anÁlise do nÍvel de eficiÊncia e …lise do nÍvel de eficiÊncia e produtividade em uma empresa...
TRANSCRIPT

ANÁLISE DO NÍVEL DE EFICIÊNCIA E
PRODUTIVIDADE EM UMA EMPRESA
DO RAMO DA TECNOLOGIA PARA
DESENVOLVIMENTO DA FILOSOFIA
ENXUTA
Gabriela Zucchetti Kessler (UNISC )
Henrique Schwengber (UNISC )
Marcia de Bastos Braatz (UNISC )
Liane Mahlmann Kipper (UNISC )
Marilei Bender Xavier (UNISC )
Esta pesquisa analisa como um processo produtivo pode ser melhor
estruturado, visando aumento da produtividade, agilidade e celeridade
nos prazos de entrega. Neste contexto, o objetivo da pesquisa foi
analisar o nível de eficiência e produttividade de um processo de
fabricação de pistas de boliche, em uma empresa de base tecnológica
para o incremento da filosofia Lean. Para isto, foi realizado um estudo
bibliométrico e um estudo de caso e nos procedimentos metodológicos
para a coleta de dados foi utilizada a técnica de observação e análise
dos dados de processo disponibilizados pela empresa (análise
documental). A partir da observação foi definido o gargalo do
processo de fabricação de pistas de boliche e neste setor foi definido o
indicador de Eficiência Global de Equipamentos (Overall Equipment
Effectiveness - OEE). A partir do uso da ferramenta OEE, o artigo
analisa a produção e propõe índices adequados para controle de
eficiência e produtividade no setor de marcenaria. Durante o
acompanhamento do processo de produção no setor de marcenaria, foi
também proposta uma minimização dos desperdícios para o avanço da
produção enxuta. A estrutura do texto inclui uma revisão de literatura
sobre a melhoria proposta, através da produção enxuta. Dos
resultados encontrados destacamos que os resultados encontrados
apontam para um nível OEE inferior ao aceitável. A ferramenta OEE
realmente foi eficiente para análise dos processos. Sugere-se a
implementação de ações para aumentar a produtividade, como
controle de estoque em processo, do tempo de espera entre operações
através do sequenciamento da produção.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Palavras-chave: filosofia enxuta, melhores práticas de processo, OEE,
qualidade, produtividade e eficiência.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
1. Introdução
A competitividade no mercado faz com que as empresas busquem melhoras nos processos
produtivos, tornando-os mais eficientes e eficazes. Segundo Bellgran (2010), a produção
enxuta é um dos mais influentes paradigmas na indústria de fabricação. Suas técnicas de chão
de fábrica e filosofias de produção são amplamente reconhecidas na indústria. O método é
também conhecido como Sistema Toyota de Produção. O autor ainda afirma que durante o
período do desenvolvimento da consciência enxuta, foram concebidos os conceitos das
técnicas enxutas de chão de fábrica, tais como: 5S, produção de lotes pequenos, troca rápida
de matrizes, trabalho padronizado, Kanban, dentre outras.
Esta pesquisa analisa como um processo produtivo pode ser melhor estruturado, visando
aumento da produtividade, agilidade e celeridade nos prazos de entrega. Neste contexto, o
objetivo da pesquisa foi analisar o nível de eficiência e produtividade de um processo de
fabricação de pistas de boliche, em uma empresa de base tecnológica para o incremento da
filosofia enxuta. Para isto, foi realizado um estudo bibliométrico e um estudo de caso e os
procedimentos metodológicos que nortearam a coleta e a análise de dados foram: observação
in loco do processo produtivo em estudo e conhecimento da descrição do Mapeamento de
Fluxo de Valor existente na empresa. A partir da observação foi definido o gargalo do
processo de fabricação de pistas de boliche e neste setor foi definido o indicador de Eficiência
Global de Equipamentos (Overall Equipment Effectiveness – OEE). O setor definido para
análise foi a marcenaria, que é responsável pela fabricação, montagem e distribuição das
estruturas de MDF e madeira.
A partir da ferramenta de Eficiência Global de Equipamentos, o artigo analisa a produção e
propõe índices adequados para controle de eficiência e produtividade no setor de marcenaria.
