a aplicaÇÃo da tÉcnica preditiva na manutenÇÃo de um
TRANSCRIPT
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
COORDENAÇÃO DE ENGENHARIAMECÂNICA
GRADUAÇÃO EM ENGENHARIA MECÂNICA
KLAUS KREUSCH
A APLICAÇÃO DA TÉCNICA PREDITIVA NA
MANUTENÇÃO DE UM COMPRESSOR INDUSTRIAL
TRABALHO DE CONCLUSÃO DE CURSO
PONTA GROSSA
2013
KLAUS KREUSCH
A APLICAÇÃO DA TÉCNICA PREDITIVA NA
MANUTENÇÃO DE UM COMPRESSOR INDUSTRIAL
Trabalho de Conclusão de Curso apresentado como requisito parcial à obtenção do título de Bacharel em Engenharia Mecânica, do Programa de Graduação em Engenharia Mecânica, da Universidade Tecnológica Federal do Paraná. Câmpus Ponta Grossa.
Orientador: Professor Gilberto Zammar
PONTA GROSSA
2013
TERMO DE APROVAÇÃO
A APLICAÇÃO DA TÉCNICA PREDITIVA NA MANUTENÇÃO DE UM COMPRESSOR INDUSTRIAL
por
KLAUS KREUSCH
Este Trabalho de Conclusão de Curso foi apresentado em 5 de setembro de 2013 como requisito parcial para a obtenção do título de Bacharel em Engenharia Mecânica. O candidato foi arguido pela Banca Examinadora composta pelos professores abaixo assinados. Após deliberação, a Banca Examinadora considerou o trabalho aprovado.
________________________________________
Prof. Me. Gilberto Zammar
Prof. Orientador
________________________________________
Prof. Dr. Davi Fusão
Membro Titular
________________________________________
Prof. Me. Tárik Linhares Tebchirani
Membro Titular
______________________________ ______________________________ Prof. Dr. Luiz Eduardo Melo Lima Prof. Dr. Thiago Antonini Alves
Responsável pelos Trabalhos de Conclusão de Curso
Coordenador do Curso de Engenharia Mecânica
- O Termo de Aprovação assinado encontra-se na Coordenação do Curso -
RESUMO
KREUSCH, Klaus. A aplicação da técnica preditiva na manutenção de um compressor industrial. 2013. 96 F.Trabalho de Conclusão de Curso emEngenharia Mecânica, Universidade Tecnológica Federal do Paraná. Ponta Grossa, 2013.
Este trabalho de conclusão de curso se constitui num estudo de caso em uma indústria de fundição empregando uma ferramenta utilizada na manutenção preditiva de análise de vibrações, especificamente em um compressor de parafuso. O objetivo é mostrar que a utilização da técnica de medição de vibrações no compressor escolhido tem grande importância para a indústria, no melhor aproveitamento da vida útil de seus componentes. O procedimento consiste em acompanhar as medições de vibração deste compressor durante um período de tempo para observar seus resultados e analisá-los posteriormente. E com essas análises pode se conhecer o estado do compressor, e ter uma base para a execução de manutenção.
Palavras-chave: Análise de Vibração. Manutenção Preditiva. Compressor de Parafuso.
ABSTRACT
KREUSCH, Klaus. The application of a predictive technique in maintaining an industrial compressor.2013.96 p. End of Course in Mechanical Engineering, Federal Technological University of Paraná. Ponta Grossa, 2013.
This course conclusion work constitutes a case study in a foundry industry employing a tool used in predictive maintenance vibration analysis, specifically in a screw compressor. The goal is to prove that the use of the technique of measurement of vibration in the compressor chosen is of great importance for the industry in better utilization of the useful life of its components. The procedure is to monitor the vibration measurements of this compressor for a period of time to observe your results and analyze them later. And these analyzes can know the state of the compressor, and having a basis for the execution of maintenance.
Keywords: Vibration analysis. Predictive Maintenance. Screw Compressor.
LISTA DE ILUSTRAÇÕES
Figura 1 –Diagrama dos tipos de compressores ............ ..........................................27 Figura 2 –Compressor alternativo ........................................................................ .....28 Figura 3 – Turbocompressor.......................................................................................29 Figura 4 – Instalação do turbocompressor em um motor de trator.............................29 Figura 5 – Funcionamento do turbocompressor.........................................................30 Figura 6 – Seção do compressor................................................................................30 Figura 7 – Compressores rotativos de parafusos.......................................................32 Figura 8 – Geometria básica do compressor parafuso...............................................33 Figura 9 – Processo de sucção...................................................................................34 Figura 10 – Processo de compressão.........................................................................35 Figura 11 – Processo de descarga..............................................................................36 Figura 12 – Princípio da superposição de efeitos........................................................38 Figura 13 – Procedimento para análise para o caso não linear..................................39 Figura 14 – Excitação determinística...........................................................................40 Figura 15 – Excitação aleatória...................................................................................40 Figura 16 – Deformação de um elemento de mola translacional (a) e rotacional (b).42 Figura 17 – Mola linear e não linear............................................................................43 Figura 18 – Movimento harmônico..............................................................................45 Figura 19 – Deslocamento, velocidade e aceleração.................................................47 Figura 20 - Exemplos de expectros de frequência ....................................................49 Figura 21– Desbalanceamento.................................................................................53 Figura 22 – Esquema básico para medição de vibrações.........................................58 Figura 23 – Acelerômetros.........................................................................................61 Figura 24 – Estroboscópio.........................................................................................62 Figura 25 – Funcionamento do Estroboscópio..........................................................62 Figura 26 – Medidor de vibrações.............................................................................65 Figura 27 – Gráfico de limite de vibrações................................................................66 Figura 28 – Diagrama demonstrando o medidor de vibrações ................................69 Figura 29 – Diagrama demonstrando o ponto de medição.......................................69 Figura 30 – Medição de vibração radial do motor.....................................................70 Figura 31 – Medição 2 de vibração radial do motor..................................................70 Figura 32 – Diagrama demonstrando o ponto de medição.......................................72 Figura 33 – Medição de vibração axial do motor......................................................72 Figura 34 – Medição 2 de vibração axial do motor...................................................73 Figura 35 – Diagrama demonstrando o ponto de medição.......................................74 Figura 36 – Medição de vibração radial do compressor...........................................74 Figura 37 – Diagrama demonstrando o ponto de medição.......................................75 Figura 38 – Medição de vibração axial do compressor.............................................75 Figura 39 – Diagrama demonstrando o ponto de medição.......................................77 Figura 40 – Medição 2 de vibração radial do compressor........................................77 Figura 41 – Resultados da medição de vibração 2011/2012 ..................................83 Figura 42 – Mapa de impacto risco...........................................................................92 Quadro 01 – Mapa de impacto risco...........................................................................67
LISTA DE TABELAS
Tabela 01. Faixas de aplicação dos compressores....................................... 31 Tabela 02. Relação de massas e inércias equivalente................................... 44 Tabela 03. Mapa impacto risco ...................................................................... 67 Tabela 04. Rersultados de vibração ............................................................. 78 Tabela 05. Resultados da medição de vibração 2011.................................. 80 Tabela 06. Resultados da medição de vibração 2012.................................. 81 Tabela 07. Tempo de manutenção................................................................ 89
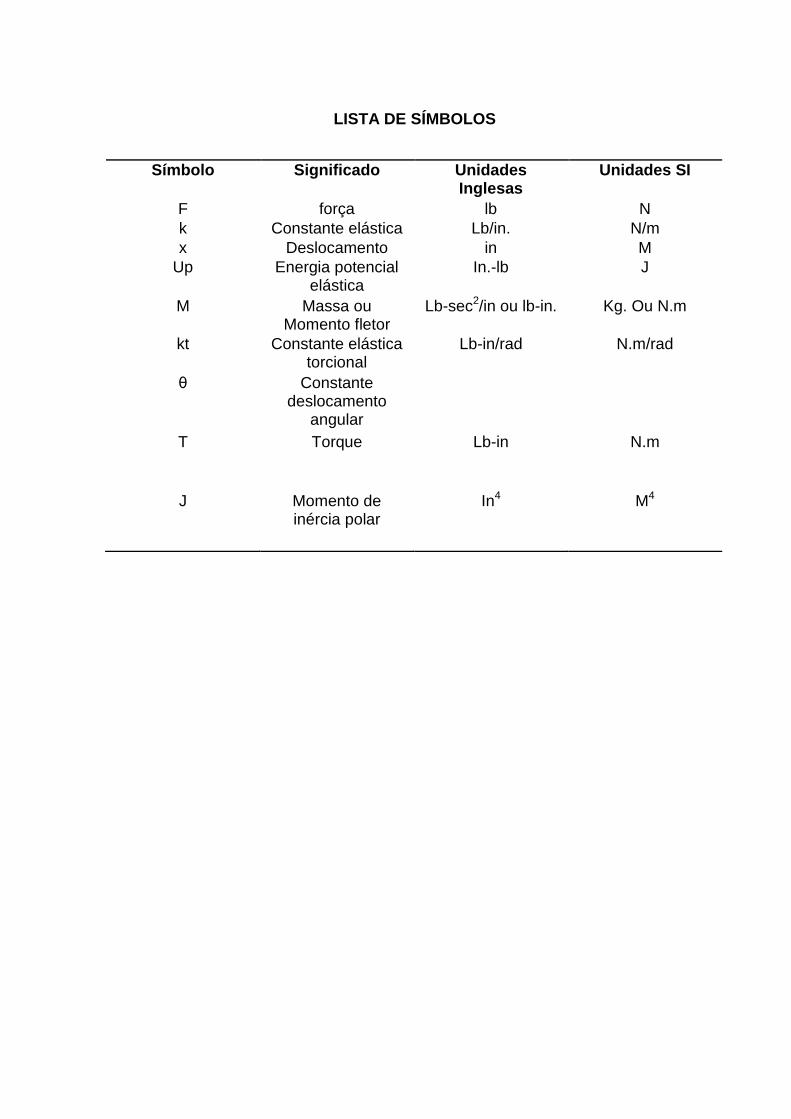
LISTA DE SÍMBOLOS
Símbolo Significado Unidades Inglesas
Unidades SI
F força lb N
k Constante elástica Lb/in. N/m
x Deslocamento in M
Up Energia potencial elástica
In.-lb J
M Massa ou Momento fletor
Lb-sec2/in ou lb-in. Kg. Ou N.m
kt Constante elástica torcional
Lb-in/rad N.m/rad
θ Constante deslocamento
angular
T Torque Lb-in N.m
J Momento de inércia polar
In4 M4
SUMÁRIO
1 INTRODUÇÃO ............................................................................................. 10 1.1 OBJETIVOS .............................................................................................. 11 1.1.1Objetivo Geral......................................................................................... 11 1.1.2Objetivos Específicos.............................................................................. 11 1.2 JUSTIFICATIVA......................................................................................... 11 2 MANUTENÇÃO............................................................................................ 14 2.1 TIPOS DE MANUTENÇÃO....................................................................... 16 2.1.1 Manutenção Corretiva............................................................................ 16 2.1.2 Manutenção Preventiva.......................................................................... 17 2.1.3 Manutenção Preditiva............................................................................. 19 2.2 FERRAMENTAS E MÉTODOS DA MANUTENÇÃO............................... 21 2.2.1 Controladores de Pressão do Sistema................................................... 21 2.2.2 Medidores de Temperatura................................................................... 22 2.2.3. Ensaios com Líquidos Penetrantes........................................................ 22 2.2.4. Ensaios por Partículas Magnéticas ........................................................ 23 2.2.5 Análise Rápida de Óleo .......................................................................... 24 2.2.6 Análise de Vibrações .............................................................................. 25 3 COMPRESSORES....................................................................................... 26 3.1 CLASSIFICAÇÃO DOS COMPRESSORES............................................. 26 3.1.1 Quanto a sua Aplicação......................................................................... 26 3.1.2 Quanto ao Princípio Construtivo dos Compressores............................. 27 3.1.3 Quanto ao Funcionamento..................................................................... 27 3.2 ESCOLHA DO COMPRESSOR................................................................ 30 3.3 COMPRESSORES DE PARAFUSO......................................................... 31 4 VIBRAÇÕES................................................................................................ 37 4.1VIBRAÇÕES DE MÁQUINAS................................................................... 50
4.2 O NÍVEL DE VIBRAÇÃO COMO INDICADOR DA SAÚDE DA MÁQUINA. 51 4.3 VIBRAÇÃO POR DESBALANCEAMENTO.............................................. 52 4.4 VIBRAÇÃO POR DANOS NOSROLAMENTOS E MANCAIS .................. 53 4.5 ROLAMENTOS DE ESFERAAS E DE ROLOS ........................................ 54 4.6 ANÁLISE DE VIBRAÇÕES........................................................................ 55 4.7 FONTES DE VIBRAÇÃO........................................................................... 56 5 MEDIÇÃO DE VIBRAÇÕES ........................................................................ 58 5.1 ESCOLHA DO INSTRUMENTO DE MEDIÇÃO ....................................... 58 5.2 TRANSDUTORES PIEZELÉTRICOS....................................................... 59 5.3 ACELERÔMETRO.................................................................................... 60 5.4 ESTROBOSCÓPIO.................................................................................. 61 5.5 PONTOS DE MEDIÇÃO .......................................................................... 63 6 MATERIAIS E MÉTODOS......................................................................... 64 6.1 DADOS DO EQUIPAMENTO................................................................... 65 6.1.1 Medidor de Vibrações............................................................................ 65 6.2 MANUTENÇÃO DO COMPRESSOR....................................................... 67 6.3 MEDIÇÃO DE VIBRAÇÕES DO COMPRESSOR................................... 68 6.3.1 Medida de Vibração Radial do Motor do Compressor .......................... 69 6.3.2 Medida de Vibração Axial...................................................................... 71 6.3.3 Rolamentos do Compressor.................................................................. 73 6.3.4 Fixação.................................................................................................. 75

6.3.5 Rotores.................................................................................................. 76 7 RESULTADOS............................................................................................ 80 8 CONCLUSÃO............................................................................................. 85 ANEXO 1 MANUAL DE OPERAÇÃO E LISTA DE PEÇAS........................... 86 ANEXO 2 MAPA DE IMPACTO RISCO......................................................... 91 REFERÊNCIAS.............................................................................................. 93
10
1 INTRODUÇÃO
Percebe-se que os compressores vêm sendo usados cada vez mais nas
indústrias com o objetivo de elevar a pressãodo ar para diversos fins, desde limpeza
de peças, calibragem de pneus, elevação de cargas, sistemas pneumáticos, entre
outros. De acordo com Rodrigues (1991, p.51.), os
compressores são utilizados para proporcionar a elevação de pressão de um gás ou escoamento gasoso. Nos processos industriais, a elevação de pressão requerida pode variar desde cerca de 1,0 atm até centenas ou milhares de atmosferas.
É necessário que o equipamento esteja funcionando corretamente para não
interferir na linha de produção ou no local que está sendo usado. Para isso o
equipamento necessita de uma manutenção regular, isto é, de tempos em tempos
deve se fazer uma avaliação do mesmo para que a manutenção correta possa ser
realizada.
Com a falta de manutenção o equipamento pode parar de funcionar a
qualquer momento. Isso pode ocasionar uma diminuição ou interrupção da
produção, um atraso nas entregas, perdas financeiras, gerar um aumento nos
custos, os produtos podem apresentar falhas ou defeitos de fabricação, os clientes
podem ficar insatisfeitos, pode ocorrer uma perda de mercado, entre outros.
Quando não se planeja a manutenção, a falha pode acontecer a qualquer
momento e quando ocorre é necessária a sua correção. A esse tipo de correção
chama-se manutenção corretiva.
Pelo contrário, quando a manutenção é planejada, as falhas podem ser
previstas, ou seja, pode se saber quando a falha irá ocorrer. Então, antes disso
acontecer, já se pode fazer a manutenção. Essa manutenção pode ser preventiva,
preditiva, detectiva, engenharia de manutenção e a manutenção produtiva total.
Segundo Pinto (et al., 2002), a manutenção preditiva pode ser descrita como
qualquer atividade de monitoramento que seja capaz de fornecer dados suficientes
para uma análise de tendências, emissão de diagnóstico e tomada de decisão.
Pode se dizer então, que a manutenção preditiva exige um conhecimento das
condições de cada um dos componentes das máquinas e dos equipamentos. Esses
11
dados podem ser obtidos através de um acompanhamento da máquina ou
equipamento para observar o desgaste que está ocorrendo.
É possível se fazer testes periódicos para ver se ocorreram variações em
alguma parte do equipamento, para que se possa determinar o tempo certo de
substituição dos componentes ou pode se fazer um monitoramento contínuo do
equipamento.
1.1 OBJETIVOS
1.1.1 Objetivo Geral
- Compreender os efeitos da vibração sobre o compressor, compreender o
emprego das técnicas de manutenção preditiva.
1.1.2 Objetivos Específicos
-Estudar as técnicas de manutenção.
- Estudar o compressor e suas partes principais.
- Estudar formas de manutenção preditiva que detectem algum mau
funcionamento do equipamento.
- Estudar a técnica de análise de vibrações na manutenção preditiva de um
compressor.
- Identificar possíveis causas de falhas detectíveis pelos métodos de
manutenção preditiva de análise de vibrações.
- Realizar medições de vibrações do compressor para retirar dados para o
estudo.
1.2 JUSTIFICATIVA
O tema a ser estudado é a manutenção em um compressor industrial. O
interesse de estudar surgiu devido a necessidade de se fazer uma manutenção
correta e apropriada em um compressor para que sua vida útil seja aumentada
assim como também sua disponibilidade.
12
Uma melhor manutenção, a manutenção preditiva, pode verificar a ocorrência
de uma falha mesmo antes dela acontecer, isto é, pode se detectar quando o
equipamento vai apresentar algum problema e corrigi-lo antes que o mesmo surga.
Para isso deve se ter algum conhecimento sobre a manutenção, como é
realizada, onde se aplica, quais os tipos de manutenção existentes, qual melhor se
aplica para cada caso, e também deve se ter algum conhecimento sobre o
funcionamento de um compressor, quais sua aplicações e funções, ter
conhecimento sobre suas partes, e a função de cada uma delas.
É importante fazer a manutenção corretiva, preditiva e preventiva no
compressor para evitar sua quebra. A manutenção corretiva é feita somente quando
o equipamento quebra de uma hora para outra, quando isso acontece a fábrica e
sua produção param.
Para que isso não ocorra é importante fazer a manutenção preditiva no
compressor, ou seja, acompanhar ele de tempos em tempos para ver como está seu
funcionamento. Essa manutenção mantém o responsável pelo serviço a par de
como está o estado dos componentes do compressor e evita possíveis quebras.
Com a manutenção preditiva pode se fazer o uso completo dos componentes
do compressor, ou seja, somente substituí-los quando estão realmente no fim da sua
vida útil, economizando assim as trocas desnecessárias.
Só se interrompe o funcionamento da máquina quando é necessário fazer a
troca de algum componente, que com a manutenção preditiva, pode ser
programada, ou seja, fazendo um acompanhamento contínuo no compressor, pode
se ter uma previsão de uma possível quebra do equipamento, podendo assim já
agendar uma parada de máquina para a troca de peça.
Como a parada pode ser programada, pode se escolher um dia ou um
horário em que a fábrica não trabalha, evitando assim que a produção seja
interrompida por causa de um equipamento em manutenção.
As medições de vibração podem ser realizada sem que tenha que se fazer a
parada da máquina, não interrompendo assim a produção. Ela pode ser feita com a
máquina em movimento e somente é necessário parar o equipamento para trocar
algum componente. Sabendo a vida útil aproximada dos componentes a empresa
pode programar a próxima parada do equipamento para realizar a manutenção, e
sabendo o dia, ou os dias que o equipamento ficará parado, pode pensar em dar
13
férias coletivas aos funcionários que não irão atuar na manutenção, ou algo do
gênero.
Para a manutenção preditiva, a empresa em estudo faz a medição de
vibrações no equipamento de tempo em tempo. A medição de vibração é bem
prática e rápida de se fazer e economiza tempo com a manutenção.
14
2 MANUTENÇÃO
A manutenção pode ser definida, segundo o dicionário aurélio, como: as
medidas necessárias para a conservação ou permanência, de alguma coisa ou
situação, e ainda, os cuidados técnicos indispensáveis ao funcionamento regular e
permanente de motores e máquinas. Entretanto, tecnicamente pode ser mais
adequado definir manutenção como:
o conjunto de atividades e recursos aplicados aos sistemas e equipamentos, visando garantir a continuidade de sua função dentro de parâmetros de disponibilidade, de qualidade, de prazo, de custos e de vida útil adequados. (LIMA, 2006, p.1).
Nesta definição a manutenção é caracterizada como um processo que tem
como principal função o prolongamento de vida útil do equipamento ou sistema.
O tempo de vida útil designa o tempo durante oqual um dispositivo qualquer
(peça, componente, máquina, equipamento, sistema, circuito) deve operar de
maneira satisfatória, seguindo as especificações do projeto e com ampla segurança,
desde que seja sujeito a um processo de manutenção como é indicado nas
instruções do fornecedor, não sendo submetido a condições ambientais ou esforços
superiores aos limites especificados (NEPOMUCENO, 1999).
Apesar de em muitos casos ser vista como um mal necessário, a manutenção
tem um papel importante na empresa e também traz um retorno financeiro a mesma.
Nepomuceno (1999), afirma que a organização de manutenção deve ter seu
embasamento primordialmente em um plano bem elaborado, que deve ser estudado
com cuidado e objetividade e que leva em consideração todos os elementos da
instalação, mesmo os mínimos detalhes da organização e da metodologia
empregada, visando a obtenção de lucro. Para isso deve se reduzir os custos de
maneira eficiente.
Pode se observar que a manutenção e o lucro caminham juntos. Com a falta
de manutenção podem ocorrer grandes prejuízos que podem ser ocasionados por
uma simples quebra de uma máquina que não poderia parar a produção. Como essa
quebra não foi planejada, a empresa provavelmente não tem em estoque a parte do
15
equipamento quebrado e terá que entrar com um pedido para o fornecedor, o que
pode levar tempo e custar caro.
Segundo Nagao (apud CAPETTI, 2005), máquinas com um mau desempenho
que gastam tempo com manutenção não programada e ineficaz são motivos que
diminuem os lucros da empresa e geram uma perda na produção.
Se por outro lado, a empresa tivesse optado por uma manutenção no
equipamento, essa parada seria prevista e todas as providências para tal já seriam
tomadas. Assim, poderia se fazer a manutenção da máquina mesmo antes de ela
quebrar, já tendo os equipamentos certos em mãos para a troca planejada. Desse
modo, levaria menos tempo e não causaria tanto prejuízo à empresa.
Em qualquer caso, a manutenção tem como finalidade precípua conservar o equipamento, maquinário, instrumento e eventualmente prédios e fornecimento de utilidades em condições satisfatórias, para permitir a fabricação de artigos ou produtos cujo resultado final nada mais é que o lucro proveniente do trabalho executado. (NEPOMUCENO, 1999, p.14).
A manutenção também não sai barata e não é isenta de investimento
contínuo, pois para uma manutenção eficiente, é necessário ter um pessoal treinado
e competente na área. Apesar disso, a empresa deve visar uma melhoria contínua.
O importante não é apenas identificar e corrigir a falha que ocorreu ou irá
ocorrer no equipamento, pois assim essa falha pode vir a acontecer novamente
posteriormente. Deve se também estudar a origem do problema e a maneira como
aconteceu , ou seja, investigar suas causas para tomar providências quanto ao seu
surgimento, para que a mesma falha não retorne.
A manutenção possui algumas variações no que diz respeito a sua forma de aplicação. Ela pode ser feita para fazer uma correção, para prevenir uma eventual quebra ou mau funcionamento de um equipamento ou sistema para investigar e estimar a probabilidade de uma possível falha. (BÜCHNER, 2001, p.1).
Uma falha, de acordo com Nepomuceno (1999), é definida como qualquer
enguiço em um sistema ou circuito que permanece até que se tomem providências
corretivas.
Como pode se perceber existem diversas formas de se realizar a manutenção
em um equipamento, pode ser antes ou depois da quebra e também para uma
correção ao mau funcionamento.
16
2.1 TIPOS DE MANUTENÇÃO
2.1.1 Manutenção Corretiva
Segundo Monteiro (2010), sabendo que uma máquina parada compromete
toda a produção, a manutenção corretiva é a primeira atitude a ser tomada para que
esta produção volte ao normal quando ocorre a quebra inesperada.
Os maiores valores em dinheiro associados a este tipo de manutenção são:
alto custo de estoque de peças sobressalentes, altos custos de trabalho extra,
elevado tempo de paralisação da máquina, e baixa disponibilidade de produção.
A manutenção corretiva visa corrigir, restaurar, recuperar a capacidade produtiva de um equipamento ou instalação, que tenha cessado ou diminuído sua capacidade de exercer as funções às quais foi projetado. (MONTEIRO, SOUZA e ROSSI, 2010, p.3).
A manutenção corretiva é a forma mais óbvia e primária de manutenção.
Pode se resumi-la em duas palavras: quebra-repara, ou seja, é o reparo dos
equipamentos após a avaria. Ela pode provocar:
Baixa utilização anual dos equipamentos;
Diminuição de vida útil dos equipamentos, máquinas e instalações;
Paradas para manutenção em momentos aleatórios e muitas vezes
inoportunos, por ser em épocas de pico de produção, ou de grande
demanda, ou até em épocas de uma crise geral.
De acordo com Mara (2004), nas indústrias que se utilizam de muitas
máquinas baratas e com os processos críticos de fabricação duplicados, as
máquinas normalmente funcionam até quebrar. A perda de produção não é muito
significativa e as máquinas reservas podem imediatamente dar continuidade à
produção. Existe um método de se medir a vibração que é abordada na seção 4
desse trabalho, mas neste caso, medir a vibração na máquina não ajudaria muito,
pelo fato de que não há vantagens econômicas ou de segurança em saber quando
uma falha irá ocorrer.
Existem, porém, casos de máquinas não duplicadas, ou processos não
duplicados, ou ainda equipamentos de alto custo de reposição e críticos para o
17
processo de fabricação onde é necessário um maior investivento na manutenção
para que o equipamento não pare.
As empresas que não tem uma manutenção programada e bem administrada
convivem com o caos. Monteiro (2010), defende que nunca haverá pessoal de
manutenção suficiente para atender às solicitações. Por isso, mais do que um
número grande de mantenedores, deve-se organizar bem as equipes de
manutenção, pois não se sabe quando serão solicitadas. Mesmo que tenha um
pessoal de manutenção em quantidade suficiente, não saberão o que fazer com os
mantenedores em épocas em que tudo caminha tranquilamente.
Às vezes é melhor deixar a máquina parar por quebra do que pará -la para uma manutenção preventiva. Esse procedimento, aparentemente errôneo, justifica-se pela simples razão de que tirar uma máquina da produção onera todos os custos de fabricação. Em síntese, a manutenção corretiva deverá continuar existindo. (MONTEIRO, SOUZA e ROSSI, 2010, p.5).
Como se pode observar, quando uma máquina é responsável por todos os
custos de fabricação, a técnica de manutenção preventiva não é aplicável, pois parar
essa máquina sem necessidade só para verificar se há algum problema causaria
uma parada na produção e, consequentemente, pode significar um prejuízo, e desta
forma opta-se pela manutenção corretiva e seus riscos.
2.1.2 Manutenção Preventiva
Com base em Mara (2004), em empresas que utilizam máquinas importantes
que não são totalmente duplicadas ou onde paradas inesperadas de produção
podem resultar em grandes perdas, as operações de manutenção são realizadas em
intervalos de tempo fixos. Este sistema é conhecido por Manutenção Preventiva, ou
mais corretamente, Manutenção Preventiva Baseado no Tempo. Os intervalos de
serviço são determinados estatisticamente pelo período medido a partir do instante
em que as máquinas estão novas ou em condições normais de serviço, até o ponto
crítico estabelecido pela equipe de manutenção. Quando se trabalha nesses
intervalos, geralmente, acredita-se que a maior parte das máquinas deve resistir ao
período do trabalho, entre intervenções. Nesse caso, pode-se esperar que as falhas
ocorram apenasocasionalmente.
18
“A Manutenção Preventiva caracteriza-se pela intervenção no equipamento,
bloqueando com antecedência as causas potenciais de falhas através de ações em
intervalos fixos de tempo”. (PAULA apud PINTO E XAVIER, 2006, p. 21).
A experiência demonstra que na grande maioria dos casos, a manutenção
preventiva com base no tempo é antieconômica e não elimina a possibilidade das
falhas inesperadas ocorrerem no período, sendo que a taxa de falha de muitas
máquinas não é melhorada com a substituição regular de partes gastas. Pelo
contrário, a confiança nas máquinas recém-trabalhadas é reduzida,
temporariamente, devido a interferência humana.
Porém, a manutenção preventiva também apresenta aspéctos positivos, que
segundo Gomes (2009), podem ser:
Redução de custos: na sua grande maioria as empresas buscam reduzir os
custos incidentes nos produtos que fabricam. A manutenção preventiva pode
colaborar atuando nas peças sobressalentes e nas paradas de emergência.
