comparaÇÃo de desempenho de estatÍsticas de...
TRANSCRIPT

COMPARAÇÃO DE DESEMPENHO DE
ESTATÍSTICAS DE MONITORAMENTO DA
QUALIDADE DE PREVISÕES DE SÉRIES
TEMPORAIS
Felipe Schoemer Jardim (PUC-Rio )
DENILSON RICARDO DE LUCENA NUNES (UEPA )
Eugenio Kahn Epprecht (PUC-Rio )
Antonio Fernando de Castro Vieira (PUC-Rio )
Este artigo compara os desempenhos, via simulação, das quatro principais
estatísticas de monitoramento de previsão de séries temporais conhecidas
como Tracking Signal. A comparação é baseada no menor número médio de
períodos até um alarme de viés verdadeiro de cada estatística com limites de
controle. Duas das estatísticas analisadas se baseiam na soma cumulativa
dos erros de previsão. As duas restantes se baseiam nos erros de previsão
amortecidos exponencialmente. Os métodos de previsão considerados foram
os de amortecimento exponencial simples e duplo para séries com nível
médio constante e séries com tendência, respectivamente. Três tipos de
mudanças de comportamento em séries temporais - geradoras de viés em
previsão - foram analisados, a saber: mudanças no nível e surgimento de
tendências, em séries temporais de nível constante e mudança no valor da
tendência em séries temporais com tendência. Entre os resultados obtidos,
destaca-se a conclusão de que, para determinadas situações, as estatísticas
baseadas na soma cumulativa dos erros de previsão apresentaram
desempenho superior. Nos casos restantes, todas foram estatisticamente
equivalentes.
Palavras-chaves: Séries Temporais, Previsão, Amortecimento Exponencial,
Tracking Signal, Monitoramento, Viés, Gráficos de Controle
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
As previsões de demanda são fundamentais para os processos de decisão e planejamento da
cadeia de produção. Constituem um dos principais recursos no processo de tomada de
decisões estratégicas de um negócio. Seja no curto, médio ou longo prazo, as previsões de
demanda norteiam a gestão dos vários setores de uma corporação, como por exemplo,
produção, logística, marketing e finanças (BALLOU, 2006).
Por outro lado, sucessivas previsões de demanda incoerentes com a realidade podem gerar
sérios problemas para as empresas, como por exemplo, ociosidade de recurso, longas filas de
espera ou vendas perdidas, acarretando custos elevados e baixos níveis de serviço (LUSTOSA
et al., 2008). Dessa forma, é essencial para a saúde de um negócio detectar rapidamente a
ocorrência de algo errado com os modelos de previsão de demanda adotados por um gestor.
Quando esses modelos de previsão deixam de ser aderentes à realidade, as previsões
começam a ficar sistematicamente acima ou abaixo da demanda real indicando a presença de
viés (SILVER et al., 1998). Para modelos de previsão baseados no histórico de séries
temporais, isso quer dizer que a série que se acredita representar a demanda ou o método de
previsão utilizado (ou os parâmetros usados nos mesmos) devem ser revistos.
As técnicas formais presentes na literatura que apresentam um critério objetivo e quantitativo
para detecção de viés, não foram comparadas de forma conclusiva. Em suma, os estudos
fizeram comparações utilizando séries específicas de dados, como a série de criminalidade
usada por Cohen, 2009, que impossibilita uma generalização dos resultados ou testaram uma
combinação reduzida para os valores dos parâmetros utilizados pelas técnicas, como as
comparações feitas por Gardner, 1983 e 1985 e McClain, 1988.
Diante do exposto, o presente trabalho apresenta três objetivos principais listados abaixo.
a) Identificar na literatura as principais técnicas formais – que apresentam critérios
objetivos e quantitativos – de monitoramento para detecção de viés em modelos de
previsão de demanda;
b) Analisar essas técnicas, via simulação, para uma quantidade mais abrangente – que nas
pesquisas anteriores – de modelos de previsão, de tipos de mudanças no

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
comportamento na demanda (as quais geram viés nas previsões) e de combinações de
valores dos parâmetros dos modelos de previsão; e
c) Identificar as técnicas formais com melhor desempenho em cada situação estudada.
Os modelos de previsão de demanda podem ser qualitativos, de séries temporais ou causais
(CHOPRA; MEINDL, 2004). O presente trabalho aborda os modelos de previsão baseados
em séries temporais, aplicáveis particularmente para o curto e médio prazo e utilizados, por
exemplo, no programa mestre de produção, no planejamento desagregado e em controle de
estoques. E a preocupação central do estudo em questão são as técnicas de monitoramento
desses modelos.
Três tipos de alterações de comportamento na demanda (geradoras de viés nas previsões)
foram estudados. A primeira foi mudanças no nível de um modelo de demanda constante, a
segunda foi inclusões de tendências em um modelo de demanda constante e a terceira,
alterações na tendência em um modelo de demanda com tendência. Todas essas mudanças e
inclusões são em função do desvio-padrão da demanda.
Os métodos de previsão de séries temporais estudados nesse trabalho foram os baseados no
amortecimento exponencial. Para os modelos de séries constantes utilizou-se o método de
previsão baseado no amortecimento exponencial simples. Para os modelos de séries com
tendência foi usado o método de Holt, que é baseado no amortecimento exponencial duplo.
Este artigo segue a seguinte organização: na Seção 2 é apresentada a fundamentação teórica e
uma revisão bibliográfica sobre as estatísticas analisadas e suas medidas de desempenho. Na
Seção 3 é apresentada a metodologia proposta para comparação de desempenho entre as
técnicas estudadas. Nessa seção, também são apresentados detalhes do experimento de
simulação realizado. A Seção 4 contém uma análise dos resultados obtidos. Conclusões e
propostas para estudos futuros se encontram na Seção 5.
2. Revisão bibliográfica e fundamentação teórica
Em uma revisão de literatura foram identificadas quatro técnicas formais de monitoramento,
cada uma baseada em uma estatística diferente. Essas estatísticas são conhecidas como
Tracking Signal (TS), são amplamente aplicadas em previsão de demanda e são calculadas em

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
função dos erros de previsão. Nesse contexto, o erro de previsão um passo a frente é definido
como:
tttt xxe ,1ˆ
(1)
Onde tx é o valor real da demanda no período t e ttx ,1ˆ é a previsão da demanda feita no
período t-1 para o período t.
Brown (1962) forneceu a primeira proposta para monitoramento de modelos de previsão, que
consiste em computar a cada período uma estatística Tracking Signal definida por:
t
t
tDAM
EACTSB
(2)
Onde tEAC é a soma cumulativa dos erros de previsão no período t, calculada pela fórmula
recursiva 1 ttt EACeEAC . O valor inicial da soma cumulativa dos erros inicialEAC é
definido como zero. tDAM é a estimativa do desvio absoluto médio do erro no período t,
atualizada por amortecimento exponencial simples pela fórmula recursiva
111 1 ttt DAMeDAM , onde 1 é uma constante de amortecimento escolhida pelo
usuário do método e pode assumir valores entre 0 e 1.
Para calcular o valor inicial do desvio absoluto médio do erro inicialDAM para iniciar o
cálculo recursivo, Brown (1962), bem como Gardner (1983 e 1985), em seus trabalhos
teóricos, utilizou o valor real do desvio-padrão do componente aleatório da série temporal. Na
prática, porém, o gestor – que fará as previsões – não tem conhecimento do valor verdadeiro
do desvio-padrão, sendo obrigado a estimá-lo.
