centro federal de educaÇÃo tecnolÓgica de … · a pedreira mineração santa helena é uma...
TRANSCRIPT

I
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE MINAS GERAIS
UNIDADE ARAXÁ
MAYARA BRUNO DA CUNHA
AVALIAÇÃO DO CIRCUITO DE BENEFICIAMENTO DA MINERAÇÃO
SANTA HELENA, VISANDO AMPLIAÇÃO DE PRODUTOS
TRABALHO DE CONCLUSÃO DE CURSO
Araxá - MG
2017

II
MAYARA BRUNO DA CUNHA
AVALIAÇÃO DO CIRCUITO DE BENEFICIAMENTO DA MINERAÇÃO SANTA
HELENA, VISANDO AMPLIAÇÃO DE PRODUTOS
Trabalho de conclusão de curso apresentado ao
Curso de Engenharia de Minas, do Centro
Federal de Educação Tecnológica de Minas
Gerais - CEFET/MG, como requisito parcial
para obtenção do grau de Bacharel em
Engenharia de Minas.
Orientador: Prof. Me. Douglas Geraldo
Magalhães
Coorientador: Prof. Me. Leandro Henrique
Santos
Araxá, MG
2017

III

IV
Dedico este trabalho primeiramente a Deus, que sempre foi meu refúgio e minha
cidadela.
Aos meus pais, meus avós e irmãos que sempre foram porto seguro quando tudo
parecia difícil.

V
AGRADECIMENTOS
Aos Professores Douglas Geraldo Magalhães e Leandro Henrique Santos pela
orientação e desprendimento em ajudar.
Aos demais Professores pela dedicação e paciência durante todos os anos de graduação.
Aos amigos de jornada, tanto do CEFET-MG, quanto da UFG, pelo apoio e amizade
sincera.
Agradeço também à equipe da Mineração Santa Helena pela disponibilização do
material necessário para este trabalho.

VI
Pedi, e dar-se-vos-á; buscai, e achareis; batei, e abrir-se-vos-á;
Porque qualquer que pede recebe; e quem busca acha; e a quem bate abrir-se-lhe-á.
Mateus 7:7-8

VII
RESUMO
A pedreira Mineração Santa Helena é uma empresa de agregados para construção civil
localizada no município de Ibiá- MG. atua no mercado regional e necessita ampliar a
sua oferta e variedade de produtos, a fim de atender novos clientes. Para produção
destes novos produtos, em um cenário de flexibilização, foram propostas modificações
nas aberturas na posição fechada (APF) dos britadores já existentes na planta e, a partir
da curva fragmentatriz desses equipamentos, foram calculadas as porcentagens geradas
de cada produto. O presente trabalho sugere a flexibilização da atual planta de britagem
de agregados para construção civil da empresa. Assim, foi possível propor um cenário
que melhor se adequaria a um futuro cenário econômico. Adicionalmente, foram
realizadas análises da planta atual e da ampliação desta, envolvendo investimento em
novos equipamentos.
Palavras-chave: agregados para construção civil; pedreira; britadores; curva
fragmentatriz.

VIII
ABSTRACT
The Quarry Mineração Santa Helena is an aggregates company for civil construction
located in the municipality of Ibiá- MG. Operates in the regional market and needs to
expand its offer and variety of products in order to serve new customers. For the
production of these new products, in a flexibilization scenario, modifications were
proposed in the openings in the closed position (APF) of the crushers already existing in
the plant and, from the fragmentary curve of these equipments, the generated
percentages of each product were calculated. The present work suggests the
flexibilization of the company 's existing aggregate crushing plant for civil construction.
Thus, it was possible to propose a scenario that would best suit a future economic
scenario. In addition, analyzes of the current plant and its expansion were carried out,
involving investment in new equipment.
Keywords: quarry; crushers; fragmentary curve; aggregates for civil construction.

IX
LISTA DE TABELAS
Tabela 1 - Classificação do agregado conforme a NBR 7225 ..................................... 4
Tabela 2 - Principais utilizações dos agregados .......................................................... 6
Tabela 3 - Relação entre a etapa de britagem, sua relação de redução e produtos ...... 8
Tabela 4 - Especificações técnicas britador C106. .................................................... 27
Tabela 5 - Capacidade do britador C106. .................................................................. 27
Tabela 6 - Faixas granulométricas analisadas ........................................................... 28
Tabela 7 - Distribuição granulométrica com 70 mm de APF. ................................... 30
Tabela 8 - Distribuição granulométrica com 100 mm de APF .................................. 31
Tabela 9 - Distribuição granulométrica com 130 mm de APF .................................. 32
Tabela 10 - Distribuição granulométrica com 160 mm de APF ................................ 33
Tabela 11 - Distribuição granulométrica com 200 mm de APF ................................ 34
Tabela 12 - Capacidade (t/h) conforme o APF, britador HP200 e HP300 ................ 34
Tabela 13 - Tabela de granulometria de produto série HP ........................................ 35
Tabela 14 - Distribuição granulométrica com 10 mm de APF .................................. 36
Tabela 15 - Distribuição granulométrica com 13 mm de APF .................................. 36

X
LISTA DE FIGURAS
Figura 1 - Britador de mandíbulas de um eixo .......................................................... 10
Figura 2 - Britador de mandíbulas de dois eixos ....................................................... 11
Figura 3 - Britador cônico ......................................................................................... 12
Figura 4 - Fluxograma típico do processo produtivo de uma pedreira...................... 14
Figura 5 - Grelha fixa ................................................................................................ 16
Figura 6 - Representação esquemática peneira DSM ................................................ 17
Figura 7 - Representação esquemática da peneira vibratória .................................... 19
Figura 8 - Imagem parcial da planta de beneficiamento da Santa Helena ................ 20
Figura 9 - Localização da Mineração Santa Helena .................................................. 21
Figura 10 - Dados analisados na planta atual ............................................................ 21
Figura 11 - Sequência utilizada para o estuda flexibilização .................................... 22
Figura 12 - Fluxograma atual para o cenário 1.......................................................... 24
Figura 13 - Fluxograma atual para o cenário 2.......................................................... 25
Figura 14 - Granulometria indicativa para o APF de 70 mm .................................... 29
Figura 15 - Granulometria indicativa para o APF de 100 mm .................................. 30
Figura 16 - Granulometria indicativa para o APF de 130 mm .................................. 31
Figura 17 - Granulometria indicativa para o APF de 160 mm .................................. 32
Figura 18 - Granulometria indicativa para o APF de 200 mm .................................. 33
Figura 19 - Fluxograma de flexibilização ................................................................. 38
Figura 20 - Fluxograma da ampliação ....................................................................... 40

XI
SUMÁRIO
1. INTRODUÇÃO ........................................................................................................ 1
2. REVISÃO BIBLIOGRÁFICA .................................................................................. 2
2.1 AGREGADOS PARA CONSTRUÇÃO CIVIL .................................................... 2
2.2 MERCADO DE AGREGADOS ............................................................................ 5
2.3 APLICAÇÕES DA ROCHA BRITADA ............................................................... 5
2.4 BENEFICIAMENTO DE AGREGADOS MINERAIS ......................................... 7
2.4.1 BRITAGEM ..................................................................................................... 7
2.4.1.1 BRITADOR DE MANDÍBULAS ............................................................. 9
2.4.1.2 BRITADOR CÔNICO ............................................................................ 11
2.4.2 FLUXOGRAMA TÍPICO .............................................................................. 13
2.4.3 PILHA PULMÃO .......................................................................................... 14
2.4.4 PENEIRAMENTO INDUSTRIAL ................................................................ 15
3. METODOLOGIA ................................................................................................... 20
3.1 UNIDADE DE ANÁLISE .................................................................................... 20
3.2 MÉTODO ............................................................................................................. 21
4. DESENVOLVIMENTO ......................................................................................... 22
4.1 ANÁLISE DA PLANTA ATUAL ....................................................................... 22
4.2 ESTUDO DA FLEXIBILIZAÇÃO ...................................................................... 26
4.2.1 BRITAGEM PRIMÁRIA .............................................................................. 26
4.2.2 BRITAGEM SECUNDÁRIA ........................................................................ 34
4.3 ANÁLISE DA AMPLIAÇÃO .............................................................................. 39
5. CONCLUSÃO ........................................................................................................ 41
6. REFERÊNCIAS BIBLIOGRÁFICAS .................................................................... 42

