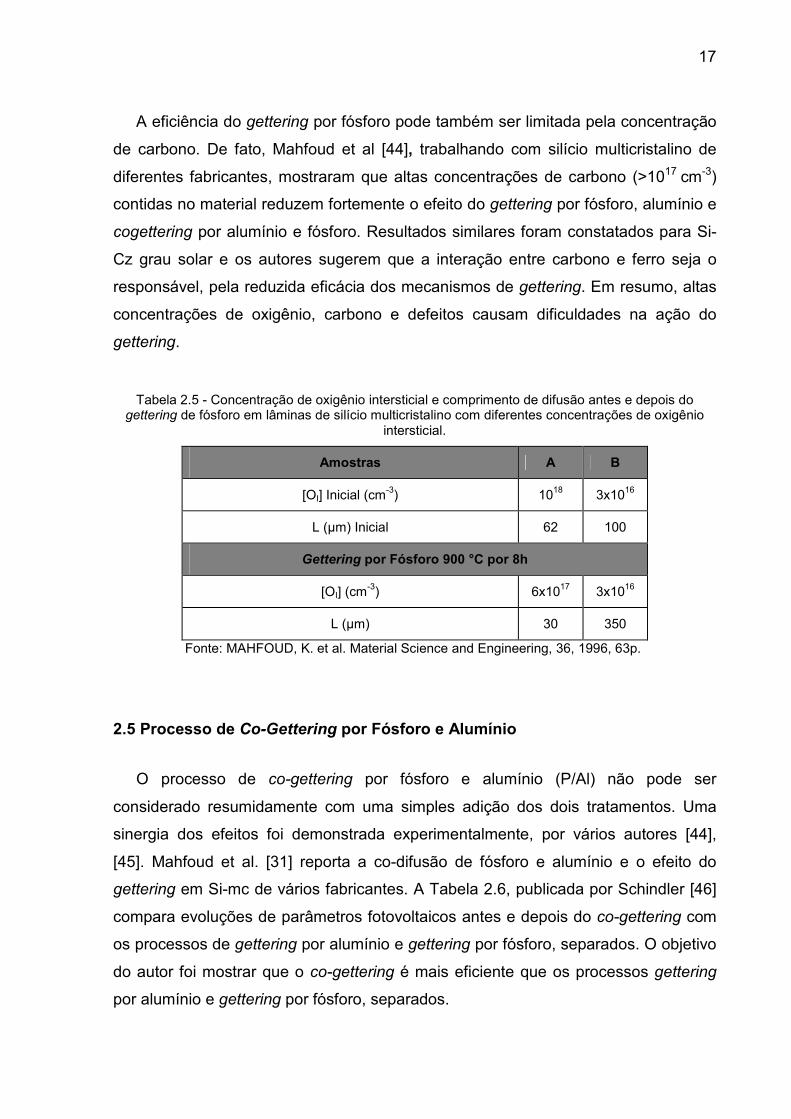
A eficiência do gettering por fósforo pode também ser limitada pela concentração
de carbono. De fato, Mahfoud et al [44], trabalhando com silício multicristalino de
diferentes fabricantes, mostraram que altas concentrações de carbono (>1017 cm-3)
contidas no material reduzem fortemente o efeito do gettering por fósforo, alumínio e
cogettering por alumínio e fósforo. Resultados similares foram constatados para Si-
Cz grau solar e os autores sugerem que a interação entre carbono e ferro seja o
responsável, pela reduzida eficácia dos mecanismos de gettering. Em resumo, altas
concentrações de oxigênio, carbono e defeitos causam dificuldades na ação do
gettering.
Tabela 2.5 - Concentração de oxigênio intersticial e comprimento de difusão antes e depois do gettering de fósforo em lâminas de silício multicristalino com diferentes concentrações de oxigênio
intersticial.
Amostras A B
[OI] Inicial (cm-3) 1018 3x1016
L (µm) Inicial 62 100
Gettering por Fósforo 900 °C por 8h
[OI] (cm-3) 6x1017 3x1016
L (µm) 30 350
Fonte: MAHFOUD, K. et al. Material Science and Engineering, 36, 1996, 63p.
2.5 Processo de Co-Gettering por Fósforo e Alumínio
O processo de co-gettering por fósforo e alumínio (P/Al) não pode ser
considerado resumidamente com uma simples adição dos dois tratamentos. Uma
sinergia dos efeitos foi demonstrada experimentalmente, por vários autores [44],
[45]. Mahfoud et al. [31] reporta a co-difusão de fósforo e alumínio e o efeito do
gettering em Si-mc de vários fabricantes. A Tabela 2.6, publicada por Schindler [46]
compara evoluções de parâmetros fotovoltaicos antes e depois do co-gettering com
os processos de gettering por alumínio e gettering por fósforo, separados. O objetivo
do autor foi mostrar que o co-gettering é mais eficiente que os processos gettering
por alumínio e gettering por fósforo, separados.
18
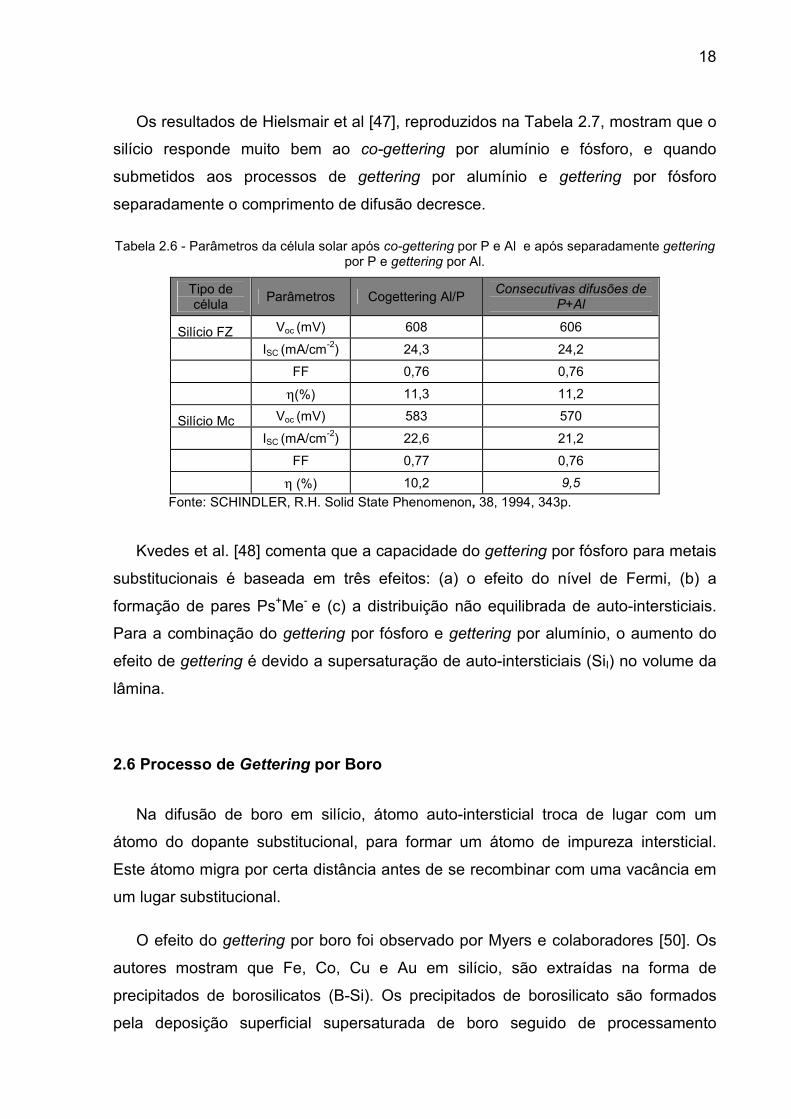
Os resultados de Hielsmair et al [47], reproduzidos na Tabela 2.7, mostram que o
silício responde muito bem ao co-gettering por alumínio e fósforo, e quando
submetidos aos processos de gettering por alumínio e gettering por fósforo
separadamente o comprimento de difusão decresce.
Tabela 2.6 - Parâmetros da célula solar após co-gettering por P e Al e após separadamente gettering por P e gettering por Al.
Tipo de célula
Parâmetros Cogettering Al/P Consecutivas difusões de
P+Al
Silício FZ Voc (mV) 608 606
ISC (mA/cm-2) 24,3 24,2
FF 0,76 0,76
η(%) 11,3 11,2
Silício Mc Voc (mV) 583 570
ISC (mA/cm-2) 22,6 21,2
FF 0,77 0,76
η (%) 10,2 9,5
Fonte: SCHINDLER, R.H. Solid State Phenomenon, 38, 1994, 343p.
Kvedes et al. [48] comenta que a capacidade do gettering por fósforo para metais
substitucionais é baseada em três efeitos: (a) o efeito do nível de Fermi, (b) a
formação de pares Ps+Me- e (c) a distribuição não equilibrada de auto-intersticiais.
Para a combinação do gettering por fósforo e gettering por alumínio, o aumento do
efeito de gettering é devido a supersaturação de auto-intersticiais (SiI) no volume da
lâmina.
2.6 Processo de Gettering por Boro
Na difusão de boro em silício, átomo auto-intersticial troca de lugar com um
átomo do dopante substitucional, para formar um átomo de impureza intersticial.
Este átomo migra por certa distância antes de se recombinar com uma vacância em
um lugar substitucional.
O efeito do gettering por boro foi observado por Myers e colaboradores [50]. Os
autores mostram que Fe, Co, Cu e Au em silício, são extraídas na forma de
precipitados de borosilicatos (B-Si). Os precipitados de borosilicato são formados
pela deposição superficial supersaturada de boro seguido de processamento
19
térmico. Os precipitados de B-Si formam, em temperaturas menores que 1100°C,
composições similares a B3Si na estrutura cristalina. Evidências indicam que os
átomos de impurezas entram na fase B-Si. A espectrometria de massa, por meio dos
íons secundários demonstra que átomos de Fe, Co, Cu e Au são segregados do Si
para a camada B-Si.
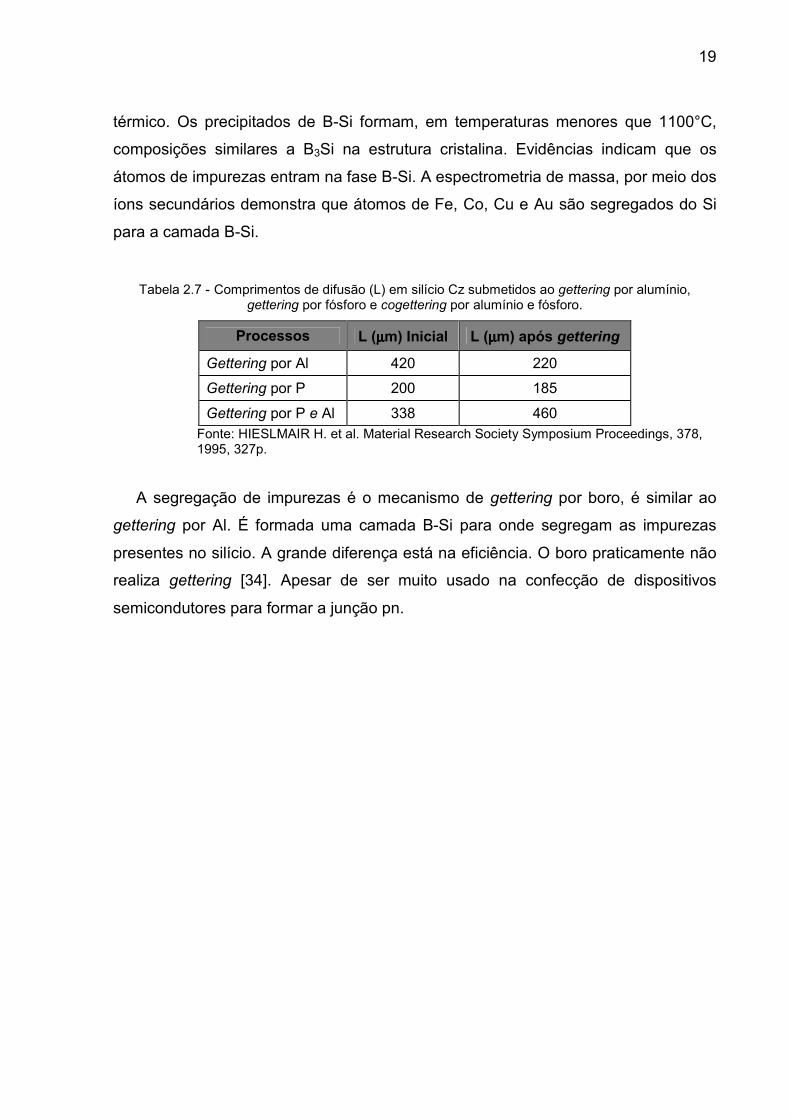
Tabela 2.7 - Comprimentos de difusão (L) em silício Cz submetidos ao gettering por alumínio, gettering por fósforo e cogettering por alumínio e fósforo.
Processos L (µµµµm) Inicial L (µµµµm) após gettering
Gettering por Al 420 220
Gettering por P 200 185
Gettering por P e Al 338 460 Fonte: HIESLMAIR H. et al. Material Research Society Symposium Proceedings, 378, 1995, 327p.
A segregação de impurezas é o mecanismo de gettering por boro, é similar ao
gettering por Al. É formada uma camada B-Si para onde segregam as impurezas
presentes no silício. A grande diferença está na eficiência. O boro praticamente não
realiza gettering [34]. Apesar de ser muito usado na confecção de dispositivos
semicondutores para formar a junção pn.
3 OTIMIZAÇÃO DAS REGIÕES N+ E P
+ POR SIMULAÇÃO
3.1 Procedimentos
O objetivo desta dissertação é contribuir para o desenvolvimento de um processo
para fabricação de células solares industriais eficientes em Si-Cz. Neste contexto foi
otimizada a estrutura n+pp+, por meio da simulação de células solares com o
programa computacional PC-1D. As regiões n+ e p+ foram otimizados para a
metalização por deposição química sem eletrodos de alta qualidade e baixo custo,
também denominada de electroless. Os metais empregados são: níquel e cobre ou
níquel e prata, depositados simultaneamente, em ambas as faces. Para comparar os
resultados deste processo de implementação das malhas metálicas, otimizaram-se
células solares com metalização por evaporação. A metalização por evaporação em
vácuo é realizada com titânio e prata ou titânio e cobre sobre a face n+, e alumínio e
prata ou alumínio e cobre sobre a face p+.
Optou-se pela estrutura n+pp+, por ser típica para fabricação de células solares
industriais. Para otimizar as regiões n+ e p+, foram realizados os seguintes
procedimentos [51]:
- cálculo da resistência série total do emissor, a qual é composta por: resistência
lateral do emissor (R3); resistência de contato frontal (R4); resistência do metal da
malha (R5) e resistência do metal do busbar (R6), conforme ilustra a Figura 3.1,
21
- determinação da corrente de saturação do diodo no escuro, utilizando-se o
programa de simulação de células solares, PC-1D, a fim de representar a área
metalizada da célula solar e
- cálculo da velocidade de recombinação em superfície S para a região n+, segundo
o modelo proposto por Cuevas e Russel [52].
Figura 3.1 - Resistências série consideradas na otimização da região n+ de uma célula solar:
contato posterior (R1), base (R2), lateral do emissor (R3), contato frontal (R4), metal das trilhas (R5) e metal do busbar (R6).
Para determinar os valores da corrente elétrica relativa à área do dispositivo não
iluminado, geralmente denominado de área metalizada, foram simuladas as
respostas de um diodo com área equivalente, sem iluminação, utilizando o programa
PC-1D. Este programa computacional simula células solares, resolvendo por
métodos numéricos as equações em uma dimensão. Foi determinada a corrente do
diodo para uma tensão de 0,6 V, próxima da tensão de circuito aberto e calculada a
corrente de saturação através da equação do diodo:
−= 1eII nkT
qV
0 (3.1)
onde I é a corrente de injeção que atravessa a junção, I0 é a corrente de saturação e
representa os portadores livres que podem fluir através da junção superando a
barreira de potencial, q é a carga do elétron, V é a tensão, k é a constante de
Boltzmann, T é a temperatura em Kelvin e n é o fator de idealidade (geralmente
entre 1 e 2).
22
Alguns parâmetros necessários para simular a célula solar dependem do
substrato. Foi considerado silício monocristalino tipo p, crescido pela técnica
Czochralski. Os valores utilizados foram: resistividade de base: 30 Ω.cm; espessura
da lâmina: 300 µm; tempo de vida dos portadores minoritários na base: 200 µs;
refletância frontal correspondente a uma camada de SiO2 de 100 nm e área total de
4,00 cm2, sendo, 3,87 cm2 de área iluminada. Otimizou-se uma célula solar de
pequena área, típica de laboratório. Os resultados serão similares para células de
100 cm2.
Os parâmetros necessários para definir a malha metálica, na forma de pente,
conforme a Figura 3.1, são: distância entre as trilhas coletoras (d), comprimento das
trilhas (l), altura das trilhas (a), largura das trilhas (L), comprimento do busbar (lB) e a
largura do busbar (LB). Foram usados valores típicos destes parâmetros [5],
considerando uma célula solar com área total A = 4 cm2, d = 0,062 cm; l = 1,98 cm; a
= 0,002 cm; L = 0,0015 cm; lB = 1,977 cm e LB = 0,012 cm.
Simularam-se células solares com concentração de superfície (Cs) variando de
1x1019 cm-3 a 1x1021 cm-3 e profundidade de junção (xj) de 0,1 µm a 2,0 µm. Foram
utilizados perfis do tipo gaussiano, com base nos resultados da referência [5].
A resistência de folha, que corresponde à resistência à passagem da corrente no
material semicondutor entre as trilhas metálicas, foi calculada com o programa PC-
1D para os perfis estudados. O valor desta resistência é usado como parâmetro de
entrada para o cálculo da resistência série total.
Para a região n+, as malhas formadas por deposição química são constituídas por
Ni-Ag e Ni-Cu e as malhas metálicas para a otimização da metalização de alta
qualidade e custo são formadas por Ti-Ag e Ti-Cu. Na região p+, a metalização por
electroless é constituída pelos mesmos materiais que no caso da região n+, porém a
metalização de alto custo é formada pela evaporação de Al-Ag e Al-Cu. Desta forma,
foi possível comparar a influência do cobre e da prata na constituição da malha
metálica.
A partir dos parâmetros definidos acima, foram simuladas células solares,
determinando a tensão de circuito aberto (Voc), a corrente de curto-circuito (Isc), o
fator de forma (FF) e a eficiência (η) de conversão de energia solar em elétrica.
23
Inicialmente, otimizou-se o emissor n+ da estrutura n+pp+, fixando as
características da região p+ e considerando uma malha metálica similar àquela da
região n+. Para otimizar a região p+, utilizou-se o melhor resultado encontrado do
emissor n+. Neste caso, simularam-se células p+pn+, com o objetivo de otimizar a
região p+, com a junção na face oposta de onde se dá a iluminação. Este
procedimento foi repetido para re-otimizar a região n+ e p+.
3.2 Resistência Série Total
Para determinar a resistência série total, é necessário calcular primeiramente a
resistência lateral do emissor, a resistência de contato frontal e posterior, a
resistência do metal da malha e a resistência do metal do busbar.
A resistência de contato é determinada conhecendo-se a resistividade de contato
do material metálico. Na metalização por deposição química o contato é realizado
com níquel, cuja resistividade é 3,25x10-5 Ωcm [1], [3].
Para o titânio, a resistividade de contato é dada por [52]:
( ) ( )[ ] 2210 lnlnexp SASAc CaCaa ++=ρ (3.2)
onde, 18S
SA10
CC = , a0=-1,96197, a1=-3,41859 e a2=0,187692.
Sobre a região p+ e metalização por evaporação, utiliza-se alumínio para
estabelecer o contato. Neste caso, tem-se [53]:
( ) ( )[ ]
( )[ ] ( )[ ]
++
++=
44
33
2210
lnln
lnlnexp
SASA
SASAc
CaCa
CaCaaρ (3.3)
onde a0=-1,71306, a1=-10,8994, a2=-8,21834, a3=1,69545 e a4=-0,116498.
Para a face frontal, calculou-se a resistência de contato metal-semicondutor,
através de [52], [6]:
=
TT
c4
L
Lcoth
l.L
ρR (3.4)
24
Onde o parâmetro LT é o comprimento de transporte, dado por:
R
cρTL = (3.5)
e R é a resistência de folha. Para a face posterior é usada a mesma equação para
o cálculo de R1. No entanto, cabe comentar que neste caso, o valor de R1
contabilizou todas as resistências relativas a malha metálica da face posterior.
A resistência lateral do emissor foi determinada a partir da metodologia
apresentada por Luque [8]:
( ) AF1
rR
2
e3
−= (3.6)
A resistência específica da região altamente dopada re e o fator de transparência
F são dados por:
2e LR
12
1r = (3.7)
e
d
L1F −= (3.8)
A resistência resultante da malha metálica foi determinada a partir do método
desenvolvido por Luque [8]:
( )A.F1
rR m5
−= (3.9)
Neste caso, rm é a resistência específica da trilha metálica, dada por:
2metalm l
a3
1r
ρ= (3.10)
onde ρmetal é a resistividade do metal.
Goetzberger et al [7] apresentaram a seguinte equação para o cálculo da
resistência devida ao busbar:
25
metalB
B6
L.a
l
6
1R ρ= (3.11)
A resistência série total relativa a face frontal é a soma de R3, R4, R5 e R6. Cabe
observar que a resistência do material semicondutor (R2) é determinada pelo
programa computacional PC-1D.
3.3 Otimização do Emissor n+
Conforme especificado anteriormente, para obter a primeira otimização do
emissor n+, variaram-se os valores da concentração em superfície e da profundidade
da junção. Consideraram-se as seguintes características típicas da região p+ de
campo retrodifusor (BSF), realizadas com dopantes líquidos depositados por spin on
[13]: velocidade de recombinação em superfície S = 1640 cm/s, concentração em
superfície Cs = 1x1020 cm-3 e profundidade da junção (xj) de 0,3 µm para a
metalização por deposição química com cobre e xj = 0,4 µm para os outros casos.
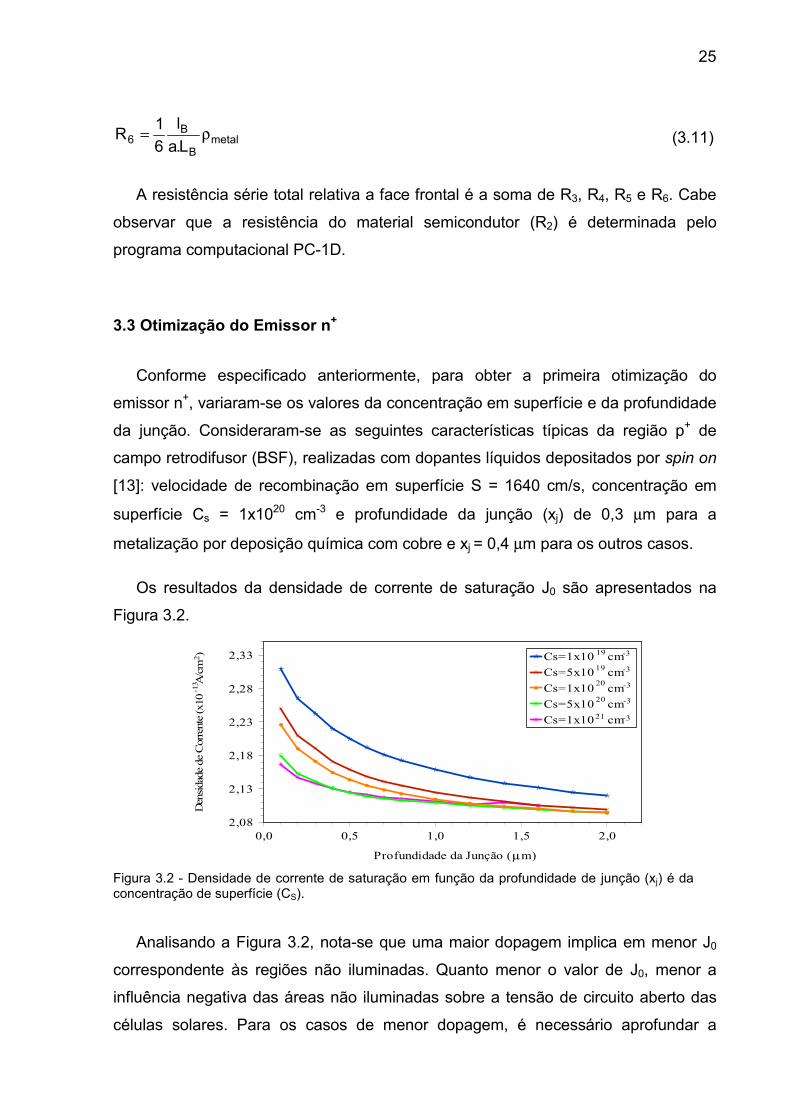
Os resultados da densidade de corrente de saturação J0 são apresentados na
Figura 3.2.
-
-
--
-- - - - - - -
+
+
++
++ + + + + + + + +
)
)
)
)
))
))
))
) ) ) )
%
%
%
%
%%
%%
%%
%% % %
#
#
#
#
#
##
##
##
##
#
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
2,08
2,13
2,18
2,23
2,28
2,33
Densidade de Corrente (x10 A/cm ) Cs=1x10 cm
Cs=5x10 cm
Cs=1x10 cm
Cs=5x10 cm
Cs=1x10 cm
#
%
)
+
-
2
µ
-13
19
19
20
20
21
-3
-3
-3
-3
-3
Figura 3.2 - Densidade de corrente de saturação em função da profundidade de junção (xj) é da concentração de superfície (CS).
Analisando a Figura 3.2, nota-se que uma maior dopagem implica em menor J0
correspondente às regiões não iluminadas. Quanto menor o valor de J0, menor a
influência negativa das áreas não iluminadas sobre a tensão de circuito aberto das
células solares. Para os casos de menor dopagem, é necessário aprofundar a
26
junção pn, afastando-a da superfície altamente recombinante sob a malha de
metalização.
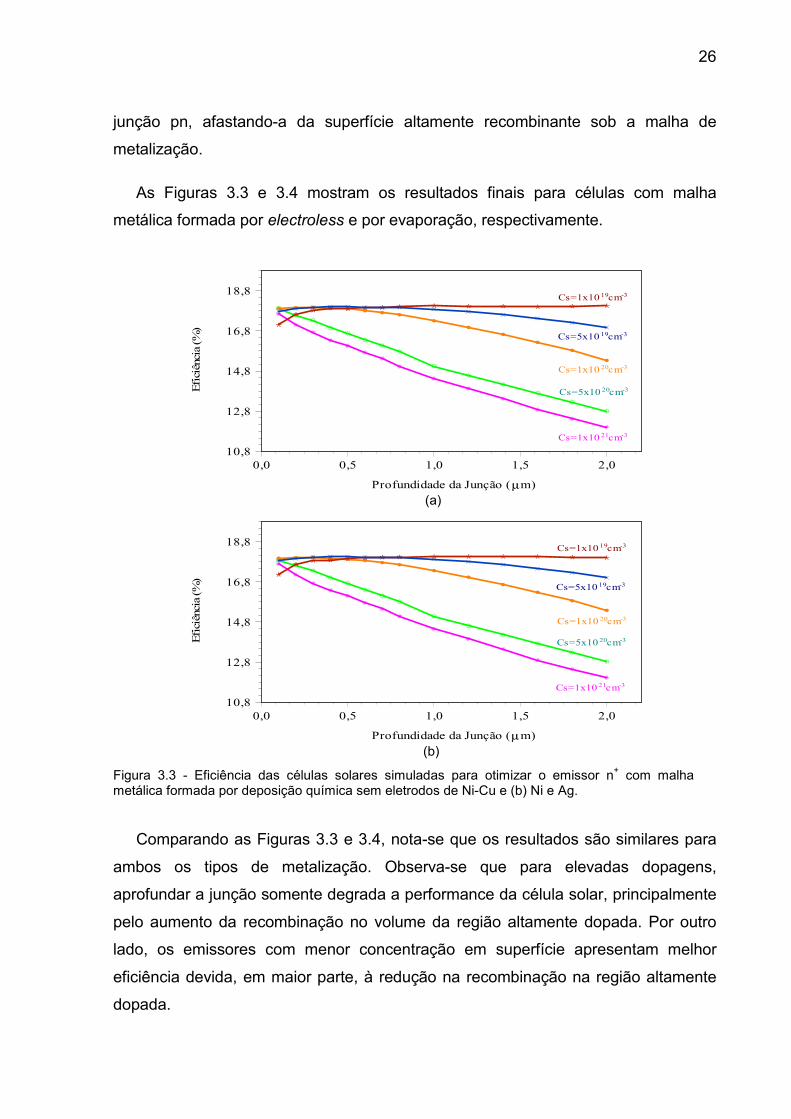
As Figuras 3.3 e 3.4 mostram os resultados finais para células com malha
metálica formada por electroless e por evaporação, respectivamente.
-
-
--
--
--
-
-
-
-
-
-
+
+
++
++
++
+
+
+
++
+
)
)
) ) ) ) ) ) ))
))
))
#
##
# # # # # # # # # # #%
%
% % % % % % % % % % %%
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
18,8
Eficiê ncia (%)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
(a)
-
-
--
--
--
-
-
-
-
-
-
+
+
++
++
++
+
+
+
++
+
)
)
) ) ) ) ) ) ))
))
))
#
## # # # # # # # # # # #%
%
% % % % % % % % % %%
%
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
18,8
Eficiência ( %)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
(b)
Figura 3.3 - Eficiência das células solares simuladas para otimizar o emissor n+ com malha
metálica formada por deposição química sem eletrodos de Ni-Cu e (b) Ni e Ag.
