caio rodrigues cabestrÉ - sistema de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
CAIO RODRIGUES CABESTRÉ
Evolução microestrutural da liga Ti-6Al-4V após diferentes tratamentos térmicos
Lorena
2013


CAIO RODRIGUES CABESTRÉ
Evolução microestrutural da liga Ti-6Al-4V após diferentes tratamentos térmicos
Trabalho de Graduação apresentado à
Escola de Engenharia de Lorena da
Universidade de São Paulo para obtenção
do título de Engenheiro de Materiais.
Orientador: Prof. Dr. Hugo R. Z. Sandim
Lorena
2013
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS
DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ficha Catalográfica Elaborada pela Biblioteca Especializada em Engenharia de Materiais
USP/EEL
Cabestré, Caio Rodrigues
Evolução microestrutural da liga Ti-6Al-4V após diferentes
tratamentos térmicos. / Caio Rodrigues Cabestré ; orientador Hugo
Ricardo Zschommler Sandim. --Lorena, 2013.
52f.: il.
Trabalho apresentado como requisito parcial para obtenção do
grau de Engenheiro de Materiais– Escola de Engenharia de Lorena -
Universidade de São Paulo.
1. Ti-6Al-4V 2. Microestrutura 3. Dilatometria 4.
Transformação de fase 5. Dureza. I. Título.
CDU 669.018

Dedico este trabalho à minha mãe, Célia
Regina da Silva Cabestré, ao meu pai, Sérgio
Luiz Cabestré e ao meu irmão Rafael
Rodrigues Cabestré, que transformaram os
inúmeros incentivos e apoios nesta etapa da
minha vida em um sonho se tornando
realidade.


AGRADECIMENTOS
Ao Prof. Dr. Hugo Ricardo Zschommler Sandim, pela oportunidade, ensinamentos e vontade
em ajudar neste trabalho de conclusão de curso.
Aos funcionários do Departamento de Materiais da Escola de Engenharia de Lorena pela
cooperação e boa vontade.
Aos meus colegas Antônio Augusto Araújo, Paulo Ricardo Soares Azevedo e Silva, Eduardo
Henrique Bredda e José Luiz Minatti pelas conversas e intensa ajuda.
À minha namorada Larissa Pereira Brumano pelo companheirismo e auxílios na condução
deste trabalho.
Aos meus amigos de república Denyel Mulia Miranda, Guilherme Fagundes Fernandes,
Marcos Benedetti Groblackner e Alexandre Dutra Golanda, que me acompanharam nessa
inesquecível jornada.

“Mestre não é quem ensina, mas aquele que, de
repente, aprende.”
Guimarães Rosa

RESUMO
CABESTRÉ, C. R. Evolução microestrutural da liga Ti-6Al-4V após diferentes tratamentos
térmicos. 2013. Monografia (Trabalho de Graduação em Engenharia de Materiais) – Escola
de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
Titânio e suas ligas são materiais reativos e que apresentam propriedades interessantes para
um grande número de aplicações nas indústrias aeroespacial e química. O desenvolvimento de
ligas de titânio e a elaboração de técnicas de processamento para a sua obtenção tornaram-se
tendências da tecnologia metalúrgica moderna. No presente trabalho, o objetivo foi
caracterizar a evolução microestrutural observada na liga Ti-6Al-4V após diferentes
tratamentos térmicos nos campos + e a partir de uma amostra fundida. As diferentes
temperaturas utilizadas, bem como o resfriamento ao ar e em água, permitiram uma ampla
gama de modificações no tamanho e na morfologia das fases e . As técnicas de análise
empregadas foram dilatometria, microscopias óptica e eletrônica de varredura e ensaios de
dureza Vickers. As medidas de dilatometria na amostra na condição como-recebida
evidenciaram a temperatura -transus próximo a 990°C. Análises metalográficas permitiram
observar o engrossamento das fases e a decomposição da fase em com o aumento da
temperatura. A formação de pequenas colônias de + no interior da fase também foi
constatada em temperatura próxima à -transus. O gráfico de dureza versus temperatura de
recozimento mostrou que o amolecimento ocorre por meio do engrossamento microestrutural
com o aumento da temperatura; entretanto, um aumento significativo na dureza para o valor
de 376 ± 17 HV-0,2 foi observado em temperatura elevada, provavelmente devido à
transformação parcial de em colônias refinadas de + .
Palavras-chave: Ti-6Al-4V, microestrutura, dilatometria, transformação de fase, dureza
ABSTRACT
CABESTRÉ, C.R. Microstructural evolution of the Ti-6Al-4V after different heat treatments.
2013. Monograph (Undergraduate Work in Materials Engineering) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2013.
Titanium and its alloys are reactive materials which present interesting properties for a large
number of applications in aerospace and chemical industries. The development of titanium
alloys and the elaboration of novel processing techniques for its production became important
metallurgical technology trends. The aim of the present work is to follow the microstructural
evolution observed in Ti-6Al-4V alloy after different heat treatments in both + and
phase fields from an arc-melted specimen. The several annealing temperatures used, as well
as distinct cooling rates (air and water), allowed a wide range of changes in size and
morphology of and phases. The characterization techniques were dilatometry, light
optical microscopy, scanning electron microscopy and Vickers hardness testing. Results of
dilatometric measurements in samples in the as-received condition have shown a -transus
temperature of about 990°C. Metallographic inspection allowed observing coarsening of the
phases and decomposition of into phase as the annealing temperature increased. Small
colonies formation of + into the phase was also observed at temperature close to
-transus. By plotting hardness against temperature, microstructural coarsening was
evidenced by the pronounced softening experienced by Ti-6Al-4V alloy upon annealing;
however, a sharp increase in hardness for the amount of 376 ± 17 HV-0.2 was observed at
high temperature, probably caused by the partial transformation of into fine-grained +
colonies.
Keywords: Ti-6Al-4V, microstructure, dilatometry, phase transformation, hardness.
LISTA DE FIGURAS
Figura 1.1 Esponja de titânio. .................................................................................................. 20
Figura 1.2 Composição química das ligas de titânio mais comuns em um diagrama de fases
pseudobinário. .......................................................................................................................... 21
Figura 1.3 Microestruturas resultantes em temperaturas intermediárias da liga Ti-6Al-4V
mediante o resfriamento moderado a partir de uma temperatura acima da -transus. ............ 25
Figura 1.4 Microscopia óptica mostrando microestruturas de Widmanstätten resfriadas de
1100°C. a) 3,4°C/s; b) 0,81 °C/s e c) 0,23 °C/s. ....................................................................... 26
Figura 1.5 Relação da espessura das placas da fase com a taxa de resfriamento. ............... 27
Figura 1.6 Micrografias ópticas da liga Ti-6Al-4V. a) 23,1°C/s; b) 7,3°C/s; c) 2,5°C/s; d)
0,94°C/s; e) 0,065°C/s; f) 0,030°C/s; g) 0,015°C/s e h) 0,012°C/s. ......................................... 28
Figura 1.7 Efeito da taxa de resfriamento a partir da fase no limite de escoamento e
ductilidade para estruturas lamelares. ....................................................................................... 29
Figura 1.8 Hélices frontais de um motor de turbina comercial Rolls-Royce Trent feito de Ti-
6Al-4V. ..................................................................................................................................... 30
Figura 1.9 a) Componentes de um implante de quadril feitos de titânio; b) Partes metálicas do
primeiro coração artificial fabricadas em titânio. ..................................................................... 31
Figura 1.10 Índice de preço dos produtores de titânio laminado nos EUA no período de 1971
a 2006. ...................................................................................................................................... 32
Figura 1.11 Produção de esponja de titânio dos principais países produtores no período de
2003 a 2010. ............................................................................................................................. 33
Figura 1.12 Quantidade fabricada de aviões e a demanda de titânio até o ano de 2015. ........ 34
Figura 2.1 a) Forno a arco Flükiger; b) Peça de Ti-6Al-4V fundida. ...................................... 36
Figura 2.2 Amostras encapsuladas em vácuo em tubos de quartzo. ....................................... 37
Figura 3.1 Curvas dilatométricas em taxas crescentes de 10°C/min, 20°C/min e 30°C/min. . 39
Figura 3.2 Diferenciação das curvas dilatométricas em função da temperatura. .................... 40
Figura 3.3 a) microscopia óptica do material de partida; b) microscopia eletrônica de
varredura do material de partida no modo elétrons retroespalhados; c) microscopia óptica do
material fundido a arco; d) microscopia eletrônica de varredura do material fundido a arco no
modo elétrons secundários. ...................................................................................................... 42

