apostila fca 2003 manutenção de vagoes
DESCRIPTION
Manutenção de Vagões FerroviariosTRANSCRIPT

PROGRAMA DE APRENDIZES
Manutenção de Vagões
Jul/2003

Manutenção de Vagões
Jul/2003 - Página 2 de 29
Sumário 1.0 TRUQUES ........................................................................................................................................3
1.1 COMPONENTES DOS TRUQUES ..................................................................................................3LATERAIS ..............................................................................................................................................3TRAVESSA CENTRAL ..........................................................................................................................3CUNHAS DE FRICÇÃO .........................................................................................................................4MOLAS DO TRUQUE ............................................................................................................................4MOLAS DAS CUNHAS DE FRICÇÃO ...................................................................................................4TRIÂNGULOS DE FREIO ......................................................................................................................4SAPATAS DE FREIO .............................................................................................................................4BARRA DE COMPRESSÃO ..................................................................................................................5ALAVANCAS DE FORÇA ......................................................................................................................5SETOR DE GRADUAÇÃO .....................................................................................................................5PINO DA TIMONERIA............................................................................................................................5TIMONERIA DO TRUQUE .....................................................................................................................5
1.2 SELEÇÃO DE PARES DE LATERAIS .............................................................................................6BRN – Base Rígida Nominal ..................................................................................................................6BRR – Base Rígida Real ........................................................................................................................6BOTÃO ...................................................................................................................................................6
1.3 MONTAGEM DO TRUQUE RIDE-CONTROL .................................................................................7Montagem das CUNHAS DE FRICÇÃO na TRAVESSA CENTRAL: ....................................................7Montagem da TRAVESSA CENTRAL nos LATERAIS .........................................................................8
1.4 MONTAGEM DO TRUQUE BARBER ..............................................................................................91.5 INSPEÇÃO E RECUPERAÇÃO DE COMPONENTES DO TRUQUE ......................................... 10
LATERAIS ........................................................................................................................................... 10CHAPA DE DESGASTE COLUNA DO LATERAL RIDE-CONTROL ................................................. 10CHAPA DE DESGASTE COLUNA DO LATERAL BARBER .............................................................. 11CHAPA DE DESGASTE DO PEDESTAL PARA CAIXA DE ROLAMENTO ...................................... 12TRIÂNGULOS DE FREIO ................................................................................................................... 16TRAVESSA CENTRAL DO TRUQUE ................................................................................................. 16BOLSA DA CUNHA DE FRICÇÃO DA TRAVESSA CENTRAL BARBER ......................................... 18SUPERFÍCIE INCLINADA DE FRICÇÃO BARBER: .......................................................................... 19BOLSA DA CUNHA DE FRICÇÃO DA TRAVESSA CENTRAL BARBER ......................................... 19CUNHAS DE FRICÇÃO ...................................................................................................................... 20CUNHAS DE FRICÇÃO RIDE-CONTROL: ........................................................................................ 20PRATO PIÃO ...................................................................................................................................... 20PRATO PIÃO SUPERIOR .................................................................................................................. 23PRATO PIÃO SUPERIOR CONVENCIONAL: ................................................................................... 24PRATO PIÃO SUPERIOR BOJO SOLTO .......................................................................................... 24MOLAS DO TRUQUE ......................................................................................................................... 25MÁQUINA DE TESTE DE MOLA ........................................................................................................ 27TIMONERIA DO TRUQUE .................................................................................................................. 27AMPARA BALANÇO ........................................................................................................................... 29
Elaboração:
Ricardo Rafante Ferrovia Centro Atlântica S A

Manutenção de Vagões
Jul/2003 - Página 3 de 29
1.0 TRUQUES
O truque é um componente estrutural do vagão. Sua função é : � Distribuir e transferir o peso do vagão para os trilhos;
� Absorver choques;
� Dar estabilidade e equilíbrio ao vagão.
A FCA trabalha com dois modelos de truques: � RIDE-CONTROL;
� BARBER STABILIZED.
Fig. 1 - Truque
1.1 COMPONENTES DOS TRUQUES
LATERAIS
� São confeccionadas em aço fundido classe ‘B’ (especificação AAR);
� São duas laterais por truque, com guias para encaixe do triângulo de freio tipo ‘UNIT’;
� Têm as corrediças para encaixe das travessas centrais munidas de chapas de desgaste substituíveis;
� Sobre as chapas de desgaste trabalham as cunhas dos amortecedores.
TRAVESSA CENTRAL
� É confeccionada em aço fundido classe ‘B’;
� Há uma travessa central para cada truque;
� Possui:
o Centro pião de 305 mm (12”) de diâmetro;
o Cavidades nas extremidades para encaixe das cunhas de fricção dos amortecedores.

Manutenção de Vagões
Jul/2003 - Página 4 de 29
CUNHAS DE FRICÇÃO
� São confeccionadas em aço fundido e endurecidas nas superfícies de fricção;
� Trabalham encaixadas nas cavidades da travessa central;
� Têm por função manter a travessa central em permanente contato com as laterais, amortecendo variações de movimento e carga sobre as mesmas.
MOLAS DO TRUQUE
� São confeccionadas em aço mola ABNT 5160;
� Possuem altura de 9.1/16”;
� Deflexão de 2.1/2” (Tipo D3 AAR);
� Variam em número e forma de arranjo de acordo com o tipo de truque e de manga do vagão.
� Têm por função amortecer e tirar a rigidez do vagão.
MOLAS DAS CUNHAS DE FRICÇÃO
� São confeccionadas em aço mola;
� Há uma mola para cada cunha de fricção nos truques Barber-Stabilized;
� Duas molas para cada cunha nos truques Ride-Control;
� Têm por função atuar as cunhas de fricção.
TRIÂNGULOS DE FREIO
� São confeccionados em aço fundido ou em chapas estampadas tipo ‘UNIT’;
� Cada truque possui dois triângulos de freio;
� Possuem encaixes nas laterais e atuam nas duas rodas simultaneamente;
� Na parte central possuem um fulcro na posição vertical para montagem da alavanca de força;
� Nas extremidades possuem:
o contra-sapatas rebitadas ou soldadas;∙
o chapas de desgaste renováveis, soldadas em furos providos de buchas cementadas com dureza de 60 Hrc.
SAPATAS DE FREIO
� Têm a parte de atrito com a roda feita de material não ferroso;
� São encaixadas na contra-sapata do triângulo de freio e fixadas por chavetas de aço;
� São quatro sapatas para cada truque;
� São classificadas de acordo com o sistema de freio instalado no vagão:
o COR VERDE = ALTO ATRITO
o COR AMARELA = BAIXO ATRITO.

Manutenção de Vagões
Jul/2003 - Página 5 de 29
BARRA DE COMPRESSÃO
� Barra de aço com forquilhas (palmatórias) nas extremidades;
� Furação com bucha de aço doce, cementada com dureza de 60 Hrc;
� Interliga e transfere força para acionamento dos triângulos de freio;
� Existe uma barra de compressão por truque.
ALAVANCAS DE FORÇA
� É confeccionada em chapa de aço de 1”;
� Possui três furos com buchas cementadas com dureza de 60 Hrc;
� São duas alavancas para cada truque;
� Têm a função de alavanca de força para acionamento do triângulo de freio.
SETOR DE GRADUAÇÃO
� É confeccionado em chapa de aço de ½”;
� Tem formato curvo;
� Furações providas de buchas de aço doce cementado com dureza de 60 Hrc;
� Há um setor de graduação para cada truque;Tem por função graduar a distância entre a sapata de freio e a roda devido ao desgaste sofrido pela sapata.
PINO DA TIMONERIA
� É confeccionado em aço baixo carbono;
� É cementado com profundidade de 1 mm e dureza de 60 Hrc;
� Tem por função ligar:∙
o Tirantes;∙
o Alavancas;∙
o Barra de compressão;∙
o Setor de graduação.
TIMONERIA DO TRUQUE
� Chama-se TIMONERIA DO TRUQUE o conjunto formado de:
o Alavancas;
o Setor de graduação;
o Barra de compressão; e
o Pinos

