cap5_mecanicacorteortogonal
DESCRIPTION
Cap. 5 do livro "Fundamentos Físicos do Corte de Metais" (ISBN 972595100-X)TRANSCRIPT
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 1/32
CAP.5
Fundamentos Físicos do Corte deMetais
Jorge Joaquim Pamies Teixeira
ISBN: 972595100-X
© EDINOVA - Edições da Universidade Nova de Lisboa
2001
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 2/32
Capítulo 5
Mecânica do Corte Ortogonal
5.1 - Introdução
O estudo sistemático e analítico sobre o corte por arranque de apara é complexo devi-do às implicações mecânicas, termodinâmicas e metalúrgicas que lhe estão subjacentes. Ainvestigação neste domínio desenvolveu-se ao longo dos tempos com uma intensidadecrescente a partir do início do século, orientando-se em múltiplas direcções seguindo apro-ximações e metodologias distintas. Nas últimas décadas a tendência empreendida foi o da
compreensão dos princípios fundamentais. Os domínios onde a investigação sobre o cortemais assenta são o da mecânica geral (leis de atrito e comportamento mecânicos dos mate-riais) e da termodinâmica (geração e transmissão de calor).
Daremos uma breve história cronológica citando os nomes ligados aos diferentesestudos, para que o leitor possa ter uma indicação do desenvolvimento progressivo dainvestigação no corte por arranque de apara.
1760 – R. Reynolds (Reino Unido). Considera-se o inventor da primeira máquina fer-ramenta; construiu um cilindro de uma bomba para um carro de bombeiros. Descreveuminuciosamente a máquina projectada e a sua utilização.
1776 – J. Watt (Reino Unido). Projectou a máquina a vapor. Um dos problemas
fundamentais mencionados era o mandrilamento do cilindro de forma a que o pistão(que também deveria ser maquinado) tivesse um ajustamento deslizante com a vedaçãonecessária, situação que não foi conseguida.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 3/32
86 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
1776-1780 – J. Wilkinson (Reino Unido). Foi considerado o inventor da primeiramandriladora horizontal, justamente a utilizada para maquinar os conjuntos cilindro-pistãoestanques ao vapor. Foi esta máquina que permitiu a J. Watt a construção da primeira
máquina a vapor. Por esta razão esta foi considerada a primeira máquina ferramenta defacto e com ela nasce a necessidade de teorias, ensaios e experimentação sobre o corte demetais.
1799 – Lord Rumford (Reino Unido). Apresentou uma memória à Academia Real deLondres sobre as observações efectuadas durante a maquinação de canhões de bronze nointerior de um calorímetro. Foi o primeiro estudo científico efectuado sobre o corte dosmetais.
1851 – M. Coquilhat (Bélgica). Descreveu as experiências sobre a resistência àmaquinação na furação e sobre a energia necessária para a remoção de uma quantidadedeterminada de material. De facto, foi a primeira alusão ao que hoje se conhece por ener-
gia específica de corte.1860 – T. Joessel (França). No Arsenal da Marinha de Indret efectuou experiências deoptimização das condições de corte (ângulos, ferramentas, velocidades e avanços) utili-zando como critério a relação entre a remoção de material e a potência absorvida.
1870 – J. Time (Rússia). Foi autor da primeira publicação sobre os mecanismos deformação de apara onde supôs a existência de planos de corte; a sua obra, Memoire sur lerabotage des metaux, foi apresentada em 1877 na Academia das Ciências de San Peters-burgo.
1873 – E. Harting (Alemanha). Publicou um livro que continha várias tabelas comdados sobre a potência para a maquinação de diversos materiais. Estes dados tiveram umagrande difusão e perduraram durante bastantes anos.
1873 – H. Tresca (França). Com uma aproximação análoga à de Time publicou osresultados dos seus estudos sobre a maquinação em limadores.
1881 – A. Mallock (Reino Unido). Foi o primeiro a ter a intuição de considerar a for-mação da apara como o resultado de uma deformação plástica por escorregamento nosplanos de corte e realçou a importância do atrito na face de ataque. Constatou também quea utilização de fluidos de corte reduzia de forma notável o coeficiente de atrito e influen-ciava sobremaneira a inclinação do plano de corte. Porém, ao considerar o ângulo de saídada apara (ângulo de ataque da ferramenta) encontrou dificuldades de consistência nas suasinvestigações. Foi também muito eficaz na busca de razões da instabilidade do processo decorte que normalmente levam a vibrações nefastas da ferramenta (chatter); note-se que as
suas reflexões conservam uma validade surpreendente que estão contidas nas teorias aindahoje consagradas.1892 – A. Haussner (Áustria). Descreveu pela primeira vez a aresta postiça de corte
na maquinação a baixa velocidade.1893 – K. A. Zvorykin (Rússia). Publicou em Moscovo um estudo sobre as forças de
maquinação, dirigindo a sua atenção para aspectos geométricos da apara.1896 – Z.A. Briks (Rússia). Tal como Zvorykin dirigiu a sua investigação para os
aspectos da deformação plástica na apara. Os estudos de Briks e Zvorykin encerram hipó-teses que ainda hoje são válidas e que concordam com os resultados experimentais, porémnão se constituíram em nenhuma teoria sistemática ligando os diferentes aspectos funda-mentais, designadamente os parâmetros de corte.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 4/32
MECÂNICA DO CORTE ORTOGONAL 87
1896 – G. Herrman (Alemanha). O seu esforço dirigiu-se para o efeito dos ânguloscaracterísticos das ferramentas e respectiva sua influência sobre a formação da apara; osseus estudos permitiram predizer uma série de resultados obtidos posteriormente.
1900 – F. Reuleaux (Alemanha). Propôs uma teoria que infelizmente teve grandedifusão e provocou uma distorção na interpretação do fenómeno do arranque de apara.Com efeito, supôs que a ferramenta era comparável a uma cunha a penetrar a madeira eque a aresta de corte não tinha contacto com o material em consequência da fenda que seformaria.
1901 – F. Kick (Alemanha). Duvidando da teoria de Reuleaux, quis verificar a suavalidade e chegou a uma conclusão totalmente oposta: não há formação de fenda na for-mação da apara, sendo o fenómeno consequência da deformação plástica em sucessivosplanos de corte, como já havia sido previsto por Time trinta anos antes. Mesmo assim, ashipóteses de Reuleaux (considerado uma autoridade na matéria) prevaleceram durante bas-
tantes anos; em 1924 Kingsbury validou os resultados de Kick como se verá adiante.1902 – C. Codron (França). Fez ensaios sobre as forças de corte e sua medição emfuração.
1906 – W. Rosenhain (Reino Unido). Com trabalho coincidente com o de Kick, con-firmou uma vez mais que o fenómeno de arranque de apara se deve a um processo dedeformação plástica.
1907 – F.W. Taylor (EUA). Após 26 anos de pacientes e metódicas experiências, ini-cialmente com o objectivo de estudar a optimização das condições de corte, Taylor publi-cou o seu famoso estudo sobre o corte dos metais. Os seus trabalhos incluem o estudo dediferentes materiais de ferramentas em operações de torneamento de desbaste. O resultadomais espectacular resultante das normas sugeridas por Taylor foi o incremento produtivo
de 500% na Bethelem Steel Co. Graças às suas observações empíricas, oportunamente sis-tematizadas, Taylor chegou a formular alguns enunciados fundamentais que são ainda hojeas bases da mecânica do corte.
1908 – A. Wallichs (Alemanha). Fundou o Werkzeugmaschinen Laboratorium deAachen dedicado à investigação sobre o corte por arranque de apara; elaborou toda umasérie de ábacos para a indústria utilizadora de máquinas ferramentas, que proporcionavamdados de corte designadamente para torneamento e furação.
1914 - P. Denis (França)[5.2]. Entre 1914 e 1920, no Arsenal de Puteaux, estudou aduração da ferramenta em função da quantidade de apara removida entre afiamentos edefiniu a correlação entre a quantidade de apara e a velocidade de corte.
1924 – A. Kingsbury (Reino Unido). Aceitando a hipótese de Reuleaux, realizouestudos micrográficos e confirmou, de facto os resultados de Kick.
1925 - W. Rosenhain e C. Sturney (Reino Unido)[5.3]. Prosseguindo os estudos inicia-dos em 1906 ambos os autores puseram em evidência, através de técnicas metalográficas,os detalhes da estrutura da zona de deformação e do plano de corte.
1925 – G. Schlesinger (Alemanha). Na sua vasta produção de trabalho encontram-seestudos em todos os aspectos do corte por arranque de apara, incluindo medição de forçase corte e comportamento dinâmico de máquinas ferramentas.
1925 - H. Shore (EUA). Ocupou-se essencialmente de estudos relativos à determina-ção das temperaturas de corte utilizando o termopar peça-ferramenta.
1925 – K. Gottwein (Alemanha). Estudou também o problema da medição de tempe-raturas de corte utilizando termopares.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 5/32
88 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
1926 – E.G. Herbert (Reino Unido)[5.4]. Realizou diversos estudos em diferentesaspectos, designadamente em deformação plástica, influência da dureza do material dabase e temperaturas de corte.
1930 – O.W. Boston (EUA). Numa memória da ASME, intitulada “Que acontecedurante o arranque de apara”, expôs os resultados da experiência de vários anos e confi r-mou as teorias de Herbert.
1931 – F. Schwerd (Alemanha). Utilizou pela primeira vez uma máquina de filmar aalta velocidade para examinar a formação da apara; descobriu o desaparecimento da arestapostiça de corte a elevadas velocidades.
1935 – H. Ernst e M. Martellotti (EUA)[5.5]. Utilizaram também a filmagem de altavelocidade e desenvolveram um dispositivo experimental para conseguir a interrupção docorte (quick stop).
1935 – M. Kronenberg (Alemanha-EUA)[5.10] Aluno e estudante de Schlesinger, efec-
tuou importantes estudos teóricos e experimentais sobre a velocidade de corte. Foi autor deuma síntese de todos os trabalhos realizados de 1935 a 1965.1937 – V. Pijspanen (Finlândia)[5.11]. Publicou um importante estudo que pode ser
considerado como a primeira análise detalhada do processo de formação da apara, ondeexaminou qualitativamente a deformação do material em condições de corte ortogonal econcluiu que o processo de formação da apara tinha um carácter cíclico resultante doescorregamento de sucessivos planos de corte, como se tratasse de um baralho de cartas.
1941 – H. Ernst e M.E. Merchant (EUA)[5.7]. Apresentaram uma memória à ASMEque foi tão famosa como a de Taylor em 1907; esta comunicação encerrou uma era de cer-ca de 150 anos e abriram uma era verdadeiramente científica sobre a maquinação dosmetais e do corte por arranque de apara. Desde então todos os estudos e o grande númerode investigadores se têm circunscrito às teorias por eles apresentadas, cuja validade jamaisfoi contestada.
5.2 - Características das Aparas
Diversas classificações de apara têm sido propostas pelos diferentes investigadores.Uma das mais comuns, citada tanto na literatura alemã como na americana, consiste nasubdivisão em três tipos de apara:
Apara contínua
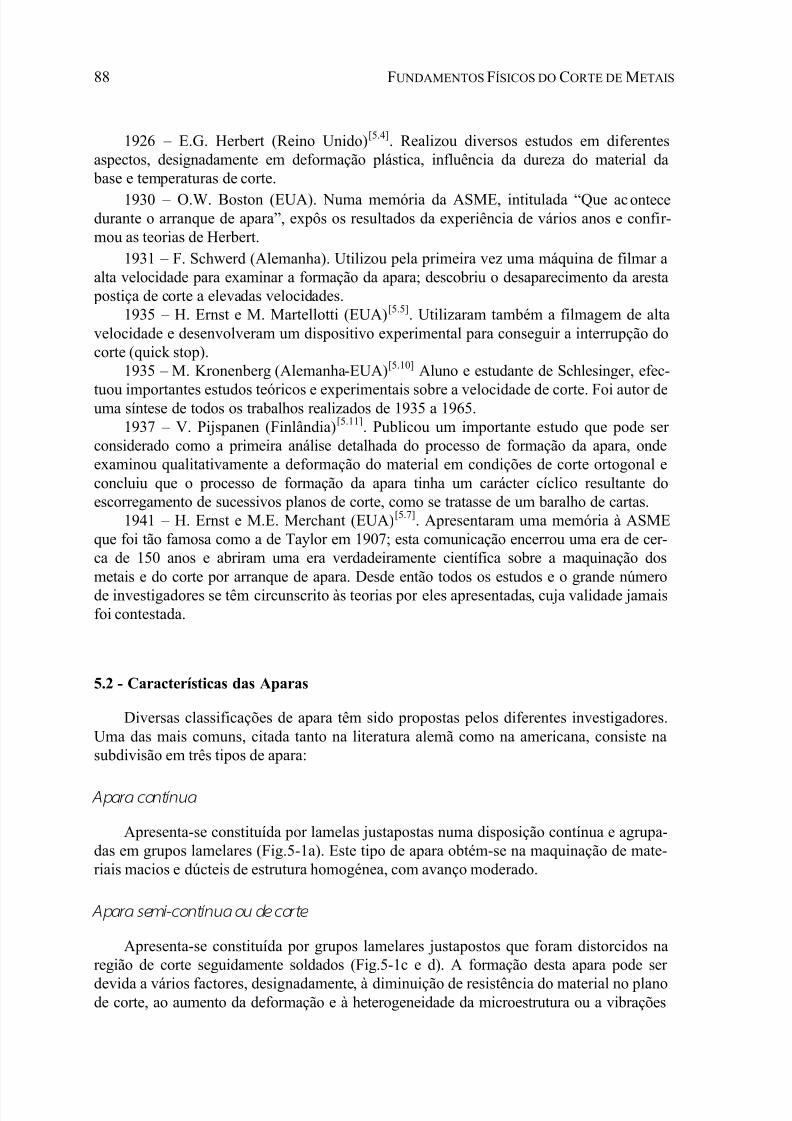
Apresenta-se constituída por lamelas justapostas numa disposição contínua e agrupa-das em grupos lamelares (Fig.5-1a). Este tipo de apara obtém-se na maquinação de mate-riais macios e dúcteis de estrutura homogénea, com avanço moderado.
Apara semi-contínua ou de corte
Apresenta-se constituída por grupos lamelares justapostos que foram distorcidos naregião de corte seguidamente soldados (Fig.5-1c e d). A formação desta apara pode ser
devida a vários factores, designadamente, à diminuição de resistência do material no planode corte, ao aumento da deformação e à heterogeneidade da microestrutura ou a vibrações
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 6/32
MECÂNICA DO CORTE ORTOGONAL 89
que conduzam a variações da espessura de apara. Ela pode ainda ocorrer em situação degrandes avanços e pequenas velocidades de corte (<100 m/min) ou ângulo de ataquepequeno.
Apara descontínua ou de rotura
Apresenta-se constituída por fragmentos arrancados da peça maquinada (Fig.5-1b).Há uma rotura completa do material em grupos lamelares (na região de corte), os quaispermanecem separados. Forma-se na maquinação de materiais frágeis, de microestruturaheterogénea, tais como o ferro fundido.
