introdução ao controlo -...
TRANSCRIPT

Introdução ao Controlo Numérico Computorizado – II
Referenciais e TrajectóriasJoão Manuel R. S. TavaresJoaquim Oliveira Fonseca

22012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CNIntroduçãoAs ferramentas de uma máquina CNC podem realizar certos movimentosconforme o tipo de máquina.
Num torno, estes movimentos compõem-se em movimento (paralelo à árvore) longitudinal (Z) e movimento transversal (X – raio/diâmetro).
Numa fresadora, existe outro movimento adicionado a esses movimentos fundamentais, chamado movimento transversal secundário (Y).
Para controlar a ferramenta de forma precisa durante estes movimentos, todos os pontos dentro da área de trabalho da máquina devem permitir uma definição clara e universalmente compreensível.
Os sistemas de coordenadas usam-se com este propósito, proporcionando uma referenciação ao programador durante o desenvolvimento dos seus programas.

32012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CNIntrodução
Movimentos associados ao torneamento.
Movimentos associados à fresagem.
Movimento longitudinal
Movimento transversal
Mov. vertical
Mov. transversal
Mov. logitudinal

42012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Sistemas de coordenadas de dois eixosUm sistema de coordenadas com dois eixos permite uma descrição/definição precisa de todos os pontos (vértices, centros de círculos, etc.) no desenho de uma peça nesse plano.
Normalmente, a geometria de uma peça descreve-se de maneira precisa mediante o seu desenho e as suas dimensões.
Se localizarmos a peça de forma criteriosa,num sistema de coordenadas, a forma da peça fica descrita determinando a posição dos pontos em que há alteração datrajetória.

52012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Sistemas de coordenadas de três eixosPara ser possível representar “peças 3-D” é necessário um sistema de coordenadas com três eixos. Os eixos de coordenadas são
designados pela “regra da mão direita” (referencial direto).

62012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Sistema de coordenadas máquinaA maquinagem de uma peça mediante um programa de CN requer a aplicação de um sistema de coordenadas à máquina ferramenta.
Quando se programa, deve-se assumir que a peça está estacionária e que a ferramenta se move no sistema de coordenadas. Tal possibilita que o controlo da ferramenta de trabalho seja claro e universalmente aceite, fixando as coordenadas correspondentes.
72012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
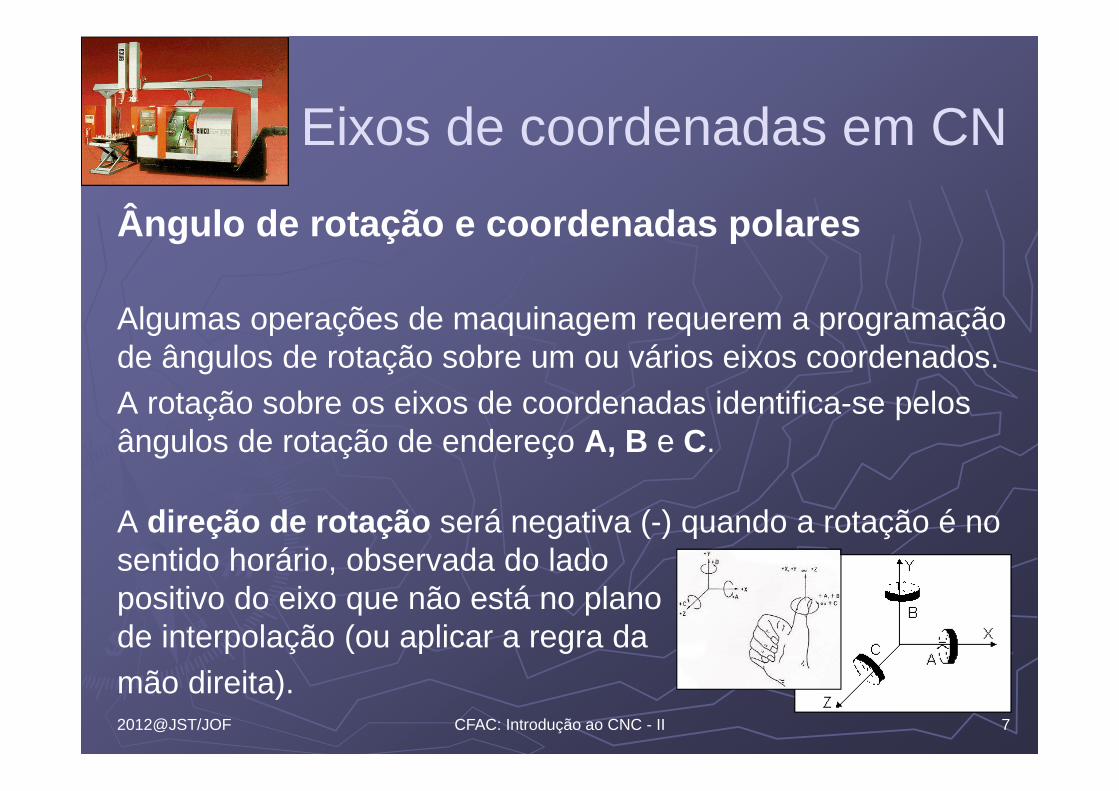
Ângulo de rotação e coordenadas polares
Algumas operações de maquinagem requerem a programação de ângulos de rotação sobre um ou vários eixos coordenados.A rotação sobre os eixos de coordenadas identifica-se pelos ângulos de rotação de endereço A, B e C.
A direção de rotação será negativa (-) quando a rotação é no sentido horário, observada do lado positivo do eixo que não está no plano de interpolação (ou aplicar a regra damão direita).

82012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Ângulo de rotação e coordenadas polaresOs ângulos de rotação podem ser utilizados, por exemplo, para programar em coordenadas polares.Os ângulos das coordenadas polares identificam-se por A, B e C; esta designação deriva da “regra da mão direita”.

92012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Pontos significativos na programação de CNNas máquinas-ferramenta CNC, as trajetórias estão controladas mediante sistemas de coordenadas. As posições precisas das ferramentas e das peças, dentro da máquina-ferramenta, estabelecem-se a partir dos pontos de origem (máquina/peça).
Além destas origens de coordenadas, as máquinas-ferramenta CNC dispõem de um certo número de pontos de referência de tal forma que possibilitam o funcionamento e a programação dos movimentos entre todos eles.

102012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Pontos significativos na programação de CN
Pontos de origem: Origem da Máquina – M; Origem da peça – W.
Pontos de referência: Ponto de Referência da máquina – R; Pontos de referência da ferramenta – E e N.
112012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
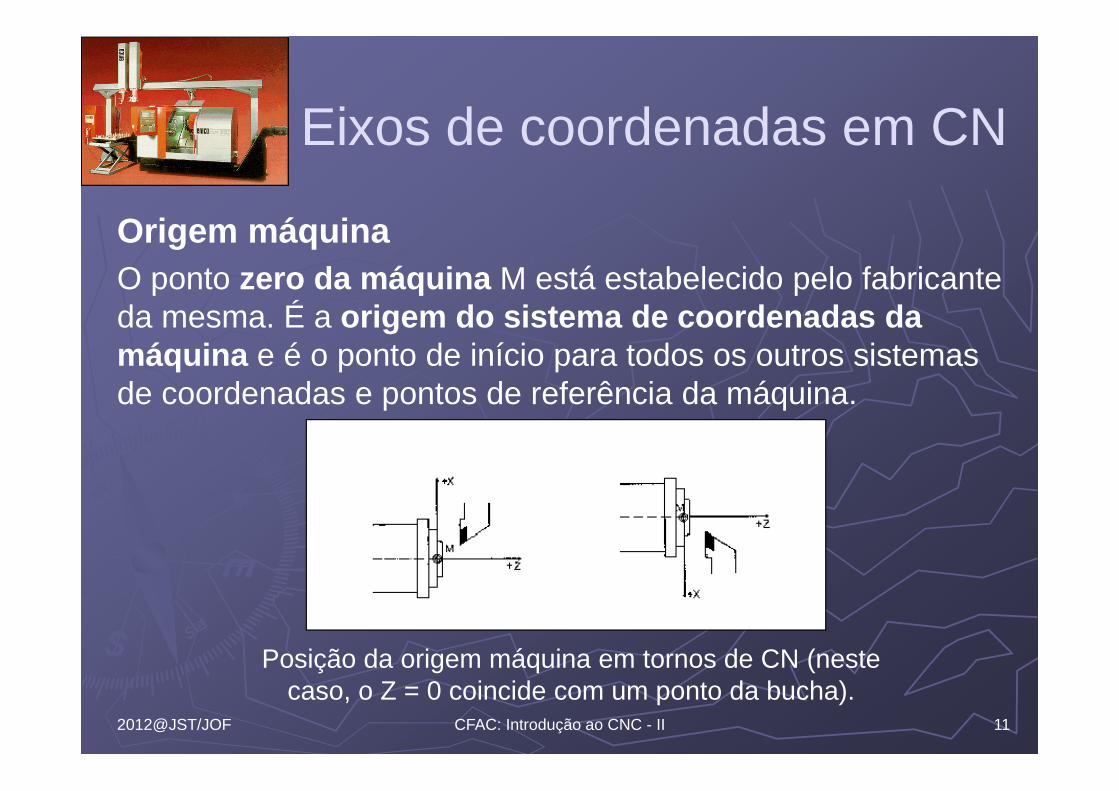
Origem máquinaO ponto zero da máquina M está estabelecido pelo fabricante da mesma. É a origem do sistema de coordenadas da máquina e é o ponto de início para todos os outros sistemas de coordenadas e pontos de referência da máquina.
Posição da origem máquina em tornos de CN (neste caso, o Z = 0 coincide com um ponto da bucha).

122012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Origem máquina
A posição da origem em máquinas de CN varia de fabricante para fabricante e do tipo de máquina.
TORNO VERTICAL FRESADORAFRESADORA
origem máquina
132012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Pontos de referênciaO ponto de referência de máquina R, serve para calibrar e para controlar o sistema de medição dos deslocamentos das mesas/carros e os cursos das ferramentas.
A posição do ponto de referência R está predeterminada, com precisão, em cada um dos eixos de deslocamento. Desta forma, as coordenadas deste ponto de referência são sempre as mesmas e o seu valor numérico, relativamente ao zero máquina é, também, conhecido com precisão.
Importante: Depois de inicializar o sistema de controlo é sempre necessário levar a máquina ao ponto de referência R, em todos os seus eixos, com o intuito de calibrar o sistema de medição dos deslocamentos.Se os dados de posição das mesas/carros e das ferramentas são perdidos, por exemplo, devido a uma falha elétrica, a máquina-ferramenta tem que voltar a posicionar-se neste ponto de referência para voltar a estabelecer os valores corretos da posição.

142012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Pontos de referência (exemplos)
Ponto de referência num torno.
Ponto de referência numa fresadora.
Ponto de referência R
Z
YX
Ponto de referência R

152012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Origem peçaO ponto de origem peça W, determina a posição do sistema de coordenadas da peça em relação à origem máquina.A origem de coordenadas da peça é escolhido pelo operador e introduz-se no sistema CNC na fase de preparação da máquina para o trabalho. Exemplo da origem peça para torno e
para fresadora.
Fresadora
Torno Torno
origem peçaorigem peça
origem peça
origem máquina

162012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Origem peça
A posição do zero peça pode ser livremente escolhida pelo programador dentro do espaço de trabalho da máquina. Não obstante, é conveniente situá-lo de forma que as dimensões da peça (por exemplo, do desenho) possam ser facilmente transformadas em valores das coordenadas na máquina.
Por vezes, o zero peça também é designado por ponto zero de programação.

172012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CNDimensões da ferramenta/porta-ferramentaAo maquinar uma peça, é essencial poder controlar de forma precisa o ponto de ferramenta ou os fios decorte da mesma em relação aos contornos dapeça durante as passagens da maquinagem.Dado que as ferramentas têm diferentes formas e dimensões, as dimensões precisas da ferramenta têm queser estabelecidas antes de se realizar amaquinagem e introduzidas no sistema decontrolo.
Nota: Os pontos de referência dasferramentas são importantes para o seuposicionamento (coordenadas). Ainformação/dados da ferramenta têm que serintroduzidos na memória do controlador antesde serem operadas.
Árvore

182012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CNDeslocamentosPara as operações de maquinagem que se efetuam nas peças, as ferramentas têm que percorrer, de forma precisa, as trajetórias correspondentes a cada tipo de operação. As trajetóriaspossíveis da ferramenta, dependem de cada tipo de máquina e das capacidades dos sistemas de controlo.
O tipo de máquina fixa os possíveis tipos deslocamentos ao longo dos eixos.
O tipo de configuração do controlo, por exemplo, controla deslocamentos retos, contornos 2D, etc., determina como pode coordenar-se os deslocamentos entre os eixos. É esta “coordenação”, que permite controlar os movimentos da ferramenta pelo sistema de controlo com a ajuda de cálculos internos, conhecida por “interpolação”.

192012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Deslocamentos
Exemplos de deslocamentosda ferramenta.
Interpolaçãocircular
Interpolaçãolinear
Movimentoa um eixo

202012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Deslocamentos linearesQuando a ferramenta se desloca desde um ponto inicial (atual) até um ponto objetivo ou destinodado e, este deslocamento se realiza ao longo de uma reta, tem-se uma interpolação linear.
No caso de sistemas de controlo de 2 eixos, isto implica que as velocidades em cada um dos eixos, operem de forma sincronizada,para se obter uma trajetória reta da ferramenta.
Ponto destino
Ponto inicial

212012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Deslocamentos linearesPara sistemas de controlo de 3 eixos existem duas possibilidades diferentes:
Programação de retas em um ou vários planos fixos: Neste caso, a ferramenta desloca-se numa única direção axial (normalmente eixo de rotação de corte) e nos outros dois eixos tem lugar a interpolação linear.

222012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Deslocamentos lineares
Programação de retas arbitrárias no “espaço”: A ferramenta pode ser deslocada ao longo de uma reta até qualquer ponto no espaço em que a interpolação linear dá-se nos três eixos em simultâneo.
Em certos controladores a interpolação linearapenas é possível à velocidade de trabalhoou avanço.
O movimento rápido utiliza-se apenas paraalcançar posições, começando por se deslocartodos os eixos à velocidade máxima até seobter cada uma das suas coordenadas (sequencial parcial).

232012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Deslocamentos circularesSe a ferramenta se desloca de um ponto inicial até um ponto final dado, mediante uma trajetória circular, está-se perante o que se designa por interpolação circular.
Os arcos de circunferência podem ser percorridos no sentido horário ou no sentido anti-horário (retrógrado ou direto).
Se o sistema de controlo tem mais de 2eixos, é necessária a definição do plano noqual se descreve o arco de circunferência:plano XY, YZ ou XZ.
G18 G19
G17

242012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Deslocamentos circularesUma vez elegido o plano do arco, a maquinagem pode-se realizar em várias passagens alterando a profundidade.
Normalmente, não é possível a interpolação circular à velocidade rápida.

252012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Compensação automática da ferramentaAté agora falou-se das trajetórias das ferramentas sem mencionar as dimensões das mesmas, quando estas afetam o contorno.
Compensação do raio da ferramentaPara assegurar que o contorno é garantido, o centro da fresadeve-se deslocar deste, ao longo de uma “trajetóriaequidistante”: segue ocontorno a uma distância uniforme que depende do raio da ferramenta.

262012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Compensação da ferramentaNa maioria dos sistemas CNC modernos, a trajetória equidistante calcula-se automaticamente mediante a compensação do raio da ferramenta. Esta compensação requer a entrada no programa de CN dos seguintes dados:
A dimensão do raio da fresa; De que lado (G42 - à direita ou G41 - à esquerda)
do contorno final programado se situa a ferramenta.

272012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Compensação da ferramenta
No torneamento, o raio da fresa é substituído pelo raio da ponta radial da pastilha da ferramenta de tornear.
G41 G42
G40 – anula correcção

282012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CNCompensação da ferramentaDurante a programação do contorno do torneamento assume-se que a ponta da ferramenta é um ponto agudo em contacto com a peça.Na realidade, a ponta da ferramenta está arredondada e, o controlador deve compensar o espaço entre a ponta teórica da ferramenta e o fio cortante da mesma, calculando a trajetória equidistante apropriada.Para assegurar que esta trajetória equidistante é sempre definida do lado correto do contorno é necessário introduzir no controlador o “quadrante” correto. Tal informação determina a direção pela qual a ponta da ferramenta segue o contorno.

292012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Compensação da ferramenta
Efeito da ponta redonda da ferramenta nos quadrantes de torneamento.
Alteração da formana inclinação

302012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CNCoordenadas absolutas e incrementaisA informação dimensional no plano da peça pode basicamente estabelecer-se no sistema de cotagem absoluto ou incremental.
Os dados na cotagem absoluta fazem sempre referência a um ponto de referência fixo no plano. As cotas absolutas também são designadas por “cotas de referência” – G90.
Ao usar cotas incrementais, cada medida faz referência à posição anterior; as cotas incrementais são distâncias entre pontos adjacentes. Estas distâncias convertem-se em coordenadas incrementais ao tomar as coordenadas do último ponto como a origem de coordenadas para o ponto seguinte. As cotas incrementais também se designam por “cotas relativas” ou por “cotas em cadeia/série” – G91.

312012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Eleição da origem peçaO ponto zero peça é o ponto no qual se localiza a origem de coordenadas durante a programação. Fundamentalmente, este ponto pode definir-se livremente, apesar de que, por razões práticas, deverá coincidir com o ponto de referência para as cotas absolutas ou com o ponto inicial para as cotas incrementais.

322012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Eleição da origem peçaO programador deverá considerar os planos da peça de forma que se simplifique a conversão de cotas em coordenadas. Dever-se-á prestar especial atenção ao tipo de cotagem, e à correspondente definição do zero peça, de forma a causar a mínima necessidade de cálculos. Frequentemente a conversão de cotas em coordenadas provoca erros de programação.

332012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Definição de retas e círculosPara programar um elemento de contorno linear é suficiente estabelecer o ponto final do deslocamento (o ponto inicial é a posição da ferramenta no momento).
O ponto final pode-se estabelecer em dimensões absolutas ou incrementais, e em certos controladores também mediante oestabelecimento doângulo da reta e deuma coordenada.

342012@JST/JOF CFAC: Introdução ao CNC - II
Eixos de coordenadas em CN
Definição de retas e círculosExistem duas possibilidades de programação de arcos de circunferência:
Programação do raio: além do ponto final, esta opção apenas requer a entrada do raio. O controlador calcula o centro da circunferência de forma que o arco se situa entre os pontos iniciale final (o raio pode ser + ou - [>180º]),
Programação do centro da circunferência:Além do ponto final, devem ser definidas as coordenadas do centro da circunferência. O controlador calcula o raio.
Raio
Centro