Manutenção de Vagões
Jul/2003 - Página 6 de 29
1.2 SELEÇÃO DE PARES DE LATERAIS
A formação de pares de laterais de truques é feita através do MÉTODO DE MARCAÇÃO.
O Método de Marcação faz uso de botões e de intervalos de medida que servem para classificar a Base Rígida Real das laterais.
BRN – Base Rígida Nominal
Padrão de referência, a Base Rígida Nominal é a distância entre os centros das cadeiras de lateral, acompanhada de valores numéricos que representam tolerâncias permissíveis.
BRR – Base Rígida Real
Base Rígida Real é a distância real entre os centros das cadeiras de lateral, obtida através de medição com instrumento e precisão exigidos.
BOTÃO
Botão é o ressalto fundido ou soldado na parte externa de uma das extremidades de cada lateral.
A tolerância de fabricação de qualquer lateral é de ± 3/16” ou 4,8mm.
A Base Rígida Real de qualquer lateral deve situar-se dentro de uma Faixa de Tolerância (Ft) de 3/8” (9,6mm)
Ou seja,
Ft = BRR Máx. - BRR Min. = 3/8” (0,375”)
Esta faixa de tolerância de 3/8” é dividida em 5 (cinco) sub-faixas iguais de 0,075” (1,9mm).
A finalidade das 5 (cinco) sub-faixas é permitir o enquadramento em uma delas, de cada lateral de um determinado lote. O enquadramento baseia-se na base rígida real de cada lateral.
O enquadramento de cada lateral em uma das cinco sub-faixas de tolerância é mostrado através de botões fundidos em uma de suas extremidades.
Estes botões são fundidos: � na parte externa de uma das extremidades do lateral novo;
� em local bem visível;
� posicionados vertical ou obliquamente;
� em linha reta; e
� igualmente espaçados.
Na montagem, o truque deve conter laterais com o mesmo número de botões ou com diferença de uma unidade de botão.
A Base Rígida de lateral dos vagões mangas “C” e “D” da FCA é de 5’ 2” (1575mm)

Manutenção de Vagões
Jul/2003 - Página 7 de 29
Fig. 2 - Botões
1.3 MONTAGEM DO TRUQUE RIDE-CONTROL
A montagem do truque Ride-Control é feita em dois estágios: � Montagem das cunhas de fricção na travessa central;
� Montagem da travessa central nos laterais.
Montagem das CUNHAS DE FRICÇÃO na TRAVESSA CENTRAL:
1. Posicione a travessa central na prensa de montagem das cunhas.
2. Posicione manualmente as molas e cunhas na travessa central.
3. Prense as cunhas de fricção contra as molas, fazendo com que entrem no alojamento dentro da travessa central.
4. Trave as cunhas com ferrolhos de aço..
5. Alivie a prensa.
6. Verifique a distância entre as cunhas de fricção passando um gabarito em toda a extensão das mesmas.
Fig. 3 - Ferrolhos de aço (pino retentor das cunhas de fricção)
Fig. 4 - Gabarito

Manutenção de Vagões
Jul/2003 - Página 8 de 29
Fig. 5 - Máquina de montar Cunha de Fricção Ride-Control na Travessa Central.
Montagem da TRAVESSA CENTRAL nos LATERAIS
1. Posicione a travessa central na máquina de montagem do truque com as cunhas travadas nas bolsas.
2. Posicione laterais e triângulos de freio montando as molas do truque.
3. Acione o atuador pneumático da máquina aliviando a pressão das molas de fricção;retirando os pinos retentores (grampos de trava).
4. Coloque a travessa em posição com os elementos de fricção previamente montados.
5. Levante a lateral de modo que a abertura larga na parte inferior da janela fique em alinhamento horizontal com as guias externas da travessa.
6. Empurre a lateral sobre a extremidade da travessa até que a linha de centro “A” das guias da travessa coincida com a linha de centro “A” do lateral.
Fig 6.- Posicionamento das laterais e travessa central.
Levante a travessa e coloque as molas do truque na bandeja do lateral.
Fig.7 - Montagem das molas do truque.