Qualidade do produto: A concorrência no mercado nem sempre ganha com
o menor custo. Muitas vezes ela ganha com um produto de melhor qualidade. Para
atingir uma boa qualidade de produto, a manutenção preventiva deverá ser aplicada
com maior rigor, ou seja, as máquinas deficientes devem ser eliminadas ou devem
se tornar eficientes.
Aumento de produção: O aumento de produção de uma empresa pode se
resumir em atender à demanda crescente do mercado. Deve se manter a fidelidade
dos clientes já cadastrados e conquistar outros, mantendo os prazos de entrega dos
produtos em dia.
Efeitos no meio ambiente: Em certas empresas, o ponto mais crítico é a
poluição causada pelo processo industrial. Se a meta da empresa for a diminuição
ou eliminação da poluição, a manutenção preventiva deverá dar o destino correto
aos resíduos resultantes da manutenção, óleo, graxa, peças, entre outros.
Aumento da vida útil dos equipamentos: O aumento da vida útil dos
equipamentos na maioria das vezes não vem só de um fator e sim de diversos
fatores, são eles: redução dos custos, qualidade do produto, aumento de produção e
efeitos do meio ambiente.
Como não é possível prever o padrão de falha real para cada máquina, a
manutenção preventiva baseada no tempo não pode ser eficientemente aplicada.
Torna-se necessário, então, um método que particularize cada máquina, e esta é a
19
tendência moderna aplicada à manutenção de máquinas, conhecida como
manutenção preditiva.
2.1.3 Manutenção Preditiva
Nenhum equipamento ou máquina funciona em tempo integral e sem
paradas, ou interrupções. Todo equipamento em algum momento, vai parar de
funcionar. Isso pode ser de forma planejada ou não planejada.
A manutenção planejada é a melhor forma de se parar uma máquina em
funcionamento. Para se fazer isso, não basta apenas parar a máquina, essa parada
exige um estudo sobre como será feita.
É indesejável ter que parar uma máquina no meio da produção, mas é pior
ainda se a máquina para por conta própria por algum dano, desgaste ou mau
funcionamento. Por isso adota-se a manutenção preditiva, e com ela pode sedefinir
o melhor dia para a parada da máquina.
Segundo Pinto (et al., 2002), a manutenção preditiva pode ser definida como
qualquer atividade de monitoramento que seja capaz de fornecer dados suficientes
para uma análise de tendências, emissão de diagnóstico e tomada de decisão.
A manutenção preditiva, segundo IAEA (International Atomic Energy Agency)
( 2007 apud MARAN, 2011), consiste na inspeção e medição de parâmetros de
funcionamento de máquinas e sistemas através de aparelhos específicos, que foram
especialmente desenvolvidos para essa finalidade. Sabendo que todos os
componentes se deterioram com o uso, com esses aparelhos é possivel
acompanhar um defeito de funcionamento ao decorrer do tempo, avaliar sua
tendência de aumentar, e escolher um melhor momento para a aplicação da
correção antes da falha.
De acordo com Pinto (et al, 2002), a manutenção preditiva não é absoluta e
nem todos os equipamentos devem ser tratados do mesmo jeito. Cada equipamento
requer a manutenção que melhor se adapte para o mesmo.
Cada equipamento tem sua própria forma de manutenção e exige um
conhecimento específico sobre o mesmo. Sendo assim, ela não pode ser
considerada como um todo, mas precisa ser considerada específica para cada caso.
20
Em praticamente todos os casos a Manutenção é simplesmente tolerada como um mal necessário, já que as máquinas vão se quebrar e então, alguém deve consertá-las, [...]. Embora a manutenção seja considerada como um “mal necessário”, as suas funções e a sua importância é percebida imediatamente quando a mesma falha. (NEPOMUCENO, 1999, p.2).
Com base em Nepomuceno (1999), a manutenção preditiva tem como
finalidade estabelecer quais são os parâmetros que devem ser escolhidos em cada
tipo de máquina ou equipamento, numa instalação industrial qualquer, em função
das informações que as alterações de tais parâmetros fornecem o estado mecânico
de um determinado componente.
O uso da manutenção preditiva gera resultados bastante diferenciados
comparada a manutenção preventiva, alguns dos benefícios principais segundo
(SULLIVAN et al.,2010; IAEA, 2007; CHIMACK; AARDSMA; NOVOSEL, 2006, apud
MARAN, 2011) são:
8 a 12% de redução de custos em relação à manutenção preventiva;
30 a 40% de redução de custos em relação à manutenção corretiva;
35 a 40% de redução nos tempos de parada para manutenção;
Eliminação de 70 a 75% das paradas não programadas;
20 a 25% de incremento na capacidade de produção.
Pontos positivos e negativos da manutenção preditiva
Os pontos positivos da manutenção preditiva, segundo Maran (2011), são:
Eliminação da maioria dos aspectos negativos da manutenção corretiva e
preventiva;
Total integração com o planejamento dos recursos. Reforça as ações
preventivas/constante avaliação dos riscos;
Somente são realizados os reparos necessários;
Reduz as interrupções de funcionamento;
Reduz o risco de falhas catastróficas;
Previne e diminui a ataxa de falhas;
Aumenta a vida útil do ativo e diminui seu custo de ciclo de vida;
Aumenta a capacidade de programação de serviços permitindo melhor
aproveitamento de recursos e pessoal;
21
Melhora o desempenho/eficiência;
Diminui perdas de energia e insumos;
Aumenta a confiabilidade e disponibilidade;
Aumenta a produtividade;
Melhora a qualidade dos produtos;
Reduz os custos com mão de obra e peças;
Melhor aproveitamento da eficiência geral das instalações.
Os pontos negativos, segundo Maran (2011), são:
Necessidade de bom treinamento e certificação para o pessoal técnico;
Dificil aplicação a ativos com características pouco conhecidas;
Risco na determinação dos intervalos de inspeção para acompanhamento da
evolução de um defeito após sua detecção.
Oferece riscos ádeterminação dos parâmetros de alerta, alarme e máximos
admissíveis antes da falha;
Exige muito planejamento de serviços e administração de materiais.
2.2 FERRAMENTAS E MÉTODOS DA MANUTENÇÃO
2.2.1 Controladores de Pressão do Sistema
A pressão do sistema deve ser controlada para que trabalhe sempre na
pressão adequada. Qualquer desajuste do sistema, segundo Nepomuceno (1999),
poderá provocar desuniformidades do produto final, que pode comprometer sua
qualidade, ou também perder toda a produção.
Os manômetros são instrumentos reponsáveis por medir a pressão. Os
pressostatos são instrumentos que a mantêm dentro dos limites pré determinados,
ligando ou desligando algum dispositivo que corrige a pressão quando os limites
máximo e mínimo forem atingidos. Um pressostato é, em realidade, uma chave
comutadora liga/desliga ou vice-versa, que é acionada por um sistema. Possui um
sensor elástico, que ao receber pressão, produz um deslocamento que aciona uma
ampola de mercúrio ou uma micro-chave de capacidade até 20 A, que através de
relés pode acionar bombas, queimadores, entre outros.
22
2.2.2 Medidores de Temperatura
Existem diversos instrumentos que servem para medir a temperatura. Dentre
os quais, Nepomuceno (1999), cita alguns, a saber:
Termômetros de sistema-cheio: são na realidade manômetros dotados de um
dispositivo que gera determinada pressão interna ao receber determinada
temperatura.
Termômetros expansão de mercúrio: estão sendo pouco usados, por se
utilizarem de mercúrio que pode causar danos fatais à pessoas e aos
equipamentos. O mercúrio também, por sua alta densidade, provoca erros de
leitura quando o bulbo do termômetro é instalado em nível superior ou inferior
ao do instrumento, tornando inevitável o reajuste de zeragem.
Termômetros bimetálicos: Funcionam com a deformação de uma tira
composta de dois metais de diferentes coeficientes de dilatação, quando
submetida a temperatura acima ou abaixo da temperatura ambiente.
Termistores: São feitos de óxidos metálicos tratados teoricamente que se
diferem dos resistores normais por possuirem um coeficiênte de resistência
de temperatura negativo.
Pirômetros: Utilizam um sistema ótico que focaliza a energia radiada de um
corpo sobre um sistema sensor.
Termografia: Utiliza materiais luminescentes e a distribuição de temperatura
sobre a superfície é convertida em padrão de brilho, que pode ser observado
diretamente ou gravado fotograficamente.
2.2.3 Ensaios com Líquidos Penetrantes
Para Nepomuceno (1999), esse princípio baseia-se na capacidade de certos
líquidos em “molhar” a superfície dos materiais e penetrar em cavidades
superficiais de magnitude microscópica. O processo está assentado nos
princípios de capilaridade e alta tensão superficial presentes nestes materiais e
que atuam em constante compromisso mútuo.
Com esse processo pode se detectar com bastante segurança, fissuras e
trincas abertas à superfície em práticamente qualquer material, através dos
“borrões” no revelador formados pelo líquido que penetrou nas fissuras.
23
Os líquidos penetram nas aberturas e permanecem no seu interior inclusive
após a limpeza e são extraídos através da ação da cobertura absorvente do
revelador.
A eficácia do processo depende do penetrante, que deve apresentar
propriedades de fluência adequado do material, ser apto a formar uma cobertura
contínua e razoavelmente uniforme, migrar para o interior das cavidades abertas
à superfície pela ação e não introduzir efeitos que prejudiquem o material que
esta sendo ensaiado.
O método basicamente se implica nas seguintes providências:
I. Limpeza completa e adequada do componente ou material a ser
ensaiado.
II. Aplicação do penetrante e espera do tempo de penetração adequado
ao mesmo.
III. Remoção ou retirada do excesso de penetrante.
IV. Aplicação do revelador sobre a superfície do componente sendo
ensaiado e espera do tempo adequado de revelação, de acordo com
as especificações do fabricante.
V. Exame visual das indicações que se apresentam, seguida de
interpretação das mesmas.
VI. Remoção ou limpeza pós inspeção do material que permaneceu com
resíduo.
2.2.4 Ensaios por Partículas Magnéticas
Com base em Nepomuceno (1999), o método de partículas magnéticas é um
método superficial que destina a detectar preferencialmente descontinuidades
superficiais ou abertas á superfície dos materiais e somente se aplica a materiais
ferromagnéticos, isto é, ferro, níquel, cobalto e suas respectivas ligas.
O método se fundamenta no fato de que quando um material ferromagnético
é magnetizado, as descontinuidades localizadas preferivelmente transversais à
direção do campo magnético provocam o aparecimento de um campo magnético,
denominado de campo magnético de fuga. Sua presença e de descontinuidades é
detectada pela aplicação de diminutas partículas ferromagnéticas sobre a superfície
da peça ensaida.
24
Assim, as partículas são atraídas pelo campo magnético de fuga e
acumuladas sobre a descontinuidade, formando uma indicação que a torna visível.
Pelo fato da descontinuidade aparecer claramente delineada diretamente na
superfície da peça, pode-se determinar perfeitamente o seu comprimento e se ter
uma noção aproximada de sua profundidade, já que quanto maior sua profundidade,
maior será o acúmulo de partículas que formam a indicação.
2.2.5 Análise Rápida de Óleo
De acordo com Nepomuceno (1999), a análise rápida de óleos lubrificantes
usados tornou-se um dos principais itens dos programas de manutenção que foram
adotados por diversos operadores de equipamentos industriais. Isso devido ao alto
custo de mão de obra e dos componentes mecânicos, juntamente com o prejuízo de
uma paralisação de equipamentos por avarias relacionadas ao lubrificante ou de
origem mecânica.
A análise de óleo não deve ser considerada como um meio específico de
determinar intervalos de drenagem do óleo, ou como base para seleção de
determinado tipo de lubrificante. Essas decisões cabem ao supervisor de
manutenção e ao engenheiro de lubrificação juntamente com o estudo das
recomendações do fabricante.
Os dados da análise serão muito usados, pelo supervisor de manutenção
para programar inspeções preventivas e confirmar se o lubrificante está em
condições de continuar o serviço, dentro do período estabelecido para a drenagem
do óleo.
Num programa de análise rápida de óleo, o passo inicial é obter uma amostra
que seja representativa do lubrificante existente no sistema. Para que os resultados
das análises sejam válidas e tenham utilidade, as amostras devem ser colhidas com
o óleo fluindo no sistema, na temperatura de operação.
Em seguida o óleo é enviado para um laboratório e varios testes são
realizados com este óleo, dentre eles alguns são: quantidade de água no óleo, odor,
aparência, viscosidade entre outros.
25
2.2.6 Análise de Vibrações
Existe um método de manutenção preditiva que consiste em identificar
características do sinal vibratório que possam ser utilizadas para conhecimento das
características do sistema. A análise direta da vibração no tempo, normalmente, não
apresenta muita informação útil. É necessária que ela seja processada
adequadamente para que as suas características sejam identificadas. A análise de
vibrações e as ferramentas que ela utiliza é melhor descrita no item 4.6 desse
trabalho.
26
3 COMPRESSORES
Os compressores, segundo Silva (2009), são utilizados nas mais diversas
aplicações industriais, desde o enchimento de pneumáticos, passando pelos
processos petroquímicos, transporte de gases, compressão submarina na produção
de petróleo e para obter gases puros para indústrias alimentícias, farmacêuticas e
de aplicações hospitalares.
Com base em Rodrigues (1991), os compressores são utilizados para
proporcionar a elevação da pressão de um gás ou de um escoamento gasoso. Nos
processos industriais, essa elevação da pressão requerida pode variar desde menos
de 1,0 atm até centenas ou milhares de atmosferas.
O seu vasto campo de aplicação, suas características específicas, como ação
corrosiva do gás, nível de contaminação presente, temperatura, pressão e vazões
requeridas e também uma legislação cada vez mais restritiva, têm exigido dos
fabricantes de compressores o seu constante desenvolvimento, no sentido de
disponibilizar para o mercado compressores cada vez mais eficientes.
De acordo com Rocha (2005), deve se tomar várias decisões quanto a
seleção de um sistema de ar comprimido, para se obter um melhor desempenho e
também uma melhor economia.
3.1 CLASSIFICAÇÃO DOS COMPRESSORES
3.1.1 Quanto a sua Aplicação
Os compressores podem ser classificados quanto a sua aplicação em:
compressores de ar para serviços ordinários, compressores de ar para serviços
industriais, compressores de gases ou de processos, compressores para instalação
de refrigeração, bombas para vácuo.
27
3.1.2 Quanto ao Princípio Construtivo dos Compressores
Os compressores podem ser classificados quanto ao seu princípio construtivo
como compressores volumétricos, que também são conhecidos como compressores
de deslocamento positivo, onde a elevação de pressão é obtida pela redução do
volume ocupado pelo fluido, turbo compressores ou compressores dinâmicos, nos
quais a elevação de pressão é obtida pela transformação da energia cinética do gás
em energia de pressão.
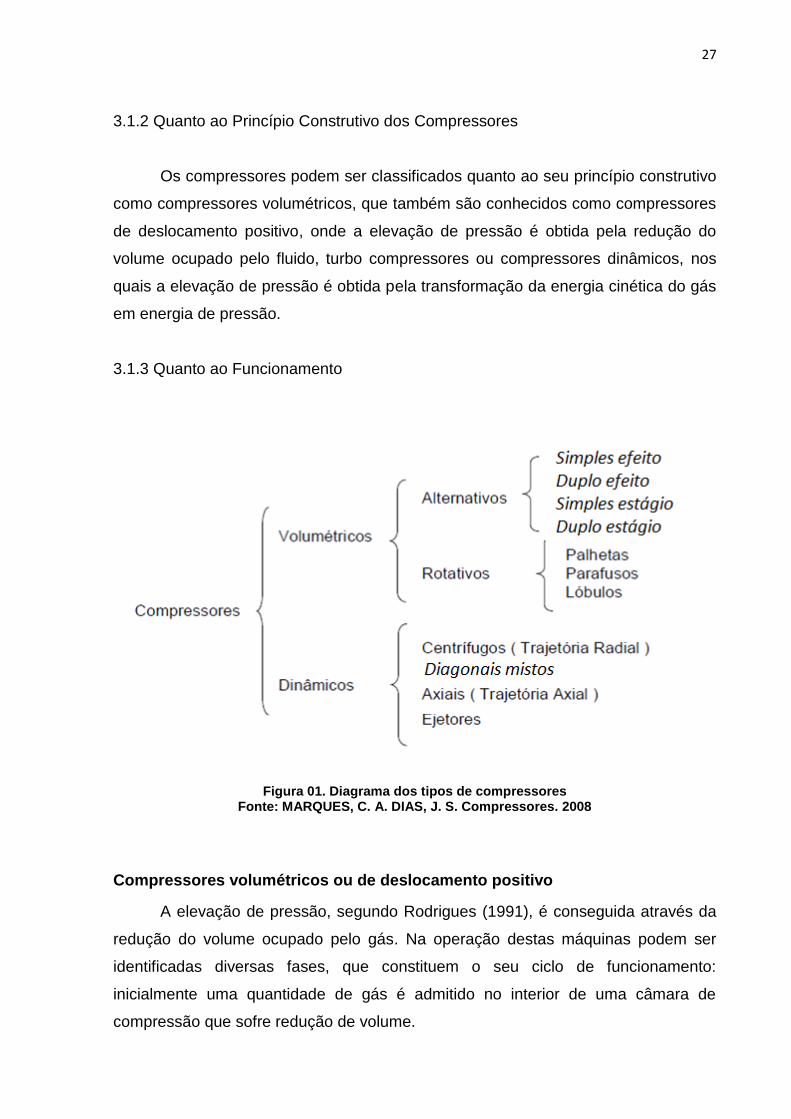
3.1.3 Quanto ao Funcionamento
Figura 01. Diagrama dos tipos de compressores
Fonte: MARQUES, C. A. DIAS, J. S. Compressores. 2008
Compressores volumétricos ou de deslocamento positivo
A elevação de pressão, segundo Rodrigues (1991), é conseguida através da
redução do volume ocupado pelo gás. Na operação destas máquinas podem ser
identificadas diversas fases, que constituem o seu ciclo de funcionamento:
inicialmente uma quantidade de gás é admitido no interior de uma câmara de
compressão que sofre redução de volume.

28
Em seguida, a câmara é aberta e o gás é liberado para consumo. A
compressão acontece em sistema fechado, ou seja, sem qualquer contato entre a
sucção e descarga. Um compressor alternativo é mostrado na Fig. 02 a seguir.
Figura 02. Compressor alternativo. Fonte: BRANCA, R. (s.d.)
Compressores dinâmicos ou turbocompressores
Estes possuem dois órgãos principais, segundo Rodrigues (1991), o
impelidor e difusor. O primeiro é um órgão rotativo com pás que transfere ao gás a
energia recebida de um adicionador.
O escoamento estabelecido no impelidor é recebido por um órgão fixo
denominado difusor, que tem a função de promover a transformação da energia
cinética do gás, com um ganho de pressão. Os compressores dinâmicos fazem o
processo de compressão de forma contínua. Um turbocompressor é mostrado na
Fig. 03 a seguir.

29
Figura 03. Turbocompressor. Fonte: NICE, K. 2000.
A Fig. 04 abaixo mostra um turbocompressor que é utilizado em motores de
equipamentos agrícolas.
Figura 04. Instalação doturbocompressor em um motor de trator. Fonte: Autoria própria.
As Fig. 05 e 06 demonstram o funcionamento de um turbocompressor.
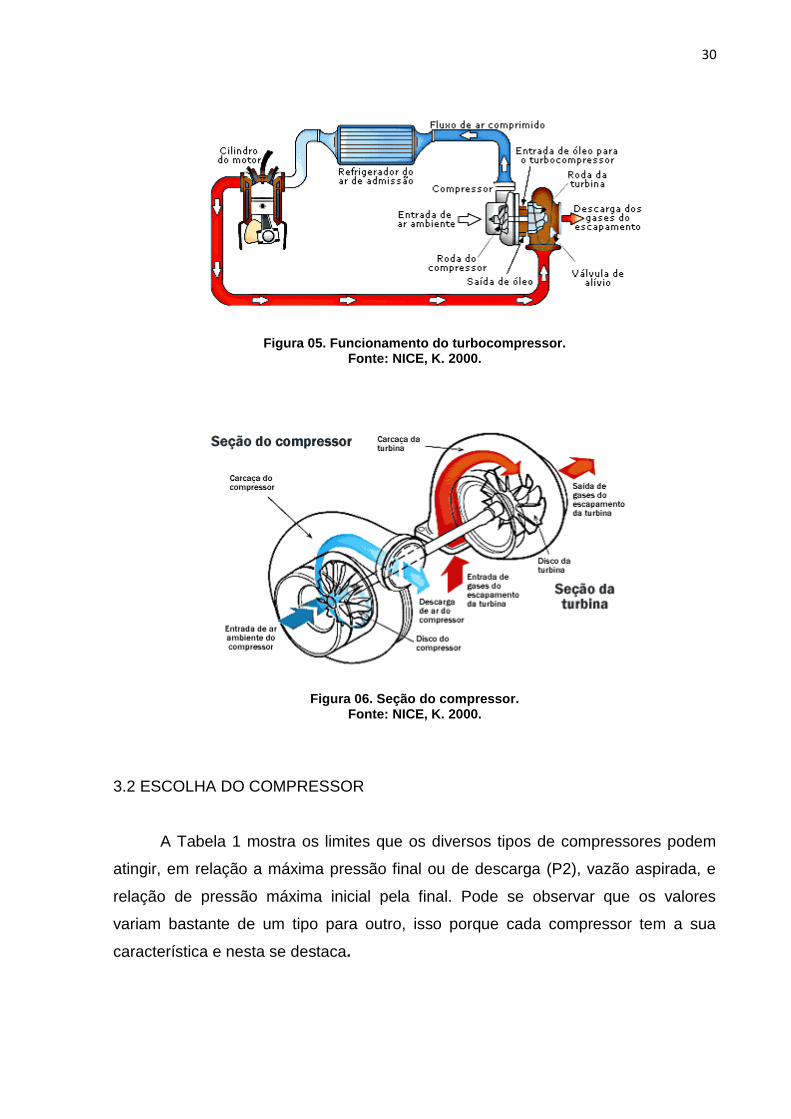
30
Figura 05. Funcionamento do turbocompressor. Fonte: NICE, K. 2000.
Figura 06. Seção do compressor. Fonte: NICE, K. 2000.
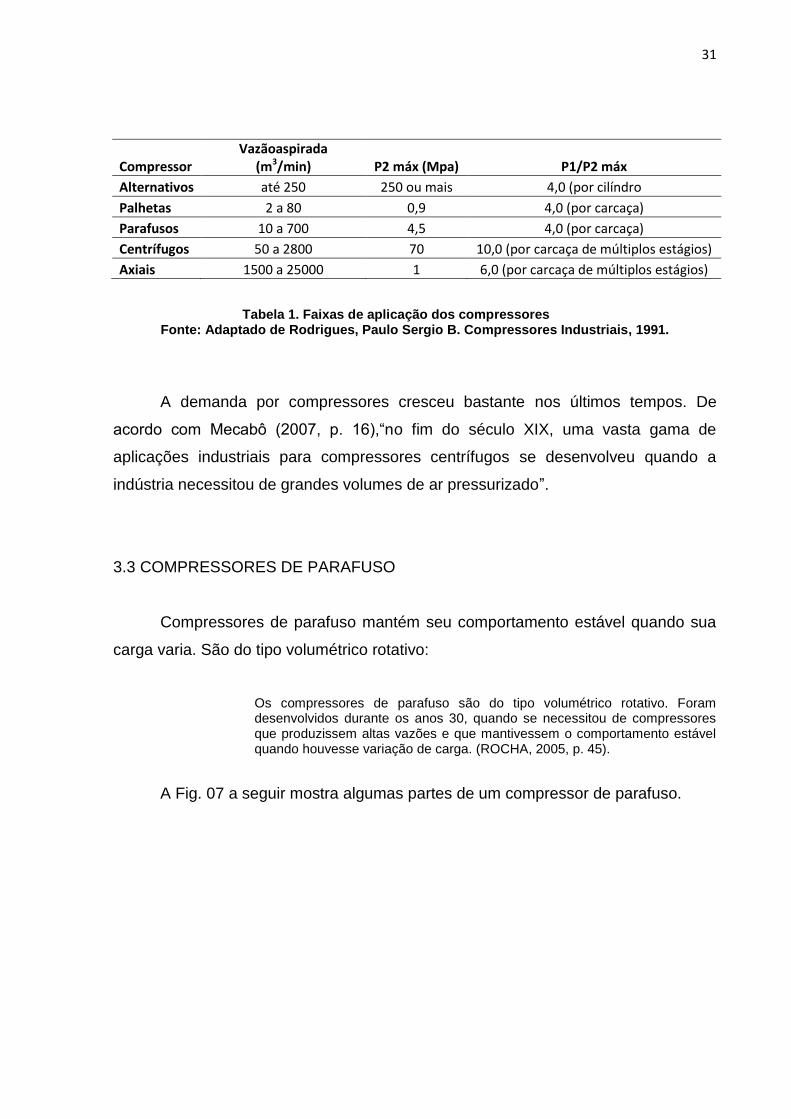
3.2 ESCOLHA DO COMPRESSOR
A Tabela 1 mostra os limites que os diversos tipos de compressores podem
atingir, em relação a máxima pressão final ou de descarga (P2), vazão aspirada, e
relação de pressão máxima inicial pela final. Pode se observar que os valores
variam bastante de um tipo para outro, isso porque cada compressor tem a sua
característica e nesta se destaca.
31
Compressor Vazãoaspirada
(m3/min) P2 máx (Mpa) P1/P2 máx
Alternativos até 250 250 ou mais 4,0 (por cilíndro
Palhetas 2 a 80 0,9 4,0 (por carcaça)
Parafusos 10 a 700 4,5 4,0 (por carcaça)
Centrífugos 50 a 2800 70 10,0 (por carcaça de múltiplos estágios)
Axiais 1500 a 25000 1 6,0 (por carcaça de múltiplos estágios)
Tabela 1. Faixas de aplicação dos compressores Fonte: Adaptado de Rodrigues, Paulo Sergio B. Compressores Industriais, 1991.
A demanda por compressores cresceu bastante nos últimos tempos. De
acordo com Mecabô (2007, p. 16),“no fim do século XIX, uma vasta gama de
aplicações industriais para compressores centrífugos se desenvolveu quando a
indústria necessitou de grandes volumes de ar pressurizado”.
3.3 COMPRESSORES DE PARAFUSO
Compressores de parafuso mantém seu comportamento estável quando sua
carga varia. São do tipo volumétrico rotativo:
Os compressores de parafuso são do tipo volumétrico rotativo. Foram desenvolvidos durante os anos 30, quando se necessitou de compressores que produzissem altas vazões e que mantivessem o comportamento estável quando houvesse variação de carga. (ROCHA, 2005, p. 45).
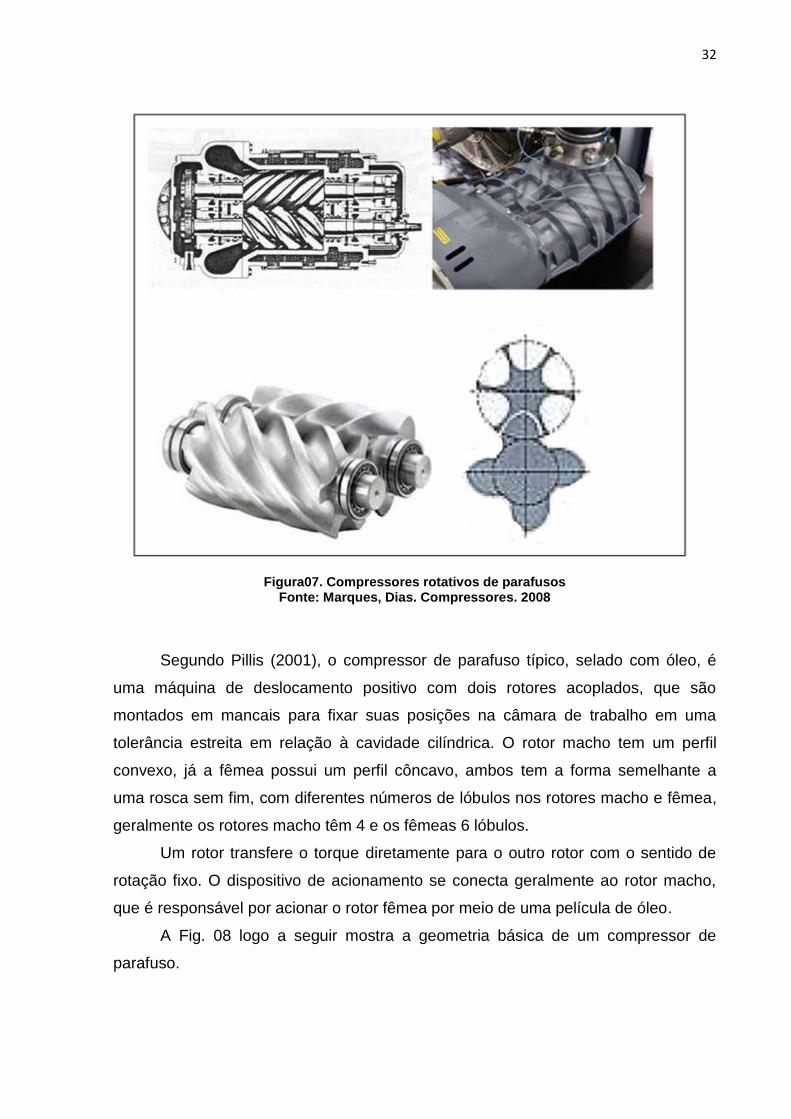
A Fig. 07 a seguir mostra algumas partes de um compressor de parafuso.
