Download - Otimizacao de Um Trem de Destilacao
Universidade Federal da Bahia Escola Politécnica
1
UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
MESTRADO ACADÊMICO EM ENGENHARIA QUÍMICA
Otimização de um Trem de Destilação com Estudo de Caso:Purificação de 2-etil hexanol
Autor: Wagner Almeida Mônaco Conceição
Orientador: Professor Dr. Ricardo de Araújo Kalid
Salvador – Bahia
Abril/2006
Universidade Federal da Bahia Escola Politécnica
2
UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
MESTRADO ACADÊMICO EM ENGENHARIA QUÍMICA
Otimização de um Trem de Destilação com Estudo de Caso:Purificação de 2-etil hexanol
Autor: Wagner Almeida Mônaco Conceição
Orientador: Professor Dr. Ricardo de Araújo Kalid
Dissertação de Mestrado apresentada à Universidade Federal da Bahia, Mestrado em Engenharia Química como parte dos requisitos exigidos para a obtenção do título de Mestre em Engenharia Química.
Salvador – Bahia Abril/2006
Universidade Federal da Bahia Escola Politécnica
3
UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
A comissão examinadora, abaixo assinada, aprova a Dissertação “Otimização de um Trem de Destilação com Estudo de Caso:Purificação de 2-etil hexanol” elaborada por Wagner Almeida Mônaco Conceição, como requisito parcial para a obtenção de Grau de Mestre em Engenharia Química.
Salvador, 06 de abril de 2006
Comissão Examinadora:
Prof. Dr.Ricardo de Araújo Kalid
Prof. Dr. Cristiano Hora de Oliveira Fontes
Prof. Dr. Sérgio Bello Neves
Eng. M.Sc. Otto Ricardo de Oliveira Apenburg
Universidade Federal da Bahia Escola Politécnica
4
Otimização de um Trem de Destilação com Estudo de Caso: Purificação de 2-etil hexanol
Dissertação de Mestrado defendida por Wagner Almeida Mônaco Conceição e aprovada em 06 de abril de 2006
pela banca examinadora.
Este exemplar corresponde à versão final que atende às recomendações formuladas pela banca examinadora da
Dissertação de Mestrado Acadêmico em Engenharia Química.
______________________________________________
Orientador

Universidade Federal da Bahia Escola Politécnica
i
Às pessoas que mais amo: meus pais, minha mulher e meus filhos,
com muito amor e carinho.
Universidade Federal da Bahia Escola Politécnica
ii
Agradecimentos
Agradeço à antiga CIQUINE no nome do Eng. Gélio Macedo, que
acreditando no meu potencial me liberou para realização deste projeto. Este
agradecimento se estende para a ELEKEIROZ, na pessoa do Diretor
Industrial Julião Escudero e o Gerente Executivo Frederico Feijó de Sá, que
permitiram e incentivaram a continuidade deste trabalho.
Agradeço aos colegas de trabalho, Otto, Gisella, Bradson, Jorge
Eduardo, Hilca, Nádia, Marcos André, Ricardo Alexandre, Militão, Lucíoldo,
Ana e vários outros, que muito me ajudaram na coleta de dados e
interpretação dos resultados.
Agradeço a Simões, Carlos Francisco e Zélia por terem se oferecido
com muita disponibilidade a fazer a revisão do texto. A Cathia Ryane,
Humberto, Salvador, Kátia Oliveira e Silvana Mattedi pelas experiências que
me passaram.
Ao meu orientador Ricardo Kalid por ter entrado comigo neste
projeto e por ter conduzido a realização do trabalho com muita consistência.
Agradeço a Bartira, minha irmã, que com seu exemplo, me dando
uma série de orientações, não me deixou desanimar. Fica também o
agradecimento aos meus outros irmãos, Graça, Válter e Walker pela força
que sempre me deram.
A minha mãe, Lourdes, que despertou em mim a busca pelo saber.
Ao meu pai e mestre da vida, Válter, que foi um grande entusiasta do
crescimento pelo conhecimento, vai uma homenagem toda especial. Tenho
certeza que lá do céu sempre esteve comigo neste desafio.
Universidade Federal da Bahia Escola Politécnica
iii
A minha mulher, Fátima, e aos meus filhos Felipe e Lara, pela
compreensão e aceitação dos momentos em que estive ausente deles para
me dedicar a este trabalho.
Ofereço a DEUS este meu trabalho como uma oração de
agradecimento pelas bênçãos sobre bênçãos que tenho recebido DELE.
Universidade Federal da Bahia Escola Politécnica
iv
Epígrafe
“Ainda que eu falasse as línguas dos homens e dos anjos, se não
tiver amor sou como o bronze que soa, ou como o címbalo que retine.
Mesmo que eu tivesse o dom da profecia, conhecesse todos os mistérios e
toda a ciência; mesmo que tivesse toda a fé, a ponto de transportar
montanhas, se não tiver amor, não sou nada. Ainda que distribuísse todos
os meus bens em sustento dos pobres e ainda que entregasse meu corpo
para ser queimado, se não tiver amor, de nada valeria!”
I Coríntios 13, 1-3
Universidade Federal da Bahia Escola Politécnica
v
Resumo
Uma das rotas de produção industrial de oxo-álcoois é a
hidrogenação de aldeídos em reator catalítico, e posterior purificação usando
um trem de colunas de destilação, composto por uma desidratadora, uma de
especificação do produto, uma de remoção de leves e uma de remoção de
pesados.
O objetivo desta pesquisa é estabelecer uma sistemática em que,
para cada condição operacional do reator de hidrogenação, seja definido um
conjunto ótimo para as variáveis manipuladas do trem de destilação, de
modo que se opere com o máximo de lucro.
Foi escolhido o sistema de purificação de 2-etil-hexanol como estudo
de caso para a aplicação da metodologia proposta, que consiste nas
seguintes etapas: a) seleção do sistema a ser estudado; b) definição do
problema de otimização; c) escolha de uma condição operacional base do
sistema em estudo; d) desenvolvimento de uma simulação do processo em
estudo ajustada com dados medidos na planta industrial; e) desenvolvimento
do modelo de otimização; f) mapeamento da função objetivo; g) construção
do otimizador; h) análise crítica dos resultados; i) análise de sensibilidade;
j) planejamento de implementação na planta industrial.
Os resultados obtidos usando o algoritmo BOX foram muito consistentes
e a metodologia desenvolvida se mostrou adequada para obtenção do ponto
ótimo e sua implementação na planta industrial. O consumo de vapor será
1800 kg/h menor, o que corresponde a uma redução do custo operacional de
R$ 1 000 000,00 por ano.
Palavras-chave: Otimização; Trem de destilação; Oxo-álcoois; BOX;
2-etil hexanol; Otimização de colunas de destilação.
Universidade Federal da Bahia Escola Politécnica
vi
Abstract
A route for oxo-alcohols industrial production is aldehyde
hydrogenation in a catalytic reactor, and followed by a purification using a
distillation column train, composed by a dehydration, a product specification,
a light compounds removal and a heavies compounds removal.
The objective of this research is to establish a systematics in which
for each hydrogenation reactor operational condition is defined an optimal set
of values to the manipulated variables of distillation train, in order to operate
this train to get maximum profit.
It was chosen 2-ethil hexanol production system to apply the
proposed methodology, that consists in the following steps: a) selection of
the system to be studied; b) optimization problem definition; c) choice of a
base operational condition for studied system; d) a process simulation
development of the case adjusted to the industrial plant measured data;
e) optimization model development; f) objective function mapping; g)
optimizer built-up; h) results critical analysis; i) doing sensibility analysis; j)
planning of results implementation in industrial plant.
The results got by using BOX algorithm were consistent and the
developed methodology showed itself suitable to be applied in the industrial
plant. Steam consumption will be less 1800 kg/h, which corresponds to an
operational costs reduction of R$ 1 000 000,00 a year.
Keywords: optimization; distillation train; oxo-alcohols; BOX;
2-ethyl hexanol; Distillation column optimization.
Universidade Federal da Bahia Escola Politécnica
vii
Otimização de um Trem de Destilação com Estudo de Caso: Purificação de 2-etil hexanol
Índice geral
Dedicatória............................................................................................................i
Agradecimentos...................................................................................................ii
Epígrafe...............................................................................................................iv
Resumo................................................................................................................v
Abstract................................................................................................................vi
Nomenclatura.......................................................................................................xi
1. Introdução e motivação....................................................................................1
1.1.Motivação.............................................................................................3
1.2. Apresentação da dissertação..............................................................6
2. Objetivo.............................................................................................................7
3. Revisão bibliográfica.........................................................................................8
3.1. Metodologia de otimização com restrição...........................................8
3.2. Algoritmo BOX e SQP.........................................................................9
3.3. Aplicação da metodologia de otimização à colunas de destilação....11
3.4. Algoritmo BOX e SQP - Aspectos teóricos........................................13
3.4.1 Método BOX..........................................................................14
3.4.2 Método SQP..........................................................................15
4. Descrição do processo....................................................................................16
4.1.Seção de Reação................................................................................16
4.2. Seção de Purificação.........................................................................18
5. Metodologia e discussão dos resultados.........................................................21
5.1. Seleção do Sistema...........................................................................21
5.2. Definição do problema de otimização...............................................22
5.3. Escolha da condição operacional base.............................................25
Universidade Federal da Bahia Escola Politécnica
viii
5.4. Desenvolvimento da simulação........................................................26
5.4.1. Ajuste da simulação. .....................................................32
5.5. Desenvolvimento do modelo de otimização.....................................36 5.6. Mapeamento da função objetivo.......................................................37
5.7. Construção do otimizador.................................................................40
5.8 Análise crítica dos resultados............................................................45
5.9 Análise de sensibilidade....................................................................47
5.10. Planejamento de implementação na planta industrial....................51
6. Conclusões....................................................................................................54
6.1 Estudos Futuros................................................................................56
Referências bibliográficas..................................................................................57
Anexo I...............................................................................................................62
Anexo II..............................................................................................................63
Anexo III.............................................................................................................64
Universidade Federal da Bahia Escola Politécnica
ix
Índice figuras
Figura 1.1 – Fluxograma Processo de Produção de 2EH
Figura 4.1 – Fluxograma da Seção de Reação
Figura 4.2 – Fluxograma de Purificação de 2EH
Figura 4.3 – Fluxograma Processo de Produção de 2EH
Figura 5.1 – Topologia da simulação
Figura 5.2 – Variáveis de decisão
Figura 5.3 – Função objetivo e restrições
Figura 5.4 – Variáveis importadas do simulador para o otimizador
Figura 5.5 – Fórmulas - consumo de vapor e retirada de leves
Figura 5.6 – Parâmetros de convergência do método numérico do otimizador
Figura 5.7 – Análise de sensibilidade
Universidade Federal da Bahia Escola Politécnica
x
Índice tabelas
Tabela 5.1 – Propriedades físicas HE
Tabela 5.2 – Corrente de alimentação do Sistema de Purificação de 2EH
Tabela 5.3 – Variáveis definidas no caso base
Tabela 5.4 – Ajuste vazão e temperaturas das colunas
Tabela 5.5 – Ajuste concentrações – desidratadora e Torre de 2EH
Tabela 5.6 – Ajuste concentrações – Torre de Leves e Torre de Pesados
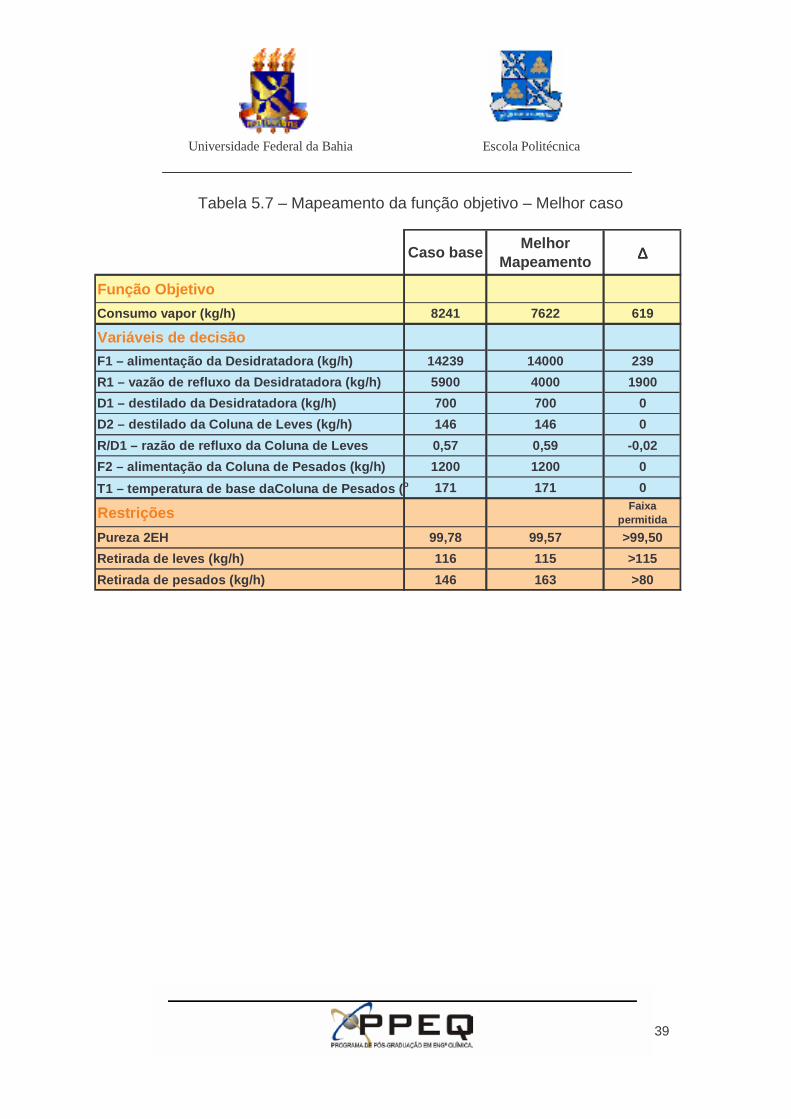
Tabela 5.7 – Mapeamento da função objetivo – Melhor caso
Tabela 5.8 – Resultados
Tabela 5.9 – Análise de sensibilidade
Tabela 5.10 – Implementação na planta industrial
Tabela AI.1 – Eficiência de O’Connell
Tabela AII.1 – Ajuste da simulação
Tabela AIII.1 – Mapeamento da Função Objetivo – Desidratadora
Tabela AIII.2 – Mapeamento da Função Objetivo – Torre de 2EH
Tabela AIII.3 – Mapeamento da Função Objetivo – Torre de Leves
Tabela AIII.4 – Mapeamento da Função Objetivo – Torre de Pesados
Tabela AIII.5 – Mapeamento da Função Objetivo – Função objetivo e restrições
Universidade Federal da Bahia Escola Politécnica
xi
Nomenclatura
2EH – 2-etil hexanol
2HA – 2-etil hexanal
CAPES – Coordenação de Aperfeiçoamento de Pessoal de Nível Superior
CVx – custo variável unitário do produto x
EPA – Etil propil acroleína, 2 etil hexenal
Fo – função objetivo
Li – matriz dos limites inferiores
MCx – margem de contribuição unitária do produto x
n – número de variáveis
p – número de restrições
PVx – preço de venda do produto x
rio – matriz diagonal de números pseudo-randômicos
SQP – Programação quadrática sucessiva
t2EH – toneladas de 2EH
tSM – toneladas de vapor
Ui – matriz do limites superiores
xio – vetor da estimativa inicial
Universidade Federal da Bahia Escola Politécnica
1
1. Introdução e motivação
Uma rota muito usada na produção de oxo-álcoois é a
hidrogenação de aldeídos em reator catalítico de leito fixo em fase líquida,
usando o próprio álcool como solvente, e posterior purificação usando um
trem de colunas de destilação.
O 2-etil hexanol (2EH), comercialmente denominado de octanol, é
largamente usado na indústria como matéria-prima para a produção de
plastificantes.
A produção do 2-etil hexanol normalmente segue esta rota, onde
o 2-etil hexenal (EPA) é hidrogenado em um leito catalítico conforme as
reações abaixo, e posteriormente é purificado em um trem de colunas de
destilação:
C8H14O + H2 � C8H16O
2-etil hexenal hidrogênio 2-etil hexanal
C8H16O + H2 � C8H18O
2-etil hexanal hidrogênio 2-etil hexanol
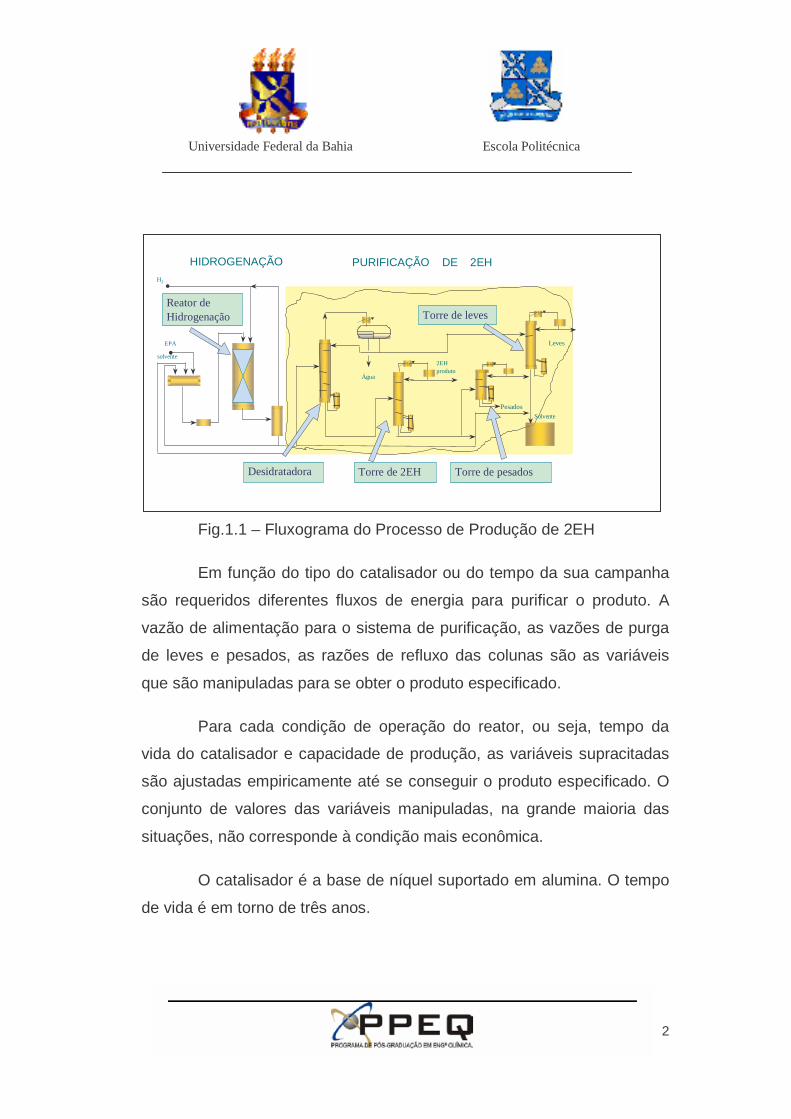
O foco deste estudo foi concentrado num sistema de purificação
de 2EH utilizando um trem de destilação composto por quatro colunas.
Figura1.1.
Universidade Federal da Bahia Escola Politécnica
2
Fig.1.1 – Fluxograma do Processo de Produção de 2EH
Em função do tipo do catalisador ou do tempo da sua campanha
são requeridos diferentes fluxos de energia para purificar o produto. A
vazão de alimentação para o sistema de purificação, as vazões de purga
de leves e pesados, as razões de refluxo das colunas são as variáveis
que são manipuladas para se obter o produto especificado.
Para cada condição de operação do reator, ou seja, tempo da
vida do catalisador e capacidade de produção, as variáveis supracitadas
são ajustadas empiricamente até se conseguir o produto especificado. O
conjunto de valores das variáveis manipuladas, na grande maioria das
situações, não corresponde à condição mais econômica.
O catalisador é a base de níquel suportado em alumina. O tempo
de vida é em torno de três anos.
solvente
Reator de Hidrogenação
PURIFICAÇÃO DE 2EH
2EH produto
Solvente
LevesEPA
Pesados
Desidratadora Torre de 2EH
Torre de leves
Torre de pesados
H2
HIDROGENAÇÃO
Água
Universidade Federal da Bahia Escola Politécnica
3
1.1 Motivação
Em cerca vinte anos de experiência na operação e processo de
uma planta de 2EH, sempre foi um desafio ajustar a condição operacional
de todo o Sistema de Purificação de 2EH.
Se chegava a uma condição operacional de trabalho de uma
forma empírica, após uma série de tentativas, levando muito tempo e
conseqüente maior consumo de vapor. Algumas vezes as condições
operacionais do Sistema de Purificação de 2EH permaneciam as mesmas
durante toda a campanha do catalisador, cerca de três anos, sendo os
parâmetros de ajuste os mesmos usados no final de campanha da carga
de catalisador anterior.
Partindo do pressuposto, para este caso, que quanto maior a
quantidade de contaminantes no produto maior é a energia necessária
para purificá-lo, o final de campanha é a pior situação do ponto de vista
de consumo de vapor. Não é razoável que no início de nova campanha do
catalisador os parâmetros de ajuste sejam iguais ao do final da vida, já
que o início da campanha seria a condição de menor consumo de vapor,
pois é a menor quantidade de contaminantes a se remover do produto.
Devido à quantidade de variáveis de decisão, definir
empiricamente a melhor forma de operar do ponto de vista econômico, é
uma tarefa difícil e com resultados pouco confiáveis.
Percebeu-se que este seria um caso em que a aplicação de
técnicas de otimização poderiam ser aplicadas com grande possibilidade
de sucesso.
