aplicação da ferramenta mapeamento de fluxo de valor em uma fábrica de móveis sob encomenda
TRANSCRIPT
APLICAÇÃO DA FERRAMENTA MAPEAMENTO DE
FLUXO DE VALOR EM UMA FÁBRICA DE MÓVEIS
SOB ENCOMENDA
OLÍVIA BRANT ALVES RÊGO - [email protected]
UNIVERSIDADE FEDERAL DE VIÇOSA - UFV
FRANCISCO TABOSA ORTEGA - [email protected]
UNIVERSIDADE FEDERAL DE VIÇOSA - UFV
IDAMAR SIDNEI COBIANCHI NIGRO - [email protected]
UNIVERSIDADE FEDERAL DE VIÇOSA - UFV
Resumo: O OBJETIVO PRINCIPAL DESTE ARTIGO É ESTUDAR A
APLICABILIDADE DA FERRAMENTA GERENCIAL MAPEAMENTO DO
FLUXO DE VALOR (MFV) NA OTIMIZAÇÃO E RACIONALIZAÇÃO DOS
PROCESSOS PRODUTIVOS DE UMA FÁBRICA DE MÓVEIS SOB
ENCOMENDA, ATRAVÉS DA IDENTIFICAÇÃOO DE PERDAS E
PROPOSIÇÃO DE MELHORIAS PARA REDUZI-LAS. O MÉTODO
UTILIZADO INCLUI A ESCOLHA DA FAMÍLIA DE PRODUTOS MAIS
RELEVANTE PARA A EMPRESA, A CONSTRUÇÃO DO MAPA DE FLUXO
DE VALOR ATUAL DESSA FAMÍLIA, A ANÁLISE CRÍTICA DAS
PRINCIPAIS PERDAS IDENTIFICADAS E SUGESTÕES PARA A REDUÇÃO
DAS SUAS FONTES GERADORAS. E, POR FIM, A PROJEÇÃO DO MAPA
DE FLUXO DE VALOR FUTURO COM AS MELHORIAS PROPOSTAS.
DENTRE OS RESULTADOS, DETECTOU-SE AS PRINCIPAIS CAUSAS DAS
ATIVIDADES QUE NÃO AGREGAM VALOR E ELEVAM O LEAD TIME DE
PRODUÇÃO DOS MÓVEIS E FORAM RECOMENDADAS MELHORIAS
RELACIONADAS AOS DESPERDÍCIOS DE MOVIMENTAÇÃO E
INTERRUPÇÃO, EXCESSO DE ESTOQUES E FALHAS NO FLUXO DE
INFORMAÇÃO. AS AÇÕES PROPOSTAS ENVOLVERAM A IMPLANTAÇÃO
DO PROGRAMA DE QUALIDADE 5S, O DESENVOLVIMENTO DE UM
PLANEJAMENTO E CONTROLE DA PRODUÇÃO, O REARRANJO FÍSICO,
O CONTROLE DOS ESTOQUES E A MENSURAÇÃO DO DESEMPENHO
ORGANIZACIONAL. O MFV MOSTROU SER EFICIENTE NA ANÁLISE
DOS PROBLEMAS DA PRODUÇÃO DE MÓVEIS SOB ENCOMENDA DE
FORMA SISTÊMICA E NA REDUÇÃO DO LEAD TIME, UMA VEZ QUE
CONSIDERA O FLUXO DO PROCESSO AO INVÉS DE MELHORIAS
ISOLADAS NAS OPERAÇÕES.
Palavras-chaves: PRODUÇÃO ENXUTA; MAPEAMENTO DO FLUXO DE VALOR;
PRODUÇÃO SOB ENCOMENDA.
Área: 1 - GESTÃO DA PRODUÇÃO
Sub-Área: 1.1 - GESTÃO DE SISTEMAS DE PRODUÇÃO
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
2
THE APPLICATION OF THE VALUE STREAM
MAPPING TOOL IN A MAKE-TO-ORDER
FURNISHING FACTORY
Abstract: THIS ARTICLE’S MAIN PURPOSE IS TO STUDY THE APPLICABILITY OF
THE MANAGERIAL TOOL VALUE STREAM MAPPING (VSM) IN THE
OPTIMIZATION AND RATIONALIZATION OF ONE MAKE-TO-ORDER
FURNISHING FACTORY’S PRODUCTION PROCESS, THROUGH THE
LOSSES’ IDENTIFICAATION AND IMPROVEMENTS’ PROPOSITIONS TO
REDUCE THEM. THE USED METHOD INCLUDES CHOOSING THE
PRODUCTS’ FAMILY THAT IS MORE RELEVANT TO THE COMPANY,
THE CONSTRUCTION OF THIS FAMILY’S ACTUAL VALUE STREAM
MAP, THE CRITICAL ANALYSIS OF THE MAIN IDENTIFIED LOSSES AND
SUGGESTIONS TO REDUCE ITS GENERATING SOURCES. AND, LASTLY,
THE PROJECTION OF THE FUTURE VALUE STREAM MAP WITH THE
IMPROVEMENTS PROPOSED. AMONG THE RESULTS, THE MAIN
CAUSES OF THE ACTIVITIES THAT DON’T AGGREGATE VALUE AND
THAT RAISE THE FURNISHINGS’ LEAD TIME OF PRODUCTION WERE
DETECTED AND IMPROVEMENTS RELATED TO THE WASTAGE
HANDLING AND INTERRUPTION, OVERSTOCKS AND FAILURES ON
THE FLOW OF INFORMATION WERE RECOMMENDED. THE ACTIONS
PROPOSED INVOLVED THE IMPLANTATION OF THE 5S PROGRAM,
THE DEVELOPMENT OF A PLANNING AND PRODUCTION CONTROL,
THE PHYSICAL REARRANGEMENT, THE STOCKS CONTROL AND
MEASUREMENT OF THE ORGANIZATIONAL PERFORMANCE. THE VSM
PROVED TO BE EFFICIENT IN THE ANALYSIS OF PRODUCTION’S
PROBLEMS OF MAKE-TO-ORDER FURNISHING IN A SYSTEMIC WAY
AND IN THE REDUCTION OF THE LEAD TIME, ONCE IT CONSIDERS
THE PROCESS FLOW INSTEAD OF ISOLATED IMPROVEMENTS IN THE
OPERATIONS.
Keyword: LEAN MANUFACTURING; VALUE STREAM MAPPING; MAKE-TO-ORDER
PRODUCTION
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
3
1. Introdução
Devido às transformações econômicas, políticas e sociais ocorridas ao longo dos anos
no mercado econômico mundial, as organizações viram-se obrigadas a tornarem-se mais
competitivas devido ao aumento do grau de exigência dos clientes. Neste panorama, as
empresas vivenciaram a necessidade de aprimorar seus processos produtivos a fim de fornecer
produtos de alta qualidade, a preços acessíveis e no prazo estabelecido. Para tal propósito,
cresce a preocupação dos gestores em melhorar a eficiência do fluxo de produção através da
redução de desperdícios.
