ams 2750d 05 - português pdf (2)
TRANSCRIPT
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 1/46
As Regras da Comissão de Normas Técnicas da SAE estabelecem que “Este relatório é publicado pela SAE visando o progresso das ciências técnicas e deengenharia. A utilização deste Relatório é totalmente voluntária e sua aplicabilidade e adequação a qualquer uso em particular, incluindo qualquer violação depatente decorrente do mesmo, é da exclusiva responsabilidade do usuário." A SAE revisa cada relatorio técnico pelo menos a cada cinco anos, momento esse em que o relatório pode ser confirmado, revisto ou cancelado. A SAE incentivaseus comentários e sugestões por escrito. Copyright 2005 SAE International
Todos os direitos reservados. Nenhuma parte desta publicação pode ser reproduzida, armazenada em um sistema de recuperação ou transmitida sobnenhuma forma ou através de quaisquer meios, sejam eles eletrônicos, mecânicos, fotográficos ou outros, sem a autorização antecipada por escrito da SAE PARA SOLICITAR DOCUMENTOS: Tel.: 877-606-7323 (dentro dos EUA e do Canadá) Tel.: 724-776-4970 (fora dos EUA) Fax: 724-77S-O790 Email: [email protected] ENDEREÇO DA SAE NA WEB: http:rtwww.sae.org Liderando Nosso Mundo em
Movimento
Um Grupo SAE International ESPECIFICAÇÃO DEMATERIAL DAAEROSPACE
AMS 2750D
Emitido em: ABR 1980Revisado em: SET 2005
Substitui a AMS 2750C
(R) Pirometria
1. OBJETIVO:
1.1 Esta especificação abrange as exigências pirométricas referentes aos equipamentos deprocessamento térmico utilizados no tratamento térmico. A norma abrange os sensores detemperatura, a instrumentação, os equipamentos de processamento térmico,os testes de exatidão dos sistemas e os testes da uniformidade da temperatura, necessários paragarantir que componentes ou matérias-primas sejam termicamente tratados de acordo com asespecificações aplicáveis.
1.2 Esta especificação não é aplicável ao aquecimento ou ao processamento térmico intermediário, amenos que isso seja especificamente mencionado por uma especificação de material ouprocesso.
1.3 Esta especificação aplica-se às fornalhas de laboratório, na extensão especificada em 3.6.
2. DOCUMENTOS APLICÁVEIS:
A edição dos documentos a seguir, em vigor na data do pedido de compra, faz parte destaespecificação na extensão aqui especificada. O fornecedor poderá trabalhar de acordo com umarevisão posterior do documento, a menos que seja especificado um documento específico.Quando o documento mencionado tiver sido cancelado e não houver sido especificado nenhumdocumento substituto, deverá prevalecer a última edição publicada do documento.
2.1 Publicações da ASTM:
Disponíveis a partir da ASTM, 100 Barr Harbor Drive, P.O. Box C700, West Conshohocken, PA19428-2959 ou www.astm.org.
ASTM E 207 Thermal EMF Test of Single Thermoelement Materials by Comparison with a Reference Thermoelement of Similar EMF-Temperature Properties (Teste Térmico da FEM de Termoelementos Isolados, pela Comparação com um Termoelemento de Referência com Propriedades Temperatura-FEM Semelhantes)
ASTM E 220 Calibration of Thermocouples by Comparison Techniques (Calibragem de Termopares Através de Técnicas de Comparação)
ASTM E 230 Standard Specification e Temperature-Electromotive Force (EF) Tables forStandardized Thermocouples (Tabelas de Especificações Padronizadas e Temperatura-Força Eletromotiva (FEM) Referentes a Termopares Padronizados)
ASTM E 608 Mineral-Insulated, Metal-Sheathed Base Metal Thermocouples (Termopares de Metais Não Preciosos Isolados por Mineral e Envoltos em Metal)
ASTM E 1129 Standard Specification for Thermocouple Connectors (Especificações Padronizadas para Conectores de Termopares)
ASTM MNL 7 Presentation of Data e Control Chart Analysis (Apresentação de Dados e Análise de Gráficos de Controle)
ASTM MNL12 Use of Thermocouples in Temperature Measurement (Utilização de Termopares na Medição de Temperatura)

5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 2/46
- 2 -
AMS 2750D SAE AMS 2750D
3. REQUISITOS TÉCNICOS
ÍNDICE Seção Assunto Página3.1 Sensores de Temperatura ....................................................................................... 43.1.1 Informações Gerais sobre Sensores ....................................................................... 43.1.1.1 Requisitos de Conformidade do Certificado do Sensor ........................................... 43.1.1.2 Conversão de Graus em Milivolts ............................................................................ 43.1.1.3 Requisitos de Calibragem do Termopar .................................................................. 43.1.1.4 Utilização do Termopar ........................................................................................... 53.1.1.5 Cabo de Extensão ................................................................................................... 53.1.1.6 Bobinas- Requisitos de Calibragem ........................................................................ 53.1.1.7 Bobinas – Comprimento Máximo Permissível ......................................................... 63.1.1.8 Reutilização de Termopares Tipo K e E, como Padrões Secundários ou Sensores
de VUT .................................................................................................................... 63.1.1.10 Termopares de Teste de Metais Consumíveis - Fórmula “U” ................................. 63.1.2 Sensores Padrão de Referência ............................................................................. 63.1.3 Sensores Padrão Primários..................................................................................... 63.1.4 Sensores Padrão Secundários ................................................................................ 63.1.5 Sensores de Vistoria da Uniformidade da Temperatura ......................................... 63.1.6 Sensores de Verificação da Exatidão do Sistema ................................................... 73.1.7 Sensores de Controle, Monitoração e Registro ....................................................... 73.1.8 Sensores de Carga ................................................................................................. 73.2 Instrumentação ........................................................................................................ 8
3.2.4 Instrumentos de Controle, Monitoração ou Registro ............................................... 93.2.5 Calibragem de Instrumentos (consulte também a Tabela 3) ................................... 93.2.6 Registros da Instrumentação ................................................................................... 103.2.7 Registros e Instrumentação Eletrônicos .................................................................. 113.3 Equipamentos de Processamento Térmico ............................................................. 113.3.1 Classes de Fornalhas (consulte também as Tabelas 6 e 7) ................................... 113.3.1.1 Instrumentação Tipo A ............................................................................................ 123.3.1.2 Instrumentação Tipo B ............................................................................................ 123.3.1.3 Instrumentação Tipo C ............................................................................................ 123.31.4 Instrumentação Tipo D ............................................................................................ 13
3.3.1.5 Instrumentação Tipo E ............................................................................................ 133.3.1.6.1 Instrumentação- Equipamentos de Refrigeração .................................................... 133.3.1.6.2 Instrumentação- Sistemas de Têmpera por Imersão .............................................. 133.4 Testes da Exatidão do Sistema (TES’s) .................................................................. 133.4.2 Freqüência dos Testes da Exatidão do Sistema (consulte também as Tabelas 6 e 7) 143.4.3 Renúncia ao Teste da Exatidão do Sistema ........................................................... 143.4.4 Procedimento do Teste da Exatidão do Sistema .................................................... 153.4.4.2.1 Sensores de Teste Residentes ............................................................................... 153.4.4.8 Procedimento Alternativo do Teste da Exatidão do Sistema .................................. 18
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 3/46
- 3 -
AMS 2750D SAE AMS 2750D
ÍNDICE
Seção Assunto Página
3.4.5 Instrumentação do Teste da Exatidão do Sistema (consulte também asTabelas 1 e 3) ................................................................................................. 183.4.6 Teste da Exatidão do Sistema - Registros ...................................................... 183.5 Teste da Uniformidade da Temperatura (TUT) da Fornalha ........................... 18 3.5.2 Múltiplas Faixas de Temperatura Operacional Qualificadas ............................ 19 3.5.5 Temperaturas da VUT Inicial ........................................................................... 203.5.6 Temperaturas da VUT Periódica ..................................................................... 203.5.7 Freqüência dos TES’s (consulte também as Tabelas 8 e 9) ........................... 203.5.8 Parâmetros da Fornalha Durante os TES’s ..................................................... 203.5.9 Temperatura da Fornalha no Momento de Inserção dos Sensores de VUT ... 203.5.10 Condições de Carga ........................................................................................ 213.5.11 Atmosfera da Fornalha Durante os TES’s ....................................................... 21
3.5.12 Nível de Vácuo da Fornalha Durante os TES’s ............................................... 213.5.13 Fornalhas Intermitentes, Banhos Salinos, Banhos Líquidos sob TemperaturaControlada e Fornalhas de Berço Fluidificadas ............................................... 21
3.5.13.1 Número de Sensores de VUT (consulte também a Tabela 11) ....................... 213.5.13.2 Localização dos Sensores de VUT .................................................................. 213.5.13.3 Coleta dos Dados de VUT ............................................................................... 223.5.13.4 Método de Sondagem Alternativo para Banhos Salinos, Banhos Líquidos ...
sob Temperatura Controlada e Fornalhas de Berço Fluidificadas: ................. 23 3.5.14 Fornalhas Contínuas e Semi contínuas ........................................................... 23 3.5.14.1 Número e Localização dos Sensores de VUT - Método Volumétrico .............. 233.5.14.2 Número de Sensores de VUT- Método Plano ................................................. 233.5.14.3 Localização dos Sensores de VUT - Método Plano ........................................ 24
3.5.14.4 Coleta dos Dados de VUT ............................................................................... 243.5.15 Métodos de VUT Alternativos para Fornalhas Contínuas ouSemi contínuas ou Fornalhas com Retortas ou Câmaras de Fusão ............... 24
3.5.15.1 Método de Sondagem ..................................................................................... 253.5.15.2 Análises das Propriedades .............................................................................. 253.5.16 Falhas dos Sensores de VUT .......................................................................... 253.5.17 Requisitos Passa/Não Passa da VUT ............................................................. 263.5.18 Relocalização de Sensores Registradores de Calor ou Frio para
Instrumentação da Classe A ou C ................................................................... 263.5.19 Falhas da VUT ................................................................................................. 263.5.20 Instrumentação de VUT (consulte também as Tabelas 1 e 3) ......................... 273.5.21 Relatórios de VUT ........................................................................................... 27
3.5.22 TES’s Pré-publicação ...................................................................................... 283.5.23 Verificação da Irradiação ................................................................................. 283.6 Fornalhas de Laboratório ................................................................................. 283.7 Registros .......................................................................................................... 294.0 Cláusulas da Garantia da Qualidade ................................................................ 29 Tabela 1 Sensores e Calibragem de Sensores ............................................................... 30 Tabela 2 Termopares e Cabos de Extensão ................................................................... 31 Tabela 3 Instrumentos e Calibragem de Instrumentos .................................................... 32 Tabela 4 Capacidade de Resolução dos Registradores de Gráficos
Referentes a Fornalhas .................................................................................... 34 Tabela 5 Impressão do Relatório e Velocidade do Gráfico de Registro do Processo ..... 34
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 4/46
- 4 -
AMS 2750D SAE AMS 2750D
Seção Assunto Página Tabela 6 Classe dos Componentes da Fornalha, Tipo dos Instrumentos e
Intervalo entre os TES’s ............................................................................ 35 Tabela 7 Classe da Matéria-Prima da Fornalha, Tipo dos Instrumentos e Intervaloentre os TES’s ........................................................................................... 36
Tabela 8 Classe dos Componentes da Fornalha, Tipo dos Instrumentos e Intervaloentre os TES’s ........................................................................................... 37
Tabela 9 Classe da Matéria-Prima da Fornalha, Tipo dos Instrumentos e Intervaloentre os TES’s ........................................................................................... 37
Tabela 10 Extensão Permitida dos Intervalos Teste/Calibragem ............................... 38 Tabela 11 Número Obrigatório de Sensores de VUT ......................................... ....... 38 8.1 Observações ............................................................................................. 398.2 Definições .................................................................................................. 39
3.1 Sensores de Temperatura:
Os sensores de temperatura deverão atender aos requisitos da Tabela 1 e aos requisitos aseguir. As exclusões referentes a determinadas finalidades deverão ser conforme indicado nosparágrafos a seguir.
3.1.1 A temperatura deverá ser medida por meio dos termopares especificados neste documento oupor outros termopares ou sensores de temperatura que tenham a mesma ou maior exatidão(erro máximo tolerável). Os termopares poderão ser feitos tanto de fio nu ou revestido quantode cabo MIMS (isolados por mineral, blindados em metal). A menos que seja especificamenteobservado, os requisitos referem-se a todos os materiais dos sensores de temperatura. A
palavra "sensor", conforme utilizada nesta especificação, tem o mesmo significado que "sensorde temperatura". Os fatores de correção referentes aos sensores, derivados da calibrageminicial ou subseqüente, poderão ser utilizados para aperfeiçoar a medição da temperatura edeverão ser utilizados conforme as exigências desta especificação.
3.1.1.1 Calibragem: Os sensores deverão ter certificados de conformidade que identifiquem a origemdos dados de calibragem, a temperatura de teste nominal, as indicações reais da temperaturade teste, a técnica de calibragem e um fator de correção referente a cada temperatura decalibragem, rastreável até a norma do NIST ou outra Norma Nacional reconhecida. A técnicade calibragem deverá atender à ASTM E 220, ASTM E 207 ou outra norma nacional.
3.1.1.2 A conversão de milivolts em graus ou graus em milivolts deverá ser realizada de acordo
com a ASTM E 230 ou outra norma nacional.
3.1.1.3 Os sensores de temperatura deverão ser calibrado na mesma faixa de temperatura em queserão utilizados. Os intervalos de calibragem não deverão exceder 250ºF (140ºC), para todosos termopares exceto aqueles que são calibrados em pontos fixos de acordo com a ASTMMNL 12 ou outra norma nacional. É proibida a recalibragem dos termopares do Tipo K e doTipo E, após sua utilização acima de 500ºF (260ºC). É proibida a extrapolação dos fatores decorreção de calibragem, acima e abaixo das temperaturas de calibragem mais alta e maisbaixa.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 5/46
- 5 -
AMS 2750D SAE AMS 2750D
3.1.1.4 Termopares e Sua Utilização: Os termopares só deverão ser utilizados nas faixasrelacionadas na Tabela 3.1 (Limites de Temperatura Máximos Recomendados paraTermopares Blindados) ou na Tabela 3.5 (Limites de Temperatura Máximos Recomendadospara Termoelementos Blindados) da ASTM MNL 12, na Tabela 6 (Limites de Temperatura
Máxima Sugeridos para Termopares Blindados) da ASTM E 230, na Tabela 1 (Limites deTemperatura Máxima Sugeridos para Termopares Embainhados) da ASTM E 608 ou em outranorma nacional e do fornecedor dos sensores. A utilização determopares que não atendam a estas recomendações deverá ser baseada nos intervalos decalibragem e recalibragem exigidos na Tabela 1 deste documento.
3.1.1.4.1 Os intervalos de calibragem dos termopares especificados neste documento, baseados notempo, no número de vezes ou na temperatura em que os termopares foram usados,representam os intervalos máximos permissíveis. Não obstante, a conformidade com essesintervalos não isenta o usuário da responsabilidade de garantir que não tenham ocorridosdesvios excessivos, em determinadas condições (de ambiente, tempo e temperatura) deexposição. Os usuários deverão manter dados de confirmação como (embora não limitadosa) dados do TES, VUT e recalibragem, e procedimentos por escrito referentes ao controle eà substituição de sensores, incluindo limites relativos à vida útil e/ou ao número deutilizações máximo, conforme seja aplicável.
3.1.1.5 Os cabos de extensão das novas instalações (um ano após a publicação desta revisão)deverão atender aos requisitos da ASTM E 230 ou de uma norma nacional equivalente. Oscabos de extensão não deverão ter emendas. Serão permitidos conectores, plugues, tomadase barras de terminais, se os mesmos forem de tipo compatível, ou seja, tiverem propriedadestermoelétricas idênticas às características dos termopares correspondentes. A ASTM E 1129poderá ser utilizada como orientação relativa aos conectores de pinos cilíndricos. Osrequisitos referentes à composição dos termopares e aos cabos de extensão estão
relacionados na Tabela 2.3.1.1.6 Poderão ser utilizados termopares fabricados a partir de bobinas calibradas, em vez de
termopares individualmente calibrados. As bobinas de até 1000 pés (305 metros) decomprimento poderão ser amostradas em uma das extremidades; as bobinas medindo maisde 1000 pés (305 metros) deverão ser amostradas nas duas extremidades (consulte 3.1.1.1).Use o fator de correção médio calculado a partir das duas extremidades, se os fatores decorreção individuais das duas extremidades se enquadrarem nos limites aceitáveis da Tabela1.
3.1.1.6.1 O método de calibragem da bobina não deverá ser utilizado para bobinas cujas medidassejam maiores de 1000 pés (305 metros), se a diferença entre as leituras de calibragem
máxima e mínima, dos termopares da amostra, excederem os requisitos especificados em3.1.1.6.2 ou 3.1.1.6.3, conforme seja aplicável, à qualquer temperatura de calibragem.
3.1.1.6.2 1ºF (0,6ºC) em relação aos termopares padrão primário e secundário.
3.1.1.6.3 2ºF (1.1ºC) em relação aos testes dos termopares de controle da exatidão do sistema,uniformidade da temperatura, registro e carga do sistema.
3.1.1.6.4 Bobinas que não atenderem aos requisitos de 3.1.1.6.2 ou 3.1.1.6.3:
3.1.1.6.4.1 Será permissível dividir a bobina em bobinas mais curtas, que atendam aos limites detolerância entre as duas extremidades especificados em 3.1.1.6.2 ou 3.1.1.6.3.
3.1.1.6.4.2 Será permissível utilizar termopares individuais conectados a uma bobina, se os mesmosforem calibrados de acordo com a Tabela 1.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 6/46
- 6 -
AMS 2750D SAE AMS 2750D
3.1.1.7 Os volumes máximos de fio/cabo em uma bobina, no momento da calibragem, deverãoser os seguintes: Sensores Padrão Primários ------------------------------ 200 pés ( 60 metros)
Outros Sensores de Metais Nobres ------------------- 2000 pés ( 610 metros) Sensores Secundários de Metais Não Preciosos 2000 pés (610 metros) Todos os Outros Sensores de Metais Não Preciosos 5000 pés (1525 metros)
3.1.1.8 Caso os termopares dos Tipos K e E sejam reutilizados acima de 500ºF (260ºC), aprofundidade de inserção deverá ser igual ou maior que a profundidade de inserção emqualquer utilização anterior.
3.1.1.9 É proibida a reutilização de qualquer termopar, a menos que o isolamento continue intacto eque os cabos, inclusive as soldas, não estejam danificados. O salvamento de termoparesdanificados será permissível, se a área discrepante [incluindo a parte exposta a mais de500ºF (260°C), no caso dos termopares dos Tipos K e E, for aparada, a solda for refeita e o
termopar for recalibrado; caso o termopar recuperado tenha saído de uma bobina de fiocalibrado, poderá ser usada a calibragem da bobina de origem, em vez da recalibragem. Onúmero de vezes que o termopar foi usado, antes da recuperação, deverá ser somado aonúmero total de utilizações do termopar.
3.1.1.10 É proibida a recalibragem de quaisquer termopares de teste de metais consumíveis (TES ouVUT). A reutilização será permitida desde que o "U" da equação a seguir não exceda 30. Nocaso dos termopares de teste, uma “utilização” é definida como um ciclo de aquecimento earrefecimento do termopar.U = Número de utilizações abaixo de 1200ºF (650ºC) + 2 vezes o número de utilizações
entre 1200ºF (650ºC) e 1800ºF (980ºC). Os termopares de teste de metais consumíveisdeverão ser limitados a uma única utilização acima de 1800ºF (980ºC).