1
1. INTRODUÇÃO
No setor mineral, entende-se por “agregados para construção civil” a matéria-
prima mineral de uso imediato na indústria da construção civil, podendo ser bruta ou ter
sido submetida a algum tipo de beneficiamento. Esses agregados são formados
basicamente por areia e pedra britada.
Os agregados possuem baixo valor unitário, sendo abundantes na natureza.
Porém, seu consumo constitui um importante indicador do perfil socioeconômico de um
país, isto porque o setor está diretamente ligado à qualidade de vida da população
através de obras de infraestrutura, saneamento básico, moradia, etc.
As operações de beneficiamento da brita, objeto deste estudo, são puramente
mecânicas, e compreendem de uma ou mais etapas de britagem, além da classificação
granulométrica da rocha. Esta última etapa citada tem expressiva importância, uma vez
que a brita precisa atender as especificações de mercado, previstas em norma.
Diante de um cenário de crescimento na demanda por agregados, principalmente
por produtos de diferentes granulometrias, a pedreira em estudo vem buscando novos
investimentos em infraestrutura da sua planta para atender os mais diversos mercados.
O objetivo do presente trabalho é apresentar um estudo sobre possíveis
alternativas aplicadas à planta de beneficiamento de uma pedreira, principalmente na
etapa de britagem e peneiramento, visando à produção concomitante de mais produtos.
Tais alterações propostas se justificam no contexto em que o atual circuito de produção
não atenderia a presente demanda da empresa.
Para que se atingisse o objetivo proposto, especificamente foram analisadas as
opções e condições dos equipamentos de britagem e peneiramento atuais, além disso,
foi realizado um estudo da distribuição granulométrica indicativa dos britadores,
podendo assim apresentar possíveis alternativas para obtenção dos produtos de maior
demanda da empresa.

2
2. REVISÃO BIBLIOGRÁFICA
2.1 AGREGADOS PARA CONSTRUÇÃO CIVIL
De acordo com a NBR 9935 (ABNT, 2011), os agregados são conceituados como
materiais granulares, geralmente inertes, com dimensões e propriedades adequadas para
preparação de argamassa ou concreto.
Estes agregados podem ser classificados levando-se em conta a origem, a densidade
e o tamanho dos fragmentos. Com relação à origem, podem ser classificados como
naturais e artificiais. Naturais são os materiais que foram extraídos em sua forma
fragmentar, sendo esta, a forma sob a qual são encontrados na sua área fonte (e.g. areia
e cascalho). Artificiais são os materiais que são extraídos em forma de blocos e
precisam ser submetidos a operações de fragmentação (e.g. brita e areia britada)
(PORMIN, 2011).
Segundo Silva (2012), os agregados ainda podem ser classificados como reciclados
e especiais. Os primeiros são aqueles obtidos de rejeitos, subprodutos da produção
industrial, mineração, processo de construção ou demolição da construção civil,
incluindo agregados recuperados de concreto fresco por lavagem. Já os agregados
especiais correspondem àqueles cujas propriedades podem conferir ao concreto ou
argamassa um desempenho que permite ou auxilia no atendimento de solicitações
específicas em estruturas não usuais. Quanto à densidade, os agregados podem ser
classificados em leves, agregados normais, densos ou pesados.
Silva (2012) ainda classifica o agregado quanto à dimensão, segundo os seguintes
grupos:
Matacão: Material pétreo de dimensões superiores a 250 mm, podendo ser chamado de
bloco de rocha quando obtido artificialmente;
Pedra de mão ou Rachão: Material pétreo de dimensões entre 76 mm e 250 mm;
Agregado graúdo: Agregado cujos grãos passam pela peneira com abertura de malha
de 75 mm e ficam retidos na peneira com abertura de malha de 4,75 mm;

3
Agregado miúdo: Agregado cujos grãos passam pela peneira com abertura de malha de
4,75 mm e ficam retidos na peneira com abertura de malha de 150 μm;
Filler: É o agregado mais fino constituído por partículas minerais de dimensões
inferiores a 0,075 mm. Geralmente estuda-se o filler por sedimentação;
Pó de pedra: material resultante da britagem de rocha com diâmetro máximo de 4,8
mm;
Pedrisco: Agregados resultantes de britagem de rochas ou naturalmente granular, que
passa pela peneira com abertura de malha de 12,5 mm;
Pedregulho/Cascalho: partículas compostas de granulometria maior que 2mm.
Segundo a NBR 9935 (ABNT, 2011), são agregados graúdos que podem ser utilizados
em concreto tal qual é encontrado na natureza, sem qualquer tratamento que não seja
lavagem e seleção.
O índice forma da brita também pode influenciar diretamente as características
do material ao qual ela está inserida. Este índice é determinado pela média da relação
entre o comprimento e a espessura dos grãos do agregado (ABNT, 2005).
De acordo com a extinta NBR 7225 (ABNT, 1993), o agregado pode ser
classificado quanto as dimensões nominais. A Tabela 1 apresenta a classificação do
agregado graúdo de acordo com as dimensões nominais.

4
Tabela 1: Classificação do agregado conforme a NBR 7225.
Fonte: NBR 7225, ABNT, 1993.
De acordo com Almeida e Luz (2009), as características geológicas do território
brasileiro exibem uma grande diversidade de rochas utilizadas como agregados. O tipo
de rocha utilizada vai depender basicamente da disponibilidade local ou regional. Como
exemplos, podem ser destacados:
(i) granito e gnaisse: são utilizadas na maioria dos estados brasileiros;
(ii) basalto: regiões sul e sudeste (bacia do Paraná);
(iii) calcários e dolomitos: Minas Gerais, Goiás, Bahia e norte Fluminense;
(iv) lateritas: Região Amazônica e Minas Gerais;
(v) areia/cascalho: maioria dos estados.
De acordo com Pormin (2011), a exploração destes materiais em sua área fonte
(e.g. pedreira) irá depender basicamente de três fatores: a qualidade do material, o
volume de material útil e o transporte. Ou seja, o fator localização geográfica da jazida
apresenta extrema importância. Estes materiais agregados são utilizados principalmente
para confecção de concreto, blocos para revestimento de edifícios, proteção de taludes
de barragens, pedra britada para os leitos de ferrovias, aeroportos e rodovias, blocos
para calçamento de ruas, avenidas, em indústria de cerâmica, de vidro, etc.

5
2.2 MERCADO DE AGREGADOS
Apesar do maior destaque conferido a outros produtos do setor mineral, os
agregados para construção civil são os materiais manufaturados mais consumidos no
mundo. Estes possuem baixa elasticidade no preço e demanda, sendo essa subordinada a
ciclos econômicos regionais (ANEPAC, 2014).
Segundo Souza (2011), alguns anos atrás houve uma forte aceleração do
mercado imobiliário brasileiro. A melhoria da renda e a ampliação das obras de
infraestrutura causaram como um desdobramento positivo no segmento de agregados
para a construção civil, composto basicamente por areia e brita.
Para Valverde (2011), este setor possuia uma estimativa de crescimento
acumulado de 24,3% entre os anos de 2011 e 2015, número que poderia ainda crescer
devido as obras da Copa do mundo, Jogos Olímpicos e o Programa de Aceleração do
Crescimento (PAC 2).
Valverde (2011) ainda destaca que a disponibilidade desses recursos,
especialmente aqueles localizados dentro ou no entorno dos grandes aglomerados
urbanos do país, vem dia a dia declinando em virtude de inadequado planejamento,
problemas ambientais, zoneamentos restritivos e usos competitivos do solo. A
possibilidade de exploração destes recursos está sendo limitada cada vez mais,
tornando-se aleatórias as perspectivas de garantia de suprimento futuro. Até o presente,
o preço relativamente baixo destes insumos foi possível devido ao fácil acesso às
reservas, além das pequenas a moderadas distâncias de transporte. Mas as restrições são
cada dia maiores, seja para a obtenção de novas licenças, seja para garantir a atividade
das minerações existentes.
2.3 APLICAÇÕES DA ROCHA BRITADA
A brita, ou rocha britada para construção civil, é o produto do processo de
cominuição de vários tipos de rochas. O termo brita é empregado para denominar
fragmentos de rochas duras, originários de processos de beneficiamento (britagem e
peneiramento) de blocos maiores, extraídos de maciços rochosos, com auxílio de
explosivos. Inicialmente, a rocha era usada na forma bruta ou pouco trabalhada. Nesta