Manutenção de Vagões
Jul/2003 - Página 9 de 29
Com o alívio de pressão dos atuadores pneumáticos, retire os pinos retentores, permitindo que as cunhas de fricção entrem em contato com o lateral.
Fig.8 - Situação real, vista de cima e Vista de baixo.
1.4 MONTAGEM DO TRUQUE BARBER
Fig. 9 - Montagem do truque
1. Encaixe as cunhas de fricção
2. Introduza os grampos de fixação para travar as cunhas nas respectivas bolsas.
3. Monte as extremidades da travessa central na abertura inferior de ambas as laterais.
4. Levante a travessa central colocando as molas de suspensão do truque e a mola das cunhas de fricção sobre os assentos guia das laterais.
5. Desça a travessa central sobre as molas assegurando-se de que estas estejam corretamente posicionadas nas guias existentes no lateral.
6. Remova os grampos de fixação das cunhas.
MONTE AS CUNHAS NA TRAVESSA, USANDO OS GRAMPOS DE FIXAÇÃO.
COLOQUE A TRAVESSA NOS LATERAIS.

Manutenção de Vagões
Jul/2003 - Página 10 de 29
LEVANTE A TRAVESSA, COLOQUE AS MOLAS DE SUSPENSÃO E AS CUNHAS.
ABAIXE A TRAVESSA SOBRE AS MOLAS. REMOVA OS GRAMPOS DE FIXAÇÃO.
A folga máxima entre o lateral e a travessa central é a soma das folgas “A e B”.
Esta soma não deve exceder a 1.1/8”, tanto para truques manga “C” quanto para truques manga “D”.
Coloque o truque já montado sobre os rodeiros, mantendo a tolerância de altura das rodas.
TOLERÂNCIA ENTRE DIÂMETROS DE RODASNo mesmo rodeiro No mesmo truque Entre truques
½ tape no perímetro ½" 1" 1,59 mm no diâmetro 12,7 mm 25,4 mm
1.5 INSPEÇÃO E RECUPERAÇÃO DE COMPONENTES DO TRUQUE
LATERAIS
� AS CHAPAS DE DESGASTE DA COLUNA DO LATERAL devem ser substituídas quando atingem o desgaste de 1/8”.
� As soldas trincadas devem ser refeitas.
� Chapas de desgaste são soldadas no lateral, preferencialmente no plano horizontal, usando-se∙Eletrodo AWS-7018; Corrente a mais baixa possível
� A solda deve começar a 2” da extremidade da chapa de desgaste prosseguindo até o final da mesma;∙enchendo a cratera que se formar no final do filete.
� Não é necessário o pré- aquecimento do lateral ou da chapa.
� A solda deve ser bem acabada, homogênea e livre de bolhas de gás ou de outras inclusões.
CHAPA DE DESGASTE COLUNA DO LATERAL RIDE-CONTROL
O empeno da chapa não deve exceder a 0,63mm (0,025”)

Manutenção de Vagões
Jul/2003 - Página 11 de 29
CHAPA DE DESGASTE COLUNA DO LATERAL BARBER
O empeno da chapa não deve exceder a 0,63mm (0,025”)
1. Recondicione com solda as superfícies “B”, reconstituindo a dimensão de 5/8” desde a superfície não desgastada “D”, quando a dimensão “B” for igual ou menor que 7”;
2. Recondicione com solda a superfície “C”, reconstituindo a dimensão de 3/8” desde a superfície não desgastada “E”;
3. Esmerilhe até deixar lisas as superfícies “B” e “C”.

Manutenção de Vagões
Jul/2003 - Página 12 de 29
CHAPA DE DESGASTE DO PEDESTAL PARA CAIXA DE ROLAMENTO
Atinge o limite de uso quando apresenta um desgaste de 1/8” nas superfícies de contato.
Quando necessário, o assento da chapa de desgaste deve ser preenchido com solda.
As superfícies devem ser esmerilhadas, recompondo a base plana para montagem da chapa de desgaste, observando-se o tipo de manga.

Manutenção de Vagões
Jul/2003 - Página 13 de 29
Os pedestais devem ser recondicionados com solda quando: 1. As dimensões “A” ou “B” forem iguais ou menores que os respectivos valores indicados na
tabela;
2. A dimensão “C” for igual ou maior que os valores indicados na tabela.
RECONSTITUIÇÃO DA LARGURA DO TETO E DAS PERNAS VERTICAIS DA ARMAÇÃO LATERAL
Dimensão da manga Dimensão "A" ou menor
Dimensão "B" ou menor perna interna
ou externa
Dimensão "C" ou maior
5" x 9" 4 11/16" 3 3/16" 9 1/8" 5 ½" x 10" 5 7/16" 3 5/16" 10 1/8"
Reparadas e esmerilhadas as superfícies “A”, a dimensão “D” de um lado com a dimensão “D” do outro lado não deverá diferir mais que 1/16”, usando gabarito.
Teto do pedestal não provido de chapa de desgaste
A concavidade do teto não deve exceder a 1/16”.

Manutenção de Vagões
Jul/2003 - Página 14 de 29
A superfície do pedestal deverá ser reparada e conferida com esquadro, se estiver fora de esquadro em mais de 1/16”.
O teto do pedestal pode ser reparado, aplicando-se chapa de desgaste, somente se a medida de desgaste vertical for igual ou menor que 3/16” , determinada a partir deste relevo em cada extremo do teto do pedestal.

Manutenção de Vagões
Jul/2003 - Página 15 de 29
Este relevo representa o limite de desgaste permitido no teto. A reparação dá-se com o esmerilhamento total da superfície plana do teto do pedestal.
Aplique a chapa de desgaste do teto, observando a espessura de: � 1/8” no mínimo; e
� 3/16”no máximo.
Mantenha a dimensão apropriada desde a chapa até o furo da chaveta retentora dos mancais.
Após a aplicação da chapa do teto, examine a dimensão desde a chapa até o furo da chaveta.
As chapas de desgaste das guias dos triângulo da lateral devem ser substituídas quando: � atingirem um desgaste de 3/32” na espessura ;ou
� a abertura atingir 1.13/16”

Manutenção de Vagões
Jul/2003 - Página 16 de 29
TRIÂNGULOS DE FREIO
Triângulos de freio são reparados quanto a: � Empenos;
� Trincas;
� Desgaste; ou
� Falta de buchas.
As chapas de desgaste das extremidades são substituídas sempre que o desgaste das mesmas atinja 3/32”.
TRAVESSA CENTRAL DO TRUQUE
CHAPAS DE DESGASTE PARA BOLSAS DAS CUNHAS DE FRICÇÃO RIDE-CONTROL são substituídas quando atingem o desgaste de 1/8”.
Sua solda deve ser refeita, se estiver trincada.

