controle do cavaco - udesc - cct · eles podem afetar forças de usinagem, temperatura de corte e...
TRANSCRIPT

1Prof. Dr.-Ing. Joel Martins UDESC
Formas de Cavacos
• Cavaco em fita
• Cavaco helicoidal
• Cavaco espiral
• Cavaco em lascas ou pedaços
Controle do cavaco
2Prof. Dr.-Ing. Joel Martins UDESC
fragmentado
Formas de cavacos produzidos na usinagem dos metais
3Prof. Dr.-Ing. Joel Martins UDESC
Principais problemas causados pelos cavacos “longos”:
� Eles têm baixa densidade efetiva, isto é, ocupam muito espaço, o que causa problemas econômicos no manuseio e no processo de descarte, ou reaproveitamento.
� Eles podem se enrolar em torno da peça, da ferramenta ou de componentes da máquina e estes cavacos, a temperaturas elevadas e com arestas laterais afiadas, representam verdadeiro risco ao operador.
� Quando se enrolam a peça, apesar de afetar pouco o acabamento superficial, produzem uma superfície não atrativa, e podem causar danos à ferramenta.
� Eles podem afetar forças de usinagem, temperatura de corte e vida das ferramentas.
� Pode impedir o acesso regular de fluido de corte� Em máquinas CNC, onde a ausência do operador não permite a produção de
tais formas de cavaco.
4Prof. Dr.-Ing. Joel Martins UDESC
Fator de Empacotamento
Formas de cavacos longos: R = 50
Cavacos em lascas ou pedaços: R = 3 a 4
peso seu ao eequivalent sólido um de volume
cavaco do volume=R

5Prof. Dr.-Ing. Joel Martins UDESC
6Prof. Dr.-Ing. Joel Martins UDESC
7Prof. Dr.-Ing. Joel Martins UDESC
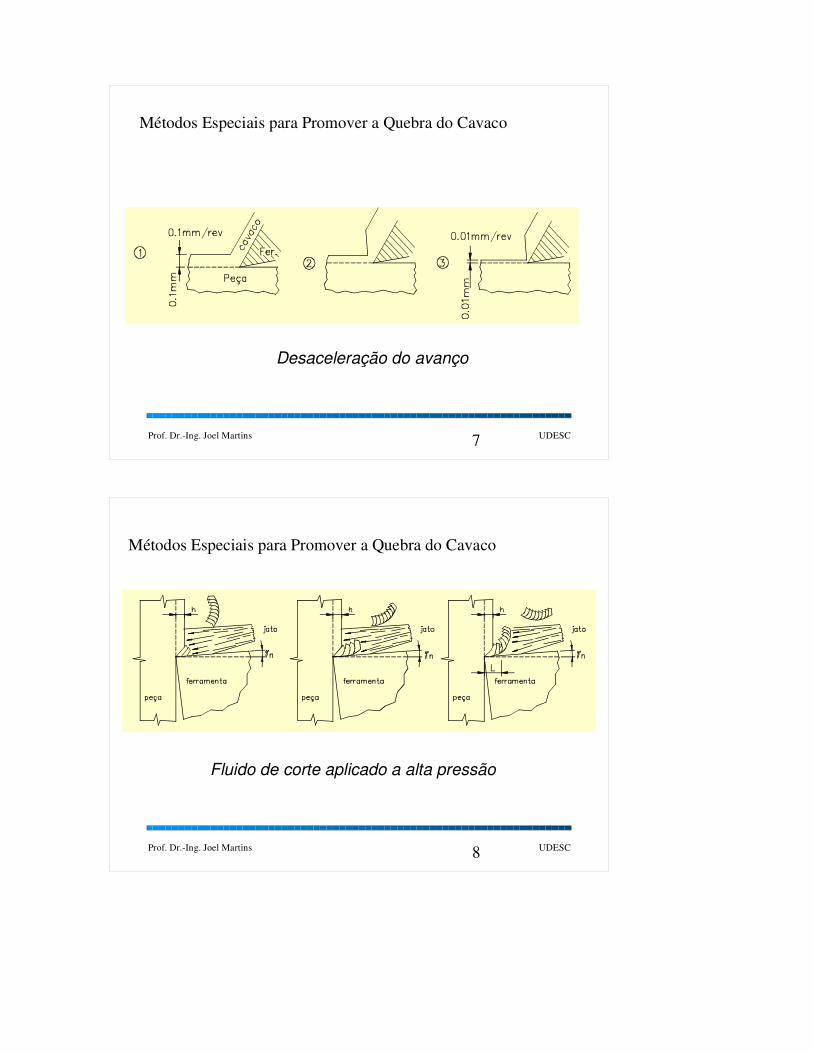
Métodos Especiais para Promover a Quebra do Cavaco
Desaceleração do avanço
8Prof. Dr.-Ing. Joel Martins UDESC
Métodos Especiais para Promover a Quebra do Cavaco
Fluido de corte aplicado a alta pressão
9Prof. Dr.-Ing. Joel Martins UDESC
Quando se usina sem quebra-cavacos, a capacidade de quebra dos cavacos depende principalmente de:
– Fragilidade do material da peça
– Curvatura natural do cavaco, rc
– Espessura do cavaco, h’
Quanto maior h’/rc maior a capacidade de quebra dos cavacos. A deformação sofrida pelo cavaco (εεεε) é proporcional a h’/rc
Quando εεεε atinge εεεεf (def. crítica), promovem a quebra do cavaco
10Prof. Dr.-Ing. Joel Martins UDESC
O método mais popular para se desvencilhar da produção de cavacos longos é a utilização de quebra-cavacos.