3.1.1.11 A recalibragem dos termopares dos Tipos K e E de metais não consumíveis, utilizados abaixode 500ºF (260ºC), dos Tipos J e N e de todos os termopares fitos de metais nobres (TES ouVUT) deverá ser realizada de acordo com Tabela 1.
3.1.2 Os sensores padrão de referência deverão atender aos requisitos da Tabela 1.
3.1.2.1 Deverá ser utilizado um sensor padrão de referência, em conjunto com um instrumento padrãoprimário, para calibrar os sensores padrão primários.
3.1.3 Os sensores padrão primários deverão atender aos requisitos da Tabela 1.
3.1.3.1 Deverá ser utilizado um sensor padrão de referência, em conjunto com um instrumento padrãoprimário, para calibrar os sensores padrão secundários.
3.1.4 Os sensores padrão secundários deverão atender aos requisitos da Tabela 1.
3.1.4.1 A utilização deverá se limitar à calibragem e aos sensores de uniformidade da temperatura,exatidão do sistema, controle, monitoração e carga.
3.1.5 Sensores de vistoria da uniformidade da temperatura deverão atender aos requisitos daTabela 1.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 7/46
- 7 -
AMS 2750D SAE AMS 2750D
3.1.5.1 A calibragem dos sensores de vistoria da uniformidade da temperatura deverá ter sidorealizada com um instrumento padrão primário ou secundário, comparativamente a um sensorpadrão primário ou secundário e de acordo com Tabela 1, exceto nos casos especificados em
3.1.5.2. Consulte 3.1.1.8 e 3.1.1.9 quanto aos limites da reutilização de termopares. É proibidaa recalibragem de termopares dos Tipos K e E, que tenham sido submetidos a temperaturasacima de 500ºF (260ºC).
3.1.5.2 Os termopares de VUT de metais não consumíveis, que tenham sido (1) utilizadosexclusivamente abaixo de 1200ºF (650ºC), (2) identificados e (3) resguardados/protegidoscontra avarias (ou seja, esmagamento, contato com umidade excessiva, corrosão etc.), entreum teste e outro, ou ficado protegidos em um suporte entre um teste e outro, poderão serreutilizados desde que sejam respeitadas as limitações de 3.1.1.9 e 3.1.1.10. A utilização dostermopares de VUT de metais consumíveis, instalados em suportes e usados exclusivamenteabaixo de 1200ºF (650ºC), deverá se limitar a 90 vezes ou 3 anos, o que quer que aconteçaprimeiro.
3.1.6 Os sensores de teste da exatidão do sistema deverão atender aos requisitos da Tabela 1.
3.1.6.1 A calibragem dos sensores do TES deverá ter sido realizada com um instrumento padrãoprimário ou secundário, comparativamente a um sensor padrão primário ou secundário e deacordo com Tabela 1. Consulte 3.1.1.8, 3.1.1.9, e 3.1.1.10 quanto aos limites da reutilizaçãode termopares. É proibida a recalibragem de termopares dos Tipos K e E, que tenham sidosubmetidos a temperaturas acima de 500ºF (260 Cº).
3.1.7 Os sensores de controle, monitoração e registro deverão atender aos requisitos da Tabela 1.Poderão ser utilizados termopares consumíveis, desde que sejam respeitadas as limitações de
3.1.1.9 e 3.1.1.10. 3.1.7.1 Os sensores de controle, monitoração e registro instalados em equipamentos de
processamento térmico deverão ficar localizados na área de trabalho ou o mais próximopossível da mesma, de forma a controlar e/ou monitorar a temperatura juntamente com osinstrumentos de controle e/ou monitoração.
3.1.7.2 Se um Sensor de Carga for utilizado como Sensor de Controle:
3.1.7.3 A calibragem deverá ter sido realizada antes da utilização. É proibida a recalibragem dostermopares de carga metálicos (consulte 3.1.8.3).
3.1.7.4 Os termopares consumíveis deverão ser limitados a uma única utilização, caso sejamusados.
3.1.7.5 Os termopares de carga não consumíveis poderão ser utilizados para controlar atemperatura, desde que sejam respeitadas as limitações de 3.1.8.
3.1.8 Os sensores de carga deverão atender aos requisitos da Tabela 1.
3.1.8.1 Os sensores de carga utilizados na medição da temperatura de componentes, componentessimulados ou matérias-primas deverão ficar em contato ou serem mergulhados na carga,durante o processamento térmico.
3.1.8.2 Os sensores de carga poderão ser utilizados como sensores de controle, de acordo com3.1.7.2. Se um sensor de carga for utilizado como sensor de controle, nenhum sensor decontrole, monitoração ou registro poderá exceder a temperatura máxima permitida datemperatura de processamento.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 8/46
- 8 -
AMS 2750D SAE AMS 2750D
3.1,8.3 É proibida a recalibragem dos termopares de carga metálicos. A freqüência da recalibragem dostermopares de metais nobres deverá ser semestral, após a primeira utilização.
3.1.8.4 Os termopares metálicos consumíveis poderão ser utilizados até 30 vezes, quando forem utilizados aou abaixo de 1200ºF (650ºC), desde que sejam atendidos os requisitos da seção 3.1.1.9, e deverãoficar limitados a uma única utilização acima de 1200ºF (650ºC). Os termopares de carga metálicos nãoconsumíveis poderão ser utilizados c 3.1.8.5.
3.1.8.5 A vida útil dos termopares de carga metálicos não consumíveis deverá ser determinada pelatemperatura ou temperaturas operacionais. Deverão ser mantidos registros sobre a utilizaçãocumulativa dos termopares (ciclo de carga da fornalha). O número de utilizações ou o tempo máximode utilização, o que ocorrer primeiro, deverão ser os seguintes:
2300ºF (1260ºC) ou acima 1 utilização2200ºF (1205ºC) a 2299ºF (1260ºC) 10 utilizações1801ºF (980ºC) a 2199ºF (1205ºC) 30 dias ou 90 utilizações1200ºF (650ºC) a 1800ºF (980ºC) 90 dias ou 180 utilizações
Abaixo de 1200ºF (650ºC) 90 dias ou 270 utilizaçõesQuando os termopares forem utilizados em múltiplas faixas, deverão prevalecer a freqüência mais curtaou o menor número de utilizações. A substituição de um sensor de carga, como maior freqüência queaquela exigida pelo TES, atende aos requisitos do TES quanto aos sensores de carga.
Exemplo 1:• Um sensor utilizado 9 vezes a 2250ºF (1230ºC) só poderá ser usado mais uma vez na faixa de
2200-2299ºF (1200-1260ºC) ou qualquer outra faixa operacional mais baixa.• O sensor não deverá ser mais utilizado a 2300ºF (1260ºC) ou mais.
Exemplo 2: • Um sensor foi utilizado 50 vezes entre 1400-1600 DF (760-870º) e, em seguida, foi utilizado a
1820ºF (990ºC).• O sensor já excedeu o limite de utilização na faixa acima de 2199ºF (1200ºC).• O limite de utilização será então de 90 vezes, já que o sensor foi utilizado numa faixa de
temperatura mais elevada.
Exemplo 3:• Um sensor foi utilizado 50 vezes entre 1400-1600 DF (760-870º) e, em seguida, foi utilizado a
1015ºF (546ºC).• O sensor já excedeu o limite de utilização na faixa acima de 2199ºF (1200ºC).• O limite de utilização será então de 180 vezes, já que o sensor foi utilizado na faixa de
temperatura de 1200-1800ºF (648-982ºC).
3.2 Instrumentação (consulte as Tabelas 3, 4, e 5):
A saída dos sensores deverá ser convertida em indicações da temperatura, pelos instrumentosespecificados neste documento ou instrumentos de exatidão idêntica ou superior. Os instrumentos deverãoser calibrados de acordo com as normas do NIST ou de uma entidade normativa nacional equivalente, oude acordo com padrões cuja calibragem seja rastreável até o NIST ou outras entidades normativasnacionais reconhecidas, de acordo com a Tabela 3.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 9/46
- 9 -
AMS 2750D SAE AMS 2750D
3.2.1 Os usuários deverão analisar todos os requisitos referentes a instrumento da AMS 2750D, jáque nem todos os instrumentos aprovados segundo a AMS 2750C atenderão aos requisitosdesta norma revisada.
3.2.2 Os requisitos a seguir (3.2.2.1 e 3.2.2.2) referem-se aos instrumentos de controle, monitoraçãoou registro adquiridos um ano após a data de publicação da AMS 2750D. Os instrumentos decontrole monitoração ou registro adquiridos a menos de um ano após a data de publicação daAMS 2750D possivelmente atendam aos requisitos da AMS 2750C.
3.2.2.1 A capacidade de resolução da temperatura, dos registradores gráficos utilizados comfornalhas, deverá atender aos requisitos da Tabela 4.
3.2.2.2 A Impressão do Relatório e a Velocidade do Gráfico de Registro do Processo deverão serconforme a Tabela 5.
3.2.3 Os instrumentos de teste deverão ser digitais e ter uma legibilidade mínima de 1ºF ou 1ºC.
3.2.4 Instrumentos de Controle, Monitoração ou Registro:
3.2.4.1 Pelo menos um dos instrumentos de registro e/ou controle de cada zona deverá ter umalegibilidade mínima de 1ºF ou 1ºC.
3.2.4.2 A instalação dos instrumentos de controle, monitoração ou registro deverá atender àsrecomendações dos fabricantes.
3.2.4.3 Compensações: Se forem utilizadas compensações, deverá haver um procedimentodocumentado pormenorizando quando e como executar as compensações manuais eeletrônicas. O procedimento deverá pormenorizar como calcular e inverter quaisquercompensações propositais. Antes da reprodução de quaisquer compensações propositais,deverá ser compensado qualquer erro de calibragem constatado nos instrumentos. Nãodeverão ser realizados ajustes (compensações) superiores àqueles indicados nas Tables 6 ou7.
3.2.4.3.1 Caso sejam realizados ajustes ou compensações posteriores e internas dos instrumentos,visando cumprir os requisitos de VUT, esses ajustes ou compensações internas deverão seraplicados durante os TES’s subseqüentes, conforme 3.4.4.3.1. Além disso, se foremposteriormente realizados ajustes ou compensações internas visando cumprir os requisitosdo TES, o efeito sobre a faixa ou a distribuição da VUT deverá ser considerado, já que afaixa se deslocará para cima ou para baixo, reagindo aos ajustes ou compensações internas.
3.2.4.4 Os instrumentos de controle, monitoração e registro deverão receber um sinal inalterado dossensores, exceto no caso das conversões analógico para digital e digital para analógico ou darepresentação equivalente a um valor diretamente medido, digitalmente processado econferido em relação ao desvio.
3.2.5 Calibragem dos Instrumentos:
3.2.5.1 Deverá ser realizada a calibragem do(s) instrumento(s) indicado(s) na coluna Tipo deInstrumento da Tabela 3. independentemente do procedimento de calibragem usado, acalibragem deverá atender aos requisitos da Tabela 3.
3.2.5.2 As exigências referentes à exatidão e à freqüência da calibragem deverão atender aos
requisitos da Tabela 3.

5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 10/46
- 10 -
AMS 2750D SAE AMS 2750D
3.2.5.3 A calibragem deverá ser realizada de acordo com as instruções dos fabricantes.
3.2.5.3.1 A calibragem dos instrumentos de controle, monitoração ou registro deverá ser realizada de
acordo com as instruções dos fabricantes ou, caso não sejam utilizadas as instruções dosfabricantes, deverão ser usados no mínimo três sinais simulados dos sensores, nos pontosmínimo, intermediário e máximo da Faixa Qualificada da Temperatura Operacional dafornalha.
3.2.5.3.2 A calibragem do(s) instrumento(s) de controle, monitoração ou registro da fornalha poderáser realizada com uma carga em processamento (no caso de uma faixa de temperaturaisolada), se a temperatura da fornalha se mantiver dentro das tolerâncias de processamentoe o registro da temperatura da fornalha for adequadamente anotado para indicar que houveuma calibragem, incluindo a hora e a data.
3.2.5.3.3 Deverá ser realizada a calibragem de cada canal sendo utilizado, que possa ser alterado ou
ajustado, ou de cada grupo de canais que possa ser alterado ou ajustado.
3.2.5.4 A velocidade ou as velocidades do registrador gráfico (circular ou de fita contínua) deverãoser verificadas anualmente e ter uma exatidão de ± 3 minutos por hora.
3.2.5.5 A sensibilidade deverá ser verificada durante a calibragem. Consulte a Nota de Rodapé 4 daTabela 3.
3.2.6 Registros da Instrumentação:
3.2.6.1 A calibragem bem-sucedida mais recente deverá ser indicada em uma etiqueta adesivafixada no instrumento. As etiquetas adesivas deverão incluir no mínimo:
• A data em que a calibragem foi realizada• O prazo de validade e a data da próxima calibragem• O nome do técnico que realizou a calibragem• Qualquer limitação ou restrição referente à calibragem deverá ser mencionada na
etiqueta.
3.2.6.2 Os resultados da calibragem deverão ser documentados. O documento deverá incluir nomínimo:
• O numero do instrumento ou da fornalha• A marca e o modelo do instrumento calibrado• Os padrões usados durante a calibragem• O método de calibragem (instruções do fabricante, três pontos)•
A exatidão exigida• Os valores iniciais e finais de cada ponto de calibragem• A compensação inicial e final (conforme seja exigido)• Qualquer compensação final proposital• A sensibilidade (conforme a Observação 4 da Tabela 3)• Uma declaração de aceitação ou rejeição• Deverão ser mencionados quaisquer limites ou restrições referentes à calibragem• A data em que a calibragem foi realizada• O prazo de validade e a data da próxima calibragem• O nome do técnico que realizou a calibragem• O nome da empresa que realizou a calibragem (caso a mesma não tenha sido realizada
internamente)
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 11/46
- 11 -
AMS 2750D SAE AMS 2750D
3.2.6.2 (Continuação) • A assinatura do responsável pela empresa que realizou a calibragem (caso a mesma não
tenha sido realizada internamente)•
A aprovação da Organização Responsável pela Qualidade.3.2.7 Registros Eletrônicos:
3.2.7.1 Um "registro eletrônico" consiste em qualquer combinação de texto, gráficos, dados, einformações de áudio ou imagem, ou outras informações em formato digital, que seja gerada,modificada, mantida, arquivada, recuperada ou distribuída por um sistema informatizado.Quando se utilizar um sistema (de controle, registro, monitoração ou captação de dados dafornalha) que gere registros eletrônicos, os sistemas adquiridos um ano após a data depublicação desta norma revisada deverão atender aos seguintes requisitos :
3.2.7.1.1 O sistema deverá gerar registros eletrônicos permanentes apenas de leitura, que não
possam ser alterados sem que haja detecção.3.2.7.1.2 O software e os utilitários de reprodução deverão prever meios de se examinar e/ou tabular
os dados registrados, não permitindo no entanto nenhuma forma de alterar os dadosoriginais.
3.2.7.1.3 O sistema deverá ser capaz de gerar cópias completas e exatas dos registros,tanto em linguagem legível quanto na forma eletrônica, adequados à inspeção, revisão ecopiagem.
3.2.7.1.4 O sistema deverá apoiar a proteção, a retenção e a recuperação de registros exatos,durante todo o período de retenção. O hardware e/ou o software deverão funcionar durante
todo o período de retenção, conforme especificado em 3.7.
3.2.7.1.5 O sistema deverá proporcionar métodos (por exemplo, senhas) que limitem o acesso aosistema apenas às pessoas cuja autorização esteja documentada.
3.3 Equipamentos de Processamento Térmico:
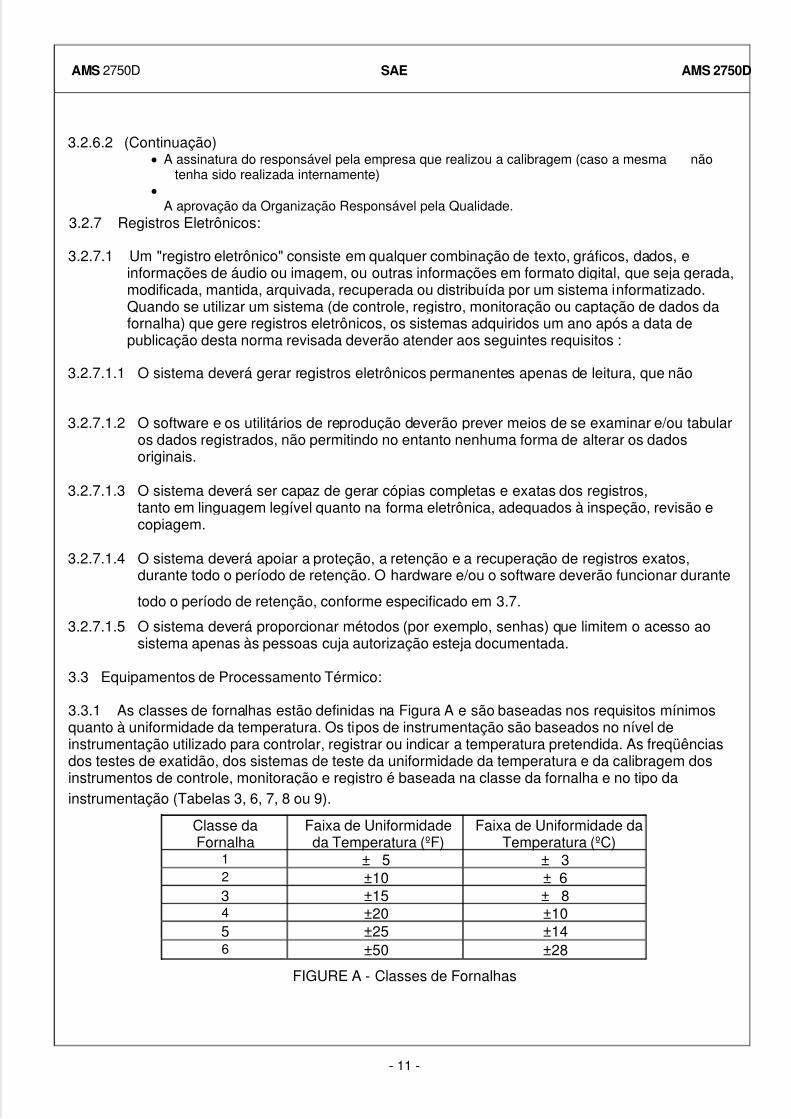
3.3.1 As classes de fornalhas estão definidas na Figura A e são baseadas nos requisitos mínimosquanto à uniformidade da temperatura. Os tipos de instrumentação são baseados no nível deinstrumentação utilizado para controlar, registrar ou indicar a temperatura pretendida. As freqüênciasdos testes de exatidão, dos sistemas de teste da uniformidade da temperatura e da calibragem dosinstrumentos de controle, monitoração e registro é baseada na classe da fornalha e no tipo dainstrumentação (Tabelas 3, 6, 7, 8 ou 9).
Classe daFornalha
Faixa de Uniformidadeda Temperatura (ºF)
Faixa de Uniformidade daTemperatura (ºC)
1 ± 5 ± 3 2 ±10 ± 6 3 ±15 ± 8 4 ±20 ±10 5 ±25 ±14 6 ±50 ±28
FIGURE A - Classes de Fornalhas
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 12/46
- 12 -
AMS 2750D SAE AMS 2750D
3.3.1.1 Instrumentação Tipo A:
3.3.1.1.1 Cada zona de controle deverá ter pelo menos um sensor de controle conectado a uminstrumento de controle que indique e controle a temperatura.
3.3.1.1.2 A temperatura indicada pelo sensor de controle, em cada zona de controle, deverá serregistrada por um instrumento de registro.
3.3.1.1.3 Deverão ser instalados pelo menos dois sensores de registro adicionais, em cada zona decontrole, visando indicar exatamente as temperaturas mais baixas e mais elevadas, combase nos resultados da verificação mais recente da uniformidade da temperatura. Sabe-seque determinados desenhos/configurações de cargade fornalhas podem impedir a instalação desses sensores nos exatos pontos mais frios emais quentes, mas esses sensores deverão ser localizados tão perto desses pontos quantoseja viável.