Diante do descrito acima, enquadra-se o conceito de Lean Manufacturing ou
Manufatura Enxuta. Segundo Werkema (2006), esta filosofia é uma iniciativa que visa excluir
o que não tem valor para o cliente e imprimir velocidade à empresa. A mesma surgiu como
um sistema de manufatura cujos objetivos são: operar o sistema da produção de forma
simples; aperfeiçoar os processos e procedimentos, como, por exemplo, excesso de estoques
entre as estações de trabalho, assim como tempos de espera elevados; operar com lotes
reduzidos, sem estoques, até atingir a condição de produzir de acordo com a demanda
(LUSTOSA, 2008).
Dentre os segmentos industriais que podem ser beneficiados com o sistema lean de
produção, inclui-se o setor moveleiro. O mesmo tornou-se alvo da atenção de áreas
governamentais devido ao aumento das exportações e da geração de divisas para o Brasil
(VALENÇA; PAMPLONA; SOUTO, 2002). A indústria moveleira nacional apresenta como
características gerais a reunião de diferentes processos de produção, elevada diversidade de
produtos finais e necessidade de cumprimento dos prazos de entrega prometidos (GORINI,
1998).
Conforme Rother e Shook (1999) o Mapa do Fluxo de Valor, é uma ferramenta lean
de fácil compreensão e que permite a representação simultânea do fluxo de informação e
materiais. O Mapa busca identificar e eliminar desperdícios em uma fábrica, permitindo a
mesma atender seus clientes com maior rapidez e qualidade. Por conseguinte, o principal
objetivo desta ferramenta é a redução do tempo entre o momento do pedido do cliente e o
momento da entrega do produto (LUSTOSA, 2008).
No presente trabalho estudou-se uma micro empresa moveleira, situada na cidade de
Viçosa-MG, presente há 20 anos no mercado, a qual é caracterizada por um sistema produtivo
sob encomenda e sob medida para as classes de consumidores A e B. Ou seja, a produção
inicia-se a partir do pedido do cliente e os móveis são personalizados de acordo com a
necessidade do consumidor. A organização em questão produz um diversificado mix de
produtos, desde móveis para quarto, sala e banheiro, a portas e balcões para estabelecimentos,
utilizando como principal matéria-prima o MDF. O quadro de funcionários da fábrica conta
com 10 colaboradores mais seus sócios administradores e a mesma possui um faturamento
médio anual de aproximadamente R$ 450.000,00.
A empresa citada acima almejava o aumento da eficiência e a profissionalização do
seu processo produtivo, de modo a reduzir o elevado lead time de entrega dos produtos e
consequentemente satisfazer seus clientes. Com esta visão, o objetivo deste trabalho é
verificar a eficácia da técnica de Mapeamento de Fluxo de Valor na identificação de
desperdícios e eliminação das suas fontes geradoras, a fim de reduzir o lead time em um
ambiente de produção sob encomenda.
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
4
2. Referencial teórico
2.1 Sistemas de Produção
Os sistemas são um conjunto de componentes inter-relacionados que trabalham com o
propósito em comum de transformar insumos (entradas do sistema) em resultados (saídas do
sistema), através de um processo organizado de mudança (ANTUNES et al., 2008). Conforme
Shingo (1996), toda produção deve ser entendida como uma rede funcional de processos e
operações, sendo que processos transformam matérias-primas em produto e operações são as
ações que executam essa transformação. Portanto, sistemas de produção podem ser entendidos
como um conjunto de componentes que trabalham com o objetivo de transformar insumos em
bens ou serviços através de determinadas operações que envolvem a utilização de homens,
materiais e equipamentos.
De acordo com Tubino (2000), há diferentes maneiras de classificar um sistema de
produção, possibilitando assim um maior entendimento das características de cada sistema.
Esta classificação pode ocorrer de três formas diferentes: a primeira é feita pela natureza do
produto, podendo o sistema ser de manufatura de bens (tangíveis) ou prestadora de serviços
(intangível); a segunda classificação é por tipo de operação, na qual os sistemas de produção
são divididos em processos contínuos e processos discretos; e por último, classifica-se o
sistema de produção tendo como parâmetro o grau de padronização dos produtos, ou seja,
produtos padronizados e sob medida.
A primeira forma de classificar os sistemas de produção caracteriza-se pela diferença
na forma como as tarefas serão executadas entre o sistema de bens tangíveis e de bens
intangíveis. Enquanto na manufatura de um bem, a produção é orientada para o produto; no
serviço, esta é orientada para a ação. A segunda classificação define como processos
contínuos aqueles caracterizados pelo alto grau de uniformidade na produção, pouco flexíveis
e interdependentes e os processos discretos como aqueles que fabricam produtos isolados,
individualmente ou em lote. Já na terceira e última, o sistema de produção pode ser
classificado pela fabricação de produtos com alto grau de uniformidade e em grande volume e
em produtos sob medida, produzidos a partir do pedido específico de um cliente. Devido a
esta característica, a produção sob medida implica em certa dificuldade das empresas em
padronizar seus procedimentos de trabalho e, consequentemente, no aumento de seus custos e
menor disponibilidade dos produtos ao mercado (TUBINO, 2000).
2.2 Sistema Toyota de Produção
Segundo Shingo (1996) apud Antunes et al. (2008), o estudo e entendimento da
importância dos diferentes sistemas de produção desenvolvidos até hoje podem ser
determinantes para a decisão de qual direção seguir de acordo com as atuais necessidades da
organização. Ao longo da história, predominaram-se dois sistemas produtivos: Produção em
Massa e Produção Enxuta ou Sistema Toyota de Produção. O primeiro designa-se pela
produção em larga escala de produtos padronizados através de linhas de montagem
desenvolvido por Henry Ford, no início do século XX, com declínio na década de 80. Já o
segundo, Sistema Toyota de Produção (Toyota Production System – TPS) é um sistema de
gerenciamento da produção desenvolvido na Toyota Motor Company Ltda pelo engenheiro
Taiichi Ohno entre 1948 e 1975, quando foi percebido que as técnicas utilizadas nos Estados
Unidos não se aplicavam à realidade do Japão. Como teorizado por Ohno (1997), a essência
do TPS está em conceber um sistema de produção que seja capaz de produzir uma série
restrita de produtos diferenciados e variados garantindo a competitividade da empresa através
de dois princípios básicos.
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
5
O primeiro princípio desenvolvido pelo TPS foi referente à redução dos custos, ou
princípio do não custo, com o objetivo de aumentar o lucro. Para Black (1998) apud Kayser
(2001), o mercado que determina o preço de venda adequado, cabendo à indústria racionalizar
os custos de produção dos produtos e serviços a fim de manter as margens de lucro.
Já o segundo diz respeito à eliminação total dos desperdícios e é sustentado pela
priorização das melhorias na produção via eliminação contínua e sistemática das perdas nos
sistemas produtivos (SHINGO, 1996). O conceito de perdas é explicado por Ohno (1997) com
base na divisão do movimento dos trabalhadores em três partes: o trabalho efetivo, que agrega
valor ao produto, o trabalho que não adiciona valor, mas é necessário, e as perdas. O trabalho
efetivo corresponde à aquele em que se é possível alocar custos, mas agrega valor ao produto,
como usinagem, montagem e costura. O trabalho que não agrega valor, mas é necessário,
constitui-se em atividades que dão suporte à produção como setups necessários, supervisão e
movimentação de materiais. Já as perdas constituem em atividades que não agregam valor,
mas geram custos e, portanto, devem ser eliminadas imediatamente do processo, como
refugos, retrabalho e espera de materiais (ANTUNES et al., 2008).