(a)(b)
Fig.5-1 Tipos de apara: (a) Apara con-tínua; (b) Apara descontínua ou de rotura;
(c) e (d) apara semi-contínua(c) (d)
5.2.1 - Formas de apara
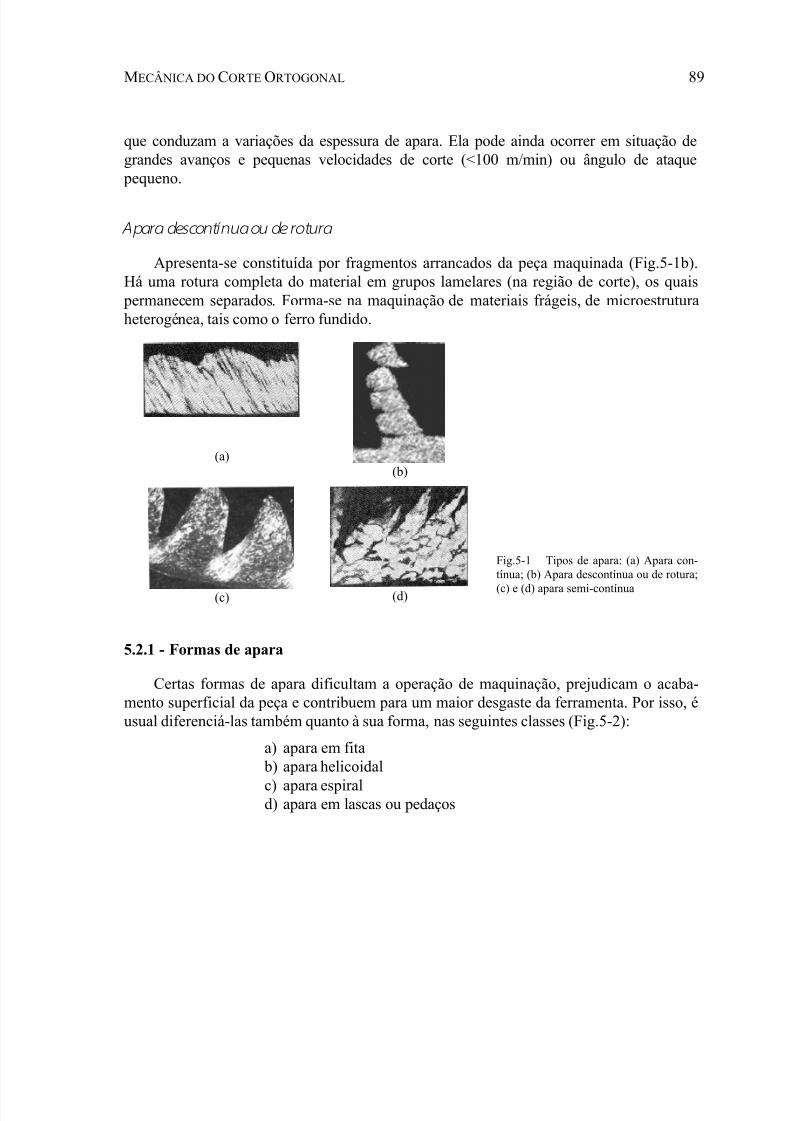
Certas formas de apara dificultam a operação de maquinação, prejudicam o acaba-mento superficial da peça e contribuem para um maior desgaste da ferramenta. Por isso, éusual diferenciá-las também quanto à sua forma, nas seguintes classes (Fig.5-2):
a) apara em fitab) apara helicoidal
c) apara espirald) apara em lascas ou pedaços
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 7/32
90 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
(a)
(b)
(c) (d
Fig.5-2 Formas de aparas: (a) apara em fita;(b) apara helicoidal;(c) apara espiral; (d) aparaem lascas
Uma apara em fita pode provocar acidentes, ocupa muito espaço e é difícil de sertransportada. Geralmente a forma de apara mais conveniente é a apara em lascas por ser amais compacta e mais facilmente manuseável.
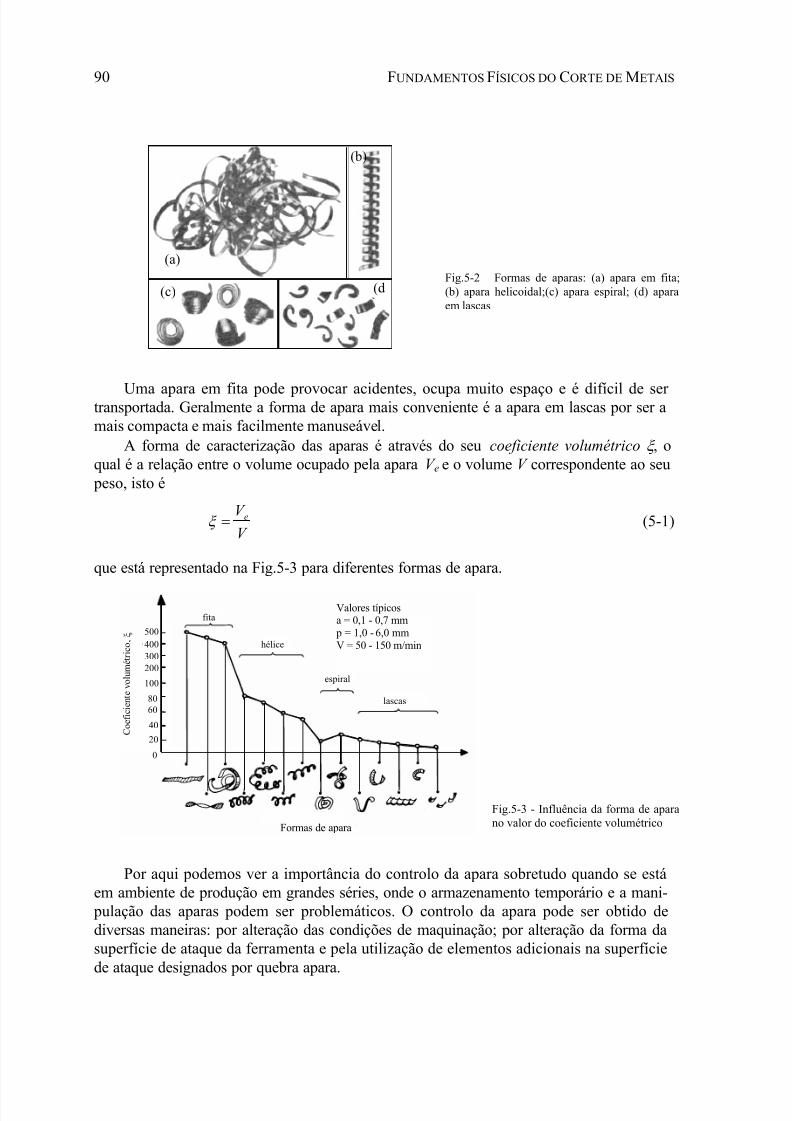
A forma de caracterização das aparas é através do seu coeficiente volumétrico , oqual é a relação entre o volume ocupado pela apara V e e o volume V correspondente ao seupeso, isto é
V
V e (5-1)
que está representado na Fig.5-3 para diferentes formas de apara.
Valores típicosa = 0,1 - 0,7 mmp = 1,0 - 6,0 mmV = 50 - 150 m/min
Formas de apara
fita
hélice
espiral
lascas
500400
C o e f i c i e n t e v o l u m é t r i c o ,
300200
100
8060
40
20
0
Fig.5-3 - Influência da forma de aparano valor do coeficiente volumétrico
Por aqui podemos ver a importância do controlo da apara sobretudo quando se estáem ambiente de produção em grandes séries, onde o armazenamento temporário e a mani-pulação das aparas podem ser problemáticos. O controlo da apara pode ser obtido dediversas maneiras: por alteração das condições de maquinação; por alteração da forma dasuperfície de ataque da ferramenta e pela utilização de elementos adicionais na superfíciede ataque designados por quebra apara.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 8/32
MECÂNICA DO CORTE ORTOGONAL 91
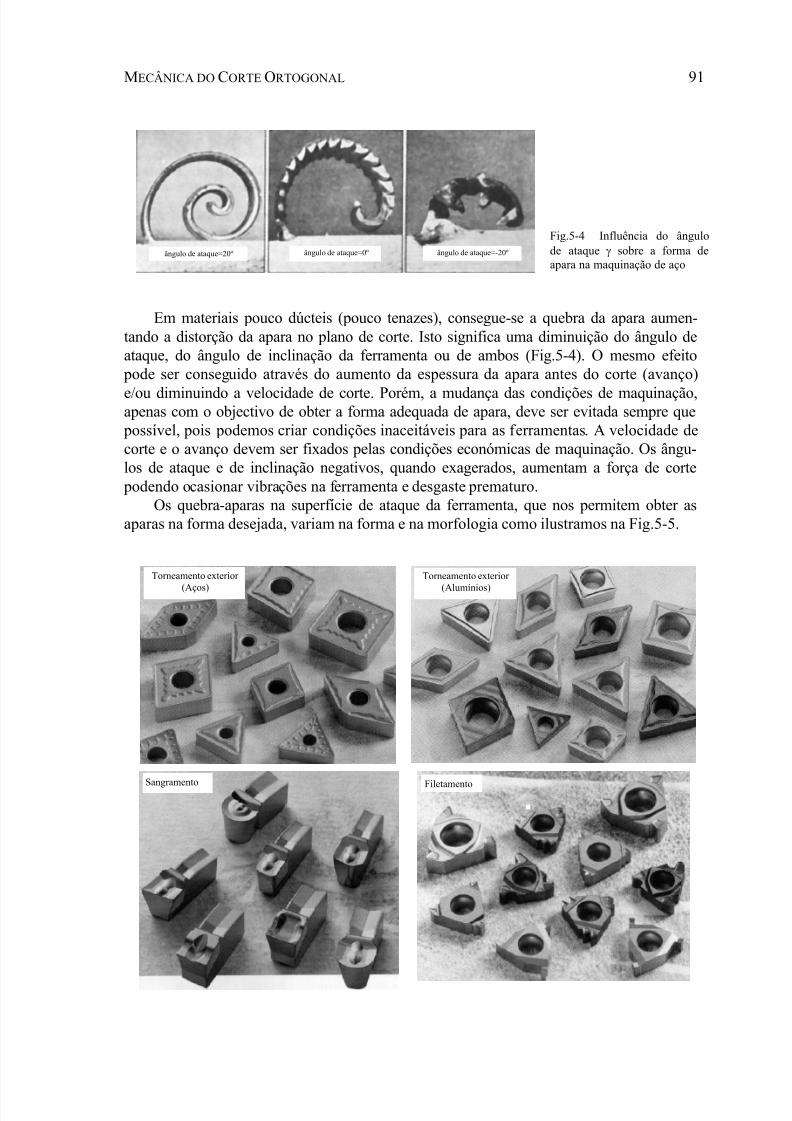
Fig.5-4 Influência do ângulode ataque sobre a forma deapara na maquinação de aço
Em materiais pouco dúcteis (pouco tenazes), consegue-se a quebra da apara aumen-tando a distorção da apara no plano de corte. Isto significa uma diminuição do ângulo deataque, do ângulo de inclinação da ferramenta ou de ambos (Fig.5-4). O mesmo efeitopode ser conseguido através do aumento da espessura da apara antes do corte (avanço)
e/ou diminuindo a velocidade de corte. Porém, a mudança das condições de maquinação,apenas com o objectivo de obter a forma adequada de apara, deve ser evitada sempre quepossível, pois podemos criar condições inaceitáveis para as ferramentas. A velocidade decorte e o avanço devem ser fixados pelas condições económicas de maquinação. Os ângu-los de ataque e de inclinação negativos, quando exagerados, aumentam a força de cortepodendo ocasionar vibrações na ferramenta e desgaste prematuro.
Os quebra-aparas na superfície de ataque da ferramenta, que nos permitem obter asaparas na forma desejada, variam na forma e na morfologia como ilustramos na Fig.5-5.
Torneamento exterior
(Aços)
Torneamento exterior
(Alumínios)
Sangramento Filetamento
ângulo de ataque=20º ângulo de ataque=0º ângulo de ataque=-20º
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 9/32
92 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
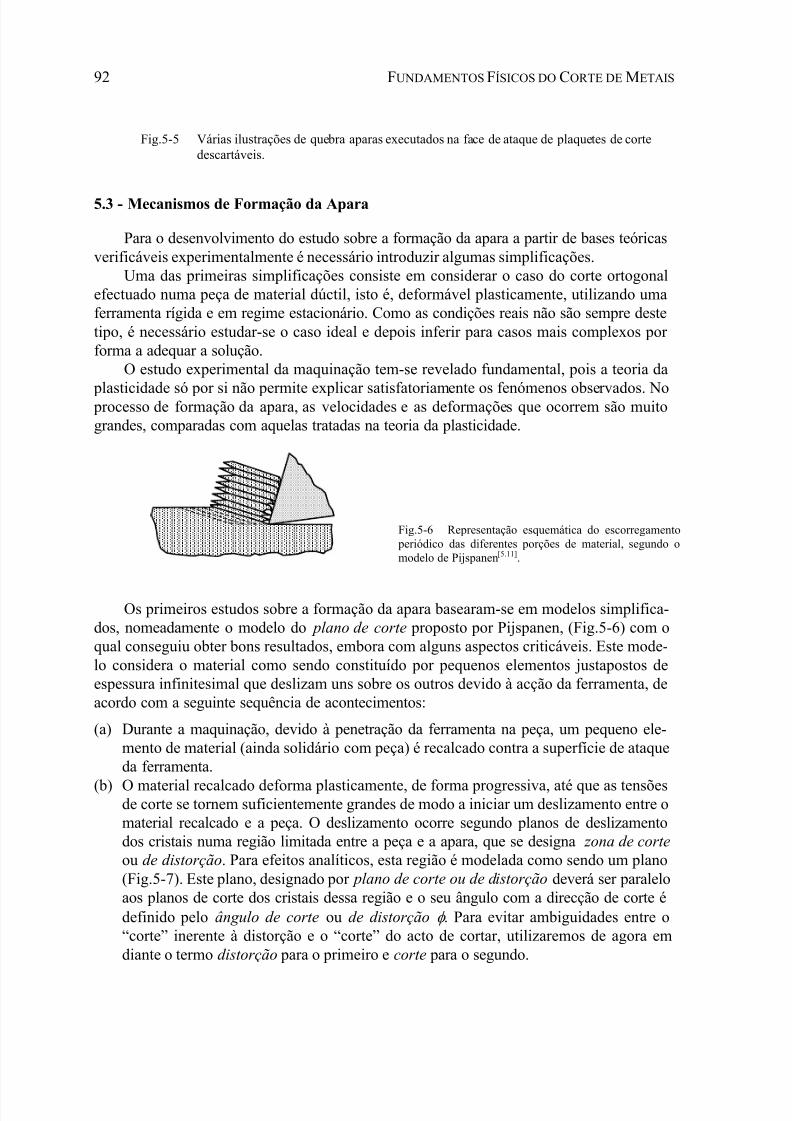
Fig.5-5 Várias ilustrações de quebra aparas executados na face de ataque de plaquetes de cortedescartáveis.
5.3 - Mecanismos de Formação da Apara
Para o desenvolvimento do estudo sobre a formação da apara a partir de bases teóricasverificáveis experimentalmente é necessário introduzir algumas simplificações.
Uma das primeiras simplificações consiste em considerar o caso do corte ortogonalefectuado numa peça de material dúctil, isto é, deformável plasticamente, utilizando umaferramenta rígida e em regime estacionário. Como as condições reais não são sempre destetipo, é necessário estudar-se o caso ideal e depois inferir para casos mais complexos porforma a adequar a solução.
O estudo experimental da maquinação tem-se revelado fundamental, pois a teoria da
plasticidade só por si não permite explicar satisfatoriamente os fenómenos observados. Noprocesso de formação da apara, as velocidades e as deformações que ocorrem são muitograndes, comparadas com aquelas tratadas na teoria da plasticidade.
Fig.5-6 Representação esquemática do escorregamentoperiódico das diferentes porções de material, segundo omodelo de Pijspanen[5.11].
Os primeiros estudos sobre a formação da apara basearam-se em modelos simplifica-dos, nomeadamente o modelo do plano de corte proposto por Pijspanen, (Fig.5-6) com oqual conseguiu obter bons resultados, embora com alguns aspectos criticáveis. Este mode-lo considera o material como sendo constituído por pequenos elementos justapostos deespessura infinitesimal que deslizam uns sobre os outros devido à acção da ferramenta, deacordo com a seguinte sequência de acontecimentos:
(a) Durante a maquinação, devido à penetração da ferramenta na peça, um pequeno ele-mento de material (ainda solidário com peça) é recalcado contra a superfície de ataqueda ferramenta.
(b) O material recalcado deforma plasticamente, de forma progressiva, até que as tensõesde corte se tornem suficientemente grandes de modo a iniciar um deslizamento entre omaterial recalcado e a peça. O deslizamento ocorre segundo planos de deslizamentodos cristais numa região limitada entre a peça e a apara, que se designa zona de corte ou de distorção. Para efeitos analíticos, esta região é modelada como sendo um plano(Fig.5-7). Este plano, designado por plano de corte ou de distorção deverá ser paraleloaos planos de corte dos cristais dessa região e o seu ângulo com a direcção de corte édefinido pelo ângulo de corte ou de distorção . Para evitar ambiguidades entre o“corte” inerente à distorção e o “corte” do acto de cortar, utilizaremos de agora em
diante o termo distorção para o primeiro e corte para o segundo.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 10/32
MECÂNICA DO CORTE ORTOGONAL 93
Zona secundária de
deformação
Zona primária de
deformação
hc
B
h
ângulo de saída
PeçaA
v
Face de ataque
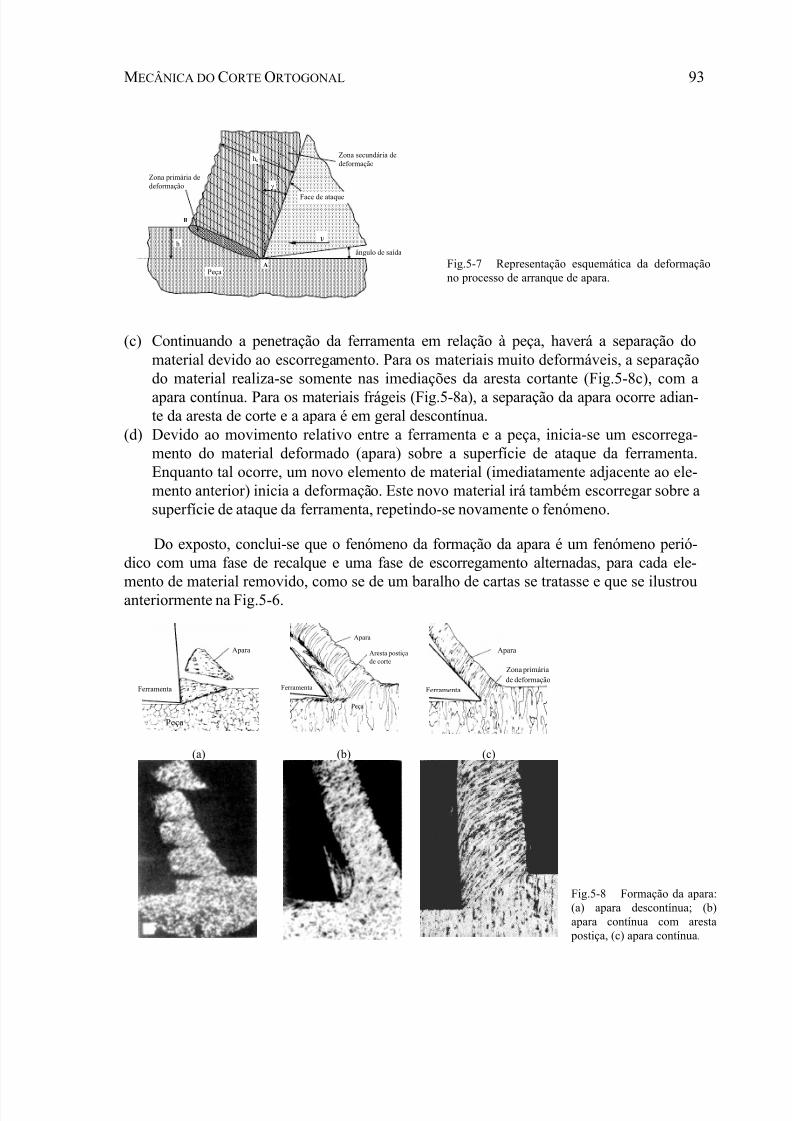
Fig.5-7 Representação esquemática da deformaçãono processo de arranque de apara.
(c) Continuando a penetração da ferramenta em relação à peça, haverá a separação domaterial devido ao escorregamento. Para os materiais muito deformáveis, a separaçãodo material realiza-se somente nas imediações da aresta cortante (Fig.5-8c), com a
apara contínua. Para os materiais frágeis (Fig.5-8a), a separação da apara ocorre adian-te da aresta de corte e a apara é em geral descontínua.
(d) Devido ao movimento relativo entre a ferramenta e a peça, inicia-se um escorrega-mento do material deformado (apara) sobre a superfície de ataque da ferramenta.Enquanto tal ocorre, um novo elemento de material (imediatamente adjacente ao ele-mento anterior) inicia a deformação. Este novo material irá também escorregar sobre asuperfície de ataque da ferramenta, repetindo-se novamente o fenómeno.
Do exposto, conclui-se que o fenómeno da formação da apara é um fenómeno perió-dico com uma fase de recalque e uma fase de escorregamento alternadas, para cada ele-
mento de material removido, como se de um baralho de cartas se tratasse e que se ilustrouanteriormente na Fig.5-6.
Ferramenta
Apara
Peça
Apara
Aresta postiça
de corte
Ferramenta
Peça
Ferramenta
Apara
Zona primária
de deformação
(a) (b) (c)
Fig.5-8 Formação da apara:(a) apara descontínua; (b)apara contínua com arestapostiça, (c) apara contínua.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 11/32
94 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
5.4 - Modelo do Corte Ortogonal
Utilizando o modelo de Pijspanen apresentado anteriormente assentaremos a nossa
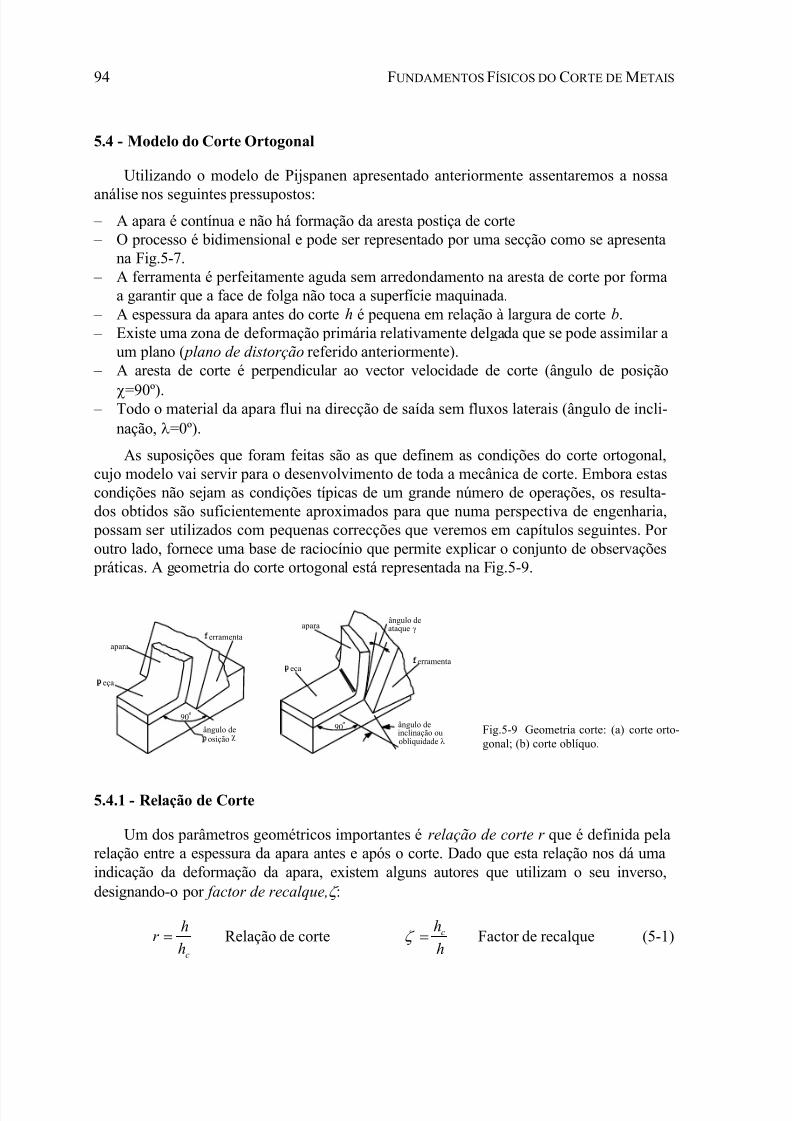
análise nos seguintes pressupostos: – A apara é contínua e não há formação da aresta postiça de corte – O processo é bidimensional e pode ser representado por uma secção como se apresenta
na Fig.5-7. – A ferramenta é perfeitamente aguda sem arredondamento na aresta de corte por forma
a garantir que a face de folga não toca a superfície maquinada. – A espessura da apara antes do corte h é pequena em relação à largura de corte b. – Existe uma zona de deformação primária relativamente delgada que se pode assimilar a
um plano ( plano de distorção referido anteriormente). – A aresta de corte é perpendicular ao vector velocidade de corte (ângulo de posição
=90º). – Todo o material da apara flui na direcção de saída sem fluxos laterais (ângulo de incli-
nação, =0º).
As suposições que foram feitas são as que definem as condições do corte ortogonal,cujo modelo vai servir para o desenvolvimento de toda a mecânica de corte. Embora estascondições não sejam as condições típicas de um grande número de operações, os resulta-dos obtidos são suficientemente aproximados para que numa perspectiva de engenharia,possam ser utilizados com pequenas correcções que veremos em capítulos seguintes. Poroutro lado, fornece uma base de raciocínio que permite explicar o conjunto de observaçõespráticas. A geometria do corte ortogonal está representada na Fig.5-9.
90º
apara
peça
ferramenta
ângulo deposição
90º ângulo deinclinação ou
ângulo deataque
ferramenta
apara
peça
obliquidade
Fig.5-9 Geometria corte: (a) corte orto-gonal; (b) corte oblíquo.
5.4.1 - Relação de Corte
Um dos parâmetros geométricos importantes é relação de corte r que é definida pelarelação entre a espessura da apara antes e após o corte. Dado que esta relação nos dá umaindicação da deformação da apara, existem alguns autores que utilizam o seu inverso,designando-o por factor de recalque, :
ch
hr Relação de corte
h
hc Factor de recalque (5-1)
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 12/32
MECÂNICA DO CORTE ORTOGONAL 95
Ferramenta
Apara
Peça
h
O
A
AB=hc
B
hc
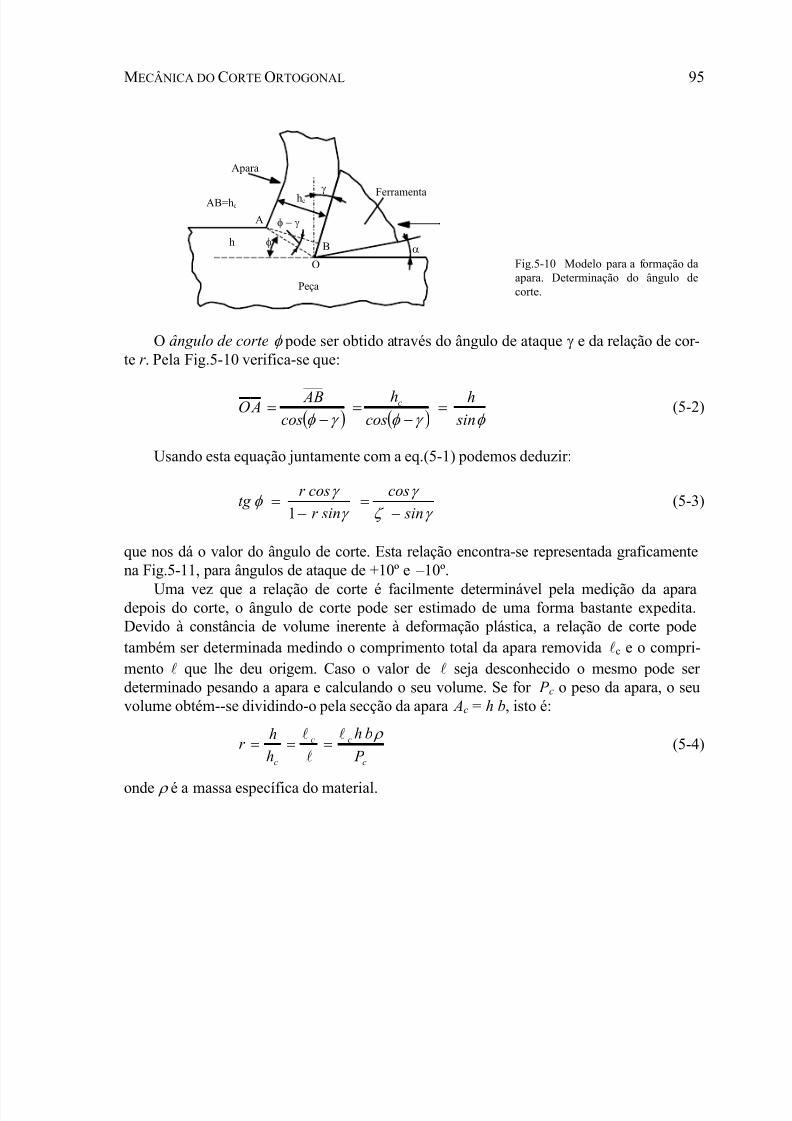
Fig.5-10 Modelo para a formação daapara. Determinação do ângulo decorte.
O ângulo de corte pode ser obtido através do ângulo de ataque e da relação de cor-te r . Pela Fig.5-10 verifica-se que:
sin
h
cos
h
cos
AB AO c
____
(5-2)
Usando esta equação juntamente com a eq.(5-1) podemos deduzir:
sin
cos
sinr
cosr tg
1(5-3)
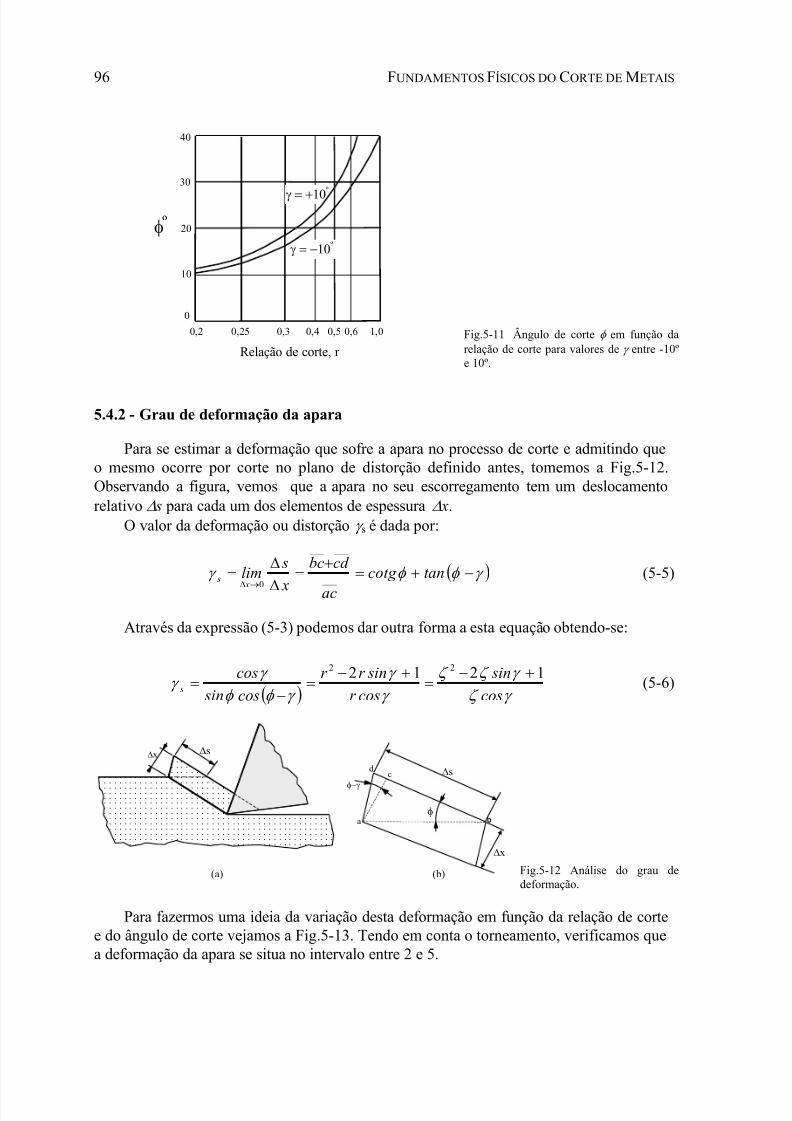
que nos dá o valor do ângulo de corte. Esta relação encontra-se representada graficamentena Fig.5-11, para ângulos de ataque de +10º e – 10º.
Uma vez que a relação de corte é facilmente determinável pela medição da aparadepois do corte, o ângulo de corte pode ser estimado de uma forma bastante expedita.Devido à constância de volume inerente à deformação plástica, a relação de corte podetambém ser determinada medindo o comprimento total da apara removida c e o compri-mento que lhe deu origem. Caso o valor de seja desconhecido o mesmo pode serdeterminado pesando a apara e calculando o seu volume. Se for Pc o peso da apara, o seuvolume obtém--se dividindo-o pela secção da apara Ac = h b, isto é:
c
cc
c P
bh
h
hr
(5-4)
onde é a massa específica do material.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 13/32
96 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
Relação de corte, r
º
º
º
Fig.5-11 Ângulo de corte em função darelação de corte para valores de entre -10ºe 10º.
5.4.2 - Grau de deformação da apara
Para se estimar a deformação que sofre a apara no processo de corte e admitindo queo mesmo ocorre por corte no plano de distorção definido antes, tomemos a Fig.5-12.Observando a figura, vemos que a apara no seu escorregamento tem um deslocamentorelativo s para cada um dos elementos de espessura x.
O valor da deformação ou distorção s é dada por:
tancotg
ac
cd bc
x
slim
___
______
x
s
0
(5-5)
Através da expressão (5-3) podemos dar outra forma a esta equação obtendo-se:
cos
sin
cosr
sinr r
cossin
coss
1212 22
(5-6)
sx
a
dc
b
(a) (b)
s
x
Fig.5-12 Análise do grau dedeformação.
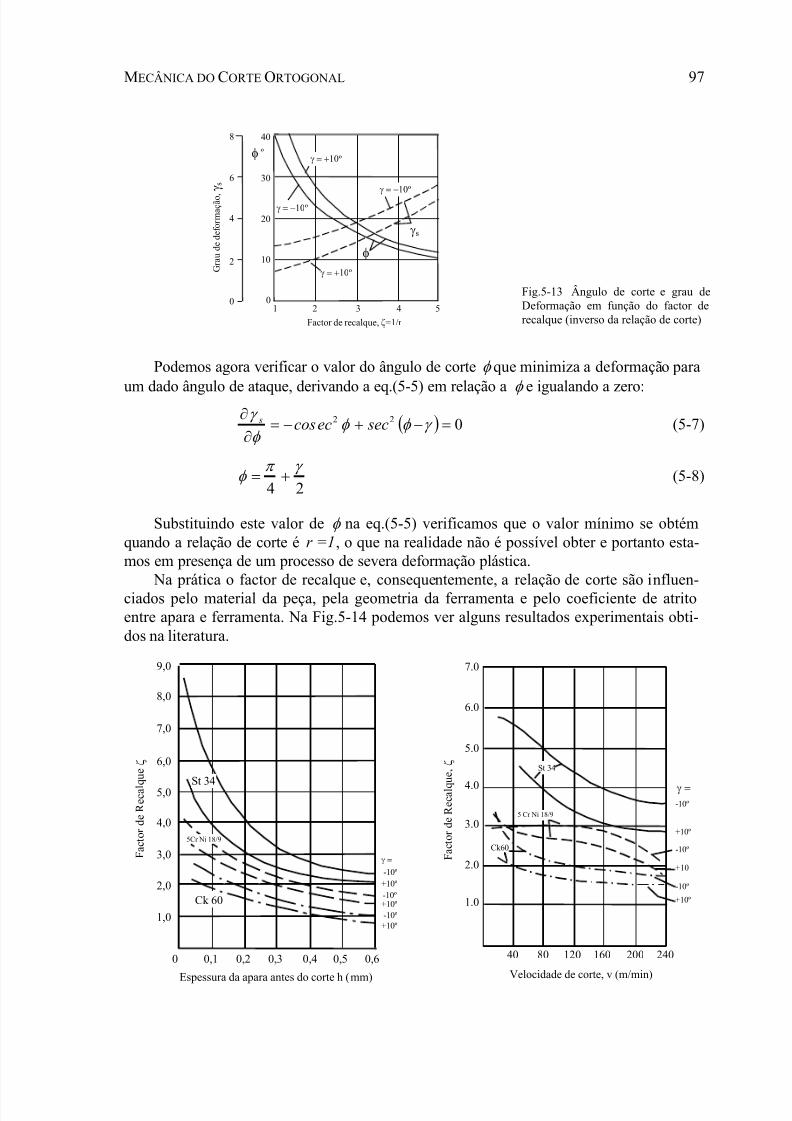
Para fazermos uma ideia da variação desta deformação em função da relação de cortee do ângulo de corte vejamos a Fig.5-13. Tendo em conta o torneamento, verificamos quea deformação da apara se situa no intervalo entre 2 e 5.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 14/32
MECÂNICA DO CORTE ORTOGONAL 97
º
Factor de recalque, =1/r
0
2
4
6
8
G r a u d e d e f o r m a ç ã o ,
s
º
º
1 2 3 4 50
10
20
30
40
s
º
º
Fig.5-13 Ângulo de corte e grau deDeformação em função do factor derecalque (inverso da relação de corte)
Podemos agora verificar o valor do ângulo de corte que minimiza a deformação para
um dado ângulo de ataque, derivando a eq.(5-5) em relação a e igualando a zero:
022
sececcoss (5-7)
24
(5-8)
Substituindo este valor de na eq.(5-5) verificamos que o valor mínimo se obtémquando a relação de corte é r =1, o que na realidade não é possível obter e portanto esta-mos em presença de um processo de severa deformação plástica.
Na prática o factor de recalque e, consequentemente, a relação de corte são influen-ciados pelo material da peça, pela geometria da ferramenta e pelo coeficiente de atritoentre apara e ferramenta. Na Fig.5-14 podemos ver alguns resultados experimentais obti-dos na literatura.
Ck 60
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
0,1 0,2 0,3 0,4 0,5 0,6
-10º+10º-10º
-10º+10º
+10º
St 34
0
5Cr Ni 18/9
F a c t o r d e R e c a l q
u e
Espessura da apara antes do corte h (mm)
5 Cr Ni 18/9
-10º
+10º
-10º
-10º
+10º
+10
80 12040 160 200 240
1.0
3.0
2.0
4.0
5.0
6.0
7.0
F a c t o r d e R e c a l q u e ,
St 34
Ck60
Velocidade de corte, v (m/min)
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 15/32
98 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
Fig.5-14 Dados recolhidos em ensaios experimentais com v=120 m/min; p=2 mm; =5º ;=60º; h=0,19 mm.
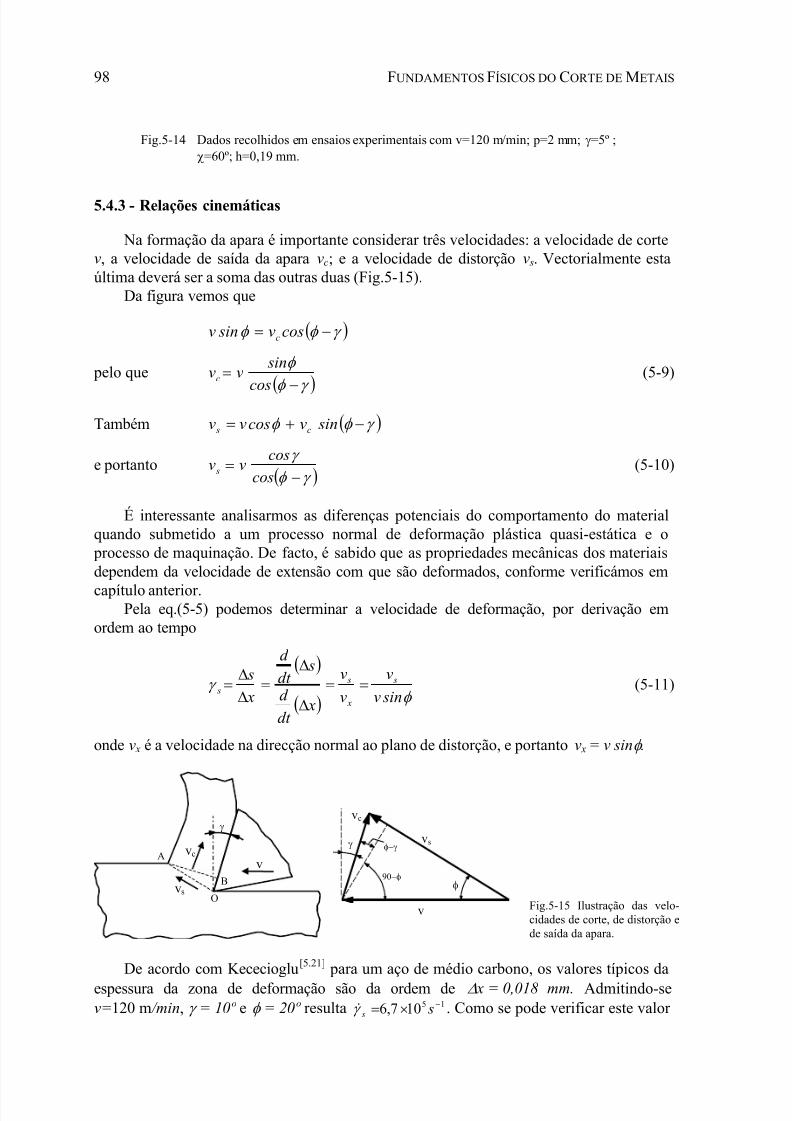
5.4.3 - Relações cinemáticas
Na formação da apara é importante considerar três velocidades: a velocidade de cortev, a velocidade de saída da apara vc; e a velocidade de distorção vs. Vectorialmente estaúltima deverá ser a soma das outras duas (Fig.5-15).
Da figura vemos que
cosvsinv c
pelo que
cos
sinvvc
(5-9)
Também sinvcosvv cs
e portanto
cos
cosvvs
(5-10)
É interessante analisarmos as diferenças potenciais do comportamento do materialquando submetido a um processo normal de deformação plástica quasi-estática e oprocesso de maquinação. De facto, é sabido que as propriedades mecânicas dos materiaisdependem da velocidade de extensão com que são deformados, conforme verificámos em
capítulo anterior.Pela eq.(5-5) podemos determinar a velocidade de deformação, por derivação em
ordem ao tempo
sinv
v
v
v
xdt
d
sdt
d
x
s s
x
s
s
(5-11)
onde v x é a velocidade na direcção normal ao plano de distorção, e portanto v x = v sin .
vvc
vs
O
A
B
vs
v
vc
Fig.5-15 Ilustração das velo-cidades de corte, de distorção ede saída da apara.
De acordo com Kececioglu[5.21] para um aço de médio carbono, os valores típicos daespessura da zona de deformação são da ordem de x = 0,018 mm. Admitindo-sev=120 m /min, = 10º e = 20º resulta 15107,6 ss . Como se pode verificar este valor
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 16/32
MECÂNICA DO CORTE ORTOGONAL 99
é extremamente grande comparado com a maioria das outras operações. Por exemplo, nosensaios normais de tracção/compressão
s é da ordem de 10-3 s-1 e nos ensaios de choques
mais rápidoss = 10
4s
-1. Além da elevada velocidade de deformação da apara, o fenóme-
no realiza-se também a uma temperatura muito elevada que torna os mecanismos dedeformação diferentes.