Durante o acompanhamento do processo de produção no setor de marcenaria, foi também
proposta uma minimização dos desperdícios para o avanço da produção enxuta. A estrutura
do texto inclui uma revisão de literatura sobre a melhoria proposta, através da produção
enxuta.
2. Referencial teórico
Segundo Drew, Mccallum e Roggenhofer (2004), aceitar uma nova forma de trabalho pode
ser difícil. Os autores relatam que a mudança pode levar semanas, meses ou anos para que
sejam assimiladas pelos líderes das empresas. O uso de indicadores de desempenho pode
ajudar na implantação da mentalidade enxuta. O OEE mostra uma visualização clara das
perdas por disponibilidade, produtividade e qualidade e é um exemplo de aplicação
interessante para o desenvolvimento da produção enxuta. Este índice utiliza uma métrica
quantitativa amplamente empregada na indústria, não apenas para controlar e monitorar a
produtividade dos equipamentos de produção, mas também como controlador de melhorias de
processo e desempenho. Garza-Reyes et al. (2010), comentam que o OEE é capaz de medir o
desempenho, identificar oportunidades de desenvolvimento e direcionar o foco dos esforços
de melhoria em áreas relacionadas com a utilização de equipamentos ou processo
(disponibilidade), a taxa operacional (desempenho) e a qualidade. O OEE também é
normalmente utilizado em processos de alto volume de produção, onde a utilização da
capacidade é uma alta prioridade (GARZA-RAYES et al., 2010). A qualidade é bem definida
por Deming (1993). Ele associa qualidade à impressão do cliente, portanto não é estática. A
dificuldade em definir qualidade está na renovação das necessidades futuras do usuário em
características mensuráveis, de forma que o produto possa ser projetado e modificado para dar

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
satisfação por um preço que o usuário possa pagar. O mesmo autor também comenta:
"Qualidade é tudo aquilo que melhora o produto do ponto de vista do cliente" (DEMING,
1993).
Segundo Souto (2006), “tudo o que é feito dentro de uma organização, a ação em si, está
associada ao conceito de eficiência, enquanto aquilo que é alcançado, o resultado, está
relacionado à eficácia”. Desta maneira, pode-se entender que o processo realizado de forma
correta e da melhor maneira possível é considerado eficiente, enquanto que eficácia se refere
ao resultado que alcance os objetivos e metas. A esse propósito, CLARK e FUJIMOTO
(1991), observam que, mais do que os investimentos e recursos empregados, o que parece
distinguir as empresas bem-sucedidas no desenvolvimento de seus produtos é a consistência
do padrão global do sistema de desenvolvimento, incluindo a estrutura organizacional,
habilidades técnicas, processos de resolução de problemas, cultura e estratégia na área. Esta
consistência e coerência envolve não apenas os princípios gerais e a arquitetura do sistema,
mas também a gestão das atividades, nos diversos níveis de detalhamento
As três diretrizes do OEE são: disponibilidade, eficiência e qualidade. Quando qualquer um
destes três fatores não está conforme os padrões preconizados, ocorrem os desperdícios.
Segundo Ohno (1988), estes desperdícios na produção enxuta, podem ser divididos em:
Superprodução: desencoraja um fluxo suave e leva a armazenamentos excessivos; Espera:
ocorre quando o tempo está sendo usado de forma ineficaz; Transporte: decorrente da
inadequação do layout produtivo, e perda por estocagem de produto acabado; Processamento
inadequado: ocorre quando sistemas ou procedimentos são mais complexos do que o
necessário, levando a transportes excessivos e má qualidade; Estoques desnecessários: capital
não utilizado, gerando custos de armazenamento ou deterioração de bens; Movimentos
desnecessários: problemas de ergonomia da produção, quando os funcionários precisam
mover-se repetidamente em posições não naturais, possivelmente comprometendo a qualidade
do produto; Custos dos defeitos: desperdício de material produzido que potencialmente
poderia trazer redução de custos.