32
Figura07. Compressores rotativos de parafusos Fonte: Marques, Dias. Compressores. 2008
Segundo Pillis (2001), o compressor de parafuso típico, selado com óleo, é
uma máquina de deslocamento positivo com dois rotores acoplados, que são
montados em mancais para fixar suas posições na câmara de trabalho em uma
tolerância estreita em relação à cavidade cilíndrica. O rotor macho tem um perfil
convexo, já a fêmea possui um perfil côncavo, ambos tem a forma semelhante a
uma rosca sem fim, com diferentes números de lóbulos nos rotores macho e fêmea,
geralmente os rotores macho têm 4 e os fêmeas 6 lóbulos.
Um rotor transfere o torque diretamente para o outro rotor com o sentido de
rotação fixo. O dispositivo de acionamento se conecta geralmente ao rotor macho,
que é responsável por acionar o rotor fêmea por meio de uma película de óleo.
A Fig. 08 logo a seguir mostra a geometria básica de um compressor de
parafuso.
33
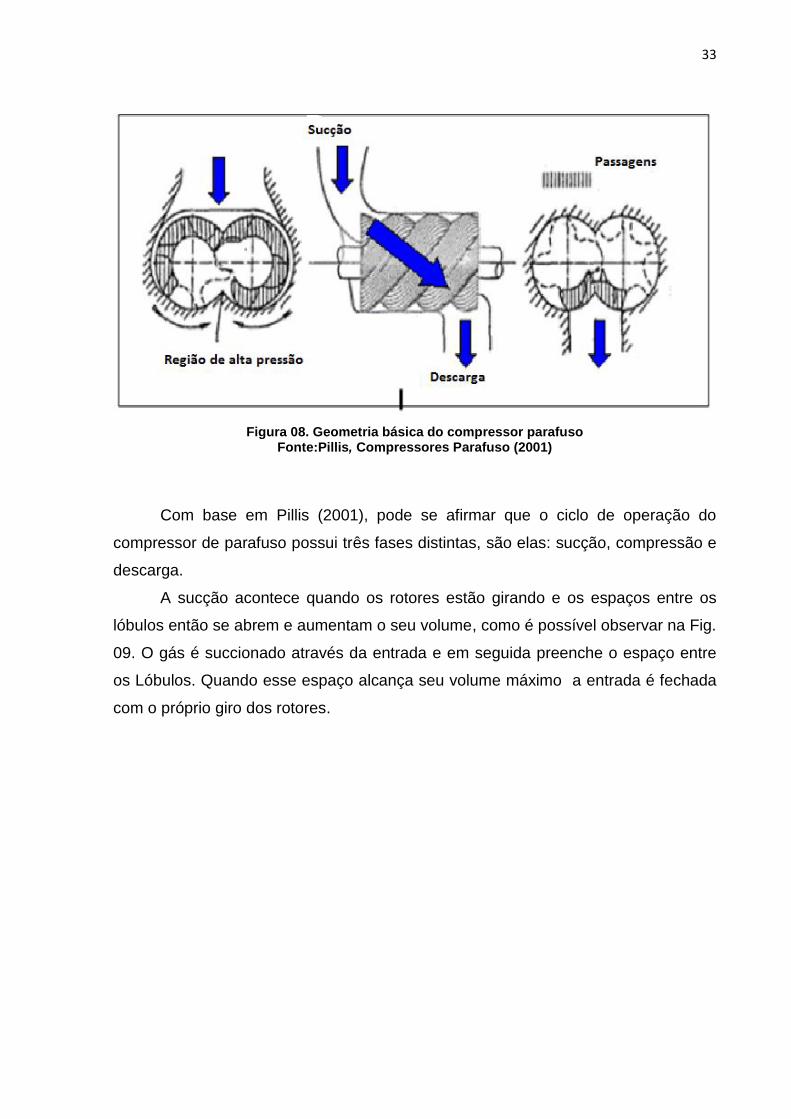
Figura 08. Geometria básica do compressor parafuso Fonte:Pillis, Compressores Parafuso (2001)
Com base em Pillis (2001), pode se afirmar que o ciclo de operação do
compressor de parafuso possui três fases distintas, são elas: sucção, compressão e
descarga.
A sucção acontece quando os rotores estão girando e os espaços entre os
lóbulos então se abrem e aumentam o seu volume, como é possível observar na Fig.
09. O gás é succionado através da entrada e em seguida preenche o espaço entre
os Lóbulos. Quando esse espaço alcança seu volume máximo a entrada é fechada
com o próprio giro dos rotores.
34
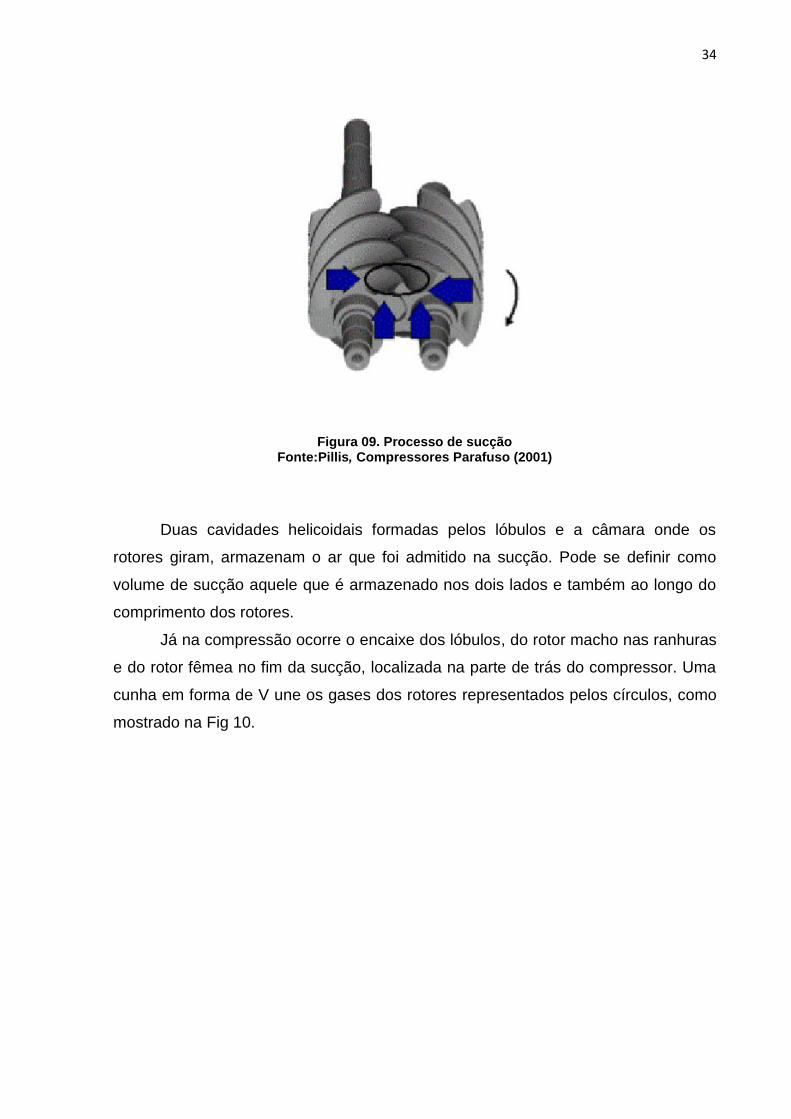
Figura 09. Processo de sucção
Fonte:Pillis, Compressores Parafuso (2001)
Duas cavidades helicoidais formadas pelos lóbulos e a câmara onde os
rotores giram, armazenam o ar que foi admitido na sucção. Pode se definir como
volume de sucção aquele que é armazenado nos dois lados e também ao longo do
comprimento dos rotores.
Já na compressão ocorre o encaixe dos lóbulos, do rotor macho nas ranhuras
e do rotor fêmea no fim da sucção, localizada na parte de trás do compressor. Uma
cunha em forma de V une os gases dos rotores representados pelos círculos, como
mostrado na Fig 10.
35
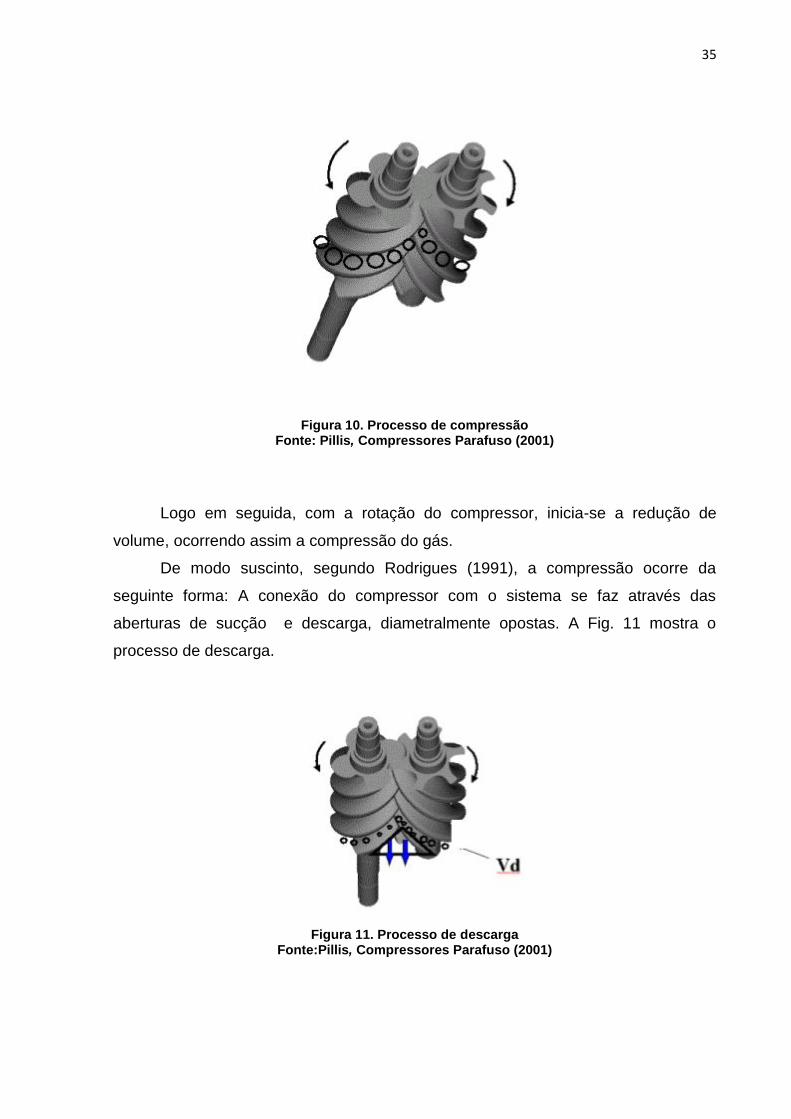
Figura 10. Processo de compressão Fonte: Pillis, Compressores Parafuso (2001)
Logo em seguida, com a rotação do compressor, inicia-se a redução de
volume, ocorrendo assim a compressão do gás.
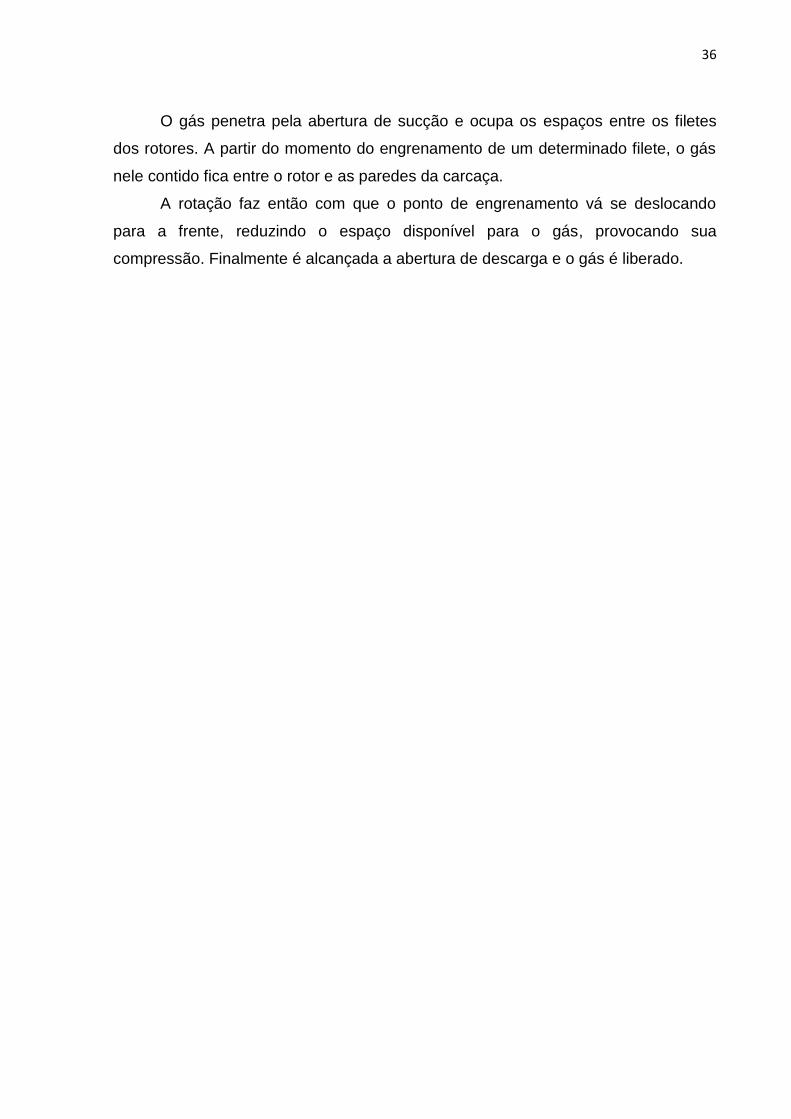
De modo suscinto, segundo Rodrigues (1991), a compressão ocorre da
seguinte forma: A conexão do compressor com o sistema se faz através das
aberturas de sucção e descarga, diametralmente opostas. A Fig. 11 mostra o
processo de descarga.
Figura 11. Processo de descarga Fonte:Pillis, Compressores Parafuso (2001)
36
O gás penetra pela abertura de sucção e ocupa os espaços entre os filetes
dos rotores. A partir do momento do engrenamento de um determinado filete, o gás
nele contido fica entre o rotor e as paredes da carcaça.
A rotação faz então com que o ponto de engrenamento vá se deslocando
para a frente, reduzindo o espaço disponível para o gás, provocando sua
compressão. Finalmente é alcançada a abertura de descarga e o gás é liberado.
37
4 VIBRAÇÕES
Segundo Soeiro (2008), a vibração está presente muito antes dos primeiros
tempos da história da humanidade. Instrumentos como apitos e tambores tem no
seu princípio de funcionamento um problema vibratório como essência.
A partir do momento em que foi percebido uma certa harmonia entre os
diversos sons produzidos por martelos em uma forjaria, Pitágoras estabeleceu um
metodo racional de medir frequências sonoras, podendo ser considerado como
fundador da acústica, realizando experiências com vários instrumentos, como
martelos, cordas, tubos, fundando assim um laboratório de vibrações.
Soeiro (2008), descreve a vibração ou oscilação como qualquer movimento
que se repete, de maneira regular ou irregular, depois de um intervalo de tempo.
De acordo com Rao (2008), as vibrações se dividem em livres e forçadas:
vibrações livres ocorrem em um sistema que após a perturbação inicial continua a
vibrar por conta própria. Nenhuma força externa age sobre o sistema. Pode se tomar
o pêndulo simples como exemplo. Já as vibrações forçadas ocorrem em um sistema
sujeito a uma força externa, muitas vezes uma força repetitiva. Como exemplo é
possível citar os motores a diesel.
As vibrações podem ser classificadas da seguinte forma, segundo Soeiro
(2008):
Vibrações livres: Causadas por condições iniciais de movimento, ou
seja, deslocamento inicial e/ou velocidade inicial.
Vibrações forçadas: causadas por uma força ou torque externos; as
oscilações persistem durante a aplicação dos mesmos e uma vez
cessada essas excitações, o sistema entra em vibração livre.
Vibrações não amortecidas: não há perda de energia. Se for vibração
livre, a amplitude de vibração não diminuirá, e o sistema irá vibrar
indefinidamente. Se a vibração for forçada, a energia do sistema é
reposta pela excitação, podendo ocorrer até aumento da amplitude de
vibração.
Vibrações amortecidas: há perda de energia por atrito. Sendo a
vibração livre, haverá sempre diminuição da amplitude de vibração e o
sistema tenderá a parar na posição de equilíbrio. Sendo a vibração
38
forçada, poderá haver ou não diminuição da amplitude de vibração,
pois há reposição de energia no sistema pela excitação.
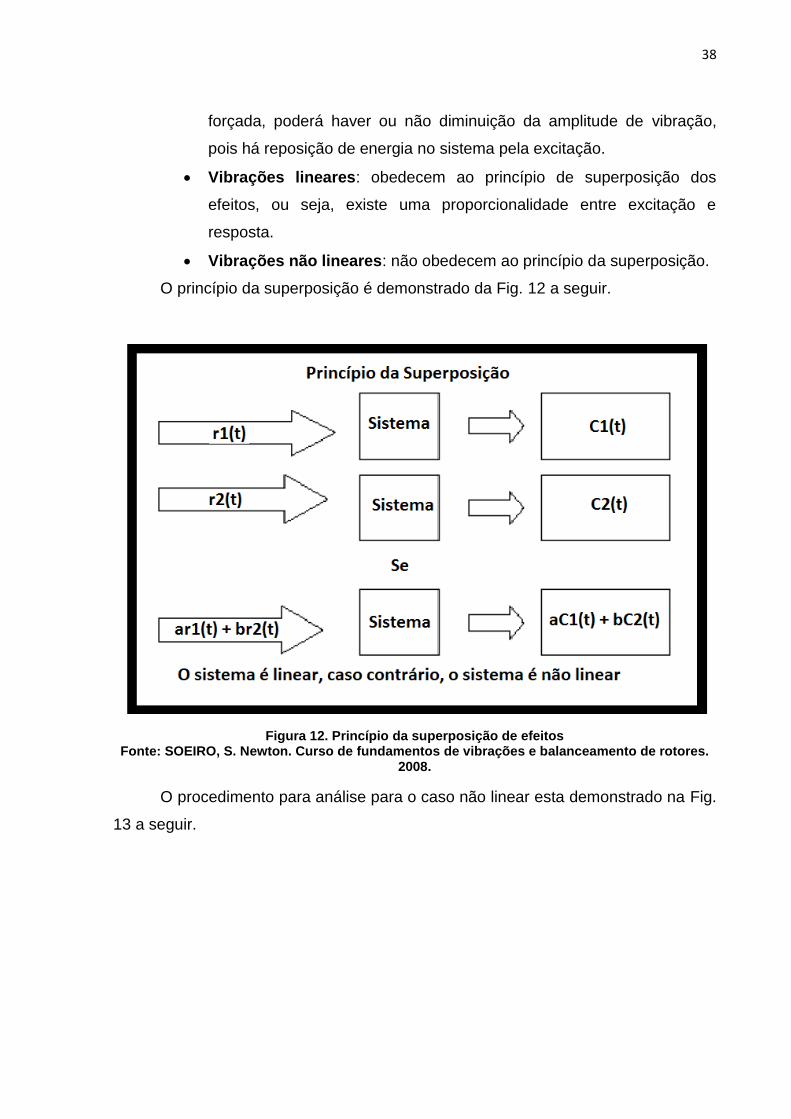
Vibrações lineares: obedecem ao princípio de superposição dos
efeitos, ou seja, existe uma proporcionalidade entre excitação e
resposta.
Vibrações não lineares: não obedecem ao princípio da superposição.
O princípio da superposição é demonstrado da Fig. 12 a seguir.
Figura 12. Princípio da superposição de efeitos Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
O procedimento para análise para o caso não linear esta demonstrado na Fig.
13 a seguir.
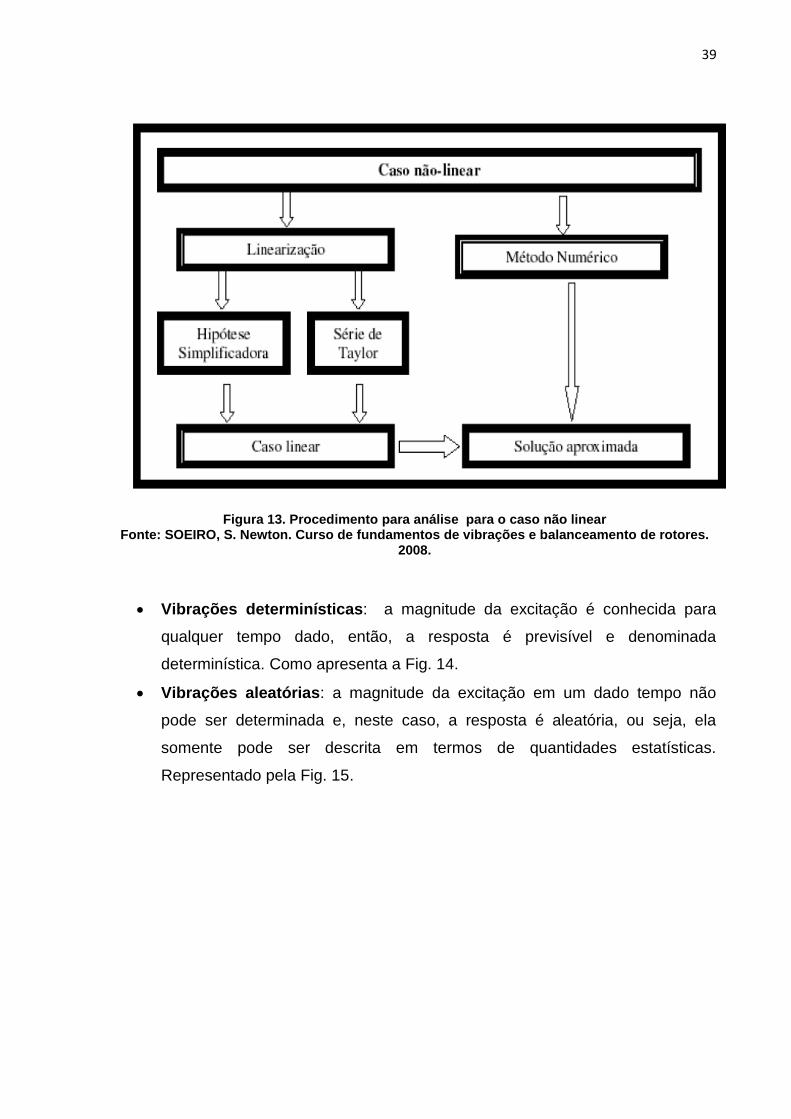
39
Figura 13. Procedimento para análise para o caso não linear Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
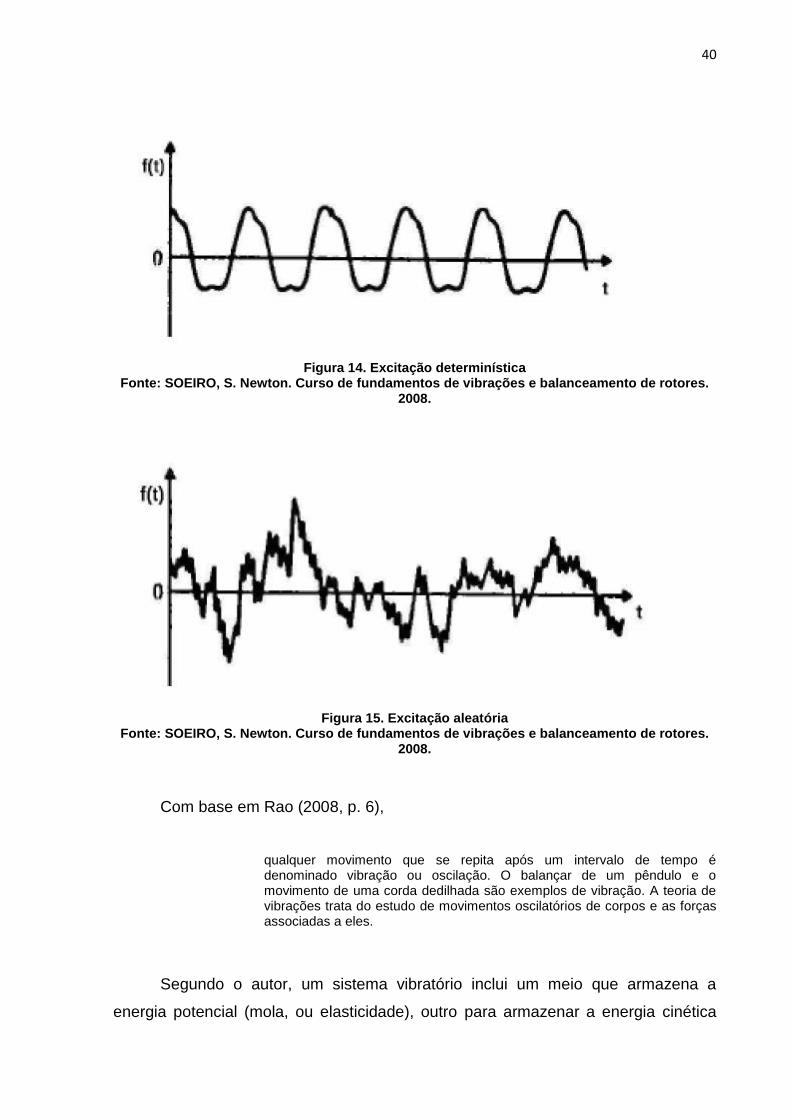
Vibrações determinísticas: a magnitude da excitação é conhecida para
qualquer tempo dado, então, a resposta é previsível e denominada
determinística. Como apresenta a Fig. 14.
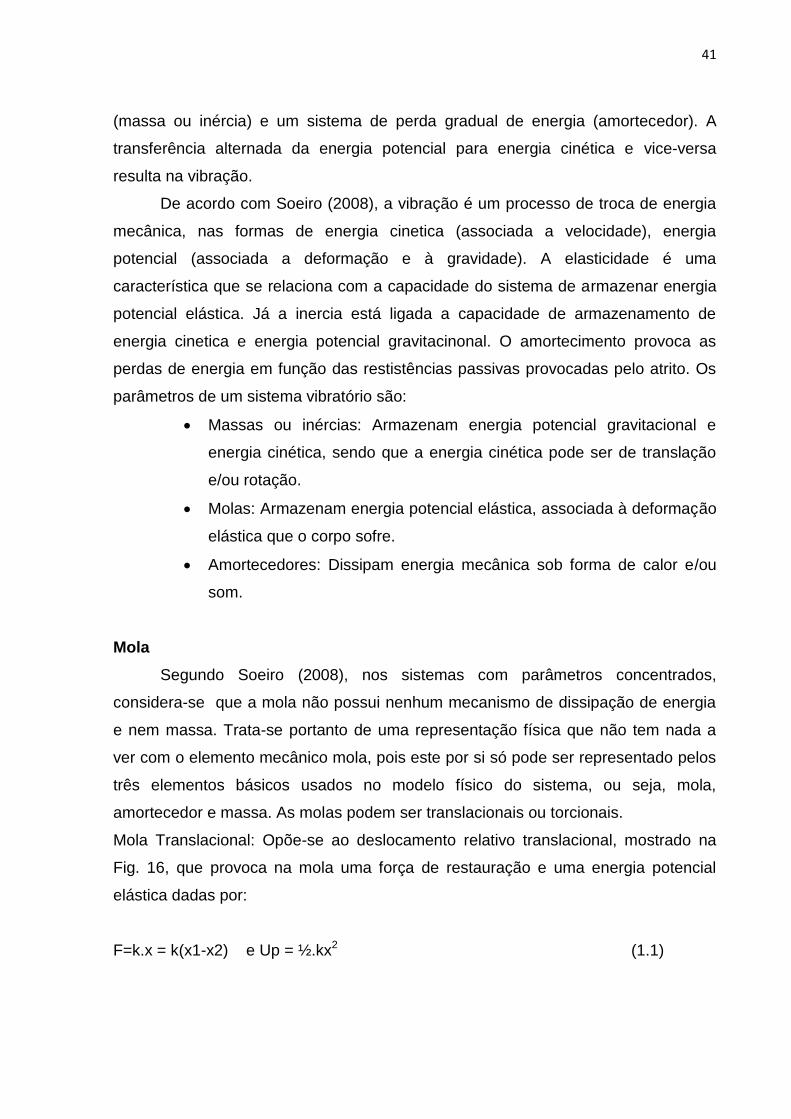
Vibrações aleatórias: a magnitude da excitação em um dado tempo não
pode ser determinada e, neste caso, a resposta é aleatória, ou seja, ela
somente pode ser descrita em termos de quantidades estatísticas.
Representado pela Fig. 15.
40
Figura 14. Excitação determinística Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
Figura 15. Excitação aleatória Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
Com base em Rao (2008, p. 6),
qualquer movimento que se repita após um intervalo de tempo é denominado vibração ou oscilação. O balançar de um pêndulo e o movimento de uma corda dedilhada são exemplos de vibração. A teoria de vibrações trata do estudo de movimentos oscilatórios de corpos e as forças associadas a eles.