3.3.1.1.3.1 Esses pontos de medição e registro poderão mudar ao longo do tempo. Consulte 3.5.18quanto aos requisitos referentes à relocalização.
3.3.1.1.4 Deverá ser instalado pelo menos um sensor de registro da carga em cada zona decontrole.
3.3.1.1.5 Todas as zonas de controle deverão ter proteção contra a temperatura excessiva. O sensorcorrespondente ao ponto mais quente, conforme 3.3.1.1.3, também poderá ser utilizadocomo sensor de proteção contra a temperatura excessiva.
3.3.1.2 Instrumentação Tipo B:
3.3.1.2.1 Cada zona de controle deverá ter pelo menos um sensor de controle conectado a uminstrumento de controle que indique e controle a temperatura.
3.3.1.2.2 A temperatura indicada pelo sensor de controle, em cada zona de controle, deverá serregistrada por um instrumento de registro.
3.3.1.2.3 Deverá ser instalado pelo menos um sensor de registro da carga em cada zona decontrole.
3.3.1.2.4 Todas as zonas de controle deverão ter proteção contra a temperatura excessiva,3.3.1.3 Instrumentação Tipo C:
3.3.1.3.1 Cada zona de controle deverá ter pelo menos um sensor de controle conectado a uminstrumento de controle que indique e controle a temperatura,
3.3.1.3.2 A temperatura indicada pelo sensor de controle, em cada zona de controle, deverá serregistrada por um instrumento de registro.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 13/46
- 13 -
AMS 2750D SAE AMS 2750D
3.3.1.3.3 Deverão ser instalados pelo menos dois sensores de registro adicionais, em cada zona decontrole, visando indicar exatamente as temperaturas mais baixas e mais elevadas, combase nos resultados da verificação mais recente da uniformidade da temperatura. Sabe-se
que determinados desenhos/configurações de cargade fornalhas podem impedir a instalação desses sensores nos pontos mais frios e maisquentes exatos, mas esses sensores deverão ser localizados tão perto desses pontosquanto seja viável.
3.3.1.3.3.1 Esses pontos de medição e registro poderão mudar ao longo do tempo. Consulte 3.5.18quanto aos requisitos referentes à relocalização.
3.3.1.3.4 Todas as zonas de controle deverão ter proteção contra a temperatura excessiva. O sensorcorrespondente ao ponto mais quente, conforme 3.3.1.3.3, também poderá ser utilizadocomo sensor de proteção contra a temperatura excessiva.
3.3.1.4 Instrumentação Tipo D:
3.3.1.4.1 Cada zona de controle deverá ter pelo menos um sensor de controle conectado a uminstrumento de controle que indique e controle a temperatura.
3.3.1.4.2 A temperatura indicada pelo sensor de controle, em cada zona de controle, deverá serregistrada por um instrumento de registro.
3.3.14.3 Todas as zonas de controle deverão ter proteção contra a temperatura excessiva.
3.3.1.5 Instrumentação Tipo E:
3.3.1.5.1 Cada zona de controle deverá ter pelo menos um sensor de controle conectado a uminstrumento de controle que indique e controle a temperatura,
3.3.1.6 Instrumentação - Equipamentos de Refrigeração e Sistemas de Têmpera por Imersão:
3.3.1.6.1 Os equipamentos de refrigeração deverão ter um controlador da temperatura. Estaexigência não é aplicável aos recipientes de nitrogênio líquido, gelo seco e refrigerados porlíquido/gelo seco. Todos os equipamentos de refrigeração deverão ser equipados com umregistrador da temperatura, se forem utilizados em algum processo que exija a manutençãode intervalos de tempo/temperatura. O requisitos acimanão se aplicam ao transporte de materiais a temperaturas inferiores à temperatura ambiente.
3.3.1.6.2 Os sistemas de têmpera por imersão utilizados em tratamentos térmicos que incluamrequisitos referentes à temperatura de imersão (mínima, máxima ou ambas) deverão serequipados com um instrumento de registro.As instalações já existentes na data de publicação desta norma revisada não exigeminstrumentos de registro.
3.4 Testes da Exatidão do Sistema (TES’s):
3.4.1 Deverão ser realizados TES’s dos sistemas de controle e registro da temperatura, em cada zonade controle de cada componente dos equipamentos de processamento térmico que sãoutilizados em tratamentos térmicos. Os TES’s também deverão ser realizados com os sistemas
adicionais que qualificam a instrumentação dos Tipos A, B ou C. Consulte 3.3.1.1, 3.3.1.2, e3.3.1.3.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 14/46
- 14 -
AMS 2750D SAE AMS 2750D
3.4.11 Os TES’s deverão ser realizados utilizando-se um instrumento de teste que atenda aosrequisitos da Tabela 3 e um sensor de teste que atenda aos requisitos da Tabela 1.
3.4.1.2 Não se exige o TES dos sensores cuja única função é controlar a temperatura excessiva, dossensores de carga limitados a uma única utilização (um ciclo de carga da fornalha), dossensores que não são utilizados em testes de aprovação dos tratamentos térmicos ou dossensores de carga cuja freqüência de substituição seja inferior à freqüência de TES. Consulte3.1.8.4 e 3.1.8.5.
3.4.1.3 Deverá ser realizado um novo TES, após qualquer manutenção capaz de afetar a Exatidão doTES. Os exemplos incluem a substituição do termopar e a recalibragem do instrumentoquando for realizada alguma regulagem. A Garantia da Qualidade deverá ser consultadaquanto às orientações sobre uma determinada operação de manutenção exigir um novo TES.
3.4.2 Os TES’s deverão ser realizados no momento da instalação e periodicamente daí em diante, de
acordo com os requisitos das Tabelas 6 ou 7. A freqüência dos TES’s deverá ser baseada naclasse do equipamento e no tipo da instrumentação. Caso exista um programa de manutençãopreventiva (consulte 8.2.35), a freqüência poderá ser proporcionalmente reduzida (por exemplo,de semanal para quinzenal, de quinzenal para mensal etc.), se essa redução for permitidaconforme as Tabelas 6 ou 7, caso existam as seguintes condições:
3.4.2.1 Os dois sensores em cada zona de controle sejam do Tipo N, R, ou S.
3.4.2.2 As leituras semanais demonstrarem que a relação entre o sensor de controle e um sensor demonitoração adicional, em cada zona de controle, não varia mais de 2ºF (1ºC) da relaçãomantida entre ambos por ocasião da última Vistoria da Uniformidade da Temperatura.
3.4.3 Renúncia ao TES: A exigência do Teste da Exatidão do Sistema não se aplica aos itens aseguir (3.4.3.1 até 3.4.3.6) :
3.4.3.1 Adicionalmente à instrumentação exigida dos tipos A até D, deverá haver pelo menos doissensores de carga e registro em cada zona de controle, um de monitoração e o outro decontrole. No caso dos instrumentos dos Tipos A e B, deverá haver um sensor de cargaadicional. O ajuste manual do ponto de regulagem do controlador, baseado nas leituras dosensor de carga, permite um controle aceitável. Neste contexto, o sensor de carga controladornão precisará estar fisicamente conectado ao controlador da fornalha.
3.4.3.2 Os sensores de carga usados no controle deverão atender aos requisitos de 3.1.7.2 e os
sensores de monitoração da carga deverão atender aos requisitos de 3.1.8.3.4.3.3 Todos os termopares de carga de metais nobres utilizados deverão ser não consumíveis e
substituídos ou recalibrados trimestralmente.
3.4.3.4 Todos os termopares metálicos de controle e registro utilizados deverão ser substituídosanualmente.
3.4.3.5 Todos os termopares de controle e registro de metais nobres usados deverão ser substituídosa cada dois anos.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 15/46
- 15 -
AMS 2750D SAE AMS 2750D
3.4.3.6 Os sensores de carga deverão ser recalibrados ou substituídos a qualquer momento que asobservações, realizadas e registradas pelo menos semanalmente, revelarem alguma diferençainexplicável entre as respectivas indicações e as indicações de outros sensores de controle,
monitoração e registro. As leituras semanais deverão além disso demonstrar que a relaçãoentre o sensor de controle e um sensor de monitoração adicional em cada zona de controlecontinua dentro de 2ºF (1ºC) da relação que mantinham no momento da última Vistoria daUniformidade da Temperatura.
3,4,4 Procedimento do Teste da Exatidão do Sistema
3.4.4.1 A indicação e/ou o registro incorreto da temperatura, do sensor sendo testado a umadeterminada temperatura operacional, deverá ser comparado com a indicação corrigida datemperatura do sensor de teste de um instrumento de teste.
3.4.4.2 A ponta (junção medidora) do sensor de TES deverá ficar tão perto quanto seja viável da
ponta (junção medidora) do sensor de controle, monitoração ou registro, mas a distância entreas pontas não deverão exceder 7.62 centímetros (76 mm). Os TES’s subseqüentes deverãoutilizar um termopar ou termopares de TES instalados nos mesmoslocais/posições/profundidades que o teste inicial. O sensor de TES poderá ser inseridotemporariamente ou ser um sensor de teste residente, dentro dos limites impostos em3.4.4.2.1.
3.4.4.2.1 Poderão ser utilizados termopares de TES residentes, sujeitos às seguintes limitações:
3.4.4.2.1.1 Os termopares de TES residentes deverão ser exclusivamente dos Tipos N, R ou S, atemperaturas superiores a 500ºF (260ºC), e deverá não ser consumível, se ficaremexpostos a temperaturas acima de 1000ºF (538ºC).
3.4.4.2.1.2 O sensor de TES residente deverá ser de um tipo diferente daquele do sensor sendotestado. Além disso, não deverá ser utilizado um sensor residente do Tipo R, para verificarum sensor do Tipo S, e não deverá ser utilizado um sensor residente do Tipo S, paraverificar um sensor do Tipo R.
3.4.4.2.1.3 Os sensores de TES residentes estão sujeitos aos requisitos de substituição erecalibragem de 3.1.6.
3.4.4.3 A diferença entre a indicação não corrigida do sistema de sensor sendo testado (sensor,cabo e instrumento) e a indicação corrigida (depois que forem aplicados os fatores de
correção do sensor de teste e do instrumento de teste) do sistema de teste do sensor deveráser registrada como a diferença na exatidão do sistema. Os fatores de correção deverão seraplicados algebricamente.
3.4.4.3.1 Poderão ser algebricamente aplicados determinados fatores de correção do sistema desensor sendo testado, quando for calculada a diferença na exatidão do sistema, desde queesses fatores de correção sejam consistentemente aplicados durante o tratamento térmico,de acordo com procedimentos documentados.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 16/46
- 16 -
AMS 2750D SAE AMS 2750D
Os exemplos de fatores de correção que podem ser incorporados incluem: • O fator de correção registrado no relatório da calibragem inicial ou no relatório de recalibragem
(independentemente da recalibragem ter sido realizada em um laboratório ou in situ ). Só
poderá ser aplicado o fator de correção mais recente.• O fator de correção do instrumento de controle ou registro, conforme registrado no relatório de
calibragem mais recente.• O ajuste interno proposital do instrumento de controle ou registro, exclusivamente para corrigir
um viés da distribuição da temperatura.• Uma compensação anterior documentada e especificada do instrumento de controle, para corrigir
uma Diferença do TES, se essa compensação houver consistido em uma compensaçãomanual intencional do ponto de regulagem de controle (por exemplo, se o ponto de regulagempretendido for 1000ºF, estabelecer o ponto de regulagem do instrumento de controle em1003ºF).
Os fatores de correção que não podem ser incorporados incluem: • Ajustes internos anteriormente realizados ou compensações do instrumento de controle ouregistro, visando corrigir uma diferença do TES. Estes ajustes internos ou compensações já se
refletem na temperatura indicada ou registrada e não deverão ser aplicados duas vezes.• Compensações manualmente aplicadas ao instrumento de controle, que tenham sido
especificadas para o tratamento térmico de produção, exclusivamente para corrigir um viés dadistribuição da temperatura. Estas compensações manuais não exercem nenhum efeito sobre aexecução de um TES ou o cálculo de uma diferença do TES.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 17/46
- 17 -
AMS 2750D SAE AMS 2750D
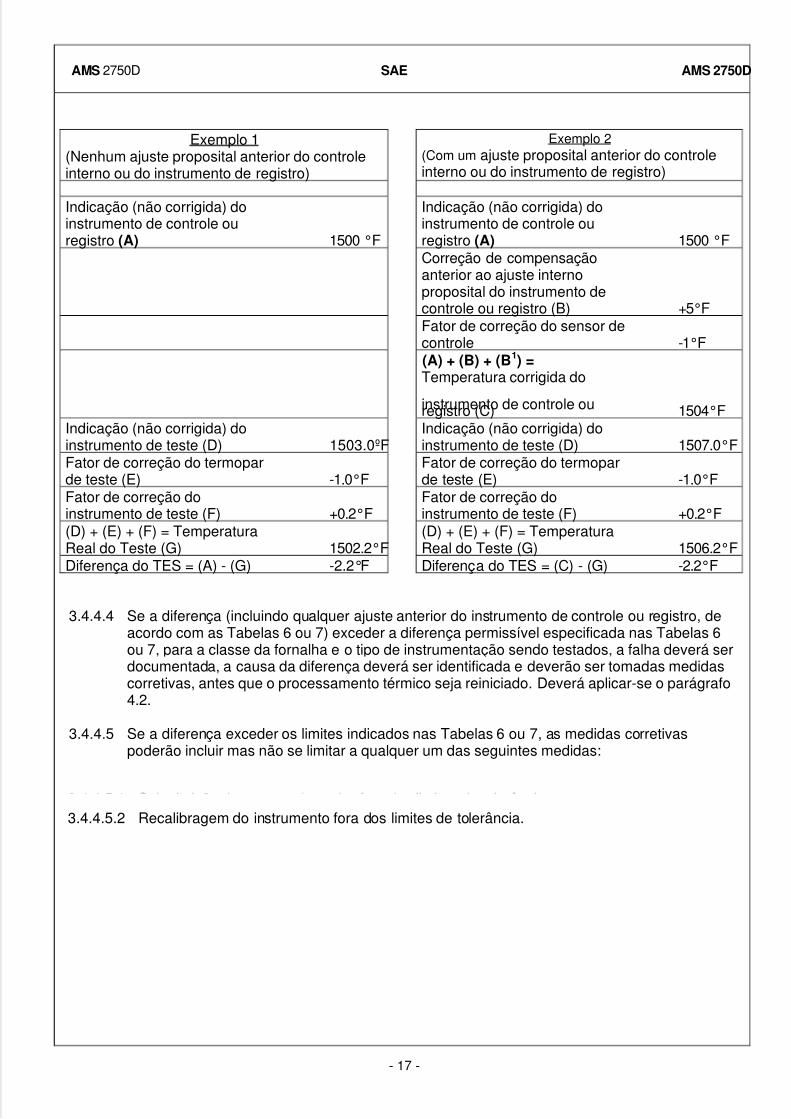
Exemplo 1(Nenhum ajuste proposital anterior do controleinterno ou do instrumento de registro)
Exemplo 2(Com um ajuste proposital anterior do controleinterno ou do instrumento de registro)
Indicação (não corrigida) doinstrumento de controle ouregistro (A) 1500 °F
Indicação (não corrigida) doinstrumento de controle ouregistro (A) 1500 °FCorreção de compensaçãoanterior ao ajuste internoproposital do instrumento decontrole ou registro (B) +5°FFator de correção do sensor decontrole -1°F(A) + (B) + (B1) = Temperatura corrigida do
instrumento de controle ouregistro (C) 1504°FIndicação (não corrigida) doinstrumento de teste (D) 1503.0ºF
Indicação (não corrigida) doinstrumento de teste (D) 1507.0°F
Fator de correção do termoparde teste (E) -1.0°F
Fator de correção do termoparde teste (E) -1.0°F
Fator de correção doinstrumento de teste (F) +0.2°F
Fator de correção doinstrumento de teste (F) +0.2°F
(D) + (E) + (F) = TemperaturaReal do Teste (G) 1502.2°F
(D) + (E) + (F) = TemperaturaReal do Teste (G) 1506.2°F
Diferença do TES = (A) - (G) -2.2°F Diferença do TES = (C) - (G) -2.2°F
3.4.4.4 Se a diferença (incluindo qualquer ajuste anterior do instrumento de controle ou registro, deacordo com as Tabelas 6 ou 7) exceder a diferença permissível especificada nas Tabelas 6ou 7, para a classe da fornalha e o tipo de instrumentação sendo testados, a falha deverá serdocumentada, a causa da diferença deverá ser identificada e deverão ser tomadas medidascorretivas, antes que o processamento térmico seja reiniciado. Deverá aplicar-se o parágrafo4.2.
3.4.4.5 Se a diferença exceder os limites indicados nas Tabelas 6 ou 7, as medidas corretivaspoderão incluir mas não se limitar a qualquer um das seguintes medidas:
3.4.4.5.1 Substituição do sensor e/ou cabo fora dos limites de tolerância.3.4.4.5.2 Recalibragem do instrumento fora dos limites de tolerância.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 18/46
- 18 -
AMS 2750D SAE AMS 2750D
3.4,4.5.3 Se a causa for total ou parcialmente resultante do deslocamento do sensor sendo testado,para fora da posição documentada, o sensor deverá ser reinstalado na posiçãodocumentada e o teste de TES deverá ser repetido.
3.4.4.6 Será permitido o ajuste da calibragem do instrumento de controle ou registro, dentro doslimites de ajuste máximo das Tabelas 6 ou 7. Deverá ser avaliado o efeito desse ajuste, sobretoda a faixa de temperatura operacional. Deverá aplicar-se o parágrafo 4.2.
3.4.4.7 Uma vez tomada a medida corretiva e antes que o processamento térmico seja reiniciado, oTES deverá ser repetido de acordo com 3.4.4.
3.4.4.8 Como alternativa ao procedimento de TES de 3.4.4.1 to 3.4.4.3, o mesmo objetivo poderá seratingido (1) pela substituição mais freqüente do sensor sendo testado, mais freqüentementeque a freqüência exigida pelos TES’s, complementada pela verificação do equilíbrio dosistema (combinação de cabo e instrumento), ou (2) pelo teste em separado do sensor e do
equilíbrio do sistema (combinação de cabo e instrumento), conjugando-se os resultados.Qualquer que seja o método, o resultado combinado deverá ficar dentro das tolerânciasespecificadas nas Tabelas 6 ou 7.
3.4.5 Instrumentação do Teste da Exatidão do Sistema:
3.4.5.1 Deverão ser realizados testes da exatidão do sistema, utilizando-se um instrumento de testeque atenda aos requisitos da Tabela 3 e um sensor de teste que atenda aos requisitos daTabela 1.
3.4.6 Registros:
3.4.6.1 O relatório de teste da exatidão do sistema deverá incluir: • A identificação do sensor sendo testado• Identificação do sensor de teste• A identificação do instrumento de teste• A data e a hora do teste• As indicações do instrumento de controle ou registro• As indicações do instrumento de teste• Os fatores de correção do sensor de teste e do instrumento de teste• A indicação corrigida do instrumento de teste• A diferença calculada na exatidão do sistema• A indicação da aprovação ou não do teste• A identificação do técnico que realizou o teste• A empresa que realizou o TES (caso o mesmo não tenha sido realizado internamente)• A assinatura do responsável pela empresa que realizou a calibragem (caso a mesma não tenha
sido realizada internamente)• A aprovação da Organização Responsável pela Qualidade.