Universidade Federal da Bahia Escola Politécnica
4
Do ponto de vista econômico, a principal motivação para esta
pesquisa foi o potencial de ganho com a aplicação da sistemática a que
se quer chegar, no dia a dia da operação. Tendo em mente que:
• O consumo de vapor é responsável por cerca de 10% do custo
variável do 2-etil hexanol;
• Há variação significativa da concentração de contaminantes
pesados na vazão de alimentação ao longo da campanha do
catalisador que leva cerca de três anos;
• Há variação na concentração de contaminantes leves em função
da qualidade do 2-etil hexenal usado como matéria-prima.
Se o índice de consumo de vapor fosse reduzido de 1.40 para
1.30 tsm/t2EH, para uma produção anual média de 2EH de 80.000 t, o
consumo absoluto anual seria minorado em 8.000 t, o que corresponde a
uma economia de cerca de R$500.000,00 anuais.
Além da economia de energia há ainda, do ponto de vista
ambiental, um menor consumo de água de cerca de 8.400 m3/ano e
menor lançamento de efluentes – 400 m3/ano - relacionados à purga da
caldeira e da unidade de desmineralização. Há ainda a redução do
lançamento de gases de combustão na atmosfera associados a este
menor consumo de vapor.
Um outro aspecto importante foi a disponibilidade de uma grande
massa de dados de uma planta industrial em operação, o que possibilita
ajustar a simulação. A disponibilidade do simulador comercial HYSYS3.0
foi de fundamental importância.
Universidade Federal da Bahia Escola Politécnica
5
Sob o enfoque acadêmico, um fator motivador foi a possibilidade
de se avaliar o desempenho de um otimizador comercial a partir da
comparação com dados de operação de uma planta industrial, além de
comparar e avaliar os algoritmos disponíveis para a aplicação em estudo.
O trabalho tem como contribuição científica a aplicação de uma
metodologia de otimização do consumo de vapor, a sistemas existentes
de purificação de álcoois que usa trens de colunas de destilação, apenas
manipulando variáveis operacionais.
Universidade Federal da Bahia Escola Politécnica
6
1.2 Apresentação da dissertação
Esta dissertação está estruturada em 6capítulos.
No capítulo 1 é feita uma descrição dos fatores que a escolher o
tema, levando em conta aspectos ambientais, acadêmicos e potencial de
ganho econômico para a empresa que cedeu a planta industrial, objeto
desta pesquisa.
O Objetivo do trabalho é definido no capítulo 2.
No capítulo 3 é feita uma descrição de como se procedeu a
pesquisa bibliográfica, que seguiu 3 linhas distintas de busca e os
recursos utilizados. Ainda neste capítulo faz-se um comparativo do
funcionamento, aplicação, vantagens e desvantagens dos algoritmos de
otimização estudados.
O capítulo 4 descreve o processo de produção do 2-etil hexanol
(2EH) a partir da hidrogenação do 2-etil hexenal (EPA). Está dividido em
dois itens, primeiro a seção de hidrogenação e em seguida a seção de
purificação. Apesar do objeto de estudo estar restrito à seção de
purificação, a descrição global do processo é essencial para o completo
entendimento do trabalho.
O capítulo 5 é o mais extenso, pois faz a discussão detalhada,
passo a passo, da metodologia adotada. Relata os critérios e premissas
utilizados em cada etapa, que foi desde a seleção do caso até o seu
planejamento de implementação na unidade industrial. Nesse mesmo
capítulo já são apresentados os resultados e sua análise crítica.
No capítulo 6 são transmitidas as conclusões do trabalho e
recomendações para o prosseguimento desta pesquisa.
Universidade Federal da Bahia Escola Politécnica
7
2. Objetivo
O objetivo desta dissertação é estabelecer uma metodologia para
definir o ponto ótimo de operação de um trem de destilação.
O ponto ótimo corresponde ao conjunto de valores das variáveis
operacionais manipuladas que resultam numa margem de contribuição
máxima.
O estudo de caso para se chegar a este objetivo foi um sistema
de purificação de 2-etil hexanol.
O estudo de caso que exemplifica e testa a metodologia
estabelece uma sistemática em que, para cada estágio da vida do
catalisador e carga do reator de hidrogenação é definido um conjunto de
valores para as variáveis manipuladas (variáveis de decisão) de modo a
se operar com um máximo de lucro (função objetivo).
Por abrangência pode-se estender esta sistemática a outros oxo-
álcoois que utilizam um processo semelhante de produção a exemplo do
butanol e isobutanol.
Universidade Federal da Bahia Escola Politécnica
8
3. Revisão Bibliográfica
A pesquisa teve como fonte principal de busca o portal da CAPES
através do servidor da UFBA, que permite acesso a uma imensa gama de
publicações científicas no seu texto integral.
A pesquisa se desenvolveu seguindo três linhas básicas. Em
todos os casos as busca foi iniciada procurando artigos específicos para
purificação de 2EH ou outros oxo-álcoois:
• Metodologia de otimização com restrição;
• Algoritmos numéricos BOX e SQP;
• Aplicação de metodologias de otimização a colunas de destilação.
No último subitem deste capítulo é feita uma discussão sobre os
aspectos teóricos dos algoritmos utilizados: BOX, SQP e MIX.
3.1 Metodologia de Otimização com Restrição
A metodologia da montagem da otimização, para qualquer
algoritmo que se utilize, é apresentada no livro “Optimization of Chemical
Process” de Edgard e Himmelblau (1988).
Low e Sorensen (2004) aplicam esta sistemática no artigo
“Simultaneous Optimal Design and Operation of Multipurpose Batch
Distillation Columns”.
Na metodologia de otimização uma etapa fundamental é a
modelagem matemática do processo que deve ser ajustada para que os
resultados da otimização sejam consistentes. Em alguns casos esta etapa
Universidade Federal da Bahia Escola Politécnica
9
é tão complexa que o problema de otimização se torna secundário, como
no exemplo apresentado por Barg et al (2000).
Uma etapa da metodologia discutida por Kalid (2002) é o
mapeamento da função objetivo e que normalmente não é enfocada e
valorizada na literatura, com a devida importância que esta etapa merece.
Consideramos que esta é uma etapa de extrema importância para que se
tenha uma noção de como a função objetivo se comporta. É uma ótima
prática que confere uma maior segurança sobre o comportamento do
ponto ótimo.
Uma outra etapa que costuma ser colocada em segundo plano
em quase toda a literatura pesquisada, foi a análise de sensibilidade da
função objetivo em relação às variáveis de decisão. Low e Sorensen
(2004), fazem uma análise cuidadosa, verificando como cada uma das
variáveis afeta a função objetivo.
3.2 Algoritmo BOX e SQP
Ao se pesquisar os algoritmos BOX, proposto por Box (1965), e o
SQP enfocou-se inicialmente a diferença básica que existe entre eles. O
primeiro é um método direto, ou seja, usa apenas a função objetivo para
buscar o ponto que a otimiza. O SQP é um método indireto que se
caracteriza pela utilização de derivadas para determinar o ponto ótimo.
Kalid (2002) ressalta que os métodos indiretos são mais velozes
em encontrar a solução do problema de otimização, porém a
aplicabilidade é mais restrita. Nem sempre a função objetivo que descreve
o problema é diferenciável ou contínua, dificultando o uso dos métodos
indiretos. Os métodos indiretos normalmente usam menor tempo de
computação e necessitam de menor número de iterações, se convergir,
em comparação aos métodos diretos.
Universidade Federal da Bahia Escola Politécnica
10
A desvantagem dos métodos diretos é precisar de um grande
número de iterações para chegar ao ótimo mas têm maior probabilidade
de encontrar o ponto ótimo, como afirma Himmelblau (1998),
corroborando com Kan e Timmer (1985).
Os métodos indiretos requerem um maior esforço de análise e
conhecimento do problema para que possam ser aplicados. Esta é a
razão por que Biegler e Grossmann (2004), na sua retrospectiva do uso
da otimização nos últimos 25 anos constatam que os métodos diretos são
muito usados para uma primeira aproximação do problema.
Na literatura é citado com freqüência que o SQP é o método mais
eficiente para tratar de problemas de otimização de sistemas lineares ou
não e com restrições, como está descrito no manual do HYSYS, item
11.3.3. Biegler e Grossmann (2004) colocam o SQP como o primeiro
método a se considerar quando o sistema for não linear. Kyriakopoulou e
Kalitventzeff (1998) testam o SQP para um esquema de destilação para
separação de benzeno-tolueno-xileno e o consideraram robusto e
eficiente
O método BOX, apesar de requerer um grande número de
iterações, é bastante robusto, no sentido em que tem uma grande
habilidade em encontrar a solução, Hyprotec (1988). Esta característica
foi observada em um trabalho de otimização de um sistema de purificação
de butanol por destilação (Scaranto e Mônaco – 2002) onde esse foi o
único algoritmo com o qual se chegou a uma solução consistente. Os
demais algoritmos, mesmo quando desabilitava-se algumas das variáveis
de decisão que tinham menor influencia na função objetivo, não se
conseguia uma convergência.
Universidade Federal da Bahia Escola Politécnica
11
Em trabalhos sobre otimização dinâmica observa-se que há uma
grande tendência para a utilização do SQP, a exemplo de Zanin (2001),
BenAmor et al (2002) e Diehl et al (2002). Esta tendência é claramente
abordada por Westerberger (2002) onde ele ratifica o quanto a otimização
dinâmica cresceu com o aumento da capacidade computacional e os
algoritmos atuais de SQP. Muito tem sido estudado para se melhorar esta
técnica como fica bem evidenciado nos artigos de Vasantharajan et al
(1990), Schmid et al (1993 e 1994) e. Lucia et al (1996).
Foram poucas as referências na literatura mais recente sobre a
aplicação do algoritmo BOX. Karacan et al (2001) obtém a condição
operacional ótima de uma coluna de destilação para fazer um estudo de
controle. A utilização deste algoritmo para trens de destilação existentes
praticamente não são encontrados na literatura disponível.
3.3 Aplicação de metodologias de otimização a colunas de destilação
O resultado da pesquisa de aplicação de técnicas de otimização a
colunas de destilação encontra-se casos de colunas isoladas – Low e
Sorensen (2004) e Wozny e Pu Li (2003).
O trabalho de Low e Sorensen (2004) é voltado para otimização
dinâmica e não utiliza nenhum dos métodos objetos de nosso estudo.
Wozny e Pu Li (2003) apesar de aplicarem o SQP e de citarem
que é um algoritmo eficiente para o caso de colunas de destilação
ressaltam que não tem sido usado para problemas de otimização de
colunas de destilação reais.
Universidade Federal da Bahia Escola Politécnica
12
Wozny e Schneider (1997) usam os dados obtidos em planta
piloto para validar a simulação que serviu de base para a otimização de
um trem de destilação de uma planta industrial.
Os trabalhos que foram encontrados sobre problemas de
otimização de trens de destilação, a exemplo do de Proios et al (2005) ,
Caballero et al (2004) e Bek-Pedersen et al (2004), normalmente abordam
a otimização do ponto de vista de integração energética na fase de
projeto.. O caminho de pesquisa usado foi o portal da CAPES, usando
como palavras-chave otimização, trem de destilação e destilação
(optimization, distillation train, distillation sequence, distillation).
Munoz et al (2006) para a simulação de uma coluna de destilação
para separação de isobutanol e acetato de isobutila, com o objetivo de
estudar alternativas para separação destes produtos utiliza o HYSYS
como plataforma, tendo como modelo termodinâmico o UNIQUAC. Esta
escolha corrobora com a escolha do modelo termodinâmico usado em
nosso trabalho.
Langston et al (2005) também usa o HYSYS como plataforma
para simulação e otimização de uma destilação extrativa usando água
como solvente.
O procedimento geral adotado para enfrentar um problema de
otimização é praticamente o mesmo. Algumas etapas são
sistematicamente suprimidas, como é o caso do mapeamento e, em
alguns casos, a verificação de sensibilidade.
A análise de sensibilidade da função objetivo com as variáveis de
decisão é uma outra etapa essencial para aqueles problemas de
Universidade Federal da Bahia Escola Politécnica
13
otimização em que há muitas variáveis de decisão e em que se tem a
perspectiva de serem implementados em uma planta real, Kalid (2002).
3.4 Algoritmo BOX e SQP - Aspectos teóricos
Os algoritmos de otimização escolhidos para serem utilizados são
o SQP (programação quadrática sucessiva), BOX e o MIX.
O SQP – Bazaraa (1993) – é um método indireto considerado por
muitos o mais eficiente para problemas não lineares – Edgard e
Himmelblau (1988), e Manual HYSYS (1988). Minimiza uma aproximação
quadrática da função lagrangeana submetida a aproximação linear das
restrições. No software utilizado, a matriz da segunda derivada é estimada
numericamente e se faz uso da técnica “watchdog”, proposta por
Chamberlain e Powell (1982), para forçar a convergência.
O BOX – Box (1965) - é um método direto, ou seja, não utiliza
derivadas, também aplicado para problemas não lineares e restrições de
inequações. Apesar de ser mais robusto que o SQP necessita de muitas
iterações para convergir. É considerado um método de busca clássico -
Biegler e Grossmann (2004)
O MIX - Manual HYSYS (1988).- associa as características de
convergência do BOX com a eficiência do SQP. Começa usando o BOX
deixando uma tolerância elevada, cerca de 50 vezes a desejada. Após a
convergência, usa o SQP para atingir o ótimo com a tolerância desejada.
A desvantagem que os métodos diretos têm de consumir maior
tempo de computação vem perdendo importância na medida em que os
processadores estão cada vez mais velozes. Biegler e Grossmann (2004).
Universidade Federal da Bahia Escola Politécnica
14
3.4.1 Método BOX
O método BOX é um método numérico para problemas não
lineares. É uma evolução do Simplex, que é um método numérico para
problemas não lineares sem restrições proposto por Spendley, Hext e
Himsworth (1962) e melhorado por Nelder e Mead (1965) em que se toma
uma figura geométrica que se expande e contrai continuamente durante a
busca. Também é conhecido como COMPLEX.
No método BOX toma-se um poliedro de n+1 vértices ou mais p
vértices, onde n é o número de variáveis. Exige uma estimativa inicial. Os
p-1 vértices adicionais são pseudorandômicos mas mudam seguindo a
relação
xio – vetor da estimativa inicial
i=2,3....,p onde,
L - matriz dos limites inferiores
U - matriz dos limites superiores
ri0 - matriz diagonal com números pseudorandômicos distribuídos
uniformemente no intervalo (0,1)
O passo inicial do algoritmo consiste em calcular a função objetivo
para cada vértice. Aquele que tiver o pior valor para a função objetivo é
rejeitado e substituído por um novo vértice, localizado na linha que une o
ponto rejeitado e o centróide do poliedro dos pontos remanescentes, a
uma distância maior ou igual.
)(00
LiUiL rx iii−+= ( Eq. 3.1 )
Universidade Federal da Bahia Escola Politécnica
15
Se o novo vértice redunda em um pior valor para a função objetivo
em relação aos demais é substituído por um novo vértice localizado na
metade da distância entre ele e a centróide. Se uma restrição é violada, o
novo vértice também é movido até a metade do caminho na direção da
centróide.
Recomenda-se um fator de expansão 1,3 e p=2n vértices para
prevenir perda de sensibilidade da busca na proximidade das restrições.
A busca continua até que o poliedro seja reduzido essencialmente
a centróide dentro da incerteza desejada.
3.4.2 Método SQP
A Programação Quadrática Sucessiva – SQP - Edgard e
Himmelblau (1988) - é um algoritmo de otimização aplicado
principalmente quando a função objetivo e as restrições são funções não
lineares. As restrições podem ser equações, inequações ou ambos os
tipos.
O SQP é um algoritmo - Bazaraa (1993) - em que a função
objetivo é localmente aproximada a uma função quadrática e as restrições
a uma função linear, de modo que a programação quadrática possa ser
usada recursivamente.
É um método indireto, pois faz uso de derivadas para chegar ao
ponto ótimo. Como tal, tem as vantagens e desvantagens já abordadas
anteriormente.
Universidade Federal da Bahia Escola Politécnica
16
4. Descrição do processo
O processo de produção do 2-etil hexanol (2EH) que examinamos
consiste de duas seções. Na primeira, denominada de Seção de Reação
ocorre a hidrogenação do 2-etil hexenal (EPA), em um reator de leito fixo
em fase líquida. A segunda seção, objeto desta pesquisa, é a de
Purificação do 2-etil hexanol, onde a especificação do mesmo é obtida
através de um trem de destilação composto por quatro colunas.
4.1 Seção de Reação
A reação principal, que é a hidrogenção do EPA, acontece em
duas etapas: a)hidrogenação do 2-etil hexenal a 2-etil hexanal; b)
hidrogenação do 2-etil hexanal a 2-etil hexanol. Abaixo a representação
destas reações
C8H14O + H2 � C8H16O
2-etil hexenal hidrogênio 2-etil hexanal
C8H16O + H2 � C8H18O
2-etil hexanal hidrogênio 2-etil hexanol
Na Seção de Reação, o 2-etil hexenal é misturado com solvente
2-etil hexanol que é o próprio produto. A relação mássica entre solvente e
reagente é controlada na faixa de 2,5 a 4,0. Além do reciclo de solvente,
há uma recirculação de gás que tem como funções manter uma elevada
pressão parcial do hidrogênio ao longo do reator e absorver parte do calor
gerado na reação.
Esta mistura, solvente mais reagente, é alimentada no reator com
catalisador de leito fixo, juntamente com hidrogênio que é mantido em
excesso. O reator opera em torno de 40 bar. O reator é do tipo tubular,
onde o solvente, EPA e o hidrogênio são alimentados no topo, percolando
Universidade Federal da Bahia Escola Politécnica
17
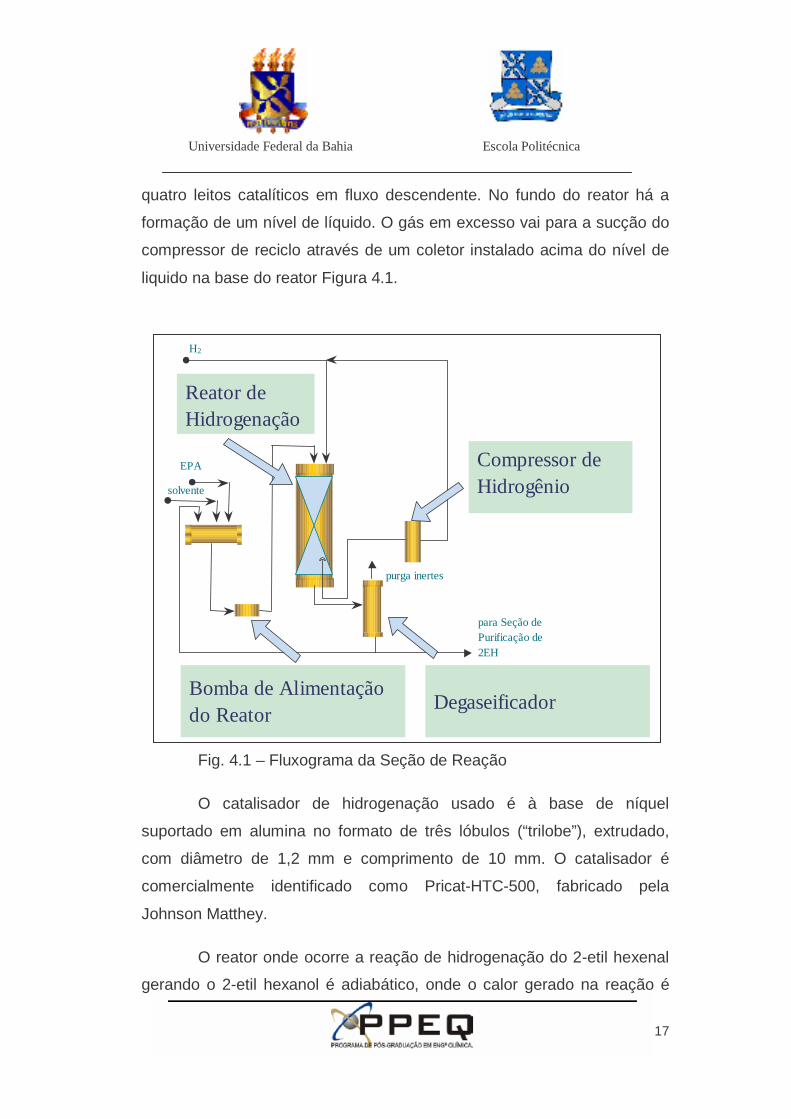
quatro leitos catalíticos em fluxo descendente. No fundo do reator há a
formação de um nível de líquido. O gás em excesso vai para a sucção do
compressor de reciclo através de um coletor instalado acima do nível de
liquido na base do reator Figura 4.1.
Fig. 4.1 – Fluxograma da Seção de Reação
O catalisador de hidrogenação usado é à base de níquel
suportado em alumina no formato de três lóbulos (“trilobe”), extrudado,
com diâmetro de 1,2 mm e comprimento de 10 mm. O catalisador é
comercialmente identificado como Pricat-HTC-500, fabricado pela
Johnson Matthey.
O reator onde ocorre a reação de hidrogenação do 2-etil hexenal
gerando o 2-etil hexanol é adiabático, onde o calor gerado na reação é
solvente
Reator de Hidrogenação
EPA
H2
purga inertes
Compressor de Hidrogênio
Bomba de Alimentação do Reator
para Seção de Purificação de 2EH
Degaseificador
Universidade Federal da Bahia Escola Politécnica
18
absorvido pelos reciclos de líquido e de gás. À medida em que o
catalisador vai sendo desativado ao longo da campanha, aumenta-se a
temperatura de alimentação de modo a manter a conversão acima de
99%. No início da campanha a temperatura do leito catalítico fica em torno
de 120 oC e vai sendo elevada gradativamente até cerca de 150 oC no
final da vida do catalisador. A campanha do catalisador dura em torno de
três anos.