Destas considerações são expectáveis algumas dificuldades de correlação entre aspropriedades mecânicas recolhidas através de ensaios convencionais e as propriedades queo material exibe quando sujeito ao arranque de apara, o que será tratado no Capítulo 6.
5.4.4 - Forças na aresta de corte
Quando se realiza um corte desenvolvem-se forças na face de ataque da ferramenta
que podem ser medidas com a utilização de dinamómetros especiais concebidos para oefeito. Em geral consideramos três componentes de força: a força de corte, que é a com-ponente activa que actua na direcção de corte; a força de avanço que se exerce na direcçãode avanço, e a força de penetração ou força passiva que se exerce perpendicularmente aoplano de trabalho.
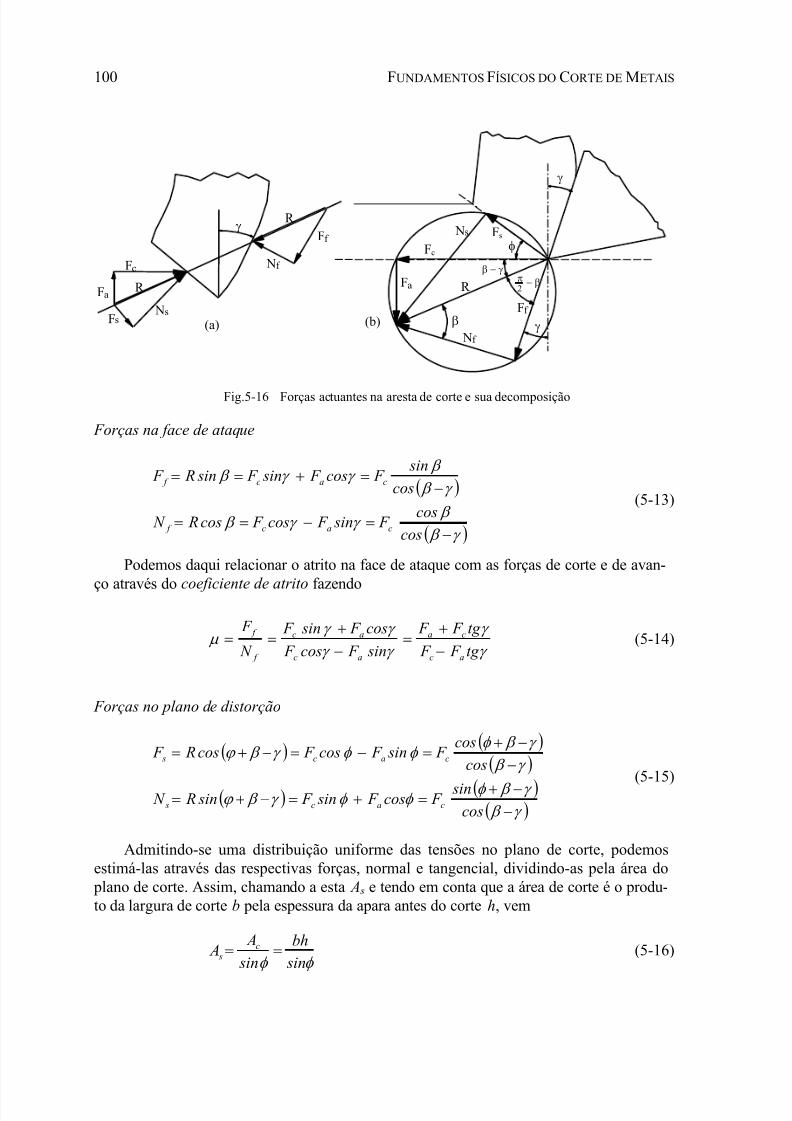
Na simplificação que estamos a fazer do corte ortogonal, desde que =90º e =0º ,não existe a componente na direcção de penetração, havendo portanto, forças apenas noplano de trabalho. Embora a força resultante se exerça algures na face de ataque, como semostra na Fig.5-16a, iremos supor que ela se exerce de facto na aresta de corte como serepresenta na Fig.5-16b.
Dado que as forças que se conseguem medir através dos dinamómetros existentes são
a força de corte e de avanço, iremos calcular todas as outras com interesse em função des-tas. Assim, a resultante pode ser decomposta em todas as direcções notáveis, o que conduzao chamado círculo de Merchant (Fig.5-16). Nesta representação podemos ver a força deatrito na face de ataque e o ângulo formado pela resultante e pela força normal à dita faceque é, por definição, o ângulo de atrito, designado por
Desta figura tiram-se, através de considerações geométricas, as seguintes relações
sin RF
cos RF
a
c (5-12)
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 17/32
100 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
Fs
Ff
Nf
Fc
Fa R
Ns
Ns
R
R
Ff
Nf
Fa
Fc
Fs
(a) (b)
Fig.5-16 Forças actuantes na aresta de corte e sua decomposição
Forças na face de ataque
cos
cosF sinF cosF cos R N
cos
sinF cosF sinF sin RF
cac f
cac f
(5-13)
Podemos daqui relacionar o atrito na face de ataque com as forças de corte e de avan-
ço através do coeficiente de atrito fazendo
tgF F
tgF F
sinF cosF
cosF sinF
N
F
ac
ca
ac
ac
f
f
(5-14)
Forças no plano de distorção
cos
sinF cosF sinF sin R N
cos
cosF sinF cosF cos RF
cacs
cacs
(5-15)
Admitindo-se uma distribuição uniforme das tensões no plano de corte, podemosestimá-las através das respectivas forças, normal e tangencial, dividindo-as pela área doplano de corte. Assim, chamando a esta As e tendo em conta que a área de corte é o produ-to da largura de corte b pela espessura da apara antes do corte h, vem
sin
hb
sin
A A c
s (5-16)

5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 18/32
MECÂNICA DO CORTE ORTOGONAL 101
sinsinbh Rsin
bhcosF sinF
A N
sincosbh
Rsin
bh
sinF cosF
A
F
ac
s
ss
ac
s
s
s
(5-17)
Usando a primeira das eq.(5-17) e as eq.(5-12) também podemos escrever:
cossinbh R s
1(5-18)
cossin
cosbhF sc
(5-19)
cossinsinbhF sa (5-20)
EXEMPLO 5.1 Num corte ortogonal realizado num aço macio, utilizou-se uma ferramenta com um ângulode ataque de 0º, com um avanço de 0,25 mm/rot e com uma profundidade de corte de 2,5 mm. Das mediçõesrealizadas apurou-se que a espessura da para era hc= 0,75 mm; F c = 950 N e F a = 475 N.Determinar:(a) O Coeficiente de atrito entre a apara e a ferramenta(b) A tensão de corte crítica do material.(c) A distorção na apara.
Solução: (a) A resolução é imediata utilizando a eq.(5-14), resultando
50950
475 ,
tgF F
tgF F
ac
ca
(b) A eq. (5-1a) dá-nos o valor relação de corte r que aplicada à eq.(5-3) nos permite calcular
330750
250 ,
,
,
h
hr
c
e portanto º , ,sinr
cosr tg 418330
1
Aplicando a eq.(5-17) obtemos
MPa ,sin , ,
,sin ,cossin
bh
sinF cosF acs 380418
25052
418475418950
(c) A distorção na apara pode ser determinada por aplicação da eq.(5-5) ou (5-6), resultando, no primeirocaso
3333332030418418 , , ,tg ,gcot tggcot s
5.4.5 - Considerações energéticas
Durante o corte por arranque de apara, a energia total por unidade de tempo (potência)será o produto F c v. Esta potência dividida pela taxa de remoção de material dá-nos a ener-gia total por unidade de volume, isto é
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 19/32
102 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
m
c
Z
vF u (5-21)
Esta energia é composta por várias parcelas:(a) A energia de distorção por unidade de volume us que é a energia de deformação plás-
tica dissipada na zona de deformação a que chamaremos energia específica de distor-ção.
(b) A energia de atrito por unidade de volume u f que é a energia dissipada pelo atrito naface de ataque da ferramenta.
(c) A energia de dobragem da apara por unidade de volume uc necessária para a flexãoplástica da apara.
(d) A energia cinética por unidade de volume necessária para acelerar a apara.(e) A energia de superfície por unidade de volume necessária para a criação da nova
superfície que se forma durante o arranque.As componentes (d) e (e) são desprezáveis nas operações de corte. A energia de
dobragem da apara uc em operações de maquinação apresenta valores típicos da ordem de5% do valor total, pelo que a podemos desprezar também. Assim, como primeira aproxi-mação restam-nos a duas componentes dominantes, ou seja
f s uuu (5-22)
Destas duas energias também se verifica que a componente de distorção us representatipicamente 75% do valor total e, tendo em conta a eq.(5-10), pode ser determinado pela
expressão
v
v
bhV
vF u ssss
s
sin (5-23)
Através da eq.(5-11) pode-se mostrar que o factor vs /v cos é o grau de distorção s eportanto
sssu (5-24)
e do mesmo modo
vbh
vF
u
c f
f (5-25)
Podemos agora verificar o balanço energético sugerido pela eq.(5-22) escrevendo:
cosbh
R
bh
F u c (5-26)
cos
coscos
bh
R
vbh
vF u ss
s (5-27)
cos
sinsin
bh
R
vbh
vF u
c f
f (5-28)
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 20/32
MECÂNICA DO CORTE ORTOGONAL 103
Por adição das eq.(5-27) e eq.(5-28) podemos facilmente verificar o resultado referido daeq.(5-22).
É conveniente fazer-se notar o resultado aparentemente paradoxal que aqui encontra-
mos. Sabemos que a energia de distorção por unidade de volume é
s
d us
0
(5-29)
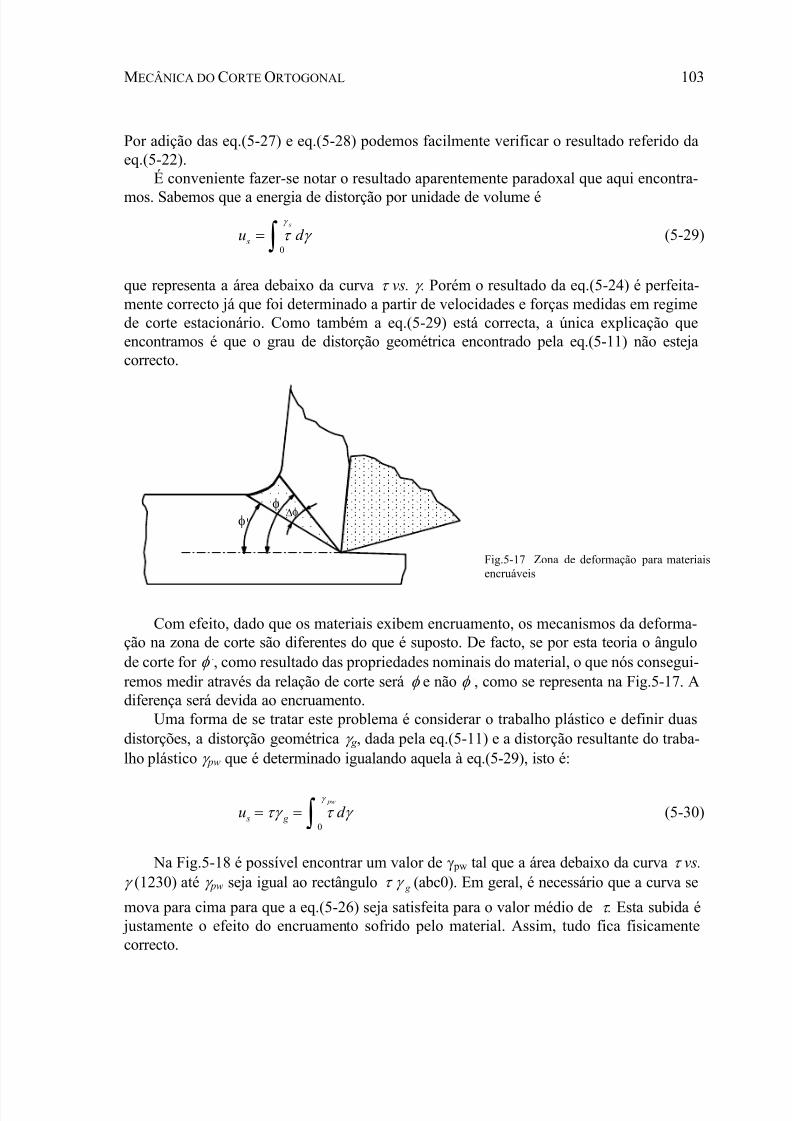
que representa a área debaixo da curva vs. . Porém o resultado da eq.(5-24) é perfeita-mente correcto já que foi determinado a partir de velocidades e forças medidas em regimede corte estacionário. Como também a eq.(5-29) está correcta, a única explicação queencontramos é que o grau de distorção geométrica encontrado pela eq.(5-11) não estejacorrecto.
'
Fig.5-17 Zona de deformação para materiaisencruáveis
Com efeito, dado que os materiais exibem encruamento, os mecanismos da deforma-ção na zona de corte são diferentes do que é suposto. De facto, se por esta teoria o ângulode corte for ‘ , como resultado das propriedades nominais do material, o que nós consegui-remos medir através da relação de corte será e não ‘ , como se representa na Fig.5-17. Adiferença será devida ao encruamento.
Uma forma de se tratar este problema é considerar o trabalho plástico e definir duasdistorções, a distorção geométrica g, dada pela eq.(5-11) e a distorção resultante do traba-lho plástico pw que é determinado igualando aquela à eq.(5-29), isto é:
pw
d u gs
0
(5-30)
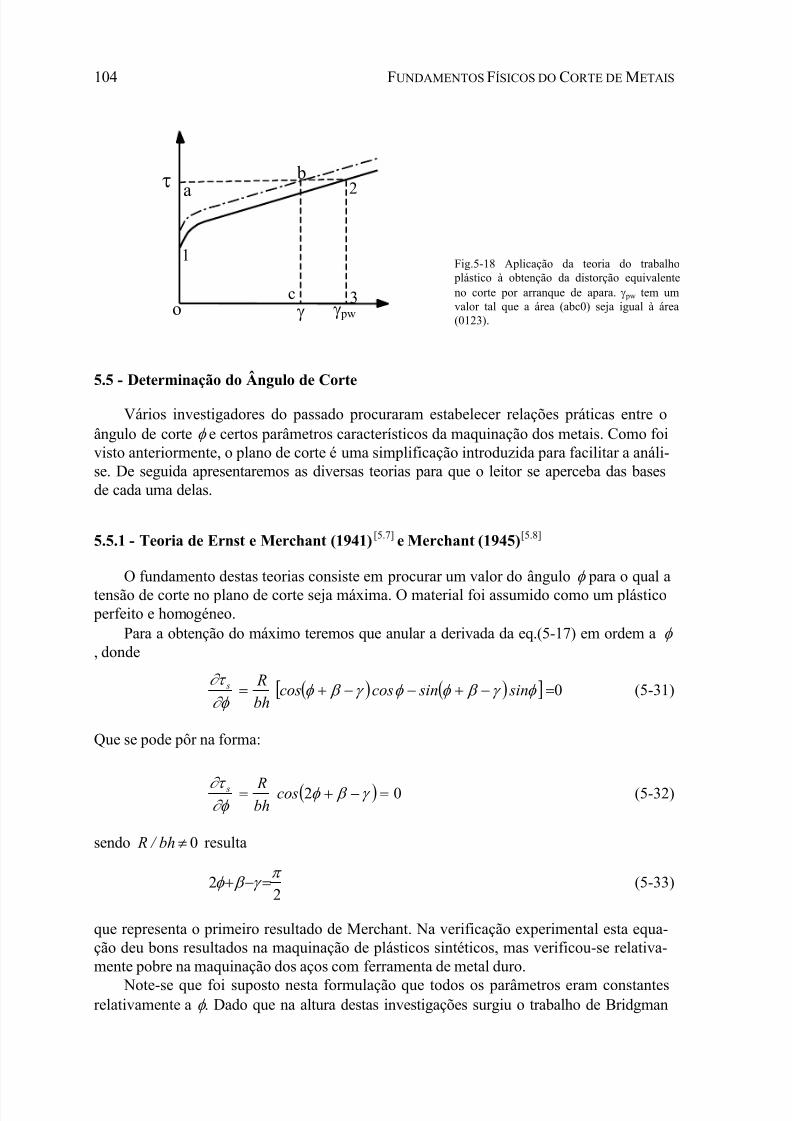
Na Fig.5-18 é possível encontrar um valor de pw tal que a área debaixo da curva vs.
