aplicaÇÃo do sistema toyota de produÇÃo na indÚstria … · É um sistema de informação...
TRANSCRIPT

APLICAÇÃO DO SISTEMA TOYOTA DE
PRODUÇÃO NA INDÚSTRIA TÊXTIL:
UMA SISTEMATIZAÇÃO DOS
BENEFÍCIOS E FERRAMENTAS
ENXUTAS NO CONTEXTO GLOBAL
Samira Yusef Araujo de Falani (PEP/UFRN)
Mariana Rodrigues de Almeida (PEP/UFRN)
O mercado, atualmente, está cada vez mais exigente e as empresas
estão se esforçando na busca da vantagem competitiva. O Sistema
Toyota de Produção (STP) apresenta uma filosofia composta por um
conjunto de princípios e ferramentas capazes dde tornar as empresas
estavelmente ágeis e enxutas, totalmente voltada para as necessidades
do mercado. Este trabalho tem como objetivo principal demonstrar
como as ferramentas enxutas podem ajudar a eliminar os desperdícios
no processo de beneficiamento de tecidos, mantendo um melhor
controle de estoque, melhorando a qualidade dos produtos e obtendo
um planejamento e controle operacional mais eficiente em uma grande
empresa do segmento têxtil do Rio Grande do Norte. Para implantar os
princípios e técnicas da manufatura enxuta, foi utilizado o método de
análise do Mapeamento do Fluxo de Valor (MFV), que objetiva a
criação de um mapa do estado futuro por meio da aplicação de
ferramentas e técnicas do STP. A análise foi conduzida por meio de um
estudo de caso, com observações diretas para a coleta de dados
referentes ao fluxo estudado. A partir disso, foi possível analisar o
fluxo de valor, identificar as perdas, selecionar as ferramentas para
melhorias e discutir sobre os benefícios esperados no sistema
produtivo estudado. Finalmente, a aplicação das ferramentas enxutas
resultou em benefícios que permitiram ser sistematizados e
comparados com os resultados já dispostos na literatura, o que
proporcionou a apresentação da importância dessas ferramentas para
o contexto global das organizações de todo o mundo.
Palavras-chaves: Sistema Toyota de Produção, ferramentas enxutas,
Mapeamento do Fluxo de Valor.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1.Introdução
O nível de competitividade do setor têxtil tem aumentado ao longo dos anos devido ao
mercado internacional contemplar diferentes infraestruturas tecnológicas no processo
produtivo. Os países com economia em fase de desenvolvimento (China, Coreia e Índia)
apresentam características peculiares por obter vantagens competitivas nos aspectos de mão
de obra e o menor custo de produção da matéria-prima. Nessa perspectiva, o setor têxtil se
caracteriza por uma forte heterogeneidade estrutural expressa pelas possibilidades de
operações e de plantas industriais com distintos níveis tecnológicos, bem como da natureza no
processo produtivo.
A busca por melhoria nas empresas do setor têxtil faz com que as industrias e organizações
sintam a necessidade de procurar na literatura ferramentas de gestão capazes de reduzir os
desperdícios gerados internamente e melhor utilizar os recursos no sentido de promover a
melhoria contínua do processo de manufatura, assim garantindo uma sólida posição no seu
mercado.
Segundo Corrêa & Gianesi (1996), no mundo Ocidental tem se verificado um movimento de
reconhecimento do papel estratégico da manufatura na otimização do processo produtivo e
redução de seus custos. Dessa forma, grande parte das empresas ocidentais tem se empenhado
na implementação de processos de transformação baseada nas ferramentas da filosofia de
produção enxuta (Lean Production), motivando iniciativas no sentido de sistematizar e
adaptar tais técnicas Japonesas de Produção às empresas Ocidentais. Ao encadear essas
melhorias, lança luzes para investigar: “Como as ferramentas de manufatura enxuta podem
melhorar o processo produtivo no setor têxtil?”.
Nesse sentido, a temática do presente trabalho recorre as técnicas japonesas de produção
enxuta para otimizar o processo de beneficiamento de tecido, bem como identificar os
gargalos e perdas deste sistema produtivo por meio do mapeamento do fluxo de valor, em
seguida, propor um mapa futuro, adequando as técnicas japonesas à realidade dos recursos
disponíveis na empresa e identificando os benefícios gerados com a aplicação. Visando
responder essa questão central, o objetivo deste trabalho é demonstrar como as ferramentas
enxutas podem ajudar a eliminar os desperdícios no processo estudado, mantendo um melhor
controle de estoque, melhorando a qualidade dos produtos e obtendo um planejamento e
controle operacional mais eficiente.
2.O sistema Toyota de Produção (STP) e Princípios fundamentais do STP
Womack et al (1992) propuseram a expressão produção enxuta (lean production), que
consiste em produzir com o máximo de economia de recursos, para representar a forma de
produção desenvolvida na Toyota. Logo, ampliaram a abordagem e incorporam o conceito de
mentalidade enxuta (lean thinking), que, mais do que uma técnica, significa uma filosofia que
requer menores “lead times” para entregar produtos e serviços com elevada qualidade e baixo
custos, através da melhoria do fluxo produtivo, por meio da eliminação dos desperdícios no
fluxo de valor.
Para Shingo (1996), todo trabalho realizado que não agregue valor é considerado desperdício,
de maneira que todo esforço deve ser feito para eliminá-lo, reduzindo assim os custos da
empresa. A partir dos princípios foram desenvolvidas ferramentas como citadas na Tabela 2.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Sendo necessário conhecê-las bem para que uma análise do nível de sua contribuição para as
metas da empresa possa ser feita.
Técnicas do STP Conceitos
Círculos de Controle
da Qualidade (CCQ)
Segundo Monden (1984), o processo de melhoria de atividades, movido pela ação
de todos os funcionários (grupos), através dos círculos de controle da qualidade
(CCQ), e do sistema de sugestões, são capazes de permitir a melhoria contínua da
qualidade.
5 "S" A técnica dos 5 “S”, Seiri, Seiton, Seiso, Seiketsu, Shitsuke; propiciam um
ambiente para melhorias, organização e execução das tarefas.
Kanban
É um sistema de informação visual que permite o STP fluir suavemente, sem ser
necessária a manutenção de estoque extra, pois indica o que, e quanto é preciso
da fase anterior, assim como transmitir a informação sobre a ordem de produção.
Shojinka
Shojinka é a capacidade do sistema em responder às variações de demanda
através da flexibilização da mão-de-obra. Três pré-requisitos são necessários para
a realização do Shojinka: layout de máquinas adequado; Operadores
multifuncionais; Operações padronizadas.
Benchmarking
É definido como sendo o padrão de referência, o termo benchmarking representa
o processo de comparação. O sucesso do benchmarking como modelo para
alcançar uma vantagem competitiva depende da capacidade da empresa de
adaptar criativamente as melhores práticas existentes no mercado.
Funcionários com
multifunção
Planeja treinar formalmente funcionários em várias máquinas diferentes e em
diferentes funções. Mazany (1995) afirma que a multifuncionalidade é uma etapa
obrigatória na transição da manufatura tradicional para a enxuta.
JIT
Método de organização da produção. A expressão just-in-time significa “no
momento certo”. Na prática, o sistema JIT parte do princípio de que as partes
corretas e necessárias para a manufatura de um determinado produto devem
alcançar a linha de fabricação no exato momento em que são necessárias e
somente na quantidade necessária (SUGIMORI et al, 1977)
Jidoka
A autonomação (“jidoka”) consiste em facultar ao operador ou à máquina a
autonomia de parar o processamento sempre que for detectada qualquer
anormalidade no processamento
Heijunka
Heijunka é a criação de uma programação nivelada através do sequenciamento de
pedidos em um padrão repetitivo e do nivelamento das variações diárias de todos
os pedidos para corresponder à demanda no longo prazo.
Kaizen
Foco na melhoria contínua, com destaque na maneira como as coisas são feitas,
isto é, o sistema ou processo, sendo o resultado uma consequência natural da
maneira com que se melhora o processo, agregando mais valor ao
produto/serviço com um mínimo de investimento.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
Tabela 1 - Conceitos de algumas ferramentas do STP
As perdas em um sistema produtivo podem ser classificadas como sendo: perdas por
superprodução, transporte, no processamento, fabricação de produtos defeituosos,
movimentação, espera e estoque (OHNO, 1997; SHINGO, 1996).
A eliminação de desperdícios representa um potencial em termos de melhorias na produção,
como: identificação dos desperdícios e do valor; base de gestão do conhecimento; e
implantação de uma cultura de contínua melhoria.
3. Sistematização dos Benefícios do STP
O Lean pode ser aplicado a toda a extensão da cadeia de suprimentos de forma a atingir o
máximo de benefícios dentro da organização, sendo realizado de maneira sustentável. Há
muitos benefícios tangíveis associados ao STP. Melton (2005) destaca seis benefícios típicos
resultantes da implantação de ferramentas: redução de estoques e lead time, menos
desperdícios, menos retrabalhos e maior compreensão do processo.
A literatura destaca alguns outros benefícios do STP, conforme a Tabela 3. Essa
sistematização tem como analise um panorama em um intervalo de pesquisa entre 1977 a
2011 com diferentes aplicações em diferentes países desenvolvidos e em fase de
desenvolvimento. Observou-se, ao longo desse espectro de analise temporal, diferentes
características peculiares nas abordagens.
A Tabela 3 demonstra os autores, o detalhamento das ferramentas lean utilizadas, bem como
seus benefícios com a aplicação, local da aplicação e o ano. Essa sistematização contempla
oito pesquisas em países desenvolvidos, dos quais 5 (Nova Zelândia, Alemanha, Austrália,
Espanha e Japão) apresentou como benefício para a empresa o aumento da motivação dos
funcionários, citados por Mazany (1995) e Johansen et al (2007). O aumento da produtividade
(Inglaterra, Nova Zelândia, Austrália e Japão) e a redução de estoque (Inglaterra, Holanda,
Nova Zelândia e Espanha) são expostos também como um dos principais benefícios do STP,
sendo apresentados em 4 resultados de pesquisas.
A ferramenta mais utilizada pelos países desenvolvidos são as técnicas do JIT (Alemanha,
Austrália, Espanha e Japão) citadas por Johansen et al (2007); Sohal (1996); Sanchez et al
(2001) e funcionários multifuncionais (Inglaterra, Nova Zelândia, Austrália e Espanha)
citadas por Johansen et al (2007); Sanchez et al (2001), sendo aplicadas nas empresas de 4
países da amostra. A ferramenta shojinka (flexibilidade) tem destaque na analise, sendo
apresentados como resultados de 3 países (Inglaterra, Austrália e Espanha).
Nos países em desenvolvimento, o benefício mais ocorrido foi o aumento da qualidade
apresentado nos resultados de 4 países da amostra (Índia, Sri Lanka, Bangladesh e Brasil),
demonstrados respectivamente por Dangayach et al (2001) e Hornburg et al (2008). O
segundo benefício mais encontrados foi o melhor relacionamento com os fornecedores
apresentado em 3 países (Sri Lanka, Bangladesh e Turquia), apresentados pelos autores
Kapuge et al (2007) e Farhana et al (2009).
As ferramentas mais utilizadas na analise foram: o TQC e o JIT, sendo apresentadas em 4
países cada (TQC – Índia, Sri Lanka, Bangladesh e Turquia citado por Dangayach et al (2001)
e Ulusoy (2003); JIT – Índia, Bangladesh, Turquia e Brasil citado por Dangayach et al (2001);
e Hornburg et al (2008)). O fornecimento JIT e shojinka foram as segundas ferramentas mais
aplicada nos países em desenvolvimento.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Os 5 países em desenvolvimento (Índia, Sri-Lanka, Bangladesh, Turquia e Brasil)
apresentaram 12 benefícios dos 14 citados, a partir da aplicação de 11 técnicas das 19 listadas.
Os 8 países desenvolvidos (Inglaterra, Holanda, Suíça, Nova Zelandia, Alemanha, Austrália,
Espanha e Japão) apresentaram 13 benefícios, com a aplicação de 16 técnicas diferentes.

Autores 1 2 3 4 5 6 7 8 9 10 11 12 B
enef
ício
s
Redução de estoques x x x x
x x
Menos desperdícios no processo x
x
Menores lead times x
x x
x
Necessidades dos clientes
x x
Eficiência no planejamento
x
x
x x
Gestão do conhecimento
x x
Aumento da qualidade
x x x X x
x
Aumento da produtividade x
x x x
x
Motivação dos funcionários
x x x x x x
x
Melhor comunicação interna
x x
Relacionamento com fornecedores
x x x x
Fer
ram
enta
s u
tili
zad
as
Controle da Qualidade (CCQ)
x
Zero-defeitos (CQZD)
x
5 "S"
x
x
Manutenção Produtiva (TPM)
x
Kanban
x x
x
Controle de Qualidade (TQC)
x x X x x
Shojinka (flexibilidade) x
x x X
x
Funcionários multifuncionais x
x x x x
Kaizen (melhoria contínua)
x x
x
Heijunka (nivelamento)
x
JIT
x x x x x X x x x
Benchmarking
x
x
Gestão visual
x
Tabela 2 - Sistematização das ferramentas e benefícios do STP ao longo do tempo e na perspectiva mundial
Elaborada a partir de: Piercy et al (2009); (2) Pool et al (2011); (3) Mazany (1995); (4) Johansen et al. (2007);
(5) Sohal (1996); (6) Sanchez et al.(2001); (7) Sugimori et al (1977); (8) Farhana et al. (2009); (9) Dangayac et
al.(2001); (10) Kapuge et al (2007); (11) Ulusoy (2003); (12) Hornburg et al (2008)
Apesar dos países desenvolvidos estarem em maior número, essa sistematização tem como
objetivo refletir a realidade para esse universo pesquisado, os países desenvolvidos e em
desenvolvimento apresentaram em média 2,2 e 2,0 técnicas do STP/país respectivamente.
Quanto aos benefícios encontrados, os países em desenvolvimento e em desenvolvimento
apresentam uma taxa média de 2,8 e 1,6 benefícios/país, respectivamente.
Estabelecendo a relação de benefícios por técnicas aplicadas, tem-se que os países em
desenvolvimento extraem mais benefícios (1,09 benefícios/técnica aplicada) das técnicas
aplicadas que os países desenvolvidos (0,81 benefícios/técnica aplicada).
4. Mapeamento do Fluxo de Valor
O Mapeamento do Fluxo de valor é baseado no princípio fundamental de Lean
Manufacturing. Este princípio diz: qualquer atividade ou ação que não adiciona valor ao
produto é uma forma de desperdício e deve ser eliminada.
O Mapeamento do Fluxo de Valor (MFV), desenvolvida por Rother e Shook (1998), fornece
uma visão global de todas as etapas pelas quais o produto passa dentro da empresa até chegar
ao cliente, em termos de fluxos físicos e de informação.
O MFV cria uma base comum para o processo produtivo, facilitando assim as decisões de
forma a melhorar o fluxo de valor. O MFV pode ser uma ferramenta de comunicação,
planejamento de negócios e uma ferramenta para gerenciar o processo de mudança. A técnica
segue as etapas de escolha da família de produtos, desenho do estado atual, desenho do estado
futuro e escrever o plano de trabalho. A meta é projetar e introduzir um fluxo enxuto de valor,
por isso uma situação atual sem um estado futuro não é útil, sendo o mapa futuro o mais
importante.
5. Método de pesquisa
A pesquisa está direcionada para a identificação e eliminação das perdas no processo
estudado, como também a proposta de um plano de melhorias baseado nas ferramentas da
produção enxuta, com o objetivo de otimizar os processos. Utilizou-se a metodologia do MFV
para investigar e ajudar na adequação da aplicação das ferramentas enxutas.
Para isso, o método utilizado é de pesquisa quantitativa e qualitativa, quanto à natureza da
pesquisa, trata-se de um estudo de caso, o estudo envolve tanto de uma pesquisa exploratória
como descritiva e para a construção da pesquisa e coleta de dados no estudo aplicado foram
realizadas observações diretas.
A presente pesquisa foi aplicada em uma empresa de grande porte, durante o período de um
ano, por meio de observação direta. Para realizar essa pesquisa, observou-se os setores de uma
empresa do setor têxtil e, em seguida, formulou-se um diagnóstico sobre os setores produtivos
e cenário futuro do processo estudado com a aplicação das ferramentas, conforme Rother e
Shook (1998).
6.Aplicação do MFV
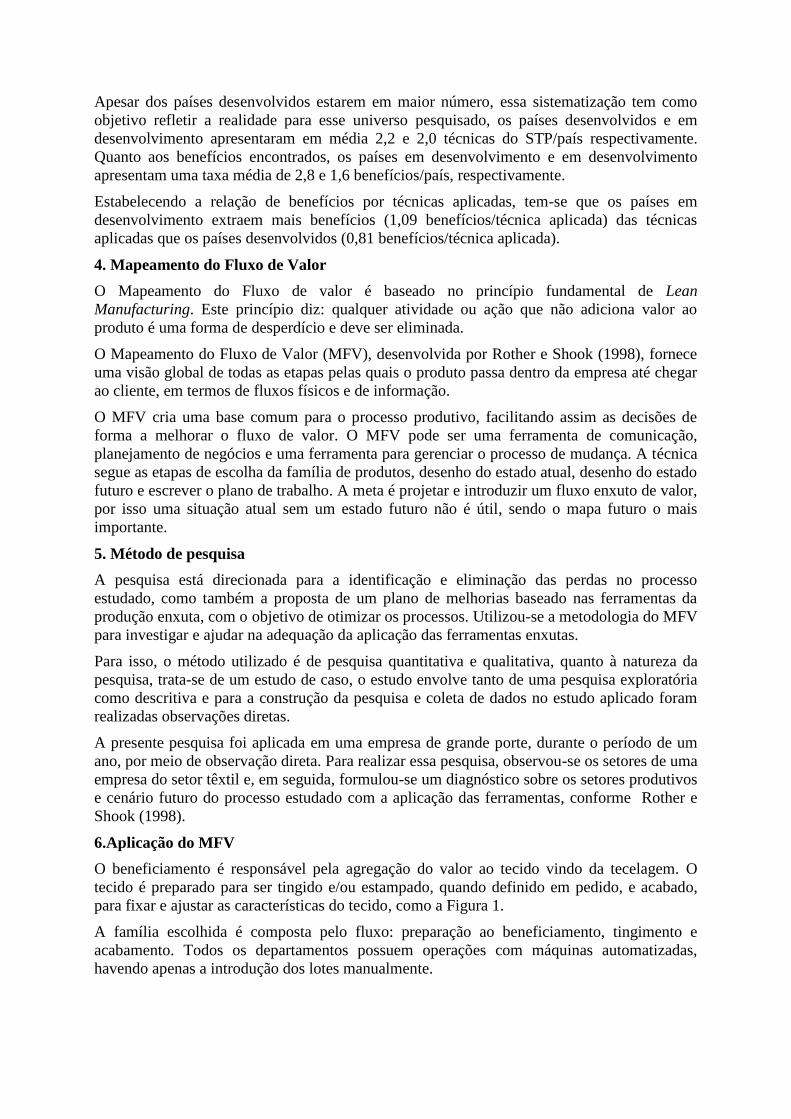
O beneficiamento é responsável pela agregação do valor ao tecido vindo da tecelagem. O
tecido é preparado para ser tingido e/ou estampado, quando definido em pedido, e acabado,
para fixar e ajustar as características do tecido, como a Figura 1.
A família escolhida é composta pelo fluxo: preparação ao beneficiamento, tingimento e
acabamento. Todos os departamentos possuem operações com máquinas automatizadas,
havendo apenas a introdução dos lotes manualmente.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Figura 1. Fluxo produtivo do beneficiamento
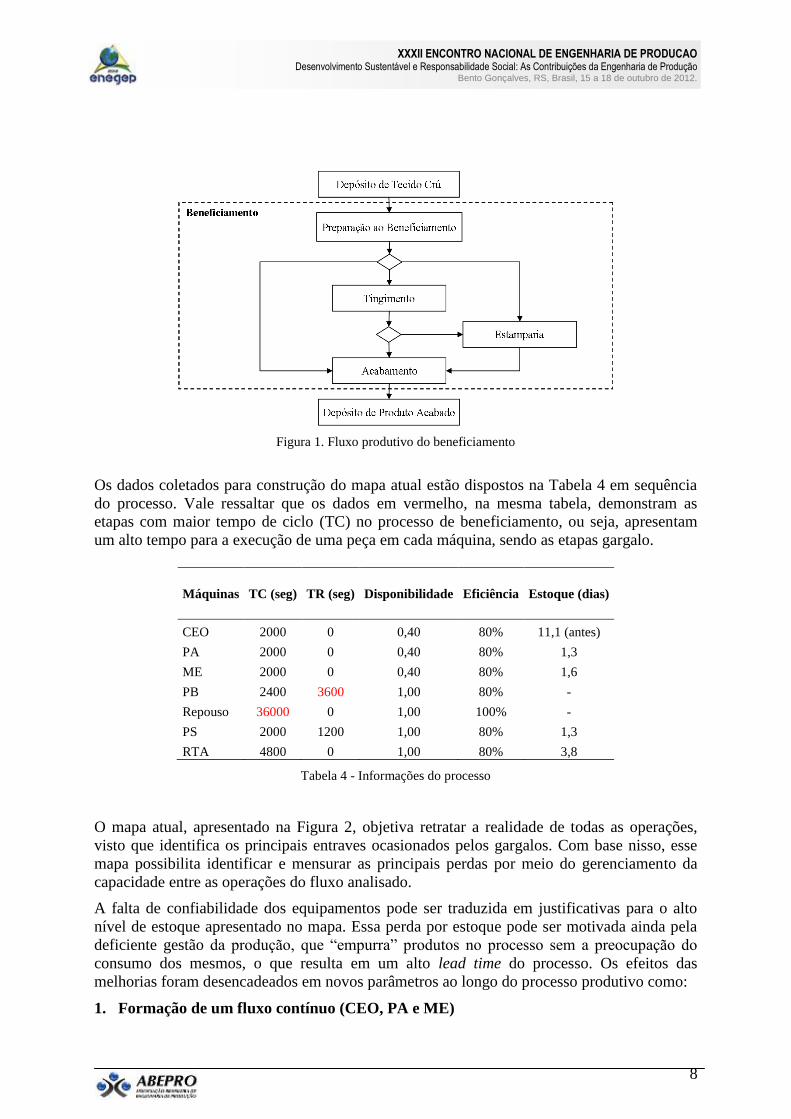
Os dados coletados para construção do mapa atual estão dispostos na Tabela 4 em sequência
do processo. Vale ressaltar que os dados em vermelho, na mesma tabela, demonstram as
etapas com maior tempo de ciclo (TC) no processo de beneficiamento, ou seja, apresentam
um alto tempo para a execução de uma peça em cada máquina, sendo as etapas gargalo.
Máquinas TC (seg) TR (seg) Disponibilidade Eficiência Estoque (dias)
CEO 2000 0 0,40 80% 11,1 (antes)
PA 2000 0 0,40 80% 1,3
ME 2000 0 0,40 80% 1,6
PB 2400 3600 1,00 80% -
Repouso 36000 0 1,00 100% -
PS 2000 1200 1,00 80% 1,3
RTA 4800 0 1,00 80% 3,8
Tabela 4 - Informações do processo
O mapa atual, apresentado na Figura 2, objetiva retratar a realidade de todas as operações,
visto que identifica os principais entraves ocasionados pelos gargalos. Com base nisso, esse
mapa possibilita identificar e mensurar as principais perdas por meio do gerenciamento da
capacidade entre as operações do fluxo analisado.
A falta de confiabilidade dos equipamentos pode ser traduzida em justificativas para o alto
nível de estoque apresentado no mapa. Essa perda por estoque pode ser motivada ainda pela
deficiente gestão da produção, que “empurra” produtos no processo sem a preocupação do
consumo dos mesmos, o que resulta em um alto lead time do processo. Os efeitos das
melhorias foram desencadeados em novos parâmetros ao longo do processo produtivo como:
1. Formação de um fluxo contínuo (CEO, PA e ME)

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
A formação da célula de manufatura resultou em diminuição de 1,3 dias do lead time total do
processo. Esse benefício também foi identificado pelos autores Piercy et al (2009) e Hornburg
(2008).
2. Implantação do quadro kanban
Um sistema de informação visual que permite o sistema fluir suavemente, sem ser necessária
a manutenção de estoque extra. Como discutido anteriormente, o PCP prevê uma reserva entre
a preparação e o tingimento a fim de reduzir o tempo de processamento sentido pelo cliente.
Dessa forma, o kanban proporcionará um limite e uma redução desse estoque, além da
diminuição do lead time do processo de 20,4 dias para 16,1 dias. Esses resultados de
benefícios estão de acordo com os resultados de Mazany (1995) e Hornburg et al (2008), que
além desses.
3. Aplicação do pitch para nivelamento do mix
O nivelamento da produção por meio do heijunka trouxe benefícios à empresa no sentido de
melhor eficiência na programação, nas operações de PB e PS; redução dos estoques, quando
nivelado o volume de produção de acordo com o gargalo e takt time, principalmente entre as
ultimas operações; diminuição de tempos de setup que são traduzidos em diminuição do
tempo de não agregação do valor, redução de perdas de insumos provocadas pelas trocas de
cores no tingimento, promovendo uma economia.
4. Sugestões de kaizens para adequação do ritmo de produção ao takt time
Observou-se que o tempo de ciclo da Rama supera o takt time. Ao buscar uma maneira de
reduzir esse tempo, identificou-se que ao aumentar a velocidade da máquina em 10% do seu
valor resultaria em um tempo de ciclo de 2400 segundos, o que torna inferior ao takt time e
uma redução no tempo de 267 segundos.
Ao alinhar os resultados dos países desenvolvidos e em desenvolvimento com os resultados
obtidos na pesquisa, tem-se que no panorama dos países desenvolvidos, os resultados
alcançados relacionados à redução de estoques foram citados pelos autores Piercy et al (2009)
e Pool et al (2011). Os ganhos com menores lead times, na visão dos países desenvolvidos
foram citados pelos pesquisadores Piercy et al (2009) e Sanchez et al (2001). No panorama
dos países em desenvolvimento, esse benefício foi citado por Hornburg et al (2008).
Outra atuação do kaizen poderia ocorrer na diminuição do tempo do repouso, a fim de reduzir
o tempo total de processamento de um lote. Para isso, propõem-se experiências no processo
com outros tipos de insumos, ou até métodos de repouso capazes de reduzir ou eliminar esse
tempo de operação, sem afetar características de qualidade.
Como discutido, os tempos de setup reduzidos são indispensáveis para uma produção sob
encomenda. Um kaizen com a aplicação de práticas da Troca Rápida de Ferramentas pode
trazer ganhos à empresa relacionados à diminuição do tempo de não agregação de valor ao
produto. Justifica-se, devido aos clientes desse tipo de mercado buscarem a alta diversidade
de tecidos e o baixo volume nas compras.

Figura 2. Mapa do Fluxo de Valor do estado atual

Figura 3. Mapa do Fluxo de Valor do estado futuro

A Tabela 5 sistematiza os ganhos globais obtidos com a melhoria do atual.
Ferramentas Resultados Resultado Global
Fluxo contínuo (célula
de manufatura)
Eliminação do estoque de 46 lotes entre a
PA e ME.
Redução de 88% dos lotes de
estoque intermediário;
Redução de 21% no lead time
total do processo; e
Redução de 267 segundos no
tempo de processamento de um
lote.
Kanban Redução de 41 lotes de estoque entre ME
e PB.
Heijunka Eliminação de 48 lotes de estoque entre
Rama e Sanfor e Sanfor e RTA
Kaizen (TPM, CCQ,
TRF)
Redução de 10% do tempo de ciclo na
Rama
Redução de 99% do estoque entre PS e
Rama
Redução do tempo de setup da PB e PS.
Tabela 3 - Resumo dos benefícios alcançados com a construção do mapa futuro
Em uma perspectiva quantitativa, o estudo obteve 0,6 benefícios/técnica aplicada. Esse
resultado foi calculado a partir dos benefícios gerados por meio das técnicas aplicadas que
apresentaram benefícios quantificáveis no desenho futuro. Ao comparar esse resultado com os
dos países desenvolvidos e subdesenvolvidos, tem-se que o resultado obtido pela empresa
estudada possui menos benefícios por técnicas aplicadas. O indicador da empresa pode ser
melhorado consideravelmente a partir da quantificação dos benefícios ainda não mensurados
no desenho do estado futuro, como os resultados das técnicas TRF, TPM e CCQ, sobretudo
redução dos tempos de setup.
7.Conclusões
A análise do fluxo de valor do processo estudado permitiu uma visão macro acerca das
operações que agregam valor ao produto, bem como identificação dos 7 desperdícios no
processo, análise da capacidade, dos tempos de ciclo e takt time. Foi necessária uma coleta de
dados inerentes ao processo estudado, que resultou na apresentação das características do
fluxo, identificação das perdas e dos pontos chave de melhorias.
As ferramentas aplicadas diante do contexto do estado atual no processo estudado revelaram
novos conceitos relacionados à cultura da organização. Essa nova mentalidade possuiu o
objetivo de aumentar a confiabilidade e a estabilidade. A análise do fluxo de informação
possibilitou ainda ganhos quanto à agilidade do processamento de informações e controle.
Face ao exposto, é perceptível o alcance do objetivo listado durante a apresentação do
trabalho. A pesquisa demonstrou como as ferramentas podem ajudar a eliminar os
desperdícios no processo de beneficiamento, mantendo um melhor controle de estoque e
obtendo um planejamento e controle operacional mais eficiente.
Ao fundamentar as lacunas existentes da literatura contemporânea, o panorama de pesquisas
possibilitou carências de pesquisas com a utilização das ferramentas nagara e TRF. A pouca
utilização das ferramentas foi jidoka e a utilização de ferramentas visuais. Esse diagnóstico
pode ser analisado em dois aspectos: (1) os pesquisadores não tem maturidade suficiente para
utilizar essas ferramentas no chão de fabrica, apesar da fácil implementação; (2) construção
do panorama limitou-se com pesquisas que descreviam o maior detalhamento, visto que a

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
localização seria um critério para subdivisão da amostra entre os países desenvolvidos e em
fase de desenvolvimento e, assim, poucas pesquisas sinalizavam aonde foram aplicadas.
O foco principal deste trabalho foi a obtenção de benefícios no fluxo de valor de uma empresa
por meio da análise do MFV e aplicação de técnicas do STP. Dessa forma, pode-se afirmar
que novas pesquisas podem ser desenvolvidas: (a) Implementação das ferramentas sugeridas
pelo kaizen e medição dos benefícios resultantes, permitindo uma nova comparação do
indicador benefícios/técnica e (b) investigação das possíveis explicações para os resultados da
análise, ferramentas aplicadas e benefícios identificados nos países.
Referências
CORRÊA, H. L. & GIANESI, I. G. N. Just in Time, MRP II e OPT: um enfoque
estratégico. Atlas S.A: São Paulo, 1996.
WOMACK, J. P. & JONES, D. T., "A Mentalidade Enxuta nas Empresas, Lean Thinking".
Ed. Campus, 1992.
SHINGO, S. O Sistema Toyota de Produção – do ponto de vista da engenharia de produção.
Porto Alegre: Bookman, 1996.
ROTHER, M. & SHOOK, J. Aprendendo a enxergar. São Paulo: Lean Institute Brasil,
1998.
MELTON, T. The Benefits of Lean Manufacturing What Lean Thinking has to Offer the
Process Industries. Institution of Chemical Engineers: Chemical Engineering Research and
Design, v. 83, n.A6,:p. 662–673, 2005.
HORNBURG, S.; TUBINO, D. F.; LADEIRA, N. E.; THONERN, A. & RIFFEL, L. F. A
programação da produção puxada pelo cliente: estudo de caso na Indústria Têxtil. XXVIII
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, Rio de Janeiro, Brasil,
2008.
MAZANY, P. A Case Study - Lessons from the progressive implementation of Just-in-Time
in a small knitwear manufacturer. Int. J. Oper. Prod. Mna, 15(5): 271-228, 1995.
PIERCY, N. & RICH, N. Lean transformation in the pure service environment: the case of
the call service center. Operations & Production Management Vol. 29 No. 1, pp. 54-76, 2009.
ULUSOY, G. An Assessment of Supply Chain and Innovation Management Practices in The
Manufacturing Industries in Turkey. International Journal of Production Economics, 86 251-
270, 2003.
SANCHEZ, A. M. & PEREZ, M. P. Lean indicators and manufacturing strategies.
International Journal of Operations & Production Management, Vol. 21 No.11, pp. 1433-
1451, 2001.
POOL, A.; WIJNGAARD, J. & VAN DER ZEE, D. J. Lean planning in the semi-process
industry: a case study. International Journal of Production Economics Volume 131, Issue 1,
Pages 194-203, May 2011.
SUGIMORI, Y.; KUSUNOKI, K.; CHO, F. & UCHIKAWA, S. Toyota production system
and Kanban system Materialization of just-in-time and respect-for-human system.
International Journal of Production Research, 15:6, 553-564, 1977.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
ROTHER, M. & SHOOK, J., Learning to See: Value Stream Mapping to Add Value and
Eliminate Muda. The Lean Enterprise Institute, Inc., Brookline, MA, 1999.
FARHANA, F. & AMIR, A. Lean Production Practice: the Differences and Similarities in
Performance between the Companies of Bangladesh and other Countries of the World. Asian
Journal of Business Management 1(1): 32-36, 2009.
DANGAYACH, G. S. & DESHMUKH, S. G. Practice of manufacturing strategy: evidence
from select Indian automobile companies. int. j. prod. res., vol. 39, no. 11, 2353 ± 2393, 2001.
KAPUGE, A.M. & SMITH, M. Management practices and performance reporting in the Sri
Lankan apparel sector. Managerial Auditing Journal 22 (3), pp. 303-318, 2007.
JOHANSEN, E.; WALTER, L. Lean Construction: Prospects for the German construction
industry. Lean Construction Journal, V.3, April 2007.
SOHAL, A. S. Developing a lean production organization: an Australian case study.
International Journal of Operations & Production Management, Vol. 16 No. 2, pp. 91-102,
1996.
OHNO, T. O Sistema Toyota de Produção – Além da produção em larga escala. 5.ed. Porto
Alegre: Bookman, 1997.