Comparando as Figuras 3.3 e 3.4, nota-se que os resultados são similares para
ambos os tipos de metalização. Observa-se que para elevadas dopagens,
aprofundar a junção somente degrada a performance da célula solar, principalmente
pelo aumento da recombinação no volume da região altamente dopada. Por outro
lado, os emissores com menor concentração em superfície apresentam melhor
eficiência devida, em maior parte, à redução na recombinação na região altamente
dopada.
27
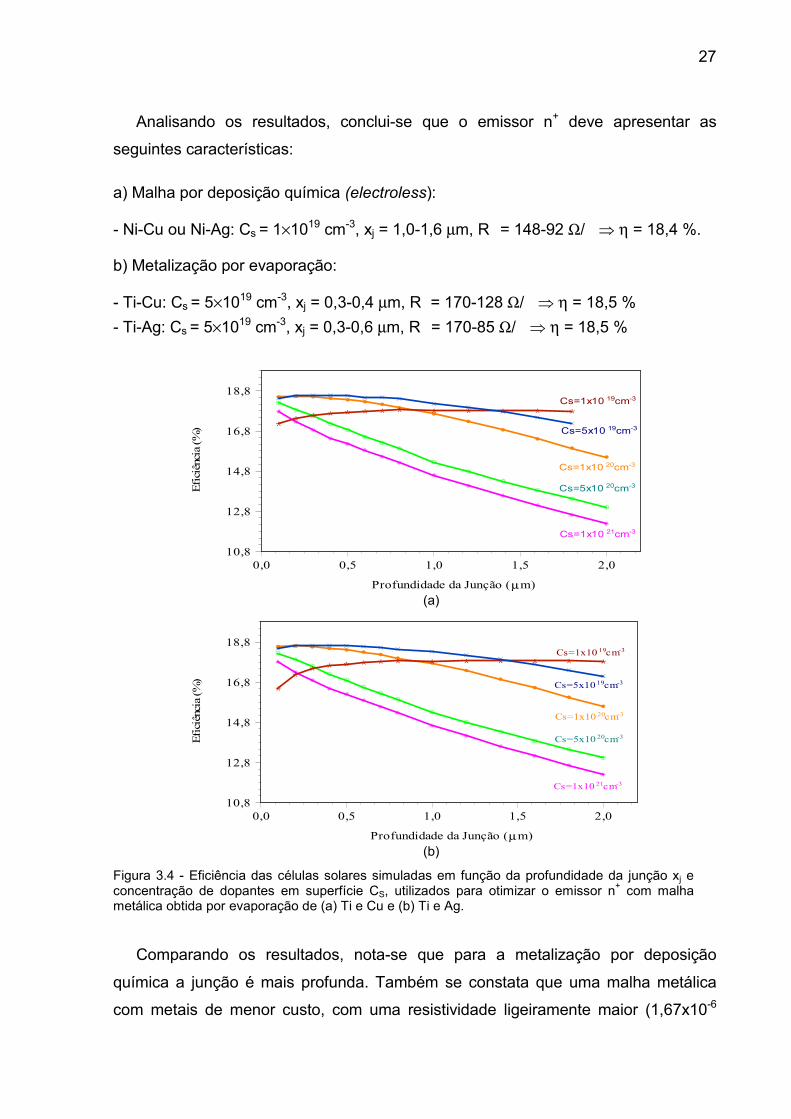
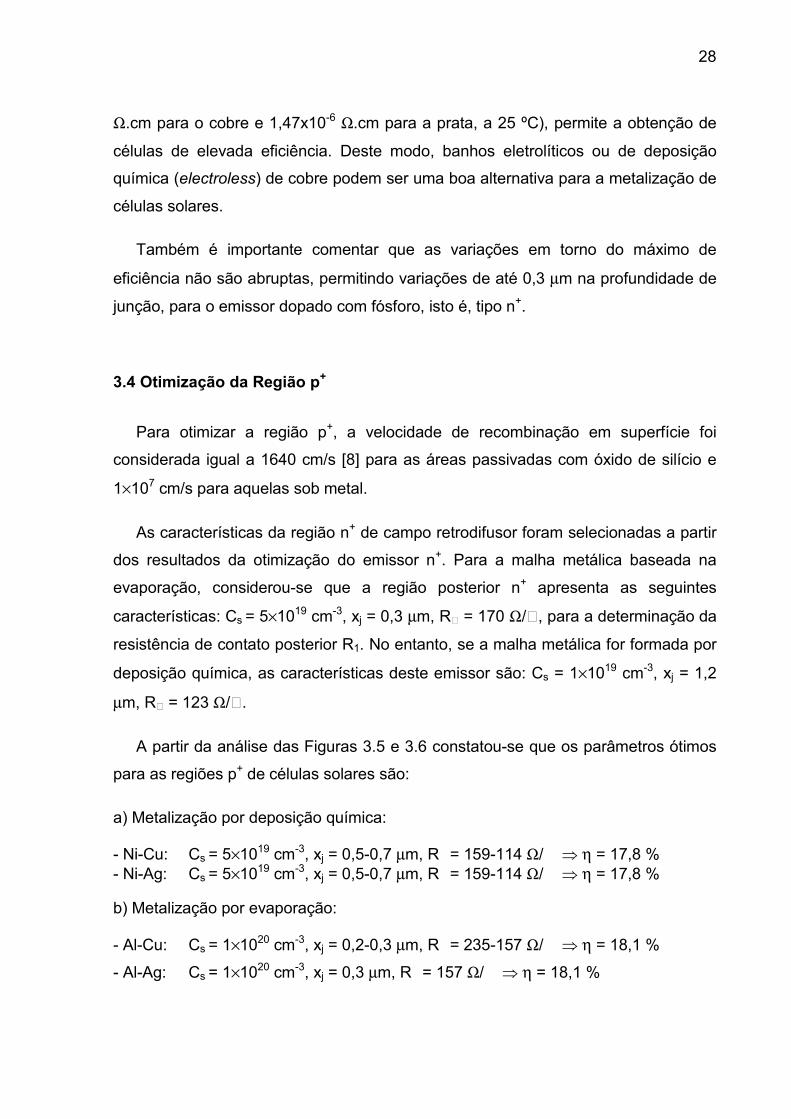
Analisando os resultados, conclui-se que o emissor n+ deve apresentar as
seguintes características:
a) Malha por deposição química (electroless):
- Ni-Cu ou Ni-Ag: Cs = 1×1019 cm-3, xj = 1,0-1,6 µm, R = 148-92 Ω/ ⇒ η = 18,4 %.
b) Metalização por evaporação:
- Ti-Cu: Cs = 5×1019 cm-3, xj = 0,3-0,4 µm, R = 170-128 Ω/ ⇒ η = 18,5 %
- Ti-Ag: Cs = 5×1019 cm-3, xj = 0,3-0,6 µm, R = 170-85 Ω/ ⇒ η = 18,5 %
-
-
--
--
--
-
-
-
-
-
-
+
+
++
++
++
+
+
+
+
++
)
)
) ) ) ) ) ) ))
))
)
)
#
## # # # # # # # # # #
%
%
% % % % % % %% %
%%
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
18,8
Eficiência (%)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
(a)
-
-
--
--
--
-
-
-
-
-
-
+
+
++
++
++
+
+
+
++
+
)
)
) ) ) ) ) ) ))
))
)
)#
#
## # # # # # # # # # #
%
%
% % % % % % % % %%
%%
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
18,8
Eficiência (%)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
(b)
Figura 3.4 - Eficiência das células solares simuladas em função da profundidade da junção xj e concentração de dopantes em superfície CS, utilizados para otimizar o emissor n
+ com malha
metálica obtida por evaporação de (a) Ti e Cu e (b) Ti e Ag.
Comparando os resultados, nota-se que para a metalização por deposição
química a junção é mais profunda. Também se constata que uma malha metálica
com metais de menor custo, com uma resistividade ligeiramente maior (1,67x10-6
28
Ω.cm para o cobre e 1,47x10-6 Ω.cm para a prata, a 25 ºC), permite a obtenção de
células de elevada eficiência. Deste modo, banhos eletrolíticos ou de deposição
química (electroless) de cobre podem ser uma boa alternativa para a metalização de
células solares.
Também é importante comentar que as variações em torno do máximo de
eficiência não são abruptas, permitindo variações de até 0,3 µm na profundidade de
junção, para o emissor dopado com fósforo, isto é, tipo n+.
3.4 Otimização da Região p+
Para otimizar a região p+, a velocidade de recombinação em superfície foi
considerada igual a 1640 cm/s [8] para as áreas passivadas com óxido de silício e
1×107 cm/s para aquelas sob metal.
As características da região n+ de campo retrodifusor foram selecionadas a partir
dos resultados da otimização do emissor n+. Para a malha metálica baseada na
evaporação, considerou-se que a região posterior n+ apresenta as seguintes
características: Cs = 5×1019 cm-3, xj = 0,3 µm, R = 170 Ω/, para a determinação da
resistência de contato posterior R1. No entanto, se a malha metálica for formada por
deposição química, as características deste emissor são: Cs = 1×1019 cm-3, xj = 1,2
µm, R = 123 Ω/.
A partir da análise das Figuras 3.5 e 3.6 constatou-se que os parâmetros ótimos
para as regiões p+ de células solares são:
a) Metalização por deposição química:
- Ni-Cu: Cs = 5×1019 cm-3, xj = 0,5-0,7 µm, R = 159-114 Ω/ ⇒ η = 17,8 %
- Ni-Ag: Cs = 5×1019 cm-3, xj = 0,5-0,7 µm, R = 159-114 Ω/ ⇒ η = 17,8 %
b) Metalização por evaporação:
- Al-Cu: Cs = 1×1020 cm-3, xj = 0,2-0,3 µm, R = 235-157 Ω/ ⇒ η = 18,1 %
- Al-Ag: Cs = 1×1020 cm-3, xj = 0,3 µm, R = 157 Ω/ ⇒ η = 18,1 %
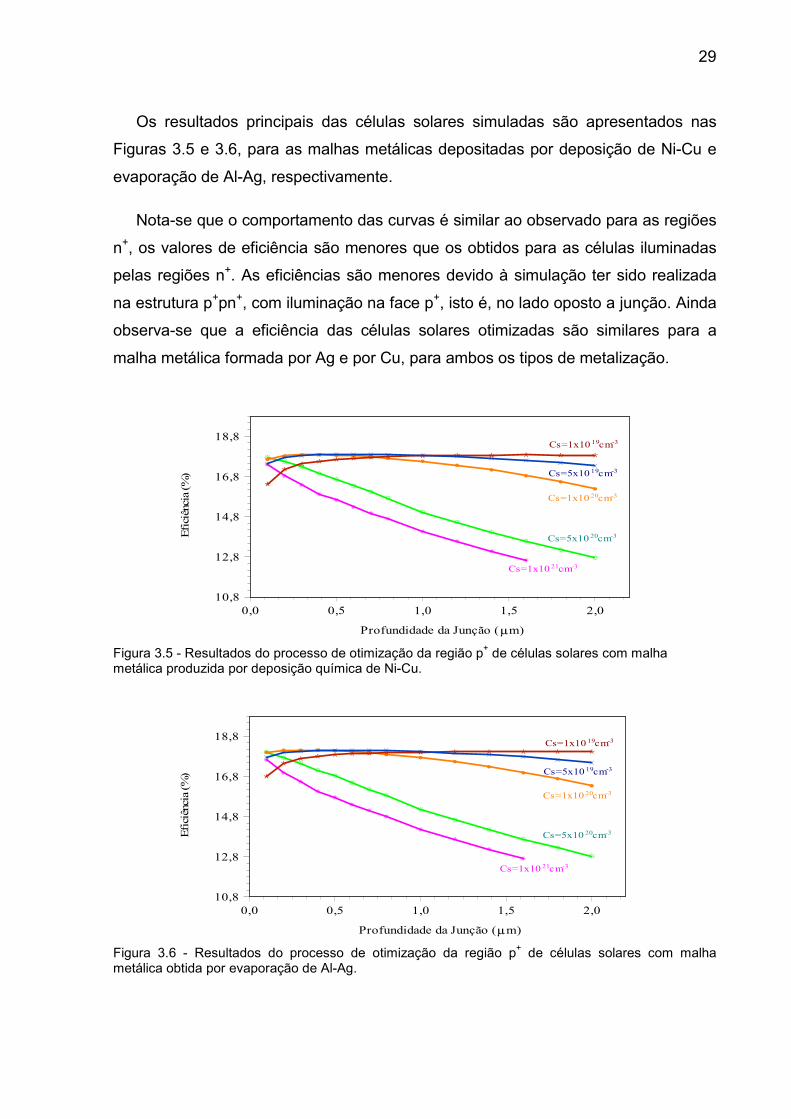
29
Os resultados principais das células solares simuladas são apresentados nas
Figuras 3.5 e 3.6, para as malhas metálicas depositadas por deposição de Ni-Cu e
evaporação de Al-Ag, respectivamente.
Nota-se que o comportamento das curvas é similar ao observado para as regiões
n+, os valores de eficiência são menores que os obtidos para as células iluminadas
pelas regiões n+. As eficiências são menores devido à simulação ter sido realizada
na estrutura p+pn+, com iluminação na face p+, isto é, no lado oposto a junção. Ainda
observa-se que a eficiência das células solares otimizadas são similares para a
malha metálica formada por Ag e por Cu, para ambos os tipos de metalização.
-
-
-
-
--
--
-
-
-
-
+
+
++
++
++
+
+
+
++
+
)
)
) ) ) ) ) ) ) ))
))
)#
#
## # # # # # # # # # #
% %% % % % % % % % % % % %
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
18,8
Eficiência ( %)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
Figura 3.5 - Resultados do processo de otimização da região p+ de células solares com malha
metálica produzida por deposição química de Ni-Cu.
-
-
--
--
--
-
-
-
-
+
+
++
++
++
+
+
+
+
++
)
)
) ) ) ) ) ) ) ))
))
)#
#
## # # # # # # # # # #
%%
% % % % % % % % % % % %
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
18,8
Eficiência (%)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
Figura 3.6 - Resultados do processo de otimização da região p+ de células solares com malha
metálica obtida por evaporação de Al-Ag.
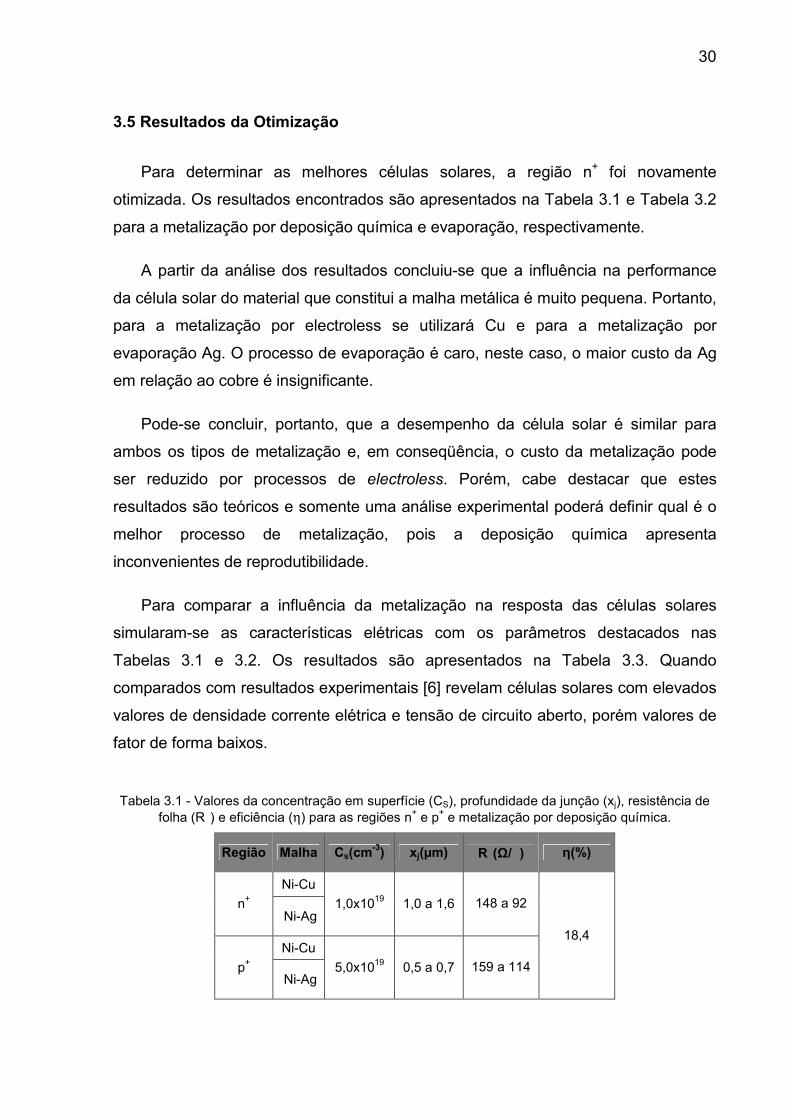
30
3.5 Resultados da Otimização
Para determinar as melhores células solares, a região n+ foi novamente
otimizada. Os resultados encontrados são apresentados na Tabela 3.1 e Tabela 3.2
para a metalização por deposição química e evaporação, respectivamente.
A partir da análise dos resultados concluiu-se que a influência na performance
da célula solar do material que constitui a malha metálica é muito pequena. Portanto,
para a metalização por electroless se utilizará Cu e para a metalização por
evaporação Ag. O processo de evaporação é caro, neste caso, o maior custo da Ag
em relação ao cobre é insignificante.
Pode-se concluir, portanto, que a desempenho da célula solar é similar para
ambos os tipos de metalização e, em conseqüência, o custo da metalização pode
ser reduzido por processos de electroless. Porém, cabe destacar que estes
resultados são teóricos e somente uma análise experimental poderá definir qual é o
melhor processo de metalização, pois a deposição química apresenta
inconvenientes de reprodutibilidade.
Para comparar a influência da metalização na resposta das células solares
simularam-se as características elétricas com os parâmetros destacados nas
Tabelas 3.1 e 3.2. Os resultados são apresentados na Tabela 3.3. Quando
comparados com resultados experimentais [6] revelam células solares com elevados
valores de densidade corrente elétrica e tensão de circuito aberto, porém valores de
fator de forma baixos.
Tabela 3.1 - Valores da concentração em superfície (CS), profundidade da junção (xj), resistência de
folha (R) e eficiência (η) para as regiões n+ e p
+ e metalização por deposição química.
Região Malha Cs(cm-3) xj(µm) R (Ω/ ) η(%)
Ni-Cu
n+
Ni-Ag 1,0x10
19 1,0 a 1,6 148 a 92
Ni-Cu
p+
Ni-Ag 5,0x10
19 0,5 a 0,7 159 a 114
18,4
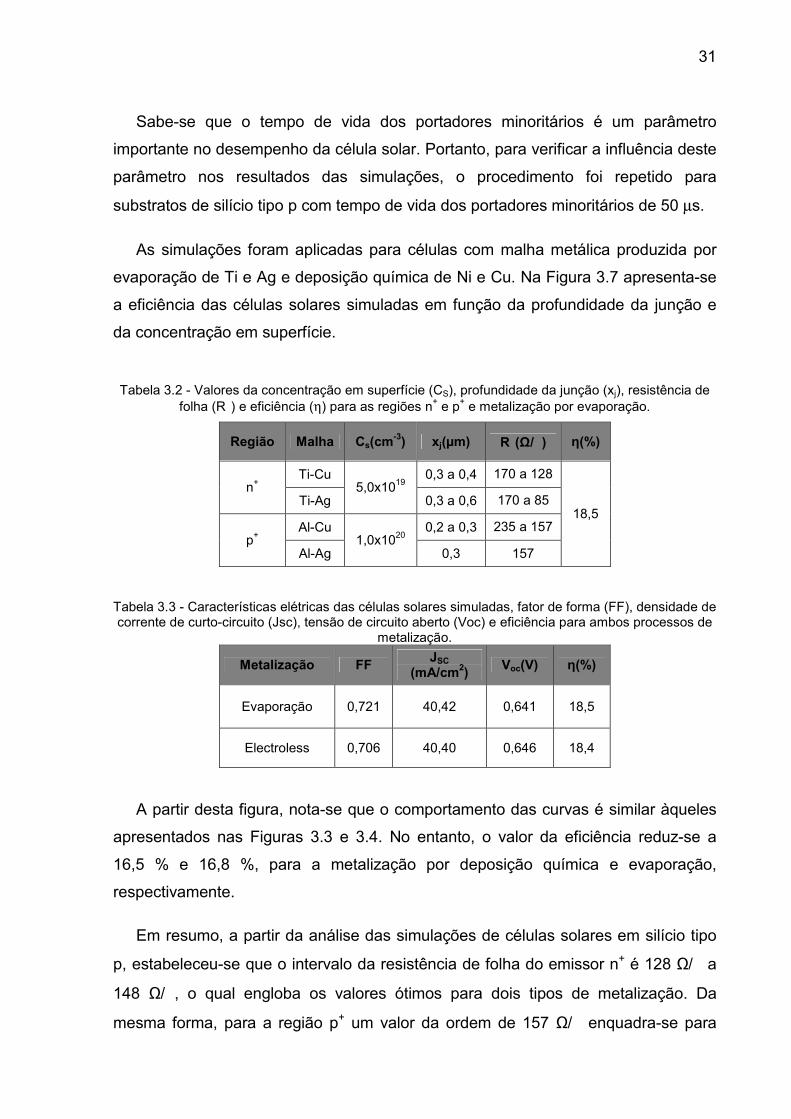
31
Sabe-se que o tempo de vida dos portadores minoritários é um parâmetro
importante no desempenho da célula solar. Portanto, para verificar a influência deste
parâmetro nos resultados das simulações, o procedimento foi repetido para
substratos de silício tipo p com tempo de vida dos portadores minoritários de 50 µs.
As simulações foram aplicadas para células com malha metálica produzida por
evaporação de Ti e Ag e deposição química de Ni e Cu. Na Figura 3.7 apresenta-se
a eficiência das células solares simuladas em função da profundidade da junção e
da concentração em superfície.
Tabela 3.2 - Valores da concentração em superfície (CS), profundidade da junção (xj), resistência de
folha (R) e eficiência (η) para as regiões n+ e p
+ e metalização por evaporação.
Região Malha Cs(cm-3) xj(µm) R (Ω/ ) η(%)
Ti-Cu 0,3 a 0,4 170 a 128 n
+
Ti-Ag 5,0x10
19
0,3 a 0,6 170 a 85
Al-Cu 0,2 a 0,3 235 a 157 p
+
Al-Ag 1,0x10
20
0,3 157
18,5
Tabela 3.3 - Características elétricas das células solares simuladas, fator de forma (FF), densidade de corrente de curto-circuito (Jsc), tensão de circuito aberto (Voc) e eficiência para ambos processos de
metalização.
Metalização FF JSC
(mA/cm2) Voc(V) η(%)
Evaporação 0,721 40,42 0,641 18,5
Electroless 0,706 40,40 0,646 18,4
A partir desta figura, nota-se que o comportamento das curvas é similar àqueles
apresentados nas Figuras 3.3 e 3.4. No entanto, o valor da eficiência reduz-se a
16,5 % e 16,8 %, para a metalização por deposição química e evaporação,
respectivamente.
Em resumo, a partir da análise das simulações de células solares em silício tipo
p, estabeleceu-se que o intervalo da resistência de folha do emissor n+ é 128 Ω/ a
148 Ω/ , o qual engloba os valores ótimos para dois tipos de metalização. Da
mesma forma, para a região p+ um valor da ordem de 157 Ω/ enquadra-se para
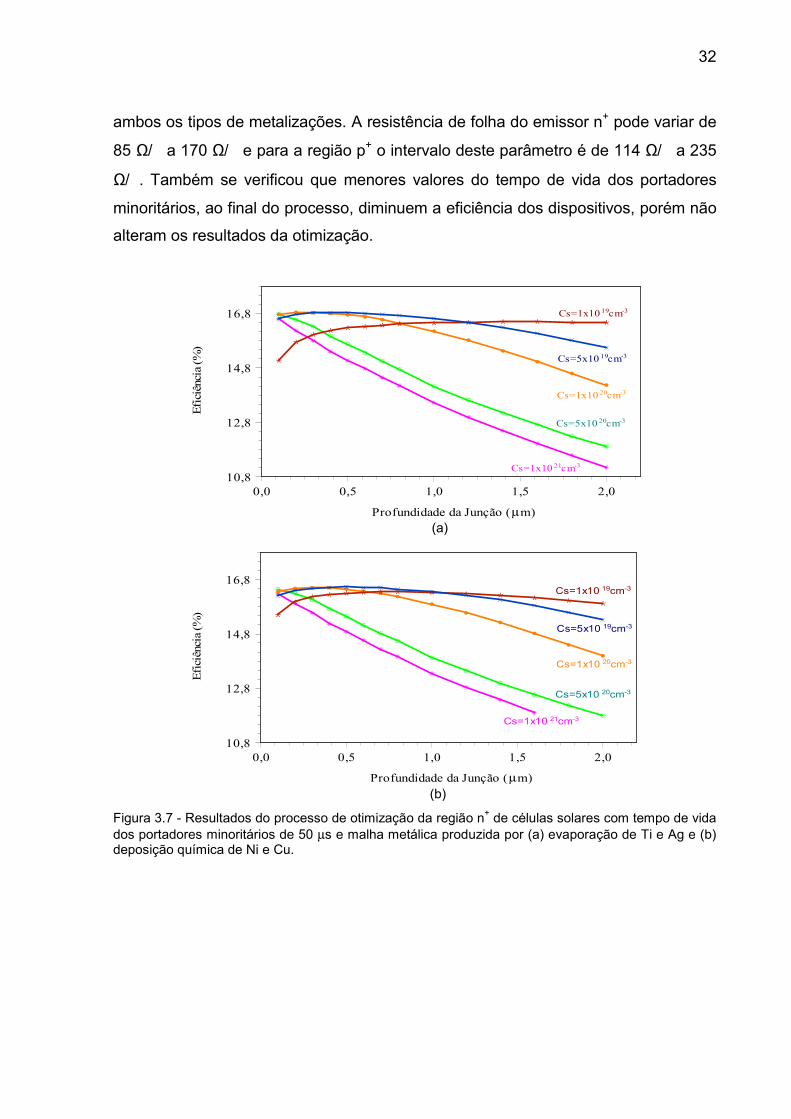
32
ambos os tipos de metalizações. A resistência de folha do emissor n+ pode variar de
85 Ω/ a 170 Ω/ e para a região p+ o intervalo deste parâmetro é de 114 Ω/ a 235
Ω/ . Também se verificou que menores valores do tempo de vida dos portadores
minoritários, ao final do processo, diminuem a eficiência dos dispositivos, porém não
alteram os resultados da otimização.
-
-
-
-
--
--
-
-
-
-
-
-
+
+
++
++
++
+
+
+
+
+
+
)
)
) ) ) ) ) ))
))
)
)
)
#
#
##
# # # # # # # # # #%
%
% % % % % % % %%
%%
%
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
Ef iciência (%
)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
(a)
-
-
-
-
--
--
-
-
-
-
+
+
++
++
++
+
+
+
+
+
+
)
)
) ) ) ) ) ) ))
)
)
)
)
#
### # # # # # # # # # #
%
%
% % % % % % % % %%
%%
0,0 0,5 1,0 1,5 2,0
Profundidade da Junção ( m)
10,8
12,8
14,8
16,8
Eficiência (%
)
µ
Cs=5x10 19cm-3
Cs=1x10 19cm-3
Cs=1x10 20cm-3
Cs=5x10 20cm-3
Cs=1x10 21cm-3
(b)
Figura 3.7 - Resultados do processo de otimização da região n+ de células solares com tempo de vida
dos portadores minoritários de 50 µs e malha metálica produzida por (a) evaporação de Ti e Ag e (b) deposição química de Ni e Cu.
4 IMPLEMENTAÇÃO DOS PROCESSOS DE DIFUSÃO E GETTERING EM FORNO
CONVENCIONAL
4.1 Introdução
As células solares de alta eficiência e baixo custo podem ser obtidas necessário
otimizando-se o processo de difusão de fósforo. Se este processo é realizado em
uma dada temperatura e tempo pode realizar o fenômeno denominado de gettering.
Nesta etapa, o objetivo é elevar o tempo de vida dos portadores minoritários e
otimizar a região n+ para obter os valores da resistência de folha e da profundidade
de junção propostos nas simulações realizadas. Verificou-se que é possível obter
células solares com valores de eficiência próximos de 18 %. Para o tempo de vida
dos portadores minoritários de 200 µs e a resistência de folha no intervalo de 85 Ω/
a 170 Ω/.
A tecnologia empregada resume-se em depositar o dopante líquido, por
centrifugação (spin-on) e difundir o mesmo nas lâminas de Si-Cz em forno
convencional utilizando nitrogênio e oxigênio simultaneamente.
Juvonen e seus colaboradores [15] obtiveram eficiências de 16,4 % realizando
difusões em fornos convencionais e emissores seletivos, utilizando como fonte, uma
solução de fósforo depositada por spin-on, em silício Cz. Cousins et al [14]
apresentaram uma técnica para obter emissores seletivos com dopante líquido de
34
fósforo depositado por spin-on em um único processo a alta temperatura.
Constataram que esta técnica de difusão mantém elevado o tempo de vida dos
portadores minoritários.
4.2 Procedimentos
As lâminas, antes de serem processadas, passaram por um ataque planar em
CP4 (baseado em ácido fluorídrico, acético e nítrico), a fim de retirar os primeiros
micrometros danificados no processo de corte e contaminados com impurezas
metálicas. A contaminação degrada a superfície e o volume do material
semicondutor, em processos térmicos à alta temperatura, pela introdução de centros
de recombinação. Consequentemente, o tempo de vida dos portadores minoritários
é reduzido. O tempo de vida dos portadores minoritários, antes do ataque em CP4, é
aproximadamente 20 µs, e após esse ataque químico passam a valores que variam
entre 38 µs e 73 µs.
