aplicaÇao do sistema slp em uma indÚstria de … · projeto de leiaute pode garantir um sistema...
TRANSCRIPT

APLICAÇAO DO SISTEMA SLP EM UMA
INDÚSTRIA DE MÓVEIS SERIADOS
Vinícius Rebonato Rosi (UFES)
Alan Bruzadelle Loureiro (UFES)
José de Castro Ferreira Filho (UFES)
O sistema SLP é uma ferramenta utilizada para o planejamento e
desenvolvimento de arranjos físicos, com a finalidade de alcançar a
máxima eficiência possível do processo produtivo. Com a aplicação do
SLP Simplificado - mesmo sistema que o SSLP, porém aplicado a
projetos menores cujos procedimentos são a construção de um
diagrama de relações, uma listagem das especificações de cada
atividade, uma representação gráfica do diagrama de relações, as
alternativas de leiaute de processo, avaliação dos leiautes alternativos
e detalhamento do leiaute escolhido - em uma empresa do setor
moveleiro localizada em Linhares/ES, foi possível comparar, baseados
em fatores críticos para a conformidade do arranjo físico, o leiaute
utilizado até o ano de 2009 com o leiaute atual e também com o
proposto pelo método, visto que um arranjo físico inadequado pode
acarretar grandes custos à empresa, além de gerar um grande número
de estoque e outras complicações. A partir dos resultados obtidos
seguindo este método, concluiu-se que o leiaute atual é mais adequado
ao processo produtivo da empresa comparado com o leiaute antigo.
Apesar de apresentar uma pontuação maior (146 contra 149), não se
pode afirmar se o arranjo proposto pelo estudo realizado retornaria
resultados melhores do que o atual, contudo o resultado pode ser
analisado pela empresa para planejamentos futuros de seu arranjo
físico, buscando a melhoria contínua de sua eficiência produtiva.
Palavras-chaves: arranjo produtivo, SLP Simplificado, indústria de
móveis
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
Nas últimas décadas, a indústria moveleira conseguiu um alto grau de padronização de seus
produtos decorrente dos avanços tecnológicos dos recursos utilizados no sistema produtivo,
ocorrendo, assim, a transição da produção artesanal para a manufatureira. Além disso, houve
um ganho significativo no volume de produção nesse mesmo período, com o comércio
mundial de móveis movimentando, em 2006, cerca de US$ 270,5 bilhões (FERREIRA et al.,
2008).
O relatório de acompanhamento setorial da indústria moveleira, apresentado por Ferreira et al.
(2008), destaca que, no Brasil, o setor correspondia a 6,1% do total de indústrias em 2005,
sendo caracterizada pela predominância de empresas de pequeno porte. Outro fator
importante é que esse setor se apresenta estruturado em pólos regionais no Brasil, onde cada
pólo possui um padrão de especialização diferente. Em contrapartida, as empresas
pertencentes ao mesmo pólo se veem como fortes concorrentes por fabricarem os mesmos
tipos de produtos. Os destaques de cada região são empresas eficientes, com baixos custos e
índices de retrabalho, lead time abaixo da média, alta qualidade dos produtos, atendimento ao
cliente, entre outros.
De forma geral, a indústria moveleira se caracteriza por um sistema de produção discreto de
uma grande variedade de produtos que se diferenciam por suas formas e cores, e pode ser
segmentada através de diferentes critérios: (1) tipo de material predominante no processo
produtivo; (2) mercado ao qual se destina; (3) forma organizacional utilizada no processo
produtivo; e (4) design utilizado. Dentre os critérios relacionados, convém destacar o
importante papel estratégico que a organização do processo produtivo representa para a
função produção, no sentido de contribuir com a geração de vantagem competitiva para a
indústria moveleira, principalmente para aquelas cujo foco está na fabricação de móveis
seriados e retilíneos, onde a flexibilidade, a rapidez e custo são fatores essenciais para o
sucesso do negócio.
Slack et al. (1999) destacam que o arranjo físico errado pode levar a padrões de fluxo
excessivamente longos ou confusos, estoque de materiais, inconveniências para os clientes,
tempos de processamento longos, operações inflexíveis, fluxos imprevisíveis e altos custos.