Muitos autores, inclusive Brown (1962), propuseram substituir tDAM na equação (2) pela
raiz quadrada do erro quadrático médio a cada instante t tEQM , atualizada por
amortecimento exponencial simples pela fórmula recursiva 11
2
1 1 ttt EQMeEQM ,
como mostra equação abaixo.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
t
t
tEQM
EACTSB '
(3)
Trigg (1964) propôs substituir, na Equações (2), a soma cumulativa do erro tEAC pelo erro
amortecido exponencialmente tEAM , como mostrado abaixo.
t
t
tDAM
EAMTST
(4)
Onde tEAM é atualizado recursivamente por 111 1 ttt EAMeEAM . Segundo Trigg
(1964), a estatística TST tem variância menor que TSB e por esse motivo seria mais eficiente
na detecção de viés. Igualmente como que feito com a estatística de Brown (1962), também
será testada nesse trabalho uma variante de TST, denominada TST’, que consiste na
substituição de tDAM por
tEQM , como mostra a equação (5).
t
t
tEQM
EAMTST '
(5)
Essas quatro estatísticas Tracking Signal (TSB , 'TSB , TST e 'TST ) se mostraram de fácil
aplicação, pois não exigem a manipulação de muitos dados, uma vez que as equações (2), (3),
(4) e (5) utilizam apenas duas informações do período anterior.
A cada período t as estatísticas Tracking Signal são processadas. Quando seus valores
ultrapassam um determinado valor-limite, é considerado um sinal de existência de viés na
previsão, como conseqüência, é necessário rever o modelo de previsão adotado. Dessa forma,
uma técnica de monitoramentos é formada por uma estatística e por limites de controle para a
mesma, de forma semelhante aos Gráficos de Controle de Processos
Gráficos de Controle de Processos se baseiam em comparar alguma estatística, com
distribuição de probabilidade conhecida, calculada periodicamente a partir de dados de
qualidade do processo sendo monitorado, com limites de controle obtidos para que tenham
uma baixa probabilidade de serem ultrapassados em condições normais (processo em
controle), de tal maneira que a ultrapassagem do limite pela estatística usada é indício de
problemas internos ao processo (COSTA et al. 2004).
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
As técnicas formais de monitoramento de viés em previsão de demanda constituem-se,
portanto, de “Gráficos de Controle” onde os dados do processo são os erros de previsão e as
estatísticas de monitoramento (Tracking Signal) são funções desses erros. Contudo, em muitas
situações, não é conhecida a distribuição de probabilidade dessas estatísticas pelo fato dos
erros de previsão serem auto-correlacionados em decorrência dos procedimentos de
amortecimento exponencial empregados nos métodos de previsão, dificultando assim, obter
expressões matemáticas para os limites de controle.
Segundo Brown (1962) a estatística TSB , quando obtida a partir dos erros amortecidos
exponencialmente, apresenta distribuição aproximadamente normal para 1,01 . Gardner
(1983) chegou à mesma conclusão. A estatística TST , segundo Trigg (1964), também
apresenta distribuição normal quando obtida a partir de erros de previsão independentes e
normalmente distribuídos, desde que 1,01 . Batty (1969) e McKenzie (1978) confirmaram
que para 1,01 a hipótese de normalidade de TST se mantém. Embasados por essa
hipótese, todos esses autores desenvolveram expressões matemáticas para estimar a variância
e os limites de controle dos Trackin Signal em função de 1 quando o mesmo é menor que
0,1.
Nas situações em que não se conhece a distribuição de probabilidade dos Tracking Signals,
resta recorrer à simulação para definir os limites de controle. Através de simulação, é possível
construir tabelas com a distribuição acumulada estimada dessas estatísticas, como fizeram
Trigg (1964), para TST a partir de erros de previsão independentes e 2,0;1,01 , e Batty
(1969), para o caso de erros de previsão por amortecimento exponencial simples considerando
os valores 5,04,0;3,0;2,0;1,01 .
Técnicas de simulação também possibilitam determinar limites de controle em função de uma
medida conhecida como número médio de períodos até um alarme (NMA), normalmente
utilizada em Controle Estatístico de Processos (CEP). O uso do NMA como medida de
desempenho na detecção de viés em previsão de demanda foi proposto por Gardner (1983)
que foi um dos pioneiros em buscar a estatística mais eficiente para detecção de viés em
previsão de demanda fazendo a comparação de desempenho entre TSB e TST . O presente
trabalho também utiliza a medida de desempenho NMA.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Cada técnica pode gerar um alarme falso ou verdadeiro. Nesse contexto, o primeiro passo
para comparar as técnicas de monitoramento é calibrar os limites de controle até que os
mesmos forneçam um número médio de períodos até um alarme falso (NMA0) considerado
aceitável pelo gestor.
Uma vez feito isso, as técnicas de monitoramento são comparadas com relação à eficiência
em gerar alarmes verdadeiros. Assim, quanto menor o número médio de períodos até um
alarme verdadeiro (NMA1) melhor será a técnica de monitoramento.
Idealmente o NMA0 deve ser grande e o NMA1 deve ser pequeno. Infelizmente os objetivos
de maximizar NMA0 e minimizar NMA1 são conflitantes, pois, fixados os demais parâmetros,
a maiores NMA0’s correspondem a maiores NMA1’s.
Cohen et. al (2009) propuseram uma alternativa para determinar os limites de controle a partir
da construção de curvas características de operação (ROC). Essas curvas permitem observar
para cada combinação de 1 e limites, as taxas de alarmes verdadeiros e alarmes falsos
correspondentes. Contudo, seus resultados dificilmente podem ser generalizados para
qualquer série temporal, pois esses autores estudaram apenas séries reais de ocorrências de
crimes de duas cidades americanas.
Snyder e Koehler (2009) propuseram um método de previsão que, para os autores, dispensa
monitoramento e conseqüentemente limites de controle. Em suma, os autores apresentam o
método de previsão por amortecimento exponencial com damped-trend e erro amortecido
exponencialmente com uma restrição extra e concluiu que esse modelo é equivalente ao auto-
monitoramento e auto-correção automática. Contudo, o método proposto por Snyder e
Koehler (2009) não foi comparado com as estatísticas Tracking Signal e não foi tratado no
presente estudo.
As pesquisas voltadas para comparar o desempenho entre TST e TSB se resumiram a um
universo pequeno de combinações de valores dos parâmetros das estatísticas e modelos de
previsão. As previsões monitoradas nessas comparações de desempenho se restringiram
àquelas por amortecimento exponencial simples. Além disso, a única forma estudada de
alteração no comportamento da série temporal que leva ao surgimento do viés na previsão foi
a mudança em degrau do nível.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
3. Metodologia proposta e experimento de simulação
A análise de desempenho das técnicas TSB, TSB´, TST, TST’, foi feita por simulação
utilizando o programa MATLAB. Como visto na introdução, para cada uma das quatro
técnicas de monitoramento, três tipos de mudanças no comportamento da demanda (geradoras
de viés) foram estudados.
O primeiro tipo consiste em mudanças no nível de modelos de séries temporais constantes
representados pela expressãott ax , onde
tx é a demanda no período t, a é o nível médio
da demanda e t é o valor do ruído no período t, que se supõe ser normalmente distribuído
com média zero e variância 2 . Essa mudança será denominada CONSTANTE – DEGRAU.
Depois da alteração, a demanda passa a ser representada por taa , onde a representa
a mudança no nível.
O segundo tipo é o surgimento de tendências em modelos de séries temporais constantes. Essa
mudança será denominada CONSTANTE – TENDÊNCIA. Depois dessa alteração, a
demanda passa a ser representada por tba , onde b representa a inclusão da
tendência.
Por fim, o terceiro tipo são alterações na tendência em modelos de séries temporais lineares
com tendência representados pela expressão tt btax , onde b é a taxa de crescimento
ou decrescimento. Essa mudança será denominada TENDÊNCIA – NOVA TENDÊNCIA.
Depois dessa alteração, a demanda passa a ser representada por tbtba , onde b
representa a mudança na tendência.
A previsão de demanda para o modelo constante foi feita por amortecimento exponencial
simples que é calculada recursivamente pela equação abaixo.
ttttt xxx ,11,ˆ1ˆ
(6)
Onde 1,
ˆttx é a previsão feita no período t para o período seguintes (t+1) e é a constantes de
amortecimento.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
A previsão para o modelo linear foi calculada por amortecimento exponencial duplo,
conhecido como modelo de Holt, que utiliza as seguintes equações para atualização recursiva
das estimativas dos parâmetros e previsão um passo a frente.