As amostras são texturadas após o CP4. O processo de texturação reduz a
reflexão da superfície do silício monocristalino para valores inferiores a 12 %. Após a
texturação do silício monocristalino com orientação <100>, os planos (111) ficam
expostos, com a formação de micro-pirâmides. O processo anisotrópico é realizado
na temperatura de 80 °C a 90 °C, usando uma concentração de 2 % a 5 % em
massa de KOH com adição de álcool isopropílico. Neste processo, o resultado é a
distribuição randômica de micro-pirâmides de tamanhos diferentes. Os parâmetros
importantes são: adequada preparação da superfície, controle da temperatura,
porcentagem dos reagentes misturados e a concentração adequada do álcool
isopropílico [54]. A otimização destes parâmetros resulta num perfeito processo de
nucleação das pirâmides, isto é, pirâmides com altura entre 3 µm a 5 µm,
distribuídas por toda a superfície [55].
Antes das limpezas que antecedem o processo de difusão, realiza-se a medida
de tempo de vida inicial dos portadores minoritários (τ). Este parâmetro fornece o
grau de degradação do material introduzido pelo processamento bem como a
recuperação ou melhora introduzida por mecanismos de gettering. Assim, a sua
medida é condição essencial no desenvolvimento de processos de fabricação de
35
dispositivos semicondutores que necessitam elevada qualidade do substrato ao final
do processamento.
Existem várias técnicas para a medição do tempo de vida [56], mas a que se
destaca por sua praticidade e sensibilidade é a do decaimento da fotocondutividade,
photoconductivity decay, PCD [56], [57], [58]. Esta técnica apresenta as vantagens
de não necessitar contatos para realização das medidas. Isto é, podem-se medir
lâminas processadas sem a necessidade de fabricar um dispositivo. Além disso, o
tempo de vida dos portadores minoritários pode ser obtido diretamente da leitura da
curva exponencial de queda de tensão associada ao decaímento da condutividade.
Para reduzir os efeitos de recombinação em superfície, as amostras são imersas em
HF (49 %) [17]. Desta forma, obtém-se o tempo de vida de portadores minoritários
relativos ao volume.
O equipamento utilizado em todas as medições foi o WCT100 da Sinton
Consulting. As medições são realizadas da seguinte forma: coloca-se a lâmina cujo
tempo de vida dos portadores minoritários se deseja medir sobre uma bobina que
está conectada a um circuito-ponte de rádio-freqüência (RF). Então, se ilumina a
lâmina com luz pulsada que, ao gerar portadores, produz uma alteração na
condutividade do material semicondutor, que gera uma voltagem medida em um
osciloscópio. Ao retirar a luz, a ponte retorna ao equilíbrio em uma taxa proporcional
ao número de portadores que recombinam na amostra [59].
Na literatura técnica existe um grande consenso: a limpeza é muito importante
para o desempenho da célula solar. As células de alta eficiência requerem baixos
níveis de contaminação metálica na superfície, antes dos processos térmicos a alta
temperatura. A limpeza padrão utilizada foi a RCA, proposta por Kern [60] nos anos
70 e largamente difundida nos últimos trinta e cinco anos na indústria de dispositivos
semicondutores. Esta limpeza consiste na imersão das lâminas em peróxido de
hidrogênio, hidróxido de amônia e água (1:1:5), chamada de RCA1, a 80 °C,
removendo contaminantes orgânicos dissolvidos pela ação do hidróxido de amônia e
pela ação oxidante do peróxido de hidrogênio em alto pH. O hidróxido de amônia é
também um forte agente complexante para alguns metais do grupo 1 e 2, tais como
Cu, Ag, Ni, Co e Cd. Depois de uma lavagem com água deionizada, as lâminas são
colocadas em uma solução de peróxido de hidrogênio, ácido clorídrico e água
36
deionizada (1:1:5) a 80 °C . Esta solução, a RCA2, é usada para remover outros
contaminantes metálicos, tais como Al, Fe, Mg, Au, Cu, Na, K. O HCl em solução,
reage com contaminantes, formando sais metálicos complexados ou dissolvidos. Por
último, ataca-se o óxido formado devido a ação da H2O2 com uma solução de HF
diluído (HF 1,2%) e depois de uma lavagem em água deionizada, as lâminas estão
prontas para a deposição do filme dopante e posterior difusão no forno convencional.
A deposição do filme dopante é realizada por uma técnica denominada de spin-
on ou centrifugação. O dopante líquido, fonte de fósforo, composto por P2O5 e SiO2
dissolvido em solvente orgânico, é gotejado no centro da lâmina. Rapidamente a
lâmina é colocada em rotação de 3000 rpm durante 20 s e o dopante espalha-se
uniformemente na superfície da lâmina. O solvente é evaporado na estufa na
temperatura de 200 °C por 20 min. O equipamento usado é chamado de Spinner,
ilustrado na Figura 4.1. O dopante líquido é o Phosphorus Film P509, fornecido pela
Filmtronics, com teor de fósforo de 15 % em massa e 5 % em massa de óxido de
silício. A concentração de fósforo em solução é de 2x1021 cm-3 [61]. Devido à alta
concentração do dopante na superfície, obtêm-se emissores com baixa resistência
de folha, em curto espaço de tempo e moderadas temperaturas [62].
Figura 4.1 - Spinner utilizado para a deposição do dopante Phosphorus Film P509, fornecido pela Filmtronics.
4.3 Otimização do Emissor n+ e dos Processos de Gettering
O emissor n+ foi implementado no forno de difusão convencional, marca Bruce,
ilustrado na Figura 4.2. Foram processadas amostras de 2 cm por 2 cm de Si-Cz,
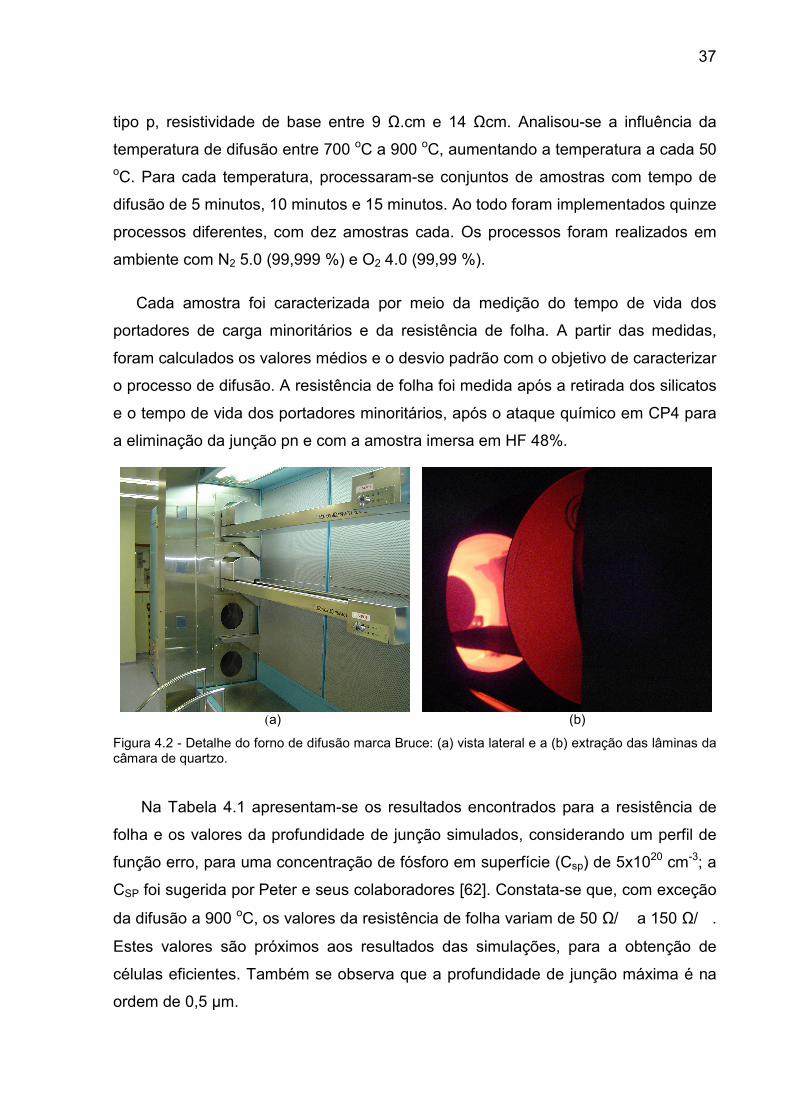
37
tipo p, resistividade de base entre 9 Ω.cm e 14 Ωcm. Analisou-se a influência da
temperatura de difusão entre 700 oC a 900 oC, aumentando a temperatura a cada 50 oC. Para cada temperatura, processaram-se conjuntos de amostras com tempo de
difusão de 5 minutos, 10 minutos e 15 minutos. Ao todo foram implementados quinze
processos diferentes, com dez amostras cada. Os processos foram realizados em
ambiente com N2 5.0 (99,999 %) e O2 4.0 (99,99 %).
Cada amostra foi caracterizada por meio da medição do tempo de vida dos
portadores de carga minoritários e da resistência de folha. A partir das medidas,
foram calculados os valores médios e o desvio padrão com o objetivo de caracterizar
o processo de difusão. A resistência de folha foi medida após a retirada dos silicatos
e o tempo de vida dos portadores minoritários, após o ataque químico em CP4 para
a eliminação da junção pn e com a amostra imersa em HF 48%.
(a) (b)
Figura 4.2 - Detalhe do forno de difusão marca Bruce: (a) vista lateral e a (b) extração das lâminas da câmara de quartzo.
Na Tabela 4.1 apresentam-se os resultados encontrados para a resistência de
folha e os valores da profundidade de junção simulados, considerando um perfil de
função erro, para uma concentração de fósforo em superfície (Csp) de 5x1020 cm-3; a
CSP foi sugerida por Peter e seus colaboradores [62]. Constata-se que, com exceção
da difusão a 900 oC, os valores da resistência de folha variam de 50 Ω/ a 150 Ω/ .
Estes valores são próximos aos resultados das simulações, para a obtenção de
células eficientes. Também se observa que a profundidade de junção máxima é na
ordem de 0,5 µm.
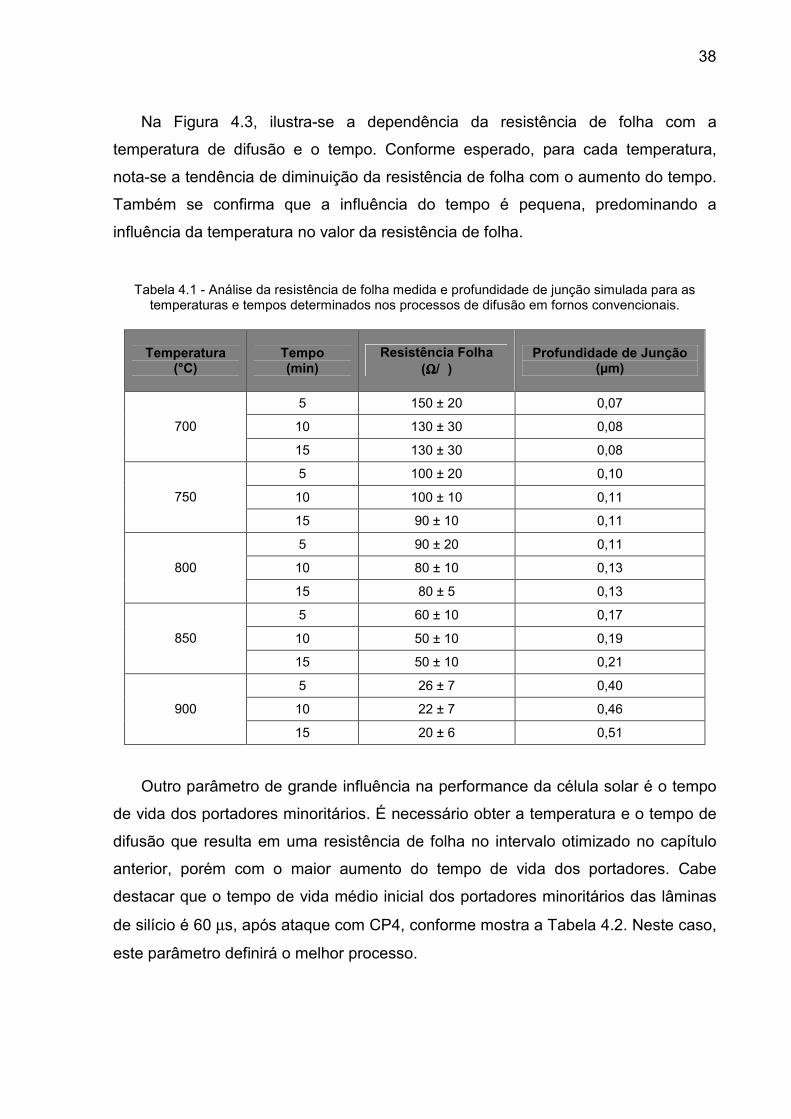
38
Na Figura 4.3, ilustra-se a dependência da resistência de folha com a
temperatura de difusão e o tempo. Conforme esperado, para cada temperatura,
nota-se a tendência de diminuição da resistência de folha com o aumento do tempo.
Também se confirma que a influência do tempo é pequena, predominando a
influência da temperatura no valor da resistência de folha.
Tabela 4.1 - Análise da resistência de folha medida e profundidade de junção simulada para as temperaturas e tempos determinados nos processos de difusão em fornos convencionais.
Outro parâmetro de grande influência na performance da célula solar é o tempo
de vida dos portadores minoritários. É necessário obter a temperatura e o tempo de
difusão que resulta em uma resistência de folha no intervalo otimizado no capítulo
anterior, porém com o maior aumento do tempo de vida dos portadores. Cabe
destacar que o tempo de vida médio inicial dos portadores minoritários das lâminas
de silício é 60 µs, após ataque com CP4, conforme mostra a Tabela 4.2. Neste caso,
este parâmetro definirá o melhor processo.
Temperatura (°C)
Tempo (min)
Resistência Folha (ΩΩΩΩ/)
Profundidade de Junção (µm)
5 150 ± 20 0,07
10 130 ± 30 0,08 700
15 130 ± 30 0,08
5 100 ± 20 0,10
10 100 ± 10 0,11 750
15 90 ± 10 0,11
5 90 ± 20 0,11
10 80 ± 10 0,13 800
15 80 ± 5 0,13
5 60 ± 10 0,17
10 50 ± 10 0,19 850
15 50 ± 10 0,21
5 26 ± 7 0,40
10 22 ± 7 0,46 900
15 20 ± 6 0,51
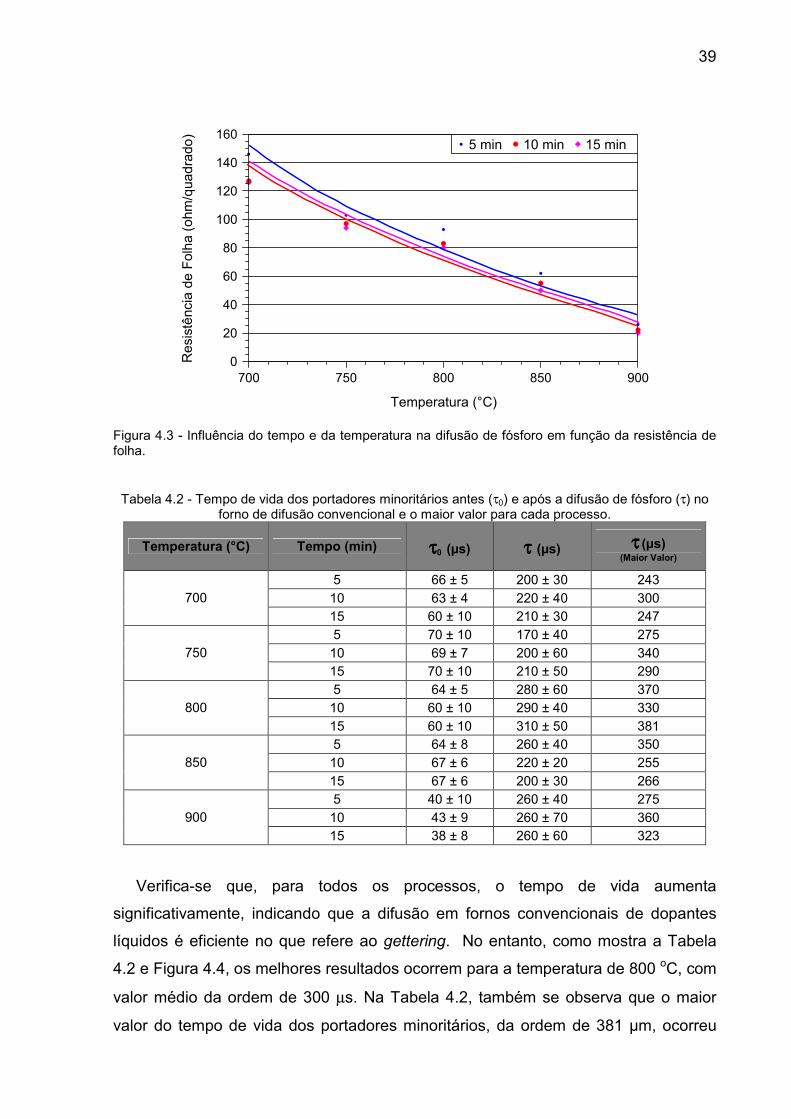
39
&
&
&
&
&
)
)
)
)
)
!
!
!
!
!
700 750 800 850 900
Temperatura (°C)
0
20
40
60
80
100
120
140
160
Re
sist
ênc
ia d
e F
olh
a (
ohm
/qua
dra
do)
5 min 10 min 15 min! ) &
Figura 4.3 - Influência do tempo e da temperatura na difusão de fósforo em função da resistência de folha.
Tabela 4.2 - Tempo de vida dos portadores minoritários antes (τ0) e após a difusão de fósforo (τ) no forno de difusão convencional e o maior valor para cada processo.
Verifica-se que, para todos os processos, o tempo de vida aumenta
significativamente, indicando que a difusão em fornos convencionais de dopantes
líquidos é eficiente no que refere ao gettering. No entanto, como mostra a Tabela
4.2 e Figura 4.4, os melhores resultados ocorrem para a temperatura de 800 oC, com
valor médio da ordem de 300 µs. Na Tabela 4.2, também se observa que o maior
valor do tempo de vida dos portadores minoritários, da ordem de 381 µm, ocorreu
Temperatura (°C) Tempo (min) ττττ0 (µs) ττττ (µs) ττττ (µs) (Maior Valor)
5 66 ± 5 200 ± 30 243
10 63 ± 4 220 ± 40 300 700
15 60 ± 10 210 ± 30 247
5 70 ± 10 170 ± 40 275
10 69 ± 7 200 ± 60 340 750
15 70 ± 10 210 ± 50 290
5 64 ± 5 280 ± 60 370 10 60 ± 10 290 ± 40 330 800
15 60 ± 10 310 ± 50 381 5 64 ± 8 260 ± 40 350
10 67 ± 6 220 ± 20 255 850
15 67 ± 6 200 ± 30 266 5 40 ± 10 260 ± 40 275
10 43 ± 9 260 ± 70 360 900
15 38 ± 8 260 ± 60 323
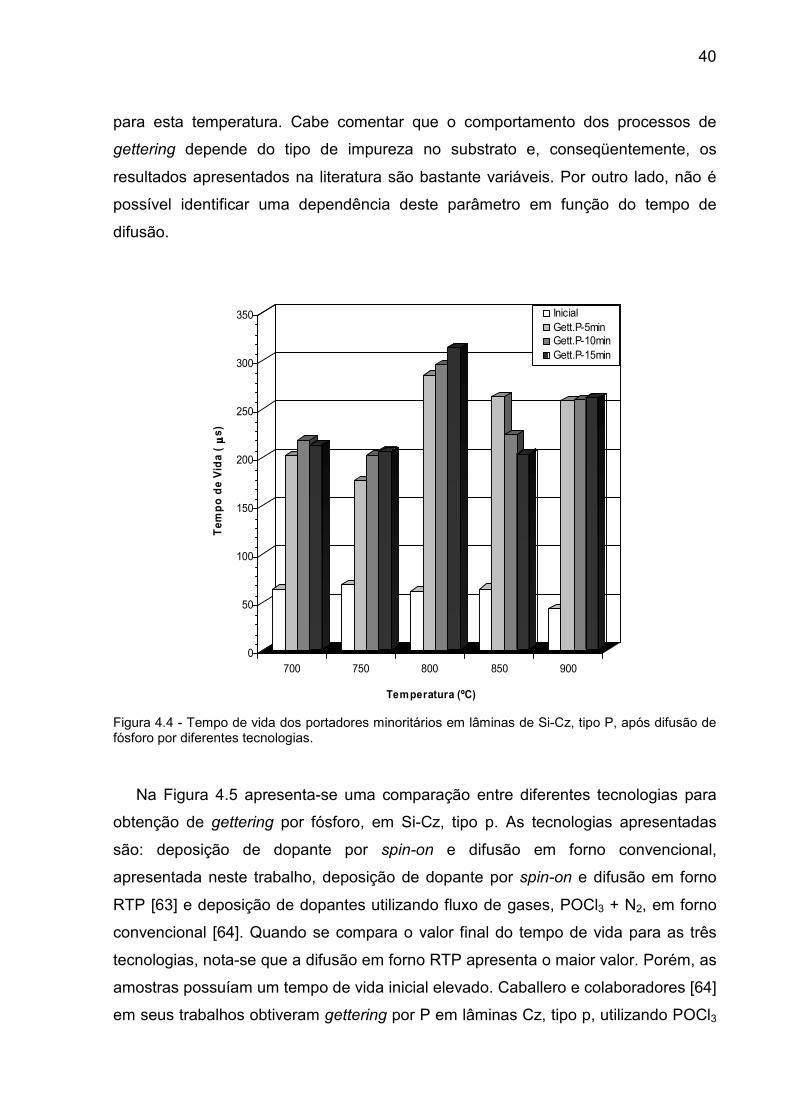
40
para esta temperatura. Cabe comentar que o comportamento dos processos de
gettering depende do tipo de impureza no substrato e, conseqüentemente, os
resultados apresentados na literatura são bastante variáveis. Por outro lado, não é
possível identificar uma dependência deste parâmetro em função do tempo de
difusão.
0
50
100
150
200
250
300
350
Tem
po de Vida (
µµ µµs)
700 750 800 850 900
Temperatura (ºC)
InicialGett.P-5minGett.P-10minGett.P-15min
Figura 4.4 - Tempo de vida dos portadores minoritários em lâminas de Si-Cz, tipo P, após difusão de fósforo por diferentes tecnologias.
Na Figura 4.5 apresenta-se uma comparação entre diferentes tecnologias para
obtenção de gettering por fósforo, em Si-Cz, tipo p. As tecnologias apresentadas
são: deposição de dopante por spin-on e difusão em forno convencional,
apresentada neste trabalho, deposição de dopante por spin-on e difusão em forno
RTP [63] e deposição de dopantes utilizando fluxo de gases, POCl3 + N2, em forno
convencional [64]. Quando se compara o valor final do tempo de vida para as três
tecnologias, nota-se que a difusão em forno RTP apresenta o maior valor. Porém, as
amostras possuíam um tempo de vida inicial elevado. Caballero e colaboradores [64]
em seus trabalhos obtiveram gettering por P em lâminas Cz, tipo p, utilizando POCl3
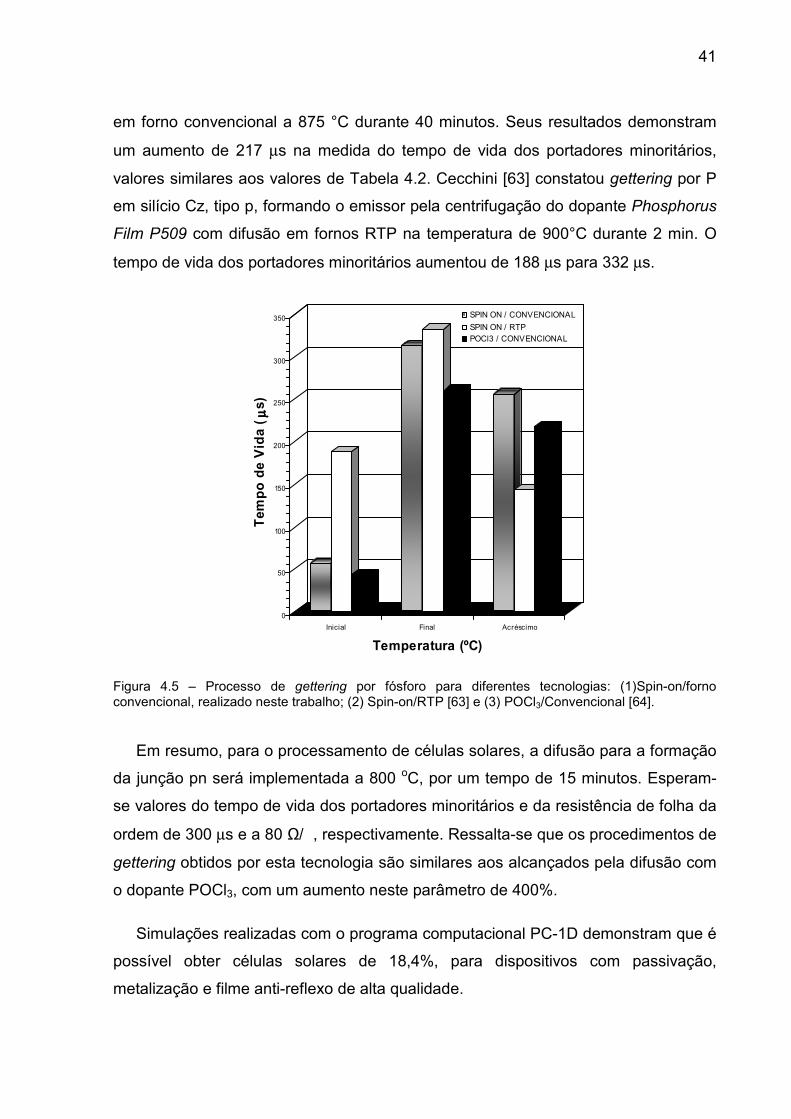
41
em forno convencional a 875 °C durante 40 minutos. Seus resultados demonstram
um aumento de 217 µs na medida do tempo de vida dos portadores minoritários,
valores similares aos valores de Tabela 4.2. Cecchini [63] constatou gettering por P
em silício Cz, tipo p, formando o emissor pela centrifugação do dopante Phosphorus
Film P509 com difusão em fornos RTP na temperatura de 900°C durante 2 min. O
tempo de vida dos portadores minoritários aumentou de 188 µs para 332 µs.
0
50
100
150
200
250
300
350
Tem
po de Vida ( µµ µµ
s)
Inicial Final Acréscimo
Temperatura (ºC)
SPIN ON / CONVENCIONAL
SPIN ON / RTPPOCl3 / CONVENCIONAL
Figura 4.5 – Processo de gettering por fósforo para diferentes tecnologias: (1)Spin-on/forno convencional, realizado neste trabalho; (2) Spin-on/RTP [63] e (3) POCl3/Convencional [64].
Em resumo, para o processamento de células solares, a difusão para a formação
da junção pn será implementada a 800 oC, por um tempo de 15 minutos. Esperam-
se valores do tempo de vida dos portadores minoritários e da resistência de folha da
ordem de 300 µs e a 80 Ω/ , respectivamente. Ressalta-se que os procedimentos de
gettering obtidos por esta tecnologia são similares aos alcançados pela difusão com
o dopante POCl3, com um aumento neste parâmetro de 400%.
Simulações realizadas com o programa computacional PC-1D demonstram que é
possível obter células solares de 18,4%, para dispositivos com passivação,
metalização e filme anti-reflexo de alta qualidade.
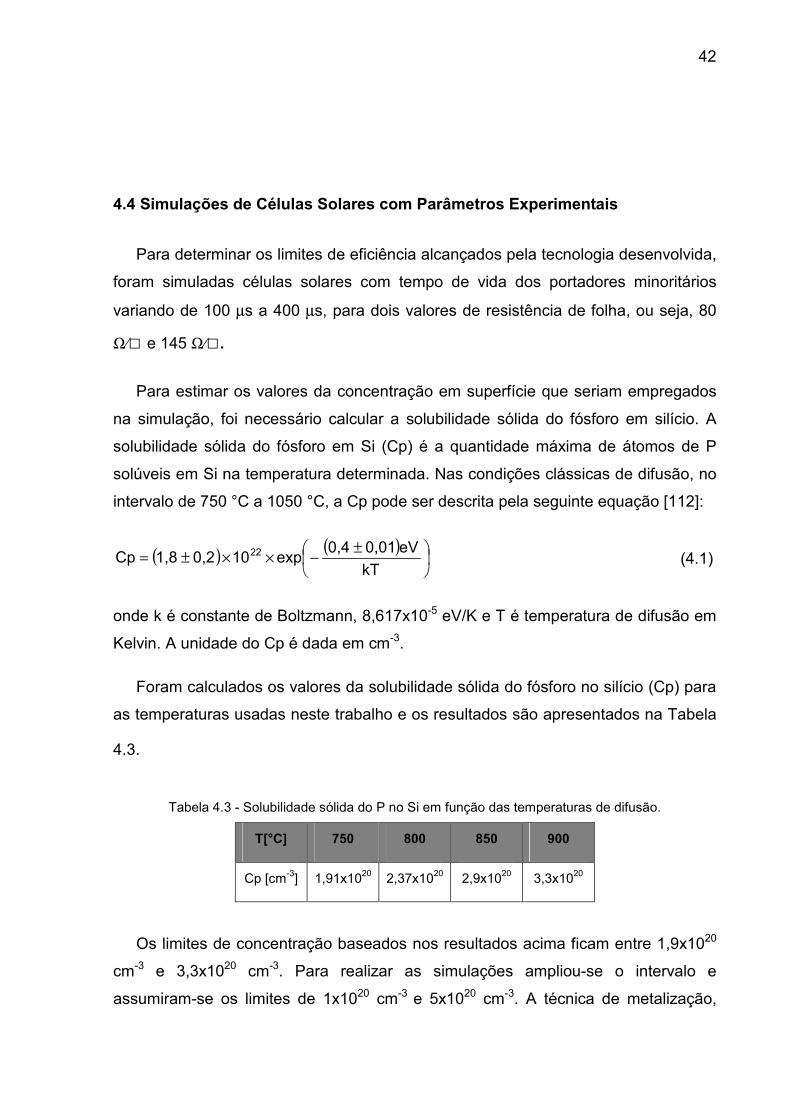
42
4.4 Simulações de Células Solares com Parâmetros Experimentais
Para determinar os limites de eficiência alcançados pela tecnologia desenvolvida,
foram simuladas células solares com tempo de vida dos portadores minoritários
variando de 100 µs a 400 µs, para dois valores de resistência de folha, ou seja, 80
Ω⁄ e 145 Ω⁄.
