determinação da capacidade produtiva de uma empresa de ... · tempos e movimentos para avaliar o...
TRANSCRIPT
1
Determinação da capacidade produtiva de uma empresa de serviços
automotivos a partir do estudo de Tempos e Movimentos
DANIEL MEIRELES DE AMORIM (UEPA) [email protected]
NIELS KIM DA SILVA TAHARA (UEPA) [email protected]
RAFAELA CASSEB E SILVA (UEPA) [email protected]
AZAEL DE SOUZA RIBEIRO (UEPA) [email protected]
MARCO ANTÔNIO CAMARÃO PINHEIRO (UEPA) [email protected]
Resumo: Em um mercado de alta competitividade e de busca incessante por mais
produtividade, a engenharia de métodos e o estudo de tempos e movimentos são de grande
importância para auxiliar a gestão empresarial, pela determinação da capacidade produtiva.
Na empresa abordada por este estudo, não há registros de seus tempos para realização dos
serviços oferecidos e os gestores têm apenas uma ideia de sua capacidade produtiva. Logo,
viu-se a necessidade de determinar, a partir de dados reais, o seu tempo padrão, movimentos
e capacidade produtiva para verificar se existe, por exemplo, a necessidade de ampliação ou
não da área atual da empresa. O serviço escolhido para o estudo é o de substituição de para-
brisas avariados, uma vez que os gestores apontaram que este é o seu serviço mais executado
diariamente. A partir deste estudo, espera-se que os donos da empresa possam efetuar
melhor alocação dos recursos da empresa, melhor determinação e adaptação da jornada de
trabalho e obter, caso constatado, informações que indiquem restrições da capacidade atual
da organização. Adicionalmente, fez-se o estudo de movimentos da mesma atividade para fins
comparativos.
Palavras-chave: Engenharia de Métodos; Tempos e Movimentos; Capacidade produtiva;
Vidros automotivos.
1. Introdução
No mundo atual, as empresas procuram, cada vez mais, métodos e ferramentas com o
objetivo de aumentar a produtividade e, consequentemente, a competitividade em um
mercado cada vez mais concorrido e que está constantemente em melhoria.
Dentro desse contexto, a engenharia de métodos é de extrema importância para a
gestão de processos, pois possibilita a determinação do tempo padrão, a partir de uma
metodologia definida que permite determinar a capacidade produtiva para auxílio da gestão
dentro de uma empresa.
Nesse estudo, tem-se como objeto principal uma empresa de troca de para-brisas
avariados que não possui nenhuma informação específica sobre a quantidade de troca de para-
brisas que pode ser realizada em um dia. Devido a isso, informações sobre a adequação da
capacidade atual à demanda são obtidas de forma empírica, o que impossibilita determinar se
existe, por exemplo, a necessidade de ampliação ou não da área atual da empresa.
2
Por isso utilizar-se-á da engenharia de métodos para determinação da capacidade
produtiva dessa empresa de substituição de para-brisas avariados, uma vez que essa
capacidade não era determinada a partir de um estudo com dados reais.
O conhecimento por parte dos donos da empresa dessa capacidade possibilitará melhor
alocação dos recursos da empresa, melhor determinação e adaptação da jornada de trabalho e
proverá, caso constatado, informações que indiquem restrições da capacidade atual da
organização. Adicionalmente, para fins comparativos, fez-se o estudo de movimentos da
mesma atividade.
2. Referencial teórico
2.1 A Engenharia de Métodos e o Estudo de Tempos e Movimentos
Na visão de Tardin et al. (2013), a engenharia de métodos visa estudar a concepção e a
seleção da melhor organização, possibilitando avaliar o melhor método de produção, dos
processos, do uso as ferramentas e equipamentos e das competências operacionais para
produção de um produto.
Dentro da Engenharia de Métodos, Peinado e Graeml (2007) destacam o estudo de
tempos e movimentos como uma forma para mensurar o trabalho quantitativamente e que
permite o cálculo do tempo padrão.
Al-Saleh (2011) relata o estudo de tempos e movimentos como um campo de
conhecimento que tem crescido e que é voltado para aumento da produtividade de uma
organização, a partir da eliminação de tarefas desnecessárias e o desenvolvimento de métodos
e procedimentos mais eficientes.
Sendo assim, percebe-se a importância da engenharia de métodos e do estudo de
tempos e movimentos para avaliar o método de trabalho e para propor um método ideal para a
organização a partir da eliminação de tarefas desnecessárias.
2.2 Teste de Ritmo
Como se nota no gráfico de fluxo, há vários elementos que compõe o processo, logo,
se faz necessário selecionar entre os dados um valor representativo para cada um dos
elementos e, consequentemente, ao processo como um todo. “Avaliação de ritmo é o processo
durante o qual o analista de estudos de tempos compara o ritmo do operador em observação
com o seu próprio conceito de ritmo normal.” (BARNES, 1977).
Vários sistemas são empregados para avaliar o ritmo. Realizou-se o levantamento de
ritmo com seis profissionais envolvidos na operação através do teste de distribuição das 52
cartas de baralho. “Anota-se na folha todos os dados necessários como: o fator de ritmo
baseado no teste do baralho com 52 cartas decorrentes de cinco cronometragens por
funcionário da linha de produção” (BARNES, 1977).
Para realização do teste, são descartadas as duas primeiras cronometragens e obtida a
média das três últimas (MARTINS & LAUGENI, 2005).