Para resolver estes desperdícios a organização utiliza ferramentas dos sistemas enxutos, bem
como compreender e aplicar a filosofia enxuta. Cinco princípios norteiam a concepção plena
da mentalidade enxuta, a partir do conceito de Womack e Jones(2003). O valor deve ser
definido pelo cliente/usuário. A cadeia de valor é entendida como conjunto de ações para
responder a demanda do cliente utilizando técnicas de resolução de problemas, gestão da
informação e transformação física em produto demandado pelo cliente. O fluxo: refere-se ao
caráter constante assumido pelo processo produtivo, exigindo tanto o seu controle quanto a
estruturação do modelo mental associado (WOMACK; JONES, 2003). A busca pela perfeição
pode ser entendida pela contínua da aproximação entre o bem/serviço produzido pela empresa
e a necessidade do mercado. Conhecer o processo produtivo e agir com rapidez são exemplos
de elementos essenciais à perfeição na mentalidade enxuta.
Greef e Freitas (2012) comentam que nos ambientes nos quais a informação flui deve possuir
instrumentos de definição de melhores práticas e oportunidades de incremento de suas
atividades, inclusive quanto ao uso de sua equipe de colaboradores, de tempo, estruturais,
financeiros.
O OEE pode promover as melhores práticas para o desenvolvimento da filosofia enxuta, pois
mede os índices de produção, apontando possíveis melhorias no processo. Esta sensibilidade
do índice às variações torna a ferramenta eficaz na análise das questões de disponibilidade,
eficiência e qualidade para promoção da produção enxuta.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
3. Metodologia
A cienciometria é conhecida como a pesquisa quantitativa da produção científica e que
permite entender melhor a amplitude e a natureza das atividades de pesquisa desenvolvidas
nas diferentes áreas do conhecimento, de diferentes países, instituições e pesquisadores.
(BITTENCOURT; PAULA, 2012).
Os estudos quantitativos da produção científica têm permitido entender melhor a amplitude e
a natureza das atividades de pesquisa desenvolvidas nas diferentes áreas do conhecimento, de
diversos países, instituições e pesquisadores (NORONHA et al., 2000). Bem como, mede a
difusão do conhecimento científico e o fluxo da informação sob enfoques diversos (VANTI,
2002). A cienciometria tem a capacidade de provocar maior visibilidade dos dados da
pesquisa. (LAURINDO & MAFRA, 2010).
Para o estudo, foi elaborado um conjunto de dados padronizados através de pesquisa realizada
na base de dados SCOPUS (Elsevier), apenas artigos dos anos de 2010 as 2015. As palavras-
chave foram colocadas entre aspas e foi realizado o cruzamento das seguintes palavras-chave:
Product Mix, Efficient Manufactures, Productivity, Overall Equipment Effectiveness, Fuzzy
logic, Efficiency, Theory of Contraints, Lean Manufacturing e Value Stream Map.
A metodologia da bibliometria qualitativa foi concretizada de acordo com o número de artigos
encontrados. Godoy (1995), a pesquisa qualitativa tem como preocupação fundamental o
estudo e a análise do mundo empírico em seu ambiente natural. Nessa abordagem, valoriza-se
o contato direto e prolongado do pesquisador com o ambiente e a situação em estudo. A partir
do levantamento inicial dos artigos publicados foi realizada uma varredura nestes artigos,
analisando o título, resumo e palavras-chave. Como objetivo de encontrar lacunas no
conhecimento e os artigos cujos assuntos se assemelhavam ao objetivo desta pesquisa. O
resultado desta bibliometria esta descritos nos trabalhos relacionados. Estes trabalhos tiveram
seus objetivos, metodologia, resultados e conclusões analisados e apresentados. As
informações contidas nestes trabalhos também foram válidas para o desenvolvimento deste
artigo.
Além da bibliometria um estudo de caso foi desenvolvido buscando familiaridade com o
problema in loco. Para a coleta de dados no estudo de caso foi utilizada a técnica de
observação e análise dos dados de processo disponibilizados pela empresa (análise
documental). Na análise de dados decorrentes do estudo de caso, os tempos de
cronometragem foram cedidos pela empresa analisada e a partir destas informações foram
desenvolvidos os cálculos do índice OEE.