Para estimar os valores da concentração em superfície que seriam empregados
na simulação, foi necessário calcular a solubilidade sólida do fósforo em silício. A
solubilidade sólida do fósforo em Si (Cp) é a quantidade máxima de átomos de P
solúveis em Si na temperatura determinada. Nas condições clássicas de difusão, no
intervalo de 750 °C a 1050 °C, a Cp pode ser descrita pela seguinte equação [112]:
( )( )
±−××±=
kT
eV0,010,4exp100,21,8Cp 22
(4.1)
onde k é constante de Boltzmann, 8,617x10-5 eV/K e T é temperatura de difusão em
Kelvin. A unidade do Cp é dada em cm-3.
Foram calculados os valores da solubilidade sólida do fósforo no silício (Cp) para
as temperaturas usadas neste trabalho e os resultados são apresentados na Tabela
4.3.
Tabela 4.3 - Solubilidade sólida do P no Si em função das temperaturas de difusão.
T[°C] 750 800 850 900
Cp [cm-3] 1,91x1020 2,37x1020 2,9x1020 3,3x1020
Os limites de concentração baseados nos resultados acima ficam entre 1,9x1020
cm-3 e 3,3x1020 cm-3. Para realizar as simulações ampliou-se o intervalo e
assumiram-se os limites de 1x1020 cm-3 e 5x1020 cm-3. A técnica de metalização,
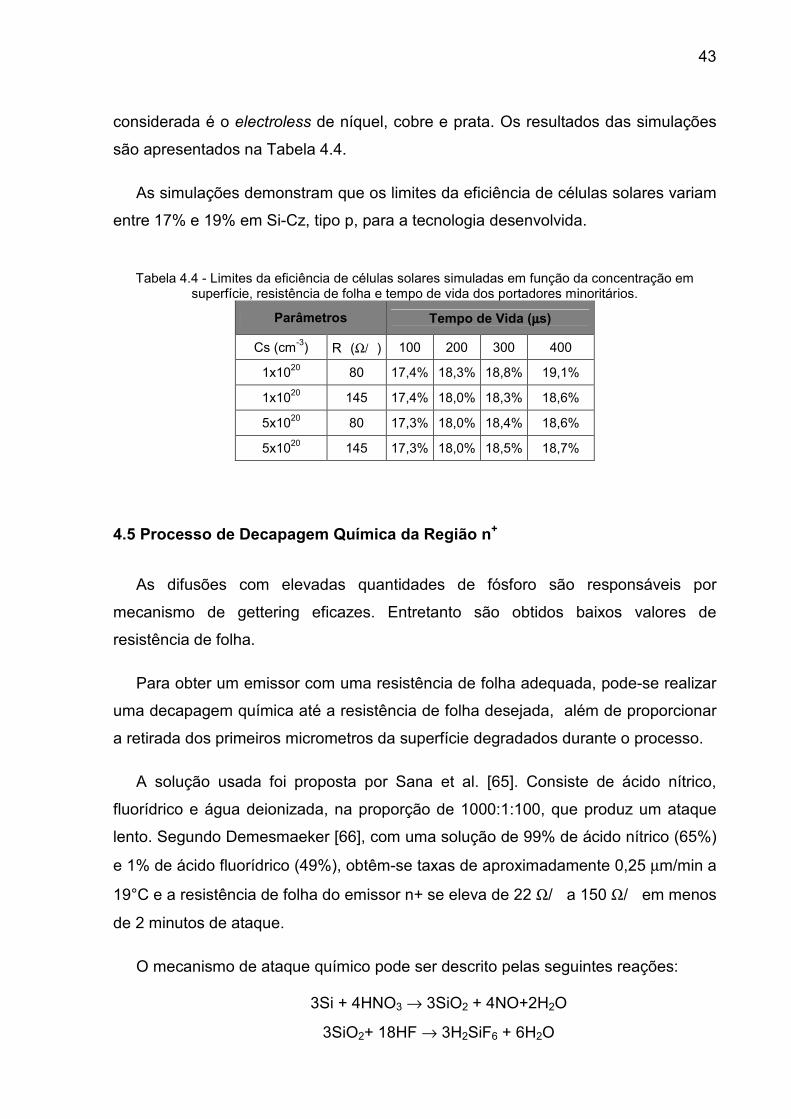
43
considerada é o electroless de níquel, cobre e prata. Os resultados das simulações
são apresentados na Tabela 4.4.
As simulações demonstram que os limites da eficiência de células solares variam
entre 17% e 19% em Si-Cz, tipo p, para a tecnologia desenvolvida.
Tabela 4.4 - Limites da eficiência de células solares simuladas em função da concentração em superfície, resistência de folha e tempo de vida dos portadores minoritários.
Parâmetros Tempo de Vida (µµµµs)
Cs (cm-3) R (Ω/ ) 100 200 300 400
1x1020 80 17,4% 18,3% 18,8% 19,1%
1x1020 145 17,4% 18,0% 18,3% 18,6%
5x1020 80 17,3% 18,0% 18,4% 18,6%
5x1020 145 17,3% 18,0% 18,5% 18,7%
4.5 Processo de Decapagem Química da Região n+
As difusões com elevadas quantidades de fósforo são responsáveis por
mecanismo de gettering eficazes. Entretanto são obtidos baixos valores de
resistência de folha.
Para obter um emissor com uma resistência de folha adequada, pode-se realizar
uma decapagem química até a resistência de folha desejada, além de proporcionar
a retirada dos primeiros micrometros da superfície degradados durante o processo.
A solução usada foi proposta por Sana et al. [65]. Consiste de ácido nítrico,
fluorídrico e água deionizada, na proporção de 1000:1:100, que produz um ataque
lento. Segundo Demesmaeker [66], com uma solução de 99% de ácido nítrico (65%)
e 1% de ácido fluorídrico (49%), obtêm-se taxas de aproximadamente 0,25 µm/min a
19°C e a resistência de folha do emissor n+ se eleva de 22 Ω/ a 150 Ω/ em menos
de 2 minutos de ataque.
O mecanismo de ataque químico pode ser descrito pelas seguintes reações:
3Si + 4HNO3 → 3SiO2 + 4NO+2H2O
3SiO2+ 18HF → 3H2SiF6 + 6H2O
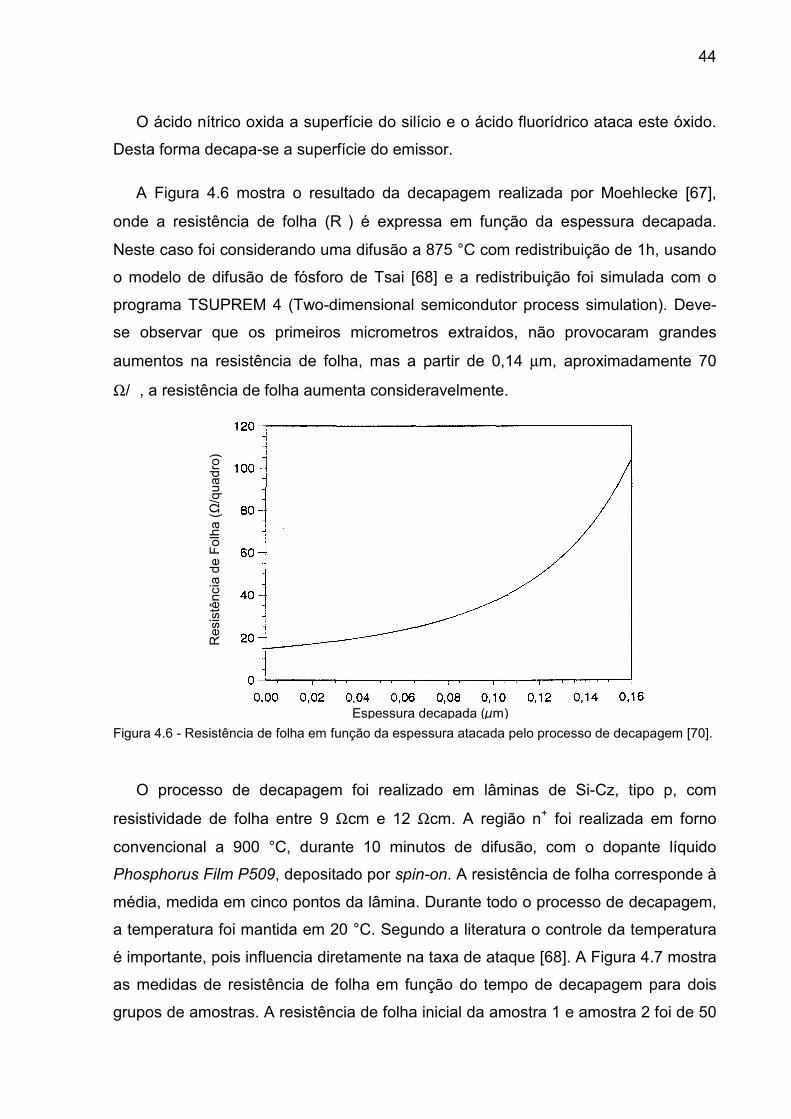
44
O ácido nítrico oxida a superfície do silício e o ácido fluorídrico ataca este óxido.
Desta forma decapa-se a superfície do emissor.
A Figura 4.6 mostra o resultado da decapagem realizada por Moehlecke [67],
onde a resistência de folha (R ) é expressa em função da espessura decapada.
Neste caso foi considerando uma difusão a 875 °C com redistribuição de 1h, usando
o modelo de difusão de fósforo de Tsai [68] e a redistribuição foi simulada com o
programa TSUPREM 4 (Two-dimensional semicondutor process simulation). Deve-
se observar que os primeiros micrometros extraídos, não provocaram grandes
aumentos na resistência de folha, mas a partir de 0,14 µm, aproximadamente 70
Ω/ , a resistência de folha aumenta consideravelmente.
Figura 4.6 - Resistência de folha em função da espessura atacada pelo processo de decapagem [70].
O processo de decapagem foi realizado em lâminas de Si-Cz, tipo p, com
resistividade de folha entre 9 Ωcm e 12 Ωcm. A região n+ foi realizada em forno
convencional a 900 °C, durante 10 minutos de difusão, com o dopante líquido
Phosphorus Film P509, depositado por spin-on. A resistência de folha corresponde à
média, medida em cinco pontos da lâmina. Durante todo o processo de decapagem,
a temperatura foi mantida em 20 °C. Segundo a literatura o controle da temperatura
é importante, pois influencia diretamente na taxa de ataque [68]. A Figura 4.7 mostra
as medidas de resistência de folha em função do tempo de decapagem para dois
grupos de amostras. A resistência de folha inicial da amostra 1 e amostra 2 foi de 50
Espessura decapada (µm)
Re
sist
ên
cia
de
Fo
lha
(Ω
/qu
ad
ro)
R
esi
stê
nci
a d
e F
olh
a (
Ω/q
ua
dro
)
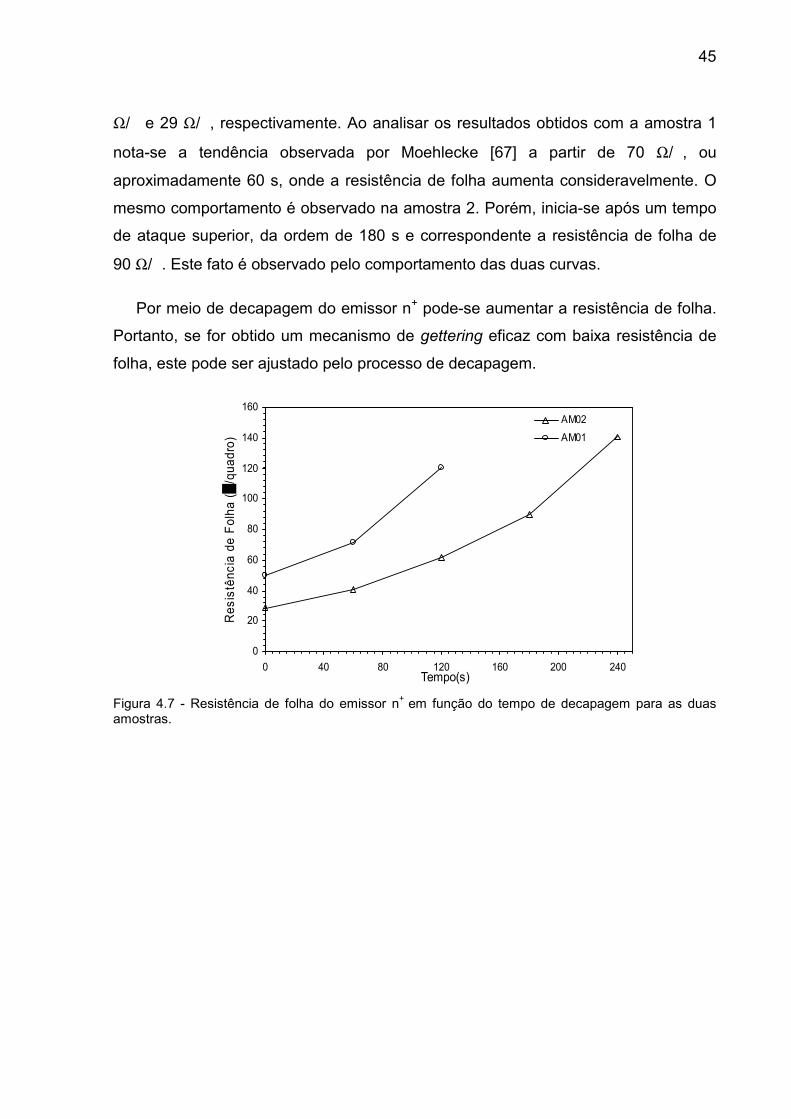
45
Ω/ e 29 Ω/ , respectivamente. Ao analisar os resultados obtidos com a amostra 1
nota-se a tendência observada por Moehlecke [67] a partir de 70 Ω/ , ou
aproximadamente 60 s, onde a resistência de folha aumenta consideravelmente. O
mesmo comportamento é observado na amostra 2. Porém, inicia-se após um tempo
de ataque superior, da ordem de 180 s e correspondente a resistência de folha de
90 Ω/ . Este fato é observado pelo comportamento das duas curvas.
Por meio de decapagem do emissor n+ pode-se aumentar a resistência de folha.
Portanto, se for obtido um mecanismo de gettering eficaz com baixa resistência de
folha, este pode ser ajustado pelo processo de decapagem.
0
20
40
60
80
100
120
140
160
0 40 80 120 160 200 240Tempo(s)
Res
istê
ncia
de
Fol
ha (
/qua
dro)
AM02
AM01
Figura 4.7 - Resistência de folha do emissor n+
em função do tempo de decapagem para as duas amostras.
5 METALIZAÇÃO POR DEPOSIÇÃO QUÍMICA
5.1 Comparação entre Processos de Metalização
Um passo importante na fabricação de células solares é a metalização. Um
processo alternativo à serigrafia e à evaporação de metais é usar a deposição de
níquel, cobre e prata por meio de soluções químicas sem eletrodos [69], também
denominada de electroless ou autocatalytic plating. É definida como a deposição de
uma camada metálica pela redução química controlada, que é catalisada pelo metal
ou liga que está sendo depositada [70]. O processo fornece um crescimento
contínuo da camada metálica pela simples imersão do substrato em uma solução
apropriada. O agente redutor nesta solução fornece os elétrons para a reação Mn+ +
ne- → M0, mas a reação somente ocorre em uma superfície catalítica [71].
Ao submergir a lâmina no banho para crescimento de níquel, este cresce nas
regiões sem óxido, determinando a formação da malha metálica. O níquel é usado
para estabelecer um contato ôhmico com o silício, não necessitando concentrações
de dopantes tão elevadas como as exigidas na serigrafia. Após a deposição de Ni,
cresce-se Cu e prata para diminuir a resistência elétrica e permitir a soldagem das
células. Assim, pode-se obter uma malha com trilhas finas, típico de células de alta
eficiência.
47
As principais vantagens do método de metalização por electroless resumem-se
em [72]:
- O processo é de baixo custo e pode ser automatizado;
- A realização da metalização frontal e posterior podem ser simultâneas;
- As deposições de Ni, Cu e Ag são seletivas, sendo que a metalização é realizada
sem perda do material e não requer passos subseqüentes de remoção das áreas
onde não é necessária a deposição;
- O Ni mostra-se muito adequado como um obstáculo para a difusão de Cu no Si,
obtendo-se um bom contato do metal Ni-Si;
- O Ni tem uma baixa resistência de contato com o Si, diminuindo assim a perda de
eficiência devido a esta resistência.
Lee at al. [70] reforça a idéia do uso do eletroless em substituição à tradicional
evaporação de titânio, paládio e prata, para a obtenção de células PERC (High-
Efficiency Passivated Emitter and Rear Cells) de baixo custo e alta eficiência. A
performance da célula solar com contatos de Ni e Cu está ilustrada na Figura 5.1.
Os parâmetros da célula PERC com sistema de contato Ni/Cu são: Voc = 664,4
mV, Jsc = 38,1mA/cm2, FF = 0,798 e eficiência é igual a 20,19 %. A resistência série
da célula solar com sistema de contato Ni e Cu é 0,16 Ω e a célula com evaporação
de Ti, Pd e Ag é 0,15 Ω. O sistema Ni/Cu é equivalente ao sistema de contato
convencional.
A resistência de contato medida para o sistema Si/Ni/Cu foi de 3,5x10-5 Ωcm2 e
de 7,3x10-5 Ωcm2 para o sistema Si/Ti/Pd/Ag. Destaca-se que o menor valor foi
medido para o processo de deposição sem eletrodos. A resistividade de contato é
menor que 1x10-3 Ωcm2, suficiente para gerar baixas perdas de potência, para
aplicações a um Sol (1000 W/m2) [73]. Desta forma ficou demonstrado pelo autor a
adequação do sistema Ni-Si para produção de células solares de alta eficiência.
Chong e colaboradores [74] utilizaram esta tecnologia para alcançarem altas
eficiências em células com a estrutura BCSC (Buried Contact Solar Cells), células
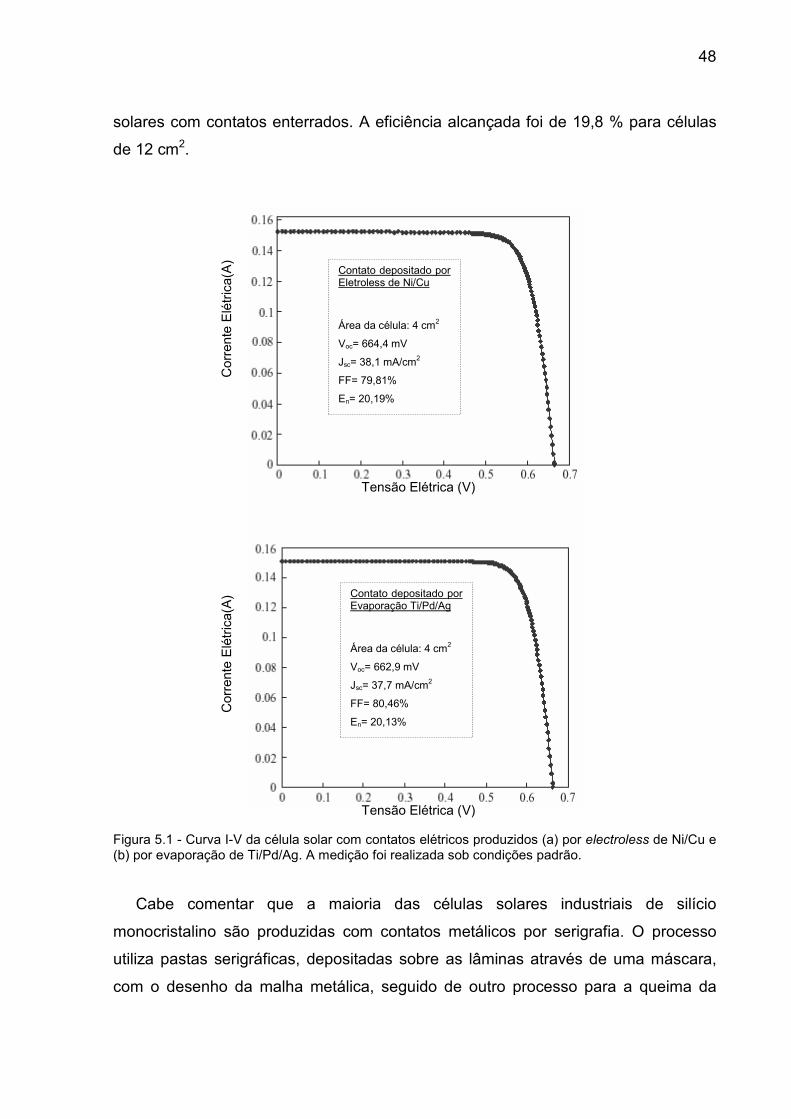
48
solares com contatos enterrados. A eficiência alcançada foi de 19,8 % para células
de 12 cm2.
Figura 5.1 - Curva I-V da célula solar com contatos elétricos produzidos (a) por electroless de Ni/Cu e (b) por evaporação de Ti/Pd/Ag. A medição foi realizada sob condições padrão.
Cabe comentar que a maioria das células solares industriais de silício
monocristalino são produzidas com contatos metálicos por serigrafia. O processo
utiliza pastas serigráficas, depositadas sobre as lâminas através de uma máscara,
com o desenho da malha metálica, seguido de outro processo para a queima da
Contato depositado por Eletroless de Ni/Cu
Área da célula: 4 cm2
Voc= 664,4 mV
Jsc= 38,1 mA/cm2
FF= 79,81%
En= 20,19%
Contato depositado por Evaporação Ti/Pd/Ag
Área da célula: 4 cm2
Voc= 662,9 mV
Jsc= 37,7 mA/cm2
FF= 80,46%
En= 20,13%
Tensão Elétrica (V)
Tensão Elétrica (V)
Corrente Elétrica(A)
Corrente Elétrica(A)
49
pasta. O processo é de baixo custo, porém a menor largura da trilha obtida é
superior a 100 µm, limitando a eficiência da célula solar.
5.2. Fabricação de Protótipos de Células Solares
Ao implementar a metalização foram fabricados protótipos de células solares com
o emissor frontal n+ em fornos convencionais por meio do dopante Phosphorus Film
P509, depositado por centrifugação. A região p+, de BSF (back surface field), ou
seja, de campo retrodifusor, foi formada com o líquido Poly Boron film PBF20 ou com
alumínio depositado por evaporação.
O processo completo usado para fabricação de protótipos de células solares
consiste basicamente em texturar as superfícies por meio do processo padrão do
NT-Solar, limpeza química RCA1 e RCA2 [60], difusão das impurezas
simultaneamente, oxidação, fotolitografia e metalização. A deposição do filme anti-
reflexo não foi implementada.
Foram processadas 20 lâminas de 10 cm de diâmetro de Si-Cz, tipo p,
resistividade de base entre 9 Ωcm e 14 Ωcm. A região BSF de metade das células
solares foi implementada com o líquido dopante Polyboron Film PBF20. Na outra
metade das amostras foram depositados 500 nm de alumínio de alta pureza, na
evaporadora, marca Temescal, ilustrada na Figura 5.2.
Figura 5.2 - Detalhe da evaporadora de metais, empregada para a deposição de alumínio de alta pureza para formar a região de BSF.
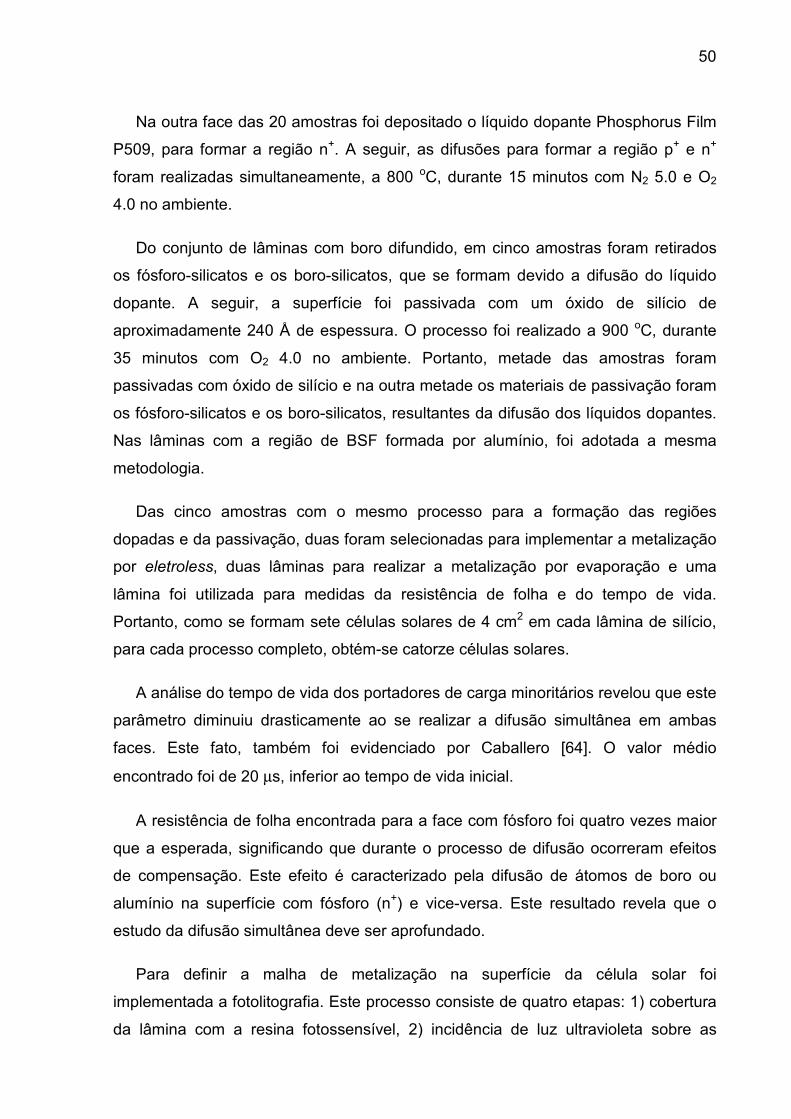
50
Na outra face das 20 amostras foi depositado o líquido dopante Phosphorus Film
P509, para formar a região n+. A seguir, as difusões para formar a região p+ e n+
foram realizadas simultaneamente, a 800 oC, durante 15 minutos com N2 5.0 e O2
4.0 no ambiente.
Do conjunto de lâminas com boro difundido, em cinco amostras foram retirados
os fósforo-silicatos e os boro-silicatos, que se formam devido a difusão do líquido
dopante. A seguir, a superfície foi passivada com um óxido de silício de
aproximadamente 240 Å de espessura. O processo foi realizado a 900 oC, durante
35 minutos com O2 4.0 no ambiente. Portanto, metade das amostras foram
passivadas com óxido de silício e na outra metade os materiais de passivação foram
os fósforo-silicatos e os boro-silicatos, resultantes da difusão dos líquidos dopantes.
Nas lâminas com a região de BSF formada por alumínio, foi adotada a mesma
metodologia.
Das cinco amostras com o mesmo processo para a formação das regiões
dopadas e da passivação, duas foram selecionadas para implementar a metalização
por eletroless, duas lâminas para realizar a metalização por evaporação e uma
lâmina foi utilizada para medidas da resistência de folha e do tempo de vida.
Portanto, como se formam sete células solares de 4 cm2 em cada lâmina de silício,
para cada processo completo, obtém-se catorze células solares.
A análise do tempo de vida dos portadores de carga minoritários revelou que este
parâmetro diminuiu drasticamente ao se realizar a difusão simultânea em ambas
faces. Este fato, também foi evidenciado por Caballero [64]. O valor médio
encontrado foi de 20 µs, inferior ao tempo de vida inicial.
A resistência de folha encontrada para a face com fósforo foi quatro vezes maior
que a esperada, significando que durante o processo de difusão ocorreram efeitos
de compensação. Este efeito é caracterizado pela difusão de átomos de boro ou
alumínio na superfície com fósforo (n+) e vice-versa. Este resultado revela que o
estudo da difusão simultânea deve ser aprofundado.