2.3 Determinação do número de cronometragens
O número de cronometragens (NC) definirá quantas são cronometragens necessárias
por amostra. Esse pode ser calculado a partir da expressão do intervalo de confiança da
3
distribuição por amostragem da média de uma variável distribuída normalmente, onde tem-se
a expressão (MARTINS e LAUGENI, 2005):
𝑁𝑐 = (𝑍 × 𝑅
𝐸𝑟 × 𝑑2 × �̅�)
2
Sendo:
Nc - número de ciclos a serem cronometrados
Z - coeficiente da distribuição normal padrão para uma probabilidade determinada
R - amplitude da amostra (diferença entre a amostra maior e menor)
Er - Erro relativo
d2 - coeficiente em função do número de cronometragens realizadas preliminarmente
X̅ - média da amostra
2.4 Gráficos de Controle
Para se evitar que sejam ponderadas eventuais perturbações que possam ocorrer por
motivos externos e interferir no ritmo e produtividade e, consequentemente, levar a distorções
na análise, é fundamental o levantamento de limites de controle nas cronometragens: da
Amplitude e da Média e, caso ocorra disparidades, serão excluídas do estudo. Assim, o
gráfico de controle eliminará a variabilidade que está fora de controle do processo.
Segundo Montgomery e Runger (2009) o gráfico de controle deve conter os limites
superior de controle (LSC) e limite inferior de controle (LIC), onde os pontos dentro de
controle devem estar situados entre esses dois limites.
Ainda segundo Montgomery e Runger, existem dois tipos de gráficos de controles, o
da média e da amplitude.
As fórmulas para os cálculos dos limites do gráfico da amplitude são:
Limite Superior de Controle: LSC = D4 × R
Limite Inferior de Controle: LIC = D3 × R
Onde R é a amplitude total dos valores, e D4 e D3 são constantes tabeladas de acordo
com os valores obtidos.
As fórmulas para os cálculos dos limites do gráfico da média são:
Limite Superior de Controle: LSC = x̅ + A × R
Limite Inferior de Controle: LIC = x̅– A × R
Em que �̅� é a média dos valores e 𝐴 é constante tabelada de acordo com os valores
obtidos.
2.5 Tempo Padrão
De acordo com Tardin et al. (2013), o tempo padrão leva em conta o tempo que um
funcionário leva para realizar determinada atividade, utilizando um método específico num

4
determinado ambiente em seu ritmo normal, incluindo o tempo de trabalho necessário para a
tarefa (tempo normal) e margens para atrasos pessoais (fator de tolerância). Assim, para o
cálculo do mesmo, é necessário, primeiramente, o cálculo do tempo normal e do fator de
tolerância.
Segundo Barnes (1977), o tempo normal é o tempo cronometrado de uma tarefa
ajustado de maneira que um colaborador, em ritmo normal, consiga realizá-la no tempo
especificado sem dificuldades. O tempo normal pode ser calculado por:
𝐓𝐧 = 𝐓𝐜𝐯 × Ѵ
Onde:
𝐓𝐧- Tempo Normal
𝐓𝐜𝐯 - Tempo Cronometragem válida
Ѵ – Ritmo
Conforme Martins e Laugeni (2005), não é possível o funcionário trabalhar um dia
todo sem pausas, por isso, consideram-se dois tipos de tolerância: para atender necessidades
pessoais e para aliviar a fadiga. Portanto, o chamado Fator de Tolerância (FT) representa o
tempo destinado às necessidades do funcionário, sua recuperação da fadiga, sendo este um
tempo que o empregador concede ao funcionário. O FT é tabelado, mas não é imposição para
a empresa, sendo possível concluir se o FT de determinada empresa está acima ou abaixo do
expresso por Barnes, podendo acarretar em ociosidade e suas consequências ou em prejuízos
ocupacionais.
Essas tolerâncias são calculadas em função dos tempos de permissão que a empresa se
dispõe a conceder, uma porcentagem de tempo permissivo (𝐩) concedida em relação ao tempo
de trabalho diário. Obtido a partir da expressão (Barnes, 1977):
𝐅𝐭 =𝟏
𝟏 − 𝐩
Em que:
𝐅𝐭- Fator de Tolerância
𝐩 - Tempo Permissivo
Finalmente, é possível calcular o tempo padrão de acordo com a equação a seguir:
𝐓𝐩 = 𝐓𝐧 × 𝐅𝐭
Onde:
𝐓𝐩- tempo padrão
𝐓𝐧- tempo normal
𝐅𝐭-fator de tolerância
5
2.6 Tempo Sintético
O tempo sintético é um tempo pré-fixado para realização de determinada atividade,
fornecido por tabelas de tempos em sistemas, sendo que, neste trabalho o sistema preferido foi
o MTM (methods-time measurement).
De acordo com Tardin et al. (2013), o uso do tempo sintético dá a possibilidade de
especificar um tempo para operações, mesmo que ainda não iniciadas.
2.7 Capacidade Produtiva
Oliveira et al. (2012) afirmam que há duas formas para medir a capacidade produtiva
de uma empresa em uma operação, a primeira através do estudo de tempos cronometrados e a
segunda por meio do estudo de movimentos e tempos sintéticos. A primeira é o mais utilizada
porque leva em conta aspectos particulares do colaborador.
É importante a determinação da capacidade produtiva, uma vez que com esse valor a
gerência pode tomar decisões planejadas, verificando se há necessidade de aumento de
capacidade e sendo possível o planejamento antecipado de horas extras, mão-de-obra,
equipamentos e outros fatores podem influenciar na capacidade.