3.5 Testes da Uniformidade da Temperatura (TUT) da Fornalha:
3.5.1 Deverá ser realizada uma VUT inicial, para se medir a uniformidade da temperatura ecaracterizar a zona operacional aceitável e a(s) faixa(s) de temperatura operacional qualificada.Subseqüentemente, deverão ser realizadas VUT’s periódicas de acordo com a freqüênciaindicada nas Tabelas 8 ou 9.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 19/46
- 19 -
AMS 2750D SAE AMS 2750D
3.5.2 Múltiplas Faixas de Temperatura Operacional Qualificadas: Uma fornalha pode ter múltiplasfaixas de temperatura operacional qualificadas. Uma fornalha pode, por exemplo, ser qualificadapara operar com uma variação de ± 10ºF, entre 600ºF e 1000ºF (± 6ºC, entre 315ºC e 540ºC) e
uma variação de ± 25ºF, entre 1000ºF e 1800ºF (± 14ºC, entre 540ºC e 980ºC). Esta fornalhainclui duas faixas separadas e qualificadas de temperatura operacional. Uma fornalha cujatemperatura só varia em ±10ºF, a 1000ºF, qualifica-se automaticamente a só variar ± 25ºF a1000ºF e, conseqüentemente, não será necessário um segundo teste a esta temperatura.
3.5.3 Modificações da Fornalha: Deverá igualmente ser realizada uma VUT inicial, após qualquermodificação ou ajuste que possa ter alterado as características de uniformidade da temperaturada fornalha.Os exemplos onde será exigida uma VUT inicial incluem mas não se limitam aos seguintescasos:
• Elevação da temperatura operacional máxima qualificada ou redução da temperatura operacionalmínima qualificada
• Alteração do tamanho, número, tipo ou localização dos queimadores• Alteração do número, tipo ou localização dos elementos de aquecimento• Mudanças no padrão/velocidade do fluxo de ar (posição dos defletores, velocidade ou
quantidade das ventoinhas etc.)• Alteração da espessura do material refratário• Novo material refratário, com propriedades térmicas diferentes• Mudança do desenho ou dos materiais da zona quente de uma fornalha a vácuo• Alteração da localização do sensor de controle• Alteração da pressão de combustão, relativamente à regulagem anterior• Alteração da pressão interna da fornalha (sistema de defletores), relativamente àquela anterior• Modificação do esquema de controle da temperatura (proporcional versus alto-baixo/desativado-
ativado)
• Correção das constantes de ajuste• Aumento do volume da zona operacional, abrangendo uma área não testada anteriormente• Alteração da localização da zona operacional, abrangendo uma área não testada anteriormente
Todas as modificações da fornalha deverão ser documentadas; a organização responsável pelagarantia da qualidade deverá verificar se será necessária uma VUT inicial, baseando-se nasmodificações realizadas e na configuração da fornalha em questão.
3.5.4 Reparos da Fornalha: Os pequenos reparos e a substituição de componentes danificados oudefeituosos, bem como a manutenção programada preventiva que devolva a fornalha àscondições originais, que previsivelmente não irão alterar as características de temperatura dafornalha, não exigirão a repetição da VUT. Os exemplos incluem mas não se limitam aosseguintes casos:
• Substituição de um queimador/ladrilho por outro queimador/ladrilho idêntico• Reparação do material refratário, utilizando-se um material com as mesmas propriedades térmicas• Substituição de um sensor de controle ou monitoração, na mesma localização anteriormente
documentada• Substituição de componentes do sistema de aquecimento ( por exemplo, reguladores, válvulas ou
dispositivo de medição do gás etc.)• Recomposição da pressão de combustão original e das constantes de ajuste• Substituição do controlador por outro idêntico, com as mesmas constantes de ajuste• Falha do teste de exatidão do sistema• Correção de problemas de controle da pressão da fornalha• Reparo das juntas de vedação da porta da fornalha
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 20/46
- 20 -
AMS 2750D SAE AMS 2750D
3.5.4 (Continuação)
Todos os reparos da fornalha deverão ser documentados; a organização responsável pela garantia daqualidade deverá verificar se será necessária uma VUT inicial, baseando-se nos reparos realizados e na
configuração da fornalha em questão.
3.5.5 As temperaturas reveladas pela vistoria inicial deverão ser as temperaturas máxima e mínima da(s)faixa(s) de temperatura operacional qualificada(s). Deverão ser acrescentadas temperaturas conformeseja necessário para garantir que não existam duas temperaturas de vistoria adjacentes separadas pormais de 600ºF (335ºC). Por exemplo: se uma fornalha for usada entre 800ºF e 1800ºF (425ºC e 980ºC),ela poderá ser vistoriada a 800ºF (425ºC), 1800ºF (980ºC) e a uma temperatura intermediária que atendaao requisito de teste na faixa de 600ºF (335ºC). A vistoria a qualquer temperatura entre 1200ºF (650ºC) e1400ºF (760ºC) atenderá ao requisito de teste na faixa de 600ºF (335ºC).
3.5.6 As temperaturas da vistoria periódica deverão ser quaisquer temperaturas dentro de cada faixaou faixas operacionais qualificadas. Deverão ser acrescentadas temperaturas conforme seja necessário,
para garantir que não existam duas temperaturas de vistoria adjacentes separadas por mais de 600ºF(335ºC). Adicionalmente e pelo menos uma vez a cada ano, deverão ser realizados testes periódicos àstemperaturas máxima e mínima de cada faixa de temperatura operacional qualificada. Por exemplo: seuma fornalha exigir uma uniformidade de ±10ºF (± 6ºC) entre 800ºF e 1025ºF (425ºC e 550ºC), umauniformidade de +15ºF (±8ºC) entre 1026ºF e 1400ºF (590ºC a 760ºC) e uma uniformidade de ±25ºF (±14ºC) entre 1401ºF e 1600ºF (795ºC to 870ºC), a fornalha terá que ser testada uma vez a cada ano, a800ºF (425ºC) e 1025ºF (550ºC) e atender o requisito de uniformidade de ±10ºF (±6ºC), 1400ºF (760ºC),±15ºF (± 8ºC), 1600ºF (870ºC) e ±25ºF (± 14ºC). Os outros testes realizados durante o ano teriam que serrealizados apenas a uma temperatura dentro de cada das três faixas de uniformidade.
3.5.7 A freqüência das vistorias deverá ser de acordo com as tabelas 8 ou 9.
3.5.7.1 As reduções da freqüência serão baseadas tanto no tipo do instrumento quanto no histórico do númeroexigido de vistorias bem-sucedidas. Adicionalmente, deverá ser mantido um programa documentado demanutenção preventiva.
3.5.8 Parâmetros da Fornalha Durante os TES’s: Durante cada vistoria e exceto conforme pormenorizado em3.5.9, 3.5.10, 3.5.11 e 3.5.12, todos os parâmetros deverão espelhar a operação normal do equipamentodurante a produção. (Por exemplo: Se as portas de uma fornalha continuam a ficar normalmente abertasdurante a produção, elas também deverão ficar abertas durante as VUT’s; se não forem utilizadasvelocidades lentas de aquecimento e estabilização da temperatura durante a produção, elas não deverãoser utilizadas durante as VUT’s; se for usado ar de combustão a mais durante a produção, ele tambémdeverá ser usado durante as VUT’s; se as ventoinhas funcionarem durante a produção, elas tambémdeverão funcionar durante as VUT’s etc.).
3.5.9 Temperatura da Fornalha no Momento de Inserção dos Sensores de VUT: Se a operação normal doequipamento durante a produção exigir que o material seja carregado na fornalha aquecida, seráaceitável inserir os sensores de VUT na fornalha, com a fornalha fria ou com a fornalha estabilizada natemperatura de vistoria ou a uma temperatura inferior. Se a operação normal do equipamento durante aprodução exigir que o material seja carregado na fornalha fria, será proibido preaquecer a fornalha pararealizar as VUT’s.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 21/46
- 21 -
AMS 2750D SAE AMS 2750D
3.5.10 Condições de Carga: As VUT’s poderão ser realizadas com uma carga de produção real,com uma carga de produção simulada, com um suporte ou com a fornalha vazia. Depois quefor estabelecido um método de vistoria da fornalha, durante uma VUT inicial, as vistorias
subseqüentes deverão ser realizadas utilizando-se o mesmo método. Se forem realizadasmudanças do método caracterizado, deverá ser realizada uma VUT inicial para validar ométodo revisado.
3.5.10.1 Se as VUT’s forem realizadas com a fornalha vazia ou com um suporte e os sensores de VUTforem acoplados ou inseridos em escoadouros de calor, a espessura dos escoadouros decalor não deverá exceder 0.5” (13 mm) e não deverá exceder a espessura do material maisfino que é processado nessa fornalha. O material dos escoadouros de calor deverá ser omaterial que apresentar maior condutividade térmica à temperatura ambiente, consistentecom o material predominantemente processado na fornalha.
3.5.10.2 Quando as VUT’s forem realizadas com uma carga e os sensores de VUT forem acoplados aprodutos ou componentes simulados, a carga deverá representar a espessura do materialnormalmente processado.
3.5.11 A atmosfera da fornalha durante as VUT’s deverá ser a atmosfera normal usada na produção.As fornalhas utilizadas em processos cuja atmosfera exigida possa contaminar os sensores deteste (por exemplo, carburização e nitridatação, endotérmica e exotérmica) ou com atmosferascapazes de acarretar riscos de segurança (por exemplo contendo hidrogênio ou amônia)poderão ser testadas com uma atmosfera de ar ou gás inerte.
3.5.12 O nível de vácuo na fornalha, durante as VUT’s, deverá ser o menor nível de vácuo utilizadodurante a produção, mas não precisará ser inferior a 1 mícron Hg (1 x 10~3 Torr, ou 1.3 x 10"3 milibares).
3.5.13 Fornalhas Intermitentes, Banhos Salinos, Banhos Líquidos sob Temperatura Controlada eFornalhas de Berço Fluidificadas:
3.5.13.1 Número de Sensores de VUT: O número de sensores de VUT deverá corresponder àTabela 11.
3.5.13.2 Localização dos Sensores de VUT:
3.5.13.2.1 Se o volume da zona operacional da fornalha for inferior a 3 pés3 (0,085 m3), deverão serinstalados quatro sensores de VUT nos quatro cantos e um no centro. Se o volume da zonaoperacional da fornalha tiver a forma cilíndrica, os quatro sensores de VUT deverão ser
localizados na periferia, separados a 90º, e um sensor ficará no centro. Em ambos os casos,todos os sensores de VUT deverão ser localizados de forma a representar fielmente a zonaoperacional qualificada.
3.5.13.2.2 Se o volume da zona operacional da fornalha for superior a 3 pés3 (0,085 m3), deverão serutilizados oito sensores de VUT localizados nos cantos e um sensor localizado no centro. Seo volume da zona operacional tiver a forma cilíndrica, deverão ser localizados três sensoresde VUT na periferia de cada extremidade, separados a 120º. Um dos sensores de VUTremanescentes deverá ficar localizado no centro; os outros dois deverão ser localizados demodo a representar o mais exatamente possível a zona operacional qualificada. Se ovolume da zona operacional da fornalha for superior a 225 pés3 (6,4 m3), os sensores deVUT adicionais exigidos pela Tabela 11 deverão ser uniformemente distribuídos, de forma arepresentar o mais exatamente possível a zona operacional qualificada. Quando o calorradiante proveniente da periferia da zona operacional for utilizado para aquecer o produto,os sensores adicionais deverão ser uniformemente distribuídos pela periferia da zonaoperacional.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 22/46
- 22 -
AMS 2750D SAE AMS 2750D
3.5.13.2.3 O volume testado da zona operacional deverá ser tal que nenhuma parte do materialtermicamente tratado fique fora dos limites da zona operacional definida.
3.5.13.3 Coleta dos Dados de VUT:
3.5.13.3.1 A coleta de dados deverá ser iniciada antes que o primeiro sensor de VUT da fornalha atinjao limite de tolerância inferior de cada temperatura de teste, de forma que qualquer sensor deVUT da fornalha que exceder o limite de tolerância superior da temperatura seja claramentedetectado. Se a fornalha for pré-estabilizada, a coleta de dados deverá ser iniciada assimque a carga de teste ou o suporte seja colocado na fornalha.
3.5.13.3.2 Uma vez iniciada a coleta de dados, deverão ser registrados os dados de temperaturaprovenientes de todos os sensores de VUT, na freqüência de pelo menos um conjunto detodas as indicações a cada dois minutos, enquanto durar a vistoria. Os dados provenientesdos sensores da fornalha, exigidos conforme o tipo de instrumentação aplicável (consulte
3.3), deverão ser registrados como se segue (não será necessário registrar os dados dossensores cuja única função é a proteção contra a temperatura excessiva):
a) Se a freqüência do registro dos dados de temperatura durante a produção normal foruma vez a cada dois minutos ou menos, ou contínua no caso dos registradoresanalógicos, os dados manualmente registrados deverão ser anotados a intervalos dedois minutos.
b) Se a freqüência do registro dos dados de temperatura durante a produção normal formaior que uma vez a cada dois minutos, os dados deverão ser registrados com afreqüência da produção normal; independentemente porém dos dados serem registradosmanual ou automaticamente, os intervalos entre os registros dos dados provenientesdos sensores da fornalha não deverão, em hipótese alguma, ultrapassar seis minutos,
3.5.13.3.3 Os dados dos sensores de controle ou registro não deverão exceder em momento algum olimite superior da uniformidade da temperatura. A fornalha deverá ser mantida natemperatura de teste, até que todos os sensores de teste tenham se estabilizado. Após aestabilização, a coleta de dados deverá prosseguir durante pelo menos mais 30 minutos.Todos os termopares de vistoria deverão estar na faixa de temperatura pretendida e nãopoderão variar de forma a provocar um desvio para mais ou para menos da temperaturamáxima ou mínima.
a) Fornalhas sem carga: Se as indicações da temperatura de algum sensor de VUTapresentarem uma tendência para cima ou para baixo (máximos ou mínimoscontinuamente acentuados), a duração do teste deverá ser ampliada o quanto fornecessário, até que a tendência não seja mais evidente.
b) Fornalhas carregadas: Se for usada uma carga de ensaio durante as VUT’s, atemperatura de alguns termopares de vistoria poderá continuar subindo e se aproximarlentamente da temperatura estabelecida. Essa elevação da temperatura dos termoparesde vistoria, aproximando-se da temperatura estabelecida, atende aos requisitosreferentes à estabilização.
3.5.13.3.4 Quando for usada uma retorta, a temperatura da fornalha na qual a retorta for inseridadeverá ser controlada de forma que a temperatura especificada do tratamento térmico sejamantida no interior da retorta. Os sensores de VUT deverão ficar dentro da retorta; pelomenos um Sensor de VUT deverá ficar a menos de 2 polegadas (50 mm) de distância do
sensor utilizado para registrar a temperatura interna da retorta, durante a operação.

5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 23/46
- 23 -
AMS 2750D SAE AMS 2750D
3.5.13.4 Método de Sondagem Alternativo para Banhos Salinos, Banhos Líquidos sob TemperaturaControlada e Fornalhas de Berço Fluidificadas:
3.5.13.4.1 Será aceitável sondar os banhos salinos, os banhos líquidos sob temperatura controlada eas fornalhas de berço fluidificadas, relocalizando-se uma única sonda de teste contendo umou mais sensores de teste e medindo-se a temperatura nos pontos de teste pormenorizadosem 3.5.13.2.
3.5.13.4.2 Todos os parâmetros deverão espelhar a operação normal do equipamento durante aprodução. O equipamento deverá ser estabilizado na temperatura de teste.
3.5.13.4.3 O primeiro ponto de teste deverá ser monitorado durante pelo menos 15 minutos, de formaque qualquer padrão de temperatura recorrente possa ser detectado. Se não for detectadonenhum padrão de temperatura recorrente, as indicações dos pontos subseqüentes deverãoser colhidas a intervalos de dois minutos ou menos, durante no mínimo seis minutos em
cada ponto de teste. Se for detectado um padrão de temperatura recorrente, deverá serregistrado um tempo suficiente em cada ponto de teste, para documentar os extremos decinco ciclos do padrão de temperatura recorrente. A duração total da vistoria não deverá serinferir a 30 minutos. Todas as indicações deverão se enquadrar nos limites de tolerânciareferentes à uniformidade da temperatura.
3.5.14 Fornalhas Contínuas e Semicontínuas: As fornalhas contínuas e semicontínuas poderão servistoriadas com sensores de VUT dispostos volumetricamente ou em um plano. Se for utilizadoo método volumétrico, os sensores de VUT deverão ser dispostos tridimensionalmente de formaa representar uma parte (por exemplo, um certo volume ou uma bandeja) ou todo o volume dazona operacional. Se for utilizado o método do plano, os sensores de VUT deverão ficarlocalizados em um único plano perpendicular à direção de transporte pelo interior da fornalha,de modo que a passagem do plano através da fornalha meça todo o volume da zona ou daszonas operacionais a serem testadas. Independentemente de ser volumétrico ou plano, ométodo deverá medir todo o volume da zona operacional. A diferença consiste na disposição eno número de sensores de VUT. Quando uma parte do volume da zona operacional for testadaprogressivamente, todo o volume será medido conforme os sensores de VUT passarem atravésda fornalha. Independentemente do método que for utilizado, deverá ser vistoriado todo ovolume definido como zona operacional. Poderão ser necessárias múltiplas passagens, para seconseguir a medição de todo o volume da zona operacional.
3.5.14.1 Número e Localização dos Sensores de VUT - Método Volumétrico:
3.5.14.1.1 O número de sensores de VUT deverá corresponder à Tabela 11, baseada no volume do(s)dispositivo(s) de VUT.
3.5.14.1.2 A localização dos sensores de VUT deverá ser realizada de acordo com 3.5.13.2.1,3.5.13.2.2 e 3.5.13.2.3.
3.5.14.2 Número de Sensores de VUT- Método Plano:
3.5.14.2.1 No caso das fornalhas com uma zona operacional medindo 1 pé (300 mm) de altura oumenos, o número mínimo de sensores de VUT deverá ser três, com um sensor de VUTadicional para cada 2 pés (610 mm) de largura, ao longo de 8 pés (2,4 m).
3.5.14.2.2 No caso das fornalhas com uma zona operacional medindo mais de 1 pé (300 mm) de alturae uma seção transversal da zona operacional medindo 8 pés quadrados (0.75 m2), o número
mínimo de sensores de VUT deverá ser cinco.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 24/46
- 24 -
AMS 2750D SAE AMS 2750D
3.5.14.2.3 No caso das fornalhas que tenham uma seção transversal maior que 8 pés quadrados (0.75m2) e menores que 16 pés quadrados (1,5 m2), o número mínimo de sensores de VUTdeverá ser sete.
3.5.14.2.4 No caso das fornalhas que tenham uma seção transversal igual ou superior a 16 pésquadrados (1.5 m2), o número de sensores de VUT deverá ser nove.
3.5.14.3 Localização dos Sensores de VUT - Método Plano:
3.5.14.3.1 No caso das fornalhas com uma zona operacional medindo 1 pé (300 mm) ou menos,deverão ser instalados dois sensores de VUT a menos de 3 polegadas (76 mm) de distânciados cantos da zona operacional. Deverá ser instalado um sensor de VUT no centro. Ossensores de VUT adicionais deverão ser uniformemente distribuídos em um planoperpendicular à direção de transporte.
3.5.14.3.2 No caso das fornalhas com uma zona operacional medindo mais de 1 pé (300 mm) e umaseção transversal da zona operacional medindo até 8 pés quadrados (0.75 m2), deverão serinstalados quatro sensores de VUT a menos de 3 polegadas (76 mm) de distância doscantos da zona operacional; o restante dos sensores deverá ser instalado no centro esimetricamente distribuído ao redor do centro de um plano perpendicular à direção detransporte.