Existem dois tipos:
• Postiços
• Integral. Podem ser dos tipos:
–Anteparo
–Cratera

11Prof. Dr.-Ing. Joel Martins UDESC
Basic Chip Breaker Types
12Prof. Dr.-Ing. Joel Martins UDESC
• (a) grove type
• (b) Obstruction type

13Prof. Dr.-Ing. Joel Martins UDESC
Quebra-cavacos postiços
( ) ( )[ ]2
σσ cot.cot.trc −−= flln
Estimativa de rc:
Onde:
ln – distância do quebra-cavaco da aresta
cortante
lf – comprimento de contato cavaco-ferramenta
t – altura do quebra-cavaco
σ – ângulo da cunha do quebra-cavaco
14Prof. Dr.-Ing. Joel Martins UDESC
Quebra-cavacos integral, tipo I - Anteparo
Estimativa de rc:
( )r
lf t
hc =−
+ln
'
2
2
15Prof. Dr.-Ing. Joel Martins UDESC
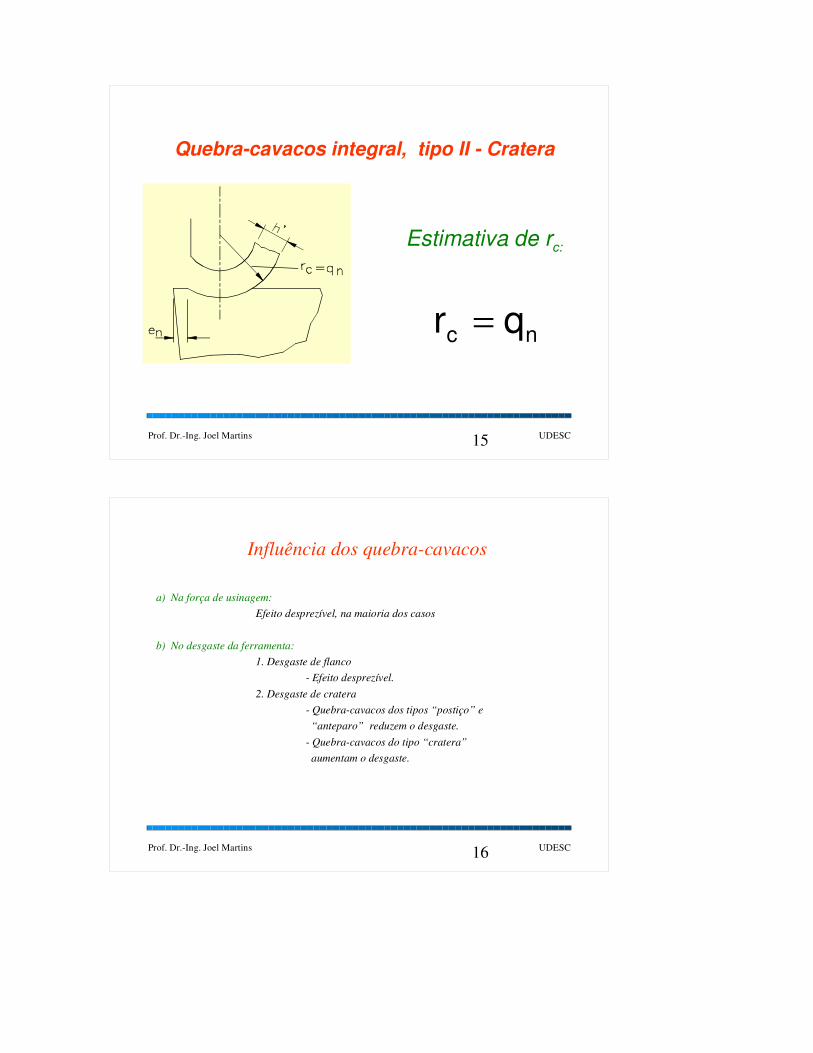
Quebra-cavacos integral, tipo II - Cratera
Estimativa de rc:
r qc n=
16Prof. Dr.-Ing. Joel Martins UDESC
Influência dos quebra-cavacos
a) Na força de usinagem:
Efeito desprezível, na maioria dos casos
b) No desgaste da ferramenta:
1. Desgaste de flanco
- Efeito desprezível.
