capa bili dade
TRANSCRIPT
CAPÍTULO 9 CONTROLE ESTATÍSTICO DO PROCESSO - CEP
1. INTRODUÇÃO
� Produções seriadas;
� Produções não-seriadas;
� Prestação de serviços.
A) Processo com Interação de Insumos
Definição de Processo: seqüência de operações, procedimentos ou tarefas necessárias
para obtenção de um produto ou serviço.
Padrões de Qualidade: soma-se padrões operacionais e especificações do produto.
Algo mais?!?
Matéria-prima, equipamentos e mão-de-obra
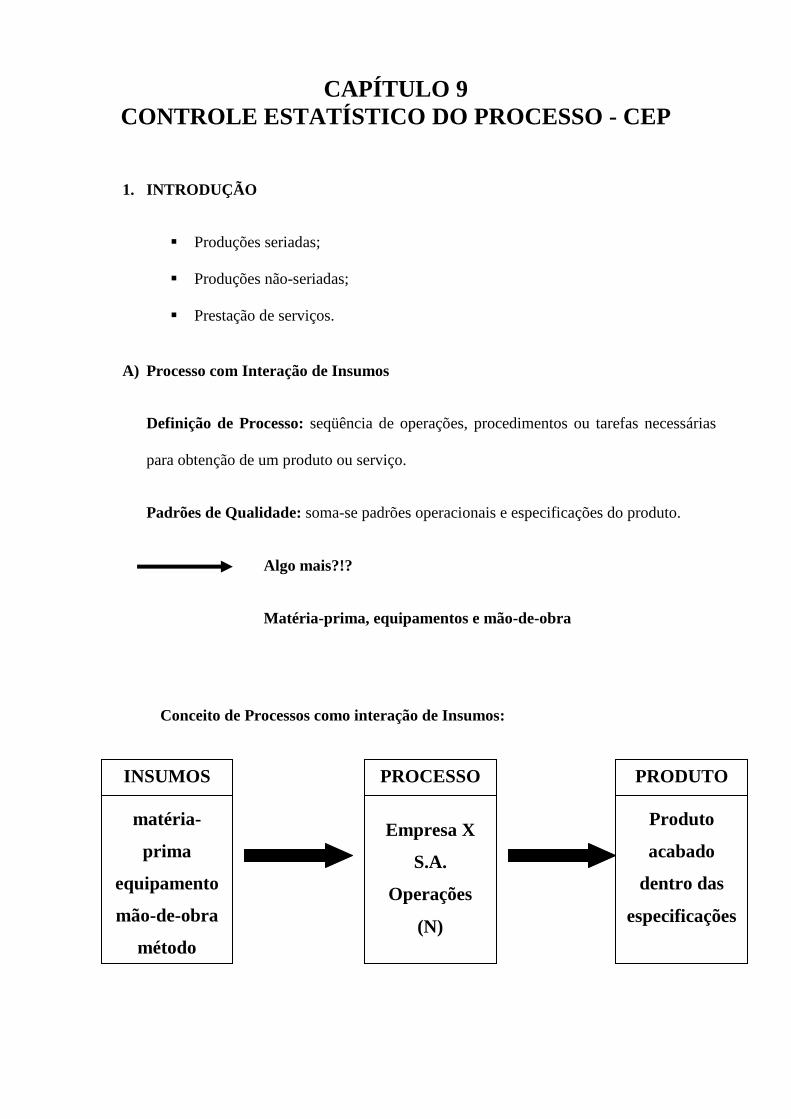
Conceito de Processos como interação de Insumos:
INSUMOS
matéria-
prima
equipamento
mão-de-obra
método
PROCESSO
Empresa X
S.A.
Operações
(N)
PRODUTO
Produto
acabado
dentro das
especificações

B) Controle do Processo
Observação do comportamento das características significativas do produto ou do serviço
durante sua obtenção.
Ciclo: identificação, eliminação e prevenção = > conhecimento sobre a influência dos
insumos sobre o processo.
Controle Estatístico do Processo: utilização de estatística nas fases: Verificar e
Comparar.