Com base nesse principio de eliminação de perdas, Womack e Jones (2004) destaca
sete categorias de desperdícios em uma produção, sendo estas:
- perdas por superprodução: produzir a mais e antes que o necessário;
- perdas de inventário: peças semiacabadas entre operações;
- perdas por transporte: movimento de peças;
- perdas no processamento em si: passos não necessários no processo;
- perdas devido ao processamento de produtos defeituosos: peças que necessitam de
retrabalho ou são sucatas;
- perdas no movimento: movimentos desnecessários do trabalhador;
- perdas por espera: trabalhadores aguardando para utilizar máquinas ou peças.
Além disso, Liker (2005) acrescenta uma oitava perda: desperdício da criatividade dos
funcionários, que diz respeito ao não aproveitamento de ideias, habilidades e oportunidades
de aprendizagem por não envolver ou ouvir os colaboradores.
O Sistema Toyota de Produção, a partir dos anos 80, foi referenciado como Sistema de
Produção Enxuta (Lean Manufacturing) pelos pesquisadores do International Motor Vehicle
Program (IMVP) para definir um sistema de produção mais ágil e flexível do que a produção
em massa. A Produção Enxuta é embasada na filosofia da Mentalidade Enxuta (Lean
Thinking), que tem como objetivo aumentar a satisfação dos clientes através do aumento da
eficiência (Lean Institute Brasil). Segundo Womack e Jones (2004), esse sistema apresenta
cinco princípios que dão conteúdo ao pensamento enxuto, sendo estes:
- valor: é o ponto de partida do pensamento enxuto, visto que representa o desejo do
cliente;
- fluxo de valor: conjunto de etapas necessário para a produção de um produto
específico;
- fluxo de valor enxuto: os produtos devem sempre fluir em um fluxo de valor
contínuo da matéria-prima ao produto acabado, isento de movimentos desnecessários,
interrupções e filas;
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
6
- produção puxada: o cliente é quem deve puxar a produção, evitando o excesso de
produção, a formação de estoques e consequentemente o desperdício;
- busca pela excelência: a perfeição será alcançada à medida que os princípios
anteriores forem obtidos, possibilitando à organização oferecer produtos que atendam cada
vez mais as necessidades do cliente.
Dentre as diversas ferramentas e técnicas de operacionalização do TPS ou da Produção
Enxuta está o Mapeamento do Fluxo de Valor. Essa ferramenta tem como propósito reduzir
custos e eliminar perdas nos processos com enfoque na redução do lead time de produção.
2.3 Mapeamento do Fluxo de Valor
O Mapeamento do Fluxo de Valor (Value Stream Mapping) é uma ferramenta lean
para análise gerencial, que apresenta o processo de observação direta dos fluxos de
informação e materiais conforme eles ocorrem desde o fornecedor até o cliente (WOMACK e
JONES, 2004). Conforme Ferro (2008), o Mapeamento do Fluxo de Valor (MFV) possibilita
analisar os processos de agregação de valor horizontalmente e identificar os desperdícios na
fábrica com o objetivo de buscar soluções para amenizá-los e atender os clientes com maior
rapidez e qualidade.
O MFV é essencial para o desenvolvimento de um sistema de produção enxuto, pois
ajuda a visualizar mais do que simplesmente os processos individuais, permite enxergar o
fluxo. Além disso, auxilia na identificação não só dos desperdícios, mas das suas fontes. O
desenvolvimento dessa ferramenta é dividido em 4 etapas básicas, sendo elas: a definição da
família de produtos, o desenho do mapa atual e futuro e o desenvolvimento do plano de
melhorias (ROTHER e SHOOK, 1999).
A primeira etapa do Mapeamento do Fluxo de Valor atual, seleção de uma família de
produtos, é realizada com a escolha de um grupo de produtos que passam por semelhantes
etapas físicas de produção e utilizam equipamentos comuns. Em seguida, coleta-se
informações referentes à demanda do consumidor e desenha-se os processos produtivos que
integram a família de produtos selecionada. Para estes processos, são coletadas informações,
tais como:
- tempo de ciclo: tempo demandado entre a saída de um componente e o seguinte;
- tempo de troca de ferramentas ou setup;
- disponibilidade dos colaboradores descontando-se os tempos de manutenção e
parada;
- índice de produtos defeituosos;
- tempo de agregação de valor: tempo para transformar o produto de forma a agregar
valor ao cliente;
- lead time: tempo demandado para uma peça percorrer todo o processo produtivo;
- número de pessoas necessárias para operar o processo.
Posteriormente, deve-se mapear o fluxo de materiais conforme o atual sistema de
controle que determina a sua movimentação, e em paralelo, o fluxo de informações que inclui
a programação dos processos, a frequência com que são realizados os pedidos, as previsões e
as solicitações de material. Por fim, deve-se identificar onde se localizam os estoques e qual a
sua quantidade média em número de peças em dias (ROTHER e SHOOK, 1999).
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
7
A partir desta visão e análise crítica do estado atual do fluxo de valor, baseada nos
princípios do TPS, desenvolve-se o mapa do estado futuro, que será um mapa com sugestões
de melhorias as quais visam diminuir o desperdício e tornar o fluxo mais enxuto. A fim de
alcançar os objetivos propostos, desenvolve-se um plano de implementação que possui ações
que viabilizarão o alcance do estado desejado (ROTHER e SHOOK, 1999). Após o estado
futuro tornar-se realidade, sugere-se projetar um novo mapa a fim de promover a melhoria
contínua do fluxo de valor dentro da organização.
3. Metodologia
A pesquisa qualitativa é uma metodologia de pesquisa exploratória não estruturada e
com pequenas amostras, com a finalidade de fornecer critérios e compreensão do cenário do
problema (MALHOTRA, 2001). O presente trabalho trata-se de uma pesquisa-ação, que é um
método de pesquisa qualitativa que alia a pesquisa e a prática com o objetivo de modificar
uma dada realidade e produzir conhecimento. Segundo Thiollent (2008), a pesquisa-ação
pressupõe uma participação planejada do pesquisador na situação problemática a fim de
transformar as realidades observadas a partir do seu entendimento, conhecimento e
compromisso para a ação dos elementos envolvidos na pesquisa.
Este método apresenta as seguintes etapas: (a) esclarecer a situação, objetivos e
suposições de determinada questão em estudo; (b) coletar dados a respeito da questão; (c)
diagnóstico da questão a partir dos dados coletados; (d) execução de ações de intervenção a
partir do diagnóstico; (e) conhecer melhor o sistema para maior controle do mesmo; (f)
acompanhar as melhorias obtidas no sistema (AVISON et al., 1998).
A micro empresa estudada apresenta uma linha de produção semelhante à de uma
marcenaria, visto que o fabrico de móveis é realizado de forma à atender as solicitações
específicas de cada cliente. O prazo de entrega dos produtos é de, aproximadamente, 60 dias
após a encomenda, o que representa um valor acima do prestado pelos seus concorrentes. Em
vista disso, a organização almeja profissionalizar seu processo produtivo e reduzir o lead time
de maneira a tornar o seu modo de produção industrial.