3.5.14.4 Coleta dos Dados de VUT:
3.5.14.4.1 Todos os parâmetros deverão espelhar a operação normal do equipamento durante aprodução.
3.5.14.4.2 Os sensores de VUT correspondentes a cada ponto de teste deverão ser instalados em umsuporte ou uma carga e passados através da fornalha. As vistorias iniciais deverão serrealizadas às velocidades de deslocamento mais rápida e mais lenta utilizadas na produção.Os testes periódicos poderão ser realizados a qualquer velocidade de deslocamentoutilizada na produção. Todos os pontos exigidos terão que ser atravessadossimultaneamente; poderão ser realizadas várias passagens para vistoriar todos os pontos.
3.5.14.4.3 As indicações de temperatura de todos os sensores de VUT e de um ou mais sensores decontrole ou monitoração deverão ser registradas para cada zona vistoriada. As passagenspoderão ser repetidas quantas vezes forem necessárias, para garantir que seja identificadoqualquer padrão de temperatura recorrente, em todos os pontos de teste disseminados pelazona ou zonas operacionais vistoriadas. As indicações deverão ser registradas pelo menos
a cada dois minutos, registrando-se pelo menos três conjuntos de indicações por zona.3.5.14.4.4 É proibido iniciar as VUT’s com uma temperatura da fornalha mais elevada que a
temperatura de teste, a menos que (1) isso seja feito apenas nas zonas iniciais ou depreaquecimento das fornalhas que incluem mais de uma zona, ou (2) seja especificamentepermitido por todas as especificações referentes ao processo. Todos os sensores de VUTdeverão se enquadrar nos limites de tolerância referentes à uniformidade da temperatura.
3.5.15 Métodos de Teste Alternativos para Fornalhas Contínuas ou Semicontínuas ou Fornalhas comRetortas ou Câmaras de Fusão:
Se for impossível ou impraticável fazer os sensores atravessarem uma fornalha contínua ou
semicontínua, ou instalar os sensores de VUT numa retorta ou câmara de fusão de umafornalha, será aceitável to use os métodos de teste alternativos pormenorizados a seguir:
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 25/46
- 25 -
AMS 2750D SAE AMS 2750D
3.5.15.1 Método de Sondagem: Em vez de 3.5.14.4.2, será aceitável inserir os sensores de VUT
através das paredes laterais, do núcleo ou do teto da fornalha, a uma distância de 3polegadas (76 mm) dos pontos identificados em 3.5.14.1.2. Se for usado este método, onúmero de sensores de VUT deverá ser aquele pormenorizado na Tabela 11, baseada novolume da zona ou zonas operacionais testadas. As zonas testadas deverão incluir todas aszonas de saturação. As indicações de todos os sensores de VUT deverão ser colhidas a cadadois minutos e indicações de pelo menos um sensor de controle, monitoração ou registro, emcada zona vistoriada, deverão ser colhidas a cada cinco minutos, durante no mínimo 30minutos, depois que a temperatura da zona houver se estabilizado. No caso das fornalhascontínuas, não será obrigatória a passagem de uma carga através da fornalha, durante oteste.
3.5.15.2 Análises das Propriedades: Este método requer (1) testar o material inicialmente e, em
seguida, anualmente, e (2) o exame mensal das tendências das propriedades. O produtoanalisado deverá ser um cujas propriedades são sensíveis às variações da temperatura detratamento térmico e, sempre que for possível, um produto que seja termicamente tradofreqüentemente. A espessura do material deverá se enquadrar na faixa dimensional normal doprocesso. Se for necessário um tratamento em 2 etapas, será permissível executar a segundaetapa com amostras separadas do restante do lote (por exemplo, em uma fornalha delaboratório).
3.5.15.2.1 As vistorias inicial e anual das propriedades deverão ser realizadas às temperaturasoperacionais máxima e mínima. Deverão ser acrescentadas temperaturas de testeadicionais, para garantir que não existam duas temperaturas de vistoria adjacentes separadas pormais de 600ºF (335ºC). A velocidade da passagem através da fornalha contínua deverá ser
aquela normalmente usada no processamento. Deverão ser realizados pelo menos 10testes a cada temperatura de teste. As amostras de teste deverão ser colhidas nasextremidades e no centro da carga.
3.5.15.2.2 Análises Mensais das Propriedades: As propriedades dos materiais termicamente tratadosdeverão ser analisadas através de uma técnica estatística como aquela pormenorizada naASTM MNL 7 ou em outras obras de referência sobre o controle estatístico dos processos.As tendências das propriedades deverão ser examinadas pelo menos mensalmente.Deverão ser definidos os limites de controle. Se uma tendência das propriedades apresentarum desvio dos limites de controle superior ou inferior, o processamento deverá serinterrompido até que seja identificada e corrigida a causa do desvio. Deverá aplicar-se oparágrafo 4.2.
3.5.16 Falhas dos Sensores de Vistoria da Uniformidade: Não será permitida nenhuma falha dossensores de VUT localizados nos cantos da zona operacional. Uma condição temporária comoum conexão em curto ou frouxa, em que a indicação normal da temperatura possa serrestaurada, não deverá ser considerada uma falha do termopar de vistoria. A falha catastróficade um sensor de VUT (exceto aqueles localizados nos cantos), durante as VUT’s, não precisaráser considerada uma falha da vistoria, a menos que falhem 2 sensores de VUT adjacentes ou onúmero de falhas ultrapasse os seguintes valores:
• Vistoria com 3 a 9 sensores nenhuma falha• Vistoria com 10 a16 sensores 1 falha• Vistoria com 17 a 23 sensores 2 falhas• Vistoria com 24 a 39 sensores 3 falhas
• Vistoria com 40 ou mais sensores não mais de 10%
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 26/46
- 26 -
AMS 2750D SAE AMS 2750D
Temperaturas de teste de 2000ºF (1093ºC) ou mais: • Vistoria com 3 a 5 sensores nenhuma falha• Vistoria com 6 a 9 sensores 1 falha
• Vistoria com 10 a16 sensores 2 falhas• Vistoria com 17 a 23 sensores 3 falhas• Vistoria com 24 a 39 sensores 4 falhas• Vistoria com 40 ou mais sensores não mais de 10%
3.5.16.1 Deverá ser documentada a causa de cada falha de sensor de VUT e deverão ser tomadasmedidas corretivas (caso seja possível) para prevenir ou reduzir o número de futuras falhasdecorrentes da mesma causa.
3.5.17 Requisitos Passa/Não Passa de Verificação da Uniformidade da Temperatura:
3.5.17.1 A verificação deverá ser considerada aceitável, se forem atendidos todos os requisitosanteriores, incluindo o seguinte: • As indicações do sensor de VUT e as indicações de um sensor de controle ou
monitoração não excederam em momento algum a tolerância da temperatura aplicável.• Todas as indicações de todos os sensores de VUT e dos sensores de controle ou registro
ficaram dentro dos requisitos de tolerância da temperatura indicados nas Tabelas 8 ou 9,durante o período de saturação, exceto quanto às exceções previstas em 3.5.16.
• O tempo necessário para a recuperação, estabilização ou eliminação de um padrão detemperatura recorrente não excedeu os limites de tempo indicados em nenhuma dasespecificações referentes ao processo.
• As VUT’s foram executadas conforme os períodos mínimos exigidos.
3.5.18 Relocalização de Sensores Registradores de Calor ou Frio da Instrumentaçãoda Classe A ou C:
Quando os pontos de temperatura mais alta e mais baixa variarem no interior da fornalha(segundo as indicações finais da Vistoria da Uniformidade da Temperatura mais recente), alocalização dos sensores de registro da instrumentação tipo A ou C talvez tenha que sermodificada no interior da fornalha, para espelhar os novos pontos mais quente e mais friodentro da zona operacional. Estes sensores não precisarão ser relocalizados, se a variação nauniformidade da temperatura geral não exceder a metade da tolerância máxima nauniformidade da temperatura referente à classe de fornalha em questão, em todas astemperaturas vistoriadas, ou a diferença entre a temperatura medida nos pontos de registroatuais e as correspondentes áreas mais quente e mais fria for menor que a tolerância do teste
da exatidão do sistema (TES), para a classe de fornalha em questão.
3.5.19 Falhas da Vistoria da Uniformidade da Temperatura:
3.5.19.1 Se a variação na uniformidade da temperatura não estiver dentro das tolerâncias dasTabelas 8 ou 9, a causa do desvio deverá ser determinada e documentada, aplicando-se osrequisitos de 4.2. O equipamento não deverá ser utilizado no processamento adicional, atéque a causa tenha sido corrigida e as VUT’s tenham sido executadas com sucesso.

5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 27/46
- 27 -
AMS 2750D SAE AMS 2750D
3.5.19.1.1 No caso dos equipamentos testados menos freqüentemente, a falha de uma vistoria dauniformidade da temperatura deverá impor a freqüência de teste inicial especificada nasTabelas 8 ou 9. A freqüência não deverá ser reduzida até que seja concluído número de
testes consecutivos bem-sucedidos especificado nas Tabelas 8 ou 9.3.5.19.1.2 Se a correção assumir a forma de um ajuste (compensação) do instrumento de controle, e a
Faixa Qualificada da Temperatura Operacional não exceder 300ºF (165ºC) não seránecessária uma nova vistoria, mas o ajuste não deverá exceder os limites indicados nasTabelas 6 ou 7 [coluna intitulada Ajuste Máximo Permissível (Compensação)]. Acompensação será uma adição a qualquer compensação permitida em relação ao TES, em3.4.4.6. Se a Faixa Qualificada da Temperatura Operacional exceder 300ºF (165ºC), seránecessária uma nova vistoria onde a uniformidade seja verificada nas temperaturasextremas da faixa de teste à qual for aplicada a compensação. As temperaturas de testereferentes a cada faixa onde forem realizadas compensações não deverão divergir em maisde 600ºF (335ºC). É obrigatória a documentação de qualquer ajuste (compensação).Adicionalmente, quaisquer compensações ou ajustes deverão vigorar durante todos ostratamentos térmicos subseqüentes, na faixa de temperatura onde as compensações foramrealizadas. Isso retornará o equipamento aos requisitos de 3.5.6, para a VUT’ssubseqüentes.
3.5.20 Instrumentação da Vistoria da Uniformidade da Temperatura:
3.5.20.1 Os testes de uniformidade da temperatura deverão ser realizados utilizando-se umainstrumentação de teste independente e calibrada que atenda aos requisitos da Tabela 3, esensores de VUT independentes que atendam aos requisitos da Tabela 1. Os instrumentosinstalados nos equipamentos de processamento térmico não deverão ser utilizados pararegistrar os dados dos sensores de VUT. A compensação dos desvios conhecidos dainstrumentação de teste deverá ser realizada por métodos eletrônicos ou correção
matemática.
3.5.21 Relatório da Vistoria da Uniformidade da Temperatura:
3.5.21.1 O relatório da vistoria da uniformidade da temperatura deverá incluir os seguintes itens:• Nome ou número de identificação da fornalha.• Temperaturas da vistoria.• Identificação e localização dos sensores de VUT, incluindo um diagrama detalhado, uma
descrição ou fotografia(s) de qualquer carga ou suporte utilizado.• Fatores de correção, bem como as indicações corrigidas ou não de todos os sensores de
VUT em cada temperatura vistoriada. As indicações deverão ser identificadas comocorrigidas ou não corrigidas.
• Identificação da empresa que realizou os testes (caso os mesmos não tenham sidorealizados internamente)
• Assinatura do responsável pela empresa que realizou os testes (caso os mesmos nãotenham sido realizados internamente).
• Nome do técnico que realizou a vistoria.• Data e hora da vistoria.• Data e hora da vistoria final.• Número de identificação do instrumento de teste utilizado.• Indicação de aprovado/não aprovado no testes.• Documentação das falhas catastróficas dos sensores de vistoria da fornalha (consulte
3.5.16).• Dados do perfil tempo-temperatura, indicando os sensores de VUT e controle ou
monitoração correspondentes a todas as zonas testadas.• Resumo das indicações para mais e para menos, a cada temperatura do teste.• Aprovação da Organização Responsável pela Qualidade.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 28/46
- 28 -
AMS 2750D SAE AMS 2750D
3,5.21.2 Embora não devam obrigatoriamente constar no relatório de vistoria da uniformidade, os itensa seguir deverá estar disponíveis no local: • Parâmetros de regulagem do instrumento de controle.
• Relatório da calibragem dos sensores de VUT.• Relatório da calibragem dos sensores de controle e registro.Diagramas tridimensionais ilustrando a
localização dos sensores de controle e registro, dos sensores de carga e dos sensores de VUT..
3.5.22 As vistorias realizadas antes da data de publicação desta norma revisada, de acordo com aseção 3.4.2 da AMS 2750C, poderão ser consideradas equivalentes aos testes realizados deacordo com esta revisão, para fins de qualificação de fornalhas, no que se refere a (1) renúnciaas testes iniciais da uniformidade da temperatura, ou (2) redução da freqüência dos testesperiódicos da uniformidade da temperatura.
3.5.23 Verificação da Irradiação: No caso das fornalhas de tratamento térmico de soluções feitastotalmente de alumínio, onde a fonte de calor (por exemplo, resistências elétricas ou
serpentinas de gás) se localiza nas paredes, deverá ser realizada uma vistoria da radiação àtemperatura operacional máxima da fornalha qualificada. Esta vistoria deverá ser realizadainicialmente e após qualquer avaria ou reparo que possa afetar as características de radiaçãodos painéis que formam as paredes laterais.
3.5.23.1 O sensor ou os sensores de radiação, que serão acrescentados aos sensores de vistorianormais, deverão ser rebitados ou soldados no centro de painéis de liga de alumínio 6061 deaproximadamente 12 polegadas (305 mm) e não mais de 0.125 polegadas (3 mm) deespessura nominal. Os painéis deverão ter sido aquecidos por insuflação até 970-1010ºF (520-545ºC) e resfriados, antes de serem usados pela primeira vez.
3.5.23.2 Os painéis, um para cada 10 pés (0,93 m2) de área das paredes aquecidas, deverão serdistribuídos simetricamente, com as faces paralelas às paredes aquecidas, nos limitesexternos da zona operacional. Qualquer um dos lados dos painéis de teste da radiaçãopoderá ficar voltado para a fonte de calor.
3.5.23.3 Todas as indicações dos sensores de teste de radiação deverão atender aos requisitos de3.5.17.
3.6 Fornalhas de laboratório utilizadas em resposta aos testes de tratamento térmico, conforme asespecificações dos materiais, e quando for utilizado um sensor de carga: • Exigem Testes de Exatidão do Sistema (TES) trimestrais.• O sensor de carga deverá atender aos requisitos de 3.1.8• Os instrumentos de controle da fornalha deverão ser calibrados trimestralmente.
• Após a vistoria inicial bem-sucedida da uniformidade da temperatura (VUT) e mais duas VUT’strimestrais adicionais, a freqüência das VUT’s poderá passar a ser semestral.
3.6.1 Se não for utilizado um sensor de carga, as fornalhas de laboratório deverão ser testadasconforme exigido em relação aos equipamentos de produção.
3.6.2 As fornalhas de laboratório não deverão ser usadas no processamento térmico de nenhumcomponente ou matéria-prima de produção, a menos que isso atenda aos requisitos destaespecificação.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 29/46
- 29 -
AMS 2750D SAE AMS 2750D
3.7 Registros:
3.7.1 Todos os registros de teste e calibragem, incluindo sensores, células padronizadas einstrumentos, os testes da exatidão do sistema e da uniformidade da temperatura, que incluíram
alguma falha do teste ou da vistoria, deverão estar disponíveis para inspeção e ficar arquivadosdurante pelo menos cinco anos.
3.7.2 Os registros da calibragem de sensores, células padronizadas e instrumentos deverão incluir arastreabilidade até uma norma do NIST ou uma norma nacional equivalente.
4. CLÁUSULAS DA GARANTIA DA QUALIDADE:
4.1 Responsabilidade pela inspeção:
O processador deverá ser responsável pela execução de todos os testes exigidos e pelaconformidade com todos os requisitos especificados neste documento. O comprador se reserva o
direito de acompanhar qualquer um dos testes ou calibragens especificadas neste documento, paragarantir que o processamento atende aos requisitos prescritos, mas esse acompanhamento nãodeverá prejudicar a operação da instalação.
4.1.1 Qualquer instrumento/sensor/teste que não atenda a estes requisitos ou que tenha ultrapassadoseu intervalo de teste, inclusive qualquer período de prorrogação permissível (consulte a Tabela10), deverá ser retirado de serviço.
4.1.1.1 As medidas de correção deverão ser documentadas e incluir as providências tomadaspara restaurar a conformidade do instrumento/sensor/teste.
4.2 Na eventualidade de qualquer falha de um teste ou condição fora de tolerância, deverá ser realizada
e documentada uma avaliação dos possíveis efeitos da falta de conformidade sobre o produtoprocessado, desde que foi realizado o último teste correspondente bem-sucedido. A avaliaçãodeverá ser documentada conforme os procedimentos de revisão de materiais indicados. A medidade correção adequada deverá ser tomada, documentada e mantida em arquivo. Quando ascondições de processamento dos materiais se desviarem do requisito de especificação emquestão, o comprador ou os compradores deverão ser notificados.
4.2.1 Será exigido o teste de conformidade correspondente, para evidenciar a medida corretivaadequada.
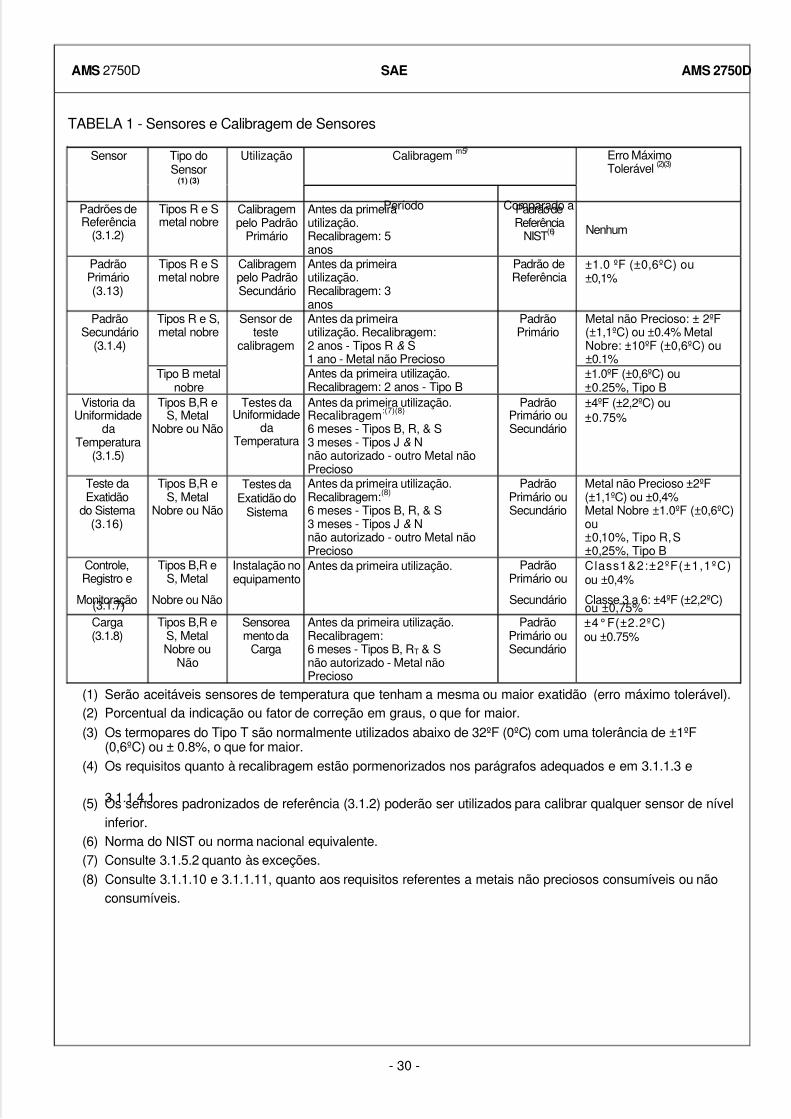
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 30/46
- 30 -
AMS 2750D SAE AMS 2750D
TABELA 1 - Sensores e Calibragem de Sensores
Sensor Tipo doSensor
(1) (3)
Utilização Calibragem m5 Erro MáximoTolerável (2)(3)
Período Comparado a Padrões deReferência
(3.1.2)
Tipos R e Smetal nobre
Calibragempelo Padrão
Primário
Antes da primeirautilização.Recalibragem: 5anos
Padrão deReferência
NIST(6) Nenhum
PadrãoPrimário(3.13)
Tipos R e Smetal nobre
Calibragempelo PadrãoSecundário
Antes da primeirautilização.Recalibragem: 3anos
Padrão deReferência
±1.0 ºF (±0,6ºC) ou±0,1%
PadrãoSecundário
(3.1.4)
Tipos R e S,metal nobre
Sensor deteste
calibragem
Antes da primeirautilização. Recalibragem:2 anos - Tipos R & S1 ano - Metal não Precioso
PadrãoPrimário
Metal não Precioso: ± 2ºF(±1,1ºC) ou ±0.4% MetalNobre: ±10ºF (±0,6ºC) ou±0.1%
Tipo B metalnobre
Antes da primeira utilização.Recalibragem: 2 anos - Tipo B
±1.0ºF (±0,6ºC) ou±0.25%, Tipo B
Vistoria daUniformidade
daTemperatura
(3.1.5)
Tipos B,R eS, Metal
Nobre ou Não
Testes daUniformidade
daTemperatura
Antes da primeira utilização.Recalibragem:(7)(8) 6 meses - Tipos B, R, & S3 meses - Tipos J & Nnão autorizado - outro Metal nãoPrecioso
PadrãoPrimário ouSecundário
±4ºF (±2,2ºC) ou±0.75%
Teste daExatidão
do Sistema(3.16)
Tipos B,R eS, Metal
Nobre ou Não
Testes daExatidão do
Sistema
Antes da primeira utilização.Recalibragem:(8)
6 meses - Tipos B, R, & S3 meses - Tipos J & Nnão autorizado - outro Metal nãoPrecioso
PadrãoPrimário ouSecundário
Metal não Precioso ±2ºF(±1,1ºC) ou ±0,4%Metal Nobre ±1.0ºF (±0,6ºC)ou±0,10%, Tipo R,S±0,25%, Tipo B
Controle,Registro e
Monitoração (3.1.7)
Tipos B,R eS, Metal
Nobre ou Não
Instalação noequipamento
Antes da primeira utilização. PadrãoPrimário ou
Secundário
Class1&2:±2ºF(±1,1ºC)ou ±0,4%
Classe 3 a 6: ±4ºF (±2,2ºC)ou ±0,75%
Carga(3.1.8)
Tipos B,R eS, MetalNobre ou
Não
Sensoreamento da
Carga
Antes da primeira utilização.Recalibragem:6 meses - Tipos B, RT & Snão autorizado - Metal nãoPrecioso
PadrãoPrimário ouSecundário
±4°F(±2.2ºC)ou ±0.75%
(1) Serão aceitáveis sensores de temperatura que tenham a mesma ou maior exatidão (erro máximo tolerável).(2) Porcentual da indicação ou fator de correção em graus, o que for maior.
(3) Os termopares do Tipo T são normalmente utilizados abaixo de 32ºF (0ºC) com uma tolerância de ±1ºF(0,6ºC) ou ± 0.8%, o que for maior.
(4) Os requisitos quanto à recalibragem estão pormenorizados nos parágrafos adequados e em 3.1.1.3 e
3.1.1.4.1.(5) Os sensores padronizados de referência (3.1.2) poderão ser utilizados para calibrar qualquer sensor de nívelinferior.
(6) Norma do NIST ou norma nacional equivalente.(7) Consulte 3.1.5.2 quanto às exceções.(8) Consulte 3.1.1.10 e 3.1.1.11, quanto aos requisitos referentes a metais não preciosos consumíveis ou não
consumíveis.
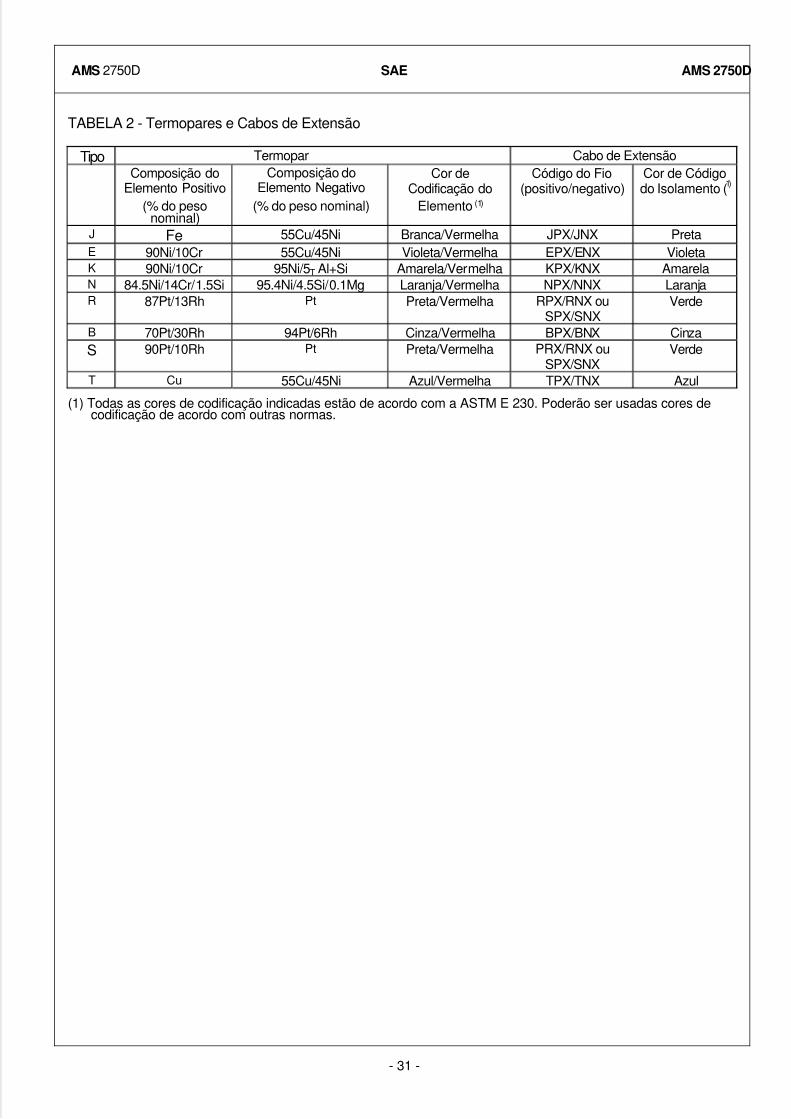
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 31/46
- 31 -
AMS 2750D SAE AMS 2750D
TABELA 2 - Termopares e Cabos de Extensão
Tipo Termopar Cabo de ExtensãoComposição do
Elemento Positivo(% do peso
nominal)
Composição doElemento Negativo
(% do peso nominal)
Cor deCodificação do
Elemento (1)
Código do Fio(positivo/negativo)
Cor de Códigodo Isolamento (1)
J Fe 55Cu/45Ni Branca/Vermelha JPX/JNX PretaE 90Ni/10Cr 55Cu/45Ni Violeta/Vermelha EPX/ENX VioletaK 90Ni/10Cr 95Ni/5T Al+Si Amarela/Vermelha KPX/KNX AmarelaN 84.5Ni/14Cr/1.5Si 95.4Ni/4.5Si/0.1Mg Laranja/Vermelha NPX/NNX LaranjaR 87Pt/13Rh Pt Preta/Vermelha RPX/RNX ou
SPX/SNXVerde
B 70Pt/30Rh 94Pt/6Rh Cinza/Vermelha BPX/BNX CinzaS 90Pt/10Rh Pt Preta/Vermelha PRX/RNX ou
SPX/SNXVerde
T Cu 55Cu/45Ni Azul/Vermelha TPX/TNX Azul
(1) Todas as cores de codificação indicadas estão de acordo com a ASTM E 230. Poderão ser usadas cores decodificação de acordo com outras normas.
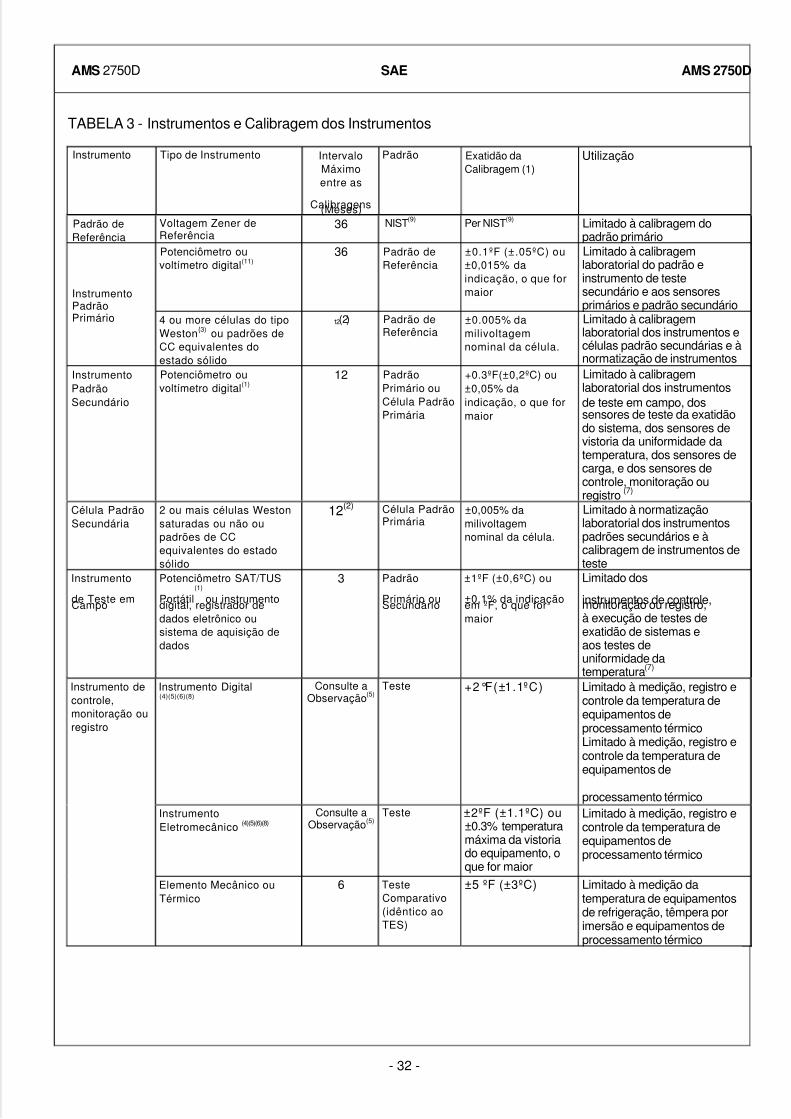
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 32/46
- 32 -
AMS 2750D SAE AMS 2750D
TABELA 3 - Instrumentos e Calibragem dos Instrumentos
Instrumento Tipo de Instrumento IntervaloMáximoentre as
Calibragens(Meses)
Padrão Exatidão daCalibragem (1)
Utilização
Padrão deReferência
Voltagem Zener deReferência
36 NIST(9) Per NIST(9) Limitado à calibragem dopadrão primário
InstrumentoPadrãoPrimário
Potenciômetro ouvoltímetro digital(11)
36 Padrão deReferência
±0.1ºF (±.05ºC) ou±0,015% daindicação, o que formaior
Limitado à calibragemlaboratorial do padrão einstrumento de testesecundário e aos sensoresprimários e padrão secundário
4 ou more células do tipoWeston{3) ou padrões deCC equivalentes doestado sólido
12(2) Padrão deReferência
±0.005% damilivoltagemnominal da célula.
Limitado à calibragemlaboratorial dos instrumentos ecélulas padrão secundárias e ànormatização de instrumentos
InstrumentoPadrãoSecundário
Potenciômetro ouvoltímetro digital(1)
12 PadrãoPrimário ouCélula PadrãoPrimária
+0.3ºF(±0,2ºC) ou±0,05% daindicação, o que formaior
Limitado à calibragemlaboratorial dos instrumentosde teste em campo, dossensores de teste da exatidãodo sistema, dos sensores devistoria da uniformidade datemperatura, dos sensores decarga, e dos sensores decontrole, monitoração ouregistro (7)
Célula PadrãoSecundária
2 ou mais células Westonsaturadas ou não oupadrões de CCequivalentes do estadosólido
12(2) Célula PadrãoPrimária
±0,005% damilivoltagemnominal da célula.
Limitado à normatizaçãolaboratorial dos instrumentospadrões secundários e àcalibragem de instrumentos deteste
Instrumento
de Teste emCampo
Potenciômetro SAT/TUS
Portátil(1)
ou instrumentodigital, registrador dedados eletrônico ousistema de aquisição dedados
3 Padrão
Primário ouSecundário
±1ºF (±0,6ºC) ou
±0,1% da indicaçãoem ºF, o que formaior
Limitado dos
instrumentos de controle,monitoração ou registro,à execução de testes deexatidão de sistemas eaos testes deuniformidade datemperatura(7)
Instrumento decontrole,monitoração ouregistro
Instrumento Digital(4)(5)(6)(8)
Consulte aObservação(5)
Teste +2°F(±1.1ºC) Limitado à medição, registro econtrole da temperatura deequipamentos deprocessamento térmico Limitado à medição, registro econtrole da temperatura deequipamentos de
processamento térmico InstrumentoEletromecânico (4)(5)(6)(8)
Consulte aObservação(5)
Teste ±2ºF (±1.1ºC) ou±0.3% temperaturamáxima da vistoriado equipamento, oque for maior
Limitado à medição, registro econtrole da temperatura deequipamentos deprocessamento térmico
Elemento Mecânico ouTérmico
6 TesteComparativo(idêntico aoTES)
±5 ºF (±3ºC) Limitado à medição datemperatura de equipamentosde refrigeração, têmpera porimersão e equipamentos deprocessamento térmico
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 33/46
- 33 -
AMS 2750D SAE AMS 2750D
Observações sobre a Tabela 3:
(1) Serão aceitáveis instrumentos com exatidão equivalente ou maior.
(2) A verificação das células por comparação deverá ser realizada mensalmente.(3) Células com uma temperatura de controle de ±0.02ºF (±0.01ºC).(4) Os instrumentos das Classes 1 e 2 deverão ter uma sensibilidade mínima de 1ºF (1ºC). Os instrumentos das
Classes 3 até 6 deverão ter uma sensibilidade mínima de 3ºF (2ºC).(5) A freqüência de calibragem dos instrumentos de controle, monitoração deverá ser aquela indicada em 3.2.4:
Digitais Analógicos (Eletromecânicos)Fornalha da classe 1 - Mensal Fornalha da classe 1 - MensalFornalha da classe 2 - Trimestral Fornalha da classe 2 - MensalFornalha da classe 3 - Trimestral Fornalha da classe 3 - TrimestralFornalha da classe 4 - Trimestral Fornalha da classe 4 - TrimestralFornalha da classe 5 - Semestral Fornalha Classe 5 - TrimestralFornalha da classe 6 - Semestral Fornalha da classe 6 - Trimestral
(6) Instrumentos de controle, registro ou monitoração de fornalhas ou de aquisição de dados.(7) Poderão ser utilizados instrumentos de teste em campo que atendam aos mesmos requisitos que os padrõessecundários, para calibrar os instrumentos de TES e VUT.
(8) Os instrumentos de controle da temperatura excessiva, utilizado unicamente para proteger a fornalha, nãoprecisarão ser calibrados.
(9) Norma do NIST ou norma nacional equivalente.
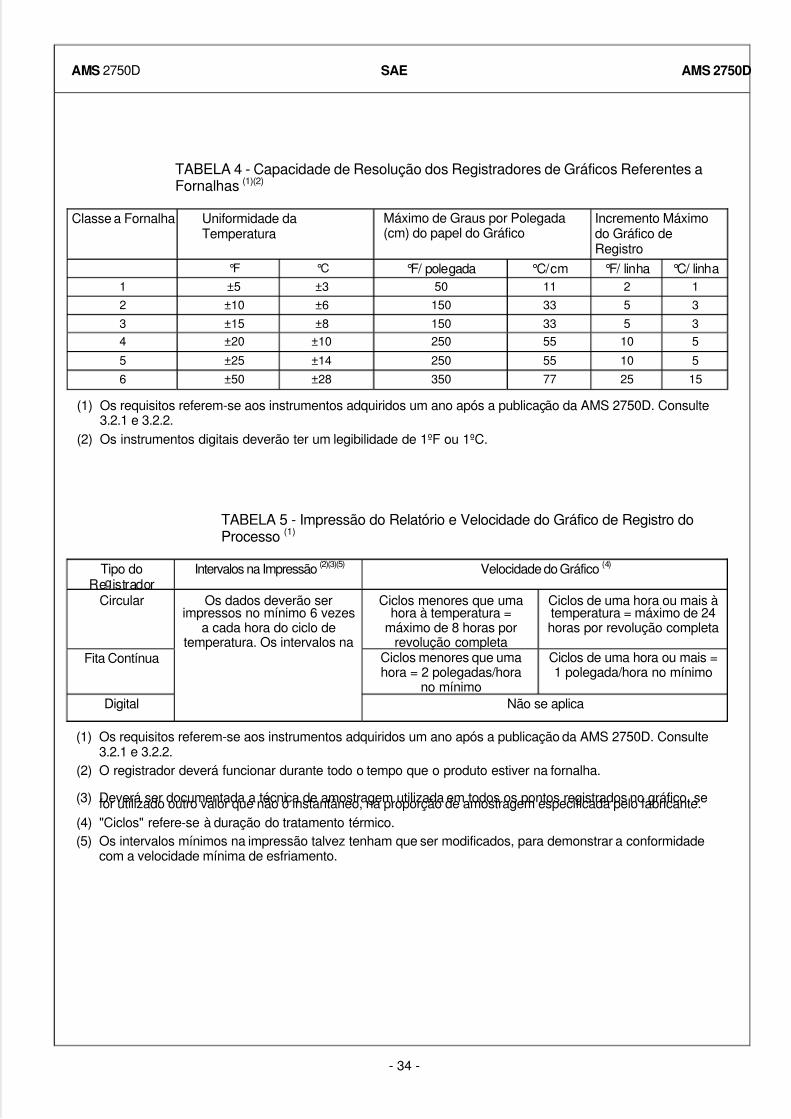
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 34/46
- 34 -
AMS 2750D SAE AMS 2750D
TABELA 4 - Capacidade de Resolução dos Registradores de Gráficos Referentes aFornalhas (1)(2)
Classe a Fornalha Uniformidade daTemperatura
Máximo de Graus por Polegada(cm) do papel do Gráfico
Incremento Máximodo Gráfico deRegistro
°F °C °F/ polegada °C/cm °F/ linha °C/ linha1 ±5 ±3 50 11 2 1
2 ±10 ±6 150 33 5 3
3 ±15 ±8 150 33 5 3
4 ±20 ±10 250 55 10 5
5 ±25 ±14 250 55 10 5
6 ±50 ±28 350 77 25 15
(1) Os requisitos referem-se aos instrumentos adquiridos um ano após a publicação da AMS 2750D. Consulte3.2.1 e 3.2.2.
(2) Os instrumentos digitais deverão ter um legibilidade de 1ºF ou 1ºC.
TABELA 5 - Impressão do Relatório e Velocidade do Gráfico de Registro doProcesso (1)
Tipo doRe istrador
Intervalos na Impressão (2)(3)(5) Velocidade do Gráfico (4)
Circular Os dados deverão serimpressos no mínimo 6 vezes
a cada hora do ciclo detemperatura. Os intervalos na
Ciclos menores que umahora à temperatura =
máximo de 8 horas porrevolução completa
Ciclos de uma hora ou mais àtemperatura = máximo de 24horas por revolução completa
Fita Contínua Ciclos menores que umahora = 2 polegadas/hora
no mínimo
Ciclos de uma hora ou mais =1 polegada/hora no mínimo
Digital Não se aplica
(1) Os requisitos referem-se aos instrumentos adquiridos um ano após a publicação da AMS 2750D. Consulte3.2.1 e 3.2.2.
(2) O registrador deverá funcionar durante todo o tempo que o produto estiver na fornalha.
(3) Deverá ser documentada a técnica de amostragem utilizada em todos os pontos registrados no gráfico, sefor utilizado outro valor que não o instantâneo, na proporção de amostragem especificada pelo fabricante.(4) "Ciclos" refere-se à duração do tratamento térmico.(5) Os intervalos mínimos na impressão talvez tenham que ser modificados, para demonstrar a conformidade
com a velocidade mínima de esfriamento.
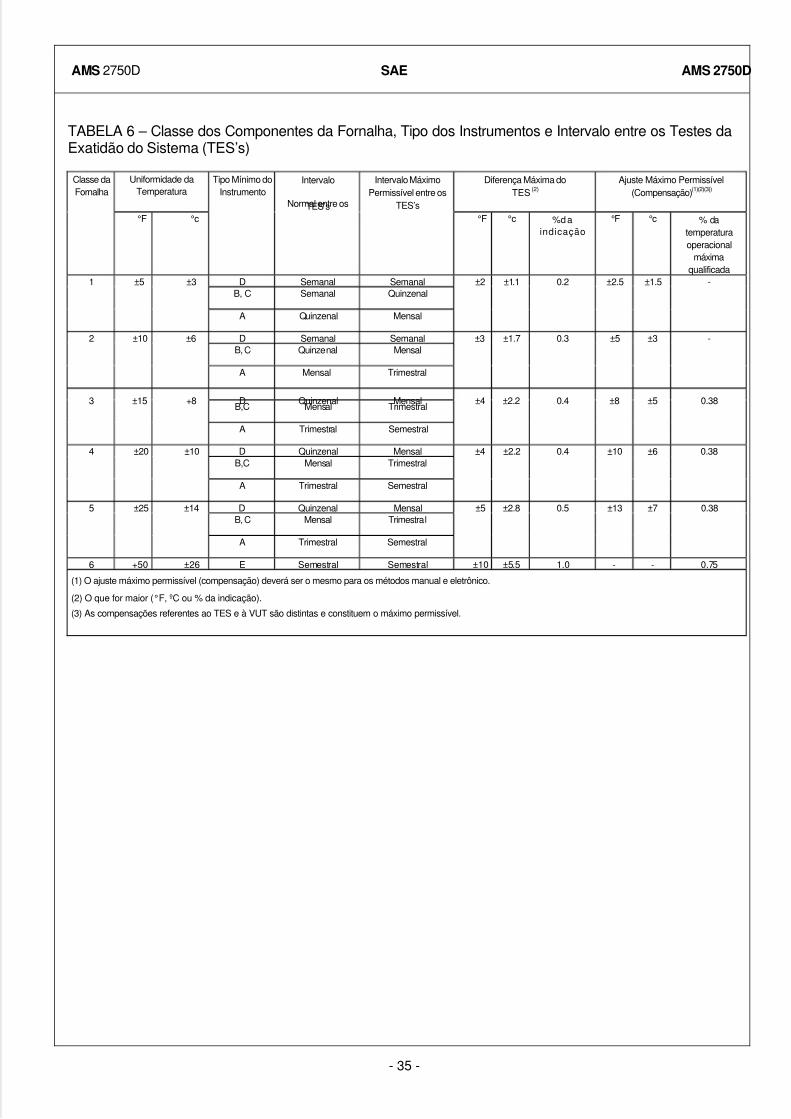
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 35/46
- 35 -
AMS 2750D SAE AMS 2750D
TABELA 6 – Classe dos Componentes da Fornalha, Tipo dos Instrumentos e Intervalo entre os Testes daExatidão do Sistema (TES’s)
Classe daFornalha
Uniformidade daTemperatura
Tipo Mínimo doInstrumento
Intervalo
Normal entre osTES’s
Intervalo MáximoPermissível entre os
TES’s
Diferença Máxima doTES (2)
Ajuste Máximo Permissível(Compensação)(1)(2)(3))
°F °c °F °c %daindicação
°F °c % datemperaturaoperacional
máximaqualificada
1 ±5 ±3 D Semanal Semanal ±2 ±1.1 0.2 ±2.5 ±1.5 -B, C Semanal Quinzenal
A Quinzenal Mensal
2 ±10 ±6 D Semanal Semanal ±3 ±1.7 0.3 ±5 ±3 -B, C Quinzenal Mensal
A Mensal Trimestral
3 ±15 +8 D Quinzenal Mensal ±4 ±2.2 0.4 ±8 ±5 0.38B,C Mensal Trimestral
A Trimestral Semestral
4 ±20 ±10 D Quinzenal Mensal ±4 ±2.2 0.4 ±10 ±6 0.38B,C Mensal Trimestral
A Trimestral Semestral
5 ±25 ±14 D Quinzenal Mensal ±5 ±2.8 0.5 ±13 ±7 0.38B, C Mensal Trimestral
A Trimestral Semestral
6 +50 ±26 E Semestral Semestral ±10 ±5.5 1.0 - - 0.75
(1) O ajuste máximo permissível (compensação) deverá ser o mesmo para os métodos manual e eletrônico.
(2) O que for maior (°F, ºC ou % da indicação).
(3) As compensações referentes ao TES e à VUT são distintas e constituem o máximo permissível.
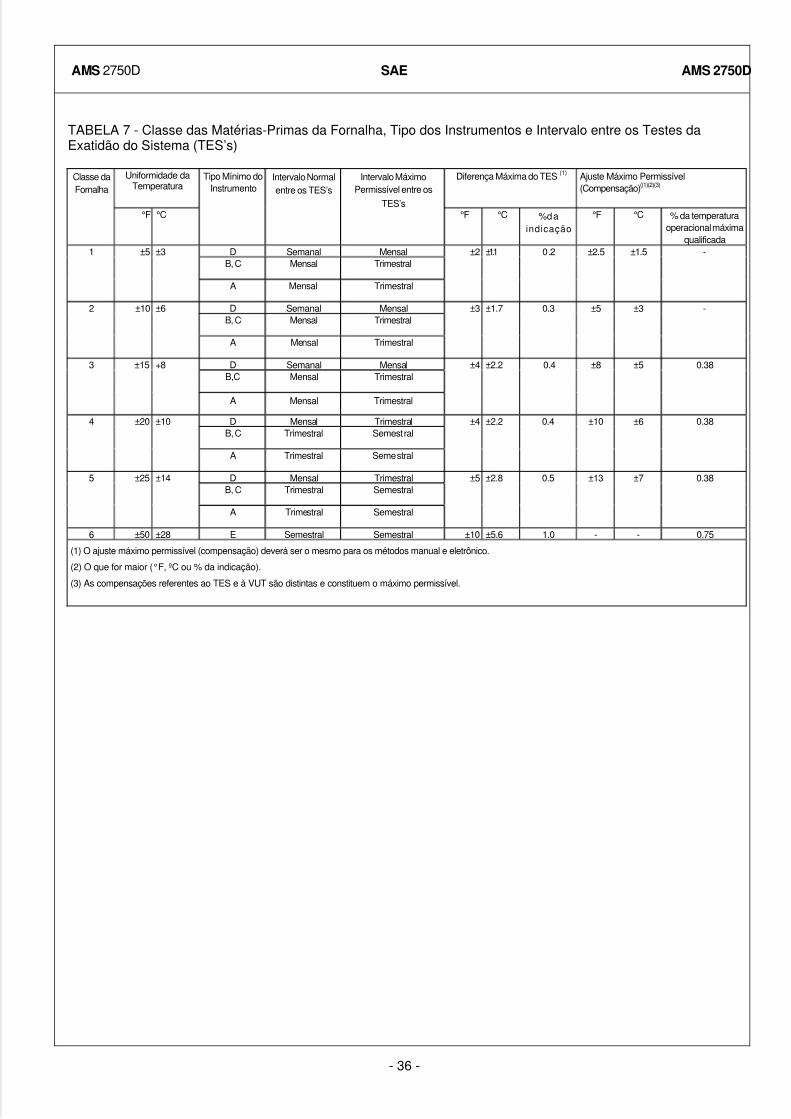
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 36/46
- 36 -
AMS 2750D SAE AMS 2750D
TABELA 7 - Classe das Matérias-Primas da Fornalha, Tipo dos Instrumentos e Intervalo entre os Testes daExatidão do Sistema (TES’s)
Classe daFornalha
Uniformidade daTemperatura
Tipo Mínimo doInstrumento
Intervalo Normalentre os TES’s
Intervalo MáximoPermissível entre os
TES’s
Diferença Máxima do TES (1) Ajuste Máximo Permissível(Compensação)((1)(2)(3)
°F °C °F °C %daindicação
°F °C % da temperaturaoperacional máxima
qualificada1 ±5 ±3 D Semanal Mensal ±2 ±1.1 0.2 ±2.5 ±1.5 -
B, C Mensal Trimestral
A Mensal Trimestral
2 ±10 ±6 D Semanal Mensal ±3 ±1.7 0.3 ±5 ±3 -B, C Mensal Trimestral
A Mensal Trimestral
3 ±15 +8 D Semanal Mensal ±4 ±2.2 0.4 ±8 ±5 0.38B,C Mensal Trimestral
A Mensal Trimestral
4 ±20 ±10 D Mensal Trimestral ±4 ±2.2 0.4 ±10 ±6 0.38B, C Trimestral Semestral
A Trimestral Semestral
5 ±25 ±14 D Mensal Trimestral ±5 ±2.8 0.5 ±13 ±7 0.38B, C Trimestral Semestral
A Trimestral Semestral
6 ±50 ±28 E Semestral Semestral ±10 ±5.6 1.0 - - 0.75
(1) O ajuste máximo permissível (compensação) deverá ser o mesmo para os métodos manual e eletrônico.
(2) O que for maior (°F, ºC ou % da indicação).
(3) As compensações referentes ao TES e à VUT são distintas e constituem o máximo permissível.
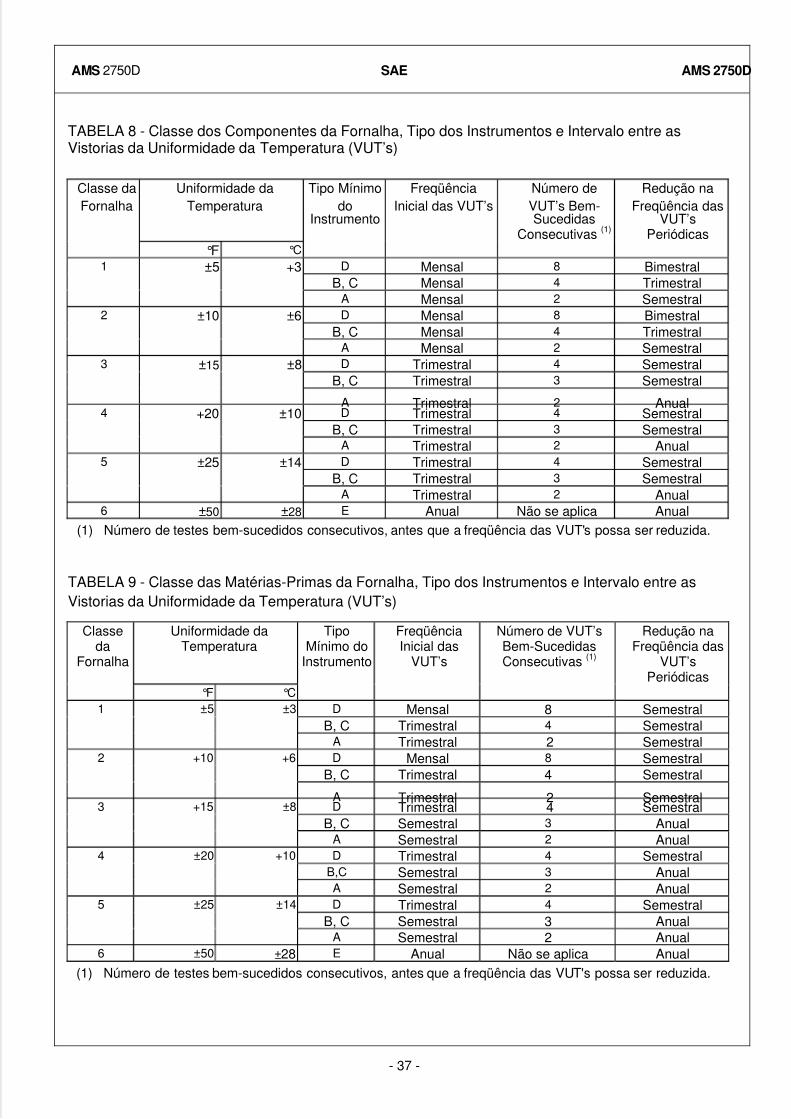
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 37/46
- 37 -
AMS 2750D SAE AMS 2750D
TABELA 8 - Classe dos Componentes da Fornalha, Tipo dos Instrumentos e Intervalo entre asVistorias da Uniformidade da Temperatura (VUT’s)
Classe daFornalha
Uniformidade daTemperatura
Tipo Mínimodo
Instrumento
FreqüênciaInicial das VUT’s
Número deVUT’s Bem-Sucedidas
Consecutivas (1)
Redução naFreqüência das
VUT’sPeriódicas
°F °C 1 ±5 +3 D Mensal 8 Bimestral
B, C Mensal 4 TrimestralA Mensal 2 Semestral
2 ±10 ±6 D Mensal 8 BimestralB, C Mensal 4 Trimestral
A Mensal 2 Semestral3 ±15 ±8 D Trimestral 4 Semestral
B, C Trimestral 3 Semestral
A Trimestral 2 Anual4 +20 ±10 D Trimestral 4 Semestral
B, C Trimestral 3 SemestralA Trimestral 2 Anual
5 ±25 ±14 D Trimestral 4 SemestralB, C Trimestral 3 Semestral
A Trimestral 2 Anual6 ±50 ±28 E Anual Não se aplica Anual
(1) Número de testes bem-sucedidos consecutivos, antes que a freqüência das VUT's possa ser reduzida.
TABELA 9 - Classe das Matérias-Primas da Fornalha, Tipo dos Instrumentos e Intervalo entre asVistorias da Uniformidade da Temperatura (VUT’s)
Classeda
Fornalha
Uniformidade daTemperatura
TipoMínimo do
Instrumento
FreqüênciaInicial das
VUT’s
Número de VUT’sBem-SucedidasConsecutivas (1)
Redução naFreqüência das
VUT’sPeriódicas
°F °C 1 ±5 ±3 D Mensal 8 Semestral
B, C Trimestral 4 SemestralA Trimestral 2 Semestral
2 +10 +6 D Mensal 8 SemestralB, C Trimestral 4 Semestral
A Trimestral 2 Semestral3 +15 ±8 D Trimestral 4 Semestral
B, C Semestral 3 AnualA Semestral 2 Anual
4 ±20 +10 D Trimestral 4 SemestralB,C Semestral 3 AnualA Semestral 2 Anual
5 ±25 ±14 D Trimestral 4 SemestralB, C Semestral 3 Anual
A Semestral 2 Anual6 ±50 ±28 E Anual Não se aplica Anual
(1) Número de testes bem-sucedidos consecutivos, antes que a freqüência das VUT's possa ser reduzida.
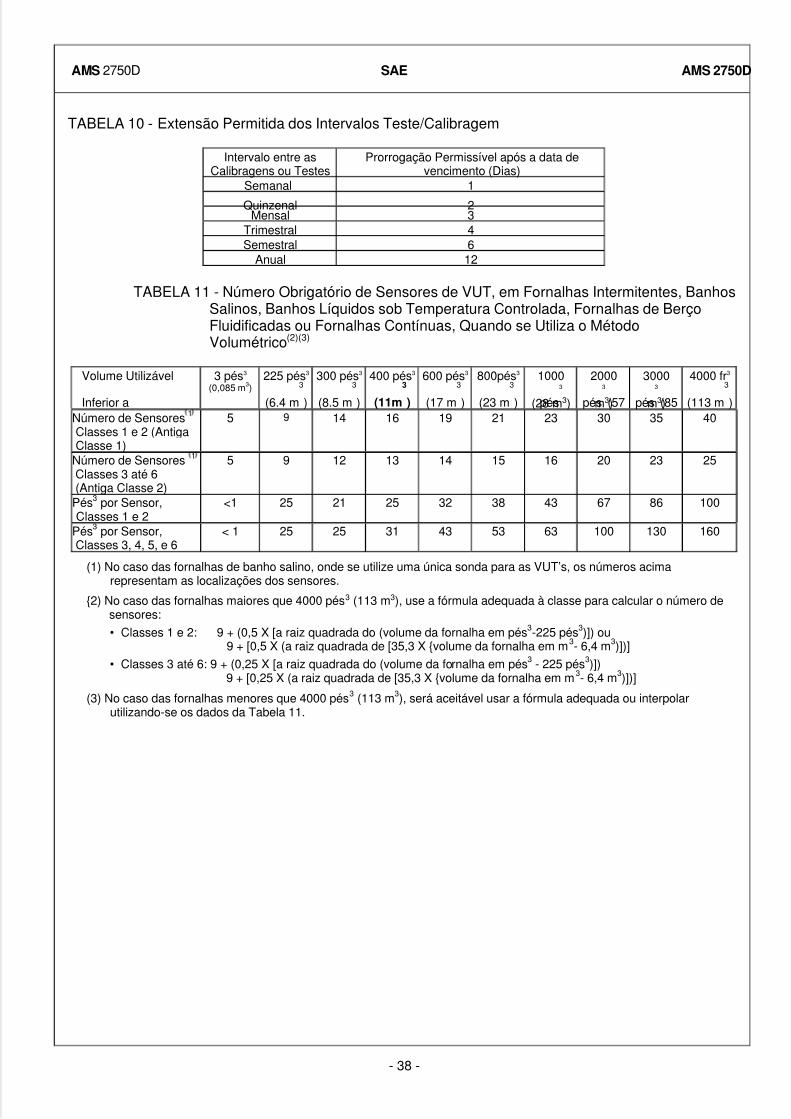
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 38/46
- 38 -
AMS 2750D SAE AMS 2750D
TABELA 10 - Extensão Permitida dos Intervalos Teste/Calibragem
Intervalo entre asCalibragens ou Testes
Prorrogação Permissível após a data devencimento (Dias)
Semanal 1
Quinzenal 2 Mensal 3
Trimestral 4 Semestral 6
Anual 12
TABELA 11 - Número Obrigatório de Sensores de VUT, em Fornalhas Intermitentes, BanhosSalinos, Banhos Líquidos sob Temperatura Controlada, Fornalhas de BerçoFluidificadas ou Fornalhas Contínuas, Quando se Utiliza o MétodoVolumétrico(2)(3)
Volume Utilizável
Inferior a
3 pés3 (0,085 m3)
225 pés3
(6.4 m
3
)
300 pés3
(8.5 m
3
)
400 pés3
(11m
3
)
600 pés3
(17 m
3
)
800pés3
(23 m
3
)
1000
pés
3
(28 m3)
2000
pés
3
(57m3)
3000
pés
3
(85m3)
4000 fr3
(113 m
3
)Número de Sensores 1 Classes 1 e 2 (AntigaClasse 1)
5 9 14 16 19 21 23 30 35 40
Número de Sensores 1
Classes 3 até 6(Antiga Classe 2)
5 9 12 13 14 15 16 20 23 25
Pés3 por Sensor,Classes 1 e 2
<1 25 21 25 32 38 43 67 86 100
Pés3 por Sensor,Classes 3, 4, 5, e 6
< 1 25 25 31 43 53 63 100 130 160
(1) No caso das fornalhas de banho salino, onde se utilize uma única sonda para as VUT’s, os números acimarepresentam as localizações dos sensores.