(1230) até pw seja igual ao rectângulo g (abc0). Em geral, é necessário que a curva se
mova para cima para que a eq.(5-26) seja satisfeita para o valor médio de . Esta subida é justamente o efeito do encruamento sofrido pelo material. Assim, tudo fica fisicamentecorrecto.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 21/32
104 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
pw
a
b
o
1
2
3c
Fig.5-18 Aplicação da teoria do trabalhoplástico à obtenção da distorção equivalenteno corte por arranque de apara. pw tem umvalor tal que a área (abc0) seja igual à área(0123).
5.5 - Determinação do Ângulo de Corte
Vários investigadores do passado procuraram estabelecer relações práticas entre oângulo de corte e certos parâmetros característicos da maquinação dos metais. Como foivisto anteriormente, o plano de corte é uma simplificação introduzida para facilitar a análi-se. De seguida apresentaremos as diversas teorias para que o leitor se aperceba das basesde cada uma delas.
5.5.1 - Teoria de Ernst e Merchant (1941)[5.7] e Merchant (1945)[5.8]
O fundamento destas teorias consiste em procurar um valor do ângulo para o qual atensão de corte no plano de corte seja máxima. O material foi assumido como um plásticoperfeito e homogéneo.
Para a obtenção do máximo teremos que anular a derivada da eq.(5-17) em ordem a , donde
0
sinsincoscos
bh
Rs (5-31)
Que se pode pôr na forma:
02 cos
bh Rs (5-32)
sendo 0bh / R resulta
22
(5-33)
que representa o primeiro resultado de Merchant. Na verificação experimental esta equa-ção deu bons resultados na maquinação de plásticos sintéticos, mas verificou-se relativa-mente pobre na maquinação dos aços com ferramenta de metal duro.
Note-se que foi suposto nesta formulação que todos os parâmetros eram constantesrelativamente a . Dado que na altura destas investigações surgiu o trabalho de Bridgman
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 22/32
MECÂNICA DO CORTE ORTOGONAL 105
que demonstrou que a tensão crítica de corte aumentava devido ao efeito das tensões nor-mais de compressão, Merchant introduziu uma modificação consentânea com este dado.Assim, considerou
sss k 0
(5-34)
em que k representa o efeito da tensão normal sobre a tensão cortante ilustrado naFig.5-19.
arctg k
Tensão normal, s
T e n s ã o
d e c o r t e , s
Fig.5-19 Influência da tensão normal natensão de corte do material.
Das eq.(5-17) temos
tg
s
s (5-35)
que combinada com eq.(5-34) conduz a
tgk
s
s 10 (5-36)
A aplicação do princípio da energia mínima implica que o ângulo de corte deveria sertal que a força de corte fosse mínima. Assim, calculando a força de corte em função de s,teremos
cos
cos
sin
bhF s
c (5-37)
Substituindo eq.(5-36) em (5-37) teremos
tgk cossin
cosbhF
s
c 10 (5-38)
Impondo agora a condição 0
cF e trabalhando a eq.(5-38) resulta
C 2 (5-39)
com C = arctg (1/k) que recebeu o nome de constante de maquinabilidade.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 23/32
106 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
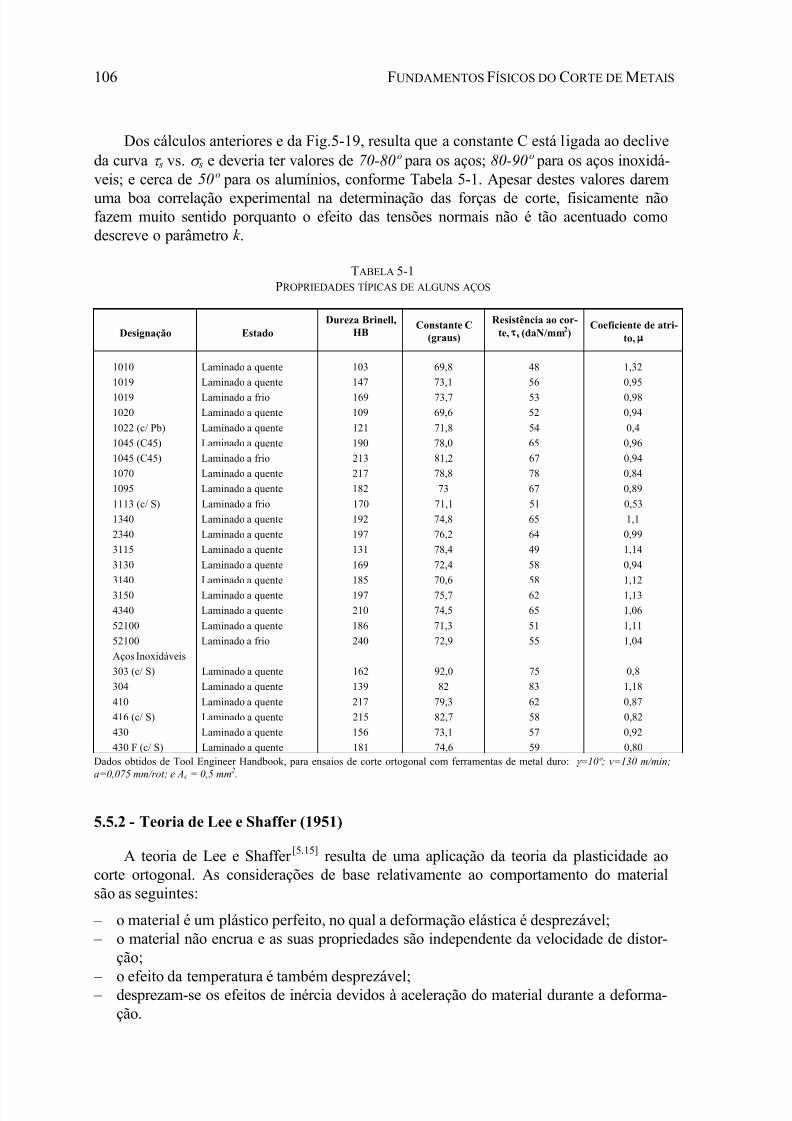
Dos cálculos anteriores e da Fig.5-19, resulta que a constante C está ligada ao decliveda curva s vs. s e deveria ter valores de 70-80º para os aços; 80-90º para os aços inoxidá-veis; e cerca de 50º para os alumínios, conforme Tabela 5-1. Apesar destes valores darem
uma boa correlação experimental na determinação das forças de corte, fisicamente nãofazem muito sentido porquanto o efeito das tensões normais não é tão acentuado comodescreve o parâmetro k .
TABELA 5-1PROPRIEDADES TÍPICAS DE ALGUNS AÇOS
Designação EstadoDureza Brinell,
HBConstante C
(graus)
Resistência ao cor-te, s (daN/mm2) Coeficiente de atri-
to,
1010 Laminado a quente 103 69,8 48 1,32
1019 Laminado a quente 147 73,1 56 0,95
1019 Laminado a frio 169 73,7 53 0,98
1020 Laminado a quente 109 69,6 52 0,94
1022 (c/ Pb) Laminado a quente 121 71,8 54 0,4
1045 (C45) Laminado a quente 190 78,0 65 0,96
1045 (C45) Laminado a frio 213 81,2 67 0,94
1070 Laminado a quente 217 78,8 78 0,84
1095 Laminado a quente 182 73 67 0,89
1113 (c/ S) Laminado a frio 170 71,1 51 0,53
1340 Laminado a quente 192 74,8 65 1,1
2340 Laminado a quente 197 76,2 64 0,99
3115 Laminado a quente 131 78,4 49 1,14
3130 Laminado a quente 169 72,4 58 0,94
3140 Laminado a quente 185 70,6 58 1,12
3150 Laminado a quente 197 75,7 62 1,13
4340 Laminado a quente 210 74,5 65 1,06
52100 Laminado a quente 186 71,3 51 1,11
52100 Laminado a frio 240 72,9 55 1,04
Aços Inoxidáveis
303 (c/ S) Laminado a quente 162 92,0 75 0,8
304 Laminado a quente 139 82 83 1,18
410 Laminado a quente 217 79,3 62 0,87
416 (c/ S) Laminado a quente 215 82,7 58 0,82
430 Laminado a quente 156 73,1 57 0,92
430 F (c/ S) Laminado a quente 181 74,6 59 0,80Dados obtidos de Tool Engineer Handbook, para ensaios de corte ortogonal com ferramentas de metal duro: =10º; v=130 m/min;
a=0,075 mm/rot; e Ac = 0,5 mm2.
5.5.2 - Teoria de Lee e Shaffer (1951)
A teoria de Lee e Shaffer[5.15] resulta de uma aplicação da teoria da plasticidade aocorte ortogonal. As considerações de base relativamente ao comportamento do materialsão as seguintes:
– o material é um plástico perfeito, no qual a deformação elástica é desprezável; – o material não encrua e as suas propriedades são independente da velocidade de distor-
ção;
– o efeito da temperatura é também desprezável; – desprezam-se os efeitos de inércia devidos à aceleração do material durante a deforma-ção.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 24/32
MECÂNICA DO CORTE ORTOGONAL 107
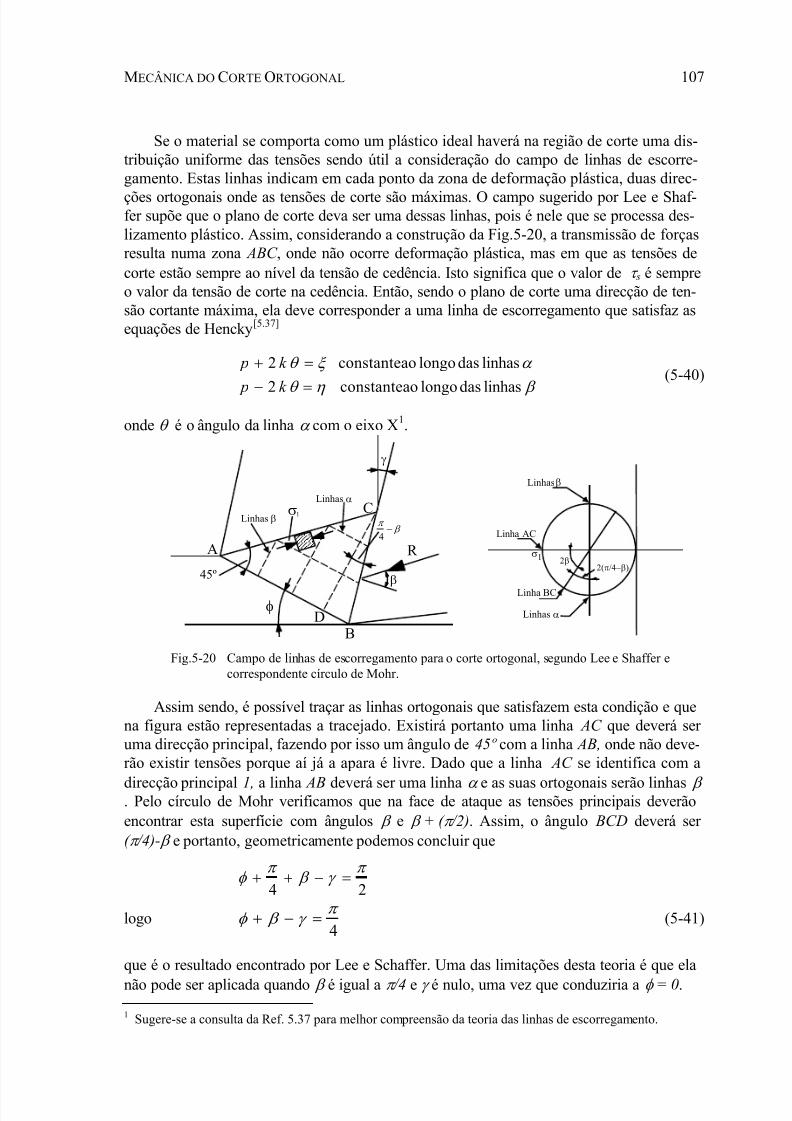
Se o material se comporta como um plástico ideal haverá na região de corte uma dis-tribuição uniforme das tensões sendo útil a consideração do campo de linhas de escorre-gamento. Estas linhas indicam em cada ponto da zona de deformação plástica, duas direc-
ções ortogonais onde as tensões de corte são máximas. O campo sugerido por Lee e Shaf-fer supõe que o plano de corte deva ser uma dessas linhas, pois é nele que se processa des-lizamento plástico. Assim, considerando a construção da Fig.5-20, a transmissão de forçasresulta numa zona ABC , onde não ocorre deformação plástica, mas em que as tensões decorte estão sempre ao nível da tensão de cedência. Isto significa que o valor de s é sempreo valor da tensão de corte na cedência. Então, sendo o plano de corte uma direcção de ten-são cortante máxima, ela deve corresponder a uma linha de escorregamento que satisfaz asequações de Hencky[5.37]
linhasdaslongoaoconstante 2
linhasdaslongoaoconstante 2
k p
k p(5-40)
onde é o ângulo da linha com o eixo X1.
45º
R
A
B
C
D
1
Linhas
Linhas
1
Linha AC
Linha BC
Linhas
Linhas
4
Fig.5-20 Campo de linhas de escorregamento para o corte ortogonal, segundo Lee e Shaffer e
correspondente círculo de Mohr.