De acordo com as necessidades da empresa, propõe-se a aplicação da ferramenta
Mapeamento de Fluxo de Valor com a finalidade de identificar os desperdícios e propor
melhorias para minimizá-los. Esta técnica da produção enxuta é composta por quatro grandes
etapas: Seleção da família de produtos a ser analisada, Construção do Mapa do Fluxo de
Valor Atual, Análise crítica do Mapa do Fluxo de Valor e Proposição do Mapa do Fluxo de
Valor Futuro.
A primeira etapa, Seleção da família de produtos a ser analisada, visa entender os
processos produtivos da empresa através da elaboração de fluxogramas e identificar cada
família de produtos por meio da similaridade entre seus processos. Para selecionar a família a
ser estudada, pode-se aplicar o método de análise de Pareto, tendo como parâmetro a sua
respectiva rentabilidade para a organização. Na etapa Construção do Mapa do Fluxo de Valor
Atual, será utilizada a abordagem qualitativa para o levantamento das informações relevantes
para a construção do mapa. A coleta de dados nessa abordagem será dividida em duas frentes
de trabalho. Inicialmente, realizar-se-á visitas à fábrica, produção de fotos e vídeos e
entrevistas com os colaboradores e sócios da empresa, com o objetivo de conhecer o fluxo de
materiais e informações do processo produtivo da família selecionada. Na segunda frente, será
feita a coleta de tempos necessários para a confecção do mapa. Em razão das características
do sistema de produção em estudo, será imprescindível a adaptação da ferramenta quanto aos
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
8
dados a serem coletados devido à inviabilidade da coleta de tempos de ciclo. Tais
características resumem-se a:
- os produtos demandam vários dias para serem produzidos, o que dificulta o
acompanhamento de um produto ao longo da sua fabricação;
- peças de diferentes produtos são processadas simultaneamente em uma mesma
operação;
- os tempos de ciclo oscilam de acordo com o tamanho do produto, que é
personalizado para cada pedido.
Em virtude dessas particularidades, deverão ser coletados os tempos improdutivos de
interrupção, movimentação, setup e transporte das operações para identificar os desperdícios e
analisar o seu impacto no lead time. Posteriormente, os fluxos de informação e materiais do
processo da família de produtos selecionada serão mapeados, desde o fornecedor até o cliente,
com a finalidade de construir o Mapa do Fluxo de Valor Atual.
A terceira etapa, Análise crítica do Mapa do Fluxo de Valor, constitui-se na
identificação das atividades que não agregam valor ao processo, problemas no fluxo de
informação e proposição de melhorias que impactem na redução do prazo de entrega dos
produtos. A partir das oportunidades identificadas deve-se executar a quarta etapa através da
construção do Mapa de Fluxo de Valor Futuro.
4. Resultados
4.1 Seleção da família de produtos
Inicialmente selecionou-se a família de produtos a ser utilizada para o
desenvolvimento do Mapa de Fluxo de Valor. Para tal, mapeou-se as etapas de fabricação por
meio da elaboração de fluxogramas e, em seguida, classificou-se os produtos em famílias, de
acordo com a similaridade dos seus processos. As famílias de produtos definidas foram: MDF
Branco, MDF Madeirado, MDF Laminado, Madeira Maciça e Compensado.
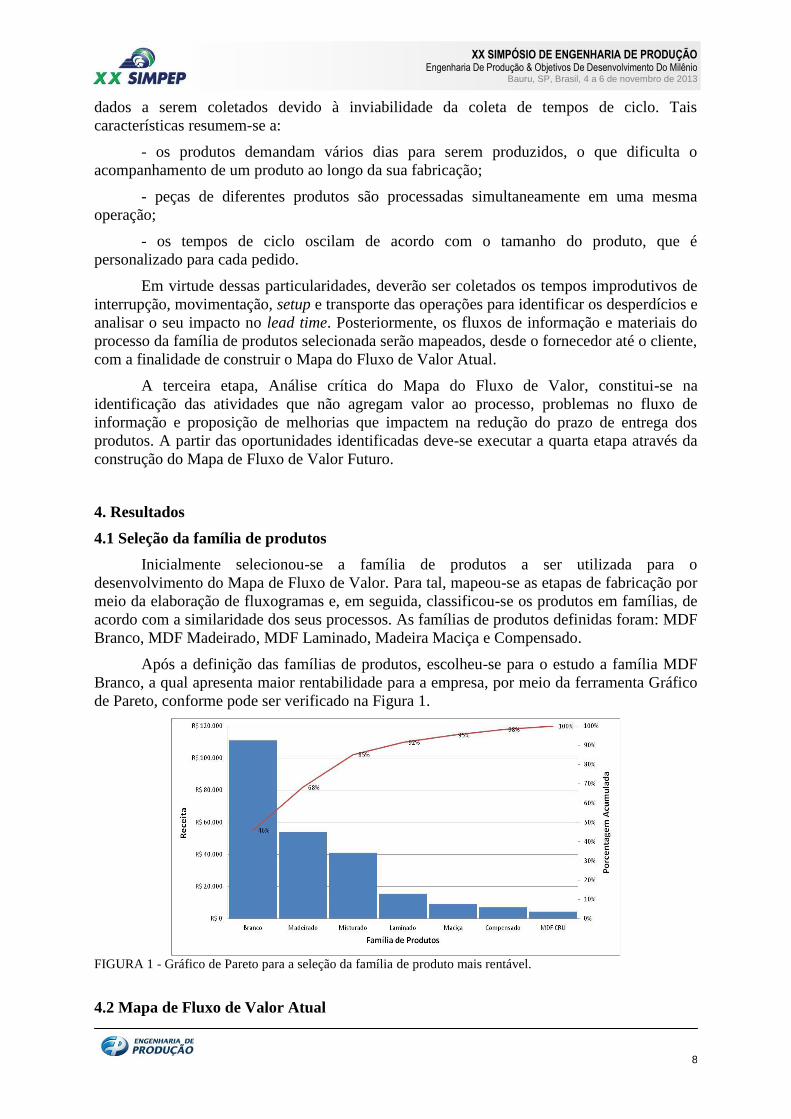
Após a definição das famílias de produtos, escolheu-se para o estudo a família MDF
Branco, a qual apresenta maior rentabilidade para a empresa, por meio da ferramenta Gráfico
de Pareto, conforme pode ser verificado na Figura 1.
FIGURA 1 - Gráfico de Pareto para a seleção da família de produto mais rentável.
4.2 Mapa de Fluxo de Valor Atual
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
9
De forma a mapear os fluxos de informação e materiais das atividades necessárias para
o desenvolvimento do MFV, foram realizadas entrevistas com as pessoas envolvidas no
processo de fabricação dos móveis de MDF Branco. Além disso, foram gravados vídeos e
coletadas imagens fotográficas.
Em seguida, procedeu-se a mensuração dos tempos improdutivos (interrupção,
movimentação, setup e transporte) das operações - design, corte, gabarito, colagem, acerto de
rebarbas, montagem e acabamento. Os dados obtidos, de acordo com a Tabela 1, mostram
que, do tempo total coletado, 13% representaram movimentação, 12% interrupções, 4% setup
e 2% transporte, em um total de 31% do tempo despendido em atividades que não agregam
valor ao produto. Desse tempo, notou-se que 80,6% são desperdícios relacionados à
movimentação e interrupção, representando os maiores impactos à empresa e, portanto, o foco
das proposições de melhorias.