Enquanto a temperatura do leito catalítico é aumentada, apesar
de se manter a conversão, a seletividade a 2-etil hexanol diminui devido à
formação de subprodutos por reações laterais. Estes subprodutos são
geralmente mais pesados que o 2-etil hexanol e são, logicamente,
indesejáveis no produto final. Os pesados são constituídos de acetais, 2-
etil hexil éter, trímeros de aldeídos, di-etil hexil éter e uma série de outros
componentes pesados que não são identificados pelo método
cromatográfico utilizado para análise.
A fase líquida é despressurizada para 3 bar e passa por um
degaseificador onde os gases que estavam dissolvidos são purgados.
Após o degaseificador parte do líquido é enviada para a Seção de
Purificação e outra parte é recirculada como solvente.
4.2 Seção de Purificação
A corrente de entrada da Seção de Purificação – Figura 4.2 - é a
que vai alimentar a primeira coluna de destilação que tem como função
desidratar o produto.
Universidade Federal da Bahia Escola Politécnica
19
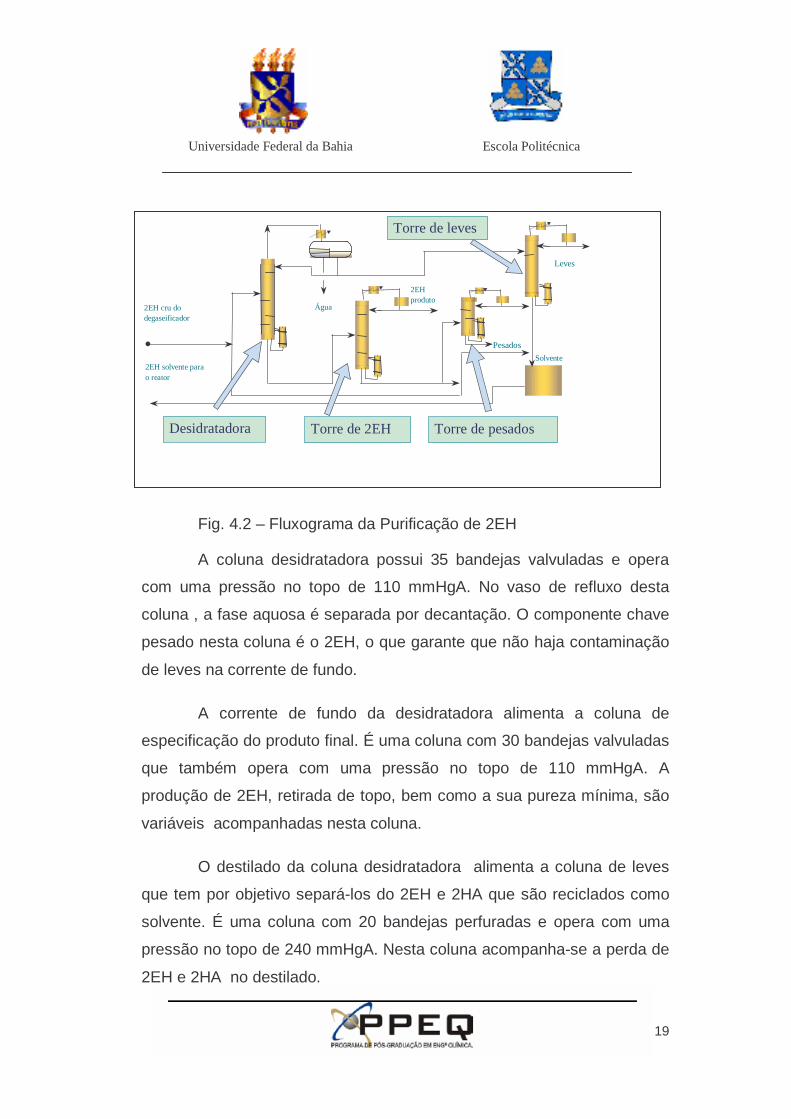
Fig. 4.2 – Fluxograma da Purificação de 2EH
A coluna desidratadora possui 35 bandejas valvuladas e opera
com uma pressão no topo de 110 mmHgA. No vaso de refluxo desta
coluna , a fase aquosa é separada por decantação. O componente chave
pesado nesta coluna é o 2EH, o que garante que não haja contaminação
de leves na corrente de fundo.
A corrente de fundo da desidratadora alimenta a coluna de
especificação do produto final. É uma coluna com 30 bandejas valvuladas
que também opera com uma pressão no topo de 110 mmHgA. A
produção de 2EH, retirada de topo, bem como a sua pureza mínima, são
variáveis acompanhadas nesta coluna.
O destilado da coluna desidratadora alimenta a coluna de leves
que tem por objetivo separá-los do 2EH e 2HA que são reciclados como
solvente. É uma coluna com 20 bandejas perfuradas e opera com uma
pressão no topo de 240 mmHgA. Nesta coluna acompanha-se a perda de
2EH e 2HA no destilado.
2EH produto
Solvente
Leves
Pesados
Desidratadora Torre de 2EH
Torre de leves
Torre de pesados
Água2EH cru do degaseificador
2EH solvente para o reator
Universidade Federal da Bahia Escola Politécnica
20
Parte da corrente de base da coluna de produto final alimenta a
coluna de pesados e o restante é reciclado como solvente.
Esta coluna tem como função remover os subprodutos pesados
gerados no reator. É uma coluna com 15 bandejas perfuradas e opera
com uma pressão no topo de 110 mmHgA. A temperatura de base e um
indicativo da perda de 2EH na corrente de purga de pesados que é a
retirada de base, pois quanto mais alta esta temperatura menor é a
concentração de 2EH.
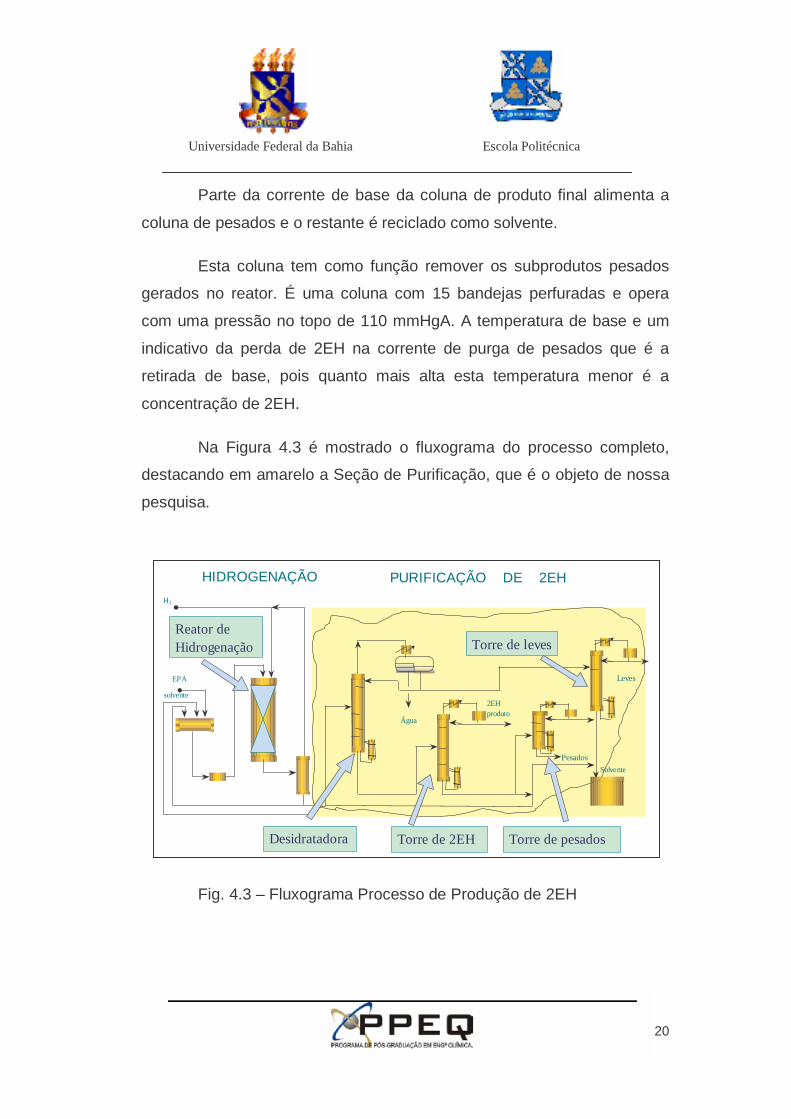
Na Figura 4.3 é mostrado o fluxograma do processo completo,
destacando em amarelo a Seção de Purificação, que é o objeto de nossa
pesquisa.
Fig. 4.3 – Fluxograma Processo de Produção de 2EH
solvente
Reator de Hidrogenação
PURIFICAÇÃO DE 2EH
2EH produto
Solvente
LevesEPA
Pesados
Desidratadora Torre de 2EH
Torre de leves
Torre de pesados
H2
HIDROGENAÇÃO
Água
Universidade Federal da Bahia Escola Politécnica
21
5. Metodologia e discussão dos resultados
A metodologia adotada consistiu das seguintes etapas:
a)seleção do sistema a ser estudado;
b)definição do problema de otimização;
c)escolha de uma condição operacional base do sistema em estudo;
d)desenvolvimento de uma simulação do processo em estudo de
modo que fosse compatível com as variáveis de decisão e ajustada
com dados medidos na planta industrial;
e)desenvolvimento do modelo de otimização;
f)mapeamento da função objetivo;
g)construção do otimizador;
h)análise crítica dos resultados;
i)análise de sensibilidade.
j)planejamento de implementação na planta industrial.
5.1 Seleção do sistema
Uma vez definido que iríamos estudar um problema de
otimização, partiu-se para selecionar um sistema que apresentasse os
seguintes requisitos:
• Que houvesse interesse industrial no qual a aplicação da
metodologia de otimização pudesse levar a reais ganhos
econômicos e ambientais
Universidade Federal da Bahia Escola Politécnica
22
• Muitos graus de liberdade, ou seja, tivesse diversas variáveis de
decisão. O sistema deveria aceitar inúmeras condições
operacionais diferentes.
• O sistema deveria ser conhecido e passível de montagem de uma
simulação consistente com dados medidos.
O sistema escolhido foi o trem de destilação onde é purificado o
2EH cru oriundo do reator de hidrogenação de EPA, por atender
plenamente a estes requisitos. Além do mais, é um sistema em que a
composição de alimentação e as restrições se alteram com o nível de
produção e com o tempo de vida do catalisador.
Um outro fator que levou à escolha deste processo foi o fato de se
ter outros sistemas muito semelhantes cuja metodologia poderia ser
aplicada por analogia.
5.2 Definição do problema de otimização
A função objetivo adotada foi maximizar a margem de
contribuição unitária do 2EH. A margem de contribuição é definida como a
diferença entre o preço de venda unitário do produto e o seu custo
variável unitário, então:
Fo - Função objetivo
MC2EH - Margem de contribuição unitária 2EH
Substituindo a margem de contribuição unitária pela diferença
entre preço de venda e o custo variável unitário chega-se a equação 5.2.
)( 2EHMCMaxFo = ( Eq. 5.1 )
Universidade Federal da Bahia Escola Politécnica
23
Onde
PV2EH - Preço de venda do 2EH
CV2EH - Custo variável unitário do 2EH
O custo variável do 2EH é o somatório do produto entre os índices de
consumo de matérias-primas e insumos e seus respectivos custos
unitários. Os custos referentes a outros insumos como energia elétrica,
água, ar de instrumento, bem como os créditos relacionados a
subprodutos gerados (óleo e gás combustível) foram desprezados por
constituírem uma parcela muito pequena em comparação às de matérias
primas e vapor. A expressão do custo variável fica resumida a:
Onde
EPA/2EH - Consumo unitário da matéria-prima EPA
H2/2EH - Consumo unitário de hidrogênio
SM/2EH - Consumo unitário de vapor
CustoEPA - Custo unitário da matéria prima EPA
CustoH2 - Custo unitário do hidrogênio
CustoSM - Custo unitário do vapor
)( 22 EHEH CVPVMaxFo −= ( Eq. 5.2 )
SMHEPAEH CustoEHSMCustoEHHCustoEHEPACV *2/**2/*2/ 222 +=
( Eq. 5.3 )
Universidade Federal da Bahia Escola Politécnica
24
Para uma determinada época, o PV2EH é definido pelo mercado,
bem como o custo unitário do EPA, do hidrogênio e do vapor. O consumo
unitário de EPA e hidrogênio dependem apenas do desempenho do
reator, ou seja, da seletividade da reação, que foi considerada constante
para cada tempo da campanha do catalisador. O de vapor depende da
operação do sistema de purificação. Desta forma, a Fo é reduzida a
minimização do consumo unitário de vapor.
As variáveis de decisão são aquelas que influenciam a função
objetivo. A solução do problema de otimização consiste basicamente em
determinar os valores dessas variáveis que maximizam ou minimizam
uma função objetivo.
As variáveis de decisão selecionadas foram as seguintes:
F1 – vazão de alimentação da Desidratadora
R1 – vazão de refluxo da Desidratadora
D1 – vazão de destilado da Desidratadora
D2 – vazão de destilado da Torre de Leves
R/D1 – razão de refluxo da Torre de Leves
F2 – vazão de alimentação da Torre de Pesados
T1 – temperatura de base da Torre de Pesados
Estas variáveis foram escolhidas por corresponderem às que são
ajustadas normalmente na planta industrial para se buscar um menor
consumo de vapor.
As restrições são limites impostos ao sistema em função de
especificação do produto, balanços de massa e energia, e capacidade
dos equipamentos.
)( SMCMinFo = ( Eq. 5.4 )
Universidade Federal da Bahia Escola Politécnica
25
A fixação da produção foi uma premissa fundamental para a
aplicação da metodologia de otimização. A variação do nível de produção
ficou para ser estudado na análise de sensibilidade.
Além das restrições de volume de produção, balanço de massa e
energia, que já estão no bojo do simulador, e as fixadas na simulação que
estão descritas no item 6.4, foram impostas as listadas abaixo:
� Pureza 2EH �
maior do que 99,50% peso � Retirada de pesados
� maior do que a massa de pesados
gerados no reator (kg/h) � Retirada de leves
� maior do que a massa de leves
gerados no reator (kg/h)
A pureza é uma restrição imposta pelo mercado e as outras duas,
pelo próprio sistema para que não haja acúmulo.
5.3 Escolha da condição operacional base
O critério para escolha da condição operacional base foi
selecionar aquela em que o sistema operava sob maior severidade, ou
seja: planta a máxima capacidade - produção de 10120 kg/h de 2EH; e
final de campanha do catalisador, onde a formação de subprodutos mais
pesados e mais leves que o 2EH é máxima. Subprodutos leves e pesados
são respectivamente os mais e menos voláteis que o 2EH.
Para a condição escolhida levantaram-se os dados de vazões,
temperaturas, pressões, além dos resultados analíticos de todas as
correntes, bem como a de formação dos subprodutos leves e pesados no
reator.
As gerações de leves e pesados (kg/h) foram calculadas com a
vazão de alimentação e os resultados analíticos de entrada e saída do
reator.
Universidade Federal da Bahia Escola Politécnica
26
5.4 Desenvolvimento da simulação
O primeiro passo para a montagem da simulação foi definir que
componentes integravam a vazão de alimentação. Para tal, levantou-se
uma série de laudos de análise, utilizando-se a técnica da cromatografia
gasosa, usando um equipamento HP-5880 com detector de ionização de
chama (FID) e dois injetores capilares, coluna capilar de 50m x 0,2mm φ x
0,5 µ, temperatura do detector 250 oC, hidrogênio de alta pureza como
gás de arraste, volume injetado de 1 µl e taxa de split 1/200. A água foi
determinada usando o método de Karl-Fischer e incorporada por
normalização à composição da corrente em base seca, determinada por
cromatografia gasosa. Observou-se que além dos componentes que
apareciam em concentrações significativas, havia alguns que só
apresentavam traços e outros não identificados, todos agrupados como
mais pesados que o 2EH.
Para uso na simulação desprezamos aqueles de concentração
muito baixa e agrupamos os desconhecidos pesados como um único
componente hipotético o qual denominamos de HE. No simulador, este
componente hipotético foi definido como um hidrocarboneto onde as
propriedades críticas (pressão, temperatura, volume e acentricidade),
peso molecular, temperatura normal de ebulição e densidade foram
usadas as informadas pelo licenciador da tecnologia (Mitsubishi Chemical
Company - MCC). Ver Tabela 5.1.
Universidade Federal da Bahia Escola Politécnica
27
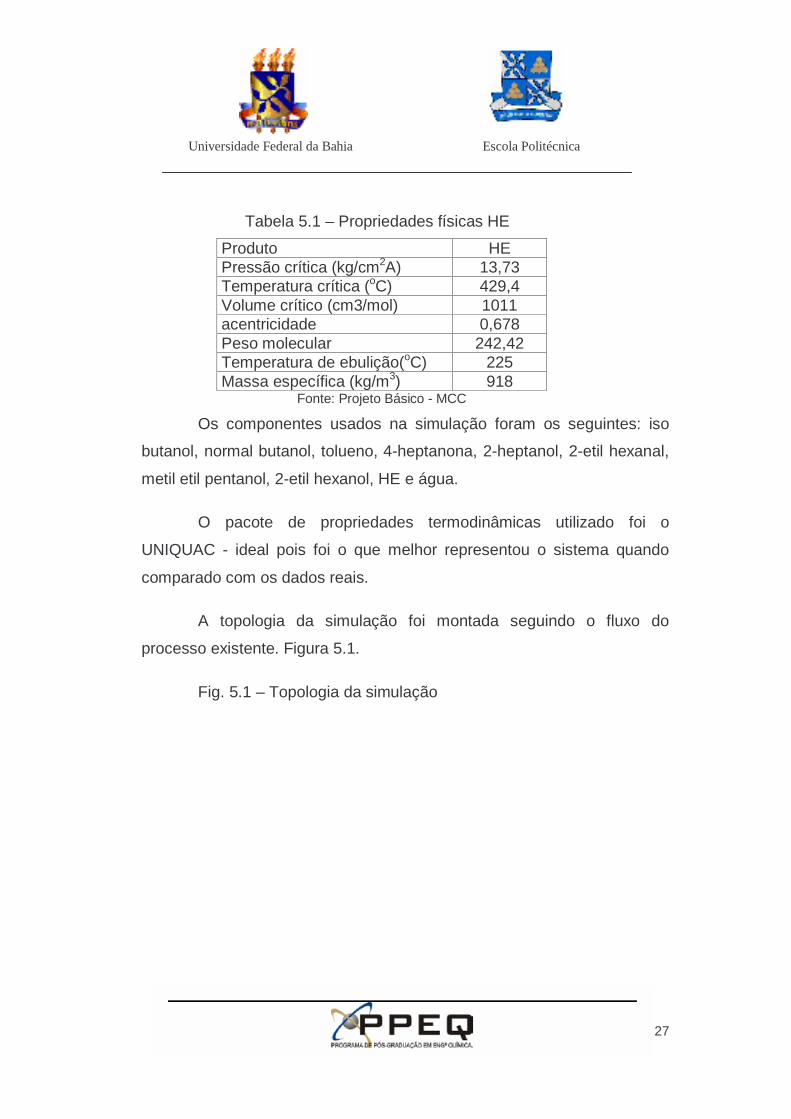
Tabela 5.1 – Propriedades físicas HE
Produto HE Pressão crítica (kg/cm2A) 13,73 Temperatura crítica (oC) 429,4 Volume crítico (cm3/mol) 1011 acentricidade 0,678 Peso molecular 242,42 Temperatura de ebulição(oC) 225 Massa específica (kg/m3) 918
Fonte: Projeto Básico - MCC
Os componentes usados na simulação foram os seguintes: iso
butanol, normal butanol, tolueno, 4-heptanona, 2-heptanol, 2-etil hexanal,
metil etil pentanol, 2-etil hexanol, HE e água.
O pacote de propriedades termodinâmicas utilizado foi o
UNIQUAC - ideal pois foi o que melhor representou o sistema quando
comparado com os dados reais.
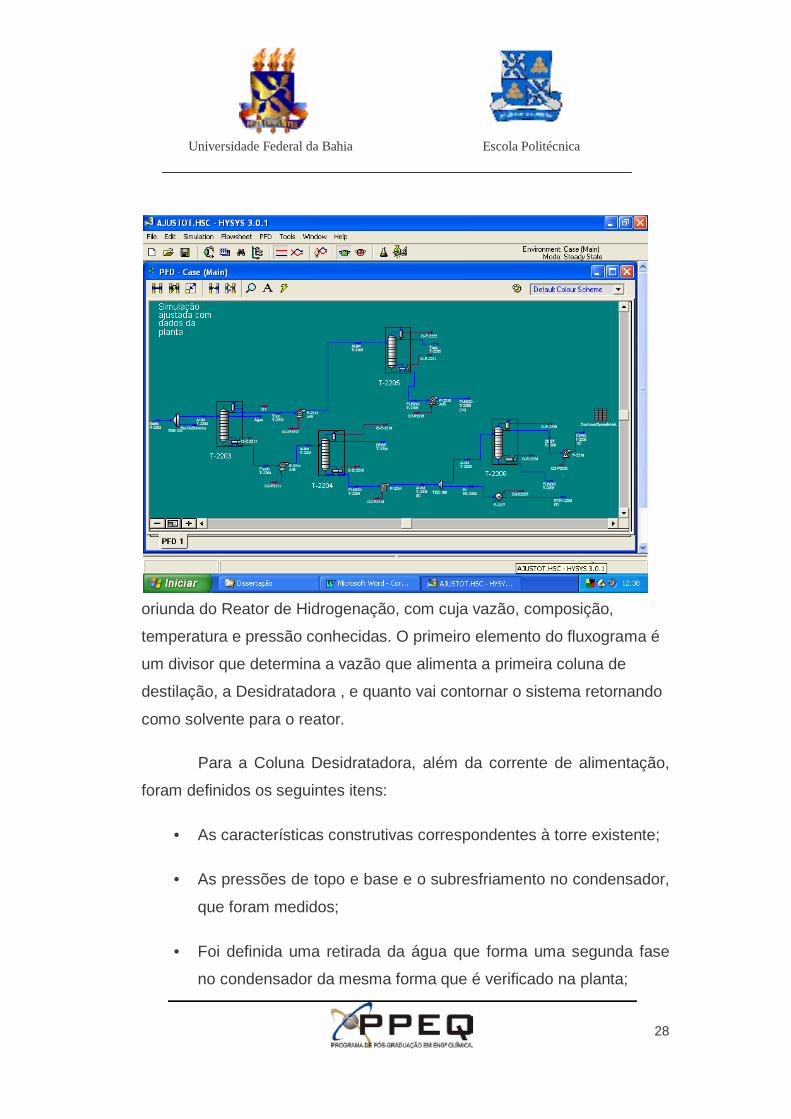
A topologia da simulação foi montada seguindo o fluxo do
processo existente. Figura 5.1.
Fig. 5.1 – Topologia da simulação
Universidade Federal da Bahia Escola Politécnica
28
A corrente que alimenta o Sistema de Purificação de 2EH é
oriunda do Reator de Hidrogenação, com cuja vazão, composição,
temperatura e pressão conhecidas. O primeiro elemento do fluxograma é
um divisor que determina a vazão que alimenta a primeira coluna de
destilação, a Desidratadora , e quanto vai contornar o sistema retornando
como solvente para o reator.
Para a Coluna Desidratadora, além da corrente de alimentação,
foram definidos os seguintes itens:
• As características construtivas correspondentes à torre existente;
• As pressões de topo e base e o subresfriamento no condensador,
que foram medidos;
• Foi definida uma retirada da água que forma uma segunda fase
no condensador da mesma forma que é verificado na planta;
Universidade Federal da Bahia Escola Politécnica
29
• Utilizou-se a eficiência do prato obtida pela correlação de
O`Connell - Anexo I –Tabela AI-1;
• As vazões de destilado e a de refluxo que foram adotadas as
praticadas na planta para o caso base.
Para a Coluna de 2EH foram definidos os seguintes itens:
• As características construtivas correspondentes à torre existente;
• As pressões de topo e base e o subresfriamento no condensador,
que foram medidos;
• Utilizou-se a eficiência do prato obtida pela correlação de
O`Connell - Anexo I –Tabela AI-1;
• As vazões de destilado e a de refluxo que foram adotadas as
praticadas na planta para o caso base.
Para a Coluna de Leves foram definidos os seguintes itens:
• As características construtivas correspondentes à torre existente;
• As pressões de topo e base e o subresfriamento no condensador,
que foram medidos;
• Utilizou-se a eficiência do prato obtida pela correlação de
O`Connell - Anexo I –Tabela AI-1;
• As vazões de destilado e a razão de refluxo, que foram adotadas
as praticadas na planta para o caso base.
Para a Coluna de Pesados foram definidos os seguintes itens:
Universidade Federal da Bahia Escola Politécnica
30
• As características construtivas correspondentes a torre existente;
• As pressões de topo e base e o subresfriamento no condensador,
que foram medidos;
• Utilizou-se a eficiência do prato obtida pela correlação de
O`Connell - Anexo I –Tabela AI-1;
• As vazões de alimentação e de destilado e a razão de refluxo, que
foram adotadas as praticadas na planta para o caso base.
Nas tabelas 5.2 e 5.3 estão todas as variáveis citadas acima.
Universidade Federal da Bahia Escola Politécnica
31
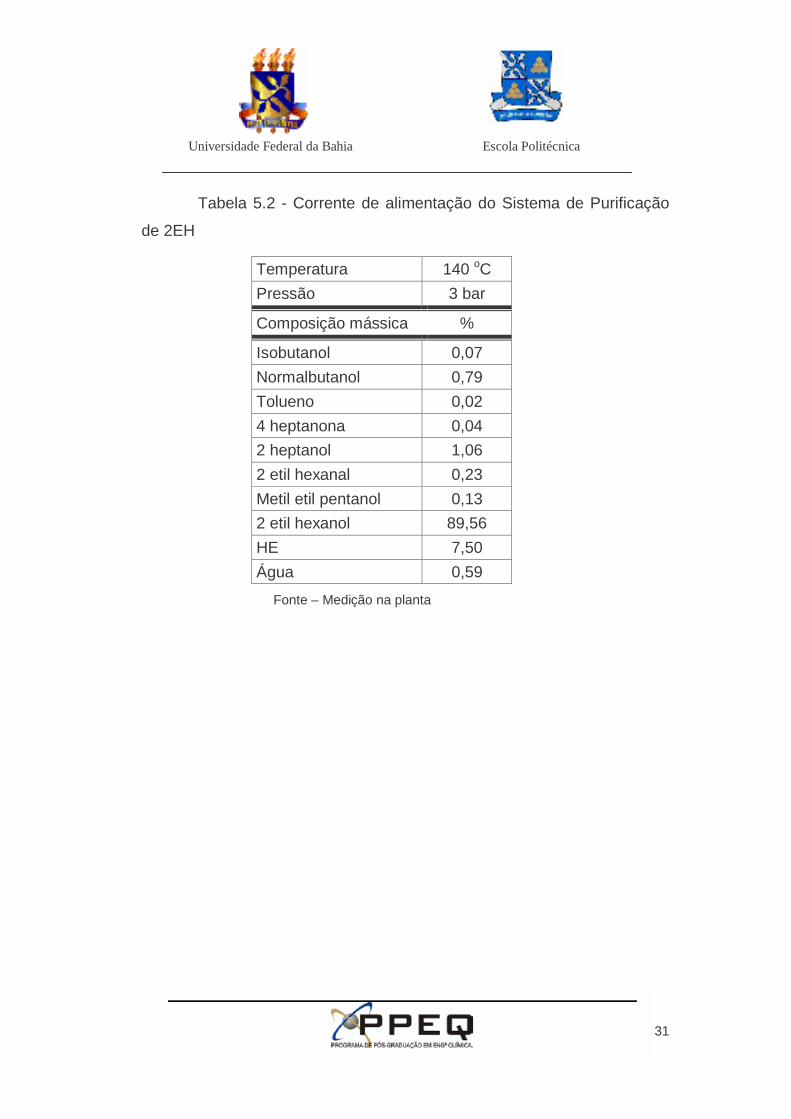
Tabela 5.2 - Corrente de alimentação do Sistema de Purificação
de 2EH
Temperatura 140 oC
Pressão 3 bar
Composição mássica %
Isobutanol 0,07
Normalbutanol 0,79
Tolueno 0,02
4 heptanona 0,04
2 heptanol 1,06
2 etil hexanal 0,23
Metil etil pentanol 0,13
2 etil hexanol 89,56
HE 7,50
Água 0,59
Fonte – Medição na planta
Universidade Federal da Bahia Escola Politécnica
32
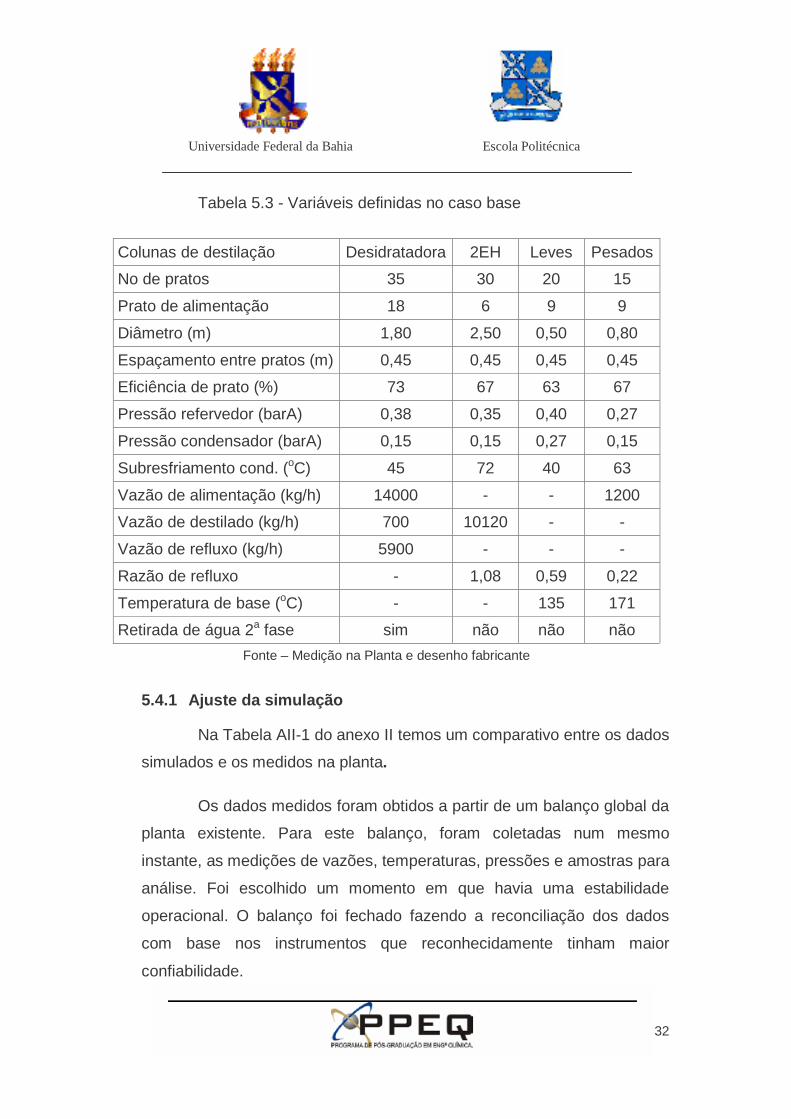
Tabela 5.3 - Variáveis definidas no caso base
Colunas de destilação Desidratadora 2EH Leves Pesados
No de pratos 35 30 20 15
Prato de alimentação 18 6 9 9
Diâmetro (m) 1,80 2,50 0,50 0,80
Espaçamento entre pratos (m) 0,45 0,45 0,45 0,45
Eficiência de prato (%) 73 67 63 67
Pressão refervedor (barA) 0,38 0,35 0,40 0,27
Pressão condensador (barA) 0,15 0,15 0,27 0,15
Subresfriamento cond. (oC) 45 72 40 63
Vazão de alimentação (kg/h) 14000 - - 1200
Vazão de destilado (kg/h) 700 10120 - -
Vazão de refluxo (kg/h) 5900 - - -
Razão de refluxo - 1,08 0,59 0,22
Temperatura de base (oC) - - 135 171
Retirada de água 2a fase sim não não não
Fonte – Medição na Planta e desenho fabricante
5.4.1 Ajuste da simulação
Na Tabela AII-1 do anexo II temos um comparativo entre os dados
simulados e os medidos na planta.
Os dados medidos foram obtidos a partir de um balanço global da
planta existente. Para este balanço, foram coletadas num mesmo
instante, as medições de vazões, temperaturas, pressões e amostras para
análise. Foi escolhido um momento em que havia uma estabilidade
operacional. O balanço foi fechado fazendo a reconciliação dos dados
com base nos instrumentos que reconhecidamente tinham maior
confiabilidade.
Universidade Federal da Bahia Escola Politécnica
33
Inicialmente procurou-se ajustar as temperaturas de topo e de
base das colunas alterando as pressões. Este caminho foi o escolhido
porque as medições de pressão na planta industrial não são muito
confiáveis uma vez que as das bases foram realizadas com manômetros
de campo tipo bourdon e para o topo tem-se uma medição única na
sucção do ejetor e que a depender da perda de carga varia para cada
topo de coluna.
Uma vez ajustadas as temperaturas verificou-se que o 2-heptanol
na simulação se mostrava menos volátil do que o que se verificava na
planta. Este desvio foi ajustado alterando a constante a da equação de
Antoine.
Observa-se que o desvio máximo nas temperaturas foi de 1,2 oC,
o que foi considerado satisfatório levando-se em conta as oscilações que
ocorrem na planta e as incertezas dos medidores de temperatura
(termopares).
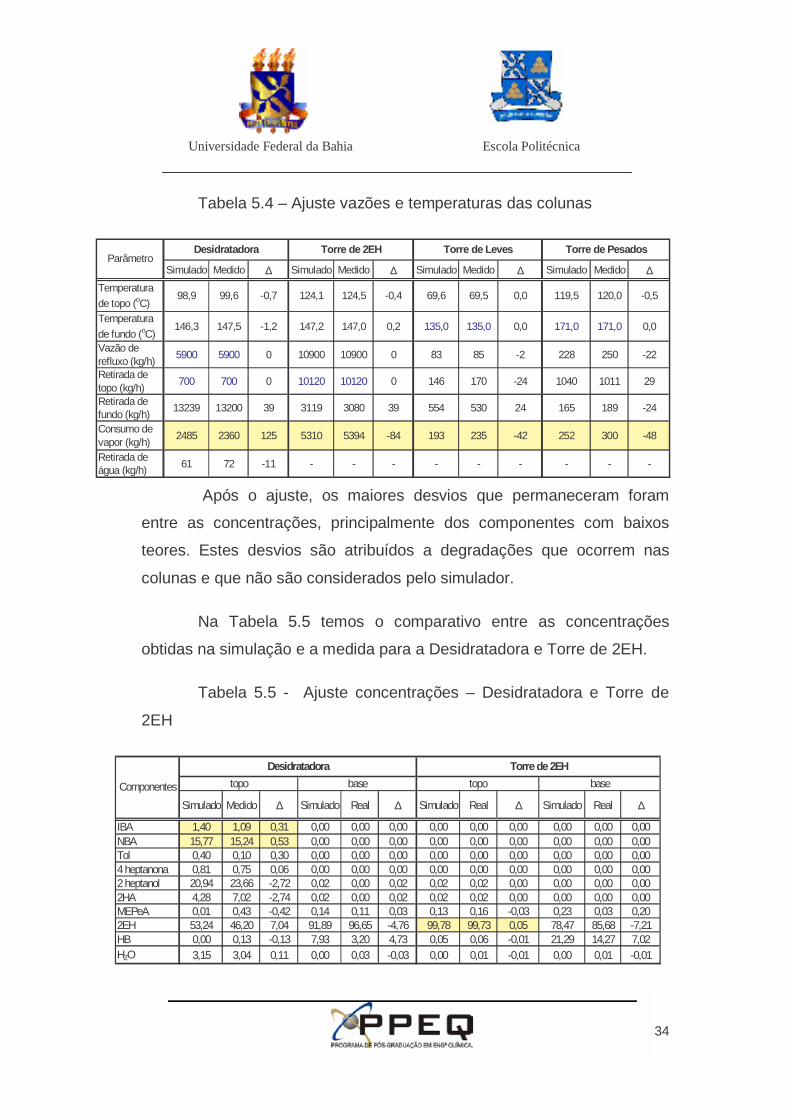
Obteve-se um ajuste para as vazões considerado aceitável
principalmente em relação ao somatório do consumo de vapor cujo desvio
foi menor que 1%. Foi desprezado o pequeno grau de superaquecimento
que há no vapor alimentado à planta industrial.Tabela 5.4.
Universidade Federal da Bahia Escola Politécnica
34
Tabela 5.4 – Ajuste vazões e temperaturas das colunas
Após o ajuste, os maiores desvios que permaneceram foram
entre as concentrações, principalmente dos componentes com baixos
teores. Estes desvios são atribuídos a degradações que ocorrem nas
colunas e que não são considerados pelo simulador.
Na Tabela 5.5 temos o comparativo entre as concentrações
obtidas na simulação e a medida para a Desidratadora e Torre de 2EH.
Tabela 5.5 - Ajuste concentrações – Desidratadora e Torre de
2EH
Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆Temperatura
de topo (oC)98,9 99,6 -0,7 124,1 124,5 -0,4 69,6 69,5 0,0 119,5 120,0 -0,5
Temperatura
de fundo (oC)146,3 147,5 -1,2 147,2 147,0 0,2 135,0 135,0 0,0 171,0 171,0 0,0
Vazão de refluxo (kg/h)
5900 5900 0 10900 10900 0 83 85 -2 228 250 -22
Retirada de topo (kg/h)
700 700 0 10120 10120 0 146 170 -24 1040 1011 29
Retirada de fundo (kg/h)
13239 13200 39 3119 3080 39 554 530 24 165 189 -24
Consumo de vapor (kg/h)
2485 2360 125 5310 5394 -84 193 235 -42 252 300 -48
Retirada de água (kg/h)
61 72 -11 - - - - - - - - -
Desidratadora Torre de 2EH Torre de Leves Torre de PesadosParâmetro
Simulado Medido ∆ Simulado Real ∆ Simulado Real ∆ Simulado Real ∆
IBA 1,40 1,09 0,31 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00NBA 15,77 15,24 0,53 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Tol 0,40 0,10 0,30 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,004 heptanona 0,81 0,75 0,06 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,002 heptanol 20,94 23,66 -2,72 0,02 0,00 0,02 0,02 0,02 0,00 0,00 0,00 0,002HA 4,28 7,02 -2,74 0,02 0,00 0,02 0,02 0,02 0,00 0,00 0,00 0,00MEPeA 0,01 0,43 -0,42 0,14 0,11 0,03 0,13 0,16 -0,03 0,23 0,03 0,202EH 53,24 46,20 7,04 91,89 96,65 -4,76 99,78 99,73 0,05 78,47 85,68 -7,21HB 0,00 0,13 -0,13 7,93 3,20 4,73 0,05 0,06 -0,01 21,29 14,27 7,02H2O 3,15 3,04 0,11 0,00 0,03 -0,03 0,00 0,01 -0,01 0,00 0,01 -0,01
Desidratadora Torre de 2EH
topo base basetopoComponentes
Universidade Federal da Bahia Escola Politécnica
35
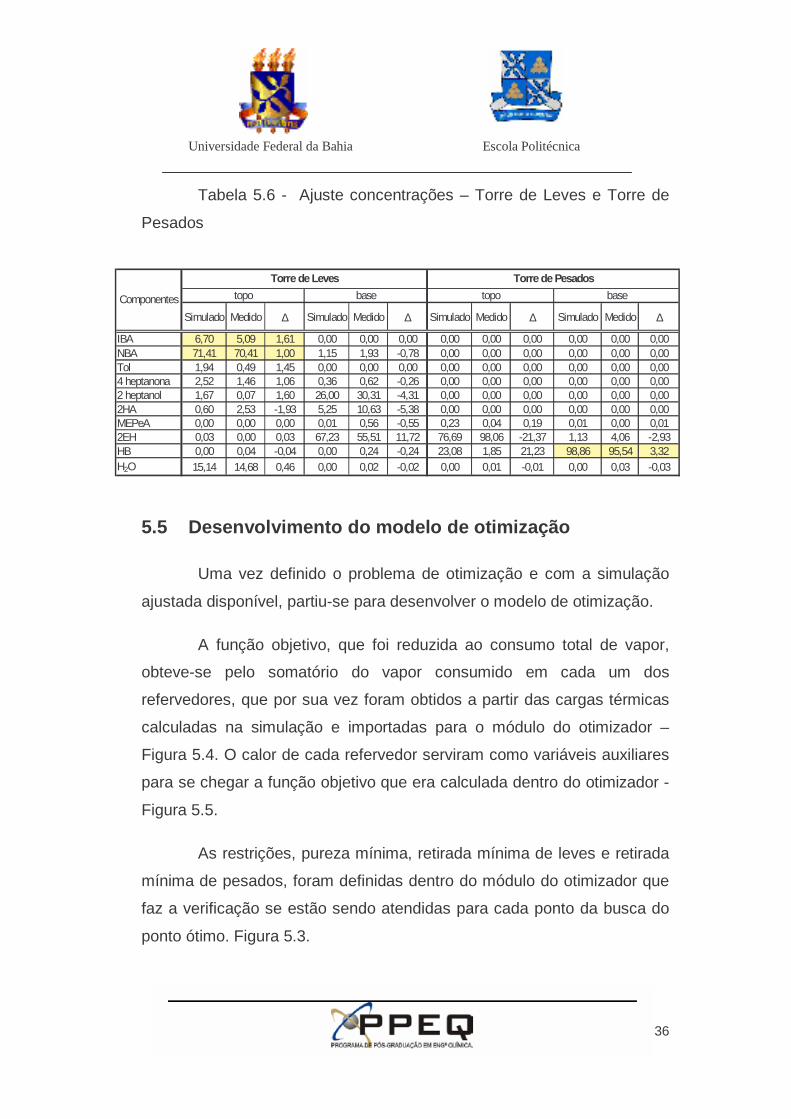
Na base da coluna de leves há uma diferença significativa entre
as concentrações medidas e simuladas do 2EH, 2HA e 2-heptanol. Isto é
explicado pelas reações de degradação do 2EH a 2-heptanol e pela sua
desidrogenação formando 2HA conforme a representação abaixo:
C8H18O � H2 + C8H16O
2-etil hexanol hidrogênio 2-etil hexanal
Na base da coluna de 2EH a concentração de HE (pesados)
medida está abaixo da que se obtém pelo balanço material. Este desvio é
o resultado da regeneração do 2EH a partir de uma degradação dos HE.
Esta diferença se propaga para a coluna de pesados.
Levando-se em conta que os componentes relevantes que
garantem a especificação do produto tais como, a pureza do 2EH e o
consumo de vapor, foco do estudo, estão bem representados, considerou-
se que a simulação está satisfatoriamente ajustada, tendo em vista os
objetivos deste trabalho.
Na Tabela 5.6 temos o comparativo entre as concentrações
obtidas na simulação e a medida para a Torre de Leves e a Torre de
Pesados.
Universidade Federal da Bahia Escola Politécnica
36
Tabela 5.6 - Ajuste concentrações – Torre de Leves e Torre de
Pesados
5.5 Desenvolvimento do modelo de otimização
Uma vez definido o problema de otimização e com a simulação
ajustada disponível, partiu-se para desenvolver o modelo de otimização.