Segundo o autor, um sistema vibratório inclui um meio que armazena a
energia potencial (mola, ou elasticidade), outro para armazenar a energia cinética
41
(massa ou inércia) e um sistema de perda gradual de energia (amortecedor). A
transferência alternada da energia potencial para energia cinética e vice-versa
resulta na vibração.
De acordo com Soeiro (2008), a vibração é um processo de troca de energia
mecânica, nas formas de energia cinetica (associada a velocidade), energia
potencial (associada a deformação e à gravidade). A elasticidade é uma
característica que se relaciona com a capacidade do sistema de armazenar energia
potencial elástica. Já a inercia está ligada a capacidade de armazenamento de
energia cinetica e energia potencial gravitacinonal. O amortecimento provoca as
perdas de energia em função das restistências passivas provocadas pelo atrito. Os
parâmetros de um sistema vibratório são:
Massas ou inércias: Armazenam energia potencial gravitacional e
energia cinética, sendo que a energia cinética pode ser de translação
e/ou rotação.
Molas: Armazenam energia potencial elástica, associada à deformação
elástica que o corpo sofre.
Amortecedores: Dissipam energia mecânica sob forma de calor e/ou
som.
Mola
Segundo Soeiro (2008), nos sistemas com parâmetros concentrados,
considera-se que a mola não possui nenhum mecanismo de dissipação de energia
e nem massa. Trata-se portanto de uma representação física que não tem nada a
ver com o elemento mecânico mola, pois este por si só pode ser representado pelos
três elementos básicos usados no modelo físico do sistema, ou seja, mola,
amortecedor e massa. As molas podem ser translacionais ou torcionais.
Mola Translacional: Opõe-se ao deslocamento relativo translacional, mostrado na
Fig. 16, que provoca na mola uma força de restauração e uma energia potencial
elástica dadas por:
F=k.x = k(x1-x2) e Up = ½.kx2 (1.1)

42
Mola Torcional: Opõe-se ao deslocamento relativo angular, mostrado na Fig. 16, que
provoca na mola um torque de restauração e uma energia potencial elástica dados
por:
M=kt.Ɵ= kt (Ɵ1- Ɵ2) e Up = ½.kt.Ɵ2 (1.2)
Figura 16. Deformação de um elemento de mola translacional (a) e rotacional (b) Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
De acordo com Soeiro (2008), as molas podem ser lineares ou não lineares.
As lineares obedecem a Lei de Hooke, ou seja, apresentam uma deformação
proporcional ao carregamento que sofrem, ao contrário das não lineares. O
coeficiente de rigidez de uma mola linear ou não linear é determinado através da
seguinte equação:
k=dF/dx e kt= dT/dƟ (1.3)
Na mola linear o coeficiente de rigidez é constante e na não linear ele varia
com a intensidade da força, ou do torque aplicado. A Fig. 17 mostra o
comportamento das molas linar e não linear.
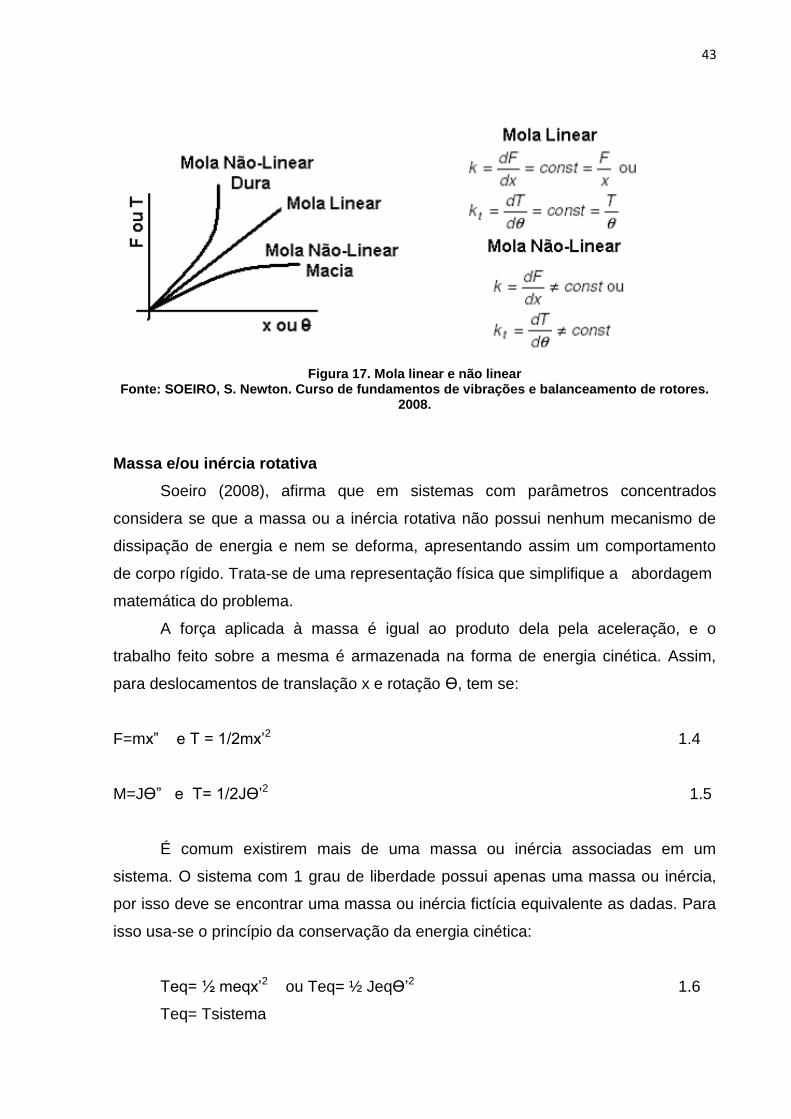
43
Figura 17. Mola linear e não linear Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
Massa e/ou inércia rotativa
Soeiro (2008), afirma que em sistemas com parâmetros concentrados
considera se que a massa ou a inércia rotativa não possui nenhum mecanismo de
dissipação de energia e nem se deforma, apresentando assim um comportamento
de corpo rígido. Trata-se de uma representação física que simplifique a abordagem
matemática do problema.
A força aplicada à massa é igual ao produto dela pela aceleração, e o
trabalho feito sobre a mesma é armazenada na forma de energia cinética. Assim,
para deslocamentos de translação x e rotação Ɵ, tem se:
F=mx” e T = 1/2mx’2 1.4
M=JƟ” e T= 1/2JƟ’2 1.5
É comum existirem mais de uma massa ou inércia associadas em um
sistema. O sistema com 1 grau de liberdade possui apenas uma massa ou inércia,
por isso deve se encontrar uma massa ou inércia fictícia equivalente as dadas. Para
isso usa-se o princípio da conservação da energia cinética:
Teq= ½ meqx’2 ou Teq= ½ JeqƟ’2 1.6
Teq= Tsistema
44
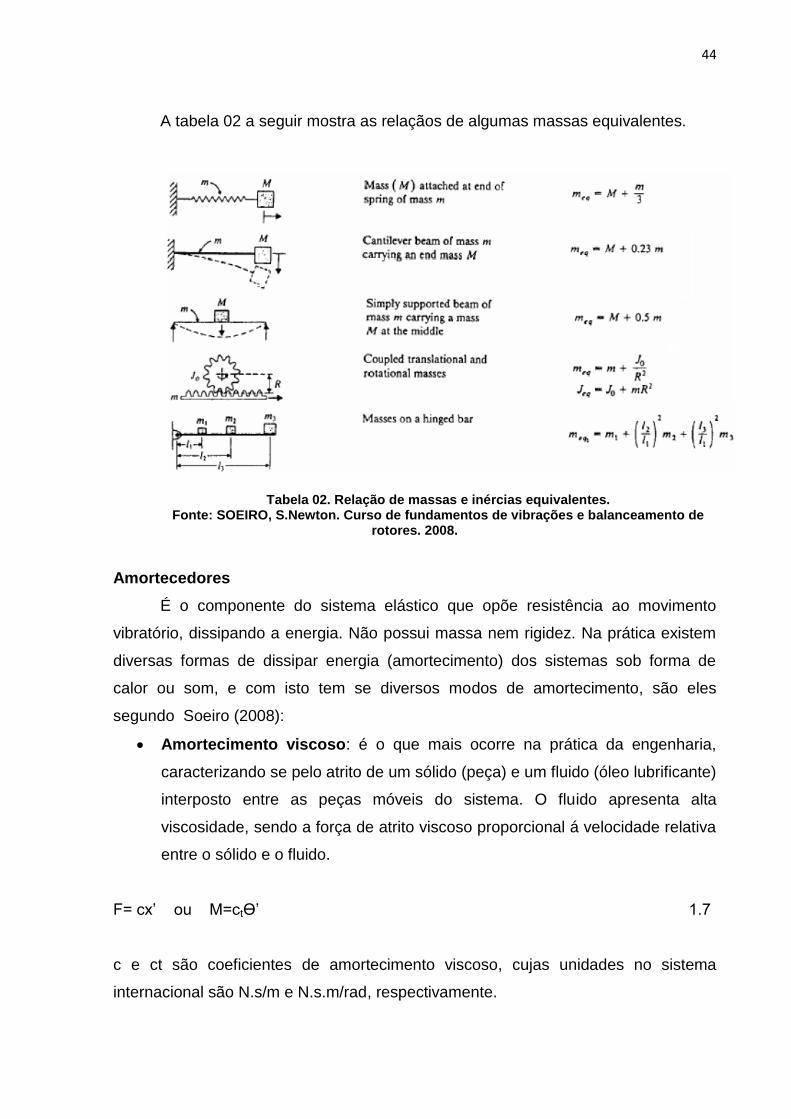
A tabela 02 a seguir mostra as relaçãos de algumas massas equivalentes.
Tabela 02. Relação de massas e inércias equivalentes. Fonte: SOEIRO, S.Newton. Curso de fundamentos de vibrações e balanceamento de
rotores. 2008.
Amortecedores
É o componente do sistema elástico que opõe resistência ao movimento
vibratório, dissipando a energia. Não possui massa nem rigidez. Na prática existem
diversas formas de dissipar energia (amortecimento) dos sistemas sob forma de
calor ou som, e com isto tem se diversos modos de amortecimento, são eles
segundo Soeiro (2008):
Amortecimento viscoso: é o que mais ocorre na prática da engenharia,
caracterizando se pelo atrito de um sólido (peça) e um fluido (óleo lubrificante)
interposto entre as peças móveis do sistema. O fluido apresenta alta
viscosidade, sendo a força de atrito viscoso proporcional á velocidade relativa
entre o sólido e o fluido.
F= cx’ ou M=ctƟ’ 1.7
c e ct são coeficientes de amortecimento viscoso, cujas unidades no sistema
internacional são N.s/m e N.s.m/rad, respectivamente.
45
Amortecimento seco ou de Coulomb: é o atrito entre dois sólidos com
muito pouca ou nenhuma lubrificação. A força de amortecimento é igual a
força de atrito entre as superfícies.
F = µN (Constante) 1.8
µ é o coeficiente de atrito dinâmico e N é a força normal entre as superfícies.
Amorteciemento estrutural ou material ou Histerético: Ocorre pelo atrito
interno entre as moléculas quando o sólido é deformado, fazendo com que a
energia seja dissipada pelo material sob a forma de calor e/ou som. A medida
desse amorteciemento é dada pela amplitude X da tensão reinante durante a
deformação.
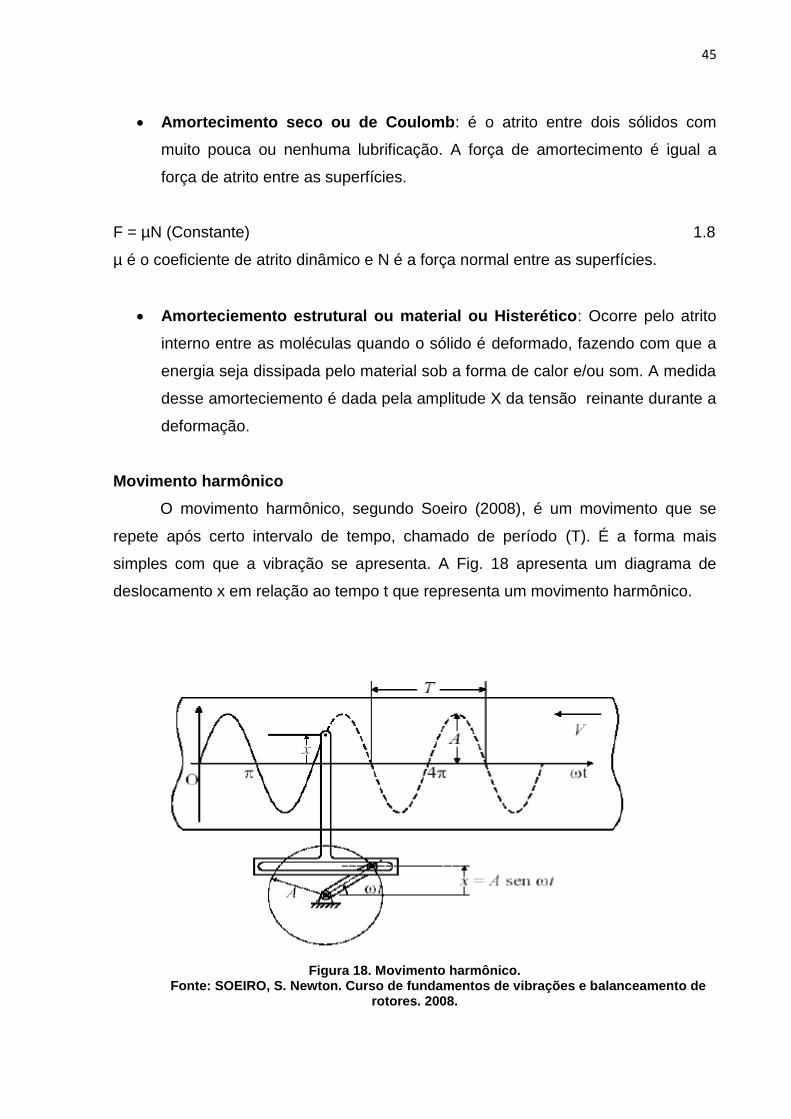
Movimento harmônico
O movimento harmônico, segundo Soeiro (2008), é um movimento que se
repete após certo intervalo de tempo, chamado de período (T). É a forma mais
simples com que a vibração se apresenta. A Fig. 18 apresenta um diagrama de
deslocamento x em relação ao tempo t que representa um movimento harmônico.
Figura 18. Movimento harmônico. Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de
rotores. 2008.
46
O movimento representado na Fig. 19 é expresso pela equação:
x= Asen(wt) 1.9
se a origem do movimento não coincidir com sen (wt) = 0
x= A sen(wt+ɸ) 1.10
nas equações 1.9 e 1.10, A é a amplitude de oscilação, medida a partir da posição
de equilibrio da massa, w é a velocidade angular (ou frequência circular) expressa
em rad/s e o ɸé o ângulo de fase medido em rad.
O período T é medido em segundos e seu inverso é a frequência de vibração
f, expressa em Hz. T, w e f estão relacionados de acordo com a equação:
w= 2π/T = 2πf 1.11
A velocidade e aceleração de um movimento harmônico são obtidos
derivando-se a expressão matemática do deslocamento. Tomando como referência
a Eq. 1.9 chega-se a:
v=x’=wAcos(wt) = wAsen(wt+π/2) 1.12
a= x”= -w2Asen(wt) = w2Asen (wt+π) 1.13
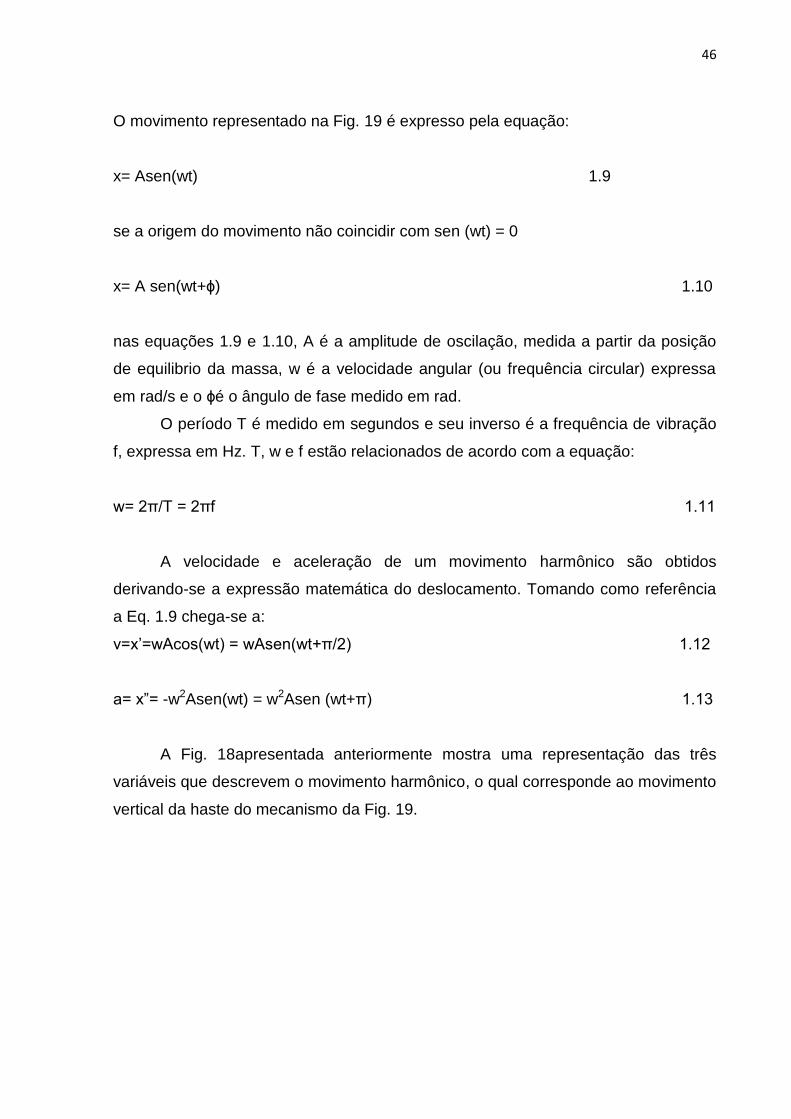
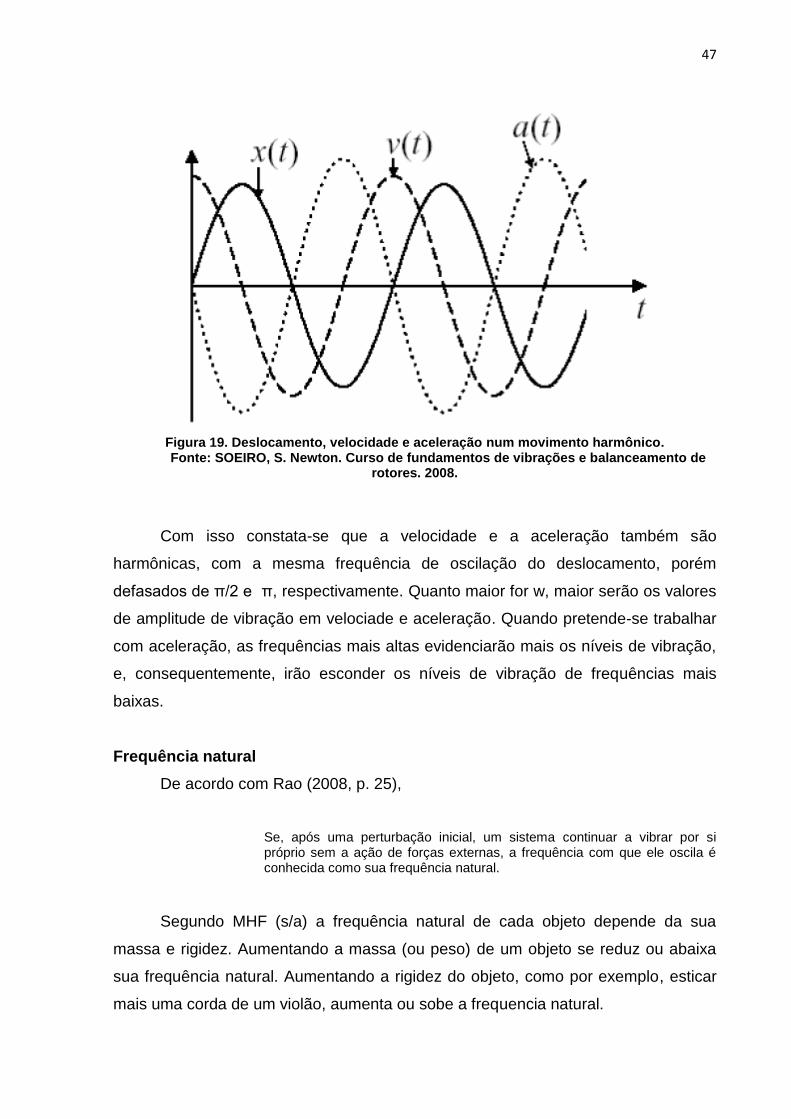
A Fig. 18apresentada anteriormente mostra uma representação das três
variáveis que descrevem o movimento harmônico, o qual corresponde ao movimento
vertical da haste do mecanismo da Fig. 19.
47
Figura 19. Deslocamento, velocidade e aceleração num movimento harmônico. Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de
rotores. 2008.
Com isso constata-se que a velocidade e a aceleração também são
harmônicas, com a mesma frequência de oscilação do deslocamento, porém
defasados de π/2 e π, respectivamente. Quanto maior for w, maior serão os valores
de amplitude de vibração em velociade e aceleração. Quando pretende-se trabalhar
com aceleração, as frequências mais altas evidenciarão mais os níveis de vibração,
e, consequentemente, irão esconder os níveis de vibração de frequências mais
baixas.
Frequência natural
De acordo com Rao (2008, p. 25),
Se, após uma perturbação inicial, um sistema continuar a vibrar por si próprio sem a ação de forças externas, a frequência com que ele oscila é conhecida como sua frequência natural.
Segundo MHF (s/a) a frequência natural de cada objeto depende da sua
massa e rigidez. Aumentando a massa (ou peso) de um objeto se reduz ou abaixa
sua frequência natural. Aumentando a rigidez do objeto, como por exemplo, esticar
mais uma corda de um violão, aumenta ou sobe a frequencia natural.
48
O fato de que cada objeto possuir uma frequência natural não implica em um
problema. Porém, a coincidência de uma frequência natural da máquina somada a
uma frequência inerente do funcionamento dela pode ocasionar um problema de
vibração exessiva, denominado de ressonância.
Ressonância
Sempre quando a frequência natural de vibração de uma máquina ou estrutura coincide com a frequência da força externa atuante, ocorre um fenômeno conhecido como ressonância, que leva a grandes deformações e falhas mecânicas. (SOEIRO 2008, p.5).
Do ponto de vista da vibração, a ressonância atua como um amplificador
mecânico. Mesmo forças pequenas ou normais tais como desbalanceamento
residual, ou desalinhamento, as forças hidráulicas ou aérodinâmicas, ou ainda as
forças magnéticas em motores, que normalmente resultam em pequenas ou
insignificantes vibrações, podem ter amplitudes de vibração extremamente altas se
uma delas excitar uma condição de ressonância (MHF) (s/a).
Segundo MHF (s/a), a ressonância é causa comum de vibrações excessivas
de máquinas por elas apresentarem diversos elementos diferentes, como
tubulações, mancais, bombas, entre outros, e cada um dos componentes tem sua
própria frequência natural.
A rigidez de cada componente é diferente e como conseqüência apresentará
várias frequências naturais. Tomando como exemplo um mancal, este terá uma
rigidez diferente nas direções horizontal, vertical e axial. Sendo assim, as
frequências naturais desse mancal também serão diferentes para cada uma das
direções.
Portanto, é fácil compreender porque a ressonância é comum nas máquinas,
já que todos os seus compontentes possuem suas próprias frequências naturais,
que somadas a uma frequência de excitação gerada pelo equipamento resulta na
ressonância.
Se a frequência da força externa coincidir com uma das frequências naturais do sistema, ocorre uma condição conhecida como ressonância, e o sistema sofre oscilações perigosamente grandes. (RAO, 2008, p. 8).
49
Batimento
Com base em Soeiro (2008), batimento é uma composição de movimentos
que ocorrem quando a frequencia da força externa fica muito próxima da frequência
natural.
Se a frequência forçante (força externa) for próxima, mas não exatamente
igual à frequência natural do sistema, é possível ocorrer o fenômeno do batimento.
(RAO, 2008).
Espectro de frequência
O espectro de frequência, de acordo com RAO (2008), é a análise de uma
determinada variável no domínio da mesma. O espectro pode ser visualizado
através de um gráfico da variável pela frequência, que é o número de ciclos que
ocorre a cada unidade de tempo.
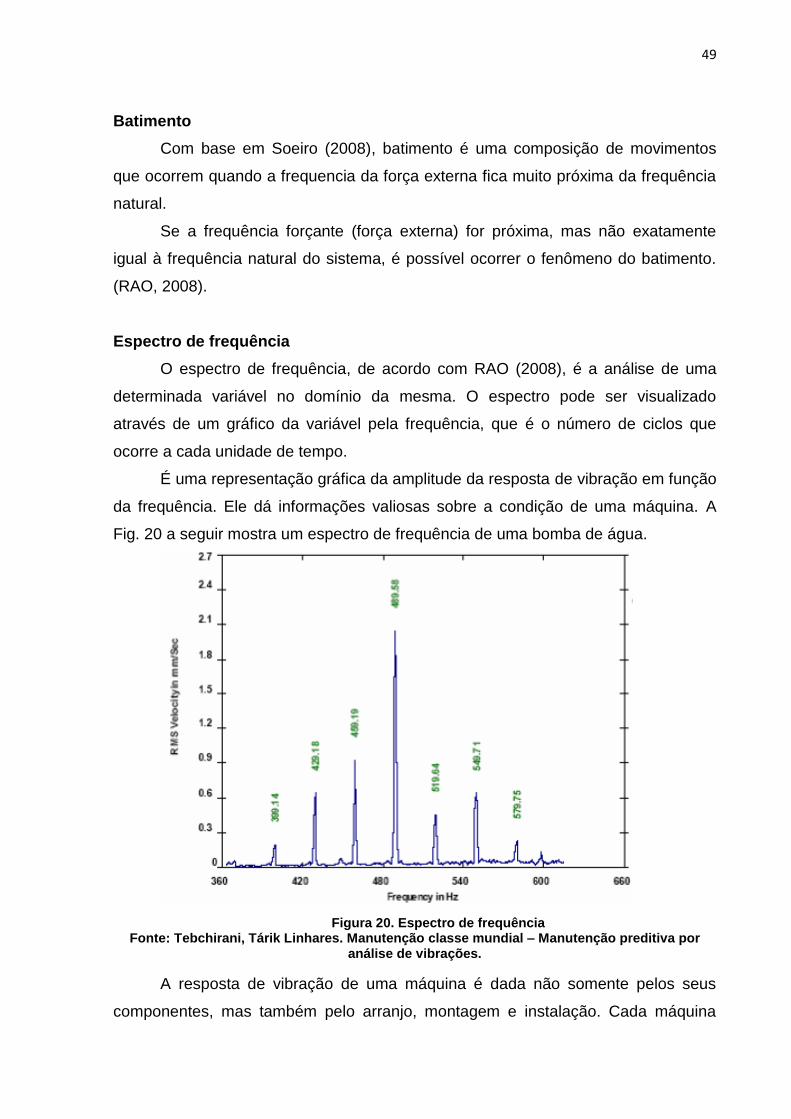
É uma representação gráfica da amplitude da resposta de vibração em função
da frequência. Ele dá informações valiosas sobre a condição de uma máquina. A
Fig. 20 a seguir mostra um espectro de frequência de uma bomba de água.
Figura 20. Espectro de frequência Fonte: Tebchirani, Tárik Linhares. Manutenção classe mundial – Manutenção preditiva por
análise de vibrações.
A resposta de vibração de uma máquina é dada não somente pelos seus
componentes, mas também pelo arranjo, montagem e instalação. Cada máquina
50
tem suas próprias características de vibração e, consequentemente, também seu
próprio espectro de vibração.
Quando uma máquina começa a apresentar falhas, seu nível de vibração, e
consequentemente, seu espectro de frequência muda. Comparando-se o espectro
de frequência da máquina quando danificada e quando em boas condições, a
natureza e a localização da falha podem ser detectadas.
4.1 VIBRAÇÃO DE MÁQUINAS
Com base em Mara (2004, p.3),
uma máquina ideal não produz qualquer vibração, pois toda a energia é canalizada para a execução do trabalho a ser realizado. Na prática, entretanto, os elementos que compõem as máquinas, em geral, interagem entre si e, devido à presença de atrito, ação de forças cíclicas, etc., dissipam energia na forma de calor, ruído e vibrações.
De acordo com o autor, um bom projeto deve apresentar bom rendimento,
que pode ser de baixo nível de dissipação de calor, baixo nível de ruído e baixo nível
de vibração.
Na grande maioria, as máquinas novas, quando bem projetadas, satisfazem a
esses requisitos. Entretanto, com o desgaste, acomodação de fundações, má
utilização, falta de manutenção, entre outros, as máquinas tem suas propriedades
dinâmicas alteradas. Assim, os eixos tornam-se desalinhados, partes começam a se
desgastar, os rotores tornam-sedesbalanceados, as folgas aumentam, e assim por
diante.
Todos esses fatores geram um aumento do nível de vibração que,
consequentemente, gera uma diminuição de rendimento. Essas vibrações são
dissipadas pela estrutura da máquina e no seu caminho excitam ressonâncias e
provocam esforços extras nos mancais. Causa e efeito se realimentam e a máquina
se sujeita a sucessivas falhas. No passado, os engenheiros de manutenção eram
capazes de reconhecer, pelo toque ou audição, se uma máquina estava funcionando
suavemente ou se estava caminhando para uma falha. Hoje em dia isso continua
sendo possível em muitos casos, como por exemplo, em empresas de pequeno
porte sem extrutura ou capital para investimento em aparelhos de medição de
51
vibração. Apesar se ser possível, atualmente isto se torna inviável por pelo menos
três motivos:
1. A relação pessoal entre o homem e a máquina não é mais
economicamente viável;
2. As máquinas são construídas para funcionarem automaticamente com o
mínimo de intervenção humana;
3. A grande maioria das máquinas modernas operam em velocidades tão
elevadas que são necessários instrumentos apropriados para detectar e
medir as vibrações e suas frequências.
4.2 O NÍVEL DE VIBRAÇÃO COMO INDICADOR DA SAÚDE DA MÁQUINA
A vibração também causa desgaste mais rápido de mancais e engrenagens provocando ruído excessivo e nos processos de usinagem pode causar trepidação, conduzindo a um pobre acabamento superficial, por exemplo. (SOEIRO, 2008, p. 4).
A vibração é normalmente um subproduto destrutivo da força cíclica
transmitida através de uma máquina, que gera desgastes e acelera a ocorrência de
falhas. Os elementos de máquinas que resistem a essas forças, como por exemplo,
os mancais, são normalmente acessíveis pelo lado externo da máquina, onde a
vibração resultante pode ser medida (MARA, 2004).
Na medida em que as forças de excitação permanecerem constantes, ou
variam dentro de limites, o nível de vibração medido também permanecerá
constante ou dentro de limites similares. Para a maioria das máquinas, a vibração
tem um nível típico e seu espectro de frequência,tem um formato característico,
estando a máquina em boas condições. Este espectro de frequência, representado
por um gráfico da amplitude em função da frequência, é conhecido como
“assinatura” da máquina e é obtido analisando-se em frequência o sinal de vibração
da máquina.
A partir do momento em que as falhas começam a se desenvolver, o
processo dinâmico na máquina sofre alteração pelas modificações no quadro de
forças presentes, influenciando, assim, o nível de vibração e a forma do espectro de
frequência.
52
Pelo fato dos sinais de vibração carregarem muita informação, relativa à
condição da máquina, é a base para o uso regular da medida e análise de vibração,
como um indicador da tendência da saúde da máquina e a necessidade de
manutenção.
Segundo Nepomuceno (1999), as vibrações mecânicas constituem um grupo
de fenômenos comuns que fazem parte das atividades do dia-a-dia, sendo
importante que os técnicos, engenheiros e todos envolvidos ou não com ciências
ditas exatas saibam algo sobre o assunto.
As vibrações estão presentes no nosso cotidiano. Várias coisas ao nosso
redor vibram, ou estão sujeitas a vibrações mecânicas. Muitas delas até podem ser
prejudiciais, o que torna importante o conhecimento sobre o assunto.
Para o fenômeno de vibração poder ser observado, é necessário que haja
uma posição de equilíbrio na partícula. “Uma vibração mecânica é o fenômeno
observado quando uma partícula executa movimento em torno de uma posição de
equilíbrio”. (NEPOMUCENO, 1999, p.229).
4.3 VIBRAÇÃO POR DESBALANCEAMENTO
A vibração pode aparecer por desbalanceamento, que segundo Nepomuceno
(1999, p. 14)
é um problema que aparece sempre em toda peça girante, em grau maior ou menor. Como existe o problema de dilatação térmica, um eixo e seu mancal devem ter, necessariamente, um pequeno ajuste, ou folga, destinados a lubrificação. Com isso, os centros das duas peças dificilmente coincidirão, havendo sempre uma pequena diferença. Tal desbalanceamento aparecerá sempre, mesmo utilizando-se materiais perfeitamente homogêneos usinagens com precisão e rigor tão grande quanto se queira.
Uma fonte comum de esforços dinâmicos em máquinas rotativas, de acordo
com Soeiro (2008), responsável pela geração de vibração é o desbalanceamento
que é provocado por alguns desequilíbrios de massa devido a diversas causas
como: assimetria, tolerâncias dimensionais, desvios de forma, imperfeições da
53
matéria prima e da montagem. Qualquer uma destas causas ou uma combinação
das mesmas pode gerar desbalanceamento.
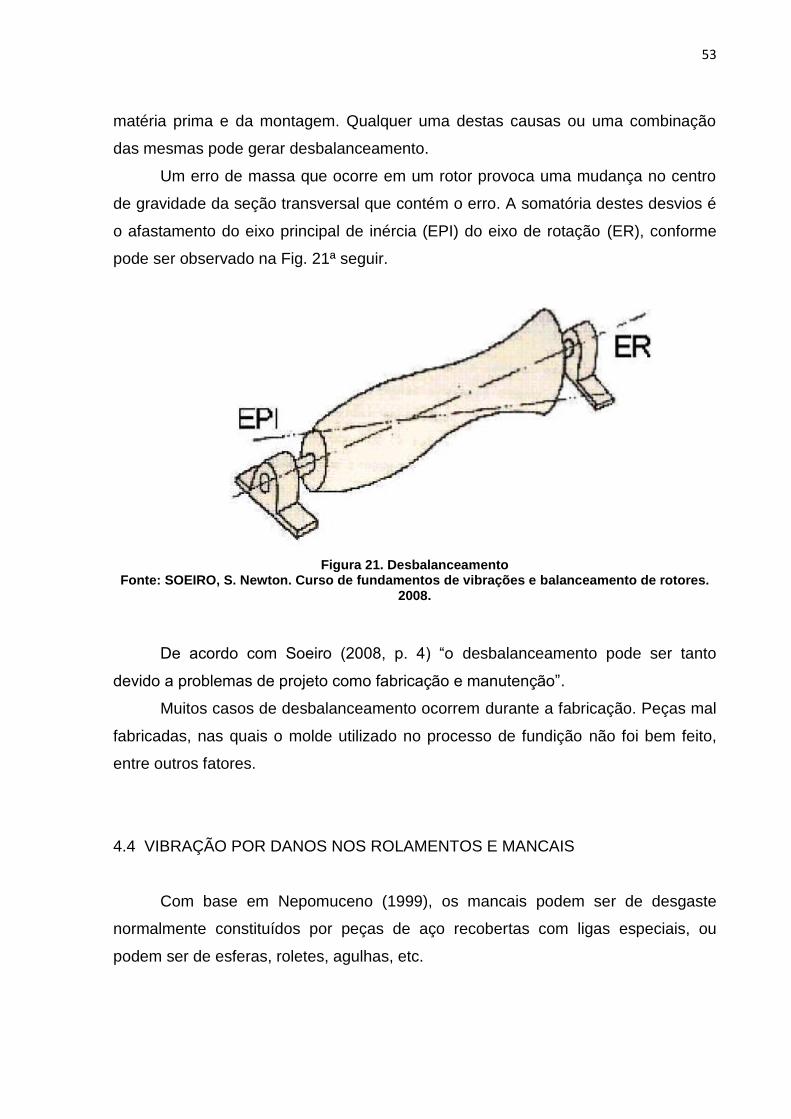
Um erro de massa que ocorre em um rotor provoca uma mudança no centro
de gravidade da seção transversal que contém o erro. A somatória destes desvios é
o afastamento do eixo principal de inércia (EPI) do eixo de rotação (ER), conforme
pode ser observado na Fig. 21ª seguir.
Figura 21. Desbalanceamento Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
De acordo com Soeiro (2008, p. 4) “o desbalanceamento pode ser tanto
devido a problemas de projeto como fabricação e manutenção”.
Muitos casos de desbalanceamento ocorrem durante a fabricação. Peças mal
fabricadas, nas quais o molde utilizado no processo de fundição não foi bem feito,
entre outros fatores.
4.4 VIBRAÇÃO POR DANOS NOS ROLAMENTOS E MANCAIS
Com base em Nepomuceno (1999), os mancais podem ser de desgaste
normalmente constituídos por peças de aço recobertas com ligas especiais, ou
podem ser de esferas, roletes, agulhas, etc.
54
Mancais de desgaste
De acordo com Nepomuceno (1999), nos mancais de desgaste detectam-se
frequências normalmente de faixa larga, a amplitude apresenta-se flutuante tendo
como plano dominante o radial. A amplitude de vibração aumenta à medida em que
o mancal se degrada. A envoltória apresenta energia elevada na linha de base,
indicando frequências inferiores a uma, duas e três vezes a rotação do eixo.
4.5 ROLAMENTOS DE ESFERAS E DE ROLOS
Esses rolamentos, seguno Nepomuceno (1999), constituem parte integrante
de praticamente toda máquina ou equipamento, desde as mais simples ás mais
complexas. Quando comparado ao custo da máquina ou equipamento, o rolamento
representa importância desprezível. Entretanto, um rolamento de poucos reais
quando apresenta defeito grave, pode paralizar um equipamento no valor de alguns
milhões de reais, como realmente paraliza.
Por tal razão, a manutenção preditiva apresenta resultados altamente
compensadores somente quando prediz, com uma antecedência razoável (entre
duas e oito semanas),o momento em que um rolamento deverá ser substituído para
evitar a interrupção da produção.
Os defeitos ou irregularidades que aparecem nos rolamentos constistem na
deterioração das pistas externa ou interna, ou mesmo nas duas. Ao passar sobre
tais irregularidades, produzirão-se choques que dão origem a vibrações, cujas
amplitudes dependem da condição das pistas. As causas mais comuns dos estragos
dos rolamentos são:
Sobrecarga
Desbalanceamento
Variações bruscas de temperatura
Lubrificação inadequada
Partículas abrasivas ou corrosivas no lubrificante
Erro de projeto, utilizando o rolamento inadequado à função
Desgaste pelo uso (fadiga do material)
Nepomuceno (1999), afirma que a danificação do rolamento pode ser tanto na
pista externa como na interna, assim como nas esferas ou roletes. Como geralmente
55
os redutores e engrenagens estão apoiados em rolamentos via eixos, as vibrações
irão causar danos nos mesmos. Tais danos podem ser ondulações nas pistas ou
deformação das esferas ou rolos.
Pode se observar que a detecção de defeitos incipientes está relacionada
intimamente com a observação das causas básicas dos defeitos. Detectar um
defeito nos estágios iniciais permite que sejam tomadas providências, evitando na
grande maioria dos casos prejuízos, e permite que o reparo seja programado, com
várias vantagens.
Um programa de manutenção preditiva bem estabelecido evita paradas não-
programadas e inesperadas dando maior confiabilidade a qualquer sistema
produtivo que adote essa técnica. O simples fato de de evitar consertos não
programados e eliminar situações catastróficas é algo de valor inestimável à
produção e à programação econômica de qualquer empreendimento.
A partir do momento em que as causas básicas das irregularidades forem
verificadas e controladas, a situação passa a ser bem mais tranquila em todos os
níveis da unidade, seja técnica, produtiva, administrativa ou financeira.
4.6 ANÁLISE DE VIBRAÇÕES
“Um corpo é dito estar vibrando quando ele descreve um movimento de
oscilação em torno de uma posição de referência”. (CARGILL DO BRASIL, 2003,
p.4).
Toda máquina apresenta um determinado nível de ruído e vibração, devido a operação e as vibrações externas. Porém uma pequena parcela dessas vibrações e ruídos é causada por defeitos mecânicos, ou excitações secundárias perturbadoras. O acréscimo dessas vibrações é um primeiro sinal de uma falha. (MICHALAK, 2004, p.2).
De acordo com os autores citados, percebe-se que é normal ocorrerem
vibrações em uma máquina ou equipamento que está em funcionamento, mas deve
se ficar atento quanto a essa vibração. Se a vibração começar a aumentar, pode se
saber que há algo errado na máquina e então é necessário fazer as devidas
correções para evitar uma quebra ou parada inesperada posteriormente.
56
É muito importante frisar que a análise vibracional é um processo de averiguação das condições (saúde) do equipamento no qual devemos usar a metodologia de descarte, ou seja, devemos identificar os problemas que seguramente não estejam ocorrendo no momento, procurando identificar características que descartem essas possibilidades, restando portanto as causas mais prováveis. (MICHALAK,2004, p.2).
O foco principal em uma análise de vibrações deve ser o problema que pode
estar ocorrendo, ou seja, deve se descartar preocupações com os problemas
inexistentes no momento e focar-se em falhas que de fato estão acontecendo, para
então buscar a correção dos mesmos.
4.7 FONTES DE VIBRAÇÃO
De acordo coma apostila de manutenção preditiva da Cargill do Brasil (2003),
os principais fatores que levam o equipamento a gerar vibrações são o
desbalanceamento, desalinhamento (eixos/correias/correntes), folgas generalizadas,
dentes de engrenagens, campo elétrico desequilibrado e corrente elétrica. Os efeitos
desses fatores no equipamento são: altos riscos de acidentes, desgaste prematuro
de componentes, quebras inesperadas, aumento de custos de manutenção, entre
outros.
Pode se perceber que são vários os fatores que podem gerar vibração
mecânica em um equipamento e que as consequências desses fatores são bem
significativos. Um desgaste prematuro, ou uma quebra inesperada que geraria a
parada da produção pode ser evitada pela análise de vibrações. Por isso é de
extrema importância fazer tal análise no equipamento regularmente, para poder
corrigir essas irregularidades.
Segundo a apostila de manutenção preditiva da Cargill do Brasil (2003), há
três parâmetros com os quais a vibração pode ser medida, são eles: deslocamento,
velocidade e aceleração. Sendo que o deslocamento é utilizado para identificar
vibração por desbalanceamento e desalinhamento.
A velocidade é utilizada para identificar vibração por desbalanceamento,
desalinhamento, folgas, falta de rigidez, excentricidade, problemas elétricos,
vibração hidráulica, vibração hidrodinâmica, correias defeituosas, rolamentos
defeituosos, engrenagens defeituosas.
57
A aceleração também é utilizada para identificar vibração por
desbalanceamento, desalinhamento, folgas, além de problemas elétricos, problemas
em rolamentos, sendo que essa pode ser medida em dois níveis, aceleração RMS
(Root Mean Square, ou em português Raíz Média Quadrática) que é medida até
uma frequência de 10000 (Hz), e aceleração pico a pico que é feita em função do
tempo para analisar impactos anormais de qualquer natureza.
Um sistema de analise de vibrações pode minimizar o número de quebras de todos equipamentos mecânicos de uma planta industrial e assegurar que os equipamentos reparados estejam em condições mecânicas aceitáveis. Podendo identificar problemas mecânicos antes que se tornem mais sérios, já que a maioria dos problemas mecânicos pode ser minimizada se detectados com antecedência. (MICHALAK,2004, p.2).
De acordo com a apostila de manutenção preditiva da Cargill do Brasil (2003),
pode se conseguir um controle dos fenômenos de vibração através de três
procedimentos: eliminação das fontes, isolamento das partes e atenuação da
resposta.
A eliminação das fontes consiste em fazer o balanceamento e o alinhamento
do equipamento, trocar as peças que apresentem algum defeito, apertar as partes
do equipamento identificando se há alguma base solta.
O isolamento das partes consiste em isolar as partes do equipamento através
da colocação de um amortecedor entre as partes de modo a reduzir sua vibração.
A atenuação da resposta consiste em fazer alguma alteração na estrutura do
equipamento, pode ser feito através de algum reforço, colocação de massa, entre
outras formas.
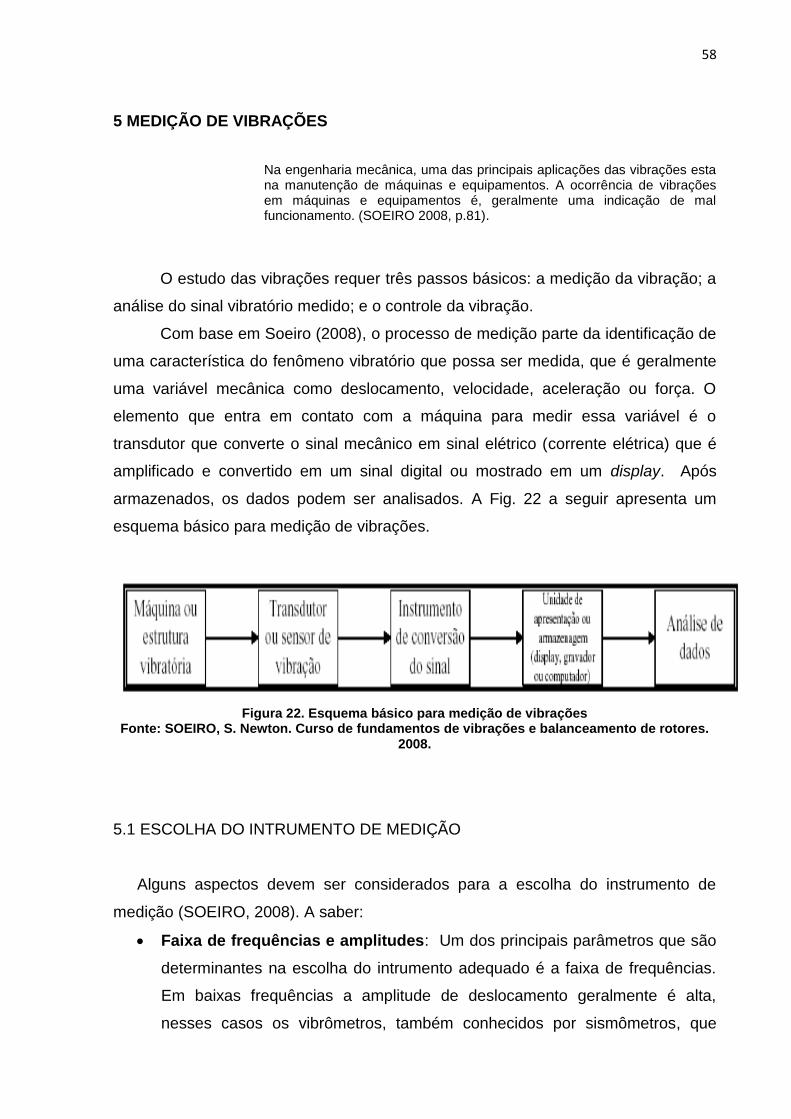
58
5 MEDIÇÃO DE VIBRAÇÕES
Na engenharia mecânica, uma das principais aplicações das vibrações esta na manutenção de máquinas e equipamentos. A ocorrência de vibrações em máquinas e equipamentos é, geralmente uma indicação de mal funcionamento. (SOEIRO 2008, p.81).
O estudo das vibrações requer três passos básicos: a medição da vibração; a
análise do sinal vibratório medido; e o controle da vibração.
Com base em Soeiro (2008), o processo de medição parte da identificação de
uma característica do fenômeno vibratório que possa ser medida, que é geralmente
uma variável mecânica como deslocamento, velocidade, aceleração ou força. O
elemento que entra em contato com a máquina para medir essa variável é o
transdutor que converte o sinal mecânico em sinal elétrico (corrente elétrica) que é
amplificado e convertido em um sinal digital ou mostrado em um display. Após
armazenados, os dados podem ser analisados. A Fig. 22 a seguir apresenta um
esquema básico para medição de vibrações.
Figura 22. Esquema básico para medição de vibrações Fonte: SOEIRO, S. Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
5.1 ESCOLHA DO INTRUMENTO DE MEDIÇÃO
Alguns aspectos devem ser considerados para a escolha do instrumento de
medição (SOEIRO, 2008). A saber:
Faixa de frequências e amplitudes: Um dos principais parâmetros que são
determinantes na escolha do intrumento adequado é a faixa de frequências.
Em baixas frequências a amplitude de deslocamento geralmente é alta,
nesses casos os vibrômetros, também conhecidos por sismômetros, que
59
medem o deslocamento de um corpo vibratório, são indicados para fazer a
medição. Já em altas frequências as amplitudes de deslocamento são baixas
e as amplitudes da aceleração são altas, nestes casos os acelerômetros são
mais indicados para as medições. Os medidores de velocidade são de
aplicação geral, pois apresentam desempenho significativo em baixa e em
alta frequência. Os medidores de velocidade são de fácil e barata construção,
por isso são bastante usados.
Tamanho da máquina ou estrutura: É importante observar os tamanhos de
máquinas e estrututas, pois intrumentos com grandes massas comparadas
com as massas dos objetos de medição podem ter influência na medição das
vibrações.
Condição de operação da máquina: Condições de funcionamento severas,
experimentadas por máquinas que operam em ambientes corrosivos ou
abrasivos, por exemplo, podem impedir que intrumentos sofisticados sejam
utilizados. É importante que os intrumentos não sejam danificados durante a
medição, pois isto pode alterar os valores medidos.
Tipo da análise dos dados: A forma com que os dados gerados serão
analisados é fundamental para a escolha do intrumento de medição. Vários
detalhes no processo de medição estão condicionados pela análise que será
realizada. Isto pode fazer com que determinado instrumento possa ser
escolhido, por apresentar os dados de uma forma mais apropriada para
análise pretendida.
5.2 TRANSDUTORES PIEZELÉTRICOS
Transdutores piezelétricos são aqueles que utilizam materiais naturais ou artificiais, como quartzo, turmalina, sulfato de lítio e sal de rochelle, que geram carga elétrica quando submetidos a uma deformação.(SOEIRO, 2008, p. 85).
Com base em Rao (2009), a carga elétrica desaparece quando a carga
mecânica é eliminada. A carga gerada no cristal resultante de uma força Fx é dada
por:
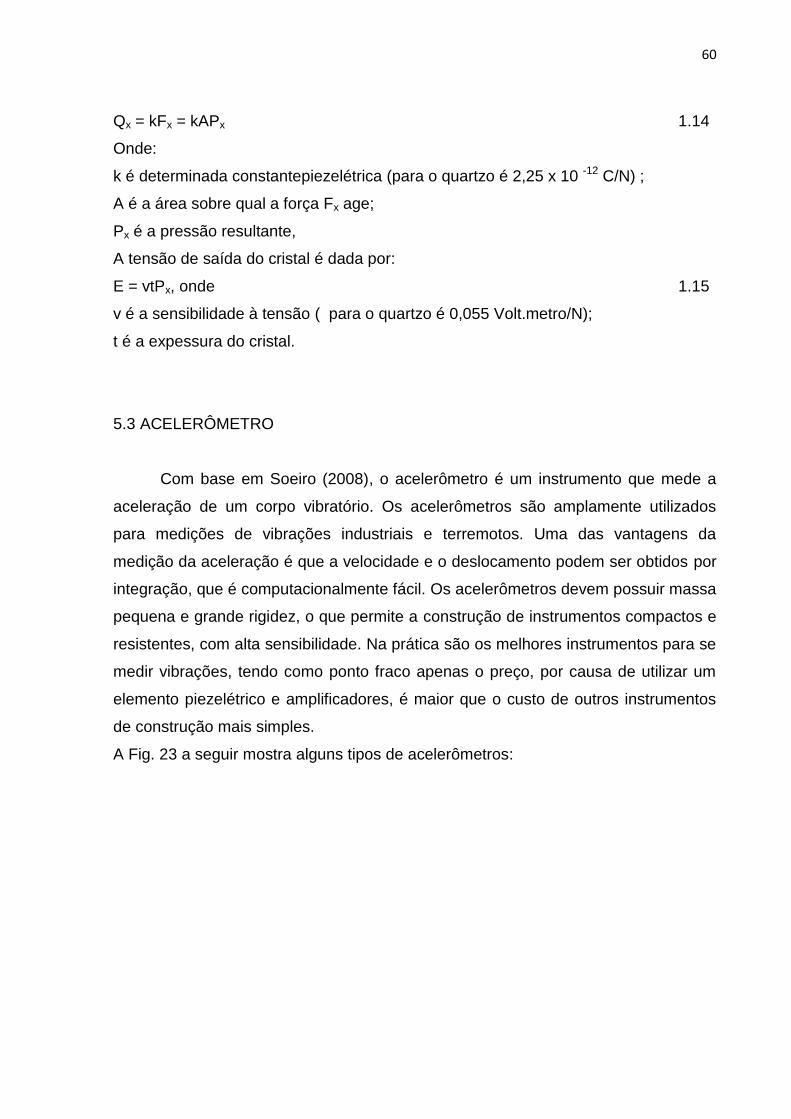
60
Qx = kFx = kAPx 1.14
Onde:
k é determinada constantepiezelétrica (para o quartzo é 2,25 x 10 -12 C/N) ;
A é a área sobre qual a força Fx age;
Px é a pressão resultante,
A tensão de saída do cristal é dada por:
E = vtPx, onde 1.15
v é a sensibilidade à tensão ( para o quartzo é 0,055 Volt.metro/N);
t é a expessura do cristal.
5.3 ACELERÔMETRO
Com base em Soeiro (2008), o acelerômetro é um instrumento que mede a
aceleração de um corpo vibratório. Os acelerômetros são amplamente utilizados
para medições de vibrações industriais e terremotos. Uma das vantagens da
medição da aceleração é que a velocidade e o deslocamento podem ser obtidos por
integração, que é computacionalmente fácil. Os acelerômetros devem possuir massa
pequena e grande rigidez, o que permite a construção de instrumentos compactos e
resistentes, com alta sensibilidade. Na prática são os melhores instrumentos para se
medir vibrações, tendo como ponto fraco apenas o preço, por causa de utilizar um
elemento piezelétrico e amplificadores, é maior que o custo de outros instrumentos
de construção mais simples.
A Fig. 23 a seguir mostra alguns tipos de acelerômetros:
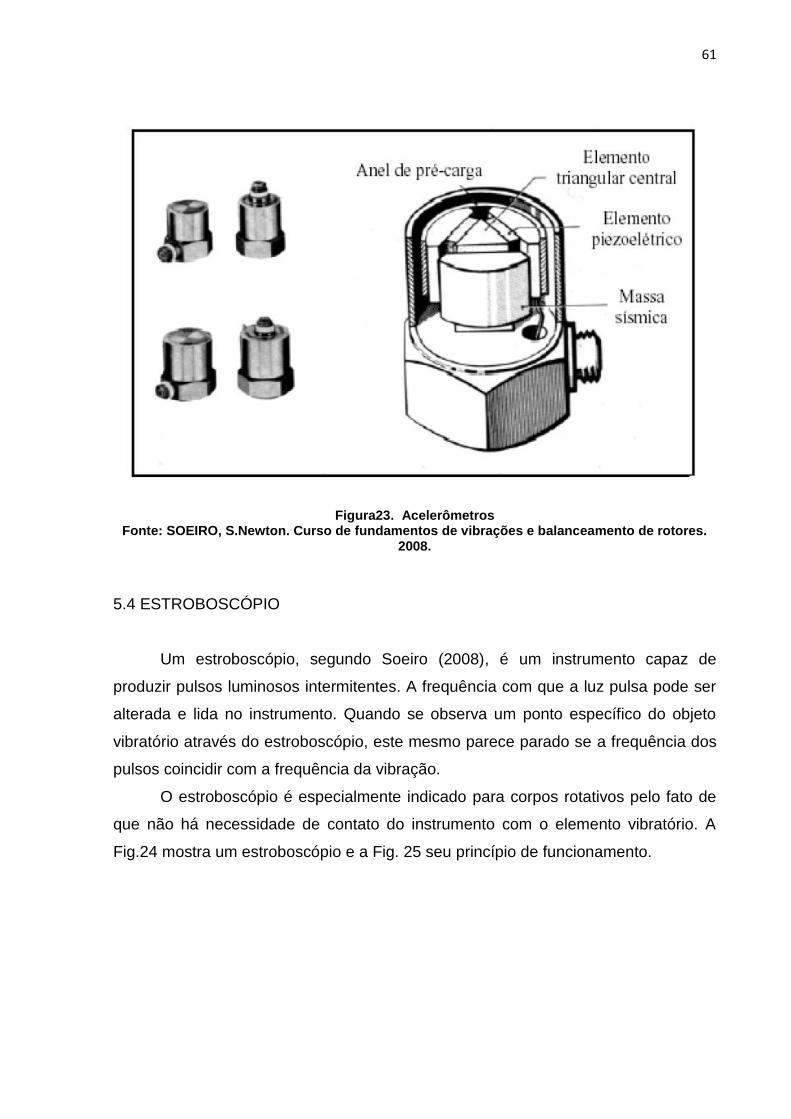
61
Figura23. Acelerômetros Fonte: SOEIRO, S.Newton. Curso de fundamentos de vibrações e balanceamento de rotores.
2008.
5.4 ESTROBOSCÓPIO
Um estroboscópio, segundo Soeiro (2008), é um instrumento capaz de
produzir pulsos luminosos intermitentes. A frequência com que a luz pulsa pode ser
alterada e lida no instrumento. Quando se observa um ponto específico do objeto
vibratório através do estroboscópio, este mesmo parece parado se a frequência dos
pulsos coincidir com a frequência da vibração.
O estroboscópio é especialmente indicado para corpos rotativos pelo fato de
que não há necessidade de contato do instrumento com o elemento vibratório. A
Fig.24 mostra um estroboscópio e a Fig. 25 seu princípio de funcionamento.
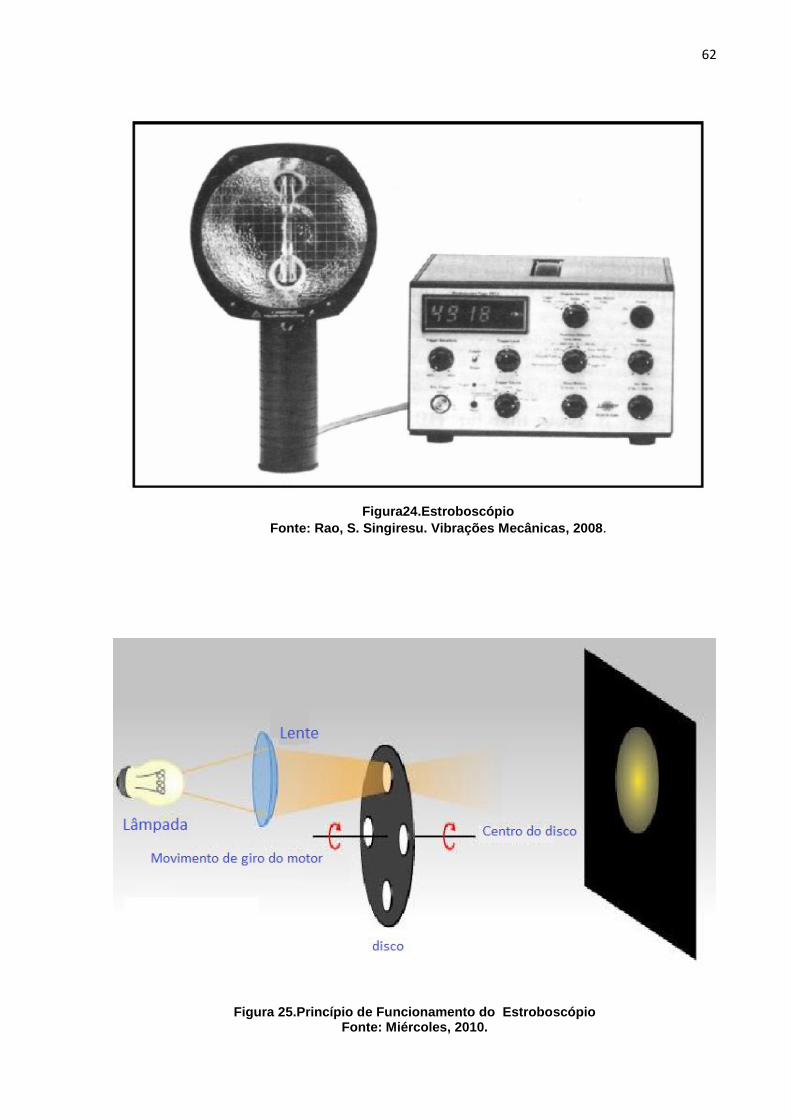
62
Figura24.Estroboscópio
Fonte: Rao, S. Singiresu. Vibrações Mecânicas, 2008.
Figura 25.Princípio de Funcionamento do Estroboscópio Fonte: Miércoles, 2010.
63
5.5 PONTOS DE MEDIÇÃO
Nepomuceno (1999), afirma que a vibração possui além da amplitude três
direções ortogonais, sendo de importância fundamental saber as amplitudes em
cada direção ao se analisar o sinal global presente no equipamento.
É importante observar que a escolha dos pontos de aplicação dos dispositivos
de medida e análise de vibrações constitui o fator criticamente fundamental para o
sucesso de um programa de análise ou monitoramento de vibração de máquinas.
Normalmente os mancais constituem pontos obrigatórios de medida e análise
de vibrações, pois possuem componentes considerados críticos em praticamente
todas as máquinas ou equipamentos e são nessas regiões que se localizam as
cargas dinâmicas e forças maiores existentes no maquinário.
A obtenção da assinatura completa da vibração de um equipamento qualquer
exige a medição e análise em três eixos ortogonais, uma em cada ponto e com o
equipamento operando normalmente. Mas nos casos usuais, apenas duas medições
e análises nas direções axial e radial permitem obter praticamente todas as
informações que se precisa.
64
6 MATERIAIS E MÉTODOS
A problemática da pesquisa remete a uma abordagem qualitativa, já que o
foco de interesse tem caráter de compreensão acerca da manutenção de
compressores através da análise de vibrações.
Após a realização da fundamentação teórica iniciou se a medição de
vibrações em um compressor de parafuso na empresa escolhida através do medidor
de vibrações, para a retirada de dados para análises posteriores.
O instrumento utilizado para detectar essas vibrações é o medidor de
vibrações que possui um acelerômetro. Os acelerômetros são sensores que
convertem algum movimento ou aceleração em sinais elétricos.
Em seguida os dados coletados foram analisados e conclusões foram
tiradas dos mesmos. As causas das vibrações foram observadas e a correção de
possíveis falhas no equipamento foram levadas em consideração.
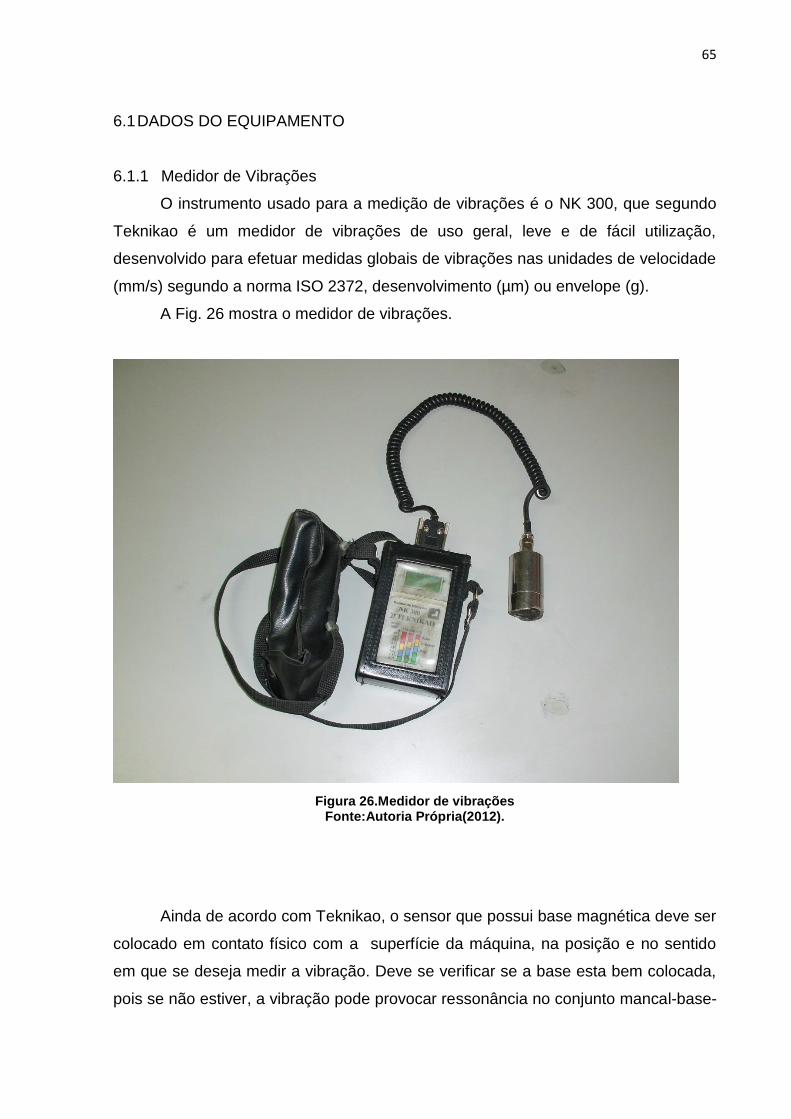
65
6.1 DADOS DO EQUIPAMENTO
6.1.1 Medidor de Vibrações
O instrumento usado para a medição de vibrações é o NK 300, que segundo
Teknikao é um medidor de vibrações de uso geral, leve e de fácil utilização,
desenvolvido para efetuar medidas globais de vibrações nas unidades de velocidade
(mm/s) segundo a norma ISO 2372, desenvolvimento (µm) ou envelope (g).
A Fig. 26 mostra o medidor de vibrações.
Figura 26.Medidor de vibrações Fonte:Autoria Própria(2012).
Ainda de acordo com Teknikao, o sensor que possui base magnética deve ser
colocado em contato físico com a superfície da máquina, na posição e no sentido
em que se deseja medir a vibração. Deve se verificar se a base esta bem colocada,
pois se não estiver, a vibração pode provocar ressonância no conjunto mancal-base-
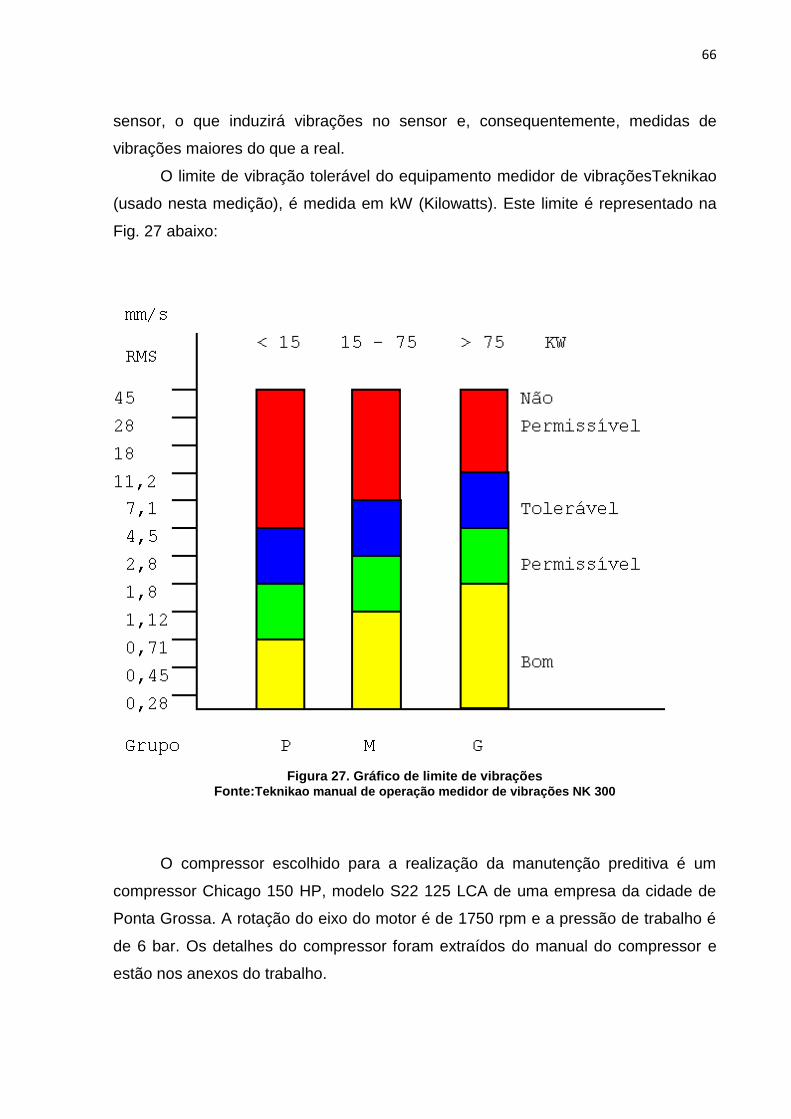
66
sensor, o que induzirá vibrações no sensor e, consequentemente, medidas de
vibrações maiores do que a real.
O limite de vibração tolerável do equipamento medidor de vibraçõesTeknikao
(usado nesta medição), é medida em kW (Kilowatts). Este limite é representado na
Fig. 27 abaixo:
Figura 27. Gráfico de limite de vibrações Fonte:Teknikao manual de operação medidor de vibrações NK 300
O compressor escolhido para a realização da manutenção preditiva é um
compressor Chicago 150 HP, modelo S22 125 LCA de uma empresa da cidade de
Ponta Grossa. A rotação do eixo do motor é de 1750 rpm e a pressão de trabalho é
de 6 bar. Os detalhes do compressor foram extraídos do manual do compressor e
estão nos anexos do trabalho.
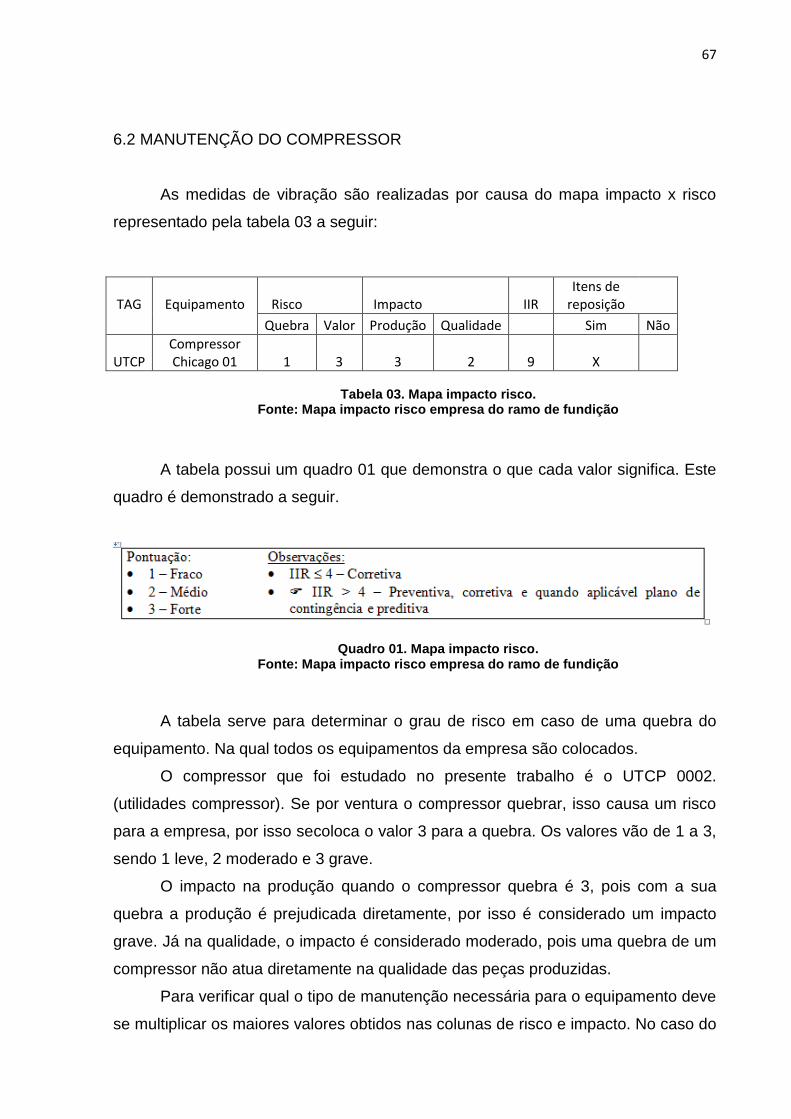
67
6.2 MANUTENÇÃO DO COMPRESSOR
As medidas de vibração são realizadas por causa do mapa impacto x risco
representado pela tabela 03 a seguir:
TAG Equipamento Risco Impacto IIR Itens de
reposição
Quebra Valor Produção Qualidade Sim Não
UTCP Compressor Chicago 01 1 3 3 2 9 X
Tabela 03. Mapa impacto risco.
Fonte: Mapa impacto risco empresa do ramo de fundição
A tabela possui um quadro 01 que demonstra o que cada valor significa. Este
quadro é demonstrado a seguir.
Quadro 01. Mapa impacto risco. Fonte: Mapa impacto risco empresa do ramo de fundição
A tabela serve para determinar o grau de risco em caso de uma quebra do
equipamento. Na qual todos os equipamentos da empresa são colocados.
O compressor que foi estudado no presente trabalho é o UTCP 0002.
(utilidades compressor). Se por ventura o compressor quebrar, isso causa um risco
para a empresa, por isso secoloca o valor 3 para a quebra. Os valores vão de 1 a 3,
sendo 1 leve, 2 moderado e 3 grave.
O impacto na produção quando o compressor quebra é 3, pois com a sua
quebra a produção é prejudicada diretamente, por isso é considerado um impacto
grave. Já na qualidade, o impacto é considerado moderado, pois uma quebra de um
compressor não atua diretamente na qualidade das peças produzidas.
Para verificar qual o tipo de manutenção necessária para o equipamento deve
se multiplicar os maiores valores obtidos nas colunas de risco e impacto. No caso do
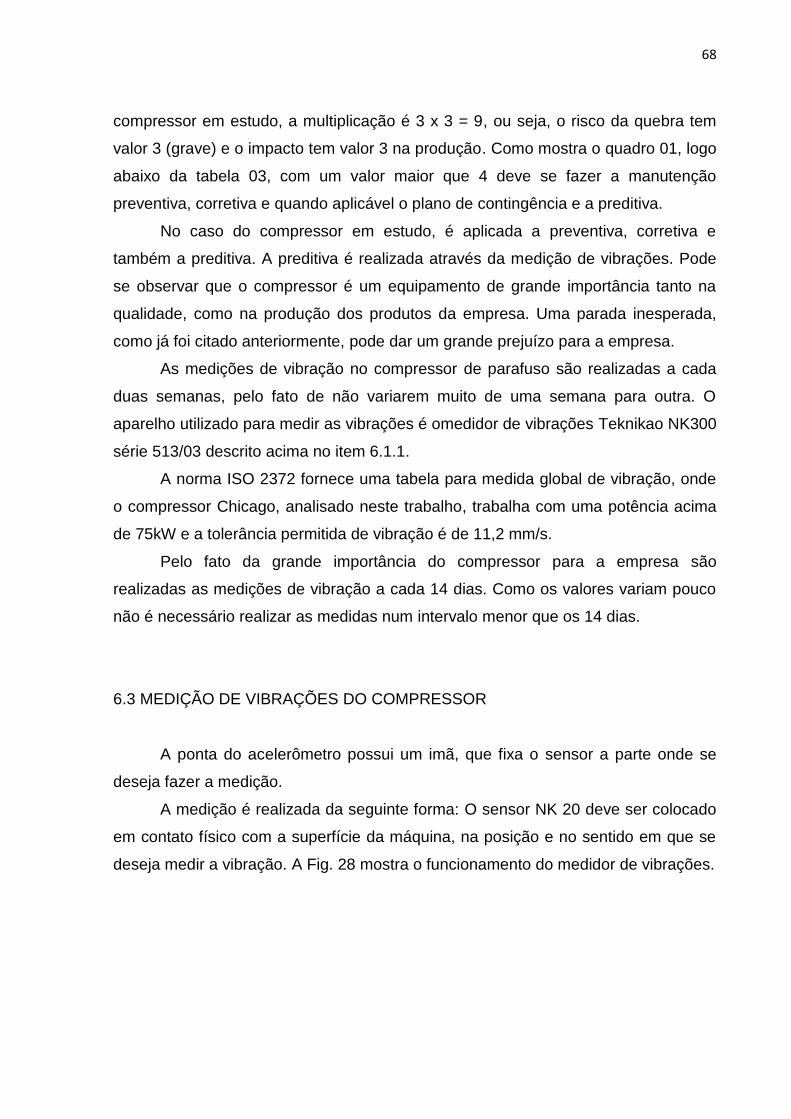
68
compressor em estudo, a multiplicação é 3 x 3 = 9, ou seja, o risco da quebra tem
valor 3 (grave) e o impacto tem valor 3 na produção. Como mostra o quadro 01, logo
abaixo da tabela 03, com um valor maior que 4 deve se fazer a manutenção
preventiva, corretiva e quando aplicável o plano de contingência e a preditiva.
No caso do compressor em estudo, é aplicada a preventiva, corretiva e
também a preditiva. A preditiva é realizada através da medição de vibrações. Pode
se observar que o compressor é um equipamento de grande importância tanto na
qualidade, como na produção dos produtos da empresa. Uma parada inesperada,
como já foi citado anteriormente, pode dar um grande prejuízo para a empresa.
As medições de vibração no compressor de parafuso são realizadas a cada
duas semanas, pelo fato de não variarem muito de uma semana para outra. O
aparelho utilizado para medir as vibrações é omedidor de vibrações Teknikao NK300
série 513/03 descrito acima no item 6.1.1.
A norma ISO 2372 fornece uma tabela para medida global de vibração, onde
o compressor Chicago, analisado neste trabalho, trabalha com uma potência acima
de 75kW e a tolerância permitida de vibração é de 11,2 mm/s.
Pelo fato da grande importância do compressor para a empresa são
realizadas as medições de vibração a cada 14 dias. Como os valores variam pouco
não é necessário realizar as medidas num intervalo menor que os 14 dias.
6.3 MEDIÇÃO DE VIBRAÇÕES DO COMPRESSOR
A ponta do acelerômetro possui um imã, que fixa o sensor a parte onde se
deseja fazer a medição.
A medição é realizada da seguinte forma: O sensor NK 20 deve ser colocado
em contato físico com a superfície da máquina, na posição e no sentido em que se
deseja medir a vibração. A Fig. 28 mostra o funcionamento do medidor de vibrações.
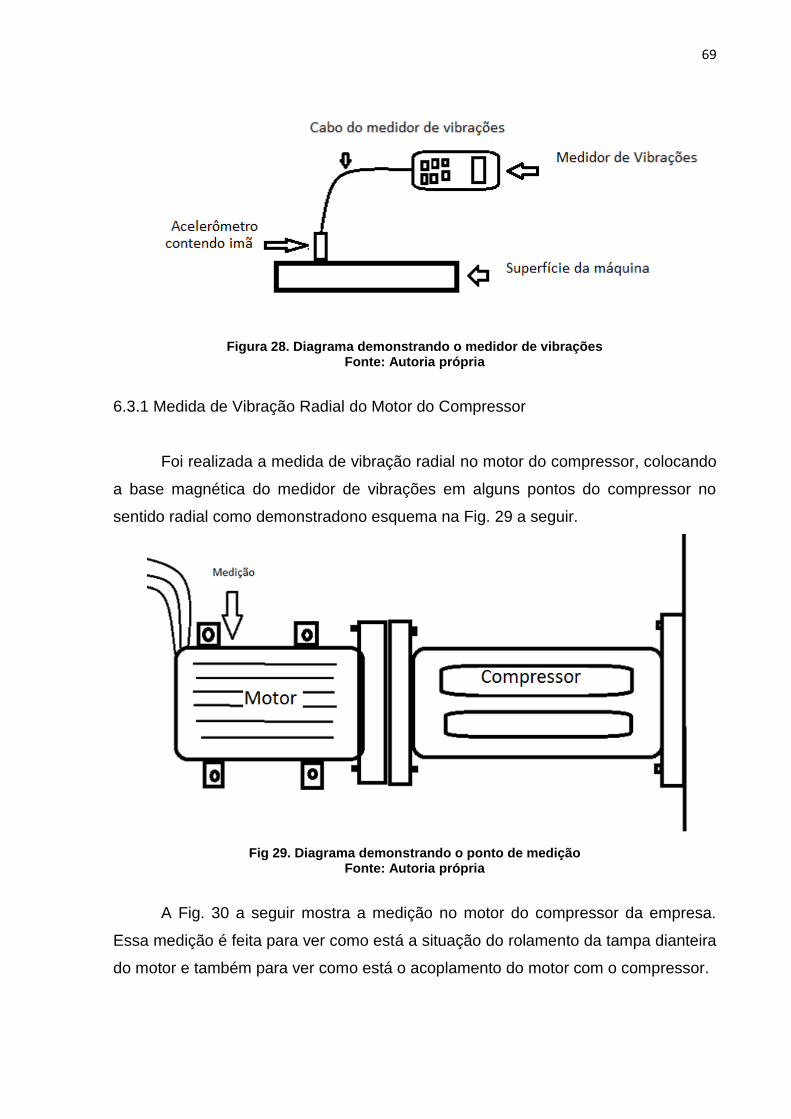
69
Figura 28. Diagrama demonstrando o medidor de vibrações Fonte: Autoria própria
6.3.1 Medida de Vibração Radial do Motor do Compressor
Foi realizada a medida de vibração radial no motor do compressor, colocando
a base magnética do medidor de vibrações em alguns pontos do compressor no
sentido radial como demonstradono esquema na Fig. 29 a seguir.
Fig 29. Diagrama demonstrando o ponto de medição Fonte: Autoria própria
A Fig. 30 a seguir mostra a medição no motor do compressor da empresa.
Essa medição é feita para ver como está a situação do rolamento da tampa dianteira
do motor e também para ver como está o acoplamento do motor com o compressor.
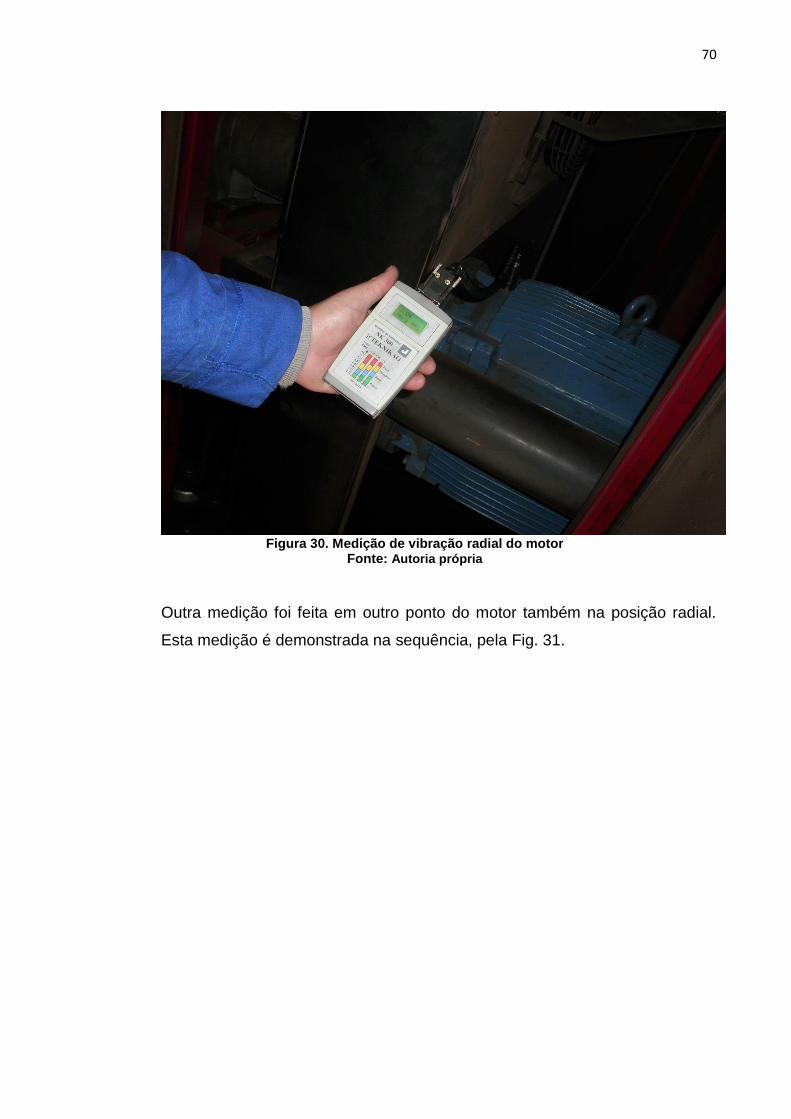
70
Figura 30. Medição de vibração radial do motor
Fonte: Autoria própria
Outra medição foi feita em outro ponto do motor também na posição radial.
Esta medição é demonstrada na sequência, pela Fig. 31.
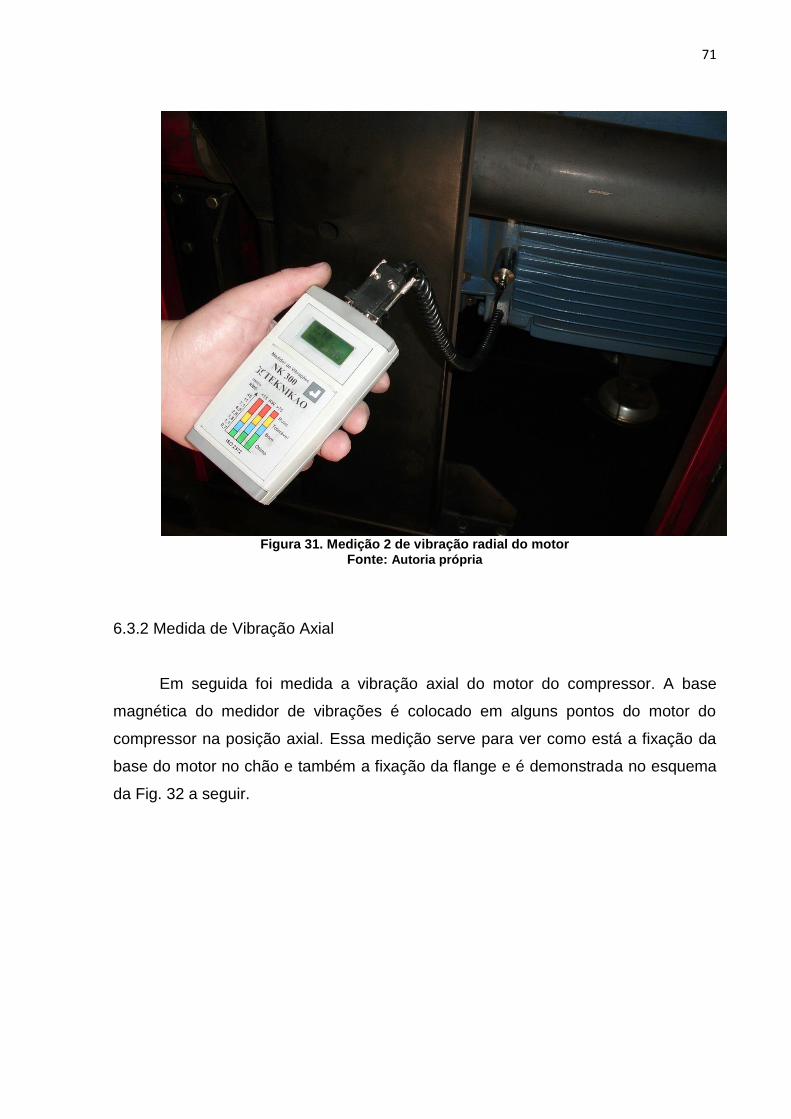
71
Figura 31. Medição 2 de vibração radial do motor
Fonte: Autoria própria
6.3.2 Medida de Vibração Axial
Em seguida foi medida a vibração axial do motor do compressor. A base
magnética do medidor de vibrações é colocado em alguns pontos do motor do
compressor na posição axial. Essa medição serve para ver como está a fixação da
base do motor no chão e também a fixação da flange e é demonstrada no esquema
da Fig. 32 a seguir.
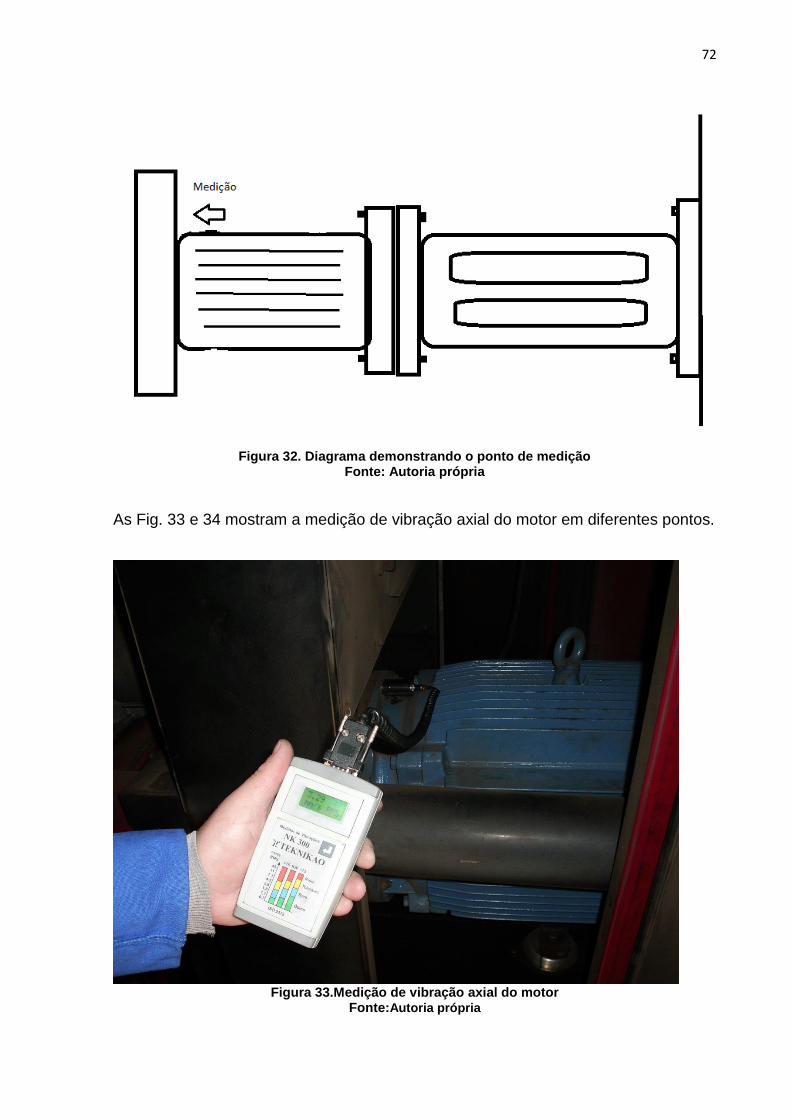
72
Figura 32. Diagrama demonstrando o ponto de medição Fonte: Autoria própria
As Fig. 33 e 34 mostram a medição de vibração axial do motor em diferentes pontos.
Figura 33.Medição de vibração axial do motor
Fonte:Autoria própria
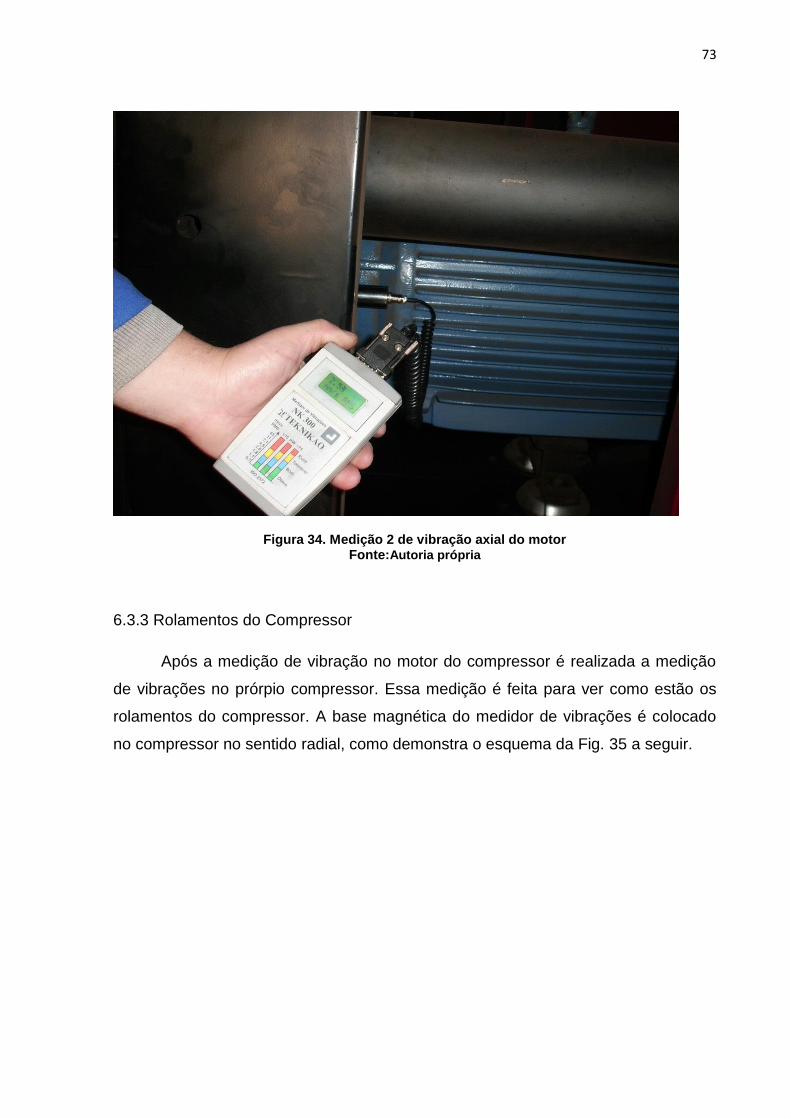
73
Figura 34. Medição 2 de vibração axial do motor Fonte:Autoria própria
6.3.3 Rolamentos do Compressor
Após a medição de vibração no motor do compressor é realizada a medição
de vibrações no prórpio compressor. Essa medição é feita para ver como estão os
rolamentos do compressor. A base magnética do medidor de vibrações é colocado
no compressor no sentido radial, como demonstra o esquema da Fig. 35 a seguir.
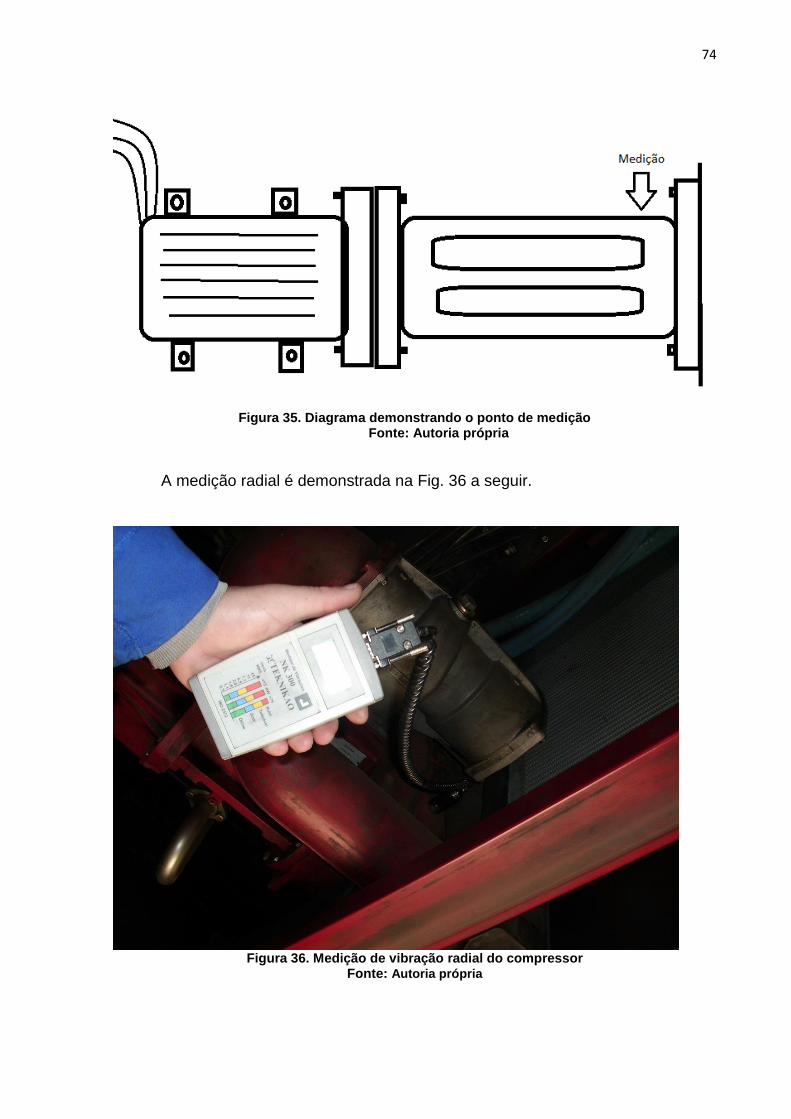
74
Figura 35. Diagrama demonstrando o ponto de medição Fonte: Autoria própria
A medição radial é demonstrada na Fig. 36 a seguir.
Figura 36. Medição de vibração radial do compressor
Fonte: Autoria própria
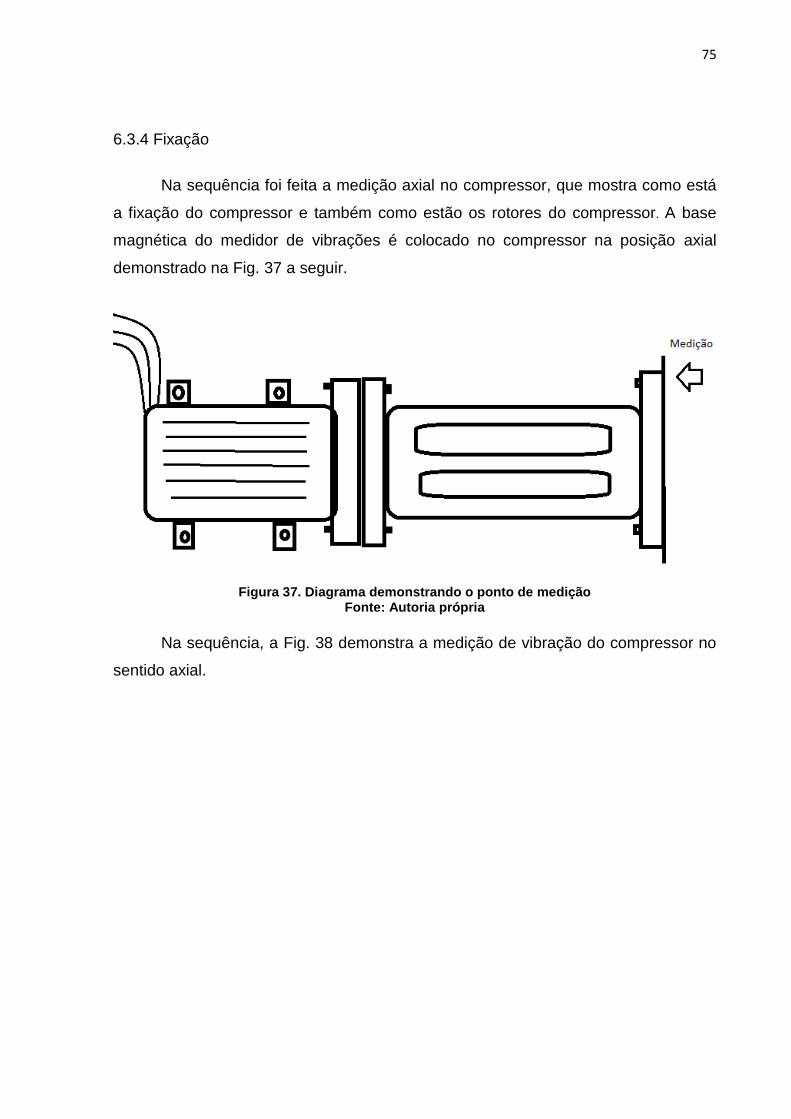
75
6.3.4 Fixação
Na sequência foi feita a medição axial no compressor, que mostra como está
a fixação do compressor e também como estão os rotores do compressor. A base
magnética do medidor de vibrações é colocado no compressor na posição axial
demonstrado na Fig. 37 a seguir.
Figura 37. Diagrama demonstrando o ponto de medição Fonte: Autoria própria
Na sequência, a Fig. 38 demonstra a medição de vibração do compressor no
sentido axial.
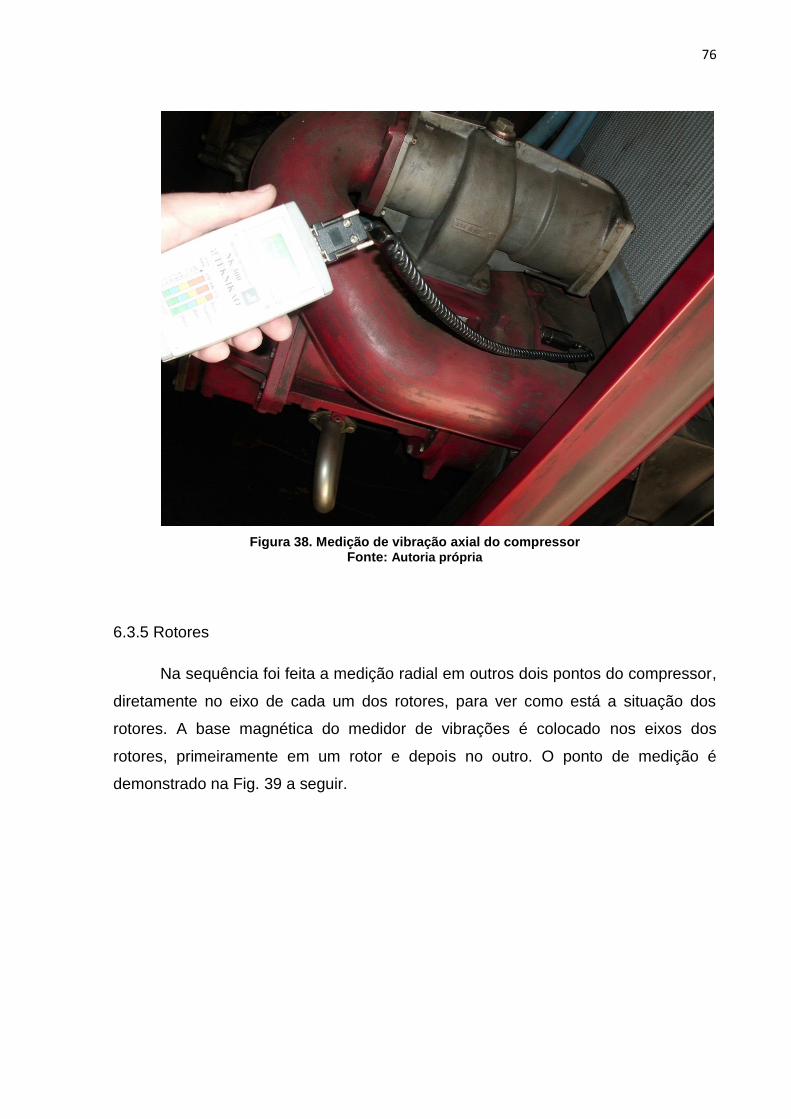
76
Figura 38. Medição de vibração axial do compressor Fonte: Autoria própria
6.3.5 Rotores
Na sequência foi feita a medição radial em outros dois pontos do compressor,
diretamente no eixo de cada um dos rotores, para ver como está a situação dos
rotores. A base magnética do medidor de vibrações é colocado nos eixos dos
rotores, primeiramente em um rotor e depois no outro. O ponto de medição é
demonstrado na Fig. 39 a seguir.
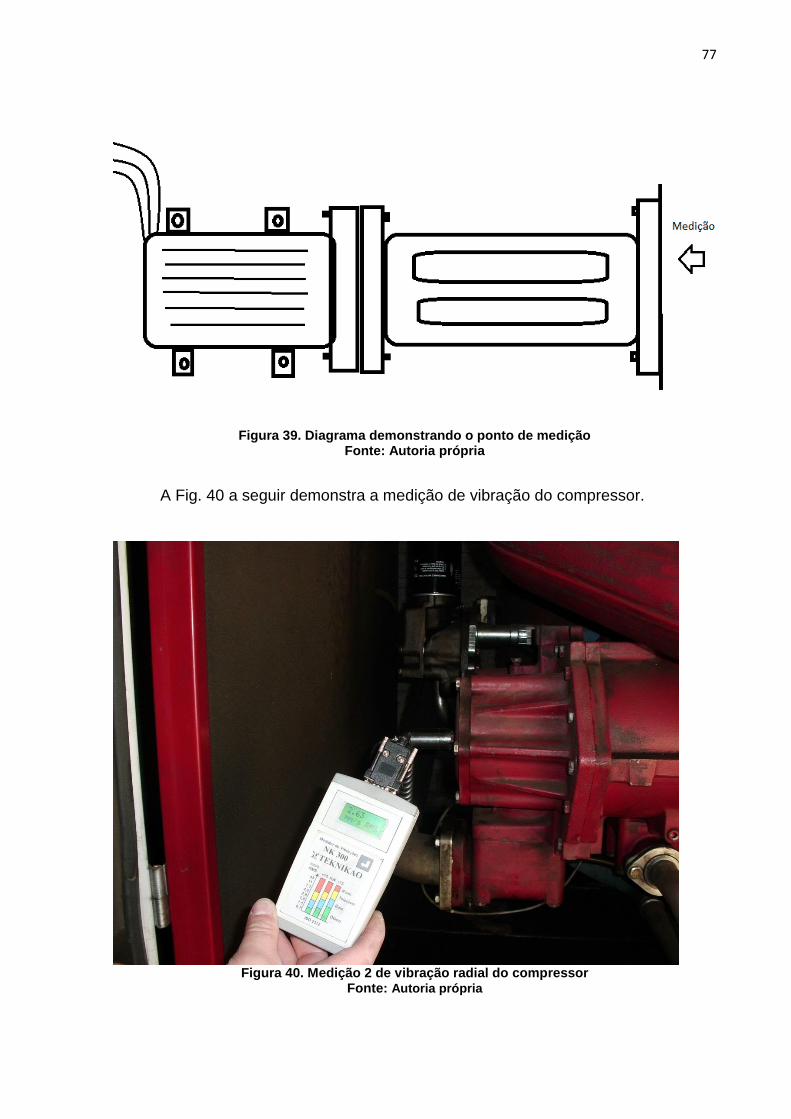
77
Figura 39. Diagrama demonstrando o ponto de medição Fonte: Autoria própria
A Fig. 40 a seguir demonstra a medição de vibração do compressor.
Figura 40. Medição 2 de vibração radial do compressor
Fonte: Autoria própria
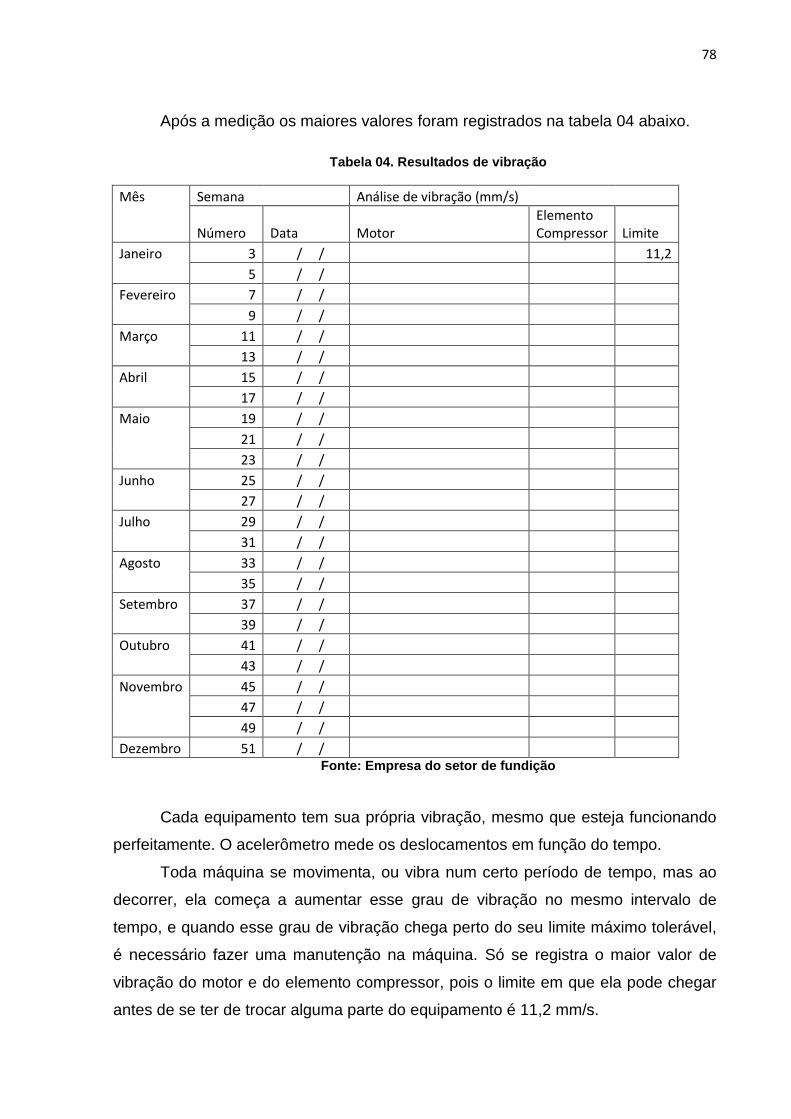
78
Após a medição os maiores valores foram registrados na tabela 04 abaixo.
Tabela 04. Resultados de vibração
Mês Semana Análise de vibração (mm/s)
Número Data Motor Elemento Compressor Limite
Janeiro 3 / / 11,2
5 / /
Fevereiro 7 / /
9 / /
Março 11 / /
13 / /
Abril 15 / /
17 / /
Maio 19 / /
21 / /
23 / /
Junho 25 / /
27 / /
Julho 29 / /
31 / /
Agosto 33 / /
35 / /
Setembro 37 / /
39 / /
Outubro 41 / /
43 / /
Novembro 45 / /
47 / /
49 / /
Dezembro 51 / / Fonte: Empresa do setor de fundição
Cada equipamento tem sua própria vibração, mesmo que esteja funcionando
perfeitamente. O acelerômetro mede os deslocamentos em função do tempo.
Toda máquina se movimenta, ou vibra num certo período de tempo, mas ao
decorrer, ela começa a aumentar esse grau de vibração no mesmo intervalo de
tempo, e quando esse grau de vibração chega perto do seu limite máximo tolerável,
é necessário fazer uma manutenção na máquina. Só se registra o maior valor de
vibração do motor e do elemento compressor, pois o limite em que ela pode chegar
antes de se ter de trocar alguma parte do equipamento é 11,2 mm/s.

79
Por isso se a maior medida registrada for menor que o limite permitido, os
valores de vibração medidos nos outros pontos também são menores e assim, a
máquina esta funcionando bem, e não precisa ser parada para manutenção.
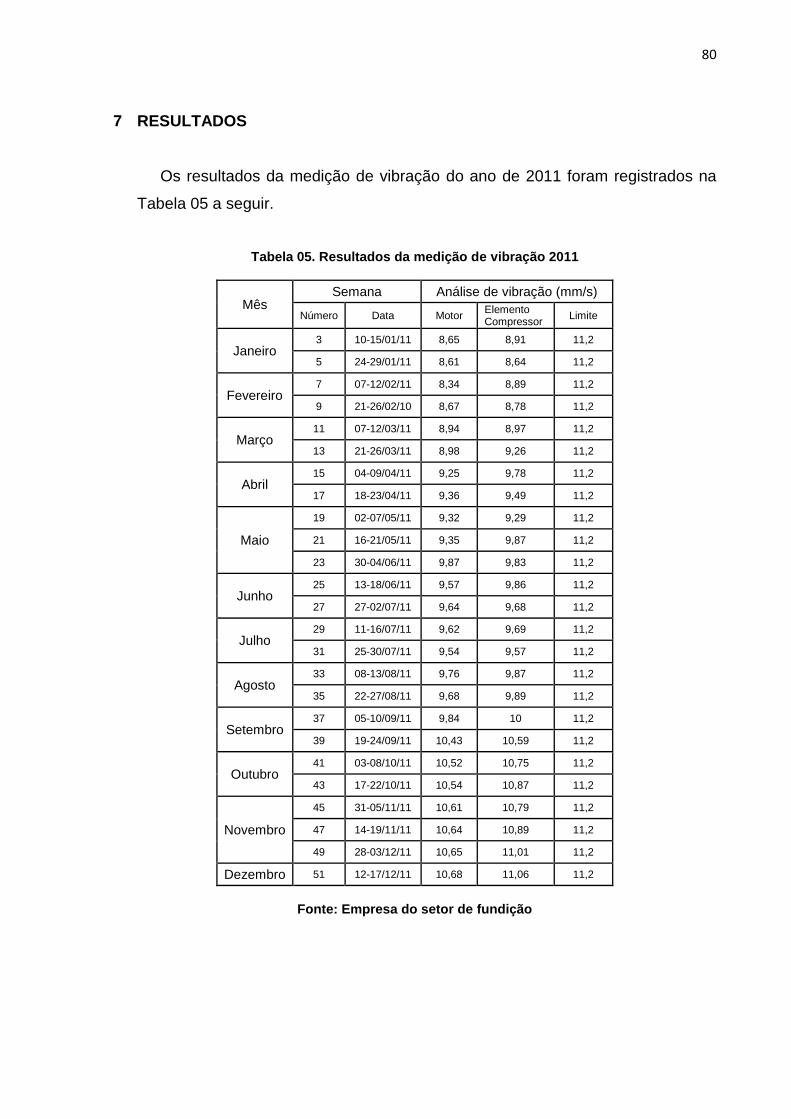
80
7 RESULTADOS
Os resultados da medição de vibração do ano de 2011 foram registrados na
Tabela 05 a seguir.
Tabela 05. Resultados da medição de vibração 2011
Mês Semana Análise de vibração (mm/s)
Número Data Motor Elemento Compressor
Limite
Janeiro 3 10-15/01/11 8,65 8,91 11,2
5 24-29/01/11 8,61 8,64 11,2
Fevereiro 7 07-12/02/11 8,34 8,89 11,2
9 21-26/02/10 8,67 8,78 11,2
Março 11 07-12/03/11 8,94 8,97 11,2
13 21-26/03/11 8,98 9,26 11,2
Abril 15 04-09/04/11 9,25 9,78 11,2
17 18-23/04/11 9,36 9,49 11,2
Maio
19 02-07/05/11 9,32 9,29 11,2
21 16-21/05/11 9,35 9,87 11,2
23 30-04/06/11 9,87 9,83 11,2
Junho 25 13-18/06/11 9,57 9,86 11,2
27 27-02/07/11 9,64 9,68 11,2
Julho 29 11-16/07/11 9,62 9,69 11,2
31 25-30/07/11 9,54 9,57 11,2
Agosto 33 08-13/08/11 9,76 9,87 11,2
35 22-27/08/11 9,68 9,89 11,2
Setembro 37 05-10/09/11 9,84 10 11,2
39 19-24/09/11 10,43 10,59 11,2
Outubro 41 03-08/10/11 10,52 10,75 11,2
43 17-22/10/11 10,54 10,87 11,2
Novembro
45 31-05/11/11 10,61 10,79 11,2
47 14-19/11/11 10,64 10,89 11,2
49 28-03/12/11 10,65 11,01 11,2
Dezembro 51 12-17/12/11 10,68 11,06 11,2
Fonte: Empresa do setor de fundição
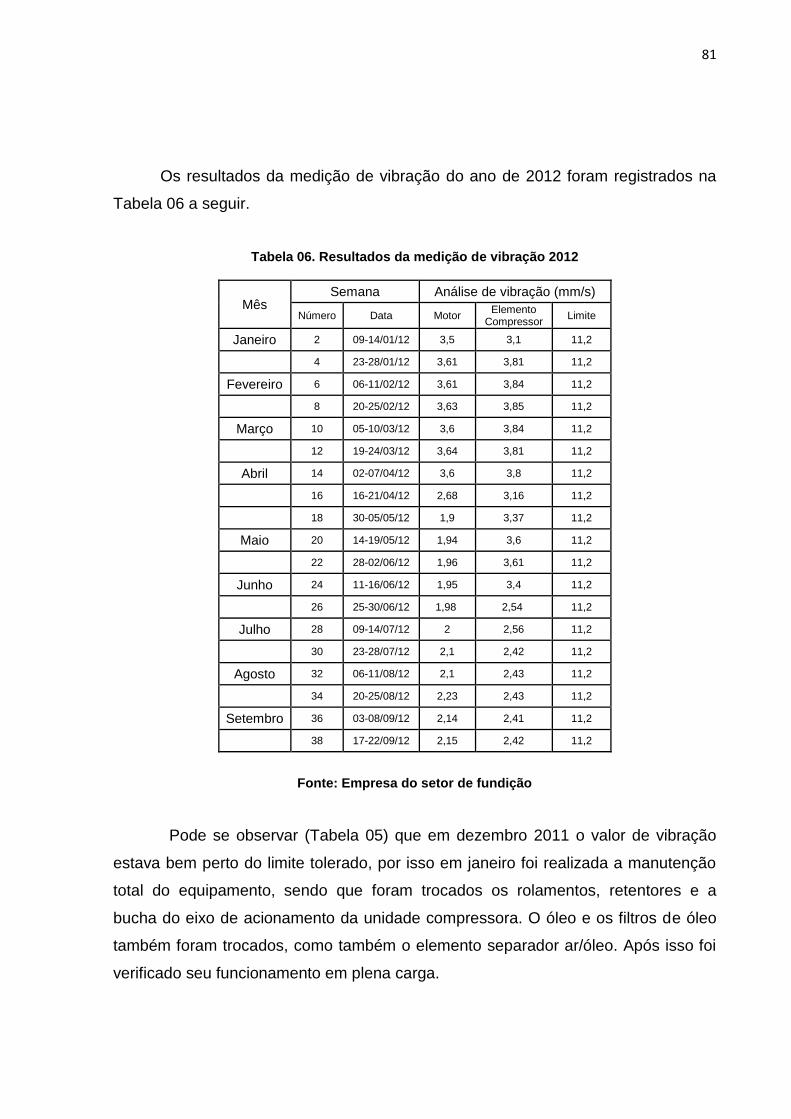
81
Os resultados da medição de vibração do ano de 2012 foram registrados na
Tabela 06 a seguir.
Tabela 06. Resultados da medição de vibração 2012
Mês Semana Análise de vibração (mm/s)
Número Data Motor Elemento
Compressor Limite
Janeiro 2 09-14/01/12 3,5 3,1 11,2
4 23-28/01/12 3,61 3,81 11,2
Fevereiro 6 06-11/02/12 3,61 3,84 11,2
8 20-25/02/12 3,63 3,85 11,2
Março 10 05-10/03/12 3,6 3,84 11,2
12 19-24/03/12 3,64 3,81 11,2
Abril 14 02-07/04/12 3,6 3,8 11,2
16 16-21/04/12 2,68 3,16 11,2
18 30-05/05/12 1,9 3,37 11,2
Maio 20 14-19/05/12 1,94 3,6 11,2
22 28-02/06/12 1,96 3,61 11,2
Junho 24 11-16/06/12 1,95 3,4 11,2
26 25-30/06/12 1,98 2,54 11,2
Julho 28 09-14/07/12 2 2,56 11,2
30 23-28/07/12 2,1 2,42 11,2
Agosto 32 06-11/08/12 2,1 2,43 11,2
34 20-25/08/12 2,23 2,43 11,2
Setembro 36 03-08/09/12 2,14 2,41 11,2
38 17-22/09/12 2,15 2,42 11,2
Fonte: Empresa do setor de fundição
Pode se observar (Tabela 05) que em dezembro 2011 o valor de vibração
estava bem perto do limite tolerado, por isso em janeiro foi realizada a manutenção
total do equipamento, sendo que foram trocados os rolamentos, retentores e a
bucha do eixo de acionamento da unidade compressora. O óleo e os filtros de óleo
também foram trocados, como também o elemento separador ar/óleo. Após isso foi
verificado seu funcionamento em plena carga.
82
Observou-se que após a troca dos componentes o valor de vibração reduziu
significativamente. No motor a vibração foi reduzida de 10,68 mm/s para 3,5 mm/s e
no elemento compressor a vibração foi reduzida de 11,06mm/s para 3,1 mm/s.
Esse limite é baseado na norma da ISO 2372 que foi apresentado
anteriormente na figura 27.
Após a coleta os valores de vibração foram registrados no gráfico de análise
de vibrações, onde são plotadas os valores de vibração do motor do compressor e
elemento compressor, juntamente também o limite máximo permitido. O gráfico é
mostrado na Fig. 41 a seguir.
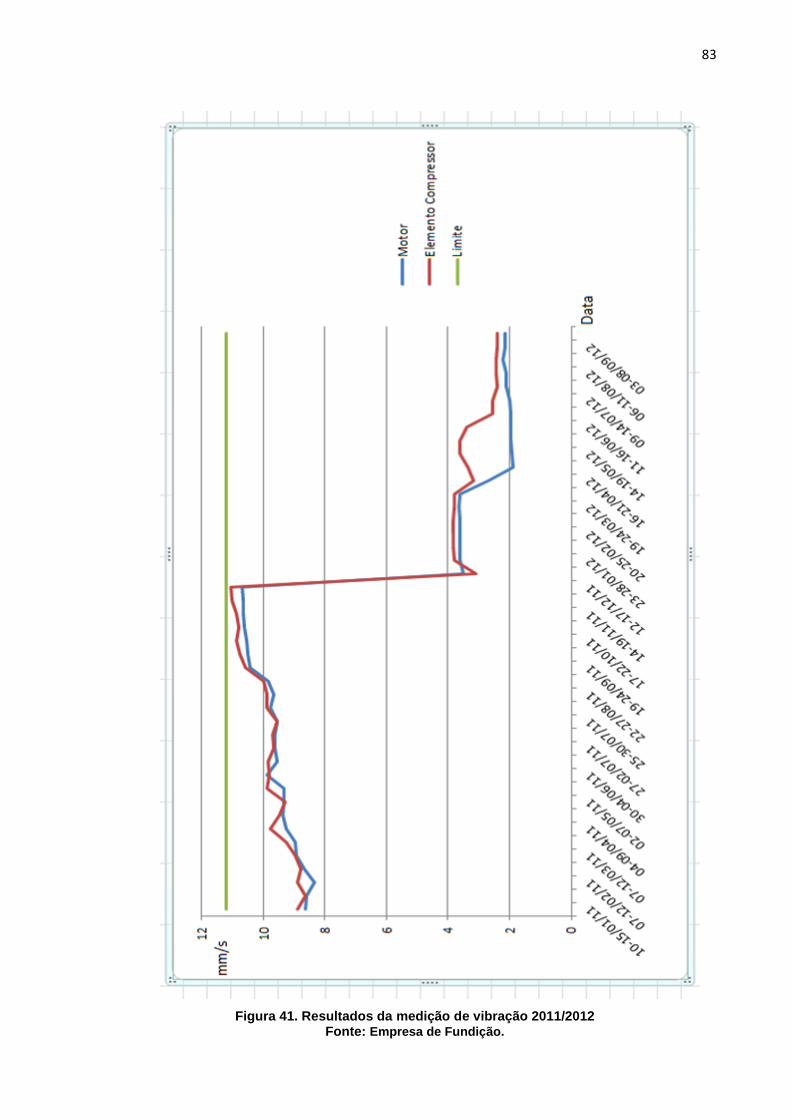
83
Figura 41. Resultados da medição de vibração 2011/2012 Fonte: Empresa de Fundição.
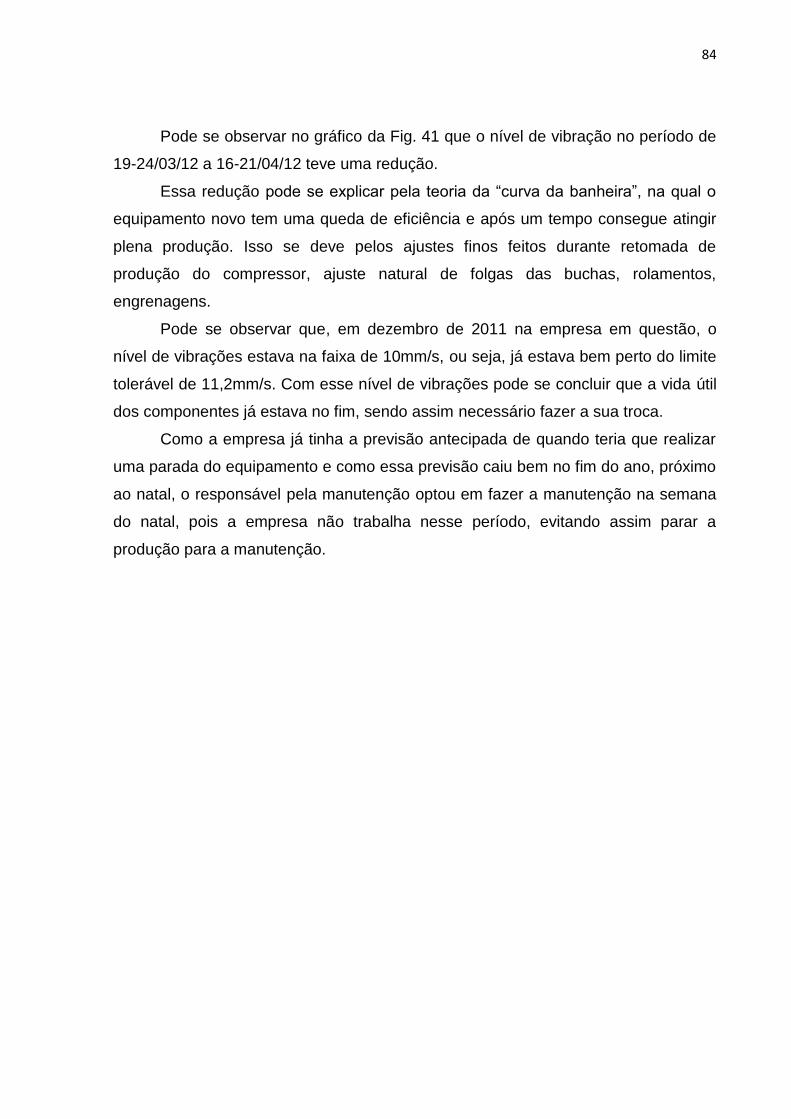
84
Pode se observar no gráfico da Fig. 41 que o nível de vibração no período de
19-24/03/12 a 16-21/04/12 teve uma redução.
Essa redução pode se explicar pela teoria da “curva da banheira”, na qual o
equipamento novo tem uma queda de eficiência e após um tempo consegue atingir
plena produção. Isso se deve pelos ajustes finos feitos durante retomada de
produção do compressor, ajuste natural de folgas das buchas, rolamentos,
engrenagens.
Pode se observar que, em dezembro de 2011 na empresa em questão, o
nível de vibrações estava na faixa de 10mm/s, ou seja, já estava bem perto do limite
tolerável de 11,2mm/s. Com esse nível de vibrações pode se concluir que a vida útil
dos componentes já estava no fim, sendo assim necessário fazer a sua troca.
Como a empresa já tinha a previsão antecipada de quando teria que realizar
uma parada do equipamento e como essa previsão caiu bem no fim do ano, próximo
ao natal, o responsável pela manutenção optou em fazer a manutenção na semana
do natal, pois a empresa não trabalha nesse período, evitando assim parar a
produção para a manutenção.
85
8 CONCLUSÃO
O método empregado mostrou-se adequado para a obtenção do objetivo
proposto.
O emprego da análise de vibrações foi eficiente em prever o momento da
troca dos rolamentos, retentores e bucha do eixo do compressor. Após a
substituíção dos mesmos o nível de vibração foi reduzido de 10,68 para 3,5
mm/s.
A técnica da manutenção preditiva constatou alterações no comportamento
do compressor, no aspecto de nível de vibração mesmo quando não sendo
comprometedores ao funcionamento e/ou integridade do mesmo.

86
ANEXO 1 –. Manual de operação e lista de peças. CHICAGO PNEUMATIC São Paulo. (Cópia do manual recebida em 2012).
87
MANUAL DO COMPRESSOR
Os compressores S22 são compressores estacionários de parafuso, com
injeção de óleo, de um estágio e acionados por um motor elétrico. Os componentes
da unidade são montados dentro de uma cabine modulada revestida por uma
material absorvedor de ruído, na frente da qual existe um painel de controle,
indicação do modelo do equipamento e de um botão de parada de emergência.
Pode ser instalado, como opção, um filtro de alta eficiência, que permite o
funcionamento do compressor em ambientes altamente contaminados. São
denominados como filtros para trabalho pesado.
O sistema elétrico é composto de:
1. Motor do compressor
2. Um motor do ventilador
3. Módulo regulador eletrônico
4. Botões de partida, parada e parada de emergência do compressor
5. Interruptor de módulo de controle
6. Cubículo de partida, que inclui chave de partida dos motores
7. Sensores de temperatura e pressão
- Módulo de controle eletrônico
O módulo de controle eletrônico consiste de um regulador eletrônico e um
painel de controle.
O regulador executa as seguintes funções:
- Controle automático do compressor
O regulador mantém a pressão da rede dentro de limites programáveis
fazendo o compressor entrar automaticamente em carga ou em alívio. São levados
em consideração diversos parâmetros programáveis, como as pressões de entrada
em alívio e em carga, o tempo mínimo de parada e o número máximo admissível de
partidas do motor.
O regulador faz o compressor parar sempre que possível para reduzir o
consumo de energia e podendo partir o compressor novamente quando a pressão
na rede chegar próximo ao valor de pressão mínima, para a entrada em carga,
previamente regulado. No caso do período de funcionamento em alívio ser muito
88
curto, o regulador mantém o compressor operando em alívio, para evitar tempos de
parada/partida do motor muito curtos.
- Proteção do compressor
Se a temperatura de saída do elemento compressor ultrapassar o valor de
desarme programado, o compressor desliga e com isso indica no display. O
compressor também pára em caso de sobrecarga do motor de acionamento ou do(s)
motor(es) do ventilador.
Pode-se programar um valor de alarme próximo do valor de desarme por alta
temperatura de saída do elemento compressor, ocorrendo um aumento gradativo na
temperatura de saída do elemento compressor, o display do regulador eletrônico
avisa o operador antes de atingir o valor de desarme, podendo-se assim buscar a
solução previamente.
- Monitoramento de elementos sujeitos a manutenção
O regulador monitora continuamente o óleo, os filtros de óleo, o separador de
óleo, tempo de lubrificação dos rolamentos do motor do compressor e filtro de ar.
Cada entrada é comparada com os valores máximos programados de intervalos de
tempo ou quedas de pressão. Se estes limites forem excedidos, aparece uma
mensagem de aviso no display para que o operador possa substituir o componente
indicado.
- Programa de manutenção preventiva para o compressor
Durante as manutenções preventivas deve se substituir todas as juntas, O-
rings e anilhas.
As verificações a “intervalos mais prolongados” devem também incluir as
verificações a “intervalos mais curtos”.
A Chicago Pneumatic pode alterar o programa de manutenção e em
particulares intervalos de serviço, em função das condições ambientais e de trabalho
do compressor.
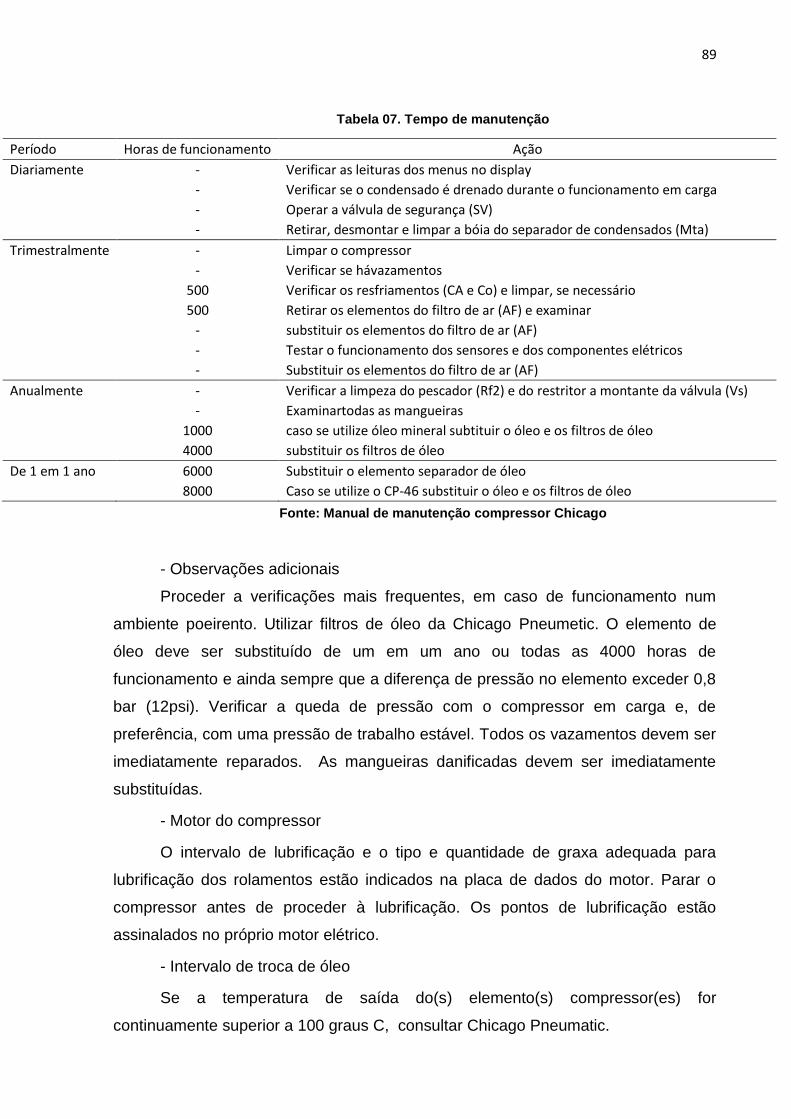
89
Tabela 07. Tempo de manutenção
Período Horas de funcionamento Ação
Diariamente - Verificar as leituras dos menus no display
- Verificar se o condensado é drenado durante o funcionamento em carga
- Operar a válvula de segurança (SV)
- Retirar, desmontar e limpar a bóia do separador de condensados (Mta)
Trimestralmente - Limpar o compressor
- Verificar se hávazamentos
500 Verificar os resfriamentos (CA e Co) e limpar, se necessário
500 Retirar os elementos do filtro de ar (AF) e examinar
- substituir os elementos do filtro de ar (AF)
- Testar o funcionamento dos sensores e dos componentes elétricos
- Substituir os elementos do filtro de ar (AF)
Anualmente - Verificar a limpeza do pescador (Rf2) e do restritor a montante da válvula (Vs)
- Examinartodas as mangueiras
1000 caso se utilize óleo mineral subtituir o óleo e os filtros de óleo
4000 substituir os filtros de óleo
De 1 em 1 ano 6000 Substituir o elemento separador de óleo
8000 Caso se utilize o CP-46 substituir o óleo e os filtros de óleo
Fonte: Manual de manutenção compressor Chicago
- Observações adicionais
Proceder a verificações mais frequentes, em caso de funcionamento num
ambiente poeirento. Utilizar filtros de óleo da Chicago Pneumetic. O elemento de
óleo deve ser substituído de um em um ano ou todas as 4000 horas de
funcionamento e ainda sempre que a diferença de pressão no elemento exceder 0,8
bar (12psi). Verificar a queda de pressão com o compressor em carga e, de
preferência, com uma pressão de trabalho estável. Todos os vazamentos devem ser
imediatamente reparados. As mangueiras danificadas devem ser imediatamente
substituídas.
- Motor do compressor
O intervalo de lubrificação e o tipo e quantidade de graxa adequada para
lubrificação dos rolamentos estão indicados na placa de dados do motor. Parar o
compressor antes de proceder à lubrificação. Os pontos de lubrificação estão
assinalados no próprio motor elétrico.
- Intervalo de troca de óleo
Se a temperatura de saída do(s) elemento(s) compressor(es) for
continuamente superior a 100 graus C, consultar Chicago Pneumatic.
90
- Especificações do óleo
Nunca misturar óleos de marcas ou tipos diferentes. Consultar
Chicagopneumatic para informações sobre óleos recomendados. Usar apenas óleos
não tóxicos, sempre que haja o risco de inalação do ar liberado pelo compressor.
- Óleo mineral
Caso não se disponha de CP-46 pode se usar o seguinte óleo: óleo mineral
de alta qualidade, com inibidores de oxidação e propriedades anti-espuma e anti-
desgaste. A graduação de viscosidade deve corresponder à temperatura ambiente e
às normas ISO 3448.

91
ANEXO 2: Mapa de impacto risco
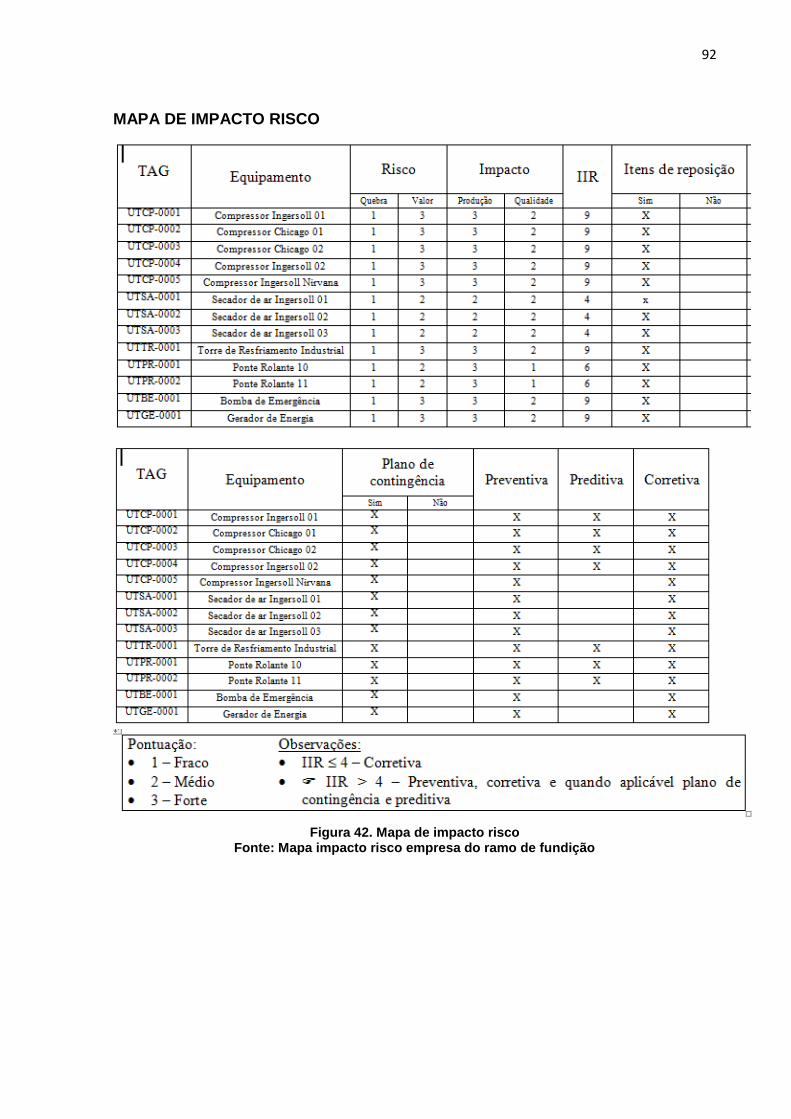
92
MAPA DE IMPACTO RISCO
Figura 42. Mapa de impacto risco
Fonte: Mapa impacto risco empresa do ramo de fundição
93
REFERÊNCIAS
BAPTISTA, D. M. O debate sobre o uso de técnicas qualitativas e quantitativas de pesquisa. In. MARTINELLI, M. L. Pesquisa qualitativa: um grande desafio. São Paulo: Veras, 1999. BRANCA, R. Funcão de um compressor alternativo. (Sem data). Disponível em http://www.manutencaoesuprimentos.com.br/conteudo/5324-funcao-de-um-compressor-alternativo/. Acesso em 01 Julho de 2013. BÜCHNER, P. C. Análise de mancais de rolamentos através dos sinais de vibrações, usando o método da curtose e do envelope. 2001, 106 f. Dissertação (Mestrado em Eng. Mecânica)- PUCPR, Curitiba, 2001. CAPETTI, E. J. O papel da gestão manutenção no desenvolvimento da estratégia de manufatura. 2005, 167 f. Dissertação (Mestrado em Engenharia) – PUC, Curitiba, 2005. CARGILL DO BRASIL. Apostila de Manutenção Preditiva – Análise de Vibração. São Paulo: Ed da Cargill, 2003. CHICAGO PNEUMATIC. Manual de operação e lista de peças. São Paulo. (Cópia do manual recebida em 2012). GOMES, M. Manutenção preventiva, 2009. Disponível em: http://professormarciogomes.files.wordpress.com/2009/03/5-manutencao-preventiva.pdf. Acesso em 01/05/13. LIMA, F. A, CASTILHO. J. C. N. Conceitos de manutenção. São bernardo do Campo, São Paulo, 2006. MARA, J, L. Medida de vibração, uma ferramenta para a manutenção. São Paulo, 2004. MARAN, M. Manutenção baseada em condição aplicada em um sistema de ar condicionado como requisito para sustentabilidade de edificio de escritórios. São Paulo. 2011.
94
MARQUES, C. A. DIAS, J. S. Compressores. 2008, 39 f. Trabalho de conclusão de curso (Graduação em Engenharia Industrial Mecânica) – CEFET Bahia, Salvador, 2008. MICHALAK, Edson Jaime. Detecção de falha em compressor de parafuso através da análise de vibrações. Disponível em: <http://www.prediteceng.com.br/admin/pdf_artigos/515693302compressor.pdf>. Acesso em: 01 nov. 2011. MIÉRCOLES. Construção de um estroboscópio com material reciclável. Disponível em: http://lomaximodel-reggaeton.blogspot.com.br/2010_03_01_archive.html. Acesso em 02 Julho 2013. MHF. Análise de vibrações. Disponível em: http: www.mhfpreditiva.com.br. Acesso em 02 Julho 2013 MONTEIRO. C. I, SOUZA. L. R, ROSSI. P. H. L. Manutenção e lubrificação de equipamentos. Bauru. 2010. NEPOMUCENO, L, X. Técnicas de manutenção preditiva. São Paulo: Edgard Blücher LTDA, 1999. NICE, Karim. "Como funcionam os turbocompressores". Publicado em 04 de dezembro de 2000, (atualizado em 21 de agosto de 2008). Disponível emhttp://carros.hsw.uol.com.br/turbocompressores2.htm. Acesso em 01 de julho de 2013. PAULA, A. S. Proposta para implantação de manutenção preventiva em bancada de teste hidráulico. 2006. 87 f.Monografia (Graduação em Engenharia Mecânica) UEMA, São Luís-MA, 2006. PINTO, A. K. , XAVIER, J. A. N., BARONI, T. A. Gestão estratégica e técnicas preditivas. Rio de Janeiro: Qualitymark: ABRAMAN, 2006. PILLIS, Joseph. Compressores parafuso. 2001 Disponível em:<http://www.eletrodo mesticosforum.com/downloads/compressores/compressores_parafuso_york_1.pdf>. Acesso em: 01 nov. 2011. RAO, S. Vibrações Mecânicas. São Paulo: Pearson Prentice Hall, 2008.
95
ROCHA, N. R. Eficiência energética em sistemas de ar comprimido. Rio de Janeiro: Eletrobrás, 2005. RODRIGUES, Paulo Sergio B. Compressores industriais. Rio de Janeiro: EDC, 1991. SILVA, Napoleão F. Compressores alternativos industriais: Teoria e prática. Rio de Janeiro, Ed Interciência, 2009. SOEIRO, S.Newton. Curso de fundamentos de vibrações e balanceamento de rotores. Belém, PA. 2008. TEBCHIRANI, Tárik Linhares. Manutenção classe mundial – Manutenção
preditiva por análise de vibrações. Ponta Grossa. Paraná.
TEKNIKAO.Medidor de vibrações NK 300: Manual de operação. São Paulo. (Cópia do manual recebido em 2012).