Em termos financeiros, pode-se traduzir o tempo improdutivo em prejuízos para a
organização. Como identificado, 31% do tempo das operações são considerados
improdutivos, isto é, tempo em que os funcionários não agregam valor ao produto. Ao
considerar um funcionário com 8 horas de trabalho diárias, o desperdício é de
aproximadamente 2,48 horas/dia. Logo, em um mês, com 20 dias úteis tem-se que 49,6 horas
são de desperdícios. Ao considerar o salário mínimo de R$ 622,00/mês, ou R$3,89/hora, um
colaborador recebe R$192,82 por atividades que não impactam na percepção do cliente.
Portanto, para 10 funcionários representam um total de R$ 1.928,20 de gastos mensais para a
empresa, como representado na Tabela 1 abaixo.
TABELA 1 - Tempo improdutivo coletado e prejuízos para a organização. Tempo Improdutivo Porcentagem do tempo coletado Porcentagem do Tempo improdutivo
Movimentação 13% 41,9%
Interrupção 12% 38,7%
Setup 4% 12,9%
Tranporte 2% 6,5%
Perdas Horas mensais Salário mensal
Para 1 funcionário 49,6 horas R$ 192,82
Para 10 funcionários 496 horas R$ 1.928,20
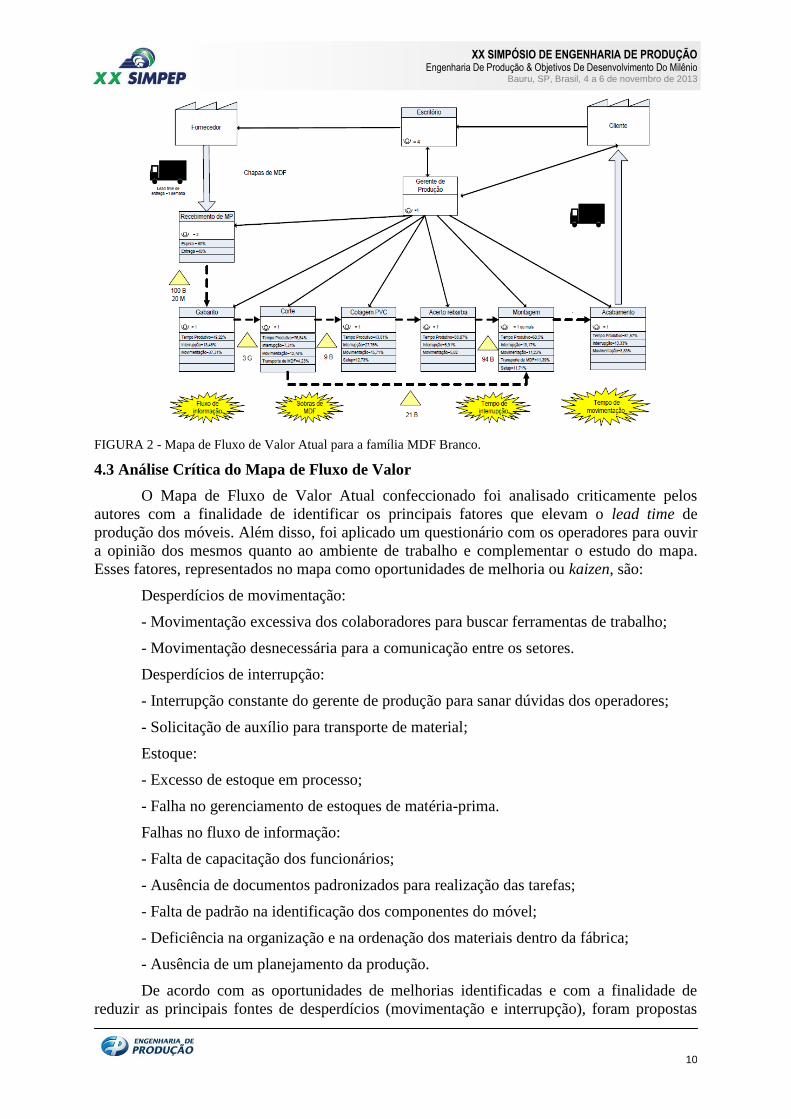
Por fim, contou-se os estoques intermediários com o objetivo de analisar entre quais
operações havia acúmulo de materiais em processo e analisou-se os tempos demandados para
o projeto, orçamento e aquisição de matéria-prima para a fabricação do móvel. Após essas
atividades, desenvolveu-se o Mapa de Fluxo de Valor Atual da família MDF Branco
esquematizado na Figura 2.
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
10
FIGURA 2 - Mapa de Fluxo de Valor Atual para a família MDF Branco.
4.3 Análise Crítica do Mapa de Fluxo de Valor
O Mapa de Fluxo de Valor Atual confeccionado foi analisado criticamente pelos
autores com a finalidade de identificar os principais fatores que elevam o lead time de
produção dos móveis. Além disso, foi aplicado um questionário com os operadores para ouvir
a opinião dos mesmos quanto ao ambiente de trabalho e complementar o estudo do mapa.
Esses fatores, representados no mapa como oportunidades de melhoria ou kaizen, são:
Desperdícios de movimentação:
- Movimentação excessiva dos colaboradores para buscar ferramentas de trabalho;
- Movimentação desnecessária para a comunicação entre os setores.
Desperdícios de interrupção:
- Interrupção constante do gerente de produção para sanar dúvidas dos operadores;
- Solicitação de auxílio para transporte de material;
Estoque:
- Excesso de estoque em processo;
- Falha no gerenciamento de estoques de matéria-prima.
Falhas no fluxo de informação:
- Falta de capacitação dos funcionários;
- Ausência de documentos padronizados para realização das tarefas;
- Falta de padrão na identificação dos componentes do móvel;
- Deficiência na organização e na ordenação dos materiais dentro da fábrica;
- Ausência de um planejamento da produção.
De acordo com as oportunidades de melhorias identificadas e com a finalidade de
reduzir as principais fontes de desperdícios (movimentação e interrupção), foram propostas
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
11
ações orientadas pelos princípios da Produção
Enxuta, tais como: implantação do Programa 5S,
rearranjo físico e desenvolvimento de
procedimentos para auxiliar no planejamento e
controle da produção. Além disso, foram
desenvolvidas ferramentas para o controle dos
estoques e indicadores para mensurar o
desempenho organizacional.
A proposta de implantação do Programa
5S teve com o objetivo fomentar a incorporação
da cultura da qualidade na empresa, aumentar a
moral e a satisfação dos funcionários, melhorar a organização do ambiente e aumentar a
eficiência do trabalho a partir da redução dos tempos de movimentação. A fim de auxiliar a
fábrica de móveis na implementação e sucesso do programa, foram realizados treinamentos de
conscientização com os colaboradores e elaboradas estratégias relativas aos cincos sensos.
Tais estratégias são apresentadas no Anexo A.