A função objetivo, que foi reduzida ao consumo total de vapor,
obteve-se pelo somatório do vapor consumido em cada um dos
refervedores, que por sua vez foram obtidos a partir das cargas térmicas
calculadas na simulação e importadas para o módulo do otimizador –
Figura 5.4. O calor de cada refervedor serviram como variáveis auxiliares
para se chegar a função objetivo que era calculada dentro do otimizador -
Figura 5.5.
As restrições, pureza mínima, retirada mínima de leves e retirada
mínima de pesados, foram definidas dentro do módulo do otimizador que
faz a verificação se estão sendo atendidas para cada ponto da busca do
ponto ótimo. Figura 5.3.
Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆
IBA 6,70 5,09 1,61 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00NBA 71,41 70,41 1,00 1,15 1,93 -0,78 0,00 0,00 0,00 0,00 0,00 0,00Tol 1,94 0,49 1,45 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,004 heptanona 2,52 1,46 1,06 0,36 0,62 -0,26 0,00 0,00 0,00 0,00 0,00 0,002 heptanol 1,67 0,07 1,60 26,00 30,31 -4,31 0,00 0,00 0,00 0,00 0,00 0,002HA 0,60 2,53 -1,93 5,25 10,63 -5,38 0,00 0,00 0,00 0,00 0,00 0,00MEPeA 0,00 0,00 0,00 0,01 0,56 -0,55 0,23 0,04 0,19 0,01 0,00 0,012EH 0,03 0,00 0,03 67,23 55,51 11,72 76,69 98,06 -21,37 1,13 4,06 -2,93HB 0,00 0,04 -0,04 0,00 0,24 -0,24 23,08 1,85 21,23 98,86 95,54 3,32H2O 15,14 14,68 0,46 0,00 0,02 -0,02 0,00 0,01 -0,01 0,00 0,03 -0,03
topo base
Torre de Leves Torre de Pesados
topo baseComponentes
Universidade Federal da Bahia Escola Politécnica
37
Para a pureza mínima foi utilizado 99,50 % em peso, que é um
valor consolidado no mercado. O valor que vai para o otimizador é a
concentração mássica de 2EH no destilado da Torre de 2EH.
A retirada de leves mínima usada foi de 115 kg/h que corresponde
a quantidade de isobutanol e normalbutanol formados no reator para o
caso base. Este parâmetro é obtido pelo somatório das vazões mássicas
destes componentes na corrente de destilado da Torre de Leves.- Figura
5.5. Este parâmetro deve ser ajustado cada vez que houver alteração na
geração de leves no reator.
Foi utilizado o valor de 80 kg/h para a retirada de pesados
mínima, que corresponde a geração de pesados no reator para o caso
base. Também deve ser ajustado cada vez que houver alteração na
geração de pesados no reator.
As variáveis de decisão foram definidas no módulo do otimizador.
Para cada uma delas é fixada a faixa de variação possível, dentro da qual
acontece a busca do ponto ótimo – Figura 5.2.
Utilizando este mesmo modelo pode-se alterar o algoritmo
numérico de otimização dentre os disponíveis para problemas com
restrições: BOX, SQP e MIX. Figura 5.6.
5.6 Mapeamento da função objetivo
O mapeamento da função objetivo teve como finalidade verificar o
seu comportamento alterando-se apenas uma variável de decisão em
relação ao caso base. É muito importante como ferramenta para analisar
o desempenho do otimizador e para identificar a sensibilidade da função
objetivo em relação a cada uma das variáveis de decisão.
Universidade Federal da Bahia Escola Politécnica
38
Os valores usados para cada uma das variáveis de decisão que
se fez variar foram de tal modo que ficassem acima e abaixo dos
adotados no caso base e que satisfizessem às restrições impostas.
Os valores usados para cada uma das variáveis de decisão
foram:
• F1 – vazão de alimentação da Desidratadora �
12000; 13000;
15000; 16000 kg/h
• R1 –vazão de refluxo da Desidratadora�
4000; 5000; 7000 kg/h
• D1 – destilado da Desidratadora �
500; 600; 800 kg/h
• D2 – destilado da Torre de Leves�
100; 200, 250 kg/h
• R/D1 – razão de refluxo da Torre de Leves�
0,4; 0,5; 0,7
• F2 – vazão de alimentação da Torre de Pesados�
800; 1000;
1400 kg/h
• T1 – temperatura de base da Torre de Pesados �
150; 160;
180 oC
No anexo III Tabelas AIII.1 a 5 é apresentado o mapeamento
completo da função objetivo.
O melhor resultado da função objetivo obtido no mapeamento já
se conseguiria um ganho expressivo pois haveria uma redução de cerca
de 600 kg/h no consumo de vapor. Tabela 5.7.
Universidade Federal da Bahia Escola Politécnica
39
Tabela 5.7 – Mapeamento da função objetivo – Melhor caso
Caso baseMelhor
Mapeamento ∆∆∆∆
Função Objetivo
Consumo vapor (kg/h) 8241 7622 619
Variáveis de decisão
F1 – alimentação da Desidratadora (kg/h) 14239 14000 239
R1 – vazão de refluxo da Desidratadora (kg/h) 5900 4000 1900
D1 – destilado da Desidratadora (kg/h) 700 700 0
D2 – destilado da Coluna de Leves (kg/h) 146 146 0
R/D1 – razão de refluxo da Coluna de Leves 0,57 0,59 -0,02
F2 – alimentação da Coluna de Pesados (kg/h) 1200 1200 0
T1 – temperatura de base daColuna de Pesados (o 171 171 0
Restrições Faixa permitida
Pureza 2EH 99,78 99,57 >99,50
Retirada de leves (kg/h) 116 115 >115
Retirada de pesados (kg/h) 146 163 >80
Universidade Federal da Bahia Escola Politécnica
40
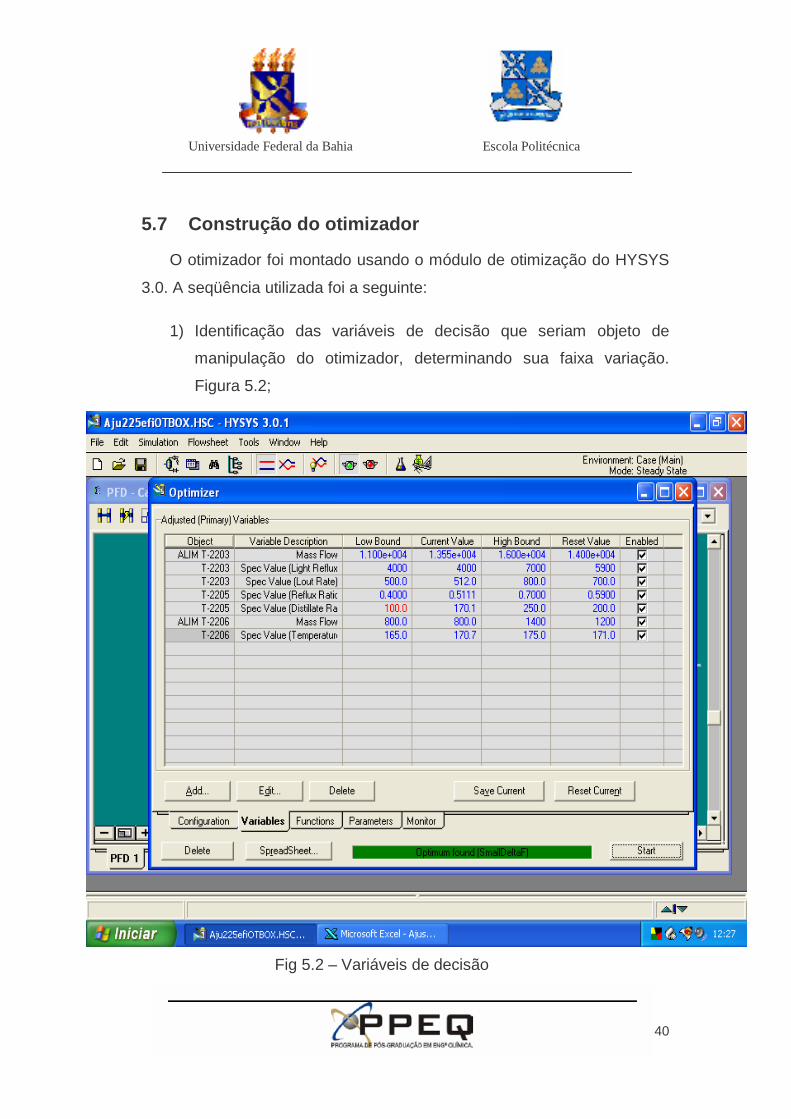
5.7 Construção do otimizador
O otimizador foi montado usando o módulo de otimização do HYSYS
3.0. A seqüência utilizada foi a seguinte:
1) Identificação das variáveis de decisão que seriam objeto de
manipulação do otimizador, determinando sua faixa variação.
Figura 5.2;
Fig 5.2 – Variáveis de decisão
Universidade Federal da Bahia Escola Politécnica
41
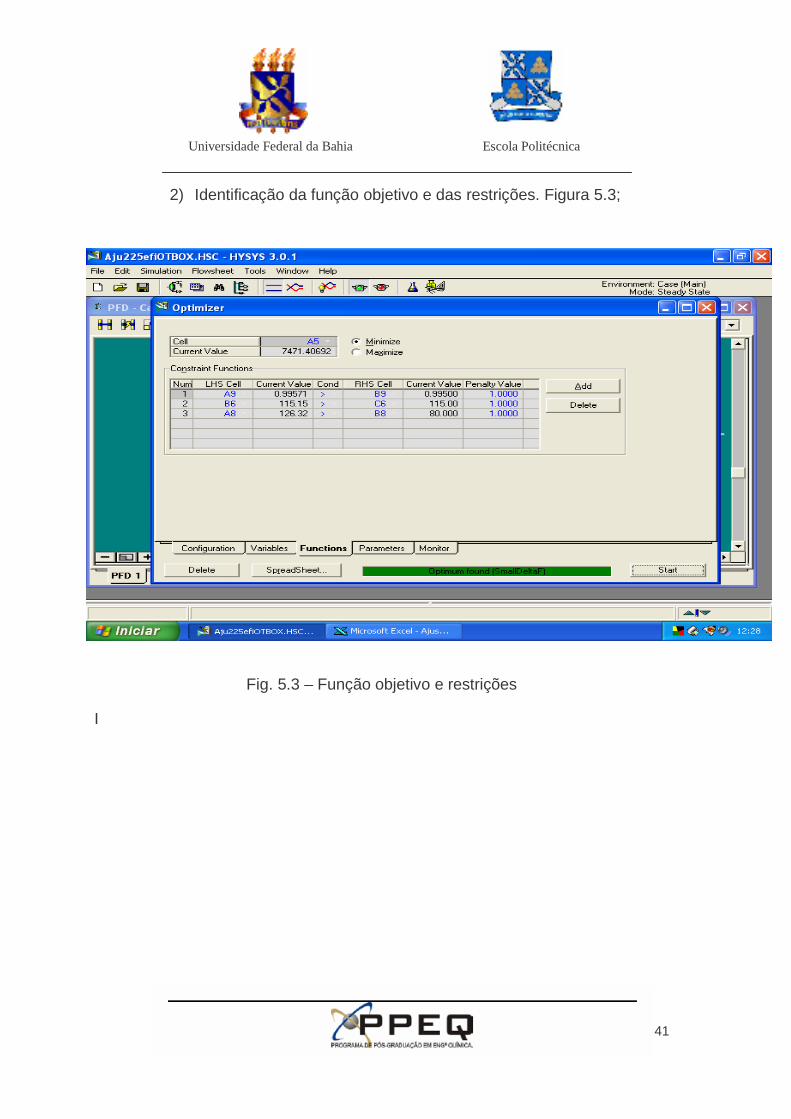
2) Identificação da função objetivo e das restrições. Figura 5.3;
Fig. 5.3 – Função objetivo e restrições
I
Universidade Federal da Bahia Escola Politécnica
42
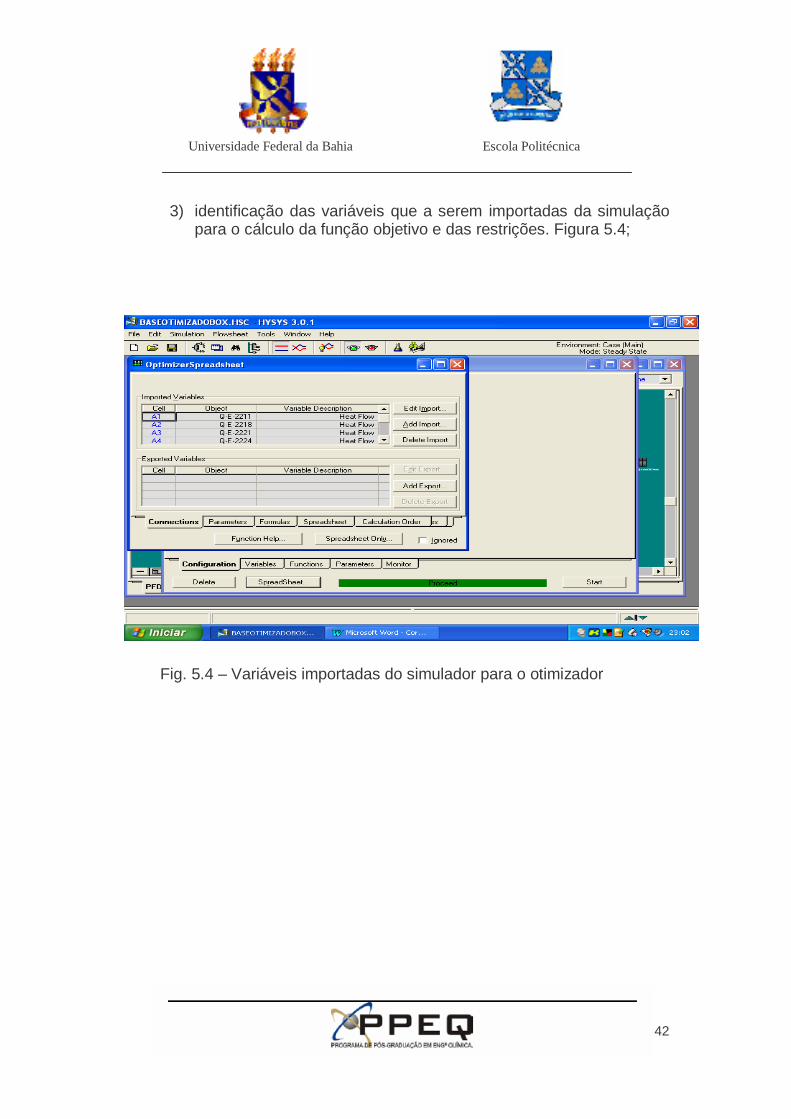
3) identificação das variáveis que a serem importadas da simulação para o cálculo da função objetivo e das restrições. Figura 5.4;
Fig. 5.4 – Variáveis importadas do simulador para o otimizador
Universidade Federal da Bahia Escola Politécnica
43
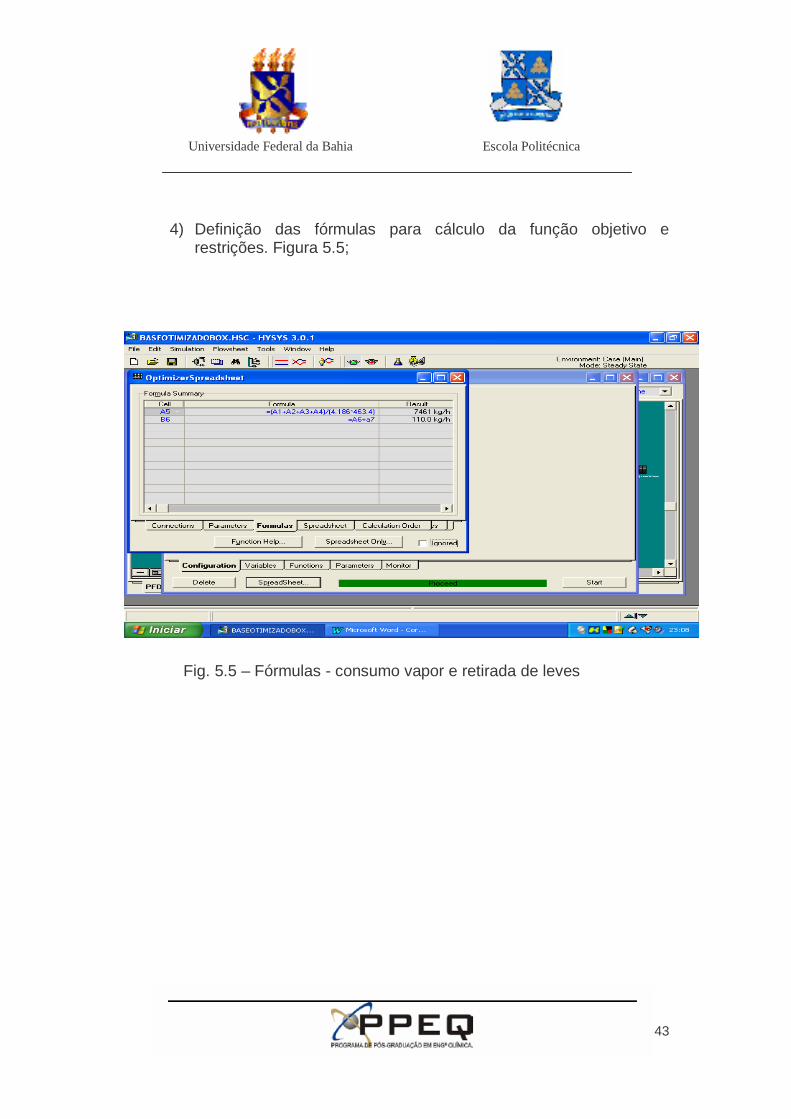
4) Definição das fórmulas para cálculo da função objetivo e
restrições. Figura 5.5;
Fig. 5.5 – Fórmulas - consumo vapor e retirada de leves
Universidade Federal da Bahia Escola Politécnica
44
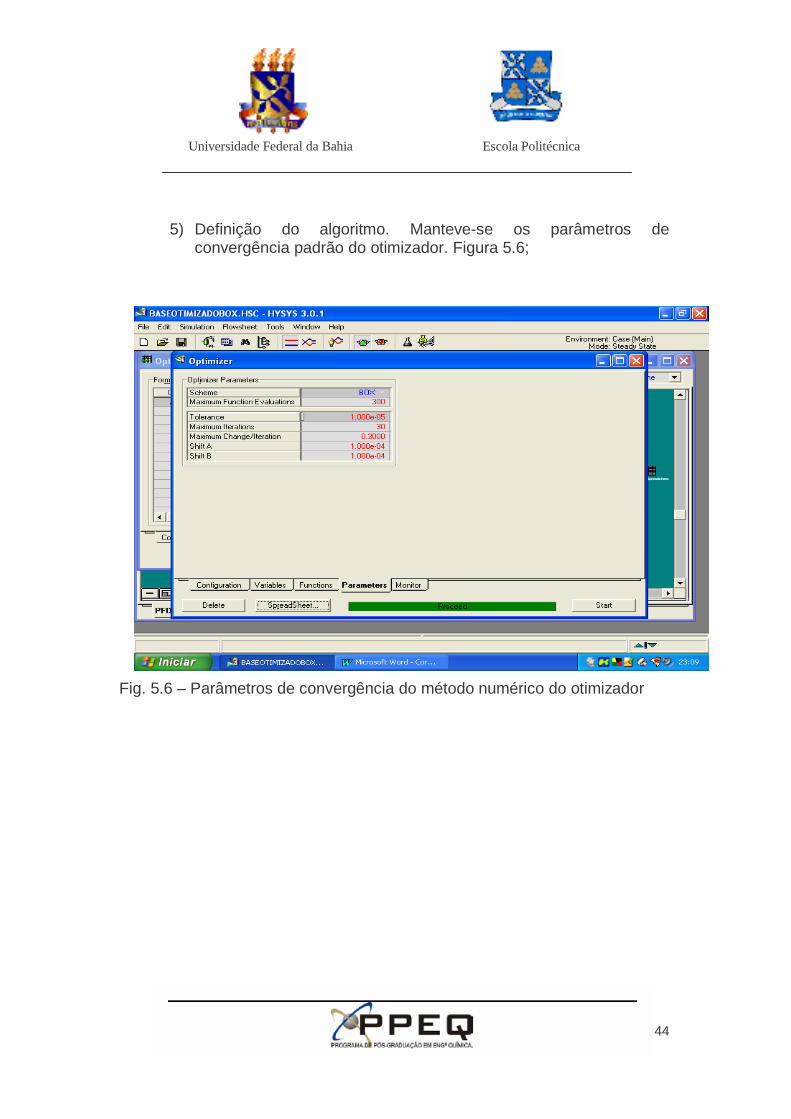
5) Definição do algoritmo. Manteve-se os parâmetros de convergência padrão do otimizador. Figura 5.6;
Fig. 5.6 – Parâmetros de convergência do método numérico do otimizador
Universidade Federal da Bahia Escola Politécnica
45
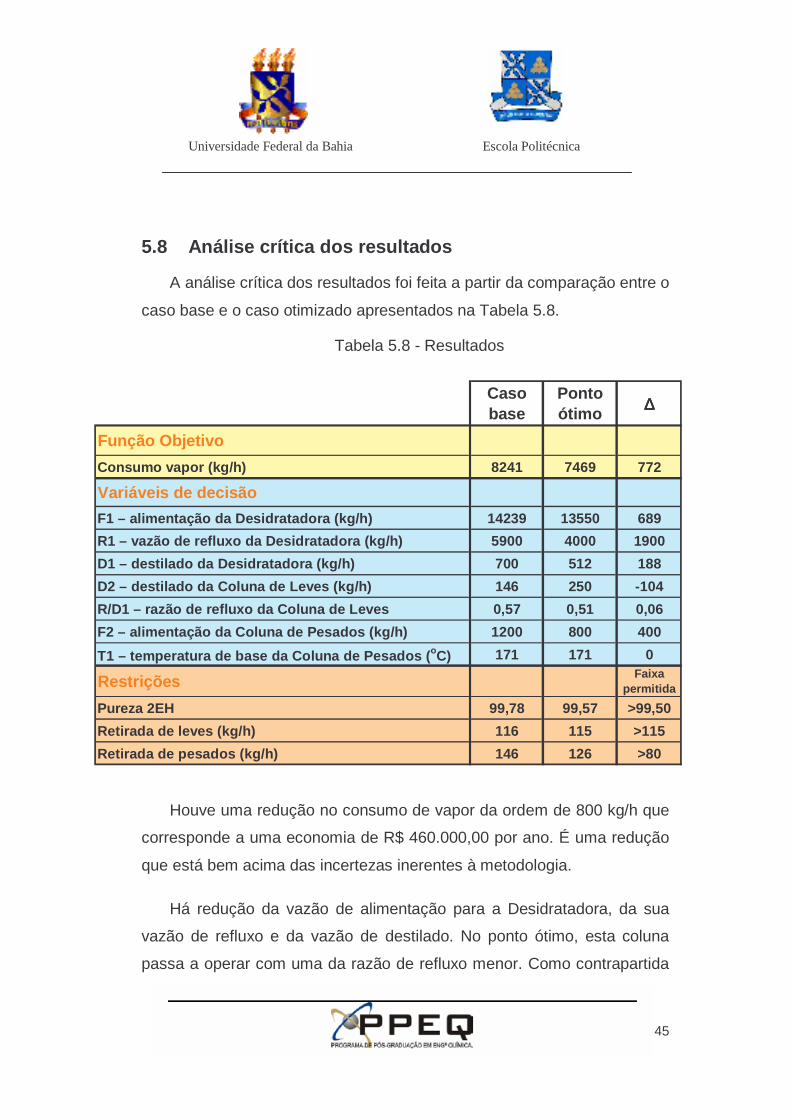
5.8 Análise crítica dos resultados
A análise crítica dos resultados foi feita a partir da comparação entre o
caso base e o caso otimizado apresentados na Tabela 5.8.