4. Apresentação dos resultados e análise
A bibliometria quantitativa foi realizada no portal de periódicos da Capes com a finalidade de
obter uma visão global das publicações, nas áreas de interesse sobre o assunto. A figura 1
apresenta os resultados desta análise.
Figura 1 – Bibliometria realizada no portal de periódicos da CAPES

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Fonte: Autor (março/2016)
Com relação ao material da pesquisa, deve-se ressaltar que não são assimétricos o número de
artigos encontrados. Houve palavras chaves que quando cruzadas, não foi encontrado artigos,
possuindo lacunas do conhecimento. Já outras palavras chaves, possui enorme quantidade de
publicação.
4.1 Trabalhos relacionados
Na bibliometria qualitativa dois artigos foram selecionados. A seleção foi feita pela
quantidade de artigos encontrados quando as palavras chaves foram cruzadas. Se o número de
artigos encontrados fosse igual ou menos que dois, estes foram baixados e lidos com foco na
pesquisa deste artigo. A seguir apresenta-se os resultados encontrados por artigo analisado.
4.1.1 Integrando e implementando Lean e Green, com base em proposição de métrica de
eficiência de valor de carbono (NG, Ruisheng; LOW, Jonathan Sze Choong; SONG,
Bin., 2015).
Objetivo: Implementar práticas Lean e Green, simultaneamente.
Métodos/Ferramentas: Redução de resíduos, redução de Lead time, relação de cadeia de
suprimentos, Indicador de Desempenho (KPI): medindo o nível de serviço, ferramentas e
práticas.
Figura 2 – Processo metodológico com integração para implementação das práticas de Lean e Green
A pesquisa foi realizada na
SCOPUS no período de 2011 –
2015, refinando a pesquisa em
artigos e utilizando as palavras entre
aspas (“”) na área de Business,
Management and Accounting,
Engineering e Decision Sciences.
Para cruzamento das palavras foi
utilizado o operador AND.
Pro
du
ct m
ix
M
an
ufa
ctu
res
effi
cien
t
P
rod
uct
ivit
y
O
vera
ll E
qu
ipm
ent
Eff
ecti
ven
ess
F
uzz
y l
og
ic
E
ffic
ien
cy
T
heo
ry o
f C
on
stra
ints
L
ean
Ma
nu
fact
uri
ng
V
alu
e S
trea
m M
ap
Product mix 188 0 9 0 1 11 18 1 0
Efficient Manufactures 2 0 0 0 0 0 0 0
Productivity 9797 18 42 1875 7 63 8
Overall Equipment Effectiveness 78 0 23 0 10 1
Fuzzy logic 5528 507 0 13 0
Efficiency 124825 18 60 9
Theory of Constraints 147 11 0
Lean Manufacturing 481 17
Value Stream Map 39

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
Fonte: Ng et al. (2015)
Para a implementação das práticas enxutas e mais limpas, a metodologia proposta consiste em
quatro grandes passos, conforme Figura 2. O passo 1 avalia o desempenho da filosofia Lean e
filosofia Green com base nos fluxos de valor atual da produção e meio ambiente. O passo 2
analisa possíveis áreas de melhoria. No passo 3, estes resultados podem ser analisados pelo
método Kaizen. Para realizar melhoria, um plano de ação deve ser desenvolvido na Etapa 4.
Para cada etapa, há apoio de ferramentas e técnicas, que incluem métricas que são necessárias
para medir o desempenho.
Avaliar o produto conforme a necessidades do cliente. Esta etapa também investiga a gestão
de produção, tempo de trabalho, informações do processo e fluxos de recursos. OEE foi
utilizado na pesquisa. O índice é dividido em três métricas separadas, mas mensuráveis de
disponibilidade, desempenho e qualidade. A métrica de disponibilidade representa a
disponibilidade da operação como um percentual do tempo programado. Mede o tempo de
atividade e é calculado dividindo o tempo de execução pelo tempo Total. A métrica de
desempenho representa a velocidade na qual a operação é executada como uma porcentagem
de sua velocidade projetada. A métrica de qualidade representa o número de partes boas que
são produzidos como uma porcentagem das partes totais produzido. É calculado dividindo boa
contagem pela contagem Total. Multiplicando-se todas as três métricas de disponibilidade,
desempenho e qualidade, a OEE para processo individual pode ser derivada.