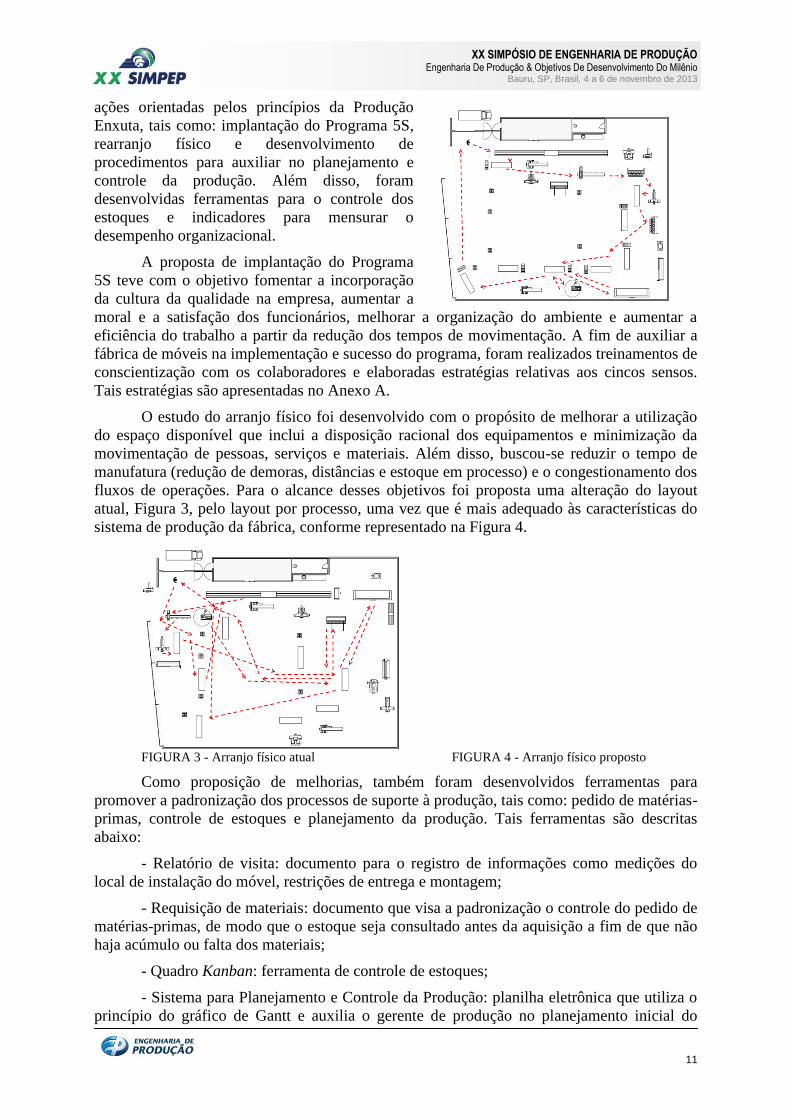
O estudo do arranjo físico foi desenvolvido com o propósito de melhorar a utilização
do espaço disponível que inclui a disposição racional dos equipamentos e minimização da
movimentação de pessoas, serviços e materiais. Além disso, buscou-se reduzir o tempo de
manufatura (redução de demoras, distâncias e estoque em processo) e o congestionamento dos
fluxos de operações. Para o alcance desses objetivos foi proposta uma alteração do layout
atual, Figura 3, pelo layout por processo, uma vez que é mais adequado às características do
sistema de produção da fábrica, conforme representado na Figura 4.
FIGURA 3 - Arranjo físico atual FIGURA 4 - Arranjo físico proposto
Como proposição de melhorias, também foram desenvolvidos ferramentas para
promover a padronização dos processos de suporte à produção, tais como: pedido de matérias-
primas, controle de estoques e planejamento da produção. Tais ferramentas são descritas
abaixo:
- Relatório de visita: documento para o registro de informações como medições do
local de instalação do móvel, restrições de entrega e montagem;
- Requisição de materiais: documento que visa a padronização o controle do pedido de
matérias-primas, de modo que o estoque seja consultado antes da aquisição a fim de que não
haja acúmulo ou falta dos materiais;
- Quadro Kanban: ferramenta de controle de estoques;
- Sistema para Planejamento e Controle da Produção: planilha eletrônica que utiliza o
princípio do gráfico de Gantt e auxilia o gerente de produção no planejamento inicial do
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
12
projeto, de forma a definir a data de início, os responsáveis por cada etapa e a data de entrega
do móvel ao cliente;
- Roteiro de fabricação: documento que tem por finalidade auxiliar os operadores na
fabricação do móvel por meio de instruções, desenhos técnicos e informações como as
dimensões dos componentes;
- Roteiro de montagem: documento que contém as operações e os acessórios
necessários para a montagem do móvel.
Por fim, foram desenvolvidos indicadores de desempenho organizacionais com o
intuito de aperfeiçoar a gestão da organização e auxiliar no processo de tomada de decisão.
Ademais, foi elaborado documentos auxiliares para a coleta e acompanhamento dos
resultados. Tais indicadores possibilitaram a mensuração do faturamento, da produtividade,
satisfação do cliente e lead time total da empresa.
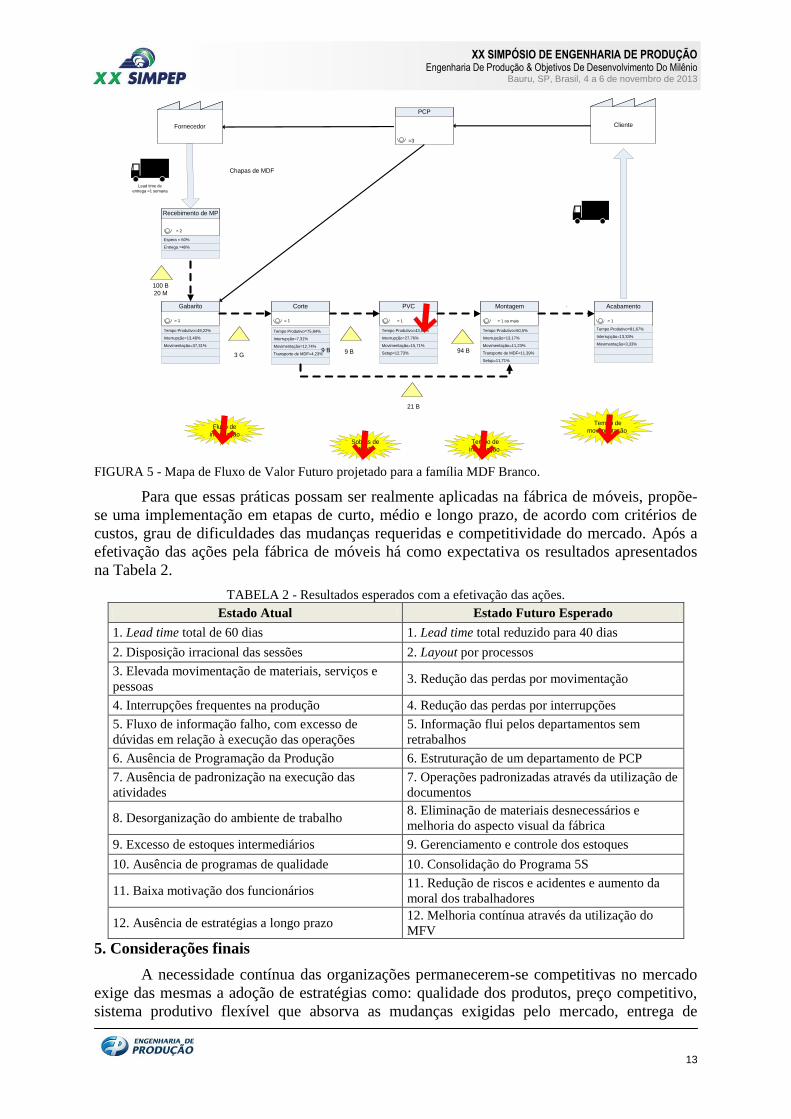
4.4 Mapa de Fluxo de Valor Futuro
A partir da análise crítica realizada e das proposições de melhorias, projetou-se o
Mapa de Fluxo de Valor Futuro apresentado na Figura 5. As principais modificações no MFV
futuro são:
- Criação de um departamento de PCP que proporcionará o aumento da eficiência do
fluxo de informação como pode ser observado pela redução das setas;
- A eliminação da operação acerto de rebarbas através da compra de uma máquina de
colagem a qual automatiza o processo;
- Os kaizens são representados com setas indicativas de redução a fim de ilustrar a
redução das sobras de MDF, dos tempos de interrupção e movimentação e a otimização do
fluxo de informação, que serão alcançados com a implementação das sugestões de melhorias
propostas.