Tabela 5.8 - Resultados
Houve uma redução no consumo de vapor da ordem de 800 kg/h que
corresponde a uma economia de R$ 460.000,00 por ano. É uma redução
que está bem acima das incertezas inerentes à metodologia.
Há redução da vazão de alimentação para a Desidratadora, da sua
vazão de refluxo e da vazão de destilado. No ponto ótimo, esta coluna
passa a operar com uma da razão de refluxo menor. Como contrapartida
Caso base
Ponto ótimo
∆∆∆∆
Função Objetivo
Consumo vapor (kg/h) 8241 7469 772
Variáveis de decisão
F1 – alimentação da Desidratadora (kg/h) 14239 13550 689
R1 – vazão de refluxo da Desidratadora (kg/h) 5900 4000 1900
D1 – destilado da Desidratadora (kg/h) 700 512 188
D2 – destilado da Coluna de Leves (kg/h) 146 250 -104
R/D1 – razão de refluxo da Coluna de Leves 0,57 0,51 0,06
F2 – alimentação da Coluna de Pesados (kg/h) 1200 800 400
T1 – temperatura de base da Coluna de Pesados (oC) 171 171 0
Restrições Faixa permitida
Pureza 2EH 99,78 99,57 >99,50
Retirada de leves (kg/h) 116 115 >115
Retirada de pesados (kg/h) 146 126 >80
Universidade Federal da Bahia Escola Politécnica
46
piora a separação na coluna, o que é refletido numa menor pureza do
produto, mas ainda dentro da especificação. É um resultado alinhado com
a lógica de que quanto mais próximo do limite da especificação de um
parâmetro, menor o consumo de insumos para obtê-lo.
As modificações na Torre de Leves faz com que a retirada de leves
fique no limite inferior de 115 kg/h. As alterações foram as seguintes:
redução da vazão de alimentação de 700 para 512 kg/h, aumento do
destilado de 140 para 250 kg/h e redução do R/D de 0,59 para 0,51.
A vazão de alimentação da Torre de Pesados foi reduzida de 1200 k/h
para 800 kg/h que é o limite inferior desta variável de decisão. Ainda
assim, a retirada de pesados ficou cerca de 50% acima do mínimo.
A experiência de mais de vinte anos de operação desta Unidade de
Produção de 2EH e o mapeamento da função objetivo serviram de
suporte para se fazer a afirmação de que o ponto ótimo a que se chegou
é consistente.
Universidade Federal da Bahia Escola Politécnica
47
5.9 Análise de Sensibilidade
A análise de sensibilidade tem como objetivo estudar o
comportamento do ponto ótimo da função objetivo em relação a alguns
parâmetros especificados no problema de otimização.
Foi feita a análise de sensibilidade da função objetivo fazendo variar
parâmetros operacionais que podem se modificar ao longo do tempo e
que a afetam, ou seja, ao consumo total de vapor do sistema. Todos estes
parâmetros são especificados no problema de otimização.
Os três parâmetros operacionais que se enquadram nesta condição
são os seguintes: volume de produção, geração de pesados e geração de
leves.
Todo o estudo de otimização foi feito considerando que o volume de
produção era uma constante, correspondendo à capacidade mais comum
de operação, determinado pelo mercado e portanto, não poderia ser
considerado uma variável de decisão.
A depender de variações do mercado de 2EH esta variável pode ser
alterada para atender os clientes e não formar estoques excessivos.
A análise de sensibilidade foi realizada para os volumes de produção
de 8500, 9000, 9500 e 10500 kg/h, que cobrem toda a faixa usual de
operação.
A geração de produtos que são mais pesados que o 2EH cresce à
medida que o final da campanha do catalisador se aproxima. Isto
acontece porque para compensar a perda de atividade eleva-se a
Universidade Federal da Bahia Escola Politécnica
48
temperatura do reator, o que favorece as reações laterais que formam
estes produtos.
No sistema de purificação estes produtos pesados devem ser
removidos para que não se acumulem no solvente e venham a
contaminar o produto final.
Na condição do caso base se tinha uma situação em que a formação
de pesados era próxima à máxima, ou seja, o catalisador estava perto do
final de campanha com uma geração de 80 kg/h.
A função objetivo foi calculada para uma geração de 100 kg/h,
considerando uma situação ainda mais severa, e para estágios mais
iniciais da campanha do catalisador, 60 e 40 kg/h.
A formação de leves no reator é função da contaminação de normal-
butiraldeído e iso-butiraldeído na matéria-prima, decorrentes de etapas
anteriores do processo.
Na condição do caso base foi considerada a contaminação máxima
que poderia ocorrer na matéria prima, o 2-etil hexenal. A função objetivo
foi calculada considerando níveis de contaminação que corresponderiam
à geração de 100, 80, 60, 40 e 20 kg/h.
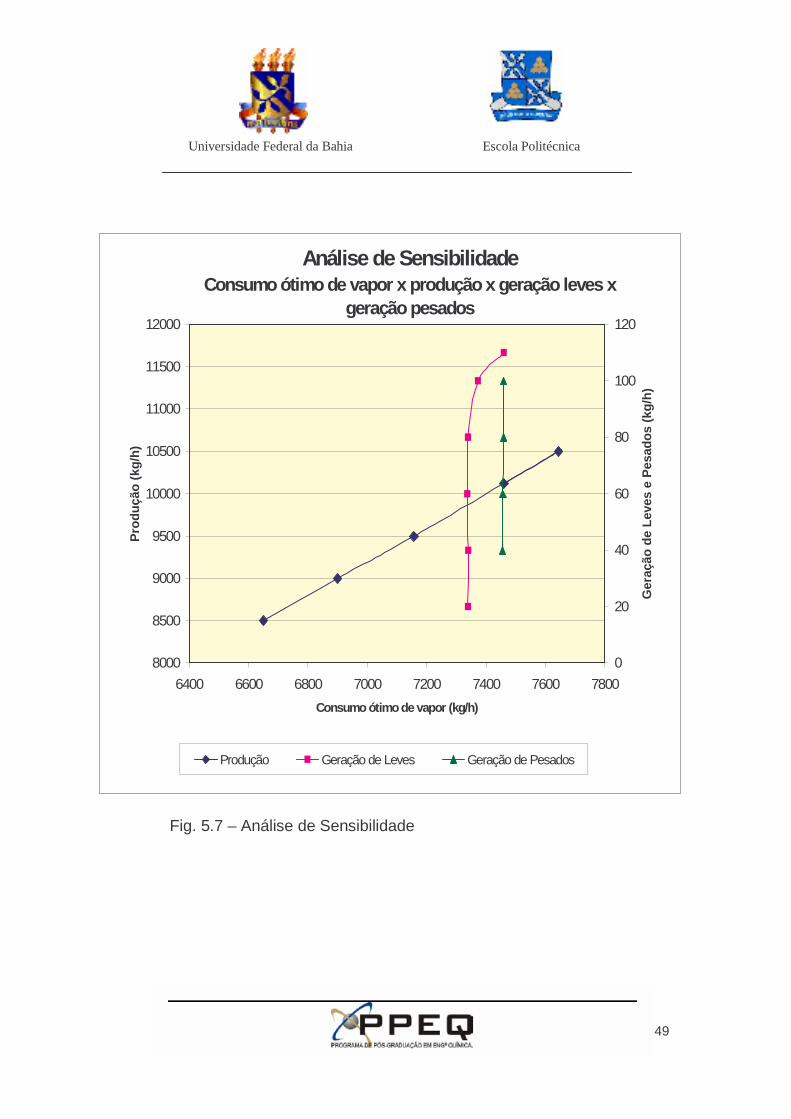
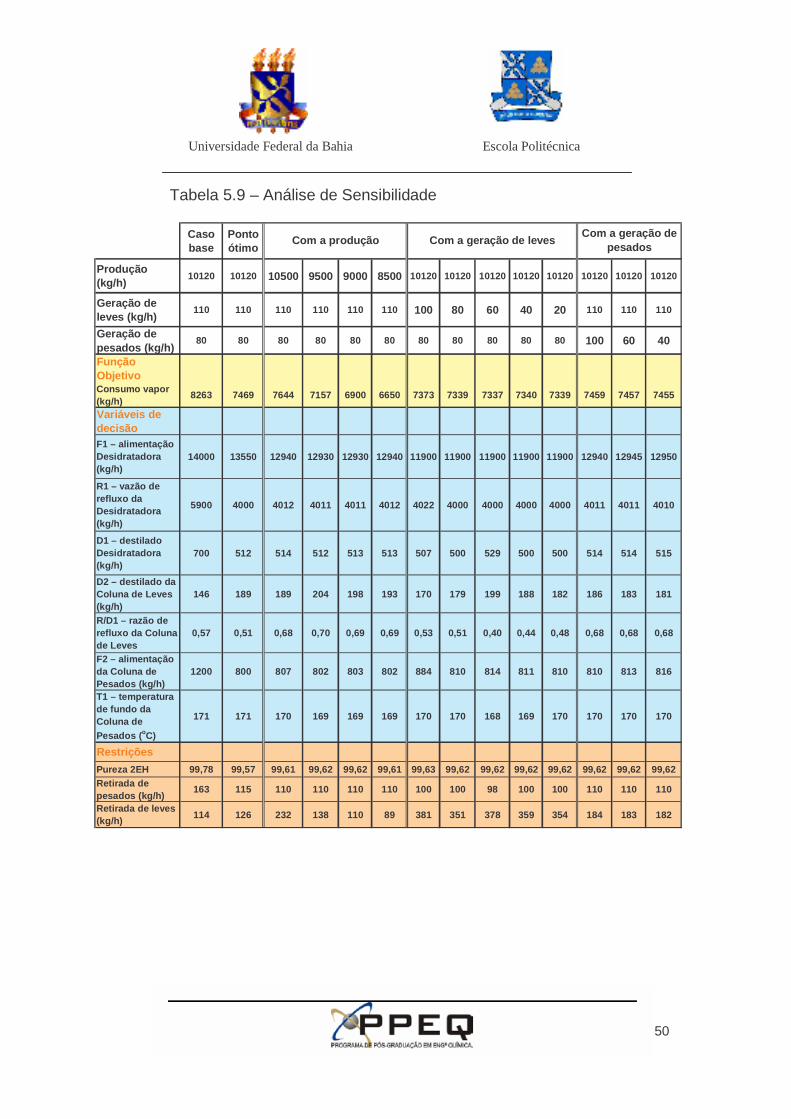
Na Figura 5.7 é apresentado um gráfico da análise da sensibilidade
da função objetivo para cada um destes parâmetros. Na Tabela 5.9
também são mostrados estes mesmos resultados.
Verifica-se que a função objetivo é bastante sensível à produção e,
praticamente não é afetada pela geração de pesados. Somente para
gerações de leves mais altas há uma pequena variação da função
objetivo.
Universidade Federal da Bahia Escola Politécnica
49
Fig. 5.7 – Análise de Sensibilidade
Análise de SensibilidadeConsumo ótimo de vapor x produção x geração leves x
geração pesados
8000
8500
9000
9500
10000
10500
11000
11500
12000
6400 6600 6800 7000 7200 7400 7600 7800
Consumo ótimo de vapor (kg/h)
Pro
du
ção
(kg
/h)
0
20
40
60
80
100
120
Ger
ação
de
Lev
es e
Pes
ado
s (k
g/h
)
Produção Geração de Leves Geração de Pesados
Universidade Federal da Bahia Escola Politécnica
50
Tabela 5.9 – Análise de Sensibilidade
Caso base
Ponto ótimo
Produção (kg/h)
10120 10120 10500 9500 9000 8500 10120 10120 10120 10120 10120 10120 10120 10120
Geração de leves (kg/h)
110 110 110 110 110 110 100 80 60 40 20 110 110 110
Geração de pesados (kg/h)
80 80 80 80 80 80 80 80 80 80 80 100 60 40
Função ObjetivoConsumo vapor (kg/h)
8263 7469 7644 7157 6900 6650 7373 7339 7337 7340 7339 7459 7457 7455
Variáveis de decisãoF1 – alimentação Desidratadora (kg/h)
14000 13550 12940 12930 12930 12940 11900 11900 11900 11900 11900 12940 12945 12950
R1 – vazão de refluxo da Desidratadora (kg/h)
5900 4000 4012 4011 4011 4012 4022 4000 4000 4000 4000 4011 4011 4010
D1 – destilado Desidratadora (kg/h)
700 512 514 512 513 513 507 500 529 500 500 514 514 515
D2 – destilado da Coluna de Leves (kg/h)
146 189 189 204 198 193 170 179 199 188 182 186 183 181
R/D1 – razão de refluxo da Coluna de Leves
0,57 0,51 0,68 0,70 0,69 0,69 0,53 0,51 0,40 0,44 0,48 0,68 0,68 0,68
F2 – alimentação da Coluna de Pesados (kg/h)
1200 800 807 802 803 802 884 810 814 811 810 810 813 816
T1 – temperatura de fundo da Coluna de Pesados (oC)
171 171 170 169 169 169 170 170 168 169 170 170 170 170
Restrições
Pureza 2EH 99,78 99,57 99,61 99,62 99,62 99,61 99,63 99,62 99,62 99,62 99,62 99,62 99,62 99,62Retirada de pesados (kg/h)
163 115 110 110 110 110 100 100 98 100 100 110 110 110
Retirada de leves (kg/h)
114 126 232 138 110 89 381 351 378 359 354 184 183 182
Com a produção Com a geração de levesCom a geração de
pesados
Universidade Federal da Bahia Escola Politécnica
51
5.10 Planejamento de implementação na planta industrial
O planejamento de implementação aconteceu com a planta operando
logo após a troca de catalisador do reator. O caso base passou a ser a
condição operacional atual da planta.
Para a implementação desta metodologia de otimização na planta
industrial foram seguidos os passos abaixo:
1) Coleta dos dadas da condição operacional. Esta etapa consistiu
em levantar as vazões e temperaturas. Também foi levantado o
resultado analítico de entrada e saída do reator;
2) Análise crítica dos dados. Verificou-se que praticamente não havia
formação de compostos pesados o que é justificado pelo estágio
inicial da campanha do catalisador. Nesse momento da vida do
catalisador a composição da vazão de alimentação do Sistema de
Purificação é diferente da condição do caso escolhido como base.
O teor de água, por outro lado, estava mais alto, pois havia uma
alimentação de condensado para estabilizar o catalisador. A
geração de leves estava em 167 kg/h;
3) Implementação destes dados no simulador. No otimizador
desabilitou-se a variável de decisão temperatura de base da
coluna de pesados. Isto foi feito porque mesmo com a formação
de pesados praticamente nula, a torre de pesados precisa
continuar operando com uma purga mínima de 50 kg/h para
remover finos do catalisador e, portanto, a temperatura de base
deixa de ser uma variável de decisão.
Universidade Federal da Bahia Escola Politécnica
52
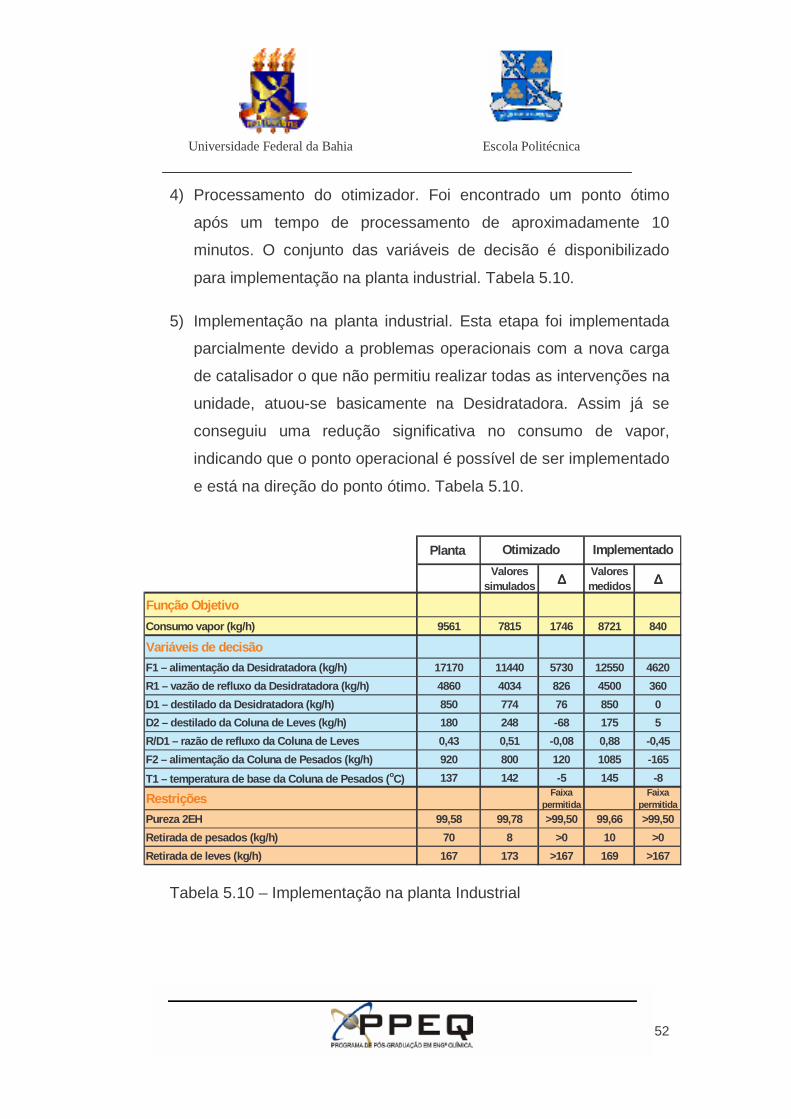
4) Processamento do otimizador. Foi encontrado um ponto ótimo
após um tempo de processamento de aproximadamente 10
minutos. O conjunto das variáveis de decisão é disponibilizado
para implementação na planta industrial. Tabela 5.10.
5) Implementação na planta industrial. Esta etapa foi implementada
parcialmente devido a problemas operacionais com a nova carga
de catalisador o que não permitiu realizar todas as intervenções na
unidade, atuou-se basicamente na Desidratadora. Assim já se
conseguiu uma redução significativa no consumo de vapor,
indicando que o ponto operacional é possível de ser implementado
e está na direção do ponto ótimo. Tabela 5.10.
Tabela 5.10 – Implementação na planta Industrial
Planta
Valores simulados ∆∆∆∆
Valores medidos ∆∆∆∆
Função Objetivo
Consumo vapor (kg/h) 9561 7815 1746 8721 840
Variáveis de decisão
F1 – alimentação da Desidratadora (kg/h) 17170 11440 5730 12550 4620
R1 – vazão de refluxo da Desidratadora (kg/h) 4860 4034 826 4500 360
D1 – destilado da Desidratadora (kg/h) 850 774 76 850 0
D2 – destilado da Coluna de Leves (kg/h) 180 248 -68 175 5
R/D1 – razão de refluxo da Coluna de Leves 0,43 0,51 -0,08 0,88 -0,45
F2 – alimentação da Coluna de Pesados (kg/h) 920 800 120 1085 -165
T1 – temperatura de base da Coluna de Pesados (oC) 137 142 -5 145 -8
Restrições Faixa permitida
Faixa permitida
Pureza 2EH 99,58 99,78 >99,50 99,66 >99,50
Retirada de pesados (kg/h) 70 8 >0 10 >0
Retirada de leves (kg/h) 167 173 >167 169 >167
ImplementadoOtimizado
Universidade Federal da Bahia Escola Politécnica
53
Aplicando o ponto ótimo na planta industrial se conseguirá uma
redução de 1746 kg/h de vapor, que significa uma economia anual de
cerca de R$ 1 000 000,00. Contudo, por problemas operacionais do reator
a montante do trem de separação, o ponto possível de ser implementado
levou a uma redução de 840 kg/h, que corresponde a uma economia de
R$ 460 000,00 por ano.
Além deste ganho econômico haverá uma redução de consumo de
água de 15 mil de m3/ano e uma redução de lançamento de efluentes
como purga de caldeira e unidade de desmineralização de cerca de 700
m3/ano.
Para estas estimativas considerou-se o índice histórico da caldeira
que atende a planta de 2EH, que é de 1,05 toneladas de água por
tonelada de vapor gerado. A diferença do balanço são as purgas para
efluente.
O menor consumo de vapor também vai implicar um menor
lançamento de gases de combustão para a atmosférica, o que é um
ganho ambiental significativo.
Universidade Federal da Bahia Escola Politécnica
54
6. Conclusões
A metodologia utilizada se mostrou consistente e factível de se aplicar
numa planta industrial, uma vez que já se dispõe de uma simulação bem
ajustada à condição operacional da planta.
O mapeamento da função objetivo neste trabalho, teve uma
importância fundamental e recomenda-se que sempre seja realizado para
servir como ferramenta na análise da consistência ao resultado final.
Dentre os algoritmos de otimização pesquisados, não se conseguiu
convergência para o SQP e o MIX. Este segundo, enquanto estava na
fase de utilização do BOX funcionava bem, porém ao entrar na segunda
fase, em que utilizada o SQP, não convergia. Ficou evidente que a
utilização deste método indireto para este caso requer uma análise mais
profunda. Mesmo quando se desabilitavam algumas das variáveis de
decisão para tornar o problema de otimização mais simples, o SQP e MIX
não funcionavam.
Este resultado foi bastante coerente com o que se viu na revisão
bibliográfica, ou seja, o BOX apesar de ter uma convergência mais lenta,
é um algoritmo mais robusto. Para os diversos casos em que se executou
o otimizador usando o algoritmo BOX sempre se conseguiu obter um
resultado coerente após um tempo de 5 a 10 minutos de processamento.
Isto ficou bem evidente durante o estudo de sensibilidade.
Para o objetivo desta pesquisa o tempo de processamento e os
resultados obtidos usando o algoritmo BOX foram muito satisfatórios.
Uma vez montado o otimizador no HYSYS, tendo como suporte uma
simulação bem ajustada, verificou-se que aplicação na planta industrial é
Universidade Federal da Bahia Escola Politécnica
55
uma sistemática simples, rápida e com resultados consistentes, desde
que a metodologia de desenvolvimento do modelo de otimização proposta
nessa pesquisa seja obedecida.
Se obteve uma economia que se obteve de cerca de 800 kg/h de
vapor, correspondendo a R$ 460 000,00 anuais, mas devido a problemas
na unidade à montante do trem de destilação, o ponto operacional
possível de ser implementado não alcançou o ponto ótimo. Quando o
ponto ótimo for implementado a economia de vapor será de 1800 kg/h,
que equivale a R$ 1 000 000,00 por ano de economia.
No estudo de sensibilidade ficou evidente que o sistema é mais
sensível a variações de carga da unidade do que à taxa de formação de
subprodutos leves e pesados.
A metodologia encontrada é de grande utilidade para se ter sempre
uma operação com um máximo de lucro para cada situação de carga e
estágio de vida do catalisador.
Os resultados obtidos são bastante estimulantes para que se aplique
a metodologia para as plantas de outros oxo-álcoois como isobutanol e
normal butanol que têm processos semelhantes.
Outro ponto que merece destaque é o fato de não se ter encontrado
trabalhos similares aplicados à otimização de condições operacionais de
trem de destilação, nem para a área de purificação de oxo-álcoois.
Universidade Federal da Bahia Escola Politécnica
56
6.1 Estudos Futuros
A aplicação da metodologia a outros sistemas de purificação de oxo-
álcoois é o estudo mais evidente a ser realizado na seqüência, tendo em
vista os resultados obtidos nesta pesquisa.
Apesar desta metodologia ter sido desenvolvida para ser aplicada em
plantas existentes, será utilizada no projeto básico de uma nova planta de
butanol cujo início de operação está previsto para 2008.
A utilização do algoritmo SQP nesta metodologia, através de um
ajuste do problema de otimização ou incorporando alguma técnica que
force a convergência. Esta linha de estudo ganha relevância quando se
vislumbra uma evolução para otimização em tempo real.
Universidade Federal da Bahia Escola Politécnica
57
Referências Bibliográficas
− BARG, C, FERREIRA, J. M. P.,TRIEWEILER, J. O., SECCHI,A. R.
Simulation and Optimization of an Industrial PSA Unit. Brazilian
Journal of Chemical Engineering. v.7, n.4-7, dez 2000
− BAZARAA, M. S., SHERALI, H. D. and SHETTY, C. M. Nonlinear
Programming: Theory and Algorithms. 2nd ed.: John Wiley & Sons,
USA, 1993.
− BEK-PEDERSEN, E.,GANI, R. Design and synthesis of distillation
systems using a driving-force-based approach. ScienceDirect –
Chemical Engineering and Processing, v 43, Issue 3 p.251 - 262,
march 2004.
− BENAMOR, S. ,DOYLE, F. J. , McFARLANE, R. Polymer grade
transition control using advanced real-time optimization software.
ScienceDirect – Journal of Process Control v.14, issue 4 p.349-364
june 2004
− BIEGLER, L. T., GROSSMANN, I. E. Retrospective on optimization.
ScienceDirect – Computers & Chemical Engineering v. 28, Issue 8,
p. 1169-1192, july 2004
− BOX, M. J. A New Method of Constrained Optimization and
Comparison with Other Methods. Computer Journal, vol. 8 p.42-52,
1965
Universidade Federal da Bahia Escola Politécnica
58
− CABALLERO, J.A., GROSSMANN, I.E Design of distillation
sequences: from conventional to fully thermally coupled distillation
systems ScienceDirect – Computers & Chemical Engineering v. 28,
Issue 11, p. 2307 - 2329, october 2004
− CALDAS, J.N., LACERDA, A.I., VELOSO, E., PASCHOAL, L.C.M.
Internos de Torres – Pratos e Recheios : ed UERJ, Rio de Janeiro,
2003.
− CHAMBERLAIN, R.M., POWELL, M.J.D. The Watchdog Technique
for Forcing Convergence in Algorithms for Constrained
Optimization Reading: HYPROTEC - HYSYS 3.0 Manual, 1988
cap 11 p.11-11
− DIEHL, M., BOCK, G., SCHLODER, J.P.,FINDEISEN, R., NAGY,
Z., ALLGOWER, F. Real-time optimization and nonlinear model
predictive control of process governed by differential-algebraic
equations. ScienceDirect – Jounal of Process Control, v 12, Issue 4
p.577 - 585, june 2002.
− EDGARD, T. F. and HIMMELBLAU, D. M. Optimization of
Chemical Process.: McGraw-Hill, USA,1988.
− HYPROTEC - HYSYS 3.0 Manual – Steady State Modeling Cap11
p. 3-22. 1988
Universidade Federal da Bahia Escola Politécnica
59
− KALID, R. A. Curso de Especialização em Instrumentação,
Automação, Controle e Otimização de Processos Contínuos –
CICOP -. DEQ - Universidade Federal da Bahia. Salvador, 2002
www.lacoi.ufba.br/materialonline.
− KAN, A. H. G.R., TIMMER G. T.A Stochastic Approach to Global
Optimization Reading: Edgard-Himmelblau, 1998 cap 8.7 p.360
− KARAKAN, S., HAPOGLU, H., ALPBAZ, M. Application of optimal
adptative generalized predictive control to a packed distillation
column. ScienceDirect – Chemical Engineering Journal, v 84, Issue
3 p.389 - 396, december 2001.
− KYRIAKOPOULOU, D.J., KALITVENTZEFF, B Interior point
techniques for constrained simulation problem ScienceDirect –
Computers & Chemical Engineering v. 22, supplement 1, p. S099-
S204, march 1998
− LANGSTON, P., HILAL, N., SHINGFIELD, S., WEBB, S. Simulation
and optimization of extractive distillation with water as solvent
ScienceDirect –Chemical Engineering and Processing, v. 44, Issue
3, p. 345 - 351, march 2005
− LOW, K.H., SORENSEN, E. Simultaneous optimal design and
operation of multipurpose batch distillation columns. ScienceDirect
– Chemical Engineering and Processing, v 43, p.273-289, march
2004.
− LUCIA, A., XU, J., LAYN, K.M. Nonconvex process optimization.
ScienceDirect – Computers & Chemical Engineering v. 20, Issue
12, p. 1375 - 1398, 1996
Universidade Federal da Bahia Escola Politécnica
60
− MUNOZ, R., MONTÓN, J.B., BURGUET, M.C., DE LA TORRE, J.
Separation of isobutyl alcohol and isobutyl acetate by extractive
distillation and pressure-swing distillation: Simulation and
optimization ScienceDirect – Separation and Purification
Technology, In Press, corrected proof , January 2006
− NELDER, J.A., MEAD, R. A Simplex Method for Function
Minimization Reading: Edgard-Himmelblau, 1998 cap 6 p.194
− PROIOS, P., GOULA, N.F., PISTIKOPOULOS, E.N. Generalized
modular framework for the synthesis of integrated distillation
columns sequences. ScienceDirect – Chemical Engineering
Science v. 60, Issue 17, p. 4678 - 4701, september 2005
− SCARANTO, V., MÔNACO, W, Sistema de Purificação de Butanol.
Escola Politécnica Universidade Federal da Bahia – MAEQ
Trabalho Disciplina Otimização de Processos. 2002
− SCHMID, C., BIEGLER, Acceleration of Reduced Hessian methods
for large-scale nonlinear programming. ScienceDirect – Computers
& Chemical Engineering v. 17, Issue 5-6, p. 451 - 463, may - june
1993.
− SCHMID, C., BIEGLER, Quadratic programming method for
reduced hessian SQP. ScienceDirect – Computers & Chemical
Engineering v. 18, Issue 9, p. 817 - 832, september 1994.
− SPENDLEY, W., HEXT, G.R., HIMSWORTH, F.R Technometries
Reading: Edgard-Himmelblau, 1998 cap 6 p.192
Universidade Federal da Bahia Escola Politécnica
61
− VASANTHARAJAN, S., VISWANATHAN, J., BIEGLER, L. T.,.
Reduced successive quadratic programming implementation for
large-scale optimization problems with smaller degrees of freedom.
ScienceDirect – Computers & Chemical Engineering v. 14, Issue 8,
p. 907 - 915, august 1990
− WESTERBERG, A. W. A retrospective on design and process
synthesis. ScienceDirect – Computers & Chemical Engineering v.
28, Issue 4, p. 447- 458, april 2004.
− WOZNY, G. , PU LI. Optimization and experimental verification of
startup policies for distillation columns. ScienceDirect – Computers
& Chemical Engineering v. 28, Issue 1-2, p. 253 - 265, january 2004
− WOZNY, G. , SCHNEIDER, R. Optimization of an industrial three
phase distillation column train with experimental verification.
ScienceDirect – Computers & Chemical Engineering v. 21,
supplement 1, p. S1131-S1136, may 1997
− ZANIN, ANTÔNIO CARLOS. Implementação Industrial de um
Otimizador em Tempo Real: Escola Politécnica, Universidade de
São Paulo,2001. Tese Doutorado
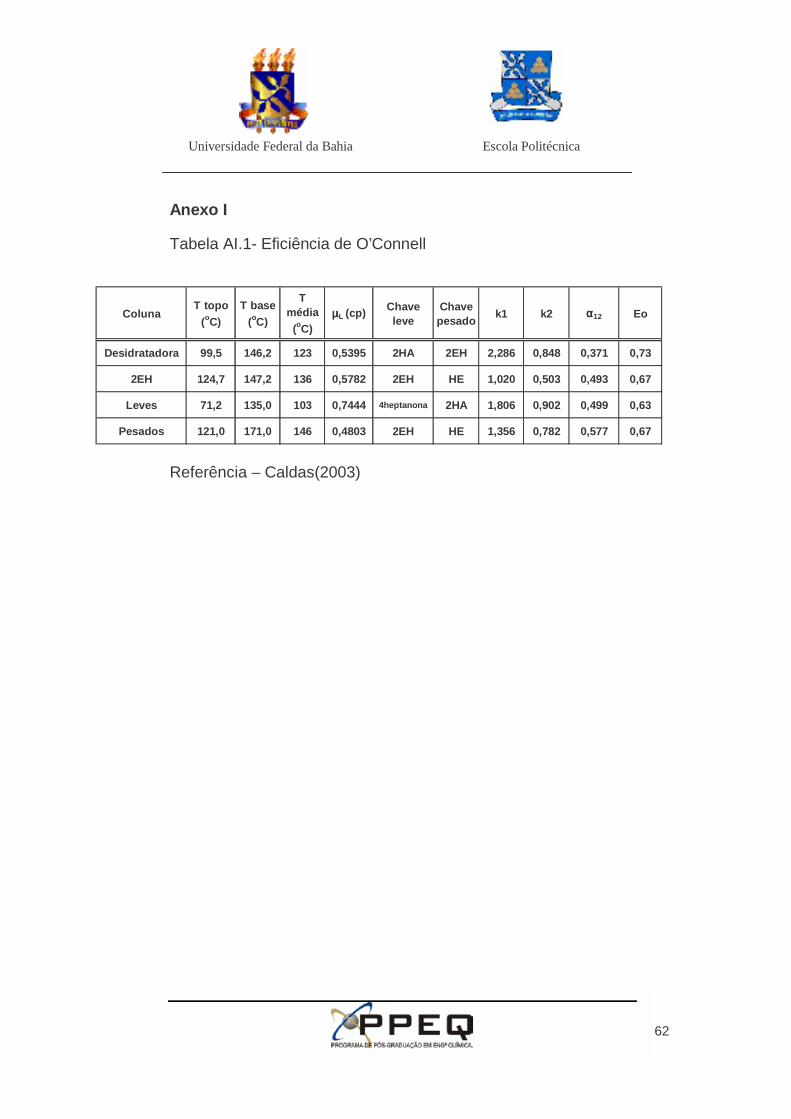
Universidade Federal da Bahia Escola Politécnica
62
Anexo I Tabela AI.1- Eficiência de O’Connell
Referência – Caldas(2003)
ColunaT topo
(oC)T base
(oC)
T média
(oC)µµµµL (cp) Chave
leveChave
pesadok1 k2 αααα12 Eo
Desidratadora 99,5 146,2 123 0,5395 2HA 2EH 2,286 0,848 0,371 0,73
2EH 124,7 147,2 136 0,5782 2EH HE 1,020 0,503 0,493 0,67
Leves 71,2 135,0 103 0,7444 4heptanona 2HA 1,806 0,902 0,499 0,63
Pesados 121,0 171,0 146 0,4803 2EH HE 1,356 0,782 0,577 0,67
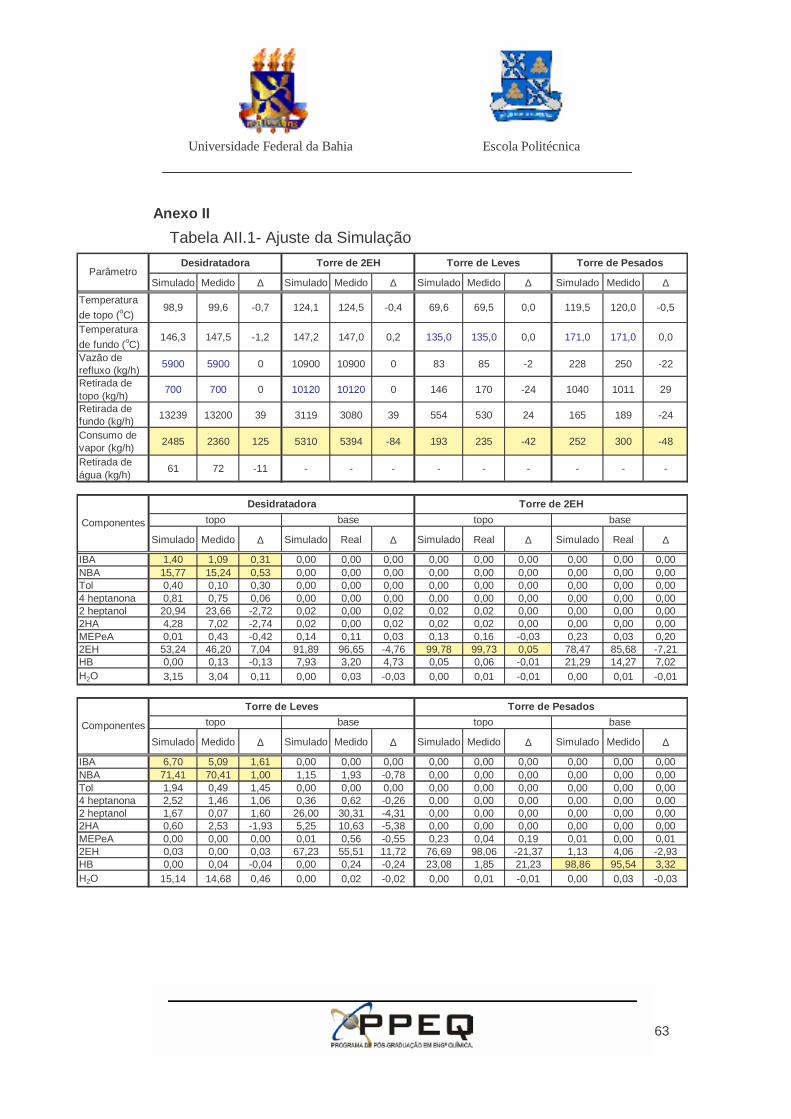
Universidade Federal da Bahia Escola Politécnica
63
Tabela AII.1- Ajuste da Simulação
Anexo II
Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆
Temperatura
de topo (oC)98,9 99,6 -0,7 124,1 124,5 -0,4 69,6 69,5 0,0 119,5 120,0 -0,5
Temperatura
de fundo (oC)146,3 147,5 -1,2 147,2 147,0 0,2 135,0 135,0 0,0 171,0 171,0 0,0
Vazão de refluxo (kg/h)
5900 5900 0 10900 10900 0 83 85 -2 228 250 -22
Retirada de topo (kg/h)
700 700 0 10120 10120 0 146 170 -24 1040 1011 29
Retirada de fundo (kg/h)
13239 13200 39 3119 3080 39 554 530 24 165 189 -24
Consumo de vapor (kg/h)
2485 2360 125 5310 5394 -84 193 235 -42 252 300 -48
Retirada de água (kg/h)
61 72 -11 - - - - - - - - -
Simulado Medido ∆ Simulado Real ∆ Simulado Real ∆ Simulado Real ∆
IBA 1,40 1,09 0,31 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00NBA 15,77 15,24 0,53 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Tol 0,40 0,10 0,30 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,004 heptanona 0,81 0,75 0,06 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,002 heptanol 20,94 23,66 -2,72 0,02 0,00 0,02 0,02 0,02 0,00 0,00 0,00 0,002HA 4,28 7,02 -2,74 0,02 0,00 0,02 0,02 0,02 0,00 0,00 0,00 0,00MEPeA 0,01 0,43 -0,42 0,14 0,11 0,03 0,13 0,16 -0,03 0,23 0,03 0,202EH 53,24 46,20 7,04 91,89 96,65 -4,76 99,78 99,73 0,05 78,47 85,68 -7,21HB 0,00 0,13 -0,13 7,93 3,20 4,73 0,05 0,06 -0,01 21,29 14,27 7,02H2O 3,15 3,04 0,11 0,00 0,03 -0,03 0,00 0,01 -0,01 0,00 0,01 -0,01
Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆ Simulado Medido ∆
IBA 6,70 5,09 1,61 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00NBA 71,41 70,41 1,00 1,15 1,93 -0,78 0,00 0,00 0,00 0,00 0,00 0,00Tol 1,94 0,49 1,45 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,004 heptanona 2,52 1,46 1,06 0,36 0,62 -0,26 0,00 0,00 0,00 0,00 0,00 0,002 heptanol 1,67 0,07 1,60 26,00 30,31 -4,31 0,00 0,00 0,00 0,00 0,00 0,002HA 0,60 2,53 -1,93 5,25 10,63 -5,38 0,00 0,00 0,00 0,00 0,00 0,00MEPeA 0,00 0,00 0,00 0,01 0,56 -0,55 0,23 0,04 0,19 0,01 0,00 0,012EH 0,03 0,00 0,03 67,23 55,51 11,72 76,69 98,06 -21,37 1,13 4,06 -2,93HB 0,00 0,04 -0,04 0,00 0,24 -0,24 23,08 1,85 21,23 98,86 95,54 3,32H2O 15,14 14,68 0,46 0,00 0,02 -0,02 0,00 0,01 -0,01 0,00 0,03 -0,03
Parâmetro
topo base
Torre de Leves Torre de Pesados
topo baseComponentes
Componentes
Desidratadora Torre de 2EH Torre de Leves Torre de Pesados
Desidratadora Torre de 2EH
topo base basetopo
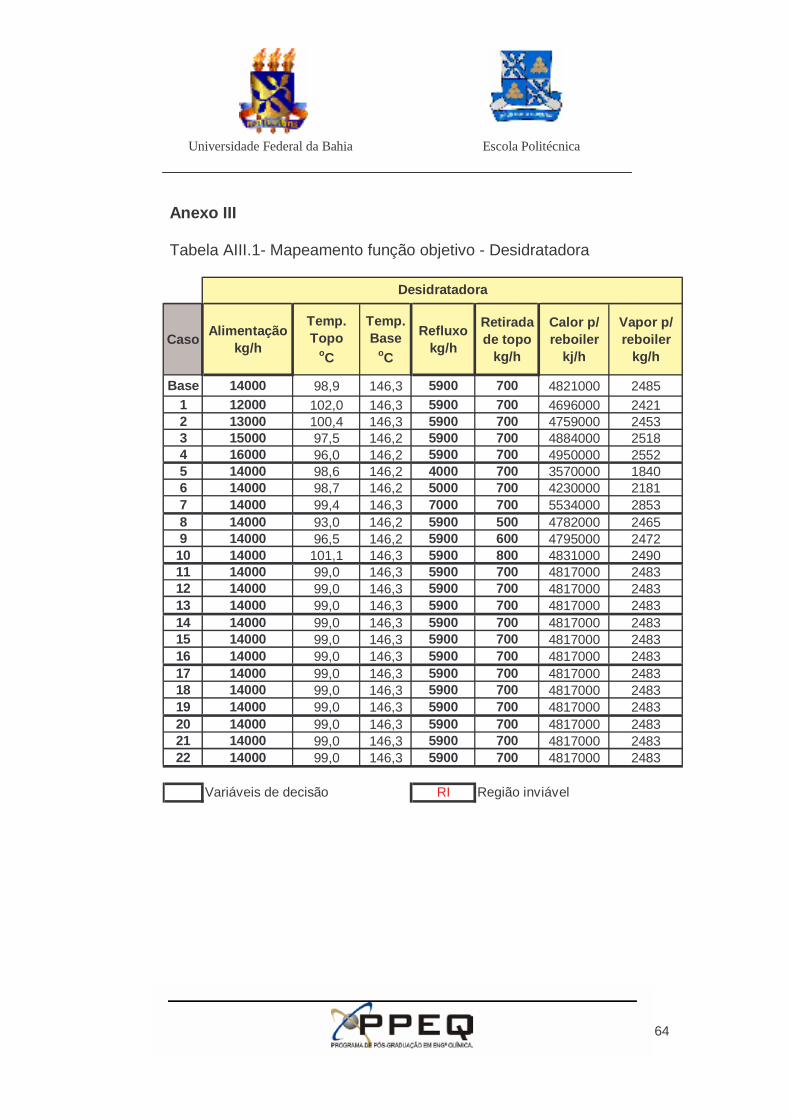
Universidade Federal da Bahia Escola Politécnica
64
Anexo III Tabela AIII.1- Mapeamento função objetivo - Desidratadora
Caso Alimentação
kg/h
Temp. Topo
oC
Temp. Base
oC
Refluxo kg/h
Retirada de topo
kg/h
Calor p/ reboiler
kj/h
Vapor p/ reboiler
kg/h
Base 14000 98,9 146,3 5900 700 4821000 24851 12000 102,0 146,3 5900 700 4696000 24212 13000 100,4 146,3 5900 700 4759000 24533 15000 97,5 146,2 5900 700 4884000 25184 16000 96,0 146,2 5900 700 4950000 25525 14000 98,6 146,2 4000 700 3570000 18406 14000 98,7 146,2 5000 700 4230000 21817 14000 99,4 146,3 7000 700 5534000 28538 14000 93,0 146,2 5900 500 4782000 24659 14000 96,5 146,2 5900 600 4795000 2472
10 14000 101,1 146,3 5900 800 4831000 249011 14000 99,0 146,3 5900 700 4817000 248312 14000 99,0 146,3 5900 700 4817000 248313 14000 99,0 146,3 5900 700 4817000 248314 14000 99,0 146,3 5900 700 4817000 248315 14000 99,0 146,3 5900 700 4817000 248316 14000 99,0 146,3 5900 700 4817000 248317 14000 99,0 146,3 5900 700 4817000 248318 14000 99,0 146,3 5900 700 4817000 248319 14000 99,0 146,3 5900 700 4817000 248320 14000 99,0 146,3 5900 700 4817000 248321 14000 99,0 146,3 5900 700 4817000 248322 14000 99,0 146,3 5900 700 4817000 2483
Variáveis de decisão RI Região inviável
Desidratadora
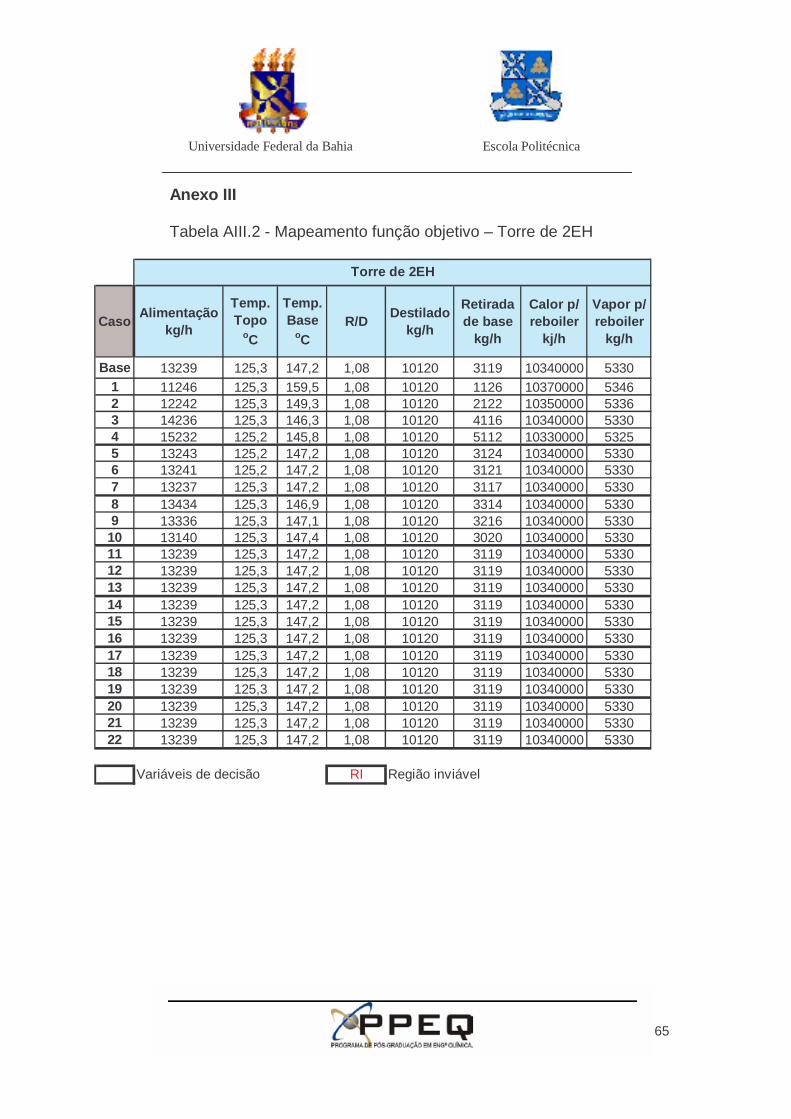
Universidade Federal da Bahia Escola Politécnica
65
Anexo III Tabela AIII.2 - Mapeamento função objetivo – Torre de 2EH
Caso Alimentação
kg/h
Temp. Topo
oC
Temp. Base
oCR/D
Destilado kg/h
Retirada de base
kg/h
Calor p/ reboiler
kj/h
Vapor p/ reboiler
kg/h
Base 13239 125,3 147,2 1,08 10120 3119 10340000 53301 11246 125,3 159,5 1,08 10120 1126 10370000 53462 12242 125,3 149,3 1,08 10120 2122 10350000 53363 14236 125,3 146,3 1,08 10120 4116 10340000 53304 15232 125,2 145,8 1,08 10120 5112 10330000 53255 13243 125,2 147,2 1,08 10120 3124 10340000 53306 13241 125,2 147,2 1,08 10120 3121 10340000 53307 13237 125,3 147,2 1,08 10120 3117 10340000 53308 13434 125,3 146,9 1,08 10120 3314 10340000 53309 13336 125,3 147,1 1,08 10120 3216 10340000 5330
10 13140 125,3 147,4 1,08 10120 3020 10340000 533011 13239 125,3 147,2 1,08 10120 3119 10340000 533012 13239 125,3 147,2 1,08 10120 3119 10340000 533013 13239 125,3 147,2 1,08 10120 3119 10340000 533014 13239 125,3 147,2 1,08 10120 3119 10340000 533015 13239 125,3 147,2 1,08 10120 3119 10340000 533016 13239 125,3 147,2 1,08 10120 3119 10340000 533017 13239 125,3 147,2 1,08 10120 3119 10340000 533018 13239 125,3 147,2 1,08 10120 3119 10340000 533019 13239 125,3 147,2 1,08 10120 3119 10340000 533020 13239 125,3 147,2 1,08 10120 3119 10340000 533021 13239 125,3 147,2 1,08 10120 3119 10340000 533022 13239 125,3 147,2 1,08 10120 3119 10340000 5330
Variáveis de decisão RI Região inviável
Torre de 2EH
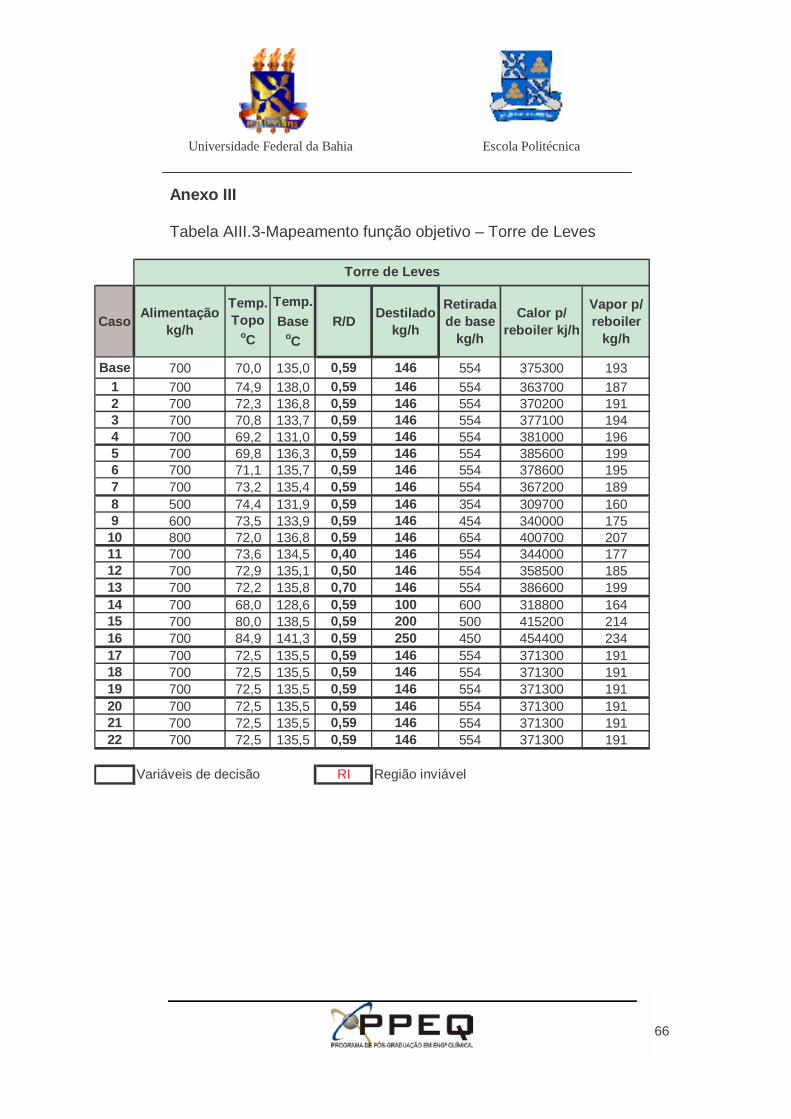
Universidade Federal da Bahia Escola Politécnica
66
Anexo III Tabela AIII.3-Mapeamento função objetivo – Torre de Leves
Caso Alimentação
kg/h
Temp. Topo
oC
Temp. Base
oCR/D
Destilado kg/h
Retirada de base
kg/h
Calor p/ reboiler kj/h
Vapor p/ reboiler
kg/h
Base 700 70,0 135,0 0,59 146 554 375300 1931 700 74,9 138,0 0,59 146 554 363700 1872 700 72,3 136,8 0,59 146 554 370200 1913 700 70,8 133,7 0,59 146 554 377100 1944 700 69,2 131,0 0,59 146 554 381000 1965 700 69,8 136,3 0,59 146 554 385600 1996 700 71,1 135,7 0,59 146 554 378600 1957 700 73,2 135,4 0,59 146 554 367200 1898 500 74,4 131,9 0,59 146 354 309700 1609 600 73,5 133,9 0,59 146 454 340000 175
10 800 72,0 136,8 0,59 146 654 400700 20711 700 73,6 134,5 0,40 146 554 344000 17712 700 72,9 135,1 0,50 146 554 358500 18513 700 72,2 135,8 0,70 146 554 386600 19914 700 68,0 128,6 0,59 100 600 318800 16415 700 80,0 138,5 0,59 200 500 415200 21416 700 84,9 141,3 0,59 250 450 454400 23417 700 72,5 135,5 0,59 146 554 371300 19118 700 72,5 135,5 0,59 146 554 371300 19119 700 72,5 135,5 0,59 146 554 371300 19120 700 72,5 135,5 0,59 146 554 371300 19121 700 72,5 135,5 0,59 146 554 371300 19122 700 72,5 135,5 0,59 146 554 371300 191
Variáveis de decisão RI Região inviável
Torre de Leves
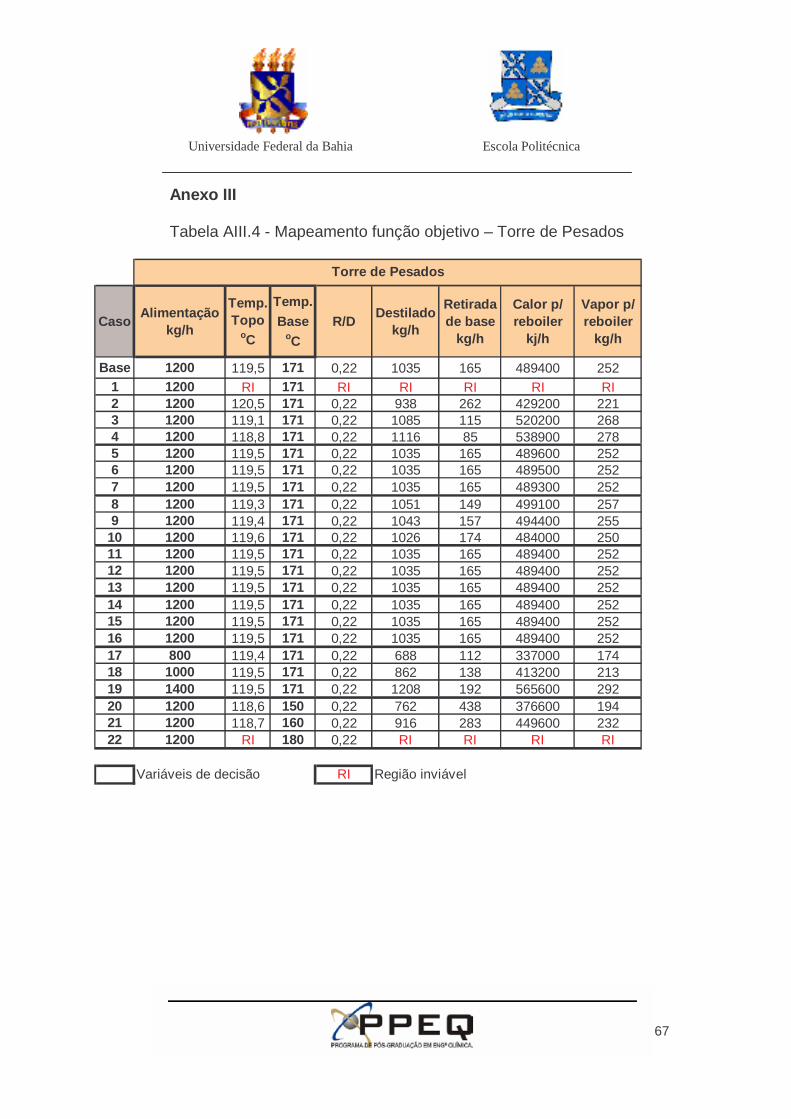
Universidade Federal da Bahia Escola Politécnica
67
Anexo III Tabela AIII.4 - Mapeamento função objetivo – Torre de Pesados
Caso Alimentação
kg/h
Temp. Topo
oC
Temp. Base
oCR/D
Destilado kg/h
Retirada de base
kg/h
Calor p/ reboiler
kj/h
Vapor p/ reboiler
kg/h
Base 1200 119,5 171 0,22 1035 165 489400 2521 1200 RI 171 RI RI RI RI RI2 1200 120,5 171 0,22 938 262 429200 2213 1200 119,1 171 0,22 1085 115 520200 2684 1200 118,8 171 0,22 1116 85 538900 2785 1200 119,5 171 0,22 1035 165 489600 2526 1200 119,5 171 0,22 1035 165 489500 2527 1200 119,5 171 0,22 1035 165 489300 2528 1200 119,3 171 0,22 1051 149 499100 2579 1200 119,4 171 0,22 1043 157 494400 255
10 1200 119,6 171 0,22 1026 174 484000 25011 1200 119,5 171 0,22 1035 165 489400 25212 1200 119,5 171 0,22 1035 165 489400 25213 1200 119,5 171 0,22 1035 165 489400 25214 1200 119,5 171 0,22 1035 165 489400 25215 1200 119,5 171 0,22 1035 165 489400 25216 1200 119,5 171 0,22 1035 165 489400 25217 800 119,4 171 0,22 688 112 337000 17418 1000 119,5 171 0,22 862 138 413200 21319 1400 119,5 171 0,22 1208 192 565600 29220 1200 118,6 150 0,22 762 438 376600 19421 1200 118,7 160 0,22 916 283 449600 23222 1200 RI 180 0,22 RI RI RI RI
Variáveis de decisão RI Região inviável
Torre de Pesados
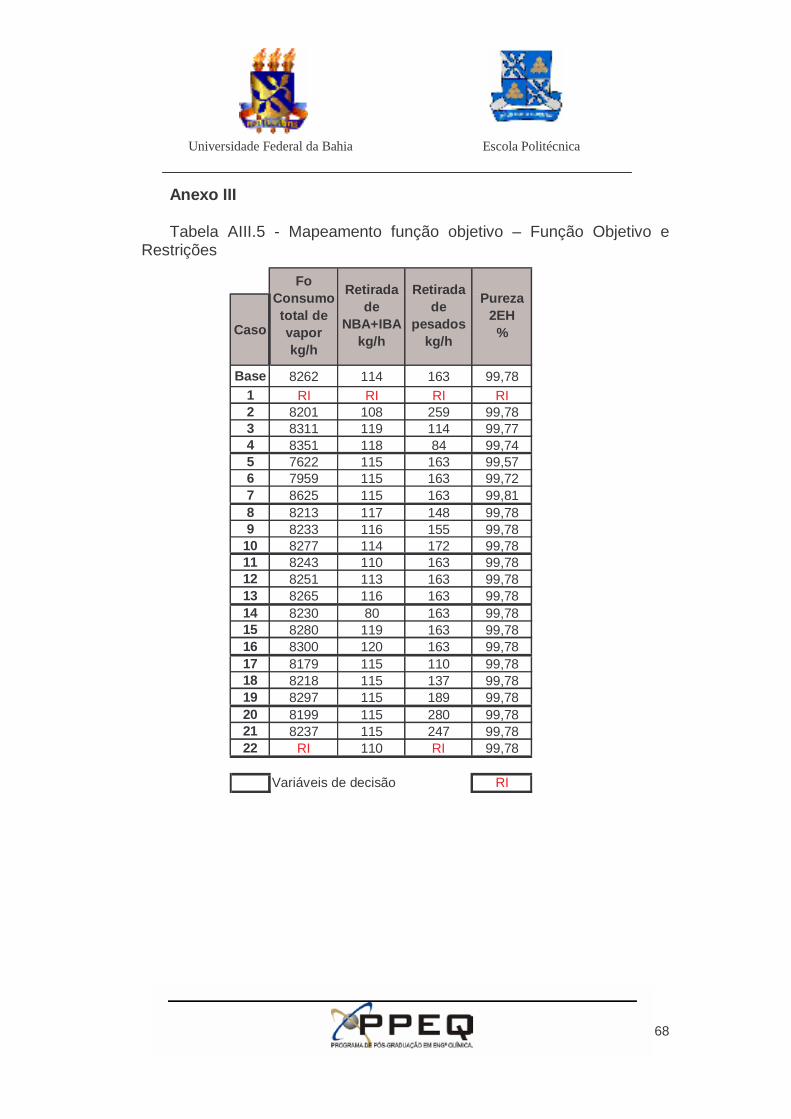
Universidade Federal da Bahia Escola Politécnica
68
Anexo III Tabela AIII.5 - Mapeamento função objetivo – Função Objetivo e
Restrições
Caso
Base 8262 114 163 99,781 RI RI RI RI2 8201 108 259 99,783 8311 119 114 99,774 8351 118 84 99,745 7622 115 163 99,576 7959 115 163 99,727 8625 115 163 99,818 8213 117 148 99,789 8233 116 155 99,78
10 8277 114 172 99,7811 8243 110 163 99,7812 8251 113 163 99,7813 8265 116 163 99,7814 8230 80 163 99,7815 8280 119 163 99,7816 8300 120 163 99,7817 8179 115 110 99,7818 8218 115 137 99,7819 8297 115 189 99,7820 8199 115 280 99,7821 8237 115 247 99,7822 RI 110 RI 99,78
Variáveis de decisão RI
Fo Consumo total de vapor kg/h
Pureza 2EH %
Retirada de
NBA+IBA kg/h
Retirada de
pesados kg/h







![[Apostila] Otimizacao de Processos - Ufba](https://cdn.vdocuments.com.br/doc/165x107/55cf8f37550346703b9a18a6/apostila-otimizacao-de-processos-ufba-567855be4867f.jpg)