2. Desgaste de cratera
- Quebra-cavacos dos tipos “postiço” e
“anteparo” reduzem o desgaste.
- Quebra-cavacos do tipo “cratera”
aumentam o desgaste.

17Prof. Dr.-Ing. Joel Martins UDESC
•Raio de curvatura natural
•Fragilidade do material da peça
•Espessura do cavaco h’
•Geometria da ferramenta
–Ângulo de saída, γo
–Ângulo de inclinação, λs
–Ângulo de posição, Xr
•Velocidade de corte
•Profundidade de corte
•Rigidez da máquina-ferramenta
Fatores a considerar no projeto do quebra-cavaco
18Prof. Dr.-Ing. Joel Martins UDESC
Curvatura do cavaco para dentro, causado pela
variação da velocidade de
corte ao longo da aresta
19Prof. Dr.-Ing. Joel Martins UDESC
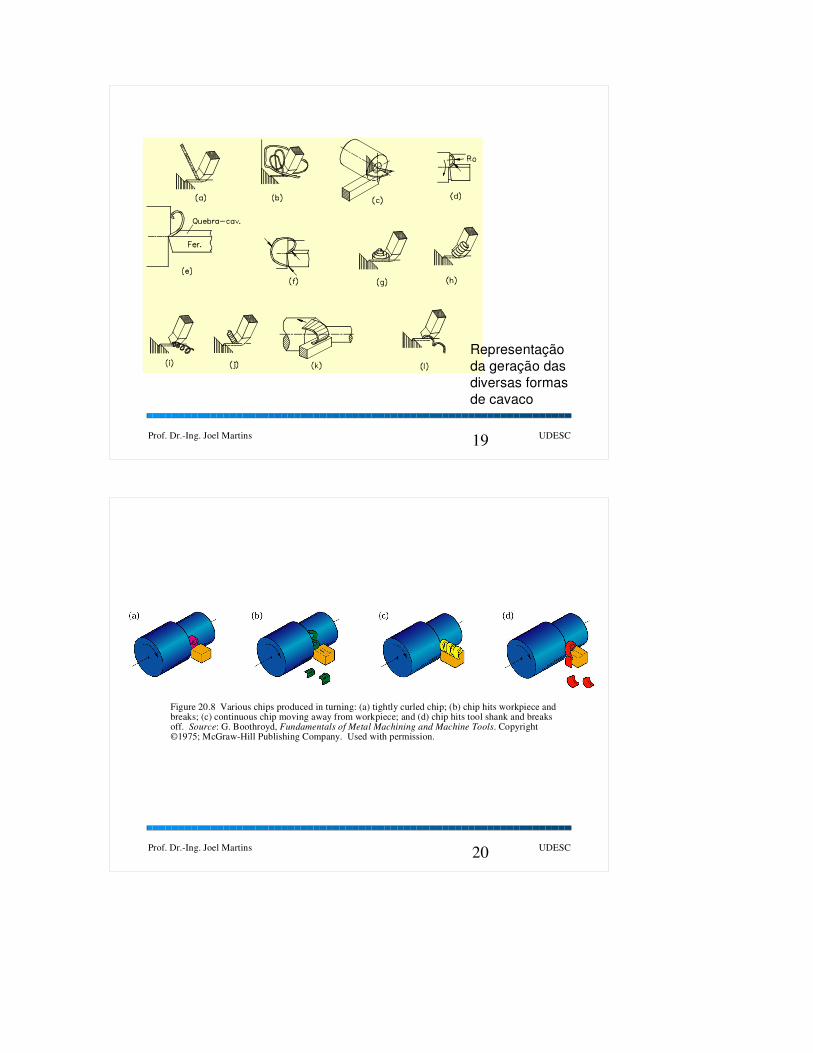
Representação
da geração das
diversas formas
de cavaco
20Prof. Dr.-Ing. Joel Martins UDESC
Figure 20.8 Various chips produced in turning: (a) tightly curled chip; (b) chip hits workpiece and breaks; (c) continuous chip moving away from workpiece; and (d) chip hits tool shank and breaks off. Source: G. Boothroyd, Fundamentals of Metal Machining and Machine Tools. Copyright ©1975; McGraw-Hill Publishing Company. Used with permission.
21Prof. Dr.-Ing. Joel Martins UDESC
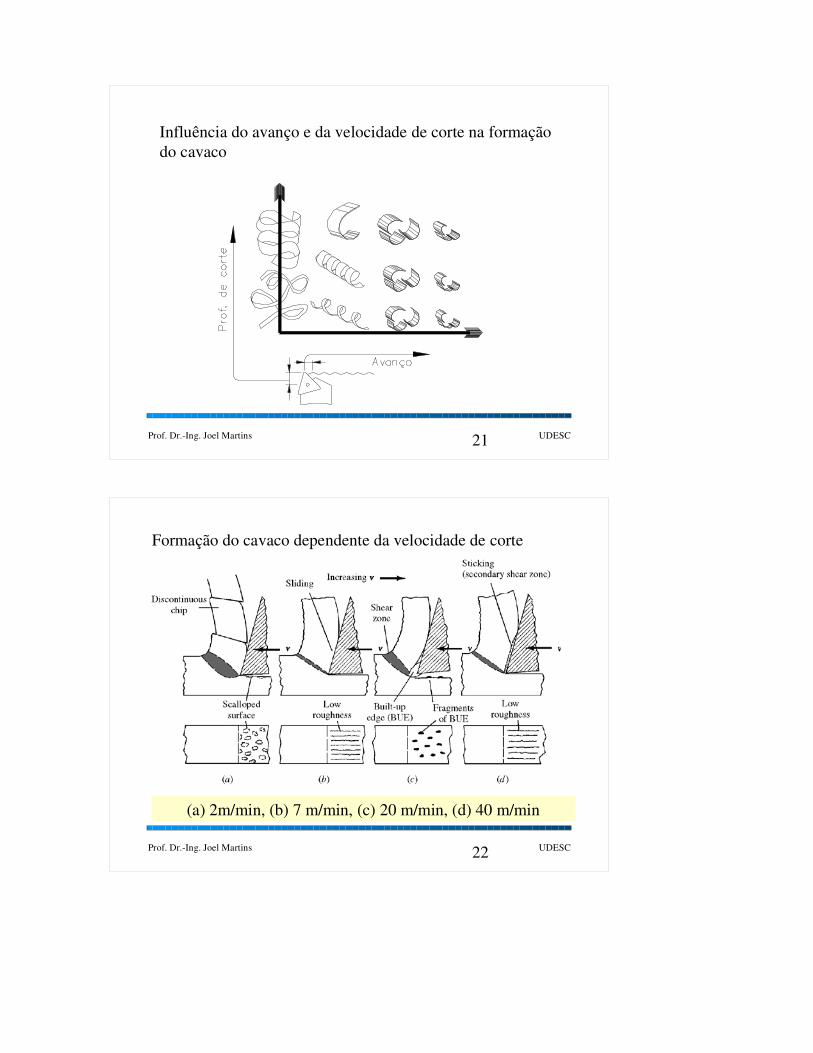
Influência do avanço e da velocidade de corte na formação
do cavaco
22Prof. Dr.-Ing. Joel Martins UDESC
Formação do cavaco dependente da velocidade de corte
(a) 2m/min, (b) 7 m/min, (c) 20 m/min, (d) 40 m/min

23Prof. Dr.-Ing. Joel Martins UDESC
Dsitribuição das tensões normais e cisalhantes sobre a superfície da
ferramenta