Assim sendo, é possível traçar as linhas ortogonais que satisfazem esta condição e quena figura estão representadas a tracejado. Existirá portanto uma linha AC que deverá seruma direcção principal, fazendo por isso um ângulo de 45º com a linha AB, onde não deve-rão existir tensões porque aí já a apara é livre. Dado que a linha AC se identifica com a
direcção principal 1, a linha AB deverá ser uma linha e as suas ortogonais serão linhas . Pelo círculo de Mohr verificamos que na face de ataque as tensões principais deverãoencontrar esta superfície com ângulos e + ( /2). Assim, o ângulo BCD deverá ser( /4)- e portanto, geometricamente podemos concluir que
24
logo4
(5-41)
que é o resultado encontrado por Lee e Schaffer. Uma das limitações desta teoria é que ela
não pode ser aplicada quando é igual a /4 e é nulo, uma vez que conduziria a = 0.
1 Sugere-se a consulta da Ref. 5.37 para melhor compreensão da teoria das linhas de escorregamento.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 25/32
108 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
-30 60-20 -100
10
20
30
40
50
0 10 20 30 40 50
º
º
Aço Macio
Cobre
Chumbo
Alumínio
Estanho
Ernst e Merchant (teórico)
Lee e Schaffer (teórico)
Fig.5-21 Comparação de valores teó-ricos e experimentais do ângulo decorte. [5.27]
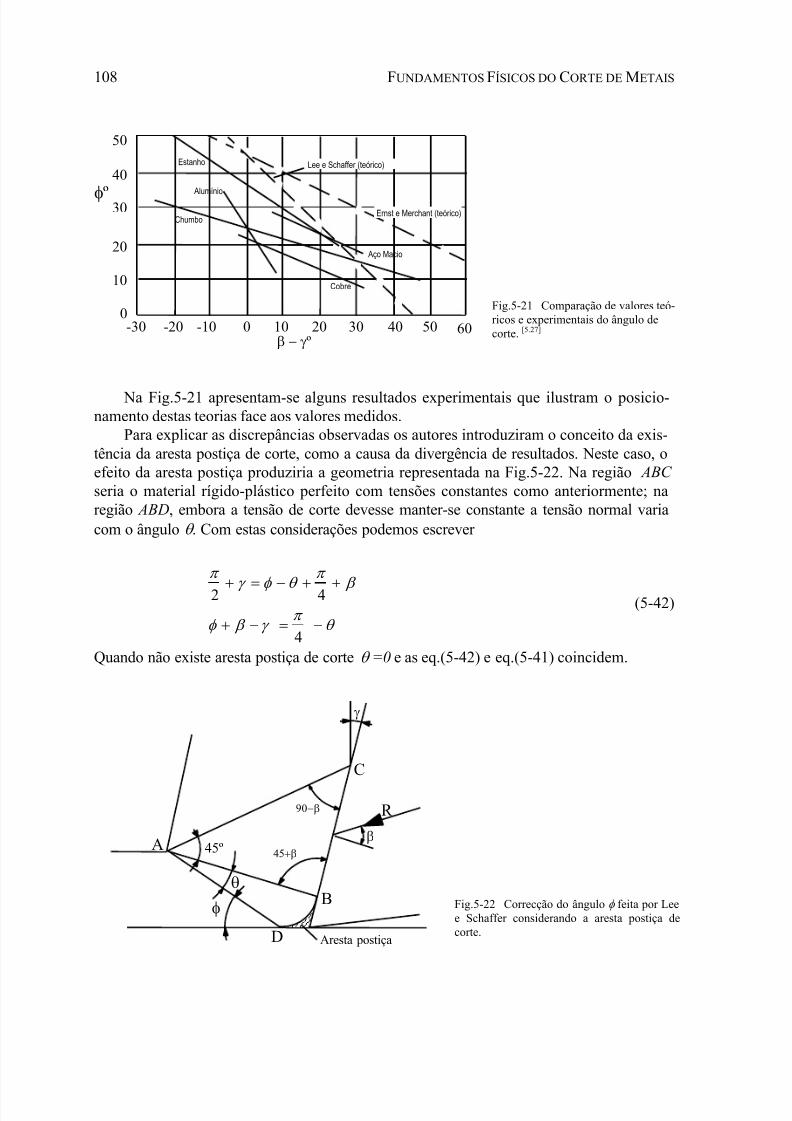
Na Fig.5-21 apresentam-se alguns resultados experimentais que ilustram o posicio-namento destas teorias face aos valores medidos.
Para explicar as discrepâncias observadas os autores introduziram o conceito da exis-tência da aresta postiça de corte, como a causa da divergência de resultados. Neste caso, oefeito da aresta postiça produziria a geometria representada na Fig.5-22. Na região ABC seria o material rígido-plástico perfeito com tensões constantes como anteriormente; naregião ABD, embora a tensão de corte devesse manter-se constante a tensão normal variacom o ângulo . Com estas considerações podemos escrever
4
42 (5-42)
Quando não existe aresta postiça de corte =0 e as eq.(5-42) e eq.(5-41) coincidem.
R
45º A
B
C
D
Aresta postiça
Fig.5-22 Correcção do ângulo feita por Leee Schaffer considerando a aresta postiça decorte.

5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 26/32
MECÂNICA DO CORTE ORTOGONAL 109
EXEMPLO 5.2 U m aço meio duro com uma tensão de corte de 400 MPa foi maquinado com uma veloci-dade de corte de 200 m/min com uma ferramenta com um ângulo de ataque de 10º, em corte ortogonal. Alargura de corte e o avanço foram, respectivamente, 2 mm e 0,2 mm. O coeficiente de atrito médio foi de 0,5.Determine: (a) O ângulo de corte; (b) A força de corte e a força de avanço; (c) A energia de distorção.
Solução: (a) Uma vez que nada é dito sobre a constante de maquinabilidade, vamos considerar a equação deMerchant eq.(5-33),
º 902 com º , ,tgarc 572650
Portanto º , ,
7362
57261090
(b) Pelas eq.(5-19) e (5-20) obtém-se a resposta necessária
N , ,cos ,sin
,sin ,F
N , ,cos ,sin
,cos ,F
a
c
128105726736736
105726400202
429105726736736
105726400202
(c) Pelas eq.(5-23) temos
MPa ,tg ,gcot u sss 73710736736400
EXEMPLO 5.3 Considere-se o problema anterior em que o material possui uma constante de maquinabili-dade de 70º e compare os resultados da equação de Merchant e os da equação de Lee e Shaffer.
Solução: Neste caso, para a equação de Merchant obtemos
º , ,C
7262
10572670
2
N , ,cos ,sin
,sin ,F
N , ,cos ,sin
,cos ,F
a
c
139105726726726
105726400202
469105726726726
105726400202
Se utilizarmos a equação de Lee e Shaffer obtemos
º , , 432810572645
Que conduz a
N , , ,cos ,sin
,sin ,F
N , ,cos ,sin
,cos ,F
a
c
513510572643284328
105726400202
45510572643284328
105726400202
que nos mostra que os resultados não diferem muito.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 27/32
110 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
5.5.3 - Outras teorias baseadas no modelo do plano de corte
- Shaw, Cook e Finnie[5.16] (1953) examinaram atentamente as relações entre o escor-
regamento e o atrito e modificaram a teoria de Lee e Schaffer, tendo concluído que o planode distorção pode não coincidir com a direcção de tensão de corte máxima, mas fazer umângulo ’ com aquela direcção. Resulta então que
4
(5-43)
Porém, esta expressão põe alguma dificuldade na aplicação do conceito de materialrígido-plástico perfeito que havia sido suposto por Lee e Schaffer, que explicámos no pon-to anterior.
A
B
C
s
c
R
R
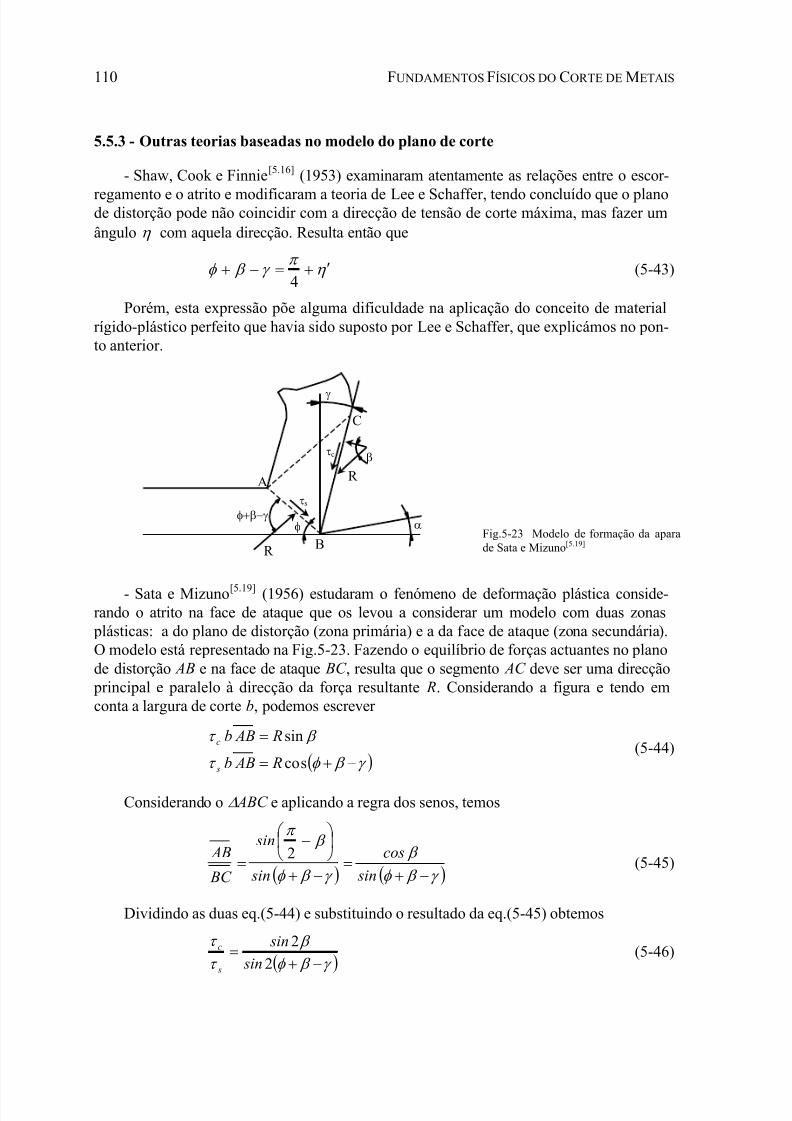
Fig.5-23 Modelo de formação da aparade Sata e Mizuno[5.19]
- Sata e Mizuno[5.19] (1956) estudaram o fenómeno de deformação plástica conside-rando o atrito na face de ataque que os levou a considerar um modelo com duas zonasplásticas: a do plano de distorção (zona primária) e a da face de ataque (zona secundária).O modelo está representado na Fig.5-23. Fazendo o equilíbrio de forças actuantes no planode distorção AB e na face de ataque BC , resulta que o segmento AC deve ser uma direcçãoprincipal e paralelo à direcção da força resultante R. Considerando a figura e tendo emconta a largura de corte b, podemos escrever
cos
sin
R ABb
R ABb
s
c (5-44)
Considerando o ABC e aplicando a regra dos senos, temos
sin
cos
sin
sin
BC
AB 2(5-45)
Dividindo as duas eq.(5-44) e substituindo o resultado da eq.(5-45) obtemos
2
2
sin
sin
s
c (5-46)
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 28/32
MECÂNICA DO CORTE ORTOGONAL 111
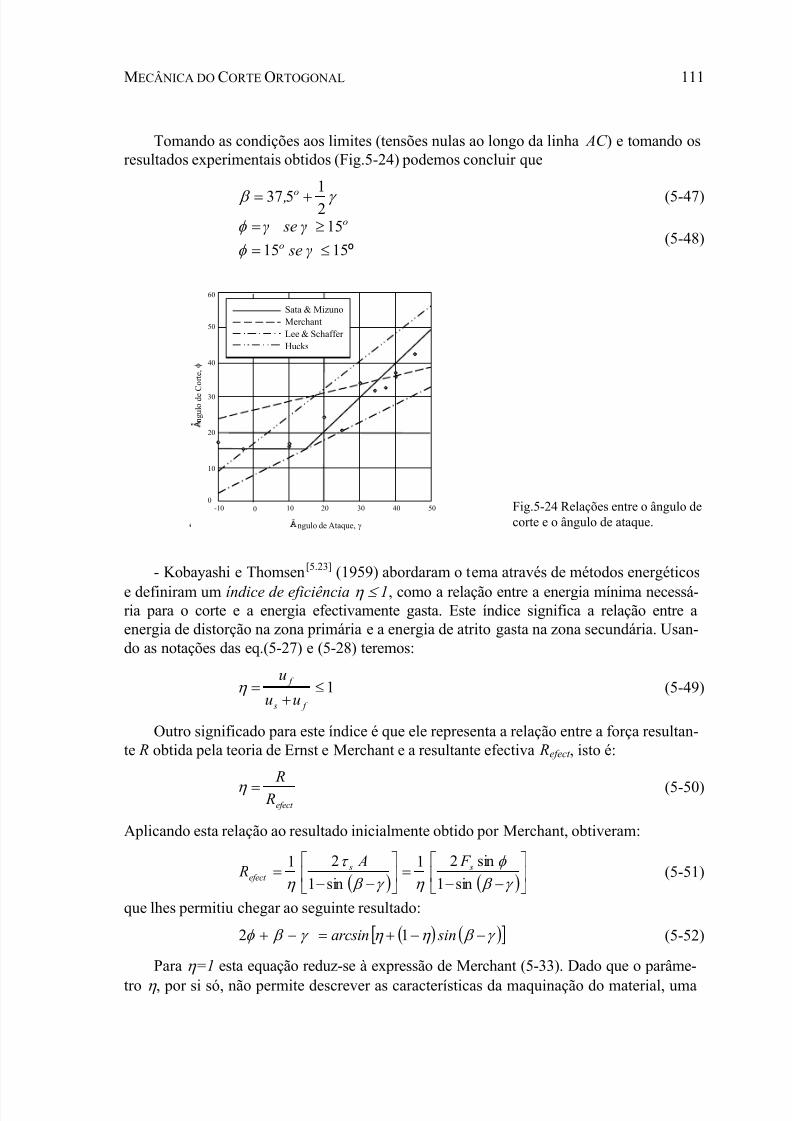
Tomando as condições aos limites (tensões nulas ao longo da linha AC ) e tomando osresultados experimentais obtidos (Fig.5-24) podemos concluir que
2
1537 º , (5-47)
º1515
15
se γº
º se γγ
(5-48)
‘
Sata & MizunoMerchantLee & SchafferHucks
50
60
0
30
20
10
0
 n g u l o d e C o r t e ,
-10 10 03020 50
Ângulo de Ataque,
0
Fig.5-24 Relações entre o ângulo decorte e o ângulo de ataque.
- Kobayashi e Thomsen[5.23] (1959) abordaram o tema através de métodos energéticos
e definiram um índice de eficiência 1, como a relação entre a energia mínima necessá-ria para o corte e a energia efectivamente gasta. Este índice significa a relação entre aenergia de distorção na zona primária e a energia de atrito gasta na zona secundária. Usan-do as notações das eq.(5-27) e (5-28) teremos:
1
f s
f
uu
u (5-49)
Outro significado para este índice é que ele representa a relação entre a força resultan-te R obtida pela teoria de Ernst e Merchant e a resultante efectiva Refect , isto é:
efect R R (5-50)
Aplicando esta relação ao resultado inicialmente obtido por Merchant, obtiveram:
sin1
sin21
sin1
21 ss
efect
F A R (5-51)
que lhes permitiu chegar ao seguinte resultado:
sinarcsin 12 (5-52)
Para =1 esta equação reduz-se à expressão de Merchant (5-33). Dado que o parâme-
tro , por si só, não permite descrever as características da maquinação do material, uma
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 29/32
112 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
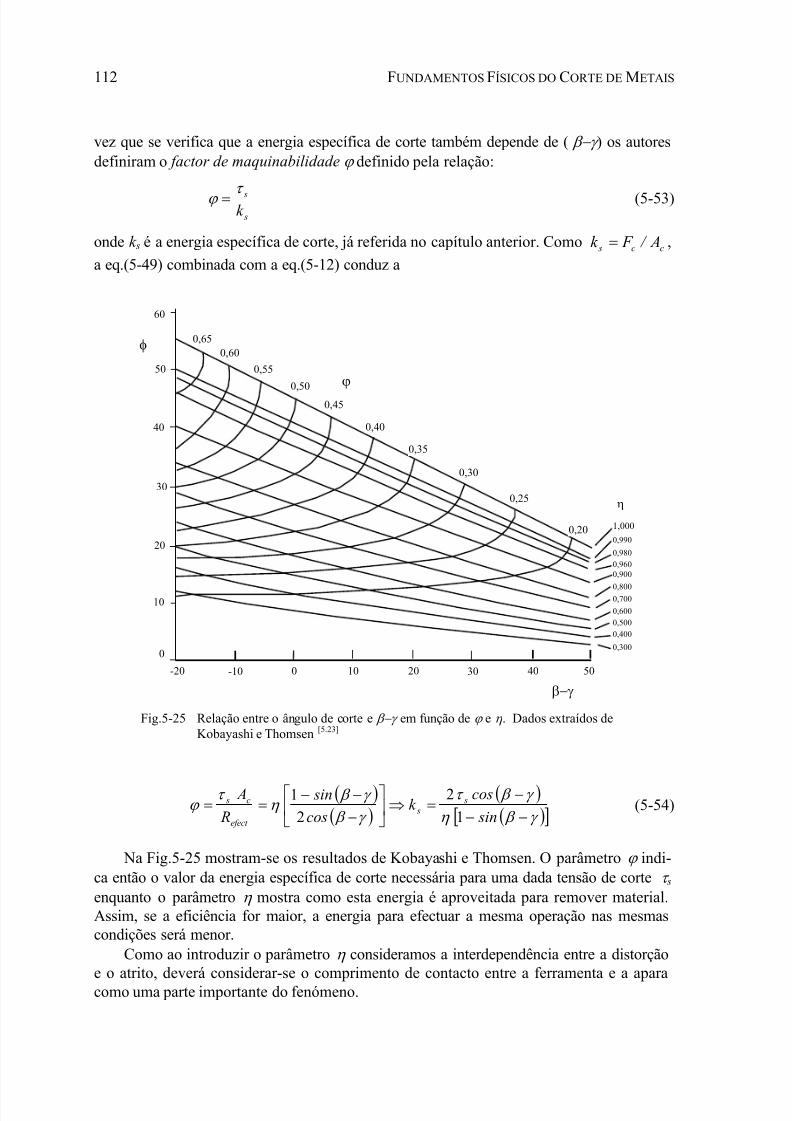
vez que se verifica que a energia específica de corte também depende de ( os autoresdefiniram o factor de maquinabilidade definido pela relação:
s
s
k (5-53)
onde k s é a energia específica de corte, já referida no capítulo anterior. Comoccs A / F k ,
a eq.(5-49) combinada com a eq.(5-12) conduz a
0,20
0,25
0,30
0,35
0,45
0,40
0,55
0,50
0,650,60
30 402010-10 0 50-20
30
40
20
10
0
50
60
1,000
0,300
0,4000,5000,600
0,7000,800
0,9000,9600,980
0,990
Fig.5-25 Relação entre o ângulo de corte e em função de e Dados extraídos deKobayashi e Thomsen [5.23]
sin
cosk
cos
sin
R
A s
s
efect
cs
1
2
2
1(5-54)
Na Fig.5-25 mostram-se os resultados de Kobayashi e Thomsen. O parâmetro indi-ca então o valor da energia específica de corte necessária para uma dada tensão de corte s enquanto o parâmetro mostra como esta energia é aproveitada para remover material.Assim, se a eficiência for maior, a energia para efectuar a mesma operação nas mesmascondições será menor.
Como ao introduzir o parâmetro consideramos a interdependência entre a distorção
e o atrito, deverá considerar-se o comprimento de contacto entre a ferramenta e a aparacomo uma parte importante do fenómeno.
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 30/32
MECÂNICA DO CORTE ORTOGONAL 113
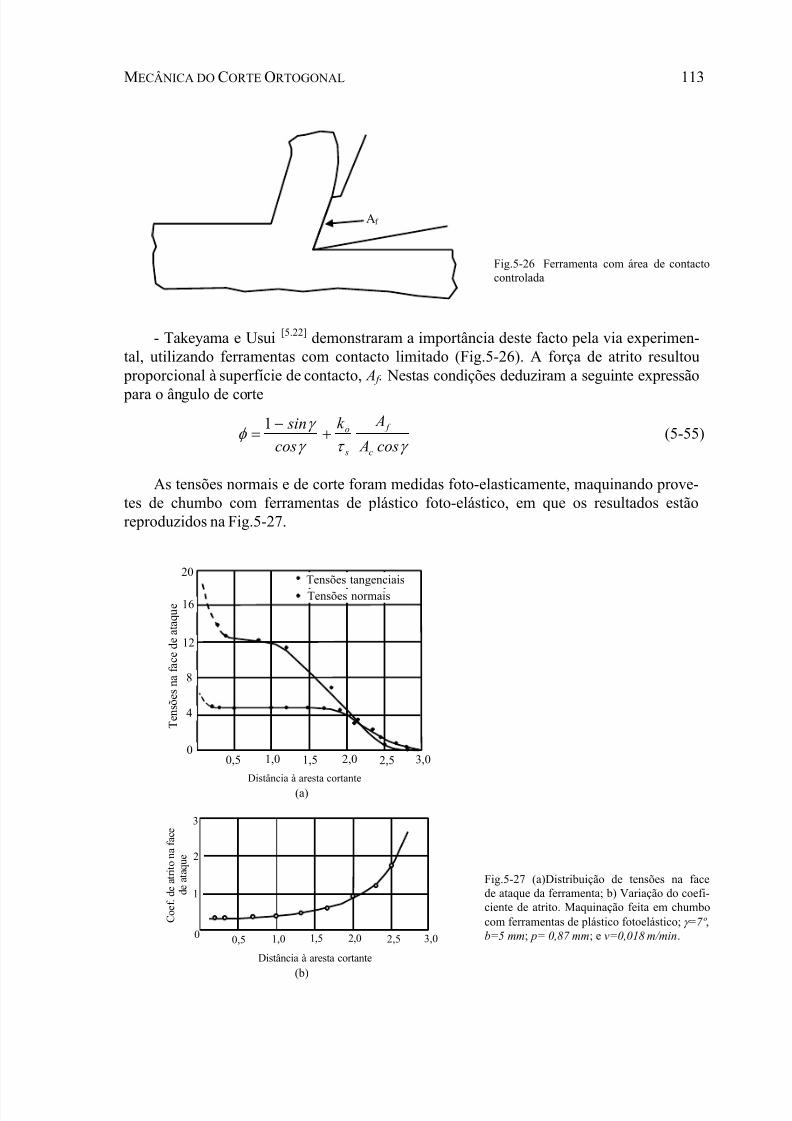
Af
Fig.5-26 Ferramenta com área de contactocontrolada
- Takeyama e Usui [5.22] demonstraram a importância deste facto pela via experimen-tal, utilizando ferramentas com contacto limitado (Fig.5-26). A força de atrito resultouproporcional à superfície de contacto, A f . Nestas condições deduziram a seguinte expressão
para o ângulo de corte
cos A
Ak
cos
sin
c
f
s
o
1
(5-55)
As tensões normais e de corte foram medidas foto-elasticamente, maquinando prove-tes de chumbo com ferramentas de plástico foto-elástico, em que os resultados estãoreproduzidos na Fig.5-27.
0,5 1,0 1,5 2,0 2,5 3,0
20
16
12
8
4
0
Tensões normaisTensões tangenciais
T e n s õ e s n a f a c e d e a t a q u e
Distância à aresta cortante (a)
Fig.5-27 (a)Distribuição de tensões na facede ataque da ferramenta; b) Variação do coefi-ciente de atrito. Maquinação feita em chumbocom ferramentas de plástico fotoelástico; =7º ,b=5 mm; p= 0,87 mm; e v=0,018 m/min.0,5 1,0 1,5 2,0 2,5 3,00
1
2
3
Distância à aresta cortante
C o e f . d e a t r i t o n a f a c e
d e a t a q u e
(b)
5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 31/32
114 FUNDAMENTOS FÍSICOS DO CORTE DE METAIS
As conclusões apresentadas sugerem, que para a melhoria do desempenho no corte, aárea de contacto deve ser reduzida. Assim, explica-se também a melhoria observada com oaumento do ângulo de ataque que, como vimos no Capítulo 4, favorece a redução da refe-
rida área.
REFERÊNCIAS5.1 Taylor, F.W., On the art of cutting metals, Trans, ASME, vol.28, 31-350, 1907.5.2 Denis, P., Organisation Scientifique de l’usinage, Ed. Dunod, 1920. 5.3 Rosenhain, W. e Sturney, A.C., Cutting tools research report on flow and rupture of metals during cut-
ting, Engineering, vol.119, p.151, 1925.5.4 Herbert, E.G., The measurement of cutting temperature, Proc. Inst. Mech. Eng., vol.I, p-289, 1926.5.5 Ernst, H. e Martellotti, M., The formation and function of the built-up edge, Mech. Eng., p.482, 1935.5.6 Ernst, H., Physics of metal cutting, ASM Paper, on machining of metals, Cleveland, 1938.5.7 Ernst, H. e M.E. Merchant, Chip Formation, Friction and High Quality Machined surfaces, artigo re-
tirado de Surface Treatment of Metals, American Society for Metals, vol.29, p299, 19415.8 Merchant, M.E., Mechanics of the metal cutting process, J. Appl. Phys., vol. 16, p.267, 1945.5.9 Merchant, M:E. e Zlatin, N., New methods of analysis of machining processes, Experimental stress
analysis, vol.III, nº2, 1946.5.10 Kronenberg, M., Machining Science and Applications, Pergamon Press, Oxford, 1966.5.11 Pijspanen, V. Theory of formation of metal chips, J. of Appl. Phys, vol.19, 876-881, 1948.5.12 Field, M. e Merchant, M.E., Mechanics of formation of the discontinuous chip during metal cutting,
Trans. ASME, no. 5, 71, 1949.5.13 – Machining theory and practice, American Society for Metals, Cleveland.5.14 G.V. Stabler, The Fundamental Geometry of Cutting Tools, Proc. IME, vol. 165, p.14, 1951.5.15 Lee, E.H. e Schooner, B.W., The theory of plasticity applied to a problem of machining, J. Appl.
Mech., Trans. ASME, vol.73, p-405, 1951.5.16 Shaw, M.C., Cook, N.H. e Finnie, I., The shear angle relationship in metal cutting, Trans. ASME, vol.
75, p.273, 1953.5.17 Cook, N.H. Finnie, I. e Shaw, M.C., Discontinuous chip formation, Trans. ASME, vol.76, p.153, 1955.5.18 Shaw, M.C., Metal Cutting Principles, MIT Press, Cambridge (Mass.), 1955.5.19 Sata, T. Mizuno, M., Friction process on cutting tool and cutting mechanism, Trans. JSME, vol.21,
p.416, 1955.5.20 Finnie, I., A review of metal cutting theories of the past hundred years, Mechanical Engineering,
vol.78, 715-721, 1956.5.21 Kececioglu, D., Shear strain rate in metal cutting and its effect on shear flow stress, Trans. ASME,
vol.80, 158, 1958.5.22 Takeyama, H. e Usui, E., The effect of tool-chip contact area in metal machining, ASME Memoria, 57-
A-45, Mech. Eng., vol.80, 109, 1958.5.23 Kobayashi, S. e Thomsen, E.G., Some observations on the shearing process in metal cutting, Trans
ASME, J. of Eng. for Ind., vol.81, p.251, 1959.5.24 Chao, B.T. e Trigger, K.J., Controlled contact cutting tools, Trans. ASME, J. of Eng. for Ind., 81,
p.139, 1959.
5.25 Albrecht, P., New development in theory of the metal cutting process, Trans. ASME, J. of Eng. for Ind.,83, p.557, 1961.5.26 Kobayashi, S. e Thomsen, E.G., Metal cutting analysis I,II , ASME Memoria, 61-Prod. 1-2, 1961.

5/11/2018 Cap5_MecanicaCorteOrtogonal - slidepdf.com
http://slidepdf.com/reader/full/cap5mecanicacorteortogonal 32/32
MECÂNICA DO CORTE ORTOGONAL 115
5.27 Turkovich, B. Mechanics of cutting, Proc. Inst. Prod. Eng. Re. Conference, Pittsburgh, 26-31, 1963.5.28 Pugh, H. e Li, D., Mechanics of the cutting process, Proc. Conf. on tech. of Eng. Manufacture, Inst.
Mech. Eng., 237, 1963.5.29 Bouillet, J.P., La coupe des métaux, Paris, Dunod, 1965.5.30 Zorev, N.H., Metal cutting mechanic s, (trad. H.S.H. Massey), Pergamon Press, 1966.5.31 Cook, N-H., Manufacturing analysis, Addison-Wesley, Pub- Co., Reading (Mass.), 1966.5.32 Hastings, W.F., A new quick-stop device and grid technique for metal cutting research, Annals of the
CIRP, vol. XV, p-109, 1967.5.33 Gonchar, N. e Molodtsov, N.S., Explosive rapid withdrawal of a cutting tool, machine and tooling,
vol.XXXIX, nº5, p.142, 1968. 5.34 Black, J.T., On the fundamental mechanism of large strain plastic deformation (electron microscopy of
metal cutting chips), ASME Memoria, 70 WA-Prod. 11, 1970.5.35 Williams, R.L., High-speed motion pictures of metal cutting analysis, Memoria SME, MR 72/139,
1972.5.36 Boothroyd, G., Fundamentals of metal machining and machine tools, Scripta, MacGraw-Hill, 1975.5.37 Kachanov, L.M., Fundamentals of the theory of plasticity, Cap. V, Mir Moscovo, 1974.