Resultados: Este estudo de caso demonstra superar o desafio de integrar e implementar
práticas Lean e Green, e alcançar resultados benéficos.
Conclusões: O trabalho futuro poderia estudar outros casos e explorar outras ferramentas.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
4.1.2 Implementação do índice de eficiência global dos equipamentos em uma célula de
manufatura de uma empresa de grande porte do setor automotivo- segmento de
embreagens. (OLIVEIRA, M. R.; HEMOSILLA, JOSÉ LUIS GARCIA; SILVA, ECC.,
2012).
Objetivo: Analisar a implementação do OEE e sistematizar os indicadores de gestão da
produção (produtividade, perdas de produção, refugo, atendimento de produção e outros) em
uma célula de manufatura.
Métodos/Ferramentas: Cálculos do índice de Disponibilidade, Performance e Qualidade.
Disponibilidade (%) = (TRD/TC)*100
Performance (%) = [(Peças produzidas/Tempo Standard) * Tempo real
disponível] * 100
Qualidade (%) = [(Peças produzidas - Peças refugadas – Peças retrabalhadas)/
Peças produzidas)] * 100
Após foi feito desenvolvimento de planilhas eletrônicas que fosse alimentada constantemente
e apresentasse os indicadores a todo instante foi o desenvolvimento de uma calculadora
eletrônica. Ela consegue calcular o OEE. A partir disso foi criado um acompanhamento da
produção.
Resultados: Com a implantação da planilha de acompanhamento do OEE e dos indicadores de
desempenho, algumas melhorias foram identificadas em relação a áreas de apoio, operadores
da produção e gerenciamento da produção.
Conclusões: Com a introdução da ferramenta OEE no processo produtivo conclui-se que antes
de sua utilização os indicadores das áreas de apoio das empresas tendem a trabalhar de forma
independente, pois cada área estará atuando em um tipo de melhoria para o próprio setor, já
com a utilização da ferramenta OEE, o controle das perdas encontradas no processo é global,
ou seja, mostra a possibilidade de melhoria do processo levando em consideração todos os
departamentos da empresa trabalhando em conjunto.
Todas as empresas possuem processos e operações. Como exemplo o processo pode ser o
caminho pelo qual a matéria prima e a informação são transformadas em produto ou serviços.
Shingo (1996) relata que o processo de manufatura é formado por quatro fenômenos:
processamento, inspeção, transporte e estocagem. E a operação são as ações efetuadas sobre o
material e a informação pelos trabalhadores e pelas máquinas.
A capacidade de processo deve servir às necessidades de produção e não as determinar. Por
exemplo, a presença de máquinas de alta capacidade não deve ser utilizada visando justificar
o processamento em grandes lotes e a estocagem de produtos não-processados.
Shingo (1996) comenta que na Toyota, a produção é baseada em pedidos confirmados e é
voltada para um mercado que exige rápida entrega de grandes variedades de modelos, cada
um produzindo em pequenas quantidades. Uma semelhança grande com a empresa que
estamos analisando e verificando possíveis mudanças na produtividade e análise para a
produção enxuta. A TFR (Troca rápida de ferramenta) foi uma das técnicas que possibilitou a
produção de diversos modelos, com produção em pequenos lotes e com fluxo de peças
unitárias sincronizado, reduzindo assim, consideravelmente os prazos de entrega.
Estoques intermediários, desperdícios, setup, paradas dos trabalhadores, funcionários ociosos,
máquinas paradas, queda na velocidade de trabalho, são atividades extremamente importantes
de serem controladas dentro de uma organização.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
A Filosofia Lean colabora para a organização possuir uma produção conforme a demanda.
Para Moróz (2009), o cliente que aciona a produção e não a produção empurra produtos ao
cliente.