1-t1-ttt
1-t1-tt
1,
ˆ)1()ˆˆ(ˆ
)ˆˆ)(1(ˆ
ˆˆˆ
baab
baxa
bax
t
tttt
, (7)
Sendo ta e tb as estimativas de nível e taxa de crescimento no instante t respectivamente.
e são constantes de amortecimento que podem assumir valores entre 0 e 1.
Com o objetivo de simplificar e diminuir o número de combinações entre e , utilizou-se
uma expressão sugerida por Brown (1962), que representa um caso particular do método de
Holt. Nesse caso, para cada valor existe apenas um valor de , calculado por:
2
11 (8)
Os limites de controle foram calibrados de maneira a fornecer NMA0 = 50, o que significa,
por exemplo, esperar em média um alarme falso por ano em um sistema de previsões
semanais.
Antes da inserção das mudanças de comportamento na demanda (por simulação) e da
calibragem é necessário definir os valores de cada parâmetro dos modelos de previsão e das
técnicas de monitoramento a serem testados na simulação.
O parâmetro de amortecimento α foi variado de 0,045 a 0,3 a cada 0,015, totalizando 18
valores. O parâmetro de amortecimento β foi variado de acordo com os valores de α segundo
a Equação 8, totalizando 18 valores (e 18 pares [α, β]). O parâmetro de amortecimento α1 foi
variado de 0,01 a 0,1 a cada 0,01, totalizando 10 valores e 180 combinações entre [α, β] e α1.
Esses valores foram escolhidos com base nas sugestões de Silver et al. (1998), em valores
típicos no contexto de controle estatístico de processo - CEP (COSTA et al., 2004) e em
pequenos testes realizados e considerados razoáveis com base na experiência.
Uma vez definidos os valores de cada parâmetro das técnicas de monitoramento e modelos de
previsão a serem testados por simulação, é possível dar início ao processo de calibragem dos

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
limites de controle – para cada combinação de parâmetros – das técnicas de monitoramento
para um número médio de períodos até um alarme falso considerado razoável, ou seja, para o
estudo em questão, NMA0 = 50. As Seções 3.1 e 3.2 detalham os processos de calibragem e
obtenção de NMA1, respectivamente.
3.1 Procedimento de calibragem (para NMA0 = 50)
Inicialmente foram gerados aleatoriamente 1000 valores do ruído 1,0~ N , e com esses
valores, foi obtida uma série temporal simulada de cada modelo (constante e linear).
Os 36 primeiros períodos de cada série são utilizados como histórico da demanda para
inicializar os processos de previsão e monitoramento. Começam-se, então, a fazer previsões a
partir do período 37, possibilitando o cálculo dos erros de previsão que são utilizados nas
técnicas de monitoramento TSB, TSB´, TST, TST’.
A partir do período 37, cada estatística é processada e começa-se uma contagem de períodos.
Quando, para cada técnica, surge um alarme (ou seja, um valor da estatística fora dos limites
de controle, que até então foram escolhidos arbitrariamente), o processamento da mesma é
interrompido e o número de períodos até um alarme falso é armazenado (NA0). O alarme é
falso, pois não foi inserida nenhuma alteração no modelo gerador da série temporal em
questão. Esse procedimento é repetido dez mil vezes e uma média dos valores de NA0
(NMA0) é obtida para cada técnica de monitoramento e combinação de parâmetros.
Esse procedimento depende dos limites de controle que são variados utilizando o método de
busca da Secante no qual, para cada valor dos limites, repete-se todo o procedimento para
avaliar o NMA0 até que os valores dos limites, que produzam um NMA0 = 50, sejam
encontrados. Isso foi feito para cada combinação de valores de parâmetros.
3.2 Obtenção de NMA1
O procedimento para obtenção de NMA1 é semelhante ao de NMA0. Porém, nesse caso, já
estão definidos os valores dos limites de controle das técnicas de monitoramento, para cada
combinação dos parâmetros, que geram NMA0 = 50.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Foram testados quatro valores para a e b em função do desvio-padrão do ruído (σ). São
eles: 2;5,1;1;5,0a e 5,0;25,0;1,0;05,0b .
De forma semelhante ao que foi feito para as calibragens das técnicas, inicialmente foram
gerados aleatoriamente 1000 valores de 1,0~ N , e com esses valores, foi obtida uma
série temporal de cada modelo.
No período 57 um incremento a ou b é inserido na série. Começam-se, então, a fazer
previsões a partir do período 37. Assim, os erros de previsão são calculados e utilizados nas
técnicas de monitoramento com os limites já calibrados para NMA0 = 50. A partir do período
37, cada estatística é processada e é dado início ao monitoramento. A contagem de períodos
até um alarme começa a partir da introdução da mudança de comportamento (no período 57).
Então, quando, para cada técnica, surge um alarme, após a inserção do viés, o processamento
da mesma é interrompido e o número de períodos até um alarme verdadeiro é armazenado
(NA1). Esse procedimento é repetido dez mil vezes e uma média dos valores de NA1 (NMA1)
é obtida para cada técnica de monitoramento e combinação de parâmetros. Essa média é
utilizada na comparação das técnicas.
Para cada parâmetro dos métodos de previsão – escolhidos pelo gestor – existe um conjunto
de técnica de monitoramento, com uma combinação de parâmetros, que apresenta o melhor
desempenho, ou seja, os menores NMA1’s.
4. Resultados e análises
Ao final do experimento de simulação foram obtidos 720 resultados de NMA1 referentes a
cada combinação de , 1 e a (ou b ) para cada uma das quatro estatísticas testadas e
para cada uma dos três tipos de mudanças de comportamento, totalizando 8.640 resultados.
Cada um desses resultados de NMA1 foi gerado com um limite de controle especifico que
resulta em NMA0 = 50, obtido no processo de calibragem. Observou-se que, com poucas
exceções, as combinações de Limite,1 , para cada estatística, e tipo de mudança de

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
comportamento, que tiveram melhor desempenho para as menores alterações na demanda
( 05,0ou5,0 ba ) mantiveram essa superioridade para alterações maiores.
Sendo assim, os pares Limite,1 que resultam nos menores NMA1’s para
05,0o5,0 bua foram agrupados nas Tabelas 1, 2 e 3 para posterior comparação
das estatísticas. Os limites de controle das estatísticas TSB, TSB’, TST, TST’, foram denotados
por LB, LB’, LT e LT’ respectivamente. O erro-padrão de cada resultado também está
presente nas tabelas.
Pelas tabelas, observa-se que todas as estatísticas testadas apresentaram desempenho
semelhante. Nota-se ainda que para pequenos bua o as diferenças entre valores de NMA1
são maiores (para qualquer e qualquer estatística). Contudo, com o aumento em ba ou
essas diferenças diminuem consideravelmente, ou seja, quanto mais acentuada é a mudança
de comportamento na demanda, mais semelhantes se tornam os desempenhos de cada
estatística.
Outra observação importante foi que todos os resultados de desempenho independem dos
valores iniciais de a e b e que os valores de NMA1 são constantes, desde que mantidas as
proporções a ou b , o que reflete a generalidade desses resultados.
Para que a estatística mais eficiente fosse identificada, o erro-padrão da simulação foi
utilizado para verificar se alguma estatística é significativamente melhor que outra. Dessa
forma, considerando nas Tabelas 1, 2 e 3 a faixa erroNMAerro,NMA 11 , nos casos em
que ocorre superposição das faixas de duas técnicas, essas são consideradas equivalentes.
Caso contrário (quando não ocorre superposição), um resultado é significativamente superior
ao outro. A Figura 1 ilustra o uso desse critério.