Manutenção de Vagões
Jul/2003 - Página 17 de 29
As chapas de desgaste são soldadas na travessa, usando-se eletrodo AWS-E-7018 e corrente elétrica a mais baixa possível. Não é necessário o pré-aquecimento da travessa ou da chapa. A solda deve ser bem acabada, homogênea, livre de bolhas de gás e de outras inclusões.
AS CORREDIÇAS da TRAVESSA CENTRAL RIDE-CONTROL, se apresentarem desgaste, devem ser recondicionadas. Neste caso, faz-se um enchimento de solda. A superfície soldada é esmerilhada, recompondo-se a base plana, de acordo com as medidas especificadas para cada manga.
LIMITE DE DESGASTE DAS CORREDIÇAS DA TRAVESSA CENTRAL RIDE CONTROL
DIMENSÃO DA MANGA
LIMITE DE DESGASTE DIMENSÃO
"A"
RECONDICIONAR ATÉ "A" +1/8" -
1/8"
DIMENSÃO "B"
DIMENSÃO "C"
5"x9" 8.1/2" 8" 1.1/2" 1.1/2" 5.1/2"x10" 8.1/2" 8" 1.1/2" 1.1/2"
Desgastes da SUPERFÍCIE VERTICAL da BOLSA DE FRICÇÃO DA TRAVESSA CENTRAL RIDE-CONTROL
A superfície vertical “F” deve ser recondicionada, usando-se enchimento de solda.
A solda deve ser esmerilhada e polida, permitindo a aplicação da régua de conferência.
A superfície plana é recomposta, observando-se medidas especificadas.
Manutenção de Vagões
Jul/2003 - Página 18 de 29
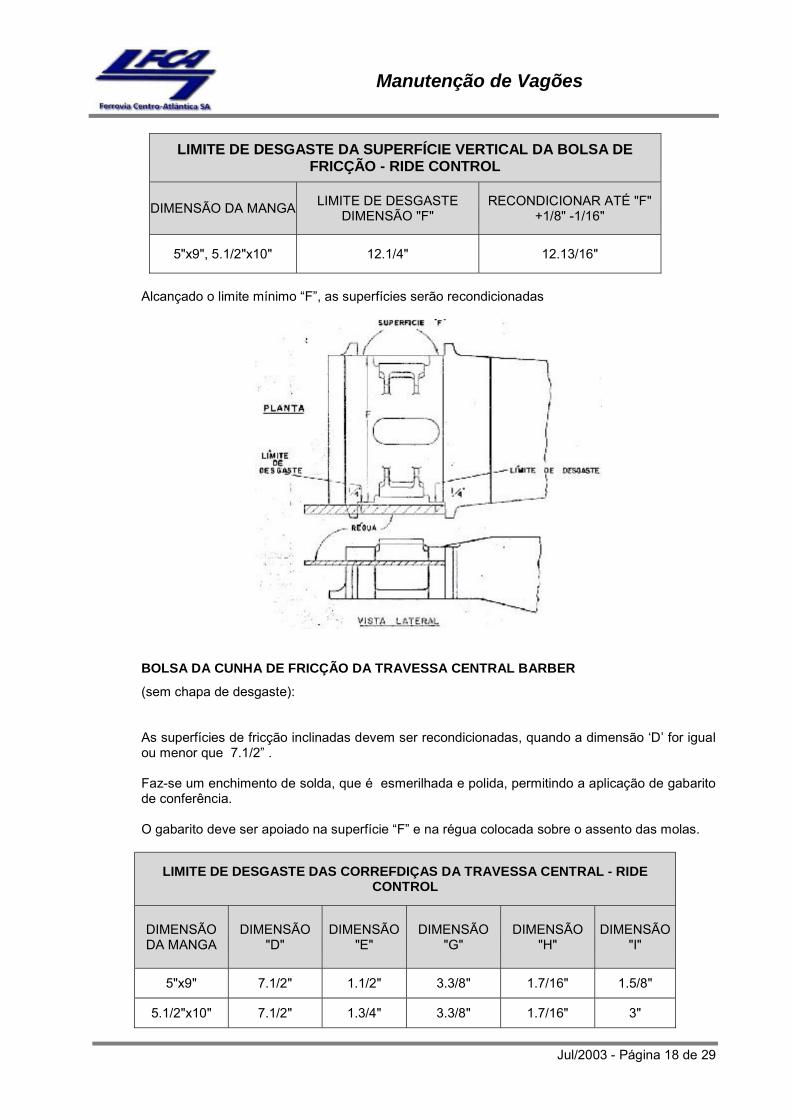
LIMITE DE DESGASTE DA SUPERFÍCIE VERTICAL DA BOLSA DE FRICÇÃO - RIDE CONTROL
DIMENSÃO DA MANGA LIMITE DE DESGASTE DIMENSÃO "F"
RECONDICIONAR ATÉ "F" +1/8" -1/16"
5"x9", 5.1/2"x10" 12.1/4" 12.13/16"
Alcançado o limite mínimo “F”, as superfícies serão recondicionadas
BOLSA DA CUNHA DE FRICÇÃO DA TRAVESSA CENTRAL BARBER
(sem chapa de desgaste):
As superfícies de fricção inclinadas devem ser recondicionadas, quando a dimensão ‘D’ for igual ou menor que 7.1/2” .
Faz-se um enchimento de solda, que é esmerilhada e polida, permitindo a aplicação de gabarito de conferência.
O gabarito deve ser apoiado na superfície “F” e na régua colocada sobre o assento das molas.
LIMITE DE DESGASTE DAS CORREFDIÇAS DA TRAVESSA CENTRAL - RIDE CONTROL
DIMENSÃO DA MANGA
DIMENSÃO "D"
DIMENSÃO "E"
DIMENSÃO "G"
DIMENSÃO "H"
DIMENSÃO "I"
5"x9" 7.1/2" 1.1/2" 3.3/8" 1.7/16" 1.5/8"
5.1/2"x10" 7.1/2" 1.3/4" 3.3/8" 1.7/16" 3"