A capacidade produtiva pode ser calculada a partir da proporção do tempo padrão da
operação e o total de horas trabalhadas.
3. Metodologia
Seguindo a metodologia de pesquisa apresentada por Silva e Menezes (2005), pode-ser
afirmar que segundo a natureza, essa é uma pesquisa aplicada por estar voltada para a solução
de um problema específico. Além disso, quanto ao ponto de vista de abordagem do problema,
é uma pesquisa quantitativa, uma vez que traduz informações em números. Do ponto de vista
dos procedimentos técnicos, pode ser considerada um estudo de caso por ter como objeto uma
empresa de troca de para-brisas avariados.
Na metodologia do estudo, primeiramente ocorreu a coleta de dados, onde fez-se
apresentação técnica dos objetivos do trabalho ao dono da empresa, explanação do que seria
feito aos envolvidos, entrevista com os operadores, determinação dos ritmos, filmagem e
cronometragem das operações e medição do arranjo físico. Foram feitas cronometragens do
processo de substituição de vidros avariados de 5 veículos por dia, durante 5 dias. Os
funcionários foram engajados e não houve registro de acidentes ou intercorrências que, por
ventura, pudessem influenciar na coleta dos dados.
Após a coleta de dados, calculou-se os limites superiores e inferiores no gráfico de
controle da média e da amplitude para verificar se os dados estavam dentro de controle. Após
essa etapa, foi possível realizar o cálculo do tempo normal e do fator de tolerância para, então,
obter-se o valor do tempo padrão. Com o tempo padrão, determinou-se a capacidade
produtiva para uma carga horária diária de 8 horas de trabalho.
Finalmente, fez-se o estudo dos micromovimentos e foi possível fazer a comparação e
análise dos resultados obtidos.
6
4. Estudo de caso
4.1 Caracterização e fluxograma da atividade
Realizou-se um estudo parcial do processo produtivo de uma empresa cujo serviço
oferecido é a substituição de vidros avariados, dentre outros reparos em automóveis. A
atividade analisada, caracterizada e pormenorizada por este estudo, é a de maior demanda: a
substituição de para-brisas sinistrados.
O processo é realizado por dois funcionários, o primeiro funcionário faz boa parte do
serviço e o segundo o auxilia quando necessário, como observado na retirada do para-brisa
avariado e colocação do novo, bem como no uso de ferramentas que precisam de dois
operadores, notado no descolamento do para-brisa a ser trocado e manuseio do novo.
Inicialmente ocorre a desmontagem da grade e limpadores através da desparafusagem
e folga das peças de encaixe com o auxílio de chaves tipo Torque, Fenda e Philips. Em
seguida, abre-se o capô para a retirada de parafusos remanescentes que ainda vedam a grade.
Retirados a grade e os limpadores, retira-se também a guarnição (borracha) superior e segue-
se para o descolamento do para-brisa avariado. É utilizada a faca de corte RK para retirar
parte da cola de vedação; após isso, dois funcionários realizam a serragem de toda a cola
utilizando-se o cabo puxador, ficando um operador dentro do carro e outro fora para o
manuseio da referida ferramenta. O vidro, já descolado, é retirado e levado à área destinada ao
descarte. Um dos operadores então executa a raspagem da cola remanescente e a limpeza da
área utilizando a espátula, no tempo em que aguarda a vinda do novo para-brisa.
Enquanto isso, outro montador se dirige à mesa de preparação do novo para-brisa,
reutiliza a guarnição superior e aplica a cola de vedação, que, depois de aplicada, leva duas
horas para a fixação completa. Ressalta-se que o carro só deve sair do pátio de troca após esse
intervalo de tempo, isto é, para que o condutor saia com segurança de que o vidro não será
sacado por alguma casualidade, como por exemplo, uma frenagem brusca.
Posteriormente à raspagem da cola, limpeza e preparação do novo vidro, os dois
funcionários pegam o novo para-brisa por ventosas e se dirigem ao carro. Ocorre então a
instalação do objeto com cuidado, para que o encaixe seja adequado, e com atenção aos
limites e medidas da área onde o vidro deve ser colocado.
Cerca de uma hora depois da fixação do para-brisa, o operador dá início à finalização
do processo. Realiza-se o acabamento, verificando se não houve excesso de cola e se o
encaixe está satisfatório, e recolocam-se a grade, os limpadores e as laterais plásticas, se
houver. Procede-se então a limpeza da área com limpa-vidro e papel-jornal. O condutor deve
esperar o término das duas horas para que possa sair da loja.
4.2 Estudo de tempos
Para realização do estudo, dividimos o processo de troca de para-brisas avariados em 5
elementos, sendo esses representados na tabela a seguir:
7
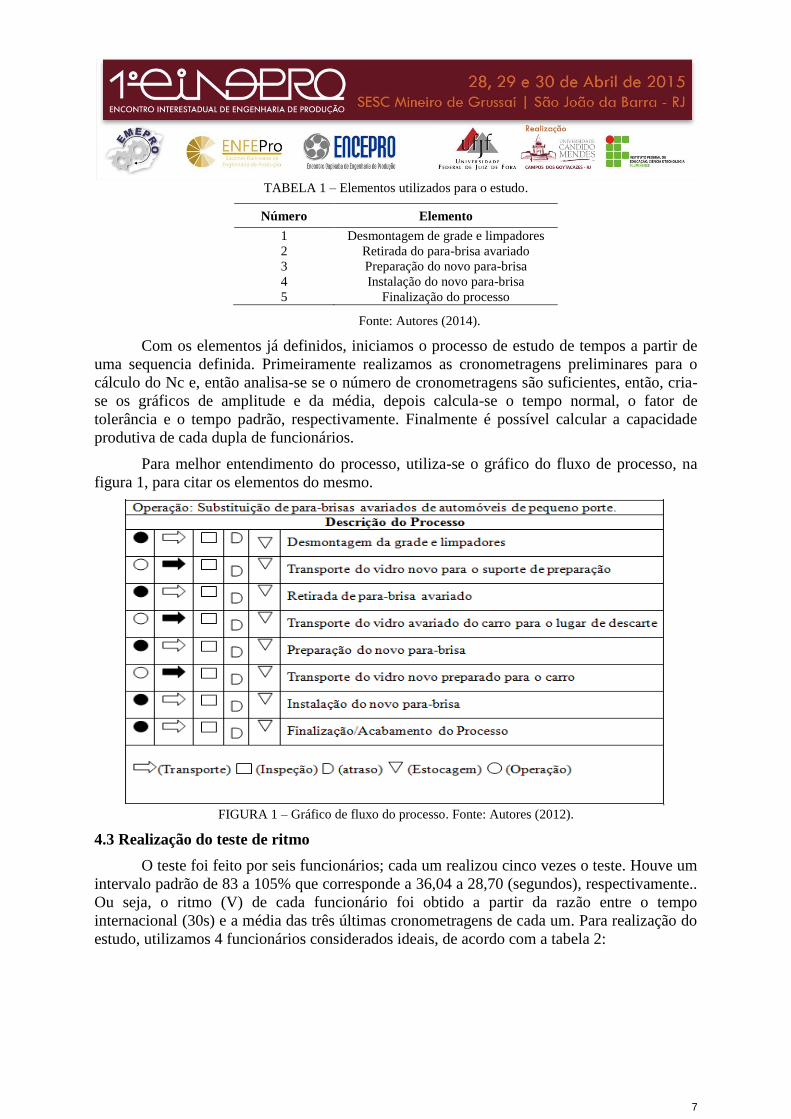
TABELA 1 – Elementos utilizados para o estudo.
Número Elemento
1 Desmontagem de grade e limpadores
2 Retirada do para-brisa avariado
3 Preparação do novo para-brisa
4 Instalação do novo para-brisa
5 Finalização do processo
Fonte: Autores (2014).
Com os elementos já definidos, iniciamos o processo de estudo de tempos a partir de
uma sequencia definida. Primeiramente realizamos as cronometragens preliminares para o
cálculo do Nc e, então analisa-se se o número de cronometragens são suficientes, então, cria-
se os gráficos de amplitude e da média, depois calcula-se o tempo normal, o fator de
tolerância e o tempo padrão, respectivamente. Finalmente é possível calcular a capacidade
produtiva de cada dupla de funcionários.
Para melhor entendimento do processo, utiliza-se o gráfico do fluxo de processo, na
figura 1, para citar os elementos do mesmo.
FIGURA 1 – Gráfico de fluxo do processo. Fonte: Autores (2012).
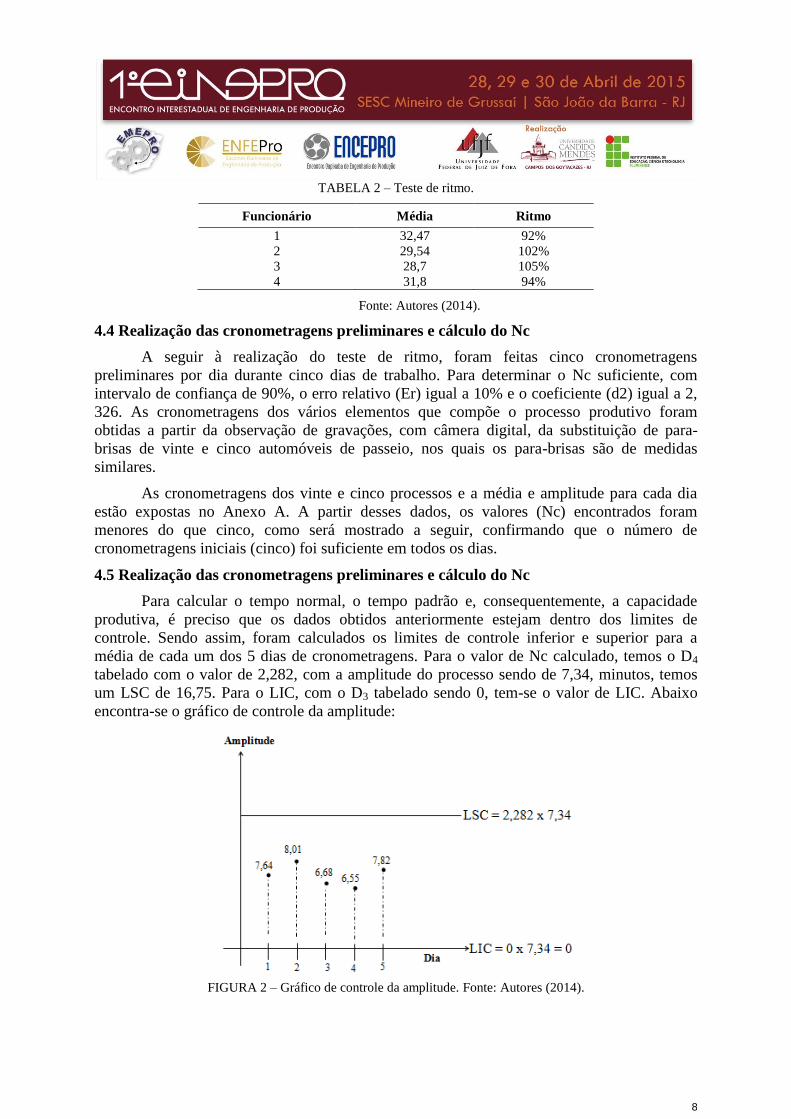
4.3 Realização do teste de ritmo
O teste foi feito por seis funcionários; cada um realizou cinco vezes o teste. Houve um
intervalo padrão de 83 a 105% que corresponde a 36,04 a 28,70 (segundos), respectivamente..