Neste contexto, este artigo apresenta uma aplicação do sistema SLP (Systematic Layout
Planning) Simplificado como ferramenta de apoio à tomada de decisão estratégica para o
planejamento das instalações de produção de uma indústria moveleira de seriados e retilíneos,
empresa de grande porte pertencente ao pólo moveleiro de Linhares/ES. Especificamente, a
metodologia foi aplicada com o propósito de viabilizar uma avaliação qualitativa e
quantitativa entre três arranjos físicos: o utilizado pela empresa até o final do ano de 2009, o
atual e, finalmente, um alternativo, proposto pela aplicação do método.
2. Arranjo físico produtivo
Arranjo físico de manufatura, ou leiaute produtivo, trata da disposição dos recursos de
produção no chão de fábrica (TOMPKINS et al., 2003, apud ARGOUD, 2007). Um bom
projeto de leiaute pode garantir um sistema de manufatura mais enxuto e mais eficiente, dois
importantes fatores para garantir o sucesso de uma empresa no mercado competitivo. Desta
maneira, inúmeras pesquisas vêm sendo realizadas nos últimos anos para que se defina o tipo
de arranjo produtivo mais adequado para cada processo produtivo.

3
Na literatura existem diversos tipos de arranjo físico, todavia, a grande maioria é derivada de
quatro tipos tradicionais ou de uma combinação dos mesmos. Esses quatro tipos são: arranjo
físico posicional, de produto, de processo e celular (TOMPKINS et al., 2003; SINGH;
RAJAMANI, 1996, apud ARGOUD, 2007). A seguir são apresentados os conceitos e
principais características desses arranjos:
Arranjo físico posicional
Nesse arranjo, o produto permanece fixo e os recursos que fazem a transformação do material
se movem até o mesmo. Por ter bastante contato com o cliente, esse arranjo físico é muito
flexível, podendo, assim, adaptar-se a mudanças no projeto requeridas pelo cliente. A
demanda é baixa ou esporádica e, geralmente, os projetos são únicos e o produto é difícil de
ser movimentado. Como exemplo, temos construção de navios, edifícios e aviões.
Arranjo físico de produto
As máquinas são arranjadas sequencialmente conforme as necessidades operacionais do
material a ser transformado seguindo um roteiro pré-definido formando um fluxo
unidimensional (TIBERTI, 2003). Esse arranjo físico requer equipamentos específicos,
conseqüentemente, carecendo de alto investimento, e possui, em sua maioria, tarefas simples
e repetitivas. É pouco flexível porque qualquer alteração do produto implica em mudanças na
disposição das máquinas, e seus equipamentos precisam ser confiáveis, pois qualquer falha
em uma estação pode implicar numa interrupção da produção (ARGOUD, 2007). Montagem
de automóveis e siderúrgicas são exemplos desse tipo de arranjo.
Arranjo físico de processo
Origina-se do agrupamento de equipamentos com funções semelhantes num mesmo local ou
setor. Portanto, há um grande fluxo de produtos semi-acabados entre os setores e pouco fluxo
dentro de cada setor, uma vez que cada produto tem seu roteiro e percorre as seções de acordo
com as seqüências de operações necessárias. Dessa forma, os roteiros de fluxo podem ser
bastante complexos e requerem mão-de-obra qualificada por poderem desempenhar várias
tarefas. A flexibilidade é alta devido a possibilidade de diferentes seqüências de operações
para cada produto. Exemplos desse arranjo físico podem ser encontrados no chão de fábrica
em seções de pintura, soldagem, furação, etc.
Arranjo físico celular
Em uma análise resumida desse arranjo físico, ele pode ser considerado como “minifábricas”
dentro da fábrica. Ou seja, “[...] é caracterizado pelo agrupamento de máquinas e
equipamentos utilizados no processo de transformação de uma família de peças, que são
dispostos em um espaço físico denominado célula” (TIBERTI, 2003, p. 14). Diferencia-se do
arranjo físico por processo devido ao maior fluxo dentro da célula que entre células.
O arranjo físico escolhido no planejamento de cada empresa é parte essencial no sucesso das
empresas, uma vez que a mudança de leiaute não é simples, essas mudanças acarretam perdas
de tempo, ociosidade de equipamentos e interrupção no trabalho dos empregados. A escolha
de um arranjo físico sem critérios adequados pode levar a sérios erros na utilização dos
terrenos, altos custos de rearranjos, demolição de edifícios, paredes e estruturas que ainda
poderiam ser utilizadas.
Muther (1978) afirma que o tempo que será despendido para planejar o arranjo físico diminui
os riscos de que as perdas tenham grandes proporções para a empresa, e também permite que
as mudanças planejadas sigam um cronograma global e coerente, bem como facilita essas

4
mudanças. Os custos para a implantação de um bom arranjo ou de um arranjo deficiente
podem ser iguais. Porém, uma vez implantado o arranjo deficiente, os custos para o rearranjo,
fazem com que seja quase impossível transformá-lo em um arranjo eficiente.
Os problemas de arranjo físico são gerados, basicamente, por causa de dois elementos
básicos: Produto (o que é produzido pela empresa) e Quantidade (o quanto é produzido pela
empresa). Direta ou indiretamente, estes elementos são responsáveis por todas as
características, fatores e condições de planejamento. Após coletar informações sobre esses
elementos básicos, coletam-se informações sobre o roteiro de produção (processo, operações,
equipamentos e seqüência) pelo qual o produto ou material será fabricado.
Para que as operações funcionem como planejadas são necessários serviços de suporte
(atividade ou funções auxiliares que darão condições de um funcionamento efetivo, como a
manutenção e os setores de expedição e recebimento), sem esses serviços a mão-de-obra e os
recursos não funcionariam satisfatoriamente. Outro elemento básico para o planejamento das
instalações, segundo Muther (1978), é a medida de tempo que compreende questões como
quando produzir, por quanto tempo produzir, com que freqüência produzir e com que prazo
produzir.
Basicamente, o arranjo físico se baseia em três conceitos fundamentais: (1) Inter-relações
(grau relativo de dependência ou proximidade entre as atividades); (2) Espaço (quantidade,
tipo e forma ou configuração dos itens a serem posicionados); (3) Ajuste (arranjo das áreas e
equipamentos da melhor maneira possível). Onde estes três conceitos formam a essência de
qualquer planejamento de arranjo físico, independentemente do produto, processo ou extensão
do projeto.
3. Metodologia
O procedimento metodológico adotado foi do tipo Estudo de Caso, onde as informações
necessárias para a aplicação do modelo teórico de planejamento de instalações foram
coletadas junto à gerência de produção da indústria moveleira em questão. O modelo teórico
adotado foi o SLP (Systematic Layout Planning) Simplificado, apresentado por Muther e
Wheeler (2000), cujos procedimentos são a construção de um diagrama de relações, uma
listagem das especificações de cada atividade quanto à sua área de abrangência, necessidades
estruturais, etc, uma representação gráfica do diagrama de relações, as alternativas de leiaute
de processo, avaliação dos leiautes alternativos e detalhamento do leiaute escolhido.
Segundo Muther (1978), sistema SLP é uma sistematização do projeto de arranjo físico, que
consiste de uma estrutura de fases pela qual cada projeto deve passar, de uma seqüência de
procedimentos para o planejamento contínuo e de uma série de convenções para identificar,
visualizar e avaliar as possíveis alternativas em qualquer projeto de leiaute.
O sistema SLP Simplificado se diferencia do SLP por ser aplicável a projetos menores
(MUTHER; WHEELER, 2000). Como o estudo de caso foi realizado em uma empresa cujas
atividades não são em grande número e as relações entre elas não são complexas, o modelo
simplificado se torna útil em uma análise inicial para a verificação da adequação do leiaute ao
processo produtivo e a geração de novas alternativas.
4. Estudo de Caso
O estudo foi realizado em uma indústria moveleira de grande porte localizada no município
de Linhares/ES. A pedido da empresa, por questões de sigilo de informações, o nome da
empresa foi omitido.

5
A empresa conta atualmente com cerca de 380 colaboradores e atende aproximadamente 300
clientes, todos nacionais. Seus produtos são de estirpe dormitório, roupeiros, camas, cômodas,
criados, prateleiras, escrivaninhas e linhas teen e baby, dispondo de mais de 250 tipos,
considerando diversas combinações e variações de cores.
Recentemente, a empresa passou por dificuldades devido a alguns problemas internos, dos
quais podemos citar grande ociosidade de mão-de-obra e equipamentos, obrigando-na a
repensar sobre seu modo de produzir. Várias medidas foram adotadas, com destaque ao
rearranjo do leiaute produtivo, o que contribuiu para o melhor controle da produção, bem
como para a redução do lead time, da movimentação interna de produtos semiacabados e
acabados, etc. Ocorreu a mudança de um leiaute celular utilizado anteriormente pela empresa,
onde unidades diferentes produziam determinados tipos de produtos, e passou a ser por
processo, onde os recursos são alocados de acordo com suas funções, que é o mais adequado
para uma empresa que produz móveis seriados.
O SLP Simplificado é um conjunto de seis procedimentos a serem seguidos na criação de um
leiaute de processo. Cada um desses passos, aplicados ao estudo de caso, são apresentados nas
seções a seguir.
4.1. Diagrama de relações
Nesse diagrama foi relacionada cada atividade, área, função ou características importantes das
instalações, envolvidas no leiaute considerado, com todas as outras atividades, através de um
grau de proximidade desejado. Para realizar esse passo, deve-se: 1) Identificar cada atividade
envolvida e relacionar todas as atividades num diagrama de relações; 2) Determinar e registrar
um grau de proximidade desejado para cada atividade relativa a todas as outras atividades; 3)
Registrar a razão ou as razões da atribuição de cada grau de proximidade determinado; 4)
Verificar o seu grau de relacionamento.
Esse diagrama é importante porque funciona como uma folha de verificação que insere as
relações que devem ser incluídas no seu planejamento. Também evita a necessidade de gravar
todas as decisões e razões pelas quais foram relacionadas. Com isso, a consistência das suas
relações é garantida.
O Diagrama de Relações, Figura 1, baseia-se nas atividades existentes na empresa moveleira.
Foram constatadas 18 atividades, sendo que algumas dessas são atividades semelhantes (por
exemplo, Linha UV 1 e Linha UV 2). O motivo de separar as atividades utilizando algarismos
numéricos será explicado posteriormente no passo 4. Posteriormente, foram colocados o grau
de proximidade entre todas as atividades. Os graus foram assim definidos: (A) Absolutamente
necessário; (E) Essencialmente importante; (I) Importante; (O) Proximidade normal; (U) Sem
importância; (X) Não desejável.
Após o preenchimento do grau das relações, são definidas as razões para o grau especificado
entre cada atividade. As razões são: (1) Seqüência de produção; (2) Freqüência de
movimentação de peça; (3) Pode ser manuseada pelas mesmas pessoas; (4) Pode requerer a
mesma matéria-prima; (5) Sujeira; (6) Seqüência alternativa de produção.
Finalizando o diagrama, pode-se constatar quais atividades devem ficar adjacentes ou
distantes entre si. Assim, o diagrama ajuda a alcançar os graus de proximidade claros e
lógicos de uma maneira simples.

6
Figura 1 – Diagrama de relações
4.2. Necessidades de espaço
Estabeleceu para cada atividade a área necessária, suas características físicas e as utilidades
(água, luz), e qualquer restrição que exista na configuração da empresa. Para esse passo,
foram utilizadas as mesmas atividades listadas no Diagrama de Relações, e também: 1)
Determinar e registrar o espaço para cada atividade listada; 2) Estabelecer e registrar qualquer
necessidade específica de característica estrutural ou física para cada atividade; 3) Listar
qualquer necessidade para as utilidades (água, luz) e/ou equipamentos especiais; 4) Indicar
qualquer necessidade que afete ou restrinja a forma ou a configuração do espaço de uma
atividade.
Para definir as atividades adjacentes, deve-se considerar, também, a quantidade de espaço ou
área e o tipo do espaço, ou seja, saber quais características físicas e utilidades (água, luz) cada
atividade precisa. Porém, caso haja alguma restrição no ambiente fabril, necessita-se de uma
configuração específica.
Atividade Unidades de Produção Área (m²) Atividade Unidades de Produção Área (m²)
1 Seccionadora I 265,720 10 Furadeira II 94,700
2 Perfiladeira I 426,215 11 CNC 72,250
3 Furadeira I 99,160 12 Cabine de Pintura 407,802
4 Linha de UV I 672,000 13 Linha de UV II 195,600
5 Revisão I 38,048 14 Revisão II 41,400
6 Embalagem I 111,800 15 Embalagem II 26,350
7 Seccionadora II 153,653 16 Estoque I 106,375

7
8 Usinagem 605,278 17 Estoque II 52,263
9 Coladeira 78,825 18 Lixamento 172,400
Total 3.619,839
Fonte: Elaborada pelos autores
Tabela 1 – Relação das atividades com suas respectivas áreas
Neste tópico só são levadas em consideração as áreas das atividades, uma vez que as outras
informações a serem preenchidas no Formulário de Áreas e Características das Atividades não
são necessárias devido à uniformidade do local e fácil adaptação das atividades em qualquer
local da área estudada.
A área total observada na Tabela 1 é a soma das áreas das atividades. A área da Unidade I
(Un. I) é aproximadamente 6.003,182 m2, da Unidade II (Un. II) é aproximadamente
5.499,088 m2 e da Unidade IV (Un. IV) aproxima de 6.686,180 m
2.
4.3. Relações das atividades no diagrama
As atividades foram relacionadas visualmente e graficamente entre si, criando, assim, o
formato básico do leiaute. Para realizar o diagrama, deve-se: 1) Utilizar um símbolo para
representar a atividade (cada atividade está representada por um algarismo arábico dentro de
um círculo); 2) Utilizar um código de linha para indicar o grau de proximidade ((A) 4 linhas
paralelas; (E) 3 linhas paralelas; (I) 2 linhas paralelas; (O) 1 linha; (X) 1 linha em formato
ziguezague); 3) Preparar no papel o arranjo das atividades com maior grau de proximidade o
mais próximo entre si, e daquelas com menos grau de proximidade progressivamente mais
distante.
Esse diagrama ajuda na busca do arranjo ideal para a empresa, considerando o grau de
proximidade entre cada atividade. Esse passo deve ser realizado cuidadosamente para que o
melhor arranjo físico seja definido, pois forma a base para os próximos passos.
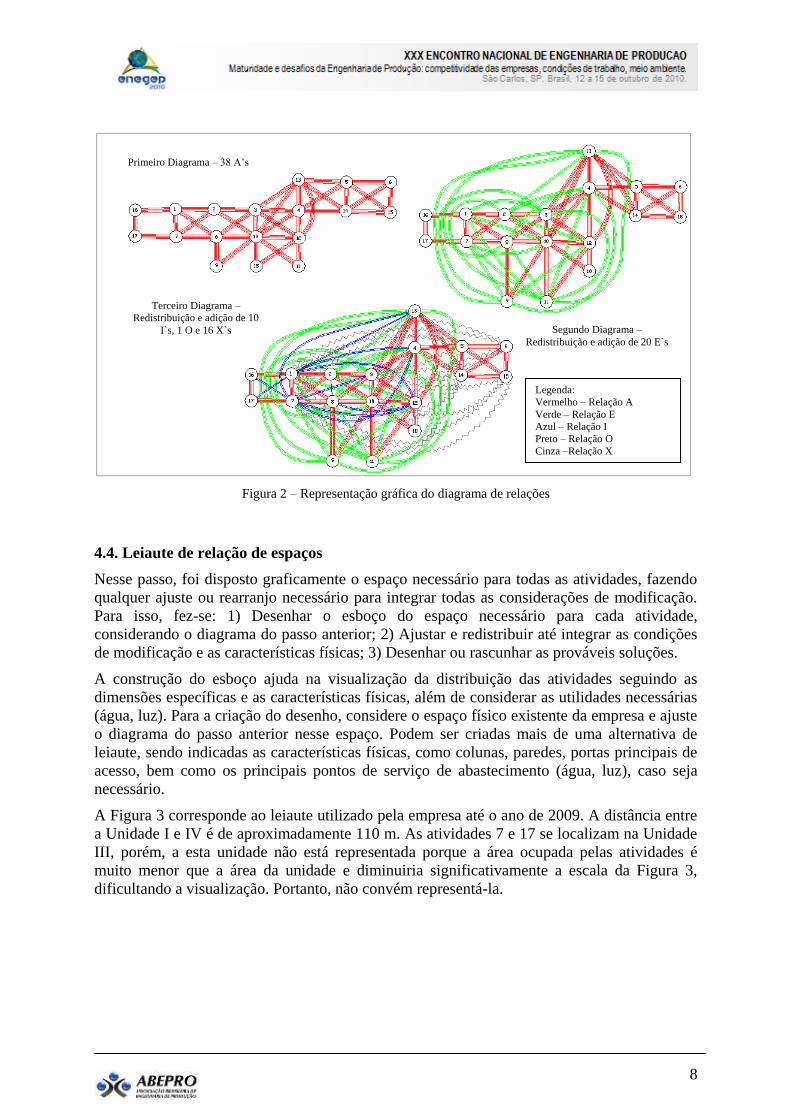
Para construir esse diagrama (Figura 2), primeiramente, distribui as atividades com graus de
