aplicações de programação cnc/iso com microcomputadortavares/ensino/cfac/downloads... ·...
TRANSCRIPT

Aplicações de Programação CNC/ISO com Microcomputador
João Manuel R. S. TavaresJoaquim Oliveira Fonseca

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 2
IntroduçãoNo contexto da programação CNC é benéfica a possibilidade de trabalhar com programas que, dentro do possível, simulassem as aplicações de CAD/CAM. Com tal finalidade, existem os seguintes três programas para processamento de contornos 2D:
1. INTERAUT - programa de intercâmbio AutoCAD (DXF– R12) → CNCIBM;
2. CNCIBM - programa para definir contornos, gerar programas em linguagem de CNC e simular a trajectória de uma fresa;
3. ISOCAM - programa para fazer simulação gráfica 3D dos programas CNC/ISO.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 3
Aplicação INTERAUTEste programa, é executado introduzindo no prompt do DOSINTERAUT ou fazendo duplo clique no seu nome. A sua finalidade é fazer o tratamento dos dados de um ficheiro criado no AutoCAD, do tipo “nome.DXF”, resultando um outro ficheiro “nome.CND” que poderá ser lido pelo programa CNCIBM. A versão do DXF tem de ser R12.
Obtenção do ficheiro “nome.DXF”
No AutoCAD é possível a criação de ficheiros de dados, para utilização exterior a este, através do comando DXFOUT (ou pela opção Save As do menu FILE).O INTERAUT foi concebido de modo a só recolher os dados do ficheiro “nome.DXF” que estejam associados a uma determinada “layer”, por omissão “DEFGEO”.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 4
Aplicação INTERAUTÉ possível definir uma nova origem, para efeitos de trabalho no CNC, com a introdução de um círculo de qualquer raio, na layer “DEFORI”, com centro no ponto que se pretende como nova origem. Esta definição justifica-se porque, quando se cria um desenho no AutoCAD (ou outro “software”), é necessário o posicionamento correcto da origem da folha (desenho), que geralmente não coincide com a origem pretendida na máquina CNC.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 5
Aplicação INTERAUT
Introduzir nome (max. 8 caracteres)
Especificar o formato dxf R12
O comando DXFOUT do AutoCAD tem esta caixa de diálogo.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 6
Aplicação INTERAUT
Escolher Optionsno botão Tools.
2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 7
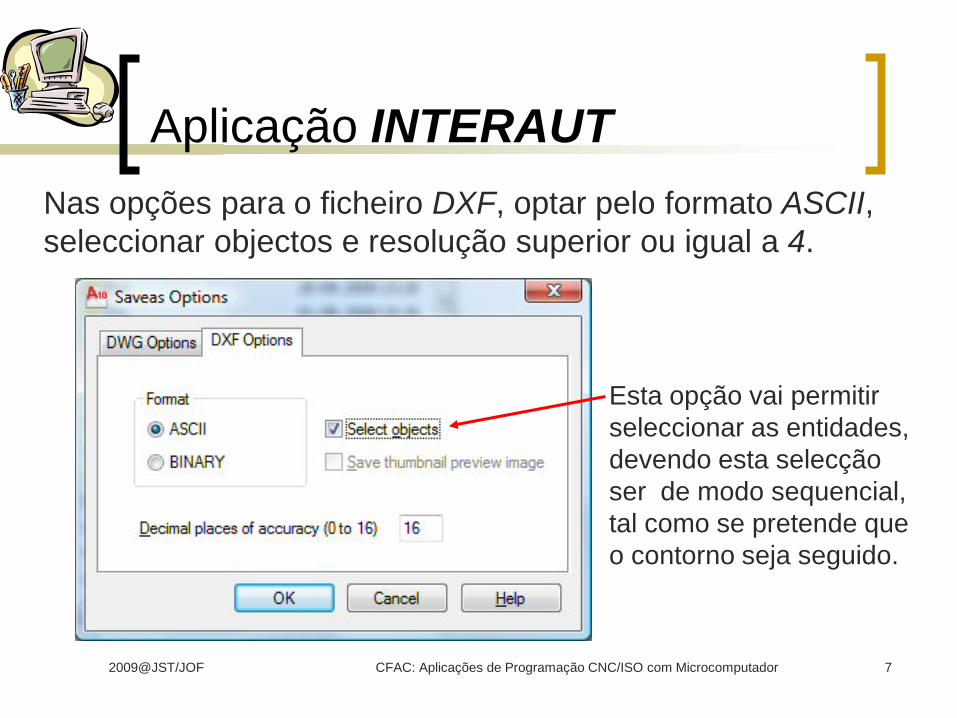
Aplicação INTERAUTNas opções para o ficheiro DXF, optar pelo formato ASCII, seleccionar objectos e resolução superior ou igual a 4.
Esta opção vai permitir seleccionar as entidades, devendo esta selecção ser de modo sequencial, tal como se pretende que o contorno seja seguido.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 8
Aplicação INTERAUTExecução do programa INTERAUT
Após se chamar o programa, este irá propor:
Nome do ficheiro DXF: ao que se deve responder com o nome correcto, não sendo necessária a introdução da extensão “.DXF”;
Nome da Layer a processar [DEFGEO] ? (RETURN, para o caso de ser este a layer ou o digitar o nome desejado);
ERRO ..., CONTORNO ERRADO ..... (para o caso de ser detectada qualquer falta de continuidade)
Carregue numa tecla ? (para fim do programa).OBS.: Se o programa for activado por duplo clique, as
mensagens de erro podem não ser visíveis.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 9
Aplicação INTERAUTO ficheiro criado (no caso de não ter ocorrido erro de continuidade) terá o mesmo nome, só que com a extensão .CND; isto é, utilizando por exemplo o ficheiro TESTE.DXF, o novo ficheiro será TESTE.CND.
Como será de prever, o INTERAUT irá analisar as ligações das várias entidades que constituem o contorno seguindo a ordem das duas primeiras “seleccionadas” no comando DXFOUT, dentro duma determinada tolerância. Se duas entidades sucessivas estiverem separadas e a distância entre as extremidades ultrapassar o valor especificado como tolerância, o programa enviará a mensagem:ERRO..., CONTORNO ERRADO...e pára.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 10
Aplicação INTERAUTExemplo:
desenho
Janela DOS
->Start / All programs

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 11
Aplicação CNCIBMO CNCIBM é executado por duplo clique ou com a introdução de CNCIBM no prompt do DOS, após o que aparece o Menu:CALCULO SISTEMA DESENHO ROTAÇÃO LERFILE REVERSO SAIDA
1 2 3 4 5 6 7
em que: CALCULO (1) - opção de definição de contornos, por diálogo,
semelhantes aos que são definidos nos programas BASIC de cálculo de concordâncias/intersecções dos apontamentos de CFAC.
SISTEMA (2) - opção que permite a criação de programas para a máquina CNC, através de várias subopções que serão apresentadas sucessivamente, criando ficheiros que poderão ser enviados directamente via RS 232 para a respectiva máquina. O programa terá diversas extensões, tendo para o caso da opção 1 do sistema de controlo, a extensão .ISO.
2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 12
Aplicação CNCIBM DESENHO (3) - opção que permite a visualização do
contorno no ecrã. ROTACAO (4) - opção que possibilita: rotação,
deslocamento, simetria e aplicação de um factor de escala ao contorno.
LERFILE (5) - opção que executa a leitura de um ficheiro de dados, que será utilizada, no caso particular, para leitura do ficheiro criado pelo INTERAUT.
REVERSO (6) - opção possibilita a inversão do contorno com o fim de se poder, com o mesmo ficheiro de dados, optar por uma correcção à esquerda ou à direita, colocando a ferramenta do mesmo lado do contorno.
SAIDA (7) - opção que permite sair do programa ao mesmo tempo que será perguntado do interesse de se guardar os dados no estado actual.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 13
Aplicação CNCIBMA partir da janela do explorador (duplo clique):
No caso de não aparecer qualquer texto é necessário alterar a compatibilidade (botão da direita do rato no nome e properties).
2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 14
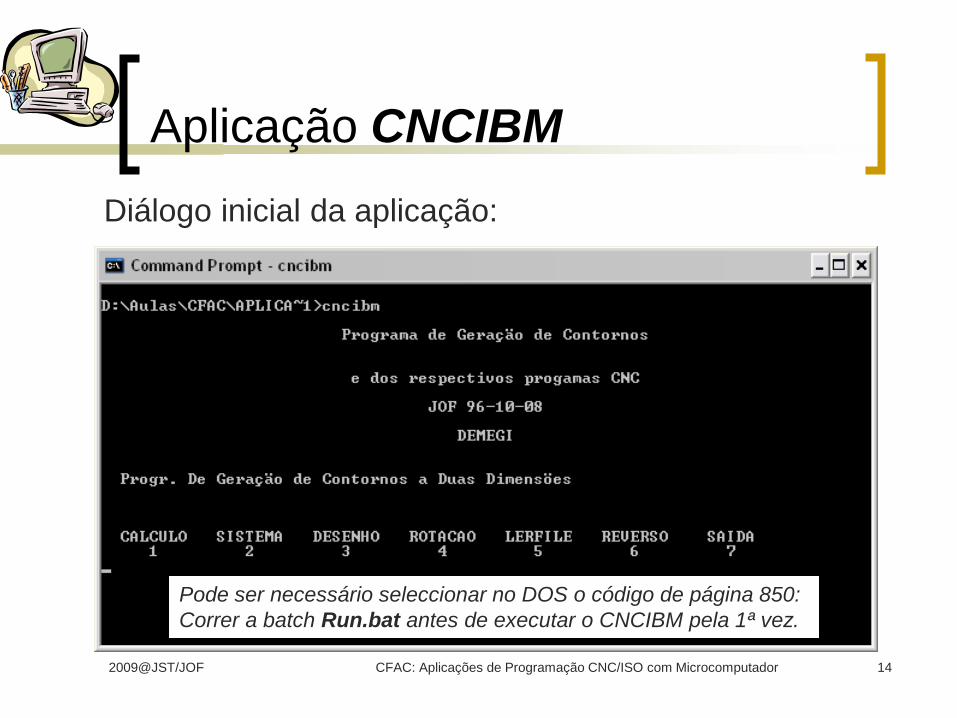
Aplicação CNCIBMDiálogo inicial da aplicação:
Pode ser necessário seleccionar no DOS o código de página 850: Correr a batch Run.bat antes de executar o CNCIBM pela 1ª vez.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 15
Aplicação CNCIBMLeitura do ficheiro com o contorno (por exemplo obtido pelo Interaut): Opção 5.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 16
Aplicação CNCIBMCriação do programa: Opção 2.
Resposta dentro de [ ] é validada com ENTER.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 17
Aplicação CNCIBMQuestões sobre o programa a desenvolver:

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 18
Aplicação CNCIBMIntrodução de comentários (se desejado), terminar com f/F, no programa:

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 19
Aplicação CNCIBMÉ possível visualizar a trajectória:

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 20
Aplicação CNCIBMSair da aplicação: Opção 7.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 21
Aplicação CNCIBMExemplo de umprograma ISO criado:

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 22
Aplicação ISOCAM
O ISOCAM permite a visualização 3D das trajectórias de maquinagem definidas num programa de CNC ISO.
O ISOCAM é corrido com a introdução de ISOCAM no prompt do DOS ou fazendo duplo clique sobre o seu nome.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 23
Aplicação ISOCAMInterface da aplicação (em ambiente MS WINDOWS):

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 24
Aplicação ISOCAMOs programas a ser considerados pelo ISOCAM têm de ser escritos num ficheiro não formatado (criado num editor ou num processador de texto, com a opção não formatado), com extensão obrigatória ISO.O ISOCAM faz a conversão de programas CNC para outras máquinas e cria DXF’s.No caso do programa ter subprogramas, todo o programa tem de ser escrito no mesmo ficheiro, começando, obrigatoriamente, pelo programa principal, seguindo-se depois, os subprogramas numa qualquer ordem.Este programa, geralmente envia um comentário de erro e a linha onde o encontra, quer seja por sintaxe ou má definição, por exemplo, de um arco.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 25
Aplicação ISOCAMÉ necessário definir o nome do ficheiro ISO, o tipo de CNC de transcrição(escolher um qualquer), as coordenadas do ponto de vista (como no AutoCAD), os valores mínimos e máximos admitidos para X, Y e Z na trajectória.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 26
Aplicação ISOCAM
Z
Y X
(xmax, ymax, zmax)
(xmin, ymin, zmin)
A trajectória deve-se encontrar dentro do paralelipípedo. No caso da trajectória não se encontrar dentro, poderá não ser visível.

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 27
Aplicação ISOCAMVisualização das trajectórias de maquinagem:

2009@JST/JOF CFAC: Aplicações de Programação CNC/ISO com Microcomputador 28
Aplicação ISOCAMVisualização das trajectórias de maquinagem: