alexandre borges fagundes mapeamento do … · mapeamento do gerenciamento das areias a verde de...
TRANSCRIPT
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
ALEXANDRE BORGES FAGUNDES
MAPEAMENTO DO GERENCIAMENTO DAS AREIAS A VERDE DE
FUNDIÇÃO NO ESTADO DO PARANÁ SOB A ÓTICA DA
PRODUÇÃO MAIS LIMPA: UMA CONTRIBUIÇÃO PARA O
ESTABELECIMENTO DE ESTRATÉGIAS
DISSERTAÇÃO
PONTA GROSSA
2010
ALEXANDRE BORGES FAGUNDES
MAPEAMENTO DO GERENCIAMENTO DAS AREIAS A VERDE DE
FUNDIÇÃO NO ESTADO DO PARANÁ SOB A ÓTICA DA
PRODUÇÃO MAIS LIMPA: UMA CONTRIBUIÇÃO PARA O
ESTABELECIMENTO DE ESTRATÉGIAS
Dissertação apresentada como requisito parcial à obtenção do título de Mestre em Engenharia de Produção, do Programa de Pós-Graduação em Engenharia de Produção, Área de Concentração: Gestão Industrial, da Gerência de Pesquisa e Pós-Graduação, do Campus Ponta Grossa, da UTFPR.
Orientador: Prof. Dr. Ivanir Luiz de Oliveira.
PONTA GROSSA
2010


Aos meus pais:
José Mario (in memorian) e Mariza,
exemplos de amor aos filhos e incentivo
incondicional aos estudos.

AGRADECIMENTOS
Agradeço a Deus por permitir mais esta conquista em minha vida.
À minha família, por todo apoio, carinho e confiança depositada.
Ao meu orientador e amigo, professor Dr. Ivanir Luiz de Oliveira, pela
oportunidade da realização deste trabalho e principalmente pela orientação e
paciência durante a revisão do mesmo.
Aos professores doutores Nilson Ribeiro Modro, Jhon Jairo R. Behainne e
Joseane Pontes, membros da banca, pela contribuição de suas sugestões.
À minha colega de sala e amiga Caroline Rodrigues Vaz, companheira nessa
jornada pela busca e difusão do conhecimento.
À Renata Régis Florisbelo, pela atenção, colaboração e incentivo a esta
pesquisa.
Ao Sr. Jurandir Sanches Carmelio, pelas valiosas informações disponibilizadas.
À minha namorada, pelo apoio, principalmente pela paciência e compreensão
nos períodos em que tive que me ausentar.
Ao amigo Délcio Pereira, por sua presença iluminada, sempre transmitindo
otimismo e confiança nos momentos de incerteza.
Aos profissionais que responderam os questionários, compartilhando seu
tempo e seus conhecimentos sobre as areias de fundição.
Enfim, a todos que, direta ou indiretamente, contribuíram para a realização
deste trabalho.

“Se você acha que pode ou acha que não
pode, de qualquer maneira você está certo.”
(Henry Ford)
PPGEP – Produção e Manutenção (2010)
RESUMO
FAGUNDES, Alexandre Borges. Mapeamento do Gerenciamento das Areias a Verde de Fundição no Estado do Paraná sob a Ótica da Produção mais Limpa: uma Contribuição para o Estabelecimento de Estratégias. 2010, 139 f. Dissertação (Mestrado em Engenharia de Produção), Universidade Tecnológica Federal do Paraná, Campus Ponta Grossa, 2010.
A questão ambiental vem ocupando espaço cada vez maior no cenário nacional. O crescente aumento no rigor das legislações torna essa temática foco de grande atenção. Nesse ínterim, a indústria da fundição surge como grande recicladora, por utilizar material reciclado como matéria-prima em seus processos, mas ao mesmo tempo apresenta baixo desempenho ambiental, por ser grande consumidora de recursos minerais e também pelos resíduos que gera. Dentre os resíduos gerados, o de areia de fundição se destaca, constituindo-se num dos maiores problemas no tocante ao gerenciamento de resíduos da indústria de fundição. Além do embasamento sobre fundição, a abordagem deste trabalho envolveu aspectos da legislação ambiental, elaboração de normas específicas para as areias de fundição através da ABNT CB-59, conceitos e sistemas de gerenciamento ambiental (ISO 14001, Ecologia Industrial e Produção mais Limpa), buscando analisar o gerenciamento das areias a verde de fundição no Estado do Paraná com vistas ao estabelecimento de futuras estratégias para o setor. Para atingir esse objetivo realizou-se um levantamento do setor de fundição em todo o Paraná e identificaram-se as empresas utilizadoras de areias à verde de fundição; diagnosticou-se, com base na Produção mais Limpa, a atual situação do gerenciamento desses materiais e projetou-se um cenário futuro da utilização da técnica de moldagem por areias a verde. O estudo mostrou que as práticas de gerenciamento das areias a verde englobaram os três níveis de ação da Produção mais Limpa, que o uso desse material continua sendo interessante para as fundições sob o aspecto econômico e que dificilmente será substituído totalmente. Como principais metas das fundidoras foram apontadas a expansão da capacidade produtiva e a melhoria na qualidade dos produtos. Foram identificadas as dificuldades enfrentadas e evidenciados pontos em que há necessidade de investimentos e melhorias envolvendo o nível organizacional e tecnológico das empresas pesquisadas. O estudo também revelou dados conflitantes entre a geração total de areias descartadas de fundição informada pelas empresas e a geração estimada com base nos dados de entrada, deixando dúvidas quanto ao destino de grande parcela desse material. Portanto, a abordagem e os resultados obtidos na pesquisa evidenciaram sua relevância para o setor de fundição no Estado do Paraná, contribuindo para um melhor conhecimento sobre o gerenciamento das areias a verde e dando subsídios ao estabelecimento de futuras estratégias.
Palavras-chave: Fundição, Areia a verde, Gestão Ambiental.

PPGEP – Produção e Manutenção (2010)
ABSTRACT
FAGUNDES, Alexandre Borges. Mapping of the Foundry Green Sand Management in the Paraná State from the Cleaner Production perspective: a Contribution to the Establishment of Strategies. 2010, 139 p. Dissertation (Master in Production Engineering), Federal Technological University of Paraná, Campus Ponta Grossa, 2010.
The environmental issue has been occupying more space on the national scene. The increasing stringency of the laws makes this thematic focus of great attention. In this context, the foundry appears as a great recycler to use recycled material as raw material in their processes, but at the same time has a low environmental performance because it is a huge consumer of mineral resources and also because of the waste it generates. Among this waste, the foundry sand waste is one of the biggest problems concerning the management of waste from the foundry industry. Beyond the theoretical base on foundry, the approach of this study involved aspects of environmental legislation, development of standards specific to the foundry sand through the ABNT CB-59, concepts and environmental management systems (ISO 14001, Industrial Ecology and Cleaner Production) searching to analyze the foundry green sand management in the state of Paraná, with a view to establishing future strategies for the sector. To achieve this goal we carried out a survey of the foundry sector across the Parana and identified the companies using the foundry green sand, was diagnosed on the basis of Cleaner Production, the current situation of management of these materials and projected a future scenario of using the technique of molding sand green. The study showed that the management practices of the green sands encompassed three levels of action of Cleaner Production, the use of this material is still interesting to the foundries under the economic aspect and it probably won't be completely replaced. The main goals of the foundries are the expansion of productive capacity and improving product quality. Difficulties have been identified and highlighted the points where there is need for investment and improvements involving organizational and technological levels of companies surveyed. The study also revealed conflicting data between the total generation of discarded foundry sands informed by companies and the estimative based on the input data, leaving it unclear as to the fate of a large part of this material. Therefore, the approach and results of survey showed its relevance to the foundry industry in the State of Paraná, contributing to a better understanding of the green sand management and giving subsidies to the establishment of future strategies.
Keywords: Foundry, Green sand, Environmental Management
PPGEP – Produção e Manutenção (2010)
LISTA DE FIGURAS
FIGURA 1 - RANKING DA PRODUÇÃO MUNDIAL DE FUNDIDOS (BASE 2008) ..22
FIGURA 2 - PRODUÇÃO BRASILEIRA DE FUNDIDOS...........................................22
FIGURA 3 - DISTRIBUIÇÃO SETORIAL DA VENDA DE FUNDIDOS NO BRASIL (%) .............................................................................................................................23
FIGURA 4 – EXPORTAÇÃO BRASILEIRA DE FUNDIDOS 1998 - 2008 (EM US$ MILHÕES) .................................................................................................................24
FIGURA 5 - PROJEÇÃO DE DEMANDA DE FUNDIDOS NO BRASIL (2009 – 2013) ....................................................................................................................................24
FIGURA 6 - PROJEÇÃO DA CAPACIDADE INSTALADA E PRODUÇÃO DE FUNDIDOS DO BRASIL (2009 – 2013) ....................................................................25
FIGURA 7 - MÃO-DE-OBRA EMPREGADA NO SETOR DE FUNDIÇÃO BRASILEIRO (1998 – 2008) ......................................................................................26
FIGURA 8 - FLUXOGRAMA DO PROCESSO DE FUNDIÇÃO COM AS PRINCIPAIS ENTRADAS DE MATÉRIAS-PRIMAS E INSUMOS E SAÍDAS DE RESÍDUOS E EMISSÕES ................................................................................................................28
FIGURA 9 - ESTRUTURA DO COMITÊ BRASILEIRO DE FUNDIÇÃO - ABNT/CB-59 ....................................................................................................................................37
FIGURA 10 – ELEMENTOS-CHAVE DO SISTEMA DE GESTÃO AMBIENTAL BASEADO NA ISO 14001.........................................................................................42
FIGURA 11 - ABORDAGEM ESQUEMÁTICA DA PRODUÇÃO MAIS LIMPA..........47
FIGURA 12 - PERCENTUAL DE QUESTIONÁRIOS RESPONDIDOS EM RELAÇÃO AO UNIVERSO DE EMPRESAS DE FUNDIÇÃO LEVANTADAS NO ESTADO DO PARANÁ QUE UTILIZAM AREIAS A VERDE............................................................58
FIGURA 13 - PORTE DAS EMPRESAS....................................................................61
FIGURA 14 - ESCOLARIDADE DOS FUNCIONÁRIOS DE ACORDO COM O PORTE DAS EMPRESAS .........................................................................................62
FIGURA 15 - ESCOLARIDADE DOS FUNCIONÁRIOS (CÔMPUTO GERAL) ........63
FIGURA 16 - PERCENTUAL DE FERROS, AÇOS E METAIS NÃO-FERROSOS FUNDIDOS (ANO-BASE 2008) .................................................................................63
FIGURA 17 - DESTINAÇÃO DA PRODUÇÃO DE FUNDIDOS – REGIÕES DO PAÍS (INDICADOR)* ...........................................................................................................64
FIGURA 18 - DESTINAÇÃO DA PRODUÇÃO DE FUNDIDOS – SEGMENTOS (INDICADOR)* ...........................................................................................................65
FIGURA 19 - FATURAMENTO ANUAL DAS EMPRESAS (R$) ...............................65
FIGURA 20 - TIPOS DE FORNOS EMPREGADOS .................................................66
FIGURA 21 - TIPOS DE MOLDAGEM EMPREGADOS ...........................................66
PPGEP – Produção e Manutenção (2010)
FIGURA 22 - PROCESSOS DE MOLDAGEM: DIVISÃO PERCENTUAL DO VOLUME TOTAL DE AREIAS DESTINADOS À MOLDAGEM .................................67
FIGURA 23 - PROCESSOS DE MACHARIA: DIVISÃO PERCENTUAL DO VOLUME TOTAL DE AREIAS DESTINADOS À MACHARIA ...................................................67
FIGURA 24 - POSTURA DAS EMPRESAS FRENTE ÀS CERTIFICAÇÕES TS 16949, ISO 14001 E ISO 9001 ..................................................................................68
FIGURA 25 - ESTRATÉGIAS DE NEGÓCIOS DAS EMPRESAS NOS ÚLTIMOS 5 ANOS (INDICADOR)*................................................................................................69
FIGURA 26 - ESTRATÉGIAS DE NEGÓCIOS DAS EMPRESAS PARA OS PRÓXIMOS 5 ANOS (INDICADOR)*.........................................................................70
FIGURA 27 - OBJETIVOS DAS EMPRESAS AO INVESTIR EM TECNOLOGIA ....71
FIGURA 28 - DIFICULDADES ENFRENTADAS PELAS EMPRESAS PARA SE DESENVOLVEREM ..................................................................................................71
FIGURA 29 - POSTURA DAS EMPRESAS QUANTO À REALIZAÇÃO DE ENSAIOS LABORATORIAIS NAS AREIAS ...............................................................................77
FIGURA 30 - EQUIPAMENTOS PARA AREIA A VERDE: PERCENTUAL PRESENTE NAS EMPRESAS ..................................................................................78

PPGEP – Produção e Manutenção (2010)
LISTA DE TABELAS
TABELA 1 – PRINCIPAIS CARACTERÍSTICAS DE AREIAS-BASE ........................31
TABELA 2 – RELAÇÕES ENTRE OS MATERIAIS ADQUIRIDOS PELAS EMPRESAS COMO MATÉRIAS-PRIMAS ................................................................75

PPGEP – Produção e Manutenção (2010)
LISTA DE QUADROS
QUADRO 1 – TRIAGEM DO TOTAL DE EMPRESAS PESQUISADAS ...................55
QUADRO 2 – DISTRIBUIÇÃO DAS QUESTÕES OBJETIVAS DOS QUESTIONÁRIOS EXPLORATÓRIO E COMPLEMENTAR DE ACORDO COM O TIPO DE TABULAÇÃO .............................................................................................60
QUADRO 3 – PERCENTUAIS DE ADF DESTINADOS PELAS EMPRESAS À RECICLAGEM EXTERNA .........................................................................................79
QUADRO 4 – PERCENTUAIS DE ADF DESTINADOS PELAS EMPRESAS PARA DESCARTE FINAL ....................................................................................................80
QUADRO 5 – PRÁTICAS DE GERENCIAMENTO DE ADF ADOTADAS PELAS EMPRESAS: ENQUADRAMENTO SEGUNDO OS 3 NÍVEIS DA P+L ....................84
QUADRO 6 – INDICADORES EM FUNÇÃO DO NÍVEL DE AÇÃO DAS EMPRESAS PESQUISADAS ...........................................................................................................85
QUADRO 7 – DADOS DA SITUAÇÃO ORGANIZACIONAL DAS EMPRESAS PESQUISADAS ...........................................................................................................89

PPGEP – Produção e Manutenção (2010)
LISTA DE ABREVIATURAS E SIGLAS
ABIFA Associação Brasileira de Fundição ABNT Associação Brasileira de Normas Técnicas ADF Areias Descartadas de Fundição AFS American Foundry Society BNDES Banco Nacional do Desenvolvimento CB-01 Comitê Brasileiro de Mineração e Metalurgia CB-59 Comitê Brasileiro de Fundição CE-59 Comissão de Estudos de Areias de Fundição CEMA Conselho Estadual do Meio Ambiente CETESB Companhia Ambiental do Estado de São Paulo CNAE Classificação Nacional de Atividades Econômicas CNTL Centro Nacional de Tecnologias Limpas CONAMA Conselho Nacional do Meio Ambiente EIA Estudo de Impacto Ambiental EIPPCB European Integrated Pollution Prevention and Control Bureau EPA Environmental Protection Agency FIEP Federação das Indústrias do Estado do Paraná IAP Instituto Ambiental do Paraná IBGE Instituto Brasileiro de Geografia e Estatística IPARDES Instituto Paranaense de Desenvolvimento Econômico e Social ISO International Organization for Standardization NBR Norma Brasileira ONG Organização Não Governamental P+L Produção mais Limpa PCA Pó de Carvão Aditivado RIMA Relatório de Impacto sobre o Meio Ambiente SEBRAE Serviço Brasileiro de Apoio às Micro e Pequenas Empresas SEMA Secretaria de Estado do Meio Ambiente e Recursos Hídricos SGA Sistema de Gestão Ambiental SiO2 Dióxido de Silício UNEP United Nations Environment Programme UNIDO United Nations Industrial Development Organization

PPGEP – Produção e Manutenção (2010)
SUMÁRIO
1 INTRODUÇÃO.....................................................................................................15
1.1 CONTEXTUALIZAÇÃO....................................................................................... 15
1.2 OBJETIVOS.........................................................................................................18
1.2.1 Objetivo Geral................................................................................................... 18
1.2.2 Objetivos Específicos....................................................................................... 18
1.3 JUSTIFICATIVA...................................................................................................18
1.4 DELIMITAÇÃO DA PESQUISA........................................................................... 19
1.5 ESTRUTURA DO TRABALHO............................................................................ 20 2 REFERENCIAL TEÓRICO................................ .................................................. 21
2.1 FUNDIÇÃO.......................................................................................................... 21
2.1.1 Fundição no Brasil............................................................................................ 21
2.1.2 O Processo de Fundição.................................................................................. 27
2.1.3 Areias de Fundição........................................................................................... 29 2.1.3.1 Areias a verde..............................................................................................29
2.1.3.2 Areias ligadas quimicamente.........................................................................30
2.1.3.3 Constituintes básicos das areias...................................................................30
2.2 ASPECTOS DA LEGISLAÇÃO AMBIENTAL...................................................... 33
2.3 NORMAS E REGULAMENTAÇÕES REFERENTES ÀS AREIAS DE FUNDIÇÃO................................................................................................................. 36
2.4 CONCEITOS E SISTEMAS DE GERENCIAMENTO AMBIENTAL.....................40
2.4.1 ISO 14001.........................................................................................................41
2.4.2 Ecologia Industrial............................................................................................ 43
2.4.3 Produção mais Limpa (P+L)............................................................................. 45 3 MATERIAIS E MÉTODOS................................ ...................................................52
3.1 LOCAL DA PESQUISA........................................................................................52
3.2 EMPRESAS PESQUISADAS.............................................................................. 53
3.3 COLETA DE DADOS...........................................................................................55
3.4 INSTRUMENTO DE PESQUISA......................................................................... 56
3.4.1 Questionário Exploratório................................................................................. 56
3.4.2 Questionário Complementar............................................................................. 57
3.5 REPRESENTATIVIDADE DOS DADOS COLETADOS...................................... 57
3.6 TABULAÇÃO E TRATAMENTOS DE DADOS....................................................59 4 RESULTADOS E DISCUSSÕES............................ ............................................ 61
4.1 ANÁLISE DO GERENCIAMENTO DAS AREIAS A VERDE DE FUNDIÇÃO NO ESTADO DO PARANÁ...............................................................................................74
4.2 ANÁLISE DA AMOSTRA SOB A ÓTICA DA P+L............................................... 83
PPGEP – Produção e Manutenção (2010)
4.2.1 Situação Organizacional das Empresas........................................................... 88
4.3 PROJEÇÕES E CONSIDERAÇÕES...................................................................90 5 CONSIDERAÇÕES FINAIS............................... ................................................ 94
5.1 SUGESTÕES PARA TRABALHOS FUTUROS..................................................96 REFERÊNCIAS......................................................................................................... 97 APÊNDICE A – TRIAGEM DO LEVANTAMENTO DAS INDÚSTRIAS DE FUNDIÇÃO DO PARANÁ................................. ....................................................... 106 APÊNDICE B – EMPRESAS QUE POSSUEM PROCESSOS DE FUND IÇÃO EM SUAS INSTALAÇÕES NO ESTADO DO PARANÁ............... .................................110 APÊNDICE C – QUESTIONÁRIO EXPLORATÓRIO............. ................................. 112 APÊNDICE D – QUESTIONÁRIO COMPLEMENTAR............. ............................... 118 APÊNDICE E – IDENTIFICAÇÃO DE UM CASO DE INICIATIVA DE SUBSTITUIÇÃO DE MATÉRIAS-PRIMAS NA FABRICAÇÃO DE AR EIAS À VERDE (O CASO DE UMA EMPRESA DE FUNDIÇÃO DA REGIÃO CENTRO-ORIENTAL DO PARANÁ)................................ ....................................................... 118 ANEXO A – GUIA DAS FUNDIÇÕES – REVISTA FS (EXCERTO REFERENTE AO UNIVERSO DA PESQUISA).............................. ...................................................... 127 ANEXO B – GUIA ABIFA DE FUNDIÇÃO (EXCERTO REFERENTE AO UNIVERSO DA PESQUISA)....................................... .................................................................129 ANEXO C – ESTADO DO PARANÁ – MESORREGIÕES GEOGRÁFIC AS.......... 132 ANEXO D – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA EM TODO ESTADO DO PARANÁ. .............. 133 ANEXO E – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE ENVOLVENDO CURIT IBA E REGIÃO).................................................................................................................. 134 ANEXO F – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE ENVOLVENDO PONTA GROSSA E REGIÃO)............................................................................................................... 135 ANEXO G – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE ENVOLVENDO MARIN GÁ, LONDRINA E APUCARANA).............................. .................................................... 136 ANEXO H – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE ENVOLVENDO TOLED O, CASCAVEL, FRANCISCO BELTRÃO E PATO BRANCO)......... ...........................137 ANEXO I – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE ENVOLVENDO BANDE IRANTES, CAMBARÁ E JACAREZINHO)............................. .................................................. 138 ANEXO J – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE F UNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE ENVOLVENDO CAMPO MOURÃO, PARANAVAÍ E LOANDA)................................ ....................................................... 139

Capítulo 1 Introdução 15
PPGEP – Produção e Manutenção (2010)
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO
O crescente aumento populacional mundial gerou a necessidade de maior
quantidade de produtos e maior velocidade em sua manufatura; produtos artesanais
de outrora já não satisfaziam mais a demanda, e a industrialização, com o advento
da Revolução Industrial, veio a suprir essa necessidade. Os avanços tecnológicos,
desde então, vem num crescente desenvolvimento sob a forma de novas máquinas,
novos materiais e processos produtivos, chegando a níveis que seriam inimagináveis
a até pouco tempo atrás.
Os resíduos dos processos industriais que antes eram praticados, por serem
em sua maioria de origem natural, não causavam grandes impactos ao ambiente
(BIDONE, 1999); já os resíduos dessa nova concepção de produção, com sua vasta
gama de formas e composições repercutiram de maneira violenta, em poucas
décadas, no equilíbrio ambiental do planeta.
Materiais desenvolvidos com foco apenas nas propriedades necessárias à
aplicação do produto final e nos processos produtivos que visam tão somente a
obtenção do máximo lucro, culminaram em rejeitos de difícil decomposição, alta
toxicidade, dentre outras tantas propriedades estranhas à natureza, causando os
desdobramentos que se presencia na atualidade: alterações climáticas, desertos
que não param de crescer, desequilíbrios nos ecossistemas.
Ambientalistas a décadas vêm lutando em prol de atitudes para a reversão
desse quadro, dentre elas, podem-se citar a Conferência de Estocolmo (1972), a
Assembléia Geral das Nações Unidas (1983), o relatório de Brundtland (1987), a
Conferência das Nações Unidas para o Meio Ambiente (ECO 92), realizada no Brasil
(consagrando o conceito de Desenvolvimento Sustentável: um modelo econômico
menos consumista e mais adequado ao equilíbrio ecológico) e a Conferência
Mundial sobre Desenvolvimento Sustentável realizada em Joanesburgo (2002), na
África do Sul, traçando novas diretrizes para o Desenvolvimento Sustentável (aplicar
o “pensar globalmente e agir localmente”).
Capítulo 1 Introdução 16
PPGEP – Produção e Manutenção (2010)
Atrelados a isso, os governos vêm impondo legislações em benefício ao meio
ambiente, específicas para cada área de atuação humana, fiscalizando e punindo os
infratores de forma cada vez mais severa.
Essa tendência mundial gerou um novo perfil de consumidor que, mais
consciente e preocupado com a questão ambiental, agrega valor de estima aos
produtos ecologicamente corretos, tornando esse um dos fatores de influência na
competitividade entre as empresas.
Devido a essa nova realidade as empresas estão vivenciando essa “dicotomia
da sustentabilidade”: de um lado, no âmbito ambiental, o dever responsável para
com o meio ambiente, em resposta à satisfação dos clientes; de outro lado, no
âmbito econômico, as imposições legais e o valor desses procedimentos, que
contribuem para aumentar seus custos.
O setor de fundição surge nesse ínterim como um grande reciclador, pois utiliza
materiais descartados pela sociedade – objetos metálicos já considerados sucata –
como matérias primas para a constituição dos seus produtos finais, reintroduzindo
esses materiais à cadeia produtiva e, ao mesmo tempo, trazendo benefícios ao meio
ambiente pela diminuição da extração de minérios e outros materiais diretamente da
natureza, além de poupar a energia que seria empregada nos processos primários
de transformação.
Apesar disso, o setor de fundição apresenta baixo desempenho ambiental, por
ser grande consumidor de recursos minerais (a exemplo das areias-base) e também
por seus processos produtivos gerarem grande quantidade de resíduos (vapores,
escória, areias descartadas de fundição, materiais particulados, entre outros).
Dentre esses resíduos, evidenciam-se como objeto de grande preocupação as
Areias Descartadas de Fundição (ADF), pois se apresentam isoladamente como os
de maior volume, superando a somatória dos demais (ABIFA, 2008).
Como opções a serem consideradas em primeira instância para a destinação
desses materiais, avaliando-se o benefício ambiental, podem-se citar os processos
de reciclagem interna (recuperação e regeneração) e de reciclagem externa
(reutilização).

Capítulo 1 Introdução 17
PPGEP – Produção e Manutenção (2010)
No Brasil, aspectos técnicos e legais ainda impedem a plena reutilização
desses resíduos como matéria-prima em aplicações fora da indústria de fundição,
em contrapartida ao que ocorre nos Estados Unidos e Europa, e a regeneração de
areias a verde também encontra barreiras, sobretudo pela aparente inviabilidade
econômica, frente aos valores para a aquisição dos equipamentos.
Esse contexto contribui para a geração cada vez maior de passivos ambientais,
devido ao acúmulo desse material em aterros como opção regulamentada às
fundidoras e ao também crescente aumento no rigor das restrições ambientais, que
acarretam em custos cada vez maiores para essa prática.
Portanto, devido ao expressivo volume de ADF gerado e da influência do
cenário até aqui estabelecido, as ADF constituem-se atualmente num dos maiores
problemas no tocante ao gerenciamento de resíduos da indústria de fundição.
Tomando-se como referência os dados coletados da ABIFA (2009), da
produção total de fundidos no Brasil no ano de 2008, observou-se uma média de
produção de 82,8% de ferros fundidos (231.424,4 t/mês) e 9,7% para aços (26.984,8
t/mês), restando 7,6% (21.193,4 t/mês) para os materiais não-ferrosos. Dependendo
do tipo de peça a ser confeccionada, de acordo com Dantas (2003), a proporção
entre metal e areia utilizada nos processos de fundição varia de 0,8 a 1,0. Portanto,
considerando o valor médio de 0,9, movimenta-se aproximadamente 250.000 t
mensais de areias de fundição para suprir a média nacional de produção de metais.
Dentre os processos de fundição, o processo de areia a verde é o mais
empregado, principalmente para ferros fundidos tendo, portanto, maior participação
nos resíduos gerados pelo setor de fundição (OKIDA, 2006).
Em vista disso as areias descartadas de fundição foram eleitas como objeto
deste estudo, mais especificamente as areias a verde por sua evidente
representatividade.
Face a essa realidade, este trabalho buscou diagnosticar, sob a ótica da
Produção mais Limpa (P+L), o atual cenário do gerenciamento das areias a verde de
fundição no Estado do Paraná e, com base nas informações coletadas, projetar um
cenário futuro; com isso buscando responder à pergunta: com relação ao manejo
Capítulo 1 Introdução 18
PPGEP – Produção e Manutenção (2010)
das areias a verde de fundição, quais procedimentos estão sendo praticados
pelas indústrias de fundição do Estado do Paraná?
1.2 OBJETIVOS
1.2.1 Objetivo Geral
Analisar o gerenciamento das areias a verde de fundição no estado do Paraná
com vistas ao estabelecimento de futuras estratégias para o setor.
1.2.2 Objetivos Específicos
(i) Realizar um levantamento do setor de fundição no Estado do Paraná e
identificar as empresas utilizadoras de areias à verde de fundição;
(ii) Diagnosticar a atual situação do gerenciamento das areias à verde no
Estado do Paraná, com base na Produção mais Limpa (P+L) e nos seus
três níveis de ação;
(iii) Projetar um cenário futuro da utilização da técnica de moldagem por areias
à verde.
1.3 JUSTIFICATIVA
O setor de fundição brasileiro apresenta relevância no cenário internacional (é
o 7º produtor mundial de fundidos) e também no cenário industrial nacional, uma vez
que o produto fundido é básico na maioria das cadeias produtivas. Destacam-se o
setor automotivo e de bens de capital com o consumo de, respectivamente, 55% e
Capítulo 1 Introdução 19
PPGEP – Produção e Manutenção (2010)
18% de toda a produção nacional de fundidos, que totalizou no ano de 2008 um
montante aproximado de 3.355.000 toneladas (CARMELIO et. al, 2009).
Geograficamente o setor de fundição está distribuído por todas as regiões do
país, porém apresenta maior concentração nas regiões Sudeste e Sul (ASSUNÇÃO
et. al, 2007, p.7). A região Sul ocupa o 2ª lugar no ranking da produção nacional de
fundidos.
O Estado do Paraná apresentou pouca representatividade em relação aos
estados de Santa Catarina e Rio Grande do Sul. Segundo a literatura (Estudo
Setorial de Fundição 2004-2006), ele participa com apenas 3,5% do total de
fundidos na região Sul. No entanto, há carência de informações mais precisas e
atualizadas, sendo importante um aprofundamento desse estudo nessa região.
O desempenho ambiental das empresas de fundição é uma incógnita. A
alarmante estimativa da movimentação de 250.000 t/mês de areias de fundição no
Brasil, em sua maior parte constituída por areias a verde, direcionou a presente
pesquisa na busca de informações sobre o seu gerenciamento, especificamente no
Paraná.
Portanto, frente ao exposto, este trabalho se justifica por contribuir para o
maior conhecimento do setor de fundição no Estado do Paraná e sobre o
desempenho ambiental no trato das areias de fundição, particularmente das areias a
verde, orientando sobre um cenário futuro para o gerenciamento desses materiais.
1.4 DELIMITAÇÃO DA PESQUISA
A pesquisa teve como objeto de estudo as areias a verde de fundição e
abrangeu, sob a ótica da P+L, o gerenciamento desses materiais por empresas de
fundição estabelecidas no Estado do Paraná, elaborando-se um diagnóstico com
base nas informações fornecidas pelas empresas através do preenchimento de
questionários.

Capítulo 1 Introdução 20
PPGEP – Produção e Manutenção (2010)
1.5 ESTRUTURA DO TRABALHO
O trabalho está estruturado em 5 capítulos.
No capítulo 1, a problemática que envolve as ADF é contextualizada, sendo
definidos os objetivos e apresentadas a justificativa, a delimitação e estrutura da
pesquisa.
O capítulo 2 apresenta o referencial teórico do trabalho, envolvendo fundição
(sua importância, dados sobre o setor no Brasil, descrição do processo produtivo e
dos materiais envolvidos), aspectos da legislação ambiental (Leis Federais e Leis,
resoluções e portarias em vigor no Estado do Paraná, além do projeto de Lei sobre a
Política Nacional de Resíduos Sólidos), normas e regulamentações referentes às
areias descartadas de fundição (classificação das ADF, normas da ABNT, em vigor e
em estudo, e regulamentações da CETESB), conceitos e sistemas de
gerenciamento ambiental (abordando Gestão Ambiental, ISO 14001, Ecologia
Industrial e Produção mais Limpa).
No capítulo 3 é feita a descrição do local da pesquisa e são apresentados o
método, os instrumentos e procedimentos utilizados a fim de alcançar os objetivos
propostos pela presente pesquisa.
O capítulo 4 apresenta os resultados da pesquisa e discussões.
E no capítulo 5 são apresentadas as conclusões do trabalho e recomendações
para trabalhos futuros.

Capítulo 2 Referencial Teórico 21
PPGEP – Produção e Manutenção (2010)
2 REFERENCIAL TEÓRICO
2.1 FUNDIÇÃO
O processo de fundição pode ser considerado o mais versátil dentre os de
conformação de metais. Isto ocorre devido à ampla diversidade de propriedades
metalúrgicas, formatos e dimensões que podem ser proporcionados às peças
fundidas (SIEGEL,1972) podendo, muitas vezes, constituir-se como o método mais
simples e econômico, ou até mesmo, como o único método tecnicamente viável para
a obtenção de determinada forma sólida (KONDIC, 1973).
Haja vista que o produto fundido é básico na maioria das cadeias produtivas
(CARMELIO et. al, 2009), tomando como exemplo as indústrias de máquinas e
equipamentos, normalmente dependentes de peças advindas do setor de fundição
para compor seus produtos, evidencia-se a relevância desse setor para o
desenvolvimento industrial de um país (SIEGEL, 1978).
2.1.1 Fundição no Brasil
O intenso emprego de mão-de-obra (característica da indústria de fundição) e a
auto-suficiência em matérias-primas são fatores que contribuem para que o Brasil
tenha independência do mercado externo, gerando um número significativo de
empregos diretos e indiretos no país. Dentre as matérias-primas destacam-se a
produção de ferro gusa (2º maior produtor mundial), ferroligas e alumínio,
exportando, respectivamente 68,7%, 45,3% e 60,8% de toda produção interna
(CARMELIO et al., 2009).
São aproximadamente 1.400 empresas de fundição (em sua maioria de capital
nacional e de pequeno e médio porte), totalizando cerca de 60.000 trabalhadores
empregados e um faturamento de 11 bilhões de dólares em 2008. As baixas
importações aliadas às representativas exportações contribuem de forma relevante
na balança comercial do país (CARMELIO et al., 2009).

Capítulo 2 Referencial Teórico 22
PPGEP – Produção e Manutenção (2010)
Essa somatória de fatores reuniu condições que levaram o Brasil a ocupar a
sétima posição no ranking mundial de produtores de fundidos (base 2008), conforme
mostra a Figura 1.
Figura 1 – Ranking da produção mundial de fundidos (base 2008)
Fonte: Adaptado American Foundry Society (2009, p.20).
A evolução da produção brasileira entre 1998 e 2008, envolvendo peças
fundidas em ferro, aço e ligas não-ferrosas está representada na Figura 2.
Figura 2: Produção brasileira de fundidos (1998-2008)
Fonte: Adaptado Carmelio et. al (2009).
Capítulo 2 Referencial Teórico 23
PPGEP – Produção e Manutenção (2010)
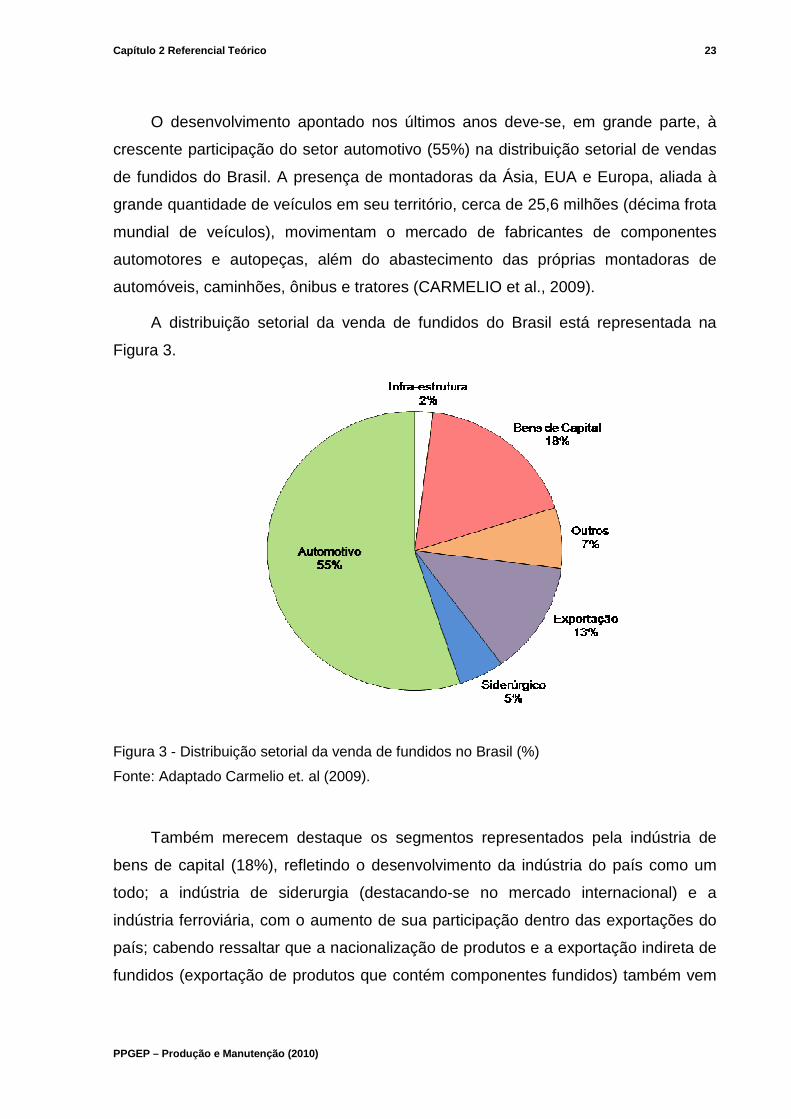
O desenvolvimento apontado nos últimos anos deve-se, em grande parte, à
crescente participação do setor automotivo (55%) na distribuição setorial de vendas
de fundidos do Brasil. A presença de montadoras da Ásia, EUA e Europa, aliada à
grande quantidade de veículos em seu território, cerca de 25,6 milhões (décima frota
mundial de veículos), movimentam o mercado de fabricantes de componentes
automotores e autopeças, além do abastecimento das próprias montadoras de
automóveis, caminhões, ônibus e tratores (CARMELIO et al., 2009).
A distribuição setorial da venda de fundidos do Brasil está representada na
Figura 3.
Figura 3 - Distribuição setorial da venda de fundidos no Brasil (%)
Fonte: Adaptado Carmelio et. al (2009).
Também merecem destaque os segmentos representados pela indústria de
bens de capital (18%), refletindo o desenvolvimento da indústria do país como um
todo; a indústria de siderurgia (destacando-se no mercado internacional) e a
indústria ferroviária, com o aumento de sua participação dentro das exportações do
país; cabendo ressaltar que a nacionalização de produtos e a exportação indireta de
fundidos (exportação de produtos que contém componentes fundidos) também vem

Capítulo 2 Referencial Teórico 24
PPGEP – Produção e Manutenção (2010)
crescendo, principalmente a partir dos anos 2000 (CARMELIO et al., 2009). A Figura
4 representa a evolução das exportações de fundidos do Brasil entre 1998 e 2008.
Figura 4 - Exportação brasileira de fundidos 1998-2008 (em US$ milhões)
Fonte: Adaptado Carmelio et. al (2009).
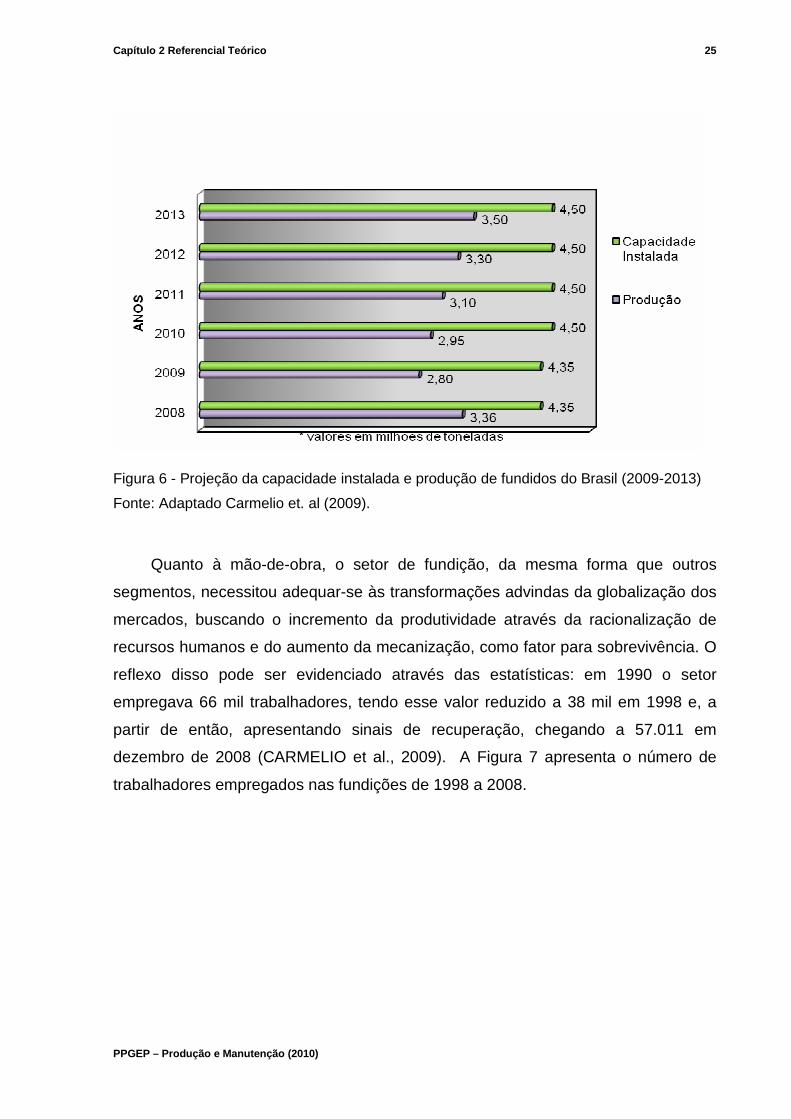
Fatores econômicos globais como a projeção da demanda de fundidos,
capacidade instalada e produção de fundidos do Brasil estão representados nas
Figuras 5 e 6. Deve-se observar que os dados referentes ao ano de 2008 são reais,
enquanto que os de 2009 a 2013 estão estimados.
Figura 5 - Projeção da demanda de fundidos do Brasil (2009-2013).
Fonte: Adaptado Carmelio et al. (2009).
Capítulo 2 Referencial Teórico 25
PPGEP – Produção e Manutenção (2010)
Figura 6 - Projeção da capacidade instalada e produção de fundidos do Brasil (2009-2013)
Fonte: Adaptado Carmelio et. al (2009).
Quanto à mão-de-obra, o setor de fundição, da mesma forma que outros
segmentos, necessitou adequar-se às transformações advindas da globalização dos
mercados, buscando o incremento da produtividade através da racionalização de
recursos humanos e do aumento da mecanização, como fator para sobrevivência. O
reflexo disso pode ser evidenciado através das estatísticas: em 1990 o setor
empregava 66 mil trabalhadores, tendo esse valor reduzido a 38 mil em 1998 e, a
partir de então, apresentando sinais de recuperação, chegando a 57.011 em
dezembro de 2008 (CARMELIO et al., 2009). A Figura 7 apresenta o número de
trabalhadores empregados nas fundições de 1998 a 2008.
Capítulo 2 Referencial Teórico 26
PPGEP – Produção e Manutenção (2010)
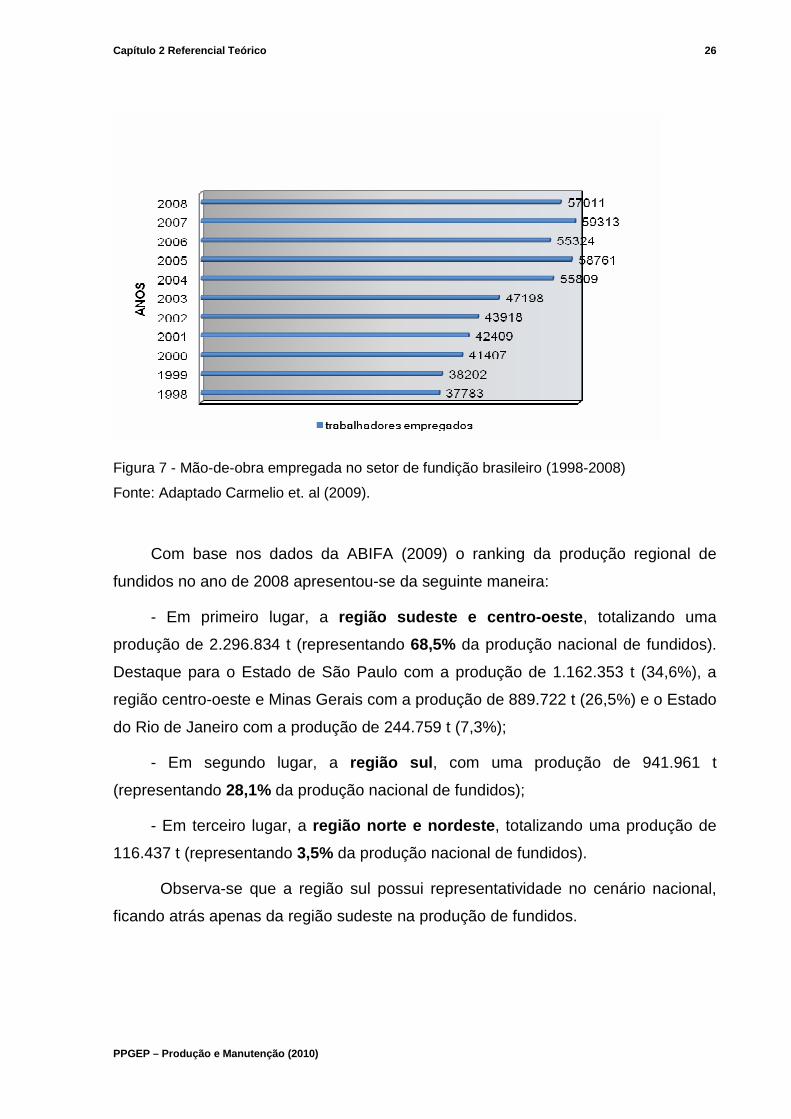
Figura 7 - Mão-de-obra empregada no setor de fundição brasileiro (1998-2008)
Fonte: Adaptado Carmelio et. al (2009).
Com base nos dados da ABIFA (2009) o ranking da produção regional de
fundidos no ano de 2008 apresentou-se da seguinte maneira:
- Em primeiro lugar, a região sudeste e centro-oeste , totalizando uma
produção de 2.296.834 t (representando 68,5% da produção nacional de fundidos).
Destaque para o Estado de São Paulo com a produção de 1.162.353 t (34,6%), a
região centro-oeste e Minas Gerais com a produção de 889.722 t (26,5%) e o Estado
do Rio de Janeiro com a produção de 244.759 t (7,3%);
- Em segundo lugar, a região sul , com uma produção de 941.961 t
(representando 28,1% da produção nacional de fundidos);
- Em terceiro lugar, a região norte e nordeste , totalizando uma produção de
116.437 t (representando 3,5% da produção nacional de fundidos).
Observa-se que a região sul possui representatividade no cenário nacional,
ficando atrás apenas da região sudeste na produção de fundidos.

Capítulo 2 Referencial Teórico 27
PPGEP – Produção e Manutenção (2010)
2.1.2 O Processo de Fundição
O processo de fundição consiste na fusão de um metal que, em estado líquido,
é vazado na quantidade necessária para o preenchimento de um molde e que, ao
solidificar-se, gera uma peça com o formato desejado (CAMPOS FILHO, 1978).
Os moldes são obtidos através da moldagem, geralmente em areia a verde,
num processo em que o formato externo do produto que se deseja obter é
transferido às areias pela compactação das mesmas sobre um modelo, normalmente
bipartido, cada qual numa caixa de fundição (CAMPOS FILHO, 1978; CARNIN,
2008). Os machos, por sua vez, geralmente formados por areia ligada
quimicamente, são responsáveis por dar o formato interno do produto fundido que se
deseja obter (KONDIC, 1973).
Em linhas gerais, depois de feita a moldagem, as duas metades do molde
juntam-se (com a inclusão ou não de machos, dependendo da exigência do produto)
e o metal líquido é vazado para dentro do molde, preenchendo toda a sua cavidade
(CAMPOS FILHO, 1978; KONDIC, 1973).
Após a solidificação do metal, todo o material contido nas caixas de fundição é
submetido a uma ação vibratória a fim de separar as peças fundidas das areias de
fundição (CAMPOS FILHO, 1978; CHEGATTI, 2004); ao término dessa etapa,
obtêm-se como resíduo a mistura de areia a verde com areia ligada quimicamente
(proveniente da desagregação de machos) (OLIVEIRA, 1998) e materiais
particulados (resíduos do metal vazado e também os provenientes das reações
decorrentes do próprio processo de fundição) (EIPPCB, 2005).
Nesse momento, o material fundido é direcionado para operações de
acabamento e a areia de fundição “usada” é manejada segundo as determinações
de gerenciamento desse tipo de material por parte da empresa de fundição que
estiver sendo considerada.
A Figura 8 apresenta um fluxograma do processo de fundição com principais
entradas de matérias-primas e insumos e saídas de resíduos e emissões.

Capítulo 2 Referencial Teórico 28
PPGEP – Produção e Manutenção (2010)
Figura 8 – Fluxograma do processo de fundição com as principais entradas de matérias-
primas e insumos e saídas de resíduos e emissões.
Fonte: Adaptado Oliveira, 1998.

Capítulo 2 Referencial Teórico 29
PPGEP – Produção e Manutenção (2010)
Para a melhor compreensão das opções para o gerenciamento do resíduo de
areia de fundição, é de fundamental importância o prévio conhecimento dos tipos de
areia existentes e dos constituintes básicos que as compõem, bem como da sua
caracterização depois de submetidos ao processo de fundição, das leis ambientais
aplicáveis e das normas específicas para esse resíduo.
2.1.3 Areias de Fundição
As areias de fundição são materiais utilizados na confecção de moldes e
machos para fundição e podem ser divididas em dois grupos genéricos: as areias a
verde e as areias ligadas quimicamente (COMISSÃO DE MEIO AMBIENTE DA
ABIFA, 1999; CARNIN, 2008).
2.1.3.1 Areias a verde
“Areia a verde” é o nome dado às areias aglomeradas com argila que, após
confeccionado o molde, não sofrem nenhum processo de secagem antes do
vazamento de metal, são constituídas basicamente por quatro componentes:
material refratário (areia), material aglomerante (argila), aditivos e água (SENAI,
1987; COUTINHO NETO, 2004, CARNIN, 2008).
A mistura de areia base, bentonita, pó de carvão e água deve garantir à areia
de moldagem (areia verde) boas características de trabalhabilidade, maleabilidade,
compactabilidade, refratariedade, coesão, expansividade volumétrica, resistência a
esforços mecânicos como compressão e tração, permeabilidade e desmoldagem
(ARMANGE, 2005).

Capítulo 2 Referencial Teórico 30
PPGEP – Produção e Manutenção (2010)
2.1.3.2 Areias ligadas quimicamente
As areias ligadas quimicamente são bastante aplicadas na fabricação de
machos. São formadas por material refratário (areia), material aglomerante
(orgânico, inorgânico ou misto) e aditivos (COMISSÃO DE MEIO AMBIENTE DA
ABIFA, 1999; SCHEUNEMANN, 2005).
Os sistemas ligantes devem possuir características de incremento às
propriedades de vida de banca da mistura (intervalo de tempo compreendido entre a
mistura dos componentes da areia e a cura dessa mistura, na forma de machos ou
moldes, que permita valores maiores ou iguais a 80% da resistência mecânica que
se conseguiria com a imediata moldagem após a mistura). Essas propriedades
podem ser afetadas por agentes contaminantes, umidade, temperatura da areia e
reatividades inerentes aos próprios ligantes empregados (ADAMOVITS, HORTON,
1998; COMISSÃO DE MEIO AMBIENTE DA ABIFA, 1999; PEIXOTO, 2003).
As fundições empregam um número considerável de resinas orgânicas para a
fabricação de machos e moldes, é a química destes sistemas ligantes que dá origem
às propriedades de ligação, técnicas de macharia e possibilidades de aplicação;
para que essas propriedades sejam alcançadas o ligante empregado deve
proporcionar a obtenção de estruturas altamente ligadas em cadeias poliméricas,
quando curado (PEIXOTO, 2003).
2.1.3.3 Constituintes básicos das areias
Areias-base: a areia-base é o componente presente em maior porcentagem
nas areias de fundição, são granulados de origem mineral formados pela
fragmentação de rochas devido às intempéries da natureza. A composição química
dos grãos varia de acordo com a rocha original, a forma como ocorreu a deposição e
as condições climáticas que envolveram todo o processo. O formato dos grãos varia
de acordo com o agente causador do processo de fragmentação da rocha, areias de
rio, por exemplo, possuem grãos angulares enquanto que as areias de praia, devido

Capítulo 2 Referencial Teórico 31
PPGEP – Produção e Manutenção (2010)
ao movimento repetitivo e de grande amplitude que lhes é imposto (bem como as
areias de deserto, devido à ação do vento), possuem grãos mais arredondados
(SENAI, 1987; BERNDT, 1989; FERNANDES, 2001).
Nos depósitos de areia, a dimensão do grão (que pode variar entre 0,063 a
2,0 mm) e o grau de pureza do material, variam de acordo com a profundidade das
camadas. A Sílica é a areia-base mais utilizada nos processos de fundição (seguida
da Cromita, Zirconita, Olivina e Chamote). Em maior ou menor proporção, o dióxido
de silício (SiO2) é elemento comum à constituição de todas as areias (SENAI, 1987;
GIANNINI, 1995; FERNANDES, 2001). A Tabela 1 mostra as principais
características de interesse à fundição.
Tabela 1 – Principais características de areias-base
Fonte: Peixoto, 2003.
As propriedades físicas e químicas das areias-base apresentam grande
influência nas características e comportamento dos machos e moldes durante o
vazamento do metal (EIPPCB, 2005).
Capítulo 2 Referencial Teórico 32
PPGEP – Produção e Manutenção (2010)
Aglomerantes / ligantes: são materiais misturados às areias-base com o
propósito de garantir a mantenabilidade da forma dos machos e das cavidades dos
moldes durante o processo de fundição (REINERT, 1996).
No caso das areias para fundição aglomeradas com argila, a argila é o agente
responsável por ligar entre si os grãos de areias-base. Perfazendo um total que gira
em torno de 10% da mistura, apresenta suas propriedades coesivas na presença de
água. São constituídas por minerais onde cada partícula possui comprimento
máximo de aproximadamente 2 mícrons e espessura da ordem de alguns angströns
(um angströn equivale a 10-8 cm) (SENAI, 1987).
No caso das areias ligadas quimicamente, os aglomerantes utilizados podem
ser:
Orgânicos: a exemplo das resinas furânicas, fenólicas e uretânicas
(SCHEUNEMANN, 2005). São materiais constituídos por moléculas complexas de
alto peso molecular, formadas por reação, por um número de moléculas simples de
mesmo ou diferente tipo, sob condições controladas de temperatura e pressão
(MORLEY, 1983 apud PEIXOTO, 2003).
Inorgânicos: tais como a sílica de sódio e o cimento portland, são constituídos
por água e minerais, formados por um átomo que se combina com um ou mais
elementos (SCHEUNEMANN, 2005).
Mistos: resultam da união dos compostos orgânicos com os inorgânicos. São
utilizadas misturas químicas como resinas fenólicas e alcalinas (SCHEUNEMANN,
2005).
Aditivos: são produtos adicionados à mistura das areias com o propósito de
lhes conferir melhores propriedades. Podem ser de dois tipos: orgânicos e
inorgânicos. Dentre os aditivos orgânicos podem-se destacar os carbonáceos (pó de
carvão mineral, piche e produtos afins), celulósicos (pó de madeira) e amiláceos e
dextrinas (produtos a base de amido). Os aditivos inorgânicos constituem-se de pós
de materiais naturais ou sintéticos, sendo os mais comuns o óxido de ferro e o pó de
sílica (SENAI, 1987).
Os aditivos utilizados para areias ligadas quimicamente são em geral aditivos
inorgânicos como, por exemplo, o óxido de ferro (SCHEUNEMANN, 2005).
Capítulo 2 Referencial Teórico 33
PPGEP – Produção e Manutenção (2010)
2.2 ASPECTOS DA LEGISLAÇÃO AMBIENTAL
As empresas de fundição têm aumentado seu interesse pelo cumprimento
das legislações ambientais devido à crescente competitividade do mercado, em que
se faz necessário o esclarecimento do atendimento das responsabilidades
ambientais perante clientes, fornecedores, órgãos ambientais, sociedade,
investidores e ONGs (CASTRO, 2001).
Podem-se citar, na esfera federal, as seguintes leis envolvendo a temática:
Lei Federal nº 6.938/81 (regulamentada pelo decreto 99.274/90): “dispõe
sobre a Política Nacional do Meio Ambiente, seus fins e mecanismos de formulação
e aplicação, e dá outras providências” (BRASIL, 1981). Essa lei serviu como base
para a exigência do EIA/RIMA (instrumentos para avaliação do impacto ambiental)
pelo Conselho Nacional do Meio Ambiente - CONAMA (Resolução nº 1/1986) como
parte integrante do processo de licenciamento ambiental para determinadas
atividades (CONAMA, 2006).
Lei Federal nº 9.605/98: “dispõe sobre as sanções penais e administrativas
derivadas de condutas e atividades lesivas ao meio ambiente, e dá outras
providências” (BRASIL, 1998). Conhecida como Lei de Crimes Ambientais, através
dessa lei pode-se responsabilizar administrativa, civil e penalmente pessoas físicas
ou jurídicas, autoras ou co-autoras de prejuízos causados à qualidade do meio
ambiente.
Na esfera estadual, focando o Estado do Paraná, podem-se citar as seguintes
leis, resoluções e portarias envolvendo a temática:
Lei Estadual nº 13.806/02: “dispõe sobre as atividades pertinentes ao controle
da poluição atmosférica, padrões e gestão da qualidade do ar, conforme especifica e
adota outras providências” (BRASIL, 2002). Essa lei profere determinações a serem
praticadas atendendo às disposições da legislação federal pertinente.
Lei Estadual nº 13.448/02: “dispõe sobre Auditoria Ambiental Compulsória e
adota outras providências” (BRASIL, 2002a). Essa lei profere determinações que
visam verificar requisitos ambientais das atividades de empreendimentos no Estado
Capítulo 2 Referencial Teórico 34
PPGEP – Produção e Manutenção (2010)
(avaliação das condições de manutenção e operação dos equipamentos e sistemas
de controle da poluição, verificação do cumprimento das normas ambientais
vigentes, entre outros).
Resolução CEMA nº 050/05: estabelece diretrizes para o Estado do Paraná
quanto aos procedimentos a serem adotados com relação a determinados tipos de
resíduos sólidos oriundos de outros Estados da Federação e/ou de outros países
(CEMA, 2005).
Resolução SEMA nº 054/06: estabelece critérios para controle da qualidade
do ar (SEMA, 2006). Dentre eles, no artigo 27, observa-se a determinação de
padrões de emissão para Fundição de Metais.
Portaria IAP nº 224/07: “estabelece os critérios para exigência e emissão de
Autorizações Ambientais para as Atividades de Gerenciamento de Resíduos Sólidos”
(IAP, 2007). Envolve os procedimentos de transporte, armazenamento, tratamento e
disposição final de resíduos sólidos no Estado.
Resolução CEMA nº 065/08: “dispõe sobre o licenciamento ambiental,
estabelece critérios e procedimentos a serem adotados para as atividades
poluidoras, degradadoras e/ou modificadoras do meio ambiente e adota outras
providências” (CEMA, 2008). Estabelece requisitos, conceitos, critérios, diretrizes e
procedimentos administrativos referentes ao licenciamento ambiental.
Ainda envolvendo a temática, cabe salientar um trabalho de grande relevância
que tramita atualmente na esfera federal:
Subemenda Substitutiva Global de Plenário ao Projeto de Lei nº 203, de 1991,
e seus apensos (engloba os projetos de Lei nº 203/91 e nº 1991/07): “esta Lei institui
a Política Nacional de Resíduos Sólidos, dispondo sobre seus princípios, objetivos e
instrumentos, bem como sobre as diretrizes relativas à gestão integrada e ao
gerenciamento de resíduos sólidos, incluídos os perigosos, às responsabilidades
dos geradores e do Poder Público, e aos instrumentos econômicos aplicáveis”
(PNRS, 2009).
Como principais medidas, proíbe a disposição de resíduos em quaisquer
corpos hídricos (praias, mares, lagos, etc.) ou in natura a céu aberto e institui a
responsabilidade compartilhada, de forma individualizada e encadeada, entre todos
Capítulo 2 Referencial Teórico 35
PPGEP – Produção e Manutenção (2010)
os envolvidos no ciclo de vida dos produtos (pessoas físicas e jurídicas, fabricantes,
importadores, distribuidores, comerciantes, consumidores e titulares dos serviços
públicos de limpeza urbana e manejo de resíduos sólidos). Destaque para a
responsabilidade atribuída ao gerador de resíduos, que envolve desde o
armazenamento, transporte e tratamento, até a destinação final ambientalmente
adequada de seus resíduos e execução de medidas mitigatórias em caso de dano,
obrigando-se a ressarcir o Poder Público por gastos decorrentes de ações para
minimizar ou cessar um eventual dano causado. Há de se enfatizar que atividades
lesivas ao meio ambiente, inclusive as acarretadas pela inobservância aos preceitos
desta Lei ou de seu regulamento, estarão sujeitas a sanções conforme a Lei de
Crimes Ambientais (DI AGUSTINI, VENDRAMETTO, 2009; GRAMACHO, 2009;
GUSMÃO, 2009; PNRS, 2009).
Adicionalmente, esse Projeto de Lei também estabelece que os governos
estaduais e municipais criem programas para lidar com os resíduos em seus
territórios, visando a Gestão integrada desses resíduos também com outras
localidades. Por meio de incentivos fiscais e tributários, estimula a criação de
empresas exclusivamente recicladoras e promove a aplicação de tecnologias
saudáveis pelos fabricantes para o desenvolvimento de produtos seguros, além de
fomentar a utilização dos procedimentos mais adequados à destinação final dos
resíduos gerados na produção dos mesmos (DI AGUSTINI, VENDRAMETTO, 2009;
GRAMACHO, 2009; GUSMÃO, 2009; PNRS, 2009).
Frente ao exposto, pode-se observar na legislação brasileira a crescente
preocupação com a melhoria da qualidade ambiental. A continuidade de esforços
nesse sentido deve contribuir para uma abordagem cada vez mais abrangente do
tema, vindo a preencher a atual lacuna quanto a legislações que considerem
características mais específicas relativas a cada tipo de resíduo. Para que isso seja
possível é indispensável o prévio estudo desses resíduos e a criação de normas e
regulamentações que venham a embasar essas determinações legais.

Capítulo 2 Referencial Teórico 36
PPGEP – Produção e Manutenção (2010)
2.3 NORMAS E REGULAMENTAÇÕES REFERENTES ÀS AREIAS DE
FUNDIÇÃO
Os resíduos sólidos são definidos pela ABNT – Associação Brasileira de
Normas Técnicas (2004a) como sendo os resíduos que se encontram no estado
sólido ou semi-sólido, resultantes de atividades de cunho industrial, doméstico,
hospitalar, comercial e agrícola, bem como, de serviços e de varrição. Esses
resíduos são classificados como perigosos quando suas características
proporcionam riscos à saúde dos seres humanos ou acarretam riscos ao meio
ambiente quando gerenciados de forma imprópria.
No Brasil, seguem as seguintes normas, procedimentos e métodos de ensaios:
NBR 10.004 - Resíduos Sólidos – Classificação: Classe I (perigosos), Classe II-
A (não inertes) e Classe II-B (inertes);
NBR 10.005 - Lixiviação de Resíduos – Procedimentos;
NBR 10.006 - Solubilização de Resíduos Sólidos – Métodos de ensaios;
NBR 10.007 - Amostragem de Resíduos – Procedimentos.
Dentro dessa classificação, os excedentes de areias de fundição enquadram-
se geralmente nas classes I e II-A, devido à presença de ligantes químicos e metais
(COMISSÃO DO MEIO AMBIENTE DA ABIFA, 1999).
Em virtude da problemática evidente acerca do trato e disposição dos
excedentes de areias de fundição e da falta de legislação específica para o setor, foi
criada em setembro de 2007 junto à Associação Brasileira de Normas Técnicas -
ABNT (único foro de normalização do país), o Comitê Brasileiro de Fundição
ABNT/CB-59, tendo como âmbito de atuação a “normalização no campo da fundição
compreendendo fundição de ferro, de aço e de não ferrosos, insumos, matéria-
prima, resíduos no que concerne a terminologia, requisitos, métodos de ensaio e
generalidades” (ABNT, 2008).
A necessidade de um organismo de normalização exclusivo para o setor de
fundição motivou sua criação, pois até então, fazia parte do CB-01 Mineração e
Metalurgia, atualmente em recesso (ABIFA, 2008a).
Capítulo 2 Referencial Teórico 37
PPGEP – Produção e Manutenção (2010)
Concomitantemente a isso, também foi criada a Comissão de Estudos de
Areias de Fundição ABNT/CE-59 com a responsabilidade da confecção e revisão
das normas, tendo sua primeira reunião realizada em 21 de fevereiro de 2008.
Formada por representantes da sociedade que de diferentes formas estão
envolvidos no assunto (produtores, consumidores, universidades, entre outros), a
comissão visa gerar as normas considerando a opinião de todos, favorecendo o
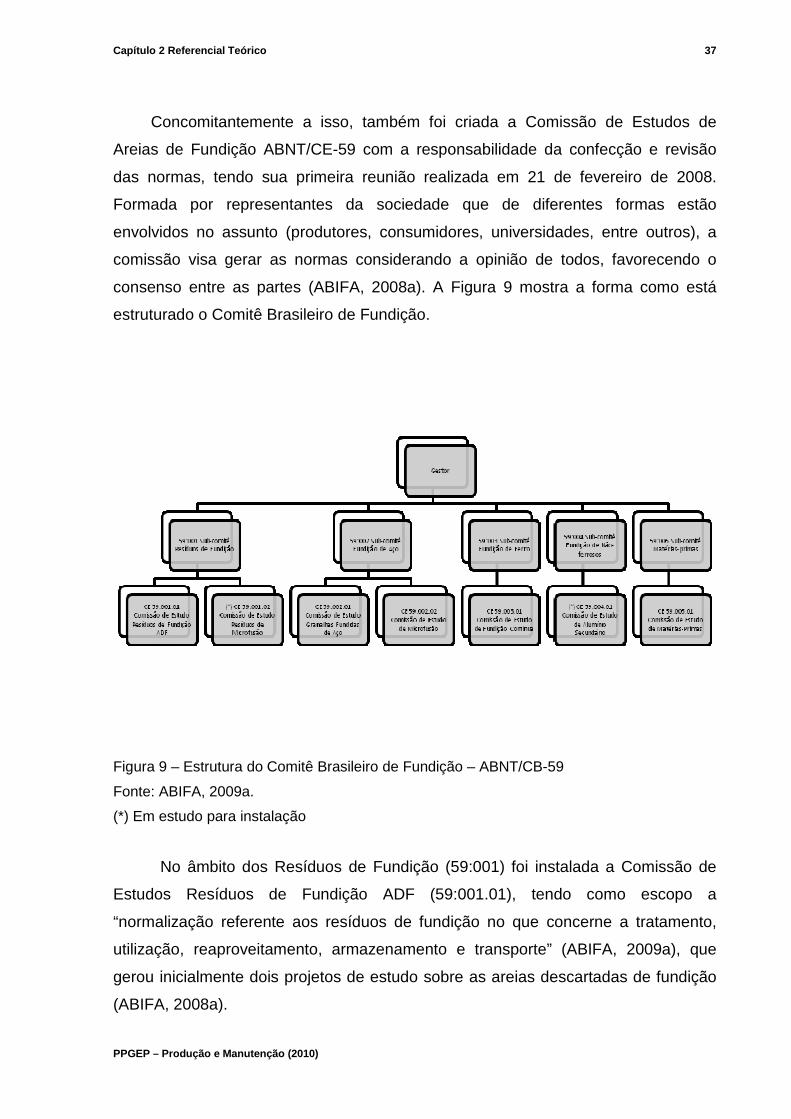
consenso entre as partes (ABIFA, 2008a). A Figura 9 mostra a forma como está
estruturado o Comitê Brasileiro de Fundição.
Figura 9 – Estrutura do Comitê Brasileiro de Fundição – ABNT/CB-59
Fonte: ABIFA, 2009a.
(*) Em estudo para instalação
No âmbito dos Resíduos de Fundição (59:001) foi instalada a Comissão de
Estudos Resíduos de Fundição ADF (59:001.01), tendo como escopo a
“normalização referente aos resíduos de fundição no que concerne a tratamento,
utilização, reaproveitamento, armazenamento e transporte” (ABIFA, 2009a), que
gerou inicialmente dois projetos de estudo sobre as areias descartadas de fundição
(ABIFA, 2008a).
Capítulo 2 Referencial Teórico 38
PPGEP – Produção e Manutenção (2010)
O primeiro deles, sob o número 59:001.01-001, após elaborado pela comissão
de estudos, circulou em Consulta Nacional no período de 13 de janeiro a 13 de
março de 2009, vindo a entrar em vigor como norma em 05 de junho de 2009 sob a
denominação ABNT NBR 15702:2009, tendo como escopo o estabelecimento de
“diretrizes para aplicação de areias descartadas de fundição como matéria-prima em
concreto asfáltico e cobertura diária em aterro sanitário” (ABNT, 2009).
Concreto asfáltico é um material que “pode ser empregado como revestimento,
camada de ligação (binder), base, regularização ou reforço do pavimento” (DNIT,
2004, p.3) e pode ser definido como:
Mistura executada a quente, em usina apropriada com características
específicas composta de agregado graduado, material de enchimento,
se necessário, e cimento asfáltico, espalhada e compactada a quente
(ABNT, 2009, p.2).
Cobertura diária em aterro sanitário é a “camada de material empregada na
cobertura dos resíduos dispostos no aterro sanitário, ao final da jornada de trabalho,
ou caso necessário, em outros intervalos, para cumprimento das funções previstas
em projeto” (ABNT, 2009, p.2). E aterro sanitário, por sua vez, pode ser definido
como:
Local tecnicamente apropriado para armazenamento de resíduo
doméstico, em áreas preparadas com critérios de engenharia e
normas operacionais específicas para disposição final de resíduos
sólidos, permitindo a confinação segura em termos de controle da
poluição ambiental e proteção à saúde pública (ABNT, 2009, p.2).
A norma ABNT NBR 15702:2009 define as condições a serem obedecidas
(classificação do resíduo, concentrações máximas de alguns elementos químicos em
ensaios determinados, obtenção de autorizações ambientais junto aos órgãos
competentes, entre outras), as documentações a serem geradas e os procedimentos
a serem executados por todos os envolvidos: geradores (utilizadores de areias em
seus processos de fundição), gestores (responsáveis por receber, beneficiar ou não,

Capítulo 2 Referencial Teórico 39
PPGEP – Produção e Manutenção (2010)
e dar destinação de reciclagem ou reutilização às ADF) e usuários (responsáveis por
receber, reciclar ou reutilizar as ADF) (ABNT, 2009).
O segundo projeto, sob o número 59:001.01-002, intitulado “Areia descartada
de fundição – Central de processamento, armazenamento e destinação – CPAD”
encontra-se em andamento (ABIFA, 2009a). O trabalho está sendo realizado no
sentido de “estabelecer as diretrizes para a construção e operação de áreas
destinadas ao processamento das areias descartadas de fundição” (ABIFA, 2009c),
envolvendo considerações referentes ao projeto, construção e operação do
empreendimento para abrigar os procedimentos de recebimento, processamento,
armazenamento e destinação das areias descartadas de fundição para fins de
reuso, reciclagem ou disposição final.
Cabe também citar que no estado de São Paulo há uma regulamentação sobre
as regras para gerenciamento de Areias descartadas de Fundição, bem como, a
análise de projetos de reutilização em asfalto e artefatos de concreto (ABIFA, 2008b)
através da Decisão de Diretoria da CETESB Nº152/2007/C/E publicada em agosto
de 2007 – Procedimentos para Gerenciamento de Areia de Fundição (CARNIN,
2008; ABIFA, 2009b).
Observa-se que as normas e regulamentações abordadas apresentam como
fator comum a busca de formas de gerenciamento que sejam adequadas ao resíduo
de areia de fundição. Trabalhos nesse sentido configuram elementos de grande
interesse e de fundamental importância para o gerenciamento ambiental das
organizações geradoras desses resíduos.
Portanto, o prévio conhecimento sobre sistemas de gerenciamento ambiental e
de alguns conceitos envolvendo a temática far-se-ão necessários para embasar o
entendimento do teor das análises apresentadas na presente pesquisa.

Capítulo 2 Referencial Teórico 40
PPGEP – Produção e Manutenção (2010)
2.4 CONCEITOS E SISTEMAS DE GERENCIAMENTO AMBIENTAL
Gerenciamento Ambiental pode ser entendido como o conjunto das ações
relacionadas ao acesso e uso dos recursos naturais (BRAGA, 2002) tendo por
finalidade minimizar a geração de resíduos, maximizar a produtividade e reduzir os
custos (RIBEIRO, 1999).
Modelos de Gestão Ambiental, portanto, devem estar atentos não só “[...] aos
possíveis impactos ambientais negativos causados ao meio ambiente e à sociedade,
mas também à repercussão econômico-financeira que os mesmos podem
representar para a empresa e para a sociedade, como um todo” (REIS e QUEIROZ,
2004).
Para estruturar e organizar a Gestão Ambiental das organizações de forma
sistêmica torna-se necessário implementar um Sistema de Gestão Ambiental (SGA).
São alguns modelos de SGA utilizados no mundo: o Responsible Care
(desenvolvido no Canadá), a Norma BS 7750 (Britânica), o Sistema Europeu EMAS
(Eco-Management and Audit Scheme) e a norma internacional ISO 14001, por
serem específicos ao controle dos procedimentos de uma organização no
desenvolvimento das suas atividades no âmbito da responsabilidade ambiental.
Também podem ser citados outros instrumentos conhecidos de gerenciamento
ambiental, tais como a Produção mais Limpa (P+L), Produção Limpa (PL), ZERI
(Emissão Zero), Ecologia Industrial e ACV (Análise do Ciclo de Vida).
A seguir serão abordados com maior profundidade a ISO 14001, a Ecologia
Industrial e a Produção mais Limpa, uma vez que são amplamente difundidos no
meio industrial para o gerenciamento ambiental de processos.
Capítulo 2 Referencial Teórico 41
PPGEP – Produção e Manutenção (2010)
2.4.1 ISO 14001
A norma ABNT NBR ISO 14001:2004 define Sistema da Gestão Ambiental
como sendo:
A parte de um sistema da gestão de uma organização que inclui a estrutura organizacional, atividades de planejamento, responsabilidades, práticas, procedimentos, processos e recursos, utilizada para desenvolver e implementar sua política ambiental e para gerenciar seus aspectos ambientais (ABNT, 2004b).
A implantação desse sistema pode proporcionar às organizações, além de um
efetivo gerenciamento e melhorias ambientais (minimizando a ocorrência de
impactos ambientais adversos ao meio ambiente), a garantia aos clientes do
atendimento às legislações ambientais (REIS e QUEIROS, 2004), podendo trazer
reflexos econômicos positivos decorrentes de benefícios à sua imagem perante a
sociedade, eliminação de barreiras comerciais impostas por mercados
internacionais, maior controle dos processos, entre outros.
Os elementos-chave de um SGA baseados na ISO 14001 podem ser
enumerados conforme segue (REIS e QUEIROZ, 2004, p.26):
a) Política Ambiental: aborda a política ambiental e os requisitos para atender a esta política, através dos objetivos, metas e programas ambientais.
b) Planejamento: a análise dos aspectos ambientais das organizações, incluindo seus processos, produtos e serviços, assim como os bens e serviços usados pela organização.
c) Implementação e Operação: implementação e organização dos processos para controlar e melhorar as atividades operacionais que são críticas do ponto de vista ambiental. Devem ser considerados os produtos e serviços da organização.
d) Verificação e Ação Corretiva: verificação e ação corretiva incluindo o monitoramento, medição e registro das características e atividades que podem ter um impacto significativo no ambiente.
e) Análise Crítica pela Administração: análise crítica do SGA pela Administração para assegurar a contínua adequação e efetividade do sistema.
f) Melhoria Contínua: o conceito de melhoria contínua é um componente-chave do sistema de gestão ambiental, pois através dele a norma ISO 14001 pretende estimular a melhoria do desempenho.

Capítulo 2 Referencial Teórico 42
PPGEP – Produção e Manutenção (2010)
A Figura 10 ilustra os elementos-chave do Sistema de Gestão Ambiental baseado na ISO 14001.
Figura 10 – Elementos-chave do Sistema de Gestão Ambiental baseado na ISO 14001.
Fonte: Adaptado CAJAZEIRA, 1998.
Para que um Sistema de Gestão Ambiental seja bem sucedido, além de toda estruturação organizacional e normativa já citada, torna-se necessário o uso de ferramentas que, ambiental e economicamente, viabilizem a sua mais perfeita execução.
Numa visão holística da Gestão Ambiental, a melhoria contínua de produtos, processos ou atividades torna-se mais completa através da integração de ferramentas que abranjam os macro e micro-processos de uma organização.
Nessa linha de raciocínio serão abordados, a seguir, os conceitos de Ecologia Industrial e Produção mais Limpa como ferramentas econômico-ambientais englobando, de forma conjunta, a referida abrangência.

Capítulo 2 Referencial Teórico 43
PPGEP – Produção e Manutenção (2010)
2.4.2 Ecologia Industrial
A Ecologia Industrial vem a contribuir com a Gestão Ambiental das
organizações industriais por alterar a visão sobre o conceito de resíduo, encarando-o
na verdade como um subproduto, pois na natureza, o “resíduo” do término de um
ciclo é também a matéria-prima necessária para o início de outro ciclo.
A Ecologia Industrial, para Agner (2006), baseia-se numa analogia entre os
sistemas ecológicos naturais e os sistemas industriais. A aplicação desse conceito
pode fomentar a sustentabilidade das organizações pelo fato de orientar as
estratégias empresariais no sentido de promover a integração entre as empresas,
adotando como modelo os sistemas encontrados no meio ambiente natural.
A troca de informações entre as organizações, com o objetivo de reestruturar
ou criar distritos industriais, tratando de forma mais racional suas matérias-primas e
subprodutos pode ser, segundo Erkman (1997), uma aplicação imediata do conceito
de Ecologia Industrial.
A filosofia da Ecologia Industrial, portanto, vem a chamar a atenção dos
gestores industriais para a maneira como os recursos disponíveis são manejados
pelos sistemas naturais, propondo utilizar esses sistemas como exemplos para as
indústrias e arranjos produtivos atuais.
Conforme o CNTL (2003a), a Ecologia Industrial adota seis princípios que
podem ser compreendidos como:
a) Criação de ecossistemas industriais: otimizar o aproveitamento dos
materiais e da energia, minimizar a geração de resíduos, maximizando sua
reciclagem ;
b) Equiparação das entradas e saídas dos processos industriais à capacidade
natural dos ecossistemas: conhecimento da quantidade de resíduos tóxicos
que os grandes sistemas naturais podem absorver, para o caso de
desastres ambientais;
c) Desmaterialização: redução no uso de materiais e energia na produção
industrial;
Capítulo 2 Referencial Teórico 44
PPGEP – Produção e Manutenção (2010)
d) Melhoria dos caminhos metabólicos dos processos industriais e no uso de
materiais: reavaliar os processos industriais buscando redução ou
simplificação com o objetivo de aproximá-los à eficiência dos processos
naturais;
e) Padrões sistemáticos no uso de energia: originar o aumento de um sistema
de fornecimento de energia que trabalhe como uma parte do ecossistema;
f) Alinhamento de políticas com a perspectiva de longo prazo da evolução do
sistema industrial: atuação conjunta das organizações integrando suas
políticas econômicas e ambientais.
Os seis itens apresentados pelo Centro Nacional de Tecnologias Limpas, em
síntese, evidenciam atitudes de fomento à sustentabilidade industrial pela analogia
aos sistemas naturais, a exemplo dos recifes de corais, como salienta Agner (2006,
p.20):
Os recifes de corais estão entre os mais antigos ecossistemas, com somente algumas mudanças nas espécies ao longo dos milênios. Eles existem em ambientes relativamente constantes nos mares tropicais. Sua alta produtividade é mantida apesar de muitas vezes o ambiente ser escasso de recursos. As águas tropicais são límpidas, devido ao fato de serem desprovidas de plâncton e nutrientes. Para manter esta alta produtividade, os recifes de corais são muito eficientes em captar recursos que estejam disponíveis. Para isto reciclam materiais escassos dentro do sistema, interceptando a maior quantidade de energia solar na sua superfície e transferindo energia muito eficazmente dentro do sistema.
Ao transportar esse conceito para um arranjo produtivo industrial,
considerando-o como um ecossistema, podem-se obter grandes benefícios através
da aplicação dos seis princípios da Ecologia Industrial, estabelecendo uma relação
simbiótica entre as empresas e favorecendo a sustentabilidade de todo o
ecossistema em questão. Dessa maneira, abrangendo tanto os macro-processos
(pela promoção do alinhamento de políticas e criação de ecossistemas industriais)
quanto os micro-processos envolvidos (através do uso racional de materiais e
energia), portanto, atuando como uma importante ferramenta de apoio à Gestão
Ambiental das organizações.

Capítulo 2 Referencial Teórico 45
PPGEP – Produção e Manutenção (2010)
2.4.3 Produção mais Limpa (P+L)
Não necessitando obrigatoriamente da implementação de um Sistema de
Gestão Ambiental para a aplicação de seus conceitos, a Produção mais Limpa é
uma ferramenta que contribui de maneira bastante acessível e prática na prevenção
de impactos negativos ao meio ambiente, por promover o melhor gerenciamento dos
recursos energéticos e minimizar os resíduos produzidos, podendo gerar lucros com
as economias alcançadas.
A Produção mais Limpa surgiu em 1991, num programa da UNIDO/UNEP,
como uma abordagem intermediária entre a Produção Limpa do Greenpeace e a
diminuição de resíduos da Environmental Protection Agency – EPA (CNTL, 2003b).
Teve suas origens estimuladas pela Conferência de Estocolmo em 1972,
conforme Barbieri (2004), pela definição de tecnologia limpa, que consiste em
disseminar menos poluição ao meio ambiente, gerar menos resíduos e consumir
menos recursos naturais.
De acordo com o Centro Nacional de Tecnologias Limpas – CNTL (2003b),
Produção mais Limpa constitui o aproveitamento contínuo de uma estratégia
econômica, ambiental e tecnológica associada aos processos e produtos, a fim de
aumentar a eficiência no uso de matérias-primas, água e energia através da não
geração, diminuição ou reciclagem de resíduos gerados em todos os setores
produtivos.
A Produção mais Limpa aplica uma abordagem preventiva na Gestão
Ambiental, que permite o funcionamento da empresa de modo social e
ambientalmente responsável, trazendo influência em melhorias econômicas e
tecnológicas (CNTL, 2001; SILVA FILHO e SICSÚ, 2003), com a intenção de
maximizar a eficiência na utilização das matérias-primas, água e energia, aplicada a
serviços e produção e diminuir os riscos para as pessoas e ao meio ambiente
(CNTL, 2001; SILVA FILHO e SICSÚ, 2003; PIMENTA e GOUVINHAS, 2007).
De acordo com CNTL (2002), quando comparada às tecnologias de fim-de-tubo
(tecnologias estas que, ao invés de adotarem a prevenção, se preocupam em sanar
os impactos ambientais dos resíduos através do tratamento após sua geração,
Capítulo 2 Referencial Teórico 46
PPGEP – Produção e Manutenção (2010)
apenas tentando remediar o mal causado), a tecnologia da Produção mais Limpa
apresenta grandes vantagens, dentre elas:
a) Redução da quantidade de materiais e energia usados, apresentando
assim um potencial para soluções econômicas;
b) A minimização de resíduos, efluentes e emissões;
c) A responsabilidade pode ser assumida para o processo de produção
como um todo e os riscos no campo das obrigações ambientais e da
disposição de resíduos podem ser minimizados.
A Produção mais Limpa tem como objetivo fortalecer economicamente a
indústria através da prevenção da poluição, colaborando com o progresso da
situação ambiental de determinada região. Explora o processo produtivo e as demais
atividades de uma empresa e avalia a utilização de materiais e energia. A partir
disto, são criteriosamente examinados os produtos, as tecnologias e os materiais,
com a intenção de diminuir os resíduos, as emissões e os efluentes, e descobrir
modos de reutilizar os resíduos inevitáveis (CNTL, 2002).
As definições para Produção mais Limpa apresentadas acima, em síntese,
apontam para atitudes que proporcionem benefícios sociais e ambientais à região e,
simultaneamente, para ganhos econômicos e tecnológicos às empresas através da
maximização da eficiência na utilização de matérias-primas, água e energia, e pela
não geração ou minimização de resíduos, efluentes e emissões.
As maiores barreiras para a sua implantação, de um modo geral, acontecem
em função da resistência à modificação; da compreensão errônea (ausência de
informação sobre a técnica e a relevância oferecida ao ambiente natural); da não
existência de políticas nacionais que ofereçam suporte às atividades de Produção
mais Limpa; de empecilhos econômicos (alocação indevida dos custos ambientais e
investimentos) e de empecilhos técnicos (novas tecnologias), afirmam Moura et al.
(2005).
A Produção mais Limpa aborda a minimização de resíduos e emissões (níveis
1 e 2) e a reutilização de resíduos e emissões (nível 3), conforme apresentado na
Figura 11.
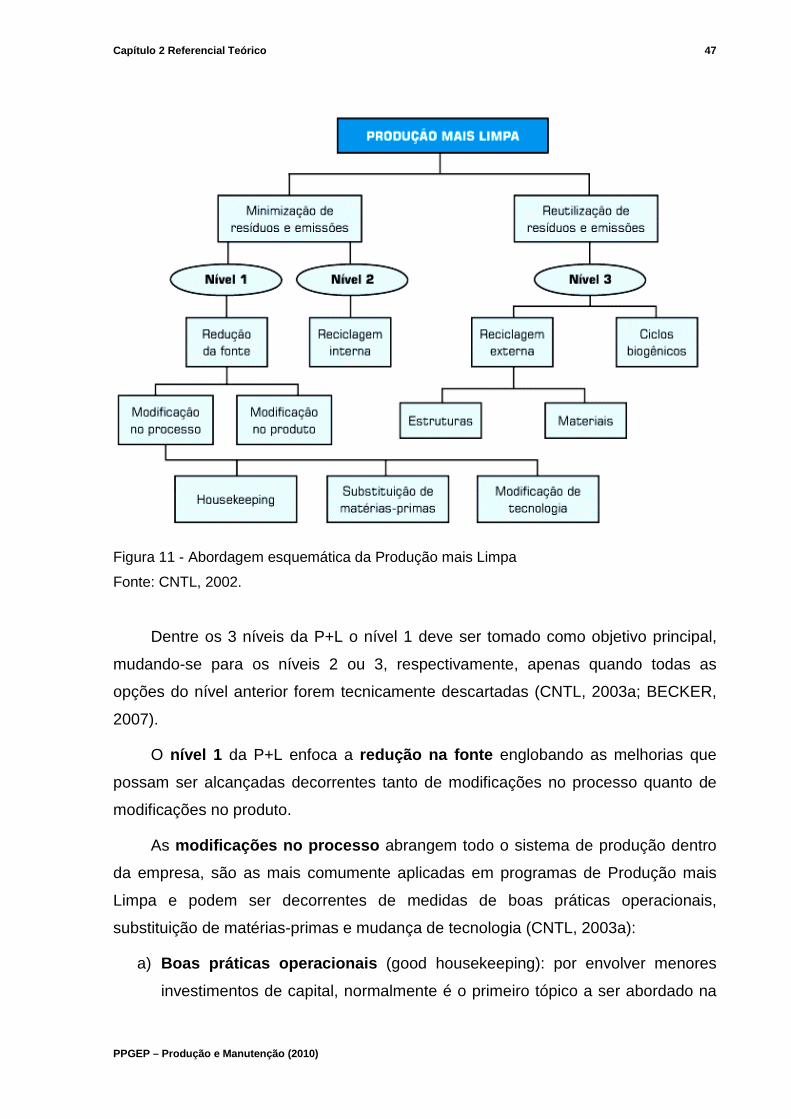
Capítulo 2 Referencial Teórico 47
PPGEP – Produção e Manutenção (2010)
Figura 11 - Abordagem esquemática da Produção mais Limpa
Fonte: CNTL, 2002.
Dentre os 3 níveis da P+L o nível 1 deve ser tomado como objetivo principal,
mudando-se para os níveis 2 ou 3, respectivamente, apenas quando todas as
opções do nível anterior forem tecnicamente descartadas (CNTL, 2003a; BECKER,
2007).
O nível 1 da P+L enfoca a redução na fonte englobando as melhorias que
possam ser alcançadas decorrentes tanto de modificações no processo quanto de
modificações no produto.
As modificações no processo abrangem todo o sistema de produção dentro
da empresa, são as mais comumente aplicadas em programas de Produção mais
Limpa e podem ser decorrentes de medidas de boas práticas operacionais,
substituição de matérias-primas e mudança de tecnologia (CNTL, 2003a):
a) Boas práticas operacionais (good housekeeping): por envolver menores
investimentos de capital, normalmente é o primeiro tópico a ser abordado na
Capítulo 2 Referencial Teórico 48
PPGEP – Produção e Manutenção (2010)
busca da melhoria do desempenho dos processos operacionais (CNTL,
2003A; RAUPP, 2007) com a minimização de resíduos, efluentes e emissões
por meio de adoção de medidas de procedimento, técnicas, administrativas
ou institucionais, que podem incluir (CNTL, 2003a; BECKER, 2007; MELLO,
2002):
- Utilização cuidadosa de matérias-primas e materiais auxiliares;
- Operação adequada de equipamentos;
- Alterações nas dosagens e nas concentrações de produtos;
- Elevar ao máximo o aproveitamento da capacidade do processo produtivo;
- Reorganização da programação dos intervalos de limpeza e manutenção;
- Eliminar perdas devido à evaporação e vazamentos;
- Otimização da logística de compra, estocagem e distribuição de matérias-
primas, materiais auxiliares e produtos;
- Elaboração de manuais de boas práticas operacionais;
- Treinamento e capacitação dos colaboradores.
b) Substituição de matérias-primas (e materiais auxiliares): além do intuito de
eliminar elementos tóxicos que afetem a saúde e a segurança do trabalhador
busca-se evitar a geração de resíduos, efluentes e emissões que gerem
impactos adversos ao meio ambiente, podendo incluir (CNTL, 2003a;
BECKER, 2007; MELLO, 2002, RAUPP, 2007):
- Substituição de solventes orgânicos por agentes aquosos e produtos
petroquímicos por bioquímicos;
- Utilização de matérias-primas com menor teor de impurezas e menor
possibilidade de gerar subprodutos indesejáveis;
- Trocas de fornecedores;
- Utilização de resíduos de outros processos como matérias-primas;
- Alteração dos materiais das embalagens das matérias-primas;
Capítulo 2 Referencial Teórico 49
PPGEP – Produção e Manutenção (2010)
- Utilização de matérias-primas biodegradáveis;
- Redução da complexidade dos processos pela diminuição do número de
componentes;
- Eliminação do uso de substâncias que contenham metais pesados;
- Buscar a utilização de matérias-primas que facilitem o sistema de fim de vida
de produtos.
c) Mudança de tecnologia : as alterações neste campo são orientadas para a
melhoria da performance ambiental (redução de resíduos, efluentes e
emissões) através de modificações do processo produtivo e/ou dos
equipamentos utilizados. Pode envolver desde simples alterações até
mudanças complexas e onerosas, a exemplo da substituição completa de
um processo, podendo incluir (CNTL, 2003a; BECKER, 2007; MELLO, 2002,
RAUPP, 2007):
- Alterações de processos termo-químicos para processos mecânicos;
- Utilização de fluxos em contracorrente;
- Emprego de tecnologias que permitam a segregação de resíduos e
efluentes;
- Alterações de parâmetros de processo;
- Aproveitamento de calor residual;
- Mudança total da tecnologia empregada.
As modificações no produto buscam eliminar características que sejam
ecologicamente indesejáveis (RAUPP, 2007). Modificações nesse nível possuem
uma abordagem complexa, pois envolvem a aceitação por parte dos consumidores
de um produto novo ou renovado (CNTL, 2003a), podendo apresentar alterações
(positivas ou negativas) quanto a padrões de qualidade e durabilidade (MELLO,
2002) sendo, portanto, geralmente adotadas somente após terem sido esgotadas as
Capítulo 2 Referencial Teórico 50
PPGEP – Produção e Manutenção (2010)
opções mais simples (CNTL, 2003a). As modificações no produto podem incluir
(CNTL, 2003a):
- Substituição total do produto;
- Acréscimo na longevidade do mesmo;
- Alteração de matérias-primas;
- Alteração do design do produto;
- Utilização de matérias-primas recicláveis ou recicladas;
- Substituição de componentes críticos;
- Diminuição do número de componentes;
- Tornar viável o retorno de produtos;
- Melhor aproveitamento da matéria-prima através da alteração de dimensões
e/ou substituição de itens.
Os níveis 2 e 3 da P+L apresentam como fator comum a reciclagem. Segundo
a norma ABNT NBR 15.702:2009 (ABNT, 2009, p.1) reciclagem “consiste em prática
ou técnica na qual os resíduos podem ser usados como matéria-prima ou insumo
dentro da mesma atividade que o gerou ou em outra atividade incluindo a
necessidade de tratamento para alterar suas propriedades químicas ou fisico-
químicas.”
O nível 2 da P+L enfoca a reciclagem interna , englobando as melhorias que
possam ser alcançadas decorrentes da recuperação de materiais já utilizados no
processo (matérias-primas, materiais auxiliares e insumos), dentro da própria planta
industrial (CNTL, 2003a; RAUPP, 2007), podendo ser usados novamente para o
mesmo propósito ou para propósitos diferentes dos originais (CNTL, 2003a;
BECKER, 2007).
O nível 3 da P+L engloba a reciclagem externa e ciclos biogênicos ,
enfocando os procedimentos que possam ser executados externamente à empresa,
sobre os resíduos, efluentes e emissões gerados pela própria empresa (CNTL,
2003a; BECKER, 2007; RAUPP, 2007), podendo promover a reintegração dos

Capítulo 2 Referencial Teórico 51
PPGEP – Produção e Manutenção (2010)
materiais ao ciclo biogênico (através da compostagem, por exemplo) e/ou o retorno
desses materiais ao ciclo econômico, através da utilização dos mesmos em
atividades externas à empresa que os originou (CNTL, 2003a; BECKER, 2007).
Frente ao exposto, por sua abordagem preventiva à geração de resíduos
(buscando prioritariamente a redução nas fontes geradoras) a Produção mais Limpa
aponta enfoque especial aos micro-processos de uma organização, tendo como um
de seus pontos mais fortes a análise técnica, ambiental e econômica vinculada à
detecção das oportunidades de melhoria, fomentando assim a sustentabilidade e
configurando-se, portanto, como uma importante ferramenta de apoio à Gestão
Ambiental das organizações.

Capítulo 3 Materiais e Métodos 52
PPGEP – Produção e Manutenção (2010)
3 MATERIAIS E MÉTODOS
A presente pesquisa teve natureza aplicada, descritiva quanto aos objetivos, e
quantitativa quanto a abordagem. Seus procedimentos técnicos foram de pesquisa
bibliográfica e de levantamento de dados (GIL, 2002; MENEZES E SILVA, 2005;
LAKATOS E MARCONI, 2006).
3.1 LOCAL DA PESQUISA
O local escolhido para a pesquisa foi o Estado do Paraná. O referido Estado
possui um PIB de R$168,78 bilhões, correspondente a 5,8% do PIB brasileiro (base
2008). Detém 5,6% da população brasileira, possuindo 10,3 milhões de habitantes
(base 2007) e um PIB per capita de R$ 16.386,00 (IBGE, 2009a).
A composição do PIB estadual, de acordo com dados do IPARDES (2009),
envolve em torno de 62,7% para o setor de serviços, 29,1% para o setor industrial e
8,2% para o setor agropecuário (base 2006).
No setor industrial do Paraná, dentre os diversos segmentos da indústria de
transformação, o de metalurgia básica apontou um total 6.110 trabalhadores
distribuídos em 178 unidades locais (IBGE, 2009b).
Segundo a classificação CNAE 1.0, a metalurgia básica engloba a produção de
ferro-gusa e ferro-ligas, siderurgia, fabricação de tubos - exceto em siderúrgicas,
metalurgia de metais não-ferrosos e fundição (CNAE, 2009).
Neste trabalho, de forma diferente da classificação CNAE 1.0 (CNAE, 2009a),
adotou-se como critério para levantamento de dados, empresas envolvidas na
atividade de fundição englobando a fabricação de peças fundidas (quaisquer – sem
ressalvas) de ferro, aço, metais não-ferrosos e suas ligas.
No Estudo Setorial de Fundição 2004-2006 realizado por Assunção et. al
(2007, p.64), o Estado do Paraná apresentou, dentre os Estados da Região Sul,
Capítulo 3 Materiais e Métodos 53
PPGEP – Produção e Manutenção (2010)
uma representatividade aproximada de 3,5% da produção de fundidos, frente os
81,2% de Santa Catarina e 15,3% do Rio Grande do Sul.
Há de se salientar que esses valores da literatura foram baseados numa
amostra de apenas 15 empresas do Estado do Paraná, 50 de Santa Catarina e 22
do Rio Grande do Sul (ASSUNÇÃO et. al, 2007, p.64) representando
respectivamente 88,29%, 91,11% e 78,48% (ASSUNÇÃO et. al, 2007, p.56) da
produção estimada para cada Estado considerando o Universo ABIFA para 2004
(ASSUNÇÃO et. al, 2007, p.15), ou seja, considerando a seleção de determinadas
empresas de fundição cadastradas na ABIFA.
Em sabendo da dificuldade de obtenção das informações para uma pesquisa
desse porte e considerando o ano base da coleta de dados (2004), tomaram-se
esses valores levantados como orientativos.
Na presente pesquisa foram levantadas 62 empresas do setor de fundição,
distribuídas por todo o Estado do Paraná (vide Anexo D). Sua maior concentração foi
na mesorregião Metropolitana (detalhe no Anexo E) totalizando 21 empresas (33,9%
do total levantado) e na mesorregião Norte-Central (detalhe no Anexo G) com 15
empresas (24,2% do total levantado). As mesorregiões do Estado do Paraná podem
ser visualizadas no Anexo C e a localização das demais empresas em detalhe nos
Anexos F, H, I e J.
3.2 EMPRESAS PESQUISADAS
A pesquisa compreendeu empresas de fundição estabelecidas no Paraná,
buscando abranger o total de empresas no estado.
O trabalho seguiu por 03 etapas: (i) Identificação das empresas de fundição
estabelecidas no Estado do Paraná; (ii) Contato e classificação das empresas e (iii)
identificação das empresas que utilizavam areias a verde nos seus processos de
fundição. O Apêndice A apresenta uma listagem do levantamento realizado.
Capítulo 3 Materiais e Métodos 54
PPGEP – Produção e Manutenção (2010)
(i) Identificação das empresas:
Utilizou-se de informações dos anuários da ABIFA (Associação Brasileira de
Fundição 2008-2009), cadastros da FIEP (Federação das Indústrias do Estado do
Paraná 2007-2009), revistas especializadas, listas telefônicas e buscadores na
internet e também de informações fornecidas pelas próprias empresas pesquisadas.
Nos anuários da ABIFA constatou-se a identificação de 25 empresas no
anuário 2008 e 27 empresas no anuário 2009. Cruzando-se as informações dos 2
anuários chegou-se a um total de 28 empresas diferentes.
Nos cadastros da FIEP (informações extraídas dos CDs da FIEP nos campos
referentes às indústrias de fundição) constatou-se a identificação de 31 empresas no
cadastro 2007, 27 empresas no cadastro 2008 e 28 empresas no cadastro 2009.
Cruzando-se as informações dos 3 cadastros chegou-se a um total de 48 empresas
diferentes.
Do levantamento das demais fontes de informação chegou-se a um total de 45
empresas.
Tomando-se o devido cuidado para não inserir a mesma empresa mais de uma
vez, foi elaborada uma nova listagem reunindo todas as organizações, perfazendo-
se um total de 111 empresas identificadas.
(ii) Contato e classificação das empresas:
Buscou-se contatar todas as empresas identificadas gerando-se uma listagem
das mesmas, conforme o Apêndice A. Durante o contato telefônico e/ou e-mail
procurou-se selecionar, dentre elas, quais empregavam areias de fundição a verde
em seus processos produtivos. Nessa triagem não conseguiu-se estabelecer
contato, nem telefônico e nem por e-mail, com 15 empresas (algumas delas já não
existiam), constatou-se que 34 empresas não possuíam processos de fundição em
suas instalações, restando 62 empresas com fundição em seus processos.
(iii) Identificação das empresas que utilizavam areias a verde nos seus
processos de fundição:
Dentre as 62 empresas de fundição levantadas (Apêndice B), constatou-se que
38 utilizavam areias a verde em seus processos. Esse total de 38 empresas

Capítulo 3 Materiais e Métodos 55
PPGEP – Produção e Manutenção (2010)
constituiu o universo para a presente pesquisa. Um resumo de todo o levantamento
encontra-se no Quadro 1.
Quadro 1 - Triagem do total de empresas pesquisadas
CLASSIFICAÇÃO QUANT.
Não se conseguiu contato 15
Não possuem processos de fundição em suas instalações 34
Não utilizam areia a verde em seus processos de fundição 24
Utilizam areia a verde em seus processos de fundição 38
TOTAL PESQUISADO 111
Fonte: Autoria própria.
3.3 COLETA DE DADOS
Ao universo selecionado de 38 empresas foi aplicado um Questionário
Exploratório, na forma de entrevista presencial estruturada (4 empresas) e na forma
de envio eletrônico (34 empresas) no período de julho à novembro de 2009,
obtendo-se um total de 26 instrumentos de pesquisa exploratórios respondidos.
Às 26 empresas que responderam o Questionário Exploratório foi aplicado um
Questionário Complementar, na forma de entrevista presencial estruturada (4
empresas) e na forma de envio eletrônico (22 empresas) no período de novembro à
dezembro de 2009, obtendo-se um total de 13 instrumentos de pesquisa
complementares respondidos.
Os Anexos A e B foram utilizados de forma a suprir informações eventualmente
não fornecidas por algumas das empresas.

Capítulo 3 Materiais e Métodos 56
PPGEP – Produção e Manutenção (2010)
3.4 INSTRUMENTO DE PESQUISA
Dois questionários foram utilizados como instrumento de pesquisa para o
levantamento dos dados, ambos contendo perguntas abertas e fechadas (FACHIN,
2005; LAKATOS E MARCONI, 2006). O primeiro deles, de cunho exploratório, foi
elaborado a fim de levantar dados iniciais acerca das empresas e seus processos; já
o segundo questionário, de cunho complementar, teve o objetivo de obter maior
detalhamento das informações sobre o objeto de estudo, embasado na P+L.
A validação dos questionários se deu pelo feed back das empresas
respondentes, que os interpretaram de forma acertada atingindo, portanto, os
objetivos para os quais foram elaborados.
3.4.1 Questionário Exploratório
O Questionário Exploratório (Apêndice C) visou conhecer e estabelecer um
cenário das empresas de fundição que utilizavam areias a verde em seus processos
produtivos no Estado do Paraná. Foram solicitadas, além das informações quanto à
caracterização das empresas (razão social; localização; percentagem de capital
nacional/estrangeiro), contatos (telefônicos e eletrônicos) e questões referentes aos
funcionários (quantidades e graus de escolaridade), informações para mensurar
aspectos de mercado (tipos e quantidades de metais produzidos; locais de
destinação da produção; setores/segmentos de destinação; faixas de faturamento),
processos produtivos empregados (tipos de fornos; moldagem; macharia;
certificações) além de questões envolvendo o gerenciamento das empresas ,
buscando detectar dificuldades para o crescimento econômico da organização,
verificar tendências de mercado e de emprego de tecnologias e, finalmente, verificar
dificuldades quanto ao manejo das areias de fundição.

Capítulo 3 Materiais e Métodos 57
PPGEP – Produção e Manutenção (2010)
3.4.2 Questionário Complementar
O Questionário Complementar (Apêndice D) visou conhecer e estabelecer um
cenário sobre os procedimentos praticados pelas empresas pesquisadas com
relação às areias a verde de fundição. As informações solicitadas foram estruturadas
de forma a facilitar a identificação e enquadramento nos 3 níveis da P+L:
minimização de resíduos e emissões (níveis 1 e 2) e reuso de resíduos e emissões
(nível 3).
Buscou-se mensurar aspectos acerca das matérias-primas utilizadas (tipos;
quantidades; origens; distâncias relativas; porcentagens de utilização em
moldagem/macharia), controle de qualidade da areia a verde (ensaios
empregados), reciclagem interna (equipamentos para recuperação e regeneração
das areias), reciclagem externa (tipos; quantidades; regiões de destino; distâncias
relativas; frete; processamento; tipo de transação comercial), descarte final das
areias e finos (aterro terceirizado/próprio; quantidades; regiões de destino; tipo de
transação comercial), além de questões em que se busca apontar as melhorias
que as empresas vêm fazendo (envolvendo matérias-primas, fusão da ligas,
moldagem/macharia, meio ambiente, máquinas/equipamentos em geral, formação
de pessoal e outros), procurando com isso, consolidar as práticas já apontadas nos
quesitos anteriores (reciclagem interna/externa) e detectar outras práticas
contemplando tendências ainda não observadas (a exemplo da redução na fonte ).
3.5 REPRESENTATIVIDADE DOS DADOS COLETADOS
Do universo selecionado observou-se que 68,4% das empresas responderam
o questionário exploratório e 34,2% responderam também o questionário
complementar.
Os valores percentuais de respostas aos questionários estão ilustrados na
Figura 12.

Capítulo 3 Materiais e Métodos 58
PPGEP – Produção e Manutenção (2010)
Figura 12 - Percentual de questionários respondidos em relação ao universo de empresas de fundição levantadas no Estado do Paraná que utilizam areias a verde Fonte: Autoria própria.
Os índices de resposta aos questionários determinaram a classificação da
amostragem como não probabilística.
Com base nas informações obtidas através dos questionários, pôde-se
considerar que os membros da amostra constituíram-se como fontes de informação
bastante abrangentes, contemplando a realidade e a opinião de representantes de
diversos níveis (englobando empresas de diferentes portes, diferentes tipos de
produtos produzidos e de diferentes níveis de qualidade e tecnologia empregados),
distribuídos geograficamente pelo Estado, propiciando, portanto, resultados com
grande abrangência.

Capítulo 3 Materiais e Métodos 59
PPGEP – Produção e Manutenção (2010)
3.6 TABULAÇÃO E TRATAMENTOS DE DADOS
A tabulação das respostas objetivas de ambos os questionários foi feita
através de uma planilha eletrônica (microsoft office excel 2003) onde, de acordo com
cada tipo de questão, levantou-se indicadores por somatórias simples, por médias
simples em função do número de empresas, por percentuais e por médias
ponderadas. Para a média ponderada, a ponderação, neste caso, serviu para gerar
um indicador da preferência dada a cada item questionado, relacionando-o a uma
escala de 0 a 100 pontos. Desenvolveu-se como método para a obtenção desse
indicador, a atribuição de peso “zero” para respostas “negativas”, peso 1 para
respostas “pouco”, peso 2 para respostas “intensamente” e peso 3 para respostas
“muito intensamente”, podendo esse cálculo ser expresso pela fórmula:
I = {[(Σneg*0)+( Σpou*1)+( Σintens*2)+( ΣmuitoIntens*3)]*100} / (3*ΣnumEmpresas)
Onde: pou = respostas “pouco”
I = Indicador intens = respostas “intensamente”
Σ = somatório muitoIntens = respostas “muito intensamente”
neg = respostas “negativas” numEmpresas = número de empresas
Para efetuar o cálculo do indicador “I” obteve-se primeiramente o somatório de
cada resposta; após isso, multiplicou-se o somatório de cada resposta pelo seu
respectivo peso e somou-se os produtos obtidos; para finalizar, essa soma de
produtos foi dividida pelo triplo do número total de empresas.
O Quadro 2 apresenta a distribuição das questões objetivas dos questionários
exploratório e complementar de acordo com o tipo de tabulação, para a melhor
apresentação dos resultados.

Capítulo 3 Materiais e Métodos 60
PPGEP – Produção e Manutenção (2010)
Quadro 2 - Distribuição das questões objetivas dos questionários exploratório e
complementar de acordo com o tipo de tabulação
TIPO DE
TABULAÇÃO
QUESTIONÁRIO
EXPLORATÓRIO QUESTIONÁRIO COMPLEMENTAR
QUESTÕES QUESTÕES
Somatória
simples 4e 5.2c
Média simples 1 3c, 3d, 3e, 6c, 7e
Percentual 2, 3, 4a, 4f, 5a, 5b, 5c, 6b, 6c 2, 3a, 3b, 4, 5.1b, 5.2a, 5.2b, 6a, 6b,
6d, 6e, 6f, 7a, 7b, 7c,7d, 7f
Média
ponderada 4b, 4c, 4d, 5d, 6a -----
Fonte: Autoria própria.
As questões dissertativas estão assim distribuídas: no Questionário
Exploratório questão número 7 e no Questionário Complementar questões números
5.1a, 8a, 8b e 9. A tabulação dessas questões foi feita através dos seguintes
passos:
(i) agrupamento das respostas de todos os questionários, por questão;
(ii) criação de subitens (tópicos específicos) dentro de cada questão, visando
contemplar grupos de respostas semelhantes para uma mesma pergunta;
(iii) determinação do número de respostas citadas (repetidas ou não) dentro de
cada tópico específico criado;
(iv) elaboração do resumo de cada tópico e cálculo das respectivas
representatividades percentuais.

Capítulo 4 Resultados e Discussões 61
PPGEP – Produção e Manutenção (2010)
4 RESULTADOS E DISCUSSÕES
Como citado anteriormente, para as 38 empresas que informaram utilizar
areias a verde em seus processos de fundição no Estado do Paraná foi aplicado o
questionário exploratório. As respostas obtidas são comentadas a seguir.
Observou-se que todas as empresas eram de capital nacional. Utilizando do
critério do IBGE (SEBRAE, 2009) para classificação de porte de indústrias por
número de funcionários, constatou-se que a maior parte delas era de pequeno porte
(61,5%) empregando de 20 a 99 funcionários, seguidas das micro-empresas (26,9%)
empregando até 19 funcionários e das empresas de porte médio (11,5%)
empregando de 100 a 499 funcionários, conforme mostra a Figura 13.
Figura 13 - Porte das empresas quanto ao número de funcionários
Fonte: Autoria própria.
A distribuição percentual da escolaridade dos funcionários, de acordo com o
porte das empresas, é apresentada na Figura 14.
“Ensino fundamental” enquadrou os analfabetos e os que possuem o 1º grau
(completo ou incompleto), “ensino médio” enquadrou os que possuem o 2º grau
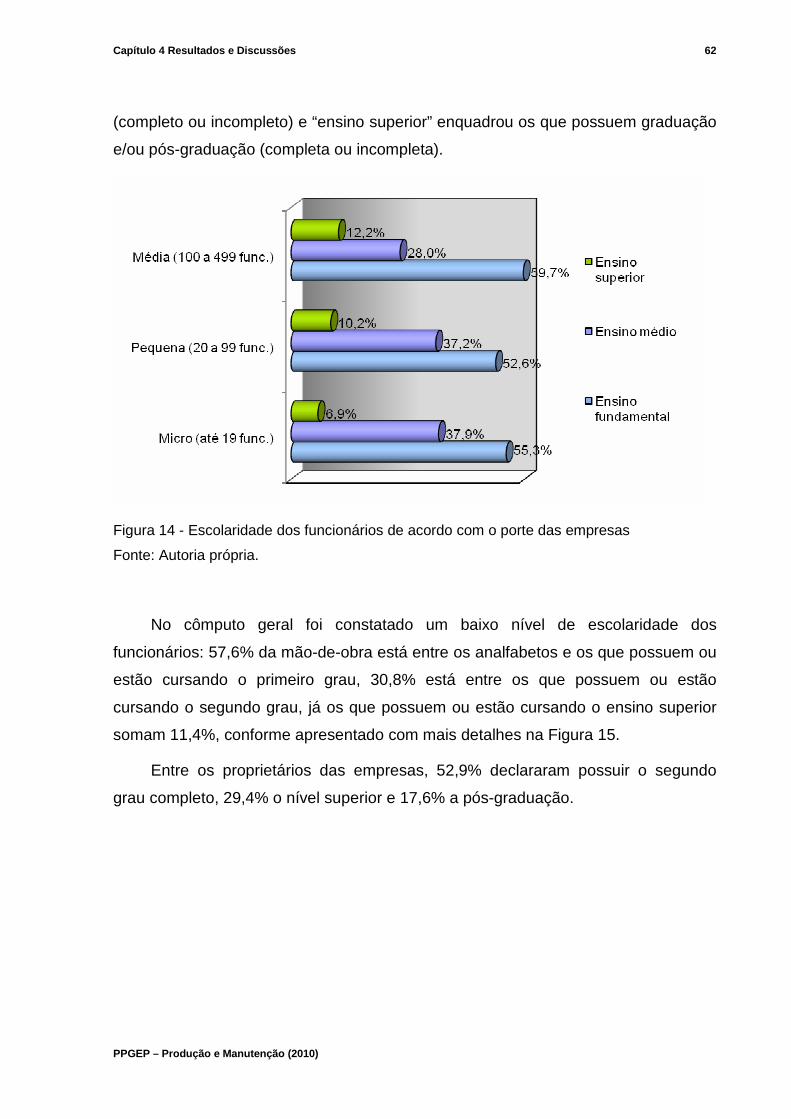
Capítulo 4 Resultados e Discussões 62
PPGEP – Produção e Manutenção (2010)
(completo ou incompleto) e “ensino superior” enquadrou os que possuem graduação
e/ou pós-graduação (completa ou incompleta).
Figura 14 - Escolaridade dos funcionários de acordo com o porte das empresas
Fonte: Autoria própria.
No cômputo geral foi constatado um baixo nível de escolaridade dos
funcionários: 57,6% da mão-de-obra está entre os analfabetos e os que possuem ou
estão cursando o primeiro grau, 30,8% está entre os que possuem ou estão
cursando o segundo grau, já os que possuem ou estão cursando o ensino superior
somam 11,4%, conforme apresentado com mais detalhes na Figura 15.
Entre os proprietários das empresas, 52,9% declararam possuir o segundo
grau completo, 29,4% o nível superior e 17,6% a pós-graduação.

Capítulo 4 Resultados e Discussões 63
PPGEP – Produção e Manutenção (2010)
Figura 15 - Escolaridade dos funcionários (cômputo geral)
Fonte: Autoria própria.
Quanto às quantidades produzidas, constatou-se um valor total de 37.198,31 t
(ano-base 2008), sendo que 97,4% são para ferros, 0,9% para aços e 1,7% para
metais não-ferrosos. A Figura 16 apresenta um Gráfico representativo desses
valores.
Figura 16 – Percentual de ferros, aços e metais não-ferrosos fundidos (ano-base 2008)
Fonte: Autoria própria.

Capítulo 4 Resultados e Discussões 64
PPGEP – Produção e Manutenção (2010)
A destinação da produção de fundidos revelou-se acentuada dentro do próprio
Estado do Paraná, seguido do Estado de São Paulo. A Figura 17 apresenta as
regiões (estados brasileiros) de destinação da produção de fundidos.
Figura 17 - Destinação da produção de fundidos – regiões do país (indicador)*
Fonte: Autoria própria.
*O indicador varia de 0 a 100. Valores acima de 50 pontos foram fatores considerados
importantes.
Dentre as empresas que fizeram parte da amostra, as exportações diretas não
configuraram relevância, haja vista que as exportações dos fundidos podem estar
ocorrendo de forma indireta, através dos produtos finais aos quais foram destinados.
Os setores/segmentos que mais se destacaram na destinação de fundidos pela
amostragem feita foram o de máquinas agrícolas e mecânicas e o automobilístico,
tratores e caminhões, conforme mostra a Figura 18.

Capítulo 4 Resultados e Discussões 65
PPGEP – Produção e Manutenção (2010)
Figura 18 - Destinação da produção de fundidos – segmentos (indicador)*
Fonte: Autoria própria.
*O indicador varia de 0 a 100. Valores acima de 50 pontos foram fatores considerados importantes.
Considerando o faturamento, observou-se que 22,2% das empresas possuem
faturamento até R$ 600.000,00 e outros 22,2% entre R$ 5.000.001,00 e R$
10.500.000,00, conforme apresentado de forma mais detalhada na Figura 19. Os
intervalos de valores foram baseados na classificação de porte de empresas
adotado pelo BNDES (BNDES, 2009).
Figura 19 - Faturamento anual das empresas (R$)
Fonte: Autoria própria.

Capítulo 4 Resultados e Discussões 66
PPGEP – Produção e Manutenção (2010)
Verificou-se a utilização de fornos a indução em 61,5% das empresas e de
fornos a óleo em 30,8%. A Figura 20 apresenta um Gráfico com os tipos de fornos
empregados pela amostra.
Figura 20 - Tipos de fornos empregados
Fonte: Autoria própria.
Nos processos produtivos empregados, a moldagem manual ainda supera
todas as demais, estando presente em 84,6% das empresas, seguida da moldagem
mecânica em 61,5% e da automatizada em 19,2%. A Figura 21 apresenta os tipos
de moldagem mais empregados pela amostra.
Figura 21 - Tipos de moldagem empregados
Fonte: Autoria própria.

Capítulo 4 Resultados e Discussões 67
PPGEP – Produção e Manutenção (2010)
Nos processos de moldagem, 84,3% do volume total é areia a verde, cura a frio
representa 7,5%, cold box 4%, areia shell 2,4% e CO2 1,9%. A Figura 22 apresenta
os percentuais do volume total de areias destinados aos diferentes processos de
moldagem da amostra. Cabe lembrar que, mesmo utilizando areias à verde, as
empresas acabam empregando outras técnicas complementares para moldagens de
machos e peças especiais.
Figura 22 – Processos de moldagem: divisão percentual do volume total de areias destinados à moldagem
Fonte: Autoria própria.
Já nos processos de macharia, a areia shell destaca-se como a mais utilizada
com uma média de 38% do volume total de areias utilizado para macharia nas
empresas, seguido do processo cold Box com 17,9%, areia a verde com 17%, CO2
com 16,2% e cura a frio com 10,8%, conforme mostra a Figura 23.
Figura 23 - Processos de macharia: divisão percentual do volume total de areias destinados à macharia
Fonte: Autoria própria.

Capítulo 4 Resultados e Discussões 68
PPGEP – Produção e Manutenção (2010)
Quanto às certificações de qualidade e ambientais, verificou-se que:
- 10,5% das empresas já possuem a TS 16949 e 21,1% pretendem
implementá-la nos próximos 3 anos (essa é uma especificação técnica que tem seu
foco no setor automotivo, dirigida a fabricantes de automóveis e peças automotivas);
- Nenhuma das empresas possui certificação da ISO 14001, porém 52,6%
pretendem implementá-la nos próximos 3 anos (é uma norma que traz importantes
fundamentos para a gestão ambiental das organizações) e;
- 36,8% já tem implementada a norma ISO 9001 e 47,4% pretendem
implementá-la nos próximos 3 anos (comparado às certificações anteriores, o maior
número de adesões é compreensível, pois a ISO 9001 é uma norma de gestão da
qualidade, fator imprescindível no atual mercado globalizado).
A Figura 24 apresenta um Gráfico representando a postura das empresas
frente às certificações comentadas.
Figura 24 – Postura das empresas frente às certificações TS 16949, ISO 14001 e ISO 9001
Fonte: Autoria própria.
Considerando as estratégias de negócios das empresas nos últimos 5 anos, o
investimento em novos processos de produção foi apontado como o mais buscado
(com 39,7 pontos), seguido da expansão da capacidade produtiva e da abertura de
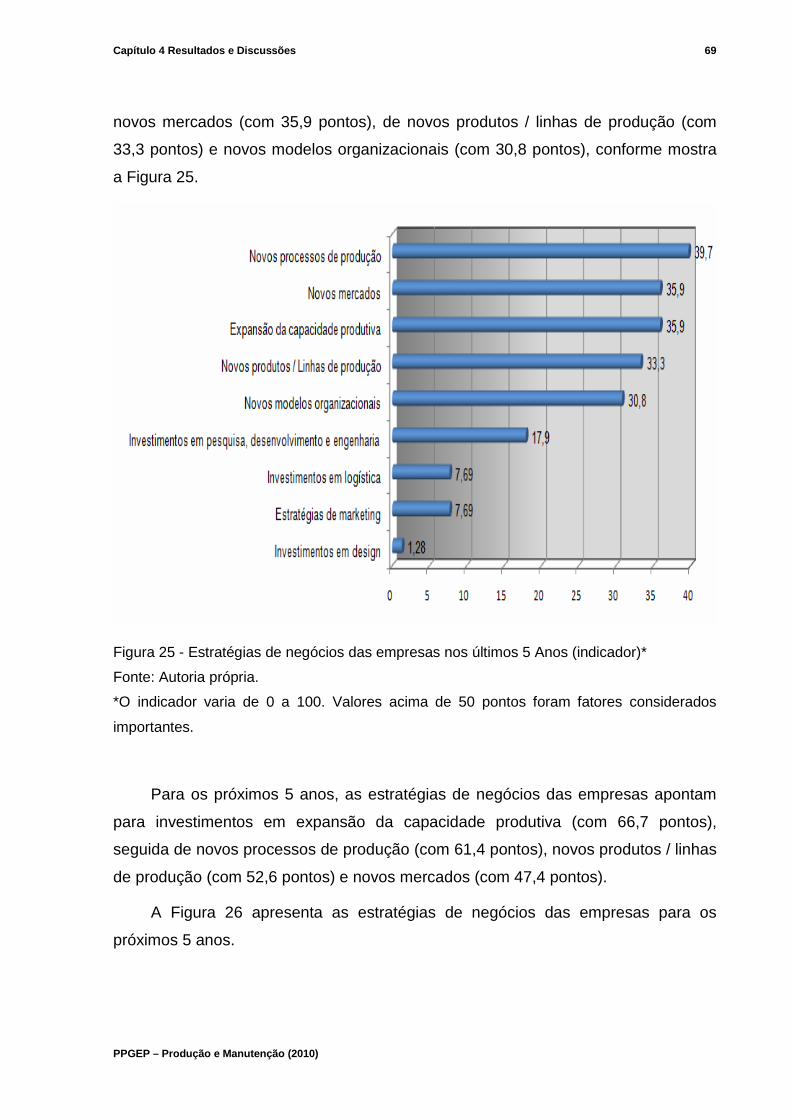
Capítulo 4 Resultados e Discussões 69
PPGEP – Produção e Manutenção (2010)
novos mercados (com 35,9 pontos), de novos produtos / linhas de produção (com
33,3 pontos) e novos modelos organizacionais (com 30,8 pontos), conforme mostra
a Figura 25.
Figura 25 - Estratégias de negócios das empresas nos últimos 5 Anos (indicador)*
Fonte: Autoria própria.
*O indicador varia de 0 a 100. Valores acima de 50 pontos foram fatores considerados
importantes.
Para os próximos 5 anos, as estratégias de negócios das empresas apontam
para investimentos em expansão da capacidade produtiva (com 66,7 pontos),
seguida de novos processos de produção (com 61,4 pontos), novos produtos / linhas
de produção (com 52,6 pontos) e novos mercados (com 47,4 pontos).
A Figura 26 apresenta as estratégias de negócios das empresas para os
próximos 5 anos.
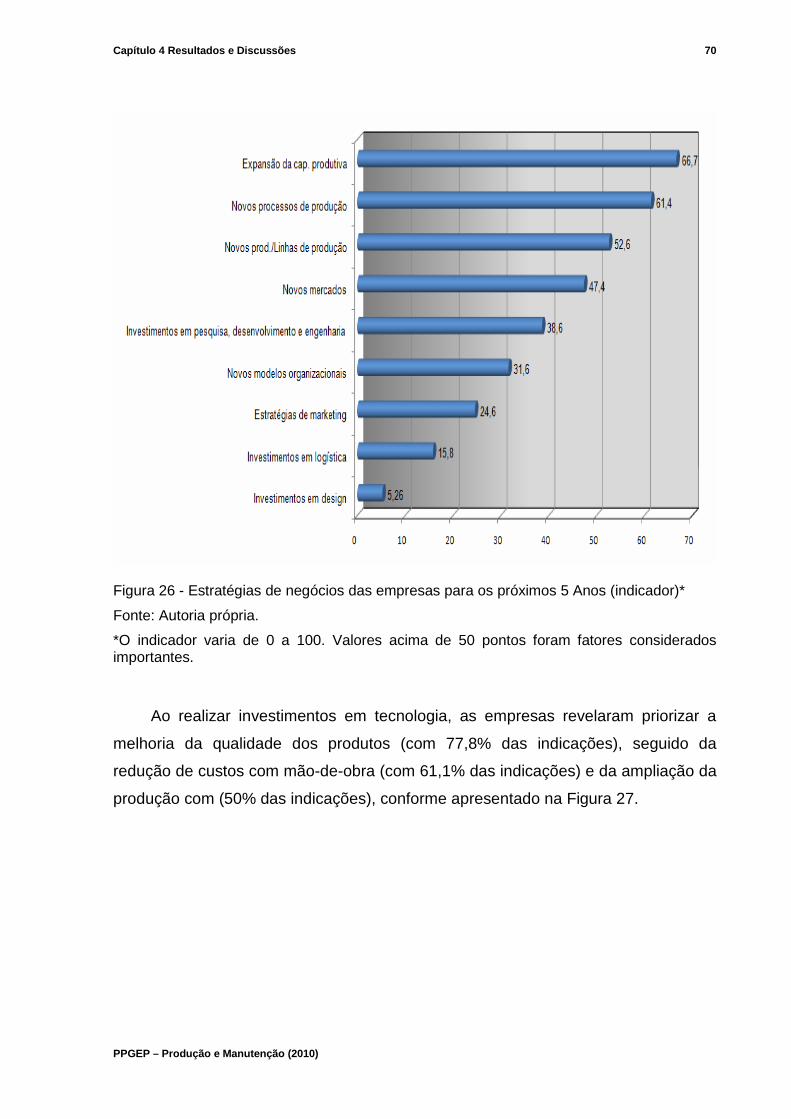
Capítulo 4 Resultados e Discussões 70
PPGEP – Produção e Manutenção (2010)
Figura 26 - Estratégias de negócios das empresas para os próximos 5 Anos (indicador)*
Fonte: Autoria própria.
*O indicador varia de 0 a 100. Valores acima de 50 pontos foram fatores considerados importantes.
Ao realizar investimentos em tecnologia, as empresas revelaram priorizar a
melhoria da qualidade dos produtos (com 77,8% das indicações), seguido da
redução de custos com mão-de-obra (com 61,1% das indicações) e da ampliação da
produção com (50% das indicações), conforme apresentado na Figura 27.
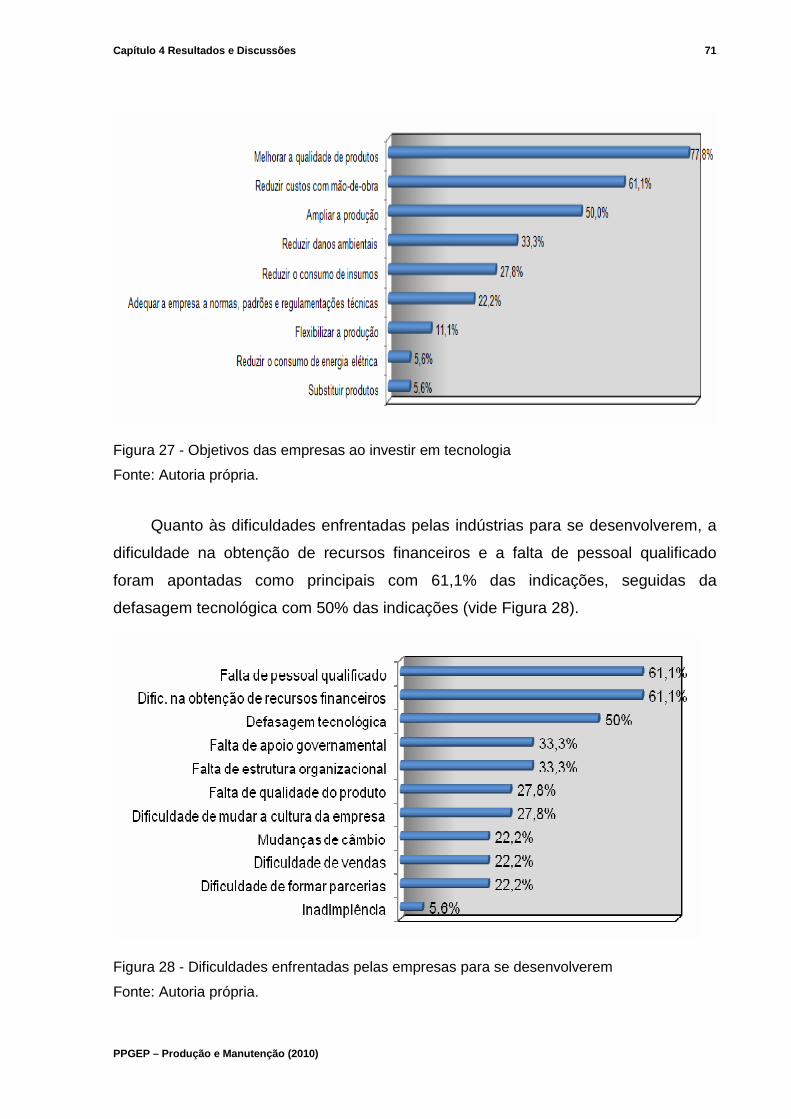
Capítulo 4 Resultados e Discussões 71
PPGEP – Produção e Manutenção (2010)
Figura 27 - Objetivos das empresas ao investir em tecnologia
Fonte: Autoria própria.
Quanto às dificuldades enfrentadas pelas indústrias para se desenvolverem, a
dificuldade na obtenção de recursos financeiros e a falta de pessoal qualificado
foram apontadas como principais com 61,1% das indicações, seguidas da
defasagem tecnológica com 50% das indicações (vide Figura 28).
Figura 28 - Dificuldades enfrentadas pelas empresas para se desenvolverem
Fonte: Autoria própria.
Capítulo 4 Resultados e Discussões 72
PPGEP – Produção e Manutenção (2010)
Sobre areias usadas, em resposta a uma pergunta aberta sobre as dificuldades
enfrentadas no seu manejo, foram levantados os seguintes dados:
a) Dificuldade devido ao custo de descarte: em 30,5 % das respostas alegou-
se dificuldade devido ao custo de descarte (tanto para as areias a verde
quanto para as areias ligadas quimicamente), mesmo para as empresas que
possuem um aterro próprio.
b) Dificuldade para destinação das areias para outras aplicações (fora da
indústria de fundição): em 13 % das respostas alegou-se essa dificuldade,
principalmente pela falta de aplicações regulamentadas (como matéria-prima
em outros processos tais como tijolos, base asfáltica, etc.);
c) Dificuldade em encontrar locais para descarte: em 8,8% das respostas
alegou-se essa dificuldade, fazendo com que esse tipo de serviço fosse
buscado em outras cidades e, até mesmo, em outros estados;
d) Dificuldade devido à falta de pesquisas: em 8,8 % das respostas alegou-se
dificuldade devido à falta de pesquisas para a menor geração de resíduos
fora do que já é convencional (visando recuperar a areia mais vezes dentro do
processo) e também em pesquisas na busca de outras aplicações para as
areias usadas;
e) Dificuldade devido ao custo dos equipamentos: em 4,3 % das respostas
alegou-se dificuldade devido ao custo dos equipamentos com relação à
qualidade das areias (a exemplo de destorroadores, despoeiradores e
resfriadores);
f) Dificuldade em atender aos requisitos para obtenç ão de certificação
ambiental: alegou-se essa dificuldade em 4,3% das respostas;
g) Dificuldade em estabelecer parcerias para executar novas aplicações:
alegou-se essa dificuldade em 4,3% das respostas;
h) Dificuldade devido à falta de suporte técnico: em 4,3 % das respostas
alegou-se dificuldade devido à falta de suporte técnico para orientação quanto
às porcentagens dos componentes das areias durante seu uso e também
após, de forma a evitar contaminação do solo;

Capítulo 4 Resultados e Discussões 73
PPGEP – Produção e Manutenção (2010)
i) Dificuldade devido à falta de laboratório de anál ises: em 4,3 % das
respostas alegou-se essa dificuldade, acarretando em aumento de custos na
compra de matérias-primas e perda de peças fundidas por má qualidade da
areia;
j) Outros comentários dentro da temática: em 17,4 % das respostas houve
comentários alegando não haver dificuldades no manejo das areias
descartadas. Houveram relatos evidenciando a classificação das ADF como
resíduo não perigoso (Classe II não-inerte); sobre desenvolvimento de
processos de destorroamento e maior reaproveitamento das areias dentro do
processo; pesquisas internas para a utilização desse material em tijolos e
lajotas para uso em construção civil; utilização das areias em reparo de
asfalto e pesquisas conjuntas para a viabilização da devolução das areias às
empresas que as forneceram, visando posterior reciclagem externa das
mesmas.
Com as informações apontadas neste tópico (envolvendo questões do
Questionário Exploratório) buscou-se apresentar uma visão geral sobre o atual
cenário das empresas de fundição que utilizam areias a verde em seus processos
produtivos no Estado do Paraná.
Uma abordagem mais específica referente aos procedimentos que estão sendo
praticados por essas empresas com relação às areias a verde de fundição
(envolvendo as questões do Questionário Complementar) será apresentada no
próximo tópico, onde também serão feitas as análises, sob a ótica da P+L,
englobando os dois questionários.

Capítulo 4 Resultados e Discussões 74
PPGEP – Produção e Manutenção (2010)
4.1 ANÁLISE DO GERENCIAMENTO DAS AREIAS A VERDE DE FUNDIÇÃO NO
ESTADO DO PARANÁ
A aplicação do Questionário Complementar permitiu estabelecer algumas
relações entre os materiais adquiridos pelas empresas como matérias-primas. A
Tabela 2 apresenta os resultados.
Considerando o montante total das matérias-primas adquiridas pelas empresas
(2.894,5 t/mês); a sílica apresenta-se como a mais representativa com 89,4% do
montante, seguida pela bentonita sódica com 6%, resinas com 1,8% e pó de carvão
com 1,1%.
A Sílica possui grande representatividade nos montantes de moldagem (86,5%)
e macharia (94,4%) por ser uma areia-base utilizada tanto para a confecção de areia
a verde quanto para a confecção das areias ligadas com resina (cura a frio, cold box,
CO2, entre outras).
Na moldagem destaca-se também a proporção de utilização de bentonita
sódica (9,5%) e pó de carvão (1,7%) e, na macharia, a utilização de resinas (3,5%) e
de Areia Shell (1,3%). A Areia Shell é uma areia ligada com resina que é adquirida já
em sua composição final (a mistura dos seus componentes, divergindo das demais
areias ligadas quimicamente, não é feita nas empresas de fundição).
Quanto às distâncias, observa-se que a bentonita sódica é a matéria-prima que
se encontra em fontes mais distantes, com 28,4% da somatória das médias de todas
as distâncias entre as empresas de fundição e os fornecedores, haja vista que as
jazidas brasileiras de melhor qualidade encontram-se no Nordeste (25% das
empresas informaram adquirir esse material de Pernambuco, 8,3% de dentro do
próprio Paraná, 33,3% de Santa Catarina e os outros 33,3% de São Paulo). Na
seqüência surgem as resinas, com 14,2% das distâncias (materiais 87,5%
provenientes de São Paulo e 12,5% provenientes de Santa Catarina) e a areia shell,
com 13,7% das distâncias (material 77,8% proveniente de São Paulo, 11,1% de
Santa Catarina e 11,1% do próprio Paraná).
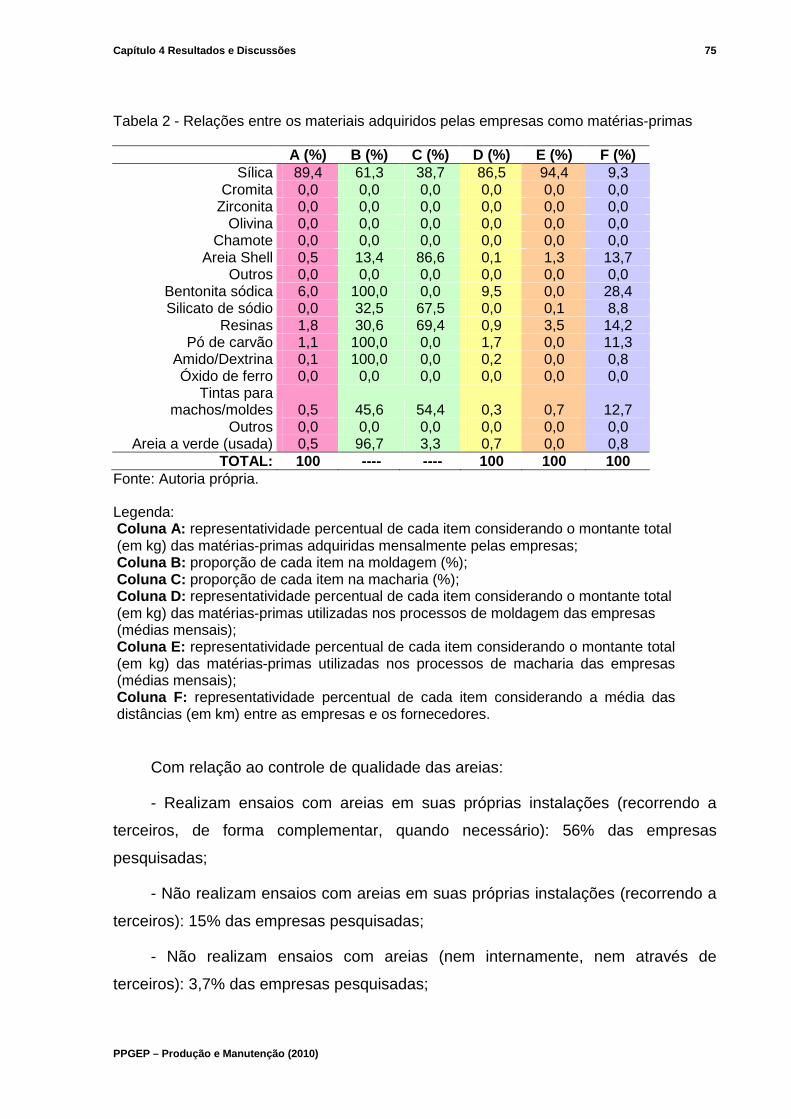
Capítulo 4 Resultados e Discussões 75
PPGEP – Produção e Manutenção (2010)
Tabela 2 - Relações entre os materiais adquiridos pelas empresas como matérias-primas
A (%) B (%) C (%) D (%) E (%) F (%) Sílica 89,4 61,3 38,7 86,5 94,4 9,3
Cromita 0,0 0,0 0,0 0,0 0,0 0,0 Zirconita 0,0 0,0 0,0 0,0 0,0 0,0
Olivina 0,0 0,0 0,0 0,0 0,0 0,0 Chamote 0,0 0,0 0,0 0,0 0,0 0,0
Areia Shell 0,5 13,4 86,6 0,1 1,3 13,7 Outros 0,0 0,0 0,0 0,0 0,0 0,0
Bentonita sódica 6,0 100,0 0,0 9,5 0,0 28,4 Silicato de sódio 0,0 32,5 67,5 0,0 0,1 8,8
Resinas 1,8 30,6 69,4 0,9 3,5 14,2 Pó de carvão 1,1 100,0 0,0 1,7 0,0 11,3
Amido/Dextrina 0,1 100,0 0,0 0,2 0,0 0,8 Óxido de ferro 0,0 0,0 0,0 0,0 0,0 0,0
Tintas para machos/moldes 0,5 45,6 54,4 0,3 0,7 12,7
Outros 0,0 0,0 0,0 0,0 0,0 0,0 Areia a verde (usada) 0,5 96,7 3,3 0,7 0,0 0,8
TOTAL: 100 ---- ---- 100 100 100 Fonte: Autoria própria.
Legenda: Coluna A: representatividade percentual de cada item considerando o montante total (em kg) das matérias-primas adquiridas mensalmente pelas empresas; Coluna B: proporção de cada item na moldagem (%); Coluna C: proporção de cada item na macharia (%); Coluna D: representatividade percentual de cada item considerando o montante total (em kg) das matérias-primas utilizadas nos processos de moldagem das empresas (médias mensais); Coluna E: representatividade percentual de cada item considerando o montante total (em kg) das matérias-primas utilizadas nos processos de macharia das empresas (médias mensais); Coluna F: representatividade percentual de cada item considerando a média das distâncias (em km) entre as empresas e os fornecedores.
Com relação ao controle de qualidade das areias:
- Realizam ensaios com areias em suas próprias instalações (recorrendo a
terceiros, de forma complementar, quando necessário): 56% das empresas
pesquisadas;
- Não realizam ensaios com areias em suas próprias instalações (recorrendo a
terceiros): 15% das empresas pesquisadas;
- Não realizam ensaios com areias (nem internamente, nem através de
terceiros): 3,7% das empresas pesquisadas;

Capítulo 4 Resultados e Discussões 76
PPGEP – Produção e Manutenção (2010)
- Não forneceram informação quanto a esse quesito: 26% das empresas
pesquisadas.
Portanto, considerando apenas as empresas respondentes à questão, 95%
afirmaram realizar algum tipo de ensaio laboratorial em suas areias (em suas
próprias instalações e/ou em laboratórios terceirizados) e 5% afirmaram não realizar
ensaio algum.
Dentre os ensaios laboratoriais possíveis de serem executados nas areias foi
feita uma listagem contemplando 11 tipos diferentes e, considerando as empresas
respondentes, verificou-se que 61,8% dos mesmos são realizados pelas empresas
(38,6% nas próprias instalações e 23,2% por terceiros).
Os ensaios mais realizados internamente (dentro das próprias instalações das
empresas) são os de compactabilidade (presente em 61,5% da amostra), umidade
(presente em 58,3% da amostra) e resistência à compressão (presente em 46,2% da
amostra).
Dados mais específicos para cada ensaio podem ser visualizados na Figura 29.
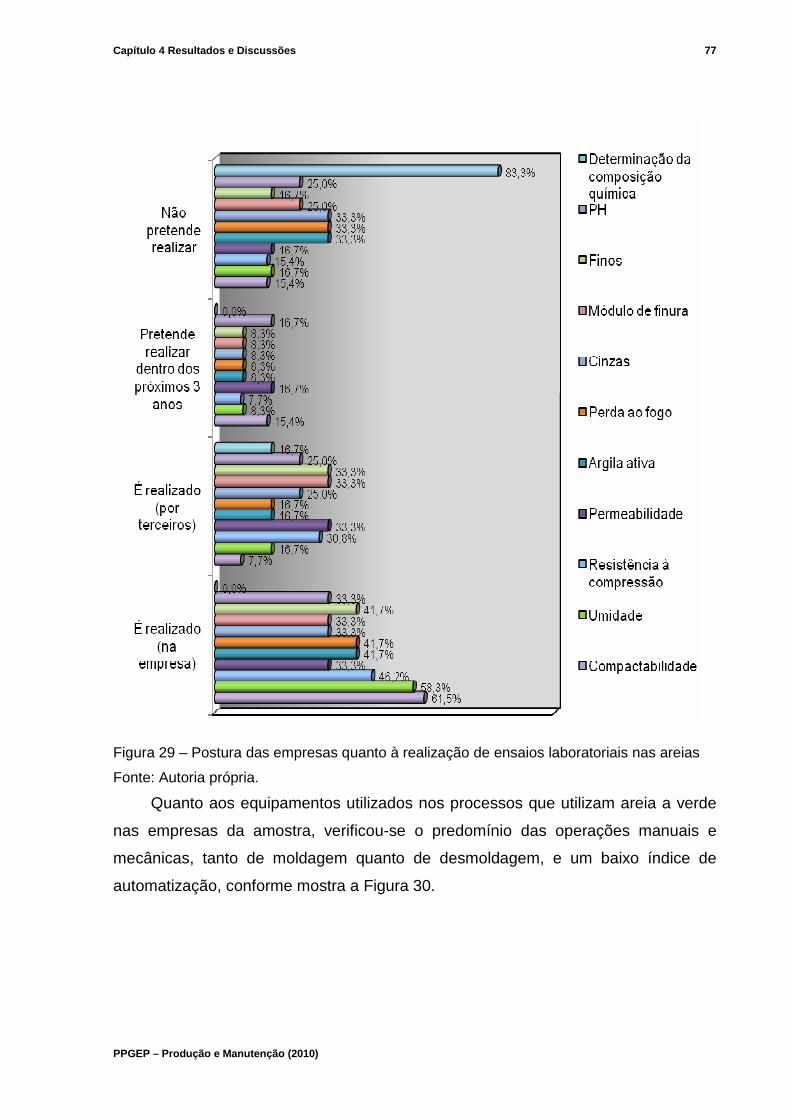
Capítulo 4 Resultados e Discussões 77
PPGEP – Produção e Manutenção (2010)
Figura 29 – Postura das empresas quanto à realização de ensaios laboratoriais nas areias
Fonte: Autoria própria.
Quanto aos equipamentos utilizados nos processos que utilizam areia a verde
nas empresas da amostra, verificou-se o predomínio das operações manuais e
mecânicas, tanto de moldagem quanto de desmoldagem, e um baixo índice de
automatização, conforme mostra a Figura 30.
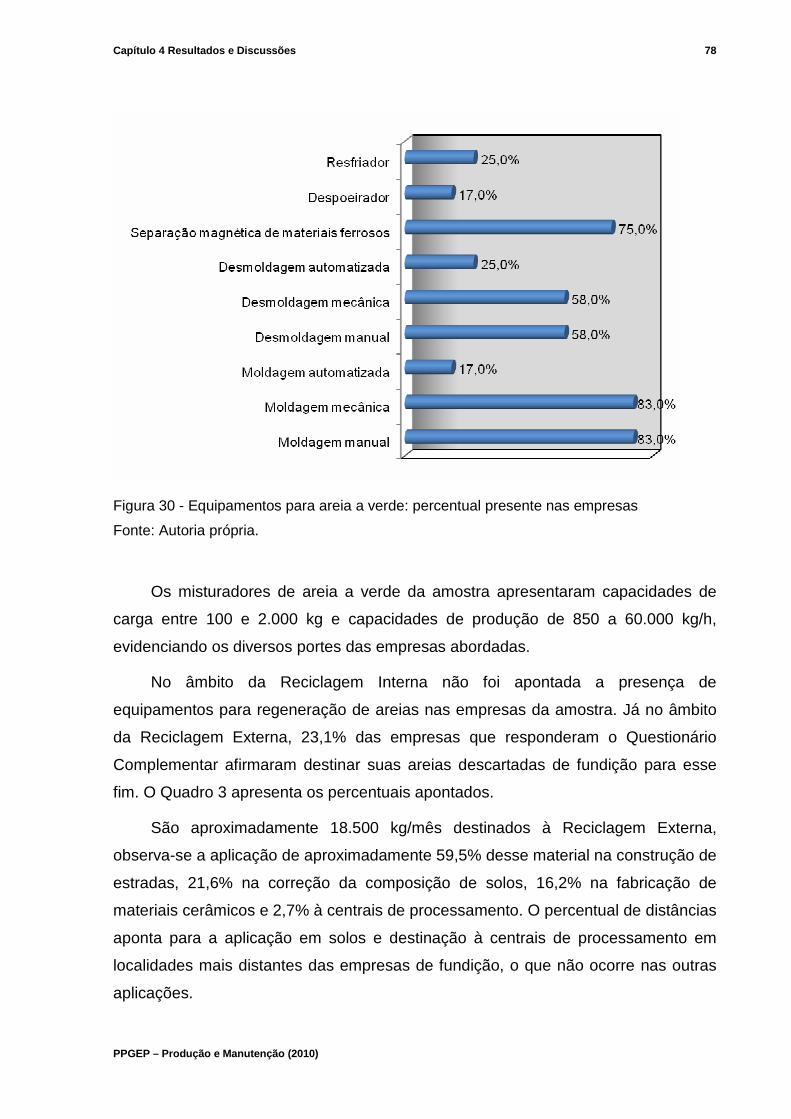
Capítulo 4 Resultados e Discussões 78
PPGEP – Produção e Manutenção (2010)
Figura 30 - Equipamentos para areia a verde: percentual presente nas empresas
Fonte: Autoria própria.
Os misturadores de areia a verde da amostra apresentaram capacidades de
carga entre 100 e 2.000 kg e capacidades de produção de 850 a 60.000 kg/h,
evidenciando os diversos portes das empresas abordadas.
No âmbito da Reciclagem Interna não foi apontada a presença de
equipamentos para regeneração de areias nas empresas da amostra. Já no âmbito
da Reciclagem Externa, 23,1% das empresas que responderam o Questionário
Complementar afirmaram destinar suas areias descartadas de fundição para esse
fim. O Quadro 3 apresenta os percentuais apontados.
São aproximadamente 18.500 kg/mês destinados à Reciclagem Externa,
observa-se a aplicação de aproximadamente 59,5% desse material na construção de
estradas, 21,6% na correção da composição de solos, 16,2% na fabricação de
materiais cerâmicos e 2,7% à centrais de processamento. O percentual de distâncias
aponta para a aplicação em solos e destinação à centrais de processamento em
localidades mais distantes das empresas de fundição, o que não ocorre nas outras
aplicações.

Capítulo 4 Resultados e Discussões 79
PPGEP – Produção e Manutenção (2010)
Quadro 3 – Percentuais de ADF destinados pelas empresas à reciclagem externa
A (%) B (%) Indústria de Fundição (fornecimento de areia a verde "usada" como matéria-prima
para outra fundição) 0,0 0,0 Construção de estradas (cimento asfáltico, base, sub-base, etc.) 59,5 2,7
Indústria de cimento 0,0 0,0 Fabricação de materiais cerâmicos (tijolos, telhas, etc.) 16,2 4,6
Solos (correção da composição) 21,6 47,9 Central de processamento de areias de fundição (processam as areias e as
encaminham para outras aplicações) 2,7 44,9 Outros 0,0 0,0
TOTAL: 100 100 Fonte: Autoria própria. Legenda: Coluna A: representatividade percentual de cada item considerando o montante total (em kg) do material repassado; Coluna B: representatividade percentual de cada item considerando a média das distâncias (em km) entre as empresas e os locais de entrega do material.
O descarte final das areias e finos das empresas que fizeram parte da amostra
apresentou-se mais concentrado nos aterros Industriais para descarte exclusivo de
areias de fundição (próprios), absorvendo 96,6% do montante total descartado
(98,2% do total das areias a verde, 94,6% das areias ligadas quimicamente e 95,1%
do total dos finos descartados), seguido dos aterros industriais para descarte de
resíduos industriais em geral (próprios), que absorvem 2,1% do montante total
descartado (1,8% do total das areias a verde, 3,2% do total das areias ligadas
quimicamente e 4,8% do total dos finos descartados), conforme mostra o Quadro 4.
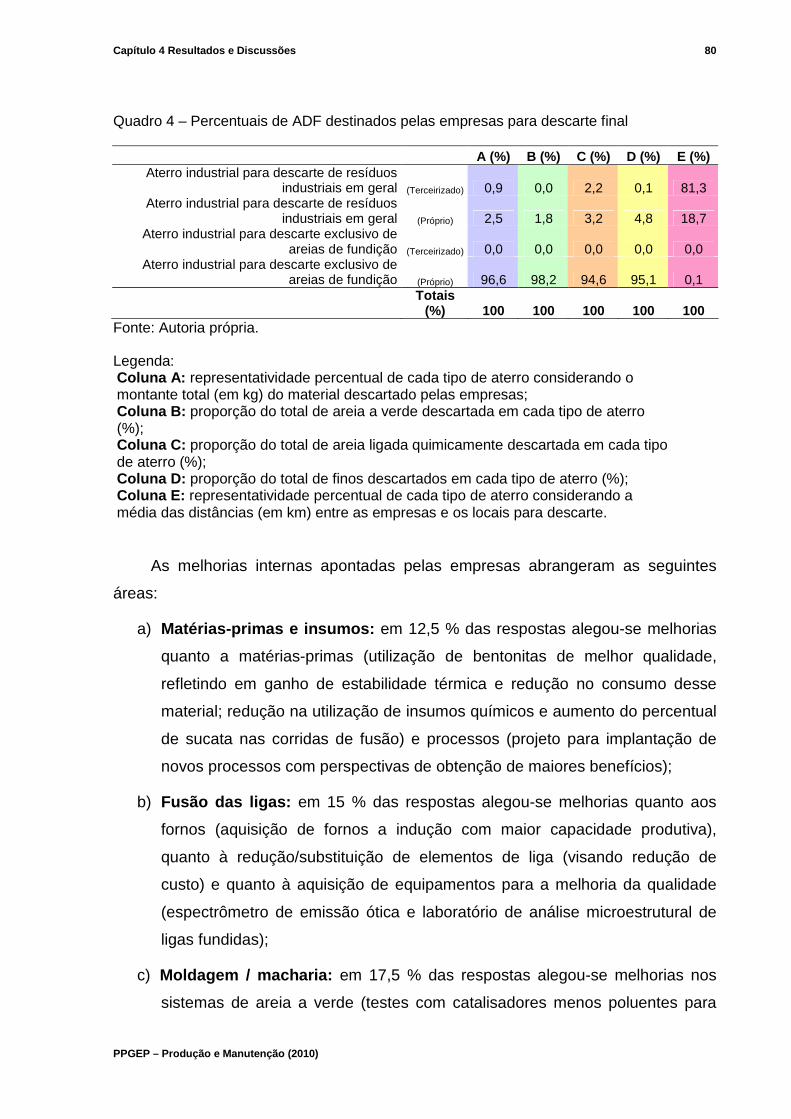
Capítulo 4 Resultados e Discussões 80
PPGEP – Produção e Manutenção (2010)
Quadro 4 – Percentuais de ADF destinados pelas empresas para descarte final
A (%) B (%) C (%) D (%) E (%) Aterro industrial para descarte de resíduos
industriais em geral (Terceirizado) 0,9 0,0 2,2 0,1 81,3 Aterro industrial para descarte de resíduos
industriais em geral (Próprio) 2,5 1,8 3,2 4,8 18,7 Aterro industrial para descarte exclusivo de
areias de fundição (Terceirizado) 0,0 0,0 0,0 0,0 0,0 Aterro industrial para descarte exclusivo de
areias de fundição (Próprio) 96,6 98,2 94,6 95,1 0,1
Totais
(%) 100 100 100 100 100 Fonte: Autoria própria.
Legenda: Coluna A: representatividade percentual de cada tipo de aterro considerando o montante total (em kg) do material descartado pelas empresas; Coluna B: proporção do total de areia a verde descartada em cada tipo de aterro (%); Coluna C: proporção do total de areia ligada quimicamente descartada em cada tipo de aterro (%); Coluna D: proporção do total de finos descartados em cada tipo de aterro (%); Coluna E: representatividade percentual de cada tipo de aterro considerando a média das distâncias (em km) entre as empresas e os locais para descarte.
As melhorias internas apontadas pelas empresas abrangeram as seguintes
áreas:
a) Matérias-primas e insumos: em 12,5 % das respostas alegou-se melhorias
quanto a matérias-primas (utilização de bentonitas de melhor qualidade,
refletindo em ganho de estabilidade térmica e redução no consumo desse
material; redução na utilização de insumos químicos e aumento do percentual
de sucata nas corridas de fusão) e processos (projeto para implantação de
novos processos com perspectivas de obtenção de maiores benefícios);
b) Fusão das ligas: em 15 % das respostas alegou-se melhorias quanto aos
fornos (aquisição de fornos a indução com maior capacidade produtiva),
quanto à redução/substituição de elementos de liga (visando redução de
custo) e quanto à aquisição de equipamentos para a melhoria da qualidade
(espectrômetro de emissão ótica e laboratório de análise microestrutural de
ligas fundidas);
c) Moldagem / macharia: em 17,5 % das respostas alegou-se melhorias nos
sistemas de areia a verde (testes com catalisadores menos poluentes para

Capítulo 4 Resultados e Discussões 81
PPGEP – Produção e Manutenção (2010)
machos e desmoldantes à base de água para a moldagem, visando menor
impacto ambiental) e também a aquisição de equipamentos para implantar o
sistema cold box (hora substituindo, hora somando-se ao sistema de areia a
verde já existente);
d) Meio ambiente: em 20 % das respostas alegou-se a aquisição de
equipamentos para maior controle ambiental (a exemplo de lavadores de
gases, filtros de água, recuperadores de areias cold box, exaustores, estação
de tratamento de efluentes, coleta de particulados sólidos e resfriadores), bem
como a contratação de consultoria ambiental para orientação adequada;
e) Máquinas / equipamentos em geral: em 15 % das respostas alegou-se
investimentos em novos equipamentos visando aumento de produtividade em
linhas de moldagem em areia a verde e sistema cold box;
f) Formação de pessoal: em 17,5 % das respostas alegaram-se investimentos
em treinamento, tanto para novos equipamentos adquiridos quanto para
capacitação profissional (inteligência emocional, trabalho em equipe,
comprometimento, programa 5s e afins);
g) Outros: em 2,5 % das respostas alegou-se a aquisição de software para
simulação do processo de fundição das peças (visando aperfeiçoar os
processos).
Quanto à tendência futura do uso da areia a verde em fundições no Paraná, as
opiniões mais representativas dos gestores das empresas que fizeram parte da
amostra são apresentadas abaixo:
a) “A tendência é continuar o uso, pois ainda acredito que é a que menos agride
o meio ambiente.”
b) “A tendência é que as pequenas empresas continuem utilizando areia a
verde, modernizando processos de compactação dos moldes; cold box: para
peças seriadas; areia a verde: para peças não-seriadas.”
c) “A tendência para fundições até 500 t/mês é adotar o sistema cold box tanto
para macharia quanto para moldagem (abandonando areia a verde).
Justificativa: obtêm-se peças com melhor acabamento; menor variação

Capítulo 4 Resultados e Discussões 82
PPGEP – Produção e Manutenção (2010)
dimensional; maior rendimento metalúrgico (canais de alimentação menores);
possibilidade de recuperação de 80 a 90%; menor relação areia/metal; o
resíduo é inerte em sua maior porcentagem; no momento, o sistema cold box
até 500 t/mês é mais vantajoso comparado ao sistema em areia a verde (até
500 t/mês); a manutenção do sistema cold box é mais vantajosa quando
comparada ao sistema de areia a verde.”
d) “Não vejo tendência, pois os órgãos estaduais de meio ambiente não
oferecem alternativas, e toda a iniciativa fica por conta das empresas. As
empresas do interior do estado enfrentam problemas maiores pela falta de
alternativas na destinação dos resíduos. A falta de orientação complica ainda
mais. Os órgãos ambientais destacam o que não pode fazer, mas não
informam o que pode ser feito para dar o destino adequado de resíduos.”
e) “A tendência é de investimento em linhas automatizadas para aumento de
produtividade e melhoria da qualidade das peças através da redução da
variabilidade do processo; investimentos em recuperadores e regeneradores
de areia devido ao alto custo do descarte/disposição final; perspectiva de
aumento de consumo de areia verde devido aos trabalhos de aumento de
produtividade, porém, a tendência é de redução de oferta de aglomerantes,
pois as reservas naturais de bentonita tendem a se esgotar. Não temos
verificado pesquisas/estudos visando buscar novos tipos de aglomerantes.”
f) “Sempre haverá fundição com areia a verde, desde que as empresas
atendidas pelas fundições não aumentem as quantidades produzidas, ou
seja, estas fundições irão atender a demanda de pequenas empresas
(indústrias e empresas de manutenção).”

Capítulo 4 Resultados e Discussões 83
PPGEP – Produção e Manutenção (2010)
4.2 ANÁLISE DA AMOSTRA SOB A ÓTICA DA P+L
Os princípios da Produção mais Limpa (P+L) aplicam-se às fundições, como
também para outras atividades, fazendo-se a adaptação dos conceitos ao tipo de
processo e/ou produto em questão.
Para a análise da amostra sob a ótica da P+L buscou-se organizar os dados
apresentados, englobando os dois questionários aplicados, fazendo-se uma nova
triagem, agrupando e enquadrando as respostas cabíveis segundo os 3 níveis da
P+L.
Esse agrupamento de respostas resume as práticas de gerenciamento de ADF
adotadas pelas empresas pesquisadas, conforme mostra o Quadro 5.
Cabe salientar o fato de que uma mesma empresa pode estar atuando
simultaneamente em mais de um nível e que, portanto, os percentuais de empresas
apontados no Quadro 5 consideram a totalidade da amostra para cada nível de P+L
relacionado.

Capítulo 4 Resultados e Discussões 84
PPGEP – Produção e Manutenção (2010)
Quadro 5 - Práticas de gerenciamento de ADF adotadas pelas empresas: enquadramento segundo os 3 níveis da P+L
Fonte: Autoria própria
Legenda:
(%) Percentual de empresas que gerenciam ADF em cada nível de P+L relacionado.
(%) AGRUPAMENTO DE RESPOSTAS NÍVEIS DE P+L
53,8 Fornecimento do resíduo “areia usada” para outras empresas: indústria de fundição, construção de estradas, fabricação de materiais cerâmicos, central de processamento de areias de fundição e aplicação em solos.
Nível 3 – Reciclagem externa: reaproveitamento do resíduo como matéria-prima em processo externo à empresa que o gerou.
100 Recuperação (ou recirculação) da “areia usada”: maximização da utilização dentro do sistema através da retirada de uma parcela da areia “usada” e acréscimo de areia nova à mistura.
Nível 2 – Reciclagem interna: reaproveitamento do resíduo como matéria-prima dentro da própria planta industrial.
23,1
Aquisição de software para simulação do processo de fundição: possibilidade de propor alterações no produto para minimizar a utilização de matérias-primas e de areias de fundição (a exemplo de alteração do design e diminuição do número de componentes do produto); alteração de matérias-primas (elementos de liga) e utilização de matérias-primas recicladas.
Nível 1 – Redução na fonte (modificação no produto): minimização de características do produto que sejam ecologicamente indesejáveis.
100
Maximização do aproveitamento da capacidade do processo produtivo através da otimização de equipamentos (melhorias em fornos, exaustores, linhas de moldagem, etc.) e operação adequada dos mesmos (treinamentos), alteração nas dosagens e concentrações de produtos (bentonitas, dextrinas, etc.) e aquisição de equipamentos de apoio (espectrômetro, laboratório para análises, etc.).
Nível 1 – Redução na fonte (modificação no processo): minimização de resíduos, efluentes e emissões por meio da aplicação de boas práticas operacionais.
30,8
Substituição de elementos de liga, catalisadores, desmoldantes, bentonitas e pó de carvão.
Nível 1 – Redução na fonte (modificação no processo): minimização de resíduos, efluentes e emissões por meio de substituição de matérias-primas.
53,8
Emprego de tecnologias que permitam a segregação de resíduos e efluentes (sistema de exaustão para coleta de particulados sólidos e estação de tratamento de efluentes), aquisição de novos equipamentos (fornos, linhas de moldagem a verde automatizadas) e mudança total da tecnologia empregada (sistema cold-box).
Nível 1 – Redução na fonte (modificação no processo): minimização de resíduos, efluentes e emissões por meio de mudança de tecnologia.

Capítulo 4 Resultados e Discussões 85
PPGEP – Produção e Manutenção (2010)
O Quadro 6 apresenta, em função dos níveis de ação, alguns indicadores quanto ao porte e nível tecnológico das empresas pesquisadas.
Quadro 6 – Indicadores em função do nível de ação das empresas pesquisadas
PORTE DAS EMPRESAS
NÍVEL TECNOLÓGICO (tipos de moldagem, tipos de desmoldagem e controle de processos)
DESCARTE DE AREIAS
MOLDAGEM DESMOLDAGEM TÉCNICAS DE CONTROLE DE PROCESSOS
NÍVEIS DE P+L NAS FUNDIÇÕES
Em
pres
as
Mic
ro
Peq
uena
Méd
ia
Man
ual
Mec
ânic
a
Aut
omat
izad
a
Man
ual
Mec
ânic
a
Aut
omat
izad
a
Faz
ret
irada
de
fino
s
Res
fria
a
arei
a
Faz
sep
araç
ão
mag
nétic
a
Labo
rató
rio
próp
rio
Labo
rató
rio
terc
eiriz
ado
Não
faz
ensa
ios
Não
info
rmou
Rec
uper
a ar
eia
Reg
ener
a ar
eia
Ate
rro
para
re
sídu
os e
m g
eral
Ate
rro
excl
usiv
o pa
ra A
DF
Não
info
rmou
NÍVEL 3 53,8 50 50 - 100 75 - 100 25 25 - - 50 25 50 - 25 100 - 25 - 75
NÍVEL 2 100 26,9 61,3 11,5 83 58 17 83 58 25 17 25 75 56 15 3,7 26 100 - 38,5 23,1 46,2
PRODUTOS 23,1 - 33,3 66,7 33,3 100 - 33,3 100 - - 66,7 100 100 - - - 100 - - 66,7 33,3
Boas práticas
operacionais 100 26,9 61,3 11,5 83 58 17 83 58 25 17 25 75 56 15 3,7 26 100 - 38,5 23,1 46,2
Substituição de matérias-
primas 30,8 - 50 50 50 100 25 50 100 25 25 75 100 100 - - - 100 - 25 75 25 N
ÍVE
L 1
PR
OC
ES
SO
S
Mudança de tecnologia 53,8 14,3 57,1 28,6 71,4 85,7 - 71,4 57,1 - - 28,6 71,4 57,1 14,3 14,3 14,3 100 - 28,6 42,8 48,2
Fonte: Autoria própria
*Todos os valores estão apresentados na forma de percentual de empresas (%)

Capítulo 4 Resultados e Discussões 86
PPGEP – Produção e Manutenção (2010)
No nível 3 da P+L , em fundição, a reciclagem externa das areias pode ser
denominada como reutilização ou reuso. Pode-se citar como exemplos de
reutilização (ou reuso) de ADF a aplicação desse material “em atividades tais como:
fabricação de concreto, construção civil em geral, material para construção,
cobertura de aterros e na preparação de solos especiais” (ABIFA, 2009b).
O volume direcionado à reciclagem externa totalizou uma média de 32,5 t/mês
de ADF no Estado do Paraná, sendo aplicadas 11 t/mês em construção de estradas,
3 t/mês em fabricação de materiais cerâmicos, 0,5 t/mês em centrais de
processamento de areias de fundição, 4 t/mês na correção de solos e 14 t/mês como
matéria-prima para outras fundidoras.
Observa-se, pelo Quadro 6, que as empresas enquadradas nesse nível, por
declararem que praticam reciclagem externa, em sua totalidade praticam moldagem
e desmoldagem manual e não fazem retirada de finos (contaminantes gerados no
processo, que alteram as qualidades da areia nos ciclos de recuperação); e apenas
25% têm laboratório próprio de análise de areias. Assim, pode-se concluir que a
maioria das empresas não controla os resíduos entregues para a reciclagem
externa.
A maioria dessas empresas (75%) não informou as quantidades de descarte e
as empresas restantes informaram descartar 250 kg/mês em aterro para resíduos
industriais em geral (há de se salientar também, que a deposição nesse tipo de
aterro propicia a mistura com outros tipos de resíduos, podendo vir a dificultar uma
tentativa futura de reutilização das ADF ali dispostas).
No nível 2 da P+L , em fundição, a reciclagem interna das areias (com vistas à
utilização novamente em processo) pode ser efetuada através de dois processos
distintos: recuperação (também conhecido como recirculação) e regeneração.
A recuperação consiste em retirar uma parcela da areia “usada” e acrescentar
areia nova à mistura, na mesma quantidade que foi retirada, a fim de manter a
qualidade da areia recirculante. Já a regeneração consiste na limpeza da superfície
dos grãos da areia-base, com o propósito de devolver a eles características mais
próximas possíveis às das areias novas, de forma a permitir novamente sua
introdução como matéria-prima no processo de fundição; está atrelada à utilização

Capítulo 4 Resultados e Discussões 87
PPGEP – Produção e Manutenção (2010)
de tratamento mecânico, térmico, úmido e químico, de forma individual ou
combinada (COMISSÃO DE MEIO AMBIENTE DA ABIFA, 1999; MARIOTTO, 2000).
Não foi constatada a atividade de regeneração de areias em nenhuma das
empresas pesquisadas. Já a recuperação, devido a sua ampla utilização, é um
procedimento normal por parte dos fundidores por areias a verde. Todas as
empresas pesquisadas recuperam suas areias. Portanto, considera-se neste
trabalho que todas praticam o nível 2.
No entanto, uma parte dessas empresas (46,2%) não informou as quantidades
que descarta, as empresas restantes (53,8%) informaram descartar 40,4 t/mês em
aterro para resíduos industriais em geral e 1153 t/mês em aterro para descarte
exclusivo de areias de fundição.
O nível 1 da P+L é o mais complexo e difícil de ser avaliado. Neste sentido, o
presente trabalho considerou dois subgrupos de respostas: modificações em
produtos e modificações em processos que levam à redução na fonte.
Considerando o gerenciamento de ADF no nível 1 da P+L – modificações em
produtos , 23,1% das empresas pesquisadas enquadraram-se nessa prática de
atitudes de redução na fonte. O Quadro 5 resume as atitudes das empresas
enquadradas neste nível.
Parte dessas empresas (33,3%) não informou suas quantidades de descarte e
66,7% informou descartar 1097 t/mês em aterro para descarte exclusivo de areias de
fundição.
A análise do nível 1 da P+L , redução na fonte através de modificação no
processo por boas práticas operacionais englobou a totalidade das empresas
pesquisadas. Atitudes neste nível, por envolverem menores investimentos de capital,
são as mais comumente empregadas. O Quadro 5 resume as atitudes das empresas
aqui enquadradas. Os dados para este nível, por terem abordado 100% das
empresas pesquisadas, são idênticos aos do nível 2 de P+L, já descritos
anteriormente.
Considerando o gerenciamento de ADF no nível 1 da P+L , detectou-se que
30,8% das empresas pesquisadas praticam redução na fonte através de
Capítulo 4 Resultados e Discussões 88
PPGEP – Produção e Manutenção (2010)
modificação no processo por substituição de matérias-primas . O Quadro 5
resume as atitudes das empresas enquadradas neste nível.
Parte dessas empresas (25%) não informou suas quantidades de descarte,
25% informaram descartar 10,5 t/mês em aterro para resíduos industriais em geral e
75% informaram descartar 1154 t/mês em aterro para descarte exclusivo de areias
de fundição.
Considerando o gerenciamento de ADF no nível 1 da P+L , 53,8% das
empresas pesquisadas enquadraram-se na prática de atitudes de redução na fonte
através de modificação no processo por mudança de tecnologia . O Quadro 5
resume as atitudes das empresas aqui enquadradas.
Uma parte dessas empresas (48,2%) não informou suas quantidades de
descarte, 28,6% informaram descartar 27,1 t/mês em aterro para resíduos industriais
em geral e 42,8% informaram descartar 1154 t/mês em aterro exclusivo para areias
de fundição.
4.2.1 Situação Organizacional das Empresas
Para avaliar a situação organizacional das fundições, considerando as práticas
de gerenciamento ambiental das mesmas segundo os 3 níveis da P+L, foram
levantados quatro parâmetros básicos: (i) Porte das empresas; (ii) Sistemas de
qualidade implantados; (iii) Nível de formação dos colaboradores e (iv) Postura da
alta direção por melhorias.
O Quadro 7 resume os quatro aspectos considerados relevantes. As empresas
do nível 2 (bem como as do nível 1 – modificação no processo por boas práticas
operacionais), compreenderam a totalidade das empresas pesquisadas e, portanto,
representando uma média do setor, mostraram que a escolaridade média dos
funcionários é de 57,8% com escolaridade limitada ao primeiro grau (completo ou
incompleto), 30,8% com segundo grau (completo ou incompleto) e 11,4% com nível
superior (graduação ou pós-graduação, completa ou não). Observa-se que as
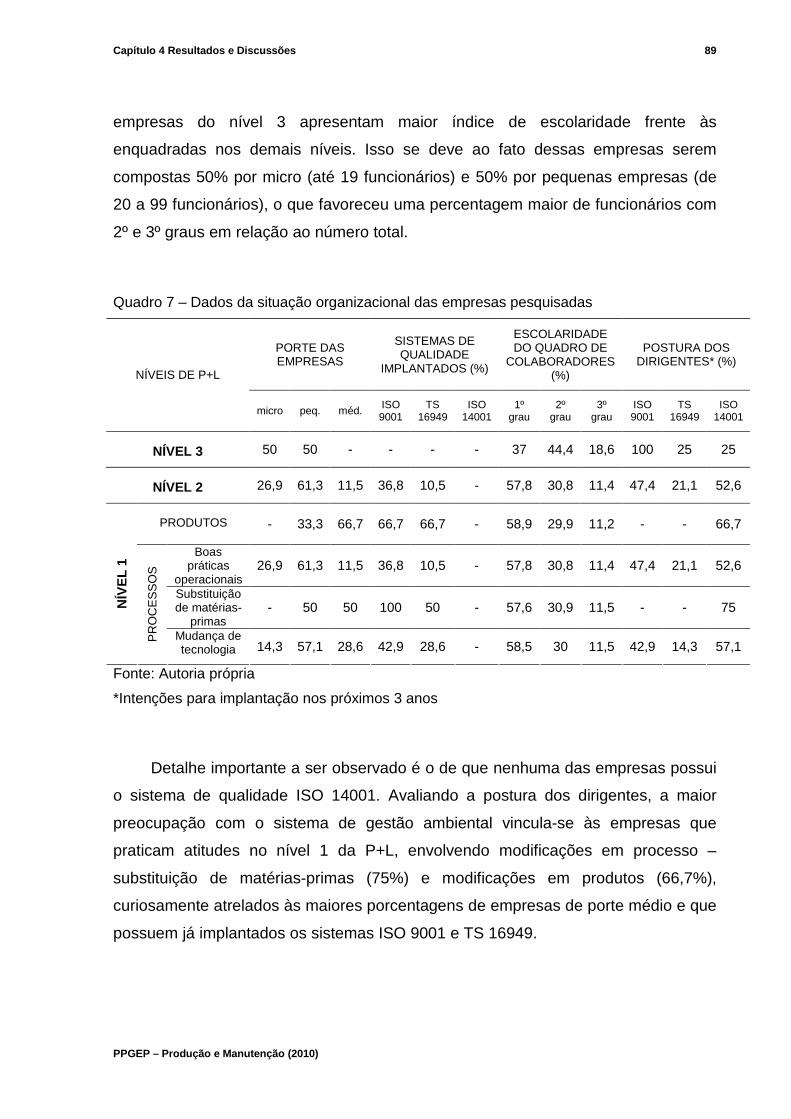
Capítulo 4 Resultados e Discussões 89
PPGEP – Produção e Manutenção (2010)
empresas do nível 3 apresentam maior índice de escolaridade frente às
enquadradas nos demais níveis. Isso se deve ao fato dessas empresas serem
compostas 50% por micro (até 19 funcionários) e 50% por pequenas empresas (de
20 a 99 funcionários), o que favoreceu uma percentagem maior de funcionários com
2º e 3º graus em relação ao número total.
Quadro 7 – Dados da situação organizacional das empresas pesquisadas
PORTE DAS EMPRESAS
SISTEMAS DE QUALIDADE
IMPLANTADOS (%)
ESCOLARIDADE DO QUADRO DE
COLABORADORES (%)
POSTURA DOS DIRIGENTES* (%)
NÍVEIS DE P+L
micro peq. méd. ISO 9001
TS 16949
ISO 14001
1º grau
2º grau
3º grau
ISO 9001
TS 16949
ISO 14001
NÍVEL 3 50 50 - - - - 37 44,4 18,6 100 25 25
NÍVEL 2 26,9 61,3 11,5 36,8 10,5 - 57,8 30,8 11,4 47,4 21,1 52,6
PRODUTOS - 33,3 66,7 66,7 66,7 - 58,9 29,9 11,2 - - 66,7
Boas práticas
operacionais 26,9 61,3 11,5 36,8 10,5 - 57,8 30,8 11,4 47,4 21,1 52,6
Substituição de matérias-
primas - 50 50 100 50 - 57,6 30,9 11,5 - - 75 N
ÍVE
L 1
PR
OC
ES
SO
S
Mudança de tecnologia 14,3 57,1 28,6 42,9 28,6 - 58,5 30 11,5 42,9 14,3 57,1
Fonte: Autoria própria
*Intenções para implantação nos próximos 3 anos
Detalhe importante a ser observado é o de que nenhuma das empresas possui
o sistema de qualidade ISO 14001. Avaliando a postura dos dirigentes, a maior
preocupação com o sistema de gestão ambiental vincula-se às empresas que
praticam atitudes no nível 1 da P+L, envolvendo modificações em processo –
substituição de matérias-primas (75%) e modificações em produtos (66,7%),
curiosamente atrelados às maiores porcentagens de empresas de porte médio e que
possuem já implantados os sistemas ISO 9001 e TS 16949.
Capítulo 4 Resultados e Discussões 90
PPGEP – Produção e Manutenção (2010)
4.3 PROJEÇÕES E CONSIDERAÇÕES
Há projeção de aumento da demanda de fundidos no Brasil, bem como da
capacidade instalada, para os próximos anos (conforme demonstrado na Figura 5) e
com isso, obviamente, o aumento da demanda de areias de fundição.
Considerando a estratégia de negócios para os próximos 5 anos, as empresas
que trabalham com areia a verde no Estado do Paraná priorizarão (conforme
demonstrado na Figura 26) a expansão da capacidade produtiva, seguida por novos
processos de produção e por novos produtos/linhas de produção.
Nos planos de investimento em tecnologia (conforme demonstrado na Figura
27), em 1º lugar, a prioridade será melhorar a qualidade dos produtos (com 77,8%
das indicações), em 2º, reduzir custos com a mão-de-obra (com 61,1% das
indicações) e, em 3º, ampliar a produção (50% das indicações). A redução de danos
ambientais apresenta-se em 4º lugar na escala de prioridades de investimentos
dessas empresas (com 33,3% das indicações).
Neste sentido, o consumo e descarte de ADF torna-se um problema ao
crescimento esperado das fundições. Em relação aos resíduos de areias à verde
cabe destacar os seguintes pontos levantados das empresas:
a) O consumo atual de matérias-primas no Paraná para fabricação de areias a verde
(areia sílica, bentonita e carvão) é de 2793,3 t/mês. Uma vez que esses materiais
não são consumíveis no processo de fundição, podem ser considerados como
excedentes de processo e, portanto um forte referencial de geração de areias no
Estado do Paraná,
b) Em média, 46,2% das fundições não informaram a quantidade de descarte de
ADF (chegando a 75% para as do nível 3 da P+L), dando margem a
questionamentos se elas realmente tem controle e a dimensão do montante gerado;
c) A geração de resíduos apontada na pesquisa somou 1193 t/mês, considerando as
empresas que informaram as quantidades de areia descartadas (53,8%). Enfim, que
têm controle de seus descartes;
Capítulo 4 Resultados e Discussões 91
PPGEP – Produção e Manutenção (2010)
d) O montante declarado para reciclagem externa foi muito pequeno em relação ao
volume gerado, somou 32,5 t/mês (2,7%);
Portanto, pode estar ocorrendo o descarte de 1.600,3 t/mês sem destino
conhecido. Um questionamento aberto sobre as dificuldades enfrentadas pelas
empresas com relação ao manejo das areias levou às seguintes respostas:
a) Alto custo de descarte: alegou-se dificuldade devido ao custo de descarte (tanto
para as areias a verde quanto para as areias ligadas quimicamente), mesmo para as
empresas que possuem um aterro próprio (30,5% das respostas);
b) Falta de outras aplicações para os resíduos de areia (fora da indústria de
fundição): em 13% das respostas alegou-se dificuldade, principalmente pela falta de
aplicações regulamentadas (como matéria-prima em outros processos tais como
tijolos, base asfáltica, etc.). Também foram mencionadas dificuldades em
estabelecer parcerias para executar novas aplicações (4,3% das respostas);
c) Falta de locais para descarte: em 8,8% das respostas alegou-se essa dificuldade,
fazendo com que esse tipo de serviço fosse buscado em outras cidades e até
mesmo em outros estados;
d) Falta de pesquisas: em 8,8 % das respostas alegou-se dificuldade devido à falta
de pesquisas para a menor geração de resíduos fora do que já é convencional
(visando recuperar a areia mais vezes dentro do processo) e também em pesquisas
na busca de outras aplicações para as areias usadas.
Comentário: de fato, como será comentado no Apêndice E, já existem tecnologias no
mercado capazes de atender a esta demanda.
e) Outras respostas alegaram dificuldade devido ao custo de equipamentos para
melhoria da qualidade das areias de processo; dificuldade devido ao custo dos
equipamentos para tratamento das areias (a exemplo de destorroadores,
despoeiradores e resfriadores); e dificuldade para obtenção de certificação
ambiental;
f) Dificuldade devido à falta de suporte técnico: em 4,3 % das respostas alegou-se
dificuldade em encontrar orientação quanto às porcentagens dos componentes das
areias durante seu uso e também após, de forma a evitar contaminação do solo;
Capítulo 4 Resultados e Discussões 92
PPGEP – Produção e Manutenção (2010)
Comentário: englobando as dificuldades citadas acima, cabe salientar os esforços
que vem sendo concentrados no sentido de viabilizar formas de gerenciamento que
sejam adequadas às areias de fundição, pela ABNT CB-59, podendo também vir a
embasar futuras leis que abranjam especificamente esse resíduo.
A ABNT CB-59, como já visto no item 2.3, através da norma ABNT NBR
15702:2009, estabelece diretrizes para aplicação de ADF em concreto asfáltico e em
cobertura diária em aterro sanitário. Dessa maneira, suprem-se algumas dificuldades
apontadas e, com o projeto de norma em andamento referente à construção e
operação de áreas destinadas ao processamento das ADF, intitulado Central de
Processamento, Armazenamento e Destinação (CPAD) serão ampliadas as
possibilidades de aplicações para ADF.
É fato que a aplicação dos resíduos por reciclagem externa depende
fortemente do controle de qualidade de seus geradores, e para que a reciclagem
externa possa ser viabilizada de forma mais ampla é fator primordial que as
empresas de fundição garantam a constância da qualidade das ADF fornecidas à
reciclagem externa, mantendo dentro de determinados limites as características
exigidas especificamente para cada tipo de aplicação.
Quanto à esse quesito (reciclagem externa) foi detectada a necessidade de se
transpor o obstáculo da falta de controle de parâmetros de processo: operações
manuais de moldagem e desmoldagem estão presentes em 83% das empresas,
apenas em 17% há a retirada de finos e em 25% há o resfriamento da areia,
influindo diretamente na qualidade e refugo de peças com aumento de consumo de
areias.
Viu-se na pesquisa que o uso de areias a verde é extremamente interessante
para as fundições sob o aspecto econômico e que dificilmente será substituída
totalmente. A tendência à sua utilização em moldagens é forte para peças não-
seriadas (baixas quantidades) e também para peças seriadas com produção acima
de 500 t/mês (a esta modalidade acrescenta-se também a tendência de melhorias
no processo visando aumento de produtividade – níveis 1 e 2 da P+L). Por outro
lado, para peças seriadas em quantidades inferiores a 500 t/mês foi apontada a
tendência de utilização do sistema cold-box.
Capítulo 4 Resultados e Discussões 93
PPGEP – Produção e Manutenção (2010)
Em contratendência, está o interesse dos fundidores na busca de qualidade de
produtos. Assim, a pesquisa indicou que:
a) Sobre a qualidade dos produtos: este item foi apontado em primeiro plano nos
investimentos em tecnologia das empresas de fundição. Detentores da certificação
ISO 9001 somam 36,8% do total das empresas pesquisadas e a intenção de
implantá-la nos próximos 3 anos é de 47,4%;
b) Sistema de Gestão Ambiental: nenhuma das empresas pesquisadas possui a
certificação ISO 14001 implantada e apenas 52,6% dos gestores tem intenção de
implantá-la nos próximos 3 anos, ou seja, o interesse por essa ferramenta ainda é
baixo em relação à outras necessidades consideradas de maior prioridade pelas
empresas.
O avanço das ações em prol da proteção ao meio ambiente é inevitável, as
empresas que se posicionarem com atitudes pró-ativas nesse sentido estarão a um
passo à frente das demais. Conforme demonstrado anteriormente, ferramentas
gerenciais como a Produção mais Limpa fazem-se bastante úteis nesse sentido,
buscando conciliação entre aspectos técnicos, ambientais e econômicos.
Exemplificando uma das atitudes apontadas pelo presente estudo, no nível 1
da P+L, o Apêndice E apresenta um caso bem sucedido de alteração de matérias-
primas com grande benefício ambiental, pelo aumento da eficiência da areia
recirculante e conseqüente minimização de descartes numa empresa de fundição da
região centro-oriental do Paraná.
Capítulo 5 Considerações Finais 94
PPGEP – Produção e Manutenção (2010)
5 CONSIDERAÇÕES FINAIS
Evidenciou-se neste trabalho o crescente avanço da questão ambiental no
cenário nacional (através de leis, projetos de lei, resoluções e portarias abordando
essa temática) e a problemática acerca das areias de fundição, que se constitui
atualmente num dos maiores problemas no tocante ao gerenciamento de resíduos
da indústria de fundição.
Evidenciaram-se também, os esforços em se criar normas específicas para
areias de fundição (através da ABNT CB-59), buscando estabelecer procedimentos
para o gerenciamento desses resíduos e, com isso, prover subsídios para o
embasamento de futuras determinações legais, que minimizem as dificuldades dos
fundidores.
O custo do descarte foi apontado como a maior dificuldade enfrentada
atualmente pelas empresas, seguido da falta de outras aplicações para os resíduos
de areia fora da indústria de fundição, da falta de locais para descarte, da falta de
pesquisas visando recuperar a areia mais vezes dentro do processo e também em
pesquisas na busca de outras aplicações para as areias usadas.
As empresas pesquisadas apresentaram baixa escolaridade de seus
funcionários, aproximando-se de 60% a média entre os que possuíam como
escolaridade máxima o primeiro grau. Evidenciando um ponto a ser melhorado na
situação organizacional das empresas: o aumento do nível de formação dos
colaboradores.
Formado em sua maioria por pequenas empresas, o setor apresentou, em
média, um baixo número de certificações de qualidade implantadas (36,8% das
empresas possuíam ISO 9001 e 10,5% a TS 16949). Chamou atenção o fato de
nenhuma das empresas possuírem a certificação ISO 14001.
A expansão da capacidade produtiva, seguida por novos processos de
produção e por novos produtos/linhas de produção foram as prioridades
estabelecidas por essas empresas para os próximos 5 anos.

Capítulo 5 Considerações Finais 95
PPGEP – Produção e Manutenção (2010)
Nesse mesmo período, os planos de investimento em tecnologia priorizarão a
melhoria da qualidade dos produtos, seguidos pela redução de custos com mão-de-
obra e pela ampliação da produção.
A postura dos dirigentes dessas empresas, com relação à obtenção de
certificações nos próximos 3 anos, foi de 47,4% para a ISO 9001, confirmando a
intenção de melhoria da qualidade dos produtos (considerando que 36,8% já
possuem esse sistema implantado). Em contrapartida, a intenção quanto à obtenção
da ISO 14001 foi de 52,6%, indicando um baixo interesse por esse sistema de
gestão ambiental por parte das empresas, levando em consideração o fato de
nenhuma delas possuir esse sistema implantado.
Evidenciou-se, na média, carência de controle de parâmetros de processo
dessas empresas, pela predominância de operações manuais e ausência de
equipamentos básicos ao manejo das areias, influindo diretamente na qualidade e
refugo de peças, bem como no aumento do consumo de areias, indicando a
necessidade de investimentos nesse setor.
Apontou-se um consumo de 2.793,3 t/mês e declarou-se um descarte de 1.193
t/mês de ADF, deixando dúvida quanto ao destino do descarte de aproximadamente
1.600,3 t/mês desse material.
O montante declarado para reciclagem externa foi muito pequeno em relação
ao volume gerado (declarado) de 1192 t/mês, somando 32,5 t/mês (2,7%).
A pesquisa também revelou que o uso de areias a verde é interessante para as
fundições sob o aspecto econômico, e que dificilmente será substituída totalmente
por outros sistemas de moldagem. A tendência apontada à sua utilização em
moldagens é forte para peças não-seriadas (baixas quantidades) e também para
peças seriadas com produção acima de 500 t/mês. Por outro lado, para peças
seriadas em quantidades inferiores a 500 t/mês foi apontada a tendência de
utilização do sistema cold-box.
Portanto, a abordagem e os resultados obtidos na pesquisa evidenciaram sua
relevância para o setor de fundição no Estado do Paraná, contribuindo para um
melhor conhecimento sobre o gerenciamento das areias a verde e dando subsídios
ao estabelecimento de futuras estratégias.

Capítulo 5 Considerações Finais 96
PPGEP – Produção e Manutenção (2010)
5.1 SUGESTÕES PARA TRABALHOS FUTUROS
Estudar as atuais técnicas para maximização da utilização das areias de
fundição dentro do sistema produtivo, considerando diferentes sistemas de
moldagem e avaliando aspectos e impactos ambientais referentes a cada sistema.
Fazer um estudo comparativo entre os resíduos de areia gerados pelos
diferentes sistemas de moldagem e sugerir possíveis aplicações para cada um
deles, fora da indústria de fundição (reciclagem externa), considerando as
características de cada região do Estado do Paraná.
Levando em consideração as informações levantadas no estudo anteriormente
sugerido, analisar a geração de resíduos de areia de fundição no Estado do Paraná,
visando fomentar o projeto de arranjos produtivos para a reciclagem desses
materiais, utilizando os princípios da Ecologia Industrial.

Referências 97
PPGEP – Produção e Manutenção (2010)
REFERÊNCIAS
ABIFA – Associação Brasileira de Fundição. ADF – Soluções para areias descartadas com o trabalho da ABIFA. Revista Fundição & Matérias-primas , 97ª ed., São Paulo, maio, 2008(b).
________. ABNT/CB-59 Comitê Brasileiro de Fundição. Revista Fundição & Matérias-primas , 99ª ed., São Paulo, agosto, 2008(a).
________. Areias Descartadas de Fundição (ADF). Disponível em: <http://www.solucoesadf.com.br>. Acessado em 30 jul. 2009(b).
________. Atividades das comissões de estudo instaladas. Revista Fundição & Matérias-primas , 113ª ed., São Paulo, outubro, 2009(c).
________. Estrutura do ABNT / CB 59 . Disponível em: <http://www.abifa.org.br/abnt.php>. Acessado em 17 dez. 2009(a).
________. Índices de Mercado . Disponível em: <http://www.abifa.com.br>. Acessado em 30 jul. 2009.
________. Resíduos de fundição: solução a caminho. Revista Fundição & Matérias-primas . 95ª ed. São Paulo, março, 2008.
ABNT - Associação Brasileira de Normas Técnicas. Comitês Brasileiros – Nome e Âmbito de Atuação . Disponível em <http://www.abnt.org.br/default.asp?resolucao=1024X768>. Acesso em 08 de abr. 2008.
________. NBR 10.004: Classificação dos Resíduos Sólidos. Rio de Janeiro: ABNT, 2004(a).
________. NBR 15702: Areia descartada de fundição – Diretrizes para aplicação em asfalto e em aterro sanitário. Rio de Janeiro: ABNT, 8p., 2009.
________. NBR ISO 14001: Sistemas da gestão ambiental – Requisitos com orientações para uso. Rio de Janeiro: ABNT, 27p., 2004(b).
Referências 98
PPGEP – Produção e Manutenção (2010)
ADAMOVITS, M., HORTON, K. Optimize your coldbox core process! Modern Casting , v. 3, n. 3, mar. 1998, p. 43-47.
ADEGAS, R. G. Perfil ambiental dos processos de fundição ferrosa que utilizam areias no Estado do Rio Grande do Sul , 2007. 120p. Dissertação (Mestrado em Engenharia de Materiais), Universidade Federal do Rio Grande do Sul, Porto Alegre, 2007.
AGNER, T. C. Eco-eficiência baseada nos princípios de Produção m ais Limpa , 2006, 80 f. Dissertação (Mestrado em Engenharia de Produção), Universidade Tecnológica Federal do Paraná, Ponta Grossa, 2006.
AMERICAN FOUNDRY SOCIETY. 43rt Census of World Casting Production – 2008. Modern Casting , Illinois, dec 2009, p.17-21.
ARMANGE, L. C. Utilização de areia de fundição residual para uso e m argamassa. Dissertação (Mestrado em ciência e engenharia de materiais), Universidade do Estado de Santa Catarina, Joinville, 2005.
ASSUNÇÃO, F. C. R. et. al. Estudo Setorial de Fundição 2004 – 2006 . O Setor de Fundição no Brasil: perfil produtivo e tecnológico. Rio de Janeiro, 2007, 180p.
BARBIERI, J. C. Gestão ambiental empresarial. São Paulo: Saraiva, 2004.
BECKER, D. F. A metodologia da produção mais limpa aplicada à con strução civil. 2007. 77f. Monografia (Gestão Ambiental), Escola Politécnica da Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2007.
BERNDT, H. Processo Shell : materiais e tecnologia, 1989 (texto traduzido) ABIFA – Associação Brasileira de Normas Técnicas. São Paulo: ABIFA/JUNDU.
BIDONE, F. R. A. Metodologia e técnicas de minimização, reciclagem e reutilização de resíduos sólidos urbanos . Rio de Janeiro: ABES,1999.
BNDES – Banco Nacional do Desenvolvimento. Porte de empresa . Disponível em: <http://www.bndes.gov.br/SiteBNDES/bndes/bndes_pt/Navegacao_Suplementar/Perfil/porte.html>. Acesso em: 29 dez. 2009.
BRAGA, B. et al. Introdução à engenharia ambiental. São Paulo: Prentice Hall, 2002.

Referências 99
PPGEP – Produção e Manutenção (2010)
BRASIL. Lei Estadual nº 13448 , de 11 de janeiro de 2002(a). Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
________. Lei Estadual nº 13806 , de 30 de setembro de 2002. Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
________. Lei Federal nº 6938 , de 31 de agosto de 1981. Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
________. Lei Federal nº 9605 , de 12 de fevereiro de 1998. Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
CAJAZEIRA, J. E. R. ISO 14001 – Manual de Implantação . Rio de Janeiro: Qualitymark, 1998.
CAMPOS FILHO, M. P. Solidificação e fundição de metais e suas ligas. Rio de Janeiro: Livros Técnicos e Científicos, 1978.
CARMELIO, J. S. et al. GUIA ABIFA DE FUNDIÇÃO : ANUÁRIO 2008. Associação Brasileira de Fundição. São Paulo: ABIFA, 2008.
________. GUIA ABIFA DE FUNDIÇÃO : ANUÁRIO 2009. Associação Brasileira de Fundição. São Paulo: ABIFA, 2009.
CARNIN, R. L. P. Reaproveitamento do resíduo de areia verde de fundi ção como agregado em misturas asfálticas , 2008. Tese (Doutorado em Química), Universidade Federal do Paraná, Curitiba, 2008.
CASTRO, César A. G. A produção de areia base para fundição e o meio ambiente: Sibelco Mineração Ltda. In: CONGRESSO DE FUNDIÇÃO, São Paulo, 2001.
CEMA – Conselho Estadual do Meio Ambiente. Resolução nº 050/05 , de 18 de outubro de 2005. Disponível em: <http://www.cema.pr.gov.br/arquivos/File/05.2005.pdf>. Acesso em: 26 dez. 2009.

Referências 100
PPGEP – Produção e Manutenção (2010)
________. Resolução nº 065/08 , de 01 de julho de 2008. Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
CNTL - Centro Nacional de Tecnologias Limpas. Curso de Formação de Consultores em Produção mais Limpa para Pequena e M icroempresa. Módulo 1, Porto Alegre: CNTL, 2003b.
________. Implementação de Programas de Produção mais Limpa. SENAI, Rio Grande do Sul, 2003a.
________. Manual metodologia de implantação do programa de pr odução mais limpa. Curso de Consultores em Produção mais Limpa. Fortaleza: CNTL, 2002.
________. Manual questões ambientais e produção mais limpa. Curso de Formação de Consultores em Produção mais Limpa. Fortaleza: CNTL, 2001.
CHEGATTI, S. Aplicação de resíduos de fundição em massa asfáltic a, cerâmica vermelha e fritas cerâmicas , 2004. Dissertação (Mestrado em Engenharia Ambiental), Universidade Federal de Santa Catarina, Florianópolis, 2004.
CNAE – Classificação Nacional de Atividades Econômicas. CNAE 1.0 / CNAE FISCAL 1.1 – Hierarquia (Seção D – Divisão 27) . Disponível em: <http://www.cnae.ibge.gov.br/divisao.asp?coddivisao=27&TabelaBusca=CNAE_110@CNAE%201.0%20/%20CNAE%20FISCAL1.1@1@cnae@1>. Acesso em: 29 dez. 2009.
________. CNAE 1.0 / CNAE FISCAL 1.1 – Hierarquia (Seção D – Divisão 27 – Grupo 275) . Disponível em: <http://www.cnae.ibge.gov.br/grupo.asp?codgrupo=275&CodDivisao=27&CodSecao=D&TabelaBusca=CNAE_110@CNAE%201.0%20/%20CNAE%20FISCAL1.1@1@cnae@1>. Acesso em: 29 dez.2009(a).
COMISSÂO DE MEIO AMBIENTE DA ABIFA. Manual de Regeneração e Reuso de Areias de Fundição . São Paulo: ABIFA, 1999.
CONAMA – Conselho Nacional do Meio Ambiente. Resoluções do CONAMA : resoluções vigentes publicadas entre julho de 1984 e maio de 2006, 1ª ed., Brasília: Ministério do Meio Ambiente – MMA, 2006.

Referências 101
PPGEP – Produção e Manutenção (2010)
COUTINHO NETO, B. Avaliação do reaproveitamento de areia de fundição como agregado em misturas asfálticas densas , 2004. Tese (Doutorado em Engenharia de Transportes), Universidade de São Paulo, São Paulo, 2004.
DANTAS, J. M. Montagem, Comissionamento e Operação de um Sistema de Recuperação de Areia de Fundição : Regenerador Térmico - Plano de Trabalho da Fase II. Instituto de Pesquisas Energéticas e Nucleares, São Paulo, nov., 2003.
DI AGUSTINI, C. A.; VENDRAMETTO, L. P. Contribuições da Contabilidade em Emergia para a Política Nacional de Resíduos Sólido s. In: 2nd International Workshop Advances in Cleaner Production, São Paulo – SP, 2009.
DNIT – Departamento Nacional de Infra-estrutura de Transportes. Norma DNIT 031/2004 – ES: Pavimentos flexíveis – Concreto asfáltico – Especificação de serviço. Rio de Janeiro: DNIT, 2004.
EIPPCB – European Integrated Pollution Prevention and Control Bureau. Reference Document on Best Available Techniques in the Smithe ries and Foundries Industry , 2005. Disponível em: <http://eippcb.jrc.es/reference/_download.cfm?twg=sf&file=sf_bref_0505.pdf>. Acesso em: 10 dez. 2009.
ERKMAN S. Industrial ecology: a historical view. Journal of Cleaner Production . v.5, 1997.
FACHIN, O. Fundamentos de Metodologia . 4.ed., São Paulo: Saraiva, 2005.
FERNANDES, D. L. Areias de fundição aglomeradas com ligantes furânic os . Itaúna: SENAI-DR.MG, 2001.
FS. Guia das fundições de metais ferrosos. Revista Fundição e Serviços , São Paulo, v. 18, n. 188, p. 84-99. 2008(b).
________. Guia das fundições de metais ferrosos. Revista Fundição e Serviços , São Paulo, v. 19, n. 199, p. 28-39. 2009(b).
________. Guia das fundições de metais não-ferrosos. Revista Fundição e Serviços , São Paulo, v. 18, n. 181, p. 40-53. 2008(a).
________. Guia das fundições de metais não-ferrosos. Revista Fundição e Serviços , São Paulo, v. 19, n. 193, p. 36-49. 2009(a).

Referências 102
PPGEP – Produção e Manutenção (2010)
GIANNINI, A. R. (1995). Resinas sintéticas para aglomeração de areia . Mineração metalurgia.
GIL, A. C. Como elaborar projetos de pesquisa . 4.ed., São Paulo: Atlas, 2002.
GOOGLE MAPS. Mapa do Brasil (Estado do Paraná) <http://maps.google.com.br/maps?utm_campaign=pt_BR&utm_source=pt_BR-ha-latam-br-bk-gm&utm_medium=ha&utm_term=google%20maps>. Acesso em 22 nov. 2009.
GRAMACHO, M. MMA reforça apoio à aprovação da Política Nacional de Resíduos Sólidos . ASCOM – Assessoria de Comunicação, Brasília: MMA - Ministério do Meio Ambiente, publicado em 21 out. 2009. Disponível em: <http://www.mma.gov.br/sitio/index.php?ido=ascom.noticiaMMA&codigo=5237>. Acesso em 27 dez. 2009.
GUSMÃO, S. Política de resíduos sólidos vai solucionar descart e de fogões e geladeiras . ASCOM – Assessoria de Comunicação, Brasília: MMA - Ministério do Meio Ambiente, publicado em 05 mai. 2009. Disponível em: <http://www.mma.gov.br/sitio/index.php?ido=ascom.noticiaMMA&codigo=4745>. Acesso em 27 dez. 2009.
IAP – Instituto Ambiental Paranaense. Portaria nº 224/07 , de 05 de dezembro de 2007. Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
IBGE – Instituto Brasileiro de Geografia e Estatística. Banco de Dados Agregados . Disponível em: <http://www.sidra.ibge.gov.br/bda/>. Acesso em: 22 set. 2009(a).
________. Estado do Paraná – Mesorregiões Geográficas – Base cartográfica SEMA (2007). Disponível em: <http://www.ipardes.gov.br/pdf/mapas/base_fisica/mesorregioes_geograficas_PR.pdf>. Acesso em 22 nov. 2009.
________. Pesquisa Industrial : Empresa – 2007, v. 6, n. 1, 198p., Rio de Janeiro: IBGE, 2009(b).
IPARDES – Instituto Paranaense de Desenvolvimento Econômico e Social. Sobre o Paraná . Disponível em: <http://www.ipardes.gov.br/modules/conteudo/conteudo.php?conteudo=86>. Acesso em: 26 nov. 2009.
Referências 103
PPGEP – Produção e Manutenção (2010)
KONDIC, V. Princípios metalúrgicos de fundição . São Paulo: Polígono, 1973.
LAKATOS, E. M.; MARCONI, M. A. Técnicas de Pesquisa . 6.ed., São Paulo: Atlas, 2006.
MARIOTTO, C. L. Regeneração de areias : uma tentativa de discussão temática. Revista Fundição & Matérias-primas. 42.ed. São Paulo, 2000.
MELLO, M. C. A. Produção mais Limpa : um estudo de caso na AGCO do Brasil, 2002. Dissertação (Mestrado em Administração), Universidade Federal do Rio Grande do Sul, Porto Alegre, 2002.
MENEZES, E. M. e SILVA, E. L. Metodologia da Pesquisa e Elaboração de Dissertação . 4.ed., rev. Atual, Florianópolis: laboratório de ensino a distância da UFSC, 2005.
MENEZES, H. R. G. et al. Diagnóstico da indústria da fundição no Estado de Minas Gerais . Belo Horizonte: IEL-MG / SIFUMG, 2003. 61p.
MOURA, T. N. et al. Intervenção da produção mais limpa nas indústrias t êxteis do município de Jardim de Piranhas . In: CONGRESSO DE ENGENHARIA SANITÁRIA E AMBIENTAL, 23., Campo Grande – MS: ADES, 2005.
OKIDA, J. R. Estudo para minimização e reaproveitamento de resíd uos sólidos de fundição , 2006. 137p. Dissertação (Mestrado em Engenharia de Produção), Universidade Tecnológica Federal do Paraná, Ponta Grossa, 2006.
OLIVEIRA, T. M. N. Eco-estratégia empresarial no setor metal-mecânico da escola técnica Tupy , 1998. Tese (Doutorado em Engenharia da Produção), Universidade Federal de Santa Catarina, Florianópolis, 1998.
PEIXOTO, F. Regeneração térmica de areia ligada quimicamente, 2003. Dissertação (Mestrado em Engenharia de Materiais e Processos), Universidade do Estado de Santa Catarina, Joinvile, 2003.
PIMENTA, H. C.; GOUVINHAS, R. P. Implementação da produção mais limpa na indústria de panificação de Natal – RN . In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27., Foz do Iguaçu, Paraná, 2007.

Referências 104
PPGEP – Produção e Manutenção (2010)
PNRS – Política Nacional de Resíduos Sólidos. Subemenda Substitutiva Global de Plenário ao Projeto de Lei nº 203, de 1991, e se us apensos . Disponível em: <http://www.revistasustentabilidade.com.br/reciclagem/reciclagem/documentos-interessante/relatorio-final-da-politica-de-residuos>. Acesso em 26 dez. 2009.
RAUPP, F. Análise de Convergência das Técnicas de Produção Ma is Limpa e o Mecanismo de Desenvolvimento Limpo. 2007. 141f. Dissertação (Mestrado em Engenharia de Produção), Universidade Federal de Santa Catarina, Florianópolis, 2007.
REINERT, M. J. Areias de moldagem a verde . Sociedade Educacional de Santa Catarina – SOCIESC. Joinville, 1996.
REIS, L. F. S. S. D.; QUEIROZ, S. M. P. Gestão ambiental em pequenas e médias empresas. Rio de Janeiro: Qualitymark, 140p., 2004.
RIBEIRO, M. S. Tratamento Contábil dos Gastos de Natureza Ambiental pelo Custeio por Atividade. Revista de Contabilidade do CRC- SP . , n. 7, mar., 1999.
SCHEUNEMANN, R. Regeneração de areia de fundição através de tratame nto químico via processo fenton , 2005. Dissertação (Mestrado em Engenharia Química) – Universidade Federal de Santa Catarina, Florianópolis, 2005.
SEBRAE – Serviço Brasileiro de Apoio às Micro e Pequenas Empresas. Critérios de classificação de empresas . Disponível em: <http://www.sebrae-sc.com.br/leis/default.asp?vcdtexto=4154&%5E%5E>. Acesso em: 29 dez. 2009.
SEMA – Secretaria de Estado do Meio Ambiente e Recursos Hídricos. Resolução nº 054/06, de 22 de dezembro de 2006. Disponível em: <http://www.iap.pr.gov.br/modules/conteudo/conteudo.php?conteudo=276 >. Acesso em: 26 dez. 2009.
SENAI - SERVIÇO NACIONAL DE APRENDIZAGEM INDUSTRIAL. Areias de fundição aglomeradas com argila . v. 1, Belo Horizonte: SENAI, 1987.
SIEGEL, M. Curso de Fundição , Associação Brasileira de Metais – ABM, 4ª ed.,1972.
________. Processos de Fundição: generalidades, considerações gerais sobre a escolha do processo, importância relativa dos diversos processos. Fundição , 10ª ed., Associação Brasileira de Metais – ABM, 1978.
Referências 105
PPGEP – Produção e Manutenção (2010)
SILVA FILHO, J. C. G.; SICSÚ, A. B. Produção mais Limpa : uma ferramenta da Gestão Ambiental aplicada às empresas nacionais. In: XXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. Ouro Preto, Minas Gerais, 2003.

Apêndices 106
PPGEP – Produção e Manutenção (2010)
APÊNDICE A – TRIAGEM DO LEVANTAMENTO DAS INDÚSTRIAS
DE FUNDIÇÃO DO PARANÁ
Legenda:
A: Informou possuir processos de fundição em suas instalações;
B: Informou não possuir processos de fundição em suas instalações;
C: Não se conseguiu contato, nem por telefone, nem por e-mail.
IDENTIFICAÇÃO A B C
01 A.L. WAIGA- FUNDIÇÃO E IMPLEMENTOS AGRICOLAS x
02 ABS INDÚSTRIA DE BOMBAS CENTRÍFUGAS LTDA. x
03 AÇOTRIO COMÉRCIO DE AÇOS ESPECIAIS LTDA. x
04 AGROESTE IND. MÁQ. PARA MADEIRA LTDA. x
05 ALCAST DO BRASIL LTDA. x
06 ALUMINIKLIMA DO BRASIL LTDA. x
07 ALUSUR DO BRASIL FUND. EM ALUMÍNIO LTDA. x
08 AS ERVAS CURAM INDÚSTRIA FARMACÊUTICA LTDA. x
09 ATLAS ELETRODOMÉSTICOS x
10 BALANÇAS CAMBE LTDA. x
11 BIOFLUX MEDICAL DO BRASIL LTDA. x
12 BOURGES & CIA. LTDA. x
13 BRAMEG FUNDIÇÃO DE METAIS LTDA. x
14 CAMPEÃ x
15 CARELLI & CIA. LTDA. x
16 CINCO PRODUTOS QUÍMICOS E FARMACÊUTICOS LTDA. x
17 DALLON METAIS x
18 DELCA INDÚSTRIA DE MOLAS LTDA. x
19 DENSO DO BRASIL LTDA. x
20 ENGREMATER IND. E COMÉRCIO DE ENGRENAGENS LTDA. x
21 FALCOA FUND. DE ALUMÍNIO LTDA. x
22 FAMA x
23 FCM FÁBRICA DE MANCAIS CURITIBA LTDA. x
24 FERSUL MANUFATURADOS DE FERRO LTDA. x
25 FM CAMPOS FERRAMENTARIA LTDA. x
26 FUCAM EQUIPAMENTOS AGROINDUSTRIAIS LTDA. x
Apêndices 107
PPGEP – Produção e Manutenção (2010)
27 FUNBEL-FUND. CAMBE LTDA x
28 FUND. ALBATROZ LTDA. EPP x
29 FUND. E MET. TIGER LTDA. x
30 FUND. GRANDO LTDA. x
31 FUND. LAMPE LTDA. x
32 FUND. OURO VERDE X
33 FUND. SCOTTON LTDA. x
34 FUNDIBEM FUNDIÇÃO E USINAGEM DE METAIS LTDA. x
35 FUNDIÇÃO BOSCO LTDA. x
36 FUNDIÇÃO CAMBARÁ LTDA. X
37 FUNDIÇÃO CARAJÁS LTDA. x
38 FUNDIÇÃO CAVALCAMPOS LTDA. x
39 FUNDIÇÃO DETRÓIT TÉCNICA DO BRASIL LTDA – ME. x
40 FUNDIÇÃO FUNDBRASIL x
41 FUNDIÇÃO FUNPAMA X
42 FUNDIÇÃO IGNIS LTDA. x
43 FUNDIÇÃO MULLER x
44 FUNDIÇÃO OLIVETTI DO PARANÁ, IND. E COMÉRCIO LTDA. x
45 FUNDIÇÃO RMS x
46 FUNDIÇÕES COLUMBIA LTDA. x
47 FUNDIOESTE IND. E COM. DE PEÇAS FUND.LTDA. x
48 GALLMETAIS IND. E COM. LTDA. X
49 GEMU IND. LTDA. x
50 GUARATU IND. E COM. LTDA. x
51 HETTICH DO BRASIL x
52 HOMEOPATIA WALDEMIRO PEREIRA LAB. IND. FARM. LTDA. x
53 HTP - TORNEARIA E USINAGEM & FILHOS LTDA. x
54 HÜBNER FUNDIÇÃO – UNIDADE ÍMPAR LTDA. x
55 HÜBNER FUNDIÇÃO LTDA. x
56 ICOPAC X
57 IGNIS IND. E COM. DE MÁQUINAS E EQUIPAMENTOS LTDA. x
58 IND. DE CONECTORES ELÉTRICOS NEMA LTDA. x
59 IND. E COM. DE PROD. DE AÇO INOXIDÁVEL INOX FABRIL LTDA. x
60 IND. E COM. E EXP. DE METAIS IMPERATRIZ LTDA. x
61 IND. E COM. FUND. E MET. IVEMA LTDA. x
62 IND. E COMÉRCIO DE JÓIAS SAMBULSKI LTDA. x

Apêndices 108
PPGEP – Produção e Manutenção (2010)
63 IND. FOGÕES PETRYCOSKI LTDA. x
64 IND. KLUPPEL S.A. X
65 IND. MEC. ANGELO LTDA. x
66 ITESA x
67 J. VILLE INDÚSTRIA MECÂNICA LTDA. x
68 JR FUNDIÇÃO LTDA. x
69 LABORATÓRIO PRADO S.A. x
70 LABORATÓRIOS CALBOS LTDA. x
71 LASTRO INDÚSTRIA METALÚRGICA LTDA. x
72 LOGICAR METALÚRGIA LTDA. x
73 MARINGÁ SOLDAS S.A. x
74 MARUMBY IND. E COM. DE BOMBAS LTDA. x
75 MATRIX INDÚSTRIA MECÂNICA LTDA. x
76 MEGA PLACAS IND. E COM. DE PLACAS PARA VEÍCULOS LTDA. x
77 MEGER FUND. DE METAIS LTDA. X
78 MET. SANTA CECÍLIA S.A. x
79 MET. SCHIFFER S.A. x
80 MET. THOMS E BENATO LTDA. x
81 METALFUND MET. E FUND. LTDA. (METALMINAS) x
82 METALKRAFT S.A. INJEÇÃO E USINAGEM x
83 METALPAR - IND. METAIS PARANAENSE LTDA. x
84 METALÚRGICA GESA LTDA. X
85 METALÚRGICA TRADIÇÃO x
86 METALÚRGICA VOIGT x
87 MGA x
88 MINATTI FUNDIÇÃO TÉCNICA LTDA. x
89 MULTIMETAL IND. MET. LTDA. x
90 NEW HOLLAND LATINO AMERICANA LTDA. x
91 NUTROVIT LABORATÓRIOS LTDA. x
92 PARANÁ SUL x
93 PBN IND. E COM, DE COMPONENTES INDUSTRIAIS LTDA. x
94 PLASTIPAR IND. E COM. LTDA. X
95 PLONA EQUIPAMENTOS LTDA. x
96 PODIUM TROFÉUS E MEDALHAS LTDA. x
97 PRATI’DONA DUZZI & CIA LTDA. x
98 RENAULT DO BRASIL x
Apêndices 109
PPGEP – Produção e Manutenção (2010)
99 RIZON IND. DE MÁQ. LTDA.. x
100 ROBERTO QUADROS ME x
101 SANTO AENIO RIGOLIN & CIA LTDA. x
102 SCHWAB x
103 SERIFUNDI MET. E FUND. LTDA X
104 TAIM CADE BRASIL LTDA. x
105 THS METALÚRGICA x
106 TOD METAIS IND. MET. LTDA. x
107 TRIÂNGULO x
108 VOLFFER DISTRIBUIDORA DE PEÇAS LTDA. x
109 VULCAMENT S.A. X
110 WHB FUND. LTDA. x
111 ZTM FUNDIÇÃO E SERVIÇOS LTDA. X
Fonte: Autoria própria.
Apêndices 110
PPGEP – Produção e Manutenção (2010)
APÊNDICE B – EMPRESAS QUE POSSUEM PROCESSOS DE
FUNDIÇÃO EM SUAS INSTALAÇÕES NO ESTADO DO PARANÁ
IDENTIFICAÇÃO
01 A.L. WAIGA- FUNDIÇÃO E IMPLEMENTOS AGRICOLAS
02 ALCAST DO BRASIL LTDA.
03 ALUSUR DO BRASIL FUND. EM ALUMÍNIO LTDA.
04 BALANÇAS CAMBE LTDA.
05 BOURGES & CIA. LTDA.
06 BRAMEG FUNDIÇÃO DE METAIS LTDA.
07 CAMPEÃ
08 CARELLI & CIA. LTDA.
09 DALLON METAIS
10 DENSO DO BRASIL LTDA.
11 FALCOA FUND. DE ALUMÍNIO LTDA.
12 FAMA
13 FERSUL MANUFATURADOS DE FERRO LTDA.
14 FUCAM EQUIPAMENTOS AGROINDUSTRIAIS LTDA.
15 FUND. ALBATROZ LTDA. EPP
16 FUND. E MET. TIGER LTDA.
17 FUND. GRANDO LTDA.
18 FUND. SCOTTON LTDA.
19 FUNDIBEM FUNDIÇÃO E USINAGEM DE METAIS LTDA.
20 FUNDIÇÃO BOSCO LTDA.
21 FUNDIÇÃO CARAJÁS LTDA.
22 FUNDIÇÃO CAVALCAMPOS LTDA.
23 FUNDIÇÃO DETRÓIT TÉCNICA DO BRASIL LTDA – ME.
24 FUNDIÇÃO FUNDBRASIL
25 FUNDIÇÃO IGNIS LTDA.
26 FUNDIÇÃO MULLER
27 FUNDIÇÃO OLIVETTI DO PARANÁ, IND. E COMÉRCIO LTDA.
28 FUNDIÇÃO RMS
29 FUNDIÇÕES COLUMBIA LTDA.
30 FUNDIOESTE IND. E COM. DE PEÇAS FUND.LTDA.
31 GUARATU IND. E COM. LTDA.

Apêndices 111
PPGEP – Produção e Manutenção (2010)
32 HETTICH DO BRASIL
33 HÜBNER FUNDIÇÃO – UNIDADE ÍMPAR LTDA.
34 HÜBNER FUNDIÇÃO LTDA.
35 IND. DE CONECTORES ELÉTRICOS NEMA LTDA.
36 IND. E COM. E EXP. DE METAIS IMPERATRIZ LTDA.
37 IND. E COM. FUND. E MET. IVEMA LTDA.
38 IND. E COMÉRCIO DE JÓIAS SAMBULSKI LTDA.
39 IND. FOGÕES PETRYCOSKI LTDA.
40 ITESA
41 JR FUNDIÇÃO LTDA.
42 MARINGÁ SOLDAS S.A.
43 MARUMBY IND. E COM. DE BOMBAS LTDA.
44 MEGA PLACAS IND. E COM. DE PLACAS PARA VEÍCULOS LTDA.
45 MET. SANTA CECÍLIA S.A.
46 MET. SCHIFFER S.A.
47 MET. THOMS E BENATO LTDA.
48 METALFUND MET. E FUND. LTDA. (METALMINAS)
49 METALKRAFT S.A. INJEÇÃO E USINAGEM
50 METALPAR - IND. METAIS PARANAENSE LTDA.
51 METALÚRGICA VOIGT
52 MGA
53 MINATTI FUNDIÇÃO TÉCNICA LTDA.
54 MULTIMETAL IND. MET. LTDA.
55 PARANÁ SUL
56 PLONA EQUIPAMENTOS LTDA.
57 PODIUM TROFÉUS E MEDALHAS LTDA.
58 ROBERTO QUADROS ME
59 SANTO AENIO RIGOLIN & CIA LTDA.
60 TOD METAIS IND. MET. LTDA.
61 TRIÂNGULO
62 WHB FUND. LTDA.
Fonte: Autoria própria.
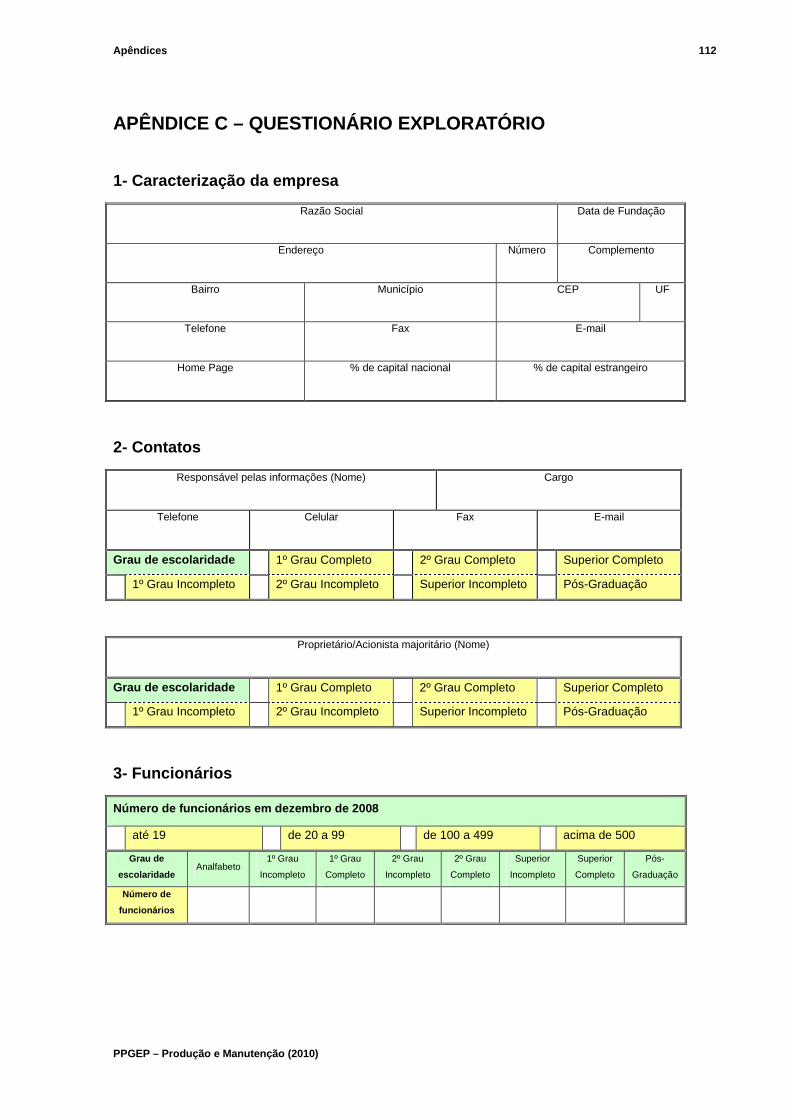
Apêndices 112
PPGEP – Produção e Manutenção (2010)
APÊNDICE C – QUESTIONÁRIO EXPLORATÓRIO
1- Caracterização da empresa
Razão Social
Data de Fundação
Endereço
Número
Complemento
Bairro
Município
CEP
UF
Telefone
Fax
Home Page
% de capital nacional
% de capital estrangeiro
2- Contatos
Responsável pelas informações (Nome)
Cargo
Telefone
Celular
Fax
Grau de escolaridade 1º Grau Completo 2º Grau Completo Superior Completo
1º Grau Incompleto 2º Grau Incompleto Superior Incompleto Pós-Graduação
Proprietário/Acionista majoritário (Nome)
Grau de escolaridade 1º Grau Completo 2º Grau Completo Superior Completo
1º Grau Incompleto 2º Grau Incompleto Superior Incompleto Pós-Graduação
3- Funcionários
Número de funcionários em dezembro de 2008
até 19 de 20 a 99 de 100 a 499 acima de 500
Grau de
escolaridade Analfabeto
1º Grau
Incompleto
1º Grau
Completo
2º Grau
Incompleto
2º Grau
Completo
Superior
Incompleto
Superior
Completo
Pós-
Graduação
Número de
funcionários

Apêndices 113
PPGEP – Produção e Manutenção (2010)
4- Mercado
4a- Qual a quantidade produzida pela empresa no ano de 2008, em toneladas, de peças nos
materiais:
Ferro: Aço: Não-Ferrosos:
4b- A empresa destina sua produção para qual(is) es tado(s)?
Paraná
São Paulo
Rio de Janeiro
Minas Gerais
Bahia
Outro (descrever):
Outro (descrever):
Outro (descrever):
Não fornece
Fornece pouco
Fornece
intensamente
Fornece muito intensamente
4c- A empresa exporta produtos? ( ) não ( ) sim, para:
América do Sul
América Central
América do Norte
Europa
África / Oceania
Ásia
Exporta pouco
Exporta
intensamente
Exporta muito
intensamente
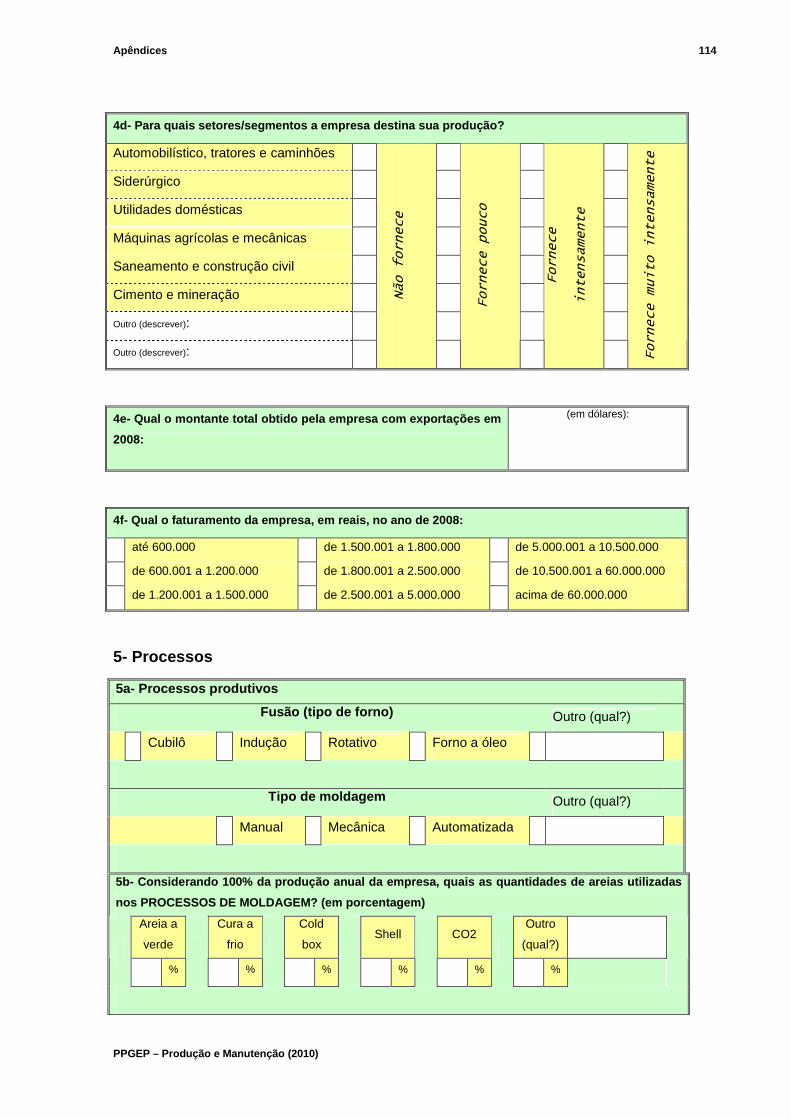
Apêndices 114
PPGEP – Produção e Manutenção (2010)
4d- Para quais setores/segmentos a empresa destina s ua produção?
Automobilístico, tratores e caminhões
Siderúrgico
Utilidades domésticas
Máquinas agrícolas e mecânicas
Saneamento e construção civil
Cimento e mineração
Outro (descrever):
Outro (descrever):
Não fornece
Fornece pouco
Fornece
intensamente
Fornece muito intensamente
4e- Qual o montante total obtido pela empresa com e xportações em
2008:
(em dólares):
4f- Qual o faturamento da empresa, em reais, no ano de 2008:
até 600.000 de 1.500.001 a 1.800.000 de 5.000.001 a 10.500.000
de 600.001 a 1.200.000 de 1.800.001 a 2.500.000 de 10.500.001 a 60.000.000
de 1.200.001 a 1.500.000 de 2.500.001 a 5.000.000 acima de 60.000.000
5- Processos
5a- Processos produtivos
Fusão (tipo de forno) Outro (qual?)
Cubilô Indução Rotativo Forno a óleo
Tipo de moldagem Outro (qual?)
Manual Mecânica Automatizada
5b- Considerando 100% da produção anual da empresa, quais as quantidades de areias utilizadas
nos PROCESSOS DE MOLDAGEM? (em porcentagem)
Areia a
verde
Cura a
frio
Cold
box Shell CO2
Outro
(qual?)
%
%
%
%
%
%

Apêndices 115
PPGEP – Produção e Manutenção (2010)
Considerando 100% da produção anual da empresa, qua is as quantidades de areias utilizadas nos
PROCESSOS DE MACHARIA? (em porcentagem)
Areia a
verde
Cura a
frio
Cold
box Shell CO2
Outro
(qual?)
%
%
%
%
%
%
5c- A empresa possui algum tipo de certificação?
Certificação ISO TS 16949
Certificação ISO 14001
Certificação ISO 9001
Outro (descrever):
Outro (descrever):
Outro (descrever):
Outro (descrever):
Não conhece
Já implementou
Implementará nos
próximos 3 anos
Não pretende
implementar
5d- Nos últimos 5 anos o sucesso da empresa depende u de:
Novos produtos/Linhas de produção
Novos processos de produção
Novos modelos organizacionais
Estratégias de Marketing
Investimentos em Design
Investimentos em Logística
Invest. em pesquisa, desenv. e engenharia
Expansão da capacidade produtiva
Novos mercados
Outro (descrever):
Não dependeu
Dependeu pouco
Dependeu intensamente
Dependeu muito intensamente
Apêndices 116
PPGEP – Produção e Manutenção (2010)
6- Investimentos
6a- Nos próximos 5 anos o sucesso da empresa depend erá de:
Novos produtos/Linhas de produção
Novos processos de produção
Novos modelos organizacionais
Estratégias de Marketing
Investimentos em Design
Investimentos em Logística
Invest. em pesquisa, desenv. e engenharia
Expansão da capacidade produtiva
Novos mercados
Outro (descrever):
Não dependerá
Dependerá pouco
Dependerá intensamente
Dependerá muito intensamente
6b- Quais os principais objetivos da empresa ao rea lizar investimentos em tecnologia? (máx. 3
itens)
Substituir produtos
Melhorar a qualidade de produtos
Ampliar a produção
Reduzir custos com mão-de-obra
Reduzir o consumo de insumos
Reduzir o consumo de energia elétrica
Reduzir danos ambientais
Adequar a empresa a normas, padrões e regulamentações técnicas
Flexibilizar a produção
Outro (descrever):

Apêndices 117
PPGEP – Produção e Manutenção (2010)
6c- Quais as dificuldades enfrentadas pela empresa para se desenvolver? (máximo 5 itens)
Dificuldade na obtenção de recursos financeiros
Falta de pessoal qualificado
Dificuldade de formar parcerias
Dificuldade de mudar a cultura da empresa
Falta de apoio governamental
Defasagem tecnológica
Falta de qualidade do produto
Falta de estrutura organizacional
Dificuldade de vendas
Inadimplência
Mudanças de câmbio
7- Comentários
Comente sobre as dificuldades enfrentadas com relaç ão ao manejo das areias usadas:
• * Muito obrigado por sua colaboração! *
Fonte: adaptado MENEZES et al., 2003.
Apêndices 118
PPGEP – Produção e Manutenção (2010)
APÊNDICE D – QUESTIONÁRIO COMPLEMENTAR
1- Empresa
Razão Social
2- Contato
Responsável pelas informações (Nome)
Cargo
Telefone
Celular
Fax
Grau de escolaridade 1º Grau Completo 2º Grau Completo Superior Completo 1º Grau Incompleto 2º Grau Incompleto Superior Incompleto Pós-Graduação
3- Matérias-primas (moldagem / macharia)
Preencher o quadro abaixo considerando as seguintes perguntas:
A)- Quantidade (kg/mês) : No ano de 2008, qual foi a quantidade média mensa l (em kg) de matérias-primas adquiridas para uso no processo produtivo da empresa?
B)- Região de Origem : De qual a região esse material foi adquirido? (e x: SP, RS, SC, Argentina, Estados Unidos, etc.)
C)- Distância aproximada (km) : Esse fornecedor fica aproximadamente à que distân cia (em km) da empresa?
D)- % Moldagem : Quanto (em porcentagem) desse material foi dest inado à moldagem?
E)- % Macharia : Quanto (em porcentagem) desse material foi desti nado à macharia?
Matérias-primas A) Quantidade (kg/mês)
B) Região de Origem
C) Distância aproximada
(km)
D) % Moldagem
E) % Macharia
AREIAS
Sílica
Cromita
Zirconita
Olivina
Chamote
Areia Shell Outro (especificar):
Apêndices 119
PPGEP – Produção e Manutenção (2010)
AGLOMERANTES
Bentonita Sódica
Silicato de Sódio
Resinas
INSUMOS EM GERAL
Pó de Carvão
Amido / Dextrina
Óxido de Ferro Tintas para machos/moldes
Outro (especificar):
Outro (especificar):
UTILIZA AREIA A VERDE JÁ USADA (DESCARTADA) DE OUTRAS FUNDI ÇÕES?
Areia a Verde
4- Controle de Qualidade da Areia a Verde
ASSINALE COM “X” A ALTERNATIVA QUE MELHOR SE ENQUADRE À REALID ADE DA EMPRESA PARA CADA ENSAIO ABAIXO:
Compactabilidade
Umidade
Resistência à compressão
Permeabilidade
Argila ativa
Perda ao fogo
Cinzas
Módulo de finura
Finos
PH
Determinação da composição química da areia a verde
Outro (especificar):
Outro (especificar):
Outro (especificar):
É realizado (na empresa)
É realizado (por terceiros)
Pretende realizar dentro dos
próximos 3 anos
Não pretende realizar
Apêndices 120
PPGEP – Produção e Manutenção (2010)
5- Reciclagem Interna
5.1- Recuperação da Areia a Verde (Recirculação)
5.1a- DESCREVA QUAL(IS) O(S) TIPO(S) DE MISTURADORE(S) EXISTENTE(S) NA EMPRESA E APONTE SUA(S) RESPECTIVA(S) CAPACIDADE(S) DE CARGA E CAPACIDADE(S ) DE
PRODUÇÃO:
Misturadores para
Areia a Verde (tipos)
Capacidade de Carga
(kg) Capacidade de Produção (kg/h)
5.1b- QUAIS EQUIPAMENTOS A EMPRESA POSSUI PARA AREIA A VERDE? (ass inale com “x”)
Moldagem manual
(compactação da areia através de soquete manual ou martelo manual pneumático)
Moldagem mecânica
(compactação da areia através de máquinas com a participação do operador)
Moldagem automatizada
(compactação da areia através de sistema automatizado - sem a participação do operador)
Desmoldagem manual
(fragmentação da areia através de processos manuais)
Desmoldagem mecânica
(fragmentação da areia através de máquinas com a participação do operador - “Shake-Out”)
Desmoldagem automatizada
(fragmentação da areia através de sistema automatizado - sem a participação do operador)
Separação magnética de materiais ferrosos
Despoeirador (sistema para retirada de finos)
Resfriador (sistema para refrigeração da areia)
Outro (especificar): Outro (especificar):
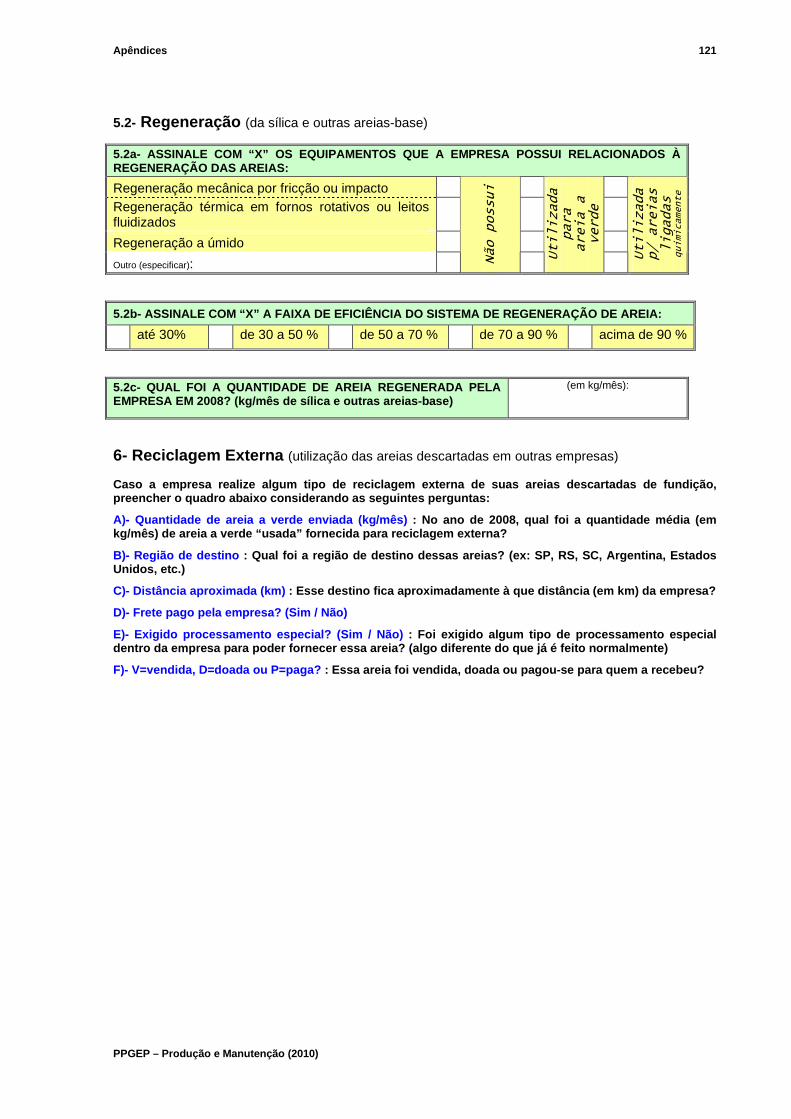
Apêndices 121
PPGEP – Produção e Manutenção (2010)
5.2- Regeneração (da sílica e outras areias-base)
5.2a- ASSINALE COM “X” OS EQUIPAMENTOS QUE A EMPRESA POSSUI RELACION ADOS À REGENERAÇÃO DAS AREIAS:
Regeneração mecânica por fricção ou impacto
Regeneração térmica em fornos rotativos ou leitos fluidizados
Regeneração a úmido
Outro (especificar): Não possui
Utilizada
para
areia a
verde
Utilizada
p/ areias
ligadas
quimicamente
5.2b- ASSINALE COM “X” A FAIXA DE EFICIÊNCIA DO SISTEMA DE REGENER AÇÃO DE AREIA:
até 30% de 30 a 50 % de 50 a 70 % de 70 a 90 % acima de 90 %
5.2c- QUAL FOI A QUANTIDADE DE AREIA REGENERADA PELA EMPRESA EM 2008? (kg/mês de sílica e outras areias-bas e)
(em kg/mês):
6- Reciclagem Externa (utilização das areias descartadas em outras empresas)
Caso a empresa realize algum tipo de reciclagem ext erna de suas areias descartadas de fundição, preencher o quadro abaixo considerando as seguintes perguntas:
A)- Quantidade de areia a verde enviada (kg/mês) : No ano de 2008, qual foi a quantidade média (em kg/mês) de areia a verde “usada” fornecida para rec iclagem externa?
B)- Região de destino : Qual foi a região de destino dessas areias? (ex: SP, RS, SC, Argentina, Estados Unidos, etc.)
C)- Distância aproximada (km) : Esse destino fica aproximadamente à que distância (em km) da empresa?
D)- Frete pago pela empresa? (Sim / Não)
E)- Exigido processamento especial? (Sim / Não) : Foi exigido algum tipo de processamento especial dentro da empresa para poder fornecer essa areia? ( algo diferente do que já é feito normalmente)
F)- V=vendida, D=doada ou P=paga? : Essa areia foi vendida, doada ou pagou-se para qu em a recebeu?

Apêndices 122
PPGEP – Produção e Manutenção (2010)
A areia “usada” foi repassada para
A) Quantidade de areia a
verde enviada (kg/mês)
B) Região
de destino
C)
Distância aproximada
(km)
D)
Frete pago pela
empresa? (Sim / Não)
E)
Exigido processamento
especial?
(Sim / Não)
F)
V=vendida, D=doada ou
P=paga?
Indústria de fundição (fornecimento de areia a verde “usada” como matéria-prima para outra fundição)
Construção de estradas
(cimento asfáltico, base,sub-base, etc.)
Indústria de cimento
Fabricação de materiais cerâmicos (tijolos,telhas, etc.)
Solos (correção da composição)
Central de processamento de areias de fundição (processam as areias e as encaminham para outras aplicações)
Outro (especificar):
Outro (especificar):
7- Descarte Final das areias e finos
Caso a empresa encaminhe suas areias descartadas de fundição e finos para aterros ou outra destinação final, preencher o quadro abaixo considerando as se guintes perguntas:
A)- Quantidade de areia a verde enviada (kg/mês) : No ano de 2008, qual foi a quantidade média (em kg/mês) de areia a verde “usada” descartada?
B)- Quantidade de areia ligada enviada (kg/mês) : No ano de 2008, qual foi a quantidade média (em kg/mês) de areia ligada quimicamente “usada” descar tada?
C)- Quantidade de finos enviada (kg/mês) : No ano de 2008, qual foi a quantidade média (em kg/mês) de finos descartada?
D)- Região de destino : Qual foi a região de destino desses materiais? ( ex: SP, RS, SC, Argentina, Estados Unidos, etc.)
E)- Distância aprox. (km) : Esse destino fica aproximadamente à que distância (em km) da empresa?
F)- V=vendido, D=doado ou P=pago : Esse material foi vendido, doado ou pagou-se para quem o recebeu?

Apêndices 123
PPGEP – Produção e Manutenção (2010)
*obs: caso a areia a verde tenha sido descartada m isturada com as areias ligadas quimicamente e os finos, pede-se que, considerando o valor total dess e material “misturado”, sejam estimadas as quantidades para os itens “ A) B) C)”.
A) Quantidade de areia a
verde enviada (kg/mês)
B) Quantidade
de areia ligada
enviada (kg/mês)
C) Quantida
de de finos
enviada (kg/mês)
D) Região
de destino
E) Distância
aprox. (km)
F)
V=vendido,
D=doado ou P=pago
Terceirizado Aterro Industrial para descarte de resíduos industriais em geral : Próprio
Terceirizado Aterro Industrial para descarte exclusivo de Areias de Fundição : Próprio
Terceirizado Outro (especificar):
Próprio
8- Tendências
8a- APONTAR AS MELHORIAS QUE A EMPRESA TEM FEITO (OU PRETENDE RE ALIZAR) EM CADA ÍTEM ABAIXO:
*caso não haja melhorias, deixar o item em branco.
A) Matérias-primas e insumos :
B) Fusão das ligas (controle de composição, fornecedores, fornos, etc.):
C) Moldagem / macharia :
D) Meio ambiente (gases, finos, etc.):
E) Máquinas / equipamentos em geral (melhorias de manutenção, substituições de máquinas / equipamentos, otimizações, novas aquisições, etc.):

Apêndices 124
PPGEP – Produção e Manutenção (2010)
F) Formação de pessoal (modificação do quadro de pessoal, treinamento, formação de equipes, criação de novos departamentos, etc.):
G) Outros (aquisição de softwares, etc.):
8b- NA SUA OPINIÃO QUAL A TENDÊNCIA FUTURA DO USO DA AR EIA A VERDE EM FUNDIÇÕES NO PARANÁ? JUSTIFIQUE.
9- Observações / comentários
UTILIZE ESTE ESPAÇO PARA FAZER QUALQUER OBSERVAÇÃO / COMENTÁRIO QUE JULGAR NECESSÁRIO:
* Muito obrigado por sua colaboração! *
Fonte: adaptado OKIDA, 2006; ADEGAS, 2007.

Apêndices 125
PPGEP – Produção e Manutenção (2010)
APÊNDICE E – IDENTIFICAÇÃO DE UM CASO DE INICIATIVA DE
SUBSTITUIÇÃO DE MATÉRIAS-PRIMAS NA FABRICAÇÃO DE
AREIAS À VERDE
O CASO DE UMA EMPRESA DE FUNDIÇÃO DA REGIÃO CENTRO- ORIENTAL
DO PARANÁ
O processo analisado foi o de areia a verde, formado pelo seguinte fluxo das
areias: mistura – aeramento – moldagem – vazamento de metal – desmoldagem –
separação magnética – resfriamento e transporte da areia de volta aos misturadores
(o despoeiramento ocorre por exaustão em vários pontos do circuito).
O procedimento de recuperação da areia a verde já fazia parte do processo
produtivo, portanto, para que a qualidade das peças fundidas fosse mantida, durante
o transporte da areia de volta aos misturadores, frequentemente fazia-se necessário
retirar uma porcentagem da areia recirculante e acrescentar matérias-primas “novas”
à mistura.
A princípio utilizava-se como matérias-primas de reposição: areia-base (sílica),
aglomerante (bentonita), aditivos (dextrina, pó de carvão – Cardiff) e água.
A busca da melhoria contínua do processo associada à redução de custos e à
questão ambiental gerou estudos e propostas envolvendo a melhoria da qualidade
das peças fundidas e a redução do descarte de areias.
Pelo fato de serem mantidos os mesmos equipamentos e seqüência
operacional optou-se pela substituição do pó de carvão – Cardiff por pó de carvão
aditivado (PCA) e pela aquisição de bentonita com dextrina incorporada à
composição.
A mudança proporcionou como benefícios a melhoria do acabamento das
peças fundidas (devido à minimização da ocorrência de sinterização de areia na
superfície das mesmas), a diminuição da ocorrência de quebra de moldes e a
eliminação da necessidade de areia de faceamento em várias peças (devido a
melhora das propriedades da areia), a eliminação do descarte de areia a verde
Apêndices 126
PPGEP – Produção e Manutenção (2010)
(não sendo mais efetuada a retirada de uma porcentagem da areia recirculante, pois
para a recuperação da mesma são feitas adições de PCA e bentonita com dextrina,
havendo adição de areia-base pela incorporação dos resíduos do próprio processo,
provenientes da desagregação de machos), diminuição do tempo de mistura (no
misturador) e a redução das quantidades de matérias-primas adiciona das .
A redução das quantidades de matérias-primas adicionadas foi de 100% para a
areia-base destinada à moldagem, de aproximadamente 72,5% para o carvão –
Cardiff (num comparativo com a quantidade de PCA utilizada para a mesma
mistura), de aproximadamente 68,8% para a bentonita/dextrina deixando-se de
adquirir em torno de 398 toneladas mensais de matérias-primas (entre areia-base,
pó de carvão – Cardiff, bentonita e dextrina). Consequentemente reduzindo-se a
geração de passivos ambientais por não mais haver o depósito dos resíduos de
processo desses materiais (na forma de areia a verde usada) em aterro.
Em termos comparativos de custo, a redução nas quantidades de matérias-
primas adicionadas refletiu numa economia de aproximadamente R$ 44.000,00
mensais (produção base 2008), além da economia gerada (não quantificada) com
relação à melhoria do acabamento das peças fundidas (evitando acréscimos de
custo devido a maior tempo demandado em posteriores operações de acabamento),
diminuição da ocorrência de quebra de moldes e eliminação da necessidade de
areia de faceamento em várias peças (evitando perdas de tempo operacional),
diminuição do tempo de mistura no misturador (ganho de tempo operacional pela
maior agilidade na obtenção de misturas homogêneas) bem como quanto aos custos
ambientais (referentes a aterro, licenciamentos, etc.).
Atitudes desse tipo refletem a influência dos conceitos de Produção mais Limpa
na Gestão Ambiental das organizações (abrangendo a análise técnica, econômica e
ambiental das opções de melhoria), confirmando nesta oportunidade um caso de
redução na fonte por modificação no processo, particularmente abordando
substituição de matérias-primas e exemplificando in loco uma das tendências
apontadas pela presente pesquisa.

Anexos 127
PPGEP – Produção e Manutenção (2010)
ANEXO A – GUIA DAS FUNDIÇÕES – REVISTA FS (EXCERTO REFERENTE AO UNIVERSO DA
PESQUISA)
(FUNDIDORAS DE METAIS NÃO-FERROSOS)
Fonte: Adaptado FS, 2008(a); FS, 2009(a). * Dados extraídos de FS, 2008(a).
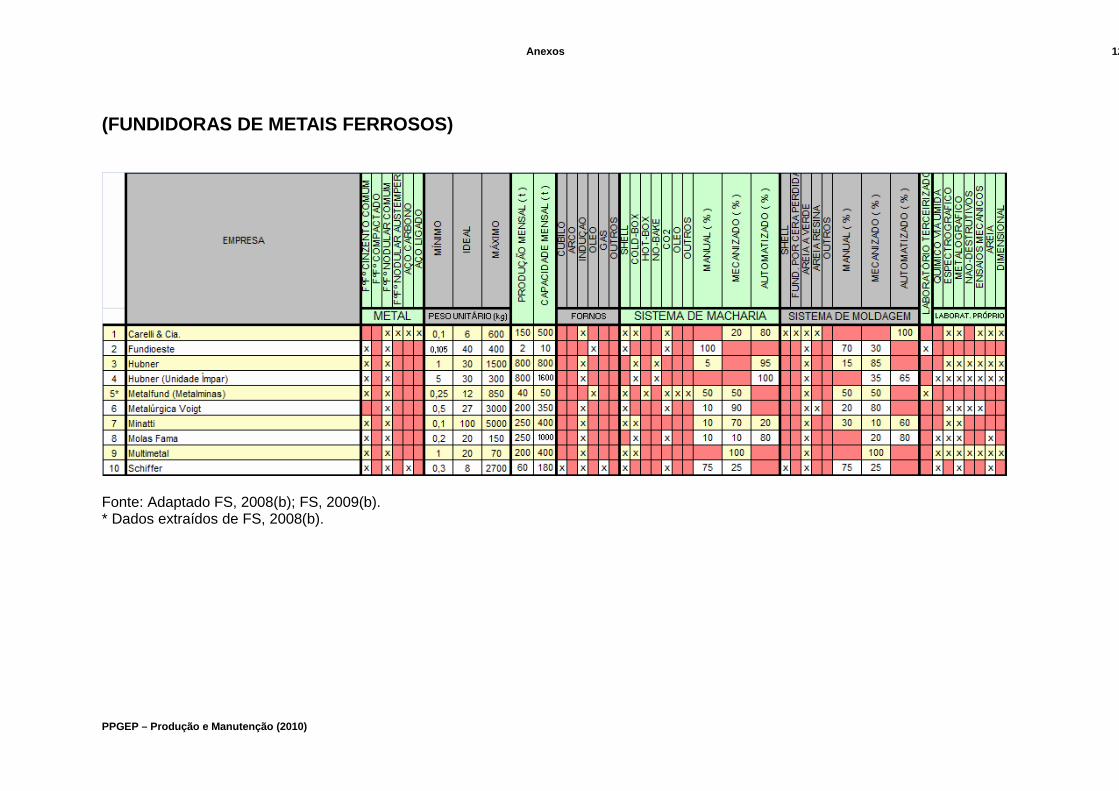
Anexos 12
PPGEP – Produção e Manutenção (2010)
(FUNDIDORAS DE METAIS FERROSOS)
Fonte: Adaptado FS, 2008(b); FS, 2009(b). * Dados extraídos de FS, 2008(b).

Anexos 129
PPGEP – Produção e Manutenção (2010)
ANEXO B – GUIA ABIFA DE FUNDIÇÃO (EXCERTO REFERENTE AO UNIVERSO DA PESQUISA)
Fonte: Adaptado CARMELIO et al., 2008; CARMELIO et al., 2009. * Dados extraídos de CARMELIO et al., 2008.

Anexos 130
PPGEP – Produção e Manutenção (2010)
Fonte: Adaptado CARMELIO et al., 2008; CARMELIO et al., 2009. * Dados extraídos de CARMELIO et al., 2008.

Anexos 131
PPGEP – Produção e Manutenção (2010)
Fonte: Adaptado CARMELIO et al., 2008; CARMELIO et al., 2009. * Dados extraídos de CARMELIO et al., 2008.
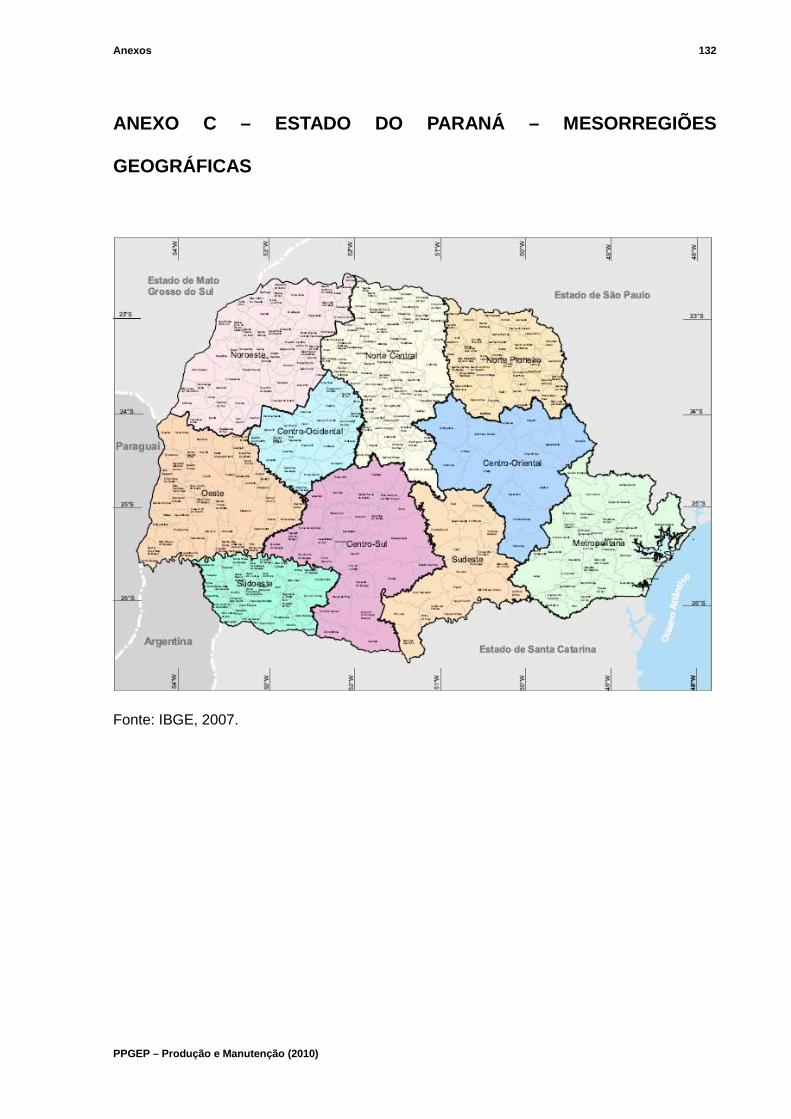
Anexos 132
PPGEP – Produção e Manutenção (2010)
ANEXO C – ESTADO DO PARANÁ – MESORREGIÕES
GEOGRÁFICAS
Fonte: IBGE, 2007.
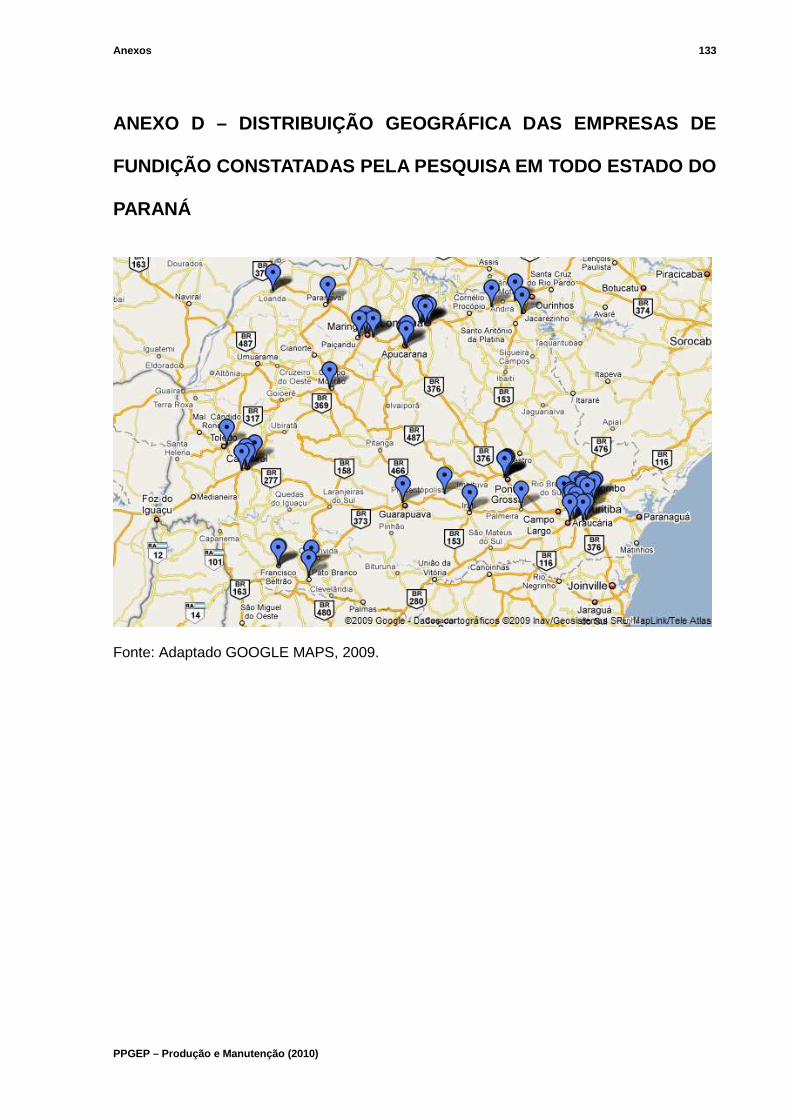
Anexos 133
PPGEP – Produção e Manutenção (2010)
ANEXO D – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA EM TODO ESTADO D O
PARANÁ
Fonte: Adaptado GOOGLE MAPS, 2009.
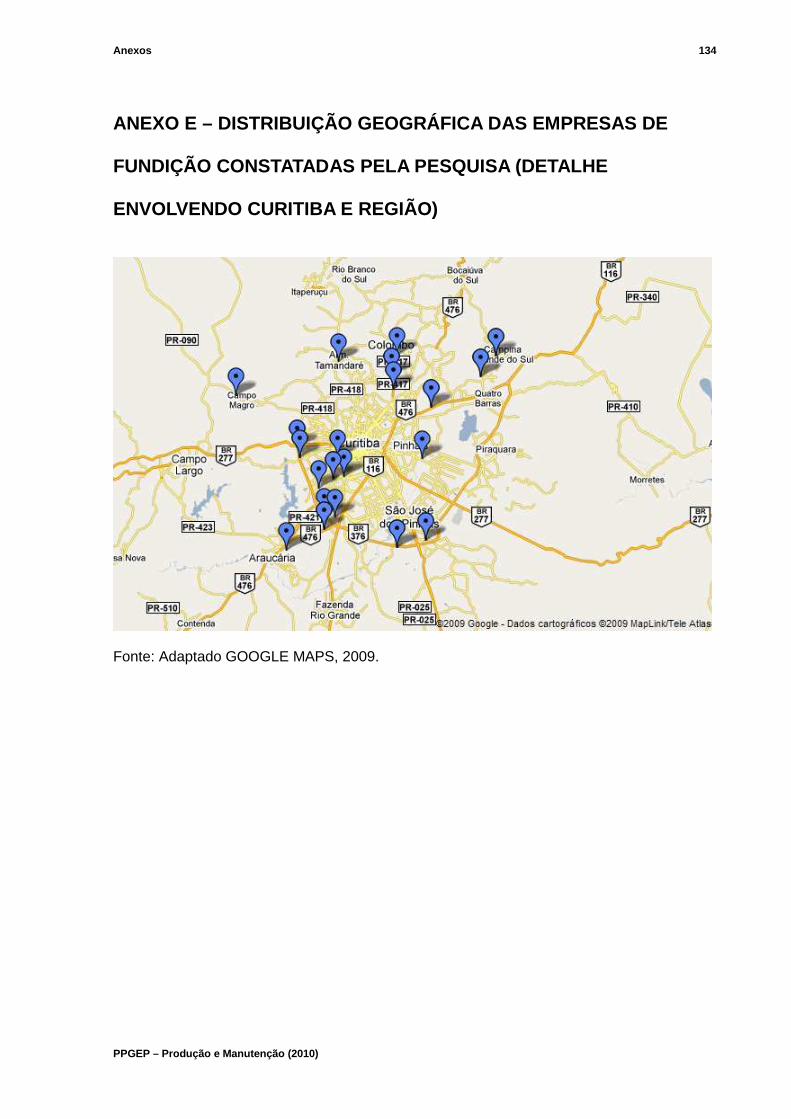
Anexos 134
PPGEP – Produção e Manutenção (2010)
ANEXO E – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE
ENVOLVENDO CURITIBA E REGIÃO)
Fonte: Adaptado GOOGLE MAPS, 2009.
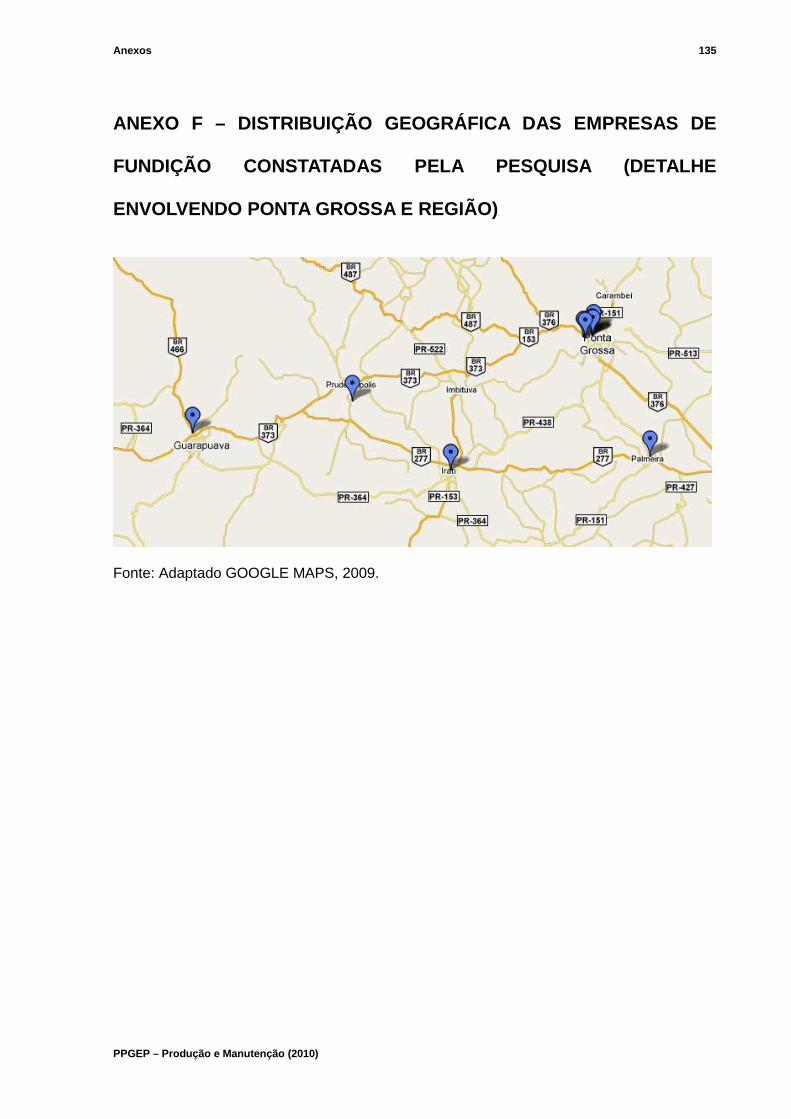
Anexos 135
PPGEP – Produção e Manutenção (2010)
ANEXO F – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE
ENVOLVENDO PONTA GROSSA E REGIÃO)
Fonte: Adaptado GOOGLE MAPS, 2009.
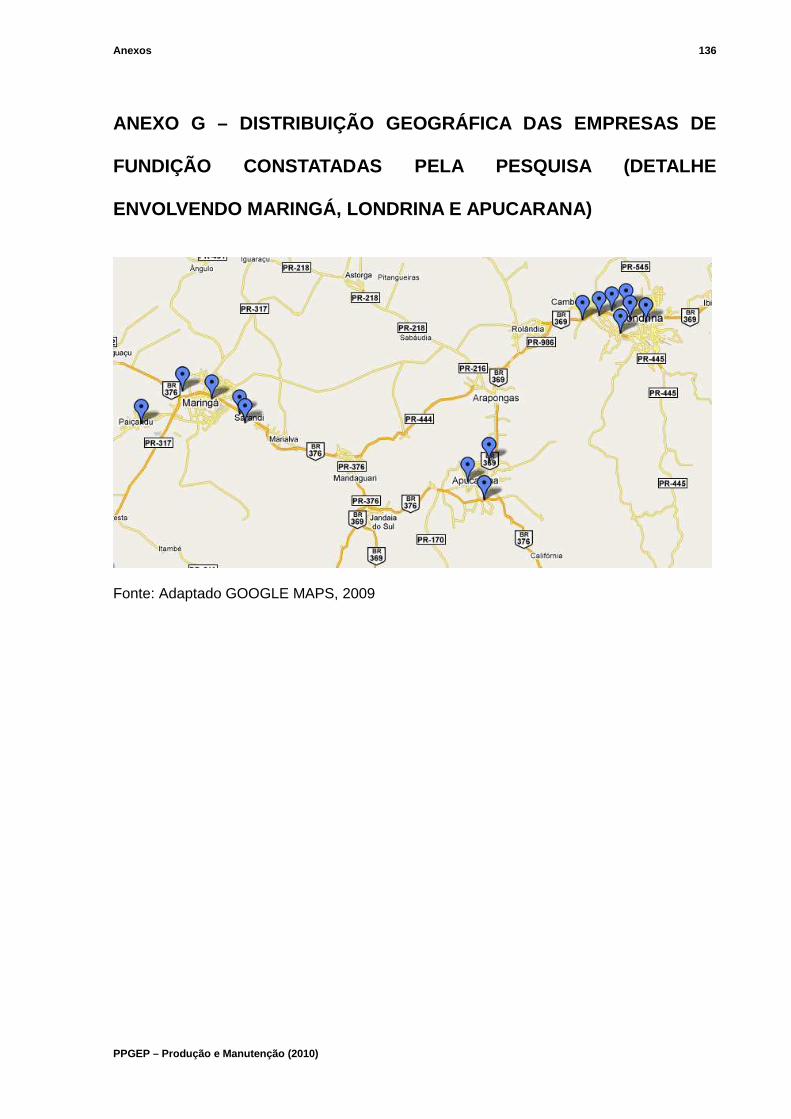
Anexos 136
PPGEP – Produção e Manutenção (2010)
ANEXO G – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE
ENVOLVENDO MARINGÁ, LONDRINA E APUCARANA)
Fonte: Adaptado GOOGLE MAPS, 2009
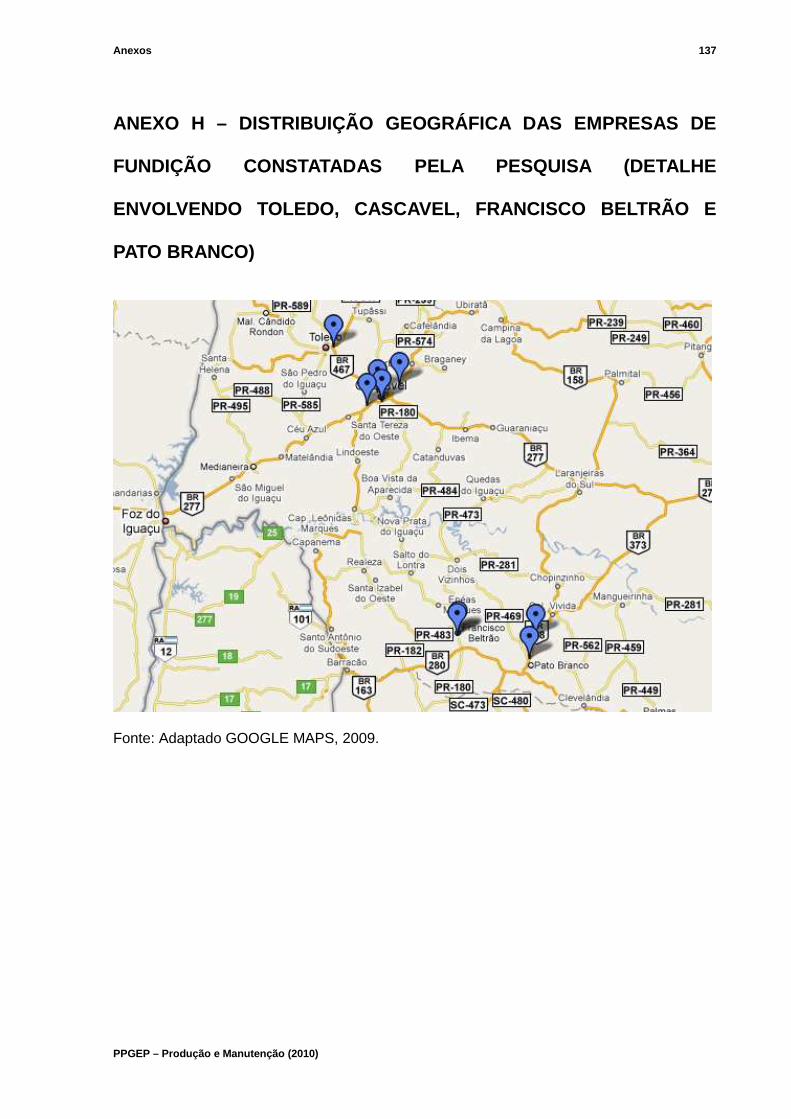
Anexos 137
PPGEP – Produção e Manutenção (2010)
ANEXO H – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE
ENVOLVENDO TOLEDO, CASCAVEL, FRANCISCO BELTRÃO E
PATO BRANCO)
Fonte: Adaptado GOOGLE MAPS, 2009.

Anexos 138
PPGEP – Produção e Manutenção (2010)
ANEXO I – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE
ENVOLVENDO BANDEIRANTES, CAMBARÁ E JACAREZINHO)
Fonte: Adaptado GOOGLE MAPS, 2009.
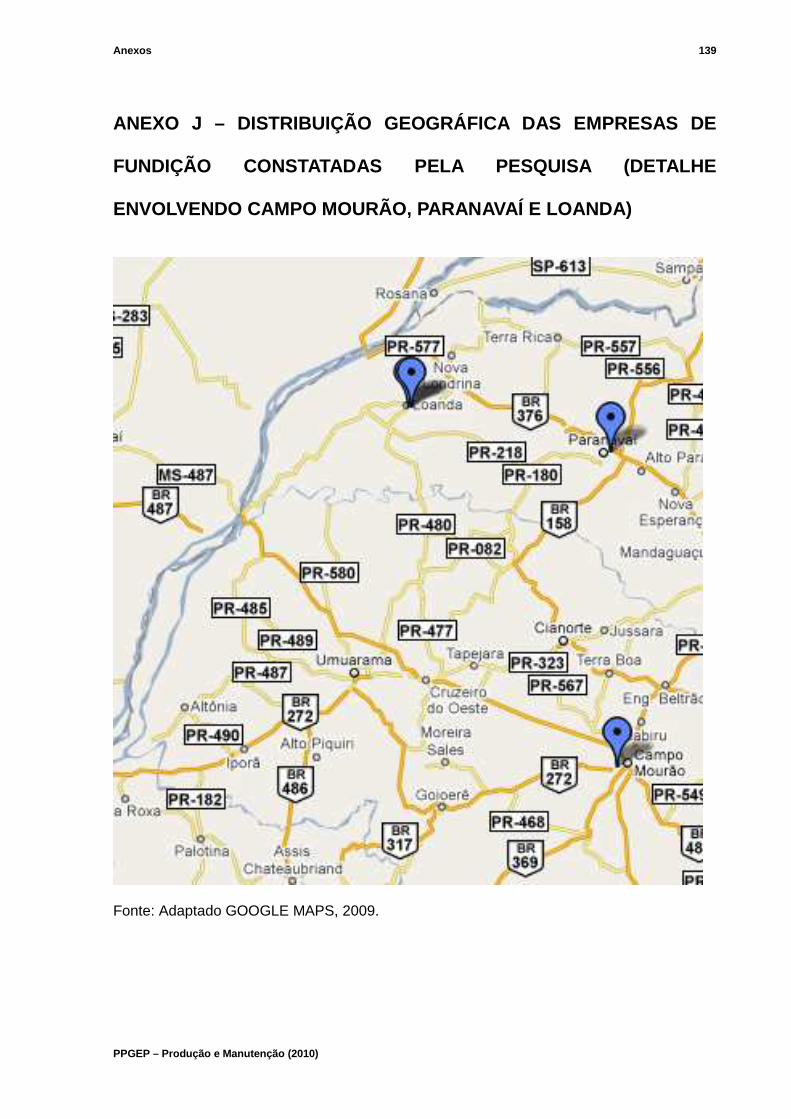
Anexos 139
PPGEP – Produção e Manutenção (2010)
ANEXO J – DISTRIBUIÇÃO GEOGRÁFICA DAS EMPRESAS DE
FUNDIÇÃO CONSTATADAS PELA PESQUISA (DETALHE
ENVOLVENDO CAMPO MOURÃO, PARANAVAÍ E LOANDA)
Fonte: Adaptado GOOGLE MAPS, 2009.