Para definir a malha de metalização na superfície da célula solar foi
implementada a fotolitografia. Este processo consiste de quatro etapas: 1) cobertura
da lâmina com a resina fotossensível, 2) incidência de luz ultravioleta sobre as
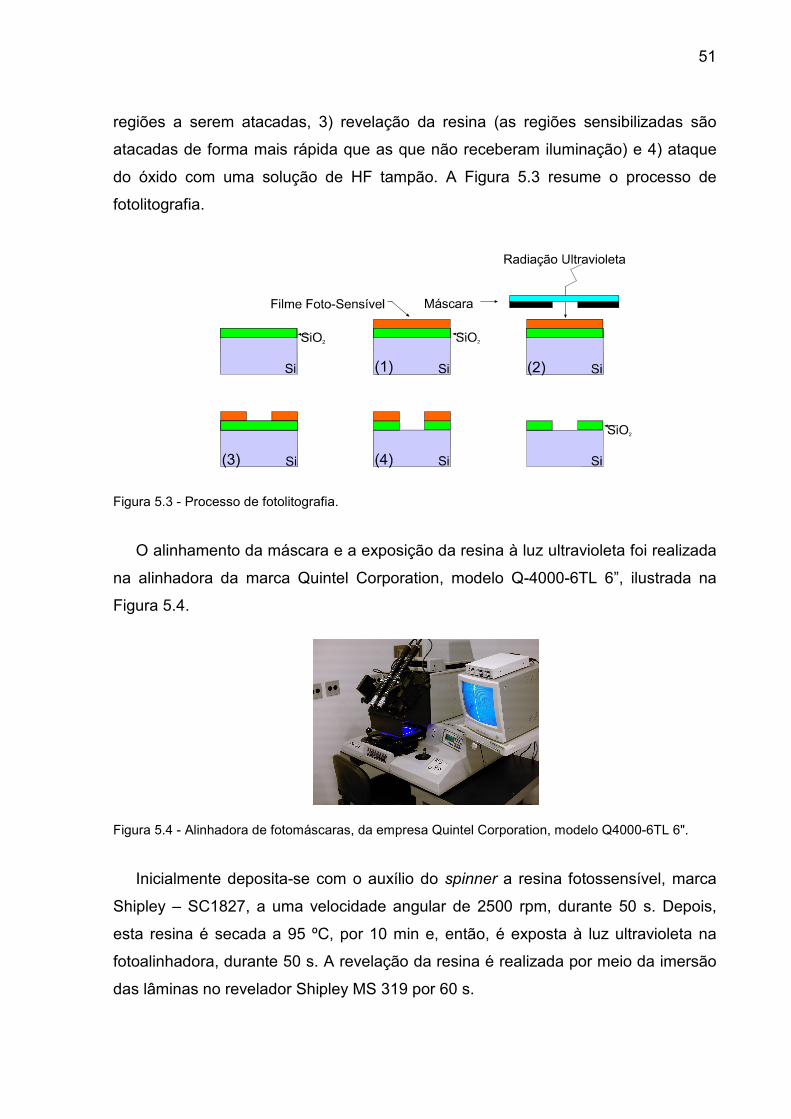
51
regiões a serem atacadas, 3) revelação da resina (as regiões sensibilizadas são
atacadas de forma mais rápida que as que não receberam iluminação) e 4) ataque
do óxido com uma solução de HF tampão. A Figura 5.3 resume o processo de
fotolitografia.
Figura 5.3 - Processo de fotolitografia.
O alinhamento da máscara e a exposição da resina à luz ultravioleta foi realizada
na alinhadora da marca Quintel Corporation, modelo Q-4000-6TL 6”, ilustrada na
Figura 5.4.
Figura 5.4 - Alinhadora de fotomáscaras, da empresa Quintel Corporation, modelo Q4000-6TL 6".
Inicialmente deposita-se com o auxílio do spinner a resina fotossensível, marca
Shipley – SC1827, a uma velocidade angular de 2500 rpm, durante 50 s. Depois,
esta resina é secada a 95 ºC, por 10 min e, então, é exposta à luz ultravioleta na
fotoalinhadora, durante 50 s. A revelação da resina é realizada por meio da imersão
das lâminas no revelador Shipley MS 319 por 60 s.
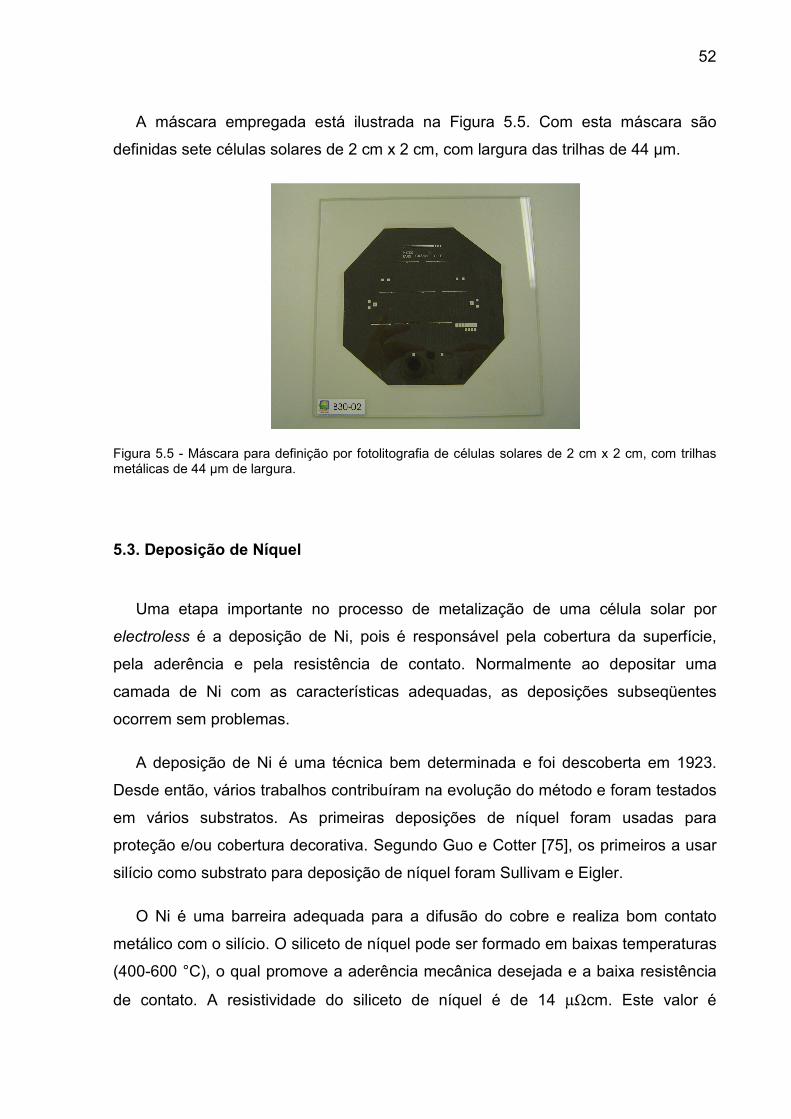
52
A máscara empregada está ilustrada na Figura 5.5. Com esta máscara são
definidas sete células solares de 2 cm x 2 cm, com largura das trilhas de 44 µm.
Figura 5.5 - Máscara para definição por fotolitografia de células solares de 2 cm x 2 cm, com trilhas metálicas de 44 µm de largura.
5.3. Deposição de Níquel
Uma etapa importante no processo de metalização de uma célula solar por
electroless é a deposição de Ni, pois é responsável pela cobertura da superfície,
pela aderência e pela resistência de contato. Normalmente ao depositar uma
camada de Ni com as características adequadas, as deposições subseqüentes
ocorrem sem problemas.
A deposição de Ni é uma técnica bem determinada e foi descoberta em 1923.
Desde então, vários trabalhos contribuíram na evolução do método e foram testados
em vários substratos. As primeiras deposições de níquel foram usadas para
proteção e/ou cobertura decorativa. Segundo Guo e Cotter [75], os primeiros a usar
silício como substrato para deposição de níquel foram Sullivam e Eigler.
O Ni é uma barreira adequada para a difusão do cobre e realiza bom contato
metálico com o silício. O siliceto de níquel pode ser formado em baixas temperaturas
(400-600 °C), o qual promove a aderência mecânica desejada e a baixa resistência
de contato. A resistividade do siliceto de níquel é de 14 µΩcm. Este valor é
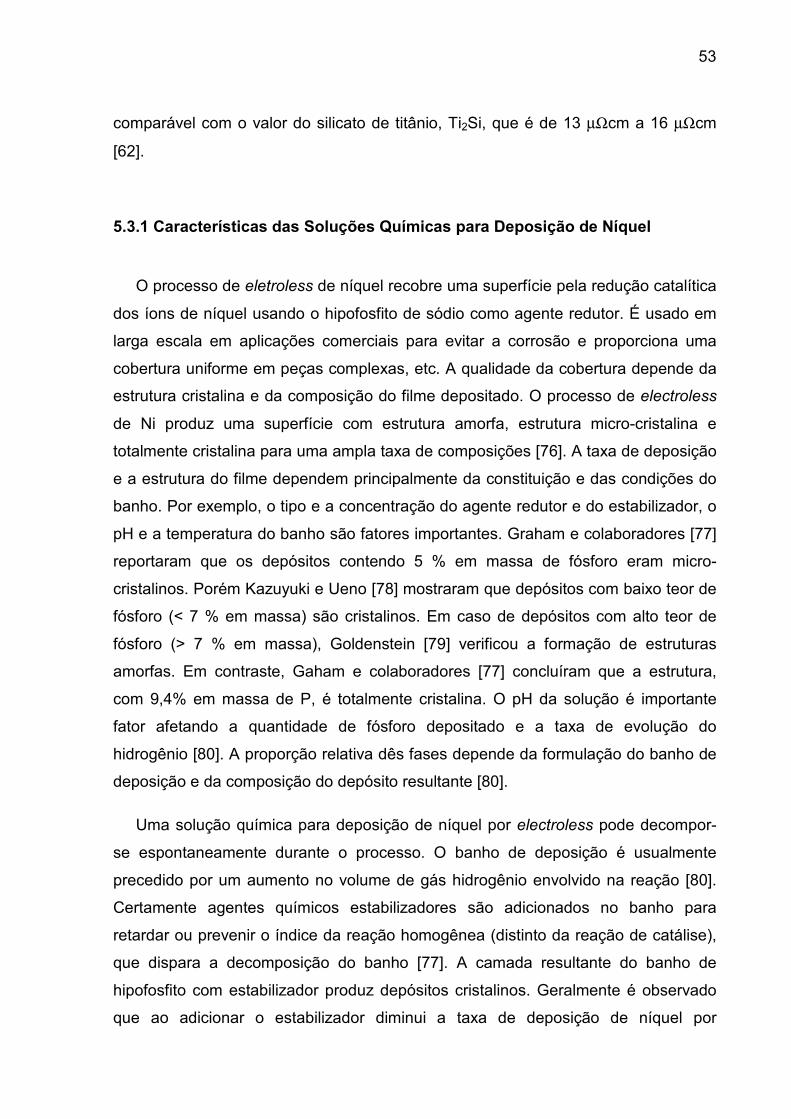
53
comparável com o valor do silicato de titânio, Ti2Si, que é de 13 µΩcm a 16 µΩcm
[62].
5.3.1 Características das Soluções Químicas para Deposição de Níquel
O processo de eletroless de níquel recobre uma superfície pela redução catalítica
dos íons de níquel usando o hipofosfito de sódio como agente redutor. É usado em
larga escala em aplicações comerciais para evitar a corrosão e proporciona uma
cobertura uniforme em peças complexas, etc. A qualidade da cobertura depende da
estrutura cristalina e da composição do filme depositado. O processo de electroless
de Ni produz uma superfície com estrutura amorfa, estrutura micro-cristalina e
totalmente cristalina para uma ampla taxa de composições [76]. A taxa de deposição
e a estrutura do filme dependem principalmente da constituição e das condições do
banho. Por exemplo, o tipo e a concentração do agente redutor e do estabilizador, o
pH e a temperatura do banho são fatores importantes. Graham e colaboradores [77]
reportaram que os depósitos contendo 5 % em massa de fósforo eram micro-
cristalinos. Porém Kazuyuki e Ueno [78] mostraram que depósitos com baixo teor de
fósforo (< 7 % em massa) são cristalinos. Em caso de depósitos com alto teor de
fósforo (> 7 % em massa), Goldenstein [79] verificou a formação de estruturas
amorfas. Em contraste, Gaham e colaboradores [77] concluíram que a estrutura,
com 9,4% em massa de P, é totalmente cristalina. O pH da solução é importante
fator afetando a quantidade de fósforo depositado e a taxa de evolução do
hidrogênio [80]. A proporção relativa dês fases depende da formulação do banho de
deposição e da composição do depósito resultante [80].
Uma solução química para deposição de níquel por electroless pode decompor-
se espontaneamente durante o processo. O banho de deposição é usualmente
precedido por um aumento no volume de gás hidrogênio envolvido na reação [80].
Certamente agentes químicos estabilizadores são adicionados no banho para
retardar ou prevenir o índice da reação homogênea (distinto da reação de catálise),
que dispara a decomposição do banho [77]. A camada resultante do banho de
hipofosfito com estabilizador produz depósitos cristalinos. Geralmente é observado
que ao adicionar o estabilizador diminui a taxa de deposição de níquel por
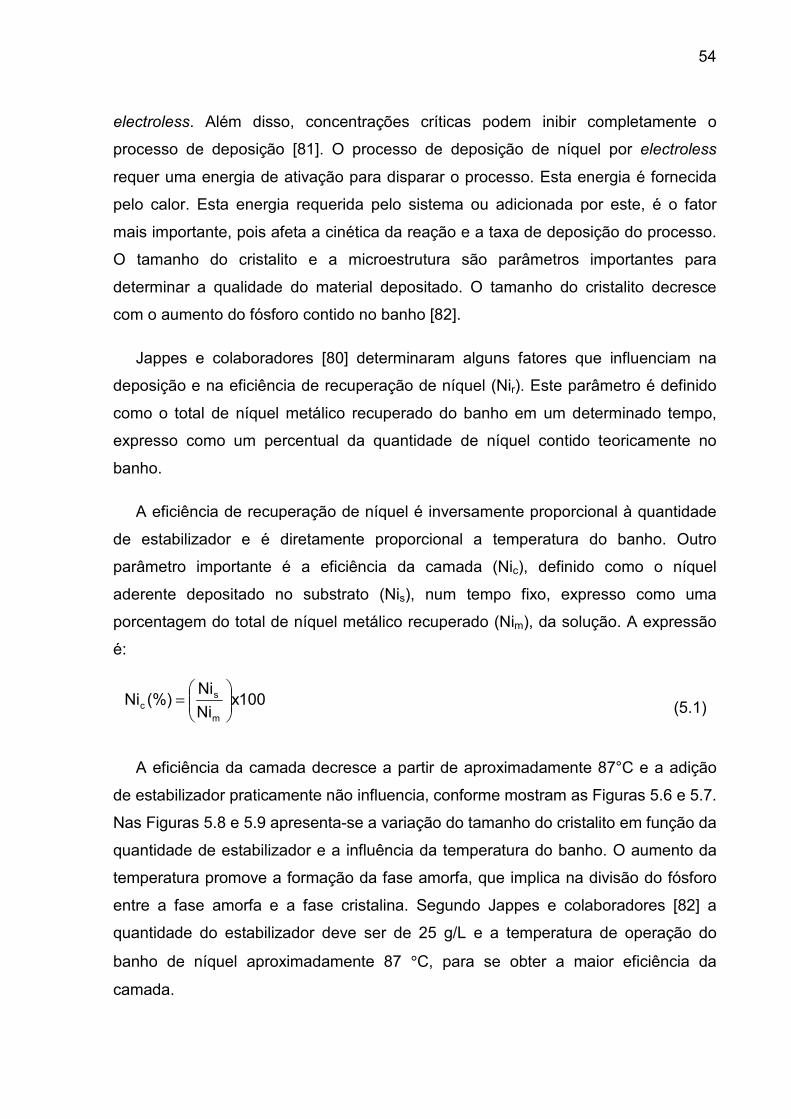
54
electroless. Além disso, concentrações críticas podem inibir completamente o
processo de deposição [81]. O processo de deposição de níquel por electroless
requer uma energia de ativação para disparar o processo. Esta energia é fornecida
pelo calor. Esta energia requerida pelo sistema ou adicionada por este, é o fator
mais importante, pois afeta a cinética da reação e a taxa de deposição do processo.
O tamanho do cristalito e a microestrutura são parâmetros importantes para
determinar a qualidade do material depositado. O tamanho do cristalito decresce
com o aumento do fósforo contido no banho [82].
Jappes e colaboradores [80] determinaram alguns fatores que influenciam na
deposição e na eficiência de recuperação de níquel (Nir). Este parâmetro é definido
como o total de níquel metálico recuperado do banho em um determinado tempo,
expresso como um percentual da quantidade de níquel contido teoricamente no
banho.
A eficiência de recuperação de níquel é inversamente proporcional à quantidade
de estabilizador e é diretamente proporcional a temperatura do banho. Outro
parâmetro importante é a eficiência da camada (Nic), definido como o níquel
aderente depositado no substrato (Nis), num tempo fixo, expresso como uma
porcentagem do total de níquel metálico recuperado (Nim), da solução. A expressão
é:
100xNi
Ni(%)Ni
m
sc
=
(5.1)
A eficiência da camada decresce a partir de aproximadamente 87°C e a adição
de estabilizador praticamente não influencia, conforme mostram as Figuras 5.6 e 5.7.
Nas Figuras 5.8 e 5.9 apresenta-se a variação do tamanho do cristalito em função da
quantidade de estabilizador e a influência da temperatura do banho. O aumento da
temperatura promove a formação da fase amorfa, que implica na divisão do fósforo
entre a fase amorfa e a fase cristalina. Segundo Jappes e colaboradores [82] a
quantidade do estabilizador deve ser de 25 g/L e a temperatura de operação do
banho de níquel aproximadamente 87 °C, para se obter a maior eficiência da
camada.
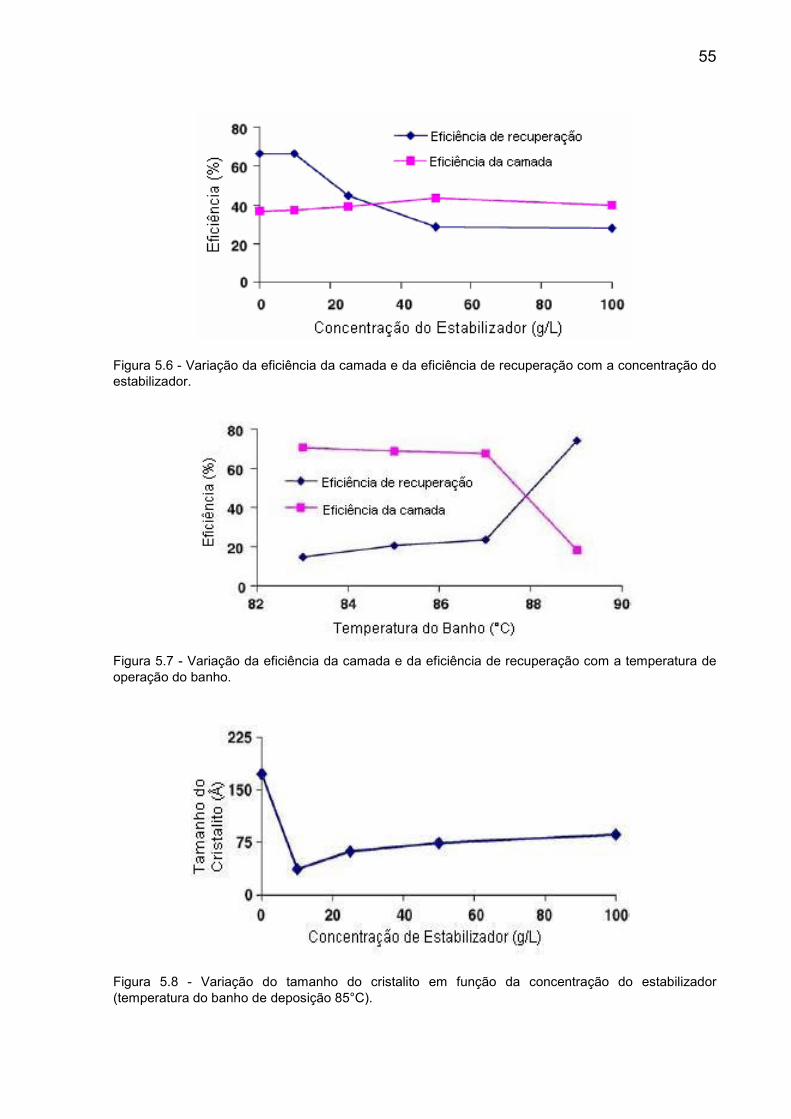
55
Figura 5.6 - Variação da eficiência da camada e da eficiência de recuperação com a concentração do estabilizador.
Figura 5.7 - Variação da eficiência da camada e da eficiência de recuperação com a temperatura de operação do banho.
Figura 5.8 - Variação do tamanho do cristalito em função da concentração do estabilizador (temperatura do banho de deposição 85°C).
56
Figura 5.9 - Variação do tamanho do cristalito em função da temperatura do banho de deposição (concentração do estabilizador = 25 g/L).
5.3.2 Processo de Ativação da Superfície por PdCl2
A metalização envolve duas direções de nucleação – horizontal expandindo metal
de nucleação na superfície do silício e vertical “pile-up” do metal em lugares de
nucleação existentes [83]. As taxas de ambos crescem com a temperatura. A melhor
camada, adesão e desempenho elétricos são relacionados à alta razão da taxa de
deposição horizontal pela taxa de deposição vertical. Uma vez que o níquel é
nucleado no silício, ou na camada dopada, a taxa de deposição vertical é totalmente
independente do substrato. Por isso, assegurar uma alta taxa de nucleação na
superfície do silício, ou da camada dopada, é muito importante.
A incorporar de uma imersão prévia em paládio, no processo de deposição de
níquel por electroless, facilita a nucleação sobre o substrato, aumentando a
aderência [84], [83]. No processo, uma camada de átomos de silício é substituída
por uma camada de átomos de paládio, camada ideal para a nucleação e
subseqüente deposição. Notavelmente, a substituição por paládio é controlada pela
concentração de lacunas sobre a superfície de silício, em contraste com o processo
de deposição de níquel que é controlado pela presença de elétrons [85].
A solução ativadora convencional de paládio é baseada em HF [86], [87]. A
solução HF-PdCl2-HCl não é adequado para células com contatos enterrados,
porque ataca o SiO2, a uma taxa maior que 1000 Å/min. Uma alternativa é uma
solução de paládio modificada, baseada em HF e NH4OH. A vantagem é baixa taxa
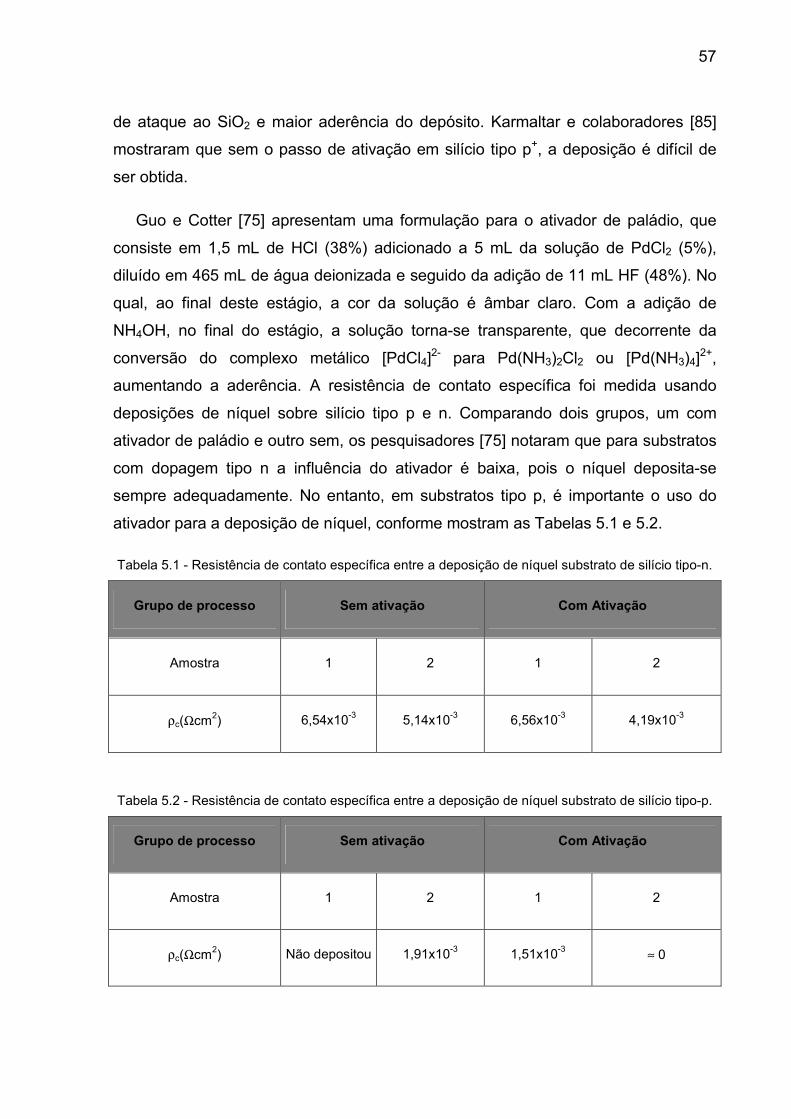
57
de ataque ao SiO2 e maior aderência do depósito. Karmaltar e colaboradores [85]
mostraram que sem o passo de ativação em silício tipo p+, a deposição é difícil de
ser obtida.
Guo e Cotter [75] apresentam uma formulação para o ativador de paládio, que
consiste em 1,5 mL de HCl (38%) adicionado a 5 mL da solução de PdCl2 (5%),
diluído em 465 mL de água deionizada e seguido da adição de 11 mL HF (48%). No
qual, ao final deste estágio, a cor da solução é âmbar claro. Com a adição de
NH4OH, no final do estágio, a solução torna-se transparente, que decorrente da
conversão do complexo metálico [PdCl4]2- para Pd(NH3)2Cl2 ou [Pd(NH3)4]
2+,
aumentando a aderência. A resistência de contato específica foi medida usando
deposições de níquel sobre silício tipo p e n. Comparando dois grupos, um com
ativador de paládio e outro sem, os pesquisadores [75] notaram que para substratos
com dopagem tipo n a influência do ativador é baixa, pois o níquel deposita-se
sempre adequadamente. No entanto, em substratos tipo p, é importante o uso do
ativador para a deposição de níquel, conforme mostram as Tabelas 5.1 e 5.2.
Tabela 5.1 - Resistência de contato específica entre a deposição de níquel substrato de silício tipo-n.
Grupo de processo Sem ativação Com Ativação
Amostra 1 2 1 2
ρc(Ωcm2) 6,54x10-3 5,14x10-3 6,56x10-3 4,19x10-3
Tabela 5.2 - Resistência de contato específica entre a deposição de níquel substrato de silício tipo-p.
Grupo de processo Sem ativação Com Ativação
Amostra 1 2 1 2
ρc(Ωcm2) Não depositou 1,91x10-3 1,51x10-3 ≈ 0
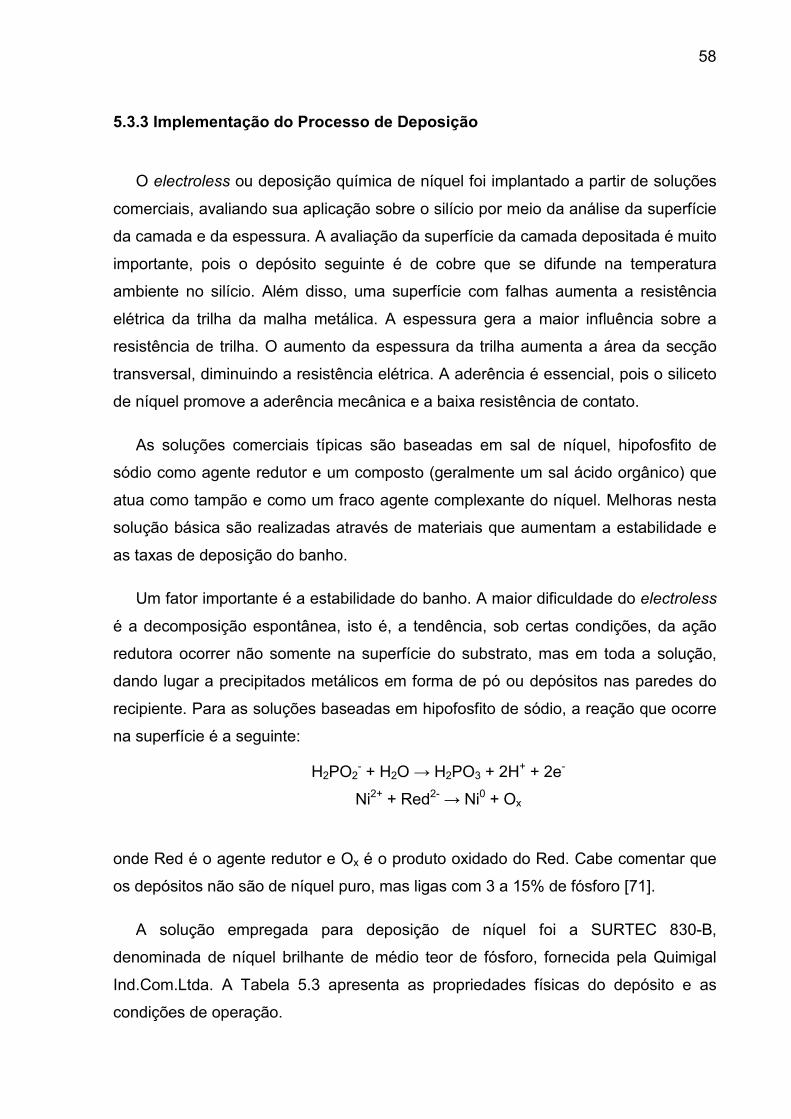
58
5.3.3 Implementação do Processo de Deposição
O electroless ou deposição química de níquel foi implantado a partir de soluções
comerciais, avaliando sua aplicação sobre o silício por meio da análise da superfície
da camada e da espessura. A avaliação da superfície da camada depositada é muito
importante, pois o depósito seguinte é de cobre que se difunde na temperatura
ambiente no silício. Além disso, uma superfície com falhas aumenta a resistência
elétrica da trilha da malha metálica. A espessura gera a maior influência sobre a
resistência de trilha. O aumento da espessura da trilha aumenta a área da secção
transversal, diminuindo a resistência elétrica. A aderência é essencial, pois o siliceto
de níquel promove a aderência mecânica e a baixa resistência de contato.