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
13
Fornecedor
Lead time de
entrega =1 semana
Recebimento de MP
= 1
Gabarito PVC Montagem Acabamento
Cliente
Tempo Produtivo=49,22%
Interrupção=13,48%
Movimentação=37,31%
Tempo Produtivo=75,84%
Interrupção=7,31%
Movimentação=12,74%
Transporte de MDF=4,23%
Tempo Produtivo=43,81%
Interrupção=27,76%
Movimentação=15,71%
Setup=12,73%
Tempo Produtivo=60,5%
Interrupção=13,17%
Movimentação=11,23%
Transporte de MDF=11,39%
Setup=11,71%
Tempo Produtivo=81,67%
Interrupção=13,33%
Movimentação=3,33%
Fluxo de
informação
Tempo de
movimentação
Chapas de MDF
Espera = 60%
Entrega =40%
=3
PCP
100 B
20 M
9 B3 G
21 B
‘
= 1 = 1 ou mais
= 2
= 1
Tempo de
interrupção
Sobras de
MDF
9 B 94 B
= 1
Corte
FIGURA 5 - Mapa de Fluxo de Valor Futuro projetado para a família MDF Branco.
Para que essas práticas possam ser realmente aplicadas na fábrica de móveis, propõe-
se uma implementação em etapas de curto, médio e longo prazo, de acordo com critérios de
custos, grau de dificuldades das mudanças requeridas e competitividade do mercado. Após a
efetivação das ações pela fábrica de móveis há como expectativa os resultados apresentados
na Tabela 2.
TABELA 2 - Resultados esperados com a efetivação das ações.
Estado Atual Estado Futuro Esperado
1. Lead time total de 60 dias 1. Lead time total reduzido para 40 dias
2. Disposição irracional das sessões 2. Layout por processos
3. Elevada movimentação de materiais, serviços e
pessoas 3. Redução das perdas por movimentação
4. Interrupções frequentes na produção 4. Redução das perdas por interrupções
5. Fluxo de informação falho, com excesso de
dúvidas em relação à execução das operações
5. Informação flui pelos departamentos sem
retrabalhos
6. Ausência de Programação da Produção 6. Estruturação de um departamento de PCP
7. Ausência de padronização na execução das
atividades
7. Operações padronizadas através da utilização de
documentos
8. Desorganização do ambiente de trabalho 8. Eliminação de materiais desnecessários e
melhoria do aspecto visual da fábrica
9. Excesso de estoques intermediários 9. Gerenciamento e controle dos estoques
10. Ausência de programas de qualidade 10. Consolidação do Programa 5S
11. Baixa motivação dos funcionários 11. Redução de riscos e acidentes e aumento da
moral dos trabalhadores
12. Ausência de estratégias a longo prazo 12. Melhoria contínua através da utilização do
MFV
5. Considerações finais
A necessidade contínua das organizações permanecerem-se competitivas no mercado
exige das mesmas a adoção de estratégias como: qualidade dos produtos, preço competitivo,
sistema produtivo flexível que absorva as mudanças exigidas pelo mercado, entrega de
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
14
produtos no prazo correto e redução do tempo de fluxo de produto. Em ambientes de
produção sob encomenda, a confiabilidade do prazo de entrega dos produtos ao cliente
representa um diferencial competitivo e pode determinar o sucesso da empresa perante os
concorrentes.
Diante desta realidade, as empresas de pequeno porte do setor moveleiro que
produzem a partir da solicitação de um pedido específico do cliente, têm requerido a
implantação de ferramentas gerenciais a fim de racionalizar os seus processos produtivos.
Dessa forma, o Mapeamento de Fluxo de Valor (MFV) demonstrou ser um instrumento eficaz
na identificação e análise dos problemas da organização de forma sistêmica, a fim de eliminar
as causas raízes dos desperdícios de maneira a fornecer valor e satisfação aos seus clientes.
Contudo, é válido frisar que para o alcance dos objetivos propostos, foi-se necessário a
adaptação do MFV devido as características do ambiente produtivo da empresa, sem
prejudicar a aplicabilidade da ferramenta.
Tal aplicabilidade foi corroborada na fábrica em estudo diante da eficácia na
identificação dos desperdícios e no processo de mudança organizacional para a adoção de
práticas do pensamento enxuto, de modo a reestruturar e profissionalizar o seu sistema
produtivo. Entretanto, ressalta-se que para a garantia da efetivação das ações propostas e
alcance dos resultados almejados presentes na Tabela 2, é fundamental a colaboração dos
funcionários e apoio da alta direção para aplicação periódica da ferramenta em busca da
melhoria contínua.
Cabe salientar que para estudos futuros sugere-se o estudo da aplicação de outras
ferramentas enxutas, como Troca Rápida de Ferramentas (SMED) e Manutenção Produtiva
Total (TPM). Acredita-se ainda que, a análise do desempenho posterior à implementação das
melhorias propostas e dos princípios e práticas enxutas sejam atividades relevantes para a
complementação do trabalho.
Referências
ANTUNES, Junico et al. Sistemas de produção: conceitos e práticas para projeto e gestão da produção enxuta.
Porto Alegre: Bookman, 2008.
AVISON, D. et al. A further exploration into information systems development: Evolution of Multiview 2,
Information Technology & People, v. 11, n. 2, p. 124-139, 1998.
BLACK, J.T. O Projeto da Fábrica com futuro. Porto Alegre: Artes Médicas, 1998.
FERRO, J. R. A essência da ferramenta “Mapeamento do Fluxo de Valor”. Lean Institute Brasil. Disponível em:
<http://www.lean.org.br/download/artigo_07.pdf>. Acesso em: 06 fev. 2013.
GORINI, A.P.F. Panorama do setor moveleiro no Brasil, com ênfase na competitividade externa a partir do
desenvolvimento da cadeia industrial de produtos sólidos de madeira. BNDES Setorial, Rio de Janeiro, n.8, p.3-
57, set.1998.