Ou seja, o ritmo (V) de cada funcionário foi obtido a partir da razão entre o tempo
internacional (30s) e a média das três últimas cronometragens de cada um. Para realização do
estudo, utilizamos 4 funcionários considerados ideais, de acordo com a tabela 2:
8
TABELA 2 – Teste de ritmo.
Funcionário Média Ritmo
1 32,47 92%
2 29,54 102%
3 28,7 105%
4 31,8 94%
Fonte: Autores (2014).
4.4 Realização das cronometragens preliminares e cálculo do Nc
A seguir à realização do teste de ritmo, foram feitas cinco cronometragens
preliminares por dia durante cinco dias de trabalho. Para determinar o Nc suficiente, com
intervalo de confiança de 90%, o erro relativo (Er) igual a 10% e o coeficiente (d2) igual a 2,
326. As cronometragens dos vários elementos que compõe o processo produtivo foram
obtidas a partir da observação de gravações, com câmera digital, da substituição de para-
brisas de vinte e cinco automóveis de passeio, nos quais os para-brisas são de medidas
similares.
As cronometragens dos vinte e cinco processos e a média e amplitude para cada dia
estão expostas no Anexo A. A partir desses dados, os valores (Nc) encontrados foram
menores do que cinco, como será mostrado a seguir, confirmando que o número de
cronometragens iniciais (cinco) foi suficiente em todos os dias.
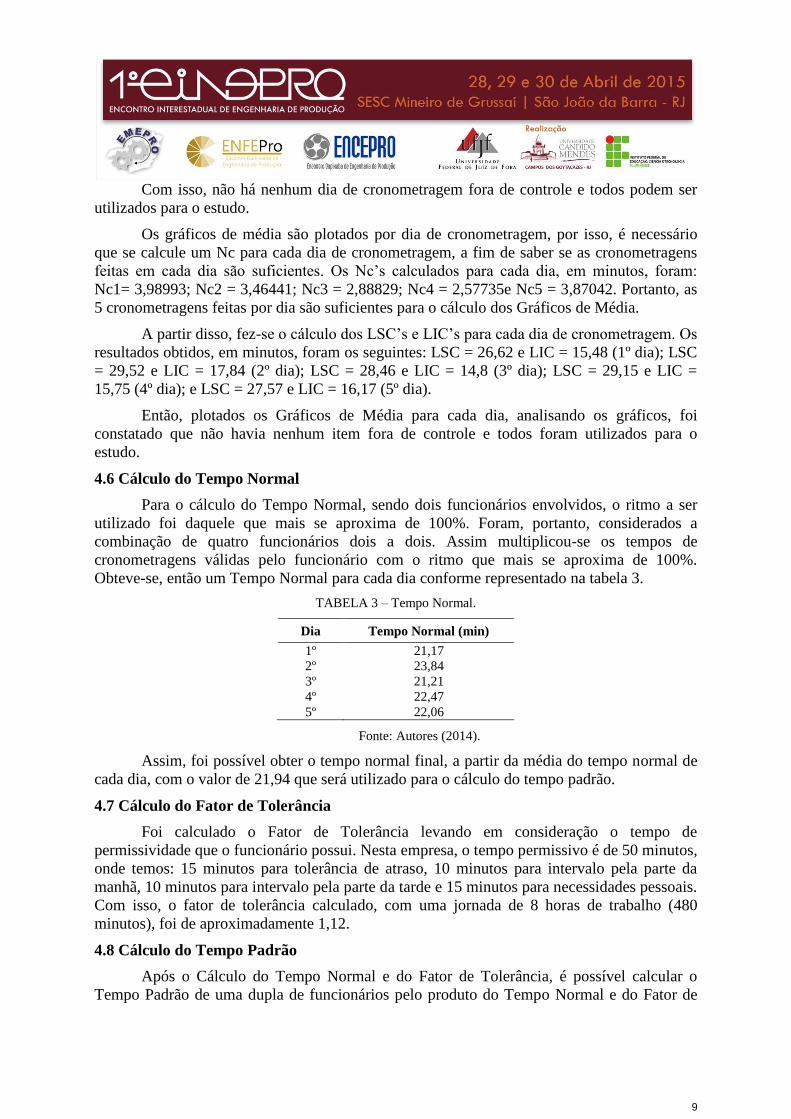
4.5 Realização das cronometragens preliminares e cálculo do Nc
Para calcular o tempo normal, o tempo padrão e, consequentemente, a capacidade
produtiva, é preciso que os dados obtidos anteriormente estejam dentro dos limites de
controle. Sendo assim, foram calculados os limites de controle inferior e superior para a
média de cada um dos 5 dias de cronometragens. Para o valor de Nc calculado, temos o D4
tabelado com o valor de 2,282, com a amplitude do processo sendo de 7,34, minutos, temos
um LSC de 16,75. Para o LIC, com o D3 tabelado sendo 0, tem-se o valor de LIC. Abaixo
encontra-se o gráfico de controle da amplitude:
FIGURA 2 – Gráfico de controle da amplitude. Fonte: Autores (2014).
9
Com isso, não há nenhum dia de cronometragem fora de controle e todos podem ser
utilizados para o estudo.
Os gráficos de média são plotados por dia de cronometragem, por isso, é necessário
que se calcule um Nc para cada dia de cronometragem, a fim de saber se as cronometragens
feitas em cada dia são suficientes. Os Nc’s calculados para cada dia, em minutos, foram:
Nc1= 3,98993; Nc2 = 3,46441; Nc3 = 2,88829; Nc4 = 2,57735e Nc5 = 3,87042. Portanto, as
5 cronometragens feitas por dia são suficientes para o cálculo dos Gráficos de Média.
A partir disso, fez-se o cálculo dos LSC’s e LIC’s para cada dia de cronometragem. Os
resultados obtidos, em minutos, foram os seguintes: LSC = 26,62 e LIC = 15,48 (1º dia); LSC
= 29,52 e LIC = 17,84 (2º dia); LSC = 28,46 e LIC = 14,8 (3º dia); LSC = 29,15 e LIC =
15,75 (4º dia); e LSC = 27,57 e LIC = 16,17 (5º dia).
Então, plotados os Gráficos de Média para cada dia, analisando os gráficos, foi
constatado que não havia nenhum item fora de controle e todos foram utilizados para o
estudo.
4.6 Cálculo do Tempo Normal
Para o cálculo do Tempo Normal, sendo dois funcionários envolvidos, o ritmo a ser
utilizado foi daquele que mais se aproxima de 100%. Foram, portanto, considerados a
combinação de quatro funcionários dois a dois. Assim multiplicou-se os tempos de
cronometragens válidas pelo funcionário com o ritmo que mais se aproxima de 100%.
Obteve-se, então um Tempo Normal para cada dia conforme representado na tabela 3.
TABELA 3 – Tempo Normal.
Dia Tempo Normal (min)
1º 21,17
2º 23,84
3º 21,21
4º 22,47
5º 22,06
Fonte: Autores (2014).
Assim, foi possível obter o tempo normal final, a partir da média do tempo normal de
cada dia, com o valor de 21,94 que será utilizado para o cálculo do tempo padrão.
4.7 Cálculo do Fator de Tolerância
Foi calculado o Fator de Tolerância levando em consideração o tempo de
permissividade que o funcionário possui. Nesta empresa, o tempo permissivo é de 50 minutos,
onde temos: 15 minutos para tolerância de atraso, 10 minutos para intervalo pela parte da
manhã, 10 minutos para intervalo pela parte da tarde e 15 minutos para necessidades pessoais.
Com isso, o fator de tolerância calculado, com uma jornada de 8 horas de trabalho (480
minutos), foi de aproximadamente 1,12.
4.8 Cálculo do Tempo Padrão
Após o Cálculo do Tempo Normal e do Fator de Tolerância, é possível calcular o
Tempo Padrão de uma dupla de funcionários pelo produto do Tempo Normal e do Fator de
10
Tolerância, obteve-se então o valor de 24,57 minutos, isto é, uma dupla de fucionários leva
24,57 minutos para trocar um para-brisa avariado.
4.9 Cálculo da Capacidade Produtiva
Mediante a totalização dos tempos padrões cronometrados foi possível determinar a
capacidade produtiva. Observada a carga horária diária de trabalho de 8 horas, a capacidade
produtiva por dupla de montagem, obtida a partir do tempo padrão, é de 19 para-brisas por dia
por dupla. Sendo seis funcionários, totalizam-se 57 para-brisas/dia.
Contudo, há duas ressalvas que devem ser feitas. A primeira é que, como já citado,
após os 24,57 minutos da operação, o automóvel ainda deve permanecer na loja por mais duas
horas para que a cola possa secar e o vidro esteja seguro, o que reduz a capacidade produtiva
real para 14 para-brisas por dia por dupla, ou 42 para-brisas/dia.
E a segunda é sobre a característica multitarefa dos colaboradores. A empresa não
oferece somente um serviço, mas vários, que demandam ferramentas, habilidades e tempos
próprios, assim como seus funcionários, que realizam às vezes mais de uma atividade ao
mesmo tempo. Portanto, a capacidade produtiva calculada de 42 para-brisas/dia anteriormente
representa o valor considerando que todos os funcionários atuam apenas na atividade de troca
de parabrisas. Por isso, para análise dessa capacidade com uma visão prática, é mais
interessante a utilização da capacidade produtiva por dupla de funcionário (14 parabrisas por
dupla em uma jornada diária).
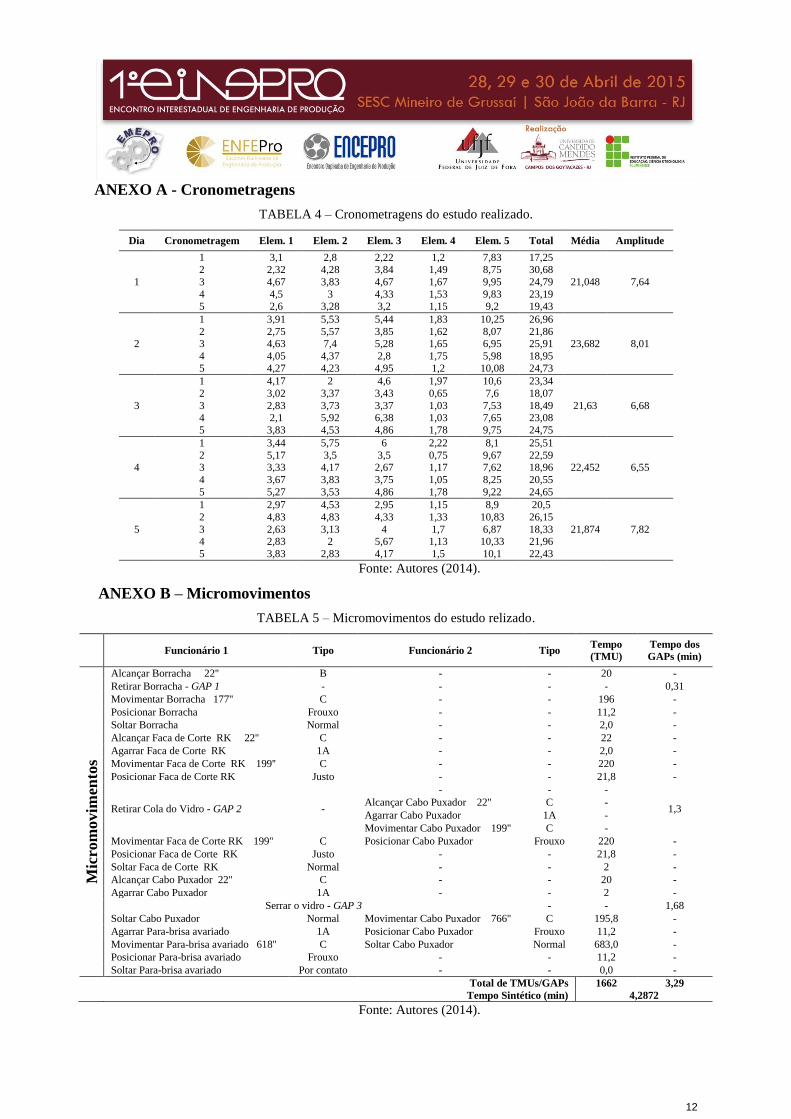
4.10 Determinação dos micromovimentos e Tempos Sintéticos de uma atividade
Escolheu-se um elemento do processo para realizar o estudo de Micromovimentos e
Tempos Sintéticos, para ter-se um parâmetro de comparação com o tempo dos funcionários.
Para determinação dos Gaps utilizados na determinação do tempo sintético na Tabela 5, de
Micromovimentos, que encontra-se no Anexo B, foram consideradas as médias de cinco
observações de cada gap do elemento.
Quanto às distâncias, foi utilizada a distância de 0,55 metros, ou 22 polegadas, para o
funcionário alcançar a parte superior do carro, onde ele retira a borracha e também onde ele
começa o processo de retirar e serrar a cola do vidro, e também para alcançar alguma
ferramenta que esteja disponível na mesa de ferramentas, caso ele esteja em frente a esta. A
distância utilizada para o funcionário que está no carro, considerando um que se localiza perto
da bancada de atendimento, até a mesa de ferramentas e vice-versa foi de 4,5 metros, ou 177
polegadas.
5. Conclusão
Após a coleta de dados e utilização da Engenharia de Métodos, realizou-se ponderação
matemática de todo processo e obteve-se o valor de 24,57 minutos para o tempo padrão de
uma troca de para-brisas na referida empresa. Com isso, foi possível calcular uma capacidade
produtiva de 14 substituições por dia e para cada dois funcionários, considerando-se as duas
horas de tempo de secagem da cola.
Segundo o proprietário da firma, a quantidade de para-brisas trocados por dia é de
aproximadamente 10 (dez), e já houve casos de demanda não atendida no mesmo dia. Como a
capacidade produtiva por dupla de funcionários é de 14 trocas, havendo três duplas de
11
montadores e espaço apenas para 10 carros a cada duas horas e meia — tempo médio que
cada carro deve permanecer na loja — verificou-se que a empresa poderia realizar mais trocas
e aumentar sua produção caso o espaço físico do estande de troca fosse expandido.
Ao se analisar o tempo sintético e a média dos tempos cronometrados da tarefa
“retirada do para-brisa avariado”, percebeu-se uma diferença razoável entre os tempos: o
tempo sintético é de 4,2872 minutos e a média cronometrada é de 4,0776 minutos. Constatou-
se que essa diferença se dá, em parte, devido ao cálculo do tempo sintético ser baseado em
uma tabela padronizada com estudos de tempos e movimentos de pessoas fisicamente
distintas das analisadas neste estudo de caso e, particularmente, porque os montadores não
seguem um padrão em seus movimentos, às vezes permanecendo com as ferramentas em seus
bolsos ou simplesmente soltando-as no chão, evitando uma movimentação até a mesa de
ferramentas. Isto pode ser considerado uma economia de tempo, mas também traz riscos ao
ambiente de trabalho, já que algumas ferramentas são cortantes, bem como pode ocasionar
desperdício de tempo na procura de alguma ferramenta perdida e fora do lugar adequado.
Assim, torna-se clara a falta de padronização da tarefa e de preocupação com segurança por
parte dos próprios funcionários.
Finalmente, sugere-se que seja realizado um estudo específico de arranjo físico para
melhor adaptá-lo ao processo da empresa, uma vez que o arranjo atual prejudica a
padronização dos movimentos, dificultando a performance de trabalho dos montadores. Com
esse estudo, será possível realizar a padronização do serviço prestado, com a finalidade de
aumentar a eficiência do processo.