As soluções comerciais típicas são baseadas em sal de níquel, hipofosfito de
sódio como agente redutor e um composto (geralmente um sal ácido orgânico) que
atua como tampão e como um fraco agente complexante do níquel. Melhoras nesta
solução básica são realizadas através de materiais que aumentam a estabilidade e
as taxas de deposição do banho.
Um fator importante é a estabilidade do banho. A maior dificuldade do electroless
é a decomposição espontânea, isto é, a tendência, sob certas condições, da ação
redutora ocorrer não somente na superfície do substrato, mas em toda a solução,
dando lugar a precipitados metálicos em forma de pó ou depósitos nas paredes do
recipiente. Para as soluções baseadas em hipofosfito de sódio, a reação que ocorre
na superfície é a seguinte:
H2PO2- + H2O → H2PO3 + 2H
+ + 2e-
Ni2+ + Red2- → Ni0 + Ox
onde Red é o agente redutor e Ox é o produto oxidado do Red. Cabe comentar que
os depósitos não são de níquel puro, mas ligas com 3 a 15% de fósforo [71].
A solução empregada para deposição de níquel foi a SURTEC 830-B,
denominada de níquel brilhante de médio teor de fósforo, fornecida pela Quimigal
Ind.Com.Ltda. A Tabela 5.3 apresenta as propriedades físicas do depósito e as
condições de operação.
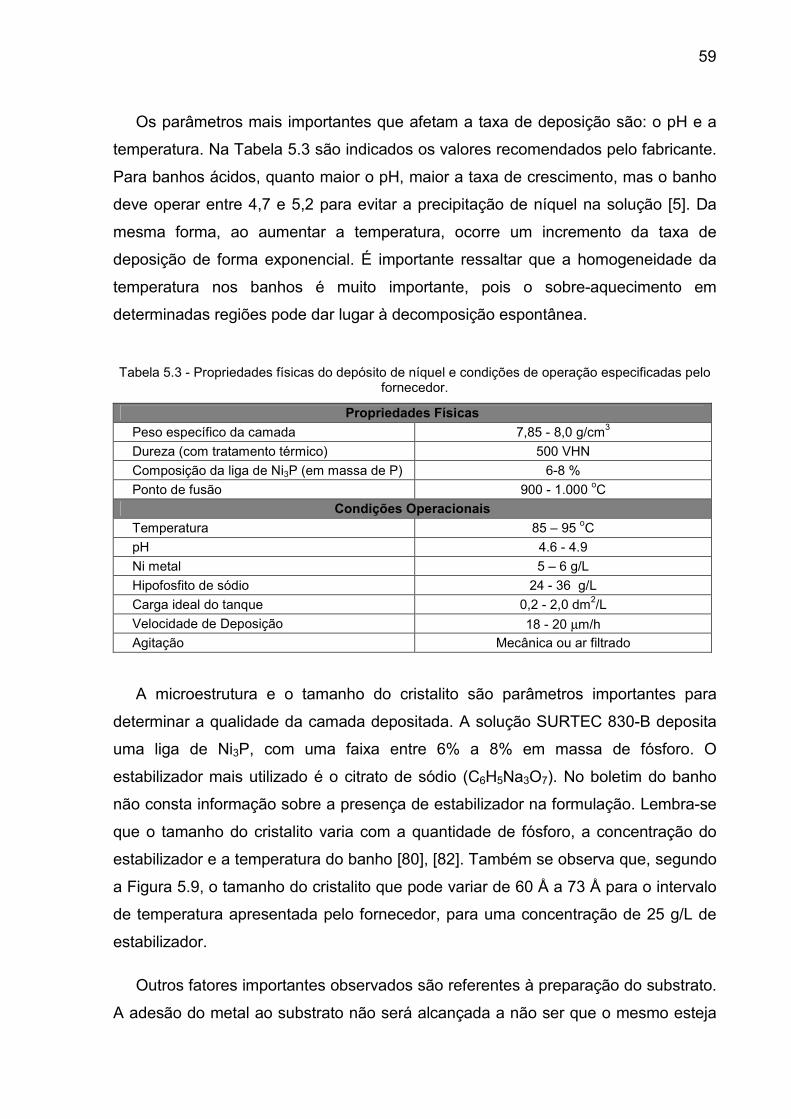
59
Os parâmetros mais importantes que afetam a taxa de deposição são: o pH e a
temperatura. Na Tabela 5.3 são indicados os valores recomendados pelo fabricante.
Para banhos ácidos, quanto maior o pH, maior a taxa de crescimento, mas o banho
deve operar entre 4,7 e 5,2 para evitar a precipitação de níquel na solução [5]. Da
mesma forma, ao aumentar a temperatura, ocorre um incremento da taxa de
deposição de forma exponencial. É importante ressaltar que a homogeneidade da
temperatura nos banhos é muito importante, pois o sobre-aquecimento em
determinadas regiões pode dar lugar à decomposição espontânea.
Tabela 5.3 - Propriedades físicas do depósito de níquel e condições de operação especificadas pelo fornecedor.
Propriedades Físicas
Peso específico da camada 7,85 - 8,0 g/cm3
Dureza (com tratamento térmico) 500 VHN
Composição da liga de Ni3P (em massa de P) 6-8 %
Ponto de fusão 900 - 1.000 oC
Condições Operacionais
Temperatura 85 – 95 oC
pH 4.6 - 4.9
Ni metal 5 – 6 g/L
Hipofosfito de sódio 24 - 36 g/L
Carga ideal do tanque 0,2 - 2,0 dm2/L
Velocidade de Deposição 18 - 20 µm/h
Agitação Mecânica ou ar filtrado
A microestrutura e o tamanho do cristalito são parâmetros importantes para
determinar a qualidade da camada depositada. A solução SURTEC 830-B deposita
uma liga de Ni3P, com uma faixa entre 6% a 8% em massa de fósforo. O
estabilizador mais utilizado é o citrato de sódio (C6H5Na3O7). No boletim do banho
não consta informação sobre a presença de estabilizador na formulação. Lembra-se
que o tamanho do cristalito varia com a quantidade de fósforo, a concentração do
estabilizador e a temperatura do banho [80], [82]. Também se observa que, segundo
a Figura 5.9, o tamanho do cristalito que pode variar de 60 Å a 73 Å para o intervalo
de temperatura apresentada pelo fornecedor, para uma concentração de 25 g/L de
estabilizador.
Outros fatores importantes observados são referentes à preparação do substrato.
A adesão do metal ao substrato não será alcançada a não ser que o mesmo esteja
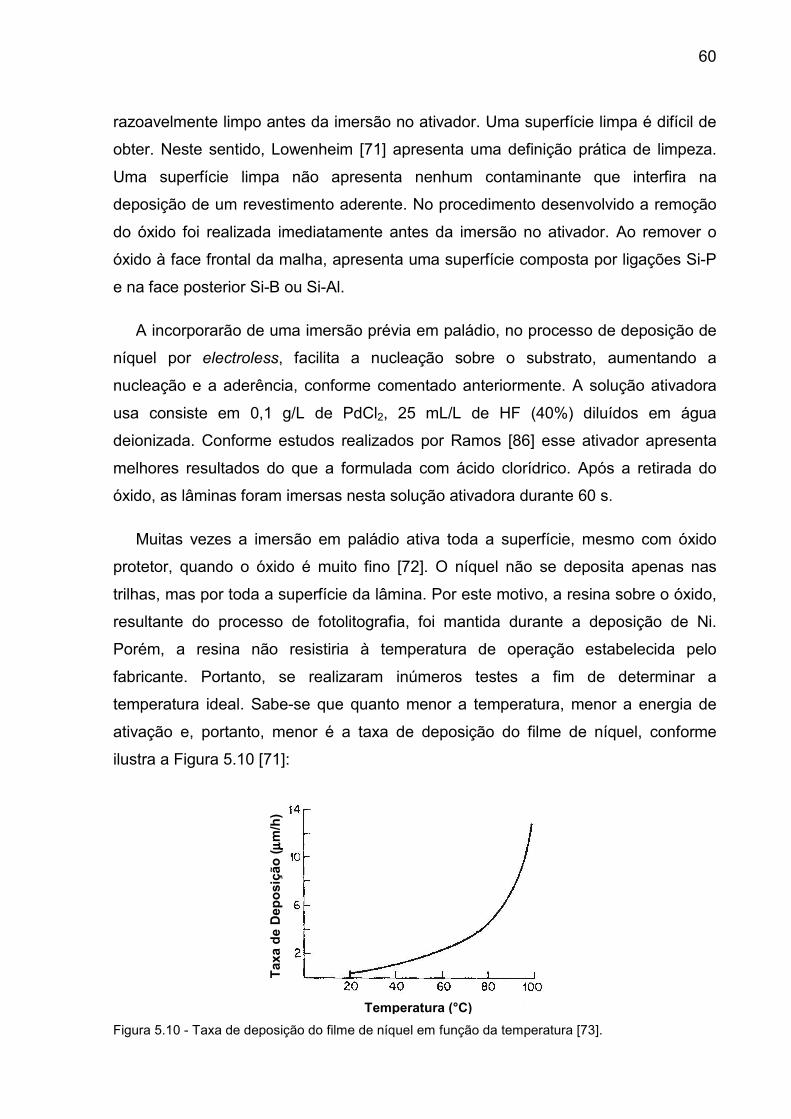
60
razoavelmente limpo antes da imersão no ativador. Uma superfície limpa é difícil de
obter. Neste sentido, Lowenheim [71] apresenta uma definição prática de limpeza.
Uma superfície limpa não apresenta nenhum contaminante que interfira na
deposição de um revestimento aderente. No procedimento desenvolvido a remoção
do óxido foi realizada imediatamente antes da imersão no ativador. Ao remover o
óxido à face frontal da malha, apresenta uma superfície composta por ligações Si-P
e na face posterior Si-B ou Si-Al.
A incorporarão de uma imersão prévia em paládio, no processo de deposição de
níquel por electroless, facilita a nucleação sobre o substrato, aumentando a
nucleação e a aderência, conforme comentado anteriormente. A solução ativadora
usa consiste em 0,1 g/L de PdCl2, 25 mL/L de HF (40%) diluídos em água
deionizada. Conforme estudos realizados por Ramos [86] esse ativador apresenta
melhores resultados do que a formulada com ácido clorídrico. Após a retirada do
óxido, as lâminas foram imersas nesta solução ativadora durante 60 s.
Muitas vezes a imersão em paládio ativa toda a superfície, mesmo com óxido
protetor, quando o óxido é muito fino [72]. O níquel não se deposita apenas nas
trilhas, mas por toda a superfície da lâmina. Por este motivo, a resina sobre o óxido,
resultante do processo de fotolitografia, foi mantida durante a deposição de Ni.
Porém, a resina não resistiria à temperatura de operação estabelecida pelo
fabricante. Portanto, se realizaram inúmeros testes a fim de determinar a
temperatura ideal. Sabe-se que quanto menor a temperatura, menor a energia de
ativação e, portanto, menor é a taxa de deposição do filme de níquel, conforme
ilustra a Figura 5.10 [71]:
Figura 5.10 - Taxa de deposição do filme de níquel em função da temperatura [73].
Temperatura (°C)
Tax
a de D
eposi
ção (
µµ µµm
/h)
61
Os testes visaram encontrar a maior temperatura de operação e o tempo de
permanência das amostras no banho sem danificar a resina. O objetivo foi recobrir
homogeneamente a superfície da malha com um filme de níquel de
aproximadamente 1 µm. A temperatura ótima foi 62 °C durante um tempo de 25 min.
A Figura 5.11 mostra o equipamento usado nas deposições: um béquer de vidro
borosilicato, um suporte de teflon para as lâminas e um banho termostatizado, com
controle de ±1 ºC.
Figura 5.11 – Dispositivo experimental usado nas deposições de níquel, cobre e prata.
De acordo com a Figura 5.10, para a temperatura de 62 °C, a taxa de deposição
é de 3 µm/h. Então, no tempo de 25 minutos deve-se obter um filme de 0,75 µm de
espessura. A espessura foi medida no microscópio eletrônico de varredura (MEV) do
Centro de Microscopia e Microanálises da PUCRS. Encontrou-se que a espessura
do depósito de níquel varia entre 0,7 µm e 1 µm. Em algumas regiões nos vales das
micro-pirâmides, a espessura é menor que 0,8 µm e nas pontas das mesmas o filme
de níquel é da ordem de 1 µm, conforme ilustra a Figura 5.12. Nesta figura é
apresentado um esquema da evolução da espessura do depósito sobre o substrato.
Observa-se que o problema de nivelamento normalmente ocorre quando a
espessura da camada depositada é menor ou comparável às dimensões das micro-
pirâmides e dos vales da superfície do substrato. Dependendo da solução usada e
dos aditivos, o depósito pode ser mais espesso sobre as micro-pirâmides e mais fino
nos vales [71].
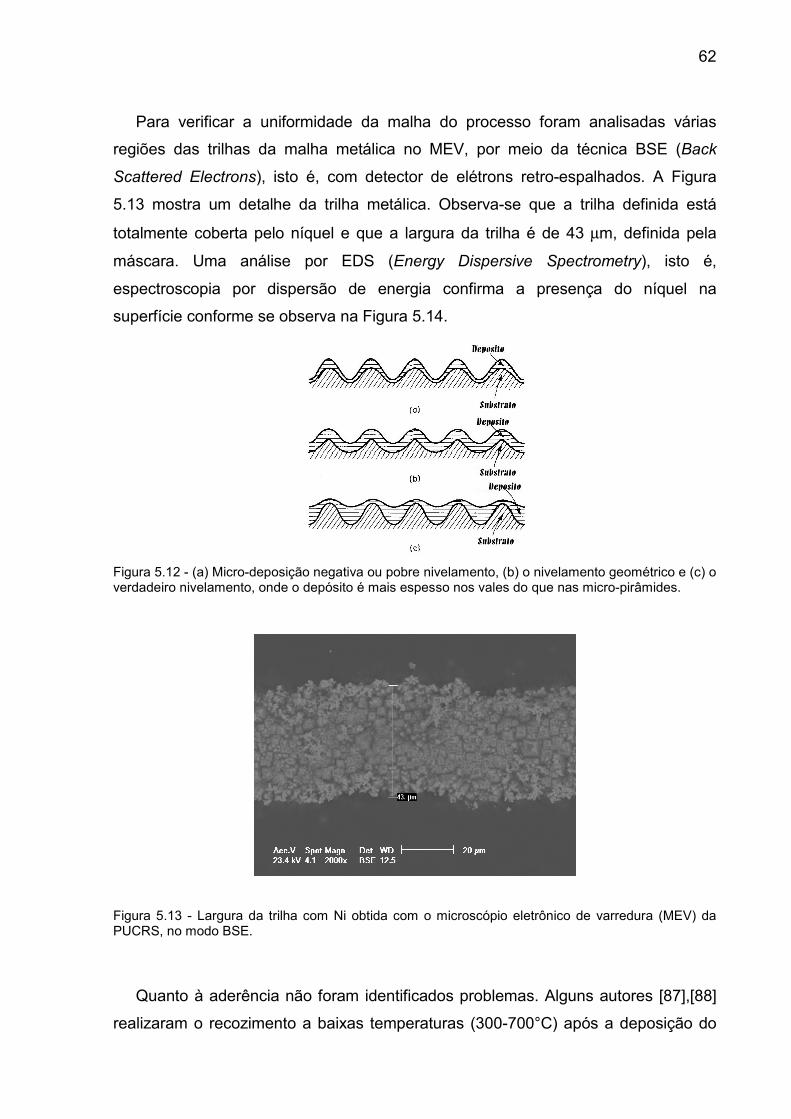
62
Para verificar a uniformidade da malha do processo foram analisadas várias
regiões das trilhas da malha metálica no MEV, por meio da técnica BSE (Back
Scattered Electrons), isto é, com detector de elétrons retro-espalhados. A Figura
5.13 mostra um detalhe da trilha metálica. Observa-se que a trilha definida está
totalmente coberta pelo níquel e que a largura da trilha é de 43 µm, definida pela
máscara. Uma análise por EDS (Energy Dispersive Spectrometry), isto é,
espectroscopia por dispersão de energia confirma a presença do níquel na
superfície conforme se observa na Figura 5.14.
Figura 5.12 - (a) Micro-deposição negativa ou pobre nivelamento, (b) o nivelamento geométrico e (c) o verdadeiro nivelamento, onde o depósito é mais espesso nos vales do que nas micro-pirâmides.
Figura 5.13 - Largura da trilha com Ni obtida com o microscópio eletrônico de varredura (MEV) da PUCRS, no modo BSE.
Quanto à aderência não foram identificados problemas. Alguns autores [87],[88]
realizaram o recozimento a baixas temperaturas (300-700°C) após a deposição do
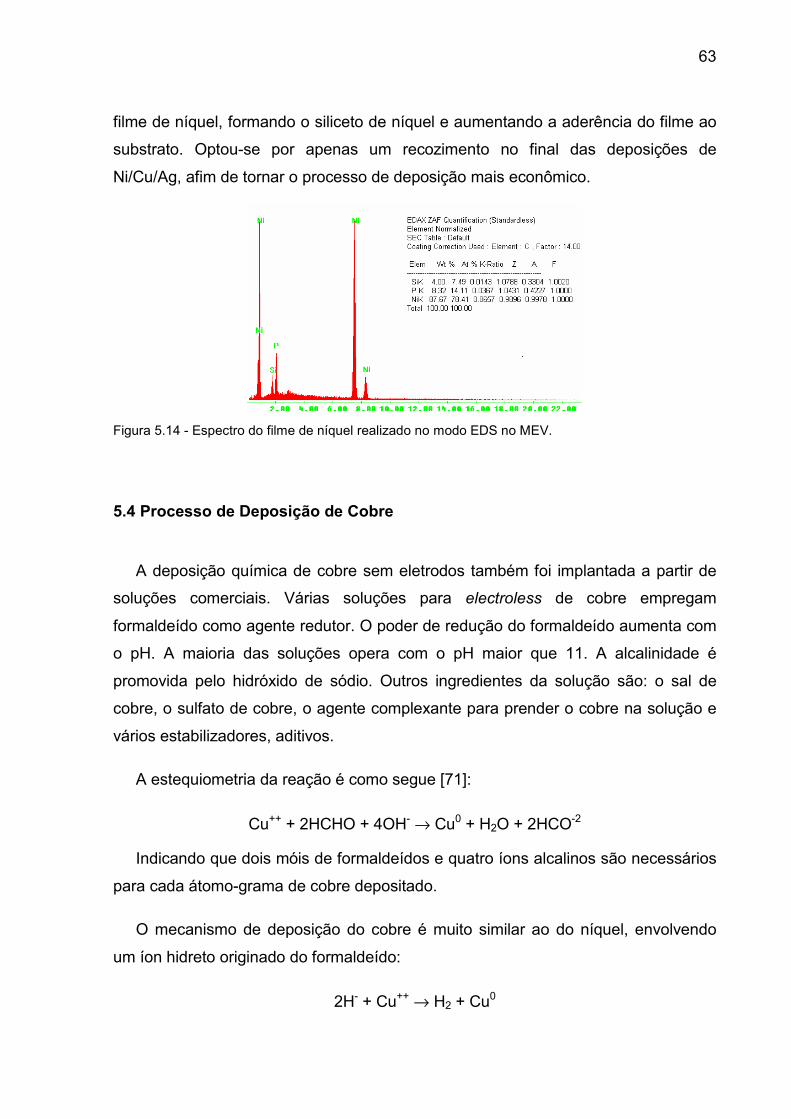
63
filme de níquel, formando o siliceto de níquel e aumentando a aderência do filme ao
substrato. Optou-se por apenas um recozimento no final das deposições de
Ni/Cu/Ag, afim de tornar o processo de deposição mais econômico.
Figura 5.14 - Espectro do filme de níquel realizado no modo EDS no MEV.
5.4 Processo de Deposição de Cobre
A deposição química de cobre sem eletrodos também foi implantada a partir de
soluções comerciais. Várias soluções para electroless de cobre empregam
formaldeído como agente redutor. O poder de redução do formaldeído aumenta com
o pH. A maioria das soluções opera com o pH maior que 11. A alcalinidade é
promovida pelo hidróxido de sódio. Outros ingredientes da solução são: o sal de
cobre, o sulfato de cobre, o agente complexante para prender o cobre na solução e
vários estabilizadores, aditivos.
A estequiometria da reação é como segue [71]:
Cu++ + 2HCHO + 4OH- → Cu0 + H2O + 2HCO-2
Indicando que dois móis de formaldeídos e quatro íons alcalinos são necessários
para cada átomo-grama de cobre depositado.
O mecanismo de deposição do cobre é muito similar ao do níquel, envolvendo
um íon hidreto originado do formaldeído:
2H- + Cu++ → H2 + Cu0
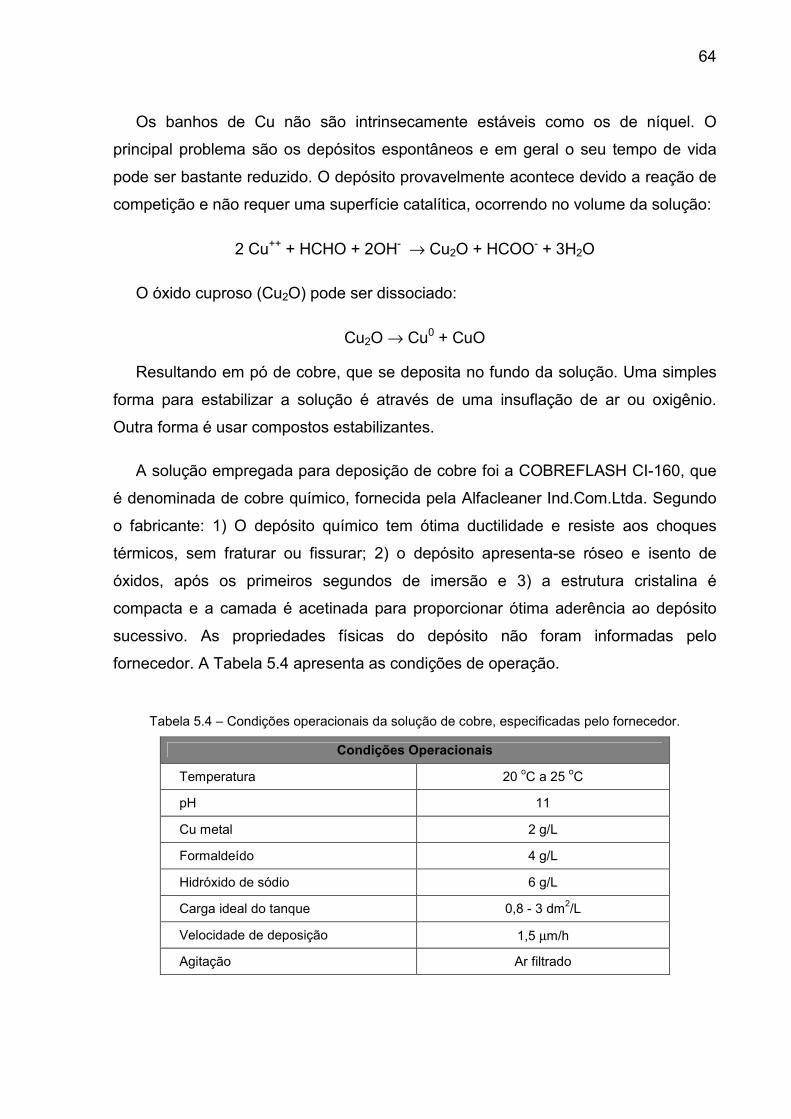
64
Os banhos de Cu não são intrinsecamente estáveis como os de níquel. O
principal problema são os depósitos espontâneos e em geral o seu tempo de vida
pode ser bastante reduzido. O depósito provavelmente acontece devido a reação de
competição e não requer uma superfície catalítica, ocorrendo no volume da solução:
2 Cu++ + HCHO + 2OH- → Cu2O + HCOO- + 3H2O
O óxido cuproso (Cu2O) pode ser dissociado:
Cu2O → Cu0 + CuO
Resultando em pó de cobre, que se deposita no fundo da solução. Uma simples
forma para estabilizar a solução é através de uma insuflação de ar ou oxigênio.
Outra forma é usar compostos estabilizantes.
A solução empregada para deposição de cobre foi a COBREFLASH CI-160, que
é denominada de cobre químico, fornecida pela Alfacleaner Ind.Com.Ltda. Segundo
o fabricante: 1) O depósito químico tem ótima ductilidade e resiste aos choques
térmicos, sem fraturar ou fissurar; 2) o depósito apresenta-se róseo e isento de
óxidos, após os primeiros segundos de imersão e 3) a estrutura cristalina é
compacta e a camada é acetinada para proporcionar ótima aderência ao depósito
sucessivo. As propriedades físicas do depósito não foram informadas pelo
fornecedor. A Tabela 5.4 apresenta as condições de operação.
Tabela 5.4 – Condições operacionais da solução de cobre, especificadas pelo fornecedor.
Condições Operacionais
Temperatura 20 oC a 25 oC
pH 11
Cu metal 2 g/L
Formaldeído 4 g/L
Hidróxido de sódio 6 g/L
Carga ideal do tanque 0,8 - 3 dm2/L
Velocidade de deposição 1,5 µm/h
Agitação Ar filtrado
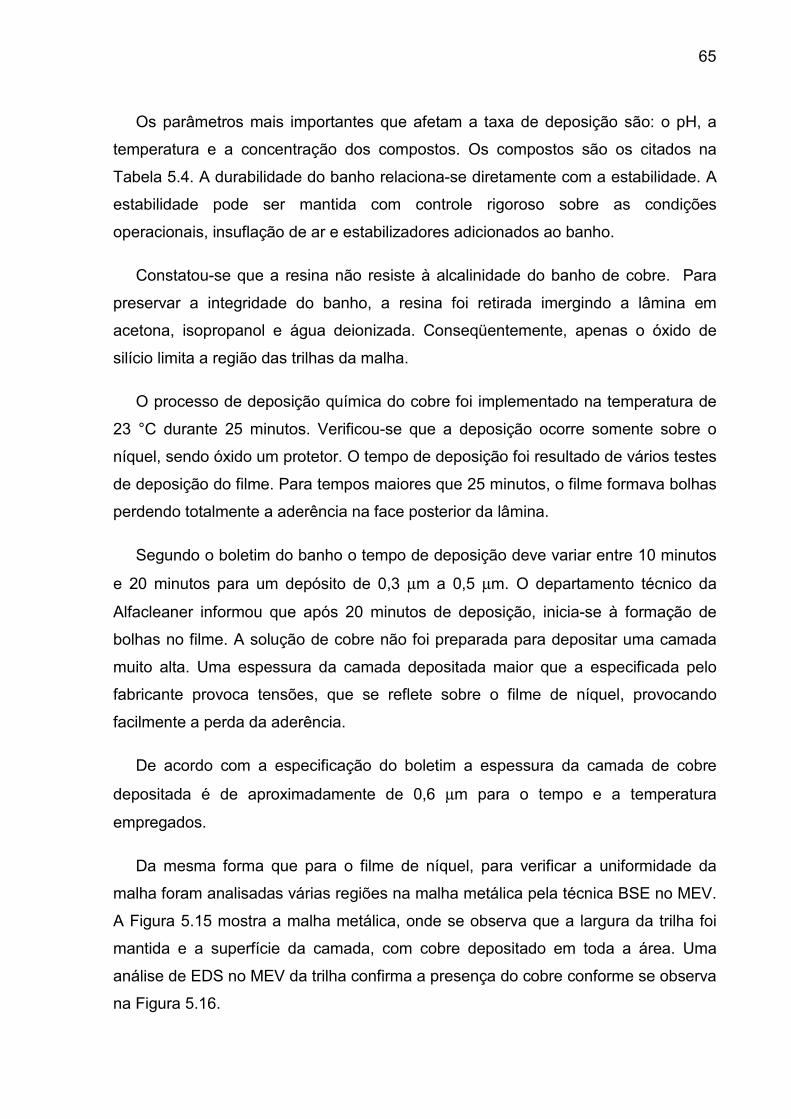
65
Os parâmetros mais importantes que afetam a taxa de deposição são: o pH, a
temperatura e a concentração dos compostos. Os compostos são os citados na
Tabela 5.4. A durabilidade do banho relaciona-se diretamente com a estabilidade. A
estabilidade pode ser mantida com controle rigoroso sobre as condições
operacionais, insuflação de ar e estabilizadores adicionados ao banho.
Constatou-se que a resina não resiste à alcalinidade do banho de cobre. Para
preservar a integridade do banho, a resina foi retirada imergindo a lâmina em
acetona, isopropanol e água deionizada. Conseqüentemente, apenas o óxido de
silício limita a região das trilhas da malha.
O processo de deposição química do cobre foi implementado na temperatura de
23 °C durante 25 minutos. Verificou-se que a deposição ocorre somente sobre o
níquel, sendo óxido um protetor. O tempo de deposição foi resultado de vários testes
de deposição do filme. Para tempos maiores que 25 minutos, o filme formava bolhas
perdendo totalmente a aderência na face posterior da lâmina.
Segundo o boletim do banho o tempo de deposição deve variar entre 10 minutos
e 20 minutos para um depósito de 0,3 µm a 0,5 µm. O departamento técnico da
Alfacleaner informou que após 20 minutos de deposição, inicia-se à formação de
bolhas no filme. A solução de cobre não foi preparada para depositar uma camada
muito alta. Uma espessura da camada depositada maior que a especificada pelo
fabricante provoca tensões, que se reflete sobre o filme de níquel, provocando
facilmente a perda da aderência.