Figura 3.4 Microscopias ópticas das amostras de Ti-6Al-4V tratadas termicamente durante
1 h e resfriadas ao ar nas temperaturas de a) 500°C; b) 600°C; c) 700°C; d) 800°C; e) 900°C e
f) 950°C. ................................................................................................................................... 43
Figura 3.5 Espessura das lamelas em função da temperatura.. ............................................... 44
Figura 3.6 Seções isotérmicas de um diagrama de fases ternário para a liga Ti-6Al-4V. a)
600°C; b) 700°C; c) 800°C; d) 900°C e e) 1000°C. . .............................................................. 45
Figura 3.7 Amostras tratadas a 1200°C durante 1 h e resfriadas em água. a) amostra de
partida; b) amostra fundida. . ................................................................................................... 46
Figura 3.8 Medidas de dureza Vickers em função da temperatura de tratamento térmico para
as amostras resfriadas ao ar. ..................................................................................................... 48
Figura 3.9 Microscopia eletrônica de varredura no modo elétrons retroespalhados. a) 900°C;
b) 950°C.. ................................................................................................................................. 48

LISTA DE TABELAS
Tabela 1.1 Propriedades físicas do titânio puro ....................................................................... 18
Tabela 1.2 Composição e propriedades de várias ligas de titânio ........................................... 23
Tabela 1.3 Aplicações típicas de várias ligas de titânio .......................................................... 23
Tabela 1.4 Propriedades mecânicas da liga Ti-6Al-4V em função do tipo de tratamento
térmico ...................................................................................................................................... 24

LISTA DE SIGLAS
HC
CCC
Hexagonal compacta
Cúbico de corpo centrado
EEL Escola de Engenharia de Lorena
DEMAR Departamento de Engenharia de Materiais
USP Universidade de São Paulo
CP
MO
MEV
Commercial purity
Microscopia óptica
Microscopia eletrônica de varredura

LISTA DE SÍMBOLOS
a
c
Parâmetro de rede da estrutura HC (base) e CCC (lados)
Parâmetro de rede da estrutura HC (altura)
Estrutura hexagonal compacta
Z
u
E
Ms
Mf
Estrutura cúbica de corpo centrado
Número atômico
Peso atômico
Módulo de elasticidade (Módulo de Young)
Temperatura de início da transformação martensítica
Temperatura de término da transformação martensítica
’ Martensita
R Limite de resistência à tração
y Limite de escoamento
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................ 17
1.1 Histórico e ocorrências ..................................................................................................... 17
1.2 Propriedades do titânio puro ...... .................................................................................... 18
1.3 Processo Kroll .................................................................................................................... 19
1.4 Titânio e suas ligas ............................................................................................................ 20
1.5 Tratamentos térmicos típicos para a liga Ti-6Al-4V .................................................... 24
1.6 Desenvolvimento da microestrutura tipo Widmanstätten ............................................ 24
1.7 Dependência da microestrutura com a taxa de resfriamento ....................................... 26
1.8 Efeito da microestrutura nas propriedades mecânicas .................................................. 28
1.9 Aplicações e perspectivas ................................................................................................. 30
1.10 Objetivos e justificativas .................................................................................................. 34
2 MATERIAIS E MÉTODOS ............................................................................................. 35
2.1 Preparação das amostras e medidas de dilatometria ..................................................... 35
2.2 Tratamentos térmicos ........................................................................................................ 36
2.3 Preparação metalográfica ................................................................................................. 37
2.4 Microscopias óptica e eletrônica de varredura..... ......................................................... 37
2.5 Medidas de dureza Vickers..... ......................................................................................... 38
3 RESULTADOS E DISCUSSÃO ...................................................................................... 38
3.1 Resultados das medidas de dilatometira ......................................................................... 38
3.2 Caracterização microestrutural ........................................................................................ 41
3.3 Resultados de dureza Vickers ......................................................................................... 47
4 CONCLUSÕES ................................................................................................................ 49
REFERÊNCIAS ....................................................................................................................... 50

17
1 INTRODUÇÃO
1.1 Histórico e ocorrências
O titânio é o quarto elemento mais abundante da crosta terrestre, após o alumínio,
ferro e magnésio. Sua concentração estimada em 0,6% é 20 vezes maior que o cromo, 30
vezes maior que o níquel, 60 vezes maior que o cobre, 100 vezes maior que o tungstênio e
600 vezes maior que o molibdênio (ZHECHEVA et al., 2005). Sua descoberta ocorreu em
1791 por William Gregor que, examinando areias do rio Helford, isolou o que é conhecido
hoje como ilmenita, produzindo posteriormente o óxido impuro do elemento. Em 1795,
Martin Klaproth, independentemente, isolou o óxido do mineral rutilo e o batizou “titânio”.
Apenas em 1910, Matthew Hunter foi capaz de isolar o elemento químico aquecendo TiCl4
com sódio metálico. Em 1932, Wilhelm Kroll produziu titânio reagindo TiCl4 com cálcio
metálico. Posteriormente, demonstrou que a substituição do agente redutor cálcio pelo
magnésio viabilizava a produção comercial do titânio, dando origem ao processo Kroll. A
empresa DuPont foi a primeira a produzir titânio em escala comercial em 1948. O processo
Kroll ainda é o mais utilizado para a fabricação do titânio (LEYENS; PETERS, 2003).
O elemento é abundante não apenas no planeta Terra, mas também em estrelas,
meteoritos e nuvens de gases interestelares. Na Terra, sua ocorrência é vasta abrangendo
rochas, minerais, argilas, areias e água do mar. Em seu estado natural, o metal está quase
sempre associado ao oxigênio e devido aos raios iônicos do Ti+3
e Ti+4
serem muito próximos
a de vários outros elementos, o titânio pode substituir ou ser substituído por outros metais.
Apesar da sua abundância, o titânio só é encontrado em teores comerciais para sua extração
metalúrgica nos minerais ilmenita, rutilo e titanomagnetita (McQUILLAN; McQUILLAN,
1956). Depósitos importantes podem ser encontrados na Austrália, África do Sul, Canadá,
Noruega e Ucrânia (LEYENS; PETERS, 2003).
Em temperaturas elevadas o titânio pode substituir parcialmente o ferro na hematita
(Fe2O3) e magnetita (Fe3O4) resultando em ilmenita (FeTi)O3 e titanomagnetita (Fe2Ti)O4. O
rutilo é a forma alotrópica mais comum do TiO2, na frente dos outros dois polimorfos
existentes anatásio e brookita. As três formas alotrópicas são encontras em rochas
magmáticas, onde foram provavelmente formadas por reações hidrotermais no resfriamento

18
do magma. Em alguns locais, o rutilo é depositado na costa pela ação do mar e é encontrado
em depósitos concentrados ao longo do litoral (McQUILLAN; McQUILLAN, 1956).
1.2 Propriedades do titânio puro
Por ser um elemento de transição, o titânio possui a subcamada d incompleta em sua
estrutura eletrônica, resultando em ligações químicas incompletas que viabilizam a formação
de solução sólida com a maioria dos átomos substitucionais que possuem uma razão de
tamanho ± 20% em relação ao titânio (LIU et al, 2004). As propriedades físicas mais
importantes do titânio puro são apresentadas na Tabela 1.1. O metal puro possui estrutura
cristalina hexagonal compacta (HC) a temperatura ambiente, referida na literatura como fase
. Em aproximadamente 883°C o titânio sofre uma alteração polimórfica para a fase , com
estrutura cristalina cúbica de corpo centrado (CCC). O fenômeno alotrópico observado no
titânio depende fortemente de elementos de liga, variando a temperatura de transformação em
função da composição química (CALLISTER Jr.; RETHWISCH, 2010).
Tabela 1.1 Propriedades físicas do titânio puro. Adaptado de LIU et al., 2004.
Propriedade
Z 22
u [g/mol] 47,9
Densidade [g/cm3] 4,54
Coeficiente de expansão térmica, , a 20°C 8,4 x 10-6
Condutividade térmica [W/mK] 19,2
Temperatura de fusão [°C] 1668
Temperatura -transus [°C] 882,5
Fase
c (Å) 4,6832 ± 0,0004
a (Å) 2,9504 ± 0,0004
Fase
a (Å) 3,28 ± 0,003

19
O titânio é um elemento de baixa densidade, apresentando cerca de 60% da densidade
do ferro, e que pode ter sua resistência mecânica melhorada com elementos de liga e
processos de deformação. É um metal não-magnético e possui boas propriedades térmicas.
Seu coeficiente de expansão térmica é consideravelmente inferior ao do aço e menos da
metade do alumínio (DONACHIE, 1988).
A resistência do titânio a ataques químicos resulta da formação de uma camada de
óxido inerte, fortemente aderente ao material. Em meios oxidantes, o filme prontamente se
regenera caso seja danificado. Entretanto, como esperado, o titânio não é resistente a ataques
em ambientes redutores (KLEEFISCH, 1979). Íons metálicos e oxigênio do ar são
aparentemente absorvidos na superfície do titânio, enquanto que condições oxidantes fortes
(como ácido nítrico e o ar a temperaturas moderadamente elevadas) promovem resistência
através do crescimento da camada de óxido (DONACHIE, 1988).
1.3 Processo Kroll
O produto do processo de mineração da ilmenita ou rutilo é TiO2, que reage com gás
Cl2 para produzir TiCl4. Este produto é posteriormente modificado quimicamente pela reação
em atmosfera inerte com Mg metálico, que produz Ti e MgCl2. O sistema é cominuído e
lixiviado com ácido clorídrico para a remoção do MgCl2. O resultado do processo é a
formação de uma massa sólida denominada esponja de titânio (ABKOWITZ, 1955). As
reações envolvidas na produção do titânio estão apresentadas abaixo:
TiO2 + 2Cl2 + C → TiCl4 + CO2
TiCl4 + 2Mg → Ti + 2MgCl2
Introduzido no final dos anos 1940, o processo Kroll é o único que sobreviveu devido
a sua economicidade. De particular importância, é o passo intermediário onde o óxido de
titânio é transformado para TiCl4. O cloreto de magnésio formado pela reação química é
subsequentemente reduzido eletroliticamente para magnésio e cloro e reciclados no processo.
A pureza final da esponja de titânio (Figura 1.1) formada é determinada pelo nível de
contaminação do magnésio e pela reação com as paredes do reator (LEYENS; PETERS,
2003).

20
Figura 1.1 Esponja de titânio. Adaptada de LEYENS, 2003.
1.4 Titânio e suas ligas
O titânio com adições controladas de outros elementos de liga dá origem às ligas de
titânio. Tais materiais apresentam propriedades interessantes, tais como elevadas resistência
específica e tenacidade à fratura, resistência à fadiga e à propagação de trincas, boa resistência
mecânica em baixas temperaturas e em temperaturas moderadamente elevadas e excelente
resistência à corrosão (CHUNXIANG et al, 2010).
As ligas de titânio são escolhidas, principalmente, devido a sua alta resistência
específica e sua excelente resistência à corrosão. Em temperaturas elevadas, a resistência
específica das ligas de titânio é razoável, entretanto, as temperaturas máximas para aplicação
são inferiores a 500°C devido ao problema da oxidação (LEYENS; PETERS, 2003).
Além de deslocarem a temperatura de transformação alotrópica, conhecida como -
transus, os elementos de liga também aumentam a resistência mecânica da liga via
endurecimento por solução sólida. Os elementos que aumentam a temperatura de
transformação são designados estabilizantes da fase , como o Al, O, C, N, dentre outros. Ao
inverso, os estabilizantes da fase deslocam a temperatura - transus para temperaturas mais
baixas, e seus exemplos mais comuns são V, Ta, Mo e Nb. Tais elementos também podem
estabilizar a fase à temperatura ambiente. A adição de Zr e Sn, por sua vez, promove ganho
de resistência por solução sólida sem que ocorra mudança na temperatura de transformação
das fases. Mn, Cr e Fe produzem uma reação eutetóide reduzindo a temperatura da
transformação → (ASKELAND et al., 2010).

21
Dependendo das fases presente na microestrutura, as ligas de titânio são subdivididas
em quatro categorias: , quase-, + e . Algumas vezes, também se considera a categoria
quase - . Tais categorias denotam a característica geral da microestrutura resultante após
processamento em termos do favorecimento dos cristais formados devido à composição da
liga (DONACHIE, 1988). A Figura 1.2 representa as composições químicas das ligas de
titânio mais comuns e sua classificação de acordo com o favorecimento das fases e . O
eixo x representa a concentração de estabilizantes da fase , enquanto que a dependência com
a temperatura pode ser vista no eixo y. As linhas Ms e Mf se referem, respectivamente, ao
início e ao fim da transformação martensítica induzida por altas taxas de resfriamento.
Figura 1.2 Composição química das ligas de titânio mais comuns em um diagrama de fases pseudobinário.
Adaptado de DONACHIE, 1988.

22
As ligas do tipo mais comumente utilizadas são as diversas categorias do titânio CP
(commercial-purity), e a liga Ti-5Al-2,5Sn. O titânio CP se aplica nas indústrias aeroespacial
e química, além de aplicações nobres em arquitetura (revestimento), sendo a segunda liga de
titânio mais utilizada. A liga Ti-5Al-2,5Sn encontra sua maior aplicação em tanques de
armazenamento criogênicos. A relativa baixa resistência mecânica dessa família de ligas pode
ser explicada pelo fato de serem monofásicas, aliado ao fato de possuírem baixo teor de
elementos de liga. Como características adicionais, podem-se citar boa ductilidade e
soldabilidade, embora sua conformabilidade seja limitada, pois possuem elevado coeficiente
de encruamento (POLMEAR, 2006). Introduzindo-se certas quantidades de estabilizantes da
fase nas ligas do tipo , são produzidas as ligas do tipo quase - . Ti-8Al-1Mo-1V e Ti-
6Al-2Nb-1Ta-0,8Mo são exemplos desta classe de ligas. A quantidade controlada de
estabilizantes favorece a formação de uma pequena quantidade desta fase durante o
processamento. As ligas quase - têm excelente resistência à fluência devido ao seu
comportamento se aproximar mais das ligas do que ligas + , embora sua aplicabilidade
em ambientes corrosivos seja limitada (DONACHIE, 1988).
As ligas + incluem Ti-6Al-6V-2Sn, Ti-6Al-2Sn-4Zr-6Mo e Ti-6Al-4V, a liga de
titânio mais utilizada na indústria e escolhida para este trabalho. Essa classe possui resistência
mecânica ligeiramente superior às ligas quase-, boa combinação de propriedades e os
requisitos de processamento não são tão rigorosos quanto aos outros tipos de ligas. Elas são
capazes de serem endurecidas por tratamento térmico abaixo a temperatura -transus, com
um subsequente envelhecimento. As ligas com baixa concentração de estabilizantes da fase ,
como Ti-6Al-4V, são altamente soldáveis. Mas, à medida que o teor destes estabilizantes
aumenta, ou a endurecibilidade aumenta, a soldagem se torna comprometida. Ligas +
implicam em economia de peso em aplicações aeroespaciais quando substituem as ligas de
aço e alumínio, além de terem uma resistência à corrosão muito superior (BOYER, 1995).
As ligas possuem estabilizantes que tendem a reduzir a temperatura da
transformação → e promovem o desenvolvimento da fase CCC. Elas têm excelente
forjabilidade em uma faixa de temperaturas bem mais ampla do que ligas , excelente
endurecibilidade e respondem prontamente a tratamentos térmicos. A liga Ti-10V-2Fe-3Al é
uma das mais importantes desta classe para aplicações aeroespaciais (HENRIQUES, 2009).
Ligas do tipo são, na realidade, metaestáveis e o trabalho a frio em temperatura ambiente ou
o aquecimento até temperaturas ligeiramente elevadas podem ocasionar a transformação
parcial para à medida que a estrutura cristalina tende a condição de equilíbrio novamente.

23
A metaestabilidade das ligas é explorada para, através das condições de processamento, se
conseguir microestruturas adequadas. Em geral, as ligas da família são utilizadas para suprir
uma grande necessidade de componentes à base de titânio que são aplicados em temperaturas
moderadas (DONACHIE, 1988). A Tabela 1.2 mostra várias ligas de titânio juntamente com
suas propriedades. A Tabela 1.3, por sua vez, correlaciona as respectivas ligas com algumas
aplicações típicas de cada uma.
Tabela 1.2. Composição e propriedades de várias ligas de titânio. Adaptado de ASM HANDBOOK, vol.2, 1990.
Tipo Liga R[MPa] y [MPa] Alongamento
[% em 50 mm]
CP
quase -
+
+
Não-ligada
Ti-5Al-2,5Sn
Ti-8Al-1Mo-1V
Ti-6Al-4V
Ti-6Al-6V-2Sn
Ti-10V-2Fe-3Al
484
826
950
947
1050
1223
414
784
890
877
985
1150
25
16
15
14
14
10
Tabela 1.3 Aplicações típicas de várias ligas de titânio. Adaptado de ASM HANDBOOK, vol.2, 1990.
Tipo Liga Aplicações típicas
CP
Quase -
+
+
Não-ligada
Ti-5Al-2,5Sn
Ti-8Al-1Mo-1V
Ti-6Al-4V
Ti-6Al-6V-2Sn
Ti-10V-2Fe-3Al
Protetores de motores a jato, carcaças e fuselagens de aviões.
Carcaças e anéis de motores de turbina a gás.
Peças forjadas para componentes de motores a jato.
Palhetas de turbinas a jato.
Fuselagens das carcaças de motores de foguetes.
Componentes de alta resistência das fuselagens de aviões.
24
1.5 Tratamentos térmicos típicos para a liga Ti-6Al-4V
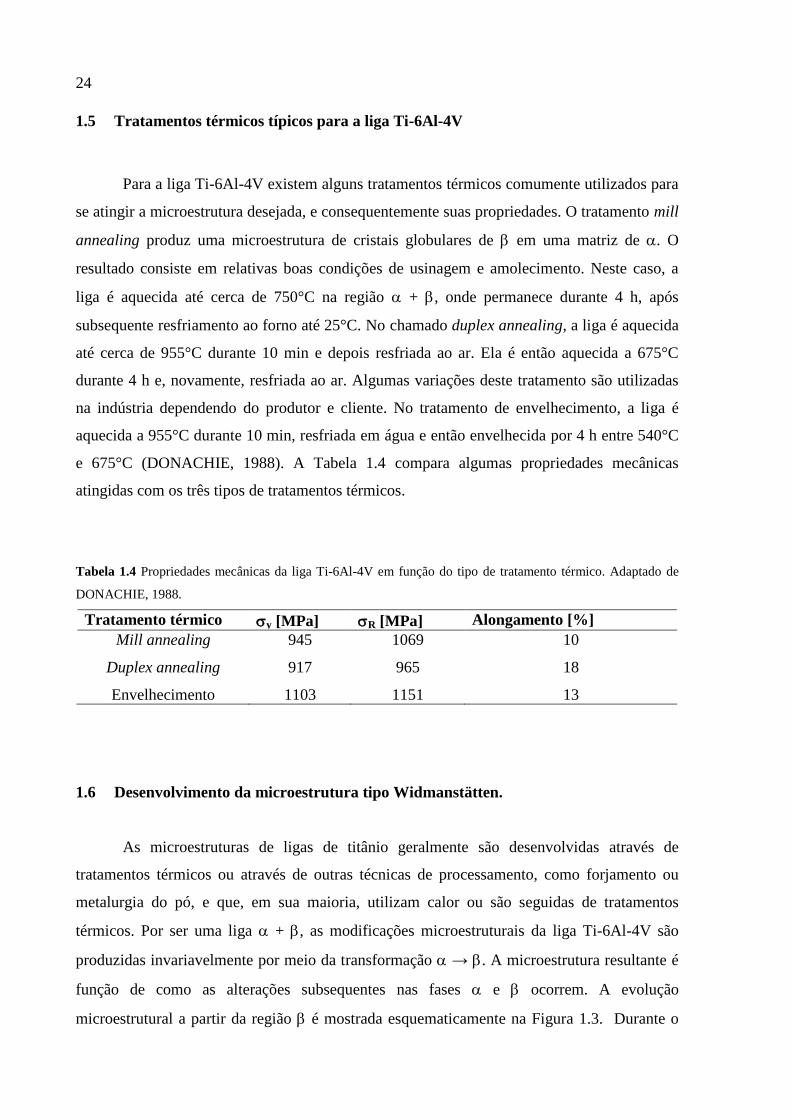
Para a liga Ti-6Al-4V existem alguns tratamentos térmicos comumente utilizados para
se atingir a microestrutura desejada, e consequentemente suas propriedades. O tratamento mill
annealing produz uma microestrutura de cristais globulares de em uma matriz de . O
resultado consiste em relativas boas condições de usinagem e amolecimento. Neste caso, a
liga é aquecida até cerca de 750°C na região + , onde permanece durante 4 h, após
subsequente resfriamento ao forno até 25°C. No chamado duplex annealing, a liga é aquecida
até cerca de 955°C durante 10 min e depois resfriada ao ar. Ela é então aquecida a 675°C
durante 4 h e, novamente, resfriada ao ar. Algumas variações deste tratamento são utilizadas
na indústria dependendo do produtor e cliente. No tratamento de envelhecimento, a liga é
aquecida a 955°C durante 10 min, resfriada em água e então envelhecida por 4 h entre 540°C
e 675°C (DONACHIE, 1988). A Tabela 1.4 compara algumas propriedades mecânicas
atingidas com os três tipos de tratamentos térmicos.
Tabela 1.4 Propriedades mecânicas da liga Ti-6Al-4V em função do tipo de tratamento térmico. Adaptado de
DONACHIE, 1988.
Tratamento térmico y [MPa] R [MPa] Alongamento [%]
Mill annealing
Duplex annealing
Envelhecimento
945
917
1103
1069
965
1151
10
18
13
1.6 Desenvolvimento da microestrutura tipo Widmanstätten.
As microestruturas de ligas de titânio geralmente são desenvolvidas através de
tratamentos térmicos ou através de outras técnicas de processamento, como forjamento ou
metalurgia do pó, e que, em sua maioria, utilizam calor ou são seguidas de tratamentos
térmicos. Por ser uma liga + , as modificações microestruturais da liga Ti-6Al-4V são
produzidas invariavelmente por meio da transformação → . A microestrutura resultante é
função de como as alterações subsequentes nas fases e ocorrem. A evolução
microestrutural a partir da região é mostrada esquematicamente na Figura 1.3. Durante o

25
resfriamento, a fase começa a se formar quando cruza a temperatura -transus. As regiões
mais escuras representam a fase residual entre as placas da fase formada. A fase é
desenvolvida de acordo com uma relação cristalográfica específica em relação à fase da
qual se origina, e por isso se desenvolve em placas ou ripas. A morfologia resultante da
microestrutura que se forma, na qual placas de são separadas pela fase , é conhecida como
estrutura de Widmanstätten (DONACHIE, 1988).
Figura 1.3 Microestruturas resultantes em temperaturas intermediárias da liga Ti-6Al-4V mediante o
resfriamento moderado a partir de uma temperatura acima da -transus. Adaptado de DONACHIE, 1988.

26
1.7 Dependência da microestrutura com a taxa de resfriamento.
A microestrutura é fortemente dependente da taxa de resfriamento a partir da região .
Dados experimentais da literatura mostram a dependência entre a taxa de resfriamento e a
morfologia da estrutura de Widmanstätten em uma liga Ti-6Al-4V resfriada a partir de uma
temperatura acima da -transus. À medida que a taxa diminui, as placas de fase se tornam
maiores e mais grossas (Figura 1.4). A interdependência com a espessura das placas é
mostrada na Figura 1.5, que indica o afinamento com o aumento da taxa de resfriamento para
várias temperaturas no campo de fases (GIL et al., 2001).
Em contraste com o comportamento dependente da taxa de resfriamento, explicado na
Figura 1.5, nota-se que, com o aumento na taxa de resfriamento, na região do contorno de
grão, o tamanho das placas da fase é menor. Isso pode ser explicado com base no
entendimento de que, para menores taxas, há mais tempo para que a atividade difusional
ocorra. Portanto, o crescimento da fase é mais uniforme (GIL et al., 2001).
Figura 1.4 Microscopia óptica mostrando microestruturas de Widmanstätten resfriadas de 1100°C. a) 3,4°C/s; b)
0,81 °C/s e c) 0,23 °C/s. Adaptada de GIL et al, 2001.

27
Figura 1.5 Relação da espessura das placas da fase com a taxa de resfriamento. Adaptada de GIL et al, 2001.
Para altas taxas, tais como as observadas no resfriamento em água gelada, a martensita
(’), pode se desenvolver. Além da formação da martensita, a microestrutura pode apresentar
morfologia granular para taxas muito pequenas de resfriamento. Foi constatado que para taxas
5°C/s alguma transformação → ’ provavelmente irá ocorrer. A Figura 1.6 apresenta
micrografias de amostras de Ti-6Al-4V resfriadas de 1020°C para diferentes taxas de
resfriamento. Para a taxa de 23,1°C/s ocorre uma transformação com ausência de difusão,
resultando em estrutura martensítica. Algum resquício de martensita pode ser visto entre as
lamelas de para 7,3°C/s. As típicas colônias de Widmanstätten crescem dos contornos de
em direção ao centro para 2,5°C/s. Entre 0,94°C/s e 0,065°C/s ocorre o engrossamento da
estrutura de Widmanstätten. A partir de uma taxa 0,030°C/s as lamelas de desenvolvem
uma estrutura granular com o acompanhamento de crescimento de grão (DABROWSKI,
2011).

28
Figura 1.6 Micrografias ópticas da liga Ti-6Al-4V. a) 23,1°C/s; b) 7,3°C/s; c) 2,5°C/s; d) 0,94°C/s; e)
0,065°C/s; f) 0,030°C/s; g) 0,015°C/s e h) 0,012°C/s. Adaptado de DABROWSKI, 2011.
1.8 Efeito da microestrutura nas propriedades mecânicas
As propriedades mecânicas das ligas de titânio são critérios importantes na etapa de
seleção de materiais. A microestrutura controla as propriedades mecânicas, a resistência à
fadiga e a tenacidade à fratura. A microestrutura da liga pode ser equiaxial, bimodal ou
lamelar. Uma microestrutura bimodal é conhecida por ter vantagens em relação ao limite de
escoamento, limite de resistência à tração, ductilidade e resistência à fadiga. Uma

29
microestrutura totalmente lamelar é caracterizada por ter alta resistência à propagação de
trincas por fadiga e alta tenacidade à fratura. Os parâmetros importantes para uma estrutura
lamelar em relação às propriedades mecânicas são o tamanho dos grãos , tamanho das
colônias da fase lamelar, espessura das lamelas e a natureza da interface / (FILIP et
al, 2002).
O parâmetro microestrutural mais influente nas propriedades mecânicas de uma
microestrutura lamelar é o tamanho das colônias da fase , resultante da taxa de resfriamento
após o tratamento térmico na fase e que, por sua vez, é limitado pelo tamanho de grão de .
Com o aumento na taxa de resfriamento o tamanho das colônias e a ductilidade diminuem,
enquanto que o limite de escoamento aumenta. Um aumento importante no limite de
escoamento é observado na estrutura martensítica. A ductilidade atinge um valor máximo e
então sofre um decaimento abrupto para altas taxas de resfriamento. No valor máximo, o
mecanismo de fratura muda de transgranular para uma fratura intergranular (LÜTJERING,
1998). Tais mecanismos podem ser visualizados na Figura 1.7 para algumas ligas de titânio.
Figura 1.7 Efeito da taxa de resfriamento a partir da fase no limite de escoamento e ductilidade para estruturas
lamelares. Adaptado de LÜTJERING, 1998.

30
1.9 Aplicações e perspectivas
A produção de titânio é em cerca de 80% destinada aos setores aeroespacial e de
aviação. A liga Ti-6Al-4V representa 75% - 85% do consumo de todas as ligas de titânio. Seu
desenvolvimento ocorreu em 1954 nos EUA e dentre suas propriedades mais atrativas se
destacam a resistência à corrosão, soldabilidade, biocompatibilidade, resistência mecânica,
plasticidade, dureza, conformabilidade e boas propriedades em temperaturas elevadas. Muitas
outras ligas de titânio podem ser consideradas como a liga Ti-6Al-4V modificada.
(CHUNXIANG et al., 2010).
Os principais motivos para o uso de titânio em aplicações aeroespaciais são
(LEYENS; PETERS, 2003):
redução de peso (substituto de aços e superligas a base de níquel)
temperatura de aplicação (substituto de ligas de alumínio, superligas a base de níquel e
aços)
resistência à corrosão (substituto de ligas de alumínio e aços de baixa liga)
compatibilidade galvânica com matriz polimérica de compósitos (substituto de ligas de
alumínio)
A principal área de aplicação para ligas de titânio no setor aeroespacial é em motores
de turbina a gás. Aproximadamente um terço do peso estrutural dos motores de turbina
modernos são feitos de titânio. Os primeiros motores a jato introduzidos no começo da década
de 1950 pela Pratt & Whitney nos EUA e Rolls-Royce na Inglaterra continham ligas de
titânio (LEYENS; PETERS, 2003).
Figura 1.8 Hélices frontais de um motor de turbina comercial Rolls-Royce Trent feito de Ti-6Al-4V.
Adaptado de LEYENS, 2003.

31
A excelente compatibilidade com o corpo humano é considerada como uma
propriedade chave para a escolha do titânio em aplicações médicas. O titânio é geralmente
tido como o material metálico biocompatível. Além disso, o metal é extremamente resistente
à corrosão aos fluidos do corpo humano, é compatível com ossos e tecidos vivos e é
elasticamente deformável. Portanto, o titânio puro combina muitos dos atributos desejáveis
para a fabricação de, por exemplo, estojos de marca-passos cardíacos e estruturas de suporte
para as válvulas cardíacas (LEYENS; PETERS, 2003).
Se houver necessidade de solicitação mecânica dos implantes, as ligas de titânio são
preferíveis. Sua excelente resistência específica e resistência à fadiga são decisivas para a
escolha do material em aplicações para componentes ortopédicos. Favorável em relação a
outros materiais metálicos de alta resistência, o titânio tem um módulo de elasticidade
relativamente baixo, o que reduz a diferença de rigidez entre o osso humano e o implante. Isso
é importante, por exemplo, na aplicação das ligas de titânio como implantes de quadril,
articulações para joelho, placas para fratura óssea, placas para cirurgia craniana e parafusos
(LEYENS; PETERS, 2003).
Inicialmente, a conhecida liga Ti-6Al-4V era escolhida para aplicações médicas
devido ao grande número de dados disponíveis por sua extensa aplicação no setor
aeroespacial, particularmente em relação ao seu comportamento em fadiga. Entretanto, no
decurso da discussão em torno da toxicidade do elemento V, ligas sem adição de V foram
desenvolvidas especialmente para aplicações médicas. Nas ligas Ti-5Al-2,5Fe, Ti-12Mo-6Zr-
2Fe e Ti-15Mo-3Nb-3Al, Fe, Nb e Mo substituem o V. Do mesmo modo, as ligas ortopédicas
gradualmente migraram de + para ligas , desde que elas possuem menor módulo de
Young comparadas a liga Ti-6Al-4V, o qual se aproxima mais daquele do osso humano,
variando de 10 GPa a 30 GPa (LEYENS; PETERS, 2003).
Figura 1.9 a) Componentes de um implante de quadril feitos de titânio; b) Partes metálicas do primeiro coração
artificial fabricadas em titânio. Adaptado de LEYENS, 2003.

32
Durante o período compreendido entre os anos de 2003 e 2006, o preço do titânio
cresceu em uma taxa sem precedentes. Apesar de os preços de titânio terem apresentado
volatilidade ao longo dos anos, as recentes altas foram muito mais além do que as flutuações
anteriores devido, principalmente, ao crescimento econômico da China e a demanda crescente
de aviões. A Figura 1.10 mostra o índice de preço do produtor para titânio laminado nos EUA
entre os anos de 1971 e 2006 (CHUNXIANG et al, 2010).
Figura 1.10 Índice de preço dos produtores de titânio laminado nos EUA no período de 1971 a 2006.
Adaptado de CHUNXIANG et al, 2010.
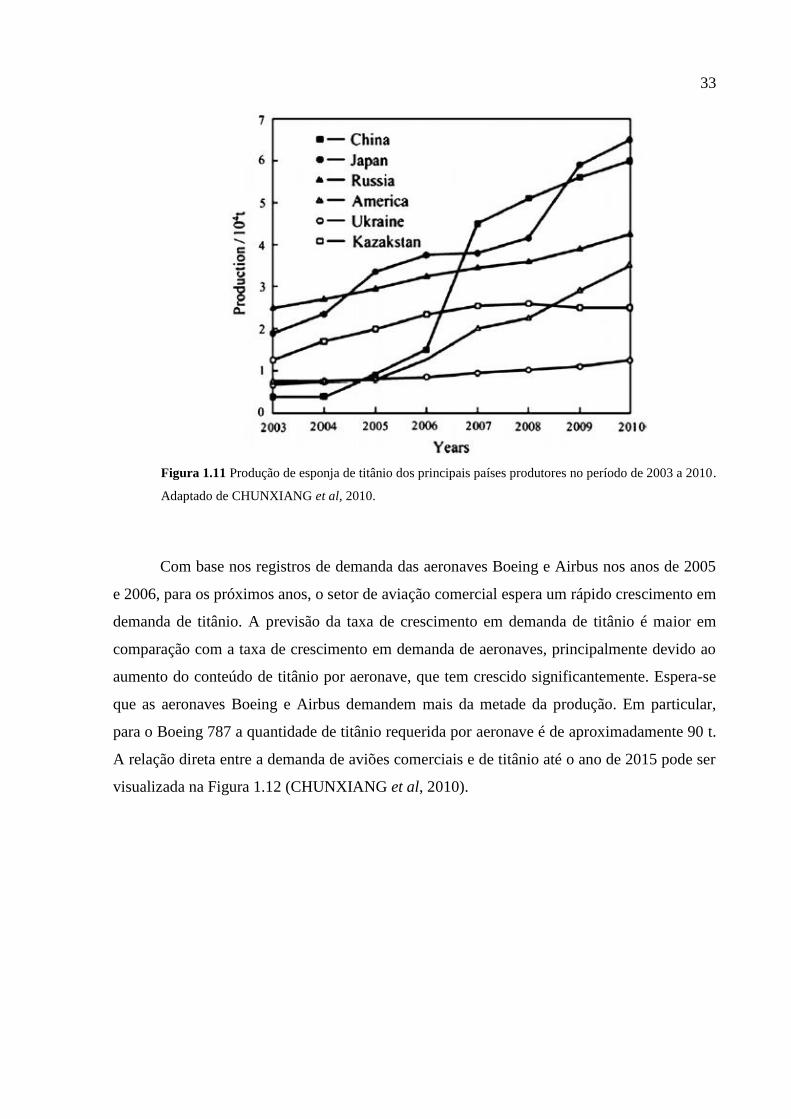
As corporações globais produtoras de titânio se encontram, principalmente, em oito
países. Em ordem do ranking de produção de produtos semi-acabados eles são os EUA,
Rússia, Japão, China, Grã-Bretanha, França, Alemanha e Itália. Nos anos recentes, com o
crescimento econômico da China, Japão e de outros países asiáticos, especialmente com a
China sendo o núcleo da indústria petroquímica, militar e de outras indústrias que utilizam
cada vez mais titânio, a demanda mundial tem crescido rapidamente. Em 2006 e 2007 a
produção mundial de titânio em relação ao ano anterior cresceu de 19,4% e 20%. Os EUA
continuam sendo o maior país do mundo em demanda do metal. O volume de produção dos
maiores produtores mundiais de esponja de titânio e a previsão de 2008 até o ano de 2010 são
mostrados na Figura 1.11 (CHUNXIANG et al, 2010).
33
Figura 1.11 Produção de esponja de titânio dos principais países produtores no período de 2003 a 2010.
Adaptado de CHUNXIANG et al, 2010.
Com base nos registros de demanda das aeronaves Boeing e Airbus nos anos de 2005
e 2006, para os próximos anos, o setor de aviação comercial espera um rápido crescimento em
demanda de titânio. A previsão da taxa de crescimento em demanda de titânio é maior em
comparação com a taxa de crescimento em demanda de aeronaves, principalmente devido ao
aumento do conteúdo de titânio por aeronave, que tem crescido significantemente. Espera-se
que as aeronaves Boeing e Airbus demandem mais da metade da produção. Em particular,
para o Boeing 787 a quantidade de titânio requerida por aeronave é de aproximadamente 90 t.
A relação direta entre a demanda de aviões comerciais e de titânio até o ano de 2015 pode ser
visualizada na Figura 1.12 (CHUNXIANG et al, 2010).

34
Figura 1.12 Quantidade fabricada de aviões e a demanda de titânio até o ano de 2015. Adaptado de
CHUNXIANG et al, 2010.
1.10 Objetivos e justificativas
Neste trabalho, o objetivo foi caracterizar a evolução microestrutural da liga Ti-6Al-
4V após fusão a arco em gás inerte com eletrodo não-consumível submetida a diferentes
tratamentos térmicos. A microestrutura deste tipo de liga sofre substanciais modificações
tanto na morfologia como na quantidade das fases presentes durante tratamentos térmicos. A
modificação microestrutural resultante de processos de recozimento determina as
propriedades finais da liga e consequentemente sua aplicabilidade, juntamente com outros
tipos de processamento. A liga Ti-6Al-4V é a liga de titânio mais utilizada na indústria, com
destaque para o setor aeroespacial.

35
2 MATERIAIS E MÉTODOS
Nesta seção serão descritos os materiais, equipamentos e procedimentos experimentais
realizados para a obtenção e caracterização das amostras de Ti-6Al-4V. Primeiramente, foi
escolhida uma barra do material disponível no Departamento de Engenharia de Materiais da
Escola de Engenharia de Lorena (DEMAR-EEL-USP).
Com uma peça retirada da barra, foram cortadas e preparadas três amostras para a
dilatometria e uma amostra para recozimento. Outra peça foi fundida, e dela sete amostras
foram cortadas em pedaços menores para que os outros recozimentos fossem feitos. Após os
tratamentos, as amostras foram embutidas e a preparação metalográfica convencional foi
realizada. As amostras foram atacadas quimicamente e com auxílio do microscópio óptico e
do microscópio eletrônico de varredura as imagens foram geradas para a interpretação da
microestrutura. Posteriormente, como se verá adiante, o teste de dureza Vickers possibilitou o
a elaboração da conclusão final em relação ao desenvolvimento microestrutural da liga.
Todos os equipamentos utilizados, bem como a realização dos métodos descritos
abaixo, foram realizados no DEMAR-EEL-USP.
2.1 Preparação das amostras e medidas de dilatometria
A preparação das três amostras para a dilatometria seguiu a norma ASTM E228-11.
Foram preparadas amostras por meio da usinagem, resultando em cilindros com 15 mm de
comprimento e 4 mm de diâmetro. Um dilatômetro LINSEIS L75 foi utilizado para as
medidas dilatométricas. A calibração prévia antes de cada medida foi realizada com padrão de
alumina, Al2O3, com a finalidade de considerar somente a variação dilatométrica das amostras
e não do equipamento. Foram utilizadas três taxas de aquecimento e resfriamento iguais a
10°C/min, 20°C/min e 30°C/min. Todas as medidas foram realizadas em atmosfera de
argônio com o intuito de evitar a oxidação das amostras. A temperatura máxima de
aquecimento foi de 1100°C com patamar de 1 min.

36
2.2 Tratamentos térmicos
Para os tratamentos térmicos, uma peça da amostra de partida foi fundida em
atmosfera de argônio em um forno a arco tipo Flükiger refrigerado a água com eletrodo de
tungstênio não consumível. A partir do fundido, sete amostras foram cortadas de modo a
caberem em tubos de quartzo. As amostras foram encapsuladas em vácuo devido a afinidade
da liga Ti-6Al-4V com intersticiais aumentar com a temperatura de recozimento. Um forno
tubular modelo LINDBERG BLUE M foi utilizado para os tratamentos nas temperaturas de
500°C, 600°C, 700°C, 800°C, 900°C, 950°C e 1200°C por 1h cada. Uma amostra do material
de partida foi tratada a 1200°C nas mesmas condições. Do total de oito amostras, as duas
amostras tratadas a 1200°C foram resfriadas em água até a temperatura ambiente com o
intuito de tentar formar martensita. As outras seis amostras foram resfriadas ao ar. Após o
resfriamento das mesmas, as cápsulas foram quebradas e as amostras foram levadas para a
preparação metalográfica. A Figura 2.1 mostra o forno a arco utilizado para a fusão e a peça
fundida da qual foram cortadas sete amostras. As amostras encapsuladas são mostradas na
Figura 2.2.
Figura 2.1 a) Forno a arco Flükiger; b) Peça de Ti-6Al-4V fundida.

37
Figura 2.2 Amostras encapsuladas em vácuo em tubos de quartzo.
2.3 Preparação metalográfica
A primeira etapa nesta fase consistiu em embutir as amostras na temperatura de 180°C
com baquelite MULTIFAST STRUERS em uma prensa hidráulica modelo PANPRESS-30
PANTEC. A força aplicada para o embutimento foi de 15 kN a 20 kN e o tempo de
permanência 12 min. Então, as amostras passaram por uma série gradual de lixas de SiC de
500 mesh a 2400 mesh, utilizando água como lubrificante/refrigerante. Finalmente, o
polimento foi realizado utilizando pano e sílica coloidal OP-S como fluido de polimento. O
equipamento modelo APL-4 AROTEC foi utilizado tanto para o lixamento quanto para o
polimento, apenas fazendo a mudança das lixas para o pano entre uma operação e outra.
2.4 Microscopias óptica e eletrônica de varredura
A geração de imagens no microscópio óptico seguiu o polimento na sequência de
etapas. Para tal, as amostras foram atacadas quimicamente com uma mistura de 30 mL de
glicerina, 10 mL de HF e 10 mL de HNO3 para a revelação da microestrutura. A técnica
utilizada foi o de imersão em um vidro de relógio contendo quantidade controlada do

38
reagente. O microscópio óptico utilizado foi o modelo AXIOVERT 40 MAT ZEISS. Um
microscópio eletrônico de varredura modelo LEO 1450VP ZEISS foi utilizado para gerar as
micrografias com maior resolução e ampliação utilizando os modos de elétrons
retroespalhados e elétrons secundários. Com este equipamento se conseguiu visualizar
detalhes microestruturais que não foram possíveis no microscópio óptico, como se verá
adiante. Metalografia quantitativa foi utilizada para avaliar o engrossamento da estrutura de
Widmanstätten, no caso a largura das ripas da fase , pelo método do intercepto linear nas
micrografias ópticas com 500X e 1000X.
2.5 Medidas de dureza Vickers
Cada uma das oito amostras teve sua dureza Vickers medida em um microdurômetro
MICROMET 2004 BUEHLER. Para cada amostra, foram realizadas 15 medidas com uma
carga de 200 gf e 30 s de aplicação da carga. As médias das medidas foram utilizadas para
plotar um gráfico de dureza (HV) x temperatura (°C) e, para melhor delinear o gráfico, uma
amostra foi recozida a 300°C nas mesmas condições das outras amostras e teve sua dureza
inserida.
3 RESULTADOS E DISCUSSÃO
Nesta seção, são apresentados os resultados obtidos nas medidas de dilatometria, as
micrografias geradas e as medidas de dureza Vickers das amostras de Ti-6Al-4V. Todos os
resultados são correlacionados bem como são feitas todas as discussões pertinentes.
3.1 Resultados das medidas de dilatometria
O objetivo da utilização da técnica de dilatometria consistiu em se determinar a
temperatura -transus de transformação de fase da estrutura cristalina da liga. Esta técnica foi
escolhida devido a sua simplicidade e rapidez. A primeira taxa de aquecimento utilizada foi
de 10°C/min, sendo possível ver claramente uma variação abrupta na dilatação linear da liga

39
entre as temperaturas de 900°C e 1000°C. O aumento da taxa utilizada para 20°C/min e
30°C/min resulta em curvas onde não é possível distinguir claramente a transformação de fase
em comparação com a taxa mais lenta de 10°C/min. A Figura 3.1 mostra as curvas
dilatométricas obtidas em função da temperatura. A transformação de fase é indicada por uma
seta preta para a taxa mais lenta, enquanto que o aquecimento e o resfriamento são indicados,
respectivamente, pelas setas vermelha e azul.
Figura 3.1 Curvas dilatométricas em taxas crescentes de 10°C/min, 20°C/min e 30°C/min.

40
Para uma melhor visualização das transformações de fases envolvidas durante o
aquecimento e o resfriamento da liga, pode-se usar a técnica de diferenciação das curvas
experimentais obtidas. Isso permite observar com mais clareza a taxa de variação da dilatação
linear em função da temperatura. O resultado pode ser visto na Figura 3.2 para as três taxas
utilizadas.
Figura 3.2 Diferenciação das curvas dilatométricas em função da temperatura.

41
Para uma taxa de 10°C/min é possível perceber a transformação + → no
aquecimento em aproximadamente 990°C, embora não seja possível visualizar nesta taxa a
mudança inversa no resfriamento. Porém, isso é possível na taxa da 20°C/min vista na Figura
3.2, que mostra no resfriamento uma brusca mudança no comportamento de variação da
dilatação linear em uma temperatura de cerca de 890ºC. Na taxa mais rápida os
comportamentos não são tão perceptíveis, e apenas no resfriamento é possível inferir uma
mudança de estrutura cristalina CCC para HC na temperatura de 890°C. Em todos os casos,
no resfriamento, é verificada uma mudança abrupta na taxa de variação da dilatação linear em
temperaturas mais baixas. Isso pode ter ocorrido devido à variação da dilatação linear oriunda
do equipamento, e não das amostras.
O valor encontrado para a temperatura -transus está dentro do esperado quando se
compara com os valores apresentados na literatura. Para a liga Ti-6Al-4V, em uma taxa de
resfriamento de 1,8°C/min a partir do campo foi encontrada a temperatura de transformação
em 950°C (DABROWSKI, 2011), sendo que a temperatura de transformação de fase é
dependente da taxa de aquecimento/resfriamento. Ademais, a literatura aponta que a técnica
de dilatometria pode ser utilizada para se determinar a energia de ativação aparente da
transformação + → , que indica o valor de 236 kJ/mol. Esse valor se aproxima muito da
energia de ativação associada com a difusão do V no Ti- (239 kJ/mol) e se afasta muito da
energia de ativação associada à difusão do Al no Ti- (75-100 kJ/mol), no Ti-
(160-190 kJ/mol) e da difusão do V no Ti- (120-160 kJ/mol). A interpretação desses valores
permite inferir que a difusão do V no Ti- é o fenômeno controlador da transformação
+ → (SHAH, 1995).
3.2 Caracterização microestrutural
O material de partida apresenta microestrutura bifásica + . A morfologia
apresentada é de equiaxial com intergranular. No MEV, a fase aparece escura e a fase
clara. Para se obter este tipo de microestrutura, um tipo de tratamento térmico poderia ser o
recozimento a 925°C durante 1h, seguido de resfriamento até 760°C em uma taxa de 50°C/h e
subsequente resfriamento ao ar (ASM HANDBOOK, vol. 9, 2004). O material fundido, por
sua vez, desenvolve uma microestrutura tipo Widmanstätten, com as lamelas alternadas de
+ podendo ser vistas claramente nas micrografias. As Figuras 3.3a e 3.3b mostram as

42
micrografias do material de partida obtidas no MO e MEV no modo elétrons retroespalhados.
As micrografias do material fundido a arco podem ser vistas nas Figuras 3.3c e 3.3d. Para este
último caso, a micrografia obtida no MEV utilizou o modo elétrons secundários por
possibilitar uma melhor visualização da microestrutura (relevo).
Figura 3.3 a) microscopia óptica do material de partida; b) microscopia eletrônica de varredura do material de
partida; c) microscopia óptica do material fundido a arco; d) microscopia eletrônica de varredura do material
fundido a arco.
A Figura 3.4 mostra a sequência de micrografias obtidas no MO das amostras tratadas
termicamente a partir do material fundido e resfriadas ao ar. Nota-se que em todas as
temperaturas de tratamento a microestrutura de Widmanstätten foi mantida, mas com
significativas alterações na morfologia, no tamanho e na quantidade das fases presentes. De
500°C a 700°C não são perceptíveis alterações microestruturais significativas. Mas, nas
temperaturas de 800°C a 950°C, é possível observar o engrossamento da microestrutura como
era esperado. O engrossamento microestrutural pode ser visualizado na Figura 3.5. Nota-se
que o comportamento segue uma tendência de crescimento exponencial com fator
R2 = 0,96442. Considerando-se que o número de campos analisados foi de apenas duas

43
micrografias por amostra, esse valor do coeficiente de determinação R2 é bastante razoável.
Além disso, a atividade difusional também foi suficiente para que uma geometria mais bem
definida fosse formada pelas lamelas com o aumento da temperatura. Uma maior quantidade
da fase foi desenvolvida, como se pode ver no aumento em quantidade das regiões mais
escuras, principalmente nas temperaturas de 900°C e 950°C, com destaque para esta última.
Figura 3.4 Microscopias ópticas das amostras de Ti-6Al-4V tratadas termicamente durante 1 h e resfriadas ao ar
nas temperaturas de a) 500°C; b) 600°C; c) 700°C; d) 800°C; e) 900°C e f) 950°C.

44
Figura 3.5 Espessura das lamelas em função da temperatura determinado por metalografia quantitativa.
Os diagramas de fases ternários em seções isotérmicas apresentados na Figura 3.6
reforçam ainda mais o observado nas microestruturas. Com o aumento da temperatura de
recozimento pode-se inferir que uma maior quantidade da fase é formada, embora os
diagramas não forneçam como as tie lines variam a partir da temperatura de 800°C.
Ressalta-se que a utilização dos diagramas ternários leva em consideração que as
transformações microestruturais se deram em condições de equilíbrio, o que não ocorreu nos
resfriamentos das amostras ao ar. Portanto, algumas variações em relação ao previsto pelos
diagramas podem acontecer. Por exemplo, o diagrama prevê que na temperatura de 800°C a
liga se encontra na região monofásica , o que não é observado na Figura 3.4. Foram
marcadas apenas as posições em porcentagem atômica do Ti e Al, pois a posição do V está
atrelada a elas.

45
Figura 3.6 Seções isotérmicas de um diagrama de fases ternário para a liga Ti-6Al-4V. a) 600°C; b) 700°C; c)
800°C; d) 900°C e e) 1000°C. Adaptado de ASM, 2013.

46
As micrografias das amostras recozidas em 1200°C e resfriadas em água são
mostradas na Figura 3.7. A tentativa de induzir uma transformação adifusional a partir da fase
não foi bem sucedida como pode se ver claramente nas imagens. Foram escolhidas regiões
próximas do contorno de grão para tirar as fotos com o objetivo de confirmar se a
transformação martensítica ocorreu ou não. Na martensita, não ocorrem contornos de grão
cheios como se vê nas micrografias. Além dos contornos, a morfologia vista nas micrografias
é claramente de Widmanstätten.
O choque térmico produzido no contato entre a cápsula de quartzo e a água não foi
suficiente para quebrá-las. Esse pode ter sido o fator determinante para que a transformação
difusional fosse permitida, já que por este motivo a taxa de resfriamento foi muito menor do
que deveria ser. A transformação martensítica ocorre para taxas de resfriamento 5°C/s, e
dados experimentais ainda revelam que para taxas 2,5°C/s somente transformações
difusionais ocorrem (DABROWSKI, 2011). Portanto, uma taxa menor do que 5°C/s foi
atingida com o resfriamento em água. Mas, o refinamento sofrido pelas microestruturas pode
ser observado, permitindo concluir que a taxa de resfriamento em água foi maior e suficiente
para impedir a taxa de difusão necessária para desenvolver o engrossamento da estrutura,
como ocorreu com as amostras resfriadas ao ar com o aumento da temperatura.
Figura 3.7 Amostras tratadas a 1200°C durante 1 h e resfriadas em água. a) amostra de partida; b) amostra
fundida.

47
3.3 Resultados de dureza Vickers
Os resultados de dureza Vickers para as amostras tratadas e resfriadas ao ar são
mostrados na Figura 3.8. A temperatura de 25°C corresponde à amostra fundida e que foi
submetida aos tratamentos térmicos. Para mais bem delinear o gráfico, uma amostra foi
recozida em 300°C e sua dureza foi medida e inserida. Da amostra fundida até a temperatura
de 500°C, o ganho de dureza é facilmente observado ao longo do tratamento térmico. Isso
pode ser explicado se ressaltando que, após os tratamentos, foram observadas colorações
azuladas e cor de cobre nas amostras. Isso é um indicativo de que, mesmo encapsuladas em
vácuo, houve contato com o oxigênio e nitrogênio do ar e um endurecimento por solução
sólida foi desenvolvido. Para tal, algum microvazamento das cápsulas pode ter ocorrido.
Ademais, a temperatura de 500°C corresponde a 0,4Tf para a liga, sendo Tf a temperatura
liquidus.
Contudo, o amolecimento é evidente entre as temperaturas de 500°C e 900°C. O
resultado é fruto do aumento significativo da difusividade, tornando o engrossamento de
Ostwald da microestrutura preponderante em relação ao endurecimento por solução sólida. O
brusco ganho de dureza na temperatura de 950°C pode ser explicado através da Figura 3.9, a
qual compara micrografias obtidas no MEV nas temperaturas de 900°C e 950°C. Pode-se
notar claramente que à configuração de lamelas alternadas de + , soma-se a formação de
pequenas colônias de + no interior da fase entre uma temperatura e outra. Essa nova
arquitetura das fases é dominante em relação ao engrossamento sofrido para o ganho de
dureza.
Para as amostras de partida e fundida tratadas a 1200°C, os valores de dureza obtidos
foram 388 ± 18 HV e 390 ± 13 HV, respectivamente. Portanto, as amostras tratadas acima da
temperatura -transus e resfriadas em água apresentam valores de dureza mais elevados,
devido ao refinamento desenvolvido pela microestrutura aliado ao endurecimento por solução
sólida.

48
Figura 3.8 Medidas de dureza Vickers em função da temperatura de tratamento térmico para as amostras
resfriadas ao ar.
Figura 3.9 Microscopia eletrônica de varredura no modo elétrons retroespalhados. a) 900°C; b) 950°C.

49
4 CONCLUSÕES
As amostras caracterizadas mostraram uma gama de variações microestruturais e de
dureza com o aumento da temperatura de tratamento térmico. As principais modificações
foram o endurecimento por solução sólida e sua competitividade com o engrossamento da
microestrutura, o aumento de quantidade da fase com o aumento da temperatura de
recozimento e alterações na configuração morfológica das fases, sendo que na temperatura de
950°C pequenas colônias de + se desenvolvem no interior da fase . O resfriamento das
amostras encapsuladas em água não foi capaz de promover uma transformação de fase
adifusional, mas foi suficiente para refinar a microestrutura e, aliado ao endurecimento por
solução sólida, resultar no maior endurecimento em comparação com as amostras resfriadas
ao ar.
O engrossamento da microestrutura segue uma tendência exponencial em função do
aumento da temperatura, com R2
= 0,96442. Como o número de campos analisados pelo
método do intercepto linear foi pequeno, este valor medido da espessura das lamelas é bem
razoável.
A escolha do tratamento térmico adequado deve levar em consideração a temperatura
de transformação de fase -transus, que pode ser determinada através de medidas
dilatométricas. Os dados obtidos pelas curvas de dilatometria em função da temperatura
permitiram observar a mudança de estrutura HC para CCC em torno de 990°C no
aquecimento. No resfriamento, a temperatura é estimada em torno de 890°C para a
transformação inversa.
50
REFERÊNCIAS
ABKOWITZ, S.; BURKE, J. J.; HILTZ Jr., R. H. Titanium in Industry: Technology of
Structural Titanium. New York: D. Van Nostrand Company, 1955, 215 p.
ASKELAND, D. R.; FULAY, P. P.; WRIGHT, W. J. The Science and Engineering of
Materials. 6th
ed. Stamford: Cengage Learning, 2010. 887 p.
ASM. Alloy Phase Diagram Database. Ti-Al-V Phase Diagram. 2013. Disponível em:
<http://www1.asminternational.org/asmenterprise/APD/>. Acesso em: 08 nov 2013.
ASM HANDBOOK. Properties and Selection: Nonferrous Alloys and Special-Purpose
Materials. Ohio: ASM International, 1990, v. 2, 1328 p.
ASM HANDBOOK. Metallographic Techniques and Microstructures. Ohio: ASM
International, 2004, v. 9, 2678 p.
BOYER, R. R. Titanium for aerospace: rationale and applications. Advanced Performance
Materials, v.2, p. 349-368, 1995.
CALLISTER Jr., W. D. Materials Science and Engeneering: An Introduction. 8th
ed.
Versailles: World Color USA, 2010. 885 p.
CHUNXIANG, C.; BAOMIN, H.; LICHEN, Z.; SHUANGJIN, L. Titanium alloy production
technology, market prospects and industry development. Materials and Design, v. 32, p.
1684-1691, 2010.
DABROWSKI, R. The kinetics of phase transformations during continuous cooling of the
Ti6Al4V alloy from the single-phase range. Archives of Metallurgy and Materials, v. 56,
p. 703-707, 2011.
DONACHIE Jr., M. J. Titanium: A Technical Guide. Ohio: ASM International, 1988. 469
p.
51
FILIP, R.; KUBIAK, K.; ZIAJA, W.; SIENIAWSKI, J. The effect of microstructure on the
mechanical properties of two-phase titanium alloys. Journal of Materials Processing
Technology, v. 133, p. 84-89, 2002.
GIL, F. J.; GINEBRA, M. P.; MANERO, J. M.; PLANELL, J. A. Formation of -
Widmanstätten structure: effects of grain size and cooling rate on the Widmanstätten
morphologies and on the mechanical properties in Ti6Al4V alloy. Journal of Alloys and
Compounds, v. 329, p. 142-152, 2001.
HENRIQUES, V. A. R. Titanium production for aerospace applications. Journal of
Aerospace Technology and Management, v.1, p. 7-17, 2009.
KLEEFISCH, E. W. Industrial Applications of Titanium and Zirconium. New Orleans:
ASTM Special Technical Publication, 1979, 203 p.
LEYENS, C.; PETERS, M. Titanium and Titanium Alloys: Fundamentals and
Applications. Weinheim: WILEY-VCH, 2003. 497 p.
LIU, X.; CHU, P. K.; DING, C. Surface Modification of titanium, titanium alloys, and related
materials for biomedical applications. Materials Science and Engineering, v. 47, p. 49-121,
2004.
LÜTJERING, G. Influence of processing on microstructures and mechanical properties of
(+) titanium alloys. Materials Science and Engineering A, v. 243, p. 32-45, 1998.
MAJORELL, A.; SRIVATSA, S.; PICU, R. C. Mechanical Behavior of Ti-6Al-4V at high
and moderate temperatures – Part I: Experimental results. Materials Science and
Engineering A, v. 326, p. 297-305, 2002.
McQUILLAN, A. D.; McQUILLAN, M. K. Metallurgy of The Rarer Metals – 4 Titanium.
London: Butterworths Scientific Publications, 1956, 458 p.
POLMEAR, I. Light Alloys: From Traditional Alloys to Nanocrystals. 4th
ed. Pondicherry:
Integra Software Services, 2006. 412 p.

52
SHAH, A. K.; KULKARNI, G. J.; GOPINATHAN, V.; KRISHNAN, R. Determination of
activation energy for + → transformation in Ti-6Al-4V alloy by dilatometry. Scripta
Metallurgica et Materialia, v. 32, p. 1353-1356, 1995.
ZHECHEVA, A.; SHA, W.; MALINOV, S.; LONG, A. Enhancing the microstructure and
properties of titanium alloys through nitriding and other surface engineering methods.
Surfacers and Coatings Technology, v. 200, p. 2192-2207, 2005.