proximidade (A) e (E) e ligando as atividades com os respectivos códigos de linha.
Posteriormente, inclui as atividades com grau (I) e, depois, com graus (O) e (X),
redistribuindo o arranjo casa adição de atividade e códigos de linha.
8
Figura 2 – Representação gráfica do diagrama de relações
4.4. Leiaute de relação de espaços
Nesse passo, foi disposto graficamente o espaço necessário para todas as atividades, fazendo
qualquer ajuste ou rearranjo necessário para integrar todas as considerações de modificação.
Para isso, fez-se: 1) Desenhar o esboço do espaço necessário para cada atividade,
considerando o diagrama do passo anterior; 2) Ajustar e redistribuir até integrar as condições
de modificação e as características físicas; 3) Desenhar ou rascunhar as prováveis soluções.
A construção do esboço ajuda na visualização da distribuição das atividades seguindo as
dimensões específicas e as características físicas, além de considerar as utilidades necessárias
(água, luz). Para a criação do desenho, considere o espaço físico existente da empresa e ajuste
o diagrama do passo anterior nesse espaço. Podem ser criadas mais de uma alternativa de
leiaute, sendo indicadas as características físicas, como colunas, paredes, portas principais de
acesso, bem como os principais pontos de serviço de abastecimento (água, luz), caso seja
necessário.
A Figura 3 corresponde ao leiaute utilizado pela empresa até o ano de 2009. A distância entre
a Unidade I e IV é de aproximadamente 110 m. As atividades 7 e 17 se localizam na Unidade
III, porém, a esta unidade não está representada porque a área ocupada pelas atividades é
muito menor que a área da unidade e diminuiria significativamente a escala da Figura 3,
dificultando a visualização. Portanto, não convém representá-la.
Terceiro Diagrama –
Redistribuição e adição de 10
I`s, 1 O e 16 X`s
Primeiro Diagrama – 38 A’s
Segundo Diagrama –
Redistribuição e adição de 20 E`s
Legenda:
Vermelho – Relação A
Verde – Relação E
Azul – Relação I
Preto – Relação O
Cinza –Relação X

9
Figura 3 – Diagrama de relações no leiaute anterior de uma empresa moveleira
No leiaute atual da empresa (Figura 4), pode-se perceber a utilização da Unidade II
substituindo a Unidade IV, diminuindo a distância entre unidades para 11 m,
aproximadamente. A Figura 5 representa uma alternativa de leiaute para a empresa do setor
moveleiro, contudo esta proposta é bastante semelhante ao leiaute atual.