De acordo com a especificação do boletim a espessura da camada de cobre
depositada é de aproximadamente de 0,6 µm para o tempo e a temperatura
empregados.
Da mesma forma que para o filme de níquel, para verificar a uniformidade da
malha foram analisadas várias regiões na malha metálica pela técnica BSE no MEV.
A Figura 5.15 mostra a malha metálica, onde se observa que a largura da trilha foi
mantida e a superfície da camada, com cobre depositado em toda a área. Uma
análise de EDS no MEV da trilha confirma a presença do cobre conforme se observa
na Figura 5.16.
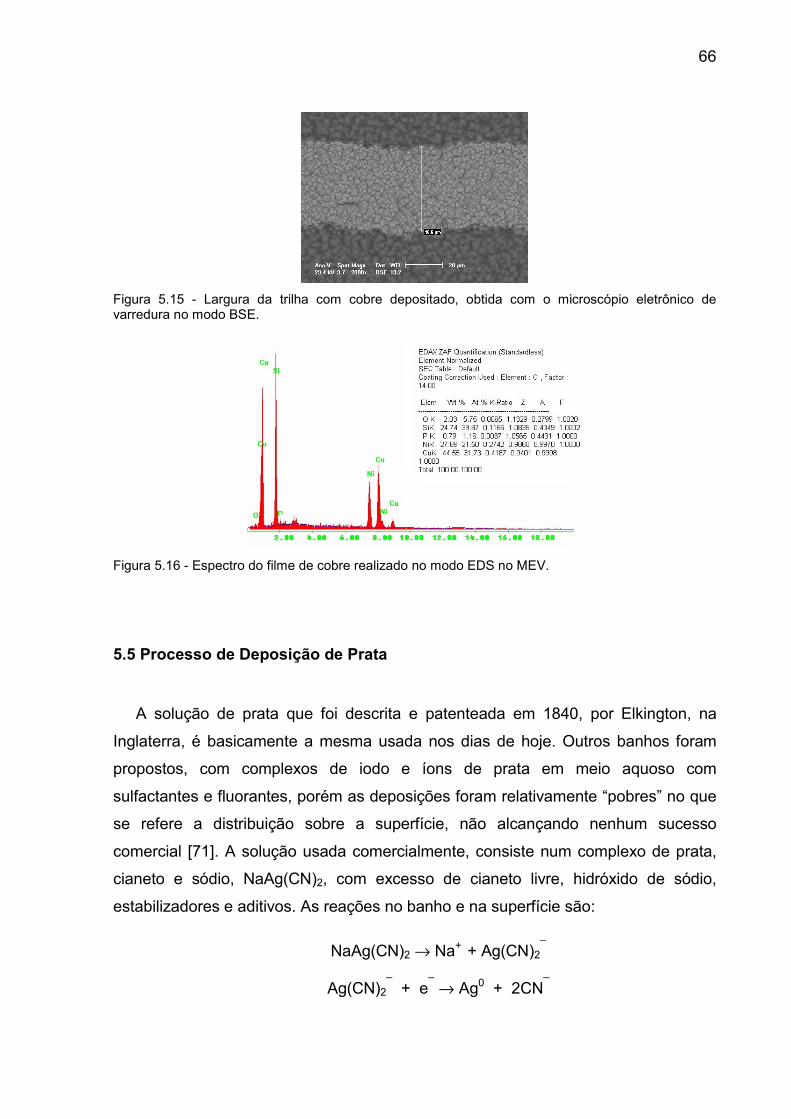
66
Figura 5.15 - Largura da trilha com cobre depositado, obtida com o microscópio eletrônico de varredura no modo BSE.
Figura 5.16 - Espectro do filme de cobre realizado no modo EDS no MEV.
5.5 Processo de Deposição de Prata
A solução de prata que foi descrita e patenteada em 1840, por Elkington, na
Inglaterra, é basicamente a mesma usada nos dias de hoje. Outros banhos foram
propostos, com complexos de iodo e íons de prata em meio aquoso com
sulfactantes e fluorantes, porém as deposições foram relativamente “pobres” no que
se refere a distribuição sobre a superfície, não alcançando nenhum sucesso
comercial [71]. A solução usada comercialmente, consiste num complexo de prata,
cianeto e sódio, NaAg(CN)2, com excesso de cianeto livre, hidróxido de sódio,
estabilizadores e aditivos. As reações no banho e na superfície são:
NaAg(CN)2 → Na+ + Ag(CN)2¯
Ag(CN)2¯ + e¯ → Ag0 + 2CN¯
67
As soluções químicas para electroless encontradas no mercado apresentaram o
problema que a espessura da camada depositada é limitada em 1 µm. A solução
encontrada foi um banho comercial de pré-prata, também denominado de solução
rápida (flash) de prata (silver strike solution), usado para obter as primeiras camadas
antes do banho de prata. A solução de pré-prata contém pouca prata e muito cianeto
livre, conforme apresenta a Tabela 5.5. O cianeto livre em abundância garante o
depósito por imersão fazendo com que à superfície aceite um depósito de prata
aderente. O depósito depende da natureza do substrato. O cobre é uma superfície
que favorece a deposição da prata. No entanto, o grau de contaminação do banho
influência fortemente o processo de deposição.
A solução empregada foi o Pré-ElectroSilver, fornecida pela Electrogold. O banho
destina-se a depositar uma fina película de prata sobre as peças antes que sejam
levadas ao banho de prata. O banho é alcalino cianídrico, com 1,6 g/L de prata. As
características do depósito não são informadas pelo fabricante e as condições de
operação são expressas na Tabela 5.6. Observa-se que a taxa de deposição de Ag
fornecido pelo fabricante é relativa aos valores da corrente e da tensão aplicados.
Tabela 5.5 – Formulação e condições operacionais das soluções típicas de pré-prata.
Formulação Banho I Banho II
Reagentes g/L Molaridade g/L Molaridade
Cianeto de prata, AgCN 1,5-2,5 0,01-0,02 1,5-5 0,01-0,4
Cianeto de cobre, CuCN 10-15 0,11-0,17 - -
Cianeto de potássio, KCN 75-90 1,15-1,4 75-90 1,15-1,4
Condições Operacionais
Temperatura 22-30 22-30
Densidade de corrente 150-300 150-330
Tensão aplicada 4-6 - Fonte: LOWENHEIM, F.A., McGraw-Hill, New York, 1978 p.594.
Os testes foram realizados empregando o banho como uma solução de prata
química e as amostras foram simples imersas na solução sem a aplicação de
corrente elétrica. A deposição de prata foi testada em dois tipos de metalização:
lâminas com cobre sobre níquel, depositados por electroless e lâminas com prata
sobre titânio, depositados por evaporação.
68
Tabela 5.6 – Condições operacionais da solução Pré-ElectroSilver, especificadas pelo fornecedor.
Condições Operacionais
Temperatura 20 oC a 25 oC
pH 13 -14
Teor de Ag 1 g/L a 3 g/L
Concentração de KCN 65 g/L a 130 g/L
Concentração de NaCN 50 g/L a 100 g/L Tempo de deposição 5 s a 100 s
Tensão aplicada 3 V a 8 V Agitação Ar Filtrado
5.5.1 Deposição de Prata sobre Cobre
A deposição de prata foi implementada sobre as amostras com malha metálica
de cobre. O cobre foi depositado sobre níquel o conforme descrito anteriormente. Os
parâmetros analisados foram: espessura da camada, a uniformidade da malha e
resistência elétrica total da trilha.
A primeira deposição de prata foi na seqüência da deposição de cobre,
intercalada por uma imersão em água deionizada. O banho operou durante 5
minutos na temperatura de 23°C. A amostra foi lavada com água deionizada e
secada com N2. Num segundo momento, nas mesmas condições, foi repetido o
processo, porém o tempo de imersão foi de 20 minutos. Na Figura 5.17 mostra-se a
espessura da camada depositada, medida a partir da imagem do MEV, com valores
entre 6,4 µm e 6,6 µm. A espessura do depósito de prata deve ser da ordem de 5
µm, pois a espessura da camada de níquel e cobre é de aproximadamente 1,6 µm.
Nesta etapa verificaram-se problemas de aderência do depósito e foi necessário
realizar um recozimento a 550 oC. O resultado está ilustrado na Figura 5.18, onde se
pode verificar que o filme aderiu ao substrato.
Da mesma forma que nos filmes de cobre e prata, para verificar a uniformidade
da malha metálica foram analisadas várias regiões da malha metálica no MEV por
BSE. A Figura 5.19-a mostra a largura da trilha da malha metálica e na Figura 5.19-b
ilustra-se que a superfície da prata depositada é bastante uniforme. A análise de
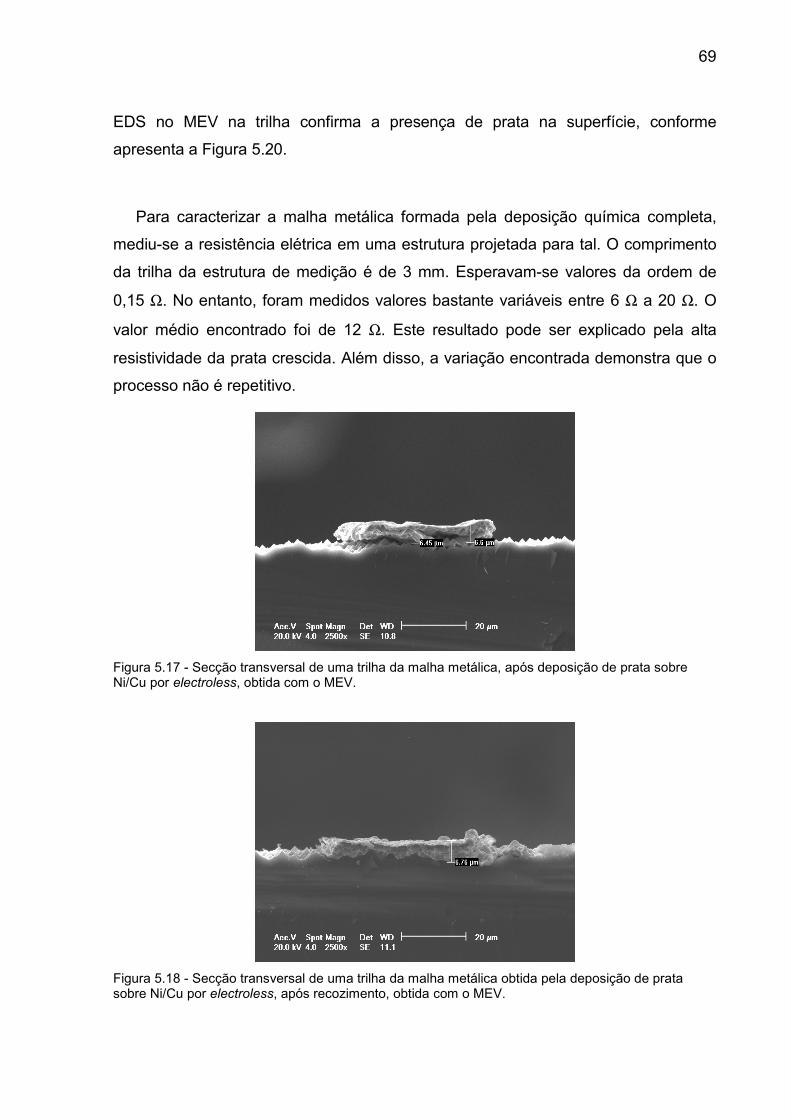
69
EDS no MEV na trilha confirma a presença de prata na superfície, conforme
apresenta a Figura 5.20.
Para caracterizar a malha metálica formada pela deposição química completa,
mediu-se a resistência elétrica em uma estrutura projetada para tal. O comprimento
da trilha da estrutura de medição é de 3 mm. Esperavam-se valores da ordem de
0,15 Ω. No entanto, foram medidos valores bastante variáveis entre 6 Ω a 20 Ω. O
valor médio encontrado foi de 12 Ω. Este resultado pode ser explicado pela alta
resistividade da prata crescida. Além disso, a variação encontrada demonstra que o
processo não é repetitivo.
Figura 5.17 - Secção transversal de uma trilha da malha metálica, após deposição de prata sobre Ni/Cu por electroless, obtida com o MEV.
Figura 5.18 - Secção transversal de uma trilha da malha metálica obtida pela deposição de prata sobre Ni/Cu por electroless, após recozimento, obtida com o MEV.
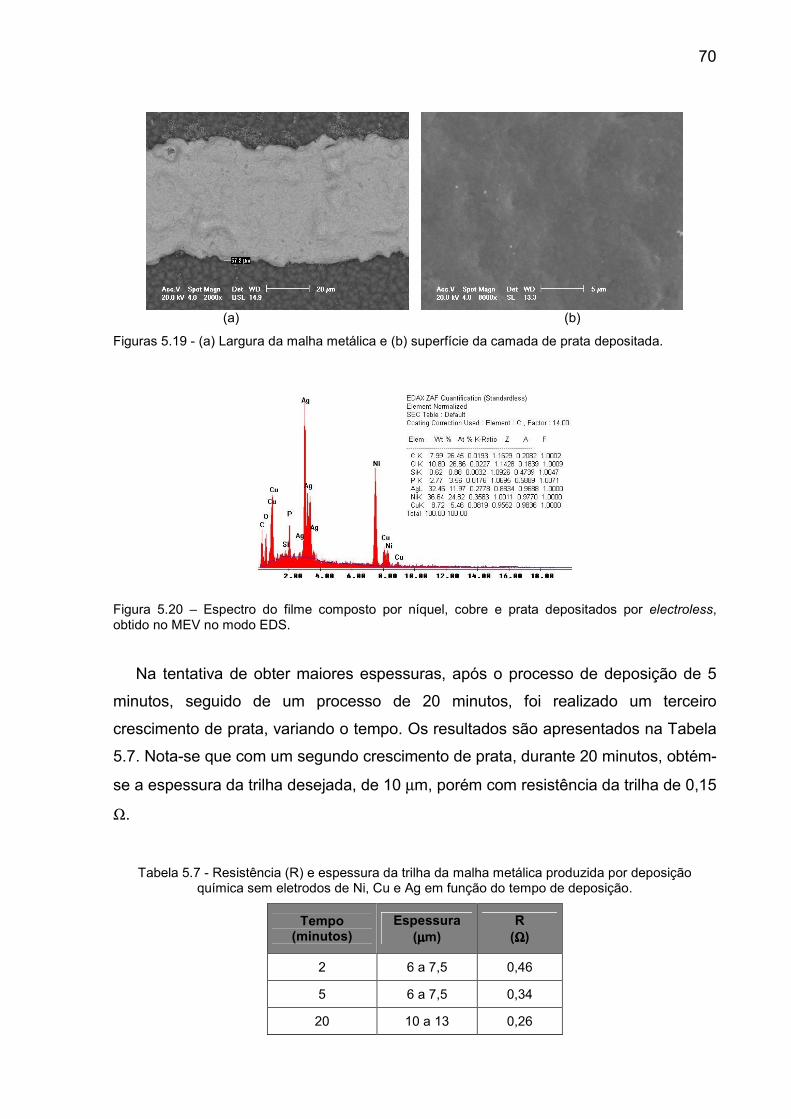
70
(a) (b)
Figuras 5.19 - (a) Largura da malha metálica e (b) superfície da camada de prata depositada.
Figura 5.20 – Espectro do filme composto por níquel, cobre e prata depositados por electroless, obtido no MEV no modo EDS.
Na tentativa de obter maiores espessuras, após o processo de deposição de 5
minutos, seguido de um processo de 20 minutos, foi realizado um terceiro
crescimento de prata, variando o tempo. Os resultados são apresentados na Tabela
5.7. Nota-se que com um segundo crescimento de prata, durante 20 minutos, obtém-
se a espessura da trilha desejada, de 10 µm, porém com resistência da trilha de 0,15
Ω.
Tabela 5.7 - Resistência (R) e espessura da trilha da malha metálica produzida por deposição química sem eletrodos de Ni, Cu e Ag em função do tempo de deposição.
Tempo (minutos)
Espessura (µµµµm)
R (ΩΩΩΩ)
2 6 a 7,5 0,46
5 6 a 7,5 0,34
20 10 a 13 0,26
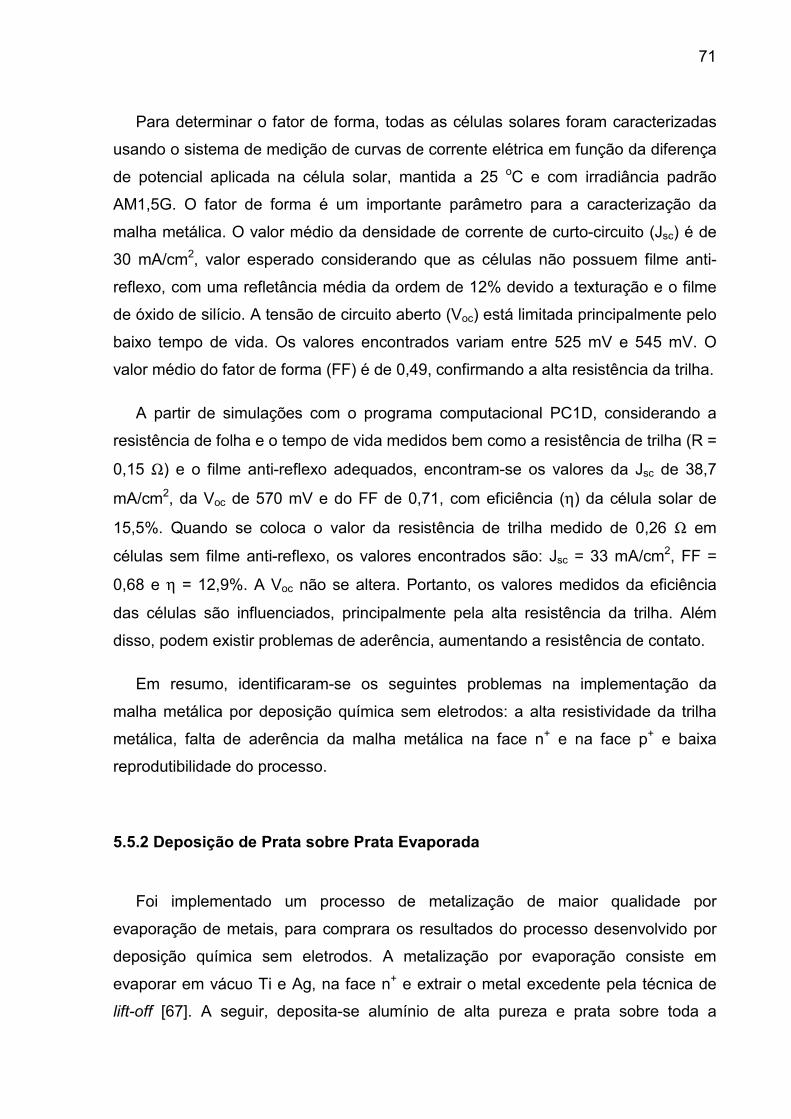
71
Para determinar o fator de forma, todas as células solares foram caracterizadas
usando o sistema de medição de curvas de corrente elétrica em função da diferença
de potencial aplicada na célula solar, mantida a 25 oC e com irradiância padrão
AM1,5G. O fator de forma é um importante parâmetro para a caracterização da
malha metálica. O valor médio da densidade de corrente de curto-circuito (Jsc) é de
30 mA/cm2, valor esperado considerando que as células não possuem filme anti-
reflexo, com uma refletância média da ordem de 12% devido a texturação e o filme
de óxido de silício. A tensão de circuito aberto (Voc) está limitada principalmente pelo
baixo tempo de vida. Os valores encontrados variam entre 525 mV e 545 mV. O
valor médio do fator de forma (FF) é de 0,49, confirmando a alta resistência da trilha.
A partir de simulações com o programa computacional PC1D, considerando a
resistência de folha e o tempo de vida medidos bem como a resistência de trilha (R =
0,15 Ω) e o filme anti-reflexo adequados, encontram-se os valores da Jsc de 38,7
mA/cm2, da Voc de 570 mV e do FF de 0,71, com eficiência (η) da célula solar de
15,5%. Quando se coloca o valor da resistência de trilha medido de 0,26 Ω em
células sem filme anti-reflexo, os valores encontrados são: Jsc = 33 mA/cm2, FF =
0,68 e η = 12,9%. A Voc não se altera. Portanto, os valores medidos da eficiência
das células são influenciados, principalmente pela alta resistência da trilha. Além
disso, podem existir problemas de aderência, aumentando a resistência de contato.
Em resumo, identificaram-se os seguintes problemas na implementação da
malha metálica por deposição química sem eletrodos: a alta resistividade da trilha
metálica, falta de aderência da malha metálica na face n+ e na face p+ e baixa
reprodutibilidade do processo.
5.5.2 Deposição de Prata sobre Prata Evaporada
Foi implementado um processo de metalização de maior qualidade por
evaporação de metais, para comprara os resultados do processo desenvolvido por
deposição química sem eletrodos. A metalização por evaporação consiste em
evaporar em vácuo Ti e Ag, na face n+ e extrair o metal excedente pela técnica de
lift-off [67]. A seguir, deposita-se alumínio de alta pureza e prata sobre toda a
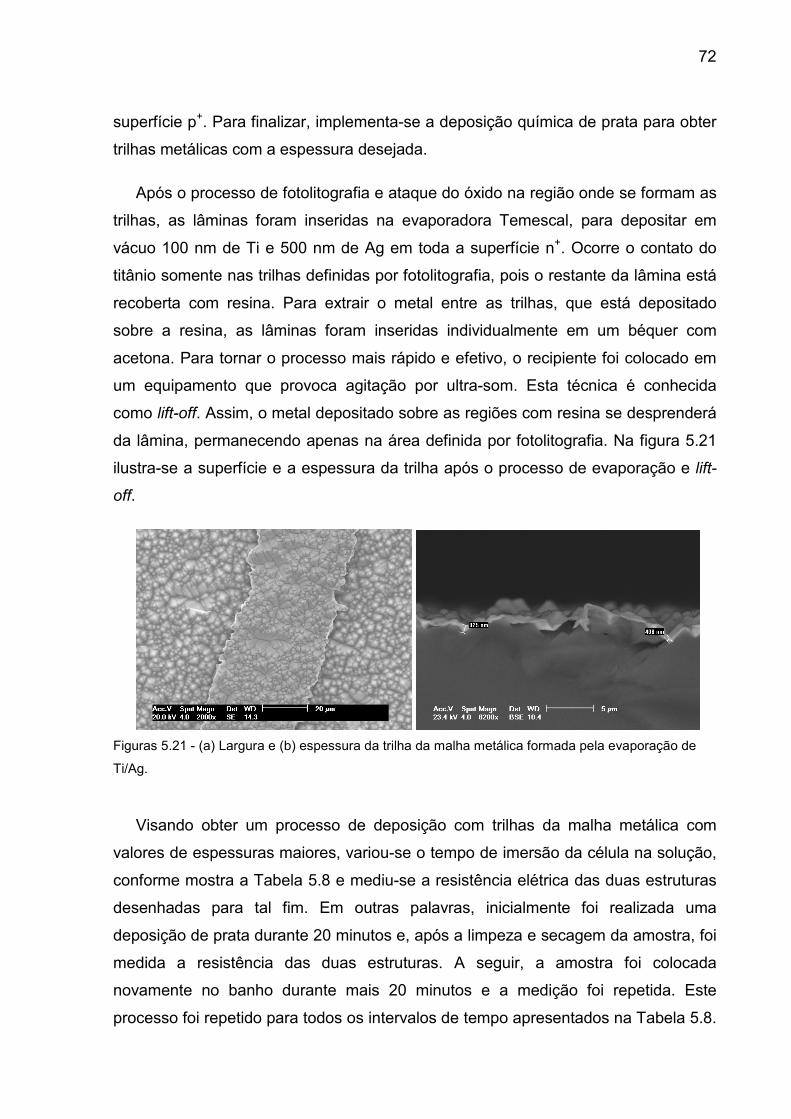
72
superfície p+. Para finalizar, implementa-se a deposição química de prata para obter
trilhas metálicas com a espessura desejada.
Após o processo de fotolitografia e ataque do óxido na região onde se formam as
trilhas, as lâminas foram inseridas na evaporadora Temescal, para depositar em
vácuo 100 nm de Ti e 500 nm de Ag em toda a superfície n+. Ocorre o contato do
titânio somente nas trilhas definidas por fotolitografia, pois o restante da lâmina está
recoberta com resina. Para extrair o metal entre as trilhas, que está depositado
sobre a resina, as lâminas foram inseridas individualmente em um béquer com
acetona. Para tornar o processo mais rápido e efetivo, o recipiente foi colocado em
um equipamento que provoca agitação por ultra-som. Esta técnica é conhecida
como lift-off. Assim, o metal depositado sobre as regiões com resina se desprenderá
da lâmina, permanecendo apenas na área definida por fotolitografia. Na figura 5.21
ilustra-se a superfície e a espessura da trilha após o processo de evaporação e lift-
off.
Figuras 5.21 - (a) Largura e (b) espessura da trilha da malha metálica formada pela evaporação de
Ti/Ag.
Visando obter um processo de deposição com trilhas da malha metálica com
valores de espessuras maiores, variou-se o tempo de imersão da célula na solução,
conforme mostra a Tabela 5.8 e mediu-se a resistência elétrica das duas estruturas
desenhadas para tal fim. Em outras palavras, inicialmente foi realizada uma
deposição de prata durante 20 minutos e, após a limpeza e secagem da amostra, foi
medida a resistência das duas estruturas. A seguir, a amostra foi colocada
novamente no banho durante mais 20 minutos e a medição foi repetida. Este
processo foi repetido para todos os intervalos de tempo apresentados na Tabela 5.8.
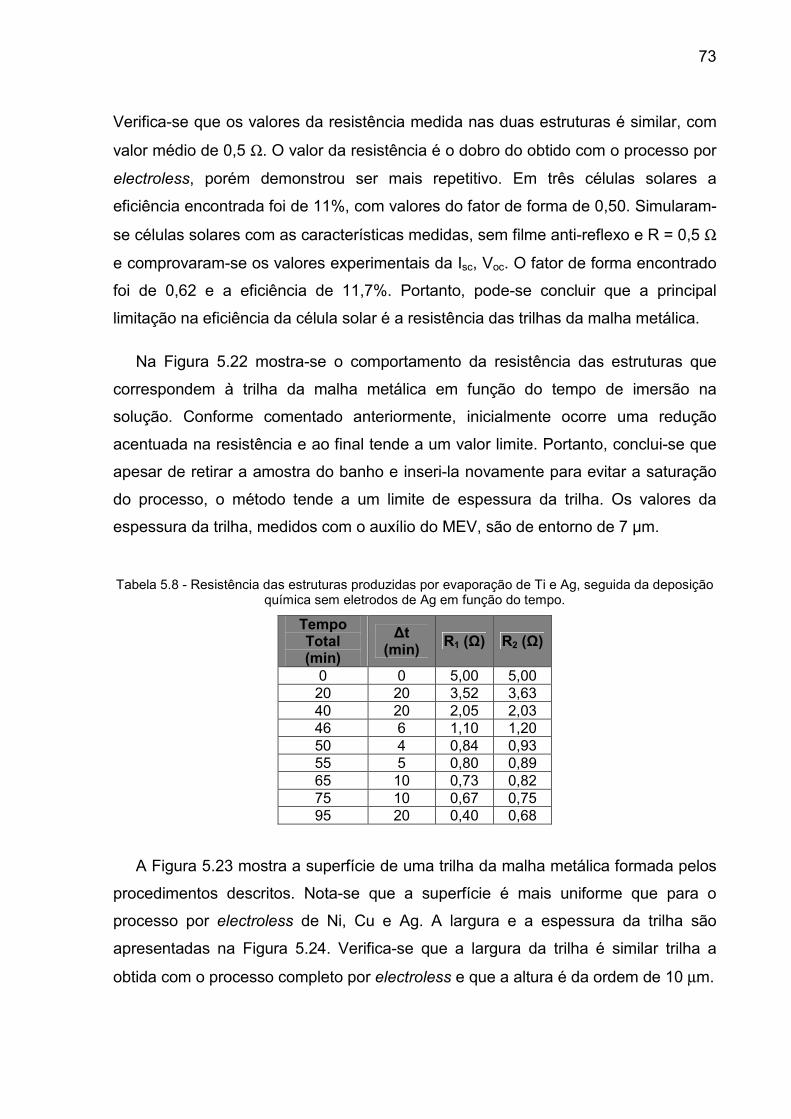
73
Verifica-se que os valores da resistência medida nas duas estruturas é similar, com
valor médio de 0,5 Ω. O valor da resistência é o dobro do obtido com o processo por
electroless, porém demonstrou ser mais repetitivo. Em três células solares a
eficiência encontrada foi de 11%, com valores do fator de forma de 0,50. Simularam-
se células solares com as características medidas, sem filme anti-reflexo e R = 0,5 Ω
e comprovaram-se os valores experimentais da Isc, Voc. O fator de forma encontrado
foi de 0,62 e a eficiência de 11,7%. Portanto, pode-se concluir que a principal
limitação na eficiência da célula solar é a resistência das trilhas da malha metálica.
Na Figura 5.22 mostra-se o comportamento da resistência das estruturas que
correspondem à trilha da malha metálica em função do tempo de imersão na
solução. Conforme comentado anteriormente, inicialmente ocorre uma redução
acentuada na resistência e ao final tende a um valor limite. Portanto, conclui-se que
apesar de retirar a amostra do banho e inseri-la novamente para evitar a saturação
do processo, o método tende a um limite de espessura da trilha. Os valores da
espessura da trilha, medidos com o auxílio do MEV, são de entorno de 7 µm.
Tabela 5.8 - Resistência das estruturas produzidas por evaporação de Ti e Ag, seguida da deposição química sem eletrodos de Ag em função do tempo.
Tempo Total (min)
∆t (min)
R1 (Ω) R2 (Ω)
0 0 5,00 5,00 20 20 3,52 3,63 40 20 2,05 2,03 46 6 1,10 1,20 50 4 0,84 0,93 55 5 0,80 0,89 65 10 0,73 0,82 75 10 0,67 0,75 95 20 0,40 0,68
A Figura 5.23 mostra a superfície de uma trilha da malha metálica formada pelos
procedimentos descritos. Nota-se que a superfície é mais uniforme que para o
processo por electroless de Ni, Cu e Ag. A largura e a espessura da trilha são
apresentadas na Figura 5.24. Verifica-se que a largura da trilha é similar trilha a
obtida com o processo completo por electroless e que a altura é da ordem de 10 µm.
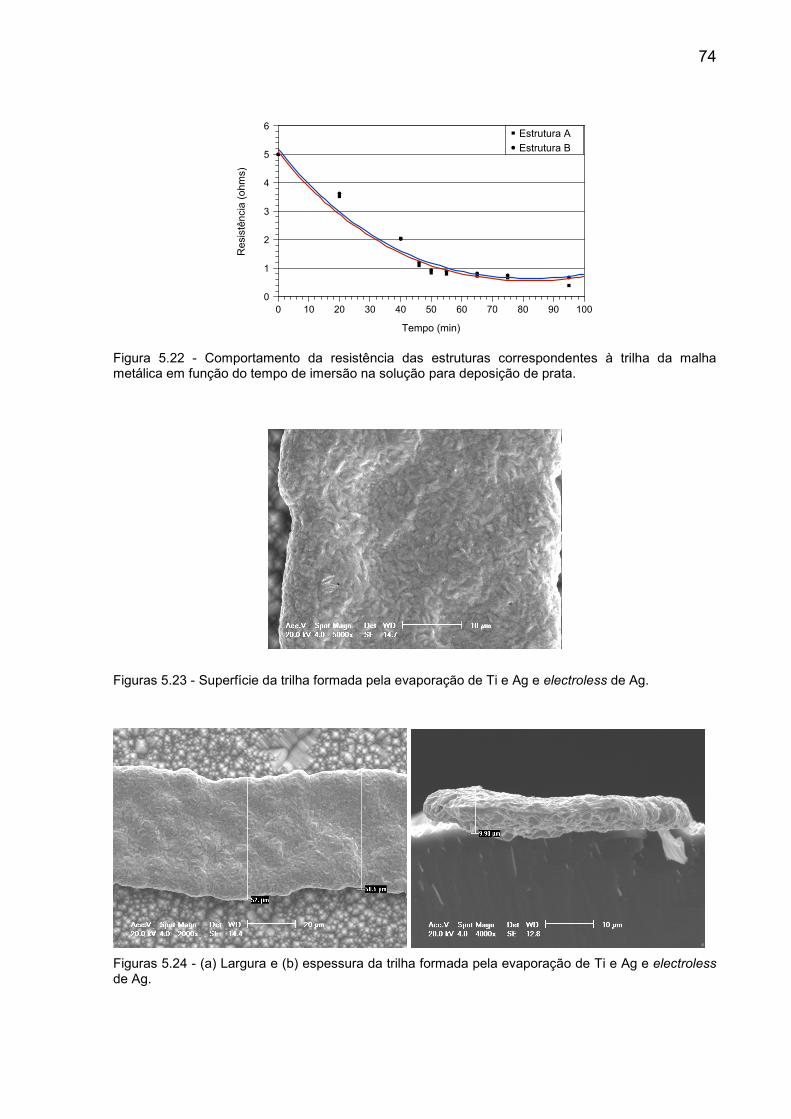
74
,
,
,
,
,, , , ,
)
)
)
)
)) ) ) )
0 10 20 30 40 50 60 70 80 90 100
Tempo (min)
0
1
2
3
4
5
6
Resistência (ohms)
Estrutura B
Estrutura A
)
,
Figura 5.22 - Comportamento da resistência das estruturas correspondentes à trilha da malha metálica em função do tempo de imersão na solução para deposição de prata.
Figuras 5.23 - Superfície da trilha formada pela evaporação de Ti e Ag e electroless de Ag.
Figuras 5.24 - (a) Largura e (b) espessura da trilha formada pela evaporação de Ti e Ag e electroless de Ag.
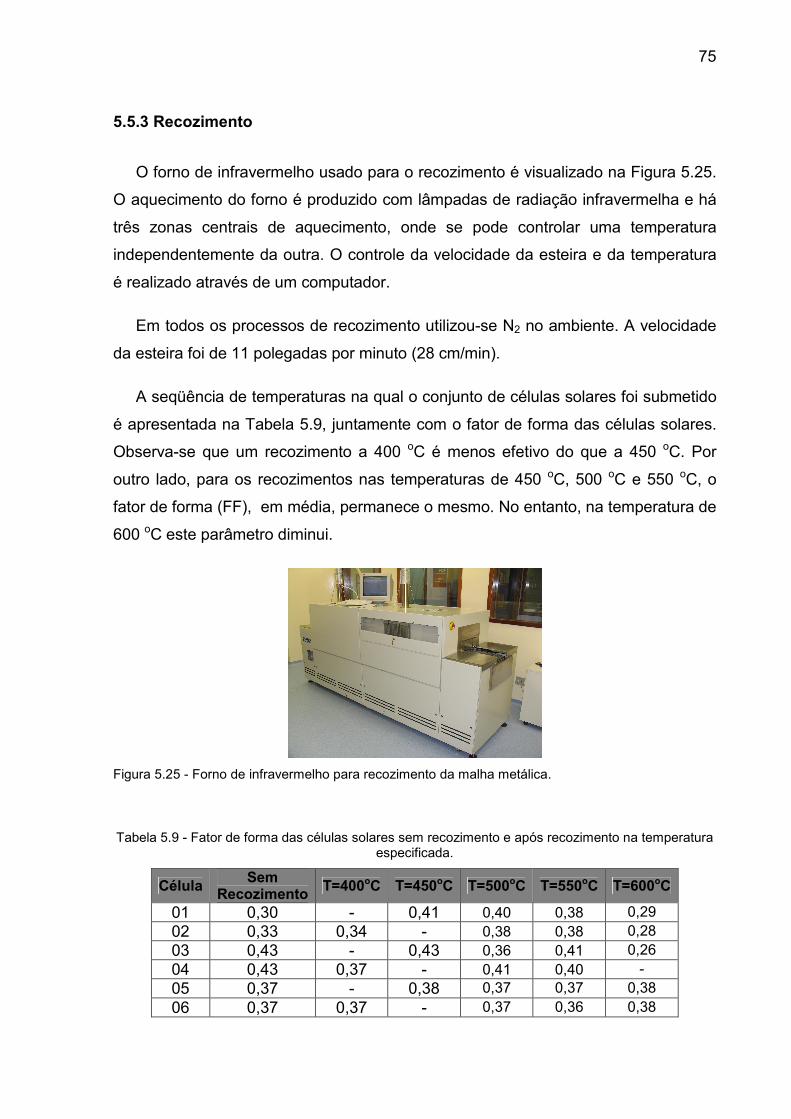
75
5.5.3 Recozimento
O forno de infravermelho usado para o recozimento é visualizado na Figura 5.25.
O aquecimento do forno é produzido com lâmpadas de radiação infravermelha e há
três zonas centrais de aquecimento, onde se pode controlar uma temperatura
independentemente da outra. O controle da velocidade da esteira e da temperatura
é realizado através de um computador.
Em todos os processos de recozimento utilizou-se N2 no ambiente. A velocidade
da esteira foi de 11 polegadas por minuto (28 cm/min).
A seqüência de temperaturas na qual o conjunto de células solares foi submetido
é apresentada na Tabela 5.9, juntamente com o fator de forma das células solares.
Observa-se que um recozimento a 400 oC é menos efetivo do que a 450 oC. Por
outro lado, para os recozimentos nas temperaturas de 450 oC, 500 oC e 550 oC, o
fator de forma (FF), em média, permanece o mesmo. No entanto, na temperatura de
600 oC este parâmetro diminui.
Figura 5.25 - Forno de infravermelho para recozimento da malha metálica.
Tabela 5.9 - Fator de forma das células solares sem recozimento e após recozimento na temperatura especificada.
Célula Sem
Recozimento T=400oC T=450oC T=500oC T=550oC T=600oC
01 0,30 - 0,41 0,40 0,38 0,29 02 0,33 0,34 - 0,38 0,38 0,28 03 0,43 - 0,43 0,36 0,41 0,26 04 0,43 0,37 - 0,41 0,40 - 05 0,37 - 0,38 0,37 0,37 0,38 06 0,37 0,37 - 0,37 0,36 0,38
76
Para confirmar os resultados a mesma análise foi realizada para a tensão de
circuito aberto (Voc). Os resultados são apresentados na Tabela 5.10. A comparação
dos resultados demonstra que os maiores valores da Voc ocorrem para a temperatura
de recozimento de 550 oC. Um comportamento similar foi verificado para a corrente
de curto-circuito (Isc). Então, conclui-se que a temperatura de recozimento no forno
de infravermelho deve ser 550 oC.
Tabela 5.10 - Tensão de circuito aberto (mV) das células solares sem recozimento e após recozimento na temperatura especificada.
Célula Sem
Recozimento T=400oC T=450oC T=500oC T=550oC T=600oC
01 190 - 513 515 543 540 02 325 393 - 470 541 537 03 517 - 530 527 549 - 04 505 507 - 516 548 - 05 531 - 533 534 532 531 06 527 527 - 527 524 525
6 CONCLUSÕES E CONTINUIDADE
Os objetivos desta dissertação foram implementar e otimizar o processo para
obtenção do emissor n+, o processo de gettering bem como a metalização por
deposição química sem eletrodos em substrato de silício Czochralski, tipo p.
Nas simulações das regiões frontal e posterior, se constatou a possibilidade de
obter dispositivos com 18% de eficiência, para metalizações realizadas por
electroless com intervalos de resistência de folha de 114 Ω/ a 148 Ω/ .
O tempo e a temperatura de difusão para formar o emissor n+ no forno de difusão
convencional, a partir da deposição do líquido Phosphorus Film P509 foram
otimizados experimentalmente para obter a resistência de folha simulada e
processos de gettering efetivos. Constatou-se que a temperatura de 800 oC e tempo
de difusão de 15 minutos, resultam em valores da resistência de folha de 80 Ω/ e
tempo de vida dos portadores minoritários de 300 µs. O aumento neste último
parâmetro é de 400%, comprovando-se que os processos de gettering são efetivos.
Um processo de decapagem do emissor n+ foi implementado para ajustar a
resistência de folha. Porém, simulações de células solares com o programa PC-1D
comprovaram que a resistência de folha de 80 Ω/ produz dispositivos com
eficiência da ordem de 18% para o valor do tempo de vida dos minoritários medido.
A metalização por deposição química sem eletrodos, também denominada de
electroless, foi implementada pela deposição de Ni, Cu e Ag. Para depositar um
filme de níquel de aproximadamente 1 µm, foi necessário ativar a superfície em uma
78
solução com paládio, durante um minuto. A deposição foi implementada no banho
SURTEC 830-B e na temperatura de 62 °C durante um tempo de 25 min. O
processo de deposição química do cobre foi implementado na solução
COBREFLASH CI-160 e temperatura de 23 °C durante 25 minutos e, segundo o
boletim do banho, a espessura do filme é de 0,3 µm a 0,5 µm. A deposição de prata
foi implementada no banho Pré-ElectroSilver na temperatura de 23 oC. No primeiro
processo as amostras foram inseridas na solução por 5 minutos, retiradas e
inseridas novamente por 20 minutos. A espessura, medida no MEV, foi da ordem de
6 µm. A seguir, uma subseqüente deposição foi realizada por 20 minutos e a
espessura encontrada foi de 10 µm. Mediram-se valores da resistência elétrica nas
estruturas de 3 mm de comprimento, desenhadas para tal fim, de 0,26 Ω. A
eficiência dos protótipos de células solares fabricados sem filme anti-reflexo foi de 10
%, com valores baixos do fator de forma da ordem de 0,5. Para células com valores
da resistência da estrutura desejados, podem-se obter dispositivos com eficiência de
15,5 %. O processo demonstrou ser pouco repetitivo. Porém, um processo inserindo
as lâminas em intervalos de tempo determinados pode ser eficaz.
Para comparar os resultados obtidos com a malha metálica depositada por
electroless, foi implementado o processo de metalização por evaporação seguido da
deposição de prata por electroless. Foram desenvolvidos três processos de
deposição de prata. Constatou-se que no processo onde as lâminas são inseridas e
retiradas da solução, em intervalos de tempo específicos, apresentou os melhores
resultados. Concluiu-se que a deposição de prata por electroless sobre prata
evaporada deve ser implementada em etapas nas quais as lâminas são inseridas e
retiradas do banho. Para a deposição executada em oito etapas com um tempo total
de 95 minutos, a espessura das trilhas da malha metálica obtida foi de 7 µm e a
resistência da estrutura de medida de 3 mm de comprimento foi de 0,5 Ω, a
temperatura. Constatou-se que a temperatura adequada de recozimento deve ser
de 550 oC, com N2 no ambiente. A eficiência dos protótipos de células solares, sem
filme anti-reflexo, foi de 11 %, com fator de forma de 0,5. Portanto, concluiu-se que
ambos os processos de metalização apresentaram resultados similares.
Como continuidade deste trabalho sugere-se:
- Otimizar experimentalmente a região de BSF formada com o dopante o líquido Poly
79
Boron film PBF20 e pela evaporação de alumínio;
- Viabilizar a difusão simultânea de ambas as faces das células solares;
- Aprofundar a análise da deposição de prata por electroless em várias etapas e
estudar a máxima espessura depositada.
7 REFERÊNCIAS BIBLIOGRÁFICAS
1 SCHEER, H. The solar age. Deutschland Magazine, Frankfurt, dez. , 2000.
2 GELLING, S. Snapping together a PV system. Photon International, Aachen, mai., 2006.
3 JONES, J. California, not dreaming. Renewable Energy World, London, jun. 2006.
4 ZANESCO, I. et al. Implementação e análise de sistemas fotovoltaicos autônomos. X Congresso Brasileiro de Energia, Rio de Janeiro, 2004, p. 530-541.
5 MOEHLECKE, A. Células solares eficientes e de baixo custo. XVIII Prêmio Jovem Cientista e Prêmio Jovem Cientista do Futuro, Brasília, 2002, p. 15-76.
6 GREEN, M. A. Solar Cells. Rosebery: Bridge Printery Pty, 1992, 274p.
7 GOETZBERGER, A.; KNOBLOCH, J. E.; VOSS, B. Crystalline silicon solar cells. Chinchester: John Willey & Sons, 1998, 237p.
81
8 LUQUE, A. Solar cells and optics for photovoltaic concentration. Bristol and Philadelphia: Adam Hilger, 1989, 531p.
9 DEL CAÑIZO, C. et al. Cz bifacial solar cells. IEEE Electron Device Letters, v. 21, n. 4, 2000, p. 179-180.
10 ROHATGI, A. et al. Understanding and implementation of rapid thermal technologies for high-efficiency silicon solar cells. IEEE Transactions on Electron Devices, v. 46, n. 10, p. 1970-1977, 1999.
11 DOSH, P. et al. Rapid thermal processing of high-efficiency silicon solar cells with controlled in-situ annealing. Solar Energy Materials and Solar Cells, v. 41, n.42, p. 31-39, 1996.
12 NOEK, S. et al. Optimized rapid thermal process for high efficiency silicon solar cells. Solar Energy Materials and Solar Cells, v. 65, n. 1, p. 495-501, 2001.
13 EBONG, A. et al. A comprehensive study of the performance of silicon screen-printed solar cells fabricated with belt furnace emitters. In: 20th European Photovoltaic Solar Energy Conference, Barcelona, 2005, p. 1194-1197.
14 COUSINS, P.; HONSBERG, C.; COTTER, J. Single high temperature step selective emitter structures using spin-on dopant sources. In: Conference Record, 29th IEEE Photovoltaic Specialits Conference, New Orleans, 2002, p. 281-284.
15 JUVONEN, T.; HÄRKÖNEN, J. H.; KUIVALAINEN, P. High efficiency single crystalline silicon solar cells. Physica Scripta, v. 101, p. 96-98, 2002.
16 LAUTENSCHLAGER, H. et al. Mc-silicon solar cells with >17% efficiency. In: 26th IEEE Photovoltaic Specialists Conference, Anaheim, 1997, p. 7-12.
17 AURREKOTXEA, L. Recombinación superficial y de volumen en células solares con tecnología fósforo-aluminio sobre silicio. Tese de Doutorado. Universidade Politécnica de Madrid, Madrid, 2002, 176p.
82
18 DEL CAÑIZO, C. Procesos de extracción de impurezas contaminantes y aplicación a estructuras de células solares. Tese de Doutorado. Universidade Politécnica de Madrid, Madrid, 2000, 200p.
19 DAVIS, J. et al. Impurities in silicon solar cells. IEEE Transactions on Electron Devices, v. 27, n.1, p. 677-687, 1980.
20 WEBER, E. R. Transition metals in silicon. Applied Physics A: Materials Science & Processing, v. 30, n.1, p. 1-22, 1983.
21 GRAFF, K. Metal impurities in silicon device Fabrication. Berlin: Springer - Verlag, 1994, 216p.
22 PLEKHANOV et al. Modeling of gettering of precipitated impurities from Si for carrier lifetime improvement in solar cell applications. Journal of Applied Physics, v.86, n.5, p. 2453-2458, 1999.
23 THOMPSON, R.; TU, K. Low temperature gettering of Cu, Ag and Au across a wafer of Si by Al, Applied Physics Letters, v. 41, n.5, p. 440-442, 1982.
24 JOSHI, S.; GÖSELE, U.; TAN, T. Improvement of minority carrier diffusion length in Si by Al gettering, Journal Applied Physics, v. 77, n. 5, p. 3858-3863, 1995.
25 HIESLMAIR, H.; WEBER, E. Aluminum backside segregation gettering. In: 25th IEEE Photovoltaic Specialists Conference, 1996, Washington, 1996, p. 441-444.
26 MCHUGO, S.; HIESLMAIR, H.; WEBER, E. Aluminium gettering in single and multicrytalline silicon. In: 5th Workshop on the Role of Impurities and Defects in silicon Device Processing, Colorado, 1995, p. 133-136.
27 SHUBERT, W.; GEE, J. Phosphorus and aluminium gettering - investigation of synergistic effects in single-crystal and multicrystaline silicon. In: 25th IEEE Photovoltaic Specialists Conference, Washington, 1996, p. 437-440.
83
28 JOSHI, S. M. Improvement of minority carrier diffusion length in Si by Al gettering. Journal Applied Physics, v. 77, n.8, p. 3858-3863, 1995.
29 BRUTON, T. M. et al. Maximizing minority carrier lifetime in high efficiency screen printed silicon BSF cells. In: 10th European Photovoltaic Solar Energy Conference and Exhibition, Barcelona, 1991, p. 667-669.
30 LUQUE, A. Segregation model for Si gettering by Al, Physica Status Solidi A. v.155, p. 42-49, 1995.
31 MAHFOUD, K.; PIVAC, B.; MULLER, J. C. P/Al co-gettering effectiveness in various polycrystalline silicones. Solar Energy Materials and Solar Cells, v.46, p. 123-131, 1997.
32 HARTITI, B. et al. P. Large diffusion length enhancement in silicon by rapid thermal codiffusion of phosphorus and aluminum. Journal Applied Physics, v.63, p. 1249-1251, 1993.
33 KANG, J.; SCHRODER, D. Gettering in silicon. Journal Applied Physics, v.65, n. 8, p. 2974-2985, 1989.
34 SANTANA, G. et al. Gettering effects by aluminum upon the dark and illuminated I-V characteristics of n+pp+ silicon solar cells. Solar Energy Materials and Solar Cells, v.62, n. 4, p.369, 2000.
35 AURREKOETXEA, L. et al. Measurement of bulk and rear recombination components and application to solar cells with an Al back layer. Solid-State Electronics, v.49, p. 49-55, 2005.
36 PERICHAUD, I. Gettering of impurities in solar silicon. Solar Energy Materials & Solar Cells, v.72, p. 315-326, 2002.
37 OURMAZD, A.; SCHRÖTER, W. Phosphorus gettering and intrinsic gettering of nickel in silicon. Applied Physics Letters, v.45, n. 7, p. 781-783, 2002.
84
38 LECROSNIER, D. et al. Gold gettering in silicon by phosphorus diffusion and argon implantation: mechanisms and limitations, Journal of Applied Physics, v.52, n.8, p. 5090-5097, 1981.
39 SCHRÖTER, W.; KÜHNAPFEL, R. Model describing phosphorus diffusion gettering of transition elements in silicon. Applied Physics Letters, v.56, n. 22, p. 2207-2209, 1990.
40 BRONNER, G. B.; PLUMMER, J. D. Gettering of gold in silicon: a tool for understanding the properties of silicon interstitials, Journal of Applied Physics, v.61, n. 12, p. 5286-5298, 1987.
41 COFFA, S. et al. Kinetics and thermodynamics constraints in Pt gettering by P diffusion in Si. Journal of Applied Physics, v.80, n.1, p. 161-166, 1996.
42 SIMON, J.; PERICHAUD, I. Influence of oxygen on the recombination strength of dislocations in silicon wafers. Materials Science and Engineering: B, v.36, n.1, 1996, p. 183-186.
43 MCHUGO, S. A et al. Competitive gettering of copper in Czochralski silicon by implantation-induced cavities and internal gettering sites. Applied Physics Letters, v.69, n.20, p.3060-3062, 1996.
44 MAHFOUD, K. et al. Influence of carbon and oxygen on phosphorus and aluminum co-gettering in silicon solar cells. Materials Science and Engineering: B, v.36, n.1, p.63-67, 1996.
45 SCHUBERT, W.; GEE, J. M. Phosphorus and aluminum gettering - investigation of synergistic effects in single crystal and multicrystalline silicon. In: 25th IEEE Conference Record of the Photovoltaic Specialists, Washington, p. 437-440, 1996.
46 SCHINDLER, R. The art of living with defects in silicon: gettering and passivation. Solid State Phenomenon, v.37, p. 343-346, 1994.
85
47 HIESLMAIR, H.; MCHUGO, S. A.; WEBER, E. External gettering comparison and structural characterization of single and polycrystalline silicon. Materials Research Society Symposium Proceedings, v.378, p.327-332, 1995.
48 KVEDES, V. et al. Simulation of al and phosphorus diffusion gettering in si. Material Science and Engineering: B, v.71, n.1, p.175-181, 2000.
49 SHAO, L. et al. Boron diffusion in silicon: the anomalies and control by point engineering. Materials Science and Engineering: B, v.42, n.1, p. 65-114, 2003.
50 MYERS, S. M. et al. Metal gettering by boron-silicide precipitates in boron-implatented silicon. Nuclear Instruments and Methods in Physis Research, v.127, p. 291-296, 1997.
51 MALLMANN, A. P. Metalização serigráfica de células solares bifaciais fabricadas por processos térmicos rápidos. Dissertação de Mestrado, PUCRS, Porto Alegre, a ser defendida.
52 CUEVAS, A.; RUSSEL, D. Co-optimisation of the emitter region and the metal grid of silicon solar cells. Progress in photovoltaics: Research and applications, v. 8, n.6, p. 603-616, 1992.
53 SCHRODER K. Semiconductor Material and Device Characterisation. New York: John Wiley & Sons, 1990, 800p.
54 KING D.; BUCK M. Experimental optimization of anisotropic etching process for random texturization of silicon solar cells. In: Conference Record, 22nd IEEE Photovoltaic Specialits Conference, Las Vegas, 1991, p.303-308.
55 GEE, J.; WENHAM, S. Advanced processing of silicon solar cells, In: Tutorial Conference Record, 23rd IEEE Photovoltaic Specialits Conference, Louisville, 1993.
56 Lifetime Factors in Silicon. ASTM Special Technical Publication 712, ASTM, Philadelphia, 1980, 250p.
86
57 YABLANOVITCH, E.; GMITTER, T. A contactless minority lifetime probe of heterostructures, surfaces, interfaces and bulk wafers. Solid-State Electronics, v.35, n. 3, 1992, p. 216-267.
58 IRE Standards on Measurement of Minority-carrier Lifetime in Germanium and Silicon by the Method of PCD, 61 IRE 28. S2.
59 JIMENO, J. C. Caracterización y fabricación de células solares bifaciales de silício policristalino. Tese de Doutorado. Universidade Politécnica de Madrid, Madrid, 1987, 280p.
60 KERN, W. The evolution of silicon wafer cleaning technology. Journal Electrochemical Society, v.137, n. 6, p. 1887-1891, 1990.
61 FILMTRONICS Inc. Semiconductor Process Materials, Manual for spin-on diffusants, Pensylvania, 1999.
62 PETER, S. et al. RTP processing 17,5% efficient silicon solar cells featuring a record small thermal budget. 16th European Photovoltaic Solar Energy Conference, Glasgow, 2000, p.1-6.
63 CECCHINI, T. Otimização das regiões altamente dopadas de células solares fabricadas por processos térmicos rápidos. Dissertação de Mestrado, PUCRS, Porto Alegre, 2003, 101p.
64 CABALLERO, L. et al. Influence of P gettering thermal step on light-induced degradation in Cz Si. Solar Energy Materials & Solar Cells, v. 88, p. 247-256, 2005.
65 SANA, P.; SALAMI, J.; ROHATGI, A. Fabrication and analysis of high-efficiency polycrystalline silicon solar cells. IEEE Transactions on Electron Devices, v. 40, n. 8, 1993, p. 1461-1468.
66 DEMESMAEKER, E. Theoretical and experimental study of advanced concepts for high efficiency crystalline silicon solar cells. Tese de Doutorado. Katholieke Universiteit Leuven, 1993, 185 p.
87
67 MOEHLECKE, A. Conceptos Avanzados de Tecnologia para Células Solares com emisores p+ dopados com boro. Tese de Doutorado. Universidade Politécnica de Madri, Madri, 1996, 202p.
68 TSAI, J. Shallow phosphorus diffusion profiles in silicon. Proceedings of the IEEE, v. 57, n. 9, p. 1499-1969, 1969.
69 MOEHLECKE, A. et al. Processamento de células solares de silício com material de baixo custo Seminário Nacional de Produção e Transmissão de Energia Elétrica, GPT-02, Uberlândia, 2003.
70 LEE, E.; KIM, D.; LEE, S. Ni/Cu metallization for low-cost hight-efficiency PERC cells. Solar Energy Materials and Solar Cells, n. 74, p. 65-70, 2002.
71 LOWENHEIM, F. A. Electroplating, McGraw-Hill, New York, 1978, 594p.
72 PAN, A. C. Processo de fabricação de células solares bifaciais em fornos de aquecimento rápido. Dissertação de Mestrado. Pontifícia Universidade Católica do Rio Grande do Sul, 2004. D
73 BERGER, H. H. Models for contacts to planar devices. Solid-State Electronics, v.15, n.2, p. 145-158, 1972.
74 CHONG, C.; WENHAM, S.; GREEN, M. High-efficiency, laser grooved, buried contact silicon solar cells, Applied Physics Letters, v.52, n.5, p. 407-409, 1988.
75 GUO, J.; JEFFREY, E. Interdigitated backside buried contact solar cells. Proceedings of 3rd World Conference on Photovoltaic Energy Conversion, Osaka, 2003, p. 11-18.
76 KUMAR, P. S.; NAIR, P. K. Structural transformations in electroless Ni-P-B deposits, Plating and Surface Finishing, v. 71, n. 5, p. 96-100, 1994..
88
77 GRAHAM, A. H. et al. The structure and mechanical properties of electroless nickel. Journal Electrochemical Society, v.112, n. 4, p. 401-412, 1965.
78 KAZUYUKI, S.; UENO, N. Composition and crystallinity of electroless nickel, Plating and Surface Finishing, v.131, n. 1, p. 111-116, 1984.
79 GOLDENSTEIN, A. et al. Additives for electroless nickel alloy coating processes. Metal Finishing, v. 99, n. 2, p. 77-83, 2001.
80 JAPPES, W; MAMOORTHY, B; IR, K. A study on the influence of process parameters on efficiency and crytallinity of electroless Ni-P deposits. Journal of Materials Processing Technology, Article in press.
81 DAS, L; CHIN, D. Effect of bath stabilizers on electroless nickel deposition on ferrous substrates, Plating and Surface Finishing, v.83, n.8 p. 55-61, 1996.
82 SAMPATH, K; NAIR K. Studies on crystallization of electroless Ni–P deposits, Journal of Materials Processing Technology, v.56, n.1, p. 511–520, 1996.
83 KARMALKAR, S.; MARJORIE, R.; SUMITHRA, V. G. Adhesion of electroless nickel plating on polished silicon, Journal of Adhesion Science and Technology, v.16, n. 11, p. 1501-1507, 2002.
84 COLEMAN, M.; PRYOR, R.; SPARKS, T. The Pd2Si/Pd/Ni-solder plated metallization system for silicon solar cells. Proceedings of the 13th IEEE Photovoltaic Specialists Conference, p. 597-602, 1978.
85 KARMALKAR, S.; BANERJEE, J. A Study of Immersion Processes of Activating Polished Crystalline Silicon for Autocatalytic Electroless Deposition of Palladium and Other Metals. Journal of the Electrochemical Society, v.146, n. 2, p. 580-584, 1999.
86 RAMOS, C. R. Processo de Metalização de Células Solares por Deposição Química Ni/Cu/Ag. Relatório de Estágio Supervisionado – PUCRS, 2003.
89
87 MONDAL, A. Ni-B deposits on p-silicon using borohydride as a reducing agent, Material Research Bulletin, v.39, n.15, p. 2187-2192, 2004.
88 LIU, C. et al. Interfacial reactions of electroless nickel thin films on silicon. Apllied Surface, v. 243, n.4, p. 261-266, 2005.