Manutenção de Vagões
Jul/2003 - Página 19 de 29
SUPERFÍCIE INCLINADA DE FRICÇÃO BARBER:
Quando o desgaste alcançar ¼”, recondicionar com solda, esmerilhar a solda até poder aplicar o gabarito, como mostrado.
BOLSA DA CUNHA DE FRICÇÃO DA TRAVESSA CENTRAL BARBER
( com chapa de desgaste):
Se as bolsas das cunhas de fricção da travessa central são providas de chapas de desgaste, estas chapas devem ser substituídas quando seu desgaste atingir 1/8”.
As soldas das chapas que apresentarem trincas devem ser refeitas.
“As chapas de desgaste devem ser fixadas por solda à travessa (eletrodo AWS-E-7018), com corrente a mais baixa possível, não sendo necessário preaquecimento da travessa ou da chapa. A solda deve ser bem acabada, homogênea e livre de bolhas de gás ou outras inclusões. Soldar a chapa nas três partes mostradas na figura”.

Manutenção de Vagões
Jul/2003 - Página 20 de 29
CUNHAS DE FRICÇÃO
Aplicação de chapa de desgaste da cunha de fricção Barber
CUNHAS DE FRICÇÃO RIDE-CONTROL:
Devem ser substituídas quando o desgaste atingir o rebaixo indicativo de limite de uso, ou quando as superfícies inclinadas apresentarem um desgaste côncavo de 1/16” de profundidade.
AS CUNHAS DE FRICÇÃO BARBER serão substituídas quando o desgaste atingir os rebaixos indicativos do limite de uso, 3/8” ou 1/8”, conforme ilustração.
PRATO PIÃO
A BORDA INTERNA DO PRATO DE PIÃO DA TRAVESSA CENTRAL deve ser reparada com: � enchimento de solda;
� usinagem da área preenchida;
� e reposição do anel de desgaste.
As dimensões de utilização e rejeito da borda interna do prato pião são definidas conforme tabela ‘LIMITES PRATO PIÃO DA TRAVESSA CENTRAL’.

Manutenção de Vagões
Jul/2003 - Página 21 de 29
Dimensões das mangas
Dimensão "A"
nominal novo
Dimensão "A"
reconstituir com solda
Dimensão "A"
sucatar travessa
Dimensão "B"
nominal novo
Dimensão "B"
reconstituir com solda
Dimensão "B"
sucatar travessa
5x9" 12" 12.1/2" a 12.3/4" 12.13/16" 1.1/8" 1.3/8" 1.9/16"
5.1/2"x10" 12" 12.1/2" a 12.3/4" 12.13/16" 1.1/8" 1.3/8" 1.9/16"
Limites de desgaste do prato pião sem chapas de desgaste
Dimensões de acabamento do Prato Pião.
Após o recondicionamento da BORDA INTERNA DO PRATO PIÃO DA TRAVESSA CENTRAL: � Aplica-se o anel de desgaste na superfície interna do rebordo, com a utilização de
solda;
� Faz-se a montagem do disco de desgaste no fundo do prato de pião.
A aplicação destes elementos de desgaste evita o desgaste direto do prato de pião da travessa.
Os limites de desgaste destes elementos devem ser os da tabela abaixo:
Limite de utilização do Anel e disco de desgaste do pião
Componente Novo Rejeito Limite de desgaste Diâmetro Máximo
Disco de desgaste 1/4" (6,35mm) 1/16" (1,59mm) 3/16" (4,76mm) 12.1/4"
Anel de desgaste 1/4" (6,35mm) 1/8" (3,2mm) 1/8" (3,2mm)

Manutenção de Vagões
Jul/2003 - Página 22 de 29
Limites de desgaste do prato pião com chapas de desgaste
Anel de desgaste do prato pião

Manutenção de Vagões
Jul/2003 - Página 23 de 29
Disco de desgaste do pião
PRATO PIÃO SUPERIOR
Prato pião superior convencional:
Peça em aço, montada na estrutura do vagão.
Tem liga a caixa do vagão com o truque, concentrando toda a carga do vagão sobre o centro da travessa central.
Em conjunto com pião inferior, promove a radiação do truque nas curvas.
LIMITE DE UTILIZAÇÃO PRATO PIÃO CONVENCIONAL
Novo Rejeito Limite desgaste
Superior 11.3/4" 11.3/8" 3/8"
Inferior 12" 12.1/4" 1/4"
Folga máxima 1/4" 7/8" 5/8"