4.2 Resultados do estudo de caso
O sistema integrado utilizado na organização estudada é o MRP (Manufacturing Resource
Planning). Ele recebe os pedidos de venda, efetua os cálculos, verifica o estoque de matéria
prima e gera o que for necessário para a produção do item que foi vendido. Os tempos foram
coletados no chão de fábrica através do sistema de apontamento da produção desenvolvido
internamente pela empresa. Neste relatório estão apresentados os tempos de produção de cada
ordem de serviço, os tempos de parada e a quantidade de peças produzidas (peças boas e
refugos). A partir destas informações, foram realizados os cálculos de disponibilidade,
produtividade e qualidade. Através destes três índices pode-se proceder o cálculo do OEE.
O cálculo da disponibilidade é realizado utilizando-se a seguinte equação:
A figura 3 apresenta a variação do índice ao longo do período acompanhado. A
disponibilidade ótima para a empresa é de 90%. Contudo, conforme o gráfico a baixo, a
disponibilidade varia conforme o dia de fabricação. Isso se dá pelo fato da empresa não
possuir padrões de fabricação. Os tempos de interrupções são altos, perca de tempo na busca
por peça, caminhadas desnecessárias, espera para chegada de matéria-prima, ajuste da
ferramenta, conferência de medidas das peças com a máquina parada, que deve ser feito isso
com a máquina operando, tempo perdido com limpeza, falta de operador na máquina e setup
elevado.
Figura 3 – Índices de disponibilidade na máquina CNC no período estudado
Fonte: Autor (2016)
Na figura 4 estão apresentados os principais motivos de parada que foram apontados pelos
operadores no chão de fábrica no período estudado.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Figura 4 - Principais motivos de paradas
Fonte: Autor (2016)
Analisando-se os motivos apresentados no gráfico, percebe-se que o principal motivador das
paralisações é o tempo sem apontamento do operador. Por ser este o maior gerador de
ociosidade, deve-se direcionar a ele as principais estratégias de redução de paradas.
Figura 5 – Distribuição das paradas por motivo
Fonte: Autor (2016)
O passo seguinte é o cálculo do índice de produtividade, que é realizado conforme a equação
a seguir. A figura 5 apresenta os índices de produtividade calculados.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
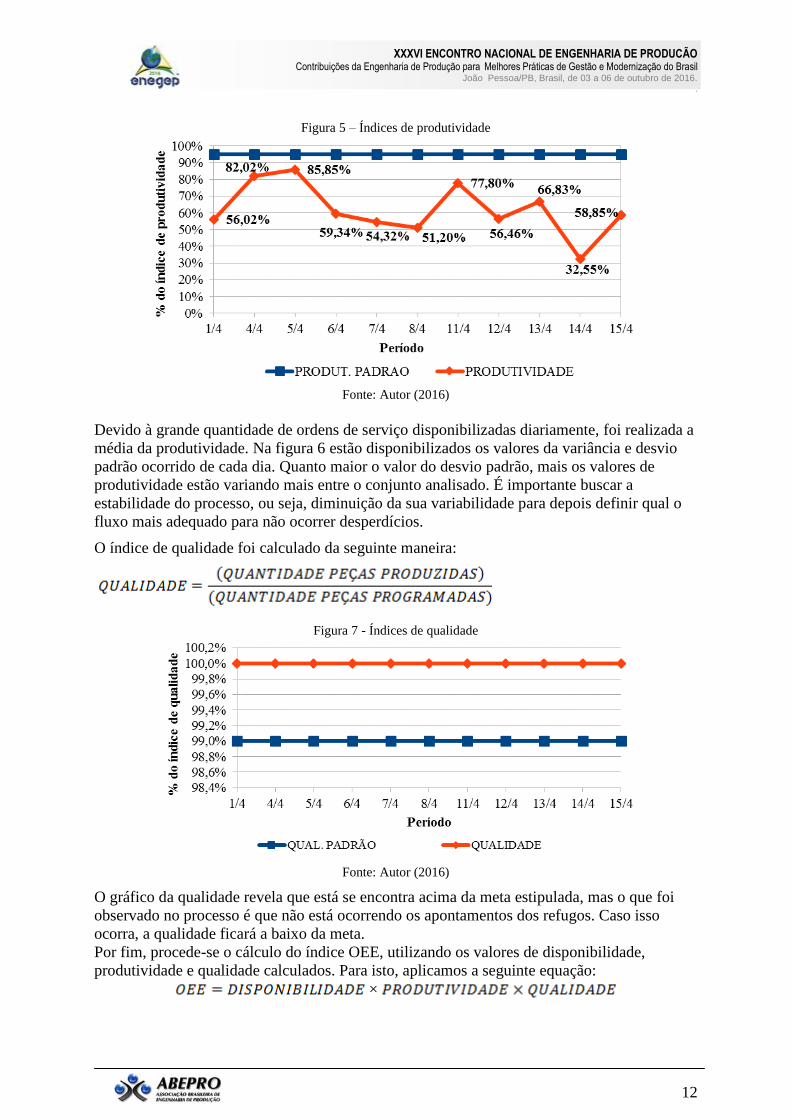
Figura 5 – Índices de produtividade
Fonte: Autor (2016)
Devido à grande quantidade de ordens de serviço disponibilizadas diariamente, foi realizada a
média da produtividade. Na figura 6 estão disponibilizados os valores da variância e desvio
padrão ocorrido de cada dia. Quanto maior o valor do desvio padrão, mais os valores de
produtividade estão variando mais entre o conjunto analisado. É importante buscar a
estabilidade do processo, ou seja, diminuição da sua variabilidade para depois definir qual o
fluxo mais adequado para não ocorrer desperdícios.
O índice de qualidade foi calculado da seguinte maneira:
Figura 7 - Índices de qualidade
Fonte: Autor (2016)
O gráfico da qualidade revela que está se encontra acima da meta estipulada, mas o que foi
observado no processo é que não está ocorrendo os apontamentos dos refugos. Caso isso
ocorra, a qualidade ficará a baixo da meta.
Por fim, procede-se o cálculo do índice OEE, utilizando os valores de disponibilidade,
produtividade e qualidade calculados. Para isto, aplicamos a seguinte equação:
×

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Figura 8 – Índices de OEE
Fonte: Autor (2016)
Analisando os resultados obtidos, observa-se que apenas no dia 05/04 a empresa atingiu o
padrão de processo que é considerado aceitável, que é de 65% a 75% (HANSEN, 2006). Nos
demais dias, o índice permaneceu abaixo dos 65%, o que é considerado inaceitável.
5. Conclusão
O objetivo da pesquisa foi analisar o nível de eficiência e produtividade de um processo de
fabricação de pistas de boliche, em uma empresa de base tecnológica para o incremento da
filosofia enxuta. Os resultados encontrados apontam para um nível OEE inferior ao aceitável.
Assim, durante o acompanhamento do processo de produção no setor de marcenaria, foi
também proposta uma minimização dos desperdícios para o avanço da produção enxuta.
Como, estoque em processo, tempo de espera entre operações através do sequenciamento da
produção.
A ferramenta OEE realmente foi eficiente para análise dos processos. A empresa permaneceu
9% do tempo de operação da máquina dentro do padrão e 91% fora do padrão calculado pelo
índice OEE, portanto, deve-se implementar ações para aumentar a produtividade
O maior causador de paradas do processo analisado é o tempo sem apontamento do operador.
Este deve ser alvo de processo de melhoria. O planejamento da produção é feito por um
software específico de produção, esse sistema recebe os pedidos de venda do comercial,
recebe os estoques que a empresa possui, recebe o cadastro dos produtos, ficha técnica,
roteiros de fabricação, tempos de fabricação de cada produto e cada operação do produto.
Com essas informações o software faz o cálculo MRP que gera as necessidades de compra
MP e gera as ordens de produção para cada pedido. Após isso faz o sequenciamento das
ordens em cada operação conforme os recursos disponíveis.
A justificativa para a variação do gráfico do índice OE é o tempo elevado setup, o elevado
mix de produto e não possuir um lote padrão de produção. Outra resposta para variação do
OEE é o fato da empresa produzir contra pedido, ou seja, quando o pedido é de poucas

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
unidades o índice acaba tendo uma queda. Quando entra um pedido com quantidades maiores,
este índice aumenta por dividir o tempo de setup em mais quantidades produzidas na ordem
de produção e também o operador trabalha mais tempo efetivo nesta ordem. Para estabilizar
este índice, busca-se a estabilidade para a padronização do fluxo do processo.