KAYSER, Detlev. Identificação e redução de perdas segundo o Sistema Toyota de Produção: um estudo de caso
na área de revestimento de superfícies. Porto Alegre, 2001.
LEAN INSTITUTE BRASIL. Disponível em: <http://www.lean.org.br/o_que_e.aspx>. Acesso em: 8 fev. 2013.
LIKER, Jeffrey K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre:
Bookman, 2005.
MALHOTRA, N. K. Pesquisa de Marketing. Porto Alegre: Bookman, 2001.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
ROTHER, M.; SHOOK, J. Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o
desperdício. São Paulo: Lean Institute Brasil, 1999.
XX SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Engenharia De Produção & Objetivos De Desenvolvimento Do Milênio
Bauru, SP, Brasil, 4 a 6 de novembro de 2013
15
SHINGO, Shigeo. O Sistema Toyota de Produção. 2. ed. Porto Alegre: Editora Artmed, 1996.
THIOLLENT, M. Metodologia da pesquisa-ação. São Paulo: Cortez, 2008.
TUBINO, Dálvio F. Manual de planejamento e controle da produção. 2. ed. São Paulo: Atlas, 2000.
VALENÇA, A.C.V.; PAMPLONA, L.M.P.; SOUTO, S.W. Os novos desafios para a indústria moveleira no
Brasil. BNDES Setorial, Rio de Janeiro, 2002.
WERKEMA, M.C.C. Lean Seis Sigma – Introdução às ferramentas do Lean Manufacturing. Belo Horizonte:
Werkema, 2006.
WOMACK, James P.; JONES, Daniel T. A mentalidade enxuta nas empresas. Rio de Janeiro: Editora Elsevier
LTDA, 2004.
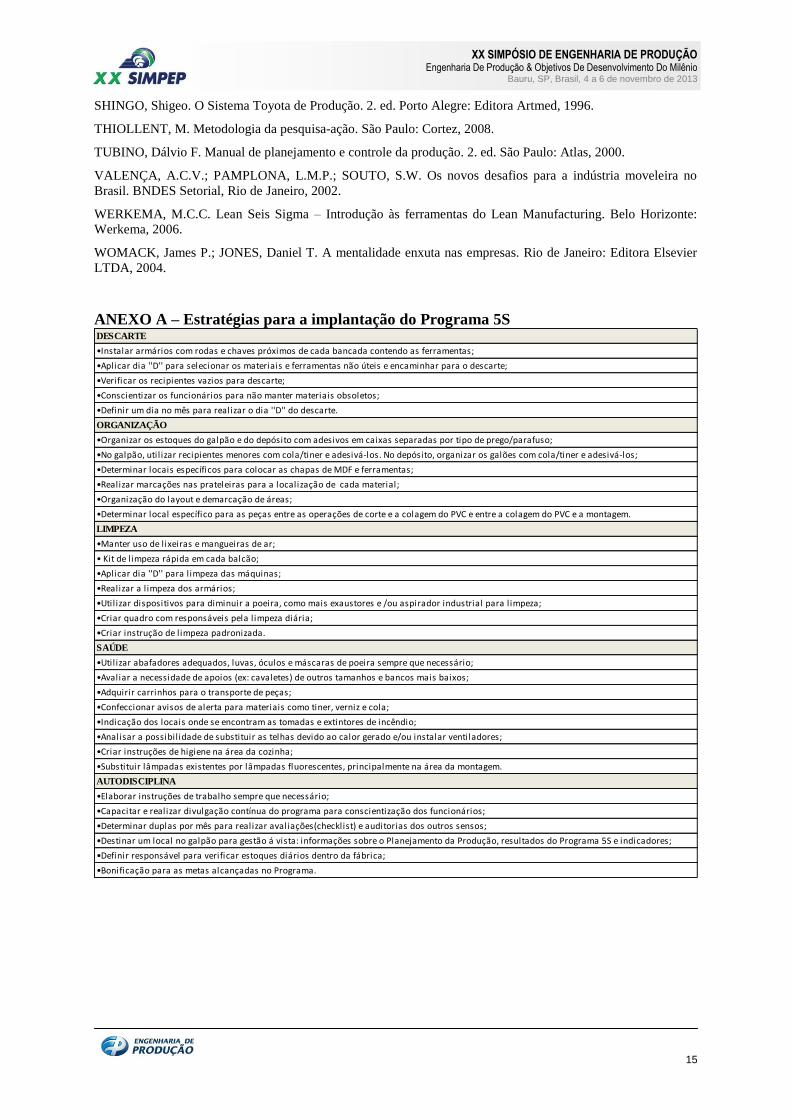
ANEXO A – Estratégias para a implantação do Programa 5S DESCARTE
•Instalar armários com rodas e chaves próximos de cada bancada contendo as ferramentas;
•Aplicar dia ''D'' para selecionar os materiais e ferramentas não úteis e encaminhar para o descarte;
•Verificar os recipientes vazios para descarte;
•Conscientizar os funcionários para não manter materiais obsoletos;
•Definir um dia no mês para realizar o dia ''D'' do descarte.
ORGANIZAÇÃO
•Organizar os estoques do galpão e do depósito com adesivos em caixas separadas por tipo de prego/parafuso;
•No galpão, util izar recipientes menores com cola/tiner e adesivá-los. No depósito, organizar os galões com cola/tiner e adesivá-los;
•Determinar locais específicos para colocar as chapas de MDF e ferramentas;
•Realizar marcações nas prateleiras para a localização de cada material;
•Organização do layout e demarcação de áreas;
•Determinar local específico para as peças entre as operações de corte e a colagem do PVC e entre a colagem do PVC e a montagem.
LIMPEZA
•Manter uso de lixeiras e mangueiras de ar;
• Kit de limpeza rápida em cada balcão;
•Aplicar dia ''D'' para limpeza das máquinas;
•Realizar a l impeza dos armários;
•Utilizar dispositivos para diminuir a poeira, como mais exaustores e /ou aspirador industrial para limpeza;
•Criar quadro com responsáveis pela l impeza diária;
•Criar instrução de limpeza padronizada.
SAÚDE
•Utilizar abafadores adequados, luvas, óculos e máscaras de poeira sempre que necessário;
•Avaliar a necessidade de apoios (ex: cavaletes) de outros tamanhos e bancos mais baixos;
•Adquirir carrinhos para o transporte de peças;
•Confeccionar avisos de alerta para materiais como tiner, verniz e cola;
•Indicação dos locais onde se encontram as tomadas e extintores de incêndio;
•Analisar a possibilidade de substituir as telhas devido ao calor gerado e/ou instalar ventiladores;
•Criar instruções de higiene na área da cozinha;
•Substituir lâmpadas existentes por lâmpadas fluorescentes, principalmente na área da montagem.
AUTODISCIPLINA
•Elaborar instruções de trabalho sempre que necessário;
•Capacitar e realizar divulgação contínua do programa para conscientização dos funcionários;
•Determinar duplas por mês para realizar avaliações(checklist) e auditorias dos outros sensos;
•Destinar um local no galpão para gestão á vista: informações sobre o Planejamento da Produção, resultados do Programa 5S e indicadores;
•Definir responsável para verificar estoques diários dentro da fábrica;
•Bonificação para as metas alcançadas no Programa.