Manutenção de Vagões
Jul/2003 - Página 24 de 29
PRATO PIÃO SUPERIOR CONVENCIONAL:
PRATO PIÃO SUPERIOR BOJO SOLTO
É uma versão modernizada do prato pião convencional.
Na concepção original, o pião inferior é encaixe fêmea e o pião superior encaixe macho.
Nesta nova versão, tanto o encaixe superior quanto o encaixe inferior são fêmeas. Uma peça ou disco solto atua como elo de ligação entre os dois piões, aumentando a durabilidade dos mesmos:
� O desgaste é melhor distribuído;
� Diminui o tempo de manutenção; e
� Evitam-se custos de aquisição de componente novo.
LIMITE DE UTILIZAÇÃO PRATO PIÃO DISCO SOLTO
Novo Rejeito Limite desgaste
Flange 12" 12.1/4" 1/4"
Disco Solto 11.13/16" 11.1/2" 5/16"
Folga 3/16" 3/4" 9/16"

Manutenção de Vagões
Jul/2003 - Página 25 de 29
Flange do Pião
Disco Solto do Pião
A folga mínima entre as faces horizontais das bordas dos centros de pião superior e inferior é de 5mm.
MOLAS DO TRUQUE
� As molas do truque devem ser rejeitadas quando:
� afetadas por corrosão;
� quebradas; ou
� tiverem sua altura permanente diminuída em 5/8”, comparada à sua altura livre especificada.

Manutenção de Vagões
Jul/2003 - Página 26 de 29
As molas usadas devem ser classificadas por teste de variação de deflexão, com aplicação de 70 libras de pressão e identificadas por pintura nas espiras de acordo com os valores de classificação:
COR BRANCA Deflexão até 5mm abaixo da resistência especificada;
COR AZUL Deflexão até 10mm abaixo da resistência especificada;
COR AMARELA Deflexão até 15mm abaixo da resistência especificada.
A montagem do truque é feita com molas de mesma cor (mesma classificação de deflexão).
As molas são montadas no truque conforme arranjo por tipo de truque e de manga, como na figura a seguir.
B C D
SELF ALLINING MOLA EXT. D2 MOLA EXT. D2
FRICÇÃOMOLA D2
ROLAMENTO MOLA D3
MOLA D2
BARBER (FNV) MOLA D3 MOLA D3
BARBER (NISHA) MOLA D3
MOLA D3MOLAS RIDE-CONTROL(SUMITOMO E COBRASMA)
TIPO TRUQUE
TABELA ARRANJO DAS MOLAS DE SUSPENSÃO DO TRUQUE
MANGA

Manutenção de Vagões
Jul/2003 - Página 27 de 29
MÁQUINA DE TESTE DE MOLA
TIMONERIA DO TRUQUE
A timoneria do truque leva a força da aplicação de freio até às sapatas de freio do vagão, através de alavancas de força que acionam os triângulos de freio.
A montagem da timoneria de freio é feita de forma a combinar as furações entre o setor de graduação e a barra de compressão, permitindo que:
� a alavanca de força esteja totalmente recuada; e
� as sapatas de freio estejam recuadas, porém próximas às rodas, de modo que, ao menor deslocamento da alavanca de força (aplicação de freio), as sapatas toquem as rodas, propiciando a frenagem.
Manômetro de Abastecimento
Manômetro de Aplicação
Reservatório de ar
Manipulador de Aplicação/ Alívio
Cursor de leitura
Alojamento da mola
Escala de leitura

Manutenção de Vagões
Jul/2003 - Página 28 de 29
Alavanca de Força.
Barra de Compressão.

Manutenção de Vagões
Jul/2003 - Página 29 de 29
Setor de graduação.
AMPARA BALANÇO
Uma folga transversal do vagão em relação ao truque faz-se necessária para que os vagões tenham:
� boa estabilidade sobre os trilhos; e
� adequada inscrição nas curvas da via.
A aferição desta folga é feita com o vagão posicionado em linha plana.
São medidas as folgas entre as castanhas de amparo balanço (montadas em coxins na travessa central do truque) e a base de apoio do vagão, situada na travessa do pião do vagão.
A diferença entre as folgas, somadas em diagonal, deve ser menor ou igual a 3,2mm .
A
B
C
D
A + D = X
B + C = Y
X - Y = 3,2
Folga
Folga
Folga
Folga
4,0 a 6,0mm