REFERÊNCIAS
CLARK, Kim B.; FUJIMOTO, Takahiro. Product development performance: Strategy, organization, and
management in the world auto industry. Harvard Business Press, 1991.
DE BITTENCOURT, Larissa Arianne Fantin; Paula, Alessandro. Análise cienciométrica de Produção Científica
em Unidades de Conservação Federais do Brasil. Enciclopédia biosfera, Centro Científico Conhecer - Goiânia,
v.8, n.14, p. 2044, 2012.
DEMING, W.E. Dr. Deming: O americano que ensinou a qualidade total aos japoneses. Rio de Janeiro:
Record, 1993.
DREW, J.; MCCALLUM, B.; ROGGENHOFER, S. Journey to Lean: Making Operational Change Stick,
Palgrave. Macmillan, New York, 2004.
GARZA-REYES, Jose Arturo; ELDRIDGE, Steve, BARBER, Kevin D.; SORIANO-MEIER, Horacio. Overall
equipment effectiveness (OEE) and process capability (PC) measures: A relationship analysis. International
Journal of Quality & Reliability Management, v. 27, n. 1, p. 48 – 62, 2010.
GREEF, Ana Carolina; FREITAS, Maria do Carmo Duarte. Fluxo enxuto de informação: um novo conceito.
Perspectivas em Ciência da Informação, v.17, n.1, p.37-55, 2012
GODOY, S. A. Introdução à Pesquisa Qualitativa e Suas Possibilidades. Revista de Administração de
Empresas, v. 35, n. 2, p. 57-63, 1995
HANSEN, R. C. Eficiência Global dos Equipamentos: uma poderosa ferramenta de manutenção/produção
para aumento dos lucros. Porto Alegre: Bookman, 2016.
LAURINDO, R.; MAFRA, T. Cienciometria da revista Comunicação & Sociedade identifica interfaces da área.
Comunicação & Sociedade, n. 53, p. 233-260, 2010.
MORÓZ, G. Avaliação da aplicação da manufatura enxuta para a indústria moveleira. Dissertação
(Mestrado em Engenharia de Produção). Universidade Tecnológica Federal do Paraná, Campus Ponta Grossa,
Ponta Grossa, 2009.
NG, Ruisheng; LOW, Jonathan Sze Choong; SONG, Bin. Integrating and implementing lean and green practices
based on proposition of carbon-value efficiency metric. Journal of Cleaner Production, v. 95, p. 242-255,
2015.
NORONHA, Daisy Pires; POBLACIÓN, Dinah Aguiar; SANTOS, CB dos. Produção Científica: análise
cienciométrica das comunicações apresentadas nos SNBUs: 1978-1998. Seminário Nacional de Bibliotecas
Universitárias, 11º, Florianópolis/SC, p. 24-28, 2000.
OHNO, T. The Toyota Production System: Beyond Large-scale Production, Productivity Press, Portland,
OR. 1998.
OLIVEIRA, M. R.; HEMOSILLA, JOSÉ LUIS GARCIA; SILVA, ECC. Implantação do Índice de Eficiência
Global dos Equipamentos em uma Célula de Manufatura de uma Empresa de Grande Porte do Setor
Automotivo–Segmento de Embreagens. Anais do XV Simpósio de Administração da Produção, Logística e
Operações Internacionais-SIMPOI. São Paulo, 2012.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
SHINGO, Shingeo. O sistema Toyota de Produção: Do Ponto de Vista da Engenharia de Produção/ Trad.
Eduardo Schaan; 2ª edição; Bookman; Porto Alegre: Artes Médicas, 1996.
SOUTO, J. M. Técnicas de gestão. Indaial: Asselvi, 2006.
VANTI, Nadia Aurora Peres. Da bibliometria à webometria: uma exploração conceitual dos mecanismos
utilizados para medir o registro da informação e a difusão do conhecimento. Ciência da informação, v. 31, n. 2,
p. 152-162, 2002.
WOMACK, James P.; JONES, Daniel T. Lean thinking: banish waste and create wealth in your
corporation. Simon and Schuster, 2010.