Tabela 1 – Valores de NMA1 em função de aL 1 para Constante – Degrau

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Δa NMA1 erro NMA1 erro NMA1 erro NMA1 erro Δa NMA1 erro NMA1 erro NMA1 erro NMA1 erro
0.50 α1 15.80 0.18 α1 15.64 0.19 α1 16.30 0.18 α1 16.47 0.29 0.50 α1 18.97 0.31 α1 18.24 0.30 α1 17.21 0.36 α1 16.98 0.59
1.00 0.01 7.00 0.04 0.01 6.93 0.04 0.06 7.99 0.04 0.01 7.32 0.06 1.00 0.01 6.31 0.06 0.01 6.18 0.06 0.02 6.40 0.07 0.03 6.51 0.12
1.50 LT 4.60 0.02 LT' 4.58 0.02 LB 5.51 0.02 LB' 4.87 0.03 1.50 LT 3.74 0.03 LT' 3.69 0.03 LB 3.87 0.03 LB' 3.94 0.05
2.00 0.06 3.48 0.01 0.05 3.48 0.01 6.89 4.32 0.01 5.49 3.64 0.02 2.00 0.04 2.72 0.02 0.04 2.70 0.02 4.58 2.82 0.02 3.63 2.93 0.03
0.50 α1 16.14 0.20 α1 15.87 0.21 α1 16.22 0.20 α1 16.32 0.33 0.50 α1 19.41 0.31 α1 18.65 0.30 α1 17.32 0.37 α1 17.22 0.60
1.00 0.01 6.84 0.05 0.01 6.79 0.05 0.04 7.43 0.06 0.03 7.43 0.09 1.00 0.01 6.35 0.06 0.01 6.21 0.06 0.05 6.55 0.08 0.03 6.44 0.12
1.50 LT 4.41 0.03 LT' 4.38 0.03 LB 4.95 0.03 LB' 4.88 0.05 1.50 LT 3.68 0.03 LT' 3.63 0.03 LB 4.00 0.03 LB' 3.88 0.05
2.00 0.06 3.32 0.02 0.05 3.30 0.02 6.41 3.81 0.02 5.12 3.75 0.03 2.00 0.04 2.67 0.02 0.03 2.65 0.02 4.42 3.02 0.02 3.53 2.87 0.03
0.50 α1 16.45 0.25 α1 16.05 0.24 α1 16.35 0.22 α1 16.10 0.36 0.50 α1 19.29 0.32 α1 18.53 0.33 α1 17.64 0.38 α1 16.98 0.62
1.00 0.02 6.60 0.05 0.01 6.74 0.05 0.04 7.15 0.06 0.03 7.20 0.09 1.00 0.01 6.24 0.06 0.01 6.16 0.06 0.02 6.31 0.08 0.03 6.42 0.13
1.50 LT 4.25 0.03 LT' 4.27 0.03 LB 4.71 0.03 LB' 4.60 0.05 1.50 LT 3.64 0.03 LT' 3.61 0.03 LB 3.75 0.03 LB' 3.85 0.05
2.00 0.11 3.21 0.02 0.05 3.22 0.02 6.03 3.64 0.02 4.80 3.59 0.03 2.00 0.04 2.62 0.02 0.03 2.61 0.02 4.34 2.75 0.02 3.44 2.84 0.03
0.50 α1 16.29 0.24 α1 15.75 0.23 α1 16.39 0.23 α1 16.12 0.38 0.50 α1 19.41 0.34 α1 18.74 0.34 α1 17.80 0.40 α1 17.80 0.65
1.00 0.01 6.50 0.05 0.01 6.40 0.05 0.04 7.07 0.06 0.03 6.86 0.09 1.00 0.01 6.22 0.07 0.01 6.08 0.07 0.04 6.46 0.09 0.07 6.71 0.15
1.50 LT 4.14 0.03 LT' 4.10 0.03 LB 4.57 0.03 LB' 4.51 0.05 1.50 LT 3.64 0.03 LT' 3.61 0.03 LB 3.88 0.04 LB' 4.14 0.06
2.00 0.06 3.10 0.02 0.04 3.08 0.02 5.73 3.47 0.02 4.56 3.43 0.03 2.00 0.04 2.59 0.02 0.03 2.58 0.02 4.39 2.82 0.02 3.34 3.13 0.03
0.50 α1 17.03 0.23 α1 16.62 0.23 α1 16.30 0.25 α1 16.26 0.39 0.50 α1 20.25 0.37 α1 19.51 0.36 α1 18.21 0.47 α1 17.85 0.72
1.00 0.01 6.39 0.05 0.01 6.28 0.05 0.03 6.83 0.06 0.04 6.84 0.10 1.00 0.01 6.26 0.07 0.01 6.15 0.07 0.05 6.51 0.10 0.03 6.39 0.16
1.50 LT 4.01 0.03 LT' 3.97 0.03 LB 4.32 0.03 LB' 4.45 0.05 1.50 LT 3.60 0.03 LT' 3.56 0.03 LB 3.92 0.03 LB' 3.80 0.06
2.00 0.05 2.98 0.02 0.04 2.98 0.02 5.46 3.30 0.02 4.35 3.40 0.03 2.00 0.04 2.60 0.02 0.03 2.58 0.02 4.09 2.86 0.02 3.28 2.77 0.03
0.50 α1 16.78 0.23 α1 16.35 0.23 α1 16.37 0.26 α1 16.16 0.43 0.50 α1 20.74 0.35 α1 19.59 0.35 α1 18.09 0.46 α1 18.14 0.79
1.00 0.01 6.30 0.05 0.01 6.21 0.05 0.04 6.81 0.06 0.07 7.02 0.10 1.00 0.01 6.36 0.06 0.01 6.21 0.06 0.03 6.44 0.11 0.03 6.47 0.16
1.50 LT 3.89 0.03 LT' 3.86 0.03 LB 4.31 0.03 LB' 4.59 0.05 1.50 LT 3.55 0.03 LT' 3.49 0.03 LB 3.78 0.04 LB' 3.73 0.06
2.00 0.05 2.92 0.02 0.04 2.90 0.02 5.23 3.23 0.02 4.18 3.61 0.03 2.00 0.04 2.54 0.02 0.03 2.51 0.02 4.02 2.69 0.02 3.21 2.69 0.03
0.50 α1 17.73 0.26 α1 17.22 0.25 α1 16.75 0.28 α1 16.63 0.44 0.50 α1 21.20 0.36 α1 20.12 0.36 α1 18.82 0.50 α1 18.27 0.80
1.00 0.01 6.34 0.06 0.01 6.24 0.05 0.08 6.99 0.06 0.03 6.55 0.10 1.00 0.01 6.39 0.07 0.01 6.24 0.07 0.07 6.92 0.11 0.08 6.86 0.17
1.50 LT 3.86 0.03 LT' 3.81 0.03 LB 4.57 0.03 LB' 4.17 0.05 1.50 LT 3.54 0.03 LT' 3.51 0.03 LB 4.01 0.04 LB' 4.15 0.06
2.00 0.05 2.86 0.02 0.04 2.84 0.02 5.02 3.54 0.02 4.02 3.15 0.03 2.00 0.04 2.53 0.02 0.03 2.52 0.02 3.90 2.92 0.02 3.11 3.07 0.04
0.50 α1 17.47 0.27 α1 16.85 0.28 α1 16.54 0.29 α1 16.58 0.47 0.50 α1 21.57 0.39 α1 20.31 0.38 α1 18.83 0.51 α1 18.43 0.87
1.00 0.01 6.30 0.06 0.01 6.20 0.06 0.01 6.41 0.06 0.03 6.57 0.10 1.00 0.01 6.40 0.07 0.01 6.21 0.07 0.05 6.55 0.12 0.05 6.61 0.18
1.50 LT 3.79 0.03 LT' 3.74 0.03 LB 3.92 0.03 LB' 4.08 0.05 1.50 LT 3.58 0.03 LT' 3.53 0.03 LB 3.88 0.04 LB' 3.84 0.07
2.00 0.05 2.79 0.02 0.04 2.77 0.02 4.87 2.86 0.02 3.88 3.04 0.03 2.00 0.04 2.51 0.02 0.03 2.48 0.02 3.82 2.75 0.02 3.05 2.76 0.03
0.50 α1 19.04 0.30 α1 18.36 0.29 α1 17.06 0.30 α1 16.76 0.51 0.50 α1 21.13 0.40 α1 20.34 0.39 α1 19.02 0.53 α1 19.02 0.86
1.00 0.01 6.30 0.06 0.01 6.21 0.06 0.07 6.87 0.07 0.07 6.73 0.12 1.00 0.01 6.59 0.09 0.01 6.40 0.09 0.02 6.52 0.13 0.04 6.56 0.21
1.50 LT 3.74 0.03 LT' 3.71 0.03 LB 4.28 0.03 LB' 4.39 0.05 1.50 LT 3.57 0.03 LT' 3.51 0.03 LB 3.64 0.04 LB' 3.79 0.07
2.00 0.05 2.77 0.02 0.04 2.75 0.02 4.67 3.26 0.02 3.75 3.31 0.03 2.00 0.04 2.49 0.02 0.03 2.47 0.02 3.80 2.57 0.02 3.01 2.70 0.04
TST TST' TSB TSB'
0.0
45
0.1
80
α
TST TST' TSB TSB'
α
0.1
95
0.0
75
0.2
10
0.0
9
0.2
25
0.0
6
0.2
85
0.1
65
0.3
00
0.1
05
0.2
40
0.1
2
0.2
55
0.1
35
0.2
70
0.1
5
Fonte: Autores
Figura 1 – Ilustração de como o erro-padrão foi utilizado para comparação.
Fonte: Autores
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
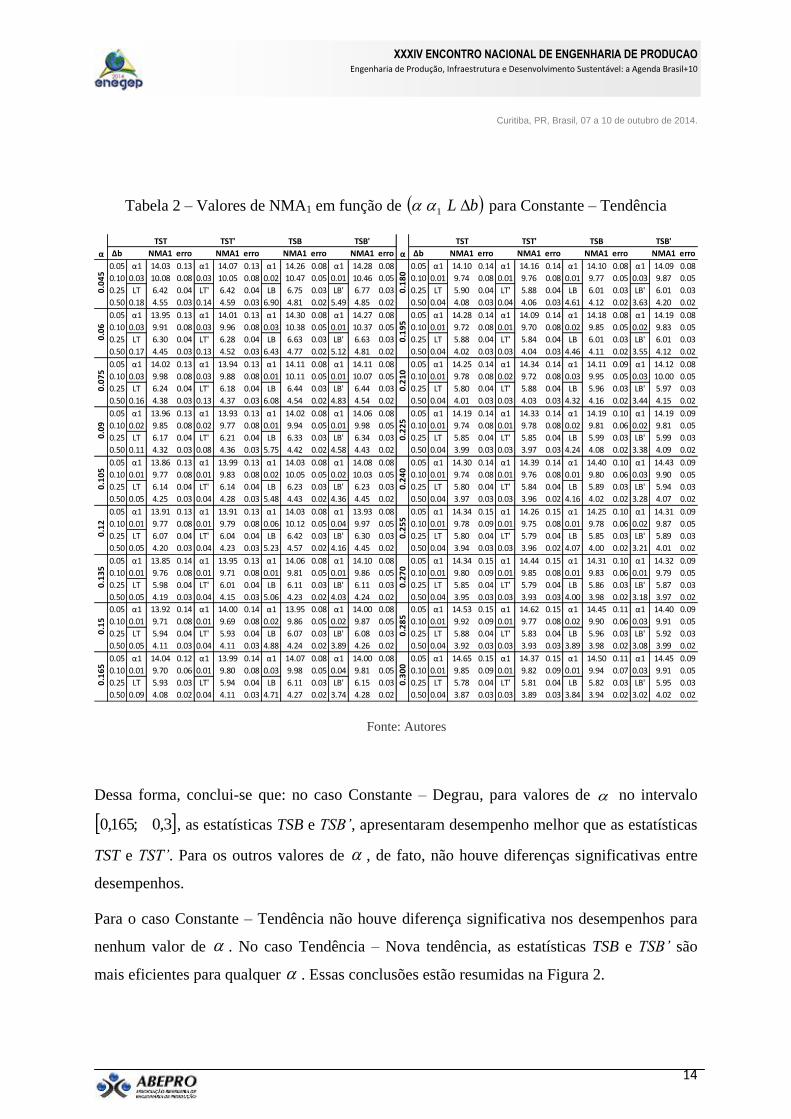
Tabela 2 – Valores de NMA1 em função de bL 1 para Constante – Tendência
Δb NMA1 erro NMA1 erro NMA1 erro NMA1 erro Δb NMA1 erro NMA1 erro NMA1 erro NMA1 erro
0.05 α1 14.03 0.13 α1 14.07 0.13 α1 14.26 0.08 α1 14.28 0.08 0.05 α1 14.10 0.14 α1 14.16 0.14 α1 14.10 0.08 α1 14.09 0.08
0.10 0.03 10.08 0.08 0.03 10.05 0.08 0.02 10.47 0.05 0.01 10.46 0.05 0.10 0.01 9.74 0.08 0.01 9.76 0.08 0.01 9.77 0.05 0.03 9.87 0.05
0.25 LT 6.42 0.04 LT' 6.42 0.04 LB 6.75 0.03 LB' 6.77 0.03 0.25 LT 5.90 0.04 LT' 5.88 0.04 LB 6.01 0.03 LB' 6.01 0.03
0.50 0.18 4.55 0.03 0.14 4.59 0.03 6.90 4.81 0.02 5.49 4.85 0.02 0.50 0.04 4.08 0.03 0.04 4.06 0.03 4.61 4.12 0.02 3.63 4.20 0.02
0.05 α1 13.95 0.13 α1 14.01 0.13 α1 14.30 0.08 α1 14.27 0.08 0.05 α1 14.28 0.14 α1 14.09 0.14 α1 14.18 0.08 α1 14.19 0.08
0.10 0.03 9.91 0.08 0.03 9.96 0.08 0.03 10.38 0.05 0.01 10.37 0.05 0.10 0.01 9.72 0.08 0.01 9.70 0.08 0.02 9.85 0.05 0.02 9.83 0.05
0.25 LT 6.30 0.04 LT' 6.28 0.04 LB 6.63 0.03 LB' 6.63 0.03 0.25 LT 5.88 0.04 LT' 5.84 0.04 LB 6.01 0.03 LB' 6.01 0.03
0.50 0.17 4.45 0.03 0.13 4.52 0.03 6.43 4.77 0.02 5.12 4.81 0.02 0.50 0.04 4.02 0.03 0.03 4.04 0.03 4.46 4.11 0.02 3.55 4.12 0.02
0.05 α1 14.02 0.13 α1 13.94 0.13 α1 14.11 0.08 α1 14.11 0.08 0.05 α1 14.25 0.14 α1 14.34 0.14 α1 14.11 0.09 α1 14.12 0.08
0.10 0.03 9.98 0.08 0.03 9.88 0.08 0.01 10.11 0.05 0.01 10.07 0.05 0.10 0.01 9.78 0.08 0.02 9.72 0.08 0.03 9.95 0.05 0.03 10.00 0.05
0.25 LT 6.24 0.04 LT' 6.18 0.04 LB 6.44 0.03 LB' 6.44 0.03 0.25 LT 5.80 0.04 LT' 5.88 0.04 LB 5.96 0.03 LB' 5.97 0.03
0.50 0.16 4.38 0.03 0.13 4.37 0.03 6.08 4.54 0.02 4.83 4.54 0.02 0.50 0.04 4.01 0.03 0.03 4.03 0.03 4.32 4.16 0.02 3.44 4.15 0.02
0.05 α1 13.96 0.13 α1 13.93 0.13 α1 14.02 0.08 α1 14.06 0.08 0.05 α1 14.19 0.14 α1 14.33 0.14 α1 14.19 0.10 α1 14.19 0.09
0.10 0.02 9.85 0.08 0.02 9.77 0.08 0.01 9.94 0.05 0.01 9.98 0.05 0.10 0.01 9.74 0.08 0.01 9.78 0.08 0.02 9.81 0.06 0.02 9.81 0.05
0.25 LT 6.17 0.04 LT' 6.21 0.04 LB 6.33 0.03 LB' 6.34 0.03 0.25 LT 5.85 0.04 LT' 5.85 0.04 LB 5.99 0.03 LB' 5.99 0.03
0.50 0.11 4.32 0.03 0.08 4.36 0.03 5.75 4.42 0.02 4.58 4.43 0.02 0.50 0.04 3.99 0.03 0.03 3.97 0.03 4.24 4.08 0.02 3.38 4.09 0.02
0.05 α1 13.86 0.13 α1 13.99 0.13 α1 14.03 0.08 α1 14.08 0.08 0.05 α1 14.30 0.14 α1 14.39 0.14 α1 14.40 0.10 α1 14.43 0.09
0.10 0.01 9.77 0.08 0.01 9.83 0.08 0.02 10.05 0.05 0.02 10.03 0.05 0.10 0.01 9.74 0.08 0.01 9.76 0.08 0.01 9.80 0.06 0.03 9.90 0.05
0.25 LT 6.14 0.04 LT' 6.14 0.04 LB 6.23 0.03 LB' 6.23 0.03 0.25 LT 5.80 0.04 LT' 5.84 0.04 LB 5.89 0.03 LB' 5.94 0.03
0.50 0.05 4.25 0.03 0.04 4.28 0.03 5.48 4.43 0.02 4.36 4.45 0.02 0.50 0.04 3.97 0.03 0.03 3.96 0.02 4.16 4.02 0.02 3.28 4.07 0.02
0.05 α1 13.91 0.13 α1 13.91 0.13 α1 14.03 0.08 α1 13.93 0.08 0.05 α1 14.34 0.15 α1 14.26 0.15 α1 14.25 0.10 α1 14.31 0.09
0.10 0.01 9.77 0.08 0.01 9.79 0.08 0.06 10.12 0.05 0.04 9.97 0.05 0.10 0.01 9.78 0.09 0.01 9.75 0.08 0.01 9.78 0.06 0.02 9.87 0.05
0.25 LT 6.07 0.04 LT' 6.04 0.04 LB 6.42 0.03 LB' 6.30 0.03 0.25 LT 5.80 0.04 LT' 5.79 0.04 LB 5.85 0.03 LB' 5.89 0.03
0.50 0.05 4.20 0.03 0.04 4.23 0.03 5.23 4.57 0.02 4.16 4.45 0.02 0.50 0.04 3.94 0.03 0.03 3.96 0.02 4.07 4.00 0.02 3.21 4.01 0.02
0.05 α1 13.85 0.14 α1 13.95 0.13 α1 14.06 0.08 α1 14.10 0.08 0.05 α1 14.34 0.15 α1 14.44 0.15 α1 14.31 0.10 α1 14.32 0.09
0.10 0.01 9.76 0.08 0.01 9.71 0.08 0.01 9.81 0.05 0.01 9.86 0.05 0.10 0.01 9.80 0.09 0.01 9.85 0.08 0.01 9.83 0.06 0.01 9.79 0.05
0.25 LT 5.98 0.04 LT' 6.01 0.04 LB 6.11 0.03 LB' 6.11 0.03 0.25 LT 5.85 0.04 LT' 5.79 0.04 LB 5.86 0.03 LB' 5.87 0.03
0.50 0.05 4.19 0.03 0.04 4.15 0.03 5.06 4.23 0.02 4.03 4.24 0.02 0.50 0.04 3.95 0.03 0.03 3.93 0.03 4.00 3.98 0.02 3.18 3.97 0.02
0.05 α1 13.92 0.14 α1 14.00 0.14 α1 13.95 0.08 α1 14.00 0.08 0.05 α1 14.53 0.15 α1 14.62 0.15 α1 14.45 0.11 α1 14.40 0.09
0.10 0.01 9.71 0.08 0.01 9.69 0.08 0.02 9.86 0.05 0.02 9.87 0.05 0.10 0.01 9.92 0.09 0.01 9.77 0.08 0.02 9.90 0.06 0.03 9.91 0.05
0.25 LT 5.94 0.04 LT' 5.93 0.04 LB 6.07 0.03 LB' 6.08 0.03 0.25 LT 5.88 0.04 LT' 5.83 0.04 LB 5.96 0.03 LB' 5.92 0.03
0.50 0.05 4.11 0.03 0.04 4.11 0.03 4.88 4.24 0.02 3.89 4.26 0.02 0.50 0.04 3.92 0.03 0.03 3.93 0.03 3.89 3.98 0.02 3.08 3.99 0.02
0.05 α1 14.04 0.12 α1 13.99 0.14 α1 14.07 0.08 α1 14.00 0.08 0.05 α1 14.65 0.15 α1 14.37 0.15 α1 14.50 0.11 α1 14.45 0.09
0.10 0.01 9.70 0.06 0.01 9.80 0.08 0.03 9.98 0.05 0.04 9.81 0.05 0.10 0.01 9.85 0.09 0.01 9.82 0.09 0.01 9.94 0.07 0.03 9.91 0.05
0.25 LT 5.93 0.03 LT' 5.94 0.04 LB 6.11 0.03 LB' 6.15 0.03 0.25 LT 5.78 0.04 LT' 5.81 0.04 LB 5.82 0.03 LB' 5.95 0.03
0.50 0.09 4.08 0.02 0.04 4.11 0.03 4.71 4.27 0.02 3.74 4.28 0.02 0.50 0.04 3.87 0.03 0.03 3.89 0.03 3.84 3.94 0.02 3.02 4.02 0.02
TST TST' TSB TSB'
0.0
45
0.1
80
α
TST TST' TSB TSB'
α
0.1
95
0.0
75
0.2
10
0.0
9
0.2
25
0.0
6
0.2
85
0.1
65
0.3
00
0.1
05
0.2
40
0.1
2
0.2
55
0.1
35
0.2
70
0.1
5
Fonte: Autores
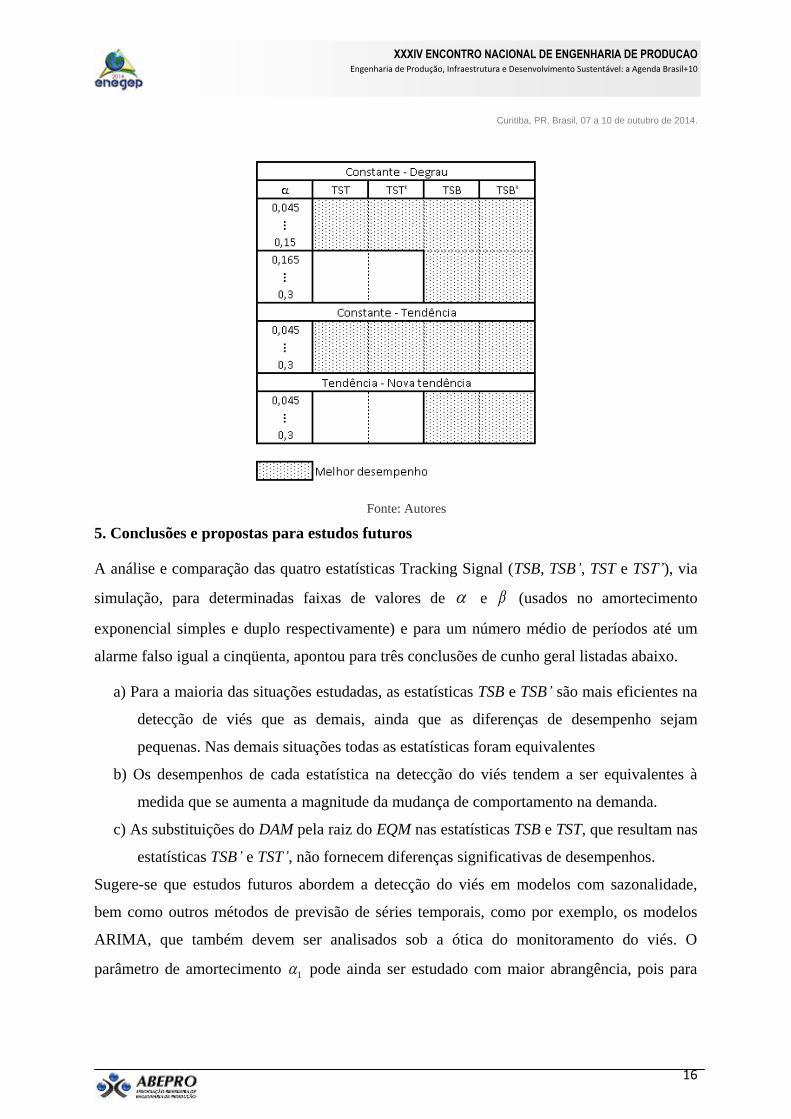
Dessa forma, conclui-se que: no caso Constante – Degrau, para valores de no intervalo
3,0;165,0 , as estatísticas TSB e TSB’, apresentaram desempenho melhor que as estatísticas
TST e TST’. Para os outros valores de , de fato, não houve diferenças significativas entre
desempenhos.
Para o caso Constante – Tendência não houve diferença significativa nos desempenhos para
nenhum valor de . No caso Tendência – Nova tendência, as estatísticas TSB e TSB’ são
mais eficientes para qualquer . Essas conclusões estão resumidas na Figura 2.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Assim, o gestor poderá utilizar a Figura 2, juntamente com as Tabelas 1, 2 e 3, como
ferramenta para identificar os parâmetros Limite1 a serem utilizados no monitoramento de
suas previsões a partir de um valor de α.
Tabela 3 – Valores de NMA1 em função de bL 1 para Tendência – Nova tendência
Δb NMA1 erro NMA1 erro NMA1 erro NMA1 erro Δb NMA1 erro NMA1 erro NMA1 erro NMA1 erro
0.05 α1 16.42 0.13 α1 16.61 0.13 α1 17.66 0.14 α1 17.79 0.14 0.05 α1 17.60 0.16 α1 17.34 0.15 α1 17.36 0.15 α1 17.26 0.14
0.10 0.06 11.49 0.07 0.04 11.57 0.08 0.01 12.54 0.08 0.02 12.76 0.08 0.10 0.02 10.93 0.07 0.01 10.84 0.07 0.01 11.11 0.07 0.03 11.21 0.07
0.25 LT 7.22 0.04 LT' 7.41 0.04 LB 8.03 0.04 LB' 8.20 0.04 0.25 LT 6.29 0.03 LT' 6.34 0.03 LB 6.47 0.03 LB' 6.51 0.03
0.50 0.38 5.20 0.02 0.22 5.33 0.02 9.86 5.66 0.03 7.72 5.96 0.03 0.50 0.09 4.30 0.02 0.04 4.30 0.02 5.07 4.38 0.02 3.96 4.46 0.02
0.05 α1 16.53 0.28 α1 16.41 0.13 α1 17.37 0.14 α1 17.43 0.14 0.05 α1 17.26 0.16 α1 17.88 0.17 α1 17.69 0.15 α1 17.55 0.15
0.10 0.02 11.44 0.08 0.04 11.41 0.07 0.01 12.11 0.08 0.01 12.01 0.08 0.10 0.01 10.78 0.07 0.01 11.11 0.07 0.07 11.50 0.07 0.03 11.20 0.07
0.25 LT 7.15 0.04 LT' 7.05 0.04 LB 7.60 0.04 LB' 7.62 0.04 0.25 LT 6.30 0.03 LT' 6.32 0.03 LB 6.71 0.03 LB' 6.46 0.03
0.50 0.14 5.07 0.02 0.21 5.04 0.02 8.66 5.39 0.03 6.82 5.40 0.03 0.50 0.05 4.24 0.02 0.04 4.26 0.02 4.75 4.65 0.02 3.80 4.40 0.02
0.05 α1 16.53 0.13 α1 16.48 0.13 α1 17.13 0.14 α1 17.17 0.14 0.05 α1 18.31 0.16 α1 18.26 0.18 α1 18.08 0.16 α1 17.87 0.15
0.10 0.06 11.32 0.07 0.03 11.29 0.07 0.01 11.78 0.08 0.03 12.12 0.08 0.10 0.01 11.11 0.07 0.01 10.89 0.07 0.01 11.06 0.07 0.03 11.21 0.07
0.25 LT 6.86 0.03 LT' 7.07 0.04 LB 7.31 0.04 LB' 7.50 0.04 0.25 LT 6.26 0.03 LT' 6.24 0.03 LB 6.35 0.03 LB' 6.42 0.03
0.50 0.33 4.83 0.02 0.15 4.92 0.02 7.78 5.13 0.02 6.13 5.42 0.03 0.50 0.05 4.22 0.02 0.04 4.26 0.02 4.69 4.24 0.02 3.66 4.39 0.02
0.05 α1 16.40 0.14 α1 16.39 0.13 α1 16.86 0.14 α1 16.85 0.14 0.05 α1 18.07 0.20 α1 18.87 0.18 α1 18.33 0.16 α1 18.11 0.17
0.10 0.02 11.20 0.07 0.02 11.18 0.07 0.01 11.59 0.07 0.02 11.75 0.08 0.10 0.01 11.02 0.08 0.01 11.04 0.07 0.06 11.39 0.08 0.01 11.33 0.07
0.25 LT 6.82 0.04 LT' 6.80 0.04 LB 7.12 0.04 LB' 7.20 0.04 0.25 LT 6.19 0.03 LT' 6.24 0.03 LB 6.51 0.03 LB' 6.36 0.03
0.50 0.12 4.75 0.02 0.10 4.77 0.02 7.14 4.96 0.02 5.63 5.09 0.02 0.50 0.04 4.15 0.02 0.03 4.18 0.02 4.41 4.43 0.02 3.58 4.23 0.02
0.05 α1 16.65 0.13 α1 16.60 0.13 α1 16.83 0.14 α1 16.80 0.13 0.05 α1 18.71 0.20 α1 17.11 0.18 α1 18.61 0.18 α1 18.48 0.17
0.10 0.03 11.09 0.07 0.02 11.10 0.07 0.02 11.42 0.07 0.03 11.46 0.07 0.10 0.01 11.01 0.08 0.01 10.43 0.08 0.02 11.14 0.07 0.03 11.25 0.07
0.25 LT 6.72 0.03 LT' 6.71 0.04 LB 6.95 0.04 LB' 7.12 0.04 0.25 LT 6.21 0.03 LT' 5.99 0.03 LB 6.36 0.03 LB' 6.34 0.03
0.50 0.17 4.68 0.02 0.09 4.64 0.02 6.57 4.85 0.02 5.19 5.00 0.02 0.50 0.04 4.18 0.02 0.03 4.00 0.02 4.35 4.18 0.02 3.43 4.31 0.02
0.05 α1 16.50 0.14 α1 16.64 0.14 α1 16.86 0.14 α1 16.70 0.14 0.05 α1 20.78 0.18 α1 20.10 0.17 α1 19.20 0.18 α1 18.81 0.19
0.10 0.03 11.08 0.07 0.01 11.02 0.07 0.01 11.20 0.07 0.01 11.16 0.07 0.10 0.01 12.13 0.09 0.01 11.21 0.09 0.03 11.40 0.07 0.02 11.36 0.07
0.25 LT 6.60 0.03 LT' 6.67 0.03 LB 6.82 0.04 LB' 6.78 0.04 0.25 LT 7.17 0.04 LT' 6.29 0.04 LB 6.32 0.03 LB' 6.30 0.03
0.50 0.16 4.55 0.02 0.05 4.61 0.02 6.21 4.71 0.02 4.89 4.74 0.02 0.50 0.04 5.07 0.03 0.03 4.13 0.02 4.19 4.21 0.02 3.34 4.20 0.02
0.05 α1 16.49 0.14 α1 16.61 0.14 α1 16.82 0.14 α1 16.74 0.14 0.05 α1 21.51 0.29 α1 20.46 0.18 α1 19.66 0.20 α1 19.59 0.18
0.10 0.01 10.93 0.07 0.02 10.87 0.07 0.02 11.28 0.07 0.04 11.20 0.07 0.10 0.01 11.42 0.08 0.01 11.46 0.09 0.02 11.45 0.08 0.03 11.35 0.08
0.25 LT 6.54 0.03 LT' 6.56 0.03 LB 6.76 0.03 LB' 6.86 0.03 0.25 LT 6.22 0.03 LT' 6.27 0.04 LB 6.25 0.03 LB' 6.29 0.03
0.50 0.06 4.49 0.02 0.08 4.47 0.02 5.81 4.66 0.02 4.57 4.83 0.02 0.50 0.04 4.09 0.02 0.03 4.11 0.03 4.11 4.18 0.02 3.22 4.19 0.02
0.05 α1 16.84 0.14 α1 16.98 0.14 α1 16.97 0.14 α1 17.04 0.14 0.05 α1 22.27 0.22 α1 20.52 0.26 α1 20.15 0.21 α1 20.05 0.21
0.10 0.02 10.87 0.07 0.02 11.00 0.07 0.01 11.03 0.07 0.02 11.25 0.07 0.10 0.01 11.64 0.09 0.01 11.24 0.08 0.02 11.56 0.08 0.02 11.71 0.08
0.25 LT 6.41 0.03 LT' 6.47 0.03 LB 6.57 0.03 LB' 6.65 0.03 0.25 LT 6.29 0.04 LT' 6.15 0.03 LB 6.29 0.03 LB' 6.26 0.03
0.50 0.10 4.40 0.02 0.08 4.41 0.02 5.57 4.51 0.02 4.36 4.55 0.02 0.50 0.04 4.09 0.02 0.03 4.03 0.02 4.00 4.10 0.02 3.17 4.16 0.02
0.05 α1 16.74 0.15 α1 17.07 0.14 α1 17.08 0.15 α1 17.04 0.14 0.05 α1 23.04 0.35 α1 21.80 0.36 α1 21.21 0.23 α1 20.86 0.24
0.10 0.01 10.75 0.07 0.01 10.95 0.07 0.01 11.00 0.07 0.02 11.09 0.07 0.10 0.01 11.73 0.09 0.01 11.65 0.08 0.02 11.82 0.08 0.01 11.88 0.08
0.25 LT 6.31 0.03 LT' 6.47 0.03 LB 6.54 0.03 LB' 6.56 0.03 0.25 LT 6.24 0.03 LT' 6.25 0.03 LB 6.24 0.03 LB' 6.28 0.03
0.50 0.05 4.32 0.02 0.04 4.36 0.02 5.28 4.44 0.02 4.16 4.50 0.02 0.50 0.04 4.07 0.02 0.03 4.05 0.02 3.90 4.13 0.02 3.13 4.12 0.02
0.0
79
0.0
84
0.0
89
0.0
54
0.0
59
0.0
64
0.0
69
0.0
73
TST TST' TSB TSB'
0.0
45
0.1
80
α
TST TST' TSB TSB'
αβ
0.0
12
β
0.0
50
0.1
95
0.0
75
0.2
10
0.0
9
0.2
25
0.0
6
0.0
15
0.0
19
0.0
24
0.2
85
0.1
65
0.3
00
0.1
05
0.2
40
0.1
2
0.2
55
0.1
35
0.2
70
0.1
5
0.0
28
0.0
32
0.0
36
0.0
41
0.0
45
Fonte: Autores
Figura 2 - Identificação das estatísticas com melhor desempenho para cada α
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
Fonte: Autores
5. Conclusões e propostas para estudos futuros
A análise e comparação das quatro estatísticas Tracking Signal (TSB, TSB’, TST e TST’), via
simulação, para determinadas faixas de valores de e (usados no amortecimento
exponencial simples e duplo respectivamente) e para um número médio de períodos até um
alarme falso igual a cinqüenta, apontou para três conclusões de cunho geral listadas abaixo.
a) Para a maioria das situações estudadas, as estatísticas TSB e TSB’ são mais eficientes na
detecção de viés que as demais, ainda que as diferenças de desempenho sejam
pequenas. Nas demais situações todas as estatísticas foram equivalentes
b) Os desempenhos de cada estatística na detecção do viés tendem a ser equivalentes à
medida que se aumenta a magnitude da mudança de comportamento na demanda.
c) As substituições do DAM pela raiz do EQM nas estatísticas TSB e TST, que resultam nas
estatísticas TSB’ e TST’, não fornecem diferenças significativas de desempenhos.
Sugere-se que estudos futuros abordem a detecção do viés em modelos com sazonalidade,
bem como outros métodos de previsão de séries temporais, como por exemplo, os modelos
ARIMA, que também devem ser analisados sob a ótica do monitoramento do viés. O
parâmetro de amortecimento 1 pode ainda ser estudado com maior abrangência, pois para

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
TST, McClain (1988) sugere que diferentes parâmetros de amortecimento no numerador e no
denominador produzam melhores resultados.
AGRADECIMENTOS
Os autores agradecem o apoio da CAPES e CNPq.
REFERÊNCIAS
BALLOU, Ronald H. Gerenciamento da Cadeia de Suprimentos: Logística Empresarial. Editora Bookman
Companhia Ed, 2006.
BATTY, M. Monitoring an Exponential Smoothing Forecasting System. Operational Research Quarterly, 20,
319-325, 1969.
BROWN, R. G. Smoothing, Forecasting, and Prediction of Discrete Time Series. Prentice-Hall, Inc.,
Englewood Cliffs, New Jersey. 1962.
CHOPRA, Sunil; MEINDL, Peter. Gerenciamento da Cadeia de Suprimentos – Estratégia, Planejamento e
Operação. 2ª edição. São Paulo: Editora Pearson. 2004.
COHEN, J.; GARMAN, S.; GORR, W. Empirical calibration of time series monitoring methods using
receiver operating characteristic curves. International Journal of Forecasting, 25, 484–497. 2009.
COSTA, Antonio Fernando B.; EPPRECHT, Eugenio K.; CARPINETTI, Luiz Cesar R. Controle Estatístico de
Qualidade. 2ª edição. São Paulo: Editora Atlas S.A., 2005.
GARDNER JR, E. S. Automatic Monitorign of Forecasting Errors. International Journal of Forecasting, 2,
1-21. 1983.
GARDNER JR, E. S. CUSUM vs Smoothed-Error Forecast Monitoring Schemes: Some Simulation
Results. Operational Research Society, 36, 43-47. 1985.
LUSTOSA, Leonardo Junqueira; MESQUITA, Marco Aurélio; OLIVEIRA, Rodrigo J. Planejamento E
Controle Da Produçao, Rio de Janeiro: Editora Elsevier Brasil, 2008
MCCLAIN, J. O. Dominant Tracking Signals. International Journal of Forecasting, 4, 563-572. 1988.
MCKENZIE, ED. The Monitoring of Exponentially Weigthed Forecasts. Journal of operational Research
Society, 29, 449-458. 1978.
SILVER, Eduard A.; PYKE, David F.; PETERSON, Rein. Inventory Management and Production Planning
and Scheduling. 3ª edição. Nova Iorque: Editora John Wiley& Sons, 1998.
SNYDER, R.D.; KOEHLER, A. B. Incorporating a tracking signal into a state space model. International
Journal of Forecasting, 25, 526–530. 2009.
TRIGG, D. W. Monitoring a Forecasting System. Operational Research Quarterly, 15, 271-274. 1964.