6
época, os fragmentos eram justapostos, para construir paredes, pilares ou colunas e
pavimentos. Ao se aproveitarem fragmentos poliédricos e se valerem da rugosidade de
suas superfícies, garantia-se um coeficiente de atrito mínimo para ser alcançada a
estabilidade do conjunto (SILVA, 2012).
Kulaif (2001) mostra os principais usos para cada tipo de brita, exemplificados
pela Tabela 2.
Tabela 2: Principais utilizações dos agregados
Tipo Uso
Pedrisco
Confecção de pavimentação asfáltica,
lajotas, bloquetes, intertravados, lajes de
jateamento de túneis e acabamentos em
geral
Brita 1 Fabricação de concreto, com inúmeras
aplicações
Brita 2 Fabricação de concreto que exija maior
resistência
Brita 3 Utilizada como lastro em ferrovias e
rodovias
Brita 4 Obras de drenagem, como drenos sépticos
e fossas
Rachão Construção de gabiôes, muros de
contenção e bases
Brita graduada Base e sub-base de pisos, pátios, galpões e
rodovias
Fonte: Adaptado de KULAIF (2001).
Silva (2012) também cita algumas aplicações dos agregados. Neste caso eles também
recebem destinação e emprego específicos conforme sua dimensão.
Filler: utilizado nos serviços de preparação de concretos; na adição a cimentos; na
preparação da argamassa betuminosa; como espessante de asfaltos fluídos, representa o
“material de enchimento”.
Pó de Pedra: usado na construção civil, em obras de terraplenagem, como material
para subbase, calçamento de pisos pré-moldados e paralelos, identificação de rede e
drenagem – usina de asfalto (fabricação de massa asfáltica para recapeamento de
estradas, avenidas e estabilização do solo).

7
Brita 0: aplicada na confecção de asfalto, concretos para lajes pré-moldadas ou para
estruturas de ferragem densa, artefatos de concreto (pré-moldados), chapiscos e brita
graduada para base de pistas.
Brita 1: variação mais empregada nas construções, pois seu tamanho permite um
concreto leve para virar e uma ótima resistência na liga. Também é muito usada para
pavimentação de calçamentos e ruas, centrais de concreto – fabricação do concreto
convencional e bombeado; usina de asfalto - fabricação da massa asfáltica, indústria de
pré-moldados - fabricação de manilhas, blocos de concreto, meio-fio, lajes pré-
fabricadas, galpões e postes de concreto. Por apresentar facilidades no seu manuseio e
aplicação, apresenta amplo emprego em concreto para lajes prémoldadas.
Brita 2: seu uso é recomendado para concreto, pavimentação e calçamento, sendo a
segunda rocha britada mais usada em obras em geral.
Brita 3: recomendada para pavimentação e calçamento de ruas e terrenos, pela
característica de sua granulometria; este agregado é indicado para lastro ferroviário,
decantação de fossas sépticas e drenagem de solo.
Brita 4: recomendada para a pavimentação e calçamento de ruas e terrenos; a brita 4 é a
maior rocha britada, sendo bastante usada na construção civil para confecção de filtros
de decantação de dejetos sanitários, drenagem, estabilização de solo.
Rachão Gabião: formada por grandes fragmentos, podem ser usadas em drenos
grandes, muros de contenção de barrancos e encostas.
2.4 BENEFICIAMENTO DE AGREGADOS MINERAIS
2.4.1 BRITAGEM
Chaves e Peres (2003), em seus estudos definem cominuição como o conjunto de
operações executadas no processamento de minérios com o objetivo de redução de
tamanho das partículas minerais.
Os objetivos pelos quais se realiza as operações de cominuição dentro do
processamento de minérios são:

8
• Permitir o manuseio do material;
• Permitir o transporte contínuo;
• Permitir a utilização do minério;
• Liberar as partículas dos minerais úteis e dos minerais de ganga.
As operações de cominuição podem ser realizadas através de britagem e moagem.
Para realização da operação de britagem, é necessário certo volume de partículas com
tamanhos maiores. Ela depende de forças de compressão, impacto ou cisalhamento. A
intensidade das forças aplicadas é elevada e a geometria do equipamento tem
importância fundamental. Estas operações podem se dividir em vários estágios,
dependendo da relação de redução pretendida, como apresentado na Tabela 3.
Tabela 3: Relação entre a etapa de britagem, sua relação de redução e produtos.
Estágio Relação de redução Tamanho máximo
Alimentação Produto
Britagem primária 8:1 5 a 21/2 ft >1 ft a 4'
Britagem secundária 6 a 8:1 25(cônicos) 4 a 3/4''
Britagem terciária 4 a 6:1
1 1/8''
Britagem quartenária Até 20 3 ou 1 1/4'' 12' a 20#
Moagem grossa Até 20 3/4'' a 3/8'' 6 a 35#
Moagem fina 100 a 200 1/2'' fino
Fonte: Adaptado de CHAVES e PERES (2012).
O grau de redução, ou relação de redução máxima, de um equipamento de
cominuição é definido como a razão entre o maior tamanho de partícula presente na
alimentação e o maior tamanho de partícula presente no produto. A definição de maior
tamanho é usualmente considerada como sendo aquele que representa a malha que deixa
passar 80% das partículas (VALADÃO, 2007).
A britagem primária tem como alimentação o material denominado ROM (Run
of Mine), que é o produto proveniente do desmonte na mina, e deve ser localizada

9
próxima ou dentro da cava. Os britadores empregados são de grande porte, operando
normalmente em circuito aberto, com ou sem grelha de escalpe para o descarte da
fração fina contida na alimentação. A britagem primária é realizada a seco e tem uma
razão de redução em torno de 8:1. Recebe normalmente tamanhos máximos de rocha da
ordem de 1,0 a 2,0 m. Neste estágio são utilizados principalmente os britadores de
mandíbulas e giratório, podem ser utilizados também os de impacto e o de rolos
dentados (FIGUEIRA, 2004).
A britagem secundária é subsequente à primária e tem como alimentação
material da ordem de 15 a 30 cm. Torna-se comum nessa etapa o escalpe com a
finalidade de aumentar a capacidade de produção. A operação é normalmente realizada
a seco, em circuito aberto ou fechado. Os equipamentos geralmente utilizados são os
britadores de mandíbulas secundários, britadores cônicos, britadores de martelos e os
britadores de rolos. Os britadores giratórios de mandíbulas e de martelos são
semelhantes aos empregados na britagem primária, apenas tendo dimensões menores
(FIGUEIRA, 2004).
A britagem terciária corresponde, em geral, o último estágio do circuito de
fragmentação por britagem. No entanto, existem usinas com mais de três estágios, cujo
propósito está ligado às características de fragmentação do material, ou à granulometria
do produto final. Os equipamentos utilizados são os britadores cônicos. Estes
equipamentos exigem um maior controle de operação, preferencialmente trabalhando
em circuito fechado (FIGUEIRA, 2004).
2.4.1.1 BRITADOR DE MANDÍBULAS
Os britadores de mandíbulas são empregados principalmente como britadores
primários, tendo como principal função produzir material que possa ser conduzido por
transportador de correia aos estágios subsequentes da instalação (METSO, 2005).
Segundo Figueira (2004), a britagem é realizada entre uma superfície (mandíbula)
fixa e outra móvel. Esta última se apresenta integrada a um volante, que fornece a
movimentação de aproximação e afastamento entre elas. Desta maneira o bloco
alimentado na boca do britador vai descendo entre as mandíbulas enquanto recebe a

10
compressão, sendo este o principal mecanismo de fratura responsável pela fragmentação
da rocha no equipamento.
Nos britadores de um eixo (Figura 1), conhecido como Dodge, o queixo se apoia
num eixo excêntrico na parte superior. Na parte inferior, o queixo é mantido em posição
por uma placa de articulação. Esta placa oscila somente em forma de pequeno arco. A
combinação de movimento excêntrico em cima e oscilatório em baixo dá ao queixo um
movimento de “mastigação” por toda a superfície de britagem (Metso, 2005).
Figura 1: Britador de mandíbulas de um eixo
Fonte: (Metso, 2005).
Na Figura 2, pode ser observado o britador de mandíbulas que possui dois eixos e
duas placas de articulação, conhecido como Blake. O primeiro eixo se apresenta
pivotado onde o queixo se apoia, enquanto o outro é excêntrico e aciona as duas placas.
A mandíbula móvel faz um movimento puro de afastamento e aproximação em direção
à mandíbula fixa (Metso, 2005).