{2) No caso das fornalhas maiores que 4000 pés3 (113 m3), use a fórmula adequada à classe para calcular o número desensores: • Classes 1 e 2: 9 + (0,5 X [a raiz quadrada do (volume da fornalha em pés3-225 pés3)]) ou
9 + [0,5 X (a raiz quadrada de [35,3 X {volume da fornalha em m3- 6,4 m3)])] • Classes 3 até 6: 9 + (0,25 X [a raiz quadrada do (volume da fornalha em pés3 - 225 pés3)])
9 + [0,25 X (a raiz quadrada de [35,3 X {volume da fornalha em m3- 6,4 m3)])]
(3) No caso das fornalhas menores que 4000 pés3 (113 m3), será aceitável usar a fórmula adequada ou interpolarutilizando-se os dados da Tabela 11.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 39/46
- 39 -
AMS 2750D SAE AMS 2750D
5. PREPARAÇÃO PARA A ENTREGA:
Não se aplica.
6. CONFIRMAÇÃO:
Não se aplica.
7. REJEIÇÕES:
Não se aplica.
8. OBSERVAÇÕES:
8.1 Uma barra de alteração (|) colocada na margem esquerda indica ao usuário os pontos ondeforam realizadas revisões técnicas mas não alterações editoriais, na edição anterior daespecificação. O símbolo (R) à esquerda do título do documento indica uma revisão completa daespecificação, incluindo a revisão técnica. As barras de alteração e o símbolo (R) não sãoutilizados nas publicações originais, nem nas especificações que incluem apenas alteraçõeseditoriais.
8.2 Os termos utilizados nesta AMS são adicionalmente esclarecidos na RP1917 e também emseguida:
8.2.1 "Exatidão": O desvio máximo da instrumentação sendo testada, em relação às indicaçõescorrigidas de um padrão rastreável.
8.2.2 "Termopar de metal não precioso": Termopar cujos termoelementos se compõem
principalmente de metais não preciosos e suas ligas. Os exemplos de termopares de metaisnão preciosos incluem os termopares E, J, K, N e T.
8.2.3 "Bimestral": No contexto deste documento, bimestral equivale a uma vez a cada dois meses.
8.2.4 "Quinzenal": No contexto deste documento, quinzenal equivale a uma vez a cada duassemanas.
8.2.5 "Calibragem": O processo de ajustar um instrumento ou traçar um gráfico de desvio, de formaque a indicação desse instrumento possa ser correlacionada ao valor real sendo mensurado.
8.2.6 "Falha catastrófica do termopar de vistoria": A falha evidente de um termopar de vistoria,
denunciada indicações extremamente elevadas, indicações extremamente baixas e/ouindicações de variação erráticas.
8.2.7 "Fornalha contínua": Uma fornalha onde o produto é transportado continuamente da área decarga to a área de descarga.
8.2.8 "Instrumento de controle": Um instrumento conectado a um sensor e utilizado para controlar atemperatura dos equipamentos processadores (incluindo banhos de têmpera por imersão eequipamentos de refrigeração). O instrumento também pode registrar ou não registrar atemperatura.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 40/46
- 40 -
AMS 2750D SAE AMS 2750D
8.2.9 "Sensor de controle": Um sensor conectado a um controlador da temperatura da fornalha, quepode ou não estar registrando.
8.2.10 "Zona de controle ou zona de controle da fornalha": A parte da zona operacional doequipamento de processamento térmico que possui um sensor separado/instrumento/insumotérmico ou mecanismo de saída, para controlar sua temperatura. Esta parte das fornalhas éindependentemente controlada.
8.2.11 "Banho líquido sob temperatura controlada": Uma fornalha contendo um líquido que é aquecidoaté a temperatura de tratamento térmico desejada. O produto é normalmente imerso no líquido.
8.2.12 "Fator de correção": O número de graus, determinado a partir da calibragem mais recente, quedeve ser somado ou subtraído da temperatura indicada por um sensor, um instrumento ou umacombinação dos mesmos (sistema), para se obter a temperatura real. Os fatores de correçãodos sensores e dos instrumentos são normalmente mantidos separados e somados
algebricamente quando se utiliza uma combinação.
8.2.13 "Sistema de aquisição de dados": Um sistema de instrumentos utilizado para coletar earmazenar automaticamente os dados de um processo, na forma de um registro eletrônico.
8.2.14 "Faixa morta": A faixa dentro da qual o insumo de temperatura pode ser alterado para mais epara menos, sem que a instrumentação registre qualquer alteração.
8.2.15 "Desvio": No contexto deste documento, a diferença entre a temperatura indicada não corrigidae a temperatura real.
8.2.16 "Instrumentação digital": Um instrumento que apresenta as medições processuais em uma tela,no formato digital. Os exemplos mais comuns são os registradores mecânicos equipados comtelas digitais, os indicadores digitais, os controladores equipados com telas digitais etc.
8.2.17 "Registro eletrônico": Qualquer combinação de teste, gráficos, dados, áudio, imagens ou outrasrepresentação de informações em formato digital que seja gerada, modificada, mantida,arquivada, recuperada ou distribuída por um sistema informatizado.
8.2.18 "Termopares consumíveis": Os termopares feitos de fio envolto em tecido ou plástico. O fio éfornecido em bobinas ou carretéis. O isolamento normalmente consiste em fibra de vidro oucerâmica trançada sobre cada condutor, mais fibra de vidro trançada sobre o conjunto.
8.2.19 "Instrumento de teste em campo": Um instrumento que é portátil, atende aos requisitos daTabela 3, tem calibragem rastreável até um equipamento secundário ou mais exato e é utilizadopara se realizar testes in loco de equipamentos de processamento térmico.
8.2.20 "Fornalha de berço fluidificada": Uma fornalha contendo um meio que se torna suspenso oufluido, devido à passagem ascendente através do meio. O produto fica normalmente imerso nomeio fluidificado.
8.2.21 "Fornalha": Equipamento utilizado no processamento térmico de materiais e componentes. Otermo “fornalha” inclui os fornos.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 41/46
- 41 -
AMS 2750D SAE AMS 2750D
8.2.22 "Junção aterrada": Um termopar blindado que tem a extremidade da junção quente (junção demedição) fundida ou soldada no ponto de fechamento da blindagem protetora.
8.2.23 "Escoadouro de calor": Uma massa de material com as mesmas características de transferênciade calor que a seção mais fina do componente sendo termicamente tratado. Os escoadouros decalor podem ser utilizados durante as VUT’s (consulte 3.5.10.1).
8.2.24 "Fornalha laboratorial": Uma fornalha utilizada unicamente para se determinar a reação aotratamento pelo aquecimento, conforme exigido pelas especificações do material.
8.2.25 "Sensor de carga": Sensores que são acoplados ao material de produção ou a uma simulaçãodo material de produção, que alimentam dados sobre a temperatura do material de produção àinstrumentação do processo.
8.2.26 "Erro máximo tolerado": Uma faixa de tolerância da resposta termoelétrica, expressa em graus
ou porcentagens. O erro máximo tolerado oferece uma faixa de tolerância dentro da qual osdiversos tipos de termopares devem corresponder às tabelas de referência de um termoparpadrão.
8.2.27 "Produtor do material": O fabricante que fabrica um produto de acordo com as especificações dematerial, que podem exigir, através de referências, a conformidade com uma especificação detratamento térmico. Os fabricantes de produtos fundidos, extrudados e forjados e seusfornecedores aprovados são considerados produtores de materiais. Os atacadistas, osdistribuidores e as organizações semelhantes não são considerados produtores de materiais.
8.2.28 "Junção medidora": A área de um termopar que é unida de modo a formar um circuito medidorque é utilizado para se medir uma temperatura desconhecida. Também chamada de “juntaquente”.
8.2.29 "Instrumento de monitoração": Um instrumento conectado a um sensor de controle,monitoração, carga ou registro, que indica a temperatura de equipamentos processadores. Osexemplos são um dispositivo indicador, um registrador gráfico, um registrador eletrônico dedados e um sistema de aquisição de dados.
8.2.30 "Sensor de monitoração": Um sensor conectado ao instrumento de monitoração.
8.2.31 "Termopar de metal nobre": Termopar cujos termoelementos se compõem principalmentede metais preciosos (por exemplo, platina/platina-ródio) e suas ligas. Os exemplos de
termopares de metais nobres incluem os Tipos R, S e B.8.2.32 "Termopares não consumíveis": Os termopares que não são recobertos por isolamento de
tecido ou plástico. Um dos tipos consiste em isoladores cerâmicos sobre fio termopar nueventualmente inserido em um tubo, visando a estabilidade e a proteção. Um segundo consisteem uma combinação de fios de termopar, um isolante mineral e uma bainha metálica protetoracompactada até um pequeno diâmetro. O termopar assim construído fica protegido, é flexível e,dentro das limitações térmicas do material da bainha, pode ser utilizado muitas vezes semruptura do isolamento. Os termopares deste segundo tipo, que atendem aos requisitos da ASTME 608, são vendidos sob diversas marcas comerciais.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 42/46
- 42 -
AMS 2750D SAE AMS 2750D
8.2.33 "Instrumentação contra temperatura excessiva": Uma combinação de sensor/instrumentoinstalada na fornalha, que é utilizada para monitorar qualquer temperatura excessiva que venhaa ocorrer, acionar um alarme e/ou reduzir ou interromper o aquecimento. A finalidade destecontrole é proteger o material e/ou a fornalha contra o superaquecimento.
8.2.33 "Tratamento térmico de componentes": Tratamento pelo aquecimento, realizado por outra fonteque não o produtor da matéria-prima. O produto é testado segundo os requisitos daespecificação de processamento por tratamento térmico ou os requisitos aplicáveisde outras especificações.
8.2.34 "Programa de manutenção preventiva" ou "programa de MP": Um programa de avaliação,adoção de medidas corretivas conforme sejam necessárias e documentação das condições deitens passíveis de afetar negativamente a uniformidade da temperatura da fornalha. Afreqüência da MP é estabelecida com base na experiência, visando garantir que não ocorram
maiores problemas entre as MP’s.8.2.35 "Sensor de teste primário": Sensor com a calibragem diretamente rastreável até um padrão de
referência. Normalmente utilizado para calibrar os sensores de teste secundários.
8.2.36 "Gráfico de registro do processo": Consulte a definição de “Instrumento de registro”.
8.2.37 "Instrumento de teste primário": Um instrumento que é calibrado diretamente segundoinstrumentos calibrados de acordo com uma norma do NIST ou norma nacional equivalente.Normalmente utilizado para calibrar a instrumentação secundária.
8.2.38 "Faixa qualificada da temperatura operacional": A faixa de temperatura do equipamento de
processamento térmico equipamento, onde a uniformidade da temperatura foi testada econsiderada dentro das tolerâncias exigidas, conforme especificado em 3.3.
8.2.39 "Zona operacional qualificada": A parte definida do volume de uma fornalha, onde a variação datemperatura corresponde à tolerância de uniformidade exigida.
8.2.40 "Sistema de têmpera por imersão": Um sistema que facilita o arrefecimento rápido, normalmenteconseguido utilizando-se óleo, água, misturas de água/polímero ou meios gasosos.Normalmente realizada através de imersão, pulverização ou nebulização.
8.2.41 "Tratamento térmico da matéria-prima (por exemplo, chapas, placas, extrudados, forjados efundidos)": Tratamento térmico realizado pelo ou para o produtor da matéria-prima; o produto étestado conforme exigido por uma especificação de material.
8.2.43 "Fornalhas de matéria-prima": Equipamentos utilizados pelo ou para o produtor do material (ouum fornecedor aprovado de um produtor do material), de acordo com a especificação dematerial, que pode exigir a conformidade com uma especificação de tratamento térmico.
8.2.44 "Instrumento de registro": Um instrumento conectado a um sensor de controle, monitoração,carga ou registro, que indica os dados da temperatura de equipamentos processadores e geraum registro permanente do processo. Os exemplos são a o registrador gráfico, o registradoreletrônico de dados e os sistemas de aquisição de dados.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 43/46
- 43 -
AMS 2750D SAE AMS 2750D
8.2.45 "Sensor de registro": Um sensor que é conectado a um instrumento de registro.
8.2.46 "Padrão de temperatura recorrente": Ciclagem da temperatura da fornalha, devido ao controle
da temperatura.
8.2.47 "Padrão de referência (metal nobre)": Um padrão que tenha sido calibrado conforme exigido naTabela 1, de acordo com um padrão nacional relevante.
8.2.48 "Sensor de TES residente": Um sensor de teste que permanece no ponto de teste, entre ostestes de exatidão do sistema.
8.2.49 "Fornalha de retorta": Uma fornalha incluindo uma retorta ou câmara de fusão que normalmentecontém uma atmosfera protetora e o produto sendo termicamente tratado. A fornalhanormalmente envolve a retorta.
8.2.50 "DRT": Dispositivo de resistência à temperatura.
8.2.51 "Fornalha de banho salino": Uma fornalha contendo um sal fundido que é aquecido até atemperatura desejada de tratamento térmico. O produto é normalmente imerso no sal fundido.
8.2.52 "Instrumento de teste secundário": Um instrumento com calibragem diretamente rastreável atéum padrão primário ou padrão de referência.
8.2.53 "Sensor de teste secundário": Sensor com calibragem diretamente rastreável até um sensor deteste primário. Normalmente utilizado para calibrar os sensores de teste.
8.2.54 "Fornalha semicontínua": Uma fornalha onde o produto é movimentado a intervalos regulares,entre a área de carga e a área de descarga.
8.2.55 "Sensibilidade": Uma mudança da temperatura do insumo térmico, que ativa uma variação paramais ou para menos na instrumentação. Normalmente a metade do valor numérico da faixamorta, como em: a sensibilidade de 1ºF (0,6ºC) é equivalente a uma faixa morta de 2ºF (1,1ºC).
8.2.56 "Sensor": No contexto deste documento, um dispositivo destinado a detectar ou medir umatemperatura (por exemplo, termopar, DRT etc.). Conforme usado nesta especificação, estetermo é idêntico a "sensor da temperatura."
8.2.57 "Conjunto termopar blindado (MIMS)": O conjunto acabado cortado na extensão correta,consistindo em termoelementos que têm uma das extremidades unidas na junção medidora,encapsulado e eletricamente isolado da blindagem protetora fechada na extremidade medidora.A blindagem protetora inclui uma vedação contra a penetração de umidade, na extremidade detransmissão do sinal gerado. O conjunto pode incluir um conector do termopar, mas não incluiuma junção de transferência ou cabos de extensão mecanicamente unidos aostermoelementos.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 44/46
- 44 -
AMS 2750D SAE AMS 2750D
8.2.58 "Estabilização (também conhecida como “equilíbrio de equalização”, “estado constante” ou“condição saturada”)": A estabilização da fornalha ocorre quando todos os termopares decontrole indicam temperaturas dentro faixa de tolerância da VUT e os controladores estão
ciclando e/ou mantendo a temperatura pretendida em cada zona.
8.2.59 "Teste da Exatidão do Sistema (TES) ou Verificação de Teste": Uma comparação in loco, entreas indicações ou valores do instrumento/cabo/sensor de teste e as indicações ou valores de uminstrumento/cabo/sensor calibrado, visando verificar se os desvios da temperatura medida estãodentro dos requisitos aplicáveis. Realizado para confirmar a exatidão do sistema de controle eregistro da fornalha, em cada zona controlada.
8.2.60 "Sensor de Teste da Exatidão do Sistema (TES)": Um sensor calibrado e rastreável, comdesvios conhecidos (caso existam), utilizado nos testes da exatidão do sistema.
8.2.61 "Controlador da temperatura": O instrumento ou PLC (Controlador Lógico Programável) utilizadopara controlar a temperatura interna de uma fornalha zona.
8.2.62 “Ultrapassagem da temperatura": O volume de elevação da temperatura na zona operacional dafornalha, acima da faixa de tolerância da VUT, que ocorre depois que a fornalha atinge o pontode estabilização da temperatura.
8.2.63 "Uniformidade da temperatura": A variação da temperatura (normalmente expressa em ± graus)no interior da zona operacional qualificada da fornalha, em relação ao ponto de estabilização datemperatura. No caso das fornalhas de retorta, onde se utiliza um sensor localizado na retortapara controlar a temperatura, a variação da temperatura corresponde ao sensor na retorta e nãoao ponto de estabilização da temperatura da fornalha.
8.2.64 "Sensor da uniformidade da temperatura": Um sensor calibrado e rastreável, com desviosconhecidos (caso existam), utilizado na realização dos Testes da Uniformidade da Temperatura.
8.2.65 "Vistoria da Uniformidade da Temperatura (VUT)": Um teste ou uma série de testes que utilizauma instrumentação de teste calibrada e sensores de campo, para medir a variação datemperatura no interior da zona operacional qualificada da fornalha, antes e após aestabilização térmica.
8.2.66 "Instrumento de teste": Instrumento utilizado para realizar os testes de exatidão do sistema,vistorias da uniformidade da temperatura ou a calibragem dos controladores, registradores,instrumentos de captação de dados ou instrumentos de monitoração.
8.2.67 "Sensor de teste": Sensor utilizado em conjunto com um instrumento de teste, na realização deum teste da exatidão do sistema ou vistoria da uniformidade da temperatura.
8.2.68 "Processamento térmico": Qualquer processo onde os materiais são expostos ao aquecimento,saturação ou arrefecimento controlado, para alterar as propriedades estruturais ou as condiçõesde um material ou componente. O termo exclui o preaquecimento e o aquecimento paraoperações de forjamento, secagem e moldagem quente.
8.2.69 "Equipamentos de processamento térmico": Um termo utilizado para designar qualquerrecipiente (como uma fornalha, um forno, um refrigerador etc.) utilizado para processarmateriais a temperaturas controladas.
5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 45/46
- 45 -
AMS 2750D SAE AMS 2750D
8.2.70 "Termopar": Um tipo de sensor consistindo em dois elementos eletricamente condutores comdiferentes características termoelétricas, unidos numa junção.
8.2.71 "Calibragem do termopar": O processo de medição da energia eletromagnética gerada por umtermopar, comparativamente a uma temperatura especificada por uma organização normativanacional.
8.2.72 "Rastreável (ou Rastreabilidade)": A possibilidade de relacionar os resultados da medição aolongo de uma seqüência ininterrupta, até o NIST ou uma entidade equivalente fora dos EstadosUnidos.
8.2.73 "Plano transversal": Um plano perpendicular à direção de transporte do material ou doscomponentes, no interior de uma fornalha contínua ou semicontínua.
8.2.74 "Utilização” (de um termopar - consulte 3.1.1.10): Um ciclo de aquecimento e arrefecimento de
um termopar.
8.2.75 "Fornalhas zoneadas": Fornalhas com zonas de temperatura separadamente controladas.
8.3 As dimensões e as propriedades expressas em unidades polegada/libra e graus Fahrenheit sãoprimárias; as dimensões e as propriedades expressas em unidades do Sistema MétricoInternacional e graus Celsius são apresentadas como equivalentes aproximados das unidadesprimárias e destinam-se apenas a fins de informação.
ELABORADO SOB A JURISDIÇÃO DA AMEC E DO COMITÊ B DA AMS

5/11/2018 AMS 2750D 05 - Portugu s PDF (2) - slidepdf.com
http://slidepdf.com/reader/full/ams-2750d-05-portugues-pdf-2 46/46
- 46 -
AMS 2750D SAE AMS 2750D
MOTIVO DA REVISÃO
Esta especificação foi completamente reescrita, para atender à atual tecnologia de pirometria.