INSUMOS
matéria-
prima
equipamento
mão-de-obra
método
PROCESSO
Operações
PRODUTO
Produto ou
serviço
Verificar
Comparar Diagnosticar (causas)
Eliminar e
Prevenir

C) Controle do Produto
Atividade que garante o produto ou serviço dentro das especificações, através da
verificação de suas características após sua obtenção ter sido completada.
Exercício
1) Suponha que uma empresa fabricante de eixos tenha contratado a empresa Chabú
Transportes e Turismo Ltda. para efetuar o transporte de seus funcionários de casa para a
fábrica e vice-versa.
Horário de chegada: máximo às 7:50 h
Tabela com os horários de chegada em 55 dias:
7:40 7:50 7:54 7:52 7:53 7:40 7:47 8:03 7:47 7:48 7:43 9:02 8:04 7:49 7:48 7:45 7:55 7:52 7:50 7:48 7:46 7:56 7:52 7:50 7:45 7:48 7:53 7:51 7:50 7:46 7:48 7:53 7:51 7:50 7:45 7:46 7:54 7:49 7:47 7:39 7:48 7:50 7:49 7:47 7:40 7:52 7:50 7:50 7:59 7:51 7:53 7:51 7:49 7:51 7:54
INSUMOS
matéria-
prima
equipamento
mão-de-obra
método
Verificar
Comparar Diagnosticar (defeitos)
Corrigir
PROCESSO
Operações
PRODUTO
Produto ou
serviço
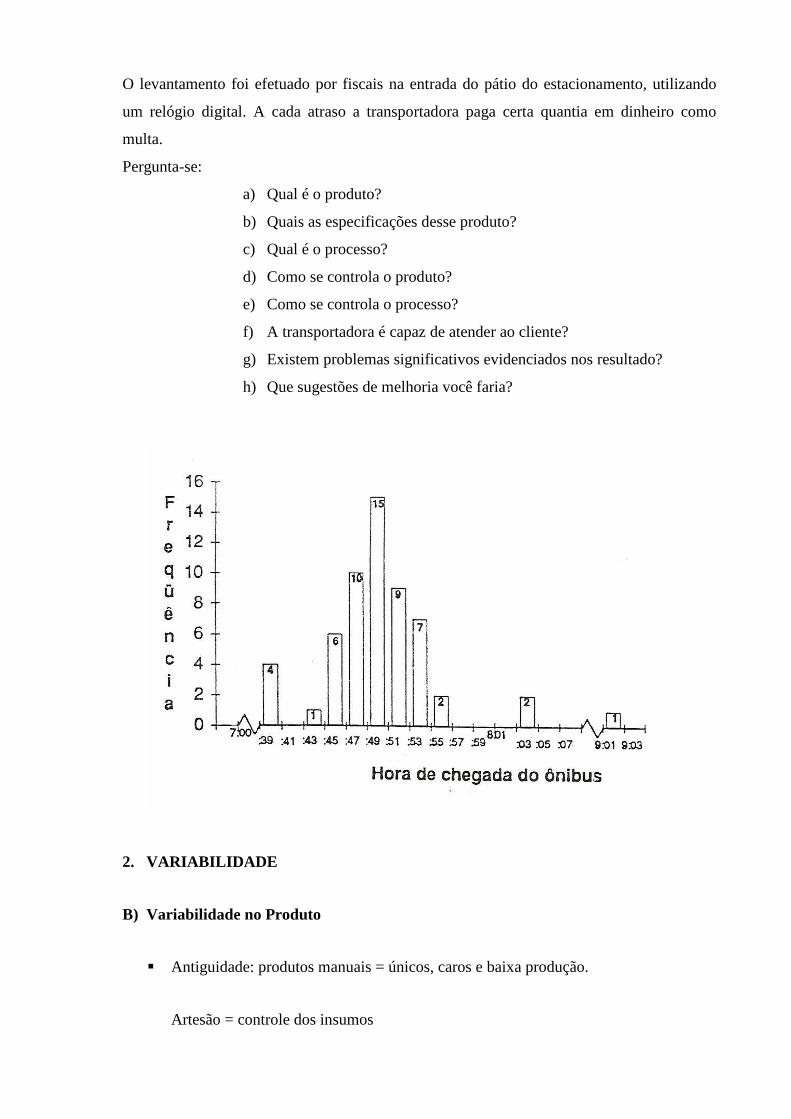
O levantamento foi efetuado por fiscais na entrada do pátio do estacionamento, utilizando
um relógio digital. A cada atraso a transportadora paga certa quantia em dinheiro como
multa.
Pergunta-se:
a) Qual é o produto?
b) Quais as especificações desse produto?
c) Qual é o processo?
d) Como se controla o produto?
e) Como se controla o processo?
f) A transportadora é capaz de atender ao cliente?
g) Existem problemas significativos evidenciados nos resultado?
h) Que sugestões de melhoria você faria?
2. VARIABILIDADE
B) Variabilidade no Produto
� Antiguidade: produtos manuais = únicos, caros e baixa produção.
Artesão = controle dos insumos

� Produção em série: artesão = operário
Operário = sem visão de qualidade
Solução: especificações = variabilidade permitida em projeto ou variabilidade
permitida no produto.
Produtos: conformes ou não-conformes
� Resultado: fabricar, inspecionar e corrigir.
� Cabo de guerra: qualidade X produtividade
C) Variabilidade no Processo:
Problema real: fabricar componentes e produto final com a menor variação
economicamente viável.
= possível eliminação de inspeção!
“Embora todo processo produza variações no produto obtido, muitas vezes essa
variação pode apresentar-se controlada e em outras fora de controle”.
� Variação controlada: padrão de comportamento estatisticamente estável (constante
no tempo) = causas comum ao processo.
� Variação fora de controle: não manutenção de comportamento estatisticamente
estável = causas especiais.
Caminhos para Melhorar o Processo:
1. Variação controlada (processo estável e previsível): toda variabilidade
existente é inerente ao processo (variabilidade de processo), para reduzi-
la o processo precisa ser mudado (insumos).
2. Variação fora de controle (processo instável e imprevisível):
variabilidade maior do que aquela que o processo é capaz de produzir,
para reduzi-la é necessário controlar o processo.
3. GRÁFICOS DE CONTROLE (CARTA DE CONTROLE)
Ferramentas utilizadas para identificação de problemas durantes os procedimentos para
obtenção de produto e/ou serviços.
Medidas estatísticas:
� Tendência central: média e mediana
� Dispersão: amplitude, desvio-padrão e variância
� Distribuições: especialmente distribuição normal

A) FORMA DA CARTA DE CONTROLE
onde: intervalo = X ± 3S (ou µ ± 3σ)
LSC = X + 3S
LM = X
LIC = X – 3S
B. USO DOS GRÁFICOS DE CONTROLE
Identificação: gráfico de controle
Eliminação: conhecimento das causas
Prevenção: procedimentos e ações preventivas.
Identificação
Eliminação
Prevenção
Identificação
Eliminação
Prevenção
Tempo

Interpretação das Cartas de Controle Casos em que o processo não está sob controle estatístico. 1º Pontos fora dos limites 2º Muitos pontos próximos à LM
3º Muitos pontos próximos ao LSC ou LIC 4º Configuração não aleatória
5º 7 ou + pontos consecutivos acima 6º 7 ou + pontos consecutivos abaixo da LM da LM
7º 7 ou + pontos consecutivos 8º 7 ou + pontos consecutivos crescentes decrescentes
C. Tipos de Gráficos de Controle
C.1. Para VARIÁVEIS: - Para Média e Amplitude (X, R) distribuição - Para Mediana e Amplitude (X, R) contínua - Para valores individuais (X)
C.2. Para ATRIBUTOS: - fração defeituosa (p) distribuição - número de defeituosos (n p) discreta - número de defeitos (c)
- número de defeitos por unidade (u)
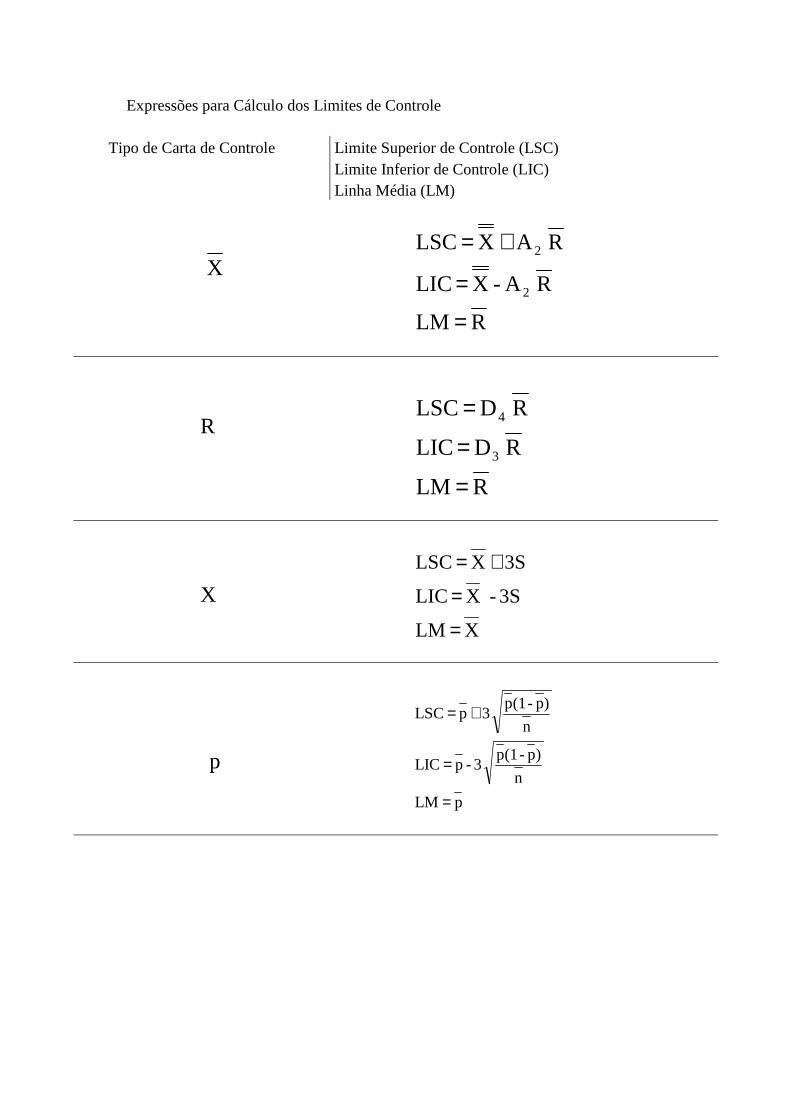
Expressões para Cálculo dos Limites de Controle
Tipo de Carta de Controle Limite Superior de Controle (LSC) Limite Inferior de Controle (LIC) Linha Média (LM)
R LM
R A - X LIC
R A X LSC