11
Figura 2: Britador de mandíbulas de dois eixos
Fonte: (Metso, 2005)
Devido ao movimento de “mastigação”, o britador de um eixo tem melhor
capacidade de entrada na alimentação de material que o britador de dois eixos de
tamanho correspondente (Metso, 2005).
Para Figueira (2004), em termos de custos de capital, britadores de dois eixos são
cerca de 50% mais elevados que os de um eixo, sendo indicados para materiais mais
abrasivos e de difícil fragmentação. Isto ocorre devido ao movimento característico da
mandíbula deste britador, que possui menor cisalhamento quando comparado ao
britador de mandíbulas tipo Dodge, produzindo menos finos.
2.4.1.2 BRITADOR CÔNICO
O britador cônico possui grandes superfícies paralelas no manto e cone,
garantindo maior tempo de permanência das partículas nesta região (Figura 3). Sua
descarga é condicionada ao movimento de abaixamento/subida do cone (Figueira,
2004).

12
Figura 3: Britador cônico
Fonte: (Metso, 2005)
Britadores cônicos são mais usados na britagem secundária. A capacidade deste
tipo de britador pode alcançar 2400 t/h. A carcaça interna, munida de revestimentos,
gira dentro da rosca reguladora da carcaça superior externa, subindo ou descendo, para
ajustar a abertura de saída, (abertura na posição aberta e abertura na posição fechada)
conforme a necessidade. Para maximizar o desempenho de produção da planta de
britagem, é fundamental que todos os equipamentos estejam regulados e ajustados
adequadamente. A abertura do britador primário influenciará na produção do
secundário, a do secundário influenciará no terciário e assim por diante.
No caso do britador primário de mandíbulas a determinação da APA e APF
acontece quando o equipamento estiver desligado na condição de repouso, quando
desligado ele permanecerá na abertura na posição aberta (APA), sendo assim possível
realizar sua medida. Porém a regulagem do britador é feita pela APF, a qual é calculada
deduzindo-se um valor (o curso médio) da APA, valor este tabelado pelo fabricante. A
maneira de medir a abertura varia de acordo com o perfil da mandíbula: topo-topo,
topo-fundo ou fundo-topo.

13
Através do giro, os revestimentos mudam de posição em relação ao ponto de
entrada da alimentação, o que permite manter um desgaste uniforme. O mesmo não
ocorre com alguns britadores cônicos em que a regulagem é realizada apenas pelo
movimento vertical do eixo principal, permanecendo a carcaça superior externa e a
carcaça interna em posição inalterada (Metso, 2005).
2.4.2 FLUXOGRAMA TÍPICO
Em uma pedreira, as etapas que compreendem a britagem são basicamente a
primária, secundária e rebritagem em uma ou duas etapas (britagem terciária e
quaternária), podendo ser realizada a seco ou a úmido.
O britador primário (geralmente de mandíbulas) faz a fragmentação dos
matacões, sendo que, neste ponto, pode ou não ocorrer lavagem da pedra, para a
diminuição de material pulverulento durante a cominuição e a classificação da rocha.
Caso ocorra a lavagem, as partículas menores são descartadas nas fases seguintes, sendo
retiradas as impurezas anteriores. Quando não ocorre a lavagem, é comum a separação
de bica corrida (ou brita corrida) após a primeira britagem, onde o material é enviado
para ser comercializado sem qualquer classificação (SILVA, 2012).
Ainda segundo Silva (2012) na maioria dos casos as etapas de britagem e
classificação são constituídas de plantas fixas. Entretanto, quando a empresa visa
atender a uma obra específica, o uso de equipamentos móveis é bastante difundido
como uma solução de melhor relação custo-benefício, uma vez que gastos com
transporte representam o maior valor agregado ao produto. Algumas poucas pedreiras
comerciais já estão utilizando essa solução, sendo observado grande interesse entre os
empresários sobre o assunto. Na Figura 4 exemplifica o circuito produtivo típico
aplicado às pedreiras.

14
Figura 4: Fluxograma típico do processo produtivo de uma pedreira.
Fonte: http://shmineracao.com.br/.
2.4.3 PILHA PULMÃO
Pulmão pode ser definido como um estoque de britas para servir às operações
seguintes, sem que, caso haja parada não programada, o processo de britagem anterior
interfira no andamento da produção. A pilha pulmão é formada posteriormente a
fragmentação do britador primário, com intuito de alimentar a britagem secundária. As
pilhas são dispostas em formato de cone de britas sobre alguma estrutura de concreto.
No caso de as operações na mina serem interrompidas por algum motivo, ou ainda, o
caminhão que transporta material da mina até a central de britagem estiver em
manutenção, será necessário este estoque de britas para não faltar material.
O material da pilha pulmão é retomado e transportado até o britador secundário,
podendo ser realizado através de alimentador vibratório e correias transportadoras.

15
2.4.4 PENEIRAMENTO INDUSTRIAL
Segundo Luz et al. (2010), o peneiramento é uma operação de separação de
partículas em duas frações de tamanhos diferentes, definidas através de abertura fixa das
telas das peneiras, que podem ser grelha de barras paralelas, telas de malhas quadradas,
telas de malhas retangulares, telas de malhas alongadas, telas de fios paralelos, chapas
perfuradas e placas fundidas. As partículas têm apenas as duas possibilidades, ficarem
retidas oversize (OS) ou passarem undersize (US).
Segundo Correia (2010), no peneiramento a úmido, o trabalho é realizado com o
material sob forma de polpa, ou seja, é adicionada água ao material com o propósito de
facilitar a passagem dos finos através da malha. Os produtos de uma operação de
peneiramento industrial podem ser classificados de acordo com a granulometria das
partículas que os compõem. Os peneiramentos industriais a seco são realizados,
normalmente, em frações granulométricas de até 6 mm. Entretanto, é usual utilizar o
peneiramento a seco com eficiência razoável em frações de até 1,7 mm. A úmido, o
peneiramento industrial é normalmente aplicado para até 0,4 mm. Entretanto, com o
desenvolvimento recente de novas tecnologias na área, tem sido possível peneirar
partículas mais finas, da ordem de 50 μm.
Para Ferreira (2011), o peneiramento industrial tem como desafio trabalhar com
grande capacidade de processamento e, simultaneamente, com partículas cada vez mais
finas.
Correia (2010) divide os equipamentos utilizados no peneiramento em três tipos,
sendo eles:
Grelhas - constituídas por barras metálicas dispostas paralelamente, mantendo um
espaçamento regular entre si;
Crivos - formados por chapas metálicas planas ou curvas, perfuradas por um
sistema de furos de várias formas e dimensão determinada;

16
Telas - constituídas por fios metálicos trançados geralmente em duas direções
ortogonais, de forma a deixarem entre si "aberturas" de dimensões determinadas,
podendo estas serem quadradas ou retangulares.
As peneiras industriais podem ser classificadas, de acordo com o seu
movimento, em duas categorias (fixas e móveis).
As peneiras fixas são aquelas onde a única força atuante é a força de gravidade e
por isso esses possuem superfície inclinada (e.g. grelhas fixas e peneiras DSM).
As grelhas fixas consistem em um conjunto de barras paralelas espaçadas por
um valor pré-determinado, sendo inclinadas na direção do fluxo da ordem de 35° a 45.
São empregadas basicamente em circuitos de britagem para separação de blocos de 7,5
a 0,2cm, sendo utilizados invariavelmente a seco. Sua eficiência é normalmente baixa
(60%), devido ao fato de não ser dotada de movimento da superfície, prejudicando que a
estratificação ocorra (Figura 5).
Figura 5: Grelha fixa.
Fonte: (Correia, 2010).
Segundo Luz et al. (2010) as peneiras fixas DSM (Figura 6), introduzidas pela
DutchState Mines, são utilizadas para desaguamento de suspensões e separação precisa
de suspensões de partículas finas. Recentemente, vêm sendo empregadas em circuito
fechado de moagem, quando a granulometria do produto se apresenta grossa, além do
peneiramento a úmido de materiais finos até 50 μm. Estruturalmente, o equipamento
compreende a uma base curva formada por fios paralelos entre si, formando um ângulo
de 90° com a alimentação. Esta é realizada por bombeamento na parte superior da

17
peneira, sendo distribuída ao longo de toda a extensão da peneira. Partículas com
tamanho de aproximadamente metade da abertura entre fios apresentam facilidade na
passagem pela superfície da peneira. O diâmetro de corte depende da percentagem de
sólido da polpa, fazendo com que esse parâmetro tenha que ser bem controlado para que
se possa obter um rendimento adequado da peneira. O peneiramento tende a concentrar
nos finos os minerais mais densos, ao contrário do que ocorre com outros
classificadores.
Figura 6: Representação esquemática peneira DSM.
Fonte: (Correia, 2010).
As peneiras móveis podem ser exemplificadas pelas grelhas rotativas, peneiras
rotativas, peneiras reciprocativas e peneiras vibratórias.

18
As grelhas vibratórias são semelhantes às fixas, exceto pelo fato de que sua
superfície está sujeita ao movimento de vibração. São amplamente utilizadas antes da
britagem primária.
Ainda segundo Luz et al. (2010) as peneiras rotativas, conhecidas como trommel
possuem a superfície de peneiramento cilíndrica ou ligeiramente cônica, girando em
torno do eixo longitudinal. O eixo possui uma inclinação que varia entre 4° e 10°,
dependendo da aplicação. O equipamento pode ser operado a úmido ou a seco. A
velocidade de rotação fica entre 35% e 40% da sua velocidade crítica (velocidade
mínima na qual as partículas sofrem centrifugação nas bordas do equipamento, ficam
presas à superfície cilíndrica). Nessas condições, a superfície efetiva utilizada no
peneiramento gira em torno de 30% da área total. As principais vantagens das trommels
são simplicidade de construção e de operação, baixo custo de aquisição e durabilidade.
As peneiras reciprocativas realizam um movimento alternado praticamente no
mesmo plano da tela, tendo como resultante uma força positiva que faz com que as
partículas se movam para frente. Devido a esse movimento natural, as peneiras
reciprocativas trabalham com uma pequena inclinação, entre 10° e 15°. A amplitude de
seu movimento varia entre 2 e 25cm com uma frequência de 800 a 60 movimentos por
minuto, respectivamente. Elas são empregadas na classificação de carvões e de outros
materiais friáveis, devido à redução da fragmentação eventual das partículas.
Geralmente, as peneiras reciprocativas têm um campo de aplicação restrito devido às
vantagens apresentadas pelas peneiras vibratórias em relação à estas.
Na operação das peneiras vibratórias, o movimento é caracterizado por impulsos
rápidos, normais à superfície, de pequena amplitude (1,5 a 25mm) e alta frequência (600
a 3.600 movimentos por minuto), sendo produzidos por mecanismos mecânicos ou
elétricos. As peneiras vibratórias podem ser divididas em duas categorias em função da
direção do movimento vibratório proporcionado à malha. Existem as peneiras
vibratórias horizontais, em que o movimento vibratório é praticamente retilíneo, num
plano normal à superfície de peneiramento; e as peneiras vibratórias inclinadas, em que
o movimento é circular ou elíptico neste mesmo plano. Estas últimas são as de uso mais
frequente em mineração, sendo muito empregadas nos circuitos de britagem e
preparação de minério para as operações de concentração (Figura 7).

19
Figura 7: Representação esquemática da peneira vibratória.
Fonte: (Correia, 2010).
As peneiras são peças vitais e críticas em qualquer usina de beneficiamento.
Assim sendo, todo cuidado deve ser tomado na seleção desse tipo de equipamento para
que sejam de tamanho e tipo adequado. Um equipamento de peneiramento é definido
inicialmente pelas suas dimensões e pelo tipo de abertura (quadrada, retangular,
circular, elíptica ou alongada).
Correia (2010) ainda ressalta que a seleção das peneiras deve ser feita em função
das características do material e do tipo de serviço a que ela irá se prestar. Dimensionar
os equipamentos significa calcular as dimensões das suas superfícies em função da
capacidade requerida (quantidade de material com características e condições
determinadas que deva passar pelo equipamento por um tempo determinado). No caso
das peneiras, duas condições independentes devem ser atendidas, sendo elas a área da
tela e espessura do leito.

20
3. METODOLOGIA
3.1 UNIDADE DE ANÁLISE
A empresa mineradora, denominada Mineração Santa Helena, em estudo no
presente trabalho corresponde a uma pedreira de agregados para construção civil e
pavimentação. A empresa produz rocha britada a partir de gnaisse segundo os tamanhos
comerciais (Figura 8).
Figura 8: Imagem parcial da planta de beneficiamento da Santa Helena.
Localizada na rodovia BR 262, Km 646, possui localização privilegiada em
relação às cidades de Ibiá e Araxá (Figura 9). Atua no mercado local e regional,
possuindo uma área total de concessão de lavra de 50 hectares, segundo o DNPM. A
empresa conta também com balança rodoviária, garantindo assim segurança e
confiabilidade aos clientes.

21
Figura 9: Localização da Mineração Santa Helena.
Fonte: Site da Empresa.
3.2 MÉTODO
Para realização do presente trabalho foram executadas as seguintes etapas:
primeiramente foi necessário analisar a planta atual de britagem e peneiramento da
pedreira, atendando-se aos dados fornecidos pelo fluxograma da Figura 10.
Figura 10: Dados analisados na planta atual.
Para esta etapa foram feitas visitas à planta de beneficiamento e recolhimento de
informações já existentes, principalmente de manuais de fabricação dos equipamentos.
Após a análise da planta atual, foi possível estudar possíveis modificações, com
ou sem aquisição de novos equipamentos, para que essas modificações fossem feitas foi
necessária uma reunião com a equipe técnica da mineradora para discutir o melhor
cenário de produção, ou seja, a demanda exigida por um futuro cenário econômico que
produzisse o maior número de produtos rentáveis. Após conhecer a demanda, foi
realizado um estudo detalhado de cada britador já existente, avaliando suas
possibilidades a partir das suas características de fabricação, consultando seus
respectivos manuais.

22
Para cada britador foram propostas modificações em sua abertura na posição
fechada (APF). Assim, através da curva fragmentatriz fornecida pelo seu manual e das
faixas granulométricas de cada produto, realizando a leitura da curva foi possível chegar
a uma distribuição granulométrica prevista do produto britado variando-se o APF. Com
isso, foi possível selecionar o melhor cenário de flexibilização (Figura 11).
Figura 11: Sequência utilizada para o estudo da flexibilização.
Em seguida, foi feita uma avaliação do fluxograma de ampliação proposto por
uma empresa fabricante de equipamentos consultada pela mineradora. Através dessa
avaliação, foi possível comparar os dois cenários propostos (flexibilização e ampliação)
do ponto de vista técnico e econômico.
4. DESENVOLVIMENTO
4.1 ANÁLISE DA PLANTA ATUAL
Em seu layout atual, a empresa conta com uma planta móvel sobre rodas da
série Nordberg. O material desmontado na mina segue por meio de um caminhão para
um alimentador vibratório, com volume útil de 18m3, equipado com uma grelha
vibratória na entrada da alimentação, podendo ou não ser acionada. O material passante
nesssa grelha (no cenário onde a mesma é empregada) corresponde ao produto
identificado como bica corrida. O material retido na grelha alimenta um britador de
mandíbulas de um eixo modelo C106 da marca Metso, atuando assim como britador
primário.
Depois de britada, a rocha segue por meio de correia até a pilha pulmão. Essa
pilha alimenta uma peneira vibratória de três deques. O retido no primeiro deque
alimenta um britador cônico modelo HP200 também da marca Metso, configurando a
britagem secundária. Este circuito secundário de britagem é executado em circuito

23
fechado com a peneira supracitada. O material peneirado pelos demais deques origina
os três produtos padrões da empresa.
Através do layout atual existem duas opções de cenários, através da mudança de
telas na peneira vibratória e da APF do britador secundário. Em ambos os cenários, a
APF do britador primário C106 se mantém 90mm. Para o primeiro cenário, onde ocorre
a produção de Brita 0, 1 e pó, temos o seguinte fluxograma simplificado (Figura 12).
Nesse cenário, a APF do britador secundário seria mantida em 19mm.
Neste cenário observa-se uma maior produção de brita 1, com 43%. Este tipo de
brita possui diversas aplicações, como já foi visto. Por isso, seria um material
estratégico até então. Porém, o mercado de agregados é muito dinâmico e se modifica
rapidamente. Logo, produzir uma variedade maior de produtos seria um cenário
interessante do ponto de vista econômico.
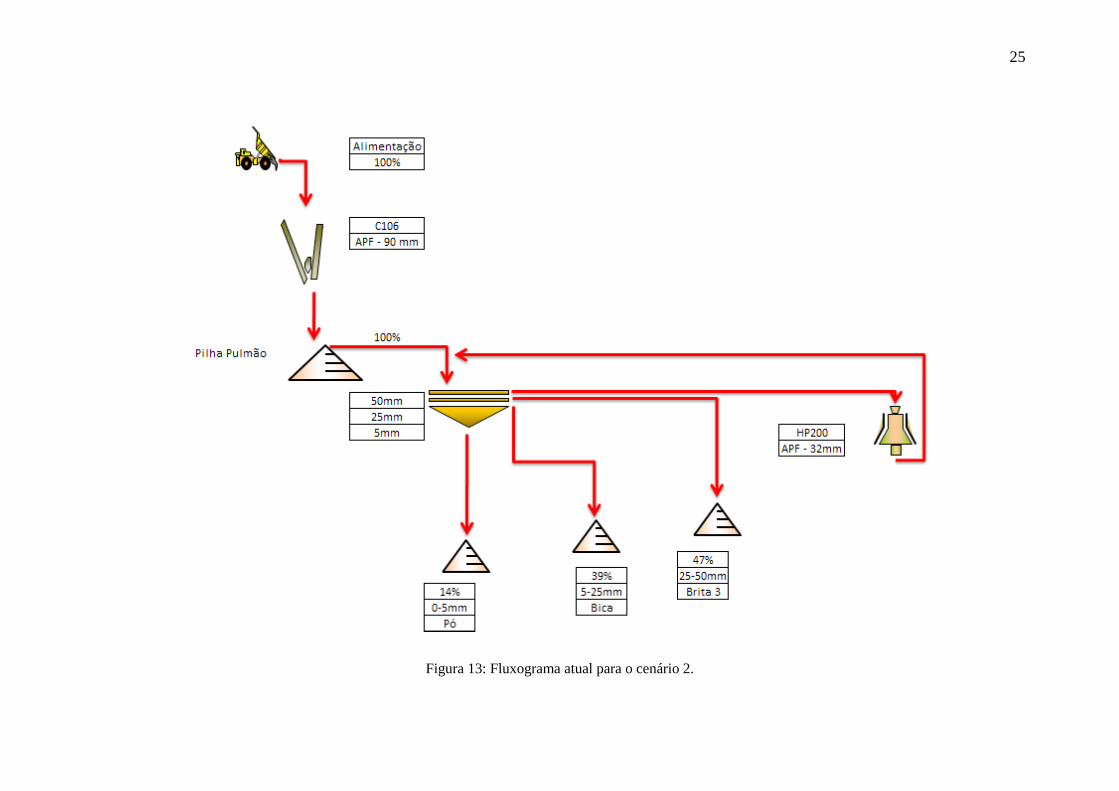
Para um segundo cenário produzindo brita 3, bica corrida e pó, além da troca
das peneiras, também seria realizado um aumento no valor da APF do britador
secundário (32mm). Assim temos um segundo fluxograma (Figura 13).

24
Figura 12: Fluxograma atual para o cenário 1.
25
Figura 13: Fluxograma atual para o cenário 2.

26
Para o cenário com maior APF, temos uma maior produção de material com
granulometria maior, como já era esperado. Neste cenário, a especificação
granulométrica de brita priorizada corresponde ao tipo brita 3 (47%), produzindo
também bica corrida e pó.
Desta forma, existem dois cenários distintos, resultando em apenas cinco
produtos. Além da variedade de produtos não atender a um mercado futuro dinâmico,
depara-se com a dificuldade na modificação da APF do britador secundário e troca das
malhas da peneira todas as vezes que houver modificação do cenário. Isto contribui com
que a produção pare durante o tempo de troca, além do tempo gasto até que a planta
entre em fluxo novamente que também deve ser considerado.
Durante a análise foi possível detectar alguns problemas na planta atual,
principalmente ao que se refere ao revestimento dos britadores nos quais estão em
situação de grande desgaste. Além das condições da grelha que antecede o britador de
mandíbulas.
4.2 ESTUDO DA FLEXIBILIZAÇÃO
Após a avaliação da planta atual e o diagnóstico dos seus possíveis problemas,
partiu-se para o estudo detalhado de cada equipamento existente, principalmente dos
britadores. A análise visou obter uma estrutura proposta para a planta industrial que
atenda à demanda da empresa com o menor investimento de capital possível.
Para este estudo foram analisadas as características de fabricação de cada
britador. Os britadores possuem um ajuste de abertura na posição fechada e aberta.
Neste caso, foram analisadas as variações na posição fechada, já que o fabricante
fornece a curva fragmentatriz em função deste.
4.2.1 BRITAGEM PRIMÁRIA
Primeiramente o estudo foi voltado para o britador de mandíbulas Nordberg
C106, que apresenta construção modular sem soldas. Este tipo de construção oferece
maior resistência à fadiga, confiabilidade e numerosas possibilidades de montagem,
segundo o fabricante.

27
O britador C106 possui especificações como mostra a Tabela 4 e sua abertura
varia entre 70 e 200 mm e capacidade que de 150 a 500 t/h, dependendo do APF
(Tabela 5).
Tabela 4: Especificações técnicas britador C106.
Especificações técnicas C106
Largura de abertura de alimentação (mm) 1060
Profundidade de abertura de alimentação (mm) 700
Potência (kW) 110
Velocidade (rpm) 280
Fonte: Adaptado de Metso (2013).
Tabela 5: Capacidade do britador C106.
Produto (mm) APF (mm) Capacidade (t/h)
0-105 70 150-185
0-120 80 165-215
0-135 90 190-235
0-150 100 205-265
0-185 125 255-325
0-225 150 305-385
0-260 175 355-450
0-300 200 395-500
Fonte: Adaptado de Metso (2013).
O fabricante destaca que os valores indicados (Tabela 5) têm por base materiais
de alimentação com peso específico de 2,7t/m3 e tamanho máximo de alimentação que
permita a livre entrada na câmara de britagem sem engaiolamento. Além disso, as

28
capacidades podem variar de acordo com as características do material, como
granulometria, densidade aparente, teor de argila, teor de umidade, etc.
A regulagem da APF varia de acordo com o tipo de mandíbula e afeta também
na granulometria do produto e na capacidade. Alguns fatores como a seleção adequada
das mandíbulas, granulometria e taxa de alimentação adequadas, capacidade e largura
suficientes do alimentador, contribuem para uma maior capacidade e rendimento do
britador.
Cada britador possui uma faixa de variação de APF, onde cada valor de abertura
fornece uma porcentagem de passante em uma faixa granulométrica, fornecendo assim
uma granulometria indicativa de produto. Esses dados são apresentados pelo fabricante
do equipamento através das curvas fragmentatrizes, contidas no seu manual. Assim,
através dos valores de APF e da curva fragmentratriz foi possível realizar simulações
para diferentes cenários e produtos.
Como foi visto no fluxograma atual da empresa, não existe produção de brita
com granulometria maior que 50 mm. Assim, em um cenário de flexibilização, produtos
como a brita 3, 4, 5 e o rachão deveriam também ser priorizados. Logo, foram
selecionadas as faixas granulométricas a serem analisadas conforme a modificação na
abertura do britador primário, apresentadas na Tabela 6.
Tabela 6: Faixas granulométricas analisadas.
Valores Utilizados Especificação
Rachão - 100mm Acima de 100 mm
Brita 5 - 76mm Brita 5 - 76 mm a 100 mm
Brita 4 - 50mm Brita 4 - 50 mm a 76 mm
Brita 3 - 25 mm Brita 3 - 25 mm a 50 mm
Com as faixas granulométricas determinadas foi possível realizar a leitura e
interpretação da curva fragmentatriz do britador C106. O Utilizando a APF de 70mm

29
(valor mínimo possível para o modelo), através da interpretação dos dados da curva
(Figura 14), foi possível chegar a uma porcentagem aproximada de cada produto
(Tabela 7).
Para realizar a coleta de dados na curva foi necessário traçar uma reta para cada
valor utilizado (Tabela 6), esta reta tem sua origem no eixo das abcissas (mm)
exatamente no valor utilizado e vai ao encontro da curva fragmentatriz da APF
analisado, no ponto de interseção da curva foi feita uma outra curva horizontal até o
eixo das ordenadas (% porcentagem de passante). O valor encontrado no eixo das
ordenadas é a porcentagem passante, para o cálculo da porcentagem produzida, que é o
valor desejado, o maior valor encontrado deve ser subtraído de 100% e o segundo maior
valor deve ser subtraído da última porcentagem passante e assim por diante.
Figura 14: Granulometria indicativa para o APF de 70 mm.
Fonte: Metso (2013).

30
Tabela 7: Distribuição granulométrica com 70 mm de APF.
APF (mm) Produto %Passante
acumulada % Produzida
70
Rachão 94 6
Brita 5 75 19
Brita 4 50 25
Brita 3 27 23
< Brita 3 0 27
Por meio da Tabela 7 foi possível perceber que, para uma abertura mínima de
APF, os produtos favorecidos são a Brita 4 e 3, além do material que se encontra em
especificação abaixo desta. Ou seja, em um cenário econômico onde as prioridades
fossem produtos de granulometria menor, o APF indicado seria 70mm.
Assim, para cada curva dentro do intervalo de APF permitido pelo C106 foram
feitas análises apresentadas a seguir. Os demais valores de abertura utilizados foram os
de 100, 130, 160 e 200mm.
Figura 15: Granulometria indicativa para o APF de 100 mm.
Fonte: Metso (2013).

31
Tabela 8: Distribuição granulométrica com 100 mm de APF.
APF (mm) Produto %Passante
acumulada Porcentagem
100
Rachão 79 21
Brita 5 54 25
Brita 4 38 16
Brita 3 20 18
< Brita 3 0 20
Para este APF, já se tem uma distribuição diferente. Percebeu-se um aumento na
porcentagem de rachão e brita 5 com relação ao anterior. O que era esperado, já que
aumentando a abertura o material será menos fragmentado.
Conforme foi feito um aumento de abertura ao longo das análises, percebeu-se
um aumento na porcentagem de produtos com granulometria maior. Conforme é
apresentado.
Figura 16: Granulometria indicativa para o APF de 130 mm.
Fonte: Metso (2013).

32
Tabela 9: Distribuição granulométrica com 130 mm de APF.
APF (mm) Produto %Passante
acumulada Porcentagem
130
Rachão 54 46
Brita 5 43 11
Brita 4 28 15
Brita 3 15 13
< Brita 3 0 15
Figura 17: Granulometria indicativa para o APF de 160 mm.
Fonte: Metso (2013).

33
Tabela 10: Distribuição granulométrica com 160 mm de APF.
APF (mm) Produto %Passante
acumulada Porcentagem
160
Rachão 44 56
Brita 5 34 10
Brita 4 24 10
Brita 3 14 10
< Brita 3 0 14
Para o maior valor de APF obteve-se a maior porcentagem de rachão, porém a
quantidade de brita 5 e brita 4 decaíram (Tabela 11).
Figura 18: Granulometria indicativa para o APF de 200 mm.
Fonte: Metso (2013).

34
Tabela 11: Distribuição granulométrica com 200 mm de APF.
APF (mm) Produto Dados da
Curva Porcentagem
200
Rachão 35 65
Brita 5 28 7
Brita 4 20 8
Brita 3 10 10
< Brita 3 0 10
Após a análise dos diversos cenários, a tomada de decisão ficou condicionada ao
cenário mais flexível, ou seja, com a produção da maior gama de produtos em uma
proporção parecida. Além disso, deve-se considerar que o material abaixo de brita 3 irá
alimentar o britador secundário, assim a proporção deste produto não pode ser tão baixa.
Levando em conta estes requisitos, o cenário que se apresentou mais aplicável para a
flexibilização foi o de abertura em 100 mm.
4.2.2 BRITAGEM SECUNDÁRIA
Um estudo semelhante foi feito para o britador HP200, que é o britador cônico
que atua como secundário dentro do fluxograma atual. Este britador possui variação na
APF de 10 a 38 mm e capacidade de 90 a 250 t/h variando conforme a abertura (Tabela
12).
Tabela 12: Capacidade (t/h) conforme o APF, britador HP200 e HP300.
Ajuste posição
Modelo 10mm 13mm 16mm 19mm 22mm 25mm 32mm 38mm 45mm
HP200 90-120 120-150 140-180 150-190 160-200 170-220 190-235 210-250
HP300 115-140 150-185 180-220 200-240 220-260 230-280 250-320 300-380 350-440
Fonte: Adaptado Metso (2002).
A análise da distribuição indicativa deste britador foi feita através de uma tabela
de granulometria do produto, esta tabela foi fornecida diretamente no manual do
equipamento e é uma outra representação da curva fragmentatriz (Tabela 13).

35
Tabela 13: Tabela de granulometria de produto série HP. Fonte: Metso (2012).

36
Os produtos esperados após a britagem secundária são produtos de menor
granulometria. Neste caso a empresa apresentou uma demanda mais específica, uma vez
que existe um contrato previsto para fornecimento de areia industrial, assim o melhor
cenário seria o com maior produção de brita 0.
Desta forma foi feita a análise da tabela para as menores aberturas e dentro de
uma faixa granulométrica específica, na qual se tinha brita 1 (11-22mm), Brita 0 (5-
11mm) e Pó (0-5mm).
Para abertura de 10 e 13mm, além da faixa granulométrica determinada,
obtiveram-se os seguintes dados da tabela (Tabela 13).
Como é possível perceber não existe a faixa exata na qual se determinou, assim
foi feita uma interpolação dos dados para chegar ao resultado esperado, gerando as
tabelas 14 e 15.
Tabela 14: Distribuição granulométrica com 10 mm de APF.
APF (mm) Produto Dados da
Curva Porcentagem
10
Brita 1 89 11
Brita 0 50 39
Pó 0 50
Tabela 15: Distribuição granulométrica com 13 mm de APF.
APF (mm) Produto Dados da
Curva Porcentagem
13
Brita 1 73 27
Brita 0 40 33
Pó 0 40
A maior porcentagem de brita 0 apareceu na abertura de 10 mm, porém quando
comparada a capacidade do britador nesta abertura se apresenta bem menor que na
abertura de 13 mm, com um acréscimo de 30t/h em média da APF de 13mm para a de
10mm (Tabela 12). Quando se compara as porcentagens de produto, nota-se que houve

37
diferença de apenas 6% de um cenário para o outro, além disso, o cenário com APF
maior apresentou uma distribuição mais homogênea, por esses fatores a APF
selecionado foi o de 13 mm para um cenário de flexibilização.
As aberturas acima de 13 mm apresentam maior porcentagem de brita 1,
diminuindo assim a porcentagem de Brita 0, o que não seria interessante. Assim seus
dados não foram considerados no presente estudo.
Com os valores de APF dos britadores determinados, foi necessário um estudo
de uma nova planta que atendesse ao cenário. A planta conta hoje com apenas uma
peneira vibratória de três deques.
Para retirada de novos produtos, eles devem ser classificados, assim se faz
necessário o investimento em uma nova peneira, logo após a britagem primária,
mantendo assim uma peneira, já existente, após a pilha e pulmão e a adquirida após a
britagem primária.
Além do aumento na variedade de produtos, o britador secundário operaria em
uma menor capacidade, já que se retiraria produtos depois da britagem primária e após a
pilha pulmão, diminuindo assim o desgaste do equipamento e o consumo energético.
Para a planta de flexibilização foi feito um fluxograma simplificado (Figura 19).

38
Figura 19: Fluxograma de flexibilização.

39
A porcentagem apresentada para os produtos brita 1, 0 e Pó estão em uma
porcentagem referente a leitura da curva do britador C106, com acréscimo da carga circulante
que representa 5% dos 20% que alimentam o britador secundário.
Para um cenário com grande produção de material fino, principalmente brita 0, e
pouca produção de material grosseiro uma opção seria o encaminhamento do material retido
no segundo e terceiro deque da primeira peneira para a segunda peneira, aumentando assim a
porcentagem que alimenta o britador secundário. O investimento realizado para a
flexibilização é bem menor em relação ao cenário de ampliação, pois requer a compra de
apenas uma peneira de três deques.
4.3 ANÁLISE DA AMPLIAÇÃO
A ampliação da planta de britagem da pedreira prevê um aumento na capacidade de
produção. Por isto a melhoria estaria baseada na aquisição de novos equipamentos, mais
precisamente, britador e peneiras. O britador proposto pela empresa fornecedora de
equipamentos para o cenário de ampliação é o britador cônico HP300, mesmo modelo do
HP200, porém este britador possui capacidade de produção que varia de 115 a 440t/h
dependendo do APF, enquanto o britador HP200 possui capacidade de 90 a 250t/h (Tabela
12). Sendo assim a taxa de produção deste cenário é relativamente maior se comparada aos
demais, porém o nível de investimento também se apresenta maior.
Sendo assim, com a aquisição do britador HP300 este ficaria responsável pela
britagem secundária, enquanto o britador HP200 passaria para a britagem terciária, com esta
modificação espera-se, além do aumento na produção, uma melhoria na qualidade do produto,
atendendo assim especificações granulométricas mais rigorosas.
Para esta situação um novo layout da central de britagem deve ser revisto, uma vez
que ao se inserir novos equipamentos à planta, necessita-se de uma área maior. Além disso,
deve-se minimizar as distâncias percorridas, principalmente da pá carregadeira, e resolver
possíveis problemas de armazenagem de produtos. A análise feita a seguir foi realizada com
base no fluxograma proposto pela empresa fabricante de equipamentos (Figura 20).

40
Figura 20: Fluxograma da ampliação.

41
As linhas pontilhadas presentes no fluxograma indicam a retirada ou não
daquele produto, esta retirada pode ser feita diretamente de um deque da peneira ou por
cortadores de fluxo.
Nota-se que para a retirada de brita 2 ou 3 a quantidade de rocha que alimentará
britador terciário diminuirá, assim a produção de brita 00, 0 e 1 ficará prejudicada. Isto
também é válido para a retirada de rachão.
Além da aquisição do britador já citado, nota-se através do fluxograma a
aquisição de duas novas peneiras, uma peneira de dois deques, logo após a britagem
primária, alimentada por uma pilha pulmão, além de uma peneira de três deques
alimentada pelo material menor que 20mm.
5. CONCLUSÃO
Através da análise da planta atual foi possível perceber que a quantidade e gama
de produtos produzidos atualmente não atende a real demanda. Assim os cenários de
flexibilização e ampliação da planta se apresentam como os cenários mais favoráveis.
Em um cenário de flexibilização seria feito o mínimo de investimento
possível, com a compra de apenas uma peneira de três deques, com este investimento os
tipos de britas retiradas dobraria. Além de aumentar o número de produtos oferecidos a
quantidade de material que passaria pelo britador HP200 seria bem menor que na planta
atual e de ampliação, diminuindo assim o desgaste e consumo energético do
equipamento. Uma desvantagem encontrada foi a baixa taxa de produção, que se
apresenta menor que no cenário de ampliação, além disso, os britadores apresentam o
revestimento em um grande nível de desgaste, tendo assim que serem trocados para que
o estudo seja válido.
Para o cenário de ampliação o investimento é bem superior quando comparado
ao de flexibilização, isto ocorre porque este cenário prevê a compra de um novo britador
e duas peneiras vibratórias, de um e dois deques, o que aumenta exorbitantemente seu
valor de investimento. Além da obtenção de novos equipamentos um novo layout de
planta deve ser estudado neste caso, já que acrescentando novos equipamentos uma

42
maior área será requerida pela planta e para armazenagem de produtos, além de gastos
com fiação e requerimento de energia elétrica. Uma grande vantagem deste cenário é
alta produção, já que o britador HP300 apresenta capacidade em t/h superior ao HP200,
além de uma melhor qualidade nos produtos.
Portanto, em um cenário onde a prioridade seja uma alta taxa de produção o
mais indicado é a planta de ampliação, porém com altos valores de investimento. Em
um cenário econômico desacelerado e que se deseja é produzir uma variedade grande de
produtos com o mínimo de investimento possível, o cenário de flexibilização se
apresenta promissor.
6. REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, S. L. M. de; LUZ, A. B. da (Ed.). Manual de agregados para construção
civil. Rio de Janeiro: CETEM, 2009. 228 p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7225: Materiais de
pedra e agregados naturais. Rio de Janeiro, 1993. 4p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7809: Agregado
Graúdo – Determinação do índice de forma pelo método do paquímetro. Rio de Janeiro,
2005. 3p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9935: Agregados –
terminologia. Rio de Janeiro, 2011. 12 p.
ASSOCIAÇÃO NACIONAL DE ENTIDADES DE PRODUTORES DE
AGREGADOS PARA CONSTRUÇÃO CIVIL. Agregados. 2014. Disponível em <
http://www.anepac.org.br/agregados/mercado>. Acesso em: 28 de setembro de 2016.
CHAVES, A. P.; PERES, Antônio Eduardo Clark; Teoria e Prática do Tratamento de
Minérios – Britagem, Peneiramento e Moagem. Volume 3, 5. ed. São Paulo, Brasil:
Oficina de textos Editora, 2012.
CORREIA, J. C. G. Luz, A. B., Sampaio, J. A., França, S. C. . Tratamento de
Minérios 5ª ed. CETEM – Centro de Tecnologia Mineral. Rio de Janeiro: CETEM,
2010. 963p.
FERREIRA, D. H. O. Principais Etapas do Tratamento de Minérios
Itabiríticos do Quadrilátero Ferrífero. Belo Horizonte, 2011. 50p.

43
FIGUEIRA, H. V. O.; ALMEIDA, S. L. M.; LUZ, A. B. Cominuição. In: LUZ, A. B.;
SAMPAIO, J. A.; ALMEIDA, S. L. M. Tratamento de minérios. 4ª Edição. Rio de
Janeiro: CETEM-CNPq-MCT, 2004. Capítulo 4, páginas 113-194.
GÓES, M. A. C., Luz, A. B. , Possa, M. V. . Tratamento deMinérios 3ª ed. CETEM –
Centro de Tecnologia Mineral. Rio de Janeiro: CETEM, 2004. 34p.
KULAIF, Y. Análise dos mercados de matérias-primas minerais: Estudo de caso da
indústria de pedras britadas do Estado de São Paulo. São Paulo, 2001.
LUZ, A. B., Sampaio, J. A., França, S. C.. Tratamento de Minérios 5ª ed. CETEM –
Centro de Tecnologia Mineral. Rio de Janeiro: CETEM, 2010.
METSO. Britador Cônico Nordberg série HP. 2002. 11p
METSO. Manual de Britagem Metso. 6ª Edição. 2005. 501p.
METSO. Nordberg, Britadores de mandíbulas série C. 2013. 23p.
Mineração Santa Helena. Site da empresa. Disponível em: < http://shmineracao.com.br/>. Acesso em 22 out. 2016.
OLIVEIRA, M.S. Apostila de prática experimental de tratamento de minérios.
Araxá: Centro Federal de Educação Tecnológica de Minas Gerais – Unidade Araxá.
2015. Apostila.
PORMIN - Portal de Apoio ao Pequeno Produtor Mineral. Agregados Minerais Para
Construção Civil: Areia, Brita e Cascalho. Disponível em: <
http://www.pormin.gov.br/>. Acesso em: 10 out. 2016.
SILVA, G. A. . Diagnóstico do setor de agregados para a construção civil na
região metropolitana de Natal –RN. Recife:, 2012. 193 p.
SOUZA, L. de. Demanda por areia e brita continuará firme até 2015. Valor
Econômico, São Paulo: Valor Econômico, set. 2011. Edição especial.
VALADÃO, G. E. S.; ARAUJO, A. C. Introdução ao Tratamento de Minérios. 1ª
Edição. Belo Horizonte: Editora UFMG, 2007. 234p.
VALVERDE, F. M. . Agregados para construção civil. Balanço mineral Brasileiro
2001. Disponível em: <http://simineral.org.br/arquivos/Agregadospara-
ConstruoCivilFernandoMendes Valverde .pdf>. Acesso em 10 dez. 2016.
VALVERDE, F. M. . A Importância Econômica e Social dos Agregados para
Construção Civil. Disponível em: <
http://www.anepac.org.br/02/pdf/a_importancia_economica-_social.pdf>. Acesso em:
24 dez. 2016.