Referências
AL-SALEH, Khalid S. Productivity improvement of a motor vehicle inspection station using motion and time
study techniques. Journal of King Saud University - Engineering Sciences, v. 23, p.33-41, 2011.
BARNES, Ralph M. Estudo de movimentos e de tempos: projeto e medida do trabalho. 6ª ed. São Paulo: Edgar
Blücher, 1977.
MARTINS, Petrônio G. & LAUGENI, Fernando P. Administração da produção. 2ª ed. rev. aum. atual. São
Paulo: Saraiva, 2005.
MONTGOMERY, Douglas C. RUNGER, George C. Estatística Aplicada e Probabilidade para engenheiros. 4ª
ed. São Paulo: LTC, 2009.
OLIVEIRA, Charles M. G. et al. Projeto de engenharia de métodos numa indústria de sorvetes: um Estudo de
caso. VII Seprone, Mossoró 2012, Anais.
PEINADO, Jurandir; GRAEML, Alexandre R. Administração da Produção: operações industriais de serviços.
Curitiba: UNICENP, 2007.
SILVA, Edna L.; MENEZES, Eestera M. Metodologia da pesquisa e elaboração de dissertação. 4ª ed. rev.
atual. Florianópolis: UFSC, 2005.
TARDIN, Matheus G. et al. Aplicação de conceitos de engenharia de métodos em uma panificadora: Um estudo
de caso na panificadora Monza. Enegep XXXIII, Salvador 2013, Anais.
12
ANEXO A - Cronometragens
TABELA 4 – Cronometragens do estudo realizado.
Dia Cronometragem Elem. 1 Elem. 2 Elem. 3 Elem. 4 Elem. 5 Total Média Amplitude
1
1 3,1 2,8 2,22 1,2 7,83 17,25
21,048 7,64
2 2,32 4,28 3,84 1,49 8,75 30,68
3 4,67 3,83 4,67 1,67 9,95 24,79
4 4,5 3 4,33 1,53 9,83 23,19
5 2,6 3,28 3,2 1,15 9,2 19,43
2
1 3,91 5,53 5,44 1,83 10,25 26,96
23,682 8,01 2 2,75 5,57 3,85 1,62 8,07 21,86 3 4,63 7,4 5,28 1,65 6,95 25,91
4 4,05 4,37 2,8 1,75 5,98 18,95
5 4,27 4,23 4,95 1,2 10,08 24,73
3
1 4,17 2 4,6 1,97 10,6 23,34
21,63 6,68
2 3,02 3,37 3,43 0,65 7,6 18,07
3 2,83 3,73 3,37 1,03 7,53 18,49 4 2,1 5,92 6,38 1,03 7,65 23,08
5 3,83 4,53 4,86 1,78 9,75 24,75
4
1 3,44 5,75 6 2,22 8,1 25,51
22,452 6,55 2 5,17 3,5 3,5 0,75 9,67 22,59 3 3,33 4,17 2,67 1,17 7,62 18,96
4 3,67 3,83 3,75 1,05 8,25 20,55
5 5,27 3,53 4,86 1,78 9,22 24,65
5
1 2,97 4,53 2,95 1,15 8,9 20,5
21,874 7,82
2 4,83 4,83 4,33 1,33 10,83 26,15
3 2,63 3,13 4 1,7 6,87 18,33 4 2,83 2 5,67 1,13 10,33 21,96
5 3,83 2,83 4,17 1,5 10,1 22,43
Fonte: Autores (2014).
ANEXO B – Micromovimentos
TABELA 5 – Micromovimentos do estudo relizado.
Funcionário 1 Tipo Funcionário 2 Tipo
Tempo
(TMU)
Tempo dos
GAPs (min)
Mic
rom
ovim
ento
s
Alcançar Borracha 22'' B - - 20 -
Retirar Borracha - GAP 1 - - - - 0,31
Movimentar Borracha 177'' C - - 196 -
Posicionar Borracha Frouxo - - 11,2 -
Soltar Borracha Normal - - 2,0 -
Alcançar Faca de Corte RK 22'' C - - 22 -
Agarrar Faca de Corte RK 1A - - 2,0 -
Movimentar Faca de Corte RK 199'' C - - 220 -
Posicionar Faca de Corte RK Justo - - 21,8 -
Retirar Cola do Vidro - GAP 2 -
- - -
1,3 Alcançar Cabo Puxador 22'' C -
Agarrar Cabo Puxador 1A -
Movimentar Cabo Puxador 199'' C -
Movimentar Faca de Corte RK 199'' C Posicionar Cabo Puxador Frouxo 220 -
Posicionar Faca de Corte RK Justo - - 21,8 -
Soltar Faca de Corte RK Normal - - 2 -
Alcançar Cabo Puxador 22'' C - - 20 -
Agarrar Cabo Puxador 1A - - 2 -
Serrar o vidro - GAP 3 - - 1,68
Soltar Cabo Puxador Normal Movimentar Cabo Puxador 766'' C 195,8 -
Agarrar Para-brisa avariado 1A Posicionar Cabo Puxador Frouxo 11,2 -
Movimentar Para-brisa avariado 618'' C Soltar Cabo Puxador Normal 683,0 -
Posicionar Para-brisa avariado Frouxo - - 11,2 -
Soltar Para-brisa avariado Por contato - - 0,0 -
Total de TMUs/GAPs 1662 3,29 Tempo Sintético (min) 4,2872
Fonte: Autores (2014).