2
2
=
=
+=X
R LM
R D LIC
R D LSC
3
4
=
=
=R
X LM
3S - X LIC
3S X LSC
=
=
+=
X
p LM
n
)p - (1p 3 - p LIC
n
)p - (1p 3 p LSC
=
=
+=
p
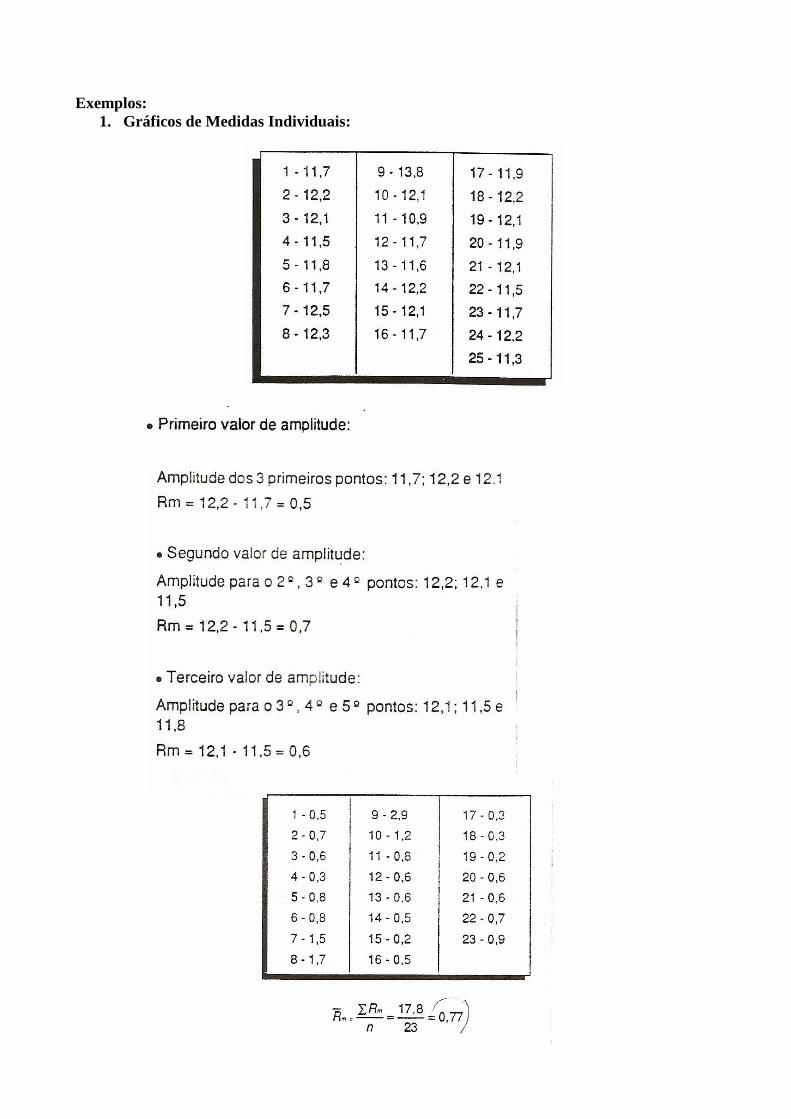
Exemplos: 1. Gráficos de Medidas Individuais:

� Cálculo do desvio padrão (S), através da amplitude:
� Cálculo dos limites de controle:
� Recalcular os limites sem a causa especial:
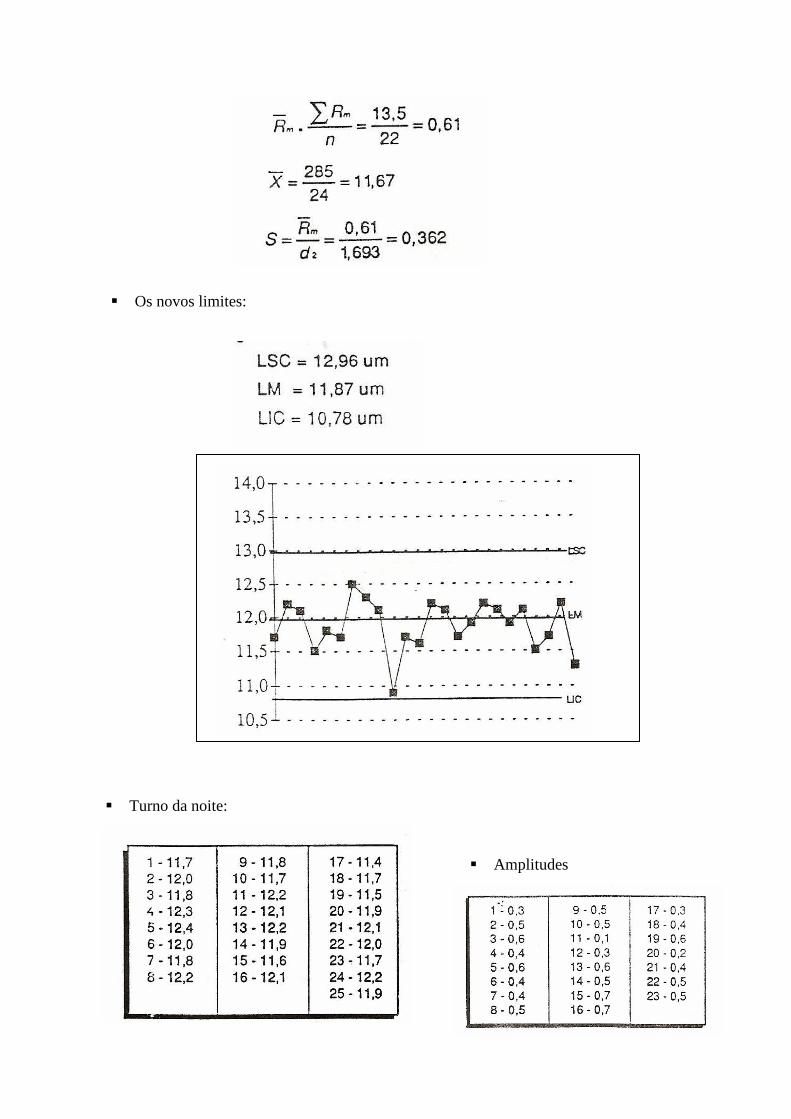
� Os novos limites:
� Turno da noite:
� Amplitudes

2. Gráficos da Média e Amplitude:
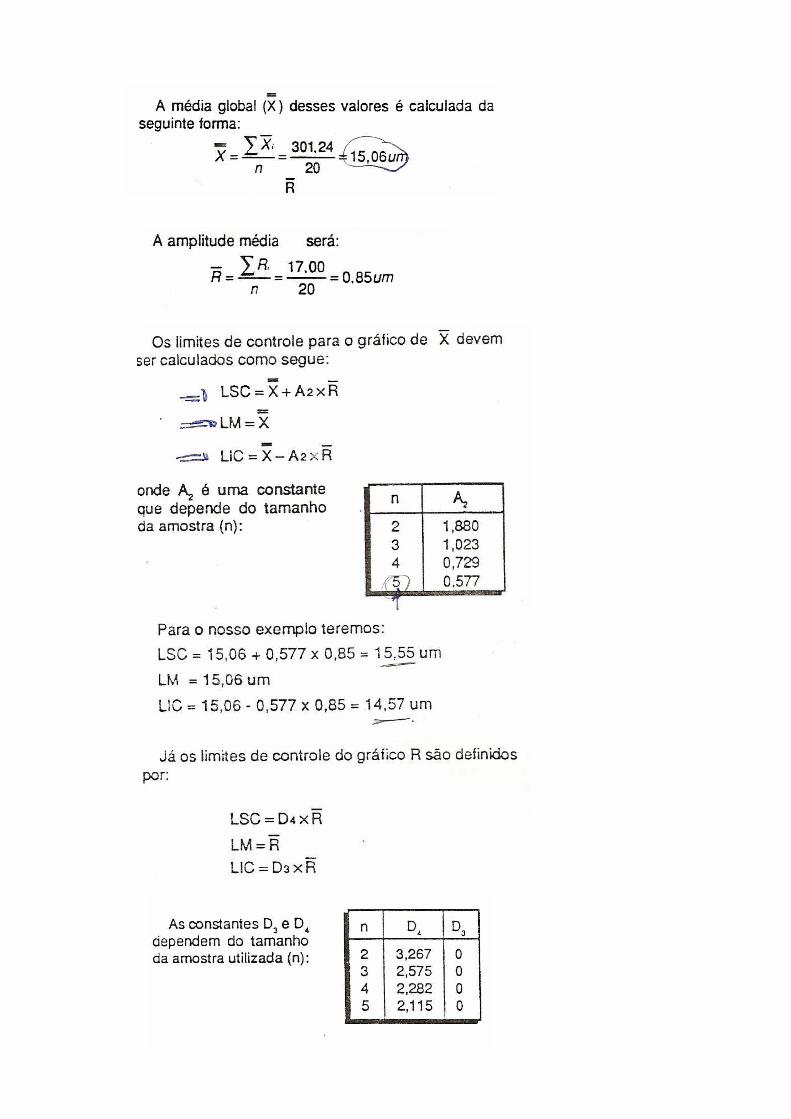

� Os limites são:

3. Gráficos da Mediana e Amplitude:

4. Gráfico Tipo p: N = 1000 peças/dia n = 100 peças/dia

Após 30 dias:
0,08 8 30 0,09 9 15 0,12 12 29 0,08 8 14 0,09 9 28 0,09 9 13 0,09 9 27 0,10 10 12 0,13 13 26 0,12 12 11 0,06 6 25 0,09 9 10 0,10 10 24 0,12 12 9 0,19 19 23 0,09 9 8 0,20 20 22 0,15 15 7 0,09 9 21 0,04 4 6 0,11 11 20 0,11 11 5 0,07 7 19 0,06 6 4 0,04 4 18 0,13 13 3 0,09 9 17 0,08 8 2 0,10 10 16 0,11 11 1
P defeitDia P defeitDi


4. CAPABILIDADE DO PROCESSO
Capacidade do processo em atender plenamente às especificações do Cliente ou da
Engenharia.
Relação entre: especificado e variabilidade do processo
A) Tipos de Capabilidade
� Capabilidade Efetiva (ou de processo)
� Capabilidade Potencial
� Mini Capabilidade
B) Índice de Capabilidade
� Índice Cpi
Se considerarmos: µ ± 3σ (existirá a possibilidade de itens fora
de especificação)
Então: faixa = µ ± 4σ
Cpi = 8σ / T
T = LSE – LIE
Cpi Processo
Cpi > 1 Incapaz; inspeção é necessária
0,75 < Cpi < 1 Capaz, porém são esperados itens fora de
especificação
Cpi ≤ 0,75 Perfeitamente capaz
� Índice Cpk
σ3X - LSE
Cpks = σ3LIE - X
Cpki =
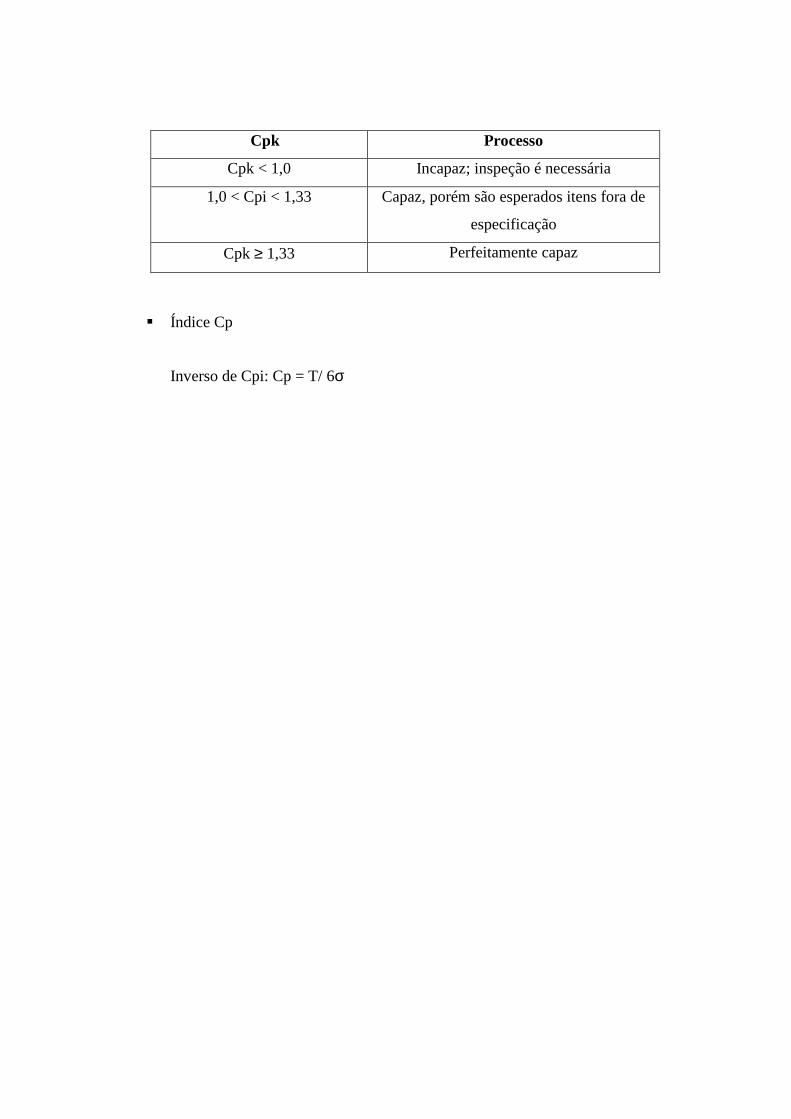
Cpk Processo
Cpk < 1,0 Incapaz; inspeção é necessária
1,0 < Cpi < 1,33 Capaz, porém são esperados itens fora de
especificação
Cpk ≥ 1,33 Perfeitamente capaz
� Índice Cp
Inverso de Cpi: Cp = T/ 6σ