Algumas atividades realizam a mesma função, mas por se encontrarem em unidades
diferentes no leiaute antigo (Figura 2), estas são tratadas como atividades distintas.
Legenda:
Vermelho – Relação A
Verde – Relação E

10
Figura 4 – Diagrama de relações no leiaute atual de uma empresa moveleira
Figura 5 – Diagrama de relações de um provável leiaute de uma empresa moveleira
4.5. Avaliação dos arranjos
Legenda:
Vermelho – Relação A
Verde – Relação E
Legenda:
Vermelho – Relação A
Verde – Relação E

11
O arranjo mais adequado é selecionado a partir de uma avaliação dos arranjos alternativos
desenvolvidos no passo anterior. A fim de realizar a avaliação, faz-se: 1) Estabelecer todos os
fatores, considerações ou objetivos pertinentes que afetam a escolha da melhor alternativa; 2)
Atribuir para cada fator um valor de peso, indicando sua importância relativa para a eficiência
do leiaute; 3) Classificar cada plano alternativo para cada fator; 4) Transformar todas as
classificações de letras em números e multiplique pelos pesos estabelecidos previamente; 5)
Totalizar os valores das classificações em pesos para cada arranjo alternativo, o maior valor
indicará a melhor alternativa.
Essa avaliação deve ser tão objetiva e imparcial quanto for possível, de forma a apresentar a
melhor decisão. Esse procedimento pode evitar algum descuido de um fator importante, caso
seja necessário, pessoas que trabalharão nesse novo leiaute podem participar das decisões.
Na avaliação de alternativas (Figura 6), foram considerados, primeiramente, os fatores que a
empresa deseja alcançar no leiaute, que são: (1) Utilização dos equipamentos; (2) Utilização
da mão-de-obra; (3) Eficiência da utilização dos espaços; (4) Facilidade de controle e
supervisão; (5) Economia de movimentos de materiais; (6) Aparência; (7) Flexibilidade de
adaptação da linha de produção. Após a listagem dos fatores, atribuem-se pesos de acordo
com o grau de importância. Também é adicionada a cada fator uma classificação da eficácia
de cada arranjo alternativo em alcançar o objetivo do mesmo ((A) Excelente = 4; (E) Muito
bom = 3; (I) Bom = 2; (O) Regular = 1). Ao definir todas essas considerações, multiplicam-se
os pesos com o número correspondente da classificação e somam-se os valores encontrados
em cada coluna.
Baseado nos fatores descritos na avaliação das alternativas (Figura 6), o leiaute atual da
empresa apresenta uma pontuação maior que o leiaute antigo (146 contra 65), logo, o leiaute
atual é melhor que o leiaute antigo. Em comparação com o leiaute proposto, o leiaute atual
possui uma pontuação muito próxima, porém menor (149 contra 146). Como a pontuação do
leiaute proposto não é suficientemente maior que o leiaute atual, não se pode dizer ao certo se
o proposto é melhor que o atual.

12
Figura 6 – Formulário de avaliação dos arranjos
4.6. Plano de leiaute selecionado
O leiaute selecionado no passo anterior será desenhado e os equipamentos ou características
serão marcadas no leiaute individualmente. Com isso, faz-se o seguinte: 1) Desenhar o leiaute
selecionado em uma escala apropriada; 2)Identificar as áreas e as características principais; 3)
Desenhar os equipamentos, máquinas e outras características individuais em detalhe; 4)
Reavaliar o ajuste destes e fazer os ajustes dos menores; 5) Indicar todos os dados de
identificação; 6) Duplicar o número necessário de cópias.
O plano detalhado deve mostrar dados suficientes para que permita um instalador ou
empreiteiro prosseguir com a sua parte do projeto. O mesmo deve indicar detalhes suficientes
para permitir a instalação ou colocação correta das máquinas e/ou equipamentos, divisórias,
conexões de alimentação (água, luz), etc. Esse plano será um registro do que foi combinado e
realmente instalado.
O leiaute detalhado corresponde ao leiaute atual da empresa (Figura 7), visto que foi
recentemente instaurado e é equivocado dizer que o leiaute proposto (Figura 6) é melhor.
Com exceção das atividades 4, 5, 6, 8, 13, 14, 15, 16 e 17, os equipamentos correspondem ao
nome das atividades.
As atividades 4 e 13 que representam as Linhas UV contém: lixadeira, espatuladeira, túneis de
lâmpadas, rolos de impressão, envernizador, sendo localizados em seqüência, mas não
necessariamente nesta ordem. As atividades 5 e 14 são realizadas em mesas de revisão
enquanto as atividades 6 e 15 em esteiras de embalagem. A atividade 8 é formada por: (A)
esquadrejadeira; (B) traçadeira dupla; (C) moldureira; (D) serra circular; (E) copiadora; (F)
tupias; (G) furadeiras. As atividades 16 e 17 representam os estoques.

13
Figura 7 – Detalhamento do leiaute atual de uma empresa moveleira
5. Considerações Finais
Pelo fato da empresa não ter realizado um planejamento de leiaute adequado ao se instalar na
área, houve a necessidade de aplicar a reengenharia de seu arranjo físico de forma a melhorar
sua eficiência produtiva. O custo desta mudança poderia ter sido evitado caso fosse
considerado, por exemplo, os três conceitos básicos abordados por Muther (1978), inter-
relações, espaço e ajuste.
Para atender a esses critérios, o estudo baseou-se no sistema SLP Simplificado. Como
resultado disso, constatou-se a deficiência do leiaute anteriormente utilizado (Figura 3) em
comparação com o atual (Figura 4) e o proposto pelo método (Figura 5), mostrando que a
reestruturação do arranjo físico foi primordial para que a empresa conseguisse voltar a ser
competitiva no mercado de móveis.
A melhor alternativa de leiaute obtida pela aplicação do método retornou uma pontuação
ligeiramente maior do que o leiaute atual (149 contra 146), na avaliação das alternativas de
leiaute (Figura 6). Contudo, por ser uma análise subjetiva, não é possível afirmar que a
alternativa proposta seja a melhor. Entretanto, o resultado desse estudo pode ser considerado
pela empresa, no futuro, como um possível ponto de partida para um estudo mais aprofundado
sobre planejamento de seu arranjo físico, em uma busca contínua pela melhora de sua
eficiência produtiva.
É importante ressaltar a limitação desse estudo de caso como meio de generalização da
metodologia aplicada, visto que apenas uma empresa foi utilizada para o desenvolvimento do
modelo. Contudo, os resultados encontrados podem ser considerados satisfatórios para o caso
específico desta empresa e deste estudo.
Referências
ARGOUD, Ana Rita Tiradentes Terra. Procedimento para projeto de arranjo físico modular em manufatura
através de algoritmo genético de agrupamento. 2007. 328 f. Tese (Doutorado) – Escola de Engenharia de São
Carlos, Universidade de São Paulo, São Carlos, 2007.
MUTHER, Richard. Planejamento do layout: sistema SLP. São Paulo: Edgard Blücher, 1978.
MUTHER, R.; WHEELER, J. D. Planejamento simplificado de layout: sistema SLP. 2. ed. São Paulo: IMAM,
2000.
FERREIRA, Marcos J. B. et al. Relatório de Acompanhamento Setorial: Indústria Moveleira. Vol. 1. São
Paulo: UNICAMP/ABDI, 2008.
SLACK, et al. Administração da produção. Edição Compacta. São Paulo: Atlas, 1999.
TIBERTI, Alexandre José. Desenvolvimento de Software de Apoio ao Projeto de Arranjo Físico de Fábrica
Baseado em um Framework orientado a objeto. 2003. 195 f. Tese (Doutorado) – Escola de Engenharia de São
Carlos, Universidade